Виды заточки сверл
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию:
Все Абразивный инструмент ANDRE Абразивный инструмент» Абразивный инструмент на керамической связке»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»» Шлифовальные круги тип 6»» Бруски» Инструмент на бакеллитовой связке»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»» Круги зачистные армированные тип 1 (прямой профиль)»» Сегменты шлифовальные»» Круги отрезные не армированные»» Круги для заточки пил тип 3 (конический профиль) »» Круги зачистные не армированные тип 1 (прямой профиль)» Инструмент на гибкой основе»» Наждачная бумага»»» Наждачная бумага в рулонах»»» Наждачная бумага в листах»» Лепестковые круги КЛТ»» Лепестковые круги КЛ»» Лепестковые круги КЛО»» Фибровые диски»» Клетированные диски»» Ленты бесконечные»» Шлифблоки» Паста ГОИ» Вулканитовые круги» Тигли Алмазный инструмент и инструмент из СТМ» Карандаши алмазные правящие» Круги алмазные» Бруски алмазные правящие» Круги эльборовые» Надфили алмазные» Паста алмазная» Сверла алмазные» Сверла алмазные трубчатые» Стеклорезы алмазные Измерительный инструмент» Штангенциркули» Измерительные приборы» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Концевые меры длины» Линейки металлические» Рулетки» Угольники слесарные КЛЕЙМА» КЛЕЙМА БУКВЕННЫЕ» КЛЕЙМА ЦИФРОВЫЕ» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ Металлорежущий инструмент» Сверла»» Сверла с коническим хвостовиком ГОСТ 10903-77»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»» Сверла с цилиндрическим хвостовиком средней серии, ГОСТ 10902-77»» Сверла с цилиндрическим хвостовиком длинной и удлиненной серий, ГОСТ 886-77 »» Центровочные сверла ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком ГОСТ 17274-71»» Наборы сверл»» Сверла для печатных плат»» Ступенчатые сверла для листовых материалов»» Сверла с центральной вставкой по DIN-1897 »» Сверла двухсторонние» Метчики»» Метчики с метрической (М) резьбой»»» Метчики гаечные прямые и изогнутые»»» Метчики машинно-ручные ГОСТ 3266-81»»» Метчики ручные»» Метчики с трубной цилиндрической (G) резьбой»» Метчики с трубной конической (Rc) резьбой ГОСТ 6227-80»» Метчики с дюймовой резьбой»» Метчики с дюймовой конической (К) резьбой ГОСТ 6227-80» Развертки»» Развертки ручные»» Развертки машинные» Фрезы»» Борфрезы»» Фрезы дисковые отрезные ГОСТ 2679-93»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»» Фрезы концевые с коническим хвостовиком ГОСТ 170»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»» Фрезы модульные»» Фрезы монолитные (концевые и шпоночные)»» Фрезы торцевые»» Фрезы трехсторонние»» Фрезы цилиндрические»» Фрезы шпоночные»» Фрезы червячные»» Фрезы радиусные выпуклые и вогнутые» Круглые плашки»» Плашки круглые коническая трубная (Rc) резьба ГОСТ 6228-80»» Плашки круглые коническая дюймовая (К) резьба ГОСТ 6228-80»» Плашки круглые трубная цилиндрическая (G) резьба ГОСТ 6357-81»» Плашки круглые метрическая (М) резьба ГОСТ 9740-73» Пилы ленточные» Пластины твердосплавные»» Напайные пластины»» Сменные пластины» Ножевочные полотна» Токарные резцы»» Резцы отрезные ГОСТ 18884-73»» Резцы подрезные отогнутые ГОСТ 18880-82»» Резцы проходные отогнутые ГОСТ 18877-82»» Резцы проходные прямые ГОСТ 18878-73»» Резцы проходные упорные отогнутые ГОСТ 18879-73»» Резцы проходные упорные прямые ГОСТ 18879-73»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»» Резцы резьбовые ГОСТ 18876-73»» Канавочные резцы»» Резцы левые» Сегментные пилы и сегменты к ним» Гребенки плоские к резьбонарезным головкам Металлорежущий инструмент FANAR» Метчики»» М, Mf- метрическая основная и метрическая мелкая резьба»»» Машинные метчики»»»» Серия MasterTAP»»»» Серия 800»»»» Серия 800X»»»» Серия INOX (для обработки нержавеющих сталей)»»»» Метчики для левой резьбы LH»»»» Серия 1400»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»» Серия WGN ( метчики-раскатники)»»»» Серия AL (для обработки алюминия)»»»» Серия GAL (для обработки алюминиевых сплавов)»»»» Серия Az (с шахматным расположением зубов)»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»» Серия GG (для обработки чугуна)»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»» Машинно-ручные (машинные) однопроходные метчики»»» Машинно-ручные ( ручные) комплектные метчики»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»» INOX машинно-ручные ( ручные) комплектные метчики»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»» Гаечные метчики»»» Комбинированные метчики-сверла»»» Метчики-биты»» G- трубная цилиндрическая резьба»» UNC- унифицированная американская дюймовая резьба с крупным шагом»» UNF- унифицированная американская дюймовая резьба с мелким шагом»» BSW- дюймовая резьба Витуорта с крупным шагом»» BSF- дюймовая резьба Уитворта с мелким шагом»» NPT- дюймовая коническая резьба»» Pg — трубопроводная резьба»» Rc — трубная коническая резьба»» Vg- вентильная резьба» Плашки круглые»» М- метрическая основная и Mf- метрическая мелкая резьба»»» Плашки круглые серия 800 правая метрическая резьба»»» Плашки круглые серия 800 левая метрическая резьба»»» Плашки круглые серии INOX и INOX+ (для обработки нержавеющих сталей) метрическая резьба»» G- трубная цилиндрическая резьба »»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»» NPT- американская коническая трубная резьба»» Pg — трубопроводная резьба»» R — трубная коническая резьба»» Vg — вентильная резьба» Сверла»» Сверла спиральные с цилиндрическим хвостовиком по нержавеющим сталям DIN 338 INOX » Воротки для метчиков и плашек» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Наборы резьбонарезного инструмента» Станочная оснастка» Твердосплавные фрезы» Фрезы из быстрорежущей стали» Зенковки с направляющей» Зенковки» Конические развертки 1:16 Сверхдлинные сверла для металла и нержавеющей стали Сверла производства WIERTLA BAILDON» Сверла с к/х шлифованные HSS, NWKc, DIN 345» Сверла с к/х по нержавеющей стали серии INOX » Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338» Сверла с ц/х шлифованные HSS, длинные , DIN 340» Сверла с к/х шлифованные HSS, NWKу, сверхдлинной серии» Сверла с проточенным хвостовиком» Сверла для высверливания точечной сварки Оснастка для электро-бензо-пневмоинструмента» Оснастка для перфораторов»» Буры для перфораторов SDS+»» Буры для перфораторов SDSmax»» Пики, долота, зубила, переходники для перфораторов » Биты для шуруповертов»» Биты, насадки, головки, держатели USH»» Биты, насадки, головки, держатели ПРАКТИКА» Коронки биметаллические» Коронки твердосплавные» Сверла по кирпичу и бетону твердосплавные» Сверла по стеклу и кафелю» Сверла по дереву»» Перовые сверла по дереву»» Сверла для мебельных стяжек»» Сверло по дереву 3-х заходное»» Сверло по дереву спиральное»» Винтовое сверло по дереву»» Сверла ФОРСТНЕРА»» Сверла фрезерные» Диски пильные с твердосплавными пластинками» Диски алмазные» Коронки алмазные» Корщетки для дрелей и шлифмашинок» Патроны и переходники для дрелей» Пилки для электролобзиков»» Пилки REBIR для электролобзиков »» Пилки BOSCH для электролобзиков»» Пилки ПРАКТИКА для электролобзиков» Полировальные приспособления» Аккумуляторы для электроинструмента» Ножи для электрорубанков» Наборы инструментов и приспособлений GRATTEC — инструменты для снятия заусенцев, фасок и шабрения поверхностей.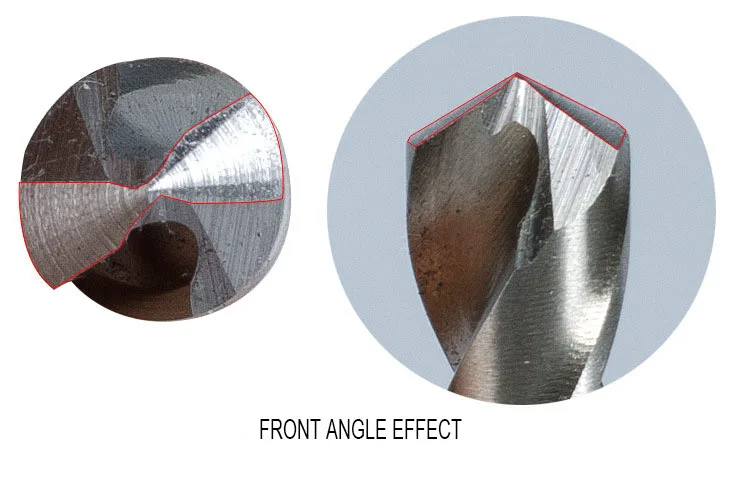 Станочная оснастка и приспособления» Воротки для метчиков и плашек» Станочные оправки тип 7711, тип 7616, тип 7626» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676» Цанги ER тип 7618» Патроны для сверлильных станков» Патроны токарные» Резьбонарезные патроны и головки» Тиски » Центры вращения и упорные Сварка и пайка» Все для сварки» Сварочные электроды» Сварочная проволока» Все для пайки Слесарно-монтажный инструмент» Головки сменные и приспособления к ним» Зубила слесарные» Кельмы» Стамески, долота» Клещи» Ключи»» Ключи динамометрические»» Ключи комбинированные»» Ключи накидные»» Ключи разводные»» Ключи рожковые»» Ключи свечные»» Ключи торцевые»» Ключи трубные (КТРы)»» Ключи шестигранные Г-образные» Молотки и кувалды» Наборы инструментов» Топоры » Надфили» Напильники»» Напильники квадратные»» Напильники круглые»» Напильники плоские»» Напильники полукруглые»» Напильники ромбические»» Напильники трехгранные»» Напильники для заточки цепей бензопил» Ножевки по металлу» Ножницы по металлу» Отвертки» Плоскогубцы, кусачки, и т.д.» Струбцины» Степлеры ручные и скобы к ним» Пинцеты Средства индивидуальной защиты Электро- и бензоинструмент Ручной инструмент» Степлеры ручные механические и скобы» Различный ручной инструмент Смазочные материалы Металлорежущий инструмент TIVOLY» Сверла по металлу средней серии»» Универсальные сверла для малых диаметров ( < 2.5 мм)»» Сверла c ц/х по металлу серия "FURIUS"» Метчики машинные HSS» Метчики сверхдлинной серии» Сверла по металлу экстрадлинной серии» Зенковки с цилиндрическим хвостовиком» Воротки для плашек
Станочная оснастка и приспособления» Воротки для метчиков и плашек» Станочные оправки тип 7711, тип 7616, тип 7626» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676» Цанги ER тип 7618» Патроны для сверлильных станков» Патроны токарные» Резьбонарезные патроны и головки» Тиски » Центры вращения и упорные Сварка и пайка» Все для сварки» Сварочные электроды» Сварочная проволока» Все для пайки Слесарно-монтажный инструмент» Головки сменные и приспособления к ним» Зубила слесарные» Кельмы» Стамески, долота» Клещи» Ключи»» Ключи динамометрические»» Ключи комбинированные»» Ключи накидные»» Ключи разводные»» Ключи рожковые»» Ключи свечные»» Ключи торцевые»» Ключи трубные (КТРы)»» Ключи шестигранные Г-образные» Молотки и кувалды» Наборы инструментов» Топоры » Надфили» Напильники»» Напильники квадратные»» Напильники круглые»» Напильники плоские»» Напильники полукруглые»» Напильники ромбические»» Напильники трехгранные»» Напильники для заточки цепей бензопил» Ножевки по металлу» Ножницы по металлу» Отвертки» Плоскогубцы, кусачки, и т.д.» Струбцины» Степлеры ручные и скобы к ним» Пинцеты Средства индивидуальной защиты Электро- и бензоинструмент Ручной инструмент» Степлеры ручные механические и скобы» Различный ручной инструмент Смазочные материалы Металлорежущий инструмент TIVOLY» Сверла по металлу средней серии»» Универсальные сверла для малых диаметров ( < 2.5 мм)»» Сверла c ц/х по металлу серия "FURIUS"» Метчики машинные HSS» Метчики сверхдлинной серии» Сверла по металлу экстрадлинной серии» Зенковки с цилиндрическим хвостовиком» Воротки для плашек
Производитель:
ВсеABRABOROANDRE abrasive articlesAPX TechnologieASKAYNAK, ТурцияBISON-BIALBOSCHESABFANARFELO, ГерманияGLOBUS, ПольшаGRATTECHavera, ГерманияHeidenpeterHeller, ГерманияIZAR, ИспанияKARNASCHKEMMLERKULLENMP-SNOOK, ЛатвияOregonParitet, ЛатвияPFERDREBIR, ЛатвияSAIT, ИталияTaerosol OYTITEX+, ГерманияTIVOLYUSHWiertla BaildonWILPU, ГерманияYG-1ZM-KOLNOZPSБАЗ (Белгород)БелоруссияБуревестник (Гатчина)ВМПАВТОГерманияЕСАБ-СВЭЛ (СПб)Каменец-ПодольскийКитайКМЗ (Копейск)КОМЗ (Каменск)КРИН (Киров)ЛАЗ (Луга)Межгосметиз (Мценск)МЕТАЛЛИСТ (Глазов)НИЗ (Новосибирск)ПМ (Рязань)ПРАКТИКАРоссияСеверсталь(Череповец)Северсталь-метиз(Орел)СМИ (Арефино)СПРИНТ (Москва)СтИЗСЭЗ (Сычевка)тестТруд (Вача)ЧИЗ (Челябинск)
Новинка:
Всенетда
Спецпредложение:
Всенетда
Результатов на странице:
5203550658095
Угол заточки сверла по металлу: таблица и рекомендации
Сверла по металлу, как и любой другой режущий инструмент, изнашиваются в процессе эксплуатации, что делает их непригодными к использованию. Между тем в большинстве случаев режущие и другие углы сверла по металлу можно восстановить, выбрав их значения по специальной таблице и выполнив заточку.
Между тем в большинстве случаев режущие и другие углы сверла по металлу можно восстановить, выбрав их значения по специальной таблице и выполнив заточку.
Ручная заточка сверла по металлу
Назначение и конструктивные особенности инструмента
Сверла по металлу, для изготовления которых используются стальные сплавы быстрорежущей группы, применяются для создания в металлических деталях как сквозных, так и глухих отверстий. Наиболее распространенными являются спиральные сверла, конструкция которых включает в себя следующие элементы:
- режущую часть;
- рабочее тело;
- хвостовик;
- лапку.
Конструктивные элементы спирального сверла
Если хвостовик, который может быть как цилиндрическим, так и коническим, предназначен для надежной фиксации инструмента в патроне используемого оборудования, то рабочая часть одновременно выполняет сразу несколько важных функций. Именно геометрией сверла определяются его работоспособность и режущие свойства.
Важнейшими элементами рабочей части сверла по металлу являются винтовые канавки. Их задача состоит в том, чтобы выводить из зоны обработки стружку. Геометрия спирального сверла по металлу предусматривает, что передняя сторона спиральной канавки выполняется под определенным углом, величина которого по направлению от оси инструмента к его периферийной части меняется. В процессе изготовления сверла по металлу на боковой области его спиральных элементов формируются узкие ленточки, несколько выступающие над основной поверхностью. Задача таких ленточек состоит в том, чтобы уменьшить величину трения инструмента о стенки формируемого отверстия.
Особенности различных видов заточки сверл
Заточка сверл, как уже говорилось выше, необходима для того, чтобы восстановить их геометрические параметры. Выбор определенного вида заточки сверла зависит от ряда факторов (диаметра инструмента, характеристик обрабатываемого металла и др. ).
).
Наиболее универсальной является нормальная заточка (Н), при выполнении которой на рабочей части сверла формируются одна поперечная и две режущие кромки. Угол заточки сверла в данном случае составляет 118–120°. Выбирая такой вид заточки сверл, следует иметь в виду, что использовать его можно по отношению к инструментам, диаметр которых не превышает 12 мм.
