Часовые станки различных производителей | Станочный Мир
Часовые станки
(Из книги Е. Васильева «Маленькие станки»)
Обычно такие станки не имеют ни патрона, ни резцедержателя. Заготовка закрепляется цангами, а точится ручными резцами с опорой на линейку-подручник — примерно как на токарном станке по дереву. Тем не менее, такие станки очень точные и достаточно дорогие. Станина маленького часового станка в виде стержня D-образного сечения (так называемый Женевский тип) обычно закреплена только одним краем. Привод шпинделя изначально был ножным от большого колеса и педали (как в швейной машине), позже применялись электродвигатели.
Часовые станки имеют очень много всяких приспособлений, среди которых встречаются и токарные патроны (трёх, четырёх и, реже, шести кулачковые), и резцедержатели на двухкоординатном и даже на трёхкоординатном столике. Шпиндель таких станков имеет сквозное внутреннее отверстие диаметром 8 мм (у редких моделей 10мм или 6мм) и вращается в бронзовых конических втулках.
Даже при оснащении двухкоординатным крестовым столиком, часовой станок не имеет продольной подачи суппорта, в общепринятом смысле. Резец перемещается вдоль заготовки по верхним салазкам, а поперёк — по нижним. Нижние салазки прикручены к станине и могут быть передвинуты по ней в нужное место после ослабления крепёжного винта. Диаметр патрона такого станка около 65мм. Длина часовых станков — 250-350мм.
Основные страны-производители часовых станков — это Германия, Швейцария, Англия, США. Сейчас такие станки производит, например, швейцарская фирма Бергеон (Bergeon). Цена современного часового станка может составлять 20 тысяч Евро и даже выше.
Часовой станочек фирмы Bergeon. Цена около $25000.
Цена на станок зависит, прежде всего, от количества приспособлений — всяких оправок, цанг, центров, делительных устройств и т.д. То есть полностью укомплектованный станок может состоять из собственно станка, изображённого на фото, плюс ещё два деревянных чемодана с различной оснасткой, которая и определяет стоимость всего комплекта.
На аукционе www.ebay.com старенький часовой станок с трёхкулачковым патроном и двухкоординатным столиком находит покупателя обычно за сумму от $350 и выше.
Токарный станок Boley F1 (довольно необычная компоновка станины)
Местное освещение на часовом токарном станочке (кстати, станина здесь может поворачиваться вокруг шпиндельной бабки).
«Schaublin 70«. Швейцарский Шаублин — что-то вроде короля в мире часовых станочков.
Королева тоже присутствует — высокомерная красавица Pultra, как обычно, вся в белом, и аккуратностью не уступит даже Шаублину.
Tony Griffith на своём известнейшем станочном сайте https://www.lathes.co.uk/ пишет, что Pultra в производстве станков достигла уникальной точности и гарантировала полную взаимозаменяемость отдельных частей с разных станков. Можно было переставить, например, заднюю бабку с другой Палтры, и станок сохранял прежнюю юстировку без потери точности.
Можно было переставить, например, заднюю бабку с другой Палтры, и станок сохранял прежнюю юстировку без потери точности.
Попутно, интересный факт о станках Палтра (Pultra): был вариант их установки на столы от промышленных швейных машин. Швейные машины в условиях производства создают такие сильные вибрации и нагрузки, что требования к столам для промышленных швейных машин не отличаются от требований к столам точных станков.
Фирма продолжала единичный выпуск станков, по крайней мере, до 2003 года, правда, на заказ и по очень высокой цене.
Белая Палтра мне нравится больше, но так как основные поставки этого станка были для военной промышленности, на этом фото Палтра более военного, зелёного цвета.
А в СССР когда-то вполне удачно скопировали Шаублин. Копия выпускалась, например, на Минском часовом заводе под именем Т-28. Фото с форума https://www.chipmaker.ru
Добротный механизм на фото — часовой станочек Gem Glorious. С большим делительным диском, зубофрезерным приспособлением и.. с оптическим прицелом!
С большим делительным диском, зубофрезерным приспособлением и.. с оптическим прицелом!
Часовой станок не точнее большого токарного, которые и сами бывают очень точными при своих больших размерах. Просто часовой станок предназначен для мелких деталей, изготовление которых требуют специальной оснастки и особых приёмов, таких как закрепление деталей в цангах, а не в патроне, применение кондукторов при сверлении инструментом малого диаметра и др.
Также, для обеспечения необходимой скорости резания при очень малом диаметре детали нужна высокая частота вращения шпинделя, зачастую недоступная большим станкам.
Часовой токарный станочек Star (Швейцария).
На фото задняя бабка придвинута к шпинделю, показано точное совпадение конусов.
Но основным фактором, влияющим на точность изготовления как таковую, являются руки мастера, работающего за станком. Часовщик достигает требуемой точности изготовления детали даже без крестового столика, работая обычным ручным резцом.
Студент Техасского Института Ювелирной Технологии за работой на часовом токарном станке.
Хорошо видно, как производится точение без крестового столика, простым ручным резцом с опорой на линейку. Фото с сайта https://www.frankpoye.com/time/
Часовщики частенько спрашивают меня, где купить токарный станок для изготовления деталей и какой он должен быть, чтобы можно было изготавливать оси для колёс, баланса, доводить цапфы на них, нарезать зубья на трибах. И можно ли на токарном станке резать зубья на колесе? Или нужен фрезерный?
Как раз сейчас наблюдаю за продажей такого станочка для часовщиков на аукционе https://www.ebay.co.uk — торги закончатся через сутки, посмотрим тогда на цену.
У этого станочка очень хорошее состояние и модель очень редкая — это цену повысит. Правда станок произведён в бывшей ГДР, то есть без звучного имени, и двигатель на 220В, в США такой в розетку не воткнуть, и описание на немецком — это цену снижает.
Но фото сами за себя говорят, вещь хорошая — такая будет дорого стоить (сейчас, за 20 часов до закрытия торгов цена 800 Евро). Обычно основные торги проходят на последней минуте, для этого есть даже специальные программы, позволяющие делать ставку автоматически, за несколько секунд до закрытия. То есть хорошие вещи достаются обычно не тем, кто за них предварительно торговался.
Станок имеет интересно выполненное фрезерное приспособление на «переламывающейся» станине.
Символическая начальная цена этого лота равнялась одному Евро, а всего за время торгов было сделано 53 ставки. Выиграл покупатель, сделавший только одну ставку, то есть до этого не торговавшийся, но победившая ставка сделана лишь за семь секунд до закрытия лота. В итоге станок продан по окончании торгов за 1600 Евро.
При этом за последнюю минуту торгов было сделано шесть ставок от покупателей, имеющих специальные программы для торгов, и настроивших эти программы на участие в аукционе в последнюю минуту. Именно между ними и проходил реальный торг. А все десять дней до этого был такой своеобразный цирк.
Именно между ними и проходил реальный торг. А все десять дней до этого был такой своеобразный цирк.
На фото этот станочек в чисто токарном варианте, без фрезерной приставки.
О покупке подобных станков и приспособлений можно поспрашивать и на часовых форумах. Дополнительно к этому, попадается очень редко что-то на www.molotok.ru, и на рынках в Москве иногда старые часовые станочки встречаются. И у антикваров можно что-то поискать.
Часовые заводы в СССР выпускали для внутреннего пользования часовые станки, в основном, копируя иностранные. В частном владении их было очевидно, очень мало, потому встретить сейчас их трудно, но вблизи от часовых заводов (в тех же городах, например Минск, Харьков, Челябинск) иногда встречаются станочки. Правда редко и бессистемно — то есть что-то можно купить, только если очень повезёт.
Ещё одно из предложений. Как видим, фрезерное приспособление уже в комплекте.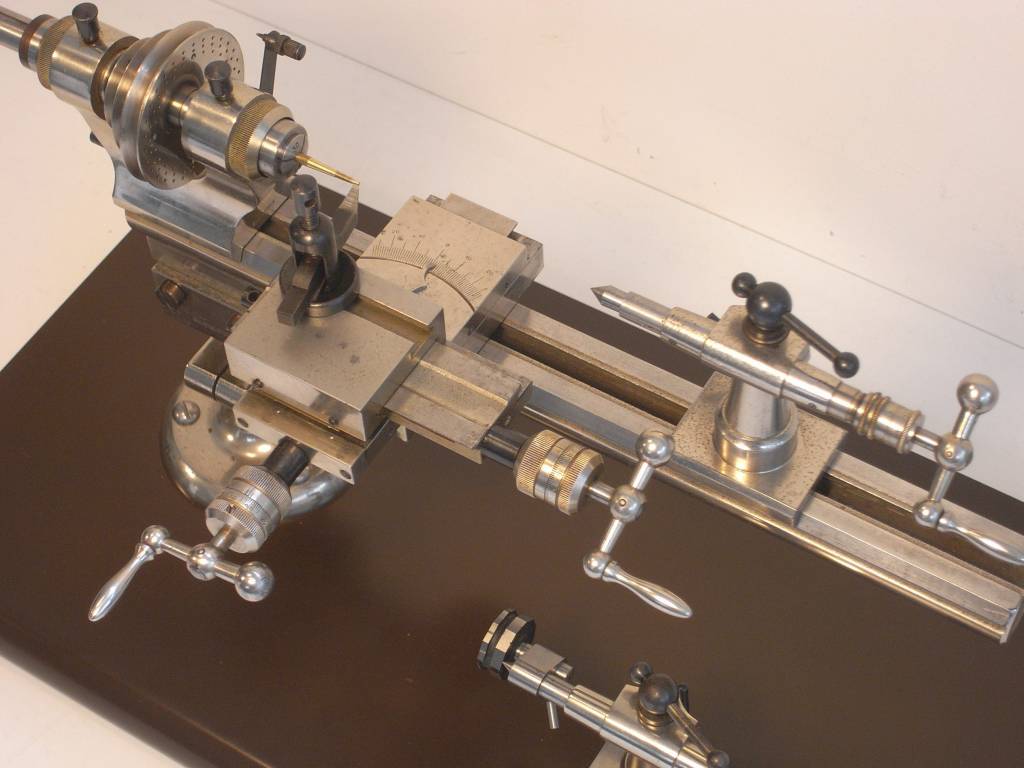
Но у этого станочка есть существенный недостаток: он для левши. И со слов владельца поменять руку простой перестановкой частей и разворотом узлов нельзя.
