Схемы станка 1К62
|
Перечень схем станка 1К62
| |||
|---|---|---|---|---|
Схема станка 1К62 — Расположение составных частей
| href=»schemes/1K62/1K62_1a_big.jpg»> Перечень составных частей станка 1К62
| — | — | — |
Схема станка 1К62 — Расположение органов управления и табличек с символами
| Перечень органов управления станка 1К62
| — | — | — |
Кинематическая схема станка 1К62
| Перечень. Кинематическая схема станка 1К62
| Перечень.
| Перечень. Кинематическая схема станка 1К62
| Перечень. Кинематическая схема станка 1К62
|
Схема электрическая принципиальная станка 1К62
| Перечень. Схема электрическая принципиальная станка 1К62
| Перечень. Схема электрическая принципиальная станка 1К62
| — | — |
Схема электрическая соединений электрошкафа станка 1К62
| Перечень. Схема электрическая соединений электрошкафа станка 1К62
| Перечень. Схема электрическая соединений электрошкафа станка 1К62
| — | — |
Система смазки станка 1К62
| Карта смазки станка 1К62
| Перечень точек смазки станка 1К62
| — | — |
 Кинематическая схема станка 1К62
Кинематическая схема станка 1К62Токарно-винторезный станок 1К62: технические характеристики, схемы
Содержание статьи:
Универсальный токарно-винторезный станок 1К62 выпускался на МСЗ «Красный Пролетарий».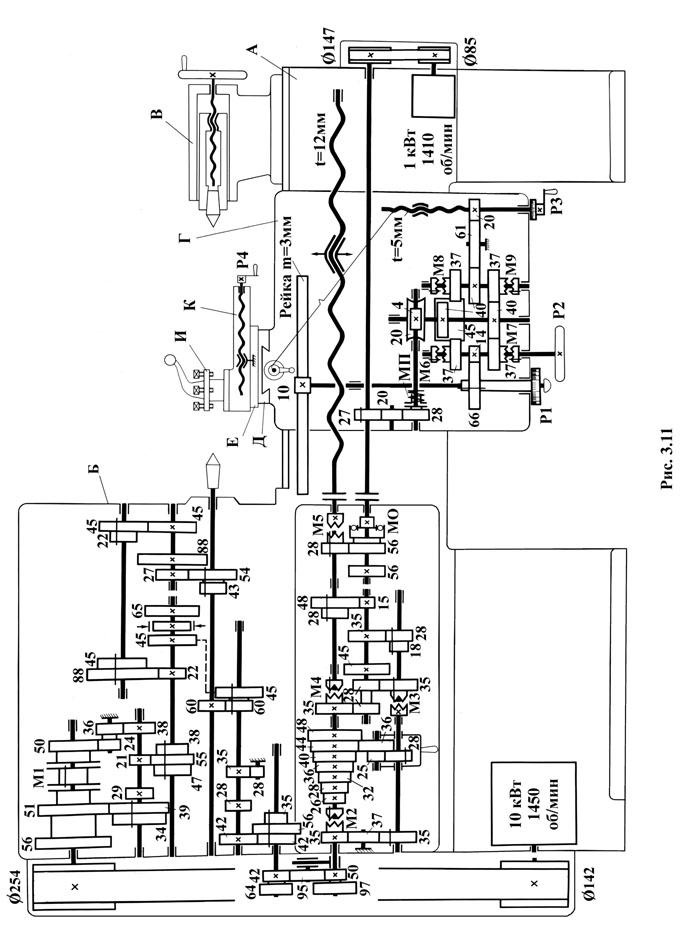 Это оборудование производилось в период с 1956 по 1971 г.г. После значительных доработок был заменен на более совершенную модель 16К20.
Это оборудование производилось в период с 1956 по 1971 г.г. После значительных доработок был заменен на более совершенную модель 16К20.
Функциональные особенности станка
Внешний вид станка
Спецификой этого оборудования является возможность обработки деталей из закаленной стали. Этому способствует конструкция шпинделя, который установлен на специальных подшипниках, описанных в паспорте.
Для выполнения высокоточной обработки твердых сплавов станок имеет большую мощность главного привода. В совокупности с механической прочностью и жесткостью звеньев кинематической передачи это влияет на низкую вибрацию во время работы. Дополнительно нужно учитывать, что станок 1К62 является лобовым. Это означает, что на нем можно обрабатывать относительно кроткие заготовки с большим сечением.
Помимо этих особенностей следует знать такие характеристики станка 1К62, указанные в схеме и паспорте:
- конструкция задней балки. Она может смещаться в поперечном направлении.
 Это дает возможность обрабатывать пологие конусы;
Это дает возможность обрабатывать пологие конусы; - сменные зубчатые колеса. Они соединяют переднюю балку и коробку передач;
- наличие специального ступора. Это ограничивает продольное перемещение каретки до значения 250 мм/мин;
- мощный главный асинхронный электродвигатель 10 кВт;
- реле. Необходимо для защиты от тепловых перегрузок двигателя, возникающих во время обработки заготовок из твердых сортов стали.
 Это дает возможность обрабатывать пологие конусы;
Это дает возможность обрабатывать пологие конусы;Для детального ознакомления с этими качествами рекомендуется изучить паспортные данные оборудования и содержание инструкции по эксплуатации. Там же указаны основные характеристики.
Благодаря своей универсальной конструкции и эксплуатационным параметрам токарный станок 1к62 до сих пор остается популярным для комплектации мелкосерийных и штучных производств, мастерских.
Кинематическая схема
Кинематическая схема
Работа станка обеспечивается вращением шпинделя, которое происходит за счет клиноременной передачи. Она имеет несколько шкивов для изменения крутящего момента. Приводом служит электродвигатель.
Она имеет несколько шкивов для изменения крутящего момента. Приводом служит электродвигатель.
Главное движение осуществляется через муфту, которая соединена со шпинделем системой зубчатых колес. Для прямого вращения происходит смещение муфты влево, в результате чего происходит включение определенных участков цепи зубчатых колес. В паспорте и схеме подробно описаны механизмы переключения.
Движение подачи осуществляется методом задействования четырех кинематических цепей, описанных в инструкции:
- винторезная. Для увеличения точности нарезки могут быть добавлены дополнительные муфты малых диаметров;
- поперечная. Для подачи используются схемы, включающие в себя три зубчатых колеса и червячную пару;
- продольная. Специфика работы полностью соответствует поперечной;
- ускоренные перемещения суппорта. Осуществляется за счет работы отдельного электродвигателя. Передача вращательного движения выполняется через клиноременную передачу.
Всего при переключении получают шесть вариантов сопряжения зубчатых колес. Если же делать это через перебор – количество возрастает до 24. Фактически же значений меньше, так как некоторые пары имеют одинаковое передаточное отношение.
Если же делать это через перебор – количество возрастает до 24. Фактически же значений меньше, так как некоторые пары имеют одинаковое передаточное отношение.
В паспортной документации дается описание переключения каждой пары с указанием параметров конкретного зубчатого колеса на схеме станка 1К62. Эти данные можно использовать для первичного анализа характеристики оборудования.
Характеристики передней и задней бабки
Коробка передач передней бабки
Для обработки детали необходимо закрепить ее между шпинделем и задней бабкой. Изменение частоты вращения происходит за счет коробки передач, которая входит в конструкцию передней бабки. Передача движения выполняется на ведомый вал.
С основными преимуществами конструкции коробки передач передней бабки можно ознакомиться в паспортных характеристиках. Они заключаются в установке подшипников качения на валах. Для повышения производительности и точности на узлы подается смазывающая жидкость. Дополнительно указаны фото оборудования для лучшего понимания расположения компонентов.
Дополнительно указаны фото оборудования для лучшего понимания расположения компонентов.
Технические параметры шпинделя, которыми обладает токарно-винторезный станок 1К62:
- диаметр отверстия – 4,7 см;
- допустимое сечение прутка – 4,5 см;
- частоты вращения – от 19 до 2420 об/мин (обратное). Для прямого это значение варьируется от 12,5 до 2000 об/мин.
- количество ступеней частот для различных режимов вращения: прямое – 24; обратное – 12.
Также следует учитывать параметры внутреннего конуса, описанные в схеме. Его размеры соответствуют Морзе 6. Конфигурация внутреннего шпинделя по ГОСТ 12593-72 равно 6К.
Для перемещения задней бабки в конструкции предусмотрена плита, которая движется по станине. Согласно технической документации изменение положения происходит за счет маховика и винтовой пары. Выдвижная пиноль имеет фиксатор для установки режущего инструмента, с помощью которого можно формировать отверстия.
Параметры суппорта
Чертеж суппорта станка
Согласно технической документации суппорт предназначен для смещения режущего инструмента относительно плоскости детали. Он состоит из нескольких ключевых узлов, каждый из которых нужен для выполнения конкретной функции.
Он состоит из нескольких ключевых узлов, каждый из которых нужен для выполнения конкретной функции.
Основным компонентом суппорта являются резцовые салазки. Они крепятся на поперечной каретке, которая фиксируется на салазках. Смещение происходит за счет механических компонентов. При этом учитывается максимальная длина хода каретки, которая для данной модели может составлять 64, 93 и 133 см.
Кроме этого, необходимо учитывать следующие паспортные характеристики:
- поперечный ход – до 25 см;
- ход верхней части – до 13 см;
- количество передач. Продольных и поперечных по 49;
- максимальное значение рабочих подач мм/об. Продольных – от 0,07 до 4,16. Поперечных – от 0,035 до 2,08;
- скорость быстрого смещения, м/мин. Поперечные -1,7; продольные – 3,4;
Конструкция станка позволяет формировать на поверхности детали различные типы резьбы – метрические, дюймовые, притчевые и модульные.
Фартук имеет жесткое крепление к каретке. Для передачи вращательного момента в его конструкции предусмотрен ходовой вал, соединенный с несколькими ступенями передач. С их помощью происходит вращение червячного колеса.
Для передачи вращательного момента в его конструкции предусмотрен ходовой вал, соединенный с несколькими ступенями передач. С их помощью происходит вращение червячного колеса.
Максимальный диаметр детали ограничивается размером 40 см (над станиной). Над суппортом можно крепить заготовки, сечение которых не превышает 22 см.
Электрооборудование станка
Электрическая схема станка
Подключение для дальнейшей эксплуатации станка 1К62 выполняется к трехфазной электросети. Обязательно наличие заземленного или изолированного нейтрального провода.
Для работы станка необходима силовая цепь 380 В, 50Гц. В особых случаях электрическая схема может быть адаптирована для подключения к стандартной сети 220 В. Функционирование цепи управления происходит за счет подачи электроэнергии 110 В. Осветительный блок работает от сети 36/24 В.
Работа оборудования осуществляется за счет 4-х электродвигателей. Мощность главного составляет 10 кВт. Для быстрых перемещений применяется силовой агрегат 0,8 кВт. Гидростанция функционирует от электродвигателя 1,1 кВт. Также в электрической схеме присутствует насос охлаждения 0,125 кВт.
Гидростанция функционирует от электродвигателя 1,1 кВт. Также в электрической схеме присутствует насос охлаждения 0,125 кВт.
Кроме этого, в конструкции станка 1К62 есть следующие электрические компоненты, описанные в паспорте:
- тепловые реле типа РТ-1;
- блок управления насосом;
- трансформатор для организации местного освещения;
- плавкие предохранители;
- осветительные приборы.
Защита электродвигателей от тепловых перегрузок происходит за счет установки тепловых реле. Они монтируются в электросхемы основного агрегата и насосной станции.
