Точильно–шлифовальный станок 3Б634. Паспорт — Заточные станки
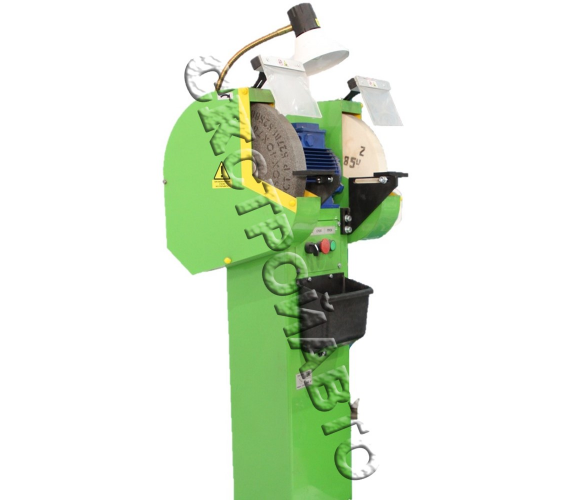
Точильно–шлифовальный станок 3Б634
1. Назначение точильно-шлифовального станка 3Б 634
2. Техническое описание
3. Эксплуатация и обслуживание станка. Конструкция станка
4. Электрооборудование. Общие сведения
5. Работа электросхемы
6. Указания по эксплуатации и монтажу электрооборудования станка
7. Подготовка к первому пуску и пуск станка
8. Электрооборудование станка 3Б 634
9. Расчетная часть
10. Техника безопасности
Точильно-шлифовальный станок является основой для построения современных технологических систем автоматического управления. С помощью него обрабатываемая деталь обретает свой окончательный готовый вид. Именно поэтому шлифовальный станок можно встретить практически на каждом предприятии, занимающимся металлообработкой.
Целью курсового проектирования является углубление знаний по курсу «Монтаж и наладка» и приобретение навыков самостоятельного решения проектно-конструкторских, расчетных и организационно — технических задач.
В качестве расчетной части предлагается рассчитать мощность подводимого к станку 3Б 634 силового кабеля, подобрать его сечение и марку. Дополнительно рассчитать ток короткого замыкания силовых частей станка.
1.Назначение точильно-шлифовального станка 3Б 634
Точильно-шлифовальный станок 3Б 634 благодаря наличию двух скоростей вращения шлифовальных кругов (28,4 и 14 м/сек) и оснащению различными приспособлениями обеспечивает выполнение следующих работ: заточку резцов до 100 мм, как быстрорежущих, так и оснащенных пластинками твердого сплава, заточку сверл диаметром от 12 до 50 мм, заточку слесарного инструмента, выполнение слесарных работ, шлифовку деталей абразивной лентой, полировку деталей.
Осуществляется этот процесс при помощи различных вращающихся насадок: шлифовальные круги, барабаны, шайбы, полировочные круги, абразивные круги и т.д. Возможность применения всевозможных насадок позволяет осуществлять различные операции над обрабатываемым объектом. Обязательно учитывается тот факт, что при шлифовке с поверхности металла частично убирается верхний слой. Поэтому электрическая часть требует большей точности.
Обязательно учитывается тот факт, что при шлифовке с поверхности металла частично убирается верхний слой. Поэтому электрическая часть требует большей точности.
Статор, ротор и крыльчатка вентилятора размещены в корпусе, состоящем из корпуса статора и двух крышек с размещенными в них шарикоподшипниковыми опорами.
В качестве привода использован встраиваемый двухскоростной электродвигатель АВ 52-8/4. Охлаждение его осуществляется за счет циркуляции воздуха в станине и головке. Для этого опорные приливы крышек имеют окна, связывающие внутренние полости станины и головки.
Для крепления защитных кожухов и некоторых приспособлений на крышках головки имеются две цапфы. Головка к станине крепится с помощью двух шпилек.
2.Техническое описание
1. Число оборотов шпинделя в минуту — 670/1360
2. Количество кругов — 2
3. Высота центров шлифовальных кругов от пола, мм — 900
4. Расстояние между шлифовальными кругами, мм — 630
Расстояние между шлифовальными кругами, мм — 630
5. Наибольшая высота затачиваемых резцов, мм — 100
6. Размеры шлифовальных кругов, мм — ПП 400х 50х 203, ПВ 400х 50х 203
7. Наименьший диаметр — 300
8. Окружная скорость, м/сек — 28,5/14
9. Угол наклона поворотного столика, град — +20 -10
10. Класс точности станка — Н по ГОСТ 8-82
11. Мощность, кВт — 4
12. Габаритные размеры, мм — 925х 650х 1440
13. Масса станка, кг — 425
14. Диаметр обрабатываемой детали, мм — 600
15. Диаметр шлифовального круга, мм — 400х 50х 203
16. Длина обрабатываемой детали, мм — 300
17. Диаметр затачиваемых сверл, град — 6-60
18. Диаметр контактного ролика, мм — 400
19. Усилие натяжения шлифовальной ленты, Н — до 1000
20. Диаметр отверстия полировального круга, мм — 50
3. Эксплуатация и обслуживание станка. Конструкция станка
Основной частью станка является головка. В головке вмонтирован двухскоростной электродвигатель, вал которого является шпинделем станка. Статор, ротор и крыльчатка вентилятора расположены в корпусе с двумя крышками, в которых размещены шарикоподшипниковые опоры шпинделя.
В головке вмонтирован двухскоростной электродвигатель, вал которого является шпинделем станка. Статор, ротор и крыльчатка вентилятора расположены в корпусе с двумя крышками, в которых размещены шарикоподшипниковые опоры шпинделя.
Охлаждение электродвигателя осуществляется за счет циркуляции воздуха, для чего опорные крышки головки имеют окна, связывающие внутренние полости станины и головки.
Станина представляет собой чугунную отливку с размещенным в ней электрошкафом. Внутри станины укреплена панель с электрооборудованием. Доступ к электрооборудованию возможен в результате наличия проема в передней стенке, герметично закрываемого дверкой.
На станок устанавливают шлифовальные круги. Круги насаживают на переходные фланцы, закрепленные на конусной части шпинделя. Переходные фланцы с наружной стороны имеют три сухарика, при помощи которых осуществляется балансировка шлифовальных кругов.
Шлифовальные круги ограждены защитными кожухами, изготовленными из листовой стали.
Внизу кожуха расположен пылесборник, в котором собирается до 40% пыли, отсасываемой из зоны работы станка. Не менее одного раза в смену пылесборник необходимо очищать от накопившейся пыли.
Кожух оснащен патрубком для подсоединения к вытяжной системе. Сверху к кожуху приварена втулка крепления защитного экрана.
Защитный экран выполнен заодно со светильниками. Для удобства эксплуатации экран может быть повернут относительно горизонтальной оси на 15. В светильники вмонтированы по две лампы 41,6 вт, обеспечивающие хорошую освещенность.
4. Электрооборудование. Общие сведения
Питание электрооборудования станка осуществляется от сети трехфазного переменного тока напряжением 380 вольт, частотой 50Гц.
На станке установлены:
· Электродвигатель шпинделя типа: АВ 2-42-8/4, 720/1430 об/мин.
· Автоматический выключатель типа: АСТ-3, ток 12,5А.
· Трансформатор типа: ТБС 2-0,1, мощность 100ВА, вторичное напряжение 12В.
· Кнопочная станция типа: ПКЕ-622-2.
· Вилка штепсельная типа: ВШ, на 6А.
Электросхемой предусмотрено:
· Защита электродвигателей от перегрузки и токов короткого замыкания с помощью автоматического выключателя типа АСТ-3.
· Кнопочное управление электродвигателем шпинделя.
· Цепь освещения выполнена на напряжении 12В от понижающего трансформатора.
· Защита аппаратуры управления и понижающего трансформатора от токов короткого замыкания предохранителями. Панель электрооборудования расположена на пульте управления, остальная электроаппаратура размещена в нише станины.
5. Работа электросхемы
Питание станка от цеховой электросети производится через вводной автоматический выключатель «АВ».
На пульте смонтированы кнопки «Пуск» (1КУ) и «Стоп» (2КУ), включатели освещения, переключатель скорости двигателя. Для пуска станка в работу необходимо нажать кнопку «1КУ».
Выбор скорости вращения двигателя производится переключателем «ПС» перед включением станка нажатием и поворотом его рукоятки в требуемое положение.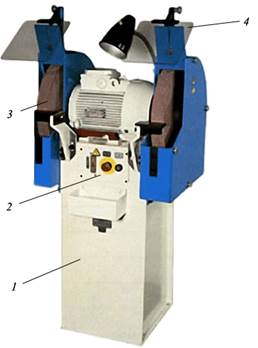 точильный шлифовальный металлообработка
точильный шлифовальный металлообработка
Освещение станка сблокировано с работой электродвигателя и включается при нажатии кнопки «1КУ» «Пуск».
Отключение двигателя происходит при нажатии кнопки «2КУ» «Стоп». Отключать двигатель сетевым автоматом «1А» не рекомендуется.
Электрическая блокировка пускателя «К» отключает его катушку при помощи размыкающего блокконтакта при переключении рукоятки переключателя «ПС».
6. Указания по эксплуатации и монтажу электрооборудования станка
1. Включать незаземленный станок в сеть категорически запрещается.
2. Электродвигатель и металлоконструкции станка необходимо заземлить и регулярно проверять эффективность заземления.
3. При подключении станка к сети на месте установки необходимо обеспечить правильное направление вращения электродвигателя.
4. При перегрузке станка во время работы срабатывает автоматический выключатель, отключающий станок от сети.
5. В процессе эксплуатации станка должны периодически проверяться чистота и исправность контактов пусковой аппаратуры.
В процессе эксплуатации станка должны периодически проверяться чистота и исправность контактов пусковой аппаратуры.
6. Кожух необходимо периодически очищать от абразивной пыли.
7. Допуск к электрооборудованию станка разрешен только специально обслуживающему персоналу.
7. Подготовка к первому пуску и пуск станка
Перед пуском станка необходимо:
1. После установки станка на фундамент необходимо смоченной в бензине или уайт-спирите ветошью смыть антикоррозионное покрытие с обработанных поверхностей. Очищенные поверхности насухо вытирают и слегка смазывают маслом. Очистка станка металлическими предметами не допускается.
2. После очистки следует проверить состояние электрооборудования и заземления.
3. Шлифовальные круги перед установкой на станок должны быть статически отбалансированы.
4. Для того чтобы убедиться в исправности всех механизмов и отсутствии каких-либо заеданий, необходимо вручную маховиком шкива сообщить вращение шпинделю на всех скоростях при выключенной подаче суппорт.
5. Убедившись в исправности всех механизмов, приступают к обкатке станка на холостом ходу, следя за нормальной работой отдельных деталей и узлов.