Конечно, Lorch — известный производитель часовых станочков с добрым именем. Но если станок нельзя перевернуть в состояние «под правую руку», то работать на нём сможет только левша. И для него такой станочек — настоящая находка.
В одном из моих станочков был самодельный винт подачи с резьбой в другую сторону — мне показалось, что так совсем невозможно работать.
На фото — очень интересный часовой станочек. Сомневаюсь, что его можно назвать токарным. Это скорее целый «обрабатывающий центр». Родом станок вроде бы с Украины, но уже переехал в Голландию.
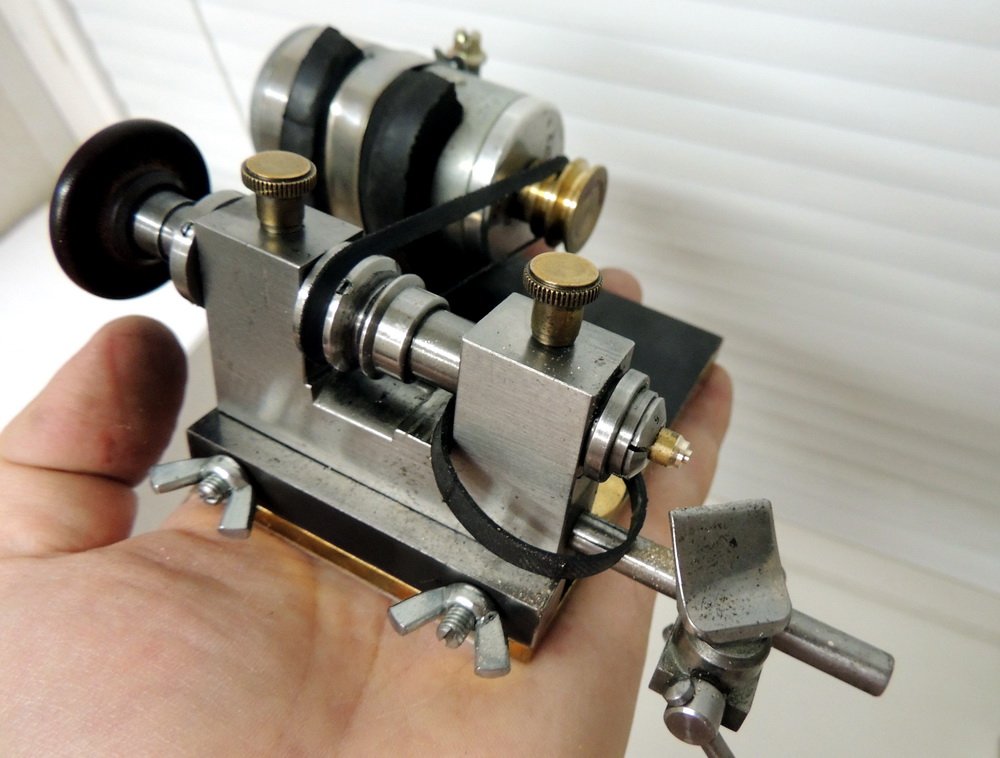
Ремень (часового станка)
Передача вращения от двигателя к шпинделю часового станка обычно выполняется эластичным ремнём круглого сечения.
В токарной обработке часовых деталей, например, когда на оси диаметром 1 мм нужно обточить цапфу 0. 1 мм — круглый силиконовый ремень проблем не вызывает. И на фрезерном приводе, когда нарезается зубчик на тонкой шестерне, такой ремень справляется. А при резьбонарезной работе их конечно и не используют.
1 мм — круглый силиконовый ремень проблем не вызывает. И на фрезерном приводе, когда нарезается зубчик на тонкой шестерне, такой ремень справляется. А при резьбонарезной работе их конечно и не используют.
Для использования ремня круглого сечения шкивы имеют канавки треугольного профиля.
Если усилие чуть больше — привод выполняется плоским ремнём, например как на этом Шаублине. Также могут применяться и клиновые ремни, и даже зубчатые.
А для чисто часовой работы круглый длинный ремешок удобен, так как его можно протянуть куда угодно, по мере необходимости. Когда требуется поменять направление вращения, круглый ремень скрещивают восьмёркой. При этом ремень трётся сам об себя, да и ладно — усилия небольшие.
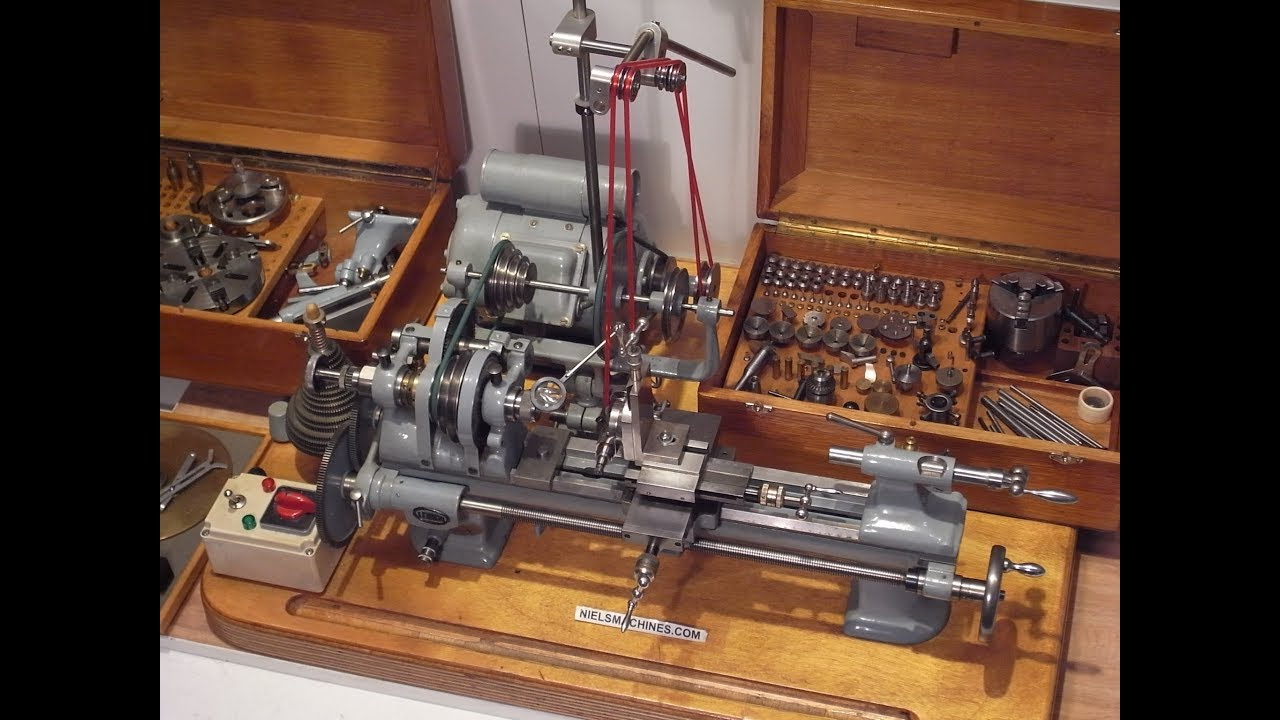
Глядя на этот часовой фрезерный станок, можно заметить, что круглый ремень допускает работу и на смещённых шкивах, не заботясь об их нахождении строго в одной плоскости.
Некоторые давно известные производители маленьких станков, за многие годы снискавшие признание и известность, продолжают их выпуск и сегодня. Современные часовые станки сейчас производит Cowells, Levin, Bergeon, Boley и Schaublin (из известных мне).
Современные часовые станки сейчас производит Cowells, Levin, Bergeon, Boley и Schaublin (из известных мне).
На фото: современный часовой токарный станок Cowells.
Фото из Фото галереи станков «Cowells». Ещё один из таких современных часовых станков с давней историей — американский Levin.
На фото: токарный Levin с цифровой индикацией от Sony.
Немецкая фирма Boley GmbH также не нуждается в представлении.
