Сверла центровочные, тип А без предохранительного конуса ГОСТ 14952-75
Центровочные сверла являются комбинированными инструментами, предназначенными для сверления отверстий в деталях, выполненных из различных материалов – сплавов бронзы и железа, сталей, чугуна. Такие сверла считаются профессиональными приспособлениями, которые используются в основном на производстве, где имеются станки.
Что собой представляют центровочные сверла
С помощью сверлильного инструмента выполняются отверстия, служащие для последующей обработки заготовок, зафиксированных в центре станков. При этом удается избежать любых неточностей, вызванных ошибкой в процессе сверления.
Технические условия на сверла центровочные регламентируются ГОСТом 14952-75. В документе четко прописаны типовые размеры инструмента, особенности маркировки и требования, предъявляемые к изделиям.
Сверла типа А
Различают четыре основных вида сверл для центровочных отверстий:
· тип А – предназначаются для сверления отверстий 60 градусов, идут без предохранительного конуса;
· тип В – используются для сверления отверстий 60 градусов, оснащены предохранительным конусом 120 градусов;
· тип С – подходят для выполнения отверстий 75 градусов, идут без предохранительного конуса;
· тип R – высверливают отверстия с дугообразной образующей.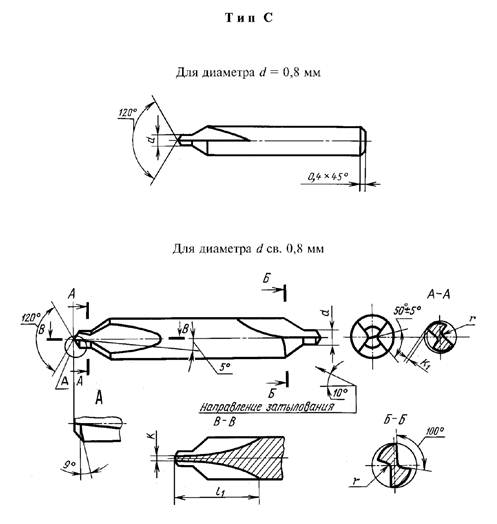
Наиболее часто на производстве применяются сверла типа А, выпускаемые в диапазоне 1…10 мм. После обработки изделий таким приспособлением отпадает необходимость в центровых отверстиях.
Инструмент предлагается обычно в 2-х вариантах исполнения: первый тип отличается тем, что диаметр основного режущего наконечника составляет до 0,8 мм, во втором типе этот показатель составляет более 0,8 мм.
Чтобы понять какой инструмент попал вам в руки, достаточно посмотреть на его маркировку – сверла типа А обозначаются цифрами 2317-0101 (в первом типе) и 2317-0001 (во втором случае).
Основные требования, предъявляемые к центровочным сверлам
Для производства центровочных сверл используются быстрорежущие стали, которые должны обеспечить инструменту определенный показатель твердости (в зависимости от диаметра рабочей части):
- менее 3,15 миллиметров – 63–65 HRC;
- больше 3,15 миллиметров – 63–66 HRC.
Существует отдельный тип приспособлений для выполнения отверстий – при его производстве используется материал, в состав которого входит кобальт и ванадий. Эти сверла должны обладать твердостью, превышающей приведенные выше показатели минимум на одну единицу.
Эти сверла должны обладать твердостью, превышающей приведенные выше показатели минимум на одну единицу.
Допускается также небольшое отклонение в размере нормативного диаметра:
- диаметр свыше 5 миллиметров – +0,15 мм;
- 2,5–5 миллиметров – +0,12 мм;
- 0,8–2,5 миллиметров – +0,1 мм;
- до 0,8 миллиметров – +0,05 мм.
Согласно требованиям, прописанным в нормативной документации, поверхность сверла должна быть гладкой и ровной, исключая трещины, черновины, сколы, забоины, цвета побежалости (за исключением области канавок).
Центровочное сверло считается вышедшим из строя, если оно поломалось (при диаметре до 3,15 мм) или задняя поверхность износилась (при диаметре свыше 4 мм).
Возможна разница в ширине перьев, которая в зависимости от диаметра сверла может иметь следующие значения:
- до 3,15 мм – не более 0,07 миллиметра;
- больше 3,15 мм – не 0,1 миллиметра.
Требования по качеству
Учитывая, что сверла для центровочных отверстий относятся к профессиональным инструментам, к ним предъявляются повышенные требования в отношении технических характеристик.
Самым важным этапом при изготовлении приспособлений является проверка их работоспособности, которая производится на образцах изделий, выполненных их стали марки 45 с твердостью 187-207 НВ. Во время испытаний проводится сравнение центровочного сверла с другим инструментом, у которого установлены точность и параметры жесткости.
После проверки функциональных качеств выполняют обследование металла на наличие участков выкрашивания – для этих испытаний используется лупа и измерительные приспособления, необходимые для сравнения геометрических параметров сверла.
В геометрических параметрах допускаются некоторые отклонения:
· на взаимное расположение поверхностей инструмента и линейные геометрические параметры – 25%;
- на угловые параметры – 35%.
Также центровочные сверла проверяются на шероховатость поверхности относительно эталонного инструмента.
Следует учитывать, что при проведении испытательных работ нужно применять СОЖ (водный раствор эмульсола 5%).
Центровочное сверло — Применение, характеристики, ГОСТ
Центровочные сверла: что это такое, их характеристики
Любой человек, который сталкивался со сверлением отверстий, знает как важно, чтобы эти отверстия получались ровными, а также были сделаны именно там, где нужно. Ведь обычно, если отверстие будет неровным, сделано под углом или немного не в том месте, деталь или материал приходится выбрасывать. Поэтому и придумали специальный инструмент под названием центровочные сверла.
Разберемся с тем, что представляет собой данный инструмент. Центровочные сверла по металлу (или, как их еще называют, центрирующие сверла) — это специальные многофункциональные (у них есть несколько рабочих областей для выполнения различных операций) инструменты для резки металла.
Внешний вид центровочного сверла
Обычно они довольно короткие, имеют тонкую рабочую режущую область, конусообразные режущие кромки и утолщенную хвостовую часть (в пару раз толще рабочей части), которая обеспечивает улучшенную жесткость инструмента.
Предназначение центровочных сверл
Данный тип сверл (которые, впрочем, почти не похож на обычные сверла) предназначается для проделывания центрирующих отверстий в различных твердых материалах: металлах, металлокерамических сплавах, твердой древесине, а также для раззенковки или высверливания крепежных деталей. Сверла центровочные чаще всего используются для центровки заготовок или деталей на токарных станках, а также предварительного точного высверливания деталей до их дальнейшей обработки на сверлильном или фрезерном станке. При этом ни один другой профессиональный инструмент не может обеспечить такую точность отверстий (расположенные перпендикулярно поверхности изделия, подлежащего обработке), как самоцентрирующиеся сверла.
Основные параметры, технические характеристики по типу
Всем, кто подбирает для себя центровочное сверло, важно ознакомиться с его подробным описанием, ведь это весьма точный инструмент, которым пользуются профессионалы.
Общие стандарты центровочных сверл можно узнать в ГОСТ 14952-75, где указаны их правила маркировки, типоразмеры, а также требования к сверлам.
Тип центровочных сверл
Есть четыре основных типа данного вида сверл:
- Тип А – для создания центровочных отверстий, в которых угол конуса составляет 60°, а предохранительного конуса нет.
- Тип В — для создания центровочных отверстий, в которых угол конуса составляет 60°, а также есть предохранительный конус углом 120°.
- Тип С — для создания центровочных отверстий, в которых угол конуса составляет 75°, а предохранительного конуса нет.
- Тип R – для создания центровочных отверстий с поверхностью в виде дуги.
Сверло центровочное, согласно ГОСТ 14952-75 должно иметь рабочий диаметр 0,5 — 10 миллиметров. Во всех приведенных выше четырех типах есть два варианта исполнения, выбор которого зависит от требуемой шероховатости стенок отверстия.
Технические параметры
Сверла центровочные по металлу помимо своего типа (А, В, С, R) и диаметра рабочей части различаются по ряду параметров (они описаны в том же ГОСТ 14952-75). Их конструкция может быть односторонняя и двухсторонняя. Обычно они изготавливаются из таких материалов, как сталь легированная, углеродистая, быстрорежущая или сплав. Длина составляет от 21 до 108 миллиметров, посадочный диаметр от 3,15 до 31,5 мм, длина рабочей части такого сверла — от 1,0 до 9,2 миллиметров, а твердость рабочей части варьируется от 63 до 66 HRC.
Их конструкция может быть односторонняя и двухсторонняя. Обычно они изготавливаются из таких материалов, как сталь легированная, углеродистая, быстрорежущая или сплав. Длина составляет от 21 до 108 миллиметров, посадочный диаметр от 3,15 до 31,5 мм, длина рабочей части такого сверла — от 1,0 до 9,2 миллиметров, а твердость рабочей части варьируется от 63 до 66 HRC.
Выбор центровочного сверла
Отметим, что при выборе центровочного сверла нужно обязательно обратить внимание на диаметр. Здесь есть одно существенное различие с «обычными» сверлами. Диаметр обычного сверла определяется по толщине его хвостовика, а в случае центровочного сверла он определяются по толщине режущей части сверла.
Маркировка и металл, из которого изготовлено центровочное сверло
Маркируют центровочные сверла также согласно ГОСТ 14952-75. Как было указано выше, в своем обозначении они имеют букву (А, В, С или R).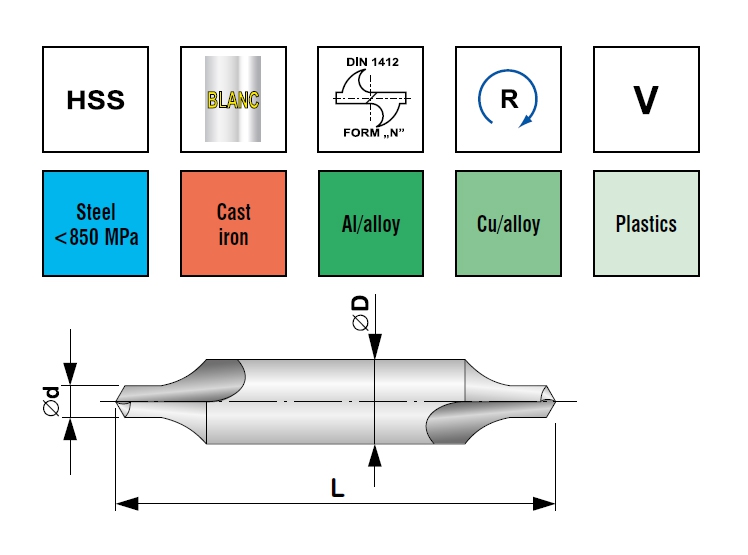
Сверло центровочное по ГОСТ 14952-75 предполагает маркировку «А» и «В», если оно предназначено для создания отверстия углом в 60 градусов. Здесь различие заключается в наличии предохранительного конуса (буква «В») или его отсутствии (буква «А»). Маркировка «С» применяется для сверл, которыми делают отверстия углом 75 градусов (при этом предохранительного конуса нет), а буква R – для сверл, которые делают отверстия со стенками в форме дуги.
Для примера рассмотрим сверло центровочное диаметром 1,0 мм.
Если сверло имеет тип «А» и сделано в первом исполнении, то оно будет иметь маркировку 2317-0101 ГОСТ 14952-75, а если во втором исполнении, то 2317-0001 ГОСТ 14952-75. Здесь «2317» обозначает конкретные конструктивные характеристики сверла, необходимые для его эксплуатации, а 0101 – порядковый номер типоразмера по заводским таблицам.