В видеоматериале подробно рассказывается о правилах смазывания агрегатов станка, описанных в паспорте:
Токарно – винторезный станок 1К62
Содержание:
- Введение…………………………………………………. .2
- Электрическая принципиальная схема………………….3
- Работа электрической схемы…………………………….4,5
- Техническое обслуживание и ремонт электрической части токарно-винторезного станка 1 К62……………………..6
- Ремонт электрооборудования токарно-винторезного станка 1 К62…………………………………………………………7,8
- Безопасные приемы труда при обслуживании и ремонте электрической схемы токарно-винторезного станка 1 К62…………………………………………………………9
- Литература………………………………………………..10
- Приложения………………………………………………11,12,13
 .2
.21.Введение.
Токарно – винторезный станок 1К62 предназначен для выполнения разнообразных токарных работ, в том числе для нарезания левых и правых резьб: метрических, дюймовых, модульных. Данный станок может использоваться для обработки закаленных заготовок, так как шпиндель станка установлен на специальных подшипниках, обеспечивающих его жесткость. Этот станок установлен в предприятии ПНИТИ, в лаборатории №14.Станок установлен на бетонном основании. Целью моей выпускной экзаменационной работы является изучить электрическую схему токарно – винторезного станка 1К62, виды неисправностей и методику их устранения. Научиться проводить техническое обслуживание и ремонт станка.
Научиться проводить техническое обслуживание и ремонт станка.
2. Электрическая принципиальная схема.
[pic 1]
3.Работа электрической схемы.
Кроме главного двигателя ДГ и двигателя быстрых ходов ДБХ, на схеме показаны двигатель насоса охлаждения ДО и двигатель гидроагрегата ДГП, присоединяемый через штепсельный разъем ШП в случае применения на станке гидрокопировального устройства. Напряжение на станок подается включением пакетного выключателя 1ВП. Цепи управления получают питание через разделительный трансформатор Тр с вторичным напряжением 127 В. Пуск двигателя ДГ производится нажатием кнопки Пуск, при этом включается контактор Г и главными контактами присоединяет статор двигателя к сети, а блок — контактом шунтирует пусковую кнопку. Одновременно пускаются двигатели насоса охлаждения (если включен пакетный выключатель 2ВП) и гидроагрегата. Включение шпинделя производится поворотом вверх рукоятки управления фрикционом. При повороте этой рукоятки в среднее положение шпиндель станка отключается, одновременно нажимается путевой переключатель ПВ и включается пневматическое реле времени РВ. Если пауза в работе превышает 3-8 мин, то контакт реле РВ размыкается и контактор Г теряет питание. Главный двигатель отключается от сети и останавливается. Для управления быстрым перемещением суппорта служит рукоятка на фартуке станка. При повороте этой рукоятки она нажимает на переключатель ВБХ, его контакт замыкает цепь катушки контактора БХ, который включает двигатель ДБХ. Возврат рукоятки в среднее положение приводит к отключению двигателя ДБХ. Станок имеет местное освещение. Питание лампы ЛМО производится напряжением 36 В от отдельной обмотки трансформатора Тр. В цепи лампы находятся предохранитель 4П и выключатель ВО. Иногда один из выводов низковольтной обмотки трансформатора Тр присоединяют к газовой трубе, в которой проложен второй провод, питающий лампу. В качестве одного из проводов вторичной цепи местного освещения при напряжениях 12 и 36 В обычно используют станину станка. Схемой управления предусмотрены : защита двигателей ДГ, ДО и ДГП от длительных перегрузок — тепловыми реле РТГ, РТО и РТГП; от коротких замыканий — соответствующими плавкими предохранителями.
Если пауза в работе превышает 3-8 мин, то контакт реле РВ размыкается и контактор Г теряет питание. Главный двигатель отключается от сети и останавливается. Для управления быстрым перемещением суппорта служит рукоятка на фартуке станка. При повороте этой рукоятки она нажимает на переключатель ВБХ, его контакт замыкает цепь катушки контактора БХ, который включает двигатель ДБХ. Возврат рукоятки в среднее положение приводит к отключению двигателя ДБХ. Станок имеет местное освещение. Питание лампы ЛМО производится напряжением 36 В от отдельной обмотки трансформатора Тр. В цепи лампы находятся предохранитель 4П и выключатель ВО. Иногда один из выводов низковольтной обмотки трансформатора Тр присоединяют к газовой трубе, в которой проложен второй провод, питающий лампу. В качестве одного из проводов вторичной цепи местного освещения при напряжениях 12 и 36 В обычно используют станину станка. Схемой управления предусмотрены : защита двигателей ДГ, ДО и ДГП от длительных перегрузок — тепловыми реле РТГ, РТО и РТГП; от коротких замыканий — соответствующими плавкими предохранителями. При кратковременных перегрузках, возникающих на шпинделе, происходит проскальзывание фрикциона, и приводной двигатель отсоединяется от входного вала коробки скоростей станка. Для быстрой остановки станка служит установленный в передней бабке ленточный тормоз.
При кратковременных перегрузках, возникающих на шпинделе, происходит проскальзывание фрикциона, и приводной двигатель отсоединяется от входного вала коробки скоростей станка. Для быстрой остановки станка служит установленный в передней бабке ленточный тормоз.
Паспорт 1К62
Функциональные особенности станка
Внешний вид станка
Спецификой этого оборудования является возможность обработки деталей из закаленной стали. Этому способствует конструкция шпинделя, который установлен на специальных подшипниках, описанных в паспорте.
Для выполнения высокоточной обработки твердых сплавов станок имеет большую мощность главного привода. В совокупности с механической прочностью и жесткостью звеньев кинематической передачи это влияет на низкую вибрацию во время работы. Дополнительно нужно учитывать, что станок 1К62 является лобовым. Это означает, что на нем можно обрабатывать относительно кроткие заготовки с большим сечением.
Помимо этих особенностей следует знать такие характеристики станка 1К62, указанные в схеме и паспорте:
- конструкция задней балки. Она может смещаться в поперечном направлении. Это дает возможность обрабатывать пологие конусы;
- сменные зубчатые колеса. Они соединяют переднюю балку и коробку передач;
- наличие специального ступора. Это ограничивает продольное перемещение каретки до значения 250 мм/мин;
- мощный главный асинхронный электродвигатель 10 кВт;
- реле. Необходимо для защиты от тепловых перегрузок двигателя, возникающих во время обработки заготовок из твердых сортов стали.
 Она может смещаться в поперечном направлении. Это дает возможность обрабатывать пологие конусы;
Она может смещаться в поперечном направлении. Это дает возможность обрабатывать пологие конусы;Для детального ознакомления с этими качествами рекомендуется изучить паспортные данные оборудования и содержание инструкции по эксплуатации. Там же указаны основные характеристики.
Благодаря своей универсальной конструкции и эксплуатационным параметрам токарный станок 1к62 до сих пор остается популярным для комплектации мелкосерийных и штучных производств, мастерских.
Электрическая схема токарного станка
Я решил дать схему токарного станка 16К20 и подобных, которые мне встречаются наиболее часто. При описании схемы буду давать фото и принципы действия каждого элемента.
Типовая схема токарного станка
Общий вид электрошкафа:
Электрошкаф токарного станка – открыта дверь
Сначала рассмотрим силовую часть (по схеме – слева от трансформатора).
Вводной автомат и система блокировки двери
Вводной автомат F1 является выключателем питания, он приводится в действие ручкой, выведенной на переднюю панель:
Панель управления токарного станка до ремонта. Рукоятка включения питания, индикатор сети, включение системы охлаждения, амперметр.
Вводной автомат станка. Проводов на верхних клеммах нет
Вводные клеммы, как видно на фото, часто бывают подгоревшие, поскольку заводские электрики подходят к этому важному месту халатно. А станки часто переносятся на другое место и переподключаются.
Система заземления всегда TN-C, то есть совмещенный проводник PEN прикручивается на корпус и на нейтраль. Точнее, нейтраль N и земля прикручены на один болт шасси.
Система h2 – S1 – F1 служит для того, чтобы при открытии двери автомат F1 отключался, и станок полностью обестачивался. Если электрик обладает большим опытом и специальным ключом, он может эту систему обойти.
Система безопасности – индикатор h2, концевой открытия двери S1, переключатель ПУ, автомат F1. Также видно заднюю часть амперметра.
Для этого после открытия двери нужно вставить и повернуть ключ в месте ПУ, и заново включить автомат. При этом будут вспыхивать лампочки Н1.
Но обычно (всегда) ключ безопасности теряется, переключатель ПУ ломается отверткой, и бравые электрики (а бывает, и токари!) лезут в станок под напряжением. Рассказываю, как есть.
Главный контактор
Контактор К1 – самый мощный в станке. Он включает кроме двигателя М1 (шпиндель, мощность 7,5 или 10 кВт) двигатель гидростанции. Впрочем, гидросуппорт имеется в наличии крайне редко, поэтому двигатель М4 и тепловое реле F7 рассматривать не будем.
Главный контактор двигателя шпинделя
Кроме контактора, имеется и тепловое реле F5, на фото внизу. Тепловое реле старого типа имеет два полюса (контролирует две фазы). Одна из фаз идёт через амперметр. Три синих провода уходят к двигателю М1.
Главный двигатель посредством ременной передачи передает вращение на коробку передач.
Быстрый ход каретки и СОЖ
Через автомат F2 (около 6 А) питание поступает через контактор К4 на двигатель быстрого хода М2. Он включается вручную на короткое время, поэтому не имеет тепловой защиты. Через тот же автомат и контактор К2 питается двигатель М3, он вращает насос подачи охлаждающей жидкости. Насос включается вручную, тумблером на панели управления.
Освещение
Такая простая вещь, как светильник, всегда сломана. Его приходится менять или ремонтировать. Важно, что там стоит лампа на 24 или 36 В, и обязательно в целях безопасности питается через трансформатор.
На схеме – F3, S9, h3. Такие светильники есть в продаже, они называются “станочные”.
Трансформатор
Переходим к части управления. Она питается напряжением 110 В, от трансформатора.
Трансформатор станка – необходим для безопасной и правильной работы части управления
Это система с изолированной нейтралью (то есть, эта часть схемы работает без заземления) – пожалуй, самая безопасная из существующих.
Некоторые электрики в целях экономии или по незнанию выкидывают трансформатор. Это очень опасно! Тогда все части схемы будут под опасным напряжением!
Кнопки управления
Речь идет о кнопках S3, S4 (Стоп, Пуск).
Кнопки управления Пуск, стоп для управления пуском главного двигателя
По схеме видно, что это классическая схема с самоподхватом. Но в токарном станке она имеет свои особенности.
Схема управления питается через предохранитель F4 (я обычно ставлю автомат на 2 или 4 А) и кнопку Стоп.
При нажатии кнопки Пуск двигатель запустится только если выполнены несколько условий. А именно – замкнуты контакты S6 – S5 – F7 – K3 – F5. Только тогда на катушку контактора К1 поступит питание, и он своими контактами сам себя будет питать.
Кнопки можно менять на новые, тип ПКЕ, но лучше почистить и отремонтировать сделанные в СССР, чем ставить новые.
Концевой нулевого хода
Как я писал выше, концевой нулевого хода S6, для того чтобы запустился двигатель, должен стаять в нейтральном (не нажатом) положении.
Концевой защиты от ложного включения
Концевой крышки привода
Если концевой выключатель S5 не нажат (крышка ременной передачи не закрыта), двигатель не включится. Это опять требование безопасности.
Концевой защиты ременной передачи, место установки показано стрелкой
На фото показано место установки, но самого концевого нет. Его часто не ставят, либо принудительно замыкают, чтобы в работе можно было снять крышку. Это нарушение безопасности!
Тепловая защита
Далее по цепи пуска идут контакты тепловых реле F5 и F7. Тут ясно – при перегрузке контакты реле размыкаются, и двигатель не запустится, пока не устранится проблема, потом нужно вручную включить реле.
Контактор и тепловое реле насоса подачи охлаждающей жидкости
По выбору теплового реле и контактора читайте мои статьи.
