Оборудование для производства газобетона — АлтайСтройМаш
Оборудование для производства газоблоков
Компания «АлтайСтройМаш» с 2000 года выпускает профессиональное оборудование для изготовления газоблоков, которое имеет сертификат государственного образца. Более двадцати лет опыта в сфере машиностроения, технология бережливого производства «Toyota», использование немецкой лазерной резки «Trumpf» для идеально точной обработки каждой детали являются гарантией качества оборудования по производству неавтоклавного газобетона.
Наши установки позволяют изготавливать газобетонные блоки высокой прочности и безупречной геометрии, которые имеют единый стандарт с автоклавным газобетоном, в соответствии с ГОСТом от 1989 года.
Мы поставляем производственные линии по всему миру и даем гарантию 2 года на все комплектующие, т.к. контролируем качество на всех этапах производства и продажи оборудования.
Приобретая линию, вы получаете бесплатную техническую поддержку,
которая включает в себя:
- Инструкции по монтажу оборудования;
- Обучение персонала;
- Профессиональную поддержку наших инженеров-технологов на протяжении всего вашего бизнеса;
- Актуальную информацию по поставщикам сырья в вашем регионе;
- Готовую рецептуру газобетонной смеси, в зависимости от характеристик сырья;
- Маркетинговые материалы для продвижения готовой продукции на рынок;
Цена на газобетон
и оборудование для его производства
Неавтоклавный газобетон используют для строительства коттеджей, домов, школ, больниц, высотных домов, торговых центров. За последние 8 лет спрос на газоблоки вырос в 14 раз и среди других строительных материалов газобетон занимает долю на рынке 43%. Рыночная цена на газобетонные блоки, независимо от области, превышает их себестоимость не менее чем на 30%.
За последние 8 лет спрос на газоблоки вырос в 14 раз и среди других строительных материалов газобетон занимает долю на рынке 43%. Рыночная цена на газобетонные блоки, независимо от области, превышает их себестоимость не менее чем на 30%.
Популярность материала зависит от географической территории, например, в Казахстане цена газобетонных блоков на рынке выше, чем в странах, где газобетон только начинает приобретать известность. Но уже и там количество клиентов, желающих купить газоблоки, выросло на 27% по сравнению с 2017 годом. Это связано с активным развитием строительства и государственной поддержкой малого и среднего бизнеса.
Линии для производства газобетона — АлтайСтройМаш
Компания “АлтайСтройМаш” предлагает широкую линейку заводов по производству неавтоклавного газобетона: более 200 комплектаций.
В нашем каталоге вы найдете оборудование для производства газоблоков с разной степенью автоматизации: конвейерного и стационарного типа.
В чем разница между типами заводов по производству газоблоков?
Конвейерные линии по производству газобетона и их преимущества
Конвейерные линии: формы катятся по рельсам, а смеситель стоит неподвижно.
Преимущества:
-
легко автоматизировать;
-
экономится площадь помещения, т.к. формы располагаются близко друг к другу;
-
высокая производительность т.к. после заливки все блоки оказываются в одном месте, и не нужно тратить время и силы на их сбор.
Особенности стационарных линий по производству газобетона
Стационарные линии: формы не двигаются, и заливка происходит с перемещением смесителя по рельсам.
Преимущества:
-
очень простой монтаж ;
-
легко добавить рельсы для передвижения форм, камеры прогрева и элементы автоматизации, чтобы получить конвейерный завод.


Все линии, и стационарные, и линии конвейерного типа, бывают в мини-формате. Количество форм и объем смесителя в таких мини-линиях меньше.
Каждая линия имеет свою производительность (от 2 до 200 м3/сут).
По желанию клиента любая модель может быть оснащена дополнительными элементами, которые улучшают технологию изготовления газоблоков: они облегчают работу и повышают производительность.
Как увеличить производительность оборудования для газобетона?
-
добавить формы (увеличивается производительность),
-
установить автоматическую резку (безупречная форма газоблока),
-
наладить автоматическую подачу песка и цемента (скорость выше, работников нужно меньше).
Сравните производительность разных моделей:
| Тип линии |
Автоматизированная конвейерная линия
|
Неавтоматизированная конвейерная линия
|
Стационарная линия
|
|---|---|---|---|
|
Площадь помещения
| 200 м2 | ||
|
Число рабочих на производстве
| 2-4 чел. | 2-6 чел. | 2-4 чел. |
|
Объем м3/сутки
| До 40 м3/сут. | До 40 м3/сут. | 20м3/сут. |
Какую модель вы выберете для производства газобетонных блоков? Мини-линию или полностью автоматизированный завод с большой производительностью? В любом случае мы бесплатно окажем вам помощь на всех этапах:
-
помогаем с монтажом и выезжаем на пусконаладку, если необходимо;
-
оказываем техподдержку на протяжении всей работы оборудования;
-
предоставляем рецептуру и маркетинговые материалы для продвижения ваших блоков.
Газобетонные блоки, изготовленные на оборудовании от “АлтайСтройМаш”, сделают ваш бизнес узнаваемым и эффективным!
Оборудование для производства полистиролбетона — АлтайСтройМаш
Большинство строительных объектов сегодня возводят из стройматериалов, созданных новейшими технологиями. Доступная стоимость и высокая прочность делают эти материалы более привлекательными по сравнению с традиционными.
Доступная стоимость и высокая прочность делают эти материалы более привлекательными по сравнению с традиционными.
Большую популярность приобрел полистиролбетон — один из видов лёгкого бетона (к этой категории относят также газобетон и пенобетон). В его составе, в качестве наполнителя используются гранулы полистирола. Как показывает европейский опыт, использование полистиролбетона позволяет значительно экономить энергоресурсы. Он легкий, хорошо сохраняет тепло и обеспечивает высокую звукоизоляцию.
Структура полистиролбетонного блока.
Для приготовления, перемещения и заливки смеси необходима мобильная установка для полистиролбетона, которая позволяет изготавливать штучные изделия (блоки, плиты), а также монолитную заливку при тепло- и звукоизоляции крыш; заливке полов; монолитной заливке самонесущих стен.
Технология производства полистиролбетона
Технологические операции изготовления полистрилбетонной смеси достаточно просты: в смеситель для полистиролбетона подается вода, затем цемент и химические компоненты. В течение 1-2 минут состав перемешивается, далее загружаются полистирольные гранулы, и дополнительно перемешивается еще 1 минуту до получения однородной структуры. Продолжительность приготовления раствора, с учетом времени загрузки и смешивания компонентов, должна составлять не менее 3-5 мин. Далее, полученная смесь транспортируется и укладывается при помощи героторного насоса по шлангу. Его конструкция и механизм работы позволяют сохранять требуемый объем воздуха в процессе приготовления.
В течение 1-2 минут состав перемешивается, далее загружаются полистирольные гранулы, и дополнительно перемешивается еще 1 минуту до получения однородной структуры. Продолжительность приготовления раствора, с учетом времени загрузки и смешивания компонентов, должна составлять не менее 3-5 мин. Далее, полученная смесь транспортируется и укладывается при помощи героторного насоса по шлангу. Его конструкция и механизм работы позволяют сохранять требуемый объем воздуха в процессе приготовления.
Транспортирование и укладка монолитного полистиролбетона и формование блоков.
Укладка полистиролбетона в несъемную опалубку при возведении наружных стен осуществляется после сборки опалубки и установки всех необходимых связей. Шланг опускается в нижнюю часть опалубки и постепенно по мере заполнения ее перемещается вдоль опалубки и поднимается вверх (аналогично происходит формовка сборных конструкций). Такой способ укладки при отсутствии виброуплотнения позволяет существенно уменьшить образование воздушных пустот.
При устройстве монолитной теплоизоляции перекрытий над холодными подвалами и проездами укладка полистиролбетона осуществляется в один слой. Разравнивание и уплотнение поверхности уложенного полистиролбетона осуществляется при помощи рейки.
При формовании блоков нужно опустить сливной шланг в форму и сливать смесь до полного заполнения объема ячейки.
Как купить оборудование для производства полистиролбетона?
Чтобы купить полистиролбетонную установку, достаточно связаться с нами любым удобным для вас способом: позвонить, написать или заполнить заявку на сайте. Цена оборудования одинакова для всех клиентов России, Узбекистана, Казахстана, Киргизии и др. Мы осуществляем доставку по всему миру и даем гарантию 2 года на все установки. Кроме того, вы получаете полное техническое сопровождение наших специалистов на весь период эксплуатации оборудования.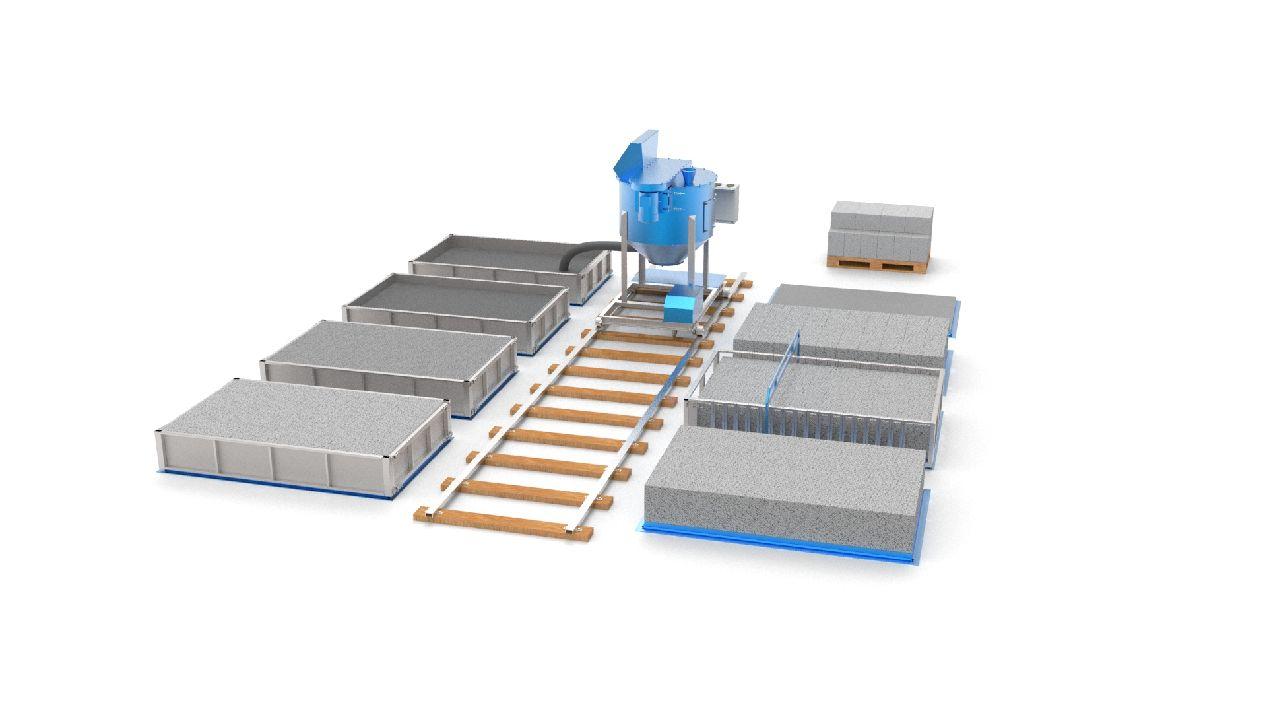
ИННТЕХГРУПП — оборудование для производства газобетона.