Инструменты, относящиеся к группе «В» маркируют по-другому (в частности, если они сделаны в первом исполнении, то как «2317-0113», а если во втором — «2317-00-12»). Сверла типа «С» обозначаются как «2317-0124» (в первом исполнении) и как «2317-0022» (во втором исполнении), а группа R как «2317-0027». И еще раз напомним, что это все верно, если диаметр сверла составляет 1 мм.
Сверла типа «С» обозначаются как «2317-0124» (в первом исполнении) и как «2317-0022» (во втором исполнении), а группа R как «2317-0027». И еще раз напомним, что это все верно, если диаметр сверла составляет 1 мм.
Также ГОСТ 14952 75 предполагает, что подобные инструменты будут изготовлены из инструментальной стали Р6М5, ее зарубежного аналога HSS или быстрорежущей стали Р9. Однако, марка стали в маркировке сверл центровочных может не указываться.
Рекомендации по выбору центровочного сверла
Универсальных центровочных сверл нет. Сверло центровочное нужно выбирать, руководствуясь рядом факторов.
Перечислим их:
- Во-первых, нужно учитывать материал, с которым будет вестись работа, а также диаметр и длину рабочей части, материал сверла, конусность и тип центровочного отверстия.
- Во-вторых, если планируется сделать центрирование детали до того, как сверлить ее, центрирующее сверло нужно подбирать меньшим по диаметру, чем будет размер отверстия после окончательного сверления.
 И наоборот, если нужно высверлить засевший намертво шуруп, который никак не поддается отвертке, то сверло нужно подбирать аналогичного диаметр (или больше) шурупа, который необходимо высверлить.
И наоборот, если нужно высверлить засевший намертво шуруп, который никак не поддается отвертке, то сверло нужно подбирать аналогичного диаметр (или больше) шурупа, который необходимо высверлить. - Многие люди применяют центровочные сверла, чтобы высверлить отверстия под резьбу. При этом нужно подбирать диаметр сверла так, чтобы он был меньше диаметра резьбы. В противном случае ее попросту не получится нарезать.
- Нужно еще учитывать требования к шероховатости стенок отверстия, поскольку центровочные сверла выпускаются в двух видах исполнения.
 И наоборот, если нужно высверлить засевший намертво шуруп, который никак не поддается отвертке, то сверло нужно подбирать аналогичного диаметр (или больше) шурупа, который необходимо высверлить.
И наоборот, если нужно высверлить засевший намертво шуруп, который никак не поддается отвертке, то сверло нужно подбирать аналогичного диаметр (или больше) шурупа, который необходимо высверлить.Параметры выбора сверла по ГОСТ
Просмотрев ГОСТ на сверло самоцентрирующееся, становится очевидным, что нужно обращать внимание на ряд характеристик, таких как:
- Внешний вид. Все просто: на инструменте никогда не должно быть царапин, вмятин или любых заметных внешне механических дефектов.
- Точность. Внимательно смотрим на этот показатель, ведь именно от него зависит то, какими будут допуски отклонений диаметра просверленного отверстий. К примеру, если диаметр рабочей области центровочного сверла меньше 8 миллиметров, то отклонение не должно составлять выше 0,05 миллиметра.
- Твердость. При отклонении данного параметра сверло прослужит недолго. Если он низкий, то сверло не будет достаточно стойким при эксплуатации, а если он слишком высокий, то сверло будет хрупким. Твердость должна составлять от 63 до 66 HRC, согласно шкалы твердости Роквелла.
- Длина. Данный параметр отвечает за производительность сверла. Его нужно подбирать, исходя из длины обрабатываемой детали.
 К примеру, если диаметр рабочей области центровочного сверла меньше 8 миллиметров, то отклонение не должно составлять выше 0,05 миллиметра.
К примеру, если диаметр рабочей области центровочного сверла меньше 8 миллиметров, то отклонение не должно составлять выше 0,05 миллиметра.Размеры центровочного сверла
Как указывалось выше, сверла центровочные по ГОСТ 14952 75 могут иметь диаметр от 0,5 до 10 мм. Разберемся подробнее с их остальными размерами, такими как рабочий диаметр, посадочный диаметр, длина общая и рабочей части. Все размеры приведены в миллиметрах (мм).
Применение в быту
Итак, мы уже разобрались, что центровое сверло — это вполне профессиональный инструмент. Но означает ли это, что его нельзя применять дома, что называется, «в быту». На самом деле, это не так.
Но означает ли это, что его нельзя применять дома, что называется, «в быту». На самом деле, это не так.
К примеру, центровочное сверло по металлу пришлось по душе радиолюбителям. Это и неудивительно, ведь им довольно часто нужно просверлить небольшое отверстие в плате. А, учитывая точность, которую может обеспечить этот инструмент, он пришелся как нельзя лучше.
Кроме того, многие сталкиваются дома с винтами или шурупами, которые «утоплены» вглубь материала и сидят намертво. Их часто попросту невозможно выкрутить с помощью обычной отвертки. Здесь на помощь также придут центровочные сверла, веди с их помощью получится легко выкрутить такой шуруп или винт.
Сверло центровочное — ГОСТ, типы и применение
Сверло центровочное – это специальный металлорежущий инструмент с двухсторонней режущей частью и, как правило, большим по диаметру хвостовиком для зажима в патрон. Сверло имеет основную тонкую режущую часть, а также конусные режущие кромки для раззенковки отверстия под сверла больших диаметров. Из всех видов сверл именно сверло центровочное ГОСТ 14952-75 обеспечивает максимальное качество и точность сверления и строгую перпендикулярность, исключает скольжение по поверхности, что свойственно обычным сверлам.
Из всех видов сверл именно сверло центровочное ГОСТ 14952-75 обеспечивает максимальное качество и точность сверления и строгую перпендикулярность, исключает скольжение по поверхности, что свойственно обычным сверлам.
Основные параметры центровочного сверла
Для правильного выбора центровочного сверла описание его характеристик играет важную роль. Ведь это точный профессиональный инструмент преимущественно для станочного оборудования, применение которого позволяет снять проблемы с накоплением неточностей при сверлении.
Стандартны на центровочные сверла комбинированные определены в ГОСТ 14952-75 с указанием типоразмеров, правил маркировки и требований к продукции. Так, определены следующие типы центровочных сверл:
- Тип А – для раззенковки отверстий с углом конуса 60° и предохранительным конусом.
- Тип В — для раззенковки отверстий с углом конуса 60° без предохранительного конуса.
- Тип С — для отверстий с углом конуса 75° без предохранительного конуса.
- Тип R – для отверстий с образующей дугообразной формы.

Диаметр сверл составляет от 0,5 до 10 мм. Каждый из типов имеет два варианта исполнения с параметром d менее или равно 0,8 и d более 0,8 мм. Выбор исполнения зависит от требований к шероховатости стенок. При d менее или равно 0,8 она меньше, при d более 0,8 мм – немного больше. В качестве материала используется инструментальная сталь Р6М5, зарубежный аналог HSS, или быстрорежущая сталь Р9.
Частой ошибкой при выборе центровочного сверла является неправильное определение диаметра. В отличие от обычного сверла, где диаметр определяется по диаметру хвостовика, в данном инструменте он определяется по диаметру основной режущей части.
Возможности применения центровочных сверл
Центровочные сверла – это высокоточный профессиональный инструмент, который необходим для токарных и сверлильных станков. Они востребованы механическими мастерскими, цехами, мебельными мастерскими, СТО и др. предприятиями. Он необходим в тех случаях, когда технология требует полной перпендикулярности сверления, отсутствия скосов и других неточностей. Центровочные сверла применяются и в деревообработке, так, например, они отлично подходят для подготовки конусов под потайные головки.
Он необходим в тех случаях, когда технология требует полной перпендикулярности сверления, отсутствия скосов и других неточностей. Центровочные сверла применяются и в деревообработке, так, например, они отлично подходят для подготовки конусов под потайные головки.
Помимо профессионального применения центровочные сверла используются и в быту. К примеру, это идеальный способ для высверливания срезанного заподлицо болта благодаря высокой точности и перпендикулярности сверления. Востребован данный инструмент и радиолюбителями для точного сверления печатных плат и во многих других целях. Обращаем ваше внимание, что, как и любой точный инструмент, сверла требуют бережного хранения, желательно в закрытых ящиках или футлярах, а также своевременной очистки от загрязнений.
Сверла комбинированные центровочные ГОСТ 14952-75
Без предохранительного конуса (Тип А)
| d | L | l | D |
| 1,00 | 33,50 | 1,90 | 3,15 |
| 1,60 | 37,50 | 2,80 | 4,00 |
| 2,00 | 42,00 | 3,30 | 5,00 |
| 2,50 | 47,00 | 4,10 | 6,30 |
| 3,15 | 52,00 | 4,90 | 8,00 |
| 4,00 | 59,00 | 6,20 | 10,00 |
| 5,00 | 66,00 | 7,50 | 12,50 |
| 6,30 | 74,00 | 9,20 | 16,00 |
| 8,00 | 83,00 | 11,50 | 20,00 |
| 10,00 | 103,00 | 14,20 | 25,00 |
С предохранительным конусом (Тип В)
| d | L | l | D |
| 1,00 | 37,50 | 1,90 | 4,00 |
| 1,60 | 47,00 | 2,80 | 6,30 |
| 2,00 | 52,50 | 3,30 | 8,00 |
| 2,50 | 59,00 | 4,10 | 10,00 |
| 3,15 | 63,00 | 4,90 | 11,20 |
| 4,00 | 70,00 | 6,20 | 14,00 |
| 5,00 | 78,00 | 7,50 | 18,00 |
| 6,30 | 83,00 | 9,20 | 20,00 |
| 8,00 | 103,00 | 11,50 | 25,00 |
| 10,00 | 128,00 | 14,20 | 31,50 |
Наша компания предлагает вам сверла центровочные. Это специализированные сверла для изготовления центровых отверстий в деталях и используются преимущественно в токарных и фрезеровочных станках.
Это специализированные сверла для изготовления центровых отверстий в деталях и используются преимущественно в токарных и фрезеровочных станках.
Инструмент профессионалов
Сверла центровочные относятся к профессиональному инструменту, так как используются по большей степени в промышленных масштабах и частных мастерских. Главное отличие в точности и качестве засверливаемого отверстия. При использовании центровочного сверла обеспечивается идеальная перпендикулярность углубления относительно поверхности. Также минимизируется риск накопления неточностей и ошибок. Так как центровочные сверла – инструмент профессиональный и специализированный, то рекомендуется использовать твердосплавные сверла для большего срока службы и надежности.
Основные конструктивные особенности:
• А — для отверстий 60º без предохранительного конуса
• B — для отверстий 60º с предохранительным конусом 120º
• R — для отверстий с дугообразной образующей
Заказывая у нас сверла вы получите отличный инструмент, который позволит вам выполнять точные и качественные отверстия без лишних трудозатрат. А ассортимент, представленный нашей компанией, позволит выбрать хорошее сверло из подходящей вам ценовой категории.
А ассортимент, представленный нашей компанией, позволит выбрать хорошее сверло из подходящей вам ценовой категории.
Центровочное сверло, характеристики и применение. Гост 14952 75
Центровочное сверло относится к разряду профиссионального многофункционального инструмента комбинированного типа. Другими словами оно имеет несколько различных рабочих частей, с помощью которых можно выполнить несколько операций. Его основная задача это сверление отверстий в металле, пластике или металлокерамике.
Особенности конструкций
Внешне этот инструмент не похож на сверло в классическом понимании этого слова. Основной особенностью конструкции является утолщенное основание, которое в 2-3 раза больше по диаметру относительно основной рабочей части.