На фото: токарный станок Boley Leinen WW 83
То обстоятельство, что какой-то из производителей, даже с громким именем, остался не названным, вовсе ни о чём не говорит — материалы по маленьким станкам, собранные здесь, не претендуют ни на полноту, ни на какую-то объективность. Я просто систематизировал имеющуюся у меня в наличии информацию, дополнив небольшими комментариями. Но ещё много кто остался не упомянутым. Например, Webster-Whitcomb, первые буквы этих фамилий дали название и часовым цангам WW-типа, и часовым станкам WW-типа, которые имеют станину с Т-образным пазом.
Но ещё много кто остался не упомянутым. Например, Webster-Whitcomb, первые буквы этих фамилий дали название и часовым цангам WW-типа, и часовым станкам WW-типа, которые имеют станину с Т-образным пазом.
Этот T-образный паз на центральном участке прорезан насквозь (на фото показан вид снизу).
Крестовой столик крепится через паз болтом снизу. Направляющие плоскости в этом типе станины получаются в виде усечённой треугольной призмы.
Второй вариант направляющей станины — «Женевский», от швейцарских мастеров, где направляющая имеет D-образную форму круглого прутка с боковой лыской по всей длине.
Так выглядят WW-цанги для часового станочка, уложенные в красивой подставке-магазине.
Источник:
Васильев Е. «Маленькие станки»
Часовой токарный станок: виды, схемы, конструкция, различия
Среди спецоборудования для токарей часовые токарные станки выделяют в отдельную группу. Эти настольные приборы характеризуются высокой точностью и функциональностью, несмотря на компактные габариты (длина до 35см).Классическая конструкция такого оборудования не подразумевает наличие патрона и резцедержателя. Однако современные модели оснащаются всеми необходимыми приспособлениями.
Эти настольные приборы характеризуются высокой точностью и функциональностью, несмотря на компактные габариты (длина до 35см).Классическая конструкция такого оборудования не подразумевает наличие патрона и резцедержателя. Однако современные модели оснащаются всеми необходимыми приспособлениями.
Виды часовых станков
Нельзя сказать, что часовые аппараты точнее крупных моделей. Просто они предназначены для тонких работ с мелкими деталями. В таких случаях необходимо специальное оснащение и приемы, например: фиксация детали в цангах, тонкое сверление с использованием кондуктора.
Лидерами в производстве оборудования для часовщиков всегда были заводы Европы и отчасти США. В союзе, однако, изготавливали очень неплохие копии.
Рассмотрим некоторые модели.
Т28
Этот станок по праву считают достойным аналогом модели Schaublin-70 швейцарского завода. Его сфера – тонкая, чистовая обработка деталей из металла.
Прибор успешно справляется с расточкой конусов и цилиндров, подрезанием торцов, сверлением.![]()
Агрегат Т28 широко используют в часовом и инструментальном производстве, в приборостроении. Это оборудование настольной конструкции имеет привод от локального электромотора. Заготовки, в зависимости от планируемой обработки, можно крепить тремя способами:
- В цанге;
- В центрах;
- На планшайбе.
Конструкция Т28 стандартна: станина, передняя и задняя бабки и суппорт. Инструмент прикрепляется на суппорт и подается вручную. Шпиндель вращается в двух втулках с подачи электродвигателя.
Т65
Металлообрабатывающий прибор Т65 также предназначен для высокоточного резания и обточки деталей наименьших размеров (в том числе фигурных). Тип установки – настольный. Станина выполнена в форме стержня. Впрочем, как и в Т28.
К преимуществам аппарата относят простое устройство, недорогие запчасти и несложную эксплуатацию. Легковесный станок Т65 оснащен хорошим двигателем мощностью 0,25кВт и способен вырабатывать до 1400 оборотов в минуту.
С95
Часовые токарные станки С95 были изготовлены по макету известной германской модели Boley No.1b. Основное применение прибор получил в масштабных операциях при производстве часов.
Функции С95:
- Вытачивать фигурные поверхности;
- Подрезать торцы;
- Сверлить;
- Проводить фрезерные и доводочные операции.
Станина выполнена в виде точеной балки на двух опорных стойках. Сверху на станине размещены призматические направляющие для фиксации бабок и суппорта.
Различия и преимущества
Как уже говорилось, все три модели малогабаритны, подвержены ручной переноске. Самый тяжелый аппарат Т28 весит 25кг, другие два – по 19кг.
Класс точности одинаково высок – «Н».
Детальное сравнение технических параметров приведено в паспорте ниже.
| Показатель | Т-65 | С-95 | Т-28 |
| Максимальный диаметр детали над станиной, см | 12 | 5 | 13 |
| … над суппортом, см | 3 | 1,2 | 1,4 |
| Высота центров, см | 6,5 | 3,2 | 6,5 |
| Межцентровое расстояние, см | 20 | 12,5 | 22 |
| Предельная длина обточки, см | 7 | 3,8 | 5,5 |
| Расстояние от опоры резца до центров, см | 0,6 | 0,6 | 0,6 |
| Толщина отверстия в шпинделе, см | 1 | 0,8 | 1 |
| Обороты шпинделя, об/мин | 77, 66, 55 | 1300. .3000 .3000 | 1440, 2500, 4300 |
| Максимальное поперечное перемещение суппорта, см | 7 | 4,4 | 5,5 |
| Предел перемещений пиноли, см | 4,5 | 3 | 4,5 |
| Электрооборудование | |||
| Мощность электродвигателя базового привода, кВт, обороты | 0,25 1400 об/мин | 0,15 2700 об/мин | 0,27 2800 об/мин |
| Размеры оборудования (длина ширина высота), см | 67,5 х 30х 25 | 42 х 20 х 25 | 65 х 25,5 х 22,2 |
| Масса аппарата, кг | 19 | 19,2 | 25 |
Итак, из рассмотренных данных видно:
- Модель Т28 – самая мощная и оборотистая, имеет наибольший РМЦ. Число вращений шпинделя несравненно выше других моделей, что обеспечивает большую скорость обработки.
- Т65 отличается низкой величиной шпиндельных вращений, что оптимально для тонких чистовых обработок.
 Станок обтачивает детали гораздо большей длины (до 70мм) и отличается самым значительным перемещением суппорта и быстрой настройкой, которую можно произвести своими руками.
Станок обтачивает детали гораздо большей длины (до 70мм) и отличается самым значительным перемещением суппорта и быстрой настройкой, которую можно произвести своими руками. - С95 – самый маленький аппарат из рассмотренного ряда. Маломощный мотор выдает очень хорошие обороты и подвергает шпиндель быстрому вращению. Это компактный, но весьма функциональный станок.
 Станок обтачивает детали гораздо большей длины (до 70мм) и отличается самым значительным перемещением суппорта и быстрой настройкой, которую можно произвести своими руками.
Станок обтачивает детали гораздо большей длины (до 70мм) и отличается самым значительным перемещением суппорта и быстрой настройкой, которую можно произвести своими руками.Основная комплектация
Кроме технических характеристик, за функциональные преимущества каждой марки отвечает заводская комплектация.
Под заказ настольные токарные приборы оснащаются множеством дополнительных приспособлений. Базовая же комплектация Т28 состоит из таких элементов:
- Передняя и задняя бабки;
- Станина;
- Зажим;
- Подручник для ручного перемещения;
- Планшайба;
- Стол;
- Комплект основных ключей;
- Набор цанг.
- Инструкция
С помощью планшайбы, которая крепится на шпиндель, можно вытачивать углубления в платинах для шестеренок.
Часовой настольный токарный станок Т 65 комплектуется с некоторым отличием. В устройстве не заложено наличие планшайбы и подручника, но есть другие функциональные особенности.
Бабка скоростного прижима применяется для быстрого высверливания и выточки особым приспособлением (например, полыми фрезами). Контрпривод – это вал, расположенный на опорных креплениях. Контрпривод обеспечивает 6-тиступенчатые обороты шпинделя (в обычном режиме ступеней 3).
Настольный агрегат С95, кроме контрпривода и подручника, оснащен еще и сложными приборами для наружного и внутреннего шлифования.
Расположение органов управления
Чтобы понять, как управляются настольные металлорежущие установки, приведем схему органов управления одного из них. Различия не существенны.
Размещение органов управления Т28:
- Ручка запуска электродвигателя;
- Ручка остановки шпинделя передней бабки;
- Ручка делительного приспособления;
- Маховик фиксатора цанг;
- Ручка стопора шпинделя;
- Рукоятка поперечной подачи суппорта;
- Рукоятка продольной подачи резцовых салазок;
- Рукоятка зажима пиноли задней бабки;
- Маховик подачи пиноли задней бабки;
- Ручка зажима задней бабки;
- Гайка зажима суппорта.

Кинематическая схема
Кинематические схемы токарных часовых станков:
Т28
Т65
Электрическая схема
Работа электрики в приведенных приборах практически идентична. Для примера рассмотрим электрическую схему станка Т28:
Судя информации из профессиональных форумов, все три выбранные марки характеризуют, как многофункциональные, высокоточные аппараты.
Единственная плохая новость для мастеров тонкой металлообработки – эти модели давно не выпускают. Остается искать оставшиеся в обиходе экземпляры б/у. Если, конечно, Вы не располагаете круглой суммой для приобретения европейского аналога.