Производственная Компания — ИННТЕХГРУПП
Мы рады приветствовать Вас на нашем сайте! Здесь вы можете узнать что такое неавтоклавный газобетон,
где и как он применяется, чем отличается от других строительных материалов, каким образом выглядит
его производство. Так же нашем сайте Вы можете выбрать и купить оборудование для производства
газобетона и сам неавтоклавный газобетон. Если у Вас остались сомнения или вопросы Вы всегда можете
их задать специалистам компании по телефону или электронной почте.
Обладая значительным опытом в таких областях как, эксплуатация и продажа строительного оборудования,
производство строительных материалов (в том числе и производство газобетона), организация процессов
прямых продаж и продаж в сети Интернет, мы постарались сделать для Вас этот сайт как можно
проще и доступнее.
Если Вас интересует Оборудование для производства газобетона, его характеристики и возможности,
ресурсы необходимые для производства, подробные комплектации с описаниями каждого элемента оборудования,
стоимость базовых линий – переходите в раздел Основное оборудование.
Если Вас интересует Технология производства газоблока, подробное описание и требования к сырью,
описание основных технологических процессов, особенности эксплуатации оборудования, варианты
автоматизации – просмотрите раздел Технология производства.
Если Вас интересует приобретение оборудование для производства газоблока, условия поставки,
способы оплаты, способы доставки, условия гарантии – переходите в раздел Как купить.
Если Вас интересует общая информация о газобетоне, перспективах и тенденциях рынка, об
оборудование для газобетона и его отличиях от оборудования для пенобетона, о способах строительства
из газобетона – Вы можете перейти в раздел Статьи.
Если Вам интересна информация о нас, о том какие компании входят в ИННТЕХГРУПП, и каков профиль
их деятельности — переходите в раздел О компании.
Презентационный мини-видео ролик о работе линии для производства газобетона по конвейерной технологии Иннтех ПРОФИ
 youtube.com/embed/J5QU0k5Gl1Y?rel=0″ frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>
youtube.com/embed/J5QU0k5Gl1Y?rel=0″ frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>
Перейти на наш канал в YouTube
обзор типов линий и установок
Производство блоков из газобетона
Еще не так давно, производство популярного материала в виде строительного камня было возможно лишь в условиях завода. Но с усовершенствованием технологий такая возможность появилась не только у мелких предпринимателей, но и у самих застройщиков.
На данный момент существует большое количество различного оборудования, предназначенного для изготовления данного представителя ячеистых бетонов. Комплекты отличаются между собой по ряду признаков, а в первую очередь ценовой категорией и объемом выпуска.
В данной статье мы будем рассматривать оборудование для производства газобетонных блоков разного типа, и проанализируем сам процесс изготовления изделий. А также сравним материал, произведенный в домашних и заводских условиях.
А также сравним материал, произведенный в домашних и заводских условиях.
Содержание статьи
Общая технология производства газобетона
Предварительно, пожалуй, рассмотрим общий принцип технологического процесса. Ведь для полноценного обзора линий оборудования, нам нужно иметь представление о том, как именно изготавливается газобетонный блок.
Необходимое сырье
Для приготовления газобетонной смеси, понадобится наличие следующего сырья:
- Цемент марки не менее М400;
- Вода;
- Известь негашеная;
- Гипс;
- Песок кварцевый;
- Алюминиевая пудра.
Алюминиевая пудра
Также не помешает добавить в раствор пластификатор. Основное его предназначение – повышение пластичности раствора, что предотвращает растрескивание изделий на стадии сушки и твердения.
Пластификатор
Другие химические добавки также используются. Как правило, они добавляются с целью повышения качеств готовых изделий.
Пропорции сырья вместе с добавками
Обратите внимание! Вышеуказанный состав является классическим.
 Многие компоненты могут заменяться. В этом случае набор числовые значения свойств также будут варьироваться.
Многие компоненты могут заменяться. В этом случае набор числовые значения свойств также будут варьироваться.- Кремнеземистый компонент может быть представлен в виде: песка, золы и иных вторичных продуктов промышленности;
- Тип вяжущего также может быть разным: цементным, шлаковым, известковым, смешанным, зольным.
Примерное содержание пропорций – следующее:
- 50-60% — цемент;
- 20-40% — песок;
- 1-10% — известь;
- До 1% — вода.
На заметку! При желании повысить плотность изделий, следует увеличить количество цемента. В этом случае также изменится и масса готового материала, и коэффициент теплопроводности.
Пропорции в зависимости от желаемой плотности
Основные этапы
Краткая инструкция выглядит следующим образом:
- Первым делом взвешиваются компоненты и смешиваются в необходимых пропорциях. При изготовлении своими руками это делается вручную, в заводских условиях, как правило, в автоматическом режиме.
- Все ингредиенты попадают в смеситель, где и происходит смешивание.
- Следующим этапом станет формовка. Формы наполняются примерно на 1/3, так как при порообразовании смесь попросту может вытечь.
- Следом, после завершения процесса вспучивания, выжидается некоторое время до частичного застывания.
- Далее производят резку единого пласта или просто распалубку, если формы используются уже готовых типоразмеров.
- Последним этапом станет автоклавирование либо отправление блоков на сушку при неавтоклавном способе производства.

Обратите внимание! Ход процесса может несколько отличаться в зависимости от того, какое оборудование для изготовления газобетонных блоков используется. Однако в целом, общий принцип будет аналогичным.
Типы установок и линий
Теперь перейдём непосредственно к обзору типов оборудования.
Конвейерный тип
Оборудование для газобетона конвейерного типа отличается:
- Максимальной автоматизацией производства;
- Минимальным участием работников;
- Высокой стоимостью;
- Большими объемами производства;
- Полной комплектацией;
- И, как правило, наибольшей рентабельностью.

Большая конвейерная линия
Рассмотрим подробнее комплектацию и возможности такого газобетонного оборудования на примере линии популярного китайского производителя, являющегося дилером компании Премиум Кирпич Плюс.
В стандартный комплект входят:
- Емкости и бункеры для сырья;
Бункер для сырья
- Ленточные конвейеры для транспортировки компонентов;
Ленточный конвейер
- Узел растворосмесительный;
Узел бетоно-растворный
Автоклавы
Сборная форма для блоков
- Резательный комплекс;
- Транспортер перемешивающий;
- Дробилки;
- Тележки;
- Узел для автоматического управления линией;
- Погрузчик вилочный.
Такое оборудование для производства стоит около 55 000 000. Согласитесь, сумма, не маленькая. Однако при этом, производительность составляет около 300 тысяч метров кубических в год. Площадь, необходимая для размещения такой линии должна быть около 4000 м2.
В качестве альтернативы, можно рассмотреть возможность приобретения конвейерной линии в бывшем употреблении. Это – своеобразный риск, однако стоимость ее значительно ниже.
Также стоит обратить внимание на мини линию конвейерного типа «Иннтех-100». Ее производительность значительно ниже и составляет 100 м3 в сутки. Цена ее – около 3 000 000.
Мини конвейерная линия
Данная линия характеризуется неподвижным смесителем. Формы передвигаются по рельсовому транспортеру как тележка. Компоненты подаются и дозируются в автоматическом режиме. Резательный комплекс – механический.
Больше всего среди производителей ценятся линии известных немецких производителей оборудования. Они отличаются высокой продуктивностью, долговечность в использовании. С их помощью можно изготавливать блоки самого высокого качества.
Немецкое оборудование для изготовления газоблока
Видео в этой статье продемонстрирует принцип работы оборудования для изготовления газобетона.
 youtube.com/embed/MbHWwJ0ga3c» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/MbHWwJ0ga3c» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Производство газобетона Поревит
Стационарный тип
- Такой тип оборудования гораздо менее дорогостоящий. Однако и производительность ее гораздо ниже и составляет около 50 м3 в сутки.
- Как правило, в комплект таких линий входят дозаторы компонентов и ленточный транспортер, который и подает ингредиенты в смеситель.
- Однако полностью автоматизированным такой комплект назвать уже нельзя. Для полноценной работы требуется наличие как минимум нескольких человек.
- Необходимая квадратура для размещения производства и склада составляет около 500 м2.
Линия стационарного типа для производства газобетонного блока
В качестве примера, кратко рассмотрим комплектацию и возможности линии АСМ-1МС.
- Производительность составляет около 60 м3;
- Для работы потребуется привлечение 3-4-х человек;
- Песок и цемент подаются в автоматизированном режиме.