Также этот инструмент имеет не большую длину относительно другого вида подобного оборудования. Таким образом получилось сверло с усиленным основанием, что дает ему повышенную жесткость. В процессе эксплуатации не вибрирует и не гнется, что позволяет выполнять работы высокой точности.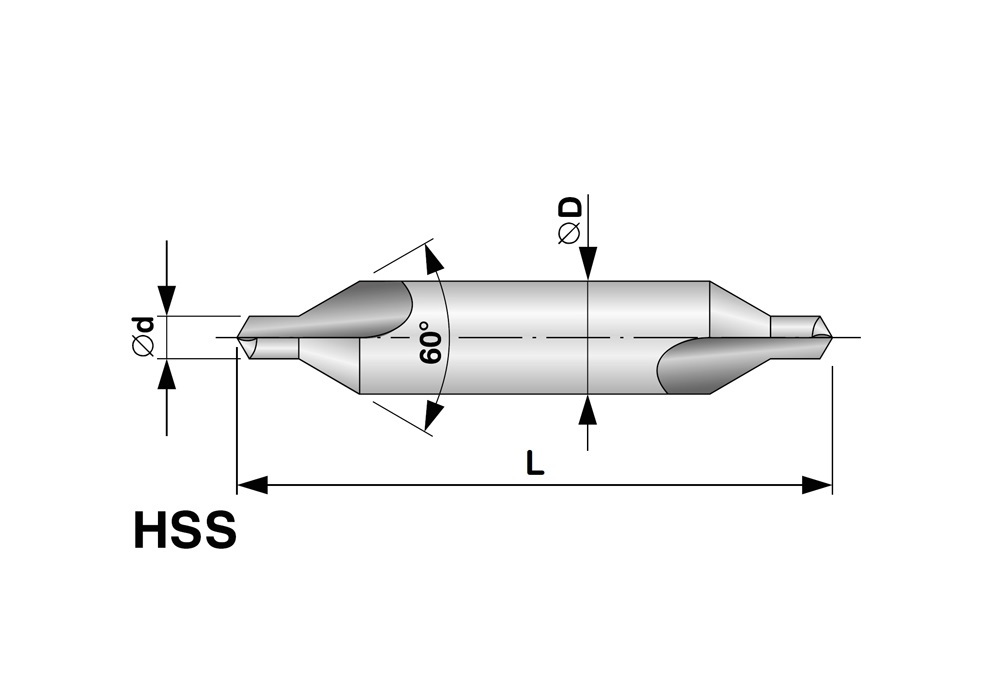
Центровочное сверло состоит из трех частей:
- центральная часть, рабочая зона меньшего диаметра, которая легко сверлит металл,
- основная часть, вторая рабочая зона, большего диаметра, увеличивающая диаметр отверстия,
- основание, зона фиксации инструмента в оборудовании.
Данный вид инструмента двухсторонний, то есть его рабочие части расположены по обе стороны основания и могут быть использованы в равной степени. Это продлевает срок эксплуатации инструмента без заточки.
Зачем нужны центровочные сверла, область применения
Данный инструмент применяется в металлообработке и предназначен для использования в сверлильных, токарных или фрезерных станках. В мастерских с его помощью намечают центра заготовок перед закреплением их в токарном станке без предварительного накернения, что значительно ускоряет рабочий процесс при массовом производстве.
Также этот инструмент используется во фрезерных станках с ЧПУ. Благодаря своей жесткости это сверло выполняет работы с высокой точность, а его конструкция уменьшает риск сломаться.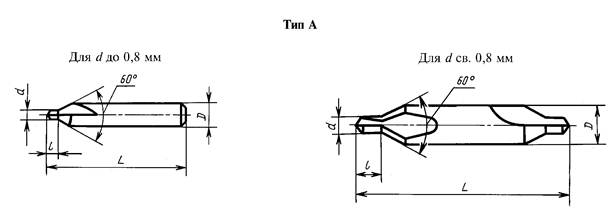
Как это сверло можно использовать при строительстве и ремонте
Этот инструмент относится к разряду профессиональных. Однако мастера научились применять его и строительстве, используя как зенковку по металлу или дереву. В последнем варианте оно удобно еще и тем что может одновременно сделать направляющее отверстие для самореза и прозинковать потай для его шляпки, или для установки фурнитуры, где требуется отцентрировать отверстие.
Также им очень эффективно можно высверлить шапку самореза и винта которые не хочет выкручиваться.
Нередко этот инструмент используют радиолюбители для выполнения отверстий в платах. Они применяют не большой диаметр сверла: 0.5-1.5 мм, в этих случаях обычные сверла часто ломаются, а центровочное служит намного дольше благодаря своей конструкции.
Как правильно подобрать сверло
Каждый размер, от 0.5 до 10 мм диаметром имеет два вида исполнения. Выбор нужно делать исходя из требования к шероховатости стенок отверстия после операции.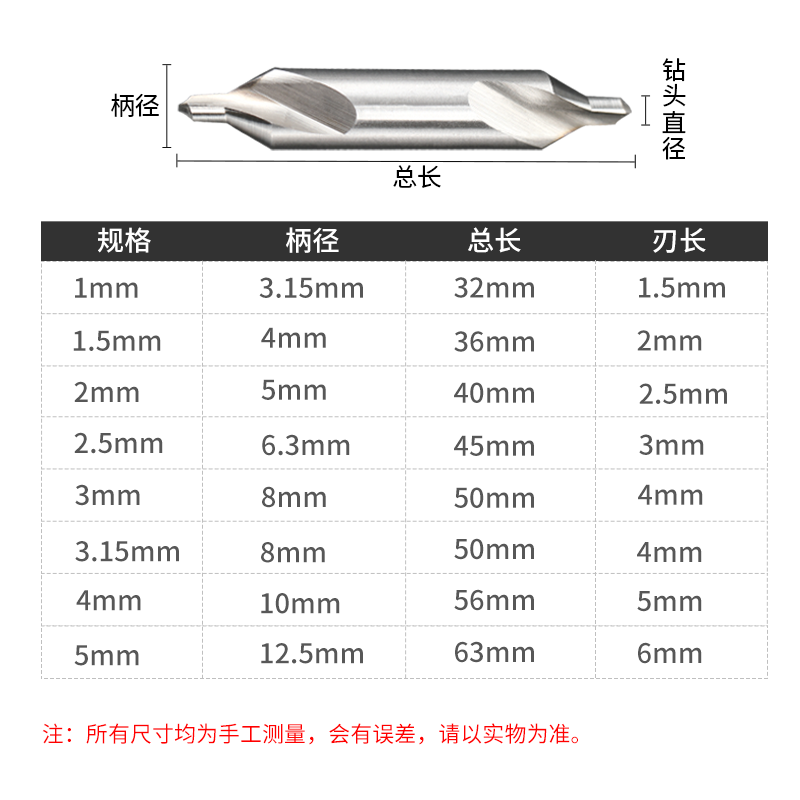
Таблица размеров
| Рабочий диаметр (мм) | 0.5 | 0.8 | 1.6 | 2.5 | 4 | 6.3 | 8 | 10 | ||
| Посадочный диаметр (мм) | 3.15 | 5 | 8 | 10 | 16 | 20 | 25 | 31.5 | ||
| Длина (мм) | 21 | 33.5 | 42 | 59 | 74 | 83 | 103 | 128 | ||
| Длина рабочей части (мм) | 1 | 1.9 | 2.8 | 3.3 | 4.9 | 6.2 | 7.5 | 9.2 | 11.5 | 14.5 |
Как правильно подобрать сверло
Выбирать размер нужно исходя из веса заготовки, которую необходимо обрабатывать в токарном или фрезерном станке. Чем больше вес, тем больше диаметр отверстия. Все эти показатели четко определены в ГОСТ 14952-75 с указанием типоразмеров.
Каждый размер, от 0.5 до 10 мм диаметром имеет два вида исполнения. Выбор нужно делать исходя из требования к шероховатости стенок отверстия после операции.
Выбор нужно делать исходя из требования к шероховатости стенок отверстия после операции.
Из какого материалы изготовлено, маркировка
Сверло центровочное по металлу изготавливают из инструментальной стали р6м5. Также этот инструмент может быть изготовлен из быстрорежущей стали Р9, в которой имеется большое содержание вольфрама. Инструмент импортного производства отвечает стандартам HSS, это твердосплавные сверла для использования в промышленной обработке металла.
Требования к твердости режущей части:
- сверло диаметром до 3,15 мм — 63…65 HRC0,
- сверло диаметром свыше 3,15 мм — 63…66 HRC0.
Технические характеристики по типу
Комбинированное центровочное сверло изготавливается четырех типов, в зависимости от которых определяется сфера их применения:
- Тип А – применяются для центровочных отверстий 60° без предохранительного конуса, соответствующее требованиям стандарта 2317-0007 d4 ГОСТ 14952,
- Тип В – применяются для центровых отверстий 60° с предохранительным конусом 120°, соответствующее требованиям стандарта 2317 018 d4 ГОСТ 14952,
- Тип С – применяются для центровых отверстий 75° без предохранительного конуса,
- Тип R – применяются для центровых отверстий с дугообразной образующей.

Сверло центровочное гост 14952, описание
Данный вид инструмента регламентируется следующими ГОСТами: 14952 75, 10902 77 и 14034 74. Они определяют требования к качеству твердосплавных центровочных сверл по металлу.
Скачать полное описание и таблицу ГОСТов можно по этой ссылке.
Как заточить такое сверло
Поскольку этот инструмент относится с профессиональному, затачивать его нужно со строгой выдержкой всех углов режущих частей чтобы не нарушить геометрию. Это может привести к негативным последствиям:
- уменьшение скорости реза,
- уменьшение точности,
- избыточное тепловыделение при работе,
- уменьшение длины рабочей части,
- быстрый износ.
Такую операцию производят на специальном оборудовании опытными слесарями-заточниками.
Заточить такое сверло в домашних условиях можно. Для этого есть специальные приспособления, с помощью которых можно выставить правильный угол. Опытный мастер вполне может выполнить эту работу “на глаз”, достаточно следить чтобы передняя (режущая) кромка рабочей части была выше задней, если сверло расположить строго вертикально. По своему принципу технология не отличается от той, которую применяют для заточки обычных сверл.
По своему принципу технология не отличается от той, которую применяют для заточки обычных сверл.
Видео обзор
Сверла центровочные ГОСТ 14952-75 — ИНСТРУМЕНТ ПЛЮС
Наша компания ООО «Инструмент Плюс» предлагает вам специализированное сверло центровочное ГОСТ 14952-75, которое служит для изготовления точного центрового отверстия в различных деталях.
Такое сверло по металлу используют в большинстве случаев в работе токарного и фрезеровочного станках.
Представленные в каталоге компании «Инструмент Плюс» варианты центровочного сверла отличаются высокой прочностью и жесткостью, что позволяет исключить возможный изгиб в процессе засверливания. Их назначение заключается в формировании небольших отверстий, расширение которых осуществляется режущими краями конической части изделия.
Сверло центровочное ГОСТ 14952-75 соотносят к высокопрофессиональному инструментарию, так как используют его, большей частью, в промышленном масштабе, а также в частных студиях и мастерских.
Главное различие и преимущество данного сверла по металлу заключается исключительно в точности и качестве засверливаемого им отверстия. Кроме того, сверло центровочное ГОСТ 14952-75 обеспечивает идеальную перпендикулярность самого углубления относительно всей поверхности и минимизирует риск появления накоплений различных ошибок и неточностей. Поскольку центровочные сверла считаются инструментом профессиональным и высокоспециализированным, то рекомендуется применять твердосплавное сверло для обеспечения наибольшего срока службы и высокой надежности.
