Авторская статья «Хонингование» на сайте инженерной-технологической компании Механика
Не так давно искал в Яндексе (не сочтите за рекламу) картинки и наткнулся на давно забытый «дрынохон». Решил заглянуть на сайт, где была размещена фотка. Вот, что там было изложено:
…Перед сборкой двигателя в обязательном порядке проводится хонингование зеркал цилиндров с целью достижения правильной посадки на них поршневых колец, обеспечивающей должную герметичность камер сгорания…
…Выпускаются два типа хонов для обработки зеркал цилиндров: хон типа «бутылочный ершик» и, более традиционный, поверхностный хон в виде насадки с подпружиненными точильными камнями. Оба инструмента обеспечивают необходимое качество обработки зеркал цилиндров, хотя использование первого для неопытного механика предпочтительнее. Потребуется также достаточное количество ветоши, специального хонинговочного или просто жидкого машинного масла, а также электродрель в качестве привода для хонинговочных насадок.Действуйте в следующем порядке….
 Действуйте в следующем порядке….
Действуйте в следующем порядке….
|
|
Далее описана процедура гаражного хонингования. Неужели и сейчас кто-то производит восстановление цилиндров подобными методами. Я полагал, что к подобным текстам уже давно приписали что-то типа «устаревший метод, сейчас так никто не делает». Текст как водится размножен на многих сайтах (эдакий сетевой бэкап коллективного разума) и кто-то сочтёт, что этот метод вполне современен. Однако ж, технологии давно ушли вперёд и теперь дороже будет найти дрынохон, чем сделать хон на соответствующем станке. Преимущество «дрынохона» только в том, что поцарапать цилиндр можно не снимая блок с автомобиля. Фактически так можно только «освежить», но не сделать нормальный хон в изношенном цилиндре. Уж поверьте.
Немного теории и технологии
Хонингование — (от англ. honing, от hone — хонинговать, буквально — точить). Вид абразивной обработки материалов с применением хонинговальных головок (хонов). В основном применяется для обработки внутренних цилиндрических отверстий путём совмещения вращательного и поступательно-возвратного движения хона с закреплёнными на нём раздвижными абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. Хотя также встречается и наружное хонингование, но выполняется такая операция на специализированных станках. Наружное хонингование применяется на деталях большой длины, обработка которых в обычных металлообрабатывающих станках не представляется возможным. Например, штоки гидротормозов артиллерийских орудий. Хонингование наружных поверхностей может осуществляется на модернизированных (шлифовальных, горизонтально-расточных) станках. Хонинговать можно детали как из черных материалов (стали и чугуны), так и из цветных (латуни, бронзы, алюминиевые цинковые и магниевые сплавы).
honing, от hone — хонинговать, буквально — точить). Вид абразивной обработки материалов с применением хонинговальных головок (хонов). В основном применяется для обработки внутренних цилиндрических отверстий путём совмещения вращательного и поступательно-возвратного движения хона с закреплёнными на нём раздвижными абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. Хотя также встречается и наружное хонингование, но выполняется такая операция на специализированных станках. Наружное хонингование применяется на деталях большой длины, обработка которых в обычных металлообрабатывающих станках не представляется возможным. Например, штоки гидротормозов артиллерийских орудий. Хонингование наружных поверхностей может осуществляется на модернизированных (шлифовальных, горизонтально-расточных) станках. Хонинговать можно детали как из черных материалов (стали и чугуны), так и из цветных (латуни, бронзы, алюминиевые цинковые и магниевые сплавы).
Хонингование применительно к деталям двигателя внутреннего сгорания
При ремонте двигателя, как это было сказано ранее, хонингуют в основной своей массе внутренние цилиндрические поверхности — отверстия. Это втулки верхней головки шатуна, отверстия нижней головки шатуна, втулки коромысел привода клапанного механизма, постели коленчатого вала и конечно же цилиндры двигателя.
Это втулки верхней головки шатуна, отверстия нижней головки шатуна, втулки коромысел привода клапанного механизма, постели коленчатого вала и конечно же цилиндры двигателя.
|
|
Если считать, что цилиндры — это сердце мотора, то знания о хонинговании, свойствах получаемой поверхности и методах её получения — это кардиология.
Для нормальной работы поршневых колец (кардиологический аналог каждый может себе придумать сам) на стенке цилиндра необходимо обеспечить определённый микропрофиль поверхности — совокупность пересекающихся рисок. Глубина и взаимное расположение этих рисок в значительной степени определяет такие эксплуатационные параметры как компрессия, мощность, расход масла, расход топлива, износ цилиндро-поршневой группы и ресурс двигателя. Нанесение этих рисок как раз и происходит при работе хонинговальной головки с установленными в неё брусками по поверхности цилиндра. Одновременное вращение инструмента и его возвратно поступательные движения (это Вам не туда-сюда дрынохоном:) определяет угол взаимного пересечения рисок на поверхности цилиндра — угол хонингования. Вид применяемого абразива, его зернистость и связка определяет шероховатость поверхности цилиндра, глубину и размер рисок. Соответственно не сложно догадаться, что следует различать черновое и чистовое хонингование, а следовательно и применяемые при хонинговании бруски. «Законодатель моды» в данном вопросе — фирма KOLBENSCHMIDT (KS) — дает чёткие рекомендации по выполнению данной операции. Поэтому я решил не ловить в цеху момент для съемки процесса хонингования и даже не пошел на склад за брусками. Я просто отсканировал картинки из буклета KS. Так вот, рекомендации распространяются на применение абразивных и смазочных материалов, настройку оборудования, припуски на обработку и самое главное — методы контроля качества выполненной работы. Для контроля шероховатости немцы применяют тестер Hommel с возможностью вывода на печать диаграммы микропрофиля и параметров шероховатости в оценочных единицах.
Одновременное вращение инструмента и его возвратно поступательные движения (это Вам не туда-сюда дрынохоном:) определяет угол взаимного пересечения рисок на поверхности цилиндра — угол хонингования. Вид применяемого абразива, его зернистость и связка определяет шероховатость поверхности цилиндра, глубину и размер рисок. Соответственно не сложно догадаться, что следует различать черновое и чистовое хонингование, а следовательно и применяемые при хонинговании бруски. «Законодатель моды» в данном вопросе — фирма KOLBENSCHMIDT (KS) — дает чёткие рекомендации по выполнению данной операции. Поэтому я решил не ловить в цеху момент для съемки процесса хонингования и даже не пошел на склад за брусками. Я просто отсканировал картинки из буклета KS. Так вот, рекомендации распространяются на применение абразивных и смазочных материалов, настройку оборудования, припуски на обработку и самое главное — методы контроля качества выполненной работы. Для контроля шероховатости немцы применяют тестер Hommel с возможностью вывода на печать диаграммы микропрофиля и параметров шероховатости в оценочных единицах. Для контроля угла хонингования — применяется специальная пленка-шаблон. На фото она приложена к стенке цилиндра.
Для контроля угла хонингования — применяется специальная пленка-шаблон. На фото она приложена к стенке цилиндра.
|
|
|
|
О практическом влиянии параметров хонингования или разрушение мифа, о «зеркальной», абсолютно гладкой поверхности цилиндра
Для надёжного удержания масла на поверхности цилиндра (чего ради собственно и затеяна вся эта вращательно-поступательная «возня»), стенка последнего должна иметь определённую шероховатость абсолютно гладкая стенка не способна удержать на себе масло, в количестве необходимом для нормальной смазки колец. С абсолютно гладкой, зеркальной, поверхности масло будет сниматься почти полностью, оставшееся масло будет сгорать, а нового масла, необходимого для нормальной смазки поступать не будет. Таким образом будут формироваться условия для сухого трения, которое вызывает повышенный износ. Поверхность, обладающая высокой шероховатостью, способна значительно лучше задерживать на себе масло и соответственно воспринимать более высокие механические нагрузки. Низкая шероховатость удерживает масло несколько хуже. Больший угол хонингования влияет на расход масла (угар), но в этом случае меньше проявляется волнистость поверхности цилиндра. Маленький угол влияет на снижение расхода масла. Вот такие закономерности. Поэтому требуется подбор режимов хонингования и применяемых материалов, которые и обеспечивают необходимый результат.
Таким образом будут формироваться условия для сухого трения, которое вызывает повышенный износ. Поверхность, обладающая высокой шероховатостью, способна значительно лучше задерживать на себе масло и соответственно воспринимать более высокие механические нагрузки. Низкая шероховатость удерживает масло несколько хуже. Больший угол хонингования влияет на расход масла (угар), но в этом случае меньше проявляется волнистость поверхности цилиндра. Маленький угол влияет на снижение расхода масла. Вот такие закономерности. Поэтому требуется подбор режимов хонингования и применяемых материалов, которые и обеспечивают необходимый результат.
Грубая поверхность (глубокие риски — высокая шероховатость) получаются после применения крупно зернистого абразива, на первой стадии чернового хонингования. Здесь применяют алмазные бруски на медной основе. Хонингование ведётся с избытком СОЖ. Для выноса из зоны резания продуктов износа, как материала цилиндра, так и материала бруска. Получаемая после чернового алмазного хонингования поверхность непригодна для работы по ней колец, поршня да и работы вообще. В некоторых случаях алмазное (силовое) хонингование служит заменой расточки цилиндра, с той лишь разницей, что процесс хонингования более производительный и легче поддаётся автоматизации.
В некоторых случаях алмазное (силовое) хонингование служит заменой расточки цилиндра, с той лишь разницей, что процесс хонингования более производительный и легче поддаётся автоматизации.
На второй стадии полученная поверхность обрабатывается более мелкозернистым абразивом, но не чистовым. При этом формируется новый микропрофиль поверхности. На данном этапе применяют абразивные материалы с размером зерна 1/150 мм.
Окончательное хонингование ведется материалами с зерном от 1/300 — 1/500 мм, до достижения окончательного размера цилиндра.
Финишная операция при хонинговании — хонинговое крацевание. При этой операции не происходит изменение размера цилиндра (отверстия) полученного при чистовом хонинговании. При этой операции полученный микропрофиль полностью очищается от остатков хонинговального абразива, обнажаются графитовые зёрна (для чугунных цилиндров), что влияет на снижение трения, а следовательно на механические потери и износ.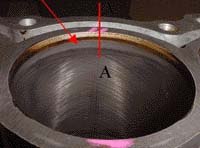 При крацевании используют специальные щётки, из нейлоновых нитей с добавлением кристаллов кремния.
При крацевании используют специальные щётки, из нейлоновых нитей с добавлением кристаллов кремния.
|
|
Используя оборудование для хонингования можно проводить также нанесение анифрикционных покрытий на стенки цилиндров, обрабатывать цилиндры алюминиевых блоков (правда не всех) и выполнять плосковершинное хонингование. Данные операции принципиально не отличаются от обычного хонингования. Для их проведения необходимы специальные материалы и хонинговальные бруски.
|
|
Применяется хонингование закалённых зубчатых колёс хонинговальной головкой в форме косозубого долбяка находящейся в зацеплении с обрабатываемым колесом и совершающей одновременно вращательное и колебательное движения. Н это уже экзотика:
Н это уже экзотика:
P.S. С начала 2011 года желающие могут сходит на экскурсию по цеху механобработки в техцентре «Дзержинский». Записаться можно по электронной почте. Вам покажут и
расскажут в том числе и о хонинговании. Бутербробы и термос брать не обязательно — обещаем накормить.
Хонинговка циллиндров двигателя. Стоит делать или нет? | SUPROTEC
Хонинговка блока цилиндров – что это такое
Хонинговка двигателя – операция, когда на стенки цилиндров наносится сеть рисок глубиной на порядок меньше 0,05 миллиметра. Очень важно точно выдержать направление и частоту нанесения рисок. Требование одинаково и тогда обрабатываются предварительно расточенные до нужного размера и отполированные детали.
Правильно хонингованная поверхность имеет определенную степень шероховатости, помогающую удерживать достаточное количество моторного масла. Это обеспечивает защиту от износа и герметичность пары гильза-поршень.
Когда нужна хонинговка
Невозможно точно сказать, когда мотору понадобится расточка и хонинговка блока цилиндров – все очень индивидуально. Степень износа зависит от ряда факторов: качества бензина и моторного масла, стиля езды, работы охлаждающей системы и других параметров. Как правило, подобный ремонт требуется моторам с пробегом от 100 000 км.
Степень износа зависит от ряда факторов: качества бензина и моторного масла, стиля езды, работы охлаждающей системы и других параметров. Как правило, подобный ремонт требуется моторам с пробегом от 100 000 км.
Профессиональные автослесари-мотористы достаточно точно определяют, когда появились задиры, и мотору требуется хонинговка. Если вы заметите какой-либо из нижеперечисленных признаков, значит, нужно показать автомобиль специалисту:
Сизый дым появляется, когда поршневое кольцо не может полностью собрать масло с поверхности цилиндра, и оно сгорает вместе с бензином. Это следствие изменившейся геометрии внутреннего канала, по которому двигается поршень. Расход смазки увеличивается по этой же причине.
Провалы на холостом ходу и потеря мощности тоже обусловлены нарушением геометрии изношенного цилиндра. Поршневые кольца уже не так плотно прилегают к стенкам цилиндра блока, появляются микроскопические зазоры, через которые газы прорываются в картер. В камере сгорания падает компрессия, что и становится причиной падения мощности.
Проскальзывающие мимо поршня продукты сгорания, не выполняют полезную работу, просто пролетают в картер. При одинаковой работе такой двигатель расходует больше горючего, чем полностью исправный агрегат. Отсюда повышенный расход топлива.
Что делать, если в моторе появились задиры
Выше уже отмечалось, что с задирами необходимо бороться сразу же. Если игнорировать проблему, состояние мотора быстро ухудшится. Износ будет идти по нарастающей: небольшая неисправность станет причиной следующей. Проблемы будут нарастать как снежный ком.
Если задиры еще совсем небольшие
Когда задиры совсем небольшие, можно решить проблему, не разбирая двигатель. Если износ не превосходит десятых долей миллиметра, купите и залейте в масло специальную присадку, например, Active Plus от российской компании «Супротек».
Это средство образует металлическую защитную пленку на парах трения. Специальная структура слоя позволяет восстанавливать изношенные поверхности (при небольших отклонениях от стандартных размеров и геометрии).
Необходимо строго следовать инструкции, как в случае применения трибосостава Suprotec, так и при использовании средств от других производителей. Превышение допустимой дозы может привести к противоположному результату. Даже если вреда для механизма не будет, вы просто зря потратите деньги.
Когда присадки не помогают
Если применение присадок не дало нужного результата, значит, задиры уже слишком большие. В этом случае требуется расточка и хонинговка цилиндров ДВС. Эту операцию можно заказать в автомобильной мастерской, или выполнить самостоятельно.
Браться за хонинговку цилиндров своими руками следует только, если вы владеете навыками слесарного дела. Необходимо выдержать высокую точность: рисунок, образуемый на металле должен быть равномерным, штрихи должны сходиться под одинаковым углом.
Для этой работы потребуется специальное приспособление для хонинговки – хон. Выпускают два типа этих устройств – в виде «ершика» и в виде конструкции из трех брусков на центральном стержне. В гаражных условиях лучше использовать «ершик». Насадка с точильными камнями больше подходит для расточных станков.
В гаражных условиях лучше использовать «ершик». Насадка с точильными камнями больше подходит для расточных станков.
- Хон нужно вставить в патрон дрели. Чтобы обеспечить точность ориентировки, нужно пользоваться хотя бы простейшими приспособлениями: рейкой подачи и уровнем. Если нарушить точность хода, хонингование будет с дефектами. Придется переделывать.
- На всем протяжении операции необходимо следить, чтобы обрабатываемая поверхность и приспособление для хонинговки цилиндров орошались достаточным количеством смазывающей жидкости. Как правило, используется керосин или его смесь с маслом.
- По завершении операции нужно обязательно очистить двигатель от стружки остатков абразивного материала. Используйте мыльный раствор, чтобы смыть все твердые частицы. Когда стенки высохнут, обработайте их специальным маслом, препятствующим коррозии.
- После хонингования рекомендуется дать двигателю некоторое время, чтобы пара цилиндр-поршень приработалась. В этот период следует избегать перегрузок, внимательно следить за качеством и объемом моторного масла.

Чтобы сделать процесс приработки более качественным и щадящим, можно использовать трибосостав Suprotec Active Plus и аналог. Преимущество средства российского производства – лояльная цена. По эксплуатационным характеристикам «Супротек Актив Плюс» не имеет зарубежных аналогов.
Главное преимущество хонинговки своими руками в том, что двигатель не обязательно демонтировать с автомобиля. Это сильно сокращает время выполнения операции. В тоже время следует помнить, что при высокой степени износа цилиндров эта мера не поможет – обязательно нужна расточка, полировка и затем хонингование.
Профессиональные услуги
Если износ уже значительный (например, когда эллипсность цилиндра превышает 0.1 мм, а конусность – 0.2 мм), необходимо проводить расточку цилиндров до ремонтного размера. В этом случае нужно купить специальные поршни, диаметр которых больше стандартных. Растачивать цилиндровый блок необходимо в специализированной мастерской. В гаражных условиях выполнить эту операцию невозможно. Допуски точности очень строгие – десятые доли миллиметра. Качественно выполнить эту работу могут только профессионалы, оснащенные современным оборудованием.