Комплектация:
- Смеситель для вяжущего и иных компонентов;
- Конструкция для резки блочного массива с пилами;
- Формы и поддоны;
- Транспортер.
Мобильные установки и мини-линии
Такое оборудование для производства блоков газобетонных идеально подойдет для начинающих предпринимателей либо застройщиков, желающих изготовить изделия для собственных нужд.
При помощи мобильной установки можно произвести исключительно только газоблок неавтоклавного твердения. Ниже мы рассмотрим основные его отличия от основного конкурента.
Такой оборудование требует наличия сети в 220 Вт, в то время как другие типы машин требуют подключения к сети в 360 Вт. Объем производства составляет около 2-10 м3 в сутки.
Установка мобильная для изготовления газобетона
Рассмотрим характеристики установки на примере комплекта Газобетон 500Б.
Установка газобетон 500 Б
- В комплект входит: смеситель, соединительные рукава и компрессор. Для производства необходимо участие нескольких человек.
- Практически весь процесс работ происходит с участие человека. В автоматическом режиме производится только смешивание.
- Дозирование также придется производить самостоятельно.
- Объем выпуска 3 м3 пористой смеси.
- Емкость для смешивания- 500 литров.
 Для производства необходимо участие нескольких человек.
Для производства необходимо участие нескольких человек.Мини-линии более производительны. С их помощью возможно изготовление вплоть до 25 м3 в сутки. Для мелких предпринимателей – отличный вариант начать свое дело.
Принцип их устройства – аналогичен мобильным установка, больше – мощность и объем смесителя.
Подробнее об автоклавировании
Теперь давайте более подробно поговорим об автоклавной обработке газоблока и разберемся, в чем заключаются основные различия между изделиями самостоятельного производства и материалом, выпущенным в условиях завода.
Что представляет собой автоклавная обработка?
При помощи автоклавной обработки удается повысить качества готовых изделий.
- Разрезанные на типоразмеры блоки помещаются в автоклав и обрабатываются под действием давления выше атмосферного водяным паром, при этом преобладает высокая температура.
- Обработка длится в течение 12-ти часов.
- По окончании обработки, блоки практически сразу можно использовать в строительстве, ведь марочной прочности они уже достигнут.
- Неавтоклав же набирает прочность в течение 4-х недель.
- При автоклавной обработке повышаются такие качества как: прочность, плотность, долговечность. Изделия становятся менее хрупкими
Стоит отметить, что изготовление блоков автоклавного твердения возможно только в заводских условиях.
Процесс автоклавирования
Сравнение автоклавного и неавтоклавного газоблока
А теперь сравним свойства автоклавного газобетона и изделий, достигающий прочности естественным способом.
| Характеристика | Сравнительный анализ |
Сочетание плотности и теплопроводности | За счет специализированной обработки в автоклаве, изделия синтезного твердения отличаются лучшим сочетанием показателей плотности и теплопроводности. |
Морозостойкость и долговечность | В соответствии с ГОСТ, требования к марке по морозостойкости к неавтоклавному блоку несколько ниже. Точные сроки долговечности обоих изделий не установлены опытным путем, в силу недостаточного времени существования материала на рынке строительных материалов. |
Внешний вид и геометрия изделия | Автоклав имеет практически идеальную геометрию. Неавтоклавный блок, изготовленный в домашних условиях в данном отношении серьезно ему уступает. |
Требования к оборудованию и сложность производства | Оборудование для газобетона автоклавного, в целом, отличается лишь наличием автоклавов. Технология производства – аналогична, порядок – тоже. |
Хрупкость | Неавтоклавные блоки больше уязвимы к механическому воздействию, они более хрупкие. |
Стоимость | Автоклавные изделия дороже примерно на 10%. |
Усадка | Неавтоклавные блоки больше подвержены усадке. Показатель составляет до 1 мм/м2. Показатель составляет до 1 мм/м2. |
В заключение
На современном рынке существует большое количество различных комплектов оборудования для производства газобетонных блоков, начиная от дорогостоящих крупномасштабных конвейерных линий и заканчивая бюджетными мобильными установками. Именно поэтому производство данного материала стало еще более популярным.
Оборудование для производства автоклавного газобетона
Автоматизированная линия для производства стеновых и перегородочных блоков из автоклавного газобетона по прогрессивной виброударной технологии.
Краткие характеристики оборудования для производства автоклавного газобетона
- Максимальная производительность (по заливке) – до 250 м3 готовой продукции в сутки.
- Расчетная производительность — до 200 м3 готовой продукции в сутки.
- Готовая продукция — блоки стеновые и перегородочные с маркой по средней плотности D400-D600 с прочностью на сжатие В2-В3,5.
- Объем массива – 1 м3 .
- Время заливки одного массива — около 6 минут.
- Время выдержки массива до резки — 3 — 4 часа.
- Время автоклавной обработки — 12 часов.
- Складской запас цемента — 120 т.
- Складской запас наполнителя — 120 т.
- Установленная мощность оборудования — 240 кВт. (без участка помола)
- Потребление воды — 50 т воды в сутки.
- Обслуживающий персонал — 11 человек.
- Условия размещения — в помещении цехового типа при отсутствии атмосферных осадков и температурой не менее +5 0С.
- Площадь цеха не менее 2500м2.
- Высота в зоне заливки 8,5м.
- Высота остального помещения не менее 4,5м.

Отличительные особенности наших линий по производству автоклавного газобетона
Все основное оборудование располагается на площади 2,5 тысячи кв. метров. Это позволяет поставить завод практически в любом месте, где есть коммуникации, например, рядом со строительной площадкой, производством вяжущего или карьером песка.
- МАЛЫЕ КАПИТАЛОВЛОЖЕНИЯ
Относительно небольшая производительность не требует строительства сложной инфраструктуры (железнодорожная станция, разгрузочные терминалы, административные и вспомогательные помещения и т.д.) Все необходимые сырьевые материалы комфортно доставляются автомобильным транспортом.
- БЫСТРАЯ ОКУПАЕМОСТЬ
Небольшие капитальные затраты, короткий срок запуска предприятия и высокое качество продукции позволят сократить срок окупаемости проекта до 1,5 года.
- КАЧЕСТВО ПРОДУКЦИИ
В проектировании оборудования учитывался весь имеющийся мировой опыт производства автоклавного ячеистого бетона. Газобетонные блоки, выпущенные на нашей линии, соответствуют самым жестким мировым стандартам, как по физико-химическим свойствам, так и по геометрии.
- АВТОМАТИЗАЦИЯ
Все элементы оборудования полностью автоматизированы. Главные пульты оснащены сенсорными панелями управления, работают функции учета и контроля.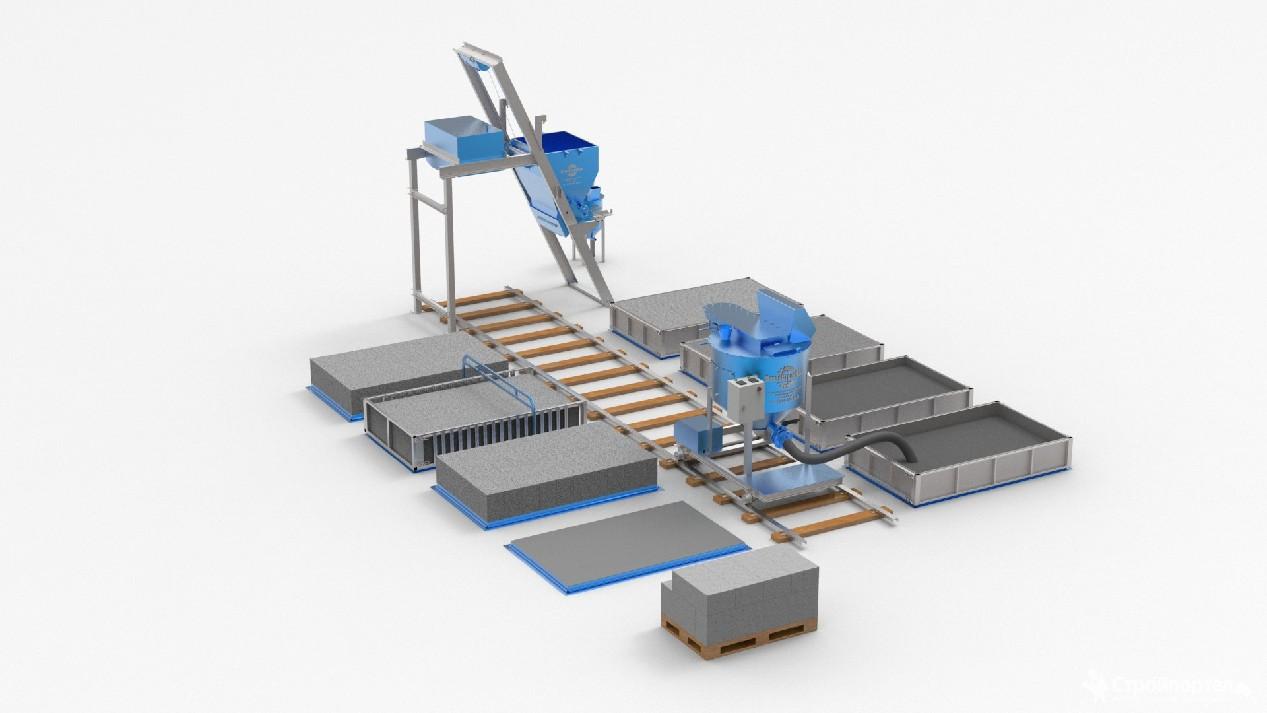 Автоматическая система управления работает на базе промышленной линейки японских контроллеров от мировых лидеров Mitsubishi и Omron.
Автоматическая система управления работает на базе промышленной линейки японских контроллеров от мировых лидеров Mitsubishi и Omron.
Сырье для производства блоков из автоклавного газобетона
- ВЯЖУЩИЕ МАТЕРИАЛЫ
— портландцемент по ГОСТ 31108 и ГОСТ 10178 без добавок трепела, глиежа, трассов, глинита, опоки, пеплов, содержащий трехкальциевый алюминат (С3А) не более 8 % по массе.
