Сварка латуни в домашних условиях
Латунь – это медный сплав, в состав которого входит цинк. Именно этот химический элемент создает большие проблемы в процессе сварки латунных изделий. У него низкая по сравнению с медью температура плавления – 419С (у меди она 700С). И это становится причиной испарения цинка, в процессе которого образуется его оксид ZnO, он является очень ядовитым газом. Вот почему сварка латуни и бронзы требует наличия респираторов и защитных очков, которые сварщик должен обязательно надевать.
Часть оксида цинка улетучивается, а часть осаждается на поверхности свариваемых заготовок в виде белого налета, который мешает проведению сварочных процессов. Есть определенные технологические приемы, с помощью которых можно уменьшить выделение оксида цинка. Но минимальный показатель выгорания все же составляет около 30%. А это негативно сказывается на качество сварочного шва, потому что в нем образуются поры за счет улетучиваемого цинка. И именно это отличает сварку латуни от сварки меди.
Как правильно заварить латунь – варианты и особенности
В принципе, все виды сварок можно использовать для соединения латунных заготовок. Но чаще всего используется вариант сварки латуни аргоном с неплавящимся электродом или при помощи защитных флюсов.
Как и любой сварочный процесс, все начинается с подготовки латунных деталей. На что необходимо обратить внимание.
- Если надо сваривать тонкие заготовки (и даже средней толщины), то предварительный их нагрев необязателен. Это связано с тем, что теплопроводность металла выше, чем у меди.
- При толщине не более 1,5 мм производится отбортовка кромок.
- При толщине кромок 1,5-6 мм их подготовка не проводится. Но необходимо выдерживать зазор в 2 мм.
- Если при сварке используются подкладки, то зазор можно увеличить вдвое.
- Оптимальный вариант – использовать двустороннюю проварку шва.
- При толщине кромок более 6 мм их необходимо притупить. При этом лучше использовать Х-образную разделку.
 Не всегда это возможно, но данный вариант обеспечивает лучший провар стыка.
Не всегда это возможно, но данный вариант обеспечивает лучший провар стыка. - Увеличение зазора между латунными заготовками – это снижение качества сварного шва.
- При длинных швах и малых зазорах увеличивается в них напряжение, что ведет к деформации и образованию трещин.
 Не всегда это возможно, но данный вариант обеспечивает лучший провар стыка.
Не всегда это возможно, но данный вариант обеспечивает лучший провар стыка.Сваривание в аргоне
Сварка латуни и бронзы чаще проводится в среде защитных газов. Для этого используется постоянный ток прямой полярности. Перед началом сварочного процесса заготовки зачищаются железной щеткой до блеска и обрабатываются растворителем, чтобы удалить все загрязнения.
Очень важный момент – это выбор присадочной проволоки. В ее составе должны быть раскислители (кремний, марганец, серебро, алюминий, никель и так далее). К примеру, присадка марки Л62 – это металл, при использовании которого выделяется мало дыма в процессе сварки. Угар оксида цинка составляет всего лишь 2%. Л68 применяется в сварке защитных флюсов. Марки ЛО и ЛОК повышают коррозионную стойкость шва. То есть, под необходимые требования заготовок нужно выбрать свой присадочный стержень.
То есть, под необходимые требования заготовок нужно выбрать свой присадочный стержень.
Сварка латуни в аргоне производится не цельным швом, а небольшими участками, образующими валик. Но при этом появляется большая вероятность прожога. Поэтому рекомендуется сварку проводить на длинной дуге, тем самым снижая силу тока в зоне сваривания. В финальной стадии горелка отводится в сторону.
Это самый качественный вариант для сварки латуни, но в домашних условиях его лучше не применять. В процессе соединения выделяется большое количество оксида цинка. Поэтому процесс проводится или на открытых площадках, или в помещениях с хорошо работающей вентиляцией.
Электродуговая сварка
Сваривание латуни в домашних условиях возможно, если применять электродуговую технологию. Во-первых, для этого используются специальные электроды:
- Стержень из латуни марки ЛК 80-3 или из бронзового сплава марки КМц 3-1.
- Покрытие – ЗТ. Это смесь нескольких материалов в разных пропорциях (сложная комбинация).
Во-вторых, сварка производится постоянным током обратной полярности. Дуга короткая, что уменьшает выгорание цинка. В-третьих, перед началом процесса производится прогрев заготовок до температуры 300С и прокалка электродов до 200С в течение получаса.
Обязательное условие после окончание сварочных работ – это проковка сварного шва. Если соединяются две детали из сплавов с малым содержанием меди, то ковать стык надо на горячо. В некоторых случаях необходим и отжиг металла (постепенное снижение температуры после сильного нагрева), который проводится при температуре 635С. Именно таким образом меняется структура металлического шва, она становится мелкозернистой, что приводит к однородности химического состава.
Варить латунь можно и угольными электродами, но для этого необходимо использовать защитные флюсы. К примеру, самый распространенный флюс – БД-3.
Сварочный режим: ток – постоянный, полярность – прямая. Многое зависит от толщины сваренных заготовок. Если толщина деталей не превышает 3 мм, то необходимо выставить ток в пределах 180-200 А, 3-5 мм – 240-270 А, 5-10 мм – 400-450 А, 10-16 мм – 500-550 А. При этом заготовки толщиною более 10 мм обязательно подогреваются перед сваркой до температуры 350С.
При этом заготовки толщиною более 10 мм обязательно подогреваются перед сваркой до температуры 350С.
Газовая сварка
Если все предыдущие технологии не обеспечивают необходимый результат, то применяется именно газовая сварка. Она гарантирует высокое качество конечного результата, но у нее есть один большой недостаток – испарение оксида цинка составляет 25%. Чтобы этого избежать, рекомендуется использовать окислительное пламя в горелке. В нем должно быть много кислорода и мало водорода. Под действием кислорода на поверхности сварочной ванны образуется оксидная пленка. Именно она и не дает цинку поступать в воздух. Можно снизить выделение цинка, если использовать при сварке флюс БМ-1.
Вот такие способы, с помощью которых можно провести сварку латунных заготовок. Обязательно ознакомьтесь с видео, размещенном на этой странице.
Поделись с друзьями
0
0
0
0
Сварка латуни в домашних условиях аргоном и другими способами
Многие медьсодержащие сплавы поддаются термической обработке. Сварка латуни связана с некоторыми свойствами из-за высокого содержания легкоплавкого цинка. Металл также легируют другими элементами. Приступая к самостоятельному ремонту деталей из латунных сплавов, важно установить марку металла, от этого зависит выбор присадки. Чем светлей металл, тем меньше в нем меди. Цинк дает зеленоватый оттенок. Для ответственных соединений выбирают сварку латуни аргоном, под защитной атмосферой образуется прочный шов.
Сварка латуни связана с некоторыми свойствами из-за высокого содержания легкоплавкого цинка. Металл также легируют другими элементами. Приступая к самостоятельному ремонту деталей из латунных сплавов, важно установить марку металла, от этого зависит выбор присадки. Чем светлей металл, тем меньше в нем меди. Цинк дает зеленоватый оттенок. Для ответственных соединений выбирают сварку латуни аргоном, под защитной атмосферой образуется прочный шов.
Особенности сваривания латуни
Тем, кто решил заняться сваркой латуни в домашних условиях, необходимо учитывать особенности цветного сплава. Хотя по физическим свойствам латунные сплавы схожи с медью, из-за высокого содержания цинка (его бывает 40%) латунь намного капризнее. Температура плавления меди – 1080°С, цинка всего 420°С. Он начинает выгорать в процессе работы, вскипает при 950°С. В рабочей зоне образуются ядовитые пары и белый налет на металле, он мешает разогревать заготовки.
Расплавленный цветной металл способен насыщаться водородом, шов становится рыхлым, пористым, начинает трещать. Прочность у такого соединения небольшая. Для получения полноценного шва необходимо предусмотреть:
Прочность у такого соединения небольшая. Для получения полноценного шва необходимо предусмотреть:
- защиту свариваемых деталей от перегрева, с этой задачей справляется флюс или шлаковая обмазка;
- локализовать водород, чтобы он не соприкасался с ванной расплава – необходимо увеличить приток кислорода или прикрыть рабочую зону инертным аргоном, препятствующим окислению.
Учитывая особенности латунных сплавов, нетрудно предположить, что варить их можно электродуговой, газовой или аргонодуговой сваркой.
Подготовка деталей к сварке
Для любого вида сварки свариваемый металл предварительно необходимо подготовить. У латунных заготовок необходимо тщательно зачищать кромки, на них содержатся плотный слой окислов. Для работы применяют новые стальные щетки, на которых нет частичек стали, наждачную бумагу или шлифовальную машинку. Некоторые предпочитают работать напильником.
Разделку заготовок проводят, ориентируясь на их толщину:
- детали толщиной от 1,6 до 6 мм предварительно не разделывают;
- тонкостенную латунь (до 1,5 мм) отбортовывают, чтоб улучшить качество соединения;
- кромки заготовок, толще 6 мм, предварительно притупляют: делают Х-образную разделку под двухсторонний провар стыка.
Необходимо придерживаться нескольких правил укладки заготовок:
- детали толще 1,5 мм укладывают с зазором 2 мм, когда расстояние между деталями небольшое, а шов длинный, металл неравномерно прогревается, в нем возникают внутренние напряжения, они становятся причиной трещин;
- используя специальные подкладки, зазор между деталями можно увеличить, толщина диффузного слоя станет больше.
Важно правильно установить детали относительно друг друга, от этого напрямую зависит качество шва. Тонкие заготовки предварительно не прогревают, металл быстро нагревается.
Сварка аргоном
Заготовки, толще 5 мм, можно проварить, используя сварку латуни аргоном. Аппарат подает в рабочую зону защитный газ по соплу, в котором крепится токопроводящий электрод. Валик образуется за счет присадочной проволоки, она должна соответствовать марке латуни.
Под аргоновую сварку окалину с деталей снимают непосредственно перед работой, чтобы поверхность не успела сильно окислиться. Защитный газ включают до разогрева электрода, выключают через 20 секунд после образования валика.
Защитный газ включают до разогрева электрода, выключают через 20 секунд после образования валика.
Сварку латуни и бронзы выполняют за один проход, однослойно, прерывистым швом. Работать нужно аккуратно, чтоб не было прожогов, поддерживая длинную дугу, сила тока при этом автоматически снижается, металл не так сильно перегревается во время наплавки присадки. Аргоновая сварка латуни производится постоянным током прямой полярности, в помещениях ее проводят в масках с нагнетанием воздуха. При работе выделяется много вредного оксида цинка. В домашних условиях аргоном латунь не варят.
Электродуговая сварка
Варить латунь можно электродуговой сваркой. Условия получения качественного шва:
- за один проход проваривается латунь толщиной не более 3 мм, толстые заготовки сначала проходят короткими стежками, затем хорошо прогревают, чтобы не возникали трещины и поры, после этого быстро делают финишный слой;
- внутренние напряжения в шве снимают прогревом готового соединения до 600–650°С, структура металла после такого отжига становится мелкозернистой;
- для уплотнения валика швы обязательно проковывают молотком, толстые соединения – в разогретом виде;
- желательно предварительно прогревать заготовки до 200-300°С;
- тонкостенный металл проходят одним швом, чтобы избежать прожогов.

Для сварки латуни нужен постоянный ток, прямой полярности, короткая дуга. Варят металл из нижнего положения. Стандартная скорость образования валика – 30 см за минуту, максимальный ампераж рабочего тока – 250 А (для толстых заготовок).
Сварить латунь можно двумя видами электродов:
- Графитовыми (угольными), они нужны для поддержания дуги при заделке зазора между заготовками. Присадка при сварке тонких деталей не применяется, для соединения толстых элементов применяют многокомпонентную наплавочную проволоку на основе меди и цинка в обмазке из буры или другого флюса.
- Латунными с содержанием цинка (до 40%), марганца, алюминия, других металлов. Их используют как наплавочный материал. Стержень соответствует проволоке ЛК 80-3 или КМц 3-1 (бронзовый сплав). Обмазка содержит марганцевую руду, концентрат титана, борный шлак.