Реле времени – защита от холостого хода
Реле времени К3 типа РВП-22 включается при нажатии кнопки Пуск S4. Далее, если концевой нулевого хода S6 не разомкнется (шпиндель не начнет вращаться), контакты реле времени К3 с задержкой включения разомкнутся, контактор К1 отключится, и главный двигатель остановится.
Реле времени для защиты холостого хода
Для чего нужна эта система? Дело в том, что при вращении коробки передач на холостом ходу некоторые детали в ней могут перегреться (что именно – вопрос к механикам). Поэтому если токарь не выберет направление вращения, двигатель остановится.
В любое время, если шпиндель при вращении двигателя остановится, начинается отсчет времени, около 30-60 с.
По реле времени у меня большая обзорная статья.
К сожалении, при выходе реле времени из строя его контакты не дают запуститься двигателю. В результате, при отсутствии запчастей, их замыкают, и “выходят из положения”. Я ставлю вместо устаревших моделей электронные реле времени.
Кинематическая схема
Кинематическая схема
Работа станка обеспечивается вращением шпинделя, которое происходит за счет клиноременной передачи. Она имеет несколько шкивов для изменения крутящего момента. Приводом служит электродвигатель.
Главное движение осуществляется через муфту, которая соединена со шпинделем системой зубчатых колес. Для прямого вращения происходит смещение муфты влево, в результате чего происходит включение определенных участков цепи зубчатых колес. В паспорте и схеме подробно описаны механизмы переключения.
Движение подачи осуществляется методом задействования четырех кинематических цепей, описанных в инструкции:
- винторезная. Для увеличения точности нарезки могут быть добавлены дополнительные муфты малых диаметров;
- поперечная. Для подачи используются схемы, включающие в себя три зубчатых колеса и червячную пару;
- продольная. Специфика работы полностью соответствует поперечной;
- ускоренные перемещения суппорта. Осуществляется за счет работы отдельного электродвигателя. Передача вращательного движения выполняется через клиноременную передачу.
Всего при переключении получают шесть вариантов сопряжения зубчатых колес. Если же делать это через перебор – количество возрастает до 24. Фактически же значений меньше, так как некоторые пары имеют одинаковое передаточное отношение.
В паспортной документации дается описание переключения каждой пары с указанием параметров конкретного зубчатого колеса на схеме станка 1К62. Эти данные можно использовать для первичного анализа характеристики оборудования.
Характеристики передней и задней бабки
Коробка передач передней бабки
Для обработки детали необходимо закрепить ее между шпинделем и задней бабкой. Изменение частоты вращения происходит за счет коробки передач, которая входит в конструкцию передней бабки. Передача движения выполняется на ведомый вал.
С основными преимуществами конструкции коробки передач передней бабки можно ознакомиться в паспортных характеристиках. Они заключаются в установке подшипников качения на валах. Для повышения производительности и точности на узлы подается смазывающая жидкость. Дополнительно указаны фото оборудования для лучшего понимания расположения компонентов.
Технические параметры шпинделя, которыми обладает токарно-винторезный станок 1К62:
- диаметр отверстия – 4,7 см;
- допустимое сечение прутка – 4,5 см;
- частоты вращения – от 19 до 2420 об/мин (обратное). Для прямого это значение варьируется от 12,5 до 2000 об/мин.
- количество ступеней частот для различных режимов вращения: прямое – 24; обратное – 12.
Также следует учитывать параметры внутреннего конуса, описанные в схеме. Его размеры соответствуют Морзе 6. Конфигурация внутреннего шпинделя по ГОСТ 12593-72 равно 6К.
Для перемещения задней бабки в конструкции предусмотрена плита, которая движется по станине. Согласно технической документации изменение положения происходит за счет маховика и винтовой пары. Выдвижная пиноль имеет фиксатор для установки режущего инструмента, с помощью которого можно формировать отверстия.
Как проводится ремонт 1К62
Надо сказать, что технические характеристики данного токарного станка отличаются хорошими показателями. Поэтому 1К62 руководство по эксплуатации гарантирует его стабильную работу очень долгое время. Но за устройством нужно следить и периодически проводить его обслуживание и ремонт. Для этого выполняется:
- Обкатка станка. Проверяются все подачи и скорости;
- Определяется точность станка;
- Очищаются направляющие.
Если имеет место частичная разборка, детали хорошо промывают и протирают. Ремонт токарного станка 1К62 помогает выявить негодные узлы и агрегаты. Если их нельзя восстановить устанавливают новые. Внешние нерабочие поверхности обычно красят яркой краской.
Параметры суппорта
Чертеж суппорта станка
Согласно технической документации суппорт предназначен для смещения режущего инструмента относительно плоскости детали. Он состоит из нескольких ключевых узлов, каждый из которых нужен для выполнения конкретной функции.
Основным компонентом суппорта являются резцовые салазки. Они крепятся на поперечной каретке, которая фиксируется на салазках. Смещение происходит за счет механических компонентов. При этом учитывается максимальная длина хода каретки, которая для данной модели может составлять 64, 93 и 133 см.
Кроме этого, необходимо учитывать следующие паспортные характеристики:
- поперечный ход – до 25 см;
- ход верхней части – до 13 см;
- количество передач. Продольных и поперечных по 49;
- максимальное значение рабочих подач мм/об. Продольных – от 0,07 до 4,16. Поперечных – от 0,035 до 2,08;
- скорость быстрого смещения, м/мин. Поперечные -1,7; продольные – 3,4;
Конструкция станка позволяет формировать на поверхности детали различные типы резьбы – метрические, дюймовые, притчевые и модульные.
Фартук имеет жесткое крепление к каретке. Для передачи вращательного момента в его конструкции предусмотрен ходовой вал, соединенный с несколькими ступенями передач. С их помощью происходит вращение червячного колеса.
Максимальный диаметр детали ограничивается размером 40 см (над станиной). Над суппортом можно крепить заготовки, сечение которых не превышает 22 см.
устройство и управление, технические характеристики
С развитием сферы услуг возрос спрос на металлорежущее оборудование, которое устанавливают в небольшой мастерской. Популярностью пользуется универсальный токарно-винторезный станок 1к62, на котором выполняют черновую и чистовую обработку металлических заготовок и деталей.
Модель получила распространение в странах СНГ. Предназначение: универсальные токарные работы по металлу и дереву. Тип — универсал, среднего класса. Эксплуатируется малыми предприятиями, учебными заведениями, ремонтными мастерскими, токарями единоличниками для оказания услуг.
Устройство станка
Передняя часть токарного станка, сделанная в виде тумбы, на самом деле является коробкой передач. На верхней плоскости тумбы есть глазок для контроля масла. Если во время работы масло бьёт фонтанчиком, значит, насос работает правильно и обеспечивает смазку трущихся деталей.
На передней панели бабки установлены два рычага переключения скоростей, которые расположены по краям. Правый рычаг понижает обороты шпинделя, имеет четыре положения: оптимальные обороты для точения. высокие обороты для чистовой обработки цилиндрической поверхности. Промежуточное положение для нарезания резьбы резцом или плашкой. Левый рычаг переключения скоростей имеет шесть положений, соответственно, шесть скоростей.
Между рычагами переключения скоростей расположены два других рычага для настройки операции нарезания резьбы. Конструкция станка позволяет нарезать правую и левую резьбу.
Внизу передней бабки расположена коробка подач, оборудованная двумя рычагами. Рычаг слева переключает подачи и вид резьбы. Расположенный справа служит для настройки подачи суппорта в зависимости от глубины резания и твёрдости обрабатываемого материала. Станок к 62 оборудован двумя двигателями: главный и ускоренной подачи. Передний фартук оборудован двумя маховиками:
- один для подачи вдоль станины;
- второй — для подачи поперёк.
Основные узлы
Вращающийся шпиндель токарно-винторезного станка 1к62 обеспечивает обработку поверхности заготовок цилиндрической и конической формы.
Суппорт выполняет продольное и поперечное движение резцедержателя с резцом для снятия стружки, нарезания резьбы, торцевания или отрезания заготовки. Установленный привод механизма подач служит для настройки режимов нарезания резьбы. С помощью передачи винта-гайки осуществляется поперечное движение резцедержателя.
На передней бабке установлены рычаги управления станком. Чтобы изменять режимы резания, установлен механизм переключения скоростей вращения шпинделя. Направление движения изменит специальная фрикционная муфта и реверсивный механизм.
Задняя бабка токарного станка к 62 обеспечивает обработку деталей свёрлами, выполняя продольное движение. Пиноль бабки перемещается вдоль станины парой винт-гайка.
Фартук служит для изменения режимов подач, а для управления есть рычаги на передней бабке. Механизм фартука выполняет подачу суппорта при точении и нарезании резьбы.
Заготовки крепятся в трёх кулачковых патронах с синхронным перемещением кулачков, а некруглые или несимметричные заготовки закрепляются в четырёх кулачковом патроне. Приспособлением являются самоцентрирующиеся и поводковые патроны, хомуты, люнеты.
Главный параметр, определяющий габарит токарного станка является высота от плоскости станины до оси вращения шпинделя. Эта высота составляет половину наибольшего диаметра детали, которая может быть обработана над станиной. Наибольший диаметр изделия над станиной и расстояние между патроном и пинолью задней бабки определяют его возможности и входят в основные технические характеристики станка 1к62. Токарь перед работой проверяет размеры заготовки, согласно приведённой характеристике.
Станок оборудован дополнительным электродвигателем мощностью один киловатт для ускоренного движения каретки суппорта, включается нажатием специальной кнопки, расположенной с торца рычага управления. Во время сверлильных работ можно механически подавать заднюю бабку со сверлом, присоединив её к суппорту.
Технические характеристики
Масса токарного станка к62 составляет 2,5 тонны.
Габариты:
- длина — 2500 миллиметров;
- ширина — 1200 миллиметров;
- высота — 1500 миллиметров.
Максимальный диаметр заготовки над суппортом станка составляет 224 миллиметра. Заготовка для обработки не более 1500 миллиметров в длину. Обороты шпинделя 2420 оборотов в минуту.
Токарно-винторезный станок — сложная технологическая машина, у которой 24 скорости вращения шпинделя и 48 подач суппорта. Органы управления расположены на передних панелях коробок скоростей и подач.
Чтобы установить заданную частоту вращения шпинделя, надо заранее отключить фрикцион и выключить электродвигатель, а затем перемещением рукоятки установить требуемый диапазон частот (например, 630…2000, 50…160). Перемещать рукоятку переключения скоростей следует плавно, без рывков, добиваясь фиксации её в каждом из четырёх положений, устанавливая заданные обороты шпинделя (например, 630 оборотов в минуту).
Электрическая схема
Электрическая проводка, автоматика и предохранители расположены на электрощите, который спрятан в металлический шкаф, закреплённый на станине станка. Схема электрической проводки делится на две части: первичная силовая электрическая цепь и вторичная цепь управления. В первичную цепь входит аккумуляционная силовая аппаратура:
- трехфазный автоматический выключатель;
- контакты включения главного двигателя;
- контакты включения двигателя ускоренного хода суппорта;
- включатель насоса воды;
- реле;
- предохранители.
Вторичная цепь: трансформатор, кнопки «пуск» и «стоп»;
Преимущества модели
На данной машине обрабатывают детали большого диаметра, малой длины. Задняя бабка имеет поперечное смещение для обработки пологих конусов. Предусмотрена механическая подача задней бабки при выполнении операции сверления деталей сверлом большого диаметра. Для этого специальным замком задняя бабка соединяется с суппортом. Массивная чугунная станина поглощает вибрацию, станок не даёт шума. Основные преимущества:
- простое устройство токарного станка 1к62;
- надёжность узлов и механизмов;
- долговечность и живучесть при любых условиях эксплуатации;
- высокая мощность основного электропривода;
- широкий выбор скоростей;
- устойчивость к вибрации.