Сроки схватывания: начало — не ранее 2 ч, конец — не позднее 4 ч;
— высокоосновная зола, содержащая СаО не менее 40 %, в том числе свободный СаО — не менее 16 %, SО3 — не более 6 % и R2О — не более 3,5 %;
— известь негашеная кальциевая по ГОСТ 9179, быстро- и среднегасящаяся, имеющая скорость гашения 5-25 мин и содержащая активные СаО + МgО не менее 70 %, «пережога» — не более 2 %.
- КРЕМНЕЗЕМНИСТЫЕ КОМПОНЕНТЫ
— природные материалы — кварцевый песок, содержащий SiO2 не менее 85 %, илистых и глинистых примесей не более 3 %, монтмориллонитовых глинистых примесей — не более 1,5 %;
— вторичные продукты промышленности и энергетики: золы-унос теплоэлектростанций, продукты обогащения различных руд, продукты собственного производства («горбушки», обрезки).
- ДОБАВКИ ДЛЯ РЕГУЛИРОВАНИЯ И УЛУЧШЕНИЯ СВОЙСТВ АВТОКЛАВНОГО ГАЗОБЕТОНА
— добавки по ГОСТ 24211;
— доменные гранулированные шлаки по ГОСТ 3476;
— гипсовый камень по ГОСТ 4013.
- ГАЗООБРАЗОВАТЕЛЬ
— алюминиевая пудра или паста на основе алюминиевой пудры
- ВОДА по ГОСТ 23732.
Подготовка и складирование сырья
ВЯЖУЩИЕ (цемент, известь) из цементовозов или прижелезнодорожного разгрузочного устройства при помощи компрессорной установки пневмо-транспортом загружаются в расходные силосы.
ДОБАВКИ (жидкие) заливаются в специальные емкости, где они перемешиваются с водой и доводятся до необходимой температуры, сухие добавки дозируются в мельницу вместе с песком.
НАПОЛНИТЕЛЬ (песок) подается в шаровую мельницу мокрого помола и после этого поступает в специальный шламовый бассейн. В этот же бассейн поступает подготовленная водная смесь из отходов производства (обрезки, горбушки).
ГАЗООБРАЗОВАТЕЛЬ (алюминиевая пудра или паста) загружается в отделение суспензиатора для приготовления водной суспензии.
Смешивание компонентов
Смешивание всех сухих и жидких компонентов происходит в несколько этапов.
На центральном пульте управления заводом производится контроль, обработка и управление всеми важными функциями установки на всех этапах приготовления газобетонной смеси.
Управление всем процессом смесеприготовления осуществляется с пульта управления, расположенного под смесительной башней и рядом с постом заливки смеси в формы.
Дозировка компонентов и процесс смешивания газобетонной смеси происходят полностью автоматически и контролируются компьютером управления, в котором заложены программы рецептов для получения ячеистого бетона требуемого качества.
Оператор в режиме реального времени отслеживает все процессы работы установки. В случае необходимости оператор за короткое время может скорректировать или изменить текущий состав, время перемешивания, температурный режим и другие технологические параметры на электронной панели главного пульта или при помощи компьютера. Также оператор может перевести работу установки в полуавтоматический или ручной режим управления.
Также оператор может перевести работу установки в полуавтоматический или ручной режим управления.
Резка блоков автоклавного газобетона
Резка газобетонных массивов осуществляется на резательных станках Риф-1 или на струнном резательном станке.
Автоклавная обработка массива занимает 12 часов и состоит из четырех этапов:
— вакуумирование;
— подъем давления;
— изотермическая выдержка;
— сброс давления и подготовка к выгрузке.
В зависимости от состава смеси, в процессе изотермической выдержки поддерживается температура от 180 до 193 С, давление от 8 до 13 бар.
Управление процессами автоклавной обработки происходит на специальном пульте управления в автоматическом режиме.
Транспортировка автоклавных блоков
Пройдя этап автоклавной обработки, разрезанный массив на тележке выкатывается на разборку. Блоки укладываются на транспортировочные поддоны, стягиваются скреплентой и при помощи погрузчиков подаются на складскую площадку или в складское помещение.
Необходимое оборудование для производства газобетона
Мини-завод по производству неавтоклавного газобетона
Раньше изготовление газобетонных изделий было только на заводах. Теперь оборудование для производства газобетона может устанавливаться на небольших площадках или даже во дворе собственного дома.
В зависимости от количества необходимых блоков можно приобрести оборудование в виде мини-завода, поставить мобильную установку для получения блоков различной плотности.
Технология получения газобетона
Газобетон относится к разряду ячеистых бетонов. Состоит он из смеси нескольких компонентов:
- песок — 20-40%;
- известь — 1-5%;
- цемент — 50-70%;
- вода чистая — 0,25-0,8%;
- пудра алюминиевая — 0,04-0,09%.
Песок используется просеянный, его фракции не превышают 2,1 мм. Глины в нем должно содержаться не больше 7%. Цемент нужен качественный — марки М400 или М500. Алюминиевая пудра применяется в качестве газообразователя. В состав могут включаться еще некоторые компоненты: пластификаторы, ускорители твердения. Для изменения свойств газоблоков в смесь добавляют шлак, гипс или опилки. Этими добавками можно изменить плотность блоков. Ведь материал для изготовления фундамента должен быть прочнее, чем для перегородок. Теплоизоляционные блоки желательно делать более легкими и пористыми. Для этого можно полностью исключить из его состава песок.
В состав могут включаться еще некоторые компоненты: пластификаторы, ускорители твердения. Для изменения свойств газоблоков в смесь добавляют шлак, гипс или опилки. Этими добавками можно изменить плотность блоков. Ведь материал для изготовления фундамента должен быть прочнее, чем для перегородок. Теплоизоляционные блоки желательно делать более легкими и пористыми. Для этого можно полностью исключить из его состава песок.
Производство газобетонных изделий бывает автоклавное и неавтоклавное. Второй вариант производится гораздо проще, но имеет низкую прочность, недостаточную точность геометрических размеров. Автоклавные изделия бывают обычно более однородной структуры и низкой теплоемкости. Такие блоки используются в условиях России для возведения стен толщиной до 400 мм.
Изготовление блоков
Для производства газоблоков не требуются особо сложные установки. Нужно лишь точное выполнение технологических циклов. Изготовление может выполняться в следующем порядке:
- подготовка компонентов;
- введение газообразователя;
- укладка раствора в формы;
- разрезание блоков;
- созревание изделий;
- автоклавирование.

Все необходимые компоненты взвешиваются и всыпаются для перемешивания в смеситель. Минут через 10-15 к ним добавляют алюминиевую пудру, которая сразу же вступает в химическую реакцию с находящейся в смеси известью. В результате реакции смесь наполняется газом в виде пузырьков по всему объему. Это является сигналом к выкладке раствора в формы для газобетона или на специальный лоток толстым слоем. На лотке производят разрезку массы на блоки особыми пилами. Созревают полуготовые блоки в течение 10-18 часов. После этого блоки помещаются в автоклав. Это особая печь, состоящая из герметичной камеры с температурой 190°C. В ней материал обрабатывается горячим паром под высоким давлением. Далее готовый материал вынимается из автоклава и раскладывается для просушки.
Неавтоклавный строительный материал просушивается в течение 3-7 суток естественным образом. Далее блоки складируются в помещение для набора полной прочности. Происходит это обычно 30 суток. Только по истечении этого срока можно перевозить газобетон к потребителю, упаковав его в специальную термоусадочную пленку.
Далее блоки складируются в помещение для набора полной прочности. Происходит это обычно 30 суток. Только по истечении этого срока можно перевозить газобетон к потребителю, упаковав его в специальную термоусадочную пленку.
Оборудование для изготовления блоков
Для газобетонных блоков обычно комплектуется технологическая линия, состоящая из:
- смесителя;
- активатора;
- дозатора;
- режущего приспособления;
- автоклава;
- форм.
Все это оборудование бывает разной мощности. Она обычно варьируется в пределах 10-150 м³ в сутки. Самое дорогое в этом наборе — автоклав. От него и зависит стоимость готового продукта. В домашних условиях это производство чаще всего становится нерентабельным.
Оборудование можно разделить на такие виды:
- стационарная линия;
- конвейерная линия;
- мини-линия;
- мини-завод;
- мобильная линия.
Стационарная линия оборудования для газобетона может производить от 60 м³ продукции в сутки. Для ее складирования требуется примерно 500 м² площади. С управлением линией вполне справятся 2 человека.
Для ее складирования требуется примерно 500 м² площади. С управлением линией вполне справятся 2 человека.
Конвейерная линия может выпускать за сутки 75-150 м³ готовой продукции. Размещения оборудования для производства газобетонного блока требует площади более 600 м². Обслуживают его 8 человек.
Мини-линия рассчитана на суточный выпуск около 15 м³ изделий. В состав линии входит смеситель и формы. Для организации производства и установки оборудования требуется 2 человека и 140-160 м² площади.
Установка мини-завода гарантирует выпуск готовых блоков от 25 м³ в сутки. Это немного больше, чем с помощью мини-линии. Отличает мини-завод лишь наличием в его составе поддонов, бака с водой, оборудования для разрезания газобетона.
Мобильные линии часто используются при строительстве личных домов. Они позволяют снизить расходы на треть. Для получения качественного газобетона оборудование подключается к розетке 220 В. В составе линии может быть:
- неподвижный смеситель;
- передвижные формы для заливки раствора;
- установка для разрезания блоков.

Производительность линии достигает 100 м³ в сутки.