Выбор электродов зависит от химического состава деталей, их толщины. Перед работой их в течение получаса необходимо прокалить при температуре 200°С.
Газовая сварка
Газосварка латуни производится, когда малоэффективна электродуговая сварка, качество швов при работе при плавке металла горелкой хорошее. Варить латунь нужно с переизбытком кислорода в газовой смеси по двум причинам:
- образовавшаяся оксидная пленка на ванне расплава снижает скорость испарения Zn;
- связывается водород, которым может насыщаться шов.
По ГОСТу газовая сварка латуни производится с использованием нескольких видов присадок:
- ЛКБ 062-02-004-05, медная проволока, легированная оловом и кремнием, в составе есть бор, его хватает для защиты ванны расплава, флюс применять не надо;
- ЛК 62-0,5, этот наплавочный латунный материал плавят с бурой.
Защитный флюс делают самостоятельно: смешивают буру или боракс (Na2B4O7) с небольшим количеством борной кислоты. Делают из этой смеси густую кашицу, наносят на рабочую зону кисточкой. Можно купить готовый флюс БМ-1, состоящий из ¾ метилбората и одной части метилового спирта.
Делают из этой смеси густую кашицу, наносят на рабочую зону кисточкой. Можно купить готовый флюс БМ-1, состоящий из ¾ метилбората и одной части метилового спирта.
Полезные советы
Когда варится латунный сплав, выгорает цинк, образуя токсичный оксид, его можно узнать по мелким хлопьям белого цвета. Процесс сопровождается потрескиванием. В домашних условиях необходимо применять средства индивидуальной защиты, хорошо вентилировать помещение, а лучше работать на открытом воздухе. Как и при любых сварных работах, нужно соблюдать технику безопасности, надевать одежду из плотной негорючей ткани. Огнетушитель нужно держать под рукой.
Вместо сварки нередко применяют пайку латуни паяльной лампой. В качестве присадки используют оловянный припой, как флюс – буру. Расплавленное олово заполнит трещину, у диффузного слоя будет бронзовый оттенок.
Сварка латуни – основные технологии, особенности, видео
Среди всех видов сварки сварка латуни является одним из наиболее сложных технологических процессов. Объясняется это тем, что цинк, который входит в состав этого медного сплава, при нагревании начинает активно испаряться, что приводит к образованию пор в сварном шве и, соответственно, к значительному ухудшению качества и надежности формируемого соединения. Осложняется сварка латунных деталей еще и тем, что при ее выполнении происходит выделение паров цинка, которые очень вредны для человеческого здоровья.
Аргонная сварка медного сплава
Технологии сварки изделий из латуни
Как известно, латунь – это сплав меди и цинка. В отдельных случаях, когда необходимо получить металл со специальными характеристиками, в него могут добавляться и другие химические элементы – олово, никель, свинец.
Цинк, содержащийся в латуни в значительном количестве, при сильном нагреве начинает испаряться, что приводит к пористости в сварном соединении. Кроме того, вступая в реакцию с кислородом, содержащимся в окружающем воздухе, пары цинка преобразуются в оксид данного металла, формирующий на поверхности соединяемых деталей белый налет. Обладая тугоплавкостью и тем самым затрудняя процесс выполнения сварки, данный налет представляет большую опасность для человеческого здоровья, так как является очень ядовитым.
Кроме того, вступая в реакцию с кислородом, содержащимся в окружающем воздухе, пары цинка преобразуются в оксид данного металла, формирующий на поверхности соединяемых деталей белый налет. Обладая тугоплавкостью и тем самым затрудняя процесс выполнения сварки, данный налет представляет большую опасность для человеческого здоровья, так как является очень ядовитым.
Механические свойства и химический состав латуни
С учетом всех вышеперечисленных факторов специалисты разработали несколько технологий, по которым может эффективно выполняться сварка латуни. Сюда относятся:
- газовая и электродуговая сварка;
- соединение деталей из латуни под слоем флюса;
- сварка, выполняемая в среде защитного газа, в качестве которого чаще всего используется аргон.
Из всех перечисленных технологий именно сварка латуни аргоном получила наибольшее распространение благодаря своей высокой эффективности и возможности получать качественные сварные соединения в любых условиях.

Особенности сварки латунных изделий в среде аргона
Сварка латуни, которая осуществляется в среде инертного газа аргона, используется в основном в тех случаях, когда необходимо соединить детали, толщина которых превышает 5 мм. Источником тепла при использовании данной технологии является электрическая дуга, горящая между электродом и поверхностью соединяемых деталей. Электрод фиксируется в токопроводящем зажиме горелки, через сопло которой в зону сварки подается защитный газ. Сам сварной шов формируется за счет использования присадочного материала, состав которого должен максимально соответствовать составу соединяемых изделий.
Медно-фосфорный пруток для сварки латуни
Плавление присадочного материала, подаваемого в зону выполнения сварки вручную, также обеспечивает электрическая дуга, горящая между электродом и деталями.
Прежде чем приступать к сварке латуни, необходимо тщательно очистить поверхности соединяемых деталей от загрязнений и оксидной пленки. Показателем качества такой очистки служит металлический блеск, который должен появиться на поверхности латунных изделий. Оксидная пленка с заготовок из латуни легко удаляется при помощи азотной кислоты. После такой обработки необходимо промыть поверхности горячей водой.
Показателем качества такой очистки служит металлический блеск, который должен появиться на поверхности латунных изделий. Оксидная пленка с заготовок из латуни легко удаляется при помощи азотной кислоты. После такой обработки необходимо промыть поверхности горячей водой.
При сварке изделий из латуни можно услышать необычный треск: он вызывается активным выделением паров цинка. Пары цинка, кроме того, окрашивают сварочную дугу в непривычный цвет, который хорошо заметен даже на видео этого процесса.
Ориентировочные режимы сварки латуни вольфрамовым электродом
Технология сварки изделий из латуни отличается еще и тем, что соединение выполняют не сплошным швом, а отдельными валиками, аккуратно заполняя расплавленным присадочным материалом зазор между деталями на всю его глубину. Соблюдать данное требование необходимо потому, что при выполнении сплошного шва очень велик риск прожига соединяемых деталей.
Есть еще одно правило, которому необходимо следовать при сварке изделий из латуни.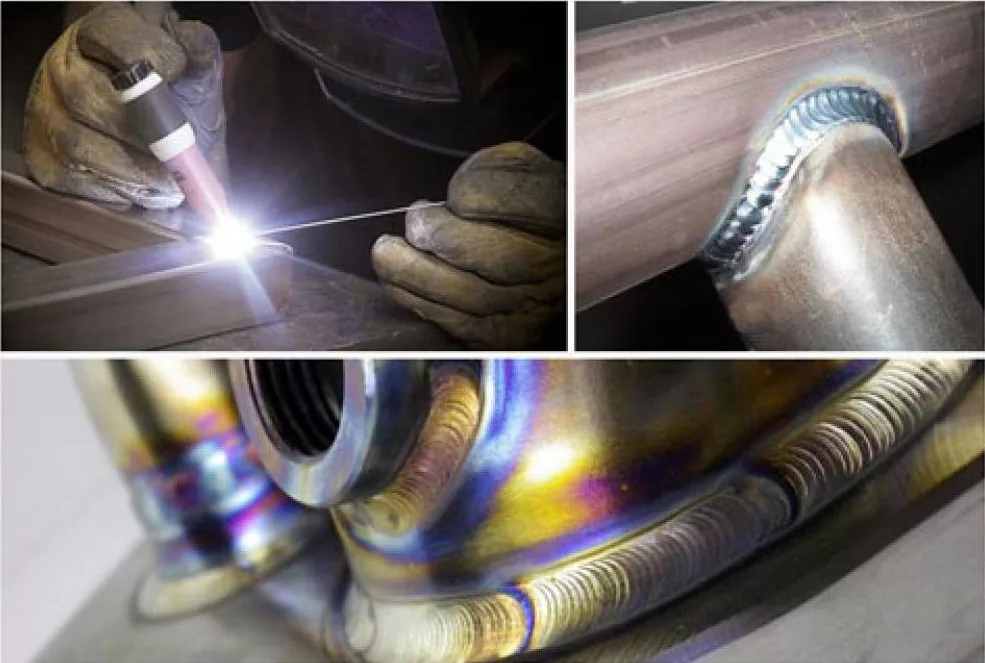 При заполнении присадочным материалом кратера шва надо постепенно уменьшать напряжение дуги и увеличивать ее длину, а затем просто отвести электрод в сторону. Посмотреть, как это выполняется практически, можно на обучающем видео.
При заполнении присадочным материалом кратера шва надо постепенно уменьшать напряжение дуги и увеличивать ее длину, а затем просто отвести электрод в сторону. Посмотреть, как это выполняется практически, можно на обучающем видео.
Производить сварку изделий из латуни в домашних условиях можно, однако следует принимать во внимание высокую опасность паров цинка для здоровья. Именно поэтому выполнять такой процесс, если в ваших домашних условиях нет рабочего места с вытяжной вентиляцией, лучше всего на открытом воздухе. В любом случае, где бы ни проводилась сварка деталей из данного сплава, сварщику следует использовать респиратор.
Преимущества аргонодуговой сварки деталей из латуни
Аргонодуговая сварка изделий из латуни, осуществляемая неплавящимися электродами, совершенно не случайно пользуется такой высокой популярностью. Преимущества данного технологического процесса заключаются в следующем.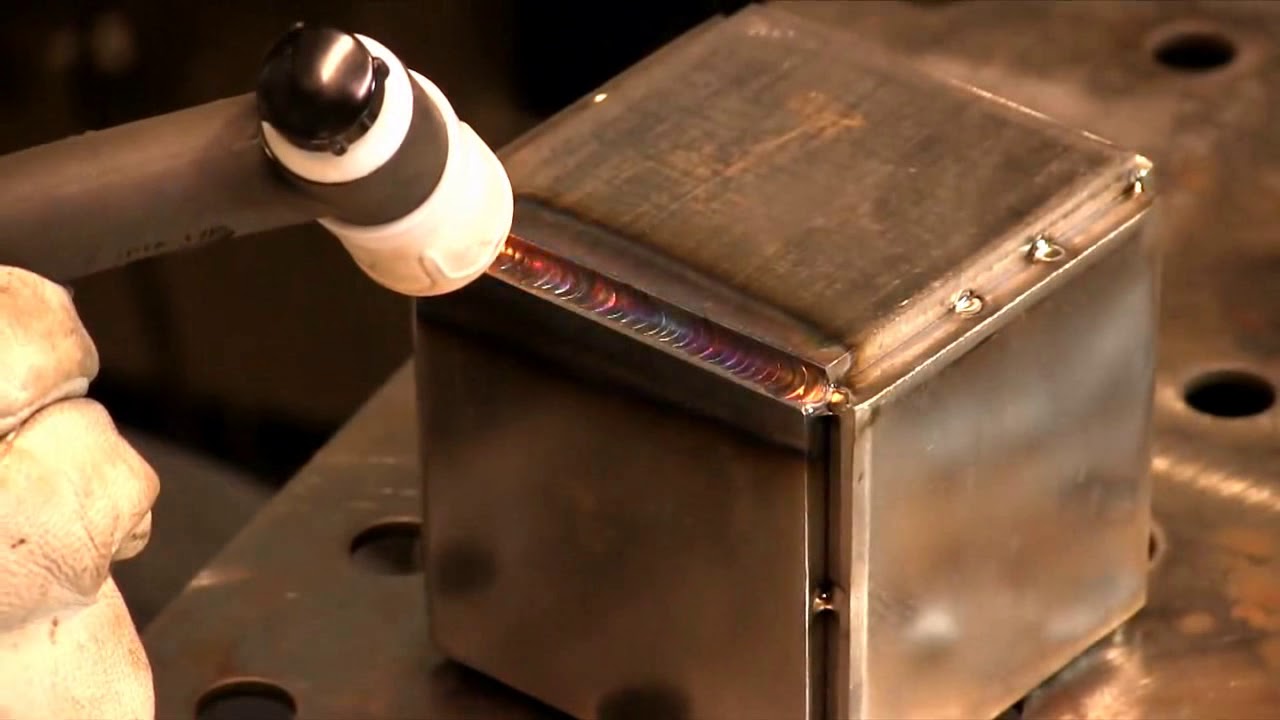
- Для сварки латуни в среде аргона не требуются ни электроды со специальным покрытием, которые отличаются достаточно высокой стоимостью, ни флюс.