Часовой токарный станок своими руками
Самодельные станки
(Из книги Е. Васильева «Маленькие станки»)
Самоделкины из разных стран естественно не обошли вниманием и маленькие станочки. Вот несколько самодельных конструкций. В таких проектах обычно используются круглые шлифованные стержни в качестве направляющих, и потому такие конструкции часто напоминают легендарный Unimat DB/SL.
Пример самодельного станочка показан на фото (его основные корпусные детали изготовлены из алюминия).
В следующем токарном цыплёночке используется цанговый патрон с набором цанг от станка «Taig». На фото общий вид.
Как видим, простые в изготовлении круглые направляющие применяются во многих конструкциях. Но существует устойчивое мнение о слишком низкой жесткости такой конструкции. Возможно, это так, но у меня появилось подозрение – не миф ли это.
Может быть, направляющие и не виноваты во всех грехах, что им приписывают? Маленький станок любой конструкции, ну может за исключением промышленных станочков, имеет скромный запас жесткости. Например, я пользуюсь станками, где направляющие обычные, литые чугунные. И когда начинается свист и вибрация, я ищу причины в другом, подпираю деталь центром задней бабки, меняю режимы резания, меняю заточку резца и, в конце концов, нахожу какой-то приемлемый вариант и работаю. Но с проблемой низкой жесткости я и без круглых направляющих сталкиваюсь частенько. А вот если бы направляющие этих станочков были круглыми, возможно я бы пенял и плевался на них, не подозревая, что причина совсем не там.
А вот если бы направляющие этих станочков были круглыми, возможно я бы пенял и плевался на них, не подозревая, что причина совсем не там.
Конечно, нет дыма без огня, но Юниматы DB/SL по-прежнему народ покупает очень охотно. И менять их ни на что не хочет, ни смотря на вроде бы низкую жесткость круглых направляющих. Кроме того, можно выполнить направляющие чуть потолще и покороче, как в станочке мастера.
Здесь описание и чертежи (http://www.chipmaker.ru/index.php?showtopic=211) этого самодельного станка. Ввиду дефицитности маленьких токарных патронов и их достаточно высокой стоимости, в станке применён сверлильный патрон вместо токарного.
Юрий Кимборович. Вид со стороны задней бабки
Юрий Кимборович. Привод Юрий Кимборович. Механизм подачи
Ю.К. – Немного подробностей о конструкции:
Направляющие – стержни передних стоек амортизаторов ВАЗ 2109 диаметром 22 мм, со стороны тонкой резьбы обрезаны и проточены под стандартную резьбу М14х1,5, с другой стороны она уже есть.
Пришлось заказать корпус шпинделя, ось и заднюю опору для направляющих. Отверстия для направляющих и оси шпинделя делали с одной установки на координатке, от этого зависит точность. При сборке использовал прокладки из латунной фольги для установки направляющих. При следующих замерах выяснилось, что точность установки направляющих по оси шпинделя у задней опоры по горизонтали получилась 0,02 мм, по вертикали 0,05 мм. Для моих задач более чем нормально.
Для супорта использовал болванку с отверстием под втулки для передней направляющей. Болванка и втулки разрезаны и стянуты винтами для регулировки люфта. В задней отфрезерована ступенька, которой супорт опирается через латунную прокладку на заднюю направляющую. Снизу поджимается пластиной 3мм. На супорт сверху привинчен однокоординатный столик от какого-то оптического прибора. Выточил для него ходовой винт М6 латунную гайку и два упора практически вручную, сверху на столике прикручена 5 мм пластина и резцедержатель. Продольный ходовой винт из стандартной шпильки М12, их на строительных ранках продают, закреплен в латунных втулках на корпусе шпинделя и задней опоры.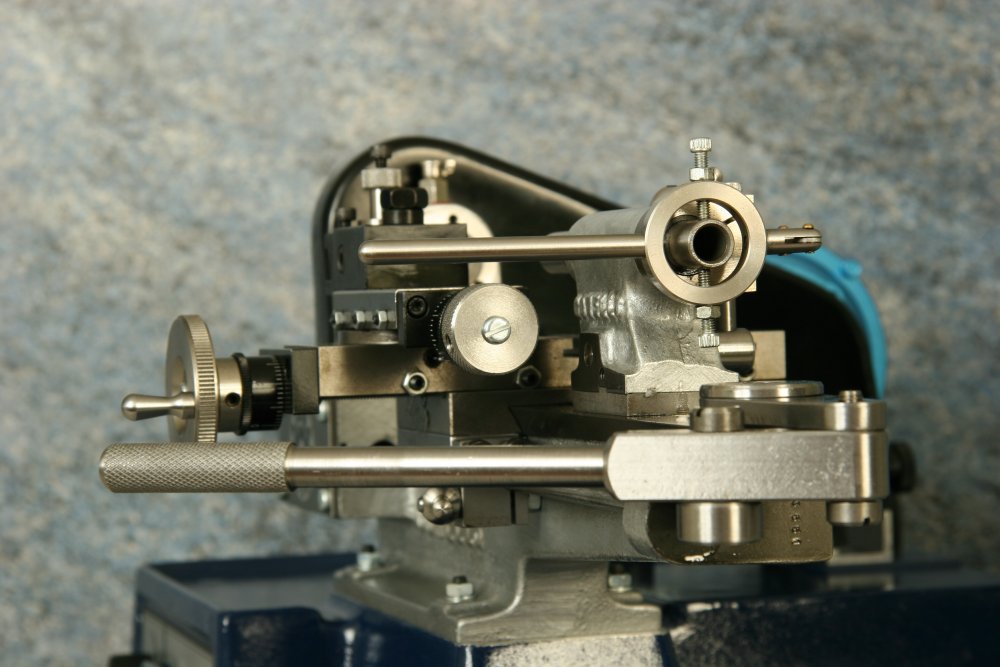
Задняя бабка сделана из куска 70 мм уголка, 12 мм пластины, в которой профрезерован треугольный паз под переднюю направляющую, и ступенька под заднюю, а также отрезка 20 мм стержня. Все это сварено «на глазок» но желательно поточнее. Затем бабка устанавливается на свое место. Нижний поджим на бабке регулируется так, чтобы она перемещалась вдоль направляющих с достаточно большим усилием. В патрон шпинделя зажимается сверло небольшого диаметра (я начал с 4 мм) и перемещая бабку к шпинделю, потихонечку, аккуратно просверливается в ней продольное отверстие. Затем берётся сверло больше на 0,5мм. и операция повторяется. И так до диаметра 6,7 мм. Приличная соосность гарантируется. Затем, в патрон вставляется метчик М8, и поворачивая патрон воротком – нарезается резьба в задней бабке.
В принципе, вкратце все. Буду рад, если кому-то пригодится.
В задней бабке вращающегося центра у меня нет – когда нужно, использую каленый неподвижный центрик, который вставляется вместо сверла в цанговый патрончик задней бабки.
– Замечательная самоделка! На рынке видел токарные патроны диаметром 80 мм. Не влезет такой на Ваш станок?
Ю.К. – Насчет патрона – 80-й для него слишком большой и тяжелый. Когда-то советская промышленность для часовых станочков выпускала токарный патрон 60 мм и обозначался он С92. Видел такой на часовом станке, но найти такой раритет не удалось.
Чертежи сделаны до изготовления станка в довольно простом векторном редакторе Xara X. Просто мне когда-то пришлось много в нем поработать и работаю в нем довольно быстро. Оформлять пришлось так, чтобы было понятно тем, кому заказывал детали. А эскизы перерабатывались раз 15 в редакторе в поисках упрощения конструкции, прежде чем приступить к металлу. Что получилось сами видите.
В принципе, он у меня трудяга. Большой станок только купил и сейчас ремонтирую, а на этом вся мелочевка точится уже год. Вчера, кстати, для коробки передач большого станка на нем выточил десяток контровочных винтиков М6х8.
Если есть вопросы по конструкции – задавайте, буду рад ответить.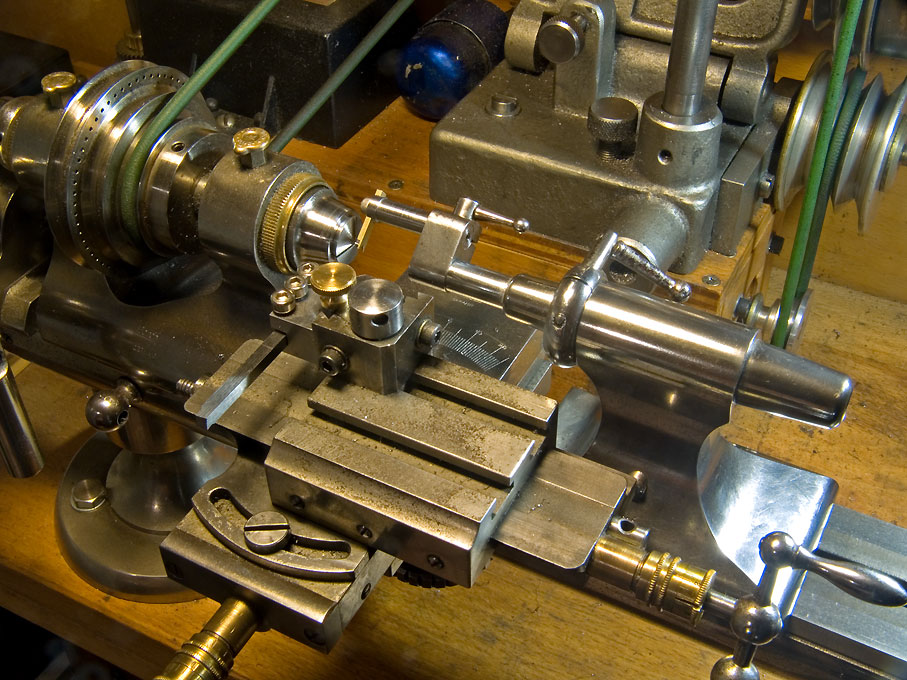
Кем-то начатая, но не доведённая до конца работа – самодельный токарный станочек (найден на даче). Возможно, ещё получит вторую жизнь, так как нашёл нового хозяина.