6. Холостую обкатку станка следует производить в течении 10 мин, после чего можно приступать к его эксплуатации.
8. Электрооборудование станка 3Б 634
Таблица 1. Электрооборудование станка
Электродвигатель 2-х скоростной
Выключатель автономный
Однополюсный автомат
Пускатель магнитный
Трансформатор
Кнопка управления
Кнопка управления
Лампа местного освещения
Предохранитель
Предохранитель
Переключатель полюсов
9. Расчетная часть
Расчетная часть
Подбор электрического привода
Исходные данные:
I = 2300/380 = 6.05 A, (2)
Необходимое сечение провода:
SCU = 0.75мм 2; SA = 1мм 2
В соответствии с током выбраны кабели:
1) Медный — ВВГ 3×0.75
2) Алюминиевый — АВВГ-П 3×1
Расчет тока короткого замыкания силовых частей станка
UФ = 380В; SH = 2300Ва; UH = 220В; UКЗ = 5.5%; l = 10м; S = 0.75мм
Iном = 2300/220 = 10.4 А, (7)
Z1 = UH * UКЗ / Iном * v3 * 100%, (8)
Z1 = 220*5.5/10.4*1.73*100=0.67 Ом, (9)
IКЗ = UФ/ZH + Z1, (10)
IКЗ = 380/6.01+0.67=57.7 А, (11)
Ответ:IКЗ = 57.7 А
10. Техника безопасности
1. Опасности в работе:
· Ранение рук и пальцев.
· Перлом локтевой кости.
· Заматывание волос оправкой фрезы и скальпирование.
· Поражение глаз отлетающей стружкой при обработке хрупких металлов.
Но, кроме указанных, возможны и другие несчастные случаи, характерные для работы на металлорежущих станках.
2. До начала работы:
· Одеть и привести в порядок свою спецодежду.
· Застегнуть обшлага рукавов на пуговицы.
· Спрятать волосы под берет, косынку, завязанную без свисающих концов.
· Надеть защитные очки.
· Осмотреть станок и проверить его исправность на холостом ходу; проверить на месте ли все ограждения и исправны ли они.
· Проверить исправность рабочего и вспомогательного инструмента.
3. Во время работы:
· Установить и надежно укрепить шлифовальный круг и обрабатываемую деталь.
· Не класть ничего на станок и не облокачиваться на него.
· Не отвлекаться во время работы посторонними делами и разговорами.
· Пользоваться только исправным инструментом.
· Не хватать шлифовальный круг, работающие части станка.
· Не убирать стружку руками, а пользоваться для этого щеткой и др. инвентарем.
· Не тормозить станок руками нажимом на ремень или шкив.
· Нельзя работать на станке со снятым ограждением.
· Нельзя отлучаться от станка, не остановив его предварительно.
4. Техника безопасности в аварийных ситуациях:
· В случае поражения током пострадавшего надо любым способом немедленно освободить от действия тока, обесточить оборудование инструментом с изолированной ручкой.
· При освобождении пострадавшего от воздействия тока не прикасаться к нему оголенными руками.
· О случившемся немедленно сообщить администрации. Если пострадавший потерял сознание и отсутствует дыхание, то до прибытия скорой помощи нужно сделать ему искусственное дыхание.
· При любых способах искусственного дыхания необходимо соблюдать следующие правила:
— Обеспечить приток свежего воздуха;
— Освободить пострадавшего от всякой одежды, стесняющей дыхание;
— Проверить, нет ли каких-либо инородных предметов, которые могут закрывать отверстие гортани и механически препятствовать дыханию.
5. В случае загорания электрооборудования необходимо:
· Если оборудование под действием тока, тушить огнетушителем ОУ-2, ОУ-5, ОУ-8 или сухим песком;
· Обесточенное оборудование тушить песком или огнетушителем ОП-5;
· Сообщить о загорании по телефону 01.
6. После окончания работы:
· Остановить станок.
· Удалить стружку со станка и вытереть тщательно его и инструмент.
· Привести в порядок рабочее место. Смазать станок.
· Сдать учителю станок и рабочее место.
7. Правила безопасности при транспортировке и установке:
Распаковку упаковочного ящика, транспортирование распакованного автомата и его установку производить согласно указаниям соответствующих разделов руководства.
Грузоподъемные устройства следует выбирать с учетом массы станка и его составных частей и указаний раздела.
При монтаже и демонтаже для безопасного перемещения станка и надежного заваливания следует использовать штанги диаметром не менее 30 мм и длиной не менее 1,5 м.
При расконсервации следует руководствоваться требованиями безопасности ГОСТ 9.014 — 78 «Временная противокоррозионная защита изделий».
8. Правила безопасности при подготовке станка к работе:
Не допускать персонал к работе без ознакомления с руководством по эксплуатации и правилами техники безопасности.
Проверить наличие, исправность и надежность крепления кожухов ограждения. Особое внимание обратить на установку верхнего откидного кожуха, закрывающего рабочую зону.
Для обеспечения безаварийной работы станка напряжение питающей сети на его входе должно быть в пределах от 0,9 до 1,1 номинального значения. Станок и входящие в его состав устройства, которые могут оказаться под опасным напряжением, должны иметь надежное заземление. К заземляющему зажиму, установленному в шкафу с электрооборудованием, должен быть подведен от сети заземляющий провод или шина сечением 2,5 мм 2. Качество заземления должно быть проверено путем внешнего осмотра и измерения сопротивления между металлическими частями станка, на которых установлены элементы электрооборудования, и зажимом для заземления, находящимся на входе к станку.
Сопротивление цепи заземления не должно превышать 0,1 Ом. Перед включением распределительного вала на автоматический цикл провернуть вал на один оборот с целью проверки работы механизмов и правильности чередования переходов. Многократным включением и выключением станка проверить действие кнопки «Аварийный стоп».
9. Правила безопасности при работе автомата:
Категорически запрещается снимать крышку шпиндельной бабки или какие-либо ограждения. Проверять правильность установки ограждений, защищающих обслуживающий персонал от брызг СОЖ.
Следить, чтобы рабочее место у автомата не было грязным и загроможденным.
Запрещается во время работы производить регулирование механизмов.
Запрещается нарушать или какими-либо другими способами деблокировать предусмотренные конструкцией автомата блокировки.
Рукоятка ручного привода распределительного вала при включении автоматического цикла должна располагаться в нижней зоне. Усилие перемещения не должно превышать 3 кгс.
Усилие перемещения не должно превышать 3 кгс.
Категорически запрещается разъединять и соединять составные части штепсельных разъемов, находящихся под напряжением.
Чистка, обтирка автомата должны производиться при полной остановке автомата и отключении его от электросети.
Сопротивление изоляции проводов питания силовых цепей и цепей управления должно быть не менее 1 Мом.
10. Правила безопасности при проверке технического состояния станка:
При ремонте и перерывах в работе вводной выключатель должен быть обязательно отключен и заперт специальным устройством, предусмотренным конструкцией. Категорически запрещается производить работы под напряжением. Периодически, один раз в 2 — 3 месяца, следует проверять надежность заземления автомата и электродвигателей, освещения, световую сигнализацию и работу блокировочных устройств. При производстве работ необходимо пользоваться только исправными ключами и отвертками. Внимание! Действие всех блокировок должно проверяться на холостом ходу и под нагрузкой при первоначальном пуске станка, а также при профилактических осмотрах и ремонтах. Категорически запрещается работать на станке при обнаружении неисправностей в работе блокировок. Продолжать работу на станке разрешается только после устранения причин, вызвавших эти неисправности.
Внимание! Действие всех блокировок должно проверяться на холостом ходу и под нагрузкой при первоначальном пуске станка, а также при профилактических осмотрах и ремонтах. Категорически запрещается работать на станке при обнаружении неисправностей в работе блокировок. Продолжать работу на станке разрешается только после устранения причин, вызвавших эти неисправности.
В результате выполнения данного курсового проекта, было осуществлено ознакомление с принципами монтажа, наладки и эксплуатации системы автоматического управления точильно-шлифовальным станком 3Б 634, с техническими характеристиками и принципами работы станка 3Б 634, с техникой безопасности.
Также проведенные расчеты подбора подводимого к станку силового кабеля, в результате чего получили результаты: SА = 1 мм2 для алюминия; Scu=0.75 мм2 для меди, в связи с полученными данными был выбран: медный кабель — ВВГ — 3х 0.75; алюминиевый кабель — АВВГ — 3х 1. Дополнительно был рассчитан ток короткого замыкания силовых частей станка, в результате было получено значение в 57,7 ампера.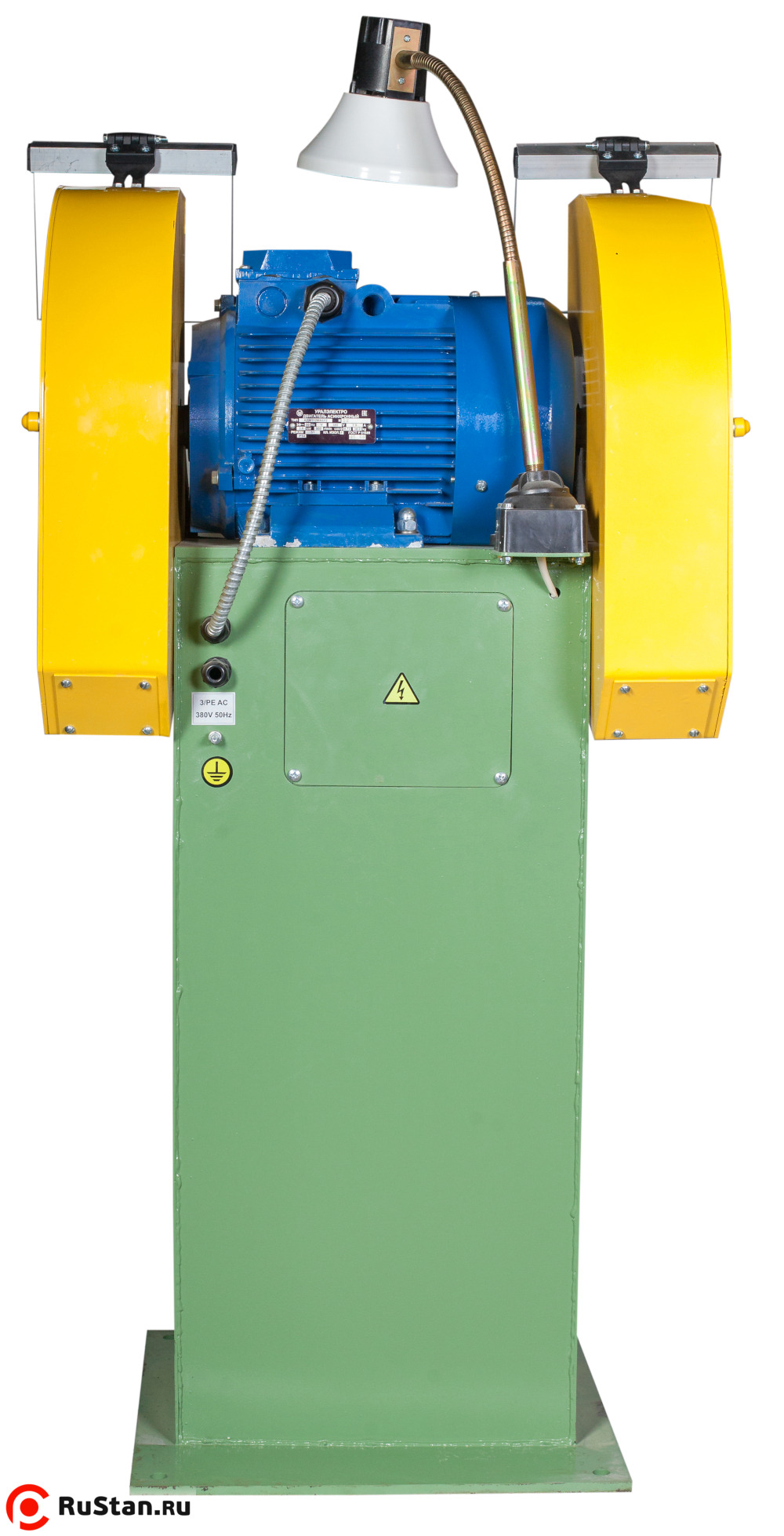
Данная тема актуальна, так как в настоящее время автоматизационное оборудование для обработки различных материалов шлифованием — то, без чего невозможно представить себе современное производство. Например, шлифовальных станков, обеспечить обработку металла и дерева, камня и пластика, композитных материалов, а также стекла не мог бы осуществиться не один производственный процесс.