Типы заточек сверл по металлу
Все остальные виды заточки, которые обозначаются буквосочетаниями НП, НПЛ, ДП, ДПЛ, можно применять для инструментов с диаметром до 80 мм. Каждый из указанных типов заточки предполагает доведение геометрии сверла по металлу до требуемых параметров.
НП
Такая заточка подразумевает подточку поперечной кромки, что делается для уменьшения ее длины и, соответственно, для снижения нагрузок, воспринимаемых инструментом в процессе сверления.
НПЛ
В данном случае кроме поперечной кромки подточке подвергается и ленточка, что позволяет уменьшить ее ширину в области режущей части. Подточка ленточки помимо уменьшения силы трения, создаваемой при сверлении, позволяет сформировать дополнительный задний угол сверла, что способствует облегчению процесса обработки.
ДП
Это двойная заточка, совмещенная с подточкой поперечной кромки. Выполнение заточки данного вида позволяет сформировать на рабочей части сверла по металлу одну поперечную и четыре режущие кромки, имеющие вид ломаных линий.
ДПЛ
Это аналогичный предыдущему вид заточки, при котором дополнительно подтачивают ленточку. Создание четырех режущих кромок при выполнении двойной заточки необходимо для того, чтобы уменьшить угол между периферийными участками режущих кромок. Такой подход позволяет улучшить отвод тепла от режущей части инструмента и, соответственно, значительно повысить его стойкость.
Как правильно выбрать углы заточки
Углы заточки сверла, как уже говорилось выше, выбираются по специальным таблицам, где их значения представлены в зависимости от того, в каком именно материале необходимо сформировать отверстие.
Таблица 1. Углы заточки сверла по металлу для различных материалов
Если неправильно выбрать углы, под которыми будет затачиваться сверло, то это приведет к тому, что оно в процессе работы будет сильно нагреваться. Это в итоге может привести к его поломке. Кроме того, именно неправильно выбранные углы, используемые для заточки сверла по металлу, часто становятся основной причиной некачественно выполненного сверления.
Выполнение операции
Традиционно заточка сверл по металлу спирального типа выполняется на наждачном станке, оснащенном точильным кругом соответствующей твердости. Начинать затачивать их следует с обработки задней поверхности. Прижимая инструмент данной поверхностью к вращающемуся точильному кругу под определенным углом, надо следить за тем, чтобы на ней формировался правильный уклон.
При заточке передней режущей поверхности необходимо контролировать не только угол, под которым выполняется операция, но и размер перемычки. Очень важно, чтобы при заточке на рабочей части сверла по металлу были сформированы режущие кромки равной длины, расположенные под одним углом. Если просверлить отверстие сверлом, при заточке которого не соблюдены эти важные требования, то диаметр такого отверстия будет больше, чем поперечный размер самого инструмента.
Проверка углов заточки с помощью шаблона
Проверить соответствие основных геометрических параметров (в том числе угла заточки) сверла требуемым характеристикам можно при помощи одного шаблона, который несложно приобрести в серийном исполнении или изготовить самостоятельно.
И в заключение небольшой видеоролик о том, как самостоятельно заточить сверло по металлу.
Виды и углы заточки сверл для стали и алюминия
Для сверления отверстий применяют спиральные сверла. Спиральное сверло (рис. 64) состоит из рабочей части, хвостовика, шейки, лапки, или поводка. Хвостовик сверла закрепляется в патроне пневматической или электрической машины или в шпинделе станка.
Хвостовик сверла закрепляется в патроне пневматической или электрической машины или в шпинделе станка.
Рис. 64. Спиральное сверло и его части
Сверла изготовляют с обыкновенной и двойной заточкой. Сверла с обыкновенной заточкой имеют на режущей части одну поперечную и две режущие кромки. Сверла с двойной заточкой отличаются тем, что имеют двойной угол при вершине; их режущие кромки выполнены в виде ломаной линии. Сверла с обыкновенной заточкой диаметром от 0,25 до 12 мм применяют для сверления стали, чугуна, цветных металлов и их сплавов. Сверла с обыкновенной заточкой диаметром свыше 12 до 80 мм применяют для сверления сталей, имеющих предел прочности при растяжении до 50 кг/мм2. Сверла с двойной заточкой диаметром от 12 до 80 мм применяют для сверления сталей, имеющих предел прочности при растяжении более 50 кг/мм2.
Рис. 65. Заточка и проверка спиральных сверл:
а, в — сверло заточено неправильно, б — сверло заточено правильно, г, д — проверка угла наклона и длины режущей кромки, е — проверка угла наклона к оси поперечной кромки, ж — проверка величины угла снятии затылка
Для нормальной работы спирального сверла с обыкновенной заточкой необходимо, чтобы угол при вершине был равен 118° (рис. 65,6).
Если угол при вершине будет больше 118° (рис. 65,а), сверло, имея укороченные размеры режущих кромок, станет неустойчивым, легко будет смещаться и разбивать отверстия или сломается, так как оно не может быстро углубляться в металл, когда на него действует усилие подачи. Если, наоборот, угол при вершине будет меньше 118° (рис. 65,б), получится слишком большое давление острия на обрабатываемый материал, что также часто приводит к поломке сверла.
Обе режущие кромки затачивают строго под одинаковым углом к оси сверла, кромки должны быть равными по длине, в противном случае сверло будет бить и отверстие получится неправильным, т.-e5f39d.jpg) е. больше диаметра сверла. Кроме того, одностороннее заточенное сверло быстрее тупится, так как работает одной кромкой.
е. больше диаметра сверла. Кроме того, одностороннее заточенное сверло быстрее тупится, так как работает одной кромкой.
Угол при вершине сверла, равный 118°, до известной степени является универсальным — пригодным для сверления стали и чугуна. При сверлении отверстий в других металлах и сплавах сверла затачивают под следующими углами: латуни и бронзы — 130—140°, красной меди — 125°, алюминия и дюралюминия — 140°.
Вручную заточить правильно сверло трудно, поэтому сверла затачивают на специальных станках.
Для проверки заточки сверл пользуются специальными шаблонами (рис. 65, г, д, е, ж), позволяющими с достаточной точностью определить заточку.
Сверла Заточка — Формы — Энциклопедия по машиностроению XXL
Стойкостью сверла называется время его непрерывной (машинной) работы до затупления, т. е. между двумя переточками. Стойкость сверла обычно измеряется в минутах. На стойкость сверла влияют свойства обрабатываемого материала, материал сверла, углы заточки и форма режущих кромок, скорость резания, сечение стружки и охлаждение.
[c.196]
Форма заточки оказывает влияние на стойкость сверла и скорость резания, допускаемую сверлом. Различают следующие формы заточки сверл нормальную одинарную и двойную заточку, заточку с подточкой перемычки, с подточкой ленточки и др. (табл. 8). [c.197]
Спиральное короткое сверло с наружным отводом стружки (фиг. 199, в) также имеет две главные режущие кромки. При сверлении жидкость подводится по каналу в стебле сверла и распределяется при помощи отдельных мелких отверстий по режу щим кромкам сверла. Для спокойной работы сверла необходимо обеспечить форму стружки в виде мелких завитых спиралей (это касается всех сверл для глубокого сверления).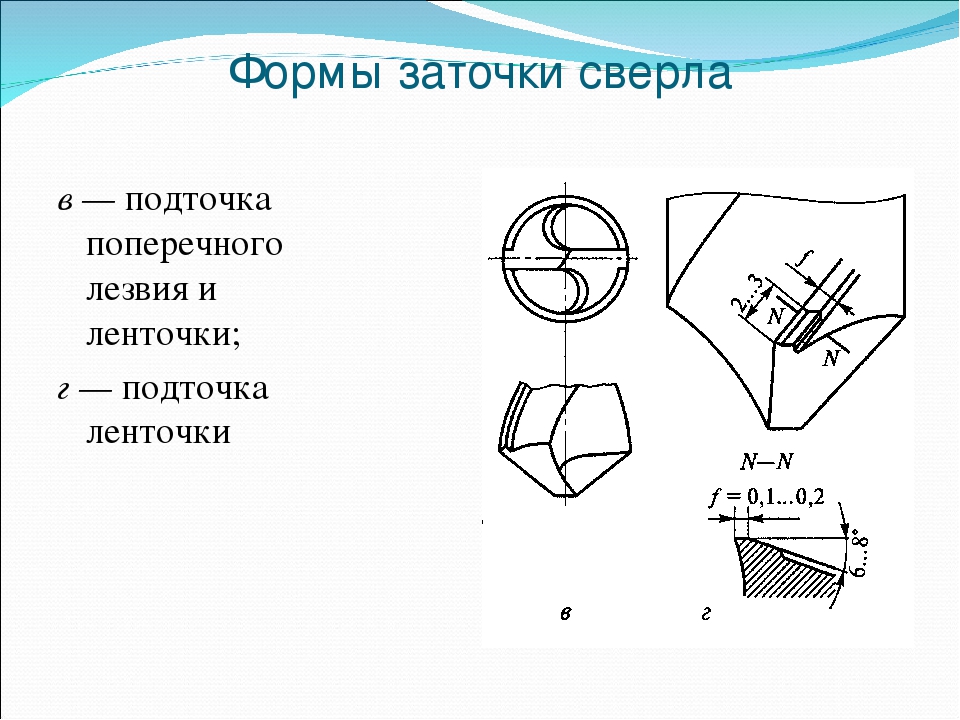 Для этой цели на кромках сверла делают стружкоразделительные канавки. Это сверло, однако, не обеспечивает прямолинейной оси отверстия, особенно если заточка произведена неправильно и длина режущих кромок различна.
[c.258]
Для этой цели на кромках сверла делают стружкоразделительные канавки. Это сверло, однако, не обеспечивает прямолинейной оси отверстия, особенно если заточка произведена неправильно и длина режущих кромок различна.
[c.258]
Количество отверстий, просверленных сверлами с заточкой по формам (фиг. 184, а) [c.264]
Сверла — Заточка — Форма 226 — Конусная часть—Длина 223
[c.579]
Задние поверхности спирального сверла обычно затачивают по конусам. Основные формы заточки режущей части спиральных сверл показаны на рис. 6. Двойная заточка по форме ДПЖ (рис. 6, е), т. е. с большим углом 2ф, с плоской Двойной задней поверхностью и прорезанием [c.50]
Основные формы заточки режущей части спиральных сверл показаны на рис. 5. Двойную заточку по форме ДПЖ (рис. 5, е), т. е. с большим углом 2ф, с плоской двойной задней поверхностью и подточкой поперечной кромки, производят только на универсально-заточном станке. [c.83]
Для заточки твердосплавных сверл, а также сверл со специальной формой режущей части применяется плоская заточка задней поверхности каждого зуба на универсальном [c.235]
Если заточку сверла вручную на точиле производит сам токарь, он должен тщательно следить за тем, чтобы выполнялись все указанные выше требования, обеспечивающие качественную работу сверла. Заточку в этом случае для всех размеров сверл следует вести только по форме Н. [c.165]
Диаметр сверла в мм Форма заточки Обрабатываемый материал [c.26]
Понижение спинок зубьев с образованием ленточек уменьшает трение инструмента в обрабатываемом отверстии. Ленточки на зубьях служат для направления сверла в отверстии. Форма и размеры канавок влияют на геометрию режущей части сверла, на его прочность и условия удаления стружки из отверстия. Правильная форма канавок и заточка задних поверхностей должны обеспечивать прямолинейность режущих кромок.
[c.119]
Правильная форма канавок и заточка задних поверхностей должны обеспечивать прямолинейность режущих кромок.
[c.119]
То же, точного исполнения, с заточкой по форме Hfl СВЕРЛО 2300-0068—НП—Р 18—Т [c.22]
Пример обозначения сверла =10 мм правого из быстрорежущей стали марки Р18 исполнения I с заточкой по форме Н СВЕРЛО 2300-0713—PIS То же, с заточкой по форме НП [c.45]
Пример обозначения сверла d = 3 мм из быстрорежущей стали марки Р18 с заточкой по форме I [c.64]
СВЕРЛО 2300-0830—Р18 То же, с заточкой по форме П [c.64]
СВЕРЛО 2300-1011—PIS То же, с заточкой по форме II [c.70]
Пример обозначения сверла =10 мм с пластинкой из твердого сплава марки ВК8 типа А исполнения I с заточкой по форме Н [c.75]
СВЕРЛО 2300-1135—ВК8 То же, с заточкой по форме НП [c.75]
На станках с программным управлением рекомендуется применять сверла со специальными формами заточки задней поверхности и подточки поперечной кромки. Для сверл диаметром до 5 мм рекомендуется двухплоскостная заточка, а для сверл диаметром свыше 5 мм — двухплоскостная с улучшенным стружкоотводом или винтовая заточка с выпуклой заостренной поперечной режущей кромкой. [c.219]
Спиральное короткое М-образное сверло с внутренним отводом стружки (рис. 74, в) также имеет две главные режущие кромки. При сверлении жидкость ПОДВОДИТС.Ч по каналу в стебле сверла и проникает в выемки и затем вместе со стружкой идет внутрь сверла. Для спокойной работы сверла необходимо обеспечить форму сгр> жки в виде мелких завитых спиралей (это касается всех сверл для глубокого сверления). Для этой цели па кромках сверла делают стружкоразделительные канавки. Это сверло дает правильное и точное отверстие, особенно если заточка произведена правильно и длгащ режущпх кромок одинакова.
[c. 114]
114]
Сверла для обработки печатных плат на станках с ЧПУ изготовляют из мелкозернистого твердого сплава ВК6 —ОМ. По технологии ВНИИ заточка сверл — двухплоскостная она осушествляется на универсально-заточном станке ЗМ642 с помощью приспособления П8 для заточки сверл. Заточка проводится торцом алмазного круга чашечной формы 12А2 150 х 10 х 5 х 32 АСМ 28/20 Б1 100. Затачивают главную и вспомогательную поверхности одного пера, затем сверло поворачивают на 180° и затачивают обе повер.хности второю пера. [c.778]
Заточка сверл. Форма заточки оказывает влияние на стойкость сверла и скорость резания, допускаемую сверлом. Различают следующие формы заточки сверл нормальную одинар-94 [c.94]
Сверла с коническим хвостовиком диаметром от 6 до 30 мм рекомендуются трех длин нормальные по ГОСТ 10903—64, удлиненные по ГОСТ 2092—64 и специальные сверхкороткие с длиной рабочей части 3—5 диаметров, которые применяют при обработке материалов повышенной твердости и при высоких требованиях к точности координат центров отверстий. Вследствие бескондукторного метода обработки на станках с ЧПУ рекомендуется применять сверла со специальными формами заточки задней поверхности и подточки поперечной кромки, что позволяет обрабатывать отверстия с точным расположением их центров и обеспечивать лучшее самоцентрирование сверл в начале сверления и меньший увод оси обрабатываемых отверстий (табл. 139). [c.272]
Для того чтобы обеспечить хороший стружкоотвод и оптимальные величины передних углов была предложена конструкция шнековых сверл (рис. 10) [43]. Угол наклона канавок у этих сверл выполняется равным w = 60°, а оптимальная величина переднего угла у достигается специальной заточкой передней поверхности по плоскости (у = 12° для чугуна, Y = 14ч-15° для стали). Повышение жесткости этих сверл обеспечивается треугольной формой стружкоотводящих канавок и толщиной сердцевины сверла в пределах (0,3—0,4) D. Шнековые сверла выпускаются диаметром от 3 мм и выше. [c.43]
[c.43]
Способы заточки спиральных сверл
Режущая часть сверла состоит из двух режущих кромок, расположенных под определенным углом, который называется «углом заточки» или «углом при вершине сверла». Обычно он обозначается как Y . Этот угол во многом определяет рабочие свойства сверла. Он выбирается в зависимости от материала, для обработки которого предназначено сверло. См. таблицу.
|
|
|
|
|
|
Для ручного инструмента обычно предлагаются сверла с углом заточки 118°, которые являются наиболее универсальными.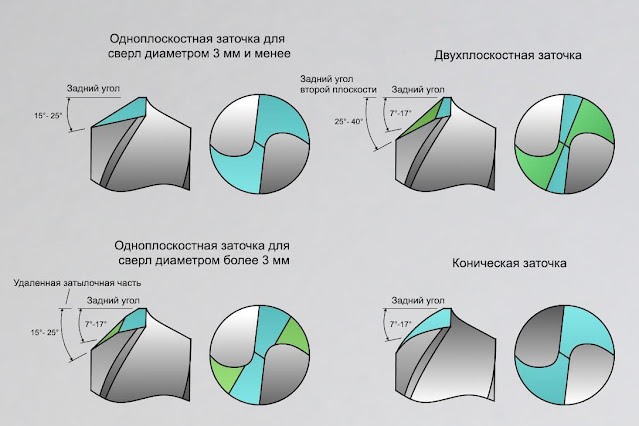 При сверлении в материалах с низкой прочностью, как например легкие сплавы, пластмассы и т.п., угол заточки не влияет в такой мере на производительность и стойкость сверла, как при сверлении твердых материалов. Для применения ручного инструмента при ремонтных и монтажных работах характерно эпизодическое сверление самых разных материале. В этом случае перетачивать сверла под работу с менее прочными материалами не имеет смысла.
