Центраторы для сварки труб, покупайте по выгодной цене от изготовителя!
Компания «БМК» производит и осуществляет поставки по России, странам СНГ и ближнего зарубежья такого необходимого для сварки магистральных трубопроводов элемента оснастки, как центраторы для подготовки труб по сварку.
Популярные разновидности
В зависимости от требований конкретного технологического процесса при сварке трубопроводных магистралей применяют определенное установочное приспособление. Самыми распространенными из них являются конструкции, состоящие из металлических звеньев с различными механизмами стыковки. При применении винтового механизма каждому типоразмеру трубы соответствует отдельная модель центрирующей оснастки, использование эксцентрикового замка позволяет унифицировать одну единицу приспособления для целого размерного ряда диаметров труб, а применение ручного или механизированного гидродомкрата обуславливает увеличение сжимающего усилия. Выбор той или иной модели — важная задача, решение которой полностью возложено на технолога сварочного производства.
Выбор той или иной модели — важная задача, решение которой полностью возложено на технолога сварочного производства.
Основные преимущества
К основным достоинствам центраторов, используемых при сварке металлических труб в полевых условиях можно отнести:
- относительно небольшие массу и габариты, повышающие мобильность всего процесса;
- простоту и надёжность конструкции, проверенной временем и рядом испытаний;
- низкую стоимость и простоту приобретения;
- долгий срок эксплуатации.
Разработка и внедрение
Подавляющее большинство приспособлений и инструмента, применяемого при неразъёмном монтаже металлических труб и магистралей в полевых условиях разработано и внедрено в 70-90-е годы 20-го века специализированными конструкторскими бюро, в числе которых можно назвать СКБ «Газстроймашина» и ВНИИСТ. Создание этих устройств было прямым образом направлено на облегчение и существенное повышение производительности и эффективности решения задачи постоянно увеличивающихся объёмов строительства трубопроводов различного назначения по всему СССР и прилегающим странам соцлагеря.
Подбор и покупка центраторов
Являясь специализированными устройствами центрирующие приспособления в большинстве случаев приобретаются организациями, производящими монтаж магистральных трубопроводов через объявление закупочных процедур на торговых площадках. В этом случае наши профессиональные специалисты помогут представителю Клиента подготовить правильное техническое задание исходя из необходимости реализации конкретного процесса. Наряду с этим нередки прямые обращения к нам с просьбой: «Нам необходимо купить подходящий центратор для стыковки труб перед сваркой. Помогите с выбором. И какая цена?» Конечно, мы не игнорируем подобные обращения, тщательно прорабатываем поступивший запрос, готовим технико-коммерческое предложение и осуществляем продажу прямым договором.
Начните работать с нами сегодня, и в будущем Вам не захочется обращаться к сторонним компаниям!
Центраторы для сварки металлических труб — Элкомснаб
ЦЕНТРАТОРЫ ЦЕПНЫЕ НАРУЖНЫЕ — ЦЦН
аналог Double Jacksсrew Chain Clamp — Mathey Dearman США
Универсальный цепной центратор ЦЦН позволяет приводить в соответствие кромки стыкуемых труб для качественного соединения под сварку.
Центратор наружный цепной
Центратор универсальный
Простота и скорость установки, а также его малый вес, позволяет в
короткий срок и с минимальными физическими усилиями (без
привлечения подъемных механизмов и приспособлений)
произвести центрирование стыкуемых труб в труднодоступных
местах ( траншеях, рвах, заболоченных участках трассы трубопровода).
Наружный центраторот ЦЦН позволяе центрировать соединяемые трубы
в широком диапазоне, а специальные вставки дают возможность
работать с трубами из нержавеющей стали.
Устройство поддержки позволяет прочно закрепить трубу, отвод,
фланец и другие фитинги во время соединения и сварки.
СВЕРХТОЧНЫЙ
– струбцина с двумя упорными винтами позволяет производить сварку шва, не снимая центратора с трубы.
ТОЧНОСТЬ СОЕДИНЕНИЯ
– струбцина с двумя упорными винтами, находящаяся по внешнему диаметру трубы, обеспечивает
точное соединение и выравнивание труб с погрешностью 0,4 мм.
БЕЗОПАСНЫЙ
– отводы, фланцы и другие фитинги поддерживаются уровнем и устройством поддержки,
уменьшающими риск получения повреждений.
УНИВЕРСАЛЬНЫЙ
– центратор соединяет и исправляет трубы, отводы, тройники и другие фитинги.
Центраторы могут быть переоборудованы для работы с трубами из нержавеющей стали
и других особых сплавов. Просто замените роликовую цепь на ту, которая сделана из
нержавеющей стали. Все другие компоненты центратора сделаны из нержавеющей стали.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Центартор цепной наружный ЦЦН 159-530
Диаметр центрируемых труб (мм) 159-530 мм.
Масса цепного центратора (кг) 18 кг.
Центратор цепной наружный ЦЦН 219-1020
Диаметр центрируемых труб (мм) 219-1020 мм
Масса цепного центратора (кг) 25 кг.
Центратор цепной наружный ЦЦН 325-1620
Диаметр центрируемых труб (мм) 325-1620 мм.
Масса цепного центратора (кг) 40 кг.
Универсальность наружного цепного центратора ЦЦН позволяет использовать его для центрирование широкого спектра диаметров труб одним центратором, а также использовать наружный центратор ЦЦН для центрирования и присоединения любых фасонных изделий. Для особых сплавов, а также для труб из нержавеющей стали используйте центратор с цепью из соответствующего материала. Существуют модели из углеродистой и нержавеющей стали для труб диаметром 152–1620 мм.
Центратор наружный цепной, Центратор универсальный
Центраторы для сварки труб
Центратор – это специальное техническое приспособление, используемое для центрирования труб больших диаметров с последующим их сварным соединением. Центратор для сварки труб дает возможность значительно ускорить и упростить процесс соединения двух отрезков трубопровода, особенно при проведении работ в полевых условиях. Они применяются при монтаже бытовых и промышленных трубопроводов, в системах водо- и газоснабжения, магистральных трубопроводов для транспортировки нефти, нефтепродуктов и газа.
Центратор для трубопроводов применяется для соединения труб диаметром от 25 до 6000 миллиметров. По месту использования они делятся на два вида – наружный и внутренний. Наружные модели используются с внешней стороны трубы. Они классифицируются на следующие типы:
- звенный наружный центратор конструкционно состоит из звеньев и пальцевых шарниров. Они используются для соединения двух труб диаметром до 2000 миллиметров. Могут использовать механический или гидравлический привод;
- арочный центратор для труб состоит из двух клемм с откидными элементами. Такая конструкция характеризуется простотой и жесткостью. Применяется для соединения труб диаметром до 900 миллиметров. Могут использовать механический или гидравлический привод;
- цепной центратор использует цепь для обеспечения захвата. Быстрота установки дает возможность использования этого типа при прокладке новых или техническом ремонте существующих инженерных сетей. Цепные модели используются вручную.
 Максимальный диаметр трубопровода составляет 1400 миллиметров;
Максимальный диаметр трубопровода составляет 1400 миллиметров; - эксцентриковый трубный центратор использует зажим эксцентрикового типа. Такая конструкция повышает скорость сварочного соединения, но требует высокой квалификации технического персонала. Применяется для сварки труб малого диаметра — до 600 миллиметров;
- струбцинный центратор в основном используется в бытовых системах для сварки стальных труб небольшого диаметра.