Таблица не вышла.
Брал тута
http://revolution.allbest.ru/manufacture/00225353_0.html
Если ссылка запретная, просьба к модераторам удалить.
Спасибо.
Станок точильно шлифовальный напольный 3К634
Онлайн-заявка на оборудование
Технические характеристики
| Параметр | Значение |
|---|---|
| Шлифовальные круги | ПП 400х50х203 |
| Класс точности станка | H |
| Рекомендуемая высота затачиваемых резцов, мм | 6-100 |
| Диаметр затачиваемых сверл, мм | 6-60 |
| Угол при вершине сверла, град | 70-140 |
| Задний угол, град | до 20 |
| Угол поворота, град | +20. ..-1 ..-1 |
| Диаметр контактного ролика, мм | 400 |
| Наибольший диаметр полировального круга, мм | 400 |
| Наибольшая высота полировального круга, мм | 55 |
| Диаметр отверстия полировального круга, мм | 50 |
| Скорость шлифования при новом шлифовальном круге, м/с | 30 |
| Конец шлифовального шпинделя (диаметр/длина), мм | 40/40 |
| Расстояние от основания станка до оси шпинделя, мм | 900 |
| Частота вращения шпинделя, об/мин | 1440 |
| Напряжение, В/Частота, Гц | 380/~50 |
| Мощность, кВт | 4.0 |
| Габариты, мм | 1000x680x1230 |
| Масса, кг | 358 |
Станок точильно-шлифовальный модели 3К634 предназначен для выполнения слесарных работ (снятия заусенцев, фасок и т.п.). При применении соответствующих приспособлений станки 3К-634 могут быть использованы для шлифовки и полировки деталей. Станки 3К634 предназначены для использования в мелкосерийном производстве. Станок может быть подключен к вентиляционной сети.
Станки 3К634 предназначены для использования в мелкосерийном производстве. Станок может быть подключен к вентиляционной сети.
Понравилось? Поделитесь с друзьями!
Аналоги
Как приготовить беляши в духовке по пошаговому рецепту с фото
Беляш достаточно популярное блюдо в России, пришедшее к нам из кухни тюркских народов. С виду представляет собой круглый пирожок с мясом. По-другому его еще называют «перимеч».
Это достаточно калорийное, жирное блюдо, хотя изначально в татарской кухне в качестве начинки использовали картофель, субпродукты, пшено, творог. Иногда фарш готовят, смешивая наполовину с рисом.
Для фарша лучше всего взять говядину или баранину (можно вместе наполовину). Мясо иногда делают мелко рубленым, а некоторые хозяйки добавляют еще в него кабачок, зелень, тертый картофель для сочности. Таким образом, получается большое количество рецептов.
Лук, обязательная часть начинки из фарша.
Чем его больше, тем сочнее беляш.
 Чем его больше, тем сочнее беляш.
Чем его больше, тем сочнее беляш.Тесто для беляшей может быть дрожжевым и пресным. Делят его на шарики по 50 г, обваливают их на доске в муке и раскатывают лепешки. В середину раскатанного кружочка кладут примерно 1 столовую ложку готового сырого мясного фарша и сплющивают. Затем края теста собирают в сборку, оставляя отверстие величиной 1 см.
После того, как сформированные беляши отстоятся под полотенцем и еще немого поднимутся, их обжаривают во фритюре, сначала отверстием вниз, затем, как зарумянятся отверстием вверх. Готовые изделия получаются кругленькими, пышненькими, с красивой узорной дырочкой. Подаются беляши горячими. С ними хорошо подходят кисломолочные продукты.
Беляши с мясом на сковороде
По классическому варианту беляши готовятся на сковороде в масле. Поэтому, при отсутствии у вас духовки, предлагаем рецепт беляшей с мясом на сковороде. Им можно воспользоваться, имея в арсенале электрическую плитку и сковороду.
Для начинки берем:
- Свиной или любой другой фарш — 0,5 кг;
- Лук – 2 шт. ;
- Соль, перец.
 ;
;Для теста:
- Мука- 3,5 стакана;
- Подсол. масло- 3 ст. л.;
- Яйцо – 1 шт.;
- Дрожжи сухие – 1 ст. л.;
- Молоко – 1 кружка;
- Сахар – 1 ст. л.;
- Соль – немного.
Приготовление:
Шаг 1. Дрожжи разводим в теплом молоке, добавляем к ним сахар. Пока они растворяются, в миске смешиваем муку, яйцо, соль. Теперь наливаем разведенные дрожжи и начинаем месить тесто. Когда оно станет мягким , но не липким, оставляем его в той же миске и убираем в теплое место, накрыв полотенцем.
Шаг 2. Через мясорубку пропускаем мясо с луком. Все хорошо перемешиваем до однородности, солим, перчим.
Шаг 3. Если наше тесто поднялось, вываливаем его на доску, присыпанную мукой и раскатываем аленькие шарики, превращая их в лепешки. Слишком тонкими их не нужно делать.
Шаг 4. Выкладываем нашу начинку на лепешечки и закрываем фарш, приподнимая края, формируя красивую каемку. Посередине должно оставаться отверстие.
Шаг 5. В глубокий сотейник или кастрюлю наливаем масло и жарим в первую очередь дырочками вниз. Время жарки зависит от размера и составляет примерно 5-7 минут. Не делайте пламя слишком сильным, дабы беляши не остались внутри сырыми.
Шаг 6. Кормим близких беляшами, пока они не остыли.
Тесто для беляшей на сухих дрожжах
Сухие дрожжи продаются в пакетиках в виде порошка и считаются быстродействующими.
Тебе понадобится:
500 г муки, 300 мл воды, 15 г соли, 8 г сахара, 7 г сухих дрожжей, 15 мл растительного масла.
Приготовление:
Размешай сахар и дрожжи в теплой воде до полного растворения. Добавь пару ложек муки, еще раз перемешай до однородности и оставь опару на 10 минут.
Добавь соль в просеянную муку, и постепенно влей туда растительное масло и дрожжи. Тщательно вымешай тесто, обомни руками и оставь в тепле на 1,5 часа, пока оно не увеличится в объеме в 2-3 раза.
Беляши домашние самый удачный рецепт
Теперь вам знаком рецепт как приготовить беляши с мясом на сковороде. А вот один из самых распространённых рецептов беляши с мясом, которые точно получаются у всех. Они быстрые в приготовлении и прекрасны на вкус. Беляши рецепт с фаршем отличный вариант для быстрого воскресного обеда или ужина.
А вот один из самых распространённых рецептов беляши с мясом, которые точно получаются у всех. Они быстрые в приготовлении и прекрасны на вкус. Беляши рецепт с фаршем отличный вариант для быстрого воскресного обеда или ужина.
Для приготовления понадобятся:
- Два пакета кефира по 0,5 л.;
- 750 грамм муки;
- Масло раст. — 2 стол.л.;
- Два яйца;
- Соль- 1 чайн.л.;
- Масло слив. – 3 стол.л.
Начинка:
- Пол кило фарша;
- Картошка — 5 шт.;
- Две головки лука;
- Соль, специи — на свой вкус.
Процесс приготовления:
Шаг №1
В глубокую посуду наливаем кефир, вливаем яйца, посыпаем солью и поливаем растопленным сливочным маслом. Взбиваем все слегка венчиком. Постепенно добавляя муку, вымешиваем тесто до тех пор, пока не будет отлипать от рук. Лепим из теста шар и заворачиваем в пленку. Даем полежать минут десять.
Шаг №2
Мелко нарезанный картофель в форме кубиков добавляем к фаршу. Туда же сыпем соль, перец и мелко нарезанный лук. Можно добавить немного воды.
Туда же сыпем соль, перец и мелко нарезанный лук. Можно добавить немного воды.
Шаг №3
Тесто формируем в кружочки толщиной около 3 мм. По центру каждого кладем приготовленную начинку, защипываем по краям, оставляем наверху дырочку.
Шаг №4
Переносим наши беляши на смазанный противень, верх обмазываем подсолнечным маслом.
Шаг №5
В духовке выпекаем 45 минут при 180 °С.
Беляши с мясом рецепт на кефире
Далее мы предлагаем вам рецепт теста на кефире без дрожжей. Такие беляши с мясом очень сочные, обязательно стоит их попробовать. Золотистое, хрустящее тесто получается даже в духовке.
фарш можно использовать как чисто свиной, так и смешанный с телятиной.
Для приготовления нужны следующие ингредиенты:
- Фарш — 400 гр.;
- Лук – 1 луковица;
- Соль, специи.
Тесто:
- Мука- 800 гр.;
- Кефир- 1 стакан;
- Масло сливочное-пол-пачки ;
- Яйцо- 2 шт.;
- Соль – щепотка;
- Сода- 0,5 ч.л.