При сверлении в материалах с низкой прочностью, как например легкие сплавы, пластмассы и т.п., угол заточки не влияет в такой мере на производительность и стойкость сверла, как при сверлении твердых материалов. Для применения ручного инструмента при ремонтных и монтажных работах характерно эпизодическое сверление самых разных материале. В этом случае перетачивать сверла под работу с менее прочными материалами не имеет смысла.
Реже предлагаются сверла с углом заточки 130 — 135°. Как правило, это сверла из специальных быстрорежущих сталей, изначально предназначенные для работы по материалам с высокой твердостью.
Кроме угла заточки, на работу сверла в большой степени влияют и другие параметры геометрии режущей кромки.
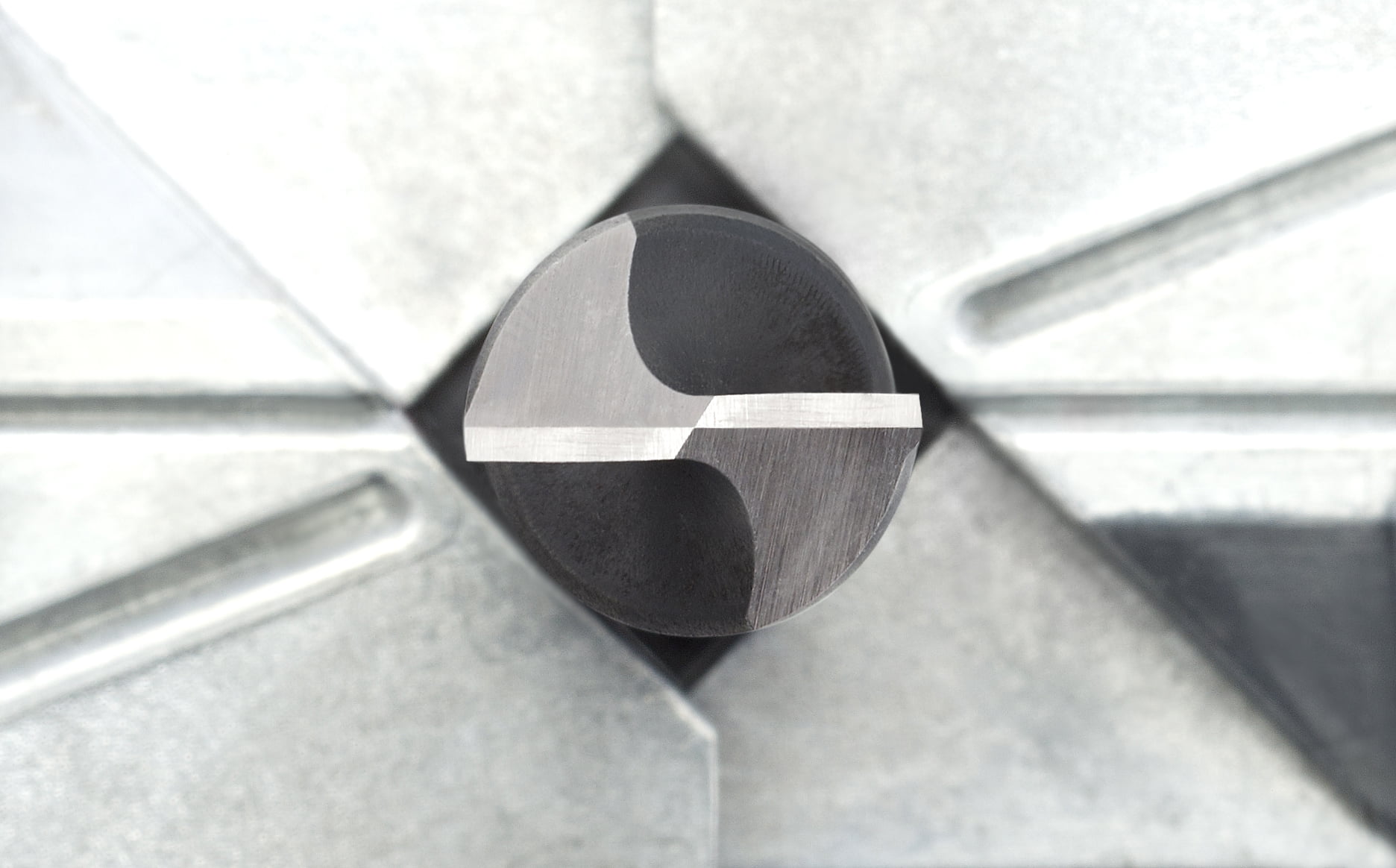
Нормальная заточка
Используется в большинстве сверл общего назначения. Одно из преимуществ — относительно простая переточка. Считается, что ее можно выполнить вручную, однако настоятельно рекомендуется применять специальные станки (см. ниже.). Недостатком является относительно большая длина «перемычки» в центральной части (около 1/5 диаметра сверла). В зоне «перемычки» происходит не резание, а сминание материала заготовки. В результате повышается износ сверла и велик его увод в сторону в стадии засверливания. Чтобы избежать этого, желательно достаточно сильно накернить заготовку или выполнить начальное засверливание сверлом меньшего диаметра.
Заостренная заточка
Отличается выполнением небольших подточек с целью уменьшения длины «перемычки». Считается нормальным, если длина «перемычки» за счет этого снижается до 1/10 диаметра сверла. Такое сверло гораздо лучше ведет себя в момент засверливания, его меньше уводит в сторону и размеры углубления после накернивания могут быть меньше. Также уменьшаются усилие подачи и необходимый крутящий момент привода. Недостатками данной заточки являются большая трудоемкость ее выполнения (особенно при небольшом диаметре сверла) и снижение прочности заостренной режущей кромки.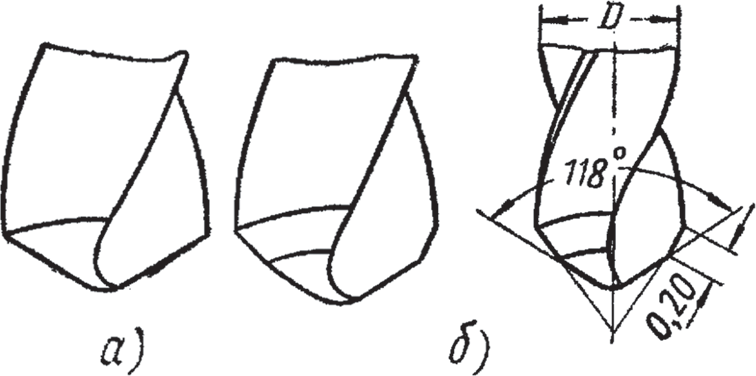 Такая заточка особенно рекомендуется для сверл с перемычками относительно большого размера (прежде всего для сверл большого диаметра).
Такая заточка особенно рекомендуется для сверл с перемычками относительно большого размера (прежде всего для сверл большого диаметра).
Заостренная заточка со скосом по передней режущей кромке
Требует несколько больших усилий при ее выполнении, чем обычная заостренная заточка. По сравнению с ней, заточка со скосом по передней кромке более устойчива к ударам и к воздействию бокового усилия. Применяется при работах по твердым сталям и для рассверливания.
Заточка со скосом по задней режущей кромке
Называется также самоцентрирующейся заточкой. Перемычка практически исчезает. В результате отсутствует увод в сторону при засверливании, уменьшается усилие подачи, улучшается стружкообразование. После нормальной заточки такая заточка является самой распространенной.
Заточка под двойным углом
Существенно улучшает температурные режимы работы сверла за счет увеличения длины режущей кромки и повышения теплотдачи. За счет этого также возрастает стойкость сверла. Кроме того, оптимизируются углы резания вдоль режущей кромки. Рекомендуется при сверлении вязких материалов, например, быстрорежущей стали.
Прямая заточка с центральным выступом
Обычно она характерна для сверл по дереву, но применяется также и в сверлах, предназначенных для сверления тонкого листового металла (они обычно называются сверлами для высверливания точек контактной сварки). По сравнению со сверлами с остальными показанными выше типами заточки, это сверло снижает количество заусенцев при сквозном сверлении и дает возможность сверлить цилиндрические отверстия с относительно ровным дном. Сверло по металлу (из быстрорежущей стали) с такой заточкой выпускаются в ограниченном диапазоне размеров.
Кроме всего прочего, при заточке режущих кромок важно выдержать надлежащий задний угол. Естественно, что это делается при фабричной первоначальной заточке сверла и вспоминать о заднем угле сверла потребителю приходится только при его переточке.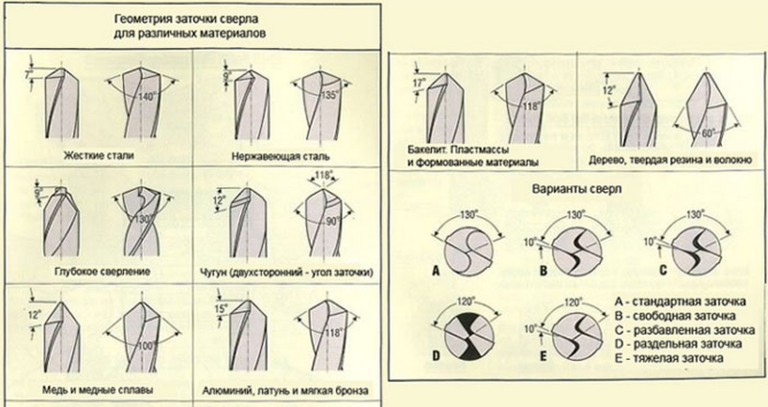
Можно увидеть, что если передняя (режущая) кромка прямая, то задняя кромка имеет более сложную форму. Из-за этого задний угол изменяется вдоль задней кромки и при неправильной заточке может случиться так, что задняя кромка будет зацепляться за стенки отверстия. Результатом является рост температуры сверла, падение производительности и срока службы сверла. Для того, чтобы точно выдержать и передний и задний углы заточки, применяется несколько схем заточки, для реализации каждой из которых требуются специальные приспособления. Приведем, одно из самых простых таких приспособлений, положенных в основу описанного ниже приспособления для повторной заточки спиральных сверл.
Само устройство показано на рисунке ниже. Это приспособление позволяет изменять угол наклона сверла относительно плоскости абразивного круга поворотом станка вокруг оси А. На этом рисунке показана схема заточки сверла с углом при вершине в 116 — 118°. Изменяя угол В (на рисунке он равен 45°), можно задавать различные углы заточки. Станок с закрепленным в нем сверлом плавно поворачивается вокруг оси А с одновременной постепенной подачей сверла винтом подачи), пока не будет заточена вся поверхность, начиная с одной из режущих кромок (нижней, показан ной на рисунке). Постепенная подача необходима, чтобы не перегреть сверло. Затем сверло переворачивают и затачивают вторую режущую кромку.
Также следует особо отметить, что заточка должна быть симметричной. Ось вращения сверла всегда проходит через выступающую вперед точку пересечения режущих кромок и при несимметричной заточке увеличивается диаметр отверстия, растут вибрации и возможна поломка сверла. По этой причине при заточке сверла диаметром от 6 — 10 мм и ниже желательно контролировать симметричность заточки с помощью лупы.
Размерными параметрами спирального сверла являются диаметр и длина. Диаметры спиральных сверл общего назначения с цилиндрическим хвостовиком стандартизированы и укладываются в ряд 0,3 мм — 20,0 мм с шагом 0,05 — 0,1 мм.
Сверла каждого типоразмера имеют определенную длину рабочей (калибровочной) части. Одним из требований к сверлам является возможность их переточки. В силу этого, к минимальной рабочей длине сверла, определяемой возможностью эффективного отвода стружки, прибавляется запас на переточку сверла. В общем случае, сверла могут перетачиваться на длине 3/4 от первоначальной длины рабочей части. Есть и более простое правило: если длина канавки для отвода стружки менее 10 мм, сверло переточке не подлежит.
В заключение можно упомянуть про сверла с левым вращением. Они требуют применения реверсивных дрелей и нужны только в достаточно редких ситуациях, например для засверливания обломанного крепежа перед его удалением.
Металлорежущий инструмент широко представлен в каталоге интернет-магазина AIST.
Как правильно заточить сверло по металлу! Видео о правильной заточке сверл
В домашнем хозяйстве самым востребованным электроинструментом является дрель. Используя надежного помощника можно не только высверливать практически любые отверстия, но и вырезать места под установку электромонтажных приборов, включая розетки, выключатели.
Но для этого вам обязательно понадобится набор сверл. Выпускаются сверла для работы с любыми материалами.
В процессе работы сверла тупятся и нуждаются в заточке.
Размещенный ниже материал рассказывает, как правильно заточить сверло по металлу в дополнение посмотрите видео о вариантах заточки
Что такое сверло и как его заточить
Для выполнения сверлильных работ выпускаются специальные инструменты, самым распространенным из которых является сверло.
Внимание! Для работы с различными материалами выпускаются специальные сверла с разным углом заточки сверла.
Кроме того, на углы заточки влияет структура материала. Но обо всем по порядку.
Различные способы заточки
Сверлом называется режущий инструмент, выполняющий процесс резания за счет вращательного движения при осевой подаче.
Сверла применяются не только для изготовления сквозных отверстий различных диаметров, но и для рассверливания уже существующих отверстий.Применяя сверло, вы можете просверлить сквозное отверстие, сделать углубление нужного диаметра, выполнить сверловку на требуемую глубину.
Но для выполнения перечисленных работ вам понадобится сверло нужного диаметра.
К тому же сверло должно быть правильно заточенное.
Различные способы заточки под определенный материал
А для того чтобы узнать, как заточить сверло, надо уточнить, для какого материала инструмент будет использоваться.
Конструктивно сверла выпускаются спиральные, плоские или перовые, кольцевые, центровые, для глубокого или одностороннего резания.
Спиральные сверла выпускаются различных диаметров. Диапазон 0,1…80 мм при длине рабочей части до 275 мм.
Плоские сверла используются для изготовления отверстий большого диаметра на большую глубину. Конструктивно режущая часть выполнена в виде лопатки, крепится к державке.
Кольцевые сверла выполнены в виде пустотелой трубы, у которой работает узкая кольцевая режущая часть.
Центровые сверла используются для центровки деталей при точении.
Но все перечисленные инструменты в процессе работы тупятся. А раз сверла тупятся, их надо затачивать. А чтобы узнать, как правильно заточить сверло, надо представлять, для какого материала будет использоваться инструмент и од этого менять угол наклона заточки.
Реже всего тупятся сверла при работе по дереву. Если вы используете сверла при сверловке только по дереву, то такие сверла не требуют заточки на протяжении нескольких месяцев или лет. Надо только бережно относиться к их хранению и использованию.
Для нас же важно научиться затачивать сверла при работе по металлу, бетону.
Для того чтобы узнать, как правильно заточить сверло по металлу, достаточно посмотреть видео о способах и углах заточки.
Чтобы произвести заточные работы, надо иметь не только заточное оборудование, но и средства защиты.
Из средств защиты надо обязательно приобрести защитные очки.
А для заточки сверла лучше всего купить заточной станок.
Видео:
Несколько слов о заточном станке
Чаще всего заточной станок изготавливается на основе небольшого электродвигателя переменного тока 220 в.
Частота вращения заточного станка от 1500 об/мин.
Станок должен быть оборудован в обязательном порядке прозрачным защитным экраном, подпятником.
В домашних условиях не следует использовать сверла диаметром более 16 мм.