Заключение по теме
На протяжении многих тысячелетий человек строит для себя жилье. За эти годы значительно изменились технологии и материалы для строительства. В наше время актуальным стало строительство с использованием газобетона в виде блоков. Раньше блоки выпускались только на заводах, сегодня их производство можно наладить дома. Для этого нужно иметь желание, приобрести оборудование и установить все это на подготовленной площадке. Для выпуска газобетона нужно иметь чистую теплую воду, кварцевый песок, алюминиевую пудру марки ПАП-1, известь, портландцемент М400 или М500 и еще несколько добавок для улучшения качества продукции. Получив все это, можно начинать собственный бизнес по выпуску стройматериалов, имеющих большой спрос. При строительстве собственного дома материал сократит расходы примерно на треть.
Для собственного производства лучше всего приобрести небольшую стационарную линию, с помощью которой можно делать неавтоклавный газобетон. Обслуживать установку могут 2 человека. При таких силах можно ежесуточно выпускать около 60 м³ отличных блоков. Каждый такой искусственный камень весит примерно 30 кг и заменяет собой около 30 стандартных кирпичей. Газоблок весит в несколько раз легче кирпича, поэтому не требует строительства капитального фундамента и использования грузоподъемной техники. Материал отлично обрабатывается ручными инструментами: пилой, стамеской, сверлом. В наше время газобетон занимает ведущее место среди других строительных материалов.
Обслуживать установку могут 2 человека. При таких силах можно ежесуточно выпускать около 60 м³ отличных блоков. Каждый такой искусственный камень весит примерно 30 кг и заменяет собой около 30 стандартных кирпичей. Газоблок весит в несколько раз легче кирпича, поэтому не требует строительства капитального фундамента и использования грузоподъемной техники. Материал отлично обрабатывается ручными инструментами: пилой, стамеской, сверлом. В наше время газобетон занимает ведущее место среди других строительных материалов.
Невероятная машина для производства газобетона в автоклаве с низкими затратами
Увеличьте производительность своей деятельности по производству кирпича с помощью чудесных возможностей. Машина для производства автоклавного газобетона . Они доступны на Alibaba.com в виде заманчивых предложений, которые нельзя игнорировать. Премия. Машина для производства газобетона в автоклаве обладает непревзойденными качествами, которые были достигнуты благодаря передовым технологиям и изобретениям. Они увеличивают скорость производства кирпича, следовательно, экономят время и энергию.Материалы, используемые в. Машина для производства газобетона в автоклаве прочная и долговечная, что обеспечивает долгий срок службы и неизменно высокую производительность.
Премия. Машина для производства газобетона в автоклаве обладает непревзойденными качествами, которые были достигнуты благодаря передовым технологиям и изобретениям. Они увеличивают скорость производства кирпича, следовательно, экономят время и энергию.Материалы, используемые в. Машина для производства газобетона в автоклаве прочная и долговечная, что обеспечивает долгий срок службы и неизменно высокую производительность.
Обширная коллекция. Машина для производства газобетона в автоклаве существует в составе различных моделей, которые учитывают различные бизнес-требования и индивидуальные требования для всех типов строительных работ. Alibaba.com стремится убедить всех покупателей, что товары только высшего качества. Машина для производства газобетона автоклавного проданы на сайте.Соответственно, поставщики подвергаются тщательному контролю на предмет соблюдения всех нормативных стандартов. Таким образом, покупатели всегда получают. Машина для производства газобетона в автоклаве , которая превосходит то, что обещает.
Машина для производства газобетона в автоклаве , которая превосходит то, что обещает.
Благодаря постоянному технологическому прогрессу производители внедрили изобретения, снижающие за счет этого потребность в энергии. Машина для производства автоклавного газобетона . В результате вы экономите больше денег на счетах за топливо и электроэнергию. Файл. Машина для производства газобетона в автоклаве также обладает исключительными характеристиками безопасности, чтобы гарантировать минимальные риски, связанные с операциями.При относительно низких затратах на их приобретение и обслуживание расширение. Машина для производства газобетона в автоклаве достаточно доступны по цене и предлагают соотношение цены и качества.
Это ваше время, чтобы сэкономить деньги и время, делая покупки в Интернете на Alibaba.com. Исследуй разные. машина для производства газобетона в автоклаве на сайте и остановитесь на наиболее привлекательном и подходящем для вас. Если вы ищете индивидуальную настройку в соответствии с конкретными требованиями, ищите. автоклавный газобетон и добейтесь поставленных целей.Откройте для себя доступное качество на сайте уже сегодня.
Если вы ищете индивидуальную настройку в соответствии с конкретными требованиями, ищите. автоклавный газобетон и добейтесь поставленных целей.Откройте для себя доступное качество на сайте уже сегодня.
Оборудование для неавтоклавного газобетона
Производственная компания «ОПК» с 1998 года специализируется на проектировании и производстве технологичного оборудования средней мощности для производства автоклавного и неавтоклавного бетона.
Incorporated Industrial Company — это компания профессионалов высокого класса, специализирующаяся в области проектирования и производства высокотехнологичного оборудования в различных отраслях промышленности.Многолетний практический опыт и высококвалифицированные специалисты позволяют нашей компании успешно реализовывать проекты любого уровня технической сложности, независимо от объема бюджета и географического расположения.
Основными направлениями деятельности компании ОПК являются:
- Среднеэнергетическое оборудование для производства автоклавного газобетона .
- Среднеэнергетическое оборудование для производства неавтоклавного газобетона .
Все агрегаты, поставляемые нашим заказчикам, проходят опытно-промышленную эксплуатацию на действующем заводе.
Оборудование для неавтоклавного и автоклавного газобетона от компании ОПК соответствует мировым стандартам качества.
Технические характеристики продукции по нашей технологии отражены в ряде сертификатов Российской Федерации.
Мы гордимся тем, что на протяжении многих лет производство неавтоклавных и автоклавных газобетонных блоков на наших автоматизированных линиях успешно внедряется в России, странах СНГ и во всем мире.
Высококвалифицированные специалисты с большим опытом работы проведут шеф-монтаж и ввод оборудования в эксплуатацию, проведут инструктаж технических специалистов предприятия-потребителя, осуществят гарантийное и послегарантийное обслуживание.
На все интересующие Вас вопросы по закупке, доставке, монтажу и эксплуатации оборудования для газобетона и пенобетона ответят специалисты компании:
Телефон: +7 (910) 910-70-09
Телефон / факс +7 (4842) 70-02-52
Е-mail: opkinfo@mail. ru
ru
Современные российские машины и завод по производству автоклавного газобетона
Мировое производство ячеистого бетона перешло на производство автоклавного газобетона высокой точности.Специалисты ТМП спроектировали и сконструировали оборудование для резки и формовки, которое является конкурентоспособным и уникальным в техническом развитии. Это оборудование может быть использовано для производства автоклавного ячеистого бетона (АКБ) на заводах по производству силикатного кирпича, прошедших реконструкцию, или может заменить устаревшие режущие станки на заводах, производящих АКБ. Существующая инфраструктура может использоваться эффективно, включая: теплоэнергетические системы, мельницы, смесительные машины, дозаторы, автоклавы, приемники, хранилища и т. Д.В ситуации, когда в результате роста объемов строительства мы видим большой спрос на оборудование для строительной отрасли, это представляется наиболее разумным путем развития производства автоклавного газобетона в России.
Первый проект — реконструкция завода по производству силикатного кирпича ЗАО «ВКСМ» в г. Воронеже, Россия. Второй — модернизация устаревшего режущего оборудования на технологию производства автоклавного газобетона. Недавно на ОАО «Оршастройматериалы», Республика Беларусь, введен в эксплуатацию третий отрезно-формовочный комплекс.
В силу конструктивных особенностей применяемое в настоящее время на заводах раскройное и формовочное оборудование для производства газобетонных блоков (Универал-60) не позволяет по геометрической точности соответствовать современным требованиям. Комплекс, разработанный ТМЗ, может заменить эти устаревшие отрезные станки.
Производственный процесс (рис. 1):
После того, как суспензия разлита в формы s (1) и застыла, сырые лепешки перемещаются в положение манипулятора сборки / разборки формы (4).Форме (1) приваривается точная геометрическая форма; он состоит из каркаса корпуса и съемного бокового ограждения, выполняющего роль закалочного лотка (2). Манипулятор (4) поднимает форму (1) зажимами, перемещает ее к мосту режущего комплекса. Затем он поворачивает форму на 90 и кладет ее на тележку для резки (6). Формы открываются специальными приспособлениями, а противень с пирогом остается на тележке для нарезки. Манипулятор перемещает раму корпуса формы на возвратном конвейере (14), где он собирает форму и устанавливается на рельсы для перемещения в положение для разливки суспензии.
Манипулятор (4) поднимает форму (1) зажимами, перемещает ее к мосту режущего комплекса. Затем он поворачивает форму на 90 и кладет ее на тележку для резки (6). Формы открываются специальными приспособлениями, а противень с пирогом остается на тележке для нарезки. Манипулятор перемещает раму корпуса формы на возвратном конвейере (14), где он собирает форму и устанавливается на рельсы для перемещения в положение для разливки суспензии.
Лоток с блоком на раскройной тележке перемещается через борорезку (7), где формируется длина блока и, при необходимости, завершается «канавкой» и «язычком». После этого блок проходит через горизонтальный отрезной станок (8) и вертикальный отрезной станок (9), где при необходимости делаются углубления для удержания рук в блоках. Затем блок помещается на транспортную тележку (11), подаваемую в вакуумную систему (10) для снятия фланца, и, наконец, перемещается в рабочую зону передаточного устройства.
Блок переноса (12) перемещает лоток с блоком на тележку автоклава (13). Тележка автоклава с блоком перемещается в автоклав с помощью перекидной перемычки (15), где блок подвергается гидротермической обработке. После обработки тележка автоклава и блок перемещаются в рабочую зону блока переноса (16), где лоток повторно штабелируется и блоки разделяются (17). Затем регенератор размещает блоки на деревянных поддонах, и блоки транспортируются на склад с помощью системы отводящего конвейера.