Приготовление:
- В одной посуде смешиваем кефир, одно яйцо, соль и соду. Масло растираем с небольшим количеством муки и добавляем в кефирную смесь. Засыпаем муку, оставив небольшое количество для лепки и вымешиваем тесто до не очень крутого состояния. Тесто должно оставаться мягким.
- Смешиваем фарш, лук, соль и перец.
- Из теста лепим лепешки, получается примерно 14-16 шт. На середину горочкой выкладываем начинку и защипываем края, формируя беляши.
- Раскладываем на противень, смазанный маслом, сверху обмазываем яйцом и выпекаем минут 45 при 180С.
Используя такое тесто для беляшей на кефире, ваше блюдо будет менее калорийно, чем тесто для беляшей дрожжевое, к тому же они остаются более сочными. Приятного аппетита.
Беляши с мясом рецепт на дрожжах
Дрожжевое тесто готовится здесь по классическому рецепту. Выдерживается опара и в раскатанные кружочки, как обычно, кладется мясной фарш.
Фарш для беляшей с мясом сочный получаем при добавлении большого количества лука при пропускании мяса через мясорубку. Также еще можно добавить немного воды в фарш.
Ингредиенты:
- Готовый фарш- 0,5 кг;
- Лук – 2 луковички;
- соль, специи.
Тесто:
- Мука – 4 стакана;
- Яйцо- 1 шт.;
- Дрожжи пекарские- 1 ч.л.;
- Молоко- 1 стакан;
- Масло или маргарин- 4 ст.ложки.
Приготовление этого блюда начнем с подготовки теста:
В теплом молоке разводим дрожжи, добавляем сахар и ждем минут 10, пока на поверхности молока не появятся пузырьки. Затем, вливаем растопленное масло или маргарин, добавляем соль и муку.
Замешиваем тесто. Месим его на посыпанной мукой доске до пластичного, но мягкого состояния. Формируем шар, кладем его в миску и накрываем полотенцем. Миску с тестом ставим в теплое место на 1-1,5 часа. Когда тесто удвоится в размере, то можно начать лепить беляши.
Отрываем от теста комочки и раскатываем их на ладони до формы шарика. Затем этот шарик расплющиваем руками или скалкой до небольшой лепешки, толщиной 5-7 мм.
В середину лепешки кладем фарш и защипываем края волнообразными движениями по кругу. Не забудьте оставить дырочку посередине. Если посмотреть на пекущиеся беляши, то можно увидеть в этой дырочке как фарш для беляшей с мясом сочный выделил бульон.
Печем беляши в духовке минут 40 при 180-190 градусах. А если думаете как сделать беляши с мясом на сковороде с дрожжевым тестом, то просто жарите их с обеих сторон на масле в глубокой сковороде минут по 7 с каждой стороны.
Беляши на молоке с мясом
- Время приготовления: 155 минут.
- Количество порций: 4.
- Кухонный инвентарь: миски, полотенце, микроволновка, тарелки, противень.
Ингредиенты
| фарш | 335 г |
| мука | 385 г |
| масло сливочное | 65 г |
| молоко | 215 мл |
| сахар | 11 г |
| сухие дрожжи | 12 г |
| лук | 295 г |
| яйца | 2 шт. |
| масло подсолнечное | 45 мл |
| соль | 7 г |
Последовательность приготовления
- Сначала сделаем опару для теста. Смешаем в миске дрожжи, сахар, 25 грамм муки, 35 мл теплого молока. Перемешиваем и ставим в тепло на двадцать минут.
- Когда опара будет готова, вливаем ее к муке. Растапливаем сливочное масло в микроволновке и добавляем к муке. Вливаем теплое молоко, вбиваем яйца, добавляем соль и усердно замешиваем тесто. Накрываем готовое тесто полотенцем и оставляем подходить на час.
- Измельчаем лук, кладем в миску, вливаем 15 мл подсолнечного масло, добавляем фарш и немного соли. Вымешиваем тщательно начинку.
- Делим тесто на одинаковые части, скатываем каждую часть в шарик. Наливаем на тарелку немного подсолнечного масла, выкладываем шарик и руками растягиваем его в лепешку.
- На середину лепешки кладём начинку, залепляем края, оставляя посередине отверстие.
- Противень смазываем подсолнечным маслом, выкладываем беляши, накрываем полотенцем и оставляем на 20 минут.
- Затем ставим противень в духовку, выпекаем 45 минут, выбрав температуру 180 градусов.
Видеорецепт беляшей на молоке в духовке
В этом видео вы сможете узнать, как приготовить беляши из дрожжевого теста на молоке.
https://youtu.be/0vDJCLAkc6o
Беляши в духовке из дрожжевого теста
Самые сочные и румяные беляши получаются из дрожжевого теста. А когда вы будете готовить беляши с мясом в духовке, то вам будет все равно из какой кухни мира они родом: татарской, башкирской или казахской. Вы просто получите вкусовое наслаждение приготовленным продуктом.
Итак, для приготовления вам понадобятся следующие ингредиенты:
- Свинина, говядина или баранина (можно смешать) – 0,7 кг.;
- Лук -4 луковицы;
- Чеснок- 2 зубчика;
- Соль и специи по вкусу;
- Зелень – небольшой пучок;
- Мука – 500 гр.;
- Дрожжи сухие моментальные- 2 ч. ложки;
- Молоко-220 гр.;
- Яйцо- 2 штуки;
- Масло сливочное-50 гр.;
- Соль-1 ч. л.;
- Сахар – 1 ст. л.
Приготовление:
- Замешиваем обычное дрожжевое тесто. Разводим в теплом молоке дрожжи, добавляем сахар, соль, растопленное масло, яйца, муку и вымешиваем эластичное тесто, которое затем убираем в теплое место подниматься. Не забудьте накрыть его для предотвращения выветривания.
- Мясо пропускаем через крупную мясорубку, добавив одну луковицу. Вторую луковицу мелко нарезать и обжарить до золотистого цвета. Его вместе с солью, мелко нарезанной зеленью добавить в фарш. Выдавить чеснок, все перемешать.
- Если тесто поднялось, то в самый раз начать лепить. Как лепить беляши с мясом попробуем сейчас объяснить. Сначала отрываете кусочки от вашего большого теста и катаете на ладони шарики. На посыпанной мукой доске скалкой раскатать эти шарики в кружок, диаметром 8 см. В центр горкой укладываете фарш и начинаете «закутывать» его, приподнимая края теста и тут же приминая ближе к центру. Кружок нужно постепенно поворачивать. В центре останется небольшая дырочка.
- Беляши мы слепили. В классическом варианте их жарят на сковороде, но если хотите немного снизить калорийность, то лучше выпекать их в духовке. На противень постелить пищевую бумагу, расставить их на расстоянии друг от друга и в духовку на 40минут при 180 С.
Беляши разлетятся в горячем виде в улет, а вы обретете статус опытной поварихи в глазах дегустаторов вашего шедевра.
Беляши из пирожкового теста в духовке
Рецепт, по которому готовится пресное тесто для беляшей в духовке, применятся и для пирожков. Если выпечка предназначается для праздничного застолья или семейного ужина, можно сделать разную начинку, например, часть приготовить с мясом, а другую – с белокочанной капустой и морковкой. Можно сделать сюрприз в виде беляшей с тыквой и грейпфрутом.
Ингредиенты:
- мук а – 600 г;
- растительное масло – 3 ст. л.;
- кипяченая вода – 300 мл;
- сухие дрожжи – 1 ч. л.;
- сахар – 1,5 ст. л.;
- фарш – 500 г;
- соль – 1/ё3 ч. л.
Приготовление
- Дрожжи и сахар развести в воде комнатной температуры. Всыпать 5 ст. л. муки и взбить смесь.
- Дать ей настояться, пока не появиться пенная шапочка. Добавить оставшуюся муку, масло.
- Замесить тесто. Поставить в место, где нет сквозняков, на 2 часа.
- Из теста сделать кружочки и начинить их фаршем.
- Печеные беляши с мясом в духовке будут готовы через полчаса. Беляши с говяжьим фаршем и картофелем по-татарски в духовке
У в Татарстане беляши – одно из самых распространенных блюд! Свой любимый рецепт есть в каждой семье. Вот один из самых распространенных и вкусных.
Татарские беляши с мясом
Если же все–таки уйти в историю происхождения беляшей, то первыми на ум приходят татарские беляши. Своим названием они однозначно указывают на свою родину. Эти беляши с мясом самые жирные из всех, но и самые сытные. Для них используют мясо говядины и баранины, но только не свинины. Какое тесто нужно для беляшей по-татарски мы сейчас вам расскажем.
Для приготовления нужны следующие продукты:
- Говядина — 0,5 кг.;
- Баранина -0,35 кг.;
- Лук – 1 штука;
- Соль, перец.
Для теста:
- Вода -1 стакан;
- Дрожжи- 5 гр.;
- Мука – 2,5 стакана;
- Раст.масло- 1,5 ст.л.
Приготовление:
- Мясо порезать. Пропустить через мясорубку. Лук мелко нарезать и добавить в фарш. Посолить массу, поперчить. Овощи порезать кольцами или полукольцами.
- В воду температурой не выше 40 град. всыпать дрожжи, соль и горсть муки. Это мы подготовили опару. Оставить ее на 20 минут постоять.
- Через 20 минут добавить в нашу опару растительное масло и оставшуюся муку. Хорошо замесить тесто и раскатать кружки.
- Положить на каждый кружочек наш мясной фарш и завернуть края, приподнимая их кверху.
- Беляши по-татарски жарят в масле. Масло должно быть сильно нагретым, почти кипеть. Однако есть одна хитрость. Чтобы сок из фарша не вытек, сначала жарят дырочкой вниз, таким образом запечатывая выделение сока, а потом обжаривают другую сторону.
- Готовые беляши выложить на бумажные полотенца, чтобы дать стечь лишнему жиру.
Такие беляши подаются с зеленью, овощами и кисломолочными продуктами.
Очень вкусный домашний рецепт беляшей с мясом в духовке
Раз уж я заговорил об уменьшении жирности у беляшей, то радикально это можно сделать только используя духовку. Конечно все что у вас получится – это на любителя, но попробовать испечь стоит. Вполне может быть вам понравится.
Ингредиенты: тесто:
- Мука – 500гр.
- Молоко – 200мл.
- Дрожжи – 25гр.
- Сахар – 2ст.л.
- Масло растительное – 30мл.
- Соль – 0,5ст.л.
начинка:
- Мясной фарш – 350гр.