 Максимальный диаметр трубопровода составляет 1400 миллиметров;
Максимальный диаметр трубопровода составляет 1400 миллиметров;
Внутренние центраторы обеспечивают центрирование внутренних диаметров, поэтому они отличаются более сложной конструкцией. В основном они применяются для соединения двух труб с пенополиуретановым покрытием, сварочное соединение которых можно осуществляется только изнутри.
Использование центраторов различных типов дает возможность выполнить прочную и надежную фиксацию труб, состыковать их кромки с высокой точностью, обеспечить длительный срок эксплуатации системы без разгерметизации и дорогостоящего ремонта.
Центратор звенный наружный ЦЗН
Звенный наружный центратор для труб применяются в основном в нефтепроводной строительной отрасли, а именно для центровки торцов труб (обечаек) при сварочных работах диаметром 20 мм по 2020 мм.
Наружный центратор для труб стоит взять на вооружение каждому сварщику, так как это удобное, простое и неприхотливое в работе приспособление для стяжки труб перед сваркой.
Мы производим центраторы по собственным разработанным техническим условиям ТУ 3663-001-42930233-2016.
Центраторы цзн
Маталлический наружный центратор для труб состоит из легированных стальных многозвенников марки 09Г2С, соединённых друг с другом опорными роликами рис.1. Опорные ролики на центраторе цзн мы также производим из той же легированной стали 09Г2С.
Наша компания производит центраторы звенные наружные ЦЗН по собственно разработанным техническим условиям ТУ 3663-001-42930233-2016.
Почему мы применяем именно эту сталь 09Г2С в производстве центраторов ЦЗН, ЦНЭ, ЦНГ:
- Обладает хорошей твердостью и прочностью.
- Хорошая стойкость к трещинам при стягивании трубы центратором.
- Повышенный предел выносливости.
- Низкая к деформации при зажиме трубопровода друг с другом.
Центратор для сварки
Применяется центратор для сварки труб, как в полевых условиях, при рабочей температуре от -600С до +600С, так и в условиях промышленных предприятий. В отличии от гидравлического центратора ЦНГ, центратор ЦЗН более транспортабельный и удобный в работе!
ВНИМАНИЕ ЗАКАЗЧИКА! Мы производим центраторы на любой диаметр трубы начиная от 20 мм до 2020 мм. По желанию заказчика наши специалисты готовы разработать и испытать любые размеры центраторов!
Рис 1
1,2,3-звено; 4-винт; 5-траверса; 6-пята; 7-рукоятка; 8-ролик; 9-ось.
- Пример заказа
- Центратор ЦЗН-530, где ЦЗН-центратор звенный наружный; 530-диаметр трубопровода.
Технические характеристики центраторов ЦЗН.
| Марка центратора | Диаметр центрируемых труб (мм) | Масса (кг) | Цена изделия руб с НДС |
| ЦЗН 25 | 25 | 1 | По запросу |
| ЦЗН 32 | 32 | 1,5 | По запросу |
| ЦЗН 45 | 45 | 2,5 | По запросу |
| ЦЗН 57 | 57 | 4 | По запросу |
| ЦЗН 76 | 76 | 4,7 | По запросу |
| ЦЗН 89 | 89 | 5 | По запросу |
| ЦЗН 108 | 108 | 6,5 | По запросу |
| ЦЗН 114 | 114 | 6,5 | По запросу |
| ЦЗН 159 | 159 | 10,4 | По запросу |
| ЦЗН 168 | 168 | 10,4 | По запросу |
| ЦЗН 219 | 219 | 8,1 | По запросу |
| ЦЗН 273 | 273 | 10 | По запросу |
| ЦЗН 325 | 325 | 10,5 | По запросу |
| ЦЗН 377 | 377 | 11,5 | По запросу |
| ЦЗН 426 | 426 | 15 | По запросу |
| ЦЗН 530 | 530 | 20 | По запросу |
| ЦЗН 630 | 630 | 32 | По запросу |
| ЦЗН 720 | 720 | 36 | По запросу |
| ЦЗН 820 | 820 | 39 | По запросу |
| ЦЗН 1020 | 1020 | 46 | По запросу |
| ЦЗН 1060 | 1060 | 50 | По запросу |
| ЦЗН 1220 | 1220 | 54 | По запросу |
| ЦЗН 1420 | 1420 | 61 | По запросу |
| ЦЗН 1620 | 1620 | 75 | По запросу |
| ЦЗН 1720 | 1720 | 80 | По запросу |
| ЦЗН 1820 | 1820 | 85 | По запросу |
| ЦЗН 2020 | 2020 | 95 | По запросу |
Центратор цена
Цена на центраторы звенные наружные ЦЗН вы можете узнать у наших специалистов. Зайдите в раздел контакты.
Зайдите в раздел контакты.
Комплектация поставки центратора.
- Центратор ЦЗН.
- Паспорт. «Инструкция по эксплуатации».
- Сертификат соответствия.
На каждом центраторе указывается диаметр изделия, номер партии, завод изготовитель ООО «РОСНЕФТЕГАЗКОМПЛЕКТ».
Наша компания также производит и другие типы центраторов.
Заказать центраторы для труб, наружные центраторы для фиксации кромки труб
Индексы для заказа: Ж08А8051, Ж08А8052, Ж08А8026.
Предназначены для сборки, центровки и рихтовки недопустимых смещений кромок при сварке труб магистральных трубопроводов в полевых условиях.
Применяются при строительстве и ремонте трубопроводов.
Технические характеристики
|
Модель |
Диаметр, мм |
Масса, кг |
|
Ж08А8087 |
420 |
9 |
|
Ж08А7989 |
530 |
10 |
|
Ж08А7990 |
720 |
15 |
|
Ж08А7991 |
1020 |
22 |
|
Ж08А7992 |
1220 |
26,5 |
|
Ж08А7985 |
1420 |
31 |
Сертификат соответствия № РОСС RU. АИ16.Н07531.
АИ16.Н07531.
Данное устройство прошло экспертизу в ООО «Газпром ВНИИГАЗ» на безопасность применения конструкции и имеет заключение №31323949-222-2011.
Собственное производство
Сегодня на рынке представлено много различных конструкций, которые существенно облегчают работу на строительных объектах. Особую востребованность имеют наружные центраторы. Они используются с целью сведения кромок труб для безопасной и надежной сварки. ФГУП «Комбинат «Электрохимприбор» имеет собственное производство. Мы выпускаем изделия высокого качества. Центратор очень часто применяется при ремонте и строительстве трубопроводов. Поскольку он отличается своей низкой ценой и простотой использования. Центраторы для труб применяются для надежной фиксации свариваемых конструкций. Это делается для того, чтобы исключить риск смещения кромок. Кроме того, они позволят Вам полностью обезопасить сварочные работы и избежать на своем производстве несчастные случаи. Особенно центратор наружный незаменим при работе с большим диаметром труб, когда мастеру приходиться продолжительное время находиться под конструкцией. Наша продукция отвечает всем стандартам качества и обладает прекрасными характеристиками. Для изготовления центраторов мы используем исключительно материал высокого класса, что позволяет нам выпускать на рынок прочные изделия. Ручные центраторы для сварки труб облегченные Вы установите без особого труда. Небольшой вес конструкции позволит Вам с легкостью с ней управляться.