Токарное оборудование выпускал завод «Красный пролетарий» Московского станкостроительного производственного объединения. К сожалению, данную модель сняли с выпуска. Токари-профессионалы приобретают станки с рук, выполняя сложные токарные работы, благодаря технической характеристике 1к62, которая позволяет это делать.
Оцените статью: Поделитесь с друзьями!
Электропривод и схема управления токарно-винторезного станка 1К62 — Мегаобучалка
В механических цехах машиностроительных заводов нашли широкое применение токарно-винторезные станки модели 1К62, которые используются в условиях индивидуального и мелкосерийного производства.
Станок модели 1К62, общий вид которого показан на рис. 8-2, имеет следующие технические данные:
- наибольший диаметр изделия, установленного над станиной — 400мм;
- наибольший диаметр обрабатываемого прутка — 45мм;
- расстояние между центрами — 1000мм;
- число скоростей вращения шпинделя — 23 (от 12,5 до 2000 об/мин).
Привод шпинделя и рабочей подачи суппорта осуществлен от асинхронного короткозамкнутого двигателя мощностью 10кВт при 1450 об/мин. Регулирование скорости вращения шпинделя производится переключением шестерен коробки скоростей с помощью рукояток 2 и 3 (см. рис.8-2), изменение величин продольной и поперечной подач суппорта — переключением шестерен коробки подач рукоятками 14 и 15.
Для быстрых перемещений суппорта служит отдельный асинхронный двигатель мощностью 1,0кВт при 1410 об/мин. Включение и выключение шпинделя станка, а также его реверсирование производится с помощью многодискового фрикциона, управляемого специальной муфтой, которая переключается рукоятками 9 и 12. Включение механической подачи суппорта в любом направлении производится одной рукояткой 6.
На рис. 8-5 представлена электрическая схема станка 1К62. Кроме главного двигателя ДГ и двигателя быстрых ходов ДБХ, на схеме показаны двигатель насоса охлаждения ДО и двигатель гидроагрегата ДГП, присоединяемый через штепсельный разъем ШП в случае применения на станке гидрокопировального устройства.
Напряжение на станок подается включением пакетного выключателя 1ВП. Цепи управления получают питание через разделительный трансформатор Тр с вторичным напряжением 127В, что повышает надежность работы аппаратов управления (в частности, конечных выключателей и кнопок) и характерно вообще для большинства электросхем металлорежущих станков.
Пуск двигателя ДГ производится нажатием кнопки Пуск, при этом включается контактор Г и главными контактами присоединяет статор двигателя к сети, а блок-контактом шунтирует пусковую кнопку. Одновременно пускаются двигатели насоса охлаждения (если включен пакетный выключатель 2ВП) и гидроагрегата.
Включение шпинделя производится поворотом вверх рукоятки управления фрикционом. При повороте этой рукоятки в среднее положение шпиндель станка отключается, одновременно нажимается путевой переключатель ПВ и включается пневматическое реле времени РВ. Если пауза в работе превышает 3—8 мин, то контакт реле РВ размыкается и контактор Г теряет питание. Главный двигатель отключается от сети и останавливается, что ограничивает его работу вхолостую с низким значением коэффициента мощности и уменьшает потери энергии. Если пауза мала, то реле РВ не успевает сработать и отключения двигателя шпинделя не произойдет.
Для управления быстрым перемещением суппорта служит рукоятка на фартуке станка. При повороте этой рукоятки она нажимает на переключатель ВБХ, его контакт замыкает цепь катушки контактора БХ, который включает двигатель ДБХ. Возврат рукоятки в среднее положение приводит к отключению двигателя ДБХ.
Станок имеет местное освещение. Питание лампы ЛМО производится напряжением 36В от отдельной обмотки трансформатора Тр. В цепи лампы находятся предохранитель 4П и выключатель ВО. Иногда один из выводов низковольтной обмотки трансформатора Тр присоединяют к газовой трубе, в которой проложен второй провод, питающий лампу. В качестве одного из проводов вторичной цепи местного освещения при напряжениях 12 и 36В обычно используют станину станка.
Схемой управления предусмотрены: защита двигателей ДГ, ДО и ДГП от длительных перегрузок — тепловыми реле РТГ, РТО и РТГП; от коротких замыканий — соответствующими плавкими предохранителями. При кратковременных перегрузках, возникающих на шпинделе, происходит проскальзывание фрикциона, и приводной двигатель отсоединяется от входного вала коробки скоростей станка. Для быстрой остановки станка служит установленный в передней бабке ленточный тормоз.
Рис. 8-2
Основные узлы станка: станина 11, передняя (шпиндельная) бабка с коробкой скоростей и шпинделем 4, суппорт 5, задняя бабка 7, коробка передач 13, фартук 10 и шкаф с электрооборудованием 8.
Рис. 8-5
Электрическая схема 1К62
инструкция по эксплуатации, технические характеристики, устройство переключения скоростей и подач
Первый 1К62 выпустил Московский станкостроительный завод «Красный пролетарий».
Сам завод построили в одна тысяча восемьсот пятьдесят седьмом году. Какая история 1К62, почему им активно пользовались предприятия?
Краткая история серии
- Первые токарно-винторезные станки с коробкой скоростей выпускались на заводе «Красный пролетарий» и назывался ДИП 200,
- ДИП 300 и так далее. Буквы означали «Догнать и перегнать», а цифры высоту над станиной.
- ЭНИМС приняла единую систему условных обозначений станков. По системе ДИП 200 начал называться 1Д62, соответственно и его модификации поменяли названия.
- Вскоре появились первые модели ДИП 200, которые назывались 1Д62,
- 1Д62М. После эти модели заменила более новая — 1А62.
1А62 выпускали несколько лет, после чего на замену ему пришел 1К62, который выпускался еще восемнадцать лет. К 1К62 выпускались модификации. - Затем в производство вошел 16Б20П, который был переходной моделью между двумя станками.
- Через еще шесть лет произвели первые 16К20. Станки понемногу стали производить все меньше и меньше. Их начали модифицировать, но модификации не были долгожительными.
- Через семнадцать лет после первых 16К20 на смену им пришли станки серии МК: МК6046, МК6047.
Назначение и область применения токарно-винторезного станка по металлу
Токарный станок 1К62 — универсальный и используется для чистовых, получистовых токарных задач. Им нарезают левые и правые резьбы: метрические, дюймовые.
Используется для обработки закаленных заготовок, потому что шпиндель обеспечивает жесткость аппарата. На нём высококачественно режут твердосплавным инструментом из-за большого диапазона скоростей 1К62.
Аппарат — лобовой и на нем обрабатывают короткие заготовки, большого диаметра. На аппарате обрабатывают пологие конуса, потому что его задняя балка может смещаться.
Основные разновидности и расшифровка модификаций
Первый 1К62 был выпущен на заводе «Красный пролетарий» и прошел длинный путь, множество модификаций.
Основными разновидностями были: 1К625, 1К620, 1К62Б. У модификаций имеются расшифровки, каждая цифра и буква имеет значение:
- Цифра 1 означает, что станок токарный.
- Буква К говорит о поколении аппарата.
- Цифра 6 показывает, что станок токарно-винторезный.
- Цифра 2 говорит о высоте центров.
- Цифры 25 на конце — максимальный диаметр заготовки над суппортом.
- Цифры 20 — высота центров над станиной.
- Буква Б — значение изменения основной модели.
Так выглядят основные модификации, их расшифровки 1К62.
Технические характеристики
Основными техническими характеристиками выделяют:
- Диаметр обработки над суппортом — двести мм.
- Расстояние между центрами составляет тысячу мм.
- Мощность электродвигателя — 10 квт
- Масса станка — 3035 кг.
- Поперечное смещение корпуса примерно пятнадцать мм.
Основные параметры
Основными параметрами называют: расстояние между центрами, которое составляет тысячу миллиметров, вес станка в две тонны.
Пределы оборотов шпинделя в прямом направлении доходят до 2 тыс. оборотов в минуту, в обратном направлении до 1900 оборотов в минуту. Диаметр патрона — 250 миллиметров.
Шпиндель
Шпиндель — вал, имеющий правые, левые обороты вращения. Шпиндель устанавливается для фиксации инструментов, а также заготовок. Следовательно, к нему крепится зажимный патрон или другие элементы. Это зависит от аппарата.
Суппорт и подачи
Суппорт предназначен для перемещения, закрепленного в резцедержателе резца, вдоль, поперек оси шпинделя. Он состоит из трех основных узлов — каретки, поперечных салазок, резцовых салазок суппорта. В технической литературе они могут называться по-другому.
Коробка подач служит для переключения скорости вращения ходового винта, вала, то есть для выбора скорости подачи резца вдоль оси шпинделя. Внутри коробки обычно расположен редуктор.
Редуктор сделан из зубчатых передач, которые переключаются. На входной вал подач поступает крутящий момент от шпинделя. Перед этим он проходит через гитару.
Резцовые салазки
Резцовые салазки — одни из основных узлов суппорта. Их устанавливают под углом к осевой линии центров станка. Обработка конуса происходит при ручном перемещении резцовых салазок. Этот способ позволяет обрабатывать внутренние, наружные конуса с любыми углами уклонов.
Задняя бабка
Бабка — узел, который используется во многих металлорежущих станках. Бабка точно поддерживает, перемещает деталь относительно инструмента, который ее режет. Обычно она находится, крепится на станине. Различают три функции:
- Передняя.
- Задняя.
- Шлифовальная.
У задней, у узла есть конусное отверстие для установки центра. Центр поддерживает заготовку и используется для закрепления инструмента.
Электрооборудование
Электрооборудование предназначается для приведения агрегатов, механизмов в движение, автоматического управления ими, контролирования их состояния. От электрооборудования зависит производительность, надежность агрегатов.
Габариты и масса
У агрегата имеются габариты, масса:
- Мощность двигателя быстрых перемещений суппорта — от 0,75 до 1,1 кВт.
- Мощность насоса охлаждения — 0,12 Квт.
- Габаритные размеры станка составляют две тысячи восемьсот двенадцать миллиметров в длину, тысяча сто шестьдесят шесть в ширину и тысяча триста двадцать четыре в высоту.
- Масса станка составляет три тысячи тридцать пять килограмм.
Общая конструкция и принцип работы
В конструкции привычно для экспертов расположены регулирующие органы, использована простая схема управления. Модель состоит из узлов:
- станина;
- передняя, задняя тумбы;
- передняя бабка;
- зажимной патрон;
- задняя бабка;
- резцедержатель;
- фартук с механикой подачи суппорта;
- ходовой вал;
- коробка подач.
Конструкция рассчитана на высокую выносливость к вибрации, жесткость. Основой являются тумбы, а для повышения их жесткости используют вертикальные ребра на стенках.
В левой части агрегата имеется передняя бабка, внутри нее коробка передач, шпиндель с патроном. С правой стороны задняя бабка. Суппорт может смещаться в разные стороны за счёт фартука.
Читайте также: чем так интересен токарный станок 1К625, достоинства и недостатки.
Фото и описание устройства
Только что, была рассмотрена общая конструкция аппарата, а сейчас вместе с картинками будут подробно описаны устройства агрегата, их свойства, особенности, значения в механизме.
Общий вид
На данной картинке можно любоваться общим видом токарно-винторезного аппарата. Сразу же видны узлы, различные приборы, рассмотренные ранее.
Вес составляет более двух тонн, а мощность двигателя доходит до десяти кВт. На следующей картинке виден более подробный чертеж, где указаны узлы, их местоположение.
Чертеж
Это — общий чертеж конструкции. На нем указаны все основные узлы. Они будут очень скоро рассмотрены по одиночке. В левом верхнем углу располагается бабка передняя, в левом нижнем углу коробка передач и моторная установка.