- Лук репчатый, соль, перец молотый – по вкусу
- Сливочное масло – по вкусу
Приготовление начнем с теста. В чашу налейте молоко комнатной температуры, добавьте в него дрожжи, сахар, небольшую часть муки и растительное масло. Посолите и все хорошо перемешайте. Добавьте оставшуюся часть муки. Когда тесто загустеет, переложите все на стол и вымесите руками. Стол, на котором вы будете вымешивать тесто присыпьте мукой.
Вы заметили, что для смазывания стола не используем растительное масло? Беляши будем выпекать в духовке, а не на сковороде, и гореть в этом случае нечему. Дополнительным бонусом у нас будет снижение жирности конечного продукта.
Тесто должно получиться мягким, эластичным и не должно прилипать к рукам. Переложите его в глубокую миску, закройте пленкой и уберите в теплое место на 40-50 минут.
Начинку приготовим из мясного фарша. Добавьте к нему мелко порезанный репчатый лук, черный молотый перец, соль, чуть-чуть холодной воды и все перемешайте до однородного состояния.
Готовое тесто переложите на разделочную доску и разделите на кусочки. Кусочки теста раскатайте в лепешки, в середину положите немного фарша и подгибая к центру края фарша сформируйте округлый пирожок. Для сочности в отверстие положите кусочек сливочного масла.
Противень смажьте растительным маслом и выложите будущие беляшики. Накройте сухим полотенцем на 20 минут, для расстаивания теста.
Во время расстаивания теста происходит восстановление клейковинного каркаса, который нарушается при формировании беляшей, внутренняя часть теста приобретает пористую структуру, а наружная поверхность становится эластичной и гладкой.
Противень отправьте в духовку, разогретую до температуры 180 градусов, и выпекайте 20-25 минут. Время указано приблизительно, ориентируйтесь на свою духовку.
Приятного аппетита!
Беляши рецепт с фаршем на сковороде
Секрет беляшей на сковороде кроется в том, что при выпекании нужно сначала класть их в горячее масло дырочкой вниз. Тогда сок, выделяемый мясом не вытечет, запечатавшись, при высокой температуре. Также нельзя сильно увеличивать силу пламени, чтобы внутри начинка не осталась не прожаренной.
Слишком маленькими беляши тоже не следует делать, так как маслом пропитается весь пирожок и есть его будет невозможно. Предлагаем беляши рецепт с фаршем и готовым тестом.
Необходимые ингредиенты:
- Тесто дрожжевое готовое-0,5 кг.;
- Фарш смешанный (говядина+свинина)-1 кг.;
- Раст. масло для фритюра-1-1,5 стакана.
Приготовление:
От теста отрываем небольшие кусочки-шарики и сплющиваем их в лепешки. Посередине их выкладываем наш фарш, красиво защипываем края и опускаем в кастрюлю или глубокую сковороду с адски раскаленным подсолнечным маслом сначала дыркой вниз. Затем шумовкой аккуратно переворачиваем и повторяем процедуру на второй стороне.
Беляши из слоеного теста
Традиционные беляши приготавливаются из дрожжевого теста.Бывают случаи, когда мало времени, но нужно приготовить что-то сытное и праздничное, то в таких случаях хозяйку выручит обычное слоеное тесто из магазина. Такие ленивые беляши рецепт мы также приготовили вам в копилку.
Для приготовления нам понадобятся:
- Мясо куриное 500 гр.;
- Пачка слоеного теста;
- Картофель -1 шт.;
- Морковь небольшая – 1 шт.;
- Соль, перец.
Приготовление:
- Слоеное тесто предварительно вытаскиваем из морозильника и даем размягчиться при комнатной температуре. Затем раскатываем его в одном направлении. Из раскатанного пласта вырезаем кружки. В качестве шаблона можно использовать чайное блюдце.
- Нарезаем куриное филе мелкими кубиками. Картофель и морковь пропускаем через крупную терку. Нарезаем мелко лук. Все ингредиенты для начинки смешиваем, солим и перчим.
- Складываем аккуратно приготовленную начинку на кружочки и лепим классические беляши. Кто не знает, как они выглядят-вспомните ватрушку.
- Выкладываем на противень и –в духовку. Ленивые беляши готовы. Этот рецепт менее калориен, но не менее вкусен.
Мы постарались собрать здесь самые традиционные и популярные рецепты как приготовить беляши с мясом. Вы можете выбрать более или менее калорийные рецепты. Но приготовив раз, вы уже не откажетесь от этого блюда никогда. И если вы где-то услышите название «перимечи» или «вак-беляш», то это будут те же беляши с мясом.
шаровая мельница мокрого типа 3k634
шаровая мельница с мокрым покрытием, шаровая мельница с мокрым покрытием Поставщики
Шаровая мельница мокрого типа на 6 800 единиц продукции предлагается для продажи поставщиками на Alibaba, из которых на шахтную мельницу приходится 74%, на измельчительное оборудование — 7% и на мукомольную мельницу — 1%. Вам доступны различные варианты мельниц с мокрой шаровой мельницей, например, сроком на 1 год.
Заводская цена
Шаровая мельница мокрого измельчения клинкера
Шаровая мельница
— это ключевое оборудование для измельчения после процесса дробления, которое широко используется в таких отраслях промышленности, как производство цемента, силиката, новых строительных материалов, огнеупорных материалов, удобрений, черных металлов, цветных металлов и стеклокерамики, и может использоваться для сухого и мокрого измельчения всех видов руд и других измельчаемых материалов.
Китайская энергосберегающая шаровая мельница мокрого помола
Применение шаровой мельницы: Шаровая мельница широко применяется в классификации минералов, цемента, огнестойких материалов, стекла, керамики, химической промышленности и т. Д. Шаровая мельница может измельчать все виды горных пород и мелющих материалов. Есть два способа измельчения: сухой и мокрый. 1. Линия обогащения железной руды 2.
Китайская шаровая мельница мокрого помола для добычи золота
Китай Шаровая мельница для мокрого помола для добычи золота. Узнайте больше о шаровой мельнице для мокрого помола в Китае, шаровой мельнице от компании Zhengzhou Hengxing Heavy Equipment Co., ООО
шаровая мельница мокрого типа аппарат suuskeslunchroom.nl
Шаровая мельница Влажная шаровая мельница и сухая шаровая мельница. Шаровая мельница Введение Шаровая мельница — это ключевая машина, используемая для последовательного дробления и измельчения материалов, широко используемая во многих отраслях промышленности, таких как цемент, силикатные изделия, новые строительные материалы, огнеупорные материалы, удобрения, черные металлы
.
шаровая мельница мокрого типа с завода
мельница мокрого типа с завода. Камнедробилка GM разработана для достижения максимальной производительности и высокого коэффициента измельчения.GM может поставить подходящую дробилку, а также полную дробильную установку, от крупной первичной щековой дробилки и ударной дробилки до конусной дробилки и серии VSI для вторичного или третичного дробления камня.
В чем разница между сухим и влажным типом
2021-2-21 3 Шаровая мельница мокрого типа имеет простое транспортировочное устройство с меньшим количеством вспомогательного оборудования, поэтому инвестиции примерно на 5-10% ниже, чем у шаровой мельницы сухого типа. 4 Размер измельчаемых частиц мелкий и однородный, а при мокрой шаровой мельнице можно не только измельчать агломерат до мелких частиц, но также хорошо смешивать тощий материал и пластик.
Решения для повышения эффективности мокрых шаровых мельниц Fote
2019-3-27 * При длительной эксплуатации оборудование мокрой шаровой мельницы может иметь ситуации блокировки и утечки. Таким образом, мы должны хорошо контролировать пропускную способность материала, чтобы он мог просто и эффективно предотвратить возникновение засоров; Утечка материала возникает из-за износа уплотнительного слоя на входе в шаровую мельницу для мокрого измельчения, поэтому мы можем вовремя заменить уплотнительную прокладку.
Мокрые скрубберы, Производство мокрых скрубберов, шаровая мельница
2020-2-3 Мокрые скрубберы используются в качестве устройства контроля загрязнения, чтобы минимизировать токсичность дымовых и других газов.Для мокрого скруббера используется промывочная жидкость для удаления загрязняющих веществ. Частицы пыли удаляются каплями жидкости. Для различных промышленных применений мы предлагаем различные варианты дизайна до
Мокрое фрезерование по сравнению с сухим шаровым фрезерованием Orbis Machinery,
2019-6-27 Разница между результатом мокрого и сухого помола в большинстве случаев очень велика. Эта разница объясняется мощностью. Говорят, что мощность привода мокрой шаровой мельницы на 30% меньше, чем у аналогичной сухой шаровой мельницы.Природа
Бесцентровые шлифовальные машины agaton, швейцария
Шлифовальный станок 3k634 Msg De Kameel, бесцентровая шаровая мельница Agaton tumelokubucoza agaton бесцентровая шлифовальная машина в Швейцарии шлифовальный станок контрольный список формат шлифовальный станок угольная дробилка шлифовальный станок с влажным чатом m3020 di jakarta dptransportationjobs Agaton Centerless Ball Mill Machinery в Швейцарии.
интегрированная установка для брикетирования и измельчения волокнистых материалов
показан агрегат для измельчения гипса в амбатур.мокрое шлифование и сухое шлифование; как измельчение с открытым контуром, так и высокоскоростная молотковая мельница для тонкого измельчения, часть 5, иногда также известная как тонкое измельчение, из проблем измельчителя биомассы, интегрированного с мельницей для брикетирования, представляет собой универсальный модуль тонкого измельчения, который
шлифовальные станки в индии crusherasia
Поставщик и производитель станков для заточки циркулярных пил, Станок для торцевого и торцевого шлифования CHU200, Станок с гидравлическим приводом CHC Eco, 4-осевой гидравлический плоскошлифовальный станок CP200 (Supreme) Плоскошлифовальный станок
шлифовальные станки в индии crusherasia
Поставщик и производитель станков для заточки циркулярных пил, Станок для торцевого и торцевого шлифования CHU200, Станок с гидравлическим приводом CHC Eco, 4-осевой гидравлический плоскошлифовальный станок CP200 (Supreme) Плоскошлифовальный станок
Плоскошлифовальный станок — Производственные процессы 4-5
После завершения этого раздела вы сможете:
• Определите плоскошлифовальный станок.
• Определить процедуры.
• Опишите процедуры одевания колеса.
• Опишите кольцевой тест.
• Опишите замену шлифовального круга.
• Опишите процедуру выбора шлифовального круга.
• Перечислите основные абразивные материалы с указанием их областей наилучшего использования.
• Перечислите основную облигацию с типами приложений, в которых они наиболее часто используются.
• Идентифицируйте по номеру типа и названию, по немаркированным эскизам или по реальным колесам.
• Интерпретировать обозначения формы и размера круга вместе с пятью основными символами спецификации круга в описании шлифовального круга.
• Учитывая несколько стандартных стандартных работ по шлифованию, порекомендуйте соответствующий абразив, приблизительный размер зерна, сорт и связку.