Особенно центратор наружный незаменим при работе с большим диаметром труб, когда мастеру приходиться продолжительное время находиться под конструкцией. Наша продукция отвечает всем стандартам качества и обладает прекрасными характеристиками. Для изготовления центраторов мы используем исключительно материал высокого класса, что позволяет нам выпускать на рынок прочные изделия. Ручные центраторы для сварки труб облегченные Вы установите без особого труда. Небольшой вес конструкции позволит Вам с легкостью с ней управляться.
Центратор и его использование
ФГУП «Комбинат «Электрохимприбор» предлагает Вам полностью сертифицированное оборудование. Центратор для труб прошел все необходимые испытания. При правильной эксплуатации изделие будет служить Вам на протяжении долгого времени. Следует отметить, что центратор вы можете использовать в разных климатических условиях. Он прекрасно переносит воздействие дождя, пыли, а также высокую температуру. Отметим, что особых подготовок конструкция не требует. Центратор с легкостью одевается на трубы в местах их будущей сварки, после чего мастер начинает его выравнивать и постепенно затягивать. После того, как кромки будут идеально совмещены, Вы можете окончательно зафиксировать изделие. Для того, чтобы снять конструкцию Вам достаточно ослабить домкрат. Внешне центратор выглядит весьма просто. Он представляет собой несколько металлических секций, которые при помощи «колесиков» соединяются в единую цепь. На одной стороне такой конструкции находится домкрат, на другой — два крюка. После эксплуатации изделия мы рекомендуем Вам тщательно очистить и просушить центратор, что будет являться залогом его долговечности.
Отметим, что особых подготовок конструкция не требует. Центратор с легкостью одевается на трубы в местах их будущей сварки, после чего мастер начинает его выравнивать и постепенно затягивать. После того, как кромки будут идеально совмещены, Вы можете окончательно зафиксировать изделие. Для того, чтобы снять конструкцию Вам достаточно ослабить домкрат. Внешне центратор выглядит весьма просто. Он представляет собой несколько металлических секций, которые при помощи «колесиков» соединяются в единую цепь. На одной стороне такой конструкции находится домкрат, на другой — два крюка. После эксплуатации изделия мы рекомендуем Вам тщательно очистить и просушить центратор, что будет являться залогом его долговечности.
Выгодные цены, качественное оборудование
Продукция ФГУП «Комбинат «Электрохимприбор» широко известна не только на территории России, но и за ее пределами. Мы имеем большой опыт работы в производстве оборудования, предназначенного для безопасного проведения сварочных работ. У нас на сайте Вы можете в любое удобное для Вас время изучить технические характеристики реализуемых нами изделий. Кроме того, наши специалисты могут помочь Вам подобрать подходящее оборудование в соответствии с Вашими потребностями. Мы реализуем высококачественные центраторы для сварки труб по доступным ценам. Ни для кого не секрет, что приобретать оборудование напрямую у производителя намного выгодней, нежели через посредников. Поэтому наши цены гораздо привлекательней, по сравнению с другими предложениями на рынке. Мы гарантируем клиентам качество своей продукции. Многолетний опыт и профессионализм наших сотрудников позволяет нам удовлетворять потребности каждого современного предприятия.
У нас на сайте Вы можете в любое удобное для Вас время изучить технические характеристики реализуемых нами изделий. Кроме того, наши специалисты могут помочь Вам подобрать подходящее оборудование в соответствии с Вашими потребностями. Мы реализуем высококачественные центраторы для сварки труб по доступным ценам. Ни для кого не секрет, что приобретать оборудование напрямую у производителя намного выгодней, нежели через посредников. Поэтому наши цены гораздо привлекательней, по сравнению с другими предложениями на рынке. Мы гарантируем клиентам качество своей продукции. Многолетний опыт и профессионализм наших сотрудников позволяет нам удовлетворять потребности каждого современного предприятия.
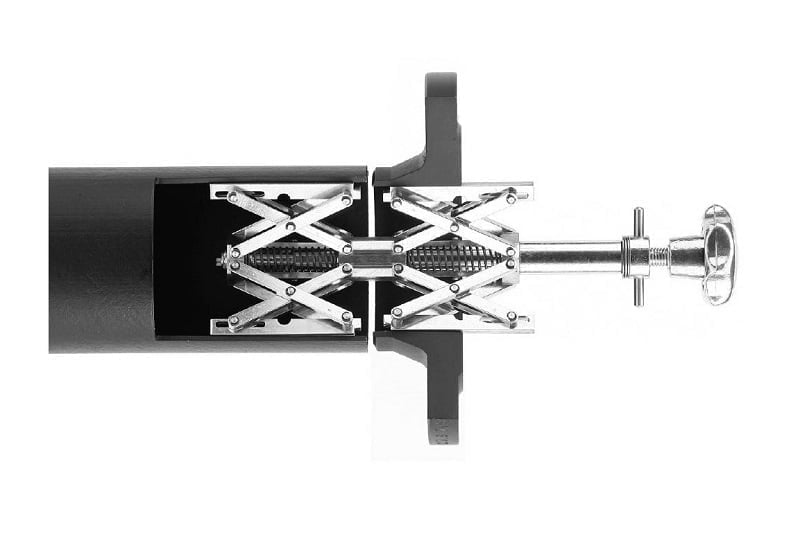
Внутренний центратор для сварки труб
Качественная состыковка частей магистральных трубопроводов – достаточно непростая задача. Особенно это касается труб больших диаметров.
Перед сваркой, соединяемые элементы трубопровода необходимо жёстко и точно зафиксировать.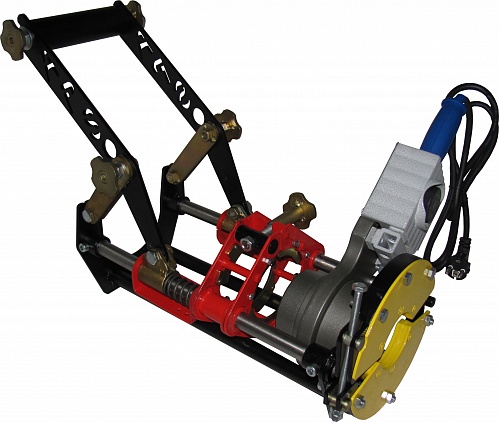 С этой целью можно использовать внутренний центратор для труб.
С этой целью можно использовать внутренний центратор для труб.
Особенности внутренних центраторов для труб
Внутренние центраторы, имеющие довольно сложную и тяжелую конструкцию, как правило, применяются на трубопроводах больших диаметров. Помимо фиксации снаружи, они могут осуществлять внутреннюю фиксацию, поэтому используются при сварочных работах на трубах с пенополиуретановым покрытием (ППУ).
Трубы данного вида часто используются в центральных сетях горячего водоснабжения и водяного отопления.
В слое пенополиуретановой изоляции имеется кабель, предназначенный для удалённого мониторинга состояния трубопровода.
Снаружи эта изоляция обрабатывается термостойким неметаллическим покрытием. В такой ситуации сварка торцов стальных труб может производиться исключительно изнутри.