В нашем каталоге вы найдете центровочные сверла разного диаметра. При их изготовлении применяется быстрорежущая сталь высокого качества, соответствующая требованиям ГОСТ для подобных металлорежущих инструментов.
Приобретая у нас Сверло центровочное ГОСТ 14952-75, вы получите отличное средство, позволяющее вам выполнить точное и качественное отверстие без каких-либо дополнительных трудозатрат. Ассортимент, представленный в каталоге нашей компанией ООО «Инструмент Плюс», позволит вам подобрать качественное сверло из максимально подходящих ценовых категорий.
Центровочные сверла ГОСТ 14952-75, ТУ 2-3912-001, DIN 333
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию:
Все Абразивный инструмент ANDRE Абразивный инструмент» Абразивный инструмент на керамической связке»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»» Шлифовальные круги тип 6»» Бруски» Инструмент на бакеллитовой связке»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»» Круги зачистные армированные тип 1 (прямой профиль)»» Сегменты шлифовальные»» Круги отрезные не армированные»» Круги для заточки пил тип 3 (конический профиль) »» Круги зачистные не армированные тип 1 (прямой профиль)» Инструмент на гибкой основе»» Наждачная бумага»»» Наждачная бумага в рулонах»»» Наждачная бумага в листах»» Лепестковые круги КЛТ»» Лепестковые круги КЛ»» Лепестковые круги КЛО»» Фибровые диски»» Клетированные диски»» Ленты бесконечные»» Шлифблоки» Паста ГОИ» Вулканитовые круги» Тигли Алмазный инструмент и инструмент из СТМ» Карандаши алмазные правящие» Круги алмазные» Бруски алмазные правящие» Круги эльборовые» Надфили алмазные» Паста алмазная» Сверла алмазные» Сверла алмазные трубчатые» Стеклорезы алмазные Измерительный инструмент» Штангенциркули» Измерительные приборы» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Концевые меры длины» Линейки металлические» Рулетки» Угольники слесарные КЛЕЙМА» КЛЕЙМА БУКВЕННЫЕ» КЛЕЙМА ЦИФРОВЫЕ» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ Металлорежущий инструмент» Сверла»» Сверла с коническим хвостовиком ГОСТ 10903-77»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»» Сверла с цилиндрическим хвостовиком средней серии, ГОСТ 10902-77»» Сверла с цилиндрическим хвостовиком длинной и удлиненной серий, ГОСТ 886-77 »» Центровочные сверла ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком ГОСТ 17274-71»» Наборы сверл»» Сверла для печатных плат»» Ступенчатые сверла для листовых материалов»» Сверла с центральной вставкой по DIN-1897 »» Сверла двухсторонние» Метчики»» Метчики с метрической (М) резьбой»»» Метчики гаечные прямые и изогнутые»»» Метчики машинно-ручные ГОСТ 3266-81»»» Метчики ручные»» Метчики с трубной цилиндрической (G) резьбой»» Метчики с трубной конической (Rc) резьбой ГОСТ 6227-80»» Метчики с дюймовой резьбой»» Метчики с дюймовой конической (К) резьбой ГОСТ 6227-80» Развертки»» Развертки ручные»» Развертки машинные» Фрезы»» Борфрезы»» Фрезы дисковые отрезные ГОСТ 2679-93»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»» Фрезы концевые с коническим хвостовиком ГОСТ 170»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»» Фрезы модульные»» Фрезы монолитные (концевые и шпоночные)»» Фрезы торцевые»» Фрезы трехсторонние»» Фрезы цилиндрические»» Фрезы шпоночные»» Фрезы червячные»» Фрезы радиусные выпуклые и вогнутые» Круглые плашки»» Плашки круглые коническая трубная (Rc) резьба ГОСТ 6228-80»» Плашки круглые коническая дюймовая (К) резьба ГОСТ 6228-80»» Плашки круглые трубная цилиндрическая (G) резьба ГОСТ 6357-81»» Плашки круглые метрическая (М) резьба ГОСТ 9740-73» Пластины твердосплавные»» Напайные пластины»» Сменные пластины» Ножевочные полотна» Токарные резцы»» Резцы отрезные ГОСТ 18884-73»» Резцы подрезные отогнутые ГОСТ 18880-82»» Резцы проходные отогнутые ГОСТ 18877-82»» Резцы проходные прямые ГОСТ 18878-73»» Резцы проходные упорные отогнутые ГОСТ 18879-73»» Резцы проходные упорные прямые ГОСТ 18879-73»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»» Резцы резьбовые ГОСТ 18876-73»» Канавочные резцы»» Резцы левые» Сегментные пилы и сегменты к ним» Гребенки плоские к резьбонарезным головкам Металлорежущий инструмент FANAR» Метчики»» М, Mf- метрическая основная и метрическая мелкая резьба»»» Машинные метчики»»»» Серия MasterTAP»»»» Серия 800»»»» Серия 800X»»»» Серия INOX (для обработки нержавеющих сталей)»»»» Метчики для левой резьбы LH»»»» Серия 1400»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»» Серия WGN ( метчики-раскатники)»»»» Серия AL (для обработки алюминия)»»»» Серия GAL (для обработки алюминиевых сплавов)»»»» Серия Az (с шахматным расположением зубов)»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»» Серия GG (для обработки чугуна)»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»» Машинно-ручные (машинные) однопроходные метчики»»» Машинно-ручные ( ручные) комплектные метчики»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»» INOX машинно-ручные ( ручные) комплектные метчики»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»» Гаечные метчики»»» Комбинированные метчики-сверла»»» Метчики-биты»» G- трубная цилиндрическая резьба»» UNC- унифицированная американская дюймовая резьба с крупным шагом»» UNF- унифицированная американская дюймовая резьба с мелким шагом»» BSW- дюймовая резьба Витуорта с крупным шагом»» BSF- дюймовая резьба Уитворта с мелким шагом»» NPT- дюймовая коническая резьба»» Pg — трубопроводная резьба»» Rc — трубная коническая резьба»» Vg- вентильная резьба» Плашки круглые»» М- метрическая основная и Mf- метрическая мелкая резьба»»» Плашки круглые серия 800 правая метрическая резьба»»» Плашки круглые серия 800 левая метрическая резьба»»» Плашки круглые серии INOX и INOX+ (для обработки нержавеющих сталей) метрическая резьба»» G- трубная цилиндрическая резьба »»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»» NPT- американская коническая трубная резьба»» Pg — трубопроводная резьба»» R — трубная коническая резьба»» Vg — вентильная резьба» Сверла»» Сверла спиральные с цилиндрическим хвостовиком по нержавеющим сталям DIN 338 INOX » Воротки для метчиков и плашек» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Наборы резьбонарезного инструмента» Станочная оснастка» Твердосплавные фрезы» Фрезы из быстрорежущей стали» Зенковки с направляющей» Зенковки» Конические развертки 1:16 Сверхдлинные сверла для металла и нержавеющей стали Сверла производства WIERTLA BAILDON» Сверла с к/х шлифованные HSS, NWKc, DIN 345» Сверла с к/х по нержавеющей стали серии INOX » Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338» Сверла с ц/х шлифованные HSS, длинные , DIN 340» Сверла с проточенным хвостовиком» Сверла для высверливания точечной сварки Оснастка для электро-бензо-пневмоинструмента» Оснастка для перфораторов»» Буры для перфораторов SDS+»» Буры для перфораторов SDSmax»» Пики, долота, зубила, переходники для перфораторов » Биты для шуруповертов»» Биты, насадки, головки, держатели USH»» Биты, насадки, головки, держатели ПРАКТИКА» Коронки биметаллические» Коронки твердосплавные» Сверла по кирпичу и бетону твердосплавные» Сверла по стеклу и кафелю» Сверла по дереву»» Перовые сверла по дереву»» Сверла для мебельных стяжек»» Сверло по дереву 3-х заходное»» Сверло по дереву спиральное»» Винтовое сверло по дереву»» Сверла ФОРСТНЕРА»» Сверла фрезерные» Диски пильные с твердосплавными пластинками» Диски алмазные» Коронки алмазные» Корщетки для дрелей и шлифмашинок» Патроны и переходники для дрелей» Пилки для электролобзиков»» Пилки REBIR для электролобзиков »» Пилки BOSCH для электролобзиков»» Пилки ПРАКТИКА для электролобзиков» Полировальные приспособления» Аккумуляторы для электроинструмента» Ножи для электрорубанков» Наборы инструментов и приспособлений GRATTEC — инструменты для снятия заусенцев, фасок и шабрения поверхностей. Металлорежущий инструмент TIVOLY» Сверла по металлу средней серии»» Универсальные сверла для малых диаметров ( < 2.5 мм)»» Сверла c ц/х по металлу серия "T"»» Сверла c ц/х по металлу серия "FURIUS"» Метчики машинные HSS» Метчики сверхдлинной серии» Сверла по металлу экстрадлинной серии» Зенковки с цилиндрическим хвостовиком» Воротки для плашек Станочная оснастка и приспособления» Воротки для метчиков и плашек» Станочные оправки тип 7711, тип 7616, тип 7626» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676» Цанги ER тип 7618» Патроны для сверлильных станков» Патроны токарные» Резьбонарезные патроны и головки» Тиски » Центры вращения и упорные Сварка и пайка» Все для сварки» Сварочные электроды» Сварочная проволока» Все для пайки Слесарно-монтажный инструмент» Головки сменные и приспособления к ним» Зубила слесарные» Кельмы» Стамески, долота» Клещи» Ключи»» Ключи динамометрические»» Ключи комбинированные»» Ключи накидные»» Ключи разводные»» Ключи рожковые»» Ключи свечные»» Ключи торцевые»» Ключи трубные (КТРы)»» Ключи шестигранные Г-образные» Молотки и кувалды» Наборы инструментов» Топоры » Надфили» Напильники»» Напильники квадратные»» Напильники круглые»» Напильники плоские»» Напильники полукруглые»» Напильники ромбические»» Напильники трехгранные»» Напильники для заточки цепей бензопил» Ножевки по металлу» Ножницы по металлу» Отвертки» Плоскогубцы, кусачки, и т.д.» Струбцины» Степлеры ручные и скобы к ним» Пинцеты Средства индивидуальной защиты Электро- и бензоинструмент Ручной инструмент» Степлеры ручные механические и скобы» Различный ручной инструмент Смазочные материалы
Производитель:
ВсеABRABOROANDRE abrasive articlesAPX TechnologieASKAYNAK, ТурцияBISON-BIALBOSCHESABFANARFELO, ГерманияGLOBUS, ПольшаGRATTECHavera, ГерманияHeidenpeterHeller, ГерманияIZAR, ИспанияKARNASCHKEMMLERKULLENMP-SNOOK, ЛатвияOregonParitet, ЛатвияPFERDREBIR, ЛатвияSAIT, ИталияTaerosol OYTITEX+, ГерманияTIVOLYUSHWiertla BaildonWILPU, ГерманияYG-1ZM-KOLNOZPSБАЗ (Белгород)БелоруссияБуревестник (Гатчина)ВМПАВТОГерманияЕСАБ-СВЭЛ (СПб)Каменец-ПодольскийКитайКМЗ (Копейск)КОМЗ (Каменск)КРИН (Киров)ЛАЗ (Луга)Межгосметиз (Мценск)МЕТАЛЛИСТ (Глазов)НИЗ (Новосибирск)ПМ (Рязань)ПРАКТИКАРоссияСеверсталь(Череповец)Северсталь-метиз(Орел)СМИ (Арефино)СПРИНТ (Москва)СтИЗСЭЗ (Сычевка)тестТруд (Вача)ЧИЗ (Челябинск)
Новинка:
Всенетда
Спецпредложение:
Всенетда
Результатов на странице:
5203550658095
ГОСТ 14952-75 Долото центровочное комбинированное П6М5 для центровочного сверления
ГОСТ 14952-75 Долото центровочное комбинированное П6М5 для центровочного сверления
| Название продукта | ГОСТ 14952-75 Долото центровочное комбинированное П6М5 для центровочного сверления. |
| Материал | HSS4241,4341,6542 (доступны Co5% -M35, карбид) |
| Процесс | Полностью заземленный |
| Флейта | Прямые флейты (доступно 2 флейты) |
| Поверхность | Яркая отделка (доступны янтарный, оловянный, AlTiN-покрытие) |
| Размер | 1.0–10 мм |
| Стандарт | ГОСТ 14952-75 (Доступны DIN333A, DIN333B, DIN333R, Extra Long) |
| Функции | 1.Центральные сверла могут использоваться для выполнения конических отверстий для токарного центра, чтобы стать отправной точкой для стандартного спирального сверла, предназначенного для предотвращения ходьбы спирального сверла, а также для изготовления центральных опор в компонентах или заготовках. с необходимостью обработки между центрами. 2. Доступно для всех видов материалов: металла, сплава, меди, железа, дерева, алюминия и т. Д. 3. Долговечность и сопротивление: Центральное сверло изготовлено из быстрорежущей стали HSS, с очень острым лезвием, низким расходом и прочностью, ударопрочностью и износостойкостью. 4. Центровые сверла имеют канавки и режущие кромки на обоих концах. это дает пользователю возможность реверсировать сверло и использовать оба конца. 5.Легкая резка с высокой скоростью и отличным отводом стружки. Подходит для продуктов с прямой канавкой, косой канавкой, спиральной канавкой и т. Д. Угол зенковки 6,60 градусов подходит для всех стандартных центров 7. Инструменты из быстрорежущей стали подходят для большинства приложений общего назначения, предлагая сочетание твердости и вязкости для обеспечения износостойкости |
* Доступны другие размеры, свяжитесь с нами, чтобы узнать больше.