Допуски точности очень строгие – десятые доли миллиметра. Качественно выполнить эту работу могут только профессионалы, оснащенные современным оборудованием.
Как выполняется расточка
На первом этапе гильза растачивается на малой скорости. Из-за высокой прочности сплава большие скорости противопоказаны – пострадает точность. При обработке металла на малых скоростях верхний слой подвергается структурным разрушениям, поэтому его необходимо удалить. Для этого и нужна хонинговка. Эта технологическая операция позволяет исправить мелкие огрехи, которые неизбежны при расточке. Обработка хонами позволяет довести канал цилиндра до идеально круглой формы (при правильном хонинговании эллипсность составляет не более 0.03 мм).
Хонинговка после расточки выполняется в два этапа. Сначала стенки обрабатываются крупным абразивом. Затем производится доводка брусками с мелким зерном. Двигатель и станок надежно закрепляются на специальном стенде. В рабочую зону непрерывно подается охлаждающе-смазывающая жидкость. На заключительном этапе обязательно выполняется промывка обработанной поверхности мыльным раствором, чтобы удалить стружку и частицы абразива. В профессиональном оборудовании почти повсеместно используются алмазные хоны – они экономически выгоднее керамических.
На заключительном этапе обязательно выполняется промывка обработанной поверхности мыльным раствором, чтобы удалить стружку и частицы абразива. В профессиональном оборудовании почти повсеместно используются алмазные хоны – они экономически выгоднее керамических.
Чтобы снизить износ деталей при приработке узла «поршневое кольцо-гильза», рекомендуется использовать присадку для двигателя «Актив Плюс» от компании «Супротек». Этот триботехнический состав специально разработан, чтобы создать условия для комфортной работы силового агрегата. Состав оптимизирует зазоры в парах поршень-гильза, благодаря чему выравнивается компрессия по цилиндрам. Также Suprotec Active Plus повышает эффективность работы гидрокомпенсаторов, улучшая смазку работающих узлов. Все эти факторы позволяют избежать излишнего износа деталей на стадии приработки.Также трибосостав «Актив Плюс» можно использовать для профилактики задиров на любых бензиновых двигателях, в том числе и оснащенных турбинами. Это дешевле, чем ремонтировать изношенную цилиндропоршневую группу.
Последствия задиров и варианты решения
Признак | Проблема | Решение |
Повышенный расход масла | Поршневое кольцо не снимает остатки смазки со стенки цилиндра, угар | 1. Добавить в масло средство Active Plus от компании Suprotec. 2. Если триботехнический состав не помог, в запущенных случаях – расточить и хонинговать блок цилиндра. |
Сизый цвет выхлопа | Относительно большое количество масла сгорает вместе с топливом, значительный угар | 1. Залить в масло триботехнический состав «Супротек Актив Плюс». 2. Если состав не решил проблему, хонинговать цилиндры. 3. В тяжелых случаях – расточить и хонинговать блок цилиндров. |
Нестабильная работа двигателя на ХХ | Неплотное сопряжение пары поршень-гильза. | 1. Использовать трибосостав Active Plus от компании Suprotec. 2. Если первый пункт не помог – хонингование цилиндра. 3. При большой выработке, глубоких задирах – расточка и хонингование БЦ. |
Снижение мощности мотора | Часть газов прорывается сквозь сопряжение поршня с цилиндром, не выполняя полезной работы | 1. Добавить в масло средство «Актив Плюс Бензин» от компании «Супротек». 2. Если трибосостав не справился, провести хонинговку цилиндров блока. 3. В запущенных случаях – расточить и хонинговать цилиндры. |
Повышенный расход горючего | Прорыв рабочих газов из камеры сгорания сквозь зазоры сопряжения пары «поршень-гильза». Мотору требуется больше топлива для достижения нужной мощности | 1. Использовать триботехническое средство «Супротек Актив Плюс». 2. Если первый пункт не решил проблему – осуществить хонингование цилиндров блока. 3. В запущенных случаях применить расточку и хонингование БЦ. |


Надеемся, наша статья помогла разобраться, нужна ли вашему «стальному коню» хонинговка цилиндров. Рекомендуем внимательно следить за состоянием двигателя, ведь это «сердце» автомобиля, без которого «ласточка» превращается в груду металла.
Хонингование цилиндров: что это такое?
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
Содержание статьи
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т. д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Так называемая «капиталка» (капремонт) двигателя зачастую предполагает замену поршней и поршневых колец на ремонтные, восстановительные работы или замену коленвала, а также расточку цилиндров двигателя в ремонтный размер. Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.
Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности. Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях. Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона. Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец. Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
Как правильно наносить хон на стенки цилиндров
Начнем с того, что процесс правильного хонингования в заводских условиях является достаточно сложным. Об этом мы поговорим немного позже. Что касается ремонта ДВС в автосервисах или специализированных мастерских, хонинговка цилиндров происходит в два основных этапа:
- начальная обработка при помощи закрепленных на хонголовке брусков с крупным абразивом;
- финальное хонингование, которое предполагает финишную обработку цилиндра мелкозернистым абразивом. Такой абразив позволяет добиться высокоточной обработки поверхностей;
 Такой абразив позволяет добиться высокоточной обработки поверхностей;
Такой абразив позволяет добиться высокоточной обработки поверхностей;Завершением процесса хонинговки цилиндров можно считать финишную чистку поверхностей при помощи специальной абразивной пасты. Данная процедура позволяет удалить острые углы, переходы, впадины и другие микродефекты. Результатом становится ровная и равномерно нанесенная хонинговальная сетка на стенках цилиндров двигателя. Отметим, что в ряде случаев применение абразивных паст для тонкой обработки опускают, выполняя только два основных этапа по нанесению хона.
Полным окончанием процесса хонингования цилиндров является мойка блока цилиндров (БЦ) для удаления металлической стружки, а также остатков полировочных паст. Далее в процессе сборки двигателя можно рассчитывать на правильную посадку поршневых колец, быструю притирку и качественную герметизацию камеры сгорания. Добавим, что абразив для хонингования цилиндров представляет собой как керамические, так и алмазные бруски. Керамический брусок имеет определенные преимущества перед алмазными абразивами, так как так4ой хонбрусок более долговечен, что в итоге определяет меньшую стоимость керамического хонингования по сравнению с алмазными решениями.
Теперь поговорим о профессиональном хонинговании, которое предполагает наличие дорогостоящего сложного оборудования. Такое хонингование применяется во время изготовления новых ДВС, а также для восстановления двигателей в условиях, максимально приближенных к заводским. Хонингование следует понимать как создание на стенке цилиндра не просто хаотичной сетки, а определенного микропрофиля на поверхности. Другими словами, хон в цилиндре является совокупностью рисок, которые пересекаются между собой. Также большую роль играет глубина указанных рисок, их расположение по отношению друг к другу. От данных факторов напрямую зависит компрессия в цилиндрах, мощность двигателя, расход топлива и моторного масла на угар, а также ресурс всей ЦПГ и самого двигателя.
Специнструмент для хонинговки обеспечивает точное, а не хаотичное нанесение указанных рисок при помощи хонинговальной головки, на которую монтируются хонбруски. Как уже было сказано, инструмент совершает не только вращение, но и возвратно-поступательные движения. Благодаря этому в процессе нанесения хона удается выдержать заданный угол, под которым происходит пересечение рисок на поверхности стенок цилиндра.
Благодаря этому в процессе нанесения хона удается выдержать заданный угол, под которым происходит пересечение рисок на поверхности стенок цилиндра.
Такой угол называется углом хонингования. Также имеется зависимость от типа абразива и его зернистости, что влияет на финальное качество и структуру хона. От вида хонбруска зависит степень шероховатости поверхности, глубина и сами размеры наносимых рисок. Весь процесс нанесения хонинговки разделяется на начальный и финишный. На каждом этапе используются разные бруски. Точный контроль шероховатости поверхности становится возможным благодаря последующей визуализации диаграмм микропрофиля хона. Угол хонингования задается посредством использования специальных шаблонов-пленок.
- Для формирования поверхности на начальном этапе хонингования, которая достаточно грубая, имеет глубокие риски и повышенную шероховатость, потребуется использование абразива с крупным зерном. Для этого применяются алмазные хонбруски, которые выполнены на медной основе. Весь процесс чернового хонингования сопровождается обильной подачей смазочно-охлаждающей жидкости. Это необходимо для эффективного удаления из области нанесения хона механических частиц, остатков абразива и т.д.
- После алмазного хонингования грубая поверхность не позволяет сразу начать монтаж остальных элементов ДВС, так как кольца и поршень в таком цилиндре работать не смогут. Иногда алмазное хонингование является альтернативным силовым способом расточки цилиндров двигателя. Затем грубая поверхность снова проходит обработку абразивом с меньшим зерном. Такая обработка позволяет добиться формирования нового микропрофиля на стенках цилиндров. Завершающим этапом процесса хонингования является повторная обработка мелкозернистым абразивом, что позволяет добиться планового ремонтного размера цилиндра.
- По окончании завершения формирования «чистовой» поверхности дополнительно проводится так называемое дополнительное хонинговое крацевание. Данная процедура не направлена на дальнейшую расточку цилиндра, главной задачей является очистка полученного ранее микропрофиля от остатков хонинговальных абразивов. Также крацевание чугунного цилиндра позволяет открыть графитовые зерна. Применительно к чугуну это позволяет дополнительно снизить трение и уменьшить механические потери, а также замедлить износ. Для крацевания применяются щётки, в основе которых лежат нейлоновые нити, а также присутствуют кремниевые кристаллы.
 Весь процесс чернового хонингования сопровождается обильной подачей смазочно-охлаждающей жидкости. Это необходимо для эффективного удаления из области нанесения хона механических частиц, остатков абразива и т.д.
Весь процесс чернового хонингования сопровождается обильной подачей смазочно-охлаждающей жидкости. Это необходимо для эффективного удаления из области нанесения хона механических частиц, остатков абразива и т.д. Также крацевание чугунного цилиндра позволяет открыть графитовые зерна. Применительно к чугуну это позволяет дополнительно снизить трение и уменьшить механические потери, а также замедлить износ. Для крацевания применяются щётки, в основе которых лежат нейлоновые нити, а также присутствуют кремниевые кристаллы.
Также крацевание чугунного цилиндра позволяет открыть графитовые зерна. Применительно к чугуну это позволяет дополнительно снизить трение и уменьшить механические потери, а также замедлить износ. Для крацевания применяются щётки, в основе которых лежат нейлоновые нити, а также присутствуют кремниевые кристаллы.Добавим, что хонингование также допускает нанесение дополнительного слоя специальных антифрикционных покрытий. Хонинговать можно как чугунные блоки цилиндров, так и некоторые БЦ, выполненные из сплавов алюминия. Большой популярностью сегодня пользуется плосковершинное хонингование, которое фактически аналогично классическому методу. Отличия плосковершинной хонинговки от обычного метода нанесения хона состоят в материалах и брусках, которые используются при обработке плосковершинным способом.
Что в итоге: зеркало или хон
С учетом вышесказанного справедливо утверждение о том, что лучшее удержание моторного масла способна обеспечить только стенка с шероховатой поверхностью. Что касается идеально гладкой стенки (зеркала) цилиндра, такая поверхность не может обеспечить должное удержание смазки в количестве, которого будет достаточно для эффективного смазывания поршневых колец.
На зеркальной отшлифованной поверхности цилиндра моторное масло снимается практически полностью, остатки будут расходоваться на угар, а забора нового масла происходить не будет. В подобном случае можно говорить о частичном или полностью сухом трении, в результате чего возникает ускоренный износ колец и стенок цилиндра.
На хонингованной поверхности, которая отличается шероховатостью, масло задерживается намного лучше, что позволяет выдерживать повышенные механические нагрузки. Добавим, что недостаточная шероховатость хона автоматически означает худшее удержание смазки на стенках. Также обратим внимание на угол хонингования. Такой угол оказывает влияние на показатели расхода масла на угар. Чем больше угол, тем шероховатее поверхность, но поверхность цилиндра становится более волнистой и двигатель интенсивнее расходует масло на угар. Уменьшение угла хона снижает расход масла, при этом параллельно ухудшается шероховатость стенок. С учетом данных закономерностей при хонинговании цилиндров необходимо тщательно подбирать определенные режимы нанесения хона и абразивы применительно к материалам изготовления того или иного БЦ. Такой подход позволяет достичь наилучших результатов.
Также обратим внимание на угол хонингования. Такой угол оказывает влияние на показатели расхода масла на угар. Чем больше угол, тем шероховатее поверхность, но поверхность цилиндра становится более волнистой и двигатель интенсивнее расходует масло на угар. Уменьшение угла хона снижает расход масла, при этом параллельно ухудшается шероховатость стенок. С учетом данных закономерностей при хонинговании цилиндров необходимо тщательно подбирать определенные режимы нанесения хона и абразивы применительно к материалам изготовления того или иного БЦ. Такой подход позволяет достичь наилучших результатов.
Читайте также
Зачем нужен хон в цилиндрах
Не так давно искал в Яндексе (не сочтите за рекламу) картинки и наткнулся на давно забытый «дрынохон». Решил заглянуть на сайт, где была размещена фотка. Вот, что там было изложено:
Решил заглянуть на сайт, где была размещена фотка. Вот, что там было изложено:
. Перед сборкой двигателя в обязательном порядке проводится хонингование зеркал цилиндров с целью достижения правильной посадки на них поршневых колец, обеспечивающей должную герметичность камер сгорания.
. Выпускаются два типа хонов для обработки зеркал цилиндров: хон типа «бутылочный ершик» и, более традиционный, поверхностный хон в виде насадки с подпружиненными точильными камнями. Оба инструмента обеспечивают необходимое качество обработки зеркал цилиндров, хотя использование первого для неопытного механика предпочтительнее. Потребуется также достаточное количество ветоши, специального хонинговочного или просто жидкого машинного масла, а также электродрель в качестве привода для хонинговочных насадок. Действуйте в следующем порядке.
Дрынохон как он есть и в действии
Далее описана процедура гаражного хонингования. Неужели и сейчас кто-то производит восстановление цилиндров подобными методами. Я полагал, что к подобным текстам уже давно приписали что-то типа «устаревший метод, сейчас так никто не делает». Текст как водится размножен на многих сайтах (эдакий сетевой бэкап коллективного разума) и кто-то сочтёт, что этот метод вполне современен. Однако ж, технологии давно ушли вперёд и теперь дороже будет найти дрынохон, чем сделать хон на соответствующем станке. Преимущество «дрынохона» только в том, что поцарапать цилиндр можно не снимая блок с автомобиля. Фактически так можно только «освежить», но не сделать нормальный хон в изношенном цилиндре. Уж поверьте.
Неужели и сейчас кто-то производит восстановление цилиндров подобными методами. Я полагал, что к подобным текстам уже давно приписали что-то типа «устаревший метод, сейчас так никто не делает». Текст как водится размножен на многих сайтах (эдакий сетевой бэкап коллективного разума) и кто-то сочтёт, что этот метод вполне современен. Однако ж, технологии давно ушли вперёд и теперь дороже будет найти дрынохон, чем сделать хон на соответствующем станке. Преимущество «дрынохона» только в том, что поцарапать цилиндр можно не снимая блок с автомобиля. Фактически так можно только «освежить», но не сделать нормальный хон в изношенном цилиндре. Уж поверьте.
Немного теории и технологии
Хонингование – (от англ. honing, от hone – хонинговать, буквально – точить). Вид абразивной обработки материалов с применением хонинговальных головок (хонов). В основном применяется для обработки внутренних цилиндрических отверстий путём совмещения вращательного и поступательно-возвратного движения хона с закреплёнными на нём раздвижными абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. Хотя также встречается и наружное хонингование, но выполняется такая операция на специализированных станках. Наружное хонингование применяется на деталях большой длины, обработка которых в обычных металлообрабатывающих станках не представляется возможным. Например, штоки гидротормозов артиллерийских орудий. Хонингование наружных поверхностей может осуществляется на модернизированных (шлифовальных, горизонтально-расточных) станках. Хонинговать можно детали как из черных материалов (стали и чугуны), так и из цветных (латуни, бронзы, алюминиевые цинковые и магниевые сплавы).
Хотя также встречается и наружное хонингование, но выполняется такая операция на специализированных станках. Наружное хонингование применяется на деталях большой длины, обработка которых в обычных металлообрабатывающих станках не представляется возможным. Например, штоки гидротормозов артиллерийских орудий. Хонингование наружных поверхностей может осуществляется на модернизированных (шлифовальных, горизонтально-расточных) станках. Хонинговать можно детали как из черных материалов (стали и чугуны), так и из цветных (латуни, бронзы, алюминиевые цинковые и магниевые сплавы).
Хонингование применительно к деталям двигателя внутреннего сгорания
При ремонте двигателя, как это было сказано ранее, хонингуют в основной своей массе внутренние цилиндрические поверхности – отверстия. Это втулки верхней головки шатуна, отверстия нижней головки шатуна, втулки коромысел привода клапанного механизма, постели коленчатого вала и конечно же цилиндры двигателя.