Важной отличительной чертой внутренних центраторов является то, что из-за открытия стыка труб они могут применяться в длительном режиме эксплуатации трубопровода. Это позволяет использовать различные сварочные аппараты, что повышает эффективность монтажа трубопровода, а также существенно упрощает работу специалистов.
Чаще всего, в комплекте имеется гидравлический привод для центровки и исправления прогиба трубы.
На трубопроводах с внутренним диаметром менее 300 мм, как правило, применяют внутренние центраторы с ручным приводом.
Как работают внутренние центраторы
Инструмент устанавливается во внутрь одного из концов трубы, при этом второй конец приставляется грузозахватным оборудованием.
С помощью гидравлики осуществляется требуемый прижим и далее производятся сварочные работы.
В процессе сварки труба может перегреться, поэтому для охлаждения применяют специальные вентиляторы.
ООО «Промтехнологии», эксклюзивный дистрибьютор производственного предприятия ООО «СтопТрон» и завода ООО «DWT «Gmbh», рекомендует выбирать внутренние центраторы для сварки труб только высокого качества, которые облегчат работы по стыковке элементов трубы, а также обеспечат надёжное присоединение. Это очень важно, так как от качества сварного шва зависит функционирование будущего трубопровода.
Просмотров:
114
Шарнирно-сварные центраторы с дуговыми пружинами | Носовые центраторы
Центры с наклонными пружинами предназначены для первичного цементирования, применяются в вертикальных, наклонно-направленных и горизонтальных скважинах, где низкое стартовое усилие и высокое восстанавливающее усилие используются для удержания обсадной трубы в центре ствола скважины. Мы поставляем все виды центраторов с носовой пружиной, такие как шарнирные центраторы с носовой пружиной, центраторы с носовой пружиной, цельные центраторы и т. Наши централи с дуговой пружиной сертифицированы по стандарту API 10D, а затем проходят профессиональные испытания восстанавливающей силы.Пружинные центраторы носовой формы покрыты порошковым напылением или обжигом краски при высокой температуре, что обеспечивает им пыленепроницаемость.
Центратор носовой
Носовой центратор используется для обсадных труб в центре ствола скважины или во время цементных работ. Это металлическая полоса в форме охотничьего лука, прикрепленная к инструменту или снаружи гильзы. Это критический шаг в качественном цементировании, поскольку отсутствие надлежащей централизации может привести к серьезным проблемам с цементированием, включая отсутствие зональной изоляции и неправильную опору обсадной колонны.Носовой центратор позволяет равномерно распределять цемент по обсадной колонне.
Это металлическая полоса в форме охотничьего лука, прикрепленная к инструменту или снаружи гильзы. Это критический шаг в качественном цементировании, поскольку отсутствие надлежащей централизации может привести к серьезным проблемам с цементированием, включая отсутствие зональной изоляции и неправильную опору обсадной колонны.Носовой центратор позволяет равномерно распределять цемент по обсадной колонне.
Являясь одной из самых уважаемых компаний в отрасли, она известна тем, что предлагает клиентам такие аксессуары для обсадных труб, как центратор с носовой пружиной, твердый жесткий центратор, поплавковое оборудование, цементировочные пробки и т. Д. Степень центрирования обсадной колонны зависит от производительности центратора и расстояния между центраторами, установленными на наружном диаметре обсадной колонны. Мы предлагаем центраторы с дугообразной пружиной, как сварные, так и несварные.Носовой центратор , разработанный, который мы предлагаем, прост в сборке, экономит время и обладает надежным захватом.
1. Центратор сварной методом лазерной резки
2. фиксируется на корпусе специальными стопорными винтами
3.Изготовлен из высококачественной листовой стали
.
4. состоит из двух гильз и шести носовых рессор
1. Пружина затвора
2.Более высокая восстанавливающая сила, чем в стандарте API
3. интегрировать стальную пластину для обработки
4. Краска для выпечки
5.В наличии любой размер
1. Лаковая пружина обеспечивает прочный и надежный центратор.
2. конструкция блокировки между концевым воротником
3.Изготовлен из легированной стали с однородной твердостью
4. Подходит для вертикальных и наклонных приложений.
5.Доступен одинарный или двойной лук
1. Встреча со спецификацией API
2. почти 100% стоять
почти 100% стоять
3.Сконструирован для использования в наклонно-направленных и горизонтальных стволах, а также в обсаженных стволах и
лайнер внахлест.
4. U-образный профиль
5.Конструкция ребра позволяет оптимизировать поток жидкости в затрубном пространстве.
1.Размеры от 4-1 / 2 «до 20»
2. выдерживает высокий боковой
3. высокая восстанавливающая сила
4. процесс покрытия фосфатом железа
5. стандарт API
1. Размеры от 4-1 / 2 «до 20»
2. используется для защиты от коррозии
3. Применение в водяной скважине
4. высокая восстанавливающая сила
5.Низкие затраты на транспортировку и хранение
1.Соответствие спецификации API
2. Обеспечивает равномерный кольцевой зазор и подходит для вертикальных и слегка наклонных приложений
3. минимизирует прихват дифференциала
минимизирует прихват дифференциала
4. Может вращаться или совершать возвратно-поступательное движение с обсадной колонной
5. Диапазон размеров от 4-1 / 2 «до 20»
1. Такая же конструкция со стандартными характеристиками центратора носовой пружины
2. Ребра турболатора заставляют поток жидкости двигаться по турбулентной и направленной наружу спирали
3.Доступен с навесным несварным турболизатором и навесным сварным турболизатором для обсадной трубы
.
4. Разрушение цемента и уменьшение канализации.
5.Самоочищающее действие для предотвращения засоров или засорения
1. Размеры от 4-1 / 2 «до 20»
2. плоский нижний U-образный профиль
3. почти 100% стоять
4. стандарт API
5.Надели на обсадную трубу
1.Конструкция с зубчатым воротником обеспечивает меньший минимальный сжатый наружный диаметр дуг.
требуется в приложениях с жесткими допусками
2. Надвижная конструкция устраняет петли как еще один способ уменьшить минимальный наружный диаметр
3.Рекомендуется со встроенными установочными винтами на манжете
1. Предназначен для использования в нестандартных приложениях
2. Где низкое усилие спуска и более высокое усилие возврата жизненно важны для операций по спуску обсадной колонны.
3. Непосредственно на трубу
4. Доступен вариант с муфтой
5. стандарт API
1. Лезвия дефлектора специальной конструкции
2.Поставляется с накладными и навесными моделями
3. отклонение потока жидкости в турбулентной спирали
4. Содействие разрушению бурового раствора при спуске обсадной колонны
.