- Данная технология соединения деталей, выполненных из латуни, является одной из самых чистых с экологической точки зрения.
- Аргонная сварка отличается высокой скоростью выполнения.
- Сварные швы, полученные при сварке аргоном, отличаются высокими эстетическими характеристиками.
- На сварных швах, выполненных по данной методике, отсутствует шлаковая корка, которую необходимо очищать.
- Кромки соединяемых латунных деталей за счет использования инертного газа надежно защищены от образования оксидных и нитридных корок.
- Струя аргона, подаваемая в зону выполнения сварки, выдувает все отходы технологического процесса.
- Данный способ сварки является универсальным: его можно использовать для соединения как мелких, так и габаритных изделий из латуни, выполнять их восстановление методом наплавки.

технология сварки аргоном, полуавтоматом, газовая
Сварку латуни можно производить практически всеми известными методами. Выбор технологии сваривания зависит от количества легирующих компонентов в составе сплава, чаще всего цинка. Можно проводить аналогии со сваркой меди, технология и способы сварки в обоих случаях, практически полностью совпадают.
Сварка латуни
Сварочные работы с латунью чаще всего используются для производства оборудования химической и пищевой промышленности. Для этих целей обычно используют профильный прокат, скрепление которого производится с помощью контактной сварки.
Особенности сварки латунных изделий
Исходя из состава и физических свойств, следует выделить некоторые особенности сварки латуни:
- создание цинковой оксидной пленки;
- кипение цинка с последующим испарением;
- формирование пористой структуры сварного шва.

Цинк, содержащийся в сплаве, подвержен повышенному окислению. При перегреве, этот метал вступает в химическую реакцию с кислородом, вследствие чего на месте сварного шва образуется оксидная пленка. Налет белого цвета значительно препятствует соединению свариваемых элементов. Особенно часто подобная проблема возникает при сварке латуни в домашних условиях.
Внешний вид латуни
Кипение и испарение цинка происходит в результате большой разницы в температуре плавления меди и цинка. Цинк плавиться при температуре 420С, а медь при 1080С, что также превышает точку кипения цинка. Из-за подобных физических свойств, сварка латунных изделий сопровождается испарением цинка в большом количестве.
Его выгорание значительно влияет на качество соединения и эксплуатационные характеристики будущего изделия. Поэтому качественная сварка должна производится при оптимальной для нужного нагрева меди и сохранения цинка в сплаве температуре.
Подобные сварочные работы могут сопровождаться поглощением свободного водорода. Такая химическая реакция приводит к формированию пористой структуры шва. Из-за того, что водород не успевает улетучится из нагретого метала, в структуре шва остаются пузыри газа.
Такая химическая реакция приводит к формированию пористой структуры шва. Из-за того, что водород не успевает улетучится из нагретого метала, в структуре шва остаются пузыри газа.
Образование пористости значительно влияет на качество соединения, что часто приводит к образованию трещин и потере прочности. Препятствование возникновению этой проблемы – главная задача при сварке латуни. Так, изделие с пористой структурой шва становится просто непригодным для промышленного использования.
Для решения вышеуказанных проблем, сварочные работы проводят при оптимальной температуре, которая позволяет создать прочное соединение без серьезных изменений физического состояния цинка.
Для этих же целей могут применять избыточное поступление кислорода, которое препятствует возникновению пор. Полученные окиси восстанавливают с применением присадок.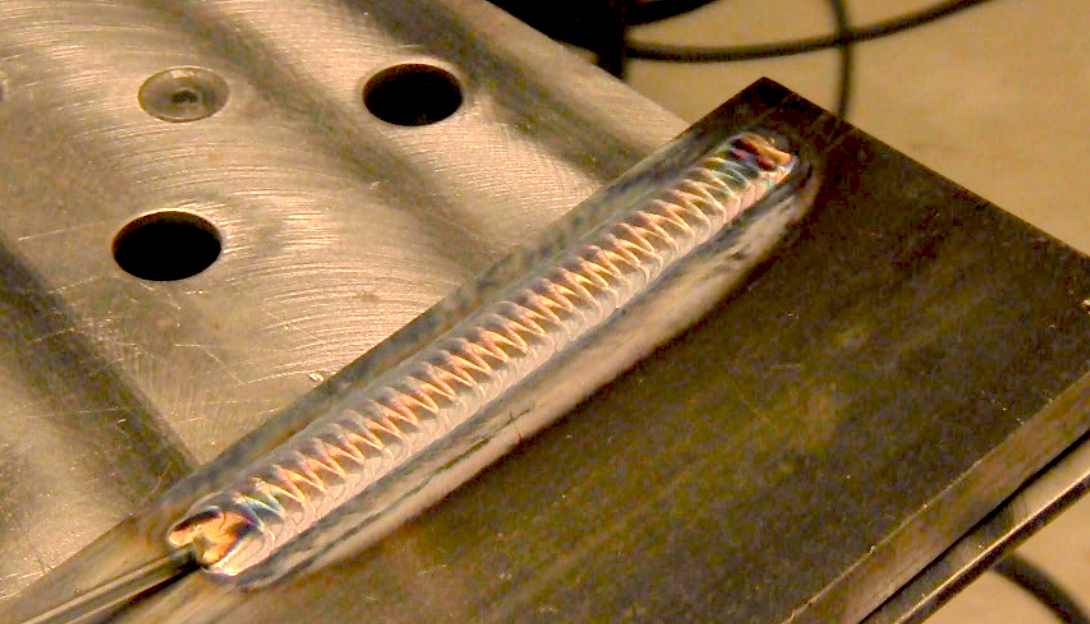 Чаще всего для таких целей применяют кремний. Он окисляется и выпадает в осадок, очистка шва от которого не составляет особого труда.
Чаще всего для таких целей применяют кремний. Он окисляется и выпадает в осадок, очистка шва от которого не составляет особого труда.
Подготовка к сварке
Подготовка к сварке деталей из латуни схожа с подготовкой меди. Только в отличии от нее, латунные изделия небольшой толщины не нужно предварительно нагревать. Толстые элементы желательно подогреть в месте проведения сварочных работ. Такая манипуляция значительно повышает качество шва и прочность будущего изделия.
Очень важно при подготовке к работе обработать рабочие кромки. Если толщина кромки листы меньше 1,5 мм, рекомендуется провести отбортовку. Это позволит вдвое увеличить толщину латунного листа и повысить прочность будущего шва.
Подготовка к сварке латуни
При достаточной толщине листов отбортовку делать не нужно, но следует сохранять зазор между элементами около 2 мм. Увеличение зазора можно делать ппи использовании подкладки. Для изделий повышенной прочности можно применять метод двухсторонней сварки.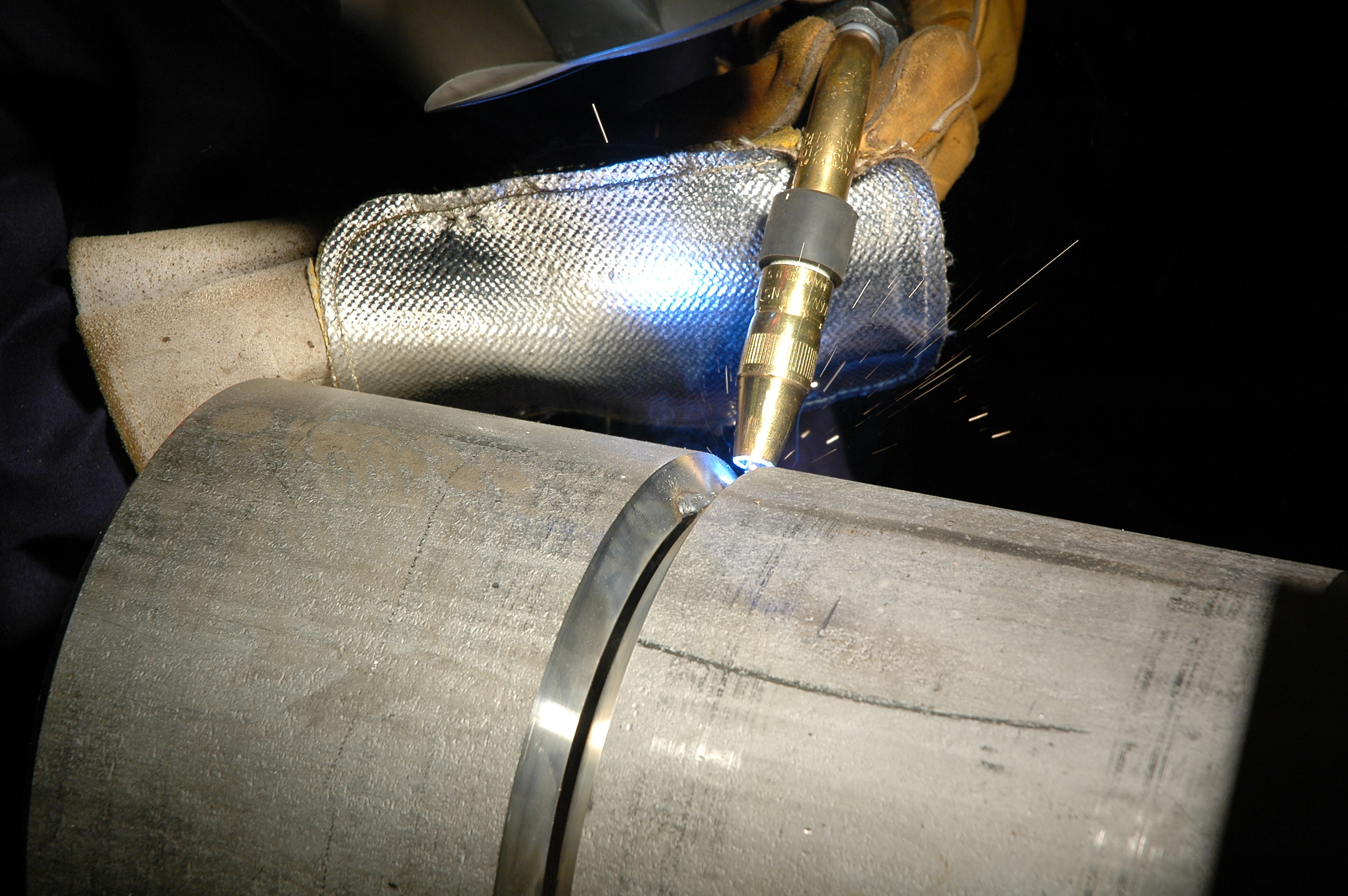 При достаточной толщине шва, данный метод значительно повысит прочность стыка.
При достаточной толщине шва, данный метод значительно повысит прочность стыка.
Подготовка латуни к сварке – очень важный этап, так как неправильная оценка толщины листа, длины шва и неверный выбор зазора могут привести к деформации конструкции. Это происходит за счет повышенного напряжения металла. В связи с этим, соединение толстых элементов лучше доверить опытным специалистам, которые профессионально работают с латунью.
Технология сварки латуни
Технология практически не зависит от выбора метода сварки. Существуют определенные правила и требования к таким работам. Рекомендуется придерживаться высокой скорости сварки – не меньше 15 см за минуту. Меньшая скорость повышает риск формирования пористой структуры и избыточного испарения цинка.
Вертикальную сварку выполняют снизу-вверх, при необходимости дополнительно нагревают место стыка. Ни в коем случае нельзя выполнять потолочную сварку, так как латунь легко плавится и обладает повышенными свойствами текучести.
Ни в коем случае нельзя выполнять потолочную сварку, так как латунь легко плавится и обладает повышенными свойствами текучести.
Выбор технологии сварки латуни зависит от индивидуальных пожеланий, толщины листа и желаемых характеристик готового изделия.
Обычно применяются такие методы сварки:
- аргоновая;
- электродуговая;
- газопламенная.