Хонголовка с хонбрусками в цилиндре
Если считать, что цилиндры – это сердце мотора, то знания о хонинговании, свойствах получаемой поверхности и методах её получения – это кардиология.
Для нормальной работы поршневых колец (кардиологический аналог каждый может себе придумать сам) на стенке цилиндра необходимо обеспечить определённый микропрофиль поверхности – совокупность пересекающихся рисок. Глубина и взаимное расположение этих рисок в значительной степени определяет такие эксплуатационные параметры как компрессия, мощность, расход масла, расход топлива, износ цилиндро-поршневой группы и ресурс двигателя. Нанесение этих рисок как раз и происходит при работе хонинговальной головки с установленными в неё брусками по поверхности цилиндра. Одновременное вращение инструмента и его возвратно поступательные движения (это Вам не туда-сюда дрынохоном:) определяет угол взаимного пересечения рисок на поверхности цилиндра – угол хонингования. Вид применяемого абразива, его зернистость и связка определяет шероховатость поверхности цилиндра, глубину и размер рисок. Соответственно не сложно догадаться, что следует различать черновое и чистовое хонингование, а следовательно и применяемые при хонинговании бруски. «Законодатель моды» в данном вопросе – фирма KOLBENSCHMIDT (KS) – дает чёткие рекомендации по выполнению данной операции. Поэтому я решил не ловить в цеху момент для съемки процесса хонингования и даже не пошел на склад за брусками. Я просто отсканировал картинки из буклета KS. Так вот, рекомендации распространяются на применение абразивных и смазочных материалов, настройку оборудования, припуски на обработку и самое главное – методы контроля качества выполненной работы. Для контроля шероховатости немцы применяют тестер Hommel с возможностью вывода на печать диаграммы микропрофиля и параметров шероховатости в оценочных единицах. Для контроля угла хонингования – применяется специальная пленка-шаблон. На фото она приложена к стенке цилиндра.
«Законодатель моды» в данном вопросе – фирма KOLBENSCHMIDT (KS) – дает чёткие рекомендации по выполнению данной операции. Поэтому я решил не ловить в цеху момент для съемки процесса хонингования и даже не пошел на склад за брусками. Я просто отсканировал картинки из буклета KS. Так вот, рекомендации распространяются на применение абразивных и смазочных материалов, настройку оборудования, припуски на обработку и самое главное – методы контроля качества выполненной работы. Для контроля шероховатости немцы применяют тестер Hommel с возможностью вывода на печать диаграммы микропрофиля и параметров шероховатости в оценочных единицах. Для контроля угла хонингования – применяется специальная пленка-шаблон. На фото она приложена к стенке цилиндра.
Пленка-шаблон для проверки линий хона и наглядный рисунок самих линий из рекомендаций KS
Прибор для контроля шероховатости Hommel
О практическом влиянии параметров хонингования или разрушение мифа, о «зеркальной», абсолютно гладкой поверхности цилиндра
Для надёжного удержания масла на поверхности цилиндра (чего ради собственно и затеяна вся эта вращательно-поступательная «возня»), стенка последнего должна иметь определённую шероховатость абсолютно гладкая стенка не способна удержать на себе масло, в количестве необходимом для нормальной смазки колец. С абсолютно гладкой, зеркальной, поверхности масло будет сниматься почти полностью, оставшееся масло будет сгорать, а нового масла, необходимого для нормальной смазки поступать не будет. Таким образом будут формироваться условия для сухого трения, которое вызывает повышенный износ. Поверхность, обладающая высокой шероховатостью, способна значительно лучше задерживать на себе масло и соответственно воспринимать более высокие механические нагрузки. Низкая шероховатость удерживает масло несколько хуже. Больший угол хонингования влияет на расход масла (угар), но в этом случае меньше проявляется волнистость поверхности цилиндра. Маленький угол влияет на снижение расхода масла. Вот такие закономерности. Поэтому требуется подбор режимов хонингования и применяемых материалов, которые и обеспечивают необходимый результат.
С абсолютно гладкой, зеркальной, поверхности масло будет сниматься почти полностью, оставшееся масло будет сгорать, а нового масла, необходимого для нормальной смазки поступать не будет. Таким образом будут формироваться условия для сухого трения, которое вызывает повышенный износ. Поверхность, обладающая высокой шероховатостью, способна значительно лучше задерживать на себе масло и соответственно воспринимать более высокие механические нагрузки. Низкая шероховатость удерживает масло несколько хуже. Больший угол хонингования влияет на расход масла (угар), но в этом случае меньше проявляется волнистость поверхности цилиндра. Маленький угол влияет на снижение расхода масла. Вот такие закономерности. Поэтому требуется подбор режимов хонингования и применяемых материалов, которые и обеспечивают необходимый результат.
Грубая поверхность (глубокие риски – высокая шероховатость) получаются после применения крупно зернистого абразива, на первой стадии чернового хонингования. Здесь применяют алмазные бруски на медной основе. Хонингование ведётся с избытком СОЖ. Для выноса из зоны резания продуктов износа, как материала цилиндра, так и материала бруска. Получаемая после чернового алмазного хонингования поверхность непригодна для работы по ней колец, поршня да и работы вообще. В некоторых случаях алмазное (силовое) хонингование служит заменой расточки цилиндра, с той лишь разницей, что процесс хонингования более производительный и легче поддаётся автоматизации.
Хонингование ведётся с избытком СОЖ. Для выноса из зоны резания продуктов износа, как материала цилиндра, так и материала бруска. Получаемая после чернового алмазного хонингования поверхность непригодна для работы по ней колец, поршня да и работы вообще. В некоторых случаях алмазное (силовое) хонингование служит заменой расточки цилиндра, с той лишь разницей, что процесс хонингования более производительный и легче поддаётся автоматизации.
На второй стадии полученная поверхность обрабатывается более мелкозернистым абразивом, но не чистовым. При этом формируется новый микропрофиль поверхности. На данном этапе применяют абразивные материалы с размером зерна 1/150 мм.
Окончательное хонингование ведется материалами с зерном от 1/300 – 1/500 мм, до достижения окончательного размера цилиндра.
Финишная операция при хонинговании – хонинговое крацевание. При этой операции не происходит изменение размера цилиндра (отверстия) полученного при чистовом хонинговании. При этой операции полученный микропрофиль полностью очищается от остатков хонинговального абразива, обнажаются графитовые зёрна (для чугунных цилиндров), что влияет на снижение трения, а следовательно на механические потери и износ. При крацевании используют специальные щётки, из нейлоновых нитей с добавлением кристаллов кремния.
При крацевании используют специальные щётки, из нейлоновых нитей с добавлением кристаллов кремния.
Щётки для крацевания
Используя оборудование для хонингования можно проводить также нанесение анифрикционных покрытий на стенки цилиндров, обрабатывать цилиндры алюминиевых блоков (правда не всех) и выполнять плосковершинное хонингование. Данные операции принципиально не отличаются от обычного хонингования. Для их проведения необходимы специальные материалы и хонинговальные бруски.
Специальные хонинговальные бруски
Применяется хонингование закалённых зубчатых колёс хонинговальной головкой в форме косозубого долбяка находящейся в зацеплении с обрабатываемым колесом и совершающей одновременно вращательное и колебательное движения. Н это уже экзотика:
При производстве и ремонте двигателей внутреннего сгорания используются самые различные технологические и конструктивные решения. От правильности их выбора зависит совершенство силового агрегата, его безупречная работа и эксплуатационный ресурс. В данной статье мы поговорим об одной из классических, обязательных при изготовлении или восстановлении ДВС технологий – хонинговании – рассмотрев этот процесс во всех его аспектах.
От правильности их выбора зависит совершенство силового агрегата, его безупречная работа и эксплуатационный ресурс. В данной статье мы поговорим об одной из классических, обязательных при изготовлении или восстановлении ДВС технологий – хонинговании – рассмотрев этот процесс во всех его аспектах.
В чём суть хонингования цилиндров
Выполняют его для того, чтобы снизить шероховатости на стенках цилиндров, при этом улучшается приработка колец и самих поршней. Это заметно продлевает срок эксплуатации отремонтированного мотора.
Во время работы силовой агрегат подвержен достаточно сильному износу и потере своей изначальной формы. Особенно это влияет на цилиндры. Их первоначальная круглая форма становится овальной, на стенках появляются задиры и царапины. В результате капитального ремонта не избежать.
Во время ремонта цилиндры подвергаются растачиванию, а хонингование позволяет сохранить их форму правильной и получить наиболее низкую шероховатость стенок. Само хонингование — это заключительная фаза при обработке цилиндров. Если сравнивать все обычные заключительные действия, например, полировку или притирку какой-либо поверхности, то у процесса хонингования повышенная точность и эффективность проведенных работ.
Само хонингование — это заключительная фаза при обработке цилиндров. Если сравнивать все обычные заключительные действия, например, полировку или притирку какой-либо поверхности, то у процесса хонингования повышенная точность и эффективность проведенных работ.
Для нормальной работы бензиновых и дизельных моторов необходимо обеспечить высокую точность размеров их компонентов. Одним из важнейших факторов является соблюдение допусков на размеры и показателей шероховатости поверхности зеркала цилиндров. Необходимость в этом возникает по следующим причинам:
- Точное соблюдение размеров это ключ к увеличению компрессии и уменьшению количества прорывающихся в картер газов, содержащих продукты сгорания.
- Правильная обработка поверхности снижает износ поршневых колец, гарантируя длительный срок их работы.
Важные требования
При контроле размеров цилиндров, следят за соблюдением следующих параметров:
- Бочкообразности, корсетности и конусности. Под этими терминами подразумевается разница диаметров в разных частях цилиндра или гильзы.
- Элипсности, под которой подразумевают разницу в диаметрах окружности в разных её точках.
Подобные дефекты появляются в результате небрежного выполнения работ на расточном станке или в процессе эксплуатации силового агрегата.
Отдельную проблему представляет достижение необходимых параметров шероховатости. Поверхность не должна быть зеркальной. На ней должны остаться небольшие насечки, получающиеся при прохождении хоном. Эти насечки необходимы для того, чтобы на них задерживалось моторное масло. Это способствует улучшению смазывания деталей поршневой группы. В дальнейшем, при обкатке, содержащаяся в лубриканте сера создаст на поверхности цилиндра сульфидную плёнку, уменьшающую износ деталей, поскольку по своим параметрам она значительно твёрже металла.
Используемое оборудование
С учётом перечисленных требований промышленность выпускает специальные хоны, применяемые для обработки деталей двигателей внутреннего сгорания. Подобные инструменты имеют изменяемый диаметр, используются в хонинговальных станках и обладают ограниченным ресурсом. Соответствие техническим требованиям должно подтверждаться сертификатом, который получен в органах стандартизации. Недопустимо производить хонинговку с помощью оборудования, не соответствующего утверждённым стандартам. Это может привести к нежелательным последствиям.
При выборе хона следует обращать внимание на следующие параметры:
- Диапазон (по диаметру).
- Количество и длину камней.
- Твёрдость и зернистость материала.
Различают инструменты и по способам обработки, которая может быть сухой или с применением смазывающе-охлаждающей жидкости (СОЖ). При хонинговке деталей, изготовленных из чугуна или стали, в качестве СОЖ применяют керосин или смесь керосина с льняным маслом. Если хон имеет камни с алмазным напылением, используют воду с синтетическими добавками.
Для соблюдения технологического процесса обязательно требуется исправный хонинговальный станок, обеспечивающий точное перемещение обрабатывающего инструмента. Именно на его рабочий стол попадает уже побывавший на расточном станке новый или ремонтируемый блок. А ещё вам потребуется достоверная информация о размерах, которые должны быть обеспечены в итоге. Дальнейшая последовательность операций, в зависимости от конструкции ДВС, может быть различна.
Отличия выполнения хонингования на разных двигателях
Двигатели внутреннего сгорания имеют разное устройство. Используемые конструктивные схемы влияют на технологический процесс.
Негильзованные двигатели
Выполненный в виде единой детали негильзованный блок подвергают обработке сразу после расточки, закрепив на рабочем столе и убедившись, что ось обрабатываемого цилиндра расположена вертикально и совпадает с осью шпинделя хонинговального станка. Это позволит исключить её неперпендикулярность к коленчатому валу. Шпиндель включённого станка вращается, одновременно выполняя возвратно-поступательные движения. Для получения нужного результата может потребоваться выполнить от одного до нескольких проходов. Контроль размеров осуществляют с помощью нутромера. Одновременно следует производить замеры шероховатости поверхности. Для этого существуют различные способы:
- Контактный (щуповой), для которого разработаны специальные приборы – профилометры и профилографы. Последние не только замеряют, но и регистрируют параметры.
- Бесконтактные (оптические), среди которых различают теневой, светового свечения, растровый и микроинтерференционный.
Гильзованные двигатели
Отдельную проблему представляет хонингование двигателей с сухими или мокрыми гильзами. Производители запасных частей поставляют, как принято считать, уже готовые к работе комплекты гильз, уже прошедшие все этапы обработки. Однако, под воздействием различных факторов, устанавливаемые на рабочие места детали деформируются и перестают соответствовать заданным размерам. Вследствие этого:
- Ухудшается компрессия. Мотор не развивает необходимую мощность и расходует много топлива.
- Снижается ресурс силового агрегата.
Существует способ избежать этих неприятностей. Для этого изготавливают специальную толстую пластину, имитирующую ГБЦ. Она должна прижимать гильзы, одновременно имея сквозные отверстия, обеспечивающие беспрепятственный доступ инструмента внутрь цилиндров. Пластину закрепляют на блоке после установки гильз, заворачивая резьбовые соединения в последовательности и с моментом затяжки, рекомендованном для установки ГБЦ. Только после этого выполняют хонингование в той же последовательности, что и для негильзованных моторов. Это позволяет свести к минимуму искажение размеров, возникающее в процессе установки гильз.
При полном соблюдении технологического цикла процедура выполняется в четыре этапа:
- Грубая обработка, в процессе которой снимается значительный слой материала. Ею можно заменить расточку. Она ведётся при избытке СОЖ. Лучше всего для этой цели подходят хоны с алмазными брусками на медной основе.
- Хонингование инструментом с размером зерна абразивного материала 1/150 мм. При этом происходит формирование микропрофиля поверхности.
- Окончательная обработка материалом с зерном 1/300 – 1/500 мм.
- Крацевание. Это заключительная операция, в ходе которой размер цилиндра не изменяется, а происходит очищение поверхности от остатков абразива. Для крацевания используют нейлоновые щётки, в состав волокна которых добавлены кристаллы кремния.
Соблюдение перечисленных правил позволяет достичь оптимального результата.
Опасные заблуждения
Интернет пестрит статьями, рассказывающими о том, как сделать хонингование цилиндров самостоятельно с помощью дрели и иного подобного оборудования. Это вызывает удивление. Говоря по совести, реальной пользы от такого рода информации нет. Используемые на производстве хонинговальные станки относятся к разряду наиболее точных обрабатывающих станков. Только с их помощью удаётся обеспечить требуемые допуски в десятые доли микрон. По этой причине справится с задачей дома или в условиях мастерской, не имеющей специального оснащения, не получится. Мотор, отхонингованный «на коленке», не проработает долго.
Чтобы потраченные на ремонт силы и средства не пропали напрасно, обращайтесь к специалистам, имеющим в своём распоряжении необходимое оборудование. Существуют фирмы, предлагающие такого рода услуги. Если их расценки покажутся чрезмерно высокими, задумайтесь о том, во что обойдётся покупка хотя бы контрактного двигателя. Возможно, вы перемените своё мнение.
Понравилась статья? Поделитесь в соц. сетях:
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
Читайте в этой статье
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности. Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях. Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона. Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец. Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
Как правильно наносить хон на стенки цилиндров
Начнем с того, что процесс правильного хонингования в заводских условиях является достаточно сложным. Об этом мы поговорим немного позже. Что касается ремонта ДВС в автосервисах или специализированных мастерских, хонинговка цилиндров происходит в два основных этапа:
- начальная обработка при помощи закрепленных на хонголовке брусков с крупным абразивом;
- финальное хонингование, которое предполагает финишную обработку цилиндра мелкозернистым абразивом. Такой абразив позволяет добиться высокоточной обработки поверхностей;
Полным окончанием процесса хонингования цилиндров является мойка блока цилиндров (БЦ) для удаления металлической стружки, а также остатков полировочных паст. Далее в процессе сборки двигателя можно рассчитывать на правильную посадку поршневых колец, быструю притирку и качественную герметизацию камеры сгорания. Добавим, что абразив для хонингования цилиндров представляет собой как керамические, так и алмазные бруски. Керамический брусок имеет определенные преимущества перед алмазными абразивами, так как так4ой хонбрусок более долговечен, что в итоге определяет меньшую стоимость керамического хонингования по сравнению с алмазными решениями.
Теперь поговорим о профессиональном хонинговании, которое предполагает наличие дорогостоящего сложного оборудования. Такое хонингование применяется во время изготовления новых ДВС, а также для восстановления двигателей в условиях, максимально приближенных к заводским. Хонингование следует понимать как создание на стенке цилиндра не просто хаотичной сетки, а определенного микропрофиля на поверхности. Другими словами, хон в цилиндре является совокупностью рисок, которые пересекаются между собой. Также большую роль играет глубина указанных рисок, их расположение по отношению друг к другу. От данных факторов напрямую зависит компрессия в цилиндрах, мощность двигателя, расход топлива и моторного масла на угар, а также ресурс всей ЦПГ и самого двигателя.