5.Улучшение удаления бурового раствора при циркуляции
1. Размеры от 4-1 / 2 «до 20»
Размеры от 4-1 / 2 «до 20»
2. воротник шарнирный
3. дуг сварной
4. нанести удар в цементные работы типа
5. высокая восстанавливающая сила
Шарнирно-сварной полужесткий центратор с носовой пружиной, носовой центратор, центратор с носовой пружиной, बो स्प्रिंग सेंट्रललाइज़र — Digger Downhole Tools Private Limited, Gurgaon
Шарнирный сварной полужесткий центратор с носовой пружиной, носовой центратор, центратор с носовой пружиной, बो स्प्रिंग सेंट्रललाइज़र — Глубинный инструмент для экскаватора Private Limited, Гургаон | ID: 21573522888
Описание продукта
Экскаватор
— шарнирно-сварной полужесткий центратор обеспечивает высокую эффективность при обсадной колонне. Сварной центратор имеет большую восстанавливающую силу по сравнению с не сварным центратором. Центратор имеет дугообразную пружину с двойным гребнем, прочно приваренную к концевой муфте при требуемой температуре и условиях с электродами с очень низким содержанием водорода, что обеспечивает максимальную прочность и однородность каждого сварного шва. Сложенные изнутри цельные петли не повреждаются даже при экстремальных нагрузках. Концевые хомуты имеют усиливающее ребро, выбитое на концевом хомуте, чтобы придать им максимальную прочность конструкции.
Сварной центратор имеет большую восстанавливающую силу по сравнению с не сварным центратором. Центратор имеет дугообразную пружину с двойным гребнем, прочно приваренную к концевой муфте при требуемой температуре и условиях с электродами с очень низким содержанием водорода, что обеспечивает максимальную прочность и однородность каждого сварного шва. Сложенные изнутри цельные петли не повреждаются даже при экстремальных нагрузках. Концевые хомуты имеют усиливающее ребро, выбитое на концевом хомуте, чтобы придать им максимальную прочность конструкции.
Заинтересовал этот товар? Получите последнюю цену у продавца
Связаться с продавцом
Изображение продукта
О компании
Правовой статус компании с ограниченной ответственностью (Ltd. /Pvt.Ltd.)
/Pvt.Ltd.)
Характер бизнеса Производитель
Годовой оборот до рупий. 50 лакх
IndiaMART Участник с апреля 2019 г.
GST06AAGCD5886Q1ZS
Вернуться к началу
1
Есть потребность?
Получите лучшую цену
1
Есть потребность?
Получите лучшую цену
Astajaya Nirwighnata — Сварной центратор кожуха с носовой пружиной
Пружинный центратор
ASTA спроектирован с очень низким пусковым и рабочим усилием, обеспечивая при этом значительную восстанавливающую силу. Диапазон от установочных моделей Slip On и Latch On до сварных и несварных типов с количеством изгибов от 4 до 6, этот продукт действительно разработан для удовлетворения потребностей рынка.
Диапазон от установочных моделей Slip On и Latch On до сварных и несварных типов с количеством изгибов от 4 до 6, этот продукт действительно разработан для удовлетворения потребностей рынка.
Центратор кожуха сварного типа изготавливается с помощью соответствующей процедуры сварки, выполняемой сертифицированным сварщиком в соответствии со стандартом ASME sec. IX. Несмотря на то, что упор сделан на «простоту сборки», продукты также доступны с различной высотой рядов для обслуживания обсадных колонн различной конфигурации или открытого ствола.
Центратор носовой обсадной колонны ASTA имеет следующие особенности:
- Пружины дуги изготовлены из высококачественной пружинной стали, обработаны как единое целое и сформированы последовательной термообработкой, что привело к высокой прочности и гибкости лука.Пружины носа изготавливаются с особой тщательностью, чтобы гарантировать получение точных физических свойств, обеспечивающих максимальную долговечность и упругость, что обеспечивает превосходные характеристики во всех комбинациях размеров обсадной колонны и ствола скважины.
- Изгиб с защелкой изготовлен из высокопрочного стального листа и разработан с ребрами жесткости. Точные прорези для петель обеспечат простоту сборки и установки сменного блока.
- Стопорные винты предназначены для обеспечения гибкости установки, а также для удержания и фиксации центратора в нужной точке корпуса.
- Шарнирные пальцы изготовлены из высокопрочной стали для обеспечения надежного соединения при изгибе.

| Размер корпуса (дюймы) | Размер отверстия (дюймы) | Количество носовой части | ID диапазона (дюйм) | Средний наружный диаметр изгиба (дюймы) | Средняя длина (дюймы) | Деталь № |
|---|---|---|---|---|---|---|
| 3-1 / 2 | 4-3 / 4 ~ 6 | 4 | 3-5 / 8 | 5-1 / 4 ~ 6-1 / 2 | 20 | 113560 |
| 4 | 6 ~ 8-1 / 2 | 4 | 4-1 / 8 | 6-1 / 2 ~ 9 | 20 | 114060 |
| 4-1 / 2 | 6 ~ 8-1 / 2 | 4 | 4-5 / 8 | 6-1 / 2 ~ 9 | 20 | 114560 |
| 5 | 6-1 / 2 ~ 8-3 / 8 | 4 | 5-1 / 8 | 7 ~ 8-7 / 8 | 20 | 115061 |
| 5-1 / 2 | 7-5 / 8 ~ 8-3 / 8 | 4 | 5-5 / 8 | 8-1 / 8 ~ 8-7 / 8 | 20 | 115578 |
| 6-5 / 8 | 8-3 / 8 ~ 8-3 / 4 | 4/6 | 6-3 / 4 | 8-7 / 8 ~ 9-1 / 4 | 22 | 116683 |
| 7 | 8-1 / 2 ~ 12-1 / 4 | 4/6 | 7-1 / 8 | 9 ~ 12-3 / 4 | 22 | 117085 |
| 7-5 / 8 | 9-1 / 2 ~ 12-1 / 4 | 4/6 | 7-3 / 4 | 10 ~ 12-3 / 4 | 22 | 117695 |
| 8-5 / 8 | 9-1 / 2 ~ 12-1 / 4 | 4/6 | 8-3 / 4 | 10 ~ 12-3 / 4 | 22 | 118695 |
| 9-5 / 8 | 12-1 / 4 ~ 14-3 / 4 | 6/8 | 9-3 / 4 | 14 ~ 15-1 / 4 | 22 | 118695 |
| 10-3 / 4 | 14-3 / 4 ~ 16 | 6/8 | 10-7 / 8 | 15-1 / 8 ~ 16-1 / 2 | 22 | 111013 |
| 11-3 / 4 | 14-3 / 4 ~ 16 | 6/8 | 11-7 / 8 | 15-1 / 8 ~ 16-1 / 2 | 22 | 111113 |
| 13-3 / 8 | 16 ~ 17-1 / 2 | 6/8 | 13-1 / 2 | 16-1 / 2 ~ 18 | 22 | 111317 |
| 16 | 20 ~ 22 | 8. 06.10 06.10 | 16-1 / 8 | 20-1 / 2 ~ 22-1 / 2 | 26 | 111620 |
| 18-5 / 8 | 22 ~ 26 | 10.08.12 | 18-3 / 4 | 22-1 / 2 ~ 26-1 / 2 | 26 | 111822 |
| 20 | 24 ~ 26 | 10.08.12 | 20-1 / 8 | 24-1 / 2 ~ 26-1 / 2 | 26 | 112024 |
Центратор Центек
| OBH Механический, шарнирный, носовой пружинный центратор
Несварной механический центратор с носовой пружиной на шарнире OBH разработан для вертикальных, слегка наклонных и менее сложных стволов скважин.
Высокая производительность сочетается с простой сборкой в поле. Поскольку его можно размещать на поддоне, OBH обеспечивает до 30% меньшие затраты на доставку и хранение по сравнению с централизатором без петель.