Ещё одна самоделка, на этот раз собрана из готовых узлов разных станочков. На мой взгляд, получилась неплохая конструкция – только мотор добавить, да станину поставить на ножки. Фотография взята с Металлического форума.
Посмотрите и эту ссылку:
и на ней раздел «Станки самодельные». Там много примеров разных конструкций, подобных той, что на фото.
Правда, с тем, что там написано про двигатели с постоянными магнитами, мол, такие двигатели крутятся стабильно, и якобы обороты зависят только от напряжения, я не согласен. При разной нагрузке такие двигатели, конечно же, меняют и частоту вращения. И при использовании в станочках нуждаются в стабилизации оборотов. Но это не беда – фотографии всё равно интересные, а стабилизатор оборотов изготовить – дело не очень хитрое и я ещё вернусь к этой теме чуть позднее.
Вообще весь сайт Андрея Осипова Электроника СТУДИЙНЫХ ВСПЫШЕК (http://www.osipoff.ru/) очень познавательный и интересный, причём именно этот сайт во многом послужил мне примером того, как можно сделать технический ресурс Интернета наглядным, интересным и информативным. Поэтому рекомендую его ресурс всем читателям, интересующимся не только станками, но, прежде всего, фотографией или электроникой.
Изготовить качественно узел шпинделя с подшипниками качения довольно сложно, но при не слишком больших нагрузках хорошо работают конические бронзовые втулки в сочетании со стальным шпинделем.
Для смазки таких втулок используются специальные маслёнки. Вот фото таких маслёнок на японском токарном Eguro и справа подобная маслёнка крупным планом.
Конструктивные особенности часовых токарных станков, инструкция по их обслуживанию и тонкости работы с оборудованием.
Среди спецоборудования для токарей часовые токарные станки выделяют в отдельную группу. Эти настольные приборы характеризуются высокой точностью и функциональностью, несмотря на компактные габариты (длина до 35см).Классическая конструкция такого оборудования не подразумевает наличие патрона и резцедержателя. Однако современные модели оснащаются всеми необходимыми приспособлениями.
Эти настольные приборы характеризуются высокой точностью и функциональностью, несмотря на компактные габариты (длина до 35см).Классическая конструкция такого оборудования не подразумевает наличие патрона и резцедержателя. Однако современные модели оснащаются всеми необходимыми приспособлениями.
Виды часовых станков
Нельзя сказать, что часовые аппараты точнее крупных моделей. Просто они предназначены для тонких работ с мелкими деталями. В таких случаях необходимо специальное оснащение и приемы, например: фиксация детали в цангах, тонкое сверление с использованием кондуктора.
Лидерами в производстве оборудования для часовщиков всегда были заводы Европы и отчасти США. В союзе, однако, изготавливали очень неплохие копии.
Рассмотрим некоторые модели.
Этот станок по праву считают достойным аналогом модели Schaublin-70 швейцарского завода. Его сфера – тонкая, чистовая обработка деталей из металла.
Прибор успешно справляется с расточкой конусов и цилиндров, подрезанием торцов, сверлением.
Агрегат Т28 широко используют в часовом и инструментальном производстве, в приборостроении. Это оборудование настольной конструкции имеет привод от локального электромотора. Заготовки, в зависимости от планируемой обработки, можно крепить тремя способами:
Конструкция Т28 стандартна: станина, передняя и задняя бабки и суппорт. Инструмент прикрепляется на суппорт и подается вручную. Шпиндель вращается в двух втулках с подачи электродвигателя.
Металлообрабатывающий прибор Т65 также предназначен для высокоточного резания и обточки деталей наименьших размеров (в том числе фигурных). Тип установки – настольный. Станина выполнена в форме стержня. Впрочем, как и в Т28.
К преимуществам аппарата относят простое устройство, недорогие запчасти и несложную эксплуатацию. Легковесный станок Т65 оснащен хорошим двигателем мощностью 0,25кВт и способен вырабатывать до 1400 оборотов в минуту.
Часовые токарные станки С95 были изготовлены по макету известной германской модели Boley No. 1b. Основное применение прибор получил в масштабных операциях при производстве часов.
1b. Основное применение прибор получил в масштабных операциях при производстве часов.
- Вытачивать фигурные поверхности;
- Подрезать торцы;
- Сверлить;
- Проводить фрезерные и доводочные операции.
Станина выполнена в виде точеной балки на двух опорных стойках. Сверху на станине размещены призматические направляющие для фиксации бабок и суппорта.
Различия и преимущества
Как уже говорилось, все три модели малогабаритны, подвержены ручной переноске. Самый тяжелый аппарат Т28 весит 25кг, другие два – по 19кг.
Класс точности одинаково высок – «Н».
Детальное сравнение технических параметров приведено в паспорте ниже.
| Показатель | Т-65 | С-95 | Т-28 |
| Максимальный диаметр детали над станиной, см | 12 | 5 | 13 |
| … над суппортом, см | 3 | 1,2 | 1,4 |
| Высота центров, см | 6,5 | 3,2 | 6,5 |
| Межцентровое расстояние, см | 20 | 12,5 | 22 |
| Предельная длина обточки, см | 7 | 3,8 | 5,5 |
| Расстояние от опоры резца до центров, см | 0,6 | 0,6 | 0,6 |
| Толщина отверстия в шпинделе, см | 1 | 0,8 | 1 |
| Обороты шпинделя, об/мин | 77, 66, 55 | 1300. .3000 .3000 | 1440, 2500, 4300 |
| Максимальное поперечное перемещение суппорта, см | 7 | 4,4 | 5,5 |
| Предел перемещений пиноли, см | 4,5 | 3 | 4,5 |
| Электрооборудование | |||
| Мощность электродвигателя базового привода, кВт, обороты | 0,25 |
1400 об/мин
2700 об/мин
2800 об/мин
Итак, из рассмотренных данных видно:
- Модель Т28 – самая мощная и оборотистая, имеет наибольший РМЦ. Число вращений шпинделя несравненно выше других моделей, что обеспечивает большую скорость обработки.
- Т65 отличается низкой величиной шпиндельных вращений, что оптимально для тонких чистовых обработок. Станок обтачивает детали гораздо большей длины (до 70мм) и отличается самым значительным перемещением суппорта и быстрой настройкой, которую можно произвести своими руками.
- С95 – самый маленький аппарат из рассмотренного ряда. Маломощный мотор выдает очень хорошие обороты и подвергает шпиндель быстрому вращению. Это компактный, но весьма функциональный станок.
Основная комплектация
Кроме технических характеристик, за функциональные преимущества каждой марки отвечает заводская комплектация.
Под заказ настольные токарные приборы оснащаются множеством дополнительных приспособлений. Базовая же комплектация Т28 состоит из таких элементов:
- Передняя и задняя бабки;
- Станина;
- Зажим;
- Подручник для ручного перемещения;
- Планшайба;
- Стол;
- Комплект основных ключей;
- Набор цанг.
- Инструкция
С помощью планшайбы, которая крепится на шпиндель, можно вытачивать углубления в платинах для шестеренок.
Часовой настольный токарный станок Т 65 комплектуется с некоторым отличием. В устройстве не заложено наличие планшайбы и подручника, но есть другие функциональные особенности.
Бабка скоростного прижима применяется для быстрого высверливания и выточки особым приспособлением (например, полыми фрезами). Контрпривод – это вал, расположенный на опорных креплениях. Контрпривод обеспечивает 6-тиступенчатые обороты шпинделя (в обычном режиме ступеней 3).
Настольный агрегат С95, кроме контрпривода и подручника, оснащен еще и сложными приборами для наружного и внутреннего шлифования.
Расположение органов управления
Чтобы понять, как управляются настольные металлорежущие установки, приведем схему органов управления одного из них. Различия не существенны.
Размещение органов управления Т28:
- Ручка запуска электродвигателя;
- Ручка остановки шпинделя передней бабки;
- Ручка делительного приспособления;
- Маховик фиксатора цанг;
- Ручка стопора шпинделя;
- Рукоятка поперечной подачи суппорта;
- Рукоятка продольной подачи резцовых салазок;
- Рукоятка зажима пиноли задней бабки;
- Маховик подачи пиноли задней бабки;
- Ручка зажима задней бабки;
- Гайка зажима суппорта.