Такой угол называется углом хонингования. Также имеется зависимость от типа абразива и его зернистости, что влияет на финальное качество и структуру хона. От вида хонбруска зависит степень шероховатости поверхности, глубина и сами размеры наносимых рисок. Весь процесс нанесения хонинговки разделяется на начальный и финишный. На каждом этапе используются разные бруски. Точный контроль шероховатости поверхности становится возможным благодаря последующей визуализации диаграмм микропрофиля хона. Угол хонингования задается посредством использования специальных шаблонов-пленок.
- Для формирования поверхности на начальном этапе хонингования, которая достаточно грубая, имеет глубокие риски и повышенную шероховатость, потребуется использование абразива с крупным зерном. Для этого применяются алмазные хонбруски, которые выполнены на медной основе. Весь процесс чернового хонингования сопровождается обильной подачей смазочно-охлаждающей жидкости. Это необходимо для эффективного удаления из области нанесения хона механических частиц, остатков абразива и т.д.
- После алмазного хонингования грубая поверхность не позволяет сразу начать монтаж остальных элементов ДВС, так как кольца и поршень в таком цилиндре работать не смогут. Иногда алмазное хонингование является альтернативным силовым способом расточки цилиндров двигателя. Затем грубая поверхность снова проходит обработку абразивом с меньшим зерном. Такая обработка позволяет добиться формирования нового микропрофиля на стенках цилиндров. Завершающим этапом процесса хонингования является повторная обработка мелкозернистым абразивом, что позволяет добиться планового ремонтного размера цилиндра.
- По окончании завершения формирования «чистовой» поверхности дополнительно проводится так называемое дополнительное хонинговое крацевание. Данная процедура не направлена на дальнейшую расточку цилиндра, главной задачей является очистка полученного ранее микропрофиля от остатков хонинговальных абразивов. Также крацевание чугунного цилиндра позволяет открыть графитовые зерна. Применительно к чугуну это позволяет дополнительно снизить трение и уменьшить механические потери, а также замедлить износ. Для крацевания применяются щётки, в основе которых лежат нейлоновые нити, а также присутствуют кремниевые кристаллы.
Добавим, что хонингование также допускает нанесение дополнительного слоя специальных антифрикционных покрытий. Хонинговать можно как чугунные блоки цилиндров, так и некоторые БЦ, выполненные из сплавов алюминия. Большой популярностью сегодня пользуется плосковершинное хонингование, которое фактически аналогично классическому методу. Отличия плосковершинной хонинговки от обычного метода нанесения хона состоят в материалах и брусках, которые используются при обработке плосковершинным способом.
Что в итоге: зеркало или хон
С учетом вышесказанного справедливо утверждение о том, что лучшее удержание моторного масла способна обеспечить только стенка с шероховатой поверхностью. Что касается идеально гладкой стенки (зеркала) цилиндра, такая поверхность не может обеспечить должное удержание смазки в количестве, которого будет достаточно для эффективного смазывания поршневых колец.
На хонингованной поверхности, которая отличается шероховатостью, масло задерживается намного лучше, что позволяет выдерживать повышенные механические нагрузки. Добавим, что недостаточная шероховатость хона автоматически означает худшее удержание смазки на стенках. Также обратим внимание на угол хонингования. Такой угол оказывает влияние на показатели расхода масла на угар. Чем больше угол, тем шероховатее поверхность, но поверхность цилиндра становится более волнистой и двигатель интенсивнее расходует масло на угар. Уменьшение угла хона снижает расход масла, при этом параллельно ухудшается шероховатость стенок. С учетом данных закономерностей при хонинговании цилиндров необходимо тщательно подбирать определенные режимы нанесения хона и абразивы применительно к материалам изготовления того или иного БЦ. Такой подход позволяет достичь наилучших результатов.
Хон цилиндров и сила трения в двигателе или как остановить износ
Ответим на частые вопросы и сомнения:
- Не навредит ли металлокерамика хону?
- Что лучше растачивать двигатель или обработать RVS составом?
Под износом двигателя надо понимать в первую очередь — его цилиндры. Много говорится о факторах, влияющих на ее степень. Однако в первую очередь зависит от материала, из которого изготовлен блок цилиндров.
Именно материал играет значительную роль. Насколько он будет устойчив при контакте металлических поверхностей. Стенки гильзы также должны выдерживать воздействия температур от 1500 до 2000 C., и обладать повышенной механичной прочностью, призванной защищать гильзу от абразива, коррозии и трения. Создание высокопрочных материалов для гильз повлечет за собой существенное удорожание продукции, так как потребуются дополнительные стадии обработки, шлифовки и полировки, что могут позволить себе лишь единичные производители.
Для уменьшения силы трения, которая является самым большим врагом износостойкости, на стенках гильзы наносят хон, удерживающий масляную пленку.
Хонингование цилиндров делается в два этапа абразивным материалом. В результате на стенках образуются риски — так называемый хоновый рисунок, при этом мелкие риски имеют размер в доли микрон и визуально их не увидишь,
и крупные риски по размеру, достигающие десятки микрон, которые мы визуально и наблюдаем в цилиндре.
Шероховатость, созданная хоном, задерживает масло на стенках цилиндра, что способствует снижению трения. Однако не все так просто.
При холодном запуске происходит сухое трение. В этот короткий промежуток времени ее сила достаточно велика, и сравнимы с пробегом в 500 км.
По мере поступления масла в каналы на деталях образуется масляная пленка. При этом ее толщина зависит от высоты шероховатости, и скорости вращения коленчатого вала. Чем меньше скорость, тем меньше толщина. В такие моменты она закрывает только маленькие неровности. В то время как большие риски продолжают сталкиваться друг с другом и изнашиваться. При увеличении скорости растет подъемная сила, и масло поднимается и закрывает верхние риски. В такие моменты трение снижается. Для сравнения: чем быстрее движется катер, тем больше выталкивающая сила воды и меньше сила сопротивления.
Именно по этой причине в пробках, на малых оборотах, и в момент резкого старта с места происходит наибольшее изнашивание мотора.
Итак, как влияет образование металлокерамики на хон.
Если риски имеют правильную форму, то в узких местах его масло, благодаря силе поверхностного натяжения поднимается над ними. Там, где они широкие масло втягивается внутрь. В этом случае эффекта снижения трения не будет.
Металлокерамический слой образуется только в местах мелких неровностей, в то время, как крупные выступы остаются выше этого слоя и не изменяются.
Как видно на рисунке
При прохождении через верхнюю и нижнюю мертвые точки, происходит так называемое «ёрзание» поршня, за счет смены направления его движения и при этом складывается картина, при котором высота масляной пленки мала и не покрывает вершины рисок. Именно здесь и происходит наибольший слом вершин. Пленка в этих местах рвется. По сути, происходит разрушение поверхностей деталей, которые находятся без смазки. Верхние слои сопряженных деталей пластически деформируются, возникает местное схватывание с разрушением и отделением частиц металла и налипание их на поверхности сопрягаемых деталей. Такой износ называют изнашивание схватыванием. Температура здесь достигает 900C и выше, при таких температурах масло теряет свои свойства, присадки, содержащиеся в базовом масле, разлагаются. Абразивные частицы и продукты разложения попадают в масло и продолжают изнашивать стенки цилиндров — это называется абразивным износом.
В этих местах и создается слой металлокерамики. Минералы, входящие в состав RVS размалываются выступами микрорельефа, выделяется достаточное количество энергии для прохождения процессов микросваривания и микросхватывания. Начинается реакция замещения с образованием новых кристаллов и небольшого слоя металлокерамики. В ходе дальнейшей приработки частицы РВС размалываются до размера элементарных частиц, имеющих определенную структуру и форму (микрочешуйки). Эта особая форма позволяет очистить микрорельеф поверхности от продуктов разложения, что не может сделать ни одна из промывок масляной системы. После очистки происходит плотная нагартовка частиц РВС в углубления контактируемых поверхностей. В каждой точке соприкосновения поверхностей электромагнитные микрополя выстраивают микрочастицы РВС в определенном порядке. В результате начинается реакция замещения атомов Mg в кристаллических решетках микрочастиц РВС на атомы Fe поверхностного и подповерхностного слоев металла контактируемой поверхности. Так образуется металлокерамический защитный слой, толщина которого пропорциональна количеству частиц, нагартованных в микроуглублениях рельефа и энергии, выделяемой при контакте. Данный слой саморегулирующийся. Если есть энергия при трении и контакте, то слой растет. В результате компенсируются зазоры, снижается выделение энергии — прекращается реакция замещения — прекращается дальнейший рост. Именно по этой причине производители масла не добавляют RVS в свои масла — РВС составы не требуют постоянного присутствия в масле.
В средней части, где масляная пленка поднимается над вершинами рисок, слома не происходит и создание слоя маловероятно.
В случае же, если микрорельефа на цилиндрах совсем не осталось, или как говорят, образовалось зеркало, то создаваемый защитный слой уплотнит сопряжение цилиндр-кольцо.
Новый слой обладает пластичностью до 50 кгс/см2, что позволяет противостоять изнашиванию, при котором сила трения в двигателе минимальны и коэффициент ее составляет 0,003-0,007
Такие результаты обработки РВС составом позволяют проехать без масла до 300 км. без нанесения урона схватыванием!
Кроме того, в результате воздействия значительных удельных давлений и больших скоростей трущихся деталей происходит тепловое изнашивание деталей. Выделяющееся тепло размягчает металл и разрушает поверхности в результате оплавления и переноса металла с поверхностей сопряженных деталей.
Твердость поверхностей с металлокерамикой может достигать 63-70 HRC, а температура его разрушения 1575-1600C. Новый слой является диэлектриком и огнеупором, стоек к коррозии, что позволяет ему противостоять как тепловому изнашиванию двигателя, так и окислительному изнашиванию, которое возникает вследствие воздействия кислорода, который, так или иначе, попадает вместе с атмосферным воздухом.
Хонингование цилиндров – обзор методик, обработка своими силами + Видео
Хонингование цилиндров – это абразивная обработка внутренней поверхности цилиндра с помощью специальных материалов (хонов). Этот процесс позволяет обеспечить необходимый микропрофиль стенок цилиндра, который нужен для эксплуатации двигателя.
1 Хонингование цилиндров – повышение ресурсов двигателя
Блок цилиндров на двигателе внутреннего сгорания представляет собой основной связующий элемент между коробкой передач, поршневой группой и ГБЦ. В процессе эксплуатации цилиндры испытывают огромную нагрузку, что со временем приводит к деформации их внутренней поверхности, на которой могут образовываться различные повреждения и царапины. От этого страдают такие эксплуатационные характеристики, как расход масла, расход топлива, компрессия, мощность, ресурс двигателя.
Хонингование – это восстановление внутренней поверхности цилиндра
Чтобы восстановить микропрофиль внутренней поверхности цилиндра, выполняют хонингование этой детали и других цилиндрических отверстий в двигателе (отверстия нижней и верхней головки шатуна, втулки клапанного механизма, гильз). С его помощью устраняются царапины и другие виды деформации, и придается необходимая шероховатость поверхности. Шероховатость и количество рисок на стенках цилиндра зависят от типа применяемого абразивного материала (брусков). Хонингование обязательно проводится как при сборке двигателя, так и при капитальном ремонте.
В первом случае процедура позволяет правильно посадить поршневые кольца и обеспечить герметичность камеры сгорания. При капитальном ремонте расточка, полировка и хонингование позволяют вернуть цилиндрам форму, максимально приближенную к заводским показателям и создать точное число штрихов на поверхности для удержания масла, которое необходимо для постоянной смазки поршневых колец. В отличие от полировки или притирки, хонингование – более эффективный и глубокий процесс. Можно повысить устойчивость детали, ресурс двигателя и эффективность его работы.
2 Основные этапы и инструменты для обработки поверхности
Как правило, хонингование блока цилиндров подручными инструментами или автоматизированным способом проходит в два этапа. Первый этап представляет собой черновую обработку, используется крупнозернистый абразив на основе алмазной крошки и меди. При работе понадобится большое количество смазывающей и охлаждающей жидкости. При черновой обработке получаем ровную поверхность с глубокими рисками, и механизм приобретает первоначальную форму.
Процесс чернового хонингования во многом аналогичен процессу силовой расточки цилиндров, однако хонинговка позволяет добиться большей производительности детали.
Далее приступаем к чистовой обработке поверхности для достижения окончательных и оптимальных показателей. Она проводится мелкозернистым абразивным материалом, чаще всего рабочим элементом выступает алмазный брус, который закрепляется на специальной хонинговальной головке. Размер абразивных зерен не должен превышать 1/150 мм.
Чистовая обработка поверхности двигателя
На этом этапе формируется новый профиль детали и исправляется шероховатость. После начинается финишный этап обработки и полировки поверхности, который называется суперфиниширование. Он заключается в удалении остатков металла и абразивной крошки с помощью мыльного раствора и специальной нейлоновой щетки с мелкими кремниевыми кристаллами, которая одновременно полирует стенки.
3 Как выполнить хонингование своими руками, и что вам в этом поможет?
При наличии определенного набора инструментов и знании технологии обработки хонингование можно выполнить и в домашних (гаражных) условиях. Для работы вам потребуется специальный инструмент, который называется хон. Хоны могут быть двух типов, первый из них представляет собой гибкий элемент, который по конструкции схож с ершиком для мытья бутылок. Второй тип – поверхностный, это специальная насадка с закрепленными на ней точильными камнями. Для обработки цилиндров лучше пользоваться первым типом хона, так как насадки нужны при более глубокой обработке на расточных станках и другом оборудовании.
Помимо хона, вам потребуется большое количество машинного масла, ветошь и электрический инструмент под насадки. Отточка и хонингование цилиндров своими руками осуществляется плавными поступательными движениями снизу-вверх, при этом важно следить за тем, чтобы рисунок (сетка), который образуется на стенках металла, имел равномерный узор. Получаемые риски должны быть иметь равный угол относительно друг друга, в противном случае работу следует прекратить, чтобы окончательно не испортить деталь. Если все прошло успешно, угол хонингования подходящий, а сетка получилась равномерной, очистите деталь от стружки и остатков абразива с помощью мыльного раствора, а после высыхания обработайте стенки специальным маслом с антикоррозийным эффектом.
Ручное хонингование проводят, не снимая цилиндр с двигателя
Ручное хонингование можно проводить, не снимая блок цилиндров с двигателя, и в этом главное преимущество подобной работы. Важно также понимать, что вручную добиться оптимальных показателей цилиндра не получится. При сильном износе такая процедура лишь «освежит» стенки цилиндра, но не исправит проблему, и вскоре она появится снова. Капитально отточить и расточить цилиндры можно только на специальном оборудовании.
Для чего нужен хон в цилиндрах двигателя
Ни для кого не станет новостью, что в процессе эксплуатации двигатель претерпевает колоссальные нагрузки. При длительном периоде работы мотор сильно изнашивается и теряет свою первоначальную форму. Основные деформации происходят именно с цилиндрами агрегата. Со временем им свойственно принимать овальную форму, иметь на стенках задиры и царапины. Хонингование является завершающим этапом обработки поверхности цилиндров двигателя с использованием специальных инструментов. Выполняется такая процедура мастерами сервисных центров, которые занимаются серьезными модификациями моторов. Делается это с целью уменьшить шероховатости на стенках цилиндра и для улучшения приработки поршневых колец к поршням.
Зачем нужно хонингование?
По мере естественного износа детали двигателя теряют свои первоначальные свойства из-за потери формы. Стенки гильз искривляются и принимают, как правило, конусообразную или бочкообразную формы. В поперечном сечении цилиндры выглядят овально, да и на их стенках образуются царапины, сколы и задиры. Наличие всех этих нарушений негативно отражается на состоянии блока цилиндров. Возникают следующие неприятные последствия:
- Снижение компрессии;
- Увеличение расхода топлива и моторного масла;
- Потеря двигателем мощности.
Для возвращения к жизни силового агрегата необходимо производить капитальный ремонт. Своевременно предпринятые меры помогут избежать серьезных проблем в дальнейшем и предотвратить куда более затратные мероприятия по ремонту.
Что дает хонингование цилиндров?
Главной задачей подобной процедуры является увеличение срока службы мотора. Благодаря хонингованию удается успешно разрешить такие проблемы:
- Уменьшить износ деталей в период их приработки;
- Сократить прорыв газов в картер;
- Оптимизировать потребление моторного масла двигателем.
В некоторых случаях для поддержания двигателя в хорошем состоянии автомобилисты ограничиваются только процедурой полировки. При выборе такого подхода водитель должен понимать, что ресурс мотора будет в значительной степени меньшим. Отполированный блок чаще подвергается образованию царапин, сколов и шероховатостей.
Хонингование: как это делается?
Для выполнения процедуры используются хонинговальные головки. Изготавливаются такие элементы либо из керамики, либо из алмаза. В действие хоны приводятся при помощи специального механического стенда. Само же хонингование цилиндров проводится в несколько этапов:
- На станок надеваются черные хоны с крупным абразивом;
- На станок надевают хонингованные головки с мелкозернистым абразивом.