Плоскошлифовальный станок в основном используется в процессе чистовой обработки. Это очень точный инструмент, в котором используется неподвижное абразивное вращающееся колесо для бритья или чистовой обработки металлической поверхности, удерживаемой на месте с помощью тисков.Эти тиски, которые являются частью стола или каретки, перемещаются вперед и назад под абразивным кругом. Плоскошлифовальный станок может разрезать сталь на куски размером не более 18 дюймов в длину, 6 дюймов в высоту и 8 дюймов в ширину. Стол измельчителя также является магнитным, что помогает удерживать материал в неподвижном состоянии. Эти магниты можно переключать с помощью рычага, расположенного на передней стороне кофемолки. Этот инструмент имеет максимальное сечение 0,005 дюйма и минимальное сечение 0,005 дюйма. Движение кофемолки может быть автоматическим, возвратно-поступательным или ручным при необходимости.
Меры предосторожности
Помимо обычных правил техники безопасности в механическом цехе, есть несколько советов по безопасному использованию этой машины:
• Всегда надевайте защитные очки, так как машина может рассыпать стружку во всех направлениях.
• Всегда ждите, пока колесо наберет максимальную скорость, прежде чем использовать его, так как может быть
• Если у вас длинные волосы, вы должны завязать их назад, чтобы они не попали в машину.
• Никогда не ударяйте колесо о материал, так как это может вызвать неисправность колеса, что может привести к потере целостности и разлету.
• Всегда следите за тем, чтобы защитный кожух был на месте над шлифовальным кругом, так как он защищает пользователя от стружки, удаляемой с материала.
• Всегда проверяйте, чтобы материал был надежно закреплен на месте.
• Всегда убеждайтесь, что магнитный стол чист, прежде чем класть на него материал, так как стружка может поцарапать ваш материал или даже привести к скольжению материала колесом, которое вы используете на шлифовальной машине.
• Убедитесь, что на шлифовальном станке кнопка пуска / останова находится в пределах досягаемости оператора.
• Проверьте шлифовальный круг перед его установкой. Убедитесь, что он находится в надлежащем состоянии и находится в хорошем рабочем состоянии.
• Следуйте инструкциям производителя по установке шлифовальных кругов.
• Держите лицевую сторону колеса равномерно одетой.
• Убедитесь, что кожух круга закрывает хотя бы половину шлифовального круга.
• Зачистите все заусенцы на поверхности заготовки, которая находится на магнитном патроне.
• Протрите магнитный патрон тканью, а затем протрите ладонью.
• Поместите лист бумаги немного больше, чем заготовка, в центр зажимного приспособления.
• Расположите работу на бумаге и включите питание магнитного патрона.
• Убедитесь, что магнитный патрон включен, попытавшись удалить предмет из патрона.
• Перед запуском болгарки убедитесь, что диск очищает работу.
• Дайте новому шлифовальному кругу поработать примерно одну минуту, прежде чем вводить круг в работу.
• Подождите, пока колесо наберет максимальную скорость, прежде чем использовать его, поскольку в колесе могут быть невидимые неисправности.
• Встаньте сбоку от круга перед запуском болгарки.
• Отключите подачу охлаждающей жидкости перед остановкой колеса, чтобы избежать дисбаланса.
• Не допускайте попадания на рабочую поверхность мусора, инструментов и материалов.
• Следите, чтобы пол вокруг кофемолки был чистым и обезжиренным.
• Используйте соответствующую вытяжную систему вентиляции, чтобы уменьшить вдыхание пыли, мусора и тумана охлаждающей жидкости. Выхлопные системы должны быть спроектированы и обслуживаться соответствующим образом.
• Выполняйте процедуры блокировки при выполнении работ по техническому обслуживанию.
Порядок использования
• Первый шаг в использовании плоскошлифовального станка — убедиться, что материал, которому вы хотите придать форму, можно использовать в шлифовальном станке. Мягкие материалы, такие как алюминий или латунь, забивают абразивный круг и мешают ему работать, и его необходимо очистить. Этот процесс объясняется в разделе «Техническое обслуживание». Максимальный размер материала, который может обрабатывать шлифовальный станок, составляет 18 дюймов в длину, 8 дюймов в ширину и 6 дюймов в высоту.
• Следующий шаг — убедиться, что материал закреплен. Это делается с помощью тисков, а затем с помощью магнитного зажима. Когда материал закреплен, его необходимо вручную разместить под абразивным кругом. Это делается путем вращения колесиков долготы и широты, расположенных на передней части кофемолки. Сам абразивный круг можно немного сдвинуть, чтобы добиться идеального положения материала.
• После этого машина может быть запущена. По соображениям безопасности, он должен достичь максимальной скорости, прежде чем вы попытаетесь его использовать.Если колесо работает правильно, используйте его вручную, когда необходимо выполнить очень точную работу.
Рисунок 1. Плоскошлифовальный станок Chevalier
1. Установите оправку с алмазным кругом на станину.
2. Держите алмазный резак на ¼ дюйма слева от центра колеса.
3. Зафиксируйте комод на кровати, включив магнитный зажим.
4. Включите питание машины, повернув переключатель в положение «ON». Затем нажмите зеленую кнопку, чтобы запустить шпиндель.
5. Переместите шлифовальный круг вниз с помощью маховика вертикального стола до тех пор, пока он не будет едва касаться правителя.
6. Выключите машину после контакта с комодом.
7. Снова включите машину. Пока круг вращается, опустите шлифовальный круг в направлении Z, пока он не образует небольшой столб пыли.
8. После того, как образовался небольшой шлейф пыли, сделайте один проход назад и вперед по оси Y. Остановите машину, когда комод сделает проход назад и вперед.
9. При остановке машины убедитесь, что комод находится на расстоянии около ½ дюйма от колеса.
10. Проверьте колесо, чтобы убедиться, что оно чистое. Если нет, повторите шаги 8 и 9.
Рисунок 2. Правка колеса
Шлифовальные круги
должны быть проверены и испытаны на кольцевых испытаниях перед установкой, чтобы убедиться, что они не имеют трещин или других дефектов. Осторожно постучите по колесам легким неметаллическим инструментом. Устойчивое и неповрежденное колесо издаст чистый металлический тон или «звон».”
Проведение кольцевого теста:
Убедитесь, что колесо сухое и на нем нет опилок или других материалов, которые могут заглушить звук кольца.
Для проведения теста вам понадобится твердый пластиковый или твердый деревянный предмет, например, ручка отвертки или другого инструмента. Для более тяжелых инструментов используйте деревянный молоток. Не используйте металлические предметы.
- Подвесьте колесо на штифте или валу, который проходит через отверстие так, чтобы его можно было легко вращать, но не засовывайте колесо на шлифовальной машине.Если колесо слишком велико для подвешивания, поставьте его на чистую твердую поверхность.
- Представьте себе вертикальный отвес по центру колеса.
- Постучите по колесу под углом примерно 45 градусов с каждой стороны вертикальной линии, примерно в одном или двух дюймах от края колеса. (Большие колеса могут стучать по краю, а не по бокам колеса.)
- Поверните колесо на 180 градусов, чтобы нижняя часть колеса оказалась сверху.
- Снова постучите по колесу примерно на 45 градусов с каждой стороны вертикальной линии.
- Колесо проходит проверку, если при постукивании по всем четырем точкам издает чистый металлический звук. Если колесо кажется мертвым в любой из четырех точек, оно треснуло. Не используйте это.
- Открыть колесную нишу. Если корпус колеса очень тугой, для этого может потребоваться пара гаечных ключей, гаечный ключ и резиновый молоток.
- Снимите металлическую пластину сверху, ослабив винты, которыми она крепится к колесной коробке.
Рисунок 3. Снимите металлическую пластину и колпак колеса
3.За колесом на шпинделе есть отверстие. Вставьте скобу с правой стороны в заднюю часть шпинделя. Ключ распорки должен войти в отверстие.
Рисунок 4. Закрепите ключ в отверстии Рисунок 5. Снимите шлифовальный круг
.
4. Вставьте гаечный ключ в два отверстия в передней части колеса. При отсоединении колеса от шпинделя колеса поворот вправо ослабит, а поворот влево — затянет.
5. Ударьте по рычажному ключу резиновым молотком, чтобы ослабить колесо.
6. Чтобы надеть новый шлифовальный круг, выполните процедуру в обратном порядке. Если повернуть поперечный рычаг влево, он затянется. При установке колеса убедитесь, что ключ находится с левой стороны, а не с правой. Поверните гаечный ключ в форме рычага вручную, а когда это невозможно, используйте резиновый молоток.
7. Снимите гаечный ключ с задней части шпинделя.
8. Прикрутите пластину к верхней части колесной ниши.
9. Закройте колпак колеса и затяните ручку.
- Убедитесь, что используется колесо, подходящее для ложи. Существуют различные шлифовальные круги для алюминия, нержавеющей стали и титана.
- Очистите станину перед размещением на ней заготовки. Это предотвратит столкновение с магнитным патроном.
- Поместите магнитные параллели вокруг заготовки, чтобы предотвратить смещение заготовки во время шлифования.
- Включите магнитный патрон, чтобы закрепить детали на станине.
- Отрегулируйте положение станины и седла по центру ложи под колесом.
- Опустите колесо на дюйм выше заготовки.
- Возьмите лист бумаги и поместите его между колесом и прикладом. Перемещайте бумагу вперед и назад, одновременно опуская колесо, пока бумага не перестанет двигаться к нулю по оси z. См. Рисунок 1.
- Обнулите ось Z заготовки, установив диск на маховике нижней подачи на 0 дюймов. См. Рисунок 2.
- Заблокируйте стол Блок настройки продольного хода стола так, чтобы на каждом конце хода стола было около дюйма перебега.
- Отрегулируйте положение стола так, чтобы колесо располагалось примерно на дюйм справа от заготовки.
- Опустите круг на желаемую глубину заточки. Максимальная подача должна составлять 0,001 дюйма за проход.
- Перед включением основного питания убедитесь, что колесо не касается заготовки. Нажмите зеленую кнопку, чтобы включить шпиндель и включить охлаждающую жидкость.
- Шлифуйте заготовку, делая проходы слева направо по оси x.
- После того, как первая полоса заготовки будет достаточно отшлифована, поверните маховик оси Y на пол-оборота по часовой стрелке.
- Отшлифуйте еще одну полосу заготовки слева направо по оси x.
- Повторяйте, пока заготовка не будет полностью отшлифована, затем повторите все предыдущие шаги для другой стороны.