Кинематическая схема
Кинематические схемы токарных часовых станков:
Электрическая схема
Работа электрики в приведенных приборах практически идентична. Для примера рассмотрим электрическую схему станка Т28:
Судя информации из профессиональных форумов, все три выбранные марки характеризуют, как многофункциональные, высокоточные аппараты.
Единственная плохая новость для мастеров тонкой металлообработки – эти модели давно не выпускают. Остается искать оставшиеся в обиходе экземпляры б/у. Если, конечно, Вы не располагаете круглой суммой для приобретения европейского аналога.
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||


Патроны в Виннице от компании «ТОВ «ТОКІН»».

для жесткого закрепления метчиков следует применять только в тех случаях, когда сверление и нарезание резьбы производятся с одной установки шпинделя и при этом отсутствует чрезмерное биение шпинделя станка.
по порядкупо росту ценыпо снижению ценыпо новизне
арт. 007425
Написать
Написать
Написать
Написать
Написать
Написать
Написать
Написать
Написать
Написать
Написать
Написать
Написать
Написать
Написать
Написать
арт. 017715
 lDdlpBD_-riBHJnC5MTwDiZlx1LAY-mFdv1OhibdGSs» data-advtracking-product-id=»539160495″ data-tg-chain=»{"view_type": "preview"}»>
lDdlpBD_-riBHJnC5MTwDiZlx1LAY-mFdv1OhibdGSs» data-advtracking-product-id=»539160495″ data-tg-chain=»{"view_type": "preview"}»>Написать
 rqR-QZWlq3SG089_OVzJJ4mYtA4lFfTw93ZRchNu7pw» data-advtracking-product-id=»539166720″ data-tg-chain=»{"view_type": "preview"}»>
rqR-QZWlq3SG089_OVzJJ4mYtA4lFfTw93ZRchNu7pw» data-advtracking-product-id=»539166720″ data-tg-chain=»{"view_type": "preview"}»>Написать
 rG5BjnHnsXy569ge7n7GQ9JmHHoXMv0AsFzG0JW0qCw» data-advtracking-product-id=»539168210″ data-tg-chain=»{"view_type": "preview"}»>
rG5BjnHnsXy569ge7n7GQ9JmHHoXMv0AsFzG0JW0qCw» data-advtracking-product-id=»539168210″ data-tg-chain=»{"view_type": "preview"}»>Написать
 Rg8oqG6Tz5LYmaCn2BI_ImqD5NzcWiRUfEvRX4Q_75A» data-advtracking-product-id=»539175365″ data-tg-chain=»{"view_type": "preview"}»>
Rg8oqG6Tz5LYmaCn2BI_ImqD5NzcWiRUfEvRX4Q_75A» data-advtracking-product-id=»539175365″ data-tg-chain=»{"view_type": "preview"}»>Написать
Рекомендация
для токарных станков — инструменты и оборудование для ремонта часов
BobM12,
Самая большая проблема с большинством токарных станков для часовых мастеров заключается в том, что большинство компаний, производящих их, больше не работают. Это означает, что поиск качественных аксессуаров может стать проблемой. Цанги восьми миллиметров все еще производятся, а шестимиллиметровые — нет. Есть несколько бывших в употреблении токарных станков Wolf-Jahn и lorch 6 мм, доступных по разумной цене, но поиск цанг для них может оказаться делом слепой удачи.Насколько мне известно, единственными компаниями, которые в прошлом производили токарные станки для часовщиков, которые все еще работают, являются LEVIN, DERBYSHIRE, STAR и DIXIE (продаются под маркой BERGEON. Я не знаю, как долго бренд SINCERE существует на рынке). но в настоящее время они производят высококачественные токарные станки. И DERBYSHIRE, и LEVIN перешли на токарный станок немного большего размера, но точность и качество этих станков настолько фантастические (биение шпинделя 20-50 миллионных долей дюйма), что они, безусловно, могут быть используется для изготовления деталей часов.Следует отметить, что обе эти машины используют сверхточные передние бабки на шарикоподшипниках, в то время как Star, Dixie (Bergeon) и Sincere используют старые конические подшипники. Хотя конические подшипники не так точны, как шарикоподшипники ABEC 7 или ABEC 9, они обладают достаточной точностью для изготовления подходящих деталей часов.
Это сводит выбор к доступности и доступности. Любой из этих пяти производимых в настоящее время токарных станков может изготавливать детали часов подходящего качества. Токарный станок Sincere из пяти является самым доступным, как и его аксессуары.
Например, фрезерная насадка Sincere стоит менее 400 долларов, а фрезерная насадка Bergeon — около 7000 долларов. Оба фрезерных приспособления — это легкие принадлежности, которые приводят к проблемам с прогибом под нагрузкой на фрезу. Настольная мини-фреза Harbour Freight (CENTRAL MACHINERY) весом 175 фунтов (после настройки и регулировки) будет резать лучше, чем приспособление для фрезерования токарного станка часового мастера. Мини-фрезерный станок имеет больший размер, массу и мощность, чем аксессуар для токарного станка для часовщика, поэтому резак с большей вероятностью окажется там, где вы хотите.
Если бы я дал рекомендацию, я бы держался подальше от машин с алюминиевыми станинами. Алюминиевые подножки устойчивы, но алюминиевые станины могут вызывать проблемы с прогибом и / или износом. Это верно для токарных станков, но особенно верно для фрезерных станков. Алюминий не такой жесткий, как сталь, и имеет тенденцию легче гнуться под нагрузкой. Конические подшипники в порядке, но вы должны научиться их чистить и регулировать. Вы также должны запустить их на более низких скоростях. Современные шарикоподшипники более точны до нескольких величин и могут работать намного быстрее, чем конические подшипники.
Просто подумал, что брошу свои 2 цента.
Дэйвид
Существует ряд конструкций и типов токарных станков, предназначенных для использования часовщиками, некоторые из которых относятся к концу 1700-х годов и включают специализированные модели — например, токарные станки со «скрипкой», токарные станки по металлу, Jacot, Swiss, Swiss Universal (также называемые английская оправка) Боттум и Драцип. Однако более современные образцы в целом можно разделить на две группы — более легкие «Женевы» и более тяжелые Webster Whitcombe (WW).«Женеву» можно узнать по круглой станине, с плоской, обработанной либо сверху (или, что чаще, сзади), и почти всегда поддерживается на одной ножке под передней бабкой. Эти токарные станки, изобретенные в 1859 году Чарльзом С. Мозли в США, обычно используют цанги диаметром 6, 6,5 или 8 мм и были разработаны для более легкой и очень точной работы. Тем не менее, «WW» многие считают более универсальным из двух — и, следовательно, более популярным и ценным. WW тоже американского происхождения, датируется примерно 1889 годом и обычно имеет центральную высоту в стандартной форме ровно 50 мм, хотя очень редко встречаются 65, 70 мм и другие цифры.Станина имеет тяжелую конструкцию и состоит из плоской поверхности шириной 37 мм наверху, скоса под 60 градусов вдоль каждого края и несет переднюю бабку, оснащенную шпинделем для установки цанг 8, 10 или 12 мм (хотя и требуются нечетные, промежуточные размеры также были обнаружены). |
Часы токарные | Cutting Tool Engineering
Пара последних предложений от компании, специализирующейся на производстве часов, хороша не только для обработки деталей часов.
Эти современные токарные станки в швейцарском стиле, способные выполнять точную резку, продаются компанией Marubeni Citizen-Cincom Inc. в Аллендейле, штат Нью-Джерси. Один из токарных станков, M532 VIII, является новейшей версией швейцарского токарного центра Citizen Cincom серии M с револьверной головкой.Базовая модель M532 может работать с прутками диаметром до 32 мм (1,26 дюйма), но ее грузоподъемность может быть увеличена до 38 мм (1,5 дюйма) с добавлением комплекта модернизации, который включает в себя втулки и другой узел направляющей втулки.
«Вы покупаете этот комплект вместо того, чтобы покупать другую машину большего размера для выполнения этой случайной работы», которая требует большей мощности, — сказал Рич Миллер, региональный менеджер по продажам North Central.
Он сказал, что стоимость апгрейда составляет примерно от 10 000 до 20 000 долларов.
Швейцарский токарный центр револьверного типа M532 VIII может обрабатывать прутки диаметром до 32 мм.Изображение предоставлено Marubeni Citizen-Cincom
Половинный индекс 10-позиционной револьверной головки M532 обеспечивает в общей сложности 20 позиций. Револьверная головка оснащена хвостовиком, который заменяет конические шестерни, поворачивающие инструменты в старых моделях M. По словам Миллера, поворачивая за один раз только один инструмент, выполняющий резку, а не все инструменты в револьверной головке, привод хвостовика позволяет передавать больший крутящий момент на используемый режущий инструмент. Кроме того, он сказал, что одновременное вращение только одного инструмента снижает износ, а также тепло, выделяемое в процессе обработки.
M532 имеет 12 режущих осей, включая ось B для углового сверления и контурного фрезерования. По его словам, эта машина также имеет большую площадь двери, чем старые машины M, что упрощает пользователям замену инструментов и вставок.
Еще одно дополнение к линейке токарных станков Marubeni Citizen-Cincom — это новое поколение Cincom L212X с одновременным управлением по всем осям Cincom System M70, а также основным шпинделем со скоростью вращения 15 000 об / мин. Задний шпиндель станка имеет ось y2, что расширяет диапазон используемых инструментов.