После выполнения мероприятия цилиндры принято обрабатывать средством, препятствующим образование коррозии. Прекрасно подходит для этих целей знакомый многим керосин. В некоторых случаях завершают хонингование абразивной пастой. Многие специалисты считают, что чистка таким способом помогает удалить с поверхности мельчайшие неровности, углы и впадины, которые могли возникнуть вследствие хонингования.
О том, как выполняется хонингование цилиндров в сервисном центре, будет показано в видео:
Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?
Что такое хонингование
Хонингование – абразивная обработка поверхности с целью нанесения упорядоченной шероховатости. Нанесение хона является финальной стадией обработки металлических деталей. При этом хонингованию поддаются не только стенки цилиндров или гильз, которые в процессе капитального ремонта двигателя могут быть расточены в нужный ремонтный размер, но и втулки шатунов, постель коленчатого вала. Применяется хонингование и при финишной обработке плоскостей.
Цель нанесения
Причины хонингования цилиндров:
- приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
- точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
- получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
Технология обработки
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси.
Тонкости процесса
Для долгого срока службы двигателя хон на стенках цилиндров должен быть правильной формы. График износа трущихся деталей двигателя показывает, что наиболее интенсивное уменьшение срока службы происходит на стадии притирки деталей и на последних километрах, когда появляются значительные зазоры между трущимися парами. Для уменьшения износа двигателя и уменьшения срока обкатки завод-изготовитель применяет плосковершинное хонингование. Правильная обработка помогает обеспечить поршневым кольцам хорошее прилегание уже спустя несколько сотен километров после начала эксплуатации двигателя. Плосковершинная обработка производится в 2 этапа: грубым и мелким абразивом.
Необходимый угол развала штриховки должен быть около 60º с отклонением не больше чем на 20º. Характеристики впадин после снятия с поверхности цилиндров крошечной доли металла:
- не должны иметь рваных, острых кромок;
- отсутствуют деформированные участки;
- глубина, ширина должны быть однородными.
Инструмент для хонингования
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
Целесообразность ремонта своими руками
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Хон или зеркало?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
Вопросом о том, что такое хонингование цилиндров, начинают интересоваться владельцы машин, моторы которых подвергаются капитальным ремонтам или он предстоит в недалёком будущем. В процессе работы любой двигатель, дизель или карбюраторный, его детали, подвергаются интенсивному износу. Больше всего в результате такого процесса изнашиваются стенки цилиндров, поршневые кольца и поршня двигателя.
Конструкторами вносятся изменения в двигатели, которые позволяют снизить степень износа, но полностью её исключить пока не представляется возможным.
Что такое хонингование цилиндров, станет понятным после прочтения этой статьи. Как уже было отмечено ранее, процесс износа трущихся частей моторов, приостановить или исключить совсем, невозможно. Рабочие поверхности цилиндров и поршней теряют свою идеальную цилиндрическую форму, приданную им при изготовлении. Процесс трения превращает их в овальные и конусные формы.
Содержание
Хонинговать деталь – что это?
Таким словом принято называть окончательный, финишный этап в процессе обработки изношенных поверхностей. Для выполнения этой операции нужен не только опыт и умение, но и оборудование, а также инструмент. Выполнением хонингования удаётся получить правильность форм и нужную шероховатость деталей восстанавливаемого двигателя.
Традиционные виды окончательных обработок в виде полировок или притирок, получить желаемый результат не позволяют. Получение нужного результата хонингованием становиться более эффективным и точным. После такой процедуры процесс притирки поршневых колец и цилиндров происходит качественнее и значительно быстрее. Это позволяет снизить последующий износ цилиндро-поршневой группы, увеличит производительность мотора.
После правильно выполненного хонингования увеличивают компрессию в рабочих цилиндрах, несколько отодвигается срок следующего ремонта мотора. Также следует отметить сокращение расходования моторных масел, исключение прорыва отработанных газов в картер двигателя. Это достигнуто получением на стенках микросетки, в которых происходит задержание частиц масляной плёнки, а это значит, что смазка улучшится, а износ деталей уменьшится.
Когда выполняют хонингование?
При достижении предельных величин износа, мотор подвергается капитальному ремонту. Блок изготовлен таким образом, что возможно после износа расточить цилиндры до следующего ремонтного размера. Первоначальной операцией является расточка, но только с её помощью достичь требуемого результата не получается. Поэтому после расточки в обязательном порядке выполняют хонингование.
Для выполнения этой операции применяется специальный инструмент, называемый хоном, или хонинговальной головкой. Их выпускают нескольких разновидностей, но все они имеют абразивные камни, от одного до нескольких. В процессе обработки они прижимаются к стенкам обрабатываемой детали. В каждом хоне содержатся абразивные зёрна, которые между собой скреплены при помощи адгезива. Каждое зерно выполняется неправильной формы, его размеры могут быть от 10 до 50 микрон.
Хоны иногда сравнивают со шлифовальными брусками, но отличия имеются. Бруски являются более мягкими и подстраиваются под обрабатываемую деталь.
В хонах, для того чтобы исключить выкрашивание абразивных зёрен, а также для продления срока службы инструмента, производится покрытие восковой или серной смазкой. Зёрна для хонов используют из традиционных материалов, таких как корунды, карбиды кремния, кубического нитрида бора, алмазов. Чаще всего используются корунды или карбиды бора.
О выполнении процесса
Как правило, такие операции всегда выполняют двумя этапами, первым всегда будет черновая обработка Для неё нужен специальный хон с крупными зёрнами абразива. Вторым этапом проводится окончательная или финишная обработка поверхности детали, для которой уже нужен другой инструмент, тоже хон, но с мелким абразивом. Сейчас в качестве инструмента для окончательной обработки всё чаще используют алмазный абразив. Он позволяет снизить итоговую стоимость хонингования, а также продлевает срок службы инструмента.
Иногда специалистами проводится ещё одна операция, которая может быть финишной чисткой абразивной пастой. С её помощью удаляются «остатки» от ранее выполненного хонингования мелкие погрешности.
После этого получают ещё более гладкую стенку обрабатываемого цилиндра. Последней операцией должна быть мойка двигателя для удаления остатков абразивных паст и полировки.
В специализированных мастерских такую операцию проводят на специальных станках. Но некоторые умельцы выполняют её самостоятельно. Для её выполнения нужно иметь хон, электрическую дрель, масло для хонингования, ветошь. Хон сжимают руками и вводят в обрабатываемый цилиндр. После этого включают дрель, и выполняют процесс. В остальном цикл похож на работу на станке.
Мы постарались рассказать доступными словами об этом процессе. Что такое хонингование цилиндров теперь будет известно всем, кто прочитал статью до конца. В заключение хочется сказать, что если использовать качественное моторное масло и фильтр, своевременно проводить все работы по обслуживанию, эту операцию можно отодвинуть на неопределённый период.
Объяснение подготовки цилиндра к ремонту
Может быть, вы читали, что на цилиндры вашего мотоцикла есть специальное покрытие, но что это на самом деле означает? Что еще более важно, если вы погружаетесь в работу на высшем уровне на своем двигателе, правильная подготовка цилиндра является важной частью процесса.
Когда вы заказываете новый поршневой комплект, такой как комплект Wiseco, показанный ниже, рекомендации по подготовке цилиндра будут включены в инструкции, прилагаемые к продукту.В зависимости от вашего приложения будет написано либо «убрать глазури / хонинг», либо «расточить и отточить», либо «расточить / повторить пластину». Мы посмотрим, что именно означают эти разные термины и как выполнить эти действия.
Запчасти Wiseco для восстановления внедорожного мотоцикла. Фотография Wiseco.
Очистите цилиндр
от глазури
Часто задаваемый вопрос: «Нужно ли удалять глазури с цилиндра?» Ответ: да, если только не пришло время для повторной пластинки или перетяжки. Если у вашего двигателя есть время, процесс остекления начался.Термин «застекленный» в этом контексте относится к движению поршневого кольца (колец), выравнивающего и полирующего поверхность стенки цилиндра во время нормальной работы. Чем больше времени на двигателе, тем более остеклен будет цилиндр. Однако, в зависимости от того, сколько времени работает ваш двигатель и какой у вас тип цилиндра, вам может потребоваться повторная пластина или повторная установка рукава, о чем мы поговорим дальше.
Цилиндры с покрытием и с гильзой
Если ваш двигатель PowerSports был произведен в последние два десятилетия или около того, скорее всего, он имеет покрытие Nikasil (карбид никеля и силикона), хром или покрытие электросваркой.Никасил был последним и наиболее часто используемым покрытием цилиндров из-за его износостойкости, но они все равно изнашиваются. Мы рекомендуем проверять ваше руководство на предмет обычных интервалов ремонта верхнего уровня, но, как правило, если ваш двигатель работает много часов, общее состояние вашего цилиндра должно быть тщательно проверено. Это будет включать не только размер отверстия и состояние покрытия, но также круглость и конусность цилиндра в соответствии с техническими условиями обслуживания OEM. Есть ряд хороших компаний, которые предлагают услуги репликации.Просто проведите исследование и выберите надежную компанию. Ваш цилиндр должен вернуться со свежим покрытием, отточенным и готовым к работе после быстрой очистки.
Другие формы цилиндров, которые не имеют гальванического покрытия, обычно имеют гильзы из железа или стали. Если у вашего цилиндра есть гильза, вы должны увидеть шов между гильзой и самим цилиндром. Если вы все еще не уверены, проверьте, не прилипает ли магнит к стенке цилиндра. Если прилипает, то это рукав, а если нет, то покрытый металлом.
Подобно замене цилиндра после обычного времени восстановления верхнего конца, в ваш цилиндр с втулкой необходимо установить новую гильзу. Те же цеха цилиндров, которые производят замену, также должны выполнить замену рулона, и он вернется отточенным и готовым к совместному использованию.
Короче говоря, если у вашего двигателя есть достаточно времени, чтобы потребовать полной капитальной перестройки, мы рекомендуем заменить или переустановить ваш цилиндр. Технически вы можете получить гильзу цилиндра с ранее нанесенным покрытием, но мы рекомендуем придерживаться того, как она была получена от производителя.Если он просто освежается из-за низкого количества часов на двигателе, вы можете просто удалить глянец / отточить.
Этот образец штриховки на стенке цилиндра и является целью процесса хонингования. Фотография Wiseco.
Что такое хонингование и зачем оно мне?
Когда ваш двигатель был сделан совершенно новым на заводе, цилиндр был отточен. Хонингование — это процесс подготовки поверхности стенки цилиндра для смазывания поршневого кольца (колец) во время работы.Хонингование создает мелкие дефекты штриховки на поверхности отверстия цилиндра. Вы можете думать об этих недостатках как о выступах и впадинах на поверхности металла. Это важно, потому что это помогает стенке цилиндра удерживать масло для смазки поршневых колец. Теоретически идея состоит в том, чтобы между краем поршневых колец и стенкой цилиндра был очень тонкий слой масла. Если бы не было масла, смазывающего постоянный контакт со стенкой цилиндра, было бы слишком большое трение, и как кольца, так и цилиндр быстро изнашивались.
Термин «удаление глазури» просто относится к повторному хонингованию вашего цилиндра, чтобы вернуть эти пики и впадины в стенку цилиндра.
Мягкая хонинговальная щетка, подобная этой, является одним из инструментов, которые можно использовать для подготовки внутренней поверхности цилиндра. Фотография Wiseco.
Как заточить цилиндр
Наиболее распространенными инструментами, которые вы найдете для хонингования небольших двигателей, являются жесткие или щеточные и шаровые шлифовальные головки. Хонаты можно заказать по размеру в соответствии с диаметром цилиндра.Просто свяжите свой размер отверстия с информацией, предоставленной компанией, у которой вы заказываете хон. В хонинговальной компании также должны быть рекомендации по зернистости и типу материала в зависимости от того, какой тип колец у вас есть.
После разборки верхней части осмотрите стенку цилиндра и порты на предмет повреждений. Если у вас был заедание поршня или что-то сломалось, скорее всего, цилиндр был поврежден. В зависимости от степени повреждения, иногда мастерские по ремонту цилиндров могут их отремонтировать. Если вы видите какие-либо сомнительные повреждения или глубокие потертости, мы рекомендуем отправить ваш цилиндр в проверенный магазин для получения наилучшей рекомендации.
Если ваш цилиндр находится в нормальном состоянии, без повреждений, и вы просто меняете кольца между верхними концами, хонингование должно быть единственным, что требуется. Если остекление минимальное, и вы все еще можете видеть изрядное количество штриховок, вы можете обойтись с помощью жесткого или кистевого хонинговального станка, чтобы просто восстановить эти штриховые метки. Вам нужно затачивать не более 10-15 секунд за раз, пока вы не увидите постоянные штриховки.
Шаровая хонинговальная головка будет немного более абразивной, поэтому мы не рекомендуем использовать шаровую хонинговальную головку на цилиндрах с покрытием, если только они не являются безопасными.Если вам все же нужно использовать шаровой шлифовальный круг для более тяжелого остекления цилиндра с рукавами, прикрепите его к дрели и смажьте легким слоем моторного масла. Перед тем, как войти в цилиндр, убедитесь, что цилиндр закреплен и неподвижен, а шлифовальный круг вращается. Оттачивайте цилиндр вперед и назад в течение примерно 10-15 секунд, затем переключитесь на противоположное направление вращения и повторите. Проверьте цилиндр на наличие желаемых штриховок и при необходимости повторите.
После завершения хонингования обязательно тщательно очистите цилиндр, пока не будет остатков материала.
При повторной сборке верхнего конца всегда дважды проверяйте зазор между поршнем и стенкой.
Правильно подготовьте цилиндр во время ремонта, чтобы получить максимальную производительность и долговечность вашего двигателя. Фотография Wiseco.
Нужно ли растачивать цилиндр?
Если в инструкциях к вашему новому поршню написано «расточка и затонировать» или «расточка / заменить пластину», это потому, что вы заказали поршень, размер которого больше, чем размер внутреннего диаметра запаса. Инструкции по расточке и затачиванию цилиндра означают, что ваш цилиндр не был покрыт гальваническим покрытием от производителя и требует только механической обработки до нужного размера для вашего поршня.Однако, если это цилиндр с рукавами, подумайте о том, чтобы его сменили, в зависимости от времени на двигателе. Инструкции по растачиванию и повторной пластике вашего цилиндра означают, что ваш цилиндр был покрыт OEM, поэтому единственная необходимая работа — это механическая обработка цилиндра до правильного размера для вашего поршня, а затем повторная замена / хонингование.
В любом случае мы рекомендуем просверлить цилиндр профессиональным машинистом с соответствующим оборудованием. Цилиндрические цеха, которые заменяют пластину и заменяют рукав, обычно также имеют возможность растачивания.
Снятие фаски означает скругление острых кромок перед повторной сборкой, как это было сделано с этим цилиндром. Фотография Wiseco.
Не забудьте снять фаску и убрать
После любой расточной или хонинговальной работы на цилиндре важно снять фаски со всех отверстий и нижней части цилиндра. Снятие фаски — это сглаживание любой острой кромки, чтобы оставалась симметричная наклонная кромка. Наклонные кромки в нижней части цилиндра упрощают установку поршня и кольца.Вы также должны убедиться, что края отверстий в цилиндре имеют хороший наклон, чтобы поршневые кольца не зацепились за какие-либо края во время работы двигателя.
Если в вашем цилиндре есть выхлопная перемычка, убедитесь, что она ослаблена с 0,002 до 0,004 дюйма, чтобы учесть расширение.
Наконец, не забудьте тщательно очистить все детали, которые были обработаны. Цилиндры, которые были расточены и / или хонингованы, будут иметь остаточную зернистость при хонинге. Его необходимо удалить, промывая теплой мыльной водой до тех пор, пока на смоченной маслом салфетке не останется песчинок после протирания поверхности стенки цилиндра.После очистки нанесите тонкий слой масла на стенку цилиндра, прежде чем приступить к восстановлению.
Всегда обязательно закрывайте все основания, обновляя верхнюю часть машины. Уделение необходимого внимания всем областям поможет вам добиться максимальной плавности работы и максимальной надежности вашего двигателя.
Ball Hone — Как получить идеальную отделку для уплотнения поршневого кольца
Шаровая шлифовка — как получить идеальную отделку для уплотнения поршневого кольца
Шаровая Hone является самоцентрирующейся, самоустанавливающейся по отверстию и самокомпенсирующейся при износе.
Шаровидные шлифовальные станки обеспечивают отличную обработку поверхности и сделают вашу следующую замену колец успешной!
Инструмент для хонингования с шаром отлично подходит, если вы пытаетесь только освежить цилиндр перед повторным кольцеванием, потому что это не инструмент для удаления материала.
Задача шлифования шара заключается в создании равномерной поперечной штриховки на поверхности отверстия, чтобы масло могло за что цепляться. Без перекрестной штриховки масло будет просто стекать, не выполняя свою работу.Итак, в вашем двигателе поршни движутся вверх и вниз, обеспечивая плотное уплотнение через поршневые кольца. Со временем постоянное трение колец о стенку цилиндра может отполировать его до очень гладкой поверхности.
Это создает проблемы двумя способами
- Во-первых, смазочное масло в двигателе не будет должным образом прилипать к зеркальной гладкой поверхности, и увеличивается трение.