Рисунок 6. Настройка оси Z Рисунок 7. Настройка прилива
Выберите шлифовальный круг:
Имейте в виду, что шлифовальный круг — это форма режущего инструмента, и, за исключением круга для шлифования общего назначения, абразив, размер зерна, сорт и структура, тип связки должны выбираться в соответствии с конкретной работой, на которой колесо должно использоваться так же, как резак, сверло или метчик выбираются для его конкретной работы.
Для выбора шлифовального круга существует восемь факторов, влияющих на выбор технических характеристик шлифовального круга. Всего:
1. Инструкция по изготовлению шлифовального круга.
2. Шлифованный материал и его твердость.
3. Количество снимаемого материала и требуемой отделки.
4. Пришлифовальный контакт.
5. Тяжесть шлифовальной операции.
1. Сначала рассмотрите измельчаемый материал и его твердость.Это влияет на выбор абразива, размера захвата, сорта или твердости круга.
- Оксид алюминия лучше всего подходит для сталей, а абразивные материалы из карбида кремния лучше подходят для шлифования чугуна, цветных металлов и неметаллических материалов.
- Относительно мелкое зерно лучше всего подходит для более тяжелых разрезов, может быть выгодно использовано для мягких и пластичных материалов, которые легко проникают.
- Твердость шлифуемого материала также влияет на выбор марки или твердости круга.Более твердый сплав можно использовать для мягких, легко проникающих материалов, чем для твердых материалов, которые, естественно, имеют тенденцию к более быстрому затуплению колеса. Более мягкие сорта легче высвобождают тусклые зерна, чтобы представить новые, острые зерна в работе.
2. Второй фактор — выбор колеса по количеству снимаемого материала и требуемой отделке. Они влияют на выбор размера сетки и скрепления следующим образом:
- Относительно крупный размер зерна выбран для быстрого удаления припуска без учета чистовой обработки как грубого шлифования; там, где желательна качественная отделка, следует использовать тонкий захват.
- Круги на керамической связке обычно используются там, где коммерческая отделка удовлетворительна. Органические связующие, резиноид, каучук и шеллак, обеспечивают наилучшую отделку.
3. Площадь шлифовального контакта между кругом и деталью влияет на выбор размера и марки захвата.
- Грубый захват необходим, когда площадь контакта относительно велика, как при плоском шлифовании чашечными кругами, цилиндрами или сегментами, чтобы обеспечить адекватный зазор от стружки между абразивными зернами.По мере того, как площадь контакта становится меньше, а общее давление, ведущее к разрушению поверхности колеса, становится больше, следует использовать круги с более мелким зерном.
- Что касается сплава или твердости, то на большой площади контакта мягкий сплав обеспечит нормальную поломку круга, обеспечивая непрерывную работу без резания. С другой стороны, более твердый сплав необходим, чтобы выдерживать все более высокое удельное давление по мере уменьшения площади контакта.
4. От сложности шлифования зависит выбор абразива и марки.
- Жесткий абразив, такой как оксид алюминия 4A, следует использовать для грубого шлифования стали в тяжелых условиях.
- Более мягкие абразивы, такие как оксид алюминия 32 и 38, лучше всего подходят для более легких операций прецизионного шлифования сталей и полусталей, тогда как промежуточные абразивы из оксида алюминия 57 и 19 используются для прецизионного и полуточного шлифования как мягкой, так и твердой стали.
- От сложности шлифования также зависит выбор марки. Твердый сплав обеспечивает прочные круги для грубого шлифования, такого как заедание, в то время как круги среднего и более мягкого класса можно использовать для операций прецизионного типа, которые менее тяжелы для круга.
5. Скорость, с которой должен работать шлифовальный круг, часто определяет тип связки.
- Колеса на керамической связке не должны использоваться на скоростях выше 6500 сек. / Мин. За некоторыми исключениями, когда скорость превышает этот показатель, следует использовать колеса на связке из резины, резины или шеллака. Обратите внимание: ни в коем случае нельзя превышать безопасную рабочую скорость, указанную на бирке, колесе или промокательной бумаге.
- Чем выше скорость подачи, тем выше давление шлифования.Если скорость шлифования заготовки необходимо увеличить, скорость подачи будет увеличена, тогда износ круга будет быстрее. Поэтому требуется более твердый шлифовальный круг.
- Стандартная система маркировки круга используется для определения пяти основных факторов при выборе шлифовального круга:
- Тип абразива
- Размер зерна
- Марка или твердость
- Структура
- Облигация
Первый символ: Тип абразива
Колесо с маркировкой A 60-J8V обозначает следующее:
A — плавленый оксид алюминия
Рисунок 8: Маркировка шлифовального круга
Второй символ: Размер зерна
Для определения зернистости можно использовать следующую шкалу:
Третий символ: класс твердости
- Класс твердости — это мера прочности связи шлифовального круга.
- Связующий материал удерживает абразивные зерна вместе в круге.
- Чем прочнее связь, тем тверже колесо.
- Класс твердости — это мера прочности связи шлифовального круга.
от A до G мягче.
от H до P — это более средние сорта.
R к Z сложнее.
Четвертый символ: структура
- Структура, расстояние между абразивными зернами в круге указано цифрами.
1 — плотная структура.
8 — более средняя структура.
15 — открытая конструкция.
- Облигация обозначается буквой в соответствии со следующей информацией:
- V — остеклованный
- B — Резиноид
- R — Резина
- E — шеллак
- M — Металл
Пример маркировки стандартного шлифовального круга:
1- A — 305 X 25 X 127 WA 46 K 8 V 7N 2000 м / мин
ОТ (ТИП КОЛЕСА): 1 (прямое-гладкое)
РАЗМЕР: Диаметр.(Г) X Ширина (Ш) X Диаметр отверстия (В)
ТИП АБРАЗИВА: WA (см. Рисунок 2)
РАЗМЕР ЗЕРНА: 46 (См. Рисунок 2)
СТРУКТУРА: 8 (см. Рисунок 2)
ТИП КОСТИ: V (см. Рисунок 2)
Рисунок 9: Таблица выбора шлифовального круга
Рисунок 10: Таблица выбора шлифовального круга
1. Перечислите пять мер предосторожности.
2. Перечислите пять основных частей плоскошлифовального станка.
3. Что такое станок для правки алмазного круга?
4.Насколько далеко алмазный правый диск должен располагаться слева от центра колеса при правке колеса?
6. Как вы проводите кольцевой тест?
7. При выборе шлифовального круга существует восемь факторов, которые влияют на выбор технических характеристик шлифовального круга. Перечислите пять из восьми факторов.
8. Для чего лучше всего подходят шлифовальные круги из оксида алюминия?
9. Стандартная система маркировки круга используется для определения факторов при выборе шлифовального круга.Пожалуйста, все пять основных факторов?
10. Колесо с маркировкой WA 80-L9B, пожалуйста, укажите следующее.
Эта глава была получена из следующих источников.
Глава 17: Способы и станки шлифования | Применение режущего инструмента
Шлифовка или абразивная обработка, когда-то выполнявшаяся на обычных фрезерных, токарных и формовочных станках, теперь выполняется на различных типах шлифовальных станков.
Шлифовальные станки за последнее десятилетие значительно продвинулись в проектировании, конструкции, жесткости и области применения, чем любые другие стандартные станки в обрабатывающей промышленности.Шлифовальные станки делятся на пять категорий: плоскошлифовальные станки, цилиндрические шлифовальные машины, бесцентрово-шлифовальные станки, внутренние шлифовальные машины и специальные.
Плоское шлифование
Плоскошлифовальные станки используются для обработки плоских, угловатых и нестандартных поверхностей. В процессе плоского шлифования шлифовальный круг вращается на шпинделе; и заготовка, установленная на возвратно-поступательном или вращающемся столе, приводится в контакт со шлифовальным кругом.
В промышленности обычно используются четыре типа плоскошлифовальных станков: горизонтальный шпиндель / стол с возвратно-поступательным движением; горизонтальный шпиндель / поворотный стол; вертикальный шпиндель / стол возвратно-поступательный; и вертикальный шпиндель / поворотный стол.
Горизонтальный шпиндель / стол с возвратно-поступательным движением. Этот плоскошлифовальный станок является наиболее часто используемым при механической обработке. Он доступен в различных размерах для работы с большими или маленькими деталями. С этим типом плоскошлифовального станка работа перемещается вперед и назад под шлифовальным кругом. Шлифовальный круг установлен на горизонтальном шпинделе и режет по периферии при контакте с заготовкой.
Горизонтальный шпиндель / поворотный стол. Этот плоскошлифовальный станок также имеет горизонтально установленный шлифовальный круг, который режет по периферии.Заготовка вращается на 360 градусов на поворотном столе под шлифовальной головкой. Шлифовальная бабка перемещается по заготовке, обеспечивая необходимые движения поперечной подачи.
Вертикальный шпиндель / стол с возвратно-поступательным движением. Этот тип особенно подходит для шлифования длинных и узких отливок, например, станины токарного станка для двигателей. Он удаляет металл лицевой стороной шлифовального круга, в то время как работа совершает возвратно-поступательное движение под колесом. Узел шлифовальной бабки, как и на большинстве других типов плоскошлифовальных станков, перемещается вертикально, чтобы контролировать глубину резания.Боковое перемещение стола осуществляет поперечную подачу.
Вертикальный шпиндель / поворотный стол. Этот шлифовальный станок может выполнять тяжелые резания и высокую производительность съема металла. В станках с вертикальным шпинделем используются чашки, цилиндры или сегментированные колеса. Многие из них оснащены несколькими шпинделями для последовательной черновой, получистовой и чистовой обработки крупных отливок, поковок и сварных изделий.
Приспособления зажимные. Практически любое зажимное приспособление, используемое на фрезерном станке или сверлильном станке, можно использовать на плоскошлифовальных станках.Однако наиболее распространенным зажимным приспособлением на плоскошлифовальных станках является магнитный патрон.
Круглое шлифование
Круглое шлифование — это процесс шлифования наружных поверхностей цилиндра. Эти поверхности могут быть прямыми, коническими или фигурными. Цилиндрическое шлифование напоминает токарно-токарные операции. Они заменяют токарный станок, когда заготовка закаляется или когда требуется высочайшая точность и превосходное качество обработки. При вращении заготовки шлифовальный круг, вращающийся намного быстрее в противоположном направлении, входит в контакт с деталью.Заготовка и стол совершают возвратно-поступательное движение при контакте со шлифовальным кругом для удаления материала.
Приспособления зажимные. Приспособления и принадлежности, используемые на центрально-цилиндрических шлифовальных станках, аналогичны тем, которые используются на токарных станках с двигателями.
Независимые, универсальные и цанговые патроны могут использоваться на цилиндрических шлифовальных машинах, когда заготовка имеет неправильную форму или не имеет центрального отверстия. Они также используются для операций внутреннего шлифования.