«В начальной версии L12 инструменты для заднего шпинделя не могут двигаться вверх и вниз по оси Y, что ограничивает возможности, которые вы можете делать на вспомогательном шпинделе», — сказал Миллер. «Но наличие оси Y позволяет производить поперечное сверление, прорезание пазов и многое другое на обратной стороне».
Кроме того, он сказал, что изменение двигателя заднего шпинделя увеличило максимальную скорость этого шпинделя с 10 000 до 12 000 об / мин. По его словам, новый двигатель также имеет больший крутящий момент, чем его предшественник, что приводит к сокращению времени разгона и торможения шпинделя.
Задний шпиндель Cincom L212X имеет ось y2, что позволяет использовать больше инструментов и операций. Изображение предоставлено Marubeni Citizen-Cincom
И M532, и L212X программируются с помощью функции редактирования Citizen, которая предназначена для упрощения сложных заданий, когда оба шпинделя станка работают одновременно.
«Citizen приложил много усилий к своим элементам управления, чтобы пользователи могли легко программировать сложные движения с помощью программного обеспечения для редактирования», что представляет собой простой код G, — сказал Миллер.
Citizen начал производить станки для производства собственных деталей для часов, а позже начал продавать свои станки другим компаниям. По его словам, сегодня машины, такие как M532 и L212X, по-прежнему используются для изготовления деталей для часов. Но в основном эти машины применяются в медицинской промышленности.
«В медицине (поле), — сказал Миллер, — у вас есть длинные, тонкие и крошечные детали, которые трудно изготовить на обычных двухосевых станках с ЧПУ».
У него также есть клиенты в автомобильной, гидравлической и полупроводниковой промышленности.Их всех объединяет необходимость точной обработки.
Такие станки, как M532 и L212X, «не предназначены для простой обработки материала и того, что может сделать простой двухкоординатный токарный станок», — сказал Миллер. «По большей части, когда люди приходят, это означает, что они хотят производить детали с очень высокой точностью
».
История Louis Levin & Son, Inc.
В 1939 году Луи Левин представил доклад под названием «Практическая работа на скамейке» на заседании Американского института часового искусства, которое проходило в здании Национальной академии наук в Вашингтоне, округ Колумбия.C. К этому времени Луи и Сэмюэл Левин многое узнали о том, как проектировать и производить большое количество инструментов, необходимых для ремонта часов и других небольших точных инструментов и устройств. Фактически, они уже производили и продавали некоторые небольшие инструменты. для часовых мастеров и планирующих производство других. В июньский номер журнала «Horology» за 1939 г. была включена следующая фотография «токарного станка часового мастера». Этот токарный станок состоял из передней бабки с коническим подшипником, оснащенной рычажным цанговым доводчиком.Двойной крестообразный суппорт и 6-позиционная самоиндексирующаяся револьверная головка. Станок имел длину станины 12 дюймов. Револьверная головка, поперечные суппорты и автоматический зажим цанги были спроектированы и изготовлены сотрудниками Horology в их лаборатории.
В июле они опубликовали фотографию «токарного станка часового мастера», оснащенного резьбонарезным устройством, и фотографию аналогичного станка, оснащенного спиральной фрезерной головкой. В течение следующих нескольких лет Horology продолжала публиковать хорошо иллюстрированные статьи, описывающие, как проектировать, производить и использовать широкий спектр инструментов и принадлежностей для токарных станков.
К июню 1940 года Horology предупреждал о возможных последствиях немецкого вторжения в Швейцарию и о необходимости подготовки часовых специалистов к изготовлению деталей, которые ранее импортировались из Швейцарии. В этой редакционной статье Сэмюэл Левин сказал: «Хотя часовщики могут при необходимости изготовить большое количество запасных частей, которые обычно используются, они не могут делать такие вещи, как заводные пружины или драгоценности, и их нехватка будет ощущаться серьезно».
Вторая мировая война действительно вызвала нехватку инструментов, используемых часовыми специалистами и изготовителями инструментов, поскольку страна расширяла свой военный и промышленный потенциал.Теперь часовщики и производители инструментов осознали возможности продуктивного использования инструментов обеих профессий. Часы и множество различных инструментов имеют общие типы деталей и схожие механизмы; но они также разделили один абсолютно незаменимый предмет — сапфировое украшение, продукт, основным источником которого тогда была Швейцария. Способы производства сапфировых подшипников для драгоценных камней всегда были засекречены, и правительство Соединенных Штатов решило открыть пять заводов по всей территории США.S. производить такие подшипники в том качестве и в количествах, которые могли бы потребоваться, если бы поставки из Швейцарии были прекращены нацистской Германией.
Вторая мировая война вызвала повышенный спрос на токарные станки и инструменты для часовых мастеров. Поскольку большинство таких инструментов производилось в Европе, поставки таких инструментов были сильно ограничены. Это дало Louis Levin & Son, Inc. возможность начать производство линии токарных станков и инструментов для часовых мастеров. Первыми производимыми ими коммерческими токарными станками были станки в стиле WW с высотой центра 50 мм и диаметром 12 дюймов.длина станины и цанга, удерживающая заднюю бабку толкающего типа. Передние бабки были доступны с бронзовыми или стальными коническими подшипниками. Эти машины производились в период нехватки материалов и не были так хорошо изготовлены, как могли бы, если бы для этой цели были доступны предпочтительные материалы и оборудование. Однако к 1948 году фабрика производила полную линейку инструментов для своих токарных станков, включая полную линейку разъемных цанг и различные ручные инструменты для часовых мастеров.
Louis Levin & Son, Inc.расширила производство своей линейки станков для часовщиков и ручного инструмента. В годы войны правительство, прямо или косвенно, закупило практически все инструменты, которые могла производить фабрика, и в последующие годы эти прекрасные инструменты пользовались большим спросом у часовых специалистов во всем мире из-за их качества и точности. Они стали стандартом, по которому оценивались такие продукты. После Второй мировой войны производство токарных станков и инструментов увеличилось, и к 1956 году перечень производимой и хранимой продукции включал более 300 различных наименований, связанных с производством и сборкой прецизионных деталей небольших размеров для часов.Но к этому времени стало очевидно, что спрос на эти инструменты со стороны часовых специалистов наверняка снизится из-за технологических изменений в часовой индустрии. По мере того, как часы становились менее дорогими, а их механизмы — менее механическими и более электронными, потребность в большей части продукции, производимой в то время Louis Levin & Son, Inc., испарилась, за исключением нескольких часовщиков, которые могли найти работу по ремонту очень дорогих старых часов. Однако та же волна технологических изменений также вызвала растущий промышленный спрос на инструменты, необходимые для работы с все меньшими и меньшими деталями.Левины увидели растущую потребность в производстве очень мелких деталей и расширение рынка инструментов, производимых Louis Levin & Son, Inc. Компания начала изменять конструкцию своих машин, чтобы повысить производительность и точность своих машин. инструменты и аксессуары. Эти изменения были необходимы для соответствия новым промышленным требованиям, которые развивались ускоренными темпами. Промышленный спрос быстро рос, чему способствовали требования Корейской войны. Примерно за 15 лет спрос на инструменты для часового дела практически исчез, и на смену ему пришел растущий во всем мире спрос на промышленные версии этих продуктов.
Bergeon 1766-B Токарный станок швейцарского производства в деревянном футляре
FB-2499 | |||
Токарный станок Bergeon Model 50 с фрезерными и шлифовальными приспособлениями
5412-B-110 | |||
Bergeon 50 Токарный станок
Bergeon 5412 | |||
Сверление задней бабки для токарного станка модели 50
5412-5 | |||
Bergeon 1766-17 Самоцентрирующийся ступенчатый патрон
BERG-1766-17 | |||
Bergeon Model 50 Принадлежности для токарных станков | |||
Бывшие в употреблении токарные станки и крепление для токарных станков Borel | |||
Зуборезы Bergeon-Tecnoli | |||
Нажмите здесь, чтобы увидеть индивидуальные размеры цанговых патронов Bergeon | |||
Bergeon 3 MM Lathe Belting 3-х лапная секция | |||
Bergeon 5 MM Lathe Belting 3-х ступенчатая секция | |||
Главный каталог Bergeon в 1 томе
Каталог FB-Bergeon |
Часовщик токарный
Токарный станок часовщика — самый универсальный инструмент в его распоряжении.С помощью токарного станка и его приспособлений можно выполнять все виды работ, от деликатной и точной подгонки деталей до изготовления готовых часов, если это необходимо. Это позволяет часовщику выполнять ремонт, который ему обычно приходится отправлять. Многие работы можно выполнить за считанные минуты на токарном станке, а на ручную работу потребовались бы часы.
Еще не изобретен более простой или более эффективный станок для выполнения множества работ, с которыми может справиться токарный станок. Резка дисков, обработка ювелирных изделий, полировка, шлифовка драгоценных камней для поддонов, изготовление балансиров, открытие колес и отверстий для драгоценных камней, вертикальное положение, отверстия для самонарезающих винтов, поворотные рейки — это лишь некоторые из задач, которые можно эффективно выполнить на токарном станке.