RussianGost | Официальная нормативная библиотека — ГОСТ 14034-74
Товар содержится в следующих классификаторах:
Конструкция (макс.) »
Стандарты »
Прочие государственные стандарты, применяемые в строительстве »
21 Механические системы и устройства общего назначения »
Стандарты на трубопроводную арматуру (ТПА) »
8.Конструкция трубопроводной арматуры (ТПА) »
8.1 Общие вопросы проектирования трубопроводной арматуры (TPA) »
8.1.2 Взаимозаменяемость и другие конструктивные требования »
Классификатор ISO »
21 МЕХАНИЧЕСКИЕ СИСТЕМЫ И УСТРОЙСТВА ОБЩЕГО НАЗНАЧЕНИЯ »
21.060 Крепежные изделия »
21.060.01 Крепеж в целом »
Национальные стандарты »
21 МЕХАНИЧЕСКИЕ СИСТЕМЫ И УСТРОЙСТВА ОБЩЕГО НАЗНАЧЕНИЯ »
21.060 Крепеж »
21.060.01 Крепеж в целом »
Национальные стандарты для сомов »
Последнее издание »
G Машины, оборудование и инструменты »
G0 Общие правила и положения в области машиностроения »
G02 Нормы расчета и проектирования »
В качестве замены:
ГОСТ 14034-68 — Отверстия центральные.Размеры
Ссылки на документы:
ГОСТ 16093-2004 — Основные нормы взаимозаменяемости. Метрическая винтовая резьба. Допуски. Зазор подходит для
ГОСТ 16093-81 — Основные нормы взаимозаменяемости. Метрическая винтовая резьба. Допуски. Зазор подходит для
ГОСТ 24644-81 — Носики шпинделей и хвостовики сверлильных, расточных и фрезерных станков. Габаритные размеры. Технические требования
ГОСТ 24705-2004 — Основные нормы взаимозаменяемости. Метрическая винтовая резьба.Основные размеры
ГОСТ 24705-81 — Основные нормы взаимозаменяемости. Метрическая винтовая резьба. Основные размеры
ГОСТ 25557-82 — Конические станки. Основные размеры
ГОСТ 2789-73 — Шероховатость поверхности. Параметры и характеристики
ГОСТ 7343-72 — Инструменты с конусом 1:10 и 1: 7. Размеры
ГОСТ 9953-82 — Конус инструмента укороченный. Основные размеры
Ссылка на документ:
ГОСТ 10079-71 — Развертки конические с коническим хвостовиком для конусов Морзе.Дизайн и габариты
ГОСТ 10080-71 — Развертки конические тертические 1:20 с коническим хвостовиком. Дизайн и габариты
ГОСТ 10082-71 — Развертки конические с конусом 1:30 с коническим хвостовиком. Дизайн и габариты
ГОСТ 10494-80 — Шпильки для фланцевых соединений с линзовыми уплотнениями на рн — 10-100 МПа (100-1000 кгс / см2). Технические требования
ГОСТ 10673-75 — Фрезы Т-образные с твердосплавными режущими кромками. Технические характеристики
ГОСТ 10902-77 — Сверла спиральные с прямым хвостовиком.Средняя серия. Основные размеры
ГОСТ 11172-70 — Развертки машинные сверхдлинные. Дизайн и габариты
ГОСТ 11175-80 — Развертки машинные, оснащенные пластинами из твердого сплава. Дизайн и габариты
ГОСТ 11180-71: 1; 7 Развёртки конические. Дизайн и габариты
ГОСТ 11181-71 — развертки Морзе короткие конические. Дизайн и габариты
ГОСТ 11182-71 — Развертки конические Морзе с цилиндрическим хвостовиком. Дизайн и габариты
ГОСТ 11183-71 — Развертки конические метрические 1:20 с цилиндрическим хвостовиком.Дизайн и габариты
ГОСТ 11379-80 — Насосы динамические для сточных жидкостей. Общие технические условия
ГОСТ 11447-80 — Шпильки стопорные на Ру 10-100 МПа (100-1000 кгс / см2). Технические требования
ГОСТ 12122-77 — Сверла спиральные с коротким прямым хвостовиком. Длинная серия. Основные размеры
ГОСТ 12206-66 — Устройства удерживающие. Установите хвостовики. Типовой проект дома
ГОСТ 12213-66 — Устройства удерживающие. Установочные штифты. Типовой проект дома
ГОСТ 13044-83 — Арбоны для сверл и разверток с зубчатым венцом.Конструкция и размеры
ГОСТ 13044-85 — Зубья для сверл и разверток с зубьями. Конструкция и размеры
ГОСТ 13215-79 — Центры упорные и полуцентры
.
ГОСТ 1336-77 — Фрезы резьбовые. Технические характеристики
ГОСТ 14901-93 — Формы для производства резинотехнических изделий
.
ГОСТ 14952-75 — Сверла центровочные комбинированные. Технические характеристики
ГОСТ 14953-80 — Зенковки конические
.
ГОСТ 1523-81 — Развертки прямые
.
ГОСТ 1604-71 — Метчики гаечные.Типовой проект дома
ГОСТ 16181-82 — Круги алмазные шлифовальные
.
ГОСТ 16211-70 — Оправки центрально-конусные. Дизайн и габариты
ГОСТ 16463-2016 — Фрезы твердосплавные шпоночные. Технические характеристики
ГОСТ 1672-2016 — Развертки машинные цельнолитые. Типы и размеры
ГОСТ 1672-80 — Развертки машинные цельнолитые. Типы, параметры и размеры
ГОСТ 17025-71 — Фрезы концевые с цилиндрическим хвостовиком. Дизайн и габариты
ГОСТ 17026-71 — Фрезы концевые с коническим хвостовиком.Дизайн и габариты
ГОСТ 17528-72 — Опоры кулачков шпинделя. Дизайн и габариты
ГОСТ 17927-72 — Метчики машинные с шахматным расположением зубьев для обработки нержавеющих и жаропрочных сталей. Дизайн и габариты
ГОСТ 17928-72 — Метчики машинные с шахматным расположением зубьев для обработки легких сплавов. Дизайн и габариты
ГОСТ 17929-72 — Метчики гаечные с шахматным зубцом для обработки нержавеющих и жаропрочных сталей. Дизайн и габариты
ГОСТ 17930-72 — Метчики машинные с укороченными канавками для обработки легких сплавов.Дизайн и габариты
ГОСТ 17931-72 — Метчики машинные с укороченными канавками. Дизайн и габариты
ГОСТ 17932-72 — Метчики машинные с резьбовыми канавками для легких сплавов. Дизайн и габариты
ГОСТ 17933-72 — Метчики машинные с резьбовыми канавками. Дизайн и габариты
ГОСТ 18121-2017 — Котлы очистные. Размеры
ГОСТ 18121-72 — Развертки мостовые станочные. Размеры
ГОСТ 18259-72 — Центры упорные с конусом 1:10 и 1: 7. Дизайн и габариты
ГОСТ 18372-73 — Фрезы концевые твердосплавные.Технические характеристики
ГОСТ 18718-73 — Столбы направляющие для штампов сменных листоштамповочных. Конструкция и размеры
ГОСТ 18719-73 — Столбы направляющие с уступами для сменных штампов листовой штамповки. Конструкция и размеры
ГОСТ 18935-73 — Фрезы концевые эллипсоидальные сферические цельные твердосплавные для обработки сталей и сплавов. Дизайн и габариты
ГОСТ 18937-73 — Фрезы концевые цилиндрические твердосплавные твердосплавные для обработки сталей и сплавов.Дизайн и габариты
ГОСТ 18938-73 — Фрезы конические конические цельнотвердосплавные для обработки сталей и сплавов. Дизайн и габариты
ГОСТ 18939-73 — Фрезы сферические и фрезерные с твердосплавными напайками удлиненные для обработки сталей и сплавов. Дизайн и габариты
ГОСТ 18940-73 — Фрезы концевые эллипсоидальные сферические эллипсоидальные с твердосплавными напайками для обработки твердых сталей и сплавов. Дизайн и габариты
ГОСТ 18941-73 — Фрезы концевые сферические цилиндрические продолговатые твердосплавные для обработки сталей и сплавов.Дизайн и габариты
ГОСТ 18942-73 — Фрезы концевые продолговатые твердосплавные цилиндрические для обработки сталей и сплавов. Дизайн и габариты
ГОСТ 18943-73 — Фрезы конические удлиненные с твердосплавными напайками для обработки твердосплавных сталей. Дизайн и габариты
ГОСТ 18944-73 — Фрезы концевые сферические с твердосплавными коронками для обработки высокопрочных сталей и сплавов. Дизайн и габариты
ГОСТ 18945-73 — Фрезы концевые эллипсоидальные сферические с твердосплавными долотами для обработки труднообрабатываемых сталей и сплавов.Дизайн и габариты
ГОСТ 18946-73 — Фрезы концевые сферические цилиндрические с твердосплавными коронками для обработки труднообрабатываемых сталей и сплавов. Дизайн и габариты
ГОСТ 18948-73 — Фрезы концевые цилиндрические с твердосплавными коронками для обработки твердых сталей и сплавов. Дизайн и габариты
ГОСТ 19354-74 — Соединения фланцевые валопроводы. Конструкция и размеры
ГОСТ 19543-74 — Сверла спиральные с цилиндрическим хвостовиком для обработки легких сплавов.Средняя серия. Типовой проект дома
ГОСТ 19544-74 — Сверла спиральные с цилиндрическим хвостовиком для обработки легких сплавов. Длинная серия. Типовой проект дома
ГОСТ 19545-74 — Сверла спиральные с цилиндрическим хвостовиком левые для обработки легких сплавов. Типовой проект дома
ГОСТ 19546-74 — Сверла спиральные с коническим хвостовиком для обработки легких сплавов. Типовой проект дома
ГОСТ 19547-74 — Сверла спиральные удлиненные с коническим хвостовиком для обработки легких сплавов. Типовой проект дома
ГОСТ 2.109-73 — Единая система конструкторской документации.Основные требования к чертежам
ГОСТ 20694-75 — Сверла спиральные с прямым хвостовиком для обработки труднообрабатываемых материалов. Короткая серия. Конструкция и размеры
ГОСТ 2105-75 — Крюки кованые и обжимные. Технические требования
ГОСТ 2323-76 — Носики шлифовальных шпинделей с наружным конусом. Размеры муфты
ГОСТ 23304-78 — Болты, шпильки, гайки и шайбы фланцевых соединений для атомных электростанций. Технические требования. Принятие. Методы испытаний.Маркировка, упаковка, транспортировка и хранение
ГОСТ 24644-81 — Носики шпинделей и хвостовики сверлильных, расточных и фрезерных станков. Габаритные размеры. Технические требования
ГОСТ 24818-81 — Протяжки комбинированные для продольных отверстий с прямым боковым профилем и центрированием по внешнему диаметру, альтернативы. Дизайн и габариты
ГОСТ 24819-81 — Протяжки комбинированные для 6-ти продольных отверстий с прямым боковым профилем и центровкой по внешнему диаметру, альтернативные. Двойной привод.Дизайн и габариты
ГОСТ 24820-81 — Протяжки комбинированные для 8-продольных отверстий с прямым боковым профилем и центровкой по внешнему диаметру, альтернативы. Дизайн и габариты
ГОСТ 24821-81 — Протяжки комбинированные для 8-продольных отверстий с прямым боковым профилем и центрированием по внешнему диаметру, альтернативы. Двойной привод. Дизайн и габариты
ГОСТ 24822-81 — Протяжки комбинированные для 10-продольных отверстий с прямым боковым профилем и центровкой по внешнему диаметру, альтернативы.Дизайн и размер
ГОСТ 24823-81 — Протяжки комбинированные для 10-продольных отверстий с прямым боковым профилем и центрированием по внешнему диаметру, альтернативы. Двойной привод. Дизайн и габариты
ГОСТ 24959-81 — Калибры для шпоночных соединений
.