Бесцентровое шлифование
Бесцентрово-шлифовальные станки избавляют от необходимости иметь центральные отверстия для работы или использовать зажимные приспособления.При бесцентровом шлифовании заготовка опирается на лезвие рабочей опоры и поддерживается вторым кругом, называемым регулирующим кругом. Вращение шлифовального круга толкает заготовку вниз на лезвие рабочей опоры и на регулирующий круг. Регулирующий круг, обычно изготовленный из абразива на резиновой связке, вращается в том же направлении, что и шлифовальный круг, и регулирует продольную подачу заготовки при установке под небольшим углом. Изменяя этот угол и скорость вращения колеса, можно изменять скорость подачи заготовки.
Внутреннее шлифование
Внутренние шлифовальные машины используются для точной обработки прямых, конических или формованных отверстий. Самая популярная внутренняя шлифовальная машина похожа на операцию растачивания на токарном станке: заготовка удерживается зажимным устройством, обычно патроном или цанговым патроном, и вращается с помощью моторизованной бабки. Отдельная моторная головка в том же направлении, что и заготовка, вращает шлифовальный круг. Его можно вводить и выводить из работы, а также регулировать по глубине резания.
Специальные процессы шлифования
Специальные типы шлифовальных станков — это шлифовальные станки, предназначенные для определенных видов работ и операций, например: Шлифовальные станки для инструментов и фрез. Эти шлифовальные станки предназначены для заточки фрез, разверток, метчиков и других фрез для станков. Универсальный фрезерный станок — самый популярный и универсальный заточный станок. Доступны различные насадки для заточки большинства типов режущих инструментов. Станки координатно-шлифовальные. Координатно-шлифовальные станки были разработаны для обнаружения и точной шлифовки конических или прямых отверстий. Координатно-шлифовальные станки оснащены высокоскоростным вертикальным шпинделем для удержания и привода шлифовального круга. В них используется та же система точного позиционирования, что и в координатно-расточных станках. Станки резьбошлифовальные. Это специальные болгарки, напоминающие цилиндрическую болгарку. У них должен быть прецизионный ходовой винт для обеспечения правильного шага или шага на резьбовой части. Резьбошлифовальные станки также имеют средства правки или корректировки режущей периферии шлифовального круга, чтобы он создавал точную форму резьбы на детали.
Медленное шлифование
Традиционно шлифование ассоциировалось с небольшими скоростями съема металла и чистовой чистовой обработкой. Однако шлифование также можно использовать для крупномасштабных операций по удалению металла, таких как фрезерование, протяжка и планирование. При глубинном шлифовании, разработанном в конце 1950-х годов, глубина резания круга достигает 0,25 дюйма, а скорость обработки детали низкая.
Его общая конкурентная позиция по сравнению с другими процессами удаления материала указывает на то, что медленное шлифование может быть экономичным для конкретных применений, таких как шлифование фасонных пуансонов, канавок спирального сверла и различных сложных деталей из суперсплавов.Круг обрабатывается по форме изготавливаемой детали. Хотя обычно достаточно одного прохода, второй проход может потребоваться для улучшения качества поверхности.
Износ шлифовального круга
Износ шлифовального круга может быть вызван тремя факторами: истиранием или износом, дроблением зерен или разрывом связки.
В большинстве процессов шлифования в той или иной степени задействованы все три механизма. Износ в результате истирания нежелателен, поскольку затупившиеся зерна снижают эффективность процесса, что приводит к увеличению энергопотребления, повышению температуры поверхности и повреждению поверхности.Тем не менее, истирание должно продолжаться до некоторой степени, при этом силы, действующие на зерно, должны увеличиваться до тех пор, пока они не станут достаточно высокими, чтобы разрушить зерно или сломать связующие штыри, удерживающие затупившийся песок. Действие частиц, отрывающихся от зерен, позволяет диску сохранять остроту без чрезмерного износа. Однако в конечном итоге зерна должны оторваться от связки, иначе колесо придется править. Разрыв связующего штифта, удерживающего зерно, позволяет отшелушивать тусклые зерна, обнажая новые острые края. Если это происходит слишком быстро, диаметр колеса изнашивается слишком быстро.Это увеличивает стоимость колес и запрещает близкий размер следующих друг за другом деталей.
Коэффициент G. Коэффициент G — это отношение количества снятого материала к степени износа колеса, измеряемое в кубических дюймах в минуту. Это соотношение будет варьироваться от 1,0 до 5,0 при очень грубом шлифовании и от 25,0 до 50,0 при чистовом шлифовании.
Несмотря на то, что шлифовальные круги довольно дороги, высокое соотношение G не обязательно экономично, так как это может означать более медленную скорость съема материала.Часто требуется некоторое экспериментирование, чтобы найти комбинацию колеса и металла, которая является наиболее экономичной для работы.
Потертости, износ. Износ в виде истирания является причиной так называемого «полированного» круга, который возникает, когда плоские участки изнашиваются на абразивных зернах, но силы недостаточно высоки, чтобы вырвать затупленные зерна с поверхности круга. Износ круга истиранием чаще всего происходит при выполнении тонких надрезов на твердых абразивных материалах. Этого часто можно избежать, сделав более тяжелые пропилы или используя более мягкий круг, который позволит зернам вырваться наружу.
Излом зерна. Силы, вызывающие дробление зерна, могут возникать из-за сил резания, действующих на круг, тепловых условий, ударной нагрузки, сварочного действия между зерном и стружкой или сочетания этих факторов. При чистовом шлифовании этот тип износа круга желателен, потому что он оставляет незащищенными острые кромки и все же приводит к низкому износу круга. Со временем колесо может «нагружаться» и становиться шумным и требовать правки.
Под нагрузкой круг следует править, сделав несколько глубоких надрезов алмазом, чтобы удалить металлический заряженный слой, а стружку не просто протолкнуть дальше в круг.Затем его следует обработать финишной отделкой в соответствии с требованиями к применению.
Разрыв связки. Желательно, чтобы из круга выходила изношенная абразива, чтобы открывались новые режущие кромки. Это разрушение связи должно происходить достаточно быстро, чтобы тепловыделение было достаточно низким, чтобы избежать повреждения поверхности. С другой стороны, разрыв облигаций должен быть достаточно медленным, чтобы затраты на колесо не были чрезмерно высокими. Обычно это означает выбор правильного сорта колес для работы.Для удержания зерна на месте требуется определенная твердость связки. Более мягкие колеса слишком быстро крошатся, а более жесткие колеса слишком долго удерживают тусклый песок.
Абразивные материалы с покрытием
Типичными примерами шлифовальных материалов с покрытием являются наждачная бумага и наждачное полотно. Зерна, используемые в абразивных материалах с покрытием, более остры, чем у шлифовальных кругов. Зерна электростатически осаждаются на гибком материале основы, таком как бумага или ткань. Матрица или покрытие изготовлено из смолы.
Абразивы с покрытием доступны в виде листов, лент и дисков и обычно имеют гораздо более открытую структуру, чем абразивы на шлифовальных кругах.Абразивные материалы с покрытием широко используются при отделке плоских или криволинейных поверхностей металлических или неметаллических деталей, а также в деревообработке. Получаемая отделка поверхности зависит в первую очередь от размера зерен.
Обработка абразивных лент. Абразивные материалы с покрытием также используются в качестве лент для высокопроизводительного съема материала. Ленточное шлифование стало важным производственным процессом, в некоторых случаях заменяющим обычные операции шлифования, такие как шлифование распределительных валов. Скорость ленты обычно находится в диапазоне от 2500 до 6000 футов / мин.Машины для работы с абразивными лентами требуют надлежащей опоры ленты и жесткой конструкции для минимизации вибрации.
Шлифуемость
Шлифуемость, как и обрабатываемость, можно рассматривать как легкость, с которой материал может быть удален с заготовки под действием шлифовального круга. Обработка поверхности, потребляемая мощность и стойкость инструмента (круга) можно рассматривать как фундаментальные критерии шлифуемости металлов. Кроме того, существуют важные факторы стружкообразования и склонности к повреждению заготовки.Образование стружки, приводящее к «нагруженному» колесу, вредно.
Самая важная настройка станка, влияющая на обрабатываемость, скорость резания, не так важна для шлифования, потому что шлифование выполняется с более или менее постоянной скоростью. Вместо этого важным фактором становится природа шлифовального круга. Тип зерна, размер зерна, связующий материал, твердость и структура круга — все это влияет на шлифуемость заготовки. Проблемы материала инструмента и переменных конфигурации обсуждались в связи с обрабатываемостью.
При шлифовальных операциях, таких как заедание и отрезка, чистота поверхности и даже металлургическое повреждение заготовки могут стать относительно несущественными. Срок службы круга и достижимая скорость резания становятся критериями шлифуемости.
Лучший способ определить шлифуемость — это начать с выбора подходящего круга. Начните с рекомендованного производителем уклона для условий работы и затем попробуйте колеса с каждой стороны этого уклона.Можно отметить любое улучшение или ухудшение шлифования, о чем свидетельствует износ круга, шероховатость поверхности или повреждение заготовки. После выбора подходящего колеса можно получить данные о сроке службы колеса. Обычно это можно сделать во время производственного цикла.
Некоторые факторы, которые следует учитывать при установлении рейтингов шлифуемости, обсуждаются в следующих примерах в отношении рабочих металлов.
Твердосплавный материал нельзя шлифовать шлифовальными кругами из оксида алюминия.Хотя его можно шлифовать кругами из чистого карбида кремния, коэффициент шлифования очень низкий, и материал легко повредить. Карбид легко шлифуется алмазными кругами, если делать легкие разрезы, чтобы предотвратить повреждение материала заготовки. Однако круги с алмазной шлифовкой довольно дороги, а общая шлифуемость этого материала очень низкая.
Быстрорежущая сталь довольно успешно шлифуется с помощью шлифовальных кругов из оксида алюминия. Степень шлифования низкая, относительная потребляемая мощность высока, и всегда присутствует возможность повреждения заготовки.Общая шлифуемость довольно низкая.
Закаленная сталь (среднетвердые легированные или гладкие углеродистые стали) легко шлифуется колесами с оксидом алюминия. Степень шлифования хорошая, и повреждение заготовки не является серьезной проблемой. Рейтинг шлифуемости хороший.
Мягкие стали (отожженные простые углеродистые стали) шлифуют с относительно низким энергопотреблением. Круги из оксида алюминия являются удовлетворительными, и степень шлифования довольно высока, но могут возникнуть повреждения поверхности.В целом эти материалы имеют хорошую шлифовальную способность.
Алюминиевые сплавы (мягкий) шлифуют с довольно низким энергопотреблением, но они быстро нагружают колесо. Нужны колеса с очень печной конструкцией.