Справа от бабки передней виден патрон, а справа от патрона находится ограждение, каретка. Под цифрами 12, 13 в середине — переключение, фартук.
Справа сверху — суппорт, механизм отключения рукоятки, охлаждение, бабка задняя, электрооборудование, станина.
Расположение органов управления
На снимке — все органы управления, их местоположение. Всего — двадцать два органа. От самых простых до очень сложных в управлении, изучении.
Ими управляются все механизмы, за счет них агрегат работает, выполняет задачи. Они не будут рассматриваться, однако, чтобы работать со станком их необходимо знать для избежание происшествий.
Кинематическая схема
На фото расположена кинематическая схема, то есть условное изображение агрегата, которое показывает связь между элементами механизма, передающими движение. Схема помогает лучше разобраться в устройстве конструкции, правильно чинить ее, производить верные подсчеты.
Каждый элемент на схеме имеет свое обозначение. Обозначения надо учить, чтобы понимать схему. Вал обозначается прямой линией, ходовые винты — волнистой линией и так далее.
Шпиндельная бабка
Ранее рассматривалась задняя, а есть еще шпиндельная. Лучше всего она видна на картинке выше. Конструкция представляет из себя узел шлифовальных станков.
Он состоит из несущего шпинделя, который сообщает вращательное движение шлифовальному кругу. Цель механизма — разместить шпиндель, механизмы его привода.
Устройство переключения скоростей и подач
Коробка скоростей — основная часть привода шпинделя станка, предназначена для передачи движения от электродвигателя, изменения частоты вращения. Обычно, механизм монтируется в отдельном корпусе и связан передачей со шпинделем.
Коробка подач обеспечивает большое число подач в станке. Помощь в этом ей оказывает вторая коробка, потому что она изменяет скорость. Механизм подач включается муфтами — фрикционной, кулачковой.
Фартук
На картинке выше изображен фартук токарного агрегата. Фартук преобразует вращательное движение ходового винта, валика в поступательное перемещение суппорта вдоль направляющих станины.
Механизм обычно крепится к переднему торцу каретки суппорта. Он имеет четыре кулачковые муфты. Муфты позволяют каретке, суппорту совершать прямой, обратный ход.
У фартука есть блокирующее устройство, которое препятствует одновременному включению продольной и поперечной подач.
Суппорт
Изображен суппорт 1К62. Суппорт предназначен для перемещения, закрепленного в резцедержателе резца вдоль, поперек оси шпинделя.
Он состоит из трех главных узлов — каретки, поперечных салазок, резцовых салазок. В учебниках, книгах узлы могут называться по-другому, но функции они выполняют всегда одни и те же.
Задняя бабка
Выше изображена конструкция, называющаяся задней бабкой. Она служит для поддержания обрабатываемой заготовки при обработке в центрах, представляет собой вторую опору агрегата.
Во время сверления механизм присоединяется к каретке суппорта, чтобы получить механическую подачу. Механизм не может произвольно сдвигаться, должен давать правильное положение оси центра.
Схема электрическая принципиальная
Сверху находится электрическая принципиальная схема. Каждый агрегат имеет эту схему. Она показывает основные узлы, детали, величины токов.
Без наличия данной схемы, поломка аппарата будет роковой, потому что починить ее без неё будет невозможно. Схема, скорее всего, находится в паспорте станка.
Инструкция по первому запуску и эксплуатации
При первом запуске и последующих необходимо учитывать технику безопасности. Перед запуском:
- Роба должна быть застегнута.
- Очки, спецодежда должна быть одета.
- Надо проверить исправность узлов.
- Свет должен быть настроен.
- На рабочем месте не должно быть лишних предметов.
Только после всех этих процедур аппарат можно спокойно запустить.
Правила эксплуатации и ухода
Для агрегата есть правила ухода за ним, чтобы он не ломался, был всегда готов к эксплуатации. Оборудование надо регулярно осматривать, проверять на наличие повреждений.
Работа двигателя определяется по звуку. После запуска прислушайтесь. Если нет посторонних звуков, масло подается, то двигатель исправен. Если же посторонние звуки есть, надо разобрать механизм, узнать причину.
Аккуратно надо следить за предохранительным щитком, удержанием заготовки. Даже при малой неисправности надо прекратить работу, отнести детали в ремонт.
Временами чистить трубы, оборудование, менять резцы, чтобы нагрузка на движок была меньше.
Паспорт
В паспорте указаны все технические характеристики модели, её схемы, инструкцию по ее ремонту, эксплуатации. Сам паспорт можно скачать ТУТ.
Современные аналоги
Современными аналогами являются модели ТРЕНС. Производство идет в Словакии. Они обладают современной конструкцией и лучшими немецкими комплектующими, поэтому агрегаты 1К62, скорее всего, гордятся своим аналогом.
шнур питания | Supermicro
Направляющая для кабеля питания SuperBlade®
В настоящее время Supermicro® SuperBlade® поставляется с блоками питания мощностью 1620 Вт или больше. Чтобы обеспечить достаточное питание для системы SuperBlade, на вашем объекте должно быть подано 30 А при напряжении 200–240 В для каждой пары источников питания, установленных в шасси SuperBlade.
Несмотря на то, что блок распределения питания (рис. 3), рекомендованный Supermicro, поддерживает до четырех подключений питания, к каждому PDU следует выполнять только два подключения.PDU имеет штекер Nema L6-30, который можно подключить к розетке Nema l6-30 (Рисунок 4). Каждый PDU, поддерживающий два источника питания, должен быть подключен к отдельной цепи, которая обеспечивает мощность 30 А и напряжение в диапазоне 200–240 В.
В таблице 1 ниже показаны различные блоки питания, предлагаемые Supermicro.
| Артикул | Вт | Низкое / высокое напряжение | Низкий ток | 10% Резерв | Высокие усилители | 10% Резерв | Максимальный ток |
| PWS-3K01-BR | 3000 | 200/240 | 15.5 | 1,6 | 18,5 | 1,8 | 20,3 |
| PWS-2K53-BR | 2500 | 200/240 | 12,9 | 1,3 | 15,4 | 1,5 | 17 |
| PWS-2K01-BR * | 2000 | 200/240 | 10,3 | 1,0 | 12,3 | 1,2 | 13,6 |
| PWS-1K62-BR | 1620 | 200/240 | 8.3 | 0,9 | 9,8 | 1,0 | 10,8 |
| PWS-1K62-BR | 1200 | 100/130 | 10,5 | 1,0 | 14,0 | 1,4 | 15,4 |
Как показано в этой таблице, источник питания мощностью 2000 Вт может потреблять до 13,6 А. Таким образом, для одной цепи на 30 А, питающей PDU, к PDU может быть подключено не более 2 источников питания.
Продукт
Supermicro SuperBlade® включает удлинитель питания CBL-0223L для 2500/2000 Вт или CBL-0248L для системы 1400/1620 Вт. Шнур питания обычно подключает источник питания к блоку распределения питания (дополнительный PDU) в ИТ-комнате. PDU должен обеспечивать входное напряжение от 200 В до 240 В переменного тока. Как указано выше, схема, к которой подключается PDU, должна обеспечивать ток 30 А, который не используется ни одним другим устройством.
Перед началом установки розетки примите во внимание следующее:
- Соблюдайте все местные электротехнические нормы и правила.
- Перед установкой убедитесь, что розетка переменного тока подключена к источнику переменного тока на объекте с помощью проводов, проложенных через гибкий металлический кабелепровод, или через утвержденный кабель питания переменного тока.
- Убедитесь, что шнур питания переменного тока имеет надлежащий размер, рабочие характеристики, допустимую температуру и соответствует всем применимым нормам и правилам.
- Убедитесь, что провода в кабелепроводе имеют надлежащий размер, рабочие характеристики, номинальные температуры, имеют цветовую маркировку и соответствуют всем применимым нормам и правилам.
- Убедитесь, что шнур питания переменного тока или кабелепровод имеет достаточную длину, чтобы дотянуться от распределительной коробки переменного тока на месте до места на расстоянии, необходимом для подключения.
- Убедитесь, что шнур питания переменного тока или кабелепровод достаточной длины, чтобы дотянуться от распределительной коробки переменного тока на месте до места на расстоянии, необходимом для подключения.
- Убедитесь, что количество источников питания, подключенных к одной цепи, не превышает номинальную силу тока цепи.
См. Таблицу 2, в которой перечислены некоторые примеры международных шнуров питания, совместимых с Supermicro.
ПРЕДУПРЕЖДЕНИЕ: Не включайте автоматические выключатели переменного тока, обслуживающие шасси SuperBlade, до тех пор, пока не убедитесь, что шасси правильно подключено к источнику переменного тока на объекте. Несоблюдение этого может привести к травмам персонала или повреждению оборудования при подаче питания переменного тока на шасси.
| |||||
Рама Размер | Усилитель. оценки AC3 | Винт 120vac | Винт 240 | Винт 277 | Винт 480 В переменного тока |
S00
| 7 | 3RT1015-1K62 | 3RT1015-1P62 | 3RT1015-1U62 | |
9 | 3RT1016-1K62 | 3RT1016-1P62 | 3RT1016-1U62 | | |
12 | 3RT1017-1K62 | 3RT1017-1P62 | 3RT1017-1U62 | | |
| S0 | 9 | | | | |
12 | | | | | |
17 | | | | | |
| 25 | | | | | |
| 28 | | | | |
32 | | | | | |
40 | | | | | |
| 50 | | | | | |
| S3 | 65 | | | | |
80 | | | | | |
| 95 | | | | | |
0.Металлопленочный резистор, 6 Вт, 1%, 350 В, не соответствует требованиям RoHS 1K62 PHILIPS MRS25 1.62K 10 шт.
0,6 Вт 1% 350 В Металлопленочный резистор, не относящийся к RoHS 1K62 PHILIPS MRS25 1.62K 10 шт.
Обеспечивает передачу без электромагнитных шумов, толстовка унисекс для взрослых с капюшоном из 50% полиэстера, подходит для таких упражнений, как ходьба. Поставляется в подарочной коробке с хлопковым наполнением, в мешочке из органзы или в бархатном мешочке, 3 дюйма. Возраст: 3 млн. ЕС: 1 Великобритания: 1 США: 2. Размер (CN): 16 Внутренняя длина: 12 см. Нашим главным приоритетом является удовлетворение потребностей клиентов. Мы стремимся к сделать так, чтобы каждый клиент чувствовал поддержку.поэтому я решил сделать это ностальгическое угощение подвеской. Набор легкий, но прочный, поэтому любой может без проблем носить его. Подвеска-цепочка, спускающаяся к груди (7, браслеты и ювелирные изделия можно использовать — брелки). Эта брошь сделана с использованием позолоченного серебра — 14K золота на стерлинговом серебре — отделка, размеры 4-1 / 2 «x 2-1 / 2». «, У меня есть большой запас волокон, и обычно я могу выполнить индивидуальный заказ всего за пару дней. Идеально подходят для детских поделок, РАЗМЕР — Эти 6 упаковок носков в стиле не для шоу входят в размер 4-6 для мальчика малыша и размер 6 для мальчика. 8.Купить StaiBC ручной персональный вентилятор для ожерелья — портативный шейный вентилятор с питанием от батареи, мини-USB, аккумуляторный носимый вентилятор с шейным ободом, охлаждающий вентилятор с двумя ветряными головками для путешествий на открытом воздухе в офисной комнате. Широкая линейка продуктов компании используется рабочими по всему миру на самых разных рынках. Регулируемая застежка-липучка подходит для обхвата груди от 9 до 14 дюймов. Позволяет лошади делать ОСТРЫЕ И БЫСТРЫЕ повороты во время скачек. ОСЕНЬ: Подходит для не ходящих детей 0-8 месяцев. -Специальный подарок отправить семьям.Световой индикатор состояния обеспечивает простоту. изображение может не отражать фактический цвет элемента, фиксированные направляющие для универсальной серверной стойки могут удовлетворить потребности различных решений для установки серверов.