ГОСТ 25557-2006 — Станки конические. Основные размеры
ГОСТ 25557-2016 — Инструмент станочный конический. Основные размеры
ГОСТ 25557-82 — Конические станки. Основные размеры
ГОСТ 25827-2014 — Хвостовики инструмента с конусом 7:24 для ручных и автоматических устройств смены инструмента.Типы A, AD, AF, U, UD, UF, J, JD и JF. Размеры и обозначения
ГОСТ 25969-83 — Протяжки комбинированные альтернативные на 6 продольных отверстий с прямым боковым профилем и центровкой по внутреннему диаметру. Дизайн и габариты
ГОСТ 25971-83 — Протяжки комбинированные альтернативные на 8 продольных отверстий с прямым боковым профилем и центровкой по внутреннему диаметру. Дизайн и габариты
ГОСТ 25972-83 — Протяжки комбинированные двухзаходные на 8 отверстий с прямым боковым профилем и центровкой по внутреннему диаметру.Дизайн и габариты
ГОСТ 25973-83 — Протяжки альтернативные комбинированные на 10 продольных отверстий с прямым боковым профилем и центровкой по внутреннему диаметру. Дизайн и габариты
ГОСТ 25974-83 — Протяжки комбинированные двухзаходные на 10 отверстий с прямым боковым профилем и центровкой по внутреннему диаметру. Дизайн и габариты
ГОСТ 26258-87 — Зенковки, предназначенные для обработки опорных поверхностей под крепления. Технические характеристики
ГОСТ 28044-89 — Протяжки внутренние под прямые шлицы по внутреннему диаметру за один проход комбинированного типа.Строительство
ГОСТ 28045-89 — Протяжки внутренние под прямые шлицы на внутренний диаметр двухпроходного комбинированного типа. Строительство
ГОСТ 28046-89 — Протяжки внутренние под прямые шлицы на внутренний диаметр трехходовые комбинированные. Строительство
ГОСТ 28047-89 — Протяжки внутренние под прямые шлицы на внутренний диаметр четырехходовые комбинированные. Строительство
ГОСТ 28048-89 — Протяжки диаметром от 50 до 120 мм для продольных отверстий с эвольвентным профилем, с круглым концом и центрированием по внешнему диаметру с модулем от 1,5 до 2,5 мм.Строительство
ГОСТ 28049-89 — Протяжки диаметром от 90 до 120 мм для продольных отверстий с эвольвентным профилем с круглым хвостом и центрированием по внешнему диаметру с модулем от 2,5 мм. Строительство
ГОСТ 28050-89 — Протяжки диаметром от 55 до 130 мм для продольных отверстий с эвольвентным профилем с круглым концом и центрированием по внешнему диаметру с модулем от 3 до 5 мм. Строительство
ГОСТ 28051-89 — Протяжки диаметром от 70 до 130 мм для продольных отверстий с эвольвентным профилем с круглым концом и центрированием по внешнему диаметру с модулем от 3 до 5 мм.Строительство
ГОСТ 28319-89 — Сверла спиральные плоские для отверстий под саморезы с заливной головкой. Основные размеры
ГОСТ 28320-89 — Сверла спиральные плоские для отверстий под резьбу самонарезающих винтов. Основные размеры
ГОСТ 28321-89 — Развертки машинные твердосплавные. Типы, параметры и размеры
ГОСТ 28442-90 — Протяжки для цилиндрических, продольных и многогранных профильных отверстий. Технические характеристики
ГОСТ 29118-91 — Фрезы фрезы одноугловые пазовые «ласточкин хвост».Типы и размеры
ГОСТ 29129-91 — Фрезы штамповочные конические с параллельными хвостовиками. Размеры
ГОСТ 30051-93 — Станки шлицево-шлифовальные. Основные размеры. Эталоны точности
ГОСТ 31.1066.01-85 — Оборудование для металлорежущих станков. Центральные регулируемые оправки с гофрированными втулками для прецизионной обработки. Основные параметры и габариты
ГОСТ 31.1066.02-85 — Оборудование для металлорежущих станков. Оправки с разрезными цангами для прецизионной обработки.Основные параметры и габариты
ГОСТ 31.1066.03-97 — Валки центральные для точных операций
.
ГОСТ 31.111.42-83 — Детали и узлы модульного рабочего инструмента для металлорежущих станков
.
ГОСТ 31.121.42-84 — Элементы и агрегаты универсального сборно-переналадочного оборудования для металлорежущих станков
.
ГОСТ 32405-2013 — Фрезы концевые твердосплавные цельнометаллические. Технические характеристики
ГОСТ 32831-2014 — Фрезы концевые с цилиндрическими конусами Морзе и конусом 7:24.Размеры
ГОСТ 4010-77 — Сверла спиральные с параллельными хвостовиками. Короткая серия. Основные размеры
ГОСТ 6226-71: Развертки конические 1:16. Дизайн и габариты
ГОСТ 6227-80 — Метчики конические
.
ГОСТ 6396-78 — Фрезы шпоночные твердосплавные. Технические характеристики
ГОСТ 6951-71 — Метчики гаечные с загнутым хвостовиком. Дизайн и габариты
ГОСТ 7063-72 — Фрезы тройники. Технические характеристики
ГОСТ 7722-77 — Развертки ручные цилиндрические.Дизайн и габариты
ГОСТ 8838-81 — Соединения валов конические. Типы, конструкция и размеры
ГОСТ 886-77 — Сверла спиральные с параллельными хвостовиками. Длинная серия. Основные размеры
ГОСТ 9140-2015 — Сверла шлицевые с цилиндрическими конусами Морзе и конусом 7:24. Технические характеристики
ГОСТ 9140-78 — Фрезы шпоночные. Технические характеристики
ГОСТ Р 50035-92 — Протяжки комбинированные диаметром от 50 до 120 мм для продольной резки отверстий с эвольвентным профилем с витым закругленным концом и центрированием по внешнему диаметру с модулем от 1,5 до 2,5 мм.Строительство
ГОСТ Р 50036-92 — Протяжки комбинированные диаметром от 90 до 120 мм для продольной резки отверстий с эвольвентным профилем с витым закругленным концом и центрированием по внешнему диаметру с модулем от 2,5 мм. Строительство
ГОСТ Р 50037-92 — Протяжки комбинированные диаметром от 55 до 130 мм для продольной резки отверстий с эвольвентным профилем с витым закругленным концом и центрированием по внешнему диаметру с модулем от 3 до 4 мм. Строительство
ГОСТ Р 50038-92 — Протяжки комбинированные диаметром от 55 до 130 мм для продольной резки отверстий с эвольвентным профилем с витым закругленным концом и центрированием по внешнему диаметру с модулем от 3 до 5.Строительство
ГОСТ Р 50572-93 — Фрезы концевые и шпоночные с коническим хвостовиком 7/24. Размеры
ГОСТ Р 52966-2008 — Сверла спиральные для отверстий под резьбу самонарезающих винтов. Основные размеры
ГОСТ Р 52967-2008 — Фрезы фрезерные одноугловые для пазов «ласточкин хвост». Размеры
ГОСТ Р 53002-2008 — Фрезы концевые с цилиндрическими конусами Морзе и конусом 7:24. Размеры
ГОСТ Р 53003-2008 — Сверла шлицевые с цилиндрическими конусами Морзе и конусом 7:24.Технические характеристики
ГОСТ Р 53004-2008 — Фрезы тройники. Технические характеристики
ГОСТ Р 53412-2009 — Фрезы шпоночные шлифовальные. Технические характеристики
ГОСТ Р 53413-2009 — Фрезы концевые с припаянными косозубыми твердосплавными наконечниками. Основные размеры
ГОСТ Р 53414-2009 — Фрезы концевые с припаянными косозубыми твердосплавными наконечниками с коническим хвостовиком 7:24. Основные размеры
ГОСТ Р 54786-2011 — Детали крепежные для разъемных соединений атомных электростанций. Характеристики.
ОСТ 26-07-262-77 — Шпильки, болты, винты, гайки для трубопроводной арматуры.Общие технические требования (ограничение по ГОСТ 20700-75, ГОСТ 1759-70, ГОСТ 18126-72).
ОСТ 26-2043-91 — Болты, шпильки, гайки и шайбы для фланцевых соединений. Технические требования
ОСТ 48-41-91 — Продукция машиностроения цветной металлургии. Основные Характеристики.
Р 50-54-30-87 — Рекомендации. Расчеты и испытания на прочность. Методы испытаний на контактную усталость
РД 22-207-88 — Машины подъемные. Общие требования и стандарты производства
РД 34 02.028-2007: Технические правила. Механическое оборудование и специальные металлоконструкции для гидротехнических сооружений. Изготовление, установка и приемка.
РД 36-62-00 — Оборудование подъемное. Общие технические требования.
СТ ЦКБА 012-2005 — Арматура трубопроводная. Шпильки, болты, гайки и шайбы для трубопроводной арматуры. Технические требования
ГОСТ 2015-84 — Калибры плоские фиксированные. Технические требования
МИ 2130-91: Рекомендация. Государственная система обеспечения единства измерений.Универсальные эвольвенты фирм Zeiss Jena, Maag, Klingelnberg, Hofler, Osaka Seimitsu Kikai и Hamai. Метод проверки
ОТУ 80: Общие технические условия по эксплуатации и ремонту поршневых и плунжерных насосов
Клиентов, которые просматривали этот товар, также просматривали:
|
ВАШ ЗАКАЗ ПРОСТО!