Поскольку его можно размещать на поддоне, OBH обеспечивает до 30% меньшие затраты на доставку и хранение по сравнению с централизатором без петель.
Пружины дуги изготовлены из высококачественной легированной стали, изогнуты горячим способом с использованием штампов, а затем термообработаны при контролируемых температурных и временных циклах для получения стабильных характеристик пружины.
Характеристики и преимущества:
- Соответствует API 10D
- Расширенный профиль
- Простая сборка на поле
Целевые приложения
- Берег
- Вертикальные и слегка наклонные скважины
- Вылет <10 000 футов
- Скорость сборки <10 градусов / 100 ’
- Приложения, в которых нельзя использовать накладной центратор
Стопорные кольца
Обновленный стопорный хомут был разработан с использованием той же технологии.Удерживающая сила сравнима с лидирующей в отрасли линейкой цельных стопорных хомутов Centek
.
Оценки производительности
Централизация и простота спуска обсадной колонны часто представляют собой баланс между силой и гибкостью, которые в совокупности обеспечивают то, что мы называем «эксплуатационной способностью». Чтобы помочь с выбором продукта, мы добавили рейтинг для всех наших продуктов по гибкости, работоспособности и внутренней прочности.
Калибр
От 4 1/2 до 20 дюймов
Для получения дополнительной информации обратитесь к нашим специалистам по обслуживанию продуктов сегодня или воспользуйтесь нашим инструментом выбора продуктов, чтобы найти продукт, подходящий для вашего приложения.
Вернуться к началу
Центратор несварной обсадной колонны — HENNESSEY; АЛЬБЕРТ
УРОВЕНЬ ТЕХНИКИ
1. Область изобретения
Настоящее изобретение относится к центрирующим устройствам, которые устанавливаются на обсадных трубах нефтяных скважин, насосно-компрессорных трубах и аналогичных трубных колоннах для поддержания по существу равномерного зазора между такими колоннами и стволом скважины.
2. Описание предшествующего уровня техники
Центрирующие устройства для обсадных труб нефтяных скважин, также известные как центраторы, обычно состояли из изогнутых наружу пружин, расположенных по кольцу и прикрепленных к разнесенным в осевом направлении воротникам для размещения около колонны трубопроводов нефтяной скважины.Обычной практикой в этой области является приварка множества изогнутых наружу пружин к воротникам на концах устройства. В качестве альтернативы, предшествующие устройства изготавливались из хомутов и пружин уникальной формы, которые затем можно было собрать без необходимости сварки. В предшествующем уровне техники было признано, что сварка отрицательно влияет на физические свойства пружин, а также требует значительных инвестиций в специализированные приспособления, зажимные приспособления и сварочное оборудование для завершения производства этих центровочных устройств предшествующего уровня.Также было обнаружено, что этот способ изготовления и сборки приводит к центрирующему устройству, которое дорого транспортировать и хранить из-за низкого отношения веса к объему, присущего центрирующему устройству сварного типа. Соответственно, было признано, что следует избегать сварки центраторов, как описано в патенте Канады. №№ 800 828 и 712 423. В этих патентах описывается центраторное устройство, которое может быть доставлено в ограниченном пространстве и допускающее сборку на месте использования. Однако устройство центратора, описанное в канадском пат.В US 712,423 используется процесс точечной сварки при сборке внутренней втулки и внешней секции манжеты и, кроме того, для разборки требуются значительные усилия и соответствующие инструменты. Кроме того, централизатор Canadian Pat. Патент № 712,423 имеет присущую ему особенность, заключающуюся в том, что напряжения изгиба и скручивания прикладываются частью изогнутых наружу пружин после сборки центратора. Канадский Пат. В US 800828 описан центратор, который, в отличие от центратора, описанного в патенте Канады.712,423, требует, чтобы часть втулки центратора, описываемая в ней как язычок, была изогнута, чтобы установить пружину на втулку центратора. Требуемая сила для сгибания язычка во время процедуры сборки значительна, и в результате того, что эта сила, как правило, прилагается к языку с помощью молотка или другого подобного предмета, используемого человеком, эта прилагаемая сила обычно непостоянна и неконтролируема.
Соответственно, было признано, что следует избегать сварки центраторов, как описано в патенте Канады. №№ 800 828 и 712 423. В этих патентах описывается центраторное устройство, которое может быть доставлено в ограниченном пространстве и допускающее сборку на месте использования. Однако устройство центратора, описанное в канадском пат.В US 712,423 используется процесс точечной сварки при сборке внутренней втулки и внешней секции манжеты и, кроме того, для разборки требуются значительные усилия и соответствующие инструменты. Кроме того, централизатор Canadian Pat. Патент № 712,423 имеет присущую ему особенность, заключающуюся в том, что напряжения изгиба и скручивания прикладываются частью изогнутых наружу пружин после сборки центратора. Канадский Пат. В US 800828 описан центратор, который, в отличие от центратора, описанного в патенте Канады.712,423, требует, чтобы часть втулки центратора, описываемая в ней как язычок, была изогнута, чтобы установить пружину на втулку центратора. Требуемая сила для сгибания язычка во время процедуры сборки значительна, и в результате того, что эта сила, как правило, прилагается к языку с помощью молотка или другого подобного предмета, используемого человеком, эта прилагаемая сила обычно непостоянна и неконтролируема. , что может привести к повреждению втулки центратора.При повреждении такой муфты центратора установка центратора в сборе на колонну кабелепроводов может быть затруднена.
, что может привести к повреждению втулки центратора.При повреждении такой муфты центратора установка центратора в сборе на колонну кабелепроводов может быть затруднена.
Настоящее центраторное устройство является усовершенствованным по сравнению с предыдущими несварными центраторами, поскольку не требует деформации или изгиба его элементов во время сборки устройства. Соответственно, все технические навыки и контроль качества, необходимые при формировании элементов центратора, поддерживаются на производственном предприятии.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение обеспечивает центратор обсадной колонны без сварки, который может быть установлен на обсадной трубе нефтяной скважины для обеспечения равномерного зазора между стволом скважины и обсадной колонной.Согласно особому признаку изобретения стопорное кольцо используется для крепления пружин центратора к втулке, причем стопорное кольцо входит в зацепление как с пружинами, так и с втулкой, образуя надежный замок между ними. За счет использования отдельных стопорных колец центратор согласно изобретению способен противостоять всем комбинациям приложенных к нему продольных и осевых сил, которые возникают при его использовании. Приложение неуравновешенных осевых сил к настоящему центратору, которое приводит к продольным силам сжатия и растяжения, действующим на противоположных сторонах центратора, не приведет к смещению изогнутых элементов с втулок.
За счет использования отдельных стопорных колец центратор согласно изобретению способен противостоять всем комбинациям приложенных к нему продольных и осевых сил, которые возникают при его использовании. Приложение неуравновешенных осевых сил к настоящему центратору, которое приводит к продольным силам сжатия и растяжения, действующим на противоположных сторонах центратора, не приведет к смещению изогнутых элементов с втулок.
Соответственно, целью настоящего изобретения является создание центрирующего устройства или центратора для колонн трубопроводов, которые могут быть доставлены к месту использования в разобранном и компактном состоянии, а затем легко собраны в месте использования, что приводит к существенная экономия транспортных расходов и / или затрат на хранение.