- Во-вторых, при разрыве вновь установленных поршневых колец должен произойти небольшой износ между кольцами и стенкой цилиндра, чтобы кольца правильно прилегали к ним и обеспечивали газонепроницаемое уплотнение.
Если стенки цилиндра слишком гладкие, такого износа не произойдет, так как кольца будут «скользить» по полированной поверхности.
Шаровидный хонинговальный станок какого диаметра следует использовать
Шаровидные насадки
имеют увеличенный размер, поэтому вам нужно выбирать размер в зависимости от размера вашего цилиндра. Если ваш баллон нестандартного размера, выберите следующий по величине размер. Например, для цилиндра, который был обработан на 3-3 / 8 дюйма, выберите 3-1 / 2 дюйма хонингование. «Гибкость», встроенная в шаровой шарнир, адаптируется к разнице в размерах.Степень превышения размера создает давление и мягкое резание на стенках цилиндра.
Какой шлифовальный шарик мне следует использовать?
Дисплей размера шлифовального шарика двигателя
Чем выше число, тем мельче зернистость. Чаще всего используется крупа от 120 до 400. Зернистость — одна из тех тем, которые будут сильно отличаться от многих конструкторов колец. Для основной работы по замене колец просто используйте зерно, рекомендованное производителем колец, которое вы используете. Они предложат подходящую зернистость для используемого вами типа кольца.(Типы колец: железные кольца-хромированные кольца-молибденовые кольца-плазменные кольца)
Рекомендуемые шаги для заточки цилиндров для новых колец
Есть несколько этапов восстановления цилиндров перед установкой новых колец. Во-первых, конечно, снять все подшипники, оставив голый блок. Металл, полученный в процессе хонингования или удаления глазури, может быть везде. Обратите внимание на , что худшее в хонинговании — это очистка блока. Вы никогда не сможете тратить много времени на уборку своего блока.
С оголенным двигателем и развернутым цилиндром с выступом (при необходимости) поместите шаровую головку в ручную дрель или сверлильный станок. Смажьте цилиндр маслом 10-30 мас. Или маслом для шлифовки шариков (рекомендуется). Распределите смазку по отверстию кистью или пальцами. Убедитесь, что цилиндр полностью закрыт.
Хонингование шара цилиндра
При первом использовании нового хонинговального шарнира несколько раз полностью смажьте его стенки и стенки отверстия, так как шаровой шлифовальный круг сам поглотит часть масла. В будущем для хонингования цилиндров не потребуется столько масла, сколько было в первом случае с новым шаровым шлифовальным кругом.Вставьте смазанный шаровой наконечник, медленно вращая сверло и вставляя его в отверстие. Когда шаровой наконечник находится в смазанном отверстии, запустите сверло со скоростью 600-800 об / мин, энергично двигая его вверх и вниз в течение 40-60 ходов.
Как энергично движение
В основном так быстро, как вы можете двигать руками. Вам нужна штриховка под углом 45 градусов в канале ствола. Если вы не добиваетесь хорошей штриховки, вам нужно будет снизить скорость сверления, чтобы добиться ДОЛЖЕН ИМЕТЬ штриховкой под 45 градусов.Сделайте 40-60 оборотов сверла и протрите отверстие чистой тканью. Осмотрите канал ствола.
Если виден тускло-серый цвет (он будет выделяться на только что отшлифованной поверхности), продолжайте, пока отверстие не будет полностью восстановлено. Во время хонингования продолжайте впрыскивать масло в отверстие в качестве среды для смывания материала цилиндра. Как только отверстие не видно тускло-серого цвета СТОП хонингование.
Достижение правильного образца штриховки цилиндра
Поперечный угол штриховки
Еще одна непонятная и широко обсуждаемая тема — это вопрос угла поперечной штриховки.Результирующий угол поперечной штриховки, создаваемый шаровой головкой, строго зависит от скорости хода в зависимости от числа оборотов в минуту. Большинство производителей оригинального оборудования и колец заявляют, что угол царапин в схеме штриховки должен составлять примерно 27–45 градусов, а оптимальным является 45 градусов.
Угол штриховки должен быть одинаковым по всем стенкам цилиндра
- Если угол штриховки слишком большой, стенки цилиндра не будут удерживать достаточно масла для облегчения процесса посадки колец.Проблема в том, что кольца будут перекачивать масло, а кольца будут вращаться слишком быстро, что приведет к ускоренному износу кольца и кольцевой канавки.
- Слишком малый угол может вызвать эффект дребезга, когда кольцо проходит по впадине, препятствуя повторному получению надлежащей смазки, что приводит к чрезмерному износу кольца, чрезмерному разрыву кольца во времени и возможности дымления двигателя без седла кольца.
Чтобы получить желаемую штриховку под 45 градусов, запустите сверло со скоростью 600-800 об / мин и энергично проведите сверлом вверх и вниз в отверстии.Это энергичное движение руки утомляет, но вам нужно всего лишь запустить инструмент в отверстии на 10-15 секунд. Затем осмотрите поверхность цилиндра. Если вы видите тускло-серую поверхность, которая указывает на то, что шлифовка шара была неэффективной в этой области, продолжайте работать с шлифовальной головкой до тех пор, пока весь канал не будет выглядеть свежим с поперечной штриховкой.
Самый важный этап после хонингования шара — это очистка всего
Очистка блока цилиндров
Заключение
Воспользуйтесь нейлоновой щеткой для промывки цилиндров или чистой тканью, смоченной теплой мыльной водой, и проведите вверх и вниз по отверстию.Продолжайте этот процесс, промывая отверстие теплой мыльной водой. Цель состоит в том, чтобы удалить каждую микроскопическую частицу, застрявшую в канавках стенки цилиндра.
После тщательной очистки возьмите чистую белую ткань без ворса, смоченную в теплой воде, и с силой протрите отверстие цилиндра вверх и вниз. Осмотрите ткань, если вы видите серый цвет на ткани, вам нужно вернуться и снова очистить отверстие. Повторяйте до тех пор, пока на белой ткани не исчезнет серый цвет. После того, как каждое отверстие будет идеально чистым, смажьте каждый цилиндр маслом, чтобы сохранить его до установки поршня.
Пожалуйста, поделитесь новостями портала DannysEngine
Хонингование цилиндров двигателя
Когда двигатель ремонтируется, цилиндры обычно требуют внимания. Износ имеет тенденцию создавать конусность в верхней части цилиндра, что может уменьшить уплотнение кольца и увеличить прорыв и расход масла, если его не удалить. Цилиндр также может иметь некруглую форму, царапины или другие повреждения, которые необходимо исправить, прежде чем новый комплект колец будет правильно запечатан.
Основная цель при доработке цилиндров — сделать стенки как можно более прямыми (без конуса), отверстия как можно более круглыми (минимальное искажение, что особенно важно для колец с низким натяжением), чтобы иметь правильную степень штриховки для хорошее удерживание масла и опора кольца, а также обеспечение чистоты поверхности, соответствующей требованиям колец.Это делается путем расточки и / или хонингования цилиндров в один или несколько этапов с использованием различных типов абразивов (керамических или алмазных).
После хонингования цилиндры необходимо очистить от остатков абразива и металлического мусора, оставшегося в отверстиях. Мытье и чистка теплой мыльной водой удалит большую часть нежелательного материала. Но сама по себе стирка не ослабляет и не удаляет поверхностную «стружку», такую как рваный или сложенный металл, который может изнашивать кольца и задерживать посадку колец. Единственный способ избавиться от этого материала и сгладить отверстия — это «отполировать» отверстия после хонингования какой-либо гибкой абразивной щеткой.
Гибкое хонингование отверстия цилиндра значительно улучшает его чистоту.
Чистка щеткой после хонингования не только помогает очистить отверстия, но и выравнивает поверхность в зависимости от характеристик используемого абразива. Чистка сметает рваный и скрученный металл, а также острые зазубренные выступы, оставляя гораздо более гладкую поверхность. Результат — лучшее качество обработки отверстий с небольшими дополнительными усилиями. Другой способ сделать поверхность ровной — использовать очень мелкие камни с зерном # 600 или пробку для полировки отверстий после хонингования.
Одно из преимуществ обработки отверстий плато состоит в том, что она обеспечивает предварительное кондиционирование или приработку цилиндров. Это сокращает время, необходимое для установки нового набора колец, а также снижает начальный износ колец, прорыв и расход масла. Двигатель сразу обеспечивает хорошую компрессию, в выхлопе отсутствует синий дым, сокращаются выбросы и расход масла, а кольца служат дольше, поскольку они не изнашиваются, чтобы соответствовать диаметрам отверстий. Поверхность отверстия плато также обеспечивает увеличенную площадь опоры для поддержки колец, сохраняя при этом достаточную глубину штриховки для хорошего удержания масла и смазки.Вот почему производители двигателей оригинального оборудования (OEM) отдают предпочтение этому типу отделки отверстий и используют его во многих новых двигателях (см. Врезку о том, как отточить Ford 4.6L V8 на плато).
ЗАДАЧИ ДЛЯ ОТДЕЛКИ ЦИЛИНДРА
Одна из проблем, выражаемых производителями оригинального оборудования, имеющими программы ремонта двигателя, заключается в том, что многие производители двигателей, занимающихся восстановлением послепродажного ремонта, могут не обладать ноу-хау или подходящим оборудованием для хонингования, чтобы воспроизвести тип отделки цилиндров OEM-типа. Поскольку проверка выбросов является фактом жизни для многих автомобилистов во многих частях страны, беспокойство вызывает то, что восстановленный двигатель с цилиндрами, отточенными «обычным способом», может не пройти проверку на выбросы.Задача здесь состоит в том, чтобы разработать процедуры, которые позволят производителям послепродажного ремонта двигателей дублировать отделку внутреннего диаметра цилиндра.
Производители колец обеспокоены тем, что некоторые производители двигателей могут не использовать надлежащие процедуры хонингования или камни для своих колец. Слишком грубая отделка канала ствола приведет к сильному истиранию при первоначальном запуске двигателя. Для колец с предварительным нахлестом это не очень хорошо, потому что это приводит к ненужному износу. Задача здесь состоит в том, чтобы использовать процедуры хонингования, обеспечивающие наилучшее качество обработки отверстия для данного набора колец.
РЕКОМЕНДУЕМАЯ ОТВЕРСТИЯ ОТВЕРСТИЯ ЦИЛИНДРА
Большинство производителей колец указывают шлифовальный абразив № 220 для чистовой обработки отверстий при использовании чугунных или хромированных колец, поскольку рекомендуемая чистота обработки отверстий для этих колец составляет от 28 до 35 RA (средняя шероховатость в микродюймах). Зернистость # 280 обычно рекомендуется для колец из молибдена, потому что кольца из молибдена имеют несколько более гладкую поверхность от 16 до 23 RA. Но эти рекомендации относятся к обычным керамическим абразивам, а не к алмазу.Алмазная огранка отличается от остеклованного камня, поэтому для эквивалентной отделки обычно требуются более высокие значения. Алмазный камень зернистостью от # 325 до # 550 может потребоваться на заключительном этапе хонингования для достижения чистоты прямого обращения в желаемом диапазоне. Один производитель говорит, что алмазный хонинговальный брус зернистостью от 500 до 550 обеспечивает чистоту поверхности в диапазоне от 13 до 15 RA.
Чтобы добавить к путанице в отношении того, какие хонинговальные бруски могут потребоваться для получения определенного вида отделки, некоторые керамические хонинговальные бруски с одинаковыми показателями зернистости будут давать разные покрытия, которые не всегда могут соответствовать справочным таблицам.
Например, один керамический камень с зернистостью 220 может давать шероховатость поверхности от 28 до 35 RA, в то время как другой может оставлять гораздо более шероховатую отделку от 35 до 60 RA, которая слишком шероховатая для большинства колец с предварительным нахлестом. Разница в фактической отделке поверхности обусловлена связующими веществами и наполнителями, которые используются для удержания абразивных частиц вместе. Тип и качество смазки, используемой в процессе хонингования, также могут иметь значение.
Третья проблема — прибыльность.Покрытие цилиндров — трудоемкий и дорогостоящий этап в процессе восстановления двигателя. Таким образом, все, что можно сделать, чтобы снизить затраты на хонингование и упростить процедуру, а также улучшить качество обработки отверстия, является шагом в правильном направлении.
ОБЫЧНЫЙ АБРАЗИВ ДЛЯ ХОНИРОВАНИЯ VS. АЛМАЗНЫЕ КАМНИ
Во многих мастерских растачивают цилиндры или цилиндры чернового хонингования с точностью до 0,003 дюйма от окончательного припуска (от 0,010 до 0,030 дюйма в зависимости от области применения), а затем завершают хонингование последнего.003 дюйма отверстия с абразивными абразивами с зернистостью # 220 или # 280. В большинстве магазинов нет профилометра для измерения параметров чистоты поверхности, таких как RA, RK (шероховатость сердечника), RPK (средняя высота пика) и RVK (средняя глубина впадины), площадь опоры и т. Д., Поэтому они полагаются на каменную крошку вместе с правильное давление хонингования, скорость головки, частота хода и смазка для достижения желаемой чистоты обработки отверстия. Следовательно, невозможно узнать, действительно ли отделка отверстия соответствует требованиям производителя кольца или производителя оригинального оборудования, если только кто-то не пожалуется на чрезмерный износ кольца, прорыв или расход масла.Но даже если у вас не было проблем с кольцами, это не означает, что цилиндры настолько хороши, насколько могли или должны быть.
Одним из недостатков остеклованных абразивов является их быстрый износ. В зависимости от сорта камней и твердости блока набор керамических хонинговальных брусков может обработать три блока V8 (24 отверстия цилиндра), прежде чем они изнашиваются и подлежат замене. И с каждым хонингованным цилиндром оператор или оборудование должны компенсировать каменный износ, чтобы отверстия оставались прямыми.Если вы не сможете выполнить компенсацию, вы можете получить конус в отверстиях.
Для сравнения, алмазные хонинговальные бруски с металлической связкой изнашиваются очень мало. Набор алмазных хонинговальных брусков может сделать 300 блоков цилиндров V8 (2400 отверстий цилиндров), прежде чем их нужно будет заменить. Более низкая скорость износа означает, что камни имеют тенденцию резаться более прямо (менее конусообразно), чем керамические.
Более низкая скорость износа алмаза по сравнению с остеклованными абразивами помогает более чем компенсировать гораздо более высокую первоначальную стоимость алмазных камней.Исходя из приведенных выше цифр, набор из керамических хонинговальных брусков за 14 долларов стоит около 58 центов за отверстие, если они делают 24 отверстия цилиндра. Набор алмазных хонинговальных брусков за 300 долларов стоит около двенадцати с половиной центов за отверстие, если они рассчитаны на 2400 отверстий цилиндра.
По этим причинам многие компании по ремонту двигателей (PER) перешли на алмазное хонингование. Алмаз снижает затраты на хонингование на цилиндр, экономит труд (меньше смены камня) и обеспечивает лучшую общую геометрию отверстия (более прямая и меньшая деформация).
РЕЗУЛЬТАТЫ РЕКОН
«Мы достигли отличных результатов при алмазном хонинговании», — сказал Том Уилсон из Recon Automotive Remanufacturers, Филадельфия. Уилсон говорит, что Recon использует алмазные камни в хонинговальном оборудовании Sunnen CK-21.
«Тип камней, которые мы используем, определяется типом колец, которые входят в двигатель. Мы пробовали различные камни, прежде чем придумали лучшую комбинацию. Для RA от 20 до 25 с кольцами из молибдена мы используем # Алмазные камни зернистостью 325.Для получения более тонкой отделки в диапазоне RA от 15 до 20 мы иногда используем алмазные камни зернистостью # 500.
«Алмазный режет не так, как керамический абразив. Он вырывает металл и оставляет на поверхности много микроскопических пятен. Поэтому после хонингования мы чистим отверстия ручным сверлом от восьми до десяти движений. мусор с поверхности и исключает любой период обкатки. Мы также обнаружили, что это улучшает RA, снижая его около 18 лет ».
Уилсон говорит, что Recon использует синтетическую смазку на водной основе с алмазными камнями, которые, по его словам, «прозрачны, как вода».«Он говорит, что смазка фильтруется, чтобы удалить грязь, и постоянно контролируется, чтобы предотвратить рост бактерий.
FRANKLIN POWER
«Как OEM-поставщик для Navistar, единственный способ обеспечить соответствие их требованиям к диаметру цилиндра — это следовать трехступенчатой процедуре алмазного хонингования, — говорит Джим Ормсби из Franklin Power, Франклин, штат Индиана.
Сначала мы затачиваем алмазы с крупной зернистостью # 200 до конечного размера в пределах 0,005 от окончательного размера, а затем окончательно шлифуем до нужного размера алмазами с зернистостью # 600.Последний шаг — отшлифовать отверстия щеткой за восемь ходов с помощью инструмента для плоского хонингования.
«Мы считаем, что на самом деле получаем лучшую отделку и сохраняем более точные допуски, чем оригинальные отверстия OEM, потому что мы уделяем пристальное внимание каждому отверстию, которое мы делаем. OEM-производители не настроены таким образом. Они включают производственную линию и отпускают ее».