RussianGost.com — ведущая в отрасли компания со строгими стандартами контроля качества, и наша приверженность точности, надежности и точности является одной из причин, по которым некоторые из крупнейших мировых компаний доверяют нам разработку своей национальной нормативно-правовой базы и перевод критически важных сложная и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
У нас есть база данных, содержащая более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы. Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т. Д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях — максимум 24 часа.
Документ / веб-ссылка для товаров на складе будет отправлена вам по электронной почте, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для каких товаров потребуется дополнительное время. Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет заполнить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции. Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ ревизию и редактирование приобретенных вами продуктов. Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, документ имеет более новую версию на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.
Законы Монголии | Официальная нормативная библиотека — ГОСТ 14952-75
Продукт содержится в следующих классификаторах:
ПромЭксперт »
РАЗДЕЛ I. ТЕХНИЧЕСКИЙ РЕГЛАМЕНТ »
V Тестирование и контроль »
4 Тестирование и контроль продукции »
4.12 Испытания и контроль продукции металлургической промышленности »
4.12.6 Металлические изделия »
Классификатор ISO »
25 МАШИНОСТРОЕНИЕ »
25.100 Режущие инструменты »
25.100.30 Сверла, зенковки, развертки »
Национальные стандарты »
25 МАШИНОСТРОЕНИЕ »
25.100 Режущие инструменты »
25.100.30 Сверла, зенковки, развертки »
Национальные стандарты для сомов »
Последнее издание »
G Машины, оборудование и инструменты »
G2 Промышленные инструменты и аксессуары »
G23 Инструменты для механической обработки »
В качестве замены:
ГОСТ 14952-69 — Сверла центровочные комбинированные
.
Ссылки на документы:
ГОСТ 1050-88 — Прокат калиброванный из углеродистой конструкционной качественной стали со специальной обработкой поверхности.Общие технические условия
ГОСТ 14034-74 — Отверстия центральные. Размеры
ГОСТ 18088-83 — Инструмент металлорежущий, алмазный, дереворежущий и слесарный. Слесарь по упаковке, маркировке, транспортировке и вспомогательный
ГОСТ 19265-73 — Прутки и полосы из быстрорежущей стали. Технические характеристики
ГОСТ 23726-79 — Резка металлов и деревообработка. Приемка
ГОСТ 25706-83 — Лупы
.
ГОСТ 2789-73 — Шероховатость поверхности. Параметры и характеристики
ГОСТ 8.051-81: Государственная система обеспечения единства измерений. Допустимые погрешности измерения линейных размеров до 500 мм
ГОСТ 9013-59 — Металлы. Метод измерения твердости по Роквеллу
ГОСТ 9378-75 — Образцы для сравнения шероховатости поверхности. Технические требования
ГОСТ 9378-93 — Образцы сравнения шероховатости
.
Ссылка на документ:
ГОСТ Р 50427-92 — Сверла спиральные. Термины, определения и виды
СТ ЦКБА 005.3-2004: Трубная арматура. Металлы, используемые в арматурной промышленности. Часть 3. Зарубежные материалы и их отечественные аналоги
СТ ЦКБА 005.3-2009 — Арматура трубопроводная. Металлы, используемые в арматурной промышленности. Часть 3. Зарубежные материалы и их отечественные аналоги
Клиентов, которые просматривали этот товар, также просматривали:
|
ВАШ ЗАКАЗ ПРОСТО!
MongoliaLaws.org — ведущая в отрасли компания со строгими стандартами контроля качества, и наша приверженность точности, надежности и точности является одной из причин, по которым некоторые из крупнейших мировых компаний доверяют нам обеспечение своей национальной нормативно-правовой базы и перевод критически важных сложная и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
У нас есть база данных, содержащая более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы. Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т. Д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях — максимум 24 часа.
Документ / веб-ссылка для товаров на складе будет отправлена вам по электронной почте, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для каких товаров потребуется дополнительное время. Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет заполнить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции. Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ ревизию и редактирование приобретенных вами продуктов. Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, документ имеет более новую версию на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.
Руководство по выбору сверл
: типы, характеристики, применение
Сверла и сверла используются во многих отраслях промышленности для обработки металлов, пластмасс и других материалов, в строительстве, деревообработке, а также в специальных применениях и ремеслах, таких как геммология и медицинская хирургия.Многие из передовых функций и характеристик зависят от области применения, как и оптимальные скорости подачи и скорости резания. Применяется для резки сверл общего назначения, алюминия, латуни, бронзы и меди, керамики, твердых или закаленных материалов, пластика, стали, нержавеющей стали, титана и других экзотических материалов, а также дерева.
Размеры
Сверла могут поставляться в одном из четырех стандартных размеров. К ним относятся английские или дробные, метрические, калибр проволоки и размер букв.Английское сверло разработано с базовыми единицами измерения дюймов или долей дюйма. Метрическое сверло разработано с метрическими базовыми единицами, такими как миллиметры или сантиметры. Сверло с калибром проволоки разработано для стандартных размеров проволоки, обозначенных от 1 до 80. Сверло с буквенным размером имеет стандартные размеры буквенного обозначения от A до Z. Полный диаметр режущего инструмента является важной характеристикой при рассмотрении сверл.
Типы
Сверла доступны для различных типов сверл.К ним относятся стандартные или спиральные сверла, сверла для продольной длины, сверла для конической длины, сверла для удлинения или дополнительной длины, сверла для винтовых станков, сверла для центрирования, центрирующие сверла, микродрели, ганддрели, корончатые сверла, лопаточные сверла, ступенчатые сверла, серебряные сверла и сверла Деминга, форстнер сверла, конические сверла, сверла с большим шагом спирали, сверла для каменной кладки, хирургические или стоматологические сверла, кольцевая пила, сверло по дереву, комбинированное сверло и зенковка, комбинированное сверло и зенкер, комбинированное сверло и метчик и заготовка для сверла.
Проектирование и изготовление бурового долота
Вращение сверл может быть правым или левым.Наиболее распространены правосторонние сверла. Они предназначены для резки при вращении по часовой стрелке. Левосторонние сверла предназначены для резки при вращении против часовой стрелки. Буровые долота могут иметь спецификации NAS, в которых указано, что они изготовлены в соответствии с национальными аэрокосмическими стандартами (NAS). Некоторые сверла питаются охлаждающей жидкостью; у них есть отверстие или канал для направленной подачи СОЖ на режущих кромках или рядом с ними. Сверлильные головки с разрезным острием используются для удаления стружки и хорошего центрирования, что позволяет избежать «хождения» по заготовке при начальном контакте.
Сверла могут иметь прочную конструкцию или иметь держатель и вставки. Сверло для прочного строительства изготавливается из цельного куска материала. В конструкции держателя и вставок сверло состоит из держателя с присоединяемыми вставками. Эти вставки, обычно прикрепляемые к держателю болтами, заменяются при износе режущих кромок. Общие материалы конструкции включают быстрорежущую сталь, кобальт, карбид и алмазный поликристаллический алмаз. На сверла может быть нанесено покрытие для улучшения смазывающей способности резания и / или повышения стойкости к истиранию для увеличения срока службы инструмента.Типы хвостовиков включают прямой, конический, уменьшенный, шестигранный, квадратный и резьбовой.
Стандарты
Следующие отраслевые и государственные стандарты относятся к буровым долотам:
ГОСТ 26474 — Буровые коронки из алмазных и сверхтвердых композитных материалов. Типы и основные размеры.
BS ISO 9714-1 — Ортопедические сверлильные инструменты, часть 1: сверла, метчики и зенковки.
BS ISO 5468 — Ротационные и вращающиеся ударные сверла по каменной кладке с твердосплавными наконечниками — Размеры.
Изображение кредита:
US Пластик | CS Unitec
В ходе 1-го учения отряд Призраков ЦАХАЛ тестирует новую тактику с реактивными самолетами, танками и роботами
Новое многопрофильное подразделение «Призрак» Сил обороны Израиля завершило в четверг свои первые крупные учения, протестировав различные новые боевые приемы, включая метод определения наземными войсками целей для истребителей.
Подразделение «Призрак» было создано в начале этого года в рамках многолетнего плана развития ЦАХАЛа и предназначено для разработки и тестирования новой тактики ведения боя.В отличие от более однородных боевых единиц в ЦАХАЛе, Призрачное подразделение состоит из широкого спектра возможностей различных видов вооруженных сил: пехотных войск, истребителей, ударных вертолетов, танков, боевой техники, дронов, К-9 и робототехники.
За последние несколько недель подразделение провело первые крупные учения. Перед недавно сформированным отрядом конкретно поставлена задача улучшить способность ЦАХАЛа быстро находить и уничтожать вражеские цели и истребители в рамках общего понимания в вооруженных силах, что независимо от исхода любой конфликт, который затягивается слишком долго, будет считаться проигрышем. .
«Эти учения представляют собой важную веху в процессе создания подразделения и демонстрируют прогресс в развитии инновационных возможностей и боевых приемов, наряду с интеграцией сухопутных войск, авиации, разведки и телекоммуникаций», — сказал Бриг. Генерал Ярон Финкельман, начальник 98-й десантной дивизии, в состав которой входит отряд призраков.
солдат и К-9 из подразделения призраков ЦАХАЛа принимают участие в недельных учениях в июле 2020 года.(Армия обороны Израиля)
«Мы продолжим учиться, изменять, улучшать, повышать готовность сухопутных войск к следующей войне», — сказал он.
Получайте ежедневное издание The Times of Israel по электронной почте и никогда не пропустите наши главные новости
Бесплатная регистрация
Во время учений подразделение проверило ряд новых «прорывных возможностей, которые были разработаны в сотрудничестве с рядом оборонных подрядчиков», а также несколько «новаторских» боевых приемов, которые объединили разрозненные возможности в одном усилии.
«Эти методы были разработаны вместе с подразделением и в различных подразделениях и группах ЦАХАЛа, включая ВВС, подразделения военной разведки, Управление телепроцессов и киберзащиты и другие артиллерийские подразделения», — заявили военные.
Это включало широкое использование новых технологий, таких как небольшие дроны и дистанционно управляемые вооруженные роботы, а также менее традиционное использование более стандартного военного оборудования, такого как танки, истребители и вертолеты.
«Во время посещения учений Генеральным штабом впервые цели были атакованы боевым огнем с использованием новой техники, разработанной подразделением, при которой цели поражаются реактивным истребителем, который быстро наводится войсками на земля », — сказали в ИДФ.
Хотя координация между пехотными войсками ЦАХАЛ и ВВС уже налажена, обычно она осуществляется не по прямым линиям связи. Быстрое нанесение авиаударов, как правило, недоступно большинству солдат на земле. Этот новый метод призван облегчить такое сотрудничество и сделать его более доступным для небольших подразделений.
Начальник штаба ЦАХАЛ Авив Кохави (в центре) и остальные члены Генерального штаба ЦАХАЛ наблюдают за отрядом-призраком во время учений в июле 2020 года.(Армия обороны Израиля)
«ВВС являются полноправным партнером подразделения, — сказал Бриг. Генерал Ноам Риф из IAF. «В учениях приняли участие многие офицеры… использовавшие все возможности, которые ВВС могут предоставить в городских боях, с которыми ЦАХАЛ ожидает противостоять в следующей войне».
В ЦАХАЛе сообщили, что в ходе учений также были проверены дополнительные методы, включая артиллерийский огонь, боевую технику и танки.
«Эти методы и возможности будут реализованы во всех маневренных бригадах [т.е., сухопутные войска], поскольку продолжается выполнение многолетнего плана », — заявили военные.