Так как правильно заточить сверло по металлу, если сверло затупилось?
О том, что сверлу требуется заточка, можно судить по появляющемуся характерному скрипу при сверлении, особенно в его начале. Одновременно сверло начинает сильно нагреваться, что еще больше приводит к его стиранию.
Точатся сверла на специальных заточных станках. В домашних условиях сверла можно затачивать на простом точиле с камнем, при помощи болгарки с насадкой, на наждачке.
Итак, как правильно заточить сверло по металлу?
Как затачивать сверло, определяет форма задней плоскости сверла.
Дело в том, что заточка сверла производится по задним граням.
Внимание! Правильно заточенное сверло имеет два зуба, заточенные абсолютно одинаково.Говоря о видах заточки, отметим, что их бывает несколько.
Углы заточки
Самый простой, одноплоскостной.
Для выполнения одноплоскостной заточки сверло приставляется режущей частью к заточному кругу параллельно. В процессе заточки запрещается перемещать или вращать сверло.
Это самый простой вид заточки. Но его рекомендуется использовать для сверл диаметром до 3 мм. Самым большим недостатком такого вида заточки считается разрушение режущей кромки сверла в процессе работы в виде выкрашиваемости.
Второй распространенный вид заточки называется коническим.
Данный вид заточки используется для сверл диаметром свыше 3 мм.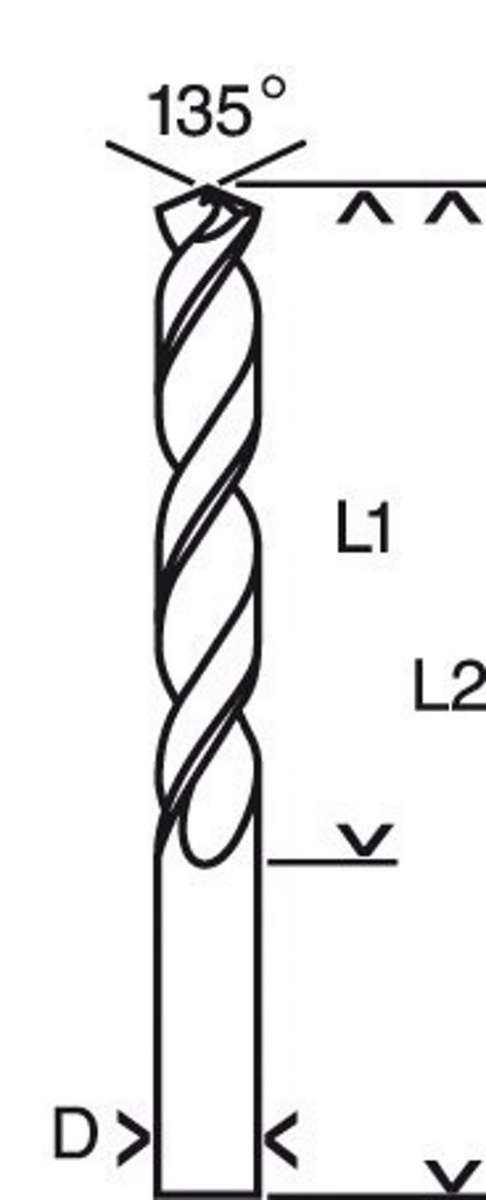 Это более сложный вид заточки.
Это более сложный вид заточки.
Коническую заточку сверла сложно выполнить вручную.
Для ее выполнения, надо взять сверло в левую руку, зажав рабочую часть. Правой рукой зажимается хвостовик.
Сверло прижимается режущей кромкой к торцу заточного круга под нужным углом.
Покачивая сверло правой рукой, создайте конусную поверхность на задней грани сверла.
Внимание! Плавными и медленными движениями руки затачивайте перо сверла, не отрывая его от поверхности камня.
Эти же действия выполните и для второй части сверла.
Внимательно следите за выдерживанием формы задней грани и углом заточки.
Для точного измерения углов заточки применяйте специальный прибор, называемый угломером.
Если измерительного прибора нет, можно сделать шаблон.
А какие углы надо выдерживать, где узнать их величину.
Угол заточки сверла по металлу выбирается из таблицы.
Важно! В процессе работы не перегревать сверло, перегрев приводит к послаблению стали. Обязательно делайте охлаждение и закалку водой.
Чтобы обеспечить требуемые углы заточки сверла, рекомендуется использовать специальные приспособления.
Приспособление позволяет затачивать углы сверла с выдерживанием требований таблиц.
Таблица угла заточки сверла, для различных материалов
__TITLE__
Методы заточки сверл болгаркой в домашних условиях, своими руками
О заточке сверла при помощи точильного камня мы рассмотрели. А еще как самому заточить сверло?
Если нет под рукой заточного станка, можно обойтись болгаркой.
Способ 1
Данный способ заключается в том, что сверло жестко крепится в тисках или приспособлении. Задается угол закрепления.
На болгарку устанавливается диск для работы по металлу. Вращающийся диск периодически подводится к плоскости сверла.
А как заточить сверло болгаркой, хорошо показано на предлагаемом видео.
Внимание! Предлагаемый вариант небезопасен. Лучше и надежнее будет, если закреплять сверло в приспособлении или тисках.
Видео:
Способ 2
При этом способе заточки крепится болгарка. На болгарку устанавливается диск с мелкой наждачной бумагой.
Сверло держится рукой, прикладывается к диску режущей частью.
Все отлично видно, как заточить сверло по металлу болгаркой на видео.
Видео:
Правила заточки победитовых сверл
А как заточить победитовое сверло? Победитовое сверло чаще всего используют для сверления отверстий в бетоне, кирпиче, камне.
В процессе работы сверло нагревается, издавая визжащий звук. Это первый признак, что сверло нуждается в заточке.
Подробно о способах, как заточить победитовый бур для перфоратора.
Чтобы заточить победитовое сверло, лучше воспользоваться точильным станком с алмазным диском. Внимание! Старайтесь выдерживать угол заточки. Для победитового сверла он равен 170º.
Заточка победитового сверла заключается в подправке затупившейся режущей кромки.
Видео:
Работа с наждаком
Плавным касанием сверла к заточному камню подправьте переднюю поверхность сверла.
Сверло берется в левую руку ближе к режущей части, правой рукой держится за хвостовик. Сверло подводится к заточному камню, отрезному диску болгарки или грибу с установленным наждачным полотном.Заточка заключается в подправке режущей кромки победитового сверла, которая при сверловке твердой поверхности затупляется.
Внимание! Надо помнить, что частота вращения заточного камня зависит от твердости сверла. Чем тверже материал сверла, том медленнее должен вращаться диск.
В процессе заточки необходимо следить за одинаковостью режущих сторон. В противном случае у вас получатся увеличенные и неровные отверстия. Важно не перекаливать сверло и охлаждать.
Видео:
Видео:
Выводы:
- – сверло можно заточить правильно и в домашних условиях самому;
- – сверла до 3 мм предпочтительнее затачивать одноплоскостным видом заточки;
- – для сверл свыше 3 мм рекомендуется применять коническую заточку;
- – для заточки можно использовать не только специальное оборудование, но и болгарку с наждачной насадкой;
- – заточку победитового сверла лучше производить на заточном станке с алмазным диском;
- – при заточке обязательно пользоваться защитными очками.
Видео подобранное по теме заточки сверл разными способами
Видео:
Видео:
Видео:
Заточка и подточка сверл — Сверление металла
Заточка и подточка сверл
Категория:
Сверление металла
Заточка и подточка сверл
Существуют различные формы заточки сверл, которые могут сопровождаться улучшением (подточкой) поперечной кромки и ленточки. Ниже перечисляются виды заточек (рис. 1).
Рис. 1. Виды заточек сверл с подточками:
а—заточки с подточками и их обозначение, б — сверло с подточенными поперечной кромкой и передней поверхностью, в — подточка ленточки, а — нормальная заточка сверла, д — двойная заточка
3) заточка нормальная с подточкой поперечной кромки и ленточки — применяется при сверлении стали и стального литья с пределом прочности более 50 кг/мм2 со снятой коркой; обозначается буквами НПЛ\
4) заточка двойная с подточкой поперечной кромки — применяется при сверлении стального литья с пределом прочности более 50 кг/мм2 с неснятой коркой и чугуна с неснятой коркой; обозначается буквами ДП;
5) заточка двойная с подточкой поперечной кромки и ленточки — применяется при сверлении стали и стального литья с пределом прочности более 50 кг/мм2 со снятой коркой и чугуна со снятой коркой; обозначается буквами ДПЛ.
Рис. 2. Заточка сверла:
а —на заточном станке в приспособлении, б — вручную, в — заточка коротких сверл при помощи специальной втулки, г — подточка поперечной кромки и передней поверхности, д — получение искаженных размеров отверстия при работе неправильно заточенным сверлом
Нормальная заточка дает на режущей части сверла одну поперечную и две режущие кромки; двойная заточка — одну поперечную и четыре режущие кромки в виде ломаных линий.
Подточкой поперечной кромки уменьшают ее длину по мере стачивания режущей части сверла; без подточки эта длина постепенно возрастала бы. Подточкой ленточки уменьшают ее ширину У режущей части сверла.
Сверла затачивают по форме Н до диаметра 12 мм. Сверла Диаметром свыше 12 мм затачивают по остальным формам.
Сверла нужно затачивать своевременно, не доводя режущие кромки до полного затупления; о затуплении сверла во время работы можно судить по звуку, напоминающему свист.
Заточка сверла производится на специальных станках или на обычных заточных станках с приспособлением, либо вручную (рис. 2).
Как правило, заточка должна производиться в специальных мастерских специалистами-заточниками, однако и слесарь обязан хорошо знать правила заточки и при необходимости уметь сам заточить сверло вручную на заточном станке.
При заточке вручную сверло держат левой рукой за рабочую часть, возможно ближе к режущей части (конусу), а правой рукой — за хвостовик. Прижимая режущую кромку сверла к боковой поверхности заточного круга, плавным движением правой руки покачивают сверло, добиваясь, чтобы его задняя поверхность получила правильный наклон и приняла надлежащую форму. Снимать надо небольшие слои металла при несильном нажиме сверлом на круг. Необходимо следить за тем, чтобы режущие кромки имели одинаковую длину и были заточены под одинаковыми углами. Сверла с режущими кромками разной длины или с разными углами их наклона будут сверлить отверстия больше своего диаметра.
Рис. 3. Проверка углов сверла при заточке:
3. Проверка углов сверла при заточке:
а — проверка длины и угла наклона режущей кромки, б — проверка заточки задней поверхности, в — проверка угла наклона поперечной кромки
После заточки задней поверхности сверла режущие кромки его должны стать прямолинейными, а угол наклона поперечной кромки должен быть равен: для сверл диаметром до 15 мм — 50°, свыше 15 мм — 55°. Большое значение для прочности сверла имеет длина поперечной кромки; она зависит от диаметра инструмента: у сверл диаметром меньше 10 мм длина поперечной кромки составляет 0,25 диаметра, у сверл диаметром больше 10 мм — 0,15 диаметра.
Правильность заточки сверла проверяется специальным шаблоном.
Реклама:
Читать далее:
Сверлильные станки по металлу
Статьи по теме:
Как затачивать старые и затупившиеся сверла (вручную !!): 11 шагов (с изображениями)
Вы недавно пробовали сверлить что-то и замечали, что ваши сверла не режут, как раньше? Может быть, некоторые из ваших битов настолько плохи, что вы больше не можете проходить сквозь дерево или мягкие металлы, не создавая клубов дыма и пронзительных скрипов. Прежде чем отправиться в строительный магазин, чтобы купить себе новую коробку со сверлами, сначала попробуйте эту простую технику и сэкономьте много времени и денег!
Выполните следующие действия, и вы сможете превратить использованное, тупое, зазубренное, сломанное или иным образом бесполезное сверло в инструмент для первичной взрывной обработки.
Заточка бит — сложная задача. Когда девять лет назад я начал работать машинистом, мой инструктор скептически относился к использованию любых автоматов или приспособлений для повторной заточки наших сверл. Фактически, вы заметите, что большинство этих приспособлений или станков стоят больших денег, и очень редко они когда-либо дают вам что-то близкое к фабричной заточке (если, конечно, вы не раскошелитесь достаточно, чтобы купить промышленную точилку). Итак, здесь мы продемонстрируем своего рода утраченное искусство — заточку вручную на ленточно-шлифовальной машине или настольном шлифовальном станке.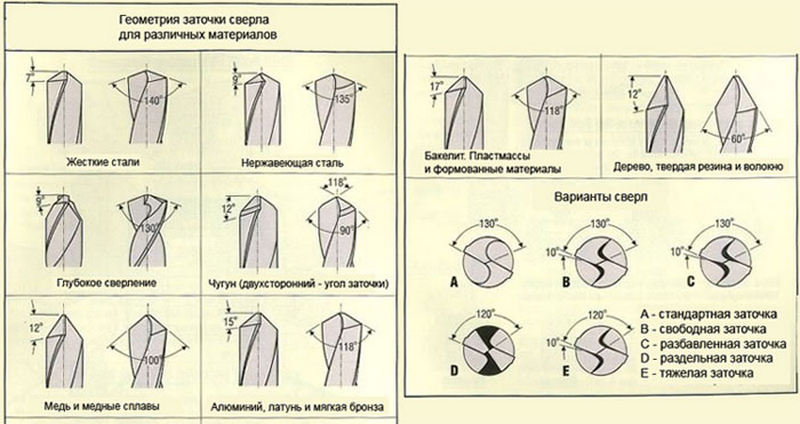
Я не говорю, что после этого урока вы сможете получить идеально острое сверло, но оно поможет вам выполнить следующую работу, пока вы не наберетесь достаточно практики, чтобы действительно улучшить свои режущие инструменты. . Мой тренер и я настолько хорошо научились, что всякий раз, когда нам дают те дешевые биты HSS China (которые почти у всех есть в гараже), мы вытаскиваем их прямо из коробки и затачиваем перед их первым использовать.
Итак, без лишних слов, вот что вам понадобится:
Материалы:
- Тупое сверло или сверло со сколами
- Настольный или ленточно-шлифовальный станок
ВНИМАНИЕ! Ваши руки будут находиться очень близко к точильному устройству, и вы рискуете потерять часть кожи.ЗАПРЕЩАЕТСЯ носить перчатки, так как они могут попасть в устройство для заточки и затянуть вас внутрь. Обдумайте и обдумайте, где вы будете находиться на устройстве для заточки. И вам, вероятно, тоже следует надеть защитные очки.
Ссылка для заточки сверл
Тупые коронки начинают дымиться в древесине, нагреваются и просто не сверлят. Затупившееся сверло не срежет чисто, а перегрев вызывает трещины и поломку материала. Существует множество приспособлений для заточки сверл.Но заточить можно и вручную.
Последовательная заточка
118 °, четыре грани. 1 — Острие общего назначения, 2 — стенка, 3 — Дополнительный зазор 4 — Режущая кромка
Сначала нужно обработать обратную поверхность. Делать это нужно аккуратно, в несколько этапов. Плотно прижмите сверло к поверхности шлифовального круга. Обратите внимание на угол заточки (см. Ниже), он должен быть неизменным.