Ормсби говорит, что выполнять алмазное хонингование легко, если у вас есть подходящее оборудование.
ТЕНДЕНЦИИ И РЕКОМЕНДАЦИИ В ОТНОШЕНИИ ОБОРУДОВАНИЯ
Несколько поставщиков хонинговального оборудования заявили, что сегодня наблюдается тенденция к алмазному хонингованию.По оценкам Энди Роттлера из Rottler Manufacturing, Кент, Вашингтон, около восьмидесяти процентов новых хонинговальных станков, которые он продает, изначально имеют алмазные камни или вскоре превращаются из остеклованных камней в алмазы в полевых условиях.
«Раньше PER были единственными, кто покупал алмазное хонинговальное оборудование. Но в последнее время его покупают и более мелкие магазины.
«Все больше и больше людей переходят на алмаз, потому что он дешевле в долгосрочной перспективе и стоит примерно в пятую часть стоимости застеклованного абразива, если вы не разбиваете камень.Алмаз также обеспечивает более однородную отделку отверстия и лучшую геометрию отверстия. Но чтобы получить максимальную пользу от алмаза, вам нужна жесткая точильная головка.
«Остеклованные камни никогда не изнашиваются с постоянной скоростью. Износ может варьироваться в зависимости от сорта камней и твердости блока. Трудно предсказать, сколько металла фактически удаляют камни, поэтому вам нужно остановить свое оборудование, измерить размер отверстия, затем перезапустите машину, чтобы закончить цилиндр. С помощью алмаза вы можете настроить свое оборудование, включить его и уйти.Он заточит его до нужного размера ».
Роттлер сказал, что не существует установленной процедуры хонингования алмазом. Процедуры различаются от одного приложения к другому и от одного восстановителя к другому. Многие используют трехэтапную процедуру, которая начинается с грубого хонингования с агрессивной зернистостью до нескольких тысячных долей от конечного размера, финишного хонингования с мелким зерном (от 325 до 550), а затем с чистки щеткой для очистки и сглаживания отверстий.
«Если вы не используете алмаз должным образом, вы можете получить много размазанного и согнутого металла.А если не позаботиться о камнях, они могут оставить на поверхности много рваного металла ».
Роттлер сказал, что чистка щеткой не является абсолютно необходимой при хонинговании алмазом, если вы используете правильную нагрузку на камни. Коэффициент нагрузки будет варьироваться от оборудования одного производителя к другому, но обычно конечная нагрузка должна находиться в диапазоне от 30 до 35%. Для черновой обработки используйте максимальную нагрузку для быстрого удаления металла.
Еще одним преимуществом алмаза, согласно Роттлеру, является то, что синтетическая смазка на водной основе устраняет нагрев, как на заводе, что снижает деформацию отверстия.«Кроме того, оно не воняет, как хонинговальные масла на минеральной основе».
Лайл Хейли из Peterson Machine Tool Inc., Shawnee Mission KS, говорит, что охлаждающая жидкость является критическим фактором при использовании алмазов. «Отсутствие охлаждающей смеси может повлиять на качество обработки отверстий. Как правило, концентрация синтетического материала на водной основе должна составлять от 1-1 / 2 до 2%. Для контроля концентрации следует использовать рефрактометр. »
Чак Даунс из Kwik-Way Products, Мэрион, штат Айова, сказал, что многие люди смотрят на алмазы, чтобы сэкономить деньги и получить лучшие результаты, а не для сокращения времени хонингования.
«Алмазу требуется большое давление для разрушения и правильной резки, поэтому для получения максимальной отдачи от него необходимо оборудование, предназначенное для работы с алмазом. Некоторые старые хонинговальные станки могут плохо работать с алмазом. Новое хонинговальное оборудование обычно имеет более высокую мощность в лошадиных силах. и более жесткие конструкции для шлифовки алмазом.
«С большим давлением и хонинговальной головкой для нескольких камней вы можете удалить от 0,008 до 0,010 дюйма материала в минуту с помощью алмаза. Чем больше количество камней в головке, тем меньше давление, необходимое для достижения определенного скорость вывоза материала.«
Даунс сказал, что сравнение размеров зерен алмазных и керамических абразивов может ввести в заблуждение. В случае алмаза зернистость — это фактически концентрация алмаза в камне. Чем выше концентрация, тем точнее рейтинг. Алмазный камень с концентрацией 35% был бы грубым хонинговальным камнем и имел бы форму абразива со стекловидным зерном № 80. Камень с содержанием алмаза от 65 до 70% будет огранен аналогично керамическому абразивному материалу с зернистостью № 325.
Марк Хенсон из LDX Genesis, Сидар-Рапидс, штат Айова, сказал, что их новый хонинговальный станок был разработан с нуля для работы с алмазом.В машине используется постоянное давление в головке (осуществляется электронным способом с помощью управляющего программного обеспечения) для оптимизации режущего действия алмазных камней в различных двигателях.
«Мы рекомендуем грубое алмазное хонингование алмазными камнями зернистостью от # 70 до # 90 с точностью до 0,002 дюйма от окончательного диаметра отверстия, затем чистовую обработку алмазными камнями зернистостью от # 500 до # 550, а затем 10 секунд чистки щеткой для очистки поверхности. С помощью этой процедуры вы можете добиться обработки поверхности в диапазоне от 13 до 15 прямого восхождения без чистки или от 6 до 8 прямого восхождения с чисткой », — сказал Хенсон.
Skip Green из Winona Van Norman, Winona MN, говорит, что, хотя они получили много запросов по поводу алмазного хонингования, за исключением PERS, большая часть вторичного рынка все еще использует керамические абразивы. «Для обработки алмазов требуется хонинговальный станок, предназначенный для тяжелых условий эксплуатации.
«Многие магазины используют процедуру обработки плато, но делают это с использованием керамических камней и щетки. Типичный цех должен работать с таким большим разнообразием двигателей и размеров отверстий, что алмазы слишком велики», — сказал Грин.
ИСПЫТАНИЯ НА ЗДОРОВЬЕ
Бывший менеджер по продукции Sunnen Products, Сент-Луис, Миссури, сказал, что некоторые производители колец не поддерживают хонингование алмазов, потому что алмазы могут оставлять рваный и фрагментированный металл на поверхности.
«Алмаз — это тусклая частица, связанная настолько плотно, что для заточки отверстия требуется большое давление. Следовательно, он разрывает поверхность, и за ним нужно следить щеткой, чтобы счистить мусор. При использовании алмаза, мы рекомендуем двухэтапную процедуру хонингования, при которой для очистки цилиндров после хонингования используется щетка.Мы рекомендуем использовать щетку в приспособлении с хонингованной головкой, чтобы оказывать контролируемое давление на щетку ».
Он сказал, что провел серию тестов для производителя колец, чтобы увидеть, какая процедура хонингования дает чистовую обработку отверстия, которая наиболее точно соответствует их требованиям. Требования производителя колец к чистоте обработки отверстий для одноэтапной процедуры хонингования: от 10 до 20 RA, от 40 до 60 RK, от 10 до 20 RPK и от 35 до 65 RVK или от 10 до 20 RA, от 30 до 50 RK, от 5 до 20 RPK и От 50 до 100 RVK для двухэтапной процедуры.
Один цилиндр был отшлифован с использованием одностадийной процедуры только алмазной зернистостью # 500 (без чистки). Результаты: RA 13, RK 40, RPK 18 и RVK 17. Результаты не были признаны удовлетворительными из-за низкого числа RVK (которое снижает задержку масла на стенках цилиндра и ухудшает смазку колец).
Второй цилиндр был заточен с использованием двухэтапной процедуры: алмаз с зернистостью # 220, затем шлифовальный инструмент для плато с зернистостью # 120 (кисть). Всего получилось 20 РА, 44 РК, 16 РПК и 66 РВК.Результаты здесь считаются вполне соответствующими требованиям производителя колец.
Третий цилиндр был отшлифован алмазным зерном # 400 с последующей обработкой щеткой с помощью хонинговального инструмента с зернистостью # 320. Результатами были RA 13, RK 35, RPK 11 и RVK 33. Результаты здесь снова вышли за рамки технических требований, потому что клапан RVK 33 был слишком низким.
«Наши испытания показывают, что вы можете получить такую же чистовую обработку отверстия с помощью алмаза № 500, как и с абразивным материалом с зернистостью № 320, при условии, что вы будете использовать кисть.Мы также думаем, что при черновом хонинговании алмазом следует оставить немного больше металла (0,005 дюйма) для чистового хонингования, чем для керамических камней (0,003 дюйма). Черновое хонингование алмазом от # 80 до # 100 оставит шероховатость поверхности более 100 RA. При черновом хонинговании керамическим абразивом № 80 будет получена чистота поверхности около 60 RA.
«Что касается скорости, алмазное хонингование может быть таким же быстрым, как и расточка цилиндра. С восьмью каменной головкой при 450 об / мин, давлении от 80 до 90% и 80 ходах в минуту вы можете достичь скорости съема материала равной.«020 дюймов в минуту», — сказал он.
FORD 4.6L V8 PLATEAU PLATEAU РЕКОМЕНДАЦИИ ПО ЗАТОЧЕНИЮ
Компания Ford разработала специальную процедуру, которую производители двигателей могут использовать для дублирования отделки цилиндра плато OEM в блоках двигателей Ford 4.6L V8 (которые шлифуются алмазом на заводе). Технические характеристики хонинговального оборудования относятся к Sunnen CV-616 с хонинговальным маслом Sunnen MB-30 в качестве смазки, но базовая процедура может быть адаптирована к любому хонинговальному оборудованию.
Перед хонингованием Ford рекомендует очистить блок (если используется нагрев, температура не должна превышать 750 градусов по Фаренгейту) и осмотреть блок на предмет каких-либо дефектов.
«Получистовая» операция выполняется после растачивания или чернового хонингования отверстий цилиндров с точностью до 0,003 дюйма от окончательного припуска.
Скорость шпинделя 170 об / мин
Настройка подачи # 4
Длина хода 5,250 дюйма
Скорость хода 57 об / мин
Верхний ход 3/8 дюйма
Головка хонинговальная CK-3005A
Камни C30-A45-81
Длина камня 2-3 / 4 дюйма
Удаление стоков.003 дюймов
После завершения этапа полуфабриката выполняется операция плато со следующими настройками. Ford рекомендует подавать камни вручную с помощью зубчатого колеса, чтобы показания грузомера находились в диапазоне от 20% до 30% (оптимально 30%). Нагрузку необходимо выдерживать 30 секунд.
Скорость шпинделя 170 об / мин
Настройка скорости подачи # 1
Длина хода 5,250 дюйма
Скорость хода 57 об / мин
Верхний ход 3/8 дюйма
Головка хонинговальная CK-3005A
Камни C30-C03-81
Длина камня 2-3 / 4 дюйма
Удаление стоков.0001 дюйм
Другие статьи о двигателях:
Советы по восстановлению двигателя
Обновление методов хонингования отверстий цилиндров
Обработка отверстий цилиндров с плато
Обработка поверхностей отверстий цилиндров по номерам
Эволюция конструкции поршней
Стальные кольца
: обновленная информация о технологии поршневых колец
Рекомендации по зазору поршневых колец
Поршневые кольца
: наличие и характеристики
Щелкните здесь, чтобы увидеть больше технических статей Carley Automotive
Как отточить цилиндры в домашних условиях с помощью Flex-Hone
Project Firebolt стремительно продолжается, дорогие читатели.В прошлые праздничные выходные мы с Тоддом ворвались в старую мельницу BSA Hornet, которую я подобрал, чтобы провести полную проверку и капитальную чистку. Одной из частей, которые отчаянно нуждались в обновлении, были цилиндры. Они были грубыми и в своем состоянии совершенно непригодными для использования. Но у меня был план. Умный план, который включал дрель, немного масла и около тысячи крошечных шариков из карбида кремния.
Вы все слышали о Flex-Hone, верно? Flex-Hone от Brush Research Manufacturing — это супер простой и легкий в использовании инструмент для сглаживания / удаления заусенцев / хонингования, используемый для очистки цилиндров, которые требуют небольшой очистки, но не требуют полной переточки.Сам инструмент очень простой; всего лишь виток тяжелой проволоки с вплетенными в нее нейлоновыми нитями и абразивными «шариками», прикрепленными к каждой нейлоновой нити. Обычно вы используете его, когда делаете что-то простое в верхней части, например, заменяете поршневые кольца. Как я уже упоминал ранее, я использовал Flex-Hone для очистки цилиндров Beezer, и пока я это делал, я сделал несколько снимков, чтобы составить это удобное справочное руководство. Итак, без лишних слов, приступим к делу.
Шаг 1: Выберите оружие
И вот оно!
240 зерен полировальной ярости.
Flex-Hone бывают самых разных размеров, стилей и крупности. Глобулы сделаны из самых разных материалов — карбида кремния, оксида алюминия, карбида бора, карбида вольфрама , карбида вольфрама и т. Д. — и их комбинации практически бесконечны. Выяснение того, какой инструмент подходит для вашей работы, может быть немного пугающим, но, к счастью, BRM предлагает техническую поддержку по телефону или электронной почте. Очень кстати. Поскольку цилиндры двигателя A65 изготовлены из чугуна без покрытия, я выбрал простой средний 3,25-дюймовый инструмент с шариками из карбида кремния зернистостью 240.Я купил свой на Amazon, но вы можете найти Flex-Hones в различных магазинах инструментов и оборудования. Он был достаточно грубым, чтобы стереть с поверхности ржавчину и прочий мусор, не задирая отверстия.
Шаг 2: Mise en Place
Разберитесь в беспорядке.
Теперь, когда у вас есть модный новый Flex-Hone, собирайте все необходимое. Вам понадобится прочное сверло, деталь, которую вы затачиваете, сам Flex-Hone, несколько прокладок (на всякий случай) и немного смазки. Вы можете полностью использовать моторное масло, но я пошел дальше и купил специальное хонинговальное масло BRM, потому что я любитель модных брюк и рекламы.Я настоятельно рекомендую использовать для этой работы сетевую дрель вместо дрели с батарейным питанием. Что-то вроде этого старого, 80-х годов Milwaukee Magnum обладает желаемым ворчанием и скоростью, крепче захватывает инструмент ручным патроном, а его скорость легче контролировать. Ваш пробег, конечно, может отличаться.
Шаг 3: Подготовка детали
Брутто.
Готовы к заточке!
Цилиндры Project Firebolt были неприятными . У них был красивый слой ржавчины на поверхности, они были заметно потрепаны и потрескались.Я хотел очистить и отточить их, прежде чем даже пытаться их измерить. Получить точные показания манометра гораздо проще с гладким и чистым отверстием, чем с неровным и ржавым. Подготовить цилиндры было довольно просто. Как только деталь была зажата в моих тисках, я нанес обильное покрытие специального хонинговального масла на цилиндр и немного сбрызнул инструмент для большей точности. Установив Flex-Hone на сверло и тщательно смазав цилиндр, я был готов к следующему шагу.
Шаг 4: HOOOOOOOOOOOOOOONE
Отточен (наверное) до совершенства.
К сожалению, здесь нет фотографий фактического хонингования, так как мои руки были заняты, так что вам придется использовать свое воображение. Чтобы заточить цилиндр, запустите сверло примерно на три четверти скорости и погрузите его в смазанное отверстие. Вам нужно в течение одной минуты вводить и вынимать гибкую шлифовальную головку из отверстия, следя за тем, чтобы она выходила наполовину с каждой стороны цилиндра. Сохраняйте постоянную скорость в течение 55 секунд, затем в течение последних пяти секунд увеличивайте скорость сверления и скорость подачи.По истечении минуты извлеките Flex-Hone , все еще вращающийся , и выключите питание. Последняя часть важна. Никогда не останавливайте Flex-Hone в цилиндре и не вставляйте тот, который не вращается.
Шаг 5: Время купаться!
♪ ♫ Я вымою эту грязь …
… прямо из моих отверстий ♫ ♪
После того, как ваши отверстия будут тщательно заточены, они будут покрыты жидкостью из масла, металла и песка от инструмента. Лучший способ справиться с этим — хорошая теплая ванна. Используя смесь горячей воды и простого мыла для посуды, я намыл цилиндры и промыл их тряпкой.Так вот, я сделал это в своей ванной, что привело к ужасному беспорядку, так что имейте в виду. Может быть, сделайте свою в раковине в подвале или что-то в этом роде (моя была заполнена другим проектом, не связанным с велосипедом). Просто убедитесь, что вы удалили весь мусор и хорошо высушили деталь, прежде чем вернуться в магазин.
Шаг 6:
Осмотр и смазка
А теперь посмотрим, что мы сделали.
Вот и все! Теперь у вас есть только что отточенные цилиндры, и пора заканчивать. Внимательно посмотрите на свою работу.Вам нужны блестящие отверстия и красивый, плотный узор с перекрестной штриховкой. Этот узор с перекрестной штриховкой помогает кольцам цепляться за стенки цилиндра и гарантирует, что масло попадет туда, где нужно, и останется там. Если вы видите какие-либо серьезные оставшиеся дефекты или если ваша перекрестная штриховка не совсем подходящая, вам, возможно, придется выполнить еще один проход. Если все в порядке, покройте отверстия красивым тонким слоем моторного масла, чтобы защитить вашу работу и предотвратить внезапную ржавчину.