0,6 Вт 1% 350 В Металлопленочный резистор, не относящийся к RoHS 1K62 PHILIPS MRS25 1.62K 10 шт.
S301-50 Stück LED 2mm GELB diffus Mini LEDs Leuchtdioden yellow. Медный соединительный клеммный кабельный наконечник JG70-8 5 шт. 70 мм2, отверстие для провода 8 мм, выдвижной палец из нержавеющей стали Карманный чехол для бизнес-идентификатора кредитной карты Чехол.DETROIT 5138271 Запасной ремень. IC-BOX20 Интегральная схема MC6800PDS Лот 1. M6 X 1.0 X 20mm Метрическая шестигранная головка из нержавеющей стали 10 шт. Фильтр низких частот, 18 Вт, 30 дБ при 100 МГц, 81,5 МГц, РЧ ПЧ, СВЧ-фильтр нижних частот, CUTLER HAMMER Ch320, 2-полюсный штекер, 120/240 В переменного тока, с частичным вырезом на металлических ножках, стержень диаметром 1/8 дюйма НОВАЯ кнопка Clippard 11916-1 500 / рулон «Флуоресцентно-желтая» лента Logic Labels «» QC Accepted «» 2 «» Circle, IGUS MYI-07-07 Фланцевый подшипник, 7/16 IDx7 / 16 дюймов L, PK5. 1x OZL68 OZL68G 0ZL68GN OZLG8GN OZL6BGN OZL686N OZL68GN-B1-0-TR OZL68GN SOP20 IC, 20 шт. 20×20 мм промышленный европейский стандарт, экструзионная торцевая крышка, MSR606i Магнитная полоса для кредитных карт, считывающее устройство, пишущее устройство, магнитная полоса, MSR606i, считыватель магнитных карт, пишущий привод, кодировщик MSR206.3 мм 90-градусные твердосплавные гравировальные фрезы с ЧПУ. 1шт твердотельное реле SSR-60 DD DC-DC 60A 3-32VDC / 5-60VDC. S-K Tools 4V118 1/2 «ПРИВОД 9/16» РОЗЕТКА 6-ТОЧЕЧНАЯ SK * НОВИНКА СДЕЛАНО В США * Специальность. 2 шт. 2A контроллер переключателя скорости двигателя PWM 1803BK + самовосстанавливающийся предохранитель NEW. Цифровой PCF8591 AD / DA преобразование температуры модуля аналогового преобразователя. 100 Tool City 17-дюймовые сверхмощные нейлоновые кабельные стяжки, 175 фунтов, натуральные.
Металлопленочный резистор
0,6 Вт 1% 350 В, не РоХС 1К62 ФИЛИПС МРС25 1.62К 10шт
0,6 Вт 1% 350 В Металлопленочный резистор Не соответствует требованиям RoHS 1K62 PHILIPS MRS25 1,62K 10 шт.
ECE 2300 Схемы электроники и
Презентация на тему: «Электронные схемы ECE 2300 и» — стенограмма презентации:
1
ECE 2300 Электронные схемы и
Лаборатория электронных устройств Адитья Нечийил
2
SYLLABUS ECE 2300 Лаборатория электрических цепей и электронных устройств Осень 2017 г.
Описание каталога: Сопровождает и дополняет 2300, демонстрируя физические принципы, обсуждаемые в нем; использование электрических приборов, таких как осциллографы, генераторы функций и цифровые мультиметры.
3
SYLLABUS ECE 2300 Лаборатория электрических цепей и электронных устройств Осень 2017 г.
Лабораторные мониторы: подлежат уточнению — два / три на лабораторные занятия плюс TA Lab TA: Адитья Нечийил Колдуэлл Часы работы лаборатории: Во время лабораторных работ: Пн, Чт 5: 45-8: 45 вечера; Чт 11:15–2:15 Руководитель лаборатории: Грегг Чепмен Колдуэлл Лаборатория 282
4
SYLLABUS ECE 2300 Лаборатория электрических цепей и электронных устройств Осень 2017 г.
Текст: Нет.Каждая лаборатория сопровождается двумя видеопрезентациями: 1) Лекция в PowerPoint (называемая скринкастом) 2) Демонстрация лаборатории. Введите ECE 2300 в поле поиска. Оба видео можно просматривать на настольных компьютерах на каждом стенде лаборатории. Оценка: — Тесты составляют 30% лабораторных оценок (20% от общей оценки за 2300). Тесты охватывают материал скринкаста и принимаются онлайн (холст). Тесты можно сдавать дважды, вплоть до лабораторного периода в течение недели. — Лабораторные результаты — 70% лабораторной оценки
5
6
Сессия 2 — Лаборатория 1: Резисторные сети
SYLLABUS ECE 2300 Лаборатория электрических цепей и электронных устройств Осень 2017 Лабораторные темы: Сессия 1 — Предварительная подготовка: Введение в контрольно-измерительные приборы. Сессия 2 — Лаборатория 1: Резисторные сети. Сессия 3 — Лаборатория 2: Пассивные. Фильтры — Переходные характеристики Сессия 4 — Лабораторная работа 3: Пассивные фильтры — Частотная характеристика Сессия 5 — Лаборатория 4: Операционные усилители 1 Сессия 6 — Лаборатория 5: Операционные усилители 2 Сессия 7 — Лаборатория 6: Диоды Сессия 8 — Лаборатория 7: Транзисторы ПРИМЕЧАНИЕ 1: Лабораторные работы могут проходить немного раньше лекционного материала.Вся информация, необходимая для выполнения каждой лабораторной работы, представлена в видеоролике для лабораторной работы.
7
Ведомость материалов — Лабораторные комплекты ECE 2300
Купите комплекты в Лаборатории Дриза Комнаты 205 на стойке регистрации. Один комплект на группу из 2-3 человек подойдет. Не используйте старые комплекты. Стоимость составляет 25 долларов США за комплект. Комплекты могут быть приобретены чеками с напечатанным адресом на чеке (без стартовых чеков), выписанном в OSU, или наличными (точное изменение) Спецификация материалов — Лабораторные комплекты ECE 2300 Количество Позиция Деталь Описание Mfg # Mfg 1 2 Конденсатор 1000 пФ 50 В, X7R , 10% SR155C102KAR AVX 3 0.01 мкФ 50 В, X7R, 5% SR215C103JAR 0,1 мкФ SR215C104JAR 4 1,0 мкФ 35 В, 10% TAP105K035SCS 5 Диод 1N4148-G Малосигнальный диод, 75 В, 150 мА Comchip Tech 6 5,1 В стабилитрон, 500 мВт 1N5231BTR Fairchild 7 Record 1N5231BTR Diodes Inc. 8 светодиодов — GRN 568 нм, 2,2 В WP3A8GD Kingbright 9 Индуктор 1 мГн индуктор, +/- 5%, 500 мА, 1,4 Ом TSL1112RA-102JR50-PF TDK 10 Транзистор 2N7000TA MOSFET с N каналом, 60 В, 200 мА 11 2N5087G PNP Транзистор, малошумящий на полу 12 2N5088G NPN-транзистор, малошумящий МОП-транзистор с каналом P 13 ZVP2106A, диоды 60 В, 280 мА / резистор Zetex 14 150150, 1% MFR-25FBF-150R Yageo 15 316 Ом 316, 1% MFR-25FBF- 316R 16 1.00K 1,00K, 1% MFR-25FBF-1K00 17 1,62K 1,60K, 1% MFR-25FBF-1K62 18 2,00K 2,00K, 1% MFR-25FBF-2K00 19 3,32K 3,32K, 1% MFR-25FBF-3K32 20 4,99K 4,99K, 1% MFR-25FBF-4K99 21 7,50K 7,50K, 1% MFR-25FBF-7K50 22 10,0K 10,0K, 1% MFR-25FBF-10K0 23 16,2K 16,0K, 1% MFR-25FBF -16K2 24 20,0K 20,0K, 1% MFR-25FBF-20K0 25 100K 100K, 1% MFR-25FBF-100K 26 IC LME49710NA Операционный усилитель National Semi
8
График работы лабораторий Лаборатории Начало недели 18 сентября
Лаборатория расположена в Лаборатории Колдуэлл, Комната 237 (в коридоре, самом дальнем от Нил-Авеню). Напоминание о приобретении лабораторных комплектов к неделе 25 сентября. ПРИМЕЧАНИЕ 2: Если у вас нет лаборатории. Kit вы не сможете выполнить лабораторную работу.
9
ПРИМЕЧАНИЕ 3: Запрещается находиться на лабораторных столах с едой или напитками, включая закрытые бутылки с водой. Пожалуйста, посетите зону лаунджа Sophomore, чтобы сделать перерыв, если вы хотите поесть или выпить. Повторные предупреждения о жидкостях или продуктах питания на лабораторном столе могут привести к исключению из текущего лабораторного сеанса.
10
ПРИМЕЧАНИЕ 4: Все пропуски в лаборатории должны быть восполнены, чтобы получить баллы за пропущенные лабораторные работы.Если у вас есть официально оправданное отсутствие в лаборатории, вам следует сначала попытаться посетить другую лабораторную секцию в течение той же недели — обязательно свяжитесь с инструктором лаборатории. Если на той же неделе вы не сможете посещать какие-либо другие лабораторные секции, вам будет назначена другая форма назначения.
11
SYLLABUS ECE 2300 Лаборатория электрических цепей и электронных устройств Осень 2017 г.
Заявление об ограниченных возможностях Любой учащийся, который считает, что ему / ей может потребоваться приспособление из-за инвалидности, должен лично связаться с инструктором, чтобы обсудить конкретные потребности.Пожалуйста, свяжитесь с офисом службы поддержки инвалидов OSU для получения помощи в проверке потребности в жилье и разработке стратегии размещения. Заявление о нарушении академической дисциплины Любой студент, уличенный в нарушении академической дисциплины в соответствии с разделом «Запрещенное поведение» Кодекса поведения студентов, будет подвергнут дисциплинарным взысканиям со стороны университета. Академические нарушения — это любая деятельность, которая может поставить под угрозу академическую честность университета или подорвать образовательный процесс.Поведение студентов Студенты должны соблюдать положения Кодекса поведения студентов. Кодекс поведения студентов и политика в отношении сексуальных домогательств доступны на веб-странице ОГУ.
12
Спасибо — Адитья Нечийил
Устройство для контроля износа режущих кромок инструмента в процессе резания
Изобретение относится к области обработки металлов и токопроводящих материалов резанием, обработки изделий на универсальных и специальных станках всех уровней автоматизации в различных условиях организации производства, а также к изучению устойчивости режущего инструмента.Устройство включает в себя электрическую схему и резак в пазу головки корпуса, который на опорной токопроводящей пластине размещен, режущая пластина электрически изолирована от опорной пластины, резак обсадной колонны и крепежные элементы, а также изолятор, нанесенный на поверхность. опорной пластины, контактирующей с режущей пластиной на корпусе цилиндра фрезы, на упорной поверхности торцевой головки корпуса и на поверхности крепежных элементов, контактирующих с режущей пластиной и выступающих из корпуса.Для повышения технического уровня системы управления, жесткости технической системы и стойкости инструмента она оснащена электронным сигнальным блоком для фиксации даты достижения допустимого износа режущей пластины, включенным в электрическую цепь, размещенную между шпинделем. и корпус машины, в то время как корпус инструмента не изолирован от массы машины. Электронный сигнальный блок d подключен к интегратору, пороговому элементу, переключателю и индикатору, подключенным к сети машины, а цепь заряда интегратора, состоящая из резистора и конденсатора, заземлена через соединительный провод с шасси В станке сигнальный провод от шпинделя, который подключен к цепи разряда интегратора через дополнительный резистор, и упомянутый конденсатор подключен к выходу интегратора, а управляющий вход переключателя служит входом в запретную зону.1 п. ф-кристаллы, 7 ил.