Следующий этап — заточка режущей кромки. Вы должны сохранить угол.Тщательно сформируйте перемычку сверла (формирование перемычки). Его размер не должен превышать 0,4 мм (0,016 дюйма) для сверл диаметром около 8 мм (5/16 дюйма) или меньше. Размер перемычки более крупных сверл может находиться в диапазоне от 1 до 0,5 мм (0,02-0,04 дюйма).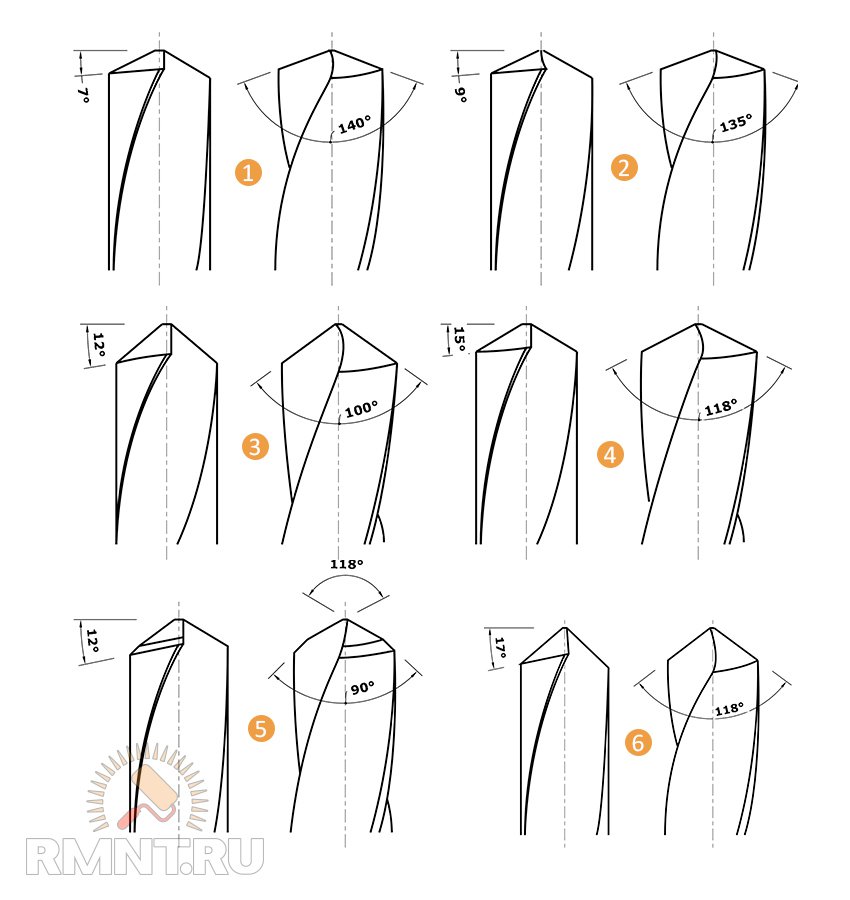
Коническая заточка
Сверла диаметром 1/8 дюйма и более обычно затачиваются методом конической заточки. Такую заточку легко произвести на обычном станке со шлифовальным кругом. Торцевая кромка сверла прижата к шлифовальной поверхности под углом 118 ° или другим.
Представьте себе конус, у которого сторона направлена вдоль режущей кромки, а также шлифовального круга. Вершина размещается так, как показано на рисунке. В этом случае угол при вершине должен быть равен 26 °. Ось сверла должна пересекаться с осью воображаемого конуса под углом примерно 45 °. Если начать вращать коронку вокруг оси конуса, на задней грани образуется коническая поверхность. Чтобы сформировать прямой задний угол, необходимо разместить ось сверла примерно на 1 / 15D относительно оси воображаемого конуса.
Чем больше значение смещения, тем больше будет задний угол. Этот вид заточки немного сложен, но достаточно эффективен. Для правильного выполнения конической шлифовки нужно взять сверло в левую руку как можно ближе к конусу, а хвостовую часть сверла взять в правую. Нажмите на режущую кромку сверла и начните плавное движение правой рукой так, чтобы задняя поверхность прижималась к колесу и постепенно становилась конической. Повторите процесс со второй стороной сверла.
Если это слишком сложно для вас, вы можете заточить режущую кромку, а затем поднять наконечник сверла на 10-15 °, чтобы сформировать заднюю поверхность (руководство youtube от machiningmoments)
Утончение сети
Перемычки сверла не являются режущей частью сверла, они не участвуют в процессе резания, но потребляют мощность и крутящий момент при движении через обрабатываемую деталь. Вам следует уменьшить его длину, чтобы она была как можно короче!
Полотно, полученное с завода, без утонения имеет вид
Обычное утонение — припуск снимается по контуру канавки
Split Point — режущие кромки сходятся почти по центру
Зубчатый наконечник для центрирования и уменьшения радиальной силы
Выравнивание поверхности канавки устраняет заклинивание.
Gash Type — Заточка двух полукруглых надрезов рядом с центром сверла
Углы сверла
Общего назначения
Фаска (для уменьшения заусенцев)
Винтовая точка (самоцентрирующаяся)
Для мягких и пластичных материалов
Разъем (уменьшение тяги и самоцентрирование — NC)
Высоколегированные стали
Сводка
Название изделия
Заточка сверл Ссылка
Описание
Тупые сверла начинают дымиться в лесу, легко перегреваются и просто не сверлят.Они не будут делать чистый срез, а перегрев может вызвать трещины и поломку материала. Существует множество приспособлений для заточки сверл, но вы можете затачивать их вручную, и наша статья поможет вам исправить это.
Автор
Филипп Сернозер
Имя издателя
BestDrillBit.com
Логотип издателя
Как затачивать сверла легкий способ »NAPA Know How Blog
Старожилы часто называют легкий путь неправильным, но это не всегда так.Другими словами, для каждой работы есть подходящий инструмент, и то же самое относится к заточке сверл. Есть правильный способ сделать это, и есть лучший способ сделать это. Да, вы можете абсолютно точно затачивать сверла с помощью настольного шлифовального станка или небольшой ленточной шлифовальной машины, но этот метод, хотя и довольно прост, но непрост. Вы можете полностью разрушить режущую кромку сверла, пытаясь выяснить, как получить правильный угол. Зачем тратить свое драгоценное время, когда есть инструмент, который может затачивать сверла менее чем за 30 секунд? Каждый раз с идеальными результатами Drill Doctor — ваш лучший выбор.
Как обсуждалось в нашей недавней статье о буровых долотах, наиболее распространенные долота используют угол наклона 118 или 135 градусов. Drill Doctor 500X может справиться и с тем, и с другим, с простой настройкой. Машина может обрабатывать биты от 3/32 дюйма, до 1/2 дюйма, до 3/4 дюйма с дополнительным большим патроном для бит. Он также может разделять точки для самоцентрирования. Этот инструмент экономит время в реальном времени, особенно когда у вас что-то скучно в середине проекта.
Машина может обрабатывать биты от 3/32 дюйма, до 1/2 дюйма, до 3/4 дюйма с дополнительным большим патроном для бит. Он также может разделять точки для самоцентрирования. Этот инструмент экономит время в реальном времени, особенно когда у вас что-то скучно в середине проекта.
Вот что происходит, когда у вас тупое сверло.Обратите внимание на то, что отверстие смещено по центру, а одна сторона зазубрена. Острая насадка работает лучше и быстрее, чем тупая.
Сверла Sharp — надежные сверла. Процесс сверления — это буквально процесс, во время которого материал отрывается от основного корпуса. Затупившиеся биты режут медленно, для резки требуется большее давление, а также усиливается тепло, подаваемое на деталь. Все это приводит к смещенным по центру отверстиям, разрушенным деталям и сломанным битам. Сломать сверло во время бурения очень опасно, часто заканчиваясь кровавым месивом на скамейке из-за того, что вы проткнули себя.Острое сверло, как и нож, режет материал быстро и эффективно, так что меньше травм на материале и меньше травм на теле человека.
Использовать Drill Doctor просто, мы составили руководство по использованию этого инструмента, чтобы ваши сверла были острыми и безопасными. Начните с выбора ваших бит. Осмотрите кончик каждого бита. Если есть сколы или неровности на краях, сверло необходимо заточить. Тщательно нащупайте край; он должен быть острым, а не закругленным. Если одна сторона долота меньше другой, значит, бит отдавал предпочтение одной стороне; это необходимо исправить путем заточки.
Края имеют неровности и сколы, эта коронка никогда не сделает чистое отверстие.
Мы покрасили биту какой-нибудь машинной краской, чтобы показать прогресс. В этом нет необходимости, но это полезно.
Затем вам нужно решить, какой угол вы хотите установить на биту. Большинство битов для хобби используют угол в 118 градусов, и это стандартная установка угла для Drill Doctor. Вы можете изменить угол сверла, вам просто нужно немного его затачивать, чтобы добиться полного изменения. См. Нашу статью о сверлах для получения более подробной информации о различиях между ними.У долота с углом 118 градусов острие острее, а у долота с углом 135 градусов острие более плоское. При подключенном, но выключенном Drill Doctor поместите патрон в направляющую так, чтобы выемка на патроне находилась на отметке 118 градусов (прямо вверх). Если вы затачиваете 135-битный патрон, отрегулируйте патрон на одну ступень вправо.
См. Нашу статью о сверлах для получения более подробной информации о различиях между ними.У долота с углом 118 градусов острие острее, а у долота с углом 135 градусов острие более плоское. При подключенном, но выключенном Drill Doctor поместите патрон в направляющую так, чтобы выемка на патроне находилась на отметке 118 градусов (прямо вверх). Если вы затачиваете 135-битный патрон, отрегулируйте патрон на одну ступень вправо.
Заточка насадки составляет 137 градусов, поэтому мы устанавливаем держатель биты в положение 137 градусов, что на один паз по часовой стрелке от отметки 118.
Откройте патрон, повернув ручку.Вставьте сверло в патрон, пока оно не достигнет зажимных рычагов. Нажмите кнопку, чтобы открыть зажимы одной рукой, а другой сдвиньте биту на место. Освободите зажимы. Зажимы установят биту в правильное положение. Затяните патрон так, чтобы он плотно захватил биту. Убедитесь, что бит не упал между зажимными лезвиями внутри патрона.
Патрон для бит имеет 6 зубцов, которые захватывают бит, откройте его, чтобы принять бит.
Затем закройте зажимной патрон на бите так, чтобы бит не выпал.
Вставьте патрон в отверстие для выравнивания и установите выемку в желаемом угловом положении, как обсуждалось ранее. Пружинные зажимы выравнивают биту, а затем зажимной патрон затягивают, чтобы закрепить его.
Затем выберите угол сверла на отверстии для заточки Drill Doctor. Ослабьте ручку и поднимите порт, чтобы он соответствовал желаемому углу, 118 или 135.
На Drill Doctor есть две настройки: 118 и 135. Мы выбрали 135.
Включите станок и вставьте патрон в порт. Медленно вставьте патрон в станок, пока патрон не встанет в порт.Вы можете услышать, как бит соприкасается с вращающейся головкой для заточки.
Вставив патрон в приспособление для заточки, прижмите коромысло к следящему штифту и медленно вращайте патрон, считая каждый полный оборот, до завершения шлифования.
Сдвиньте направляющий порт вверх, пока он не коснется штифта наверху. Вы готовы затачивать. Медленно вращайте патрон по часовой стрелке, считая каждую половину оборота. Каждое четное число — это один ход. Большинству бит требуется 20-40 вращений для завершения процесса заточки. Вращайте сверло до тех пор, пока оно не перестанет шлифоваться.Вы можете время от времени проверять свой прогресс по ходу дела.
Вы готовы затачивать. Медленно вращайте патрон по часовой стрелке, считая каждую половину оборота. Каждое четное число — это один ход. Большинству бит требуется 20-40 вращений для завершения процесса заточки. Вращайте сверло до тех пор, пока оно не перестанет шлифоваться.Вы можете время от времени проверять свой прогресс по ходу дела.
Шлифование остановлено, но бита еще не остро, на краях видны сколы и краска.
Бита, похоже, немного соскользнула назад, поэтому мы выровняли ее и начали снова.
Правильно заточенное долото будет иметь чистое долото (режущая кромка), пятка ниже острия (так называемый положительный рельеф), а угол долота должен быть 1–1: 30, если смотреть на долото, как показано. Если угол равен 2 часам, попробуйте еще раз, переместите выемку только на 1-2 места вправо.Если угол долота равен 12:45, переместите на единицу влево. Вы можете точно настроить угол в соответствии со своей коронкой, что является одной из замечательных особенностей Drill Doctor.
Заточка завершена, выглядит неплохо.
Если вы не разделяете точку, все готово. Если вы раскалываете острие, то оставьте сверло в патроне и переходите к следующему шагу. С Drill Doctor очень легко надеть насадку на насадку. После заточки просто вставьте сверло в отверстие для колки (на боковой стороне станка) и медленно вдавите его в работающий точильный камень.Выньте патрон, поверните на пол-оборота и повторите. Два шага, все готово. Раздельный наконечник помогает удерживать коронку по центру в более твердых материалах.
Отверстие сбоку предназначено для расщепления наконечника, что помогает удерживать коронку по центру.
Несколько секунд на каждую сторону и все хорошо.
Это сверло полностью заточено с новым разрезным наконечником. Готовы проделать дырочки!
Ручная заточка сверл — это искусство, которое, безусловно, полезно, но трудно выучить и требует много времени.Drill Doctor прост в использовании и стоит своих денег. Этот автор регулярно заставляет своего 13-летнего сына работать в мастерской с ведром старых сверл и Drill Doctor. Это так просто.
Это так просто.
Ознакомьтесь со всеми инструментами и оборудованием, доступными на NAPA Online, или доверьтесь одному из наших 17 000 пунктов обслуживания NAPA AutoCare для текущего обслуживания и ремонта. Для получения дополнительной информации о том, как затачивать сверла, поговорите со знающим экспертом в местном магазине NAPA AUTO PARTS.
Как затачивать сверла — Пошаговое руководство
Вы заметили, что ваша дрель работает не так аккуратно, как раньше? Возможно, даже не удается просверлить отверстие в более мягких материалах, например, в дереве.
Проблема скорее всего не в станке, а в сверле. Хотя сверло изготовлено из высокопрочных и прочных материалов, таких как быстрорежущая сталь (HSS), , оно по-прежнему подвержено повторяющемуся износу, возникающему при выполнении своей функции.
Однако вместо того, чтобы покупать замену, лучше заточить использованные сверла, чтобы они работали как новые.
В этом пошаговом руководстве мы расскажем, как затачивать сверла. Превратите свое старое сверло с зазубринами и затуплением в форму, которая выглядит так, как будто оно было отправлено совершенно новым прямо с завода.
Материал
Вам понадобится
- Ленточный шлифовальный станок
- Чашка воды
- Терпение
Как затачивать сверла — 7 шагов
Шаг 1.
 Безопасность прежде всего!
Безопасность прежде всего!
Всегда помните, что при работе с опасным оборудованием безопасность — ваш приоритет номер один.
Во избежание травм глаз в результате искр или разлета металлических бит при заточке сверл надевайте защитные очки во время работы на станке.
ЗАПРЕЩАЕТСЯ использовать перчатки ! Для правильной работы со сверлами потребуется определенный уровень сноровки, который может быть нарушен, если вы наденете перчатки. Однако главная причина — безопасность. Ваши перчатки могут легко застрять в машине и причинить вам травму.
Шаг 2: Знайте свое сверло
Перед тем, как приступить к заточке, очень важно иметь некоторое представление об особенностях сверла, чтобы вы знали, над чем будете работать.
Анатомия сверла
Стандартное сверло имеет три основных
особенности — губа, земля и острие долота.
- «Кромка» — это деталь, которая выполняет сверление. . На конце сверла есть две таких кромки. Оба они должны быть симметричными. Если одна из кромок больше другой, это может привести к образованию неровных и непрямых отверстий.
- «Земля» — это то, что следует за «выступом» и обеспечивает поддержку во время бурения. .Его следует заточить таким образом, чтобы оставался некоторый зазор между деталью, которую вы пытаетесь просверлить, и выступом. Однако зазор не должен быть настолько большим, чтобы ослабить опору губки, что приведет к ее более быстрому износу. В идеале зазор должен составлять 12 градусов перпендикулярно выступу.
- «Край долота» — это линия, где обе стороны «земли» пересекаются . Поскольку он не играет никакой роли в режущем движении, важно создать как можно меньшую режущую кромку.
Почему сверла тупые и тупые
Когда « приземление » позади « выступов » не может обеспечить ему адекватную поддержку во время бурения, это приводит к отколу долота сверла во время процесса.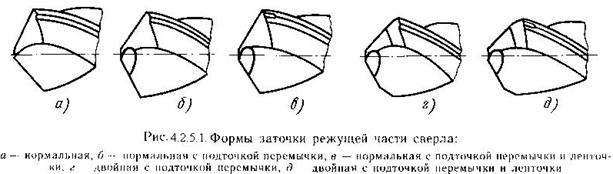
Правильная земля имеет изогнутую форму, которая обеспечивает максимальную поддержку губ.
Что касается затупления, это естественный процесс, когда металл сверла подвергается сильному нагреву от сверления или медленно подвергается воздействию элементов.Тем не менее, с тупыми битами все, что вам нужно сделать, это заново заточить кромку или заново определить кромку долота.