Газопламенная сварка латуни
Аргоновая сварка, на сегодняшний день, наиболее эффективный способ заваривания латунных изделий. Применяют ее обычно при соединении элементов с толщиной более 5 мм. Сварочные работы выполняются в аргоновой среде. Инертный газ используется для создания защиты. Нагрев латуни происходит с помощью электрической дуги. Такая технология имеет ряд преимуществ, которые выгодно выделяют ее среди аналогов.
Результат аргоновой сварки латуни
В домашних условиях сварку латуни можно проводить с помощью электродуговой сварки, в том числе сварки полуавтоматом. Для этого необходимо использовать соответствующие электроды.
Для этого необходимо использовать соответствующие электроды.
Работы проводятся постоянным током обратной полярности. Важно, чтобы дуга была короткой. Это препятствует избыточном испарению цинка. Перед началом работ желательно прогреть место стыка и прокалить электроды.
Заканчивать нужно проковкой шва или отжигом металла. Отжиг металла – это постепенной снижение температуры, после интенсивного нагрева. Такие процедуры значительно повышают качество стыка и прочность соединения.
Сварка латуни газом применяется для создания надежного соединения. Использовать ее можно также при сварке латуни со сталью. Однако для создания прочно стыка, необходимо использовать окислительное пламя. С его помощью создается защитная пленка, которая препятствует интенсивному выгоранию цинка.
Выполнение сварочных работ газом выполняется с помощью присадочных проволок. Выбор марки и типа проволоки зависит и состава сплава, и от желаемых характеристик готового изделия. Рекомендуется использовать проволоку, в состав которой входит бор – это позволяет обойтись без применения флюса.
Рекомендуется использовать проволоку, в состав которой входит бор – это позволяет обойтись без применения флюса.
Аргоновая сварка
Соединение латуни аргоном – наиболее эффективная технология, которая широко применяется в промышленном производстве.
Сварка латуни аргоном
Она имеет ряд преимуществ, среди которых стоит выделить следующие:
- Для сварки латуни не требуются электроды со специальным покрытием. На фоне отсутствия необходимости использования флюса, значительно снижается себестоимость работ.
- Такая технология отвечает всем современным нормам безопасности. Благодаря инертному газу, компоненты сплава не вступают в реакцию с компонентами воздуха, при этом не выделяются вредные вещества.
- Аргонодуговая сварка препятствует образованию шлака на стыке, который обычно нужно зачищать.
- Соединение латуни аргоном можно выполнять точеным методом.
- Готовые швы отличаются аккуратностью и привлекательным видом.
- Кромки соединяемых элементов не подвержены окислению за счет использования аргона.
- Аргоновая струя очищает рабочую область от пыли и прочих отходов производства.
- Универсальность способа позволяет стыковать элементы различных размеров и любых условиях производства.

Каждая технология сварки латуни имеет преимущества и недостатки, поэтому выбор следует проводить исходя из индивидуальных особенностей сплава, готового изделия и технических возможностей.
|
|

 Сварочный электрод перемещается в проводящую ток часть горелки и кромки свариваемого металла расплавляются под воздействием электрической дуги.
Сварочный электрод перемещается в проводящую ток часть горелки и кромки свариваемого металла расплавляются под воздействием электрической дуги.
 Для уменьшения испарения цинка при проведении работ аргоном, используйте пламя с избытком кислорода и применяйте специальные легированные алюминием, бором и кремнием присадочные материалы. При работе с латунью придерживайтесь мер предосторожности и отдавайте предпочтение работе с ней на улице.
Для уменьшения испарения цинка при проведении работ аргоном, используйте пламя с избытком кислорода и применяйте специальные легированные алюминием, бором и кремнием присадочные материалы. При работе с латунью придерживайтесь мер предосторожности и отдавайте предпочтение работе с ней на улице.
Сварка латуни в гаражных условиях. Сведения о сварке латуни
Латунь – это сплав меди с цинком, в незначительном количестве могут присутствовать другие легирующие элементы. И поскольку цинк металл легкоплавкий, температура его плавления в чистом виде 400 оС с «хвостиком», поэтому сварка латуни – занятие неприятное и небезвредное.
Цинк сгорает с выделением гари и неприятного запаха. Для проведения работ нужно обязательно обзавестись респиратором, который вряд ли защитит вас от вредных выделений полностью, но это все-таки лучше, чем совсем без него. Как бы то ни было, для разовой работы респиратора будет вполне достаточно. Цинк находится с медью в связанном на молекулярном уровне состоянии, что приводит к снижению температуры плавления латуни в два раза, если сравнивать с чистой медью. Латунь плавится при температуре около 900 оС.
Цинк находится с медью в связанном на молекулярном уровне состоянии, что приводит к снижению температуры плавления латуни в два раза, если сравнивать с чистой медью. Латунь плавится при температуре около 900 оС.
В связи с вышесказанным, резонно сделать вывод, что латунь все же лучше паять. Пайка лучше всего протекает, когда в руке твердосплавный припой, но с температурой плавления все же более низкой, чем у латуни. Лучше всего подходят медно-фосфорные припои. Оксидная пленка на поверхности цветного металла препятствует смачиванию, растеканию и схватыванию припоя с поверхностью детали, поэтому применяют флюсы, которые окислы снимают. Наиболее известный флюс, о котором все слышали, кто занимается сварочными или паяльными работами, это бура. Ее всегда можно приобрести в ближайшем магазине, и она будет полезна не только для пайки латуни, но и вообще всех медных сплавов, а также стали, чугуна. Есть и специальный флюс, который поможет при работе с латунными изделиями – ПВ209, его чаще используют на производстве.
По некоторым причинам пайка меди все же заменяется сваркой. Какие это могут быть причины?
- Первая, встречаются люди, которые с недоверием относятся к пайке. В некоторых случаях они могут оказаться действительно правы, особенно если деталь будет в работе испытывать какие-то серьезные нагрузки, которые будут ее крутить, изгибать и всячески испытывать эту деталь на прочность. Пайка медно-фосфорными припоями дает отличную прочность паяного соединения, более дорогостоящие серебряные припои – еще более высокую (соответствующие значения «сигмы временного» — временного сопротивления разрыву и других характеристик вы можете найти в интернете), однако пайка никогда по прочности не сравнится со сваркой. Последняя дает наиболее высокие прочностные характеристики.
- Вторая причина – возможные требования заказчика к однородности основного металла и шовного по цвету. При пайке определенно будут более выражены цветовые различия, так как не образуется сварочная ванна и не происходит перемешивания металлов. Возможны отличия и при сварке, но все же они минимальны, либо же вообще отсутствует (зависит от технологии сварки и применяемых присадочных материалов).
- Третья причина и вовсе прозвучит банально – варят, потому что нет возможности паять, так как из оборудования есть в наличие только сварочный аппарат.
 Возможны отличия и при сварке, но все же они минимальны, либо же вообще отсутствует (зависит от технологии сварки и применяемых присадочных материалов).
Возможны отличия и при сварке, но все же они минимальны, либо же вообще отсутствует (зависит от технологии сварки и применяемых присадочных материалов).Нужно еще отметить, что латунь варится большинством из известных способов сварки:
Из специальных способов сварки можно отметить лазерную и ультразвуковую.
Если говорить об основных сварочных методах, которые используются не только на производстве, но и в гараже нашими кулибиными… Проще всего латунь варится ацетилено-кислородным пламенем. При работе с ТИГом латунь сильно шипит, так как стремительно разогревается до температуры своего кипения, а сам процесс описывают, как достаточно сложный. Не всем удается с помощью ТИГа получить какой-то приемлемый результат, но при соблюдении технологии и приобретении необходимых навыков, освоить ТИГ латуни все же возможно. При этом качество швов получается высоким. И самый интересный случай – это, конечно, сварка с помощью электродов. Рекомендуют использовать электроды со стержнем из латуни ЛК80-3, ЛМц59-02 или бронзы КМц3-1 (международное наименование CuSi3). Только забыли написать, где взять такие электроды? Вряд ли они продаются в ближайшем магазине! Выход видится в сварке графитовым электродом.
Во всех случаях, теория гласит, что чем больше в присадочном прутке легирующих элементов, которые являются раскислителями, тем лучше. Раскислителями являются, например, такие элементы, как кремний или марганец. Они связывают свободный кислород в расплаве и выводят его на его поверхность в виде шлака. Таким образом, вредная составляющая выводится из металла и в результате снижается количество дефектов – отсутствует пористость или же она сведена к минимум – единичные поры, раковины. Насколько раскислители, которые находятся в сварочной проволоке, влияют на качество шва (латунь) в плане его бездефектности на практике – трудно сказать.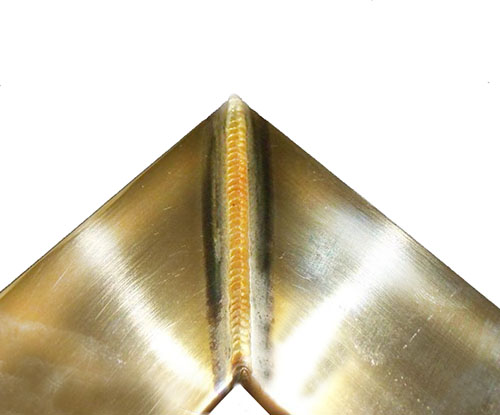 Например, при наплавке меди М1 прутком М1 на электротехническую сталь типа 10895 или 10864,10865 ацетилено-кислородной или кислородно-пропановой горелкой наблюдается серьезная пористость наплавленного слоя – частные цепочки пор. Причем тем больше пористость, чем выше интенсивность пламени, его скорость. Дефекты наплавки (или шва) скорее появляются из-за того, что расплавленный металл «обдувается» скоростным пламенем и наличие или отсутствие раскислителей в составе присадки здесь вряд ли что-то может изменить в лучшую сторону. Кардинально ситуацию меняет, например, сварка в аргоне – здесь аргон подается с меньшей скоростью и образует как бы облако газа вокруг сварочной ванны. В результате наплавленный слой практически не имеет пор.
Например, при наплавке меди М1 прутком М1 на электротехническую сталь типа 10895 или 10864,10865 ацетилено-кислородной или кислородно-пропановой горелкой наблюдается серьезная пористость наплавленного слоя – частные цепочки пор. Причем тем больше пористость, чем выше интенсивность пламени, его скорость. Дефекты наплавки (или шва) скорее появляются из-за того, что расплавленный металл «обдувается» скоростным пламенем и наличие или отсутствие раскислителей в составе присадки здесь вряд ли что-то может изменить в лучшую сторону. Кардинально ситуацию меняет, например, сварка в аргоне – здесь аргон подается с меньшей скоростью и образует как бы облако газа вокруг сварочной ванны. В результате наплавленный слой практически не имеет пор.
Латунь – это не медь, а сплав на ее основе. Однако, как нам кажется, здесь можно провести определенные параллели. Часто принимается за абсолютную действительность теоретические сведения, которые были выведены в свое время высоколобыми учеными, но имеют к реальности отдаленное отношение. Но вернемся к сварке латуни…
Но вернемся к сварке латуни…
Так как ацетилен наиболее подходящий для сварки латуни метод, остановимся на нем более подробно.
Сварка латуни ацетиленом в домашних условиях
Понадобится флюс бура – белый порошок, который выглядит как соль. Продается он по килограммам в полиэтиленовых пакетах. Проволока латунная, реализуется в прутках. Стоимость проволоки высокая, но если варить время от времени по хозяйственным нуждам, небольшой связки прутков хватит на долгое время.
Технология сварки
Если нужно проварить толстостенные детали, нужно делать разделку. Она может быть У-образная; Х- образная, или самая обычная с углом раскрытия 45 оС. Если детали тонкостенные, разделка не требуется, необходимый провар и так будет обеспечен. Для сварки можно использовать как ацетилен, так и пропан, так как для плавления латуни большой температуры не требуется. Единственное что, массивные латунные изделия, если такие найдутся в хозяйстве, пропаном греть придется дольше.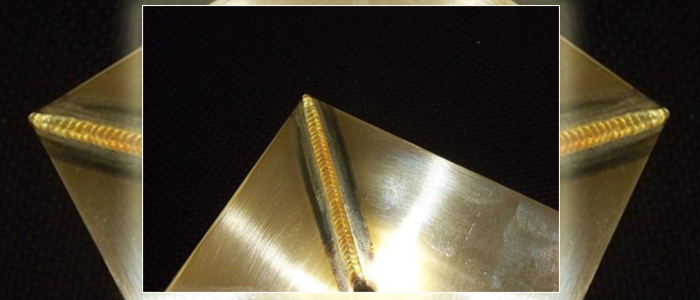
Мундштук – насадка на горелку выбирается самый маленький (№1). Пламя должно быть небольшим. Пламя настраивается так же, как на сварку черного металла, только немного мягче.