Тележка автоклава с блоком перемещается в автоклав с помощью перекидной перемычки (15), где блок подвергается гидротермической обработке. После обработки тележка автоклава и блок перемещаются в рабочую зону блока переноса (16), где лоток повторно штабелируется и блоки разделяются (17). Затем регенератор размещает блоки на деревянных поддонах, и блоки транспортируются на склад с помощью системы отводящего конвейера.
1 — форма; 2 — лоток; 3 — узел передачи формы; 4 — манипулятор сборки / разборки пресс-форм; 5 — автоматический комплекс по резке газобетона; 6 — тележка для резки; 7 — кромкообрезной станок; 8 — горизонтально-отрезной станок; 9 — вертикально-отрезной станок; 10 — вакуумное устройство; 11 — транспортная тележка; 12 — лоток-укладчик на тележке автоклава; 13 — тележки автоклава; 14 — закалочный лоток возвратной конвейерной системы; 15 — передаточный мост тележек; 16 — лоток-укладчик на тележке автоклава; 17 — блок-разделитель; 18 — конвейер возврата закалочных лотков.
Благодаря небольшой длине режущих струн, точности движущегося лотка и гибкости в регулировке скорости резки данное оборудование позволяет изготавливать блоки точной геометрической формы. Боковые поверхности могут быть плоскими или могут быть выполнены с пазом и шпунтом, что позволяет блокам соединяться вместе без использования клея или вертикальных соединений. Точные размеры по высоте (± 1 мм) позволяют толщине клея, на которую кладут блоки, составлять 2 мм. Установка блоков точных размеров с пазом и шпунтом не только ускоряет процесс строительства, но и снижает стоимость.Кроме того, использование клея обеспечивает лучшие изоляционные свойства. Режущий комплекс обеспечивает шлифование карманов, что обеспечивает удобство перемещения и установки блока.
Таким образом, внедрение процесса производства автоклавного газобетона может осуществляться путем замены устаревшего оборудования на существующих объектах или путем модернизации заводов по производству силикатного кирпича с использованием части оригинального оборудования: мельниц, смесительных машин, транспортных единиц, дозирующих устройств, автоклавов и т. Д. ., что дешевле и не требует столько времени.Стоимость раскройно-формовочного оборудования составляет 30–35% от себестоимости технологических линий.
Д. ., что дешевле и не требует столько времени.Стоимость раскройно-формовочного оборудования составляет 30–35% от себестоимости технологических линий.
В состав оборудования газобетонных блоков входят:
· формы со съемными закалочными лотками
· манипулятор для сборки и разборки пресс-форм
· автоматический комплекс по резке газобетона
· путь для перемещения тележки
· каретка режущая
· тележка транспортная
· станок бокорезный
· Станок горизонтально-отрезной
· Станок вертикально-отрезной
· вакуумный аппарат
· штабелеукладчики и промышленные тележки для автоклавов
· тележки автоклавов
· приспособление для демонтажа газобетонных изделий
· конвейер возврата закалочных лотков
· конвейер готовой продукции
Все части оборудования для резки и формования TMP работают в автоматическом режиме.Есть режим регулировки для регулировки механизмов. На панели управления установлены мониторы, отображающие всю диагностическую информацию, относящуюся к текущему состоянию комплекса.
На панели управления установлены мониторы, отображающие всю диагностическую информацию, относящуюся к текущему состоянию комплекса.
Все оборудование, предназначенное для производства газобетонных блоков, сначала монтируется и проходит испытания на территории ТМЗ. Затем он разбирается на большие компоненты. Специалисты ТМЗ следят за процессом сборки. Оборудование для производства газобетонных блоков известно своей надежностью в эксплуатации и простотой обслуживания.Гарантийный срок составляет один год. Оборудование для производства газобетонных блоков автоклавирования очень надежное и простое в обслуживании.
Оборудование для производства газобетона
Современные технологии позволяют изготавливать газобетонные блоки как на крупных производственных площадках, так и в домашних условиях, при этом легко просчитать и оценить объем продукции, технологические характеристики, а также необходимые финансовые затраты. для запуска производства.В зависимости от того, как вы налаживаете производство, вы можете выбрать стационарное оборудование, мини-завод или компактный мобильный завод по производству газобетонных блоков разной плотности.
Оборудование подбирается под предполагаемую пропускную способность: можно установить оборудование производительностью от 20 до 200 куб. М газобетона в сутки — это параметр (а также степень автоматизации процесса), от которого будет зависеть окончательная цена вашей производственной единицы.
Автоматизированные линии по производству газобетона
Газобетон — прекрасный строительный материал, который активно используется во многих сферах строительства.Газобетонные блоки легкие, прочные и достаточно удобные в строительстве. Запуск линии по производству газобетона в небольшом городе может принести неплохой доход. С помощью этого общего калькулятора вы можете рассчитать окупаемость оборудования для вашего региона. поможет разработать бизнес-план и организовать свой бизнес по производству пенобетона.Для принятия окончательного решения заказчик может сначала посетить малые предприятия и автоматизированные заводы различной производительности, которые успешно эксплуатируют технику Строительных технологий Сибири за счет государства -современные технологии производства газобетона.
Сумма начальных вложений, необходимых для запуска производства газоблоков, зависит от ресурсов заказчика, а если вам необходимо получить оборудование для производства газобетона с минимальными начальными вложениями, есть возможность оформить лизинг или кредит.
По оценкам профессионалов, спрос на газобетонные блоки неуклонно растет. За последние пять лет объемы производства и продаж газобетонных блоков выросли в десять раз.Это связано с ростом строительства малоэтажных и промышленных зданий. А это говорит о том, что грамотно налаженный бизнес по производству газоблоков способен приносить стабильно высокую прибыль. Наша компания ориентирована на долгосрочное беспроигрышное партнерство: мы гарантируем высокое качество, отличный сервис, индивидуальный подход, консультации, а также помощь в оформлении таможенных документов и организации доставки в любой регион.
Оборудование для газобетона автоклавов из мягкой стали,
О компании
Год основания 1991
Юридический статус компании с ограниченной ответственностью (Ltd. /Pvt.Ltd.)
/Pvt.Ltd.)
Характер бизнеса Производитель
Количество сотрудников От 51 до 100 человек
Годовой оборот 10-25 крор
Участник IndiaMART с января 2010 г.
GST27AADCM2163J1ZG
Код импорта и экспорта (IEC) 31080 *****
Экспорт в Индонезию, Уганду, Турцию, Объединенные Арабские Эмираты, Саудовскую Аравию
Maruti Hydraulics Pvt.ООО — ведущая организация с более чем 2-х десятилетним опытом производства строительной техники. Мы являемся пионерами в производстве оборудования для производства широкого ассортимента сборных железобетонных изделий. Некоторые общие примеры таких сборных железобетонных изделий включают бетонные блоки, блоки для брусчатки, мозаичную плитку, кирпичи из летучей золы, CLC и AAC.
Имея обширный опыт в машиностроении, мы начали производство машин для производства бетонных блоков в Maruti Hydraulics Pvt Ltd в 1991 году, является одним из пионеров внедрения этой технологии в Индии. С изменением времени и спроса мы адаптировались к новейшим технологиям. Мы также представили автоматическую машину для производства блоков ALL IN ONE (кирпич, бетонный полый блок, бетонный блок и цветной асфальтоукладчик). Это также самая экономичная модель для всех продуктов в Индии.
С изменением времени и спроса мы адаптировались к новейшим технологиям. Мы также представили автоматическую машину для производства блоков ALL IN ONE (кирпич, бетонный полый блок, бетонный блок и цветной асфальтоукладчик). Это также самая экономичная модель для всех продуктов в Индии.
Станок для изготовления блоков CLC Производство было начато 7 лет назад, и сегодня на наших станках работает более 100 заводов. В этом секторе мы также гениально разработали революционный станок для резки лезвий и самый первый в своем роде станок для резки проволоки 1.1 куб.м в Индии. Мы были успешными и надежными в этом секторе благодаря нашим неустанным усилиям, направленным на удовлетворение потребностей клиентов.
Сегодня мы известны как ведущий производитель блоков AAC, производитель в Индии. Наши блок-линии AAC специально разработаны для удовлетворения потребностей клиентов. Проекты разрабатываются и выполняются, чтобы сохранить низкую первоначальную стоимость завода, но с учетом необходимости расширения на растущем рынке, особенно в Индии. Поскольку мы разрабатываем инновационные продукты для строительной индустрии, наша последняя цель — сделать эту технологию доступной для широких масс.Мы проектируем установки меньшего размера, которые помогут сократить капитальные вложения. Благодаря нескольким проектам «под ключ» наша команда может легко выполнять проекты AAC. Мы успешно установили и запустили в эксплуатацию установки AAC мощностью 30000, 100000, 150000 / год. С самым быстрым сроком выполнения проекта 170 рабочих дней от производства до запуска, со всеми работами, кроме общестроительных и строительных.
Поскольку мы разрабатываем инновационные продукты для строительной индустрии, наша последняя цель — сделать эту технологию доступной для широких масс.Мы проектируем установки меньшего размера, которые помогут сократить капитальные вложения. Благодаря нескольким проектам «под ключ» наша команда может легко выполнять проекты AAC. Мы успешно установили и запустили в эксплуатацию установки AAC мощностью 30000, 100000, 150000 / год. С самым быстрым сроком выполнения проекта 170 рабочих дней от производства до запуска, со всеми работами, кроме общестроительных и строительных.
Мы также разработали идеальное решение для наиболее рентабельных экологически чистых туалетных блоков для строительства туалетов в сельских районах Индии в рамках государственного управления Swachh Bharat Abhiyan.Мы предлагаем недорогие блоки и оборудование, необходимое для производства этих туалетных блоков
Кроме этого, у нас также есть вибратор для двигателя, электрический вибратор, вибратор для разравнивающего бруса, переносная машина для резки прутка, настольный вибратор и механическая машина для резки прутка. Весь наш ассортимент оборудования предоставляется после строгой проверки качества, которая проводится на каждом уровне производства. Основной материал, а также технология, используемая для производства нашего оборудования, соответствуют международным стандартам производства.