Другой целью изобретения является создание центрирующего устройства или центратора для колонн трубопроводов, которое не требует специальных инструментов или приспособлений для сборки или разборки.
Еще одной задачей изобретения является создание центрирующего устройства или центратора для колонн трубопроводов, которые не требуют изгиба или деформации каких-либо компонентов во время сборки или разборки, что исключает возможное повреждение во время этих операций.
Другой целью изобретения является создание центрирующего устройства или центратора для колонн трубопроводов, которое не требует использования сварочных процессов во время сборки или подсборки любого из компонентов, что приводит к дополнительной экономии затрат.
Еще одной целью изобретения является обеспечение центрирующего устройства или центратора для колонн трубопроводов, которые при сборке и при нормальном использовании и обращении с центратором будут обеспечивать устройство, устойчивое к истиранию и нагрузкам, возникающим при использовании такое устройство.
Еще одной целью изобретения является создание центрирующего устройства или центратора для колонн трубопроводов, которое просто собирается, экономично в производстве и имеет прочную и прочную конструкцию.
Другие цели и преимущества изобретения станут более очевидными в свете следующего подробного описания предпочтительных вариантов осуществления.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
РИС. 1 представляет собой вертикальный вид сбоку настоящего центрирующего устройства, установленного на колонне трубопроводов;
РИС. 2 — подробный разрез по линии 2-2 на фиг. 1;
2 — подробный разрез по линии 2-2 на фиг. 1;
РИС. 3 — подробный разрез по линии 3-3 на фиг. 1;
РИС. 4 — подробный вид сбоку отверстия втулки; и
ФИГ.5 — вид в перспективе части одного из хомутов, собранных с изогнутым элементом.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Теперь обратимся к чертежам и, в частности, к фиг. 1 видно, что центрирующее устройство A или центратор установлено на колонне B трубопроводов, такой как кольцо обсадной трубы скважины. Колонна труб B может иметь стопорную муфту C любого типа, подходящим образом прикрепленную к колонне B между подвижно установленными верхней и нижней муфтами 11, 12 центрирующего устройства.Как известно в данной области техники, вместо установки центрирующего устройства A на противоположных сторонах стопорной втулки C, центрирующее устройство может быть установлено на соединительном элементе другой формы с таким соединительным элементом, функционирующим как стопорная втулка. Симметрично расположенные изогнутые наружу пружины 10 прикреплены к верхнему и нижнему кольцам 11, 12 с помощью стопорных колец 13.
Центрирующее устройство A, как показано на фиг. 1, состоит из двух основных полусекций 4,5, которые могут быть размещены сбоку вокруг колонны В трубопроводов и затем прикреплены друг к другу.Две половинки 4, 5 дублируют друг друга и собираются и скрепляются вручную без помощи специальных инструментов. Половинки 4, 5 прикреплены друг к другу путем размещения каждой полусекции вокруг колонны труб и затем вставки шарнирных штифтов 14 через чередующиеся шарнирные кулаки 15 на диаметрально противоположных сторонах каждого из хомутов 11, 12.
Расположены вокруг каждого Втулки 11, 12 в соответствии с количеством изогнутых наружу пружин 10 представляют собой отверстия, обычно обозначенные цифрой 25, которые удобно образовывать путем вырезания прямоугольных пазов во время операции формования.Каждое отверстие 25 имеет верхние и нижние заплечики, обозначенные соответственно 19 и 20, которые в осевом направлении разнесены на достаточное расстояние, чтобы плотно, но свободно входить между ними, обычно U-образный смещающий элемент 16 на конце каждой изогнутой наружу пружины 10. Части 17 и 18 манжеты над и под каждым отверстием 25 углублены наружу на величину, по меньшей мере равную толщине изогнутых наружу пружин 10. Части 17 и 18 манжеты пересекаются частями 21 и 22 изогнутой наружу пружины 10. во время сборки.Обычно U-образный смещенный элемент 16 плотно, но свободно входит между частями 21 и 22 изогнутой наружу пружины 10.
Части 17 и 18 манжеты над и под каждым отверстием 25 углублены наружу на величину, по меньшей мере равную толщине изогнутых наружу пружин 10. Части 17 и 18 манжеты пересекаются частями 21 и 22 изогнутой наружу пружины 10. во время сборки.Обычно U-образный смещенный элемент 16 плотно, но свободно входит между частями 21 и 22 изогнутой наружу пружины 10.
Обычно U-образный смещенный элемент 16 на каждом конце изогнутой наружу пружины 10 смещен на расстояние, которое по крайней мере равна суммарной толщине одного из хомутов 11, 12 и стопорного кольца 13. Вложение конца изогнутой наружу пружины 10 в отверстие 25 хомута и частей 17 и 18 позволяет вставить стопор кольцо 13 по внешней окружности манжеты и под выступающим смещающим элементом 16 изогнутой пружины 10.Таким образом, перемычка стопорного кольца 13 через отверстие 25 и под смещающим элементом 16 будет надежно удерживать изогнутую наружу пружину 10 внутри отверстия 25 и углубленных участков 17 и 18 манжеты. Осевая длина обычно U-образного смещенного элемента 16 имеет длину, достаточную для свободного, но плотного прохождения стопорного кольца 13 под смещением при переходе от краев 23 и 24, как показано на фиг. 3 отверстия 25 для манжеты, как показано на фиг. 4.
3 отверстия 25 для манжеты, как показано на фиг. 4.
В процессе работы центрирующее устройство или центратор сначала собирают из хомутов, стопорных колец и изогнутых наружу пружин нужного размера и конфигурации.Концевая часть каждой изогнутой наружу пружины будет помещена в воротник. Обычно U-образное смещение 16 изогнутой наружу пружины 10 вставлено в отверстие 25, при этом части 21 и 22 изогнутой наружу пружины входят в обычно U-образные выемки 17 и 18 втулки. Как указано, смещенные U-образные элементы хомута и соответствующие отверстия сформированы так, чтобы свободно, но плотно принимать концы изогнутой наружу пружины. Для завершения сборки стопорное кольцо 13 располагается по внешней окружности манжеты и скользит под U-образным смещением изогнутой наружу пружины, при этом стопорное кольцо имеет достаточную длину для зацепления всех концов изогнутых наружу пружин. которые установлены в каждом элементе воротника.Стопорное кольцо вставляется по окружности манжеты через конец изогнутых наружу пружин в положение, позволяющее вставить шарнирные штифты 14 через петли 15. После сборки двух основных полусекций вокруг колонны кабелепровода, вставка шарнирных штифтов предотвращает вращение стопорных колец по окружности манжеты, как показано на фиг. 3. Шарнирные штифты действуют, в дополнение к их функции удерживания элементов хомута вместе, будучи вставленными через чередующиеся шарнирные кулаки 15, в качестве упора, с которым концы стопорного кольца зацепляются при вращении вокруг элемента хомута.
После сборки двух основных полусекций вокруг колонны кабелепровода, вставка шарнирных штифтов предотвращает вращение стопорных колец по окружности манжеты, как показано на фиг. 3. Шарнирные штифты действуют, в дополнение к их функции удерживания элементов хомута вместе, будучи вставленными через чередующиеся шарнирные кулаки 15, в качестве упора, с которым концы стопорного кольца зацепляются при вращении вокруг элемента хомута.