Для начала нагревается латунное изделие. Если детали имеют тонкие стенки, нужно контролировать процесс так, чтобы металл не провалился, это может произойти, если его сильно прогреть. Нагреваем деталь не докрасна (хотя она и не греется до такого цвета). Затем пруток окунается в флюс и подается к соединению. Капля «падает» с прутка, попадает на соединение и эту каплю необходимо «размазать» небольшими колебательными движениями горелки. И так постепенно продвигаетесь вперед.
Контролируйте визуально отсутствие пор. Если появились – значит мало флюса. Добавили флюс – и пора заплавляется. Процесс сварки латуни ацетиленом сильно не отличается от сварки углеродистых сталей.
Читайте статью «Выбор присадочного прутка и особенности аргонодуговой сварки (TIG) черной стали, нержавейки, алюминия, меди и ее сплавов, магния»
Сварка бронзы и латуни
Бронза и латунь относятся к сплавам медной группы.
Сварка латуни.
Различные марки латуни используются в виде проката, и лишь небольшая часть — в виде литья. Первостепенную трудность при сварке латуни представляет собой усиленное улетучивание цинка, в результате чего меняется состав и свойства сплава, появляется пористость. К тому же пары цинка весьма ядовиты, образуют в воздухе окислы металла, что затрудняет проведение сварки — процесс нужно осуществлять в хорошо вентилируемых помещениях с обязательным применением специальных масок (респираторов).
Процессы сварки латуни Л63 и ЛС59-1 могут немного отличаться, причем первая лучше подвергается сварке, чем вторая.
При любом процессе сварку латуни проводят с постоянной силой тока (с небольшими показателями напряжения дуги). Обычно, если сваривают листы толще 10-15 мм, их предварительно подогревают, проковывают швы при температуре 500°С, а потом подвергают отжигу при 600-700°С.
Если изготавливают изделия из заготовок незначительной толщины (от 1 до 10 мм), то наиболее часто используется дуговая электросварка угольными электродами. Если толщина металла 1-3 мм, делают сварку с обортовкой без использования присадочного металла. На некоторых заводах с помощью угольные электроды применяются для сварки и более толстые заготовки.
На местах стыков при толщине до 8 мм необязательно разделывать кромки. Присадочным прутком могут быть как различные марки латунной проволоки, так и проволока из кремнистой и фосфористой бронзы. Для сваривания латуней марок Л 62 и ЛО 62-1 часто используют отвечающие ГОСТу латунные прутки марки ЛК 80-3. Также могут быть использованы латунные прутки марки ЛМц 40-4,5 и др.
Для сварки используют флюсы, включающие соединения бора или состоящие из хлористых и фтористых солей. Например, если проводят сварку латунной присадкой марки ЛК 80-3, то берут флюс с такими пропорциями: на хлористый калий приходится половина состава, на хлористый натрий, криолит, древесный уголь по 12,5%, 35% и 2,5% соответственно.
В случае применения для сварки других присадочных прутков используют такие флюсы: бура прокаленная — 100%; измельченный борный шлак — 100%; по 50% буры и борного шлака. Ручную сварку рекомендуется проводить угольными или графитовыми электродами с постоянной силой тока с напряжением дуги 30-40 В.
Сварку латуни начинают с возбуждения дуги на присадочном прутке, потом ее переносят в рабочую зону. От толщины свариваемых заготовок зависит сочетание силы тока, диаметр прутков и электродов. При сварке заготовки толще 10 мм ее предварительно подогревают до 300-500°С.
Процессы сварки металлов медной группы практически сходны. Впрочем, очень тщательно необходимо выбирать электроды и среду для сварки, так как существуют отличия в параметрах проката цветного металла — листовой прокат или круглый.
Сварка бронзы.
Изделия из бронзы занимали большую нишу в повседневной жизни наших предков, а также материал использовался для создания предметов искусства. В настоящее время этот металл применяют в таких областях как электротехника, машиностроение, металлургия. Нередко требуется сварка. Как же ее проводят?
В процессе сварки бронзы получаются неразъемные бронзовые изделия. Для понимания технологии сварки бронзы необходимо изучить технические и эксплуатационные параметры этого металла.
В состав данного цветного металла входит медь, бериллий, алюминий, никель, олово. Так как основную часть составляет медь, бронзу именуют сплавом меди с оловом и алюминием.
Бронза — мягкий и податливый материал, не подвержена коррозии, изделия из нее являются отличными проводниками электрического тока. На производстве для обозначения бронзы используют маркировку Бр, а для металлов, входящих в ее состав, соответствующие буквы.
Различают бронзу литейную, содержащую большее количество легирующих добавок, и деформируемую. Чем больше в сплаве легирующих добавок, тем сложнее проводить сварку конструкций.
Перед сваркой все бронзовые детали подогревают (за исключением деформируемой бронзы толщиной до 4 мм). Каждая марка бронзы требует отдельного подбора температуры подогрева: она может быть от 400°С до 800°С. При неправильно подобранной температуре подогрева бронза будет разрушаться, сварочный шов будет ненадежным.
При сварке бронзы следует защищать рабочую зону от внешней среды с помощью флюсов, благотворно влияющих на формирование шва и горение сварочной дуги. По окончании сварки детали из бронзы зачищают от флюса.
Широкое распространение получил метод дуговой сварки плавлением (существует ручной и автоматический метод).
Ручное сваривание бронзовых деталей выполняют электродами из бронзы и других металлов. Чаще всего металлическими электродами сваривают бронзу и углеродистую сталь. На производстве для сваривания бронзы используют электроды, имеющие толстое покрытие, именуемое обмазкой. Ее состав включает алюминиевую пудру, ферромарганец, криолит, калий и др. Для сварки используют такой электрод, у которого стержень идентичен преобладающему металлу в свариваемых изделиях.
Предварительно на рабочую зону, где будет проводиться сварка, наносят флюс. В зависимости от преобладающего в сплаве металла (олово или алюминий) выбирают подходящий флюс. Если основу бронзы составляет олово, берут флюсы, содержащие бор, если алюминий — флюсы, состоящие из фтора и хлора.
Процесс ручной сварки бронзы идентичен обычной дуговой сварке. Она производится с постоянной силой тока, в качестве сварочного оборудования выступают сварочные выпрямители и инверторы.
Наиболее подходящей считается сварка длинных и толстых деталей с помощью автоматической дуговой сварки, так как в результате получается равномерное приваривание изделий и сварочный катет.
Бронзовая проволока является отличным электродом. Ее толщина составляет от 1 до 4 мм. Ту или иную проволоку выбирают в зависимости от того, настолько толстый материал сваривают и какой величины сварочный катет (валик) хотят получить.
Бронзовые детали, толщина которых превышает 10 мм, сваривают с образованием фаски, когда кромки скашивают в месте образования сварочного шва. Встречаются фаски разных форм.
При сварке бронзы необходимо делать асбестовую подкладку, которая должна находиться с другой стороны сварочного шва. Подкладка блокирует вытекание сварочного металла, тем самым увеличивается качество провара.
Автоматическую сварку производят сварочными автоматами, в простонародье именуемыми сварочными «тракторами». Ими легко пользоваться, так как все процессы автоматизированы. Сварщик фиксирует элементы, проверяет, есть ли флюс и электродная проволока, устанавливает необходимые параметры сварки. Аппарат самостоятельно произведет сварку бронзы, сварщику остается только контролировать сам процесс.
Благодаря сварке использование этого цветного металла получила широкое распространение в промышленности.
Пивоваренная металлургия — Как варить
Для повседневной очистки меди и других металлов лучше всего подходят очистители на основе перкарбоната, такие как PBW. В сильно окисленных условиях очень эффективна уксусная кислота, особенно в горячем состоянии. Уксусная кислота доступна в продуктовых магазинах в виде белого дистиллированного уксуса со стандартной концентрацией 5% уксусной кислоты по объему.
Пивовары, использующие погружные чиллеры для сусла, всегда удивляются тому, насколько ярким и блестящим становится чиллер, когда он впервые выходит из сусла.Если охладитель не был ярким и блестящим, когда он попал в сусло, угадайте, куда попала грязь и оксиды? Ага, в твоем пиве. Оксиды меди легче растворяются слабокислым суслом, чем сама медь. Если очистить медные трубки уксусной кислотой один раз перед первым использованием и промыть водой сразу после каждого использования, медь останется чистой без оксидов или отложений сусла, в которых могут скрываться бактерии. Чистить медь уксусом нужно только изредка.
Нет необходимости чистить до блеска медь после каждого использования. Со временем медь должна приобрести тусклый медный цвет, а не черный, не зеленый или синий, а просто тусклый, как старый пенни. Этот оксид меди относительно инертен по отношению к суслу и имитирует растворение меди в сусле, в большей степени, чем блестящая медь.
Лучшим дезинфицирующим средством для противоточных чиллеров является Star San. Он кислый и может использоваться как для очистки меди, так и для дезинфекции. Дезинфекция с помощью Star San занимает всего несколько минут, и ее не следует оставлять в холодильнике более часа, потому что это приведет к растворению меди.
Не рекомендуется чистить и дезинфицировать медь отбеливающими растворами. Хлор и гипохлориты в отбеливателе вызывают окисление и почернение меди и латуни. Если оксиды вступают в контакт с умеренно кислым суслом, оксиды быстро растворяются, что может подвергнуть дрожжи воздействию нездорового уровня меди во время ферментации.
Очистка латуни
Некоторые пивовары используют латунные фитинги в сочетании с охладителями сусла или другим пивоваренным оборудованием и обеспокоены содержанием свинца в латунных сплавах.Раствор из двух частей белого уксуса и одной части перекиси водорода (обычный 3% раствор) удалит потускнение и поверхностный свинец с латунных деталей, когда они замачиваются в течение 5 минут или меньше при комнатной температуре. По мере очистки латунь приобретет маслянисто-желтый цвет. Если раствор начинает зеленеть, а латунь темнеет, значит, детали слишком долго пропитывались, и медь в латуни начинает растворяться, обнажая больше свинца. Раствор загрязнен, и деталь следует повторно очистить в свежем растворе.
Очистка нержавеющей стали и алюминия
Для общей очистки лучше всего подходят мягкие моющие средства или очистители на основе перкарбоната для стали и алюминия. Отбеливателя следует избегать, поскольку высокий pH раствора отбеливателя может вызвать коррозию алюминия и, в меньшей степени, нержавеющей стали. Не очищайте алюминий до блеска и не используйте отбеливатель для очистки алюминиевой заварочной емкости, поскольку это удаляет защитные оксиды и может вызвать металлический привкус. Этот определяемый вкусом уровень алюминия не опасен.В обычной таблетке антацида алюминия больше, чем в партии пива, сделанной в алюминиевой банке.
Как и в случае с алюминием, ингибитор коррозии в нержавеющей стали представляет собой пассивный оксидный слой, защищающий поверхность. Сплавы серии 300 (также известные как сплавы 18-8), обычно используемые в пивоваренной промышленности, очень устойчивы к коррозии по отношению к большинству химикатов. К сожалению, хлор — одно из немногих химикатов, к которым эти стали не устойчивы. Хлор в отбеливателе дестабилизирует пассивный оксидный слой на стали, создавая коррозионные ямы.Этот тип атаки ускоряется локализацией и обычно известен как щелевая или точечная коррозия.