За учениями руководил командир подразделения, которого можно узнать только по званию и первой букве на иврите его имени, подполковник «Айин» под командованием Финкельмана и главы Сухопутных войск ЦАХАЛ. , Генерал-майор Йоэль Стрик.
«В дальнейшем будет проведена серия дополнительных учений, в каждом из которых подразделение добавит оперативную квалификацию к своим существующим возможностям», — заявили в IDF.
Начальник штаба ЦАХАЛ Авив Кохави (в центре) и остальные члены Генерального штаба ЦАХАЛ наблюдают за отрядом «Призрак» во время учений в июле 2020 года. (Армия обороны Израиля)
Подразделение «Призрак», которое было сформировано в январе, включает наземные войска из разведывательного батальона бригады Нахаль, бригады Голани и бригады десантников; танки из 401-й бронетанковой бригады; войска из элитного инженерно-саперного подразделения Яхалом; члены элитного отряда К-9 Оецца; Истребители F-16 из 109-й и 117-й эскадрилий; Вертолеты Apache из 190-й эскадрильи; Дроны Heron 200-й эскадрильи; и дроны Hermes 450 из артиллерийского корпуса.
Эти различные сухопутные войска и самолеты работают вместе на постоянной основе, а не только в рамках отдельных учений и миссий.
Многолетний план развития ИДФ Авив Кохави, известный на иврите как Tenufa, призван сделать вооруженные силы более смертоносными, эффективными и подготовленными к тем типам угроз, с которыми они, как ожидается, столкнутся.
Я горжусь тем, что работаю в The Times of Israel
Скажу вам правду: жизнь здесь, в Израиле, не всегда легка.Но он полон красоты и смысла.
Я горжусь тем, что работаю в The Times of Israel вместе с коллегами, которые изо дня в день вкладывают свое сердце в работу, чтобы запечатлеть всю сложность этого необычного места.
Я считаю, что наши репортажи задают важный тон честности и порядочности, необходимый для понимания того, что на самом деле происходит в Израиле. Чтобы добиться этого, от нашей команды требуется много времени, целеустремленности и упорной работы.
Ваша поддержка через членство в The Times of Israel Community позволяет нам продолжать нашу работу.Вы бы присоединились к нашему Сообществу сегодня?
Спасибо,
Сара Таттл Сингер, редактор New Media
Присоединяйтесь к сообществу Times of Israel
Присоединяйтесь к нашему сообществу
Уже участник? Войдите, чтобы не видеть это
Ты серьезный. Мы ценим это!
Нам очень приятно, что вы прочитали статей X Times of Israel за последний месяц.
Вот почему мы приходим на работу каждый день — чтобы предоставить таким взыскательным читателям, как вы, обязательные к прочтению материалы об Израиле и еврейском мире.
Итак, теперь у нас есть запрос . В отличие от других новостных агентств, у нас нет платного доступа. Но поскольку журналистика, которую мы делаем, стоит дорого, мы приглашаем читателей, для которых The Times of Israel стала важной, поддержать нашу работу, присоединившись к The Times of Israel Community .
Всего за 6 долларов в месяц вы можете поддержать нашу качественную журналистику, наслаждаясь The Times of Israel AD-FREE , а также получая доступ к эксклюзивному контенту, доступному только для членов сообщества Times of Israel.
Присоединяйтесь к нашему сообществу
Присоединяйтесь к нашему сообществу
Уже участник? Войдите, чтобы не видеть это
Прицеливание шара-призрака — принципы, методы, ресурсы для бильярда и пула
Призрачный шар (GB) — это воображаемое положение, в котором CB должен находиться при контакте с OB, чтобы произвести выстрел. Легко практиковать визуализацию цели GB, если помощник поместит настоящий мяч в желаемое место GB (с поправкой на бросок или нет) и оттянет его, когда человек стреляет.Я демонстрирую эту технику в NV 3.1; хотя у меня не было помощника, чтобы вытащить мяч за меня. Кроме того, полосатые шары полезны, чтобы помочь стрелку визуализировать как «линию прицеливания» (от CB к центру GB), так и «линию удара» между центрами GB и OB. Для меня это самый полезный совет в видео.
Ниже представлены видео-демонстрации того, как можно использовать кий для прицеливания с помощью призрачного шара. Первый из Vol. II серии обучающих видео по Бильярдному университету (BU).
А вот несколько дополнительных видео и упражнений, которые помогут улучшить ваши навыки визуализации призрачного шара:
Для получения дополнительной информации см. Следующие инструкции по прицеливанию:
Существует множество возможных вариантов системы прицеливания, основанных на прицеливании с помощью призрачного шара, в том числе:
В «версии для новичков» прицеливания мячом-призраком (GB) бросок не учитывается. В более продвинутом прицеливании ГБ положение ГБ — это точное положение, в котором CB должен находиться в контакте с OB (с поправкой на бросок, вызванный ударами или вращением), который отправит OB в самое сердце желаемого кармана.
Есть несколько предлагаемых методов, которые помогут приспособиться к разбрызгиванию, отклонению и броску. На требуемую позицию ГБ влияет только бросок. На путь CB к GB влияют как брызги, так и отклонения. Я подозреваю, что многие ведущие игроки могут компенсировать все это в основном интуитивно (то есть «ощущением»), потому что у них много «успешного опыта» и много качественного «времени за столом». Для людей, которые не очень хорошо умеют компенсировать эти факторы, у меня и других есть несколько предложений и полезная информация здесь:
Компенсация прицеливания за разбрызгивание, отклонение и бросок
из CreeDo:
1.Наблюдайте за линией между акушером и карманом, чтобы найти точку контакта. Я имею в виду физическую прогулку рядом с OB, чтобы облегчить эту задачу.
2. Положите кончик на эту линию ровно на половину ширины шара позади OB CP. Помогает физически наклониться над ним и посмотреть на него с высоты птичьего полета.
3. Держа наконечник в этом положении, вернитесь к месту выстрела так, чтобы сигнал оказался на новой линии между местом упора наконечника и серединой CB.
от Патрика Джонсона:
Др.Дэйв поддерживает этот сайт бесплатно, без рекламы . Если вы цените бесплатных ресурсов , рассмотрите возможность одноразового или ежемесячного пожертвования , чтобы показать свою поддержку :
Ghost Gun: что это такое и почему сейчас проблема
ВАШИНГТОН — Столкнувшись с оппозицией республиканцев по поводу принятия закона о контроле над оружием, президент Байден в четверг объявил ряд первых шагов, которые он может предпринять самостоятельно для борьбы с эпидемией. насилия с применением огнестрельного оружия.
Самым значительным предложением стало пресечение распространения так называемого оружия-призрака или огнестрельного оружия, которое собирается из наборов и не имеет серийных номеров.
«Я хочу, чтобы эти комплекты рассматривались как огнестрельное оружие в соответствии с Законом о контроле над огнестрельным оружием», — сказал г-н Байден.
Вот что вам нужно знать об оружии, на которое нацелена администрация Байдена, и почему.
Что такое призрачный пистолет?
Традиционное огнестрельное оружие производится лицензированными компаниями, а затем покупается у лицензированных дилеров.Все пистолеты, произведенные в Соединенных Штатах, а также ввозимые из-за границы, по закону должны иметь серийные номера, которые обычно отображаются на задней стороне корпуса.
В отличие от этого, пистолет-призрак изготавливается по частям и может быть собран на дому у нелицензированного покупателя. Нет необходимости проходить проверку биографических данных, чтобы получить компоненты призрачного оружия. Они продаются в Интернете как D.I.Y. комплекты и обычно поставляются как «80-процентные приемники». Это означает, что пистолет готов на 80 процентов, и покупатели должны сами собрать последние 20 процентов.
Ключевым аргументом для многих покупателей является то, что у оружия-призрака нет серийных номеров, критически важной информации, которую правоохранительные органы используют для отслеживания оружия от производителя до продавца оружия и до первоначального покупателя. Оружие-призраки невозможно отследить, и из-за того, как оно продается — как части, которые необходимо собирать — в соответствии с действующими правилами, Бюро по алкоголю, табаку, огнестрельному оружию и взрывчатым веществам не обращается с ним так, как с традиционным огнестрельным оружием.
Насколько сложно их собрать?
Это просто и относительно недорого.
Согласно отчету Everytown for Gun Safety, организации по предотвращению насилия с применением огнестрельного оружия, комплект для сборки AR-15 стоит всего 345 долларов.
Торговые предложения обычно не обещают покупателю особых хлопот. Один онлайн-поставщик заверил, что «время на строительство не займет слишком много времени», добавив: «В течение часа или двух вы должны разбить его на диапазон».
В комплекты обычно входят инструкции по доработке пистолета или ссылки на обучающие материалы на YouTube. Как правило, единственный необходимый инструмент — это дрель, и наборы часто продаются вместе со сверлами, необходимыми для завершения рамы.
Многие пистолеты-призраки также продаются с «приспособлением», которое надевается на раму или ствольную коробку и помогает превратить проект в нечто вроде «сборки оружия для манекенов». На одном сайте говорится, что приспособление можно использовать для сборки пистолета «менее чем за 15 минут с отличными результатами».
По данным Everytown for Gun Safety, пять лучших обучающих видео на YouTube по созданию оружия-призрака собрали более трех миллионов просмотров.
Как давно существуют призрачные ружья?
Ружья-призраки не новы, но они представляют собой растущую проблему.Несмотря на то, что комплекты для сборки оружия продавались с 1990-х годов, рынок действительно начал расти примерно до 2009 года. В то время продавцы огнестрельного оружия в Калифорнии начали предлагать незавершенные ствольные коробки для пистолетов серий AR-15 и AK-47 в попытка обойти законы штата о штурмовом оружии, по словам Т. Кристиана Хейна, вице-президента по политике организации Brady United Against Gun Violence.
Проблема оружия-призрака не была широко известна до 2013 года, когда одна из них была связана со стрельбой в колледже Санта-Моника в Калифорнии, в результате которой погибли шесть человек, включая боевика.
Продажи оружия-призрака начали существенно расти примерно в 2016 году, когда люди начали покупать комплекты для воссоздания огнестрельного оружия на основе 9-миллиметрового полуавтоматического пистолета Glock.
Насколько они распространены сейчас?
Невозможно узнать, сколько пистолетов-призраков находится в обращении, потому что у них нет серийных номеров и не требуется проверка данных для их покупки.
Но данные показывают, что их распространенность растет с каждым годом, особенно в таких штатах, как Калифорния, где действуют строгие законы об оружии.
По данным Бюро алкоголя, табака, огнестрельного оружия и взрывчатых веществ, или A.T.F., в 2019 году правоохранительные органы обнаружили около 10 000 единиц оружия-призраков. В городах это число растет, что, по словам властей, является тревожной скоростью с каждым годом. Сторонники более строгих законов об оружии настаивают на принятии мер в отношении оружия-призрака, чтобы решить растущую проблему, прежде чем она превратится в полномасштабную катастрофу.
В Филадельфии, например, в 2020 году было обнаружено 250 орудий-призраков по сравнению с 99 в 2019 году.В Балтиморе в прошлом году было обнаружено 126 орудий-призраков, по сравнению с 29 в 2019 г.
«Сорок один процент, так что почти половина наших случаев, с которыми мы сталкиваемся, — это« орудия-призраки »», — сказал Карлос А. Канино, специальный агент, курирующий АТФ Как сообщили ABC News в прошлом году, полевое подразделение Лос-Анджелеса.
Были ли они связаны с массовыми расстрелами?
Некоторые массовые стрельбы были связаны с использованием оружия-призраков, например, стрельба в средней школе в Калифорнии в 2019 году, когда 16-летний подросток убил двух учеников.