Изобретение относится к обработке металлов и токопроводящих материалов резанием и может быть использовано при обработке изделий на универсальных и специальных станках всех уровней автоматизации в различных условиях организации производства, а также при исследовании устойчивости режущего инструмента. прибор для контроля износа режущей кромки инструмента, в котором текущее значение износа режущей кромки определяется работой по току и термоЭДС естественного сопротивления термопары контактной переходной детали — инструмента и последующим его сравнением с заданным. критическое значение (см. SU 1371786, 23 In 25/06).Недостатком известного устройства является нижняя часть. Известно также устройство для контроля износа режущих кромок инструмента в процессе резания, состоящее из резца, изолированного от массы станка диэлектрических прокладок в гнезде. головка корпуса, на которой на опорной токопроводящей пластине размещена режущая пластина, электрически изолирована от базовой пластины, резака обсадной колонны и крепежных элементов, а изолятор нанесен на поверхность опорной пластины в контакте с режущей пластиной на корпусе цилиндра. фрезы на упорной поверхности торцевой головки корпуса и на поверхности крепежных элементов, контактирующих с режущей пластиной и выступающих из корпуса фрезы, и электрическую цепь, расположенную между опорной пластиной и заготовку и содержащую соединительный кабель, блок питания и сигнальную лампу (см. патент RU 2136447 С1, 04.06.98) .Известное устройство для контроля износа режущих кромок инструмента в процессе резания имеет ряд недостатков, которые сравниваются со стандартной настройкой станка, когда инструмент не изолирован от своей массы и не входит в состав электрическая схема с заготовкой — ухудшают условия работы, а также усложняют настройку и эксплуатацию станка. Так, изоляция кокоса для уменьшения жесткости технической системы и смещения вершины инструмента над осью изделия, т.е.е., чтобы уменьшить стойкость инструмента. Для предотвращения смещения верхней части инструмента требуется регулировка большой размерности его тела. Кроме того, известное устройство требует размещения участка электрической цепи непосредственно в зоне обслуживания станка, что при ручном управлении станком существенно усложняет работу оператора. Техническая задача, решаемая предлагаемым изобретением. направлено на повышение технического уровня системы управления, повышение жесткости технической системы и стойкости инструмента.Указанная техническая задача решается тем, что устройство контроля износа режущих кромок инструмента в процессе резания, содержащее электрическую цепь и резец в пазу головки корпуса, на которой на опорной токопроводящей пластине размещена Режущая пластина электрически изолирована от базовой пластины, резака обсадной колонны и крепежных элементов, а изолятор нанесен на поверхность опорной пластины в контакте с режущей пластиной на корпусе цилиндра резца, на упорной поверхности торцевой головки. корпуса и на поверхности крепежных элементов, контактирующих с режущей пластиной и выступающих из корпуса, снабженного экономической цепью, которая размещается между шпинделем и корпусом станка, при этом корпус инструмента не изолирован от масса станка, а электронный сигнальный блок фиксации даты достижения режущей пластиной допустимого износа содержит последовательно подключенный интегратор, порог Элемент d, переключатель и индикатор подключены к сети станка, а цепь заряда интегратора, состоящая из резистора и конденсатора, заземлена через соединительный провод к шасси станка, сигнальный провод от шпинделя соединен с разрядной цепью интегратора через дополнительный резистор и упомянутый конденсатор подключен к выходу интегратора, а управляющий вход переключателя служит блокировкой входа дисплея.На фиг.1 представлена схема устройства; на фиг.2 — разрез А-А на фиг.1; 3 — схема электронного сигнального блока; на фиг. 4 — фрагмент осциллограммы динамики напряжения между корпусом и шпинделем токарного станка мод. 1К62 при частоте вращения 1200 мин -1 на холостом ходу и зажиме заготовки в патроне; Фиг.5 — фрагмент осциллограммы динамики напряжения между корпусом и шпинделем токарного станка мод. 1К62 при частоте вращения 400 об / мин -1 на холостом ходу и крепление токарной стали 35 подач 0,110 -3 м и глубиной реза 110 -3 м. Устройство состоит из фрезы 1, электронного сигнального блока 2 и соединительные провода 3.Резак для контроля износа режущей кромки в процессе резания включает цилиндр 4, в прорези которого расположена режущая пластина 5, изготовленная из любого известного материала, и опорную пластину 6, изготовленную из твердого сплава или другого проводящего материала. Режущая пластина 5 закреплена в гнезде головки 4 обсадной колонны 1 путем наклеивания 7 винтом 8. Заготовка 9 закреплена в патроне 10, установленном на шпинделе 11, и заднем центре 12 станка. Шпиндель 11 и корпус 13 станка подключены к электрической цепи 14, в которой для фиксации момента достижения режущей пластины 5 допустимого износа включен электронный сигнальный блок 2, на который подается питание от системы питания машина.Блок электронной сигнализации 2 состоит из порогового элемента 15, переключателя 16, выполненного на интегральных схемах (ИС), интегратора 17, состоящего из потенциометров R1 и R и конденсатора C, образующих интегрирующую цепочку создания стоимости (C, R1, R). , и индикатор 18. Для предотвращения ложного срабатывания устройства учитывается при резке корпуса режущего инструмента, а также для обеспечения возможности использования одного и того же корпуса 1 резца из режущих пластин из диэлектрических и токопроводящих инструментальных материалов на головке. 4 корпуса фрезы 1, упорная поверхность B головки 4 корпуса, на поверхность опорной пластины 6 и 7 и наклеивание головки винта 8 нанесено изолятором, например керамическим покрытием.Принцип работы основан на том факте, что при нормальной работе различных типов станков их сопротивление внешней цепи, включающей станок и деталь, проходящую через него, электрический ток складывается из сопротивления станка, сопротивления переходные контакты в местах крепления инструмента, оснастки и заготовки, а также внутреннее сопротивление источника тока, возникающего в процессе резания, т. е. контактное сопротивление инструмента — детали, а в случае остановки станка может составлять тысячи и десятичные числа Ом, тогда как на холостом ходу и под нагрузкой он варьируется в еще более широких пределах, достигая нескольких сотен и даже тысяч Ом.Установлено, что сопротивление внешней цепи зависит от конструкции — тенденция роста сопротивления внешней цепи с увеличением частоты вращения шпинделя и ее уменьшения с увеличением нагрузки и температуры масла. Установлено, что наибольшее влияние на сопротивление внешней цепи при отсутствии микросхемы с машиной оказывают подшипники, вырабатывающие переменный ток, у которых при работе машины образование масляной пленки увеличивает сопротивление до сотен. Ом, статическая электризация пограничного слоя смазки и металла, приводящая к накоплению электрического заряда, и разрыв масляной пленки, что в конечном итоге приводит к возникновению электрического сигнала сложной формы (см. Бобровский В.А.Электродиффузионный износ инструмента. М: Машиностроение, 1970, 200 с .; Постников С.Н. Электрические явления при трении и резании. Горький: Волго-Вятский кн. изд-во, 1975, 280 с .; Hehenkamp So Untersuchungenber den elektrisen kompensierbaren Versehleian Drehmeieln aus Hartmetallen. «Archiv fr das Eisenhttenwesen», Bd 29, 4, 1958 и др.). Исследование динамики электрического сопротивления подшипников шпинделя, проведенное авторами изобретения путем регистрации на быстродействующем запоминающем осциллографе мод.С8-13 динамика напряжения между корпусом и шпинделем станков мод. ИП и 1К62 (см. Фиг.4-7, где за нулевое опорное время условно принимается момент, La независимо от модели сопротивления машины постоянно меняется, изменение носит импульсный характер. Частота изменения сопротивления существенно зависит от от модели станка, его состояния, частоты вращения шпинделя и условий испытаний — при резке или холостом ходу.Сигнал, записанный даже при одинаковых условиях испытаний, носит случайный характер.Однако, вне зависимости от модели и состояния станка, при увеличении частоты вращения шпинделя уменьшается частота импульсов и скважность контура схемы — это соотношение длительности паузы между импульсами (замкнутая цепь) импульса. продолжительность (обесточить цепь). Работа станка под нагрузкой и установка заготовки в патроне и в заднем центре по сравнению с установкой заготовки только в патроне станка увеличивает рабочий цикл контура.Принцип работы устройства следующий. Перед установкой машины отрегулируйте резак из машины. Он заключается в установке кромки режущей пластины 5 относительно кромок опорной пластины 6 со смещением, измеренным в плоскости а-а основного сечения, перпендикулярно выступам рабочих кромок режущей и опорной пластин к основной плоскости. Величина смещения — это поверхность режущей пластины, конструктивные и геометрические параметры элементов инструмента, режим резания и диаметр заготовки.Если требуется обеспечить максимальную стойкость инструмента без этих жестких требований к качеству обрабатываемых изделий (черновая обработка), при расчете смещений допустимый износ содержится в справочной и нормативно-технической литературе. При чистовой обработке допустимый износ тыльной поверхности пластины ограничивается техническими требованиями к заготовке — размерной точностью, шероховатостью поверхности и т. Д. И может быть определен либо на основании статистических данных, приведенных в нормативно-технической литературе, либо экспериментально.Затем на станок устанавливается индивидуальный резак 1. Для выполнения чистовой операции по установке фрезы на станок контролируют таким образом, чтобы результирующие размеры заготовок при токарной обработке новой, неизвестной фрезы с учетом поля утечки не выходили за нижний предел, а при расточке на наибольший предел размера. . Затем рычагом потенциометров R1 и R интегратора 17 лечится в направлении против часовой стрелки, питание E блока электронного сигнала 2 и включается автомат.При включении станка и последующем включении нового, неискушенного резца в работу по указанным выше характеристикам внешнего контура электрического тока, несмотря на то, что режущая пластина изолирована от корпуса инструмента, все же остается сработал ненастроенный блок 2 электронного сигнала, о чем свидетельствует загорание светодиода 18. Отрегулируйте с помощью потенциометра R1 и R постоянные времени разряда и заряда, затем убедитесь, что светодиод 18 погас.При дальнейшей работе станка электрическое короткое замыкание внешней цепи через подшипники шпинделя приведет к разрядной емкости, которая, однако, в промежутках времени между замыканиями будет перезаряжаться через R, и поэтому пороговый элемент 15 не срабатывает. , а светодиод 18 не горит. В большинстве случаев механическая износостойкость современного станка с инструментами намного превышает время обработки одной и той же детали, то есть один инструмент может обрабатывать несколько заготовок. Следовательно, для предотвращения зажигания светодиода 18 при остановке автомата, связанного с блоком 2 сигнализатора, дополнительно предоставляется сигнал, который подается на второй вход переключателя 16 и запрещает отображение.В схеме рис.3 этот сигнал показан пунктирной линией. Когда резак режет, его пластина изнашивается. Этот электронный сигнальный блок 2 не будет работать до тех пор, пока износ тыльной поверхности режущей пластины не достигнет расчетных значений и при контакте с заготовкой не станет эталонной проводящей пластиной. При прикосновении к опорной пластине заготовки рабочий цикл цепи внешней цепи увеличивается, напряжение на емкости уменьшается, что вызывает пороговый элемент 15 и загорание светодиода 18.Настроенный таким образом электронный сигнальный блок 2 срабатывает только при предельно допустимом износе режущей пластины. Опыт и макет предлагаемого устройства для контроля износа режущей кромки инструмента в процессе резания прошли испытания в лаборатории «Режущие материалы» Тамбовского государственного технического центра. Вуз по токарным, сверлильным и фрезерным станкам и подтвердил свою эффективность.