Многие пивовары сталкивались с проколами в сосудах из нержавеющей стали, которые были заполнены водно-отбеливающим раствором и оставлены на несколько дней для замачивания. В микроскопическом масштабе царапина или щель от прокладки могут представлять собой локализованную область, где поверхностный оксид может быть дестабилизирован хлором. Хлориды могут соединяться с кислородом как в воде, так и на поверхности стали, образуя ионы хлорита, разрушая эту локальную область защиты.Если вода не циркулирует, щель превращается в крошечный, высокоактивный участок по сравнению с более пассивной нержавеющей сталью вокруг нее и подвергается коррозии. То же самое может произойти на поверхности жидкости, если горшок заполнен раствором отбеливателя только наполовину. Сухая стабильная зона наверху, менее устойчивая, но очень большая зона внизу, и щелевая коррозия происходит у ватерлинии. Обычно этот тип коррозии проявляется в виде точечной коррозии или точечных отверстий из-за ускоряющего эффекта локализации.
Третий способ, которым хлориды могут вызвать коррозию нержавеющей стали, — это их концентрирование.Этот режим очень похож на описанный выше щелевой режим. Позволяя хлорированной воде испариться и высохнуть на стальной поверхности, эти хлориды концентрируются и дестабилизируют поверхностные оксиды на этом участке. При следующем увлажнении поверхности оксиды быстро растворятся, образуя неглубокую ямку. Когда горшку дают высохнуть, эта яма, вероятно, будет одним из последних мест, где испарится, что снова вызовет концентрацию хлорида. В какой-то момент чистки кастрюли это место станет достаточно глубоким, чтобы сместилась щелевая коррозия, а яма могла проржаветь.
Лучше не использовать отбеливатель для чистки нержавеющей стали и других металлов. Существуют и другие чистящие средства, которые работают так же хорошо, не опасаясь коррозии. Очистители на основе перкарбоната, такие как PBW, являются лучшим выбором для общей очистки.
Если у вас особенно стойкое пятно, например, выжженный солодовый экстракт, то вам может понадобиться что-нибудь покрепче. В продуктовом магазине можно приобрести чистящие средства для кухни на основе щавелевой кислоты, которые очень эффективны для удаления пятен и отложений с нержавеющей стали.Они также хорошо подходят для меди. Одним из примеров является очищающее средство для меди и нержавеющей стали Revere Ware, другим — «Друг хранителя бара», а третьим — очищающее средство для нержавеющей стали Kleen King. Используйте в соответствии с инструкциями производителя, а затем тщательно промойте водой.
Вы действительно доверяете использованию латуни? | HomeBrewTalk.com
Если бы латунь была настолько вредной для вас, на ней была бы предупреждающая этикетка.
Это с сайта FoodService.com
4-101.14 Медь, ограничение использования. *
(A) За исключением случаев, указанных в (B) этого раздела, медь и медные сплавы, такие как латунь, нельзя использовать в контакте с ПИЩА с pH ниже 6, такая как уксус, фруктовый сок или вино, или для фитинга или трубки, установленной между устройством предотвращения обратного потока и карбонатором.
(B) Медь и медные сплавы могут использоваться в контакте с ингредиентами для пивоварения, которые имеют pH ниже 6 на этапах предпочтения и ферментации пивоваренного завода, такого как пивоварня или микропивоварня
Приложение — 4-101.14 Медь , Ограничение использования. *
Высокие концентрации меди ядовиты и вызывают болезни пищевого происхождения. При контакте поверхностей из меди и медных сплавов с кислой пищей медь может попадать в пищу. Углекислый газ может попадать в водопровод из-за неэффективного или отсутствующего устройства предотвращения обратного потока между карбонатором и компонентами медного водопровода.Кислота, образующаяся при смешивании воды и углекислого газа
, выщелачивает медь из компонентов водопровода, а затем фильтрат переносится в напитки, вызывая отравление медью. Устройства для предотвращения обратного потока, изготовленные из меди и медных сплавов, могут вызывать и приводили к выщелачиванию меди и свинца в газированные напитки.
Латунь — это сплав меди и цинка, содержащий свинец, который используется для объединения этих двух элементов. Исторически латунь использовалась для изготовления таких предметов, как насосы, фитинги и кубки.Все 3 компонента подвержены выщелачиванию при контакте с кислой пищей, и в результате такого контакта произошло пищевое отравление.
Этапы пивоварения включают в себя солодирование, затирание, ферментацию, отделение алкогольного напитка от затора и ректификацию. Во время затирания важно снизить pH с нормального значения 5,8, чтобы оптимизировать ферментативную активность. PH обычно снижается до 5,1-5,2, но может быть доведен до 3,2. Растворимый экстракт сусла (сусла) кипятят с хмелем от 1 до 21/2 часа или более.После кипячения сусло
охлаждают, инокулируют пивными дрожжами и ферментируют. Использование медного оборудования на стадиях предпочтения и ферментации обычно приводит к некоторому выщелачиванию меди.
Поскольку медь является важным питательным веществом для роста дрожжей, низкие уровни меди метаболизируются дрожжами во время ферментации. Однако исследования показали, что уровни меди выше 0,2 мг / л токсичны или смертельны для дрожжей. Кроме того, уровень меди в 3,5 мг / л, как сообщается, вызывает симптомы отравления медью у людей.Следовательно, уровни меди, необходимые для успешного брожения пива (т.е. ниже 0,2 мг / л), не достигают уровня, который был бы токсичным для человека.
Сегодня отечественные пивовары обычно стараются использовать только оборудование из нержавеющей стали или медной футеровки из нержавеющей стали (трубопроводы, ферментеры, фильтры, сборные резервуары, машины для розлива, ключи и т. Д.) В контакте с пивом после этапов горячего пивоварения в пиве. процесс изготовления. Некоторые также используют дубовые чаны с покрытием из смолы или стальные чаны со стеклянным покрытием после этапов горячего пивоварения.Там, где медное оборудование не используется в пивоварении, обычно добавляют медь (вместе с цинком), чтобы обеспечить дрожжи питательными веществами, необходимыми для успешного брожения.
Наше пиво и другие предложения — Brass Works Brewing Co.
IPA’s
Жизнь Чарли Ланцы в сточной канаве NEIPA Крепость: 6% IBU: 30
IPA Новой Англии, сваренный специально для Лейквуд-лейн Чарли Ланцы, расположен в Уотербери. Разливается исключительно в Lakewood Lanes или Brass Works Brewing Co.
Double Bird IPA Крепость: 7,7% IBU: 82
Название нашего IPA дано в честь пивоваренного клуба Double Bird, который мы основали несколько лет назад. Цитрусовый вкус и аромат обусловлены характеристиками четырех разных хмелей, используемых в этом пиве. Хмель Amarillo в конце действительно раскрывает его величие.
Filthy Bird IIPA ABV: 8,7% IBU: 82
Наш New England IIPA имеет слегка фруктовый аромат с хорошо сбалансированной солодовой ноткой.Небольшая мутность пива является результатом уникальных дрожжей и большого количества позднего и сухого хмеля, добавленного для создания мягкого хмелевого вкуса.
Fowl’d Up NEIPA Крепость: 6,1% IBU: 25
«Fowl’D Up — IPA в стиле Новой Англии, в который входят шесть различных сортов солода и шесть различных сортов хмеля. Пиво подвергнуто сухому охмелению с большим количеством цитры. хмеля, чтобы дать нашему NEIPA отчетливо «сочный» вкус
Манго Хабанеро NEIPA Крепость: 6,1% IBU: 25
Специальное добавление манго и хабанеро к нашему NEIPA Fowl’d Up.
Brass Nail Session NEIPA ABV: 4,9% IBU: 15
В этом пиве сочетается мутность новоанглийского IPA с питкостью сессионного пива. Brass Nail изготовлен из различных сортов хмеля, включая хмель Citra и Samba, которые придают ему освежающий вкус. Не позволяйте низкому IBU вводить вас в заблуждение. Это пиво богато хмелевым вкусом.
Лагеры
Edison Light Крепость 4,6% IBU 17 *** Без глютена *** 128 калорий
Наслаждайтесь освежающим легким пивом от пивоваренной компании Brass Works, вдохновленной Edison Grill.
Предлагается только в пивоваренной компании Edison Grill and Brass Works !
Маршрут 8 до Хеллеса Крепость: 5,2% IBU: 20 НАЗАД НА TAP 10/22/2020
Приготовлено на старом РТ. 8, наша версия светлого лагера в мюнхенском стиле соломенного цвета и имеет легкую консистенцию. Его варят из немецкого солода и благородного хмеля для создания мягкого послевкусия.
Эль
Blood Orange Farmhouse ABV: 7,0% IBU: 38
Farmhouse Ales — это уникальные сорта пива, популярность которых резко возросла за последние несколько лет.Они смешивают различные виды солода, хмеля и добавок. У нашего фермерского дома свежий, сухой финал с легкими оттенками имбиря и апельсиновой цедры. Поистине уникальный аромат исходит от бельгийских дрожжей, которые используются во время брожения, создавая желаемый «посторонний привкус», который делает это пиво особенным. Эта версия с поистине замечательным дополнением Blood Orange.
Hazelnut Brown Ale ABV: 5,3% IBU: tbd
Наш коричневый эль — это полнотелая версия с добавлением фундука
Sweaty Peach ABV: 5.5% IBU: 30
Sweaty Sister Blond Ale с добавлением персика
Sweaty Sisters Blonde Ale ABV: 5,5% IBU: 30
Наш светлый эль — пиво, которое можно пить в любое время года. Имеет светлый цвет и мягкий хмелевой вкус. Добавки кристального хмеля придают светлому элю приятный цитрусовый вкус. Кроме того, в процессе брожения используются элевые и лагерные дрожжи, благодаря чему получается очень чистый финал. Это очень освежающее пиво может удовлетворить даже потных сестер, когда они утоляют жажду.
Портеры
Абель Портер Крепость: 5,5% IBU: 31
Абель Портер был ветераном Войны за независимость и одним из первых изготовителей латуни в Уотербери. Нет лучшей дани, чем назвать пиво в его честь. Шоколадный солод и жареный ячмень создают насыщенное пиво. Наш портер — это хороший баланс между вкусом солода, жареного и хмеля. Добавление ванили и дубовой бочки из-под бурбона делает Abel Porter нашим любимым пивом.
Barrel Aged Porter ABV: 5,5% IBU: 31
Смесь нашего Abel Porter, выдержанная в бочке из-под бурбона в течение 9 месяцев.
Coconut Porter Крепость: 5,5% IBU: 31
Смесь нашего Abel Porter с добавлением кокоса
Coffee Porter Крепость: 5,5% IBU: 31
Смесь Abel Porter с нашей собственной холодной варкой кофе.
Зельцер с шипами
Black Cherry
Sours
ПРЕДСТОЯЩИЙ Cotton Candy Sour ABV: 5.2% IBU: 38
Stouts
The Piper Stout Крепость: 4,9% IBU: 38
Совместно с AOH мы выпустили особое пиво Stout под названием «The Piper» в честь духа Piper. … богатые наследием, сильные сердцем, преданные своему сообществу и своим соседям. Они делятся своей музыкой, чтобы поднять настроение и вдохновить на дружбу. The Police Pipes и Drums of Waterbury послужили источником вдохновения, и один из их прекрасных музыкантов работает на лейбле.AOH будет продавать это пиво с 6 марта на мероприятии Food Drive. Прибыль от продаж AOH и Brass Works в Уотербери пойдет на благотворительные цели AOH. Наш стаут создан по образцу традиционного ирландского сухого стаута. Полезные добавки из хлопьев и жареного ячменя придают этому пиву классический стаутный вкус. Несмотря на то, что он темный на вид, наш стаут невероятно приятен для питья.
Другие предложения для гостевых кранов:
Наше пиво в настоящее время не разливное
Эль
Pilgrim Pie Farmhouse Ale ABV: 7.0% IBU: 38
Farmhouse Ales — уникальные сорта пива, популярность которых резко возросла за последние несколько лет. Они смешивают различные виды солода, хмеля и добавок. У нашего фермерского дома свежий, сухой финал с легкими оттенками имбиря и апельсиновой цедры. Поистине уникальный аромат исходит от бельгийских дрожжей, которые используются во время брожения, создавая желаемый «посторонний привкус», который делает это пиво особенным.