Видео компании
Автоклавный газобетон
Автоклавный газобетон (AAC) состоит из мелких заполнителей, цемента и расширителя, который заставляет свежую смесь подниматься, как хлебное тесто. Фактически, этот вид бетона на 80 процентов содержит воздух. На заводе, где он изготавливается, материал формуют и разрезают на детали с точными размерами.
Затвердевшие блоки или панели из автоклавного газобетона соединяются тонким слоем раствора. Компоненты можно использовать для стен, полов и крыш. Легкий материал обеспечивает отличную звуко- и теплоизоляцию и, как и все материалы на основе цемента, является прочным и огнестойким. Для того, чтобы быть долговечным, AAC требует определенного вида отделки, например, модифицированной полимером штукатурки, природного или искусственного камня или сайдинга.
Ключевые аспекты AAC, будь то проектирование или строительство с его помощью, описаны ниже:
Преимущества
- Автоклавный газобетон сочетает в себе изоляционные и структурные возможности в одном материале для стен, полов и крыш.Его легкий вес / ячеистые свойства позволяют легко резать, брить и придавать форму, легко принимать гвозди и винты, а также позволяют направлять его для создания пазов для электрических каналов и трубопроводов меньшего диаметра. Это дает ему гибкость при проектировании и изготовлении, а также дает возможность легко регулировать в полевых условиях.
- Прочность и стабильность размеров. Материал на основе цемента, AAC устойчив к воде, гниению, плесени, плесени и насекомым. Установки имеют точную форму и соответствуют жестким допускам.
- Огнестойкость отличная, AAC толщиной восемь дюймов достигает четырехчасового рейтинга (фактическая производительность превышает этот показатель и соответствует требованиям испытаний до восьми часов). А поскольку он негорючий, он не горит и не выделяет токсичных паров.
- Малый вес означает, что значения R для AAC сопоставимы с обычными каркасными стенами, но они имеют более высокую тепловую массу, обеспечивают герметичность и, как только что отмечалось, не горючие.Этот легкий вес также обеспечивает значительное снижение уровня шума для уединения, как от внешнего шума, так и от других помещений при использовании в качестве внутренних перегородок.
Но у материала есть некоторые ограничения. Он не так широко доступен, как большинство изделий из бетона, хотя его можно доставить куда угодно. Если он должен быть отправлен, его легкий вес является преимуществом. Поскольку его прочность ниже, чем у большинства бетонных изделий или систем, в несущих приложениях его обычно необходимо армировать. Он также требует защитной отделки, так как материал пористый и будет разрушаться, если оставить его незащищенным.
Размеры
Доступны как блоки, так и панели. Блоки укладываются так же, как и обычная кладка, но с тонким слоем раствора, а панели устанавливаются вертикально на всю высоту этажа. Для структурных нужд внутри стеновой секции размещаются залитые, армированные ячейки и балки. (Вогнутые углубления вдоль вертикальных краев могут создать цилиндрический стержень между двумя соседними панелями.) Для обычных применений вертикальная ячейка размещается по углам, по обе стороны от проемов и на расстоянии от 6 до 8 футов вдоль стены.AAC в среднем составляет около 37 фунтов на кубический фут (pcf), поэтому блоки можно размещать вручную, но панели из-за их размера обычно требуют небольшого крана или другого оборудования.
Панели простираются от пола до верха стены:
- Высота: до 20 футов
- Ширина: 24 дюйма
- Толщина: 6, 8, 10 или 12 дюймов (внутренняя толщина 4 дюйма
Блоки больше и легче традиционной бетонной кладки:
- Высота: 8 дюймов (тип.)
- Ширина: 24 дюйма в длину
- Толщина: 4, 6, 8, 10 и 12 дюймов
- Стандартный размер 8 на Блок размером 8 на 24 дюйма весит около 33 фунтов;
Специальные формы:
- U-образная соединительная балка или блоки перемычки доступны толщиной 8, 10 и 12 дюймов.
- Блоки для язычков и пазов доступны от некоторых производителей, и они соединяются с соседними блоками без раствора по вертикальным краям.
- Порошковые блоки для создания вертикальных ячеек с армированным раствором.
Установка, соединения и отделка
Благодаря схожести с традиционной бетонной кладкой, блоки (блоки) из автоклавного газобетона могут быть легко установлены каменщиками. Иногда к монтажу подключаются плотники. Панели тяжелее из-за своего размера и требуют использования крана для установки.Производители предлагают обучающие семинары, и обычно для небольших проектов достаточно иметь одного или двух опытных установщиков. В зависимости от выбранного типа отделки они могут быть приклеены непосредственно или механически к поверхности AAC.
Блок
- Первый слой уложен и выровнен. Блоки укладываются вместе с тонким слоем строительного раствора непрерывным соединением с перекрытием не менее 6 дюймов.
- Стены выровнены, выровнены и выровнены резиновым молотком.
- Отверстия и нестандартные углы вырезаются ножовкой или ленточной пилой.
- Определены места армирования, размещена арматура и выполняется заливка раствора. Затирку необходимо подвергнуть механической вибрации для ее уплотнения.
- Связующие балки размещаются в верхней части стены и могут использоваться для крепления тяжелых приспособлений.
Панели
- Панели размещаются по одной, начиная с угла. Панели укладываются в слой тонкослойного раствора, а вертикальная арматура прикрепляется к дюбелям, выступающим от пола, до того, как будет размещена соседняя панель.
- Сплошная соединительная балка создается наверху либо из фанеры и материала AAC, либо с помощью соединительной балки.
- Отверстия можно вырезать заранее или в полевых условиях.
Соединения
- Рама / каркас крыши соединяется с обычной верхней пластиной или ураганными ремнями, встроенными в соединительную балку.
- Каркас пола прикреплен с помощью стандартных ригелей, закрепленных на стороне узла AAC, рядом с соединительной балкой.
- Напольные системы AAC опираются непосредственно на стены AAC.
- Элементы конструкционной стали большего размера устанавливаются на приварные пластины или пластины с болтами, устанавливаемые в соединительную балку.
Отделка
- Отделка типа Stucco изготавливается специально для AAC. Эти модифицированные полимером штукатурки герметизируют от проникновения воды, но при этом пропускают пары влаги для воздухопроницаемости.
- Обычные сайдинговые материалы прикрепляются к поверхности стены механически. Если желательна обратная вентиляция сайдингового материала, следует использовать опушку.
- Кладочный шпон может быть приклеен непосредственно к поверхности стены или может быть построен как полость. Виниры прямого наложения, как правило, представляют собой легкие материалы, например искусственный камень.
Соображения по вопросам устойчивого развития и энергетики
Автоклавный газобетон с точки зрения устойчивого развития предлагает как материалы, так и характеристики. Что касается материала, он может содержать переработанные материалы, такие как летучая зола и арматура, которые могут способствовать получению баллов в системе LEED® или других экологических рейтинговых системах.Кроме того, он содержит такое большое количество воздуха, что содержит меньше сырья на единицу объема, чем многие другие строительные продукты. С точки зрения производительности система ведет к ограничению ограждающих конструкций здания. Это создает энергоэффективную оболочку и защищает от нежелательных потерь воздуха. Физические испытания демонстрируют экономию на нагреве и охлаждении примерно от 10 до 20 процентов по сравнению с традиционной конструкцией рамы. В постоянно холодном климате экономия может быть несколько меньше, потому что этот материал имеет меньшую тепловую массу, чем другие типы бетона.В зависимости от местоположения производства по отношению к объекту проекта, AAC может также вносить вклад в местные кредиты на материалы в некоторых системах рейтинга экологичного строительства.
Производственные и физические свойства
Сначала в суспензию смешивают несколько ингредиентов: цемент, известь, воду, мелкоизмельченный песок и часто летучую золу. Добавляется расширительный агент, такой как алюминиевый порошок, и жидкая смесь отливается в большую заготовку. Когда суспензия реагирует с расширителем с образованием пузырьков воздуха, смесь расширяется.После первоначального застывания полученный «пирог» разрезается проволокой на блоки или панели точного размера, а затем запекается (автоклавируется). Тепло способствует более быстрому отверждению материала, благодаря чему блоки и панели сохраняют свои размеры. Армирование помещается в панели перед отверждением.
В ходе этого производственного процесса производится легкий негорючий материал со следующими свойствами:
Плотность: от 20 до 50 фунтов на кубический фут (pcf) — он достаточно легкий, чтобы плавать в воде
Прочность на сжатие: 300 до 900 фунтов на квадратный дюйм (psi)
Допустимое напряжение сдвига: от 8 до 22 psi
Термическое сопротивление: 0.От 8 до 1,25 на дюйм. толщины
Класс звукопередачи (STC): 40 для толщины 4 дюйма; 45 для толщины 8 дюймов
Автоклавный газобетон
В настоящее время нет торговой ассоциации, представляющей отрасль автоклавного газобетона. Производство AAC все еще существует в Северной Америке. Мы предлагаем вам поискать в Интернете представителей дилеров, которые могут помочь вам с потенциальной доступностью продукта в вашем регионе.
AAC Projects
История трех городов: универсальность AAC
для жилых помещений. Использование газобетона в автоклаве (AAC) дает множество преимуществ.Возможно, в подтверждение универсальности AAC, три описанных здесь жилых проекта совершенно разные, но имеют общую тему безопасности. Большой дом на одну семью в лесу, строительство которого ведет сам хозяин; скромный дом на одну семью в лесу, спроектированный архитектором, стремящимся к экологически безопасному и здоровому образу жизни; и большое развитие вдоль побережья залива Луизианы, требующее превосходной погодоустойчивости.