Таким образом, необходимые хомуты, стопорные кольца и изогнутые элементы могут быть изъяты из общего запаса и легко собраны в магазине или на месте в месте использования. При сборке блок центратора прочно скрепляется без нагрузки на какие-либо элементы.
При установке центратора на колонну трубопроводов половинные секции могут быть отсоединены путем снятия шарнирных штифтов, а затем могут быть повторно собраны вокруг колонны трубопроводов путем повторной вставки шарнирных штифтов. При желании можно использовать другие средства сборки вокруг колонны трубопроводов.
Во время ввода колонны трубопроводов в ствол скважины, центратор, расположенный над стопорной муфтой С или муфтой обсадной колонны, по желанию, будет иметь поверхность нижней муфты 12, упирающейся в стопорную муфту, и втягиваться в нее. ствол скважины за счет движения стопорной муфты, прикрепленной к колонне трубопроводов. В случае, если требуется совершить возвратно-поступательное движение или вывести колонну труб из ствола скважины, обе операции могут быть легко выполнены. В случае, если центраторы не используются при их сборке, удаление шарнирных штифтов 14 и снятие стопорных колец 13 позволит разобрать блок центратора.
Изобретение может быть модифицировано в различных аспектах, которые будут очевидны специалистам в данной области техники, и предполагается исключительное использование всех модификаций, которые входят в объем прилагаемой формулы изобретения.
АВТОМАТИЧЕСКИЙ СВАРОЧНЫЙ МАШИНА I работа в Шривере в компании Weatherford International Ltd
Weatherford International Ltd — многонациональная нефтесервисная компания, которая стремится предоставлять инновационные решения с помощью технологических услуг. Weatherford активно ведет свою деятельность более чем в 80 странах.Компания включает в себя сеть из около 700 населенных пунктов, включая сервисные, производственные и учебные центры. исследования и разработки и многое другое. Основные офисы Weatherford находятся в Дублине и Хьюстоне. Его основные услуги включают бурение, заканчивание, добычу, оценку и вмешательство. В нем работает более 10 001 сотрудника, и он объявляет о вакансиях для соответствующих и заинтересованных лиц в нескольких своих офисах. Вознаграждения сотрудникам в Integral Group включают страхование, план 401K, отпуск, медицинские планы и многое другое.
Weatherford активно ведет свою деятельность более чем в 80 странах.Компания включает в себя сеть из около 700 населенных пунктов, включая сервисные, производственные и учебные центры. исследования и разработки и многое другое. Основные офисы Weatherford находятся в Дублине и Хьюстоне. Его основные услуги включают бурение, заканчивание, добычу, оценку и вмешательство. В нем работает более 10 001 сотрудника, и он объявляет о вакансиях для соответствующих и заинтересованных лиц в нескольких своих офисах. Вознаграждения сотрудникам в Integral Group включают страхование, план 401K, отпуск, медицинские планы и многое другое.
ОПИСАНИЕ ЗАДАНИЯ:
Выполнять различные сварочные процессы при производстве продукции Weatherford.
ОБЯЗАННОСТИ И ОТВЕТСТВЕННОСТЬ:
Сварка короткой дугой и стержнем в центраторах, стопорных кольцах, стопорных кольцах и цементных корзинах
Сварка специальных изделий — центраторов, стопорных хомутов, дворников и DOM
Должен уметь сваривать с определенными допусками (1/8 дюйма).
Сварочное оборудование необходимо обслуживать e. грамм. наконечники, провода и т. д.
Должен уметь производить необходимое количество продукции разного размера и сложности
Настроить и эксплуатировать автосварщик
Должен уметь изготавливать изделия
Должен уметь сваривать низкоуглеродистую и нержавеющую сталь и алюминий
Должен иметь продукт знания, связанные с деталями и продуктами Weatherford. Должен быть знаком с кодами продуктов и деталей.
Должен уметь проектировать и изготавливать приспособления и приспособления для ускорения производства изделий центратора.
Должен уметь работать с оборудованием для производства центраторов, чтобы выполнять обязанности по вызову в выходные и нерабочие часы.
Может потребоваться перекрестный поезд у других производителей. области MCP
Поддержание аккуратного обслуживания
Системное руководство, рабочие и технические процедуры и инструкции на рабочем месте.
Выполнение заданий на высшем уровне.
Выполнять различные другие обязанности и действия, назначенные руководителем, в рамках физических ограничений работы.
КВАЛИФИКАЦИЯ
Ловкость рук.
Использование ручных инструментов, приспособлений и приспособлений.
Использование резака и горелочного оборудования
Использование различных сварочных аппаратов.
Использование различных сварочных стержней, газов и процессов
Стажировка для получения лицензии сварщика-подмастерья — законченное обучение и количество часов 2-го года обучения или минимум 5-8 лет опыта
Физическая способность немедленно реагировать на чрезвычайные ситуации
Предпочтительно:
Способность обучить всех стажеров правильному использованию всего сварочного оборудования
Эта вакансия была размещена в среду, 06 декабря 2017 и истекла в пятницу, 08 декабря 2017 года.
ПРУЖИННЫЙ ЦЕНТРАЛИЗАТОР НАВАРНОЙ СВАРНОЙ (COT-002) от Crimson Oil Tools Pvt.
 ООО
ООО
CRIMSON Шарнирно-сварной центратор с дуговой пружиной спроектирован с очень низким пусковым и рабочим усилием, обеспечивая при этом значительную восстанавливающую силу. Эти центраторы спроектированы так, чтобы превосходить требования к характеристикам API Specification 10D как для пусковых, так и для восстанавливающих сил. Высококачественные луки из специальной легированной стали с однородной твердостью обеспечивают оптимальную производительность.
Дужки с удлиненным профилем предотвращают их удары о муфты обсадной колонны.У центраторов есть пружинные дужки, прочно приваренные к внешней стороне концевых муфт при требуемой температуре и условиях с электродом правильного сорта. Конструкция и особенности обработки петель, шарнирных штифтов, дуговой пружины аналогичны несварным центраторам дуговой пружины. Перед порошковой окраской центраторы проходят специальный процесс защиты от ржавчины.
Шарнирно-сварные центраторы с дугообразной пружиной доступны в размерах от 4½ до 20 дюймов.
Рекомендуется для использования со всеми стандартными сортами оболочки.
Теги:
Цементировочное оборудование
Цементные продукты
Буровые изделия
Буровое оборудование
Центраторы
Буровое оборудование для нефтяных месторождений
Crimson Oil Tools Pvt. ООО
Я рад представить вам компанию Crimson Oil Tools Pvt Ltd, Фаридабад, индийского производителя и поставщика оборудования для цементирования и обсадных труб для нефтегазового сектора.Он хорошо известен своей качественной продукцией, которую поставляет своим клиентам в Индии и за рубежом. Мы заработали прочную репутацию, поставляя высококачественное оборудование, то есть центраторы (сварные и несварные), турболизатор, башмак с поплавком и втулку, цементировочные заглушки, стопорные кольца, Hammer Union и т. Д.
Crimson — это компания, имеющая сертификаты ISO 9001: 2015, ISO / TS 29001, OHSAS 18001: 2007 и API. Наша область знаний заключается в производстве аксессуаров для цементирования, которые дают нам преимущество перед другими конкурентами в плане эффективного обслуживания наших клиентов.