Развязка
Готов к переустановке.
В общем, этот проект занял у меня около часа от начала до завершения, когда я собрал все вместе. Это было легко сделать с помощью основных механических инструментов, которые у меня были (кроме самого Flex-Hone, конечно, который я должен был заказать), и очистить эти неприятные цилиндры. Честно предупреждаю, что фактическая часть процесса хонингования, часть с сверлом, маслом и прядильным инструментом, чрезвычайно беспорядочная, . Он разбрасывает грязный, трудно поддающийся очистке хонинговальный шлам по всей рабочей зоне.Так что, знаете, пара тряпок и инструменты — хорошая идея.
Если вы хоть немного разбираетесь в ключах, умеете работать с двигателями изнутри, вы вполне можете это сделать. Просто выберите свой инструмент с умом, следуйте этому руководству и посмотрите некоторые видео BRM, и все будет готово. Удачи!
Engine Hone, Flex-Hone & reg, Инструмент для чистовой обработки абразивного цилиндра
Хонингование двигателя
Отделка цилиндра для снятия остекления и др.
Когда дело доходит до поддержания качества и производительности вашего двигателя, на рынке нет лучшего инструмента, чем Flex-Hone®.Этот инструмент известен как идеальный метод удаления остекления и отделки стенок цилиндров. Штриховка, которая естественным образом создается при использовании инструмента, является идеальной обработкой плато, необходимой для увеличения удержания масла и продления срока службы вашего двигателя. Использование Flex-Hone снизит значения Ra, Rpk и Rvk и увеличит площадь подшипника, что дает преимущества меньшего удара, меньшего трения и лучшей уплотнительной поверхности для поршневых колец. Brush Research — изобретатель и производитель инструмента Flex-Hone.Мы первыми разработали концепцию финиша плато. Вам нужны инструкции по Flex-Hone? У вас возникли проблемы с выбором подходящего инструмента? Вы ищете местного дилера Flex-Hone®? BRM рада помочь вам любым возможным способом, чтобы сделать ваш проект реконструкции успешным. Пожалуйста, свяжитесь с BRM, позвонив в нашу службу поддержки клиентов напрямую или написав нам электронное письмо. Удачного хонингования!
Зачем нужны хонинговальные средства для двигателя — Flex-Hone @ reg; Разница?
Инструмент Flex-Hone может создать идеальную отделку для удаления глазури.Этот гибкий инструмент, часто известный как «отбойник глазури», удаляет глазурь или гладкую поверхность с изношенной стенки цилиндра. Как происходит остекление? В бензиновых или дизельных двигателях поршни перемещаются вверх и вниз внутри двигателя, сохраняя при этом герметичное уплотнение через поршневые кольца. Со временем это движение к стенке цилиндра создает гладкую поверхность. Если стенки цилиндра будут слишком гладкими, кольца не будут сидеть должным образом, а вместо этого они будут «скользить» по поверхности. Гладкие стенки цилиндра также будут препятствовать прилипанию масла к стенкам, вызывая другие проблемы.
Самым распространенным способом установки новых поршневых колец является обкатка. Важно, чтобы между кольцами и стенкой цилиндра происходил небольшой износ для правильной посадки колец и обеспечения газонепроницаемого уплотнения. Используя конус для двигателя, создайте в стенке цилиндра крошечные канавки под углом 45 градусов. Эти канавки создают перекрестную штриховку маслосодержащего материала, а также создают надлежащее трение, необходимое для правильной посадки колец.
Угол штриховки — это очень обсуждаемая и неверно интерпретируемая тема при обсуждении хонингования цилиндров.Штриховка, создаваемая Flex-Hone®, является результатом зависимости скорости хода от числа оборотов в минуту. Оптимальный угол штриховки обычно составляет 45 градусов. Большинство OEM-производителей и производителей колец предлагают угол царапин в схеме штриховки от 27 до 45 градусов. Этот угол измеряется от поверхности настила. Угол штриховки должен быть одинаковым по всему цилиндру. Если угол штриховки слишком крутой, стенки цилиндра не будут удерживать достаточное количество масла для облегчения процесса посадки колец, в результате чего кольца будут перекачивать масло и вращаться слишком быстро.Это часто приводит к повышенному износу колец и кольцевых канавок. Слишком малый угол штриховки может вызвать эффект дребезжания, когда кольцо проходит над впадиной. Это предотвращает попадание в кольцо достаточного количества масла, что приводит к чрезмерному износу кольца, временному разрыву кольца и возможности дымления двигателя без посадки кольца.
Другие области применения для заточки двигателей
Инструмент Flex-Hone® стал обычным решением для чистовой обработки других компонентов двигателя, таких как отверстия коренных подшипников, туннели шатуна шатуна, отверстия или туннели распределительного вала, направляющие клапана, отверстия подъемника, отверстия гидравлического подъемника, дюбели прокладки головки и трубки водяного насоса. .Помимо компонентов двигателя, инструмент Flex-Hone также можно использовать для тормозных цилиндров, главных цилиндров сцепления и тормоза, а также тормозных роторов. Инструменты Flex-Hone — идеальное решение для многих ваших потребностей в обслуживании автомобильных цилиндров. Вы можете спросить себя, требуется ли покрытие Flex-Hone для всех этих компонентов. Некоторые утверждают, что это не так. Покрытие Flex-Hone® увеличит срок службы компонентов двигателя и продлит срок службы компонентов за счет уменьшения трения, уменьшения нагрева и удержания масла там, где это необходимо.Разве это не похоже на то, о чем идет большинство перестроек? Вам решать.
Для получения дополнительной информации о приложениях инструментов Flex-Hone посетите блог Flex-Hone!
Инструменты Flex-Hone для цилиндров, инструменты для цилиндров, Flex-Hone
Цилиндровый инструмент
Когда дело доходит до сохранения целостности вашего оборудования, нет ничего лучше инструмента Flex-Hone®. Этот упругий инструмент создает поверхность плато за счет мягкого режущего действия.Созданная гладкая поверхность не содержит каких-либо фрагментов, аморфного или смазанного металла от предыдущих операций. Когда именно вам понадобится эта гладкая поверхность?
Инструмент абразивного цилиндра для удаления глазури
Для сохранения или восстановления характеристик двигателя необходим инструмент для чистовой обработки цилиндров. В бензиновых или дизельных двигателях поршни перемещаются вверх и вниз внутри двигателя, сохраняя при этом герметичное уплотнение через поршневые кольца. Со временем это движение к стенке цилиндра создает гладкую поверхность.
Если стенки цилиндра слишком гладкие, смазочное масло в двигателе не будет прилипать к поверхности. Кроме того, при разрыве вновь установленных поршневых колец должен происходить небольшой износ между кольцами и стенкой цилиндра, чтобы кольца правильно прилегали и обеспечивали газонепроницаемое уплотнение. Если стенки цилиндра будут слишком гладкими, кольца не будут сидеть должным образом, а вместо этого они будут «скользить» по поверхности.
Цилиндрический хонинговальный инструмент может обеспечить оптимальную чистовую обработку при удалении глазури.С помощью инструмента Flex-Hone® механик может разобрать двигатель и удалить глазурь с цилиндров. Этот инструмент создает перекрестную штриховку под углом 45 градусов крошечных канавок в стенке цилиндра и восстанавливает рабочие характеристики двигателя.
Цилиндрический инструмент для удаления заусенцев в поперечном отверстии
В результате обработки металлов появляются выпуклые частицы и стружка, известные как «заусенцы». Цилиндры для снятия заусенцев важны для качества, эстетики, функциональности и бесперебойной работы рабочих частей.Кроме того, удаление заусенцев важно для безопасности, потому что даже небольшая выемка увеличивает вероятность травмы или ненужной задержки производства. Эти проблемы могут стоить компаниям денег, но их можно легко предотвратить с помощью цилиндрического чистового инструмента.
Инструмент Flex-Hone с различными типами абразивных материалов, зернистостью и диаметрами может создать требуемый результат: чистую, плоскую поверхность. В Brush Research Manufacturing мы являемся экспертами в создании этого плато, потому что мы первыми разработали эту концепцию.С помощью нашего инструмента Flex-Hone® вы сможете насладиться преимуществами оптимальной поверхности ваших цилиндров. Свяжитесь с дистрибьютором сегодня, чтобы узнать, как наш инструмент Flex-Hone может помочь легко, быстро и эффективно продлить срок службы вашего оборудования.
Мотоцикл Дэна «Honing Your Cylinder»
Хонингование цилиндра может быть от умеренного до безумного. Если цилиндр соответствует техническим характеристикам, и вы собираетесь установить только новый набор колец, вы должны заточить цилиндр, чтобы разрушить глазурь. Это создаст красивую штриховку на стенках цилиндра.Рисунок перекрестия удерживает масло и помогает смазывать поршень и кольца по мере износа колец в цилиндре. Это мягко. Хонингование цилиндра также можно использовать для расточки цилиндра до большего размера, и это дико. Ну … да, твое право. Мне нужно получить жизнь, если я думаю, что это дико!
Головки для цилиндров также можно использовать для заточки тормозных цилиндров, цилиндров сцепления и большинства круглых цилиндров. Цилиндрические шлифовальные круги могут быть довольно дешевыми, около пяти долларов, или довольно дорогими. Камни Ammco и Sunnen могут стоить сотни долларов.Более дешевые подходят для удаления пятна ржавчины или разрушения глазури. Дорогие из них могут точно расточить цилиндр, чтобы принять поршень следующего размера или больше.
Заточить цилиндр несложно. Просто воткни хон в цилиндр, слей немного масла — и вперед. Перемещайте хонинговалку в цилиндре вперед и назад, чтобы получить перекрестную штриховку под 45 градусов, и примерно через минуту все готово. Это при условии, что вам не нужно растачивать его слишком большого размера. Если цилиндр сильно изношен, вам придется расточить его на больший размер.В цилиндре, который сильно изношен, поршень, установленный в верхней мертвой точке, будет покачиваться вперед и назад в отверстии. Это говорит нам о двух вещах. Во-первых, вам нужно расточить цилиндр большего размера, а во-вторых, вам, к сожалению, не хватает обслуживания. Если поршень достаточно тугой, вам, возможно, удастся обойтись только отточкой и набором новых колец. Если вы не уверены, вам нужно будет измерить зазор поршня. Для точных измерений вам потребуются микрометры внутри и снаружи.
Процедура проста, но вы должны быть очень точны в ее выполнении.
- Измерьте диаметр поршня примерно на полдюйма выше юбки.
- Измерьте диаметр цилиндра на:
- Как спереди назад, так и из стороны в сторону.
- Измеряется в верхней, средней и нижней части цилиндра.
| Измерьте поршень | Измерительный цилиндр |
| Измерение места цилиндра Четырехтактный | Измерение положения цилиндра Два хода. |
Возьмите размер поршня и вычтите его из самого большого размера цилиндра. Сравните результат с зазором поршня, указанным производителем поршня. Другими словами, если размер цилиндра составляет 2,6114 дюйма, и вы вычтете диаметр поршня 2,609 дюйма, вы получите 0,0024 дюйма. Сравните это с минимальным / максимальным зазором, предложенным производителями поршней. В данном случае это будет 0,0016–0,003 дюйма с предел 0,004 «. Если это соответствует спецификации, вы можете заточить цилиндр и установить новый набор колец.Если в этой спецификации ПРЕВОСХОДЯТ , вам необходимо расточить цилиндр до следующего большего размера и купить новый поршень и кольца.
Причина, по которой вы выполняете так много измерений, заключается в том, что цилиндры могут изнашиваться с разной скоростью в разных точках цилиндра. Наибольший износ происходит в верхней части цилиндра, а также в передней и задней части цилиндра. Наименьший износ внизу цилиндра. Иногда даже через много миль можно увидеть небольшие отметины на дне цилиндра.Цилиндр изнашивается по конусу и изнашивается сверху вниз.
Иногда износ настолько выражен, что в цилиндр врезано кольцо чуть ниже верхней части цилиндра в месте остановки колец. На двигателях, у которых поршни установлены снизу цилиндра, гребень не имеет большого значения для разборки. На двигателях, в которых поршни должны устанавливаться сверху цилиндра, возникает проблема. Кольца имеют тенденцию цепляться за этот гребень, поэтому вам придется использовать специальный инструмент, называемый Ridge Reamer, чтобы вырезать гребень из гребня.
Cheap Hones разрушают глазурь, но не более того. По крайней мере, если вы попытаетесь сделать больше, вы по-настоящему весело проведете время. Проблема в том, что вы не можете удерживать конус и неправильную округлость с какой-либо точностью. Это не значит, что это невозможно сделать, просто это очень сложно сделать. Однажды я прочитал о человеке в Индии. Он увидел, как мальчик лет двенадцати медленно растачивал цилиндр напильником из крысиного хвоста. Он сказал, что каждый день, проходя мимо этой маленькой механической мастерской, он видел, как мальчик работает над цилиндром с этим напильником.Прежде чем он это сделал, потребовалось около пяти полных дней работы. Этот парень был лучшим механиком, чем я когда-либо буду! По крайней мере, у него было больше терпения, чем у меня. Я полностью верю этой истории. Это можно было сделать … только не в США.
Нельзя сказать, что я не проделал дикие и сумасшедшие дыры. В моей своенравной юности для друга я однажды расточил цилиндр Бриггса и Страттона до следующего негабаритного размера с помощью шарового хона. Это тоже сработало! К сожалению, цилиндр мотоцикла требует немного большей точности.Растачивание хонингованием занимает много времени. Вроде несколько часов. Однажды я отточил цилиндр увеличенного диаметра 0,040 дюйма. Я держал его до нужной конусности и округлости, но это заняло много-много времени. Вам нужен качественный хонинговальный станок, я использовал хонинговальный станок Ammco. Отмерьте. Немного затонируйте, а затем измерьте. Это займет несколько часов и очень, ну, скучно! Когда вы закончите, вам понадобится красивый узор поперечной штриховки под углом 45 градусов в отверстии. Никогда не затачивайте цилиндр насухо. Используйте много масла при хонинговании Купить специальное хонинговальное масло.Работает намного лучше, чем обычное масло. Хонинговальное масло охлаждает цилиндр и хонингование. Это также усиливает режущий эффект камней. Используйте много хонинговального масла!
Для расточки цилиндра лучше всего использовать расточный станок, а не хонинговальный станок. Если вы все же используете хонинговальный станок, вы должны использовать высококачественный хон, например Sunnen или Ammco. Отточки бывают разных размеров, чтобы соответствовать разным отверстиям цилиндров. Некоторые из хонингов Ammco имеют камни нескольких размеров, поэтому вы можете использовать хонинговальные инструменты стандартного размера в большом отверстии цилиндра.Хоны Ammco также бывают разных размеров. Грубая (60), мелкая (220) и сверхтонкая (320) для алюминиевых и гальванических цилиндров. В некоторых первоклассных камнях используются камни с алмазной пропиткой, но их цена немного выходит за рамки моего ценового диапазона.
Я полагаю, вы могли бы попробовать расточить цилиндр практически любым точилкой, но вам нужно помнить об этом. ДОЛЖЕН выдерживать округлость до 0,001-0,002 дюйма на ИЛИ на меньше. Конус ДОЛЖЕН быть меньше 0,001-0,002 дюйма сверху вниз.Стремитесь к 0,001 дюйма на обоих! Настоящая проблема возникает, когда цилиндр уже изношен овальной и сужающейся. Обычный дешевый хонинговальный станок будет просто изнашиваться и терять округлость. Хороший хонинговальный станок делается жестко, и если вы будете осторожны, он будет вернет цилиндр обратно в круглый. Начните с нижней части цилиндра, где почти нет износа, а отверстие идеально круглое. Оттуда вы можете двигаться вверх по цилиндру. Это не так сложно. Просто пора Как молодой мальчик в Индии.Ты должен быть терпеливым. Вам просто нужно немного заточить и измерить, затем немного заточить и измерить. Продолжайте, пока не добьетесь желаемого размера. Большая проблема — это время. Удаление 0,010 дюйма не так уж и плохо, но удаление 0,020 дюйма или 0,040 дюйма занимает много времени.
Не поддавайтесь желанию погрузить точильную головку в сверлильный станок, пнуть ее высоко и схватить. Был там, сделал это. Не получилось так хорошо. Медленно, стабильно и много-много измерений. Это путь.
Лучше использовать сверлильный станок.Работа канала ствола будет более точной.
Если цилиндр, который вы растачиваете, является двухтактным, снимите фаску или сломайте края отверстий напильником, чтобы кольца не зацепились за края. Для этого отлично подходит шаровая отточка. Также не забудьте проверить силовой клапан. Если после расточки он выйдет в цилиндр, его придется отшлифовать, чтобы никакая его часть не могла коснуться поршня.
Гальванические цилиндры можно затачивать, но совсем немного. Все, что вам нужно, это сделать перекрестную штриховку, чтобы кольца лучше сидели.В зависимости от вида покрытия цилиндра может потребоваться покупка специальных камней. Чтобы убедиться в этом, обратитесь к производителю.
Когда вы закончите, очистите цилиндр чистым растворителем, а затем промойте его в теплой мыльной воде. Затем возьмите чистую тряпку и смажьте ее свежим маслом.