Handal Home, Мэриленд: простота и безопасность
Эта большая резиденция (6800 квадратных футов), расположенная в лесу на юге Мэриленда, столкнулась с рядом строительных проблем.Таким образом, владелец, который сам управляет строительством, хотел простую систему. Оказалось, что это 12-дюймовые блоки AAC. Ему нужны были их теплоизоляционные и негорючие свойства, чтобы противостоять лесным условиям дома, которые включали низкие температуры и, возможно, опасность пожара. По его словам, простота AAC позволяет ему за один шаг построить конструктивную стену, которая будет изолирована, устойчива к термитам и готова к отделке. Он не хотел прикреплять сайдинг, предпочитая вместо этого прямую отделку: гипсовую штукатурку для интерьера и лепнину для экстерьера.
Дом Додсона: здоровый и безмятежный
Несколько лет назад, когда архитектор Элис Додсон выбрала компанию AAC для строительства собственного дома, это было отчасти из соображений здоровья и окружающей среды. Давний сторонник устойчивого развития, она также уже следила за Bau-biologie. Относительно неизвестный в Соединенных Штатах, но хорошо известный в Европе среди архитекторов и медицинских работников, Bau-biologie занимается биологией строительства или строительством для жизни. Это произошло после того, как быстрое строительство в послевоенной Германии привело к тому, что мы теперь называем синдромом больного здания.Тогда, как и сейчас, она искала здоровые строительные решения. С этой целью она выбрала блоки и панели AAC для создания воздухопроницаемых стен из кирпича, которые не выделяют летучие органические соединения (ЛОС). Это создает экологически чистое здание со спокойным и тихим интерьером. А поскольку в процессе строительства участвовал ее муж-пожарный, негорючие материалы были необходимы.
Оболочка из AAC также обеспечивает хорошую теплоемкость и изоляцию. Благодаря энергоэффективной оболочке, дополненной солнечными батареями и дровяной печью, счета за газ в течение первого года составляли всего 100 долларов для дома площадью 4000 квадратных футов.В доме может оставаться тепло в течение двух-трех дней даже после отключения электроэнергии. Додсону нравится, как из материала можно вылепить с помощью деревообрабатывающих инструментов различные формы и элементы, такие как колонны и камины, и он продолжает поддерживать AAC с клиентами, которые ценят его универсальность и эстетический потенциал.
Роща на пляже Инлет: безопасность и устойчивость к погодным условиям
Эта история успеха произошла в результате разрушений, вызванных ураганом Катрина. The Grove at Inlet Beach — это первый жилой комплекс с высокой плотностью застройки, построенный во Флориде Panhandle. Он призван противостоять погодным условиям и угрозам безопасности в окружающей среде побережья Мексиканского залива.Все стены, полы и потолки этих односемейных резиденций сделаны из панелей и блоков AAC. Превосходная огнестойкость (четыре часа на четыре дюйма) была ключом к утверждению местного зонирования, и в результате не возникло проблем с возгоранием конструкции. Когда прибывают ураганы, эти конструкции готовы противостоять ветру со скоростью 150 миль в час (миль в час) (Категория 4) и с надлежащим усилением могут быть спроектированы так, чтобы противостоять ветру со скоростью 200 миль в час или более (Категория 5). Дома AAC также не разрушаются наводнениями: они противостоят поднимающимся водам, гниению, плесени и плесени, их можно чистить, перекрашивать и снова открывать для жителей — без необходимости восстановления.
Как будто безопасность и устойчивость к погодным условиям не были достаточной причиной для выбора AAC для своего дома, застройщик рассчитывает сэкономить 35 процентов на счетах за коммунальные услуги и 65 процентов на страховых взносах.
Комфорт бетона
Некоторые гости в отеле Джорджии сегодня спят лучше благодаря автоклавному газобетону (AAC). Примерно в часе езды от Атланты, на месте Форсайта, штат Джорджия, Comfort Suites, небольшой участок, прилегающий к межштатной автомагистрали, возник несколько проблем.А высокая стоимость земли делает все более распространенным строить на участках, которым присущи такие проблемы, как шум, неровная местность или минимальные препятствия. Поэтому разработчики обратились к бетонной системе, чтобы удовлетворить свои потребности в реализации качественного проекта — в данном случае — в прочном, тихом четырехэтажном здании рядом с оживленным шоссе.
Подробнее о AAC.
Заявление об ограничении ответственности
Список организаций и информационных ресурсов не является ни одобрением, ни рекомендацией Portland Cement Association (PCA).PCA не несет никакой ответственности за выбор перечисленных организаций и продуктов, которые они представляют. PCA также не несет ответственности за ошибки и упущения в этом списке.
Передовые технологии бетона: пенобетон и пенобетон
Начиная любое производство пенобетона и пенобетона, необходимо принимать во внимание спрос на пенобетон и пенобетон, стоимость оборудования и технологическую сложность плюс сырье. Об этом говорит Елизавета из «Иннтехгрупп», современного российского предприятия, которое проектирует и производит оборудование для неавтоклавного газобетона.
Спрос на пенобетон и пенобетон
Оба материала обладают высокой текучестью, малым собственным весом, минимальным расходом заполнителя, контролируемой низкой прочностью и отличными теплоизоляционными свойствами. Так что для потребителя нет существенной разницы между пенобетонными и пенобетонными блоками.
Стоимость оборудования
Рассмотрим подробнее оборудование, которое используется для производства пенобетонных блоков.
Смеситель для производства пенобетона технически сложнее. Процесс перемешивания происходит под давлением с помощью пеногенераторов или в открытом смесителе с помощью насоса героторного типа. Очень важно поддерживать тот же уровень давления, но это приводит к чрезмерному износу наполнителей, сальникового уплотнения и т. Д. Насос героторного типа более дорог и технически сложен. С другой стороны, медленная скорость процесса смешивания и меньшая нагрузка на подшипниковый узел, вы также можете заливать смесь в формы с помощью шлангов на расстоянии.
Смесители для газобетона имеют более простую конструкцию и удобны в использовании, так как они смешивают жидкую смесь. Все, что вам нужно, это просто обеспечить миксер с небольшими лопастями и высокой скоростью для правильного процесса перемешивания. Нет напорных и специальных сливных устройств — смесь выгружается самотеком. Но есть и недостаток — вам нужно организовать перемещение форм или смесителя, так как нет возможности заливать смесь в формы с расстояния
Основными требованиями к формам являются точность размеров, качественные замки, предотвращающие утечки, и гладкая поверхность.Формы изготовлены из тонкостенного листового металла с каркасом из профильных труб. Эти формы легкие, простые в использовании и перемещении, а их производство не требует больших вложений.
Батарейные формы популярны среди производителей пенобетона. Эти формы изготавливаются рабочими перед процессом заливки, и это занимает много времени. К материалам, используемым для изготовления этих форм, предъявляются строгие требования, поскольку они напрямую влияют на геометрию блоков и скорость их строительства.Поэтому формы изготавливаются из толстостенного металла, что делает их тяжелее и дороже. Более того, сначала эти формы обеспечивают отличную геометрию блоков, но в дальнейшем деформации невозможно предотвратить.
Существуют различные системы дозирования как для пенобетона, так и для пенобетона. У них схожие характеристики, поэтому существенной разницы нет.
При использовании аккумуляторных форм для пенобетона не нужно резать массив. Но некоторые производители применяют технологию резки как для пенобетона, так и для газобетона.
Пенобетону требуется больше времени для достижения достаточной прочности перед снятием формы, это занимает от 8 до 20 часов в зависимости от использования нагревательных устройств. Что касается газобетона — его можно резать уже через 1,5 — 3 часа после заливки. Есть еще одно отличие в технологии резки: газобетон режут струнными пилами вручную или на автомате. Для резки пенобетона нужно использовать дисковые или ленточные пилы. Конечно, устройство для резки струны стоит меньше, чем набор пил, к тому же пилы имеют ускоренный износ.
Также читайте: Использование стеклопластика для усиления бетона
Технологическая сложность и стоимость сырья
Безусловно, главное отличие пенобетона от газобетона — это технология производства. Пенобетон получают путем смешивания песка, цемента, воды и пенообразователя. Пена подается вспенивающей машиной прямо в смеситель с заданной частотой и весом. В процессе перемешивания частицы цемента и песка окутывают пузыри пены.Смесь заливается в собранную и смазанную форму. Массив набирает силу отрыва за 12-24 часа.
Основные технологические трудности. Постоянное внимание нужно уделять поддержанию такого же качества пены. Нестабильная пена обуславливает нестабильную плотность продукта. Но главная трудность — медленное развитие силы. Производство пенобетона требует использования холодной воды, так как горячая вода разрушает пену. Но холодная вода не способствует развитию прочности, более того, пенообразователь сам по себе замедляет схватывание цемента.Так что для развития зачистной силы потребуется 24 часа, дальнейшее развитие силы также происходит очень медленно. Эти факторы напрямую влияют на расход цемента.
Газобетон. Основными компонентами для производства газобетона также являются песок, цемент, вода. Эти компоненты смешиваются и в последнюю минуту добавляется вспениватель — алюминиевый порошок. Смесь выливается в форму и начинается реакция. Пузырьки воздуха образуются в результате химической реакции и взрывают газобетонную смесь.Через 20-30 минут реакция прекращается, и массив начинает набирать силу отрыва. Для производства используется горячая вода, ее температура составляет около 40-60 C. Во время реакции также выделяется тепло, так что температура массива составляет около 50-60 C. Это позволяет быстро наращивать прочность. Через 2-3 часа массив нужно разрезать на блоки.
Основные технологические трудности. Основная сложность — это разработка правильного технологического процесса и состава в зависимости от вашего сырья.Не существует уникального состава для газобетона. Факторами, влияющими на процесс, являются вода, ее количество, щелочность, количество алюминиевого порошка. Как правило, поставщики оборудования предоставляют полный комплекс услуг по обучению и технологический регламент для каждого клиента индивидуально.
Резюме.
Для ваших клиентов нет разницы, пеноблок или пенобетон, они сравнят качество и цену. Поскольку качество такое же, они выберут более дешевый.
Производители должны иметь в виду, что оборудование для пенобетона технически сложнее, аккумуляторные формы дороже и из-за медленной циркуляции потребуется большее количество. Оборудование для производства газобетона обойдется дешевле за счет меньшего расхода металла.