Несмотря на то, что сегодня можно купить практически любую деталь для любых часов, многие из них потребуют переделки, чтобы они идеально подошли. Изменения, такие как изменение диаметра опоры ролика, опоры цанги или опоры колеса на балансирной рейке, могут быть выполнены должным образом только на токарном станке. В результате токарный станок — это выгодное вложение. Даже если использовать его всего несколько минут в день, он многократно окупит свою покупную цену. При правильном использовании и уходе токарный станок прослужит всю жизнь.Это считается обязательным инструментом для профессионалов.
НА ЧТО СЛЕДУЕТ ОБРАТИТЬСЯ ПРИ ВЫБОРЕ ТОКАРНОГО СТАНКА:
Выбор токарного станка — это во многом вопрос личного выбора и доступного бюджета, на сегодняшний день можно найти хорошие токарные станки практически в любом ценовом диапазоне. Однако сама по себе цена не должна быть решающим фактором, поскольку аксессуары и второстепенные особенности, такие как отделка, в некоторой степени контролируют цену.
Есть более простые вещи, на которые следует обратить внимание: Станина токарного станка должна иметь прочную конструкцию и предпочтительно формироваться из цельной отливки.Головная бабка должна быть подвижной на станине токарного станка, чтобы шкив можно было совместить со шкивом на двигателе.
Шкив должен быть ступенчатым, чтобы можно было регулировать скорость и мощность. Он также должен свободно вращаться, подшипники должны быть установлены, при этом не должно быть заметного бокового или бокового тряски. Должна быть возможность регулировать подшипники. Шпиндель должен принимать патроны стандартного размера и иметь ключ для обеспечения того, чтобы каждый патрон устанавливался в одном и том же положении. И токарный станок, и патроны должны работать безупречно.К шкиву должен быть прикреплен индекс. Указатель представляет собой круглую пластину с равномерно расположенными отверстиями, в которую можно поместить указательный штифт для фиксации движущихся частей в любом желаемом положении. Токарный станок также должен иметь откидную или опрокидывающуюся Т-образную опору. Задняя бабка используется реже, чем раньше, когда часовщику приходилось делать большую часть своих деталей самому.
Новичок может отложить покупку задней бабки. Профессионал обычно приобретает один вовремя. Есть много аксессуаров, которые можно использовать с токарным станком.Некоторые из них описаны на следующих страницах, но это далеко не все, что доступно. Некоторые предметы первой необходимости. Другие — просто дополнительное удобство при выполнении определенных работ и могут считаться инструментами специального назначения по своей природе. Тип обычно выполняемой работы, а также доступные средства во многом определяют ценность аксессуара для отдельного часовщика. Новичку рекомендуется начинать только с основных предметов и добавлять другие только по мере необходимости. Пространство здесь позволяет лишь намекнуть на выбор и полезность токарного станка и его принадлежностей.Для получения подробной информации о его возможностях, мы отсылаем вас к авторитетной книге Уорда Гудрича на эту тему: «Токарный станок часовщика».
ТОКАРНЫЙ ДВИГАТЕЛЬ
Раньше токарный станок приводился в движение ножным колесом. Его все еще можно использовать в тех регионах мира, где нет электроэнергии. Современный метод заключается в использовании небольшого электрического реверсивного двигателя мощностью около 1/10 лошадиных сил, оснащенного ножным реостатом для управления скоростью двигателя. Лучше всего выбрать двигатель, предназначенный для работы с токарным станком.Краска, эмаль или хром на корпусе двигателя могут в некоторой степени контролировать цену.
КРЕПЛЕНИЕ ДЛЯ ТОКАРНОГО СТАНКА
Переносная подставка для токарного станка, на которой крепятся токарный станок и двигатель, рекомендуется тем, у кого нет постоянной рабочей поверхности или кто не желает монтировать токарный станок и двигатель непосредственно на столе.
ПАТРОНЫ
Калибр патронов составляет десятые доли миллиметра. Патрон номер 20 составляет двадцать десятых (20/10) миллиметра. Патрон № 7 составляет семь десятых (7/10) мм., и так далее. У новичка должны быть патроны №№ 16, 20, 32 и 40, а также патрон для фиксации цементной латуни. При необходимости могут быть добавлены другие патроны. Патрон следует использовать только с металлической ложей того же размера, так как разведение или сжатие кулачков патрона вызовет повреждение поверхности захвата, а также приведет к смещению патрона по центру.
ПАТРОН ВИНТОВЫЙ С ЦЕМЕНТНОЙ ЛАТУНЬЮ
Цементная латунь используется на токарном станке в качестве рабочей поверхности для мелких деталей, которые невозможно удержать в обычном зажимном патроне.Деталь, например украшение для драгоценного камня, цементируется и наматывается на цементную латунь.
ЗАПОРЫ ДЛЯ КОРОНКА
Эти патроны используются для удержания коронок, которые необходимо открывать с нижней стороны для установки на трубу на подвеске ящика. Они предназначены в первую очередь для коронок карманных часов. Вместо этого типа патрона, а также для меньших размеров коронка может быть приклеена к цементной латуни, а отверстие увеличено с помощью резца.
ЗАПОР КОЛЕСНЫЙ
Этот патрон используется для удержания колеса поезда в токарном станке при полировке шкворней и т. Д.Патрон вмещает колеса более одного размера. Этот патрон захватывает концы зубов, поэтому следует соблюдать осторожность, чтобы использовать патрон подходящего размера и не прикладывать слишком большое давление, иначе зубы будут повреждены. Этот патрон необходимо использовать только в том случае, если шестерня слишком мало выходит за пределы колеса и не может быть захвачена проволочным патроном. Другой метод установки этого колеса — приклеивание его к цементной латуни.
КАРБОРНОВЫЕ КОЛЕСА
Маленькие карборундовые круги могут устанавливаться на оправочный патрон для шлифования небольших стальных изделий.При использовании этих колес на токарном станке следите за тем, чтобы частицы карборунда не попали в подшипники. Тщательно очистите токарный станок после использования карборунда.
ПАТРОН ДЛЯ ДРЕВЕСИНЫ
Этот патрон имеет прочный корпус и может использоваться для установки дисковых пил, дисковых фрез и карборундовых колес меньшего размера.
ПАТРОН Этот цельный патрон имеет конический винт для крепления полировальных баффов. Полировку следует ограничивать небольшими работами, и следует проявлять такую же осторожность с токарным станком, как при использовании карборунда.
ПРИСПОСОБЛЕНИЕ ДЛЯ ПЕЧАТИ
Это приспособление заменяет остальные на вашем Т-образном упоре. Применяется при опиле поперечной работы на токарном станке, как и при опиливании квадрата на штоке.
КАРБОРНОВОЕ КОЛЕСО С ДЛИНАМИ
Колесо этого типа бывает нескольких форм и марок. Его можно использовать из твердого арканзасского камня и алоксита для шлифовки часовых кристаллов. Однако, как упоминалось ранее, не рекомендуется использовать в токарном станке слишком много шлифовальных кругов.
PIVOT POLISHER
Это приспособление устанавливается на токарном станке и используется для удержания шарниров во время их правки, полировки, шлифования или полировки.Регулируется, чтобы соответствовать всем балансирным рейкам. Обрабатываемый шарнир проходит через концевую опорную пластину.
УСТАВКА ДЛЯ ИНСТРУМЕНТА L
Эта опора для инструмента используется с лицевой пластиной. Его конструкция позволит максимально точно подогнать под тарелку.
SLIDE REST Эта насадка для токарного станка малопригодна для современного часовщика. Часовщик, специализирующийся на изготовлении деталей для часов, находит его в различных применениях. Он также используется моделистами.
Watch: Проверка токарного станка Monarch Model EE Precision Toolmaker — Liberty Machinery
Токарный станок Monarch Model EE Precision Toolmaker — это один из самых точных, чувствительных и долговечных токарных станков, которые когда-либо производились.Модель Monarch Model EE, впервые построенная в 1939 году, быстро завоевала репутацию одного из лучших малых токарных станков на рынке.
Посмотрите это видео на канале Liberty Machinery на YouTube, посвященное нашему токарному станку Monarch Model EE Precision Toolmakers:
В 1939 году компания Monarch продала самые первые два токарных станка EE компании Precision Scientific в Чикаго, штат Иллинойс, и компании Woodward Governor Company в Рокфорде, штат Иллинойс. Токарный станок модели EE способен точно регулировать скорость во всех рабочих условиях, плавно и без усилий скольжения благодаря антифрикционным подшипникам, используемым во всех критических областях, и плавному, безвибрационному многоклиновому ремню.
Другие особенности модели EE:
- Реагирующий инвертор переменного тока и твердотельный привод шпинделя
- Доступны комбинации полного английского и метрического единиц
- Концевая зубчатая передача используется только для точного нарезания резьбы
- Прецизионные шестерни
- Ходовой винт, винт с поперечной подачей и составной винт — все индукционно закаленные и заземленные
- Термообработанная легированная сталь, используемая во всех критических деталях
- Станина и основание из легированного чугуна с металлургическим контролем
- Закаленные пламенем прецизионные шлифованные пути
- Упоры для шарикоподшипников самоустанавливающиеся
- Автоматическая смазка
- Массивное чугунное основание с трехточечным подвесом
Пока эта модель Monarch EE была продана, мы постоянно добавляем новые машины в наш инвентарь.