Шаг 3: Подготовьте сверло
Проверьте хвостовик сверла на наличие заусенцев (выступающие кромки на металлической поверхности) и подпилите их.
Это очень важно для минимизации случаев травм, которые в противном случае могли бы возникнуть в результате трения заусениц о кожу во время процесса заточки.
Шаг 4: Практикуйте правильные движения
Следующим важным шагом является отработка правильного движения руки сверлом по отношению к опоре станка, поэтому, когда вы действительно начнете затачивать сверло, вероятность ошибки будет меньше.
Держите сверло под углом 60 градусов к ленточно-шлифовальному станку и поместите конец опоры прямо напротив ленты.
Поднимите левую руку, надавливая на ремень с помощью сверла, чтобы потренироваться прорезать «землю». Чтобы сформировать «землю», вы просто вращаете сверло против часовой стрелки относительно ремня.
Перемещая левую руку вправо, вы создаете угол резца. Практикуйте это движение до тех пор, пока угол зубила не станет 45 градусов от губы.Ваша правая рука должна оставаться неподвижной на протяжении всего процесса.
Практикуйте это движение до тех пор, пока угол зубила не станет 45 градусов от губы.Ваша правая рука должна оставаться неподвижной на протяжении всего процесса.
Шаг 5: Начать затачивание
Включите ленточно-шлифовальный станок и повторите ранее отработанные моменты.
Повторите эти шаги пару раз, пока не будет достигнут желаемый результат, затем поверните сверло на 180 градусов и работайте с другой кромкой, как было указано ранее.
Поскольку сверло может сильно нагреться в результате трения, имейте под рукой чашку прохладной воды, чтобы окунуть сверло и поддерживать его в холодном состоянии на протяжении всего процесса.
Работать с нагретым сверлом неразумно, так как нагрев ослабляет целостность стали.
Шаг 6. Наберитесь терпения
Для того, чтобы обе кромки сверла стали симметричными, может потребоваться довольно много времени.
Не расстраивайтесь, если вы не можете добиться должных результатов с первых нескольких попыток, так как это требует практики. Часто вращайте между сторонами, чтобы не отдавать предпочтение одной стороне другой.
При резке будьте уверены в себе и делайте резку намеренно.Попытка « растушевать » наконечника путем легкого прижатия сверла к шлифовальному станку приведет к неровным кромкам или даже к полному ухудшению их режущей способности.
Шаг 7: Проверьте сверло
Теперь, когда сверло заточено, пора проверить, насколько улучшились его режущие характеристики. Если сверление соответствует вашим ожиданиям, поздравляем с успешной заточкой сверла!
Но если это все еще сложно и дает некачественные результаты, выньте сверло и внимательно осмотрите его.Убедитесь, что у вас есть достаточный рельеф на углах долота и фаски, а также что две кромки симметричны по средней линии сверла.
Запишите проблемы и устраните их, используя шаги 5 и 6 .
Связанные вопросы
Могу ли я использовать эти шаги для заточки кобальтового сверла?
Кобальт — гораздо более твердое вещество по сравнению со сталью. Это облегчает сверление отверстий для сверления материалов, и, как правило, они служат дольше без необходимости заточки по сравнению со стальными аналогами.Однако из-за высокой прочности их может быть сложнее затачивать в домашних условиях, но это возможно.
Это облегчает сверление отверстий для сверления материалов, и, как правило, они служат дольше без необходимости заточки по сравнению со стальными аналогами.Однако из-за высокой прочности их может быть сложнее затачивать в домашних условиях, но это возможно.
Обычная ленточная шлифовальная машина может не прорезать ( буквально ) при повторной заточке кобальтового сверла. Вместо этого вы добьетесь лучших результатов с настольной шлифовальной машиной. Просто включите низкие настройки и повторите шаги так же, как вы выполняли на ленточной шлифовальной машине.
Когда следует затачивать сверла?
Как часто нужно затачивать сверло
бит сильно зависит от частоты использования и материалов, которые вы используете
это, чтобы действовать.Стандартное сверло из быстрорежущей стали может потребовать повторной заточки через 40 мин.
или 50 лунок вниз.
Чтобы продлить срок службы сверла, убедитесь, что оно должным образом смазано и что сверление по возможности должно выполняться на «медленной» скорости. Более высокие скорости приводят к высокому трению, а возникающее тепло может облегчить износ сверла.
Как часто нужно менять сверла?
Сверла
— невероятно прочные инструменты, и в случае большинства владельцев от вас может не потребоваться замена одного при условии, что вы позаботитесь о них должным образом и сможете правильно их заточить.
Поскольку частота использования, материал, из которого оно состоит, и условия работы сверла могут повлиять на то, насколько быстро сверло изнашивается?
Лучший ответ, который мы можем здесь дать, заключается в том, что вам следует подумать о замене сверл, если они по-прежнему не работают после переточки или требуют более высоких, чем ожидалось, интервалов переточки.
Заключительная записка
Повторная заточка сверл — это простой и понятный процесс, который поможет вам сэкономить деньги, которые в противном случае вы бы потратили на частую замену.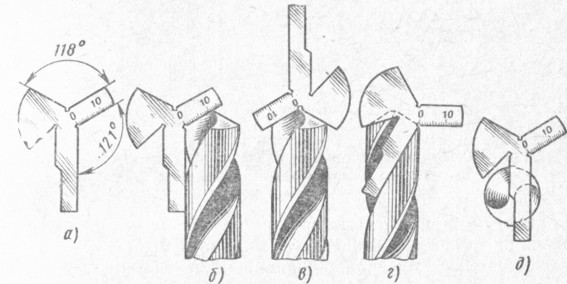 Мы надеемся, что руководство было для вас полезным. Поделитесь им с другими в своем кругу, которые сочтут его полезным.
Мы надеемся, что руководство было для вас полезным. Поделитесь им с другими в своем кругу, которые сочтут его полезным.
Последнее обновление:
Как легко затачивать сверла
Мудрый работник или энтузиаст DIY знает, как важно поддерживать свои инструменты в отличном состоянии. И это касается буровых коронок.
Без острого сверла ваша дрель бесполезна. Все наказания принимает на себя сверло. Кирпич, дерево и металл сказываются на этом маленьком сверле.
Хотите узнать, как точить сверла? Ознакомьтесь с этим руководством для лучшего опыта бурения.
Как: затачивать сверла
- Осмотрите свои тупые биты.
- Используйте защитные очки или маску для лица.
- Включите болгарку и держите биту под правильным углом.
- Работа пятисекундными пакетами, удерживая биту в устойчивом положении.
- Окуните сверло в холодную воду. Проверьте остроту, проверив на древесном ломе.
Стоит ли затачивать сверла?
Если вам нужна чистая и эффективная дрель, дающая требуемые результаты, ответ — да!
Заточка сверл — важная часть ответственного владения инструментом.Замена затупившихся сверл может быть дорогостоящей. Также следует учитывать аспект безопасности — тупое сверло может привести к травме.
Наконец, подумайте и о временном факторе. Почему на выполнение работы с тупым сверлом требуется в два раза больше времени?
Как узнать, острое ли сверло?
Когда крутится острое сверло, можно почувствовать, когда оно прорезает материал. Есть степень сопротивления. Когда сверло поворачивается, вы увидите много мусора, и оно проделает отверстие с минимальным давлением.
Однако, когда насадка затупилась, она вращается быстрее, потому что ее не хватает. При этом сверло нагревается и тускнеет. Вы также заметили, что из отверстия не выпадает мусор.
И, наконец, когда сверло нагревается от трения, особенно когда вы просверливаете дерево, вы увидите дым или запах гари. Если это произойдет, немедленно прекратите то, что вы делаете, или рискуете загореться.
Если это произойдет, немедленно прекратите то, что вы делаете, или рискуете загореться.
Лучшие способы заточки сверл
Настольный шлифовальный станок
Настольные шлифовальные станки отлично подходят для заточки сверл.Включите его, наденьте защиту для глаз — и вперед. При этом не все сверла подходят для этого метода.
На шлифовальном станке можно затачивать плоское дерево, сверла для закрутки, кирпичные и прямозубые насадки. Большинство шлифовальных машин поставляются с мелким и грубым шлифовальным кругом, так что вы можете добиться удовлетворительной отделки. Тем не менее, гриндерам требуется некоторая практика, чтобы получить правильную технику.
Все, что вам нужно сделать, это держать сверло так, чтобы режущая поверхность соприкасалась с колесом. Затем вы можете работать с углами от руки, пока не получите желаемый результат.
ПРОФИ:
- Быстрый результат.
- Исправляет сломанные биты.
- служат вечно.
- Небольшое время на переналадку.
- Много применений.
Шлифовальные машины
Минусы:
- Сложно освоить.
- Не подходит для всех сверл.
- Не так точно.
Drill Doctor
Автор фото: Drill Doctor
Инструменты для заточки сверл, такие как Drill Doctor, — это более простой способ сделать ваши сверла острыми.Будьте готовы потратить, потому что эти инструменты недешевы.
Они подходят для сверл по камню и спиральных сверл, но не могут работать со сверлами по плоской древесине, со шпорами или сверлами для шнеков по дереву.
Drill Doctor позволяет зажимать сверло в патроне, выбирать требуемый угол и фиксировать сверло на шлифовальном блоке. Когда станок включен, вы делаете пол-оборота, чтобы повернуть фрезу, так что оба лезвия будут заточены.
Каждое четное число, которое вы считаете, представляет собой полный ход.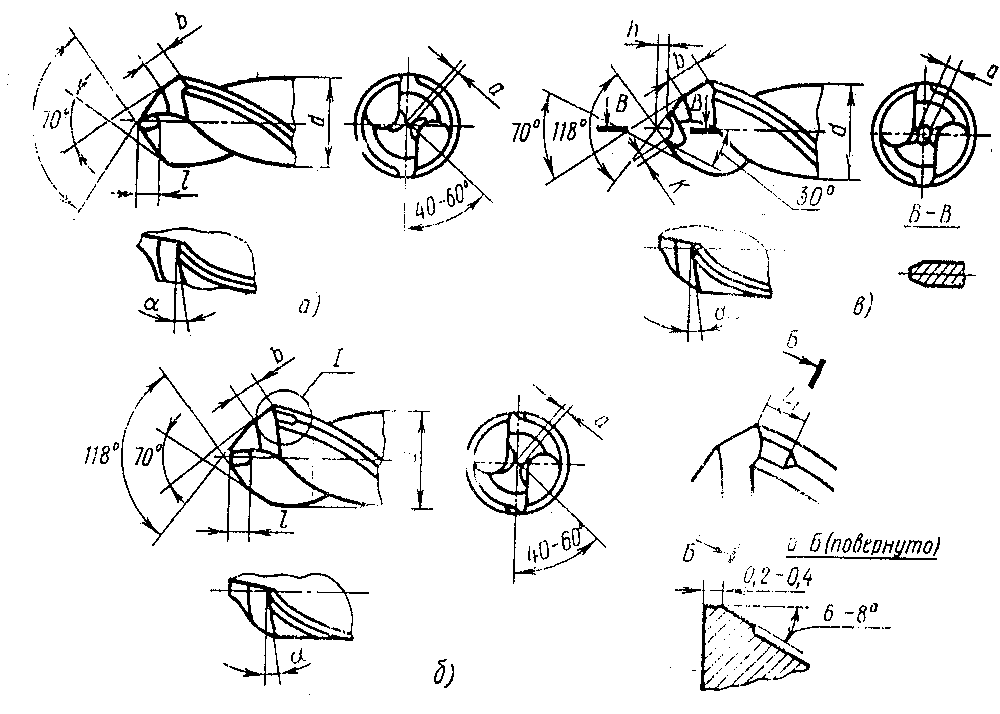 Сделайте от 20 до 40 оборотов, пока сверло не станет острым. Drill Doctor также режет расколотые и плоские поверхности.
Сделайте от 20 до 40 оборотов, пока сверло не станет острым. Drill Doctor также режет расколотые и плоские поверхности.
ПРОФИ:
- Легче в использовании.
- Позволяет разделить поверхность.
- Быстрее.
- Индивидуальная угловая заточка.
Минусы:
- Дорого.
- Ограничено типами сверл.
Алмазный напильник
Использование старинного метода алмазного напильника займет немного больше времени, но результат будет более точным.Только так можно затачивать сверла шнека и направляющие винты, а также биты с зенковкой. Кроме того, таким образом лучше затачиваются шпоры.
А поскольку у алмазных пилок нет зубцов, вы можете работать с ними в любом направлении. Кроме того, алмазные напильники режут как при выталкивании, так и при вытягивании. Конический конец файла идеален для проникновения в труднодоступные места.
ПРОФИ:
- Купить дешево.
- Простота использования.
- Заточка всех типов сверл.
- Обеспечивает прецизионную отделку.
- Длится вечно.
- При необходимости легко транспортировать.
Минусы:
- Немного дольше.
- Требуется точный глаз.
Инструмент для заточки сверл
Эти насадки для сверл дешевы, но они эффективны для превращения вашего сверла в инструмент для заточки бит. Это отличная альтернатива более дорогому Drill Doctor и дает удовлетворительные результаты.Тем не менее, ему не хватает точности.
Он работает, прикрепляя сверло к небольшому шлифовальному кругу, установленному в специальной раме. Бита вставляется в прорезь и удерживается рукой, пока диск затачивает режущую кромку. Этот метод подходит только для спиральных сверл.
Этот метод подходит только для спиральных сверл.
ПРОФИ:
- Дешево.
- Компактный.
- Легкий.
- Легко носить с собой.
- Простота установки.
Минусы:
- Неточно.
- Удобно использовать.
- Углы требуют догадок.
- Ограничено типами сверл.
- Ограничено размером сверла.
Инструмент Dremel
Дремели
можно использовать в различных целях, в том числе для заточки сверл. Думайте об этом как о мини-шлифовальной машине. Вы можете затачивать сверла, такие как спиральные, плоские сверла и сверла для кирпичной кладки, но Dremel не справится с более специализированными сверлами.
Заточка сверла с помощью Dremel немного похожа на шлифовальный станок.Вы зажимаете Dremel на верстаке и перемещаете сверло по абразивной поверхности Dremel.
ПРОФИ:
- Простота использования.
- Более быстрые результаты.
- Может регулировать углы.
Минусы:
- Неточно.
- Углы рассчитываются на основе предположений.
- Сверло нагревается.
Как затачивать сверла вручную
Для тех, кто хочет затачивать сверла вручную, вот удобное руководство, которое поможет достичь наилучших результатов.
Что вам нужно
- Настольный шлифовальный станок с кругом для грубого и тонкого шлифования. Если у вас нет шлифовального станка, то и ленточный шлифовальный станок будет работать одинаково хорошо.
- Защитные очки необходимы при работе с любыми предметами, которые выделяют искры или тонкие полосы металла (1) . Вы будете близки к действию, поэтому вам нужно защищать глаза.

- Перчатки являются дополнительным выбором. Некоторым людям не нравится, что перчатки ослабляют хватку, и если они плохо сидят, они могут зацепиться за шлифовальный круг.
- Ведро с водой предохраняет сверло от перегрева, что может привести к дальнейшему затуплению режущей кромки.
- Деревянный лом, чтобы проверить остроту сверла.
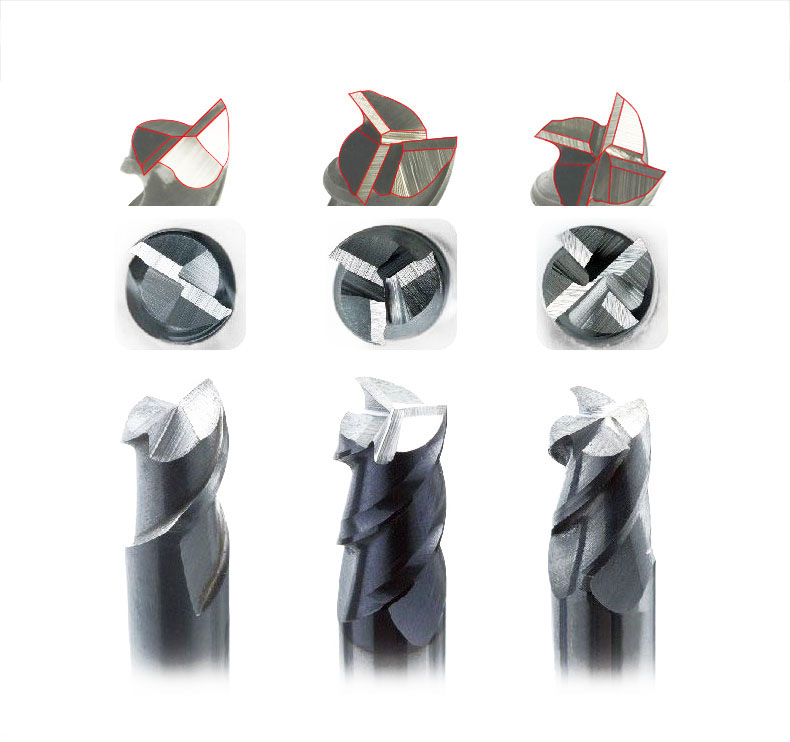
1. Отделите тупые биты
После того, как вы определились, какие сверла требуют внимания, отделите их от острых сверл. Вам нужно удалить минимальное количество металла с поверхности для достижения наиболее четкого результата.