Olde # 2 Brown Ale ABV: 4,9% IBU: 30
Наш коричневый эль — это полнотелая версия коричневого пива в английском стиле.Добавление хлопьев ячменя подчеркивает насыщенный вкус, но при этом сохраняет правильный баланс богатого солода вкуса и горечи. Olde # 2 горько заправляется северным пивом, а затем ароматизируется и завершается комбинацией классических британских хмелей, которые вносят свой вклад в его английский стиль. Название очевидно связано с крайней незрелостью пивоваров.
Пшеничный эль летней школы Крепость: 5,0% IBU: 27
Это сезонное пиво — очень освежающий выбор в теплую погоду.У него несколько мутный вид и цитрусовый вкус, который обязательно утолит вашу летнюю жажду. Добавление светлого солода и мюнхенского солода придает ему среднюю консистенцию, которая уравновешивается высокой карбонизацией и каскадным послевкусием, создавая очень хорошо сбалансированное пиво. После того, как вы его попробуете, вам захочется повторить это все лето
Pine Hole Pale Ale ABV: 5,9% IBU: 37
Это пиво представляет собой отличный баланс между хмелостью и освежающим вкусом. Это немного измененная, более мягкая версия нашего IPA.Мы «взорвали» это пиво хмелями Cascade и Chinook, выращенными в Моррисе, Коннектикут, чтобы внести приятную цитрусовую ноту, дополняющую сосновый вкус.
Тыквенный пирог Farmhouse Ale Крепость: 7,0% IBU: 38
Наш фермерский эль со специальной смесью тыквы
Sasso’s American Boxer Ale
This Lager — American Amber / Red, сваренный специально для Sasso’s Coal Fired Pizza в Торрингтоне, Коннектикут
Wee Windy English Ale ABV: 4.8% IBU: 33
Наш английский эль — отличный выбор для сессионного пива. Из-за более низкого уровня алкоголя и легкой горечи он очень пригоден для питья, без сильного хмелевого вкуса и аромата. Для придания пиву горечи используется сочетание британского хмеля в духе старого английского стиля эля. Это наша попытка воссоздать типичный эль, который подают в пабах Великобритании.
IPA’s
Doc’s Session IPA ABV:% 5% IBU:
Эта сессия IPA является особым сотрудничеством между Doc’s Motorcycle Parts и Brass Works Brewing Company.Это праздник многолетнего безупречного служения Доком жителям района Уотербери. Адрес: 1625 Thomaston Avenue. Компания Doc’s была основана еще в 1969 году для удовлетворения постоянно меняющихся требований владельцев мотоциклов. Как и мы, Doc’s понимает важность прочных связей с сообществом Waterbury и стремится к лучшему качеству и обслуживанию клиентов. Наслаждайтесь этим освежающим пивом после прогулки на велосипеде.
лагеры
лагеры Ausgeflippt в венском стиле крепость: 5.2% IBU: 25
Наш венский лагер — это янтарный лагер, сваренный с большим количеством венского солода. Они способствуют солодовому аромату и легкой сладости. Добавление благородного хмеля создает сбалансированный вкус.
Brass Works Oktoberfest Крепость: 5,3% IBU: 27
Утверждается, что первый Октоберфест был проведен в 1810 году в честь свадьбы принца Луи Баварского. Когда они решили повторить фестиваль в следующем году, это стало ежегодной традицией.Мы приготовили наш Октоберфест, чтобы создать этот классический мюнхенский вкус. Его варят из большого количества мюнхенского солода и немецкого пилснерского солода, чтобы придать ему насыщенный вкус и янтарный цвет. Вам понравится солодовый вкус этого сезонного пива.
Porters
Barrel Aged Coconut Porter ABV: 5,5% IBU: 31
Смесь бочонка для рома, выдержанного в Coconut Abel Porter в течение 8 месяцев.
Sours
Hell Froze Over Cherry Sour Крепость: 5.2% IBU: 38
Стауты
Стаут дяди Зака Крепость: 4,9% IBU: 38
Название этого пива — дань уважения озеру Плимут (первоначально называвшемуся «Пруд дяди Зака»), которое было родиной нашей страсти. для заваривания. Наш стаут создан по образцу традиционного ирландского сухого стаута. Полезные добавки из хлопьев и жареного ячменя придают этому пиву классический стаутный вкус. Несмотря на то, что он темный на вид, наш стаут невероятно приятен для питья. Мы подаем это пиво на азоте, чтобы подчеркнуть его насыщенный сливочный вкус.
Hazelnut Oyster Stout Крепость: 6,1% IBU: 34
Oyster Stout Крепость: 6,1% IBU: 34
Сотрудничество с Six Penny Oysters
Suck It Up Buttercup! Chocolate Peanut Butter Stout Крепость: 7,1% IBU:
Сотрудничество с нашими друзьями из Little Red Barn Brewers
Home
Brewpub прибывает в Неаполь
Купить фото
В Brass Tap в Coconut Point в Эстеро подают более 70 сортов разливного пива.В следующем месяце пивоварня планирует открыть заведение в Неаполе. (Фото: Фото KINFAY MOROTI / NEWS-PRESS) Купить фото
Основные моменты истории
- Ресторан Brass Tap в Неаполе планирует предлагать классы пивоварения, которые пройдут по всему миру. механика приготовления пива, принцип работы процесса пивоварения и дегустация пива прямо из ферментеров.
Крафтовое пиво будет немного больше представлено на юго-западе Флориды, когда в конце февраля The Brass Tap откроет свое новое заведение в Неаполе.
Мэтью Баум и его брат и партнер Майкл Роуз планируют открыть заведение рядом с 895 Wiggins Pass Road, которое добавит некоторые уникальные особенности бренду и его концепции крафтового пива и винного бара. Несмотря на то, что завод в Неаполе является франчайзинговым, он, вероятно, будет первым, где будет установлена собственная система пивоварения из двух бочек, а также будут предлагаться крепкие напитки с упором на крепкие напитки, произведенные во Флориде.
Пивоварение пива в пивоварне — идея, которую Баум разработал вместе с генеральным директором компании Крисом Эллиоттом.Собственная пивоваренная установка также добавляется в офис компании в Тампе.
«Основа того, что мы делаем, — это разносить отличное крафтовое пиво, и мы любим местное пиво»
Крис Эллиот
«Суть того, что мы делаем, — это разносить отличное крафтовое пиво, и мы любим местное пиво», — сказал Эллиотт, который также является генеральным директором расположенной в Тампе компании FSC Franchise Co., владеющей правами на франшизу на The Brass Tap. «Вероятно, 25 кранов из наших 60 — это пиво из Флориды».
The Brass Tap предлагает более 300 импортных сортов, местное крафтовое пиво и широкий выбор вин и сигар премиум-класса.
В июне 2012 года FSC Franchise, также являющаяся материнской компанией Beef O ‘Brady’s, приобрела права на франшизу The Brass Tap, и в настоящее время у нее открыт 21 крафтовый пивной и винный бар и еще 65 находятся в стадии разработки, которые планируется открыть в ближайшее время пять лет. У компании есть офисы по всей Флориде, а также в Техасе, Висконсине, Иллинойсе, Огайо, Аризоне и других странах.
Это часть агрессивной стратегии роста, в результате которой к концу 2015 года количество существующих пабов бренда увеличится вдвое.По его словам, для Юго-Западной Флориды это может означать, что между округами Ли, Коллиер и Шарлотта будет еще три или четыре места.
Первый магазин Brass Tap открылся в торговом центре Coconut Point в Эстеро в декабре.
Купить фото
Райан Сиско подает пиво в среду в ресторане Brass Tap в Coconut Point в Эстеро. (Фото: KINFAY MOROTI / НОВОСТИ-ПРЕСС)
Система заваривания с двумя бочками в Неаполе может показаться не такой большой, но с четырьмя ферментерами на месте Баум и Роуз могут иметь до восьми бочек пива брожение сразу.- Это 16 полных бочонков, — сказал он.
«В значительной степени, как только мы сократим график, каждую неделю у нас будет четыре-восемь бочонков из нашей системы, которые будут загружаться каждую неделю», — сказал Баум.
В то время как только два предприятия в настоящее время создают свои собственные пивоваренные системы, возможность создания местной пивоваренной системы в точках Brass Tap будет зависеть от каждого отдельного владельца франшизы, сказал Эллиотт.
«Если у них есть место и если они могут получить все необходимые разрешения, они будут доступны тем, у кого есть место для этого», — сказал он.
Франчайзинг развивался за последние 20 лет и сегодня предлагает больше возможностей для вариаций, — сказал Майкл Сейд, управляющий директор MSA Worldwide, консалтинговой фирмы по франчайзингу, базирующейся в Коннектикуте.
«Вы найдете франчайзи, которые становятся локально тематическими; места, которые не выглядят и не ощущаются точно так же, как последнее место, в которое вы заходили, но культурно и тематически подходят для этого сообщества», — сказал он. «Бренды — это действительно то, что представляют собой люди, прежде чем они войдут в какое-либо место.»
Купить фото
Лиза Эммонс (справа) отдыхает с покупателями в среду в ресторане Brass Tap на Коконат-Пойнт в Эстеро. Brass Tap открывает второе место на юго-западе Флориды в Неаполе, недалеко от перевала Уиггинс. .com)
Хотя франчайзи могут локализовать тему своего бренда, а компании регулярно тестируют новые продукты, поддержание единообразия бренда является ключевым моментом, и франчайзеры должны быть осторожны с целостностью своего бренда, сказал он.
«Франчайзинг давно в прошлом. Дело в том, чтобы быть точным «, — сказал Сеид.«Это больше связано с целостностью бренда … Это вопрос того, чего ожидает потребитель; что бренд пытается сказать потребителю».
The Brass Tap в настоящее время не продвигает франчайзи собственное пивоварение, потому что они хотят в первую очередь измерить его успех.
Латунные краны, в которых есть пивоварня, могут иметь отдельный процесс подачи заявок и иметь некоторые средства контроля качества, чтобы гарантировать качество пива, разливаемого в баре, сказал Баум.
Может случиться так, что пивоварение дома может быть больше маркетинговым инструментом для предложения уникальных мероприятий или специальных выпусков пива, или, в зависимости от того, как быстро они смогут варить пиво на новых пивоваренных системах, они могут производить достаточно пива, чтобы регулярно выпускать фирменные сорта пива.По словам Эллиотта, со временем компания планирует сравнить связанные с этим затраты с потенциальным увеличением выручки.
«Мы не узнаем, имеет ли это смысл, пока не увидим, как люди на это отреагируют», — сказал он. «Мы думаем, что это имеет смысл, но на самом деле вы не узнаете, пока не сделаете это».
«Это не дешево, поэтому необходимо иметь финансовый смысл».
Что касается завода в Неаполе, у бара уже есть пивовар, нанятый для производства пива, и он вложил чуть менее 100 000 долларов в покупку и установку пивоваренной системы и покрытие расходов на водопровод и инфраструктуру, сказал Баум.
Но крафтовое пиво дает возможность проявить большую индивидуальность, а возможность предложить нестандартный продукт в их месте сложно оценить, сказал он.
«Когда мы варим это пиво, это не похоже на IPA Brass Tap», — сказал он, говоря о разновидностях India Pale Ale. «Наши мастера-пивовары будут делать вариации пива. У нас всегда будет крутой, разный вкус, получаемый из пивоварни».
Прочтите или поделитесь этой историей: https: //www.news-press.com / story / money / 2015/01/28 / brass-tap-open-бренды-first-brew-pub-naples / 22500351/
Напиток Вильямсбург — Остановки — Напиток Вильямсбург
Brass Cannon Brewing Company
Пивоварня Brass Cannon — результат работы трех хороших друзей, которые очень, очень хорошо увлеклись своим любимым хобби и превратили его в одно из любимых мест Вильямсбурга по вечерам.
Тони Артрип, Фил Норфолк и Скотт Кеннеди начали с энтузиазма домашних пивоваров, делающих небольшие партии пива для себя и своих счастливых друзей.Неожиданная проблема возникла, когда было обнаружено, что они ужасно искусны в создании пива. Их друзья не могли насытиться и возвращались снова и снова. Итак, однажды вечером, когда они находились под влиянием нескольких своих домашних пивоваров, Тони, Фил и Скотт решили, что пришло время сделать их хобби просто для развлечения чертовски веселой карьерой. Наши герои получили небольшое пространство в торговом центре в Тоано, штат Вирджиния, всего в 15 минутах езды от Вильямсбурга. Здесь буквально соорудили пивоварню и дегустационный зал.