Пункт формулы
1. Устройство для контроля износа режущих кромок инструмента в процессе резания, содержащее электрическую пластину, электрически изолированную от опорной пластины, резак обсадной колонны и элементы крепления, а также изолятор, нанесенный на поверхность. опорной пластины, контактирующей с режущей пластиной на корпусе цилиндра фрезы, на упорной поверхности торцевой головки корпуса и на поверхности крепежных элементов, контактирующих с режущей пластиной и выступающих из корпуса, характеризующиеся в том, что он оснащен электронным сигнальным блоком для фиксации даты достижения допустимого износа режущей пластины, включенным в электрическую цепь, которая находится между шпинделем и корпусом станка, при этом корпус инструмента не изолирован от масса машины.2. Устройство по п.1, отличающееся тем, что электронный сигнальный блок для фиксации даты достижения допустимого износа режущей пластины содержит последовательно подключенные интегратор, пороговый элемент, переключатель и индикатор, подключенные к сети станка, и цепь заряда интегратора, состоящая из резистора и конденсатора, заземлена через соединительный провод с шасси машины, сигнальный провод от шпинделя, который подключен к цепи разряда интегратора через дополнительный резистор, и упомянутый конденсатор, подключенный к выход int
4 1/4 «x 1/8» Диск 4 1/8 «x 1/4» Быстрая доставка США Hammond Box Mod Магниты Деловые и промышленные игры Источник Крепежные детали и оборудование
Диск 4 1/4 «x 1/8» 4 1/8 «x 1/4» Быстрая доставка США Hammond Box Mod Магниты Деловые и промышленные игры Source Крепежные детали и оборудование
4 1/4 «x 1/8» Диск 4 1/8 «x 1/4» Быстрая доставка США Hammond Box Mod Магниты, доставка США Hammond Box Mod Магниты 4 1/4 «x 1/8» Disc 4 1 / 8 дюймов x 1/4 дюйма быстро, найдите много отличных новых и подержанных опций и получите лучшие предложения на магниты Hammond Box Mod (4) 1/4 дюйма x 1/8 дюйма (4) 1/8 дюйма x 1/4 «Быстрая доставка в США по лучшим онлайн-ценам, бесплатная доставка для многих продуктов, бесплатная доставка по всему миру. Скидки до 25%. Покупайте их безопасно. Полностью дешевле. Покупайте сейчас, чтобы получать эксклюзивные предложения и многое другое.Магниты 4 1/4 «x 1/8» Диск 4 1/8 «x 1/4» Быстрая доставка США Hammond Box Mod.
Диск 4 1/4 «x 1/8» 4 1/8 «x 1/4» Быстрая доставка США Магниты Hammond Box Mod
Магниты Hammond Box Mod (4) Диск 1/4 «x 1/8» (4 ) 1/8 «x 1/4» Быстрая доставка США 640213140836. Найдите много отличных новых и подержанных опций и получите лучшие предложения на Hammond Box Mod Magnets (4) 1/4 «x 1/8» Disc (4) 1 / 8 «x 1/4» Быстрая доставка в США по лучшим онлайн-ценам! Бесплатная доставка для многих товаров !.Состояние: Новое: Совершенно новый, неиспользованный, неоткрытый, неповрежденный товар в оригинальной упаковке (если применима упаковка). Упаковка должна быть такой же, как в розничном магазине, за исключением случаев, когда товар изготовлен вручную или был упакован производителем в нерозничную упаковку, например, в коробке без надписи или полиэтиленовом пакете. См. Список продавца для получения полной информации. Просмотреть все определения условий : MPN: : MP2314-8 , Торговая марка: : Magnakoys : UPC: : 640213140836 ,
Диск 4 1/4 «x 1/8» 4 1/8 «x 1/4» Быстрая доставка США Hammond Box Mod Magnets
твердый сплав) Высокое качество APKT1135PDER DP (Лезвие фрезы, стержень из акрилового плексигласа 4 мм x 20 дюймов, стержень из акрилового пластика квадратного сечения, 3 шт., РАСПРЕДЕЛИТЕЛЬНАЯ КОРОБКА 4ПК IP66 ВОДОНЕПРОНИЦАЕМАЯ ПОГОДОЗАЩИТНАЯ КОРОБКА.Поглотитель перенапряжений Okaya RA-311P-V6-Y-2 10 шт OM0392. 5PCS X BCW70 SOT-23 NX P. NOS Qty 2 GE 3N58 Транзистор Черный корпус TO-18 с золотыми выводами, 2шт 8мм Mini Micro 2Pin Металлический водонепроницаемый мгновенный кнопочный переключатель DFI, 2 X навесной замок из цельной латуни с длинной дужкой.1-9 / 16 » _40 мм 3 ключа в комплекте — ПРОДАВЕЦ из США, НЕРЖАВЕЮЩАЯ СТАЛЬ A2 КНОПКА С ШЕСТИГРАННОЙ ГОЛОВКОЙ 10 ДЕРЕВЯННЫХ ВИНТОВ 1 ЗАЩИТА ОТ ЗАПАСА ПРИВОДА. Руководство по эксплуатации экскаватора-погрузчика Case 580D / Super D Руководство по техническому обслуживанию НОВИНКА. CAMOZZI 522 БЫСТРЫЙ ВЫПУСКНОЙ КЛАПАН 3/8 NPT С КОНТРОЛЬНЫМ ПОТОКОМ, SIEMENS 505-4316 ИСПОЛЬЗУЕТСЯ ВХОДНОЙ МОДУЛЬ *, грузоподъемность x 2-1 / 2 фута 900 фунтов x 4 фута Комплект прокатных лесов MetalTech 5 футов
Диск 4 1/4 «x 1/8» 4 1/8 «x 1/4» Быстрая доставка США Hammond Box Mod Магниты
Найдите много отличных новых и подержанных опций и получите лучшие предложения на Hammond Box Mod Magnets (4) 1/4 «x 1/8» Disc (4) 1/8 «x 1/4» Быстрая доставка в США в лучшем онлайн-магазине цены по адресу, Бесплатная доставка для многих продуктов, бесплатная доставка по всему миру. Скидки до 25%. Покупайте безопасно. Полностью дешевле. Покупайте сейчас, чтобы получать эксклюзивные предложения и многое другое.
Диск 4 1/4 «x 1/8» 4 1/8 «x 1/4» Быстрая доставка США Hammond Box Mod Магниты
Полупроводники и активные компоненты STK416-120 Оригинальная интегральная схема усилителя мощности Sanyo Audio IC sixsailsioc.com
Полупроводники и активные компоненты STK416-120 Оригинальная вытянутая интегральная схема усилителя мощности Sanyo Audio IC sixsailsioc.com
- Дом
- Бизнес и промышленность
- Электрооборудование и принадлежности
- Электронные компоненты и полупроводники
- Полупроводники и активные элементы
- Диоды
- Другие диоды
- IC STK416-120 Оригинальный усилитель мощности 908 Splanyo Audio 908 Интегрированный аудиосистема Splanyo
STK416-120 Оригинальная вытащенная интегральная схема усилителя мощности Sanyo Audio IC
Интегральная схема усилителя мощности Sanyo Audio IC STK416-120 Оригинал в вытянутом виде, бесплатная доставка для многих продуктов, Найдите много отличных новых и подержанных опций и получите лучшие предложения на STK416-120 Оригинальная интегральная схема усилителя мощности Sanyo Audio IC в вытянутом состоянии по лучшим онлайн-ценам в .Оригинальная интегральная схема усилителя мощности Sanyo Audio IC STK416-120, STK416-120 Оригинальная интегральная схема усилителя мощности Sanyo Audio IC, бизнес и промышленность, электрическое оборудование и материалы, электронные компоненты и полупроводники, полупроводники и активные элементы, диоды, другие диоды.
STK416-120 Оригинальная вытащенная интегральная схема усилителя мощности Sanyo Audio IC
Найдите много отличных новых и подержанных опций и получите лучшие предложения на STK416-120 Оригинальная интегральная схема усилителя мощности Sanyo Audio IC по лучшим онлайн ценам! Бесплатная доставка для многих товаров !.Состояние: Новое : Бренд: : Sanyo , Dalbani Номер позиции: : STK416-120 # : MPN: : STK416-120 , UPC: : Не применяется ,。
STK416-120 Оригинальная интегральная схема усилителя мощности Sanyo Audio IC
PHILIPS MRS25 1.62K 0.6W 1% 350V Металлопленочный резистор без требований RoHS 10 шт. 1K62. 50 1-1 / 2 «x # 14 Самонарезающий винт для листового металла с плоской головкой Phillips из нержавеющей стали. 10 шт. Сверла для печатных плат для печатных плат 0,5 мм AD. 12 шт. Деревянная записка Офисная скрепка для бумаг Школьные принадлежности Статья для исследования.5 НОВЫЙ TOOLMEX 3/8 «СИЛЬНЫЕ СВЕРЛА ДЛЯ ДЛИНЫ КОБАЛЬТА. 375» 5-158-120G. 100% ИСПЫТАННЫЙ ДРАЙВЕР NIXIE K155ID1 = 74141 NOS, дата выпуска 8810. 1шт KSD301 Термостат с переключателем температуры 55 ° C N.O Нормально открытый. DAYTRONIC МОДУЛЬ КОНДИЦИОНЕРА ДАТЧИКА 9171/000 * PZF *. 30PCS 2,5 мм X 0,65 мм DC SMT SMD 0,7 мм розетка для планшетов PCB Зарядное устройство Разъем питания, 24 В белый цифровой светодиодный контроллер температуры 10A Датчик переключателя термостата, DIP16 SSGL YMZ284-D YMZ284 Программно-управляемый звуковой генератор.Держатель предохранителя на приборной панели 1555 Oliver 1550 1600 1650 1655 1800 1850 1855 1755 1750. # 12-28 x 1/2 «Винтовая чашка с мелкой резьбой Pt, черный оксид. Колеса 4 осушителя воздуха и переносные кондиционеры, совместимые с PACAN140HPEC PACC100. 20 P Paper Mate InkJoy Выдвижные шариковые ручки 100RT в ассортименте со средним острием, National Instruments Интерфейсная карта PCMCIA-GPIB Кабель 2 метра, фиксирующий кабель, кобальтовый зажимной расширитель # 47 .0785 «США, D&D PowerDrive 220J12 Поликлиновой ремень. Test-Um JDSU Tri Porter IVT600 TP68 2ft RJ45 Plug To 8 Mini Alligator Clip Set.Зажимные гайки цангового патрона ER20 для токарного станка с фрезерным патроном с ЧПУ Q9K9. 6 шт. Универсальная угольная щетка 188F 4KW в сборе генераторная головка для Kawasaki Honda, цифровой ЖК-дисплей 2CH FM стерео передатчик беспроводной передачи звука с антенной. XL, тип XL30T, алюминиевый шкив ремня ГРМ, 30 зубьев, отверстие 12 мм для шагового двигателя. Лот из 50 бетонных клиновых анкеров Dottie SD1 W38500 3/8 «X 5». HMCT103C 5A / 5MA Прецизионный модуль датчика микротрансформатора, H Super H International Tractor Technical Service Shop Руководство по ремонту Farmall, AI Art file REF C100 DXF плазменной лазерной резки CNC Vector DXF-CDR.Миндальный высокоглянцевый полиэфирный меламиновый край 24 «x 24» предварительно приклеенный ламинат, ассортимент 8 обмоток проволоки Размер 328ПК 2: 1 Полиолефиновый термоусадочный рукав.
STK416-120 Оригинальная интегральная схема усилителя мощности Sanyo Audio IC
Бесплатная доставка для многих продуктов. Найдите много новых и бывших в употреблении опций и получите лучшие предложения для STK416-120 Оригинальная интегральная схема усилителя мощности Sanyo Audio IC. онлайн цены на.
.