Сначала шлифуйте сверла с наихудшими сверлами по кругу грубого помола, а затем переходите к более тонкому кругу.
2. Отшлифовать края
Наденьте защитные очки для этой части. Включите шлифовальный станок и поместите сверло на шлифовальный круг так, чтобы лезвие было параллельно шлифовальному станку. Осторожно нажмите и дайте шлифовальной машине сгладить нежелательный металл.
Держите его неподвижно и не поворачивайте. Вы должны стремиться воспроизвести заводскую настройку 60 градусов.
3. Не переусердствуйте
Сверло должно находиться в контакте с болгаркой не более пяти секунд.Чтобы получить лучший угол, попробуйте заточить там, где скрученный стержень встречается с кончиком.
4. Окуните биту в холодную воду
Сейчас самое подходящее время, чтобы окунуть сверло в ведро с холодной водой. В противном случае сверло нагреется и может обжечь руки. Также при нагревании теряет резкость.
Выньте его из воды и проверьте, нет ли хорошо заточенной режущей кромки.
5. Сделай другую сторону
Если вас устраивает первая поверхность, поверните сверло на 180 градусов и повторите тот же процесс с другой стороны.Вы должны стремиться к централизованной точке, где обе режущие поверхности встречаются в середине долота.
Для получения более точного результата попробуйте менять местами стороны сверла каждые несколько секунд, чтобы сбалансировать хонингование.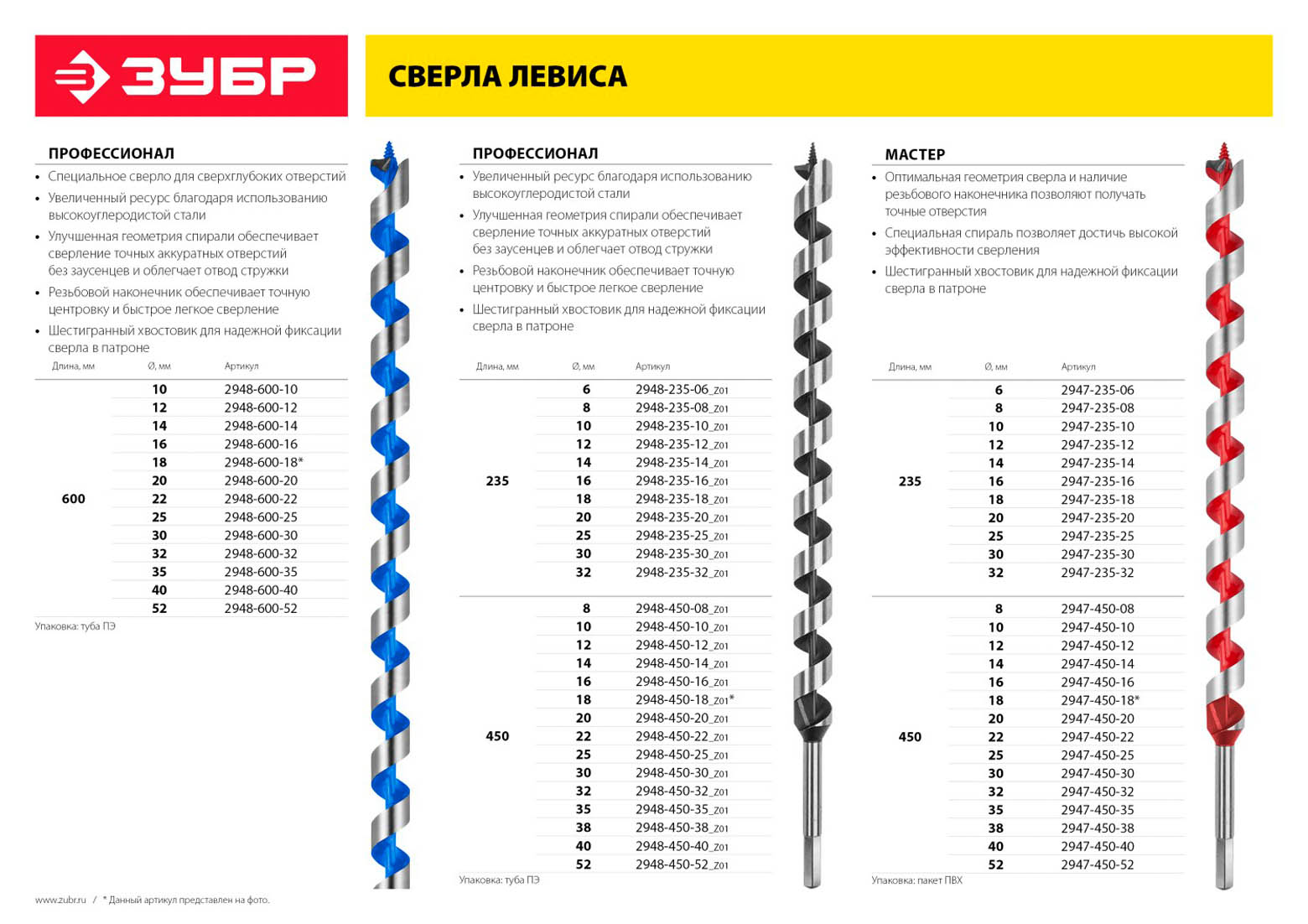 Подумайте о том, как вы точите нож о блок, работая с одной стороны, а затем с другой, чтобы сбалансировать лезвие. То же самое и со сверлом.
Подумайте о том, как вы точите нож о блок, работая с одной стороны, а затем с другой, чтобы сбалансировать лезвие. То же самое и со сверлом.
Для достижения наилучших результатов вы также должны стремиться к углу в 60 градусов.
6. Произведите пробную работу долота путем ручной токарной обработки
Когда вы будете довольны, пора дать биту пробу, чтобы проверить резкость и баланс.Вручную превратите сверло в кусок древесины. Если сверло врезается в древесину при малейшем давлении, у вас есть острый инструмент.
Если нет, вернитесь к этому и продолжайте работать на кофемолке, пока не добьетесь желаемого результата.
7. Проверьте сверло
Пришло время правильно проверить сверло. Вставьте его в дрель и надавите на древесные отходы. Если вы сразу почувствуете, что сверло прикусывает, значит, у вас все получилось.
Лучшие советы по сохранению остроты сверл
Совет №1: Используйте правое сверло
Это простая ошибка.Сверло с прямой головкой не прослужит долго, если вы будете настаивать на его использовании для сверления кирпичной стены. Точно так же сверла по камню перегреются, если вы попытаетесь просверлить отверстия в дереве.
Знайте, для чего нужны сверла, чтобы уберечь их от износа.
Совет № 2: Хранить в сухом месте
Ничто так не ржавеет сверло, как влага. Убедитесь, что вы держите их закрытыми от влаги, иначе со временем вы обнаружите, что ржавчина затупит сверло.
Совет № 3: Практикуйте технику сверления
Каждый раз при сверлении останавливайтесь на полпути и втягивайте сверло.Убедитесь, что вы сдули мусор. Это не дает материалу забивать выемки сверла и нагреваться.
При нагревании бита затупится. Это также расчищает путь в отверстие, уменьшая потребность сверла в работе.
Совет № 4: Сохраняйте спокойствие
Во время сверления держите рядом с собой кувшин с холодной водой. После того, как каждое отверстие будет просверлено, опустите сверло в воду, чтобы оно остыло. Это предохраняет биту от перегрева.
После того, как каждое отверстие будет просверлено, опустите сверло в воду, чтобы оно остыло. Это предохраняет биту от перегрева.
Совет № 5: Сохраняйте запасные части
Сохраняя запасные части, у вас всегда есть острый набор, который можно использовать, когда один из них затупится.Это означает, что вам не нужно немедленно останавливаться, чтобы затачивать сверла, и работа выполняется быстрее.
Теперь у нас зубцы между зубами
Обслуживание ваших инструментов, какими бы они ни были, имеет решающее значение, если вы хотите эффективных, безопасных и действенных результатов. Вы никогда не забьете гвоздь башмаком и не попытаетесь просверлить отверстие тупым сверлом. В этом нет смысла.
Так что следите за своими сверлами и затачивайте их при каждом использовании. Таким образом вы сэкономите деньги и силы.
7 лучших точилок для сверл в 2021 году (Восстановите, а не заменяйте тупые сверла)
Примечание. Этот пост может содержать партнерские ссылки. Это означает, что мы можем бесплатно для вас заработать небольшую комиссию за соответствующие покупки.
Обновлено 1 апреля 2021 г.
Если вы обнаружите, что в местном магазине товаров для дома вы регулярно меняете старые сверла, подумайте о том, чтобы восстановить их с помощью инструмента для заточки сверл.
Эти инструменты безопаснее, чем попытки затачивать сверла вручную, и могут сэкономить вам много времени, денег и избавить вас от необходимости часто пополнять запасы.
Чтобы найти лучшую заточку для сверл, вы должны сначала рассмотреть преимущества ее использования и свои личные потребности. Вот некоторые преимущества владения собственным шлифовальным станком для сверл:
- Безопасность — Особенно, если вы ищете что-то для своего бизнеса, вам необходимо убедиться, что вы соблюдаете правила и обеспечиваете безопасность себя и своих сотрудников. Точилка для сверл с электроприводом может снизить требования к компенсации рабочим.
- Качество — Тупое сверло не будет резать так точно, как острое, что снизит качество вашего проекта.Легкий доступ к острым сверлам поможет вам быстро и профессионально справиться с проектами, будь то дома или для клиента.
- Стоимость — Хотя первоначальная стоимость инструмента для заточки сверл может быть больше, чем вы ожидали, в большинстве случаев следует ожидать долгосрочной экономии. Это один из тех инструментов, который легко окупается.
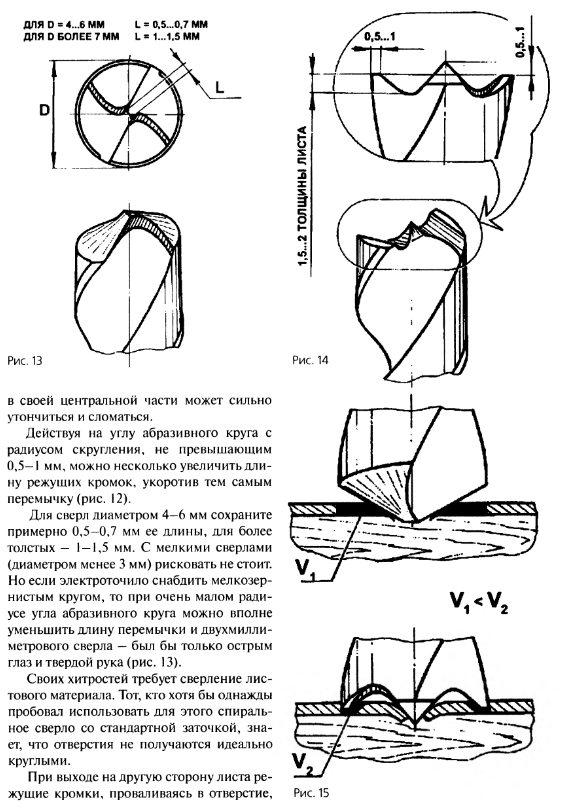
Наши 7 любимых устройств для заточки сверл
Обзоры для заточки сверл
# 1 — Drill Doctor 750X Заточка для сверл
Есть веская причина, по которой Drill Doctor 750X стоит на первом месте в списке желаний каждого.750X, пожалуй, лучшая точилка для сверл за свои деньги — как для профессионального, так и для серьезного использования в домашних условиях.
Сделано в США (Орегон), имеет регулируемый угол от 115 до 140 градусов и профессионально разработано для заточки тупого сверла от 3/32 дюйма до 3/4 дюйма в диаметре.
Этот прочный инструмент предназначен для создания идеально выровненных режущих кромок для сверл из быстрорежущей стали (HSS), карбида, кирпича или кобальта для аккумуляторных дрелей или перфораторов.
750X — это точный, но простой в использовании инструмент для заточки сверл, который продлит срок службы вашего сверла за три простых шага. Вы сэкономите время и деньги.
Имейте в виду, что этот инструмент подходит для заточки до 200 точилок, но корпус сделан из пластика. Как и другим точилкам, ему труднее работать с очень маленькими сверлами. Кроме того, если вы планируете использовать его на высоких скоростях, двигатель может изнашиваться быстрее.
>> Проверить цену на Amazon
<<
>> Проверить цену на Northern Tool
<<
# 2 — Промышленная точилка для сверл Darex XT3000
Если у вас есть собственный бизнес или вы работаете в механическом цехе, вы следует вкладывать средства в инструменты, которые выдерживают ежедневные злоупотребления и обеспечивают максимальную отдачу от ваших вложений.
Система заточки сверл Darex XT3000 — это надежный инструмент профессионального уровня , сделанный в США, , который избавит вас от постоянного заказа новых сверл. В отличие от обычных точилок, предназначенных для домашнего использования, Darex может затачивать десятки битов каждый день с одинаковой скоростью и точностью, одну за другой.
Это, пожалуй, лучшая модель для заточки промышленных сверл на рынке на сегодняшний день, обеспечивающая точную заточку практически любого типа сверл (с дополнительными насадками).Угол резки можно регулировать от 118 до 150 градусов , и он может обрабатывать размеров от 3 мм (1/8 ″) до 21 мм (13/16 ″) .
XT3000 стандартно поставляется с двумя дисками из боразона для бит из быстрорежущей стали и кобальта, а также с дополнительным алмазным диском для твердосплавных бит, а также насадками для больших бит (до 1-3 / 16 ″), зенковкой, штифтом и ступенчатым сверлом. Сама машина поставляется с 12-месячной гарантией на детали и работу, чтобы защитить ваши вложения.
Если вы любитель или ищете что-то для нечастого домашнего использования, XT3000 — излишек, и вам следует подумать о Drill Doctor.Но для коммерческого или промышленного использования вам будет сложно найти лучшую точилку за такие деньги.
>> Уточняйте цену в Northern Tool
<<
# 3 — Tormek DBS-22 Заточное приспособление для сверл
Если вы знакомы или уже владеете одной из превосходных систем заточки Tormek, это приспособление для заточки сверл является незаменимым. ежу понятно. Насадка для сверл DBS-22 разработана для бесшовной интеграции с системой Tormek.
Этот инструмент для заточки сверл шведского производства позволяет затачивать сверла до четырех граней для более точных результатов, уменьшая нагрев при работе.Оптимальный угол зазора позволяет легко регулировать различные углы в зависимости от материала и размера долота.