Их пивоварня состояла из нескольких единиц самодельного оборудования, построенного из оставшихся механических элементов, которые объединились, чтобы сформировать их систему «Франклин-варево». Там бродильную комнату сложили из фанеры и листов пластика. Температура контролировалась с помощью оконного кондиционера летом и обогревателей зимой. Они любят говорить, что все, что могло пойти не так, произошло, но путем экспериментов, проб и ошибок им все же удалось создать действительно вкусные смеси.
В районе Тоано также был уютный дегустационный зал с баром, который был собран из старых, бывших в употреблении деревянных поддонов. Несмотря на свои размеры и домашний внешний вид, это заведение привлекло множество людей из Ланекса, Вильямсбурга и Тоано.
Пока они добивались успеха в Тоано, расположение Тони, Фила и Скотта было далеко не идеальным. Их пивоваренная система была функциональной, но трудоемкой, что затрудняло контроль всех факторов, влияющих на создание уникальных сортов пива.Их дегустационный зал едва поместился в толпе, куда собиралось их вкусное пиво. Brass Cannon Brewing потребовалось бы гораздо больше места, чтобы вместить как всех их поклонников, так и все идеи парней.
Поиск нового места привел Тони, Фила и Скотта к недостроенному зданию в Вильямсбурге. Поскольку они нашли его до того, как оно было завершено, они смогли внести некоторые изменения в некоторые части плана здания, чтобы оно наилучшим образом соответствовало их потребностям, выбрав идеальное место для пивоварения и развлечений.Они переехали в это новое пространство в апреле 2016 года и попрощались со своим старым местом в Тоано вместе со своей системой «Franken-brew» и самоделками. Новое место в Вильямсбурге отличается очень сложной системой, которая видна через большие стеклянные окна из просторного дегустационного зала.
Вся стена дегустационного зала покрыта классной доской, на которой гости могут продемонстрировать свои творческие способности и навыки. Это традиция, которая последовала за ними со времен поселения Тоано. Особенно хорошие дудлы найдутся на сайте Brass Cannons.У нового Williamsburg Brass Cannon есть большой внутренний дворик, идеально подходящий для наслаждения вкусным пивом и блюдами из различных фургонов с едой, которые вращаются по парковке. Дополнительное пространство Brass Cannons идеально подходит для мероприятий, и ребята в полной мере воспользовались этим пространством, заполнив его живой музыкой, праздничными вечеринками и торжествами. В дегустационном зале они предлагают почувствовать себя как дома, предлагая гостям ряд настольных игр, в которые они могут поиграть, пока они пробуют из огромного выбора пива, предлагаемого в Brass Cannon Brewing.
Хотя новая пивоварня и дегустационный зал настолько великолепны, что вы, возможно, никогда не захотите уходить, это не единственное место, где вы найдете пиво Brass Cannon Brewing. Тони, Фил и Скотт часто оставляют бар в руках их способного и дружелюбного персонала, чтобы они могли взять шоу в дорогу. Предлагаем вкусное пиво на мероприятия, от турниров по гольфу до фестивалей крафтового пива. Чтобы увидеть, как парни выйдут на улицу, вы можете следить за их веб-сайтом, чтобы увидеть список мероприятий, которые они посетят в следующий раз.
Не было бы Brass Cannon без пива, которое сделало их популярными среди местных жителей и гостей города. Во-первых, они предлагают пять вариантов круглый год. Angry Scot, описанный как «уши тяжелый эль», по крайней мере, на футболке, представляет собой шотландский эль с уникальным дымным вкусом, мягким и солодовым вкусом с минимальной охмелённостью. Barrage Brown Ale — это английский стиль с американскими нотками, сделанный из зерновых культур Великобритании и США. Muzzle Flash American Amber — охмеленный с небольшой горчинкой, средний со сладким послевкусием.Broadside IPA, название которого было выбрано в результате голосования на Facebook, состоит из американского и английского хмеля и, наконец, из черного эля Smoothbore Stout со вкусом кофе и темного шоколада.
Brass Cannon Brewing также предлагает фирменное пиво на каждый сезон. Их первое сезонное пиво дебютировало летом, и поэтому оно возвращается каждое лето. Split Shot — американский пшеничный эль, в состав которого входит 50% соложеной пшеницы и 50% соложеной ржи. Осеннее пиво Kanonefest — пиво в марценском стиле, идеально подходящее для всех ваших празднований Октоберфеста.Зимой вы можете попробовать сладкое и пряное пиво Great Turkish Bombard с добавлением тонко измельченного эфиопского харрара темной обжарки. Наконец, весной Brass Canon предлагает легкое и свежее пиво без глютена, которое они называют St Barbara Heather Ale.
Если вас не устраивает все их запланированное пиво, от круглогодичного до сезонного, вы можете попробовать то, что Тони, Фил и Скотт называют своей линией Langrage. Лангрэдж — это старая колониальная военная практика, рожденная отчаянием, когда у солдат заканчивались пушечные ядра, и они заполняли орудия всем, что могли найти, от серебра до костей.Brass Cannon использует аналогичный подход в своих более экспериментальных вариациях. Когда они создают небольшую партию или пробуют что-то новое, они ставят это на кран как часть своей Лангрейской линии, по сути, бросая в вас все, что у них есть, точно так же, как старые канонира. Нет расписания для этих часто экспериментальных небольших партий пива, поэтому лучше всего посещать их почаще, чтобы узнать, что нового в продаже.
Brass Cannon — это свидетельство дружбы, проб, ошибок и решимости.История успеха Тони, Фила и Скотта дает надежду всем домашним пивоварам, которые учатся и совершенствуют свое ремесло. Итак, отправляйтесь туда и попробуйте то, что может предложить Brass Cannon Brewing.
Латунные фитинги для башен холодного варочного оборудования Yama
Espresso Parts с радостью примет к возврату все неиспользованные или дефектные товары. Все товары должны быть неиспользованы и возвращены в оригинальной упаковке. * Важное примечание: товары для специального заказа, все оборудование, электрические элементы, головки насосов, соленоиды и книги НЕ подлежат возврату. .Все продажи этого товара окончательны. Пожалуйста, подождите 2–3 недели на получение и обработку вашего возврата. Большинство возвратов обрабатываются в течение 10 рабочих дней с момента поступления на наш склад. Мы отправим вам электронное письмо, подтверждающее, что ваш возврат был обработан. Ваш возврат будет возвращен непосредственно на кредитную карту или другой способ оплаты, который использовался для первоначального заказа. В особых случаях вы можете получить кредит на свой счет, который будет использоваться в течение 90 дней, или возврат через PayPal или ACH. Пожалуйста, проконсультируйтесь с представителем службы поддержки клиентов для получения более подробной информации об особых случаях.
Espresso Parts принимает возврат в течение 365 дней с момента покупки, а обратная доставка осуществляется * БЕСПЛАТНО. Да, 365 дней и * БЕСПЛАТНО !!!! Это так же просто, как 1, 2, 3.
Позвоните в нашу службу поддержки клиентов и запросите требуемый номер RMA для возврата. Позвоните нам по телефону (800) 459-5594.
Воспользуйтесь нашей * БЕСПЛАТНОЙ этикеткой для возврата FedEx.
Надежно упакуйте товары в оригинальную упаковку и приклейте этикетку для возврата и номер RMA на внешней стороне упаковки.Убедитесь, что другие транспортные этикетки не видны. Тогда пришлите нам! Приклейте этикетку возврата FedEx к коробке и отправьте ее в любой авторизованный центр доставки FedEx. Найдите ближайший к вам сервисный центр FedEx. * Обратите внимание, что для использования наших этикеток с предоплатой посылки должны быть отправлены из США.
Вы можете отправить нам товар обратно по указанному ниже адресу, используя свой собственный способ доставки. Вы несете ответственность за всю информацию для отслеживания и страховку. Espresso Parts не несет ответственности за возвратные поставки, на которых отсутствует этикетка для возврата.RMA # по-прежнему требуется, если вы используете собственный способ доставки. Применяются все остальные правила.
Espresso Parts
4315 Lacey Blvd SE
Lacey, WA 98503
Attn: Отдел возврата
НЕОБХОДИМО СООБЩИТЬ О ПОВРЕЖДЕННЫХ И ОТСУТСТВУЮЩИХ ТОВАРАХ В ТЕЧЕНИЕ 7 ДНЕЙ С ПОЛУЧЕНИЯ ВАШЕГО ЗАКАЗА
Перед тем, как подписать квитанцию о доставке, внимательно осмотрите коробку или коробки на предмет повреждений. Если вы видите повреждения, вы должны соответствующим образом отметить квитанцию о доставке.Рекомендуется делать снимки снаружи и внутри коробки. Затем распакуйте содержимое, чтобы убедиться в отсутствии скрытых повреждений или недостающих предметов.
Соберите следующую документацию:
Электронная почта [email protected] или позвоните нам по телефону (800) 459-5594 и предоставьте вышеуказанную документацию, и мы будем рады сотрудничать с транспортной компанией для обработки претензии о возмещении ущерба. Компания Espresso Parts предназначена только для оказания помощи при работе с вашим экспедитором.- Детали для эспрессо Номер для заказа
- Номер отслеживания груза
- Фотографии и описание повреждений
* ПРИМЕЧАНИЕ. Доставка FedEX включает страховое покрытие в размере 100 долларов США.Страхование на сумму более 100 долларов следует запрашивать во время покупки. Получатель несет ответственность за дополнительные страховые расходы. Получатель несет ответственность за подачу страхового иска в FedEx. Все поставки осуществляются DAP, и Espresso Parts не несет ответственности за утерянные или поврежденные предметы.
Выбирая приоритетную внутреннюю доставку USPS, вы освобождаете Espresso Parts от ответственности за задержку доставки и потерю, превышающую 50 долларов США. Претензии по страхованию поврежденных или утерянных вещей на сумму более 50 долларов США.00 восстановлению не подлежит. Espresso Parts не несет ответственности за утерянные или поврежденные предметы. Страхование на сумму более 50 долларов США следует запрашивать во время покупки. Все поставки осуществляются DAP, и Espresso Parts не несет ответственности за утерянные или поврежденные предметы.
Графики пивоварения
Brass Ring Открытие пивоварни
Brass Ring, Alger Heights
После работы в четверг, 11 января, вам стоит отправиться в Alger Heights, чтобы посетить пивоварню Brass Ring Brewing, которая открывает свои двери в 16:00.м. для его официального торжественного открытия.
Владелец Кристофер Гиббонс сказал, что пивоварня давно была его мечтой, и однажды назвал это предприятие своим «медным кольцом».
«Название происходит от момента вдохновения, когда я рассказал своему партнеру по закону, который спросил меня, почему я хотел открыть пивоварню. Я ответил, что было бы неплохо после 25 лет практики уйти на пенсию и заняться карьерой, отличной от юриспруденции, и если бы я мог открыть пивоварню, я бы смог объединить свою любовь к пивоварению, людям, поэзии и искусству.Я сказал ей, что это будет мое «латунное кольцо». Завод
Brass Ring Brewing был спроектирован как теплое и гостеприимное место, где люди могут пообщаться с другим за кружкой пива.
Пивоварня специализируется на выпуске небольших партий эля в стиле паба, портера и стаутов. В нем также есть разделенное меню с мясными закусками, сэндвичами и супами.
Гиббонс описал интерьер как «простую, несколько эклектичную смесь промышленных [элементов]», отметив, что «мы являемся коммерческим пивоваренным заводом».
Он сказал, что сообщество найдет теплую атмосферу, однако, этому способствуют стены, обшитые шипами из клена амброзии, и сделанная на заказ брус из клена и ореха.
Внутри ресторана могут разместиться до 99 посетителей, а в теплые месяцы внутренний дворик добавит посадочных мест еще для 40.
Brass Ring Brewing специализируется на мелкосерийном пиве в стиле паба, портере и стаутах.
Гиббонс выбрал район Алджер-Хайтс для своего предприятия из-за того, насколько сильны его жители.