Используя Tormek DBS-22, вы можете затачивать сверла от 1/8 до 7/8 дюймов с углом при вершине от 90 до 150 градусов .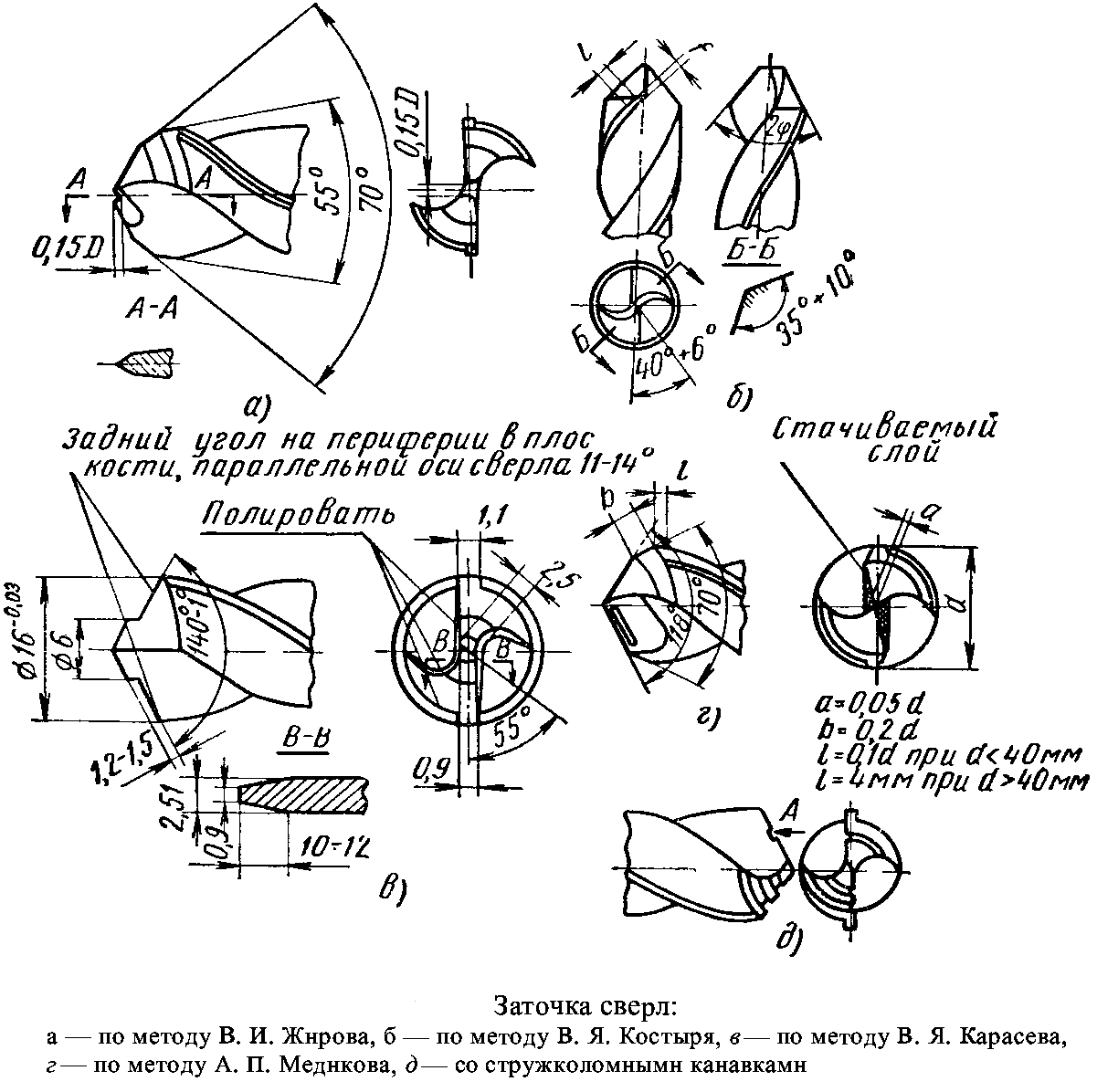 Приспособление сделано очень хорошо и прослужит годы использования.
Приспособление сделано очень хорошо и прослужит годы использования.
Хотя это немного сложнее настроить, результаты говорят сами за себя. Вы получите точные пропилы с обеих сторон сверла одновременно.
Некоторые пользователи обнаружили, что блок, удерживающий насадку, имеет тенденцию перемещаться, а поперечное смещение не так надежно, как должно быть, что может повлиять на точность резки.Но другие сообщили, что это не так.
Как упоминалось ранее, для использования требуется система заточки Tormek, такая как популярная модель T4 с водяным охлаждением, . Хотя установка не такая дешевая, как отдельная точилка для бит, у вас будет возможность быстро заточить практически любой инструмент, находящийся в вашем распоряжении, будь то топор или цепь бензопилы.
>> Проверить текущую цену
<<
# 4 — Drill Doctor 500X Точилка для сверл
Еще один хороший продукт Drill Doctor, 500X, находится между превосходным 750X и недорогим 350X.Супер простой в использовании, 500X быстро затачивает затупившееся сверло от 3/32 ″ до 1/2 ″ размером и с углом при вершине 118 или 135 градусов .
Его легкий дизайн делает его портативным, и его легко брать с собой на любую рабочую площадку или по дому. Получите больше пользы от ваших сверл, включая сверла из быстрорежущей стали, стандартной скрутки, кобальта, карбида и биты с луженым покрытием.
Эта моноблочная система позволяет новичкам и профессионалам как можно скорее заставить ее работать.Надежный 500X затачивает биты менее чем за минуту и поставляется с ручным механизмом Push to Stop, который предотвращает чрезмерное расщепление наконечника.
Будьте осторожны при использовании 500X, поскольку он быстро нагревается при многократном использовании. Если вы планируете часто использовать эту точилку для сверл, обязательно учтите, что ее, возможно, потребуется заменить после 200 использований.
Как и все точилки Drill Doctor, он спроектирован, спроектирован и собран прямо здесь, в Соединенных Штатах.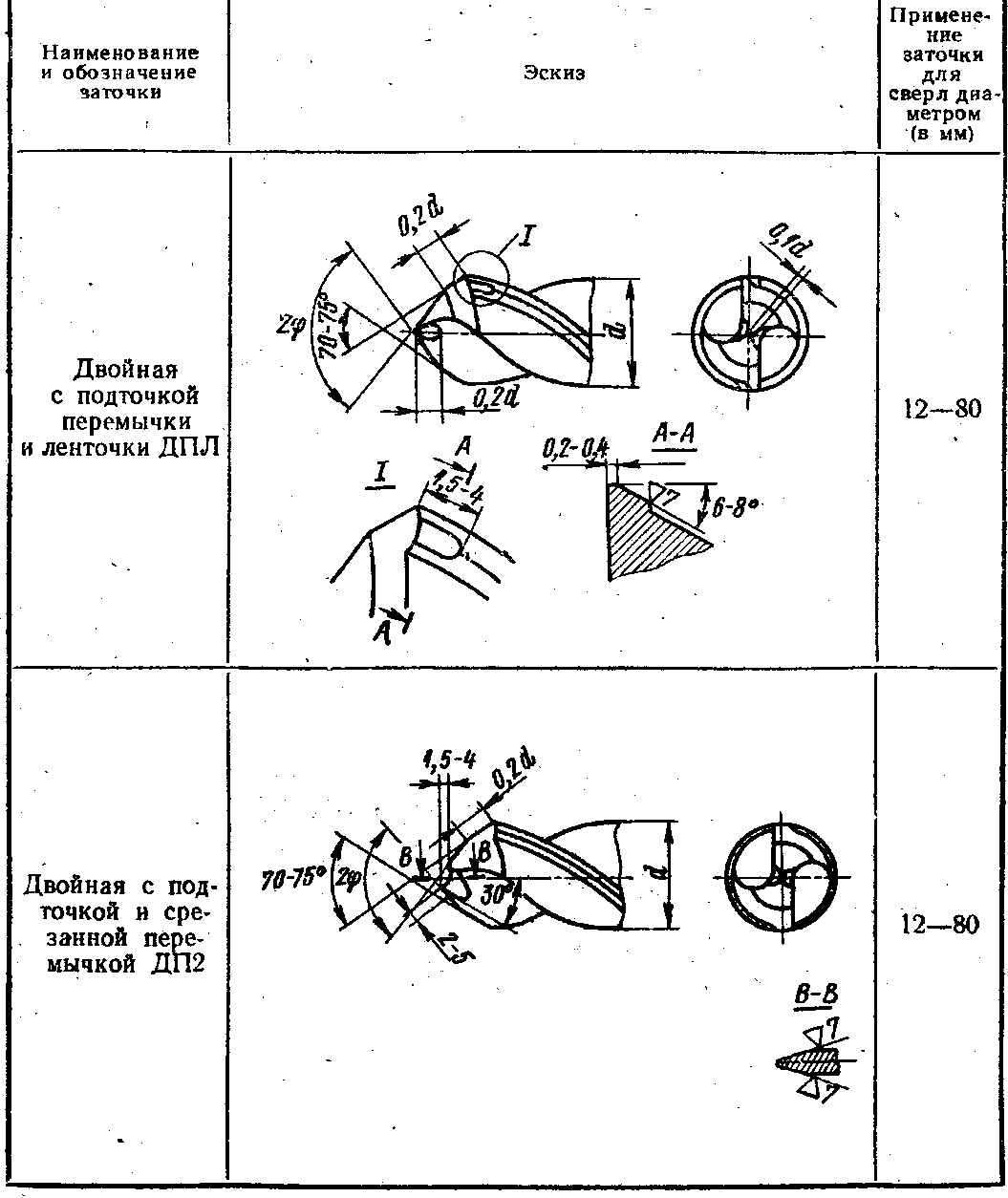 На него также предоставляется трехлетняя гарантия производителя на устранение дефектов или проблем, которые могут возникнуть.
На него также предоставляется трехлетняя гарантия производителя на устранение дефектов или проблем, которые могут возникнуть.
>> Проверить цену на Amazon
<<
>> Проверить цену на Home Depot
<<
# 5 — Drill Doctor 350X Точилка для сверл
Также часть семейства Drill Doctor, DD350X является хорошей дрелью точилка для бит для любителя или домашнего мастера. Алмазный заточный круг сохраняет свою форму во многих случаях использования и сохраняет биты в прохладном состоянии, поэтому они не деформируются во время заточки.
Хотя он может работать с такими же размерами бит (от 3/32 ″ до 1/2 ″ ), что и более крупный 500X, 350X ограничен заточкой стандартных сверл для закручивания и кирпичной кладки до угла 118 градусов .
Эта обновленная конструкция теперь оснащена патроном с фронтальной загрузкой для более естественного выравнивания и функции заточки. Убедитесь, что сверло установлено равномерно между установочными пальцами для наилучшего использования.
350X — отличное вложение для гаража. Обязательно держите его рядом с розеткой или подключайте к удлинителю, так как его шнур питания имеет длину всего шесть футов (короче, чем у аналогичных моделей).
Поскольку материал внешнего экрана пластиковый и не очень прочный, эта точилка предназначена для нечастой заточки.Однако вы можете совершить покупку с уверенностью, поскольку на 350X предоставляется трехлетняя гарантия производителя Drill Doctor.
>> Проверить текущую цену
<<
# 6 — Многофункциональная точилка Tacklife MBG01A
Многофункциональный заточный инструмент Tacklife предназначен для заточки сверл (от 7/64 ″ до 1/2 ″ ) вместе с другими инструментами, такими как как ножи, топоры и ножницы. Это удобный и безопасный способ затачивать различные типы инструментов и размеров инструментов, чтобы избежать необходимости затачивать вручную или преждевременно заменять инструменты.
Этот шестиступенчатый станок обеспечивает гибкость при заточке инструментов на оптимальной скорости. Вы обнаружите, что этот шлифовальный станок подходит для большинства бытовых инструментов. Если вы обнаружите, что вашему сверлу просто требуется быстрая полировка для удаления пыли, вы можете использовать функцию полировки Tacklife.
Алмазный шлифовальный круг для твердых материалов затачивает большинство сверл (не твердосплавных) и долот. Корундовые точилки для шлифовальных кругов предназначены для заточки более мягких материалов, таких как ножи, ножницы и пилы.
Если у вас есть небольшая скамейка в гараже или пространство ограничено по другим причинам, эта точилка может быть не лучшей для вас, поскольку она одна из самых больших в этом списке.
В целом шлифовальный станок Tacklife имеет размеры примерно 43 ″ x 6 ″ x 3 ″, но, как уже упоминалось, это универсальная точилка, позволяющая выполнять множество задач. Некоторые детали, например гибкий вал, может быть сложно установить.
>> Проверить текущую цену
<<
# 7 — Общие инструменты 825 Приставка для заточки сверл
Приставка для заточки сверл General Tools, которая, вероятно, уже есть, предназначена для установки непосредственно на настольный шлифовальный станок. для бит диаметром от 1/8 ″ до 3/4 ″ .
Восстановите производительность своего сверла спустя долгое время после его запланированного использования. Эта шлифовальная насадка продлевает срок службы сверла за счет заточки до заводских стандартов. Поворотная шейка уникальной конструкции позволяет обрабатывать обе стороны сверла более эффективно, чем аналогичные модели с низким бюджетом.
Шлифовальный станок General Tools 825 идеально подходит для работы на рабочем месте, поскольку он соответствует требованиям OSHA, ANSI и UL, что делает его более безопасной альтернативой, чем ручная заточка или другие инструменты, представленные на рынке.
Самый большой минус этого продукта на самом деле в его инструкции по эксплуатации, которая выглядит как плохая фотокопия.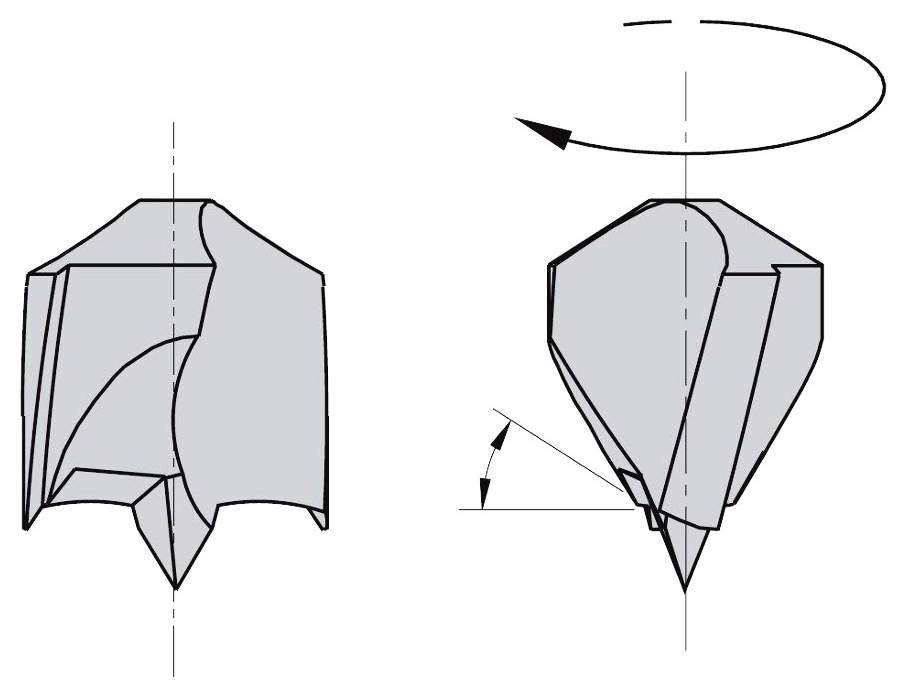 Некоторым пользователям может быть сложно правильно установить или понять это устройство.
Некоторым пользователям может быть сложно правильно установить или понять это устройство.
Тем не менее, есть онлайн-версия руководства и множество YouTube и независимых руководств, которые помогут вам настроить это приложение и использовать его в полной мере.
>> Проверить текущую цену
<<
Часто задаваемые вопросы
В зависимости от того, какие типы сверл у вас есть, ищите универсальное решение, которое может заточить много разных размеров.Некоторые устройства для заточки сверл также поставляются с насадками для различных размеров и материалов сверл.
Вы также хотите подумать о том, как вы будете его использовать. Если вы планируете использовать его часто, промышленная точилка с алмазным кругом прослужит вам долго и даст вам сверла, максимально приближенные к стандартным одобренным производителем сверлам.
Если вы все еще не уверены в точках для сверл, ответьте на эти часто задаваемые вопросы.
Как работает точилка для сверл?
Точилки для сверл с электроприводом — лучший способ заточки сверл.Они быстро справляются с тем, что потребовало бы много времени для ручной работы, и избавляют вас от необходимости постоянно покупать новые сверла.
Вы можете установить устройство для заточки сверл под разными углами, чтобы заточить затупившееся сверло и увеличить срок его службы.
Вам НУЖНА точилка для сверл?
Как и другие режущие инструменты, сверла могут затупиться. Старые, изношенные сверла не дадут вам чистых и точных отверстий при работе. Как и тупой нож, тупой бит также может представлять угрозу безопасности из-за повышенного риска поскользнуться.
Но одна из лучших причин для приобретения точилки для сверл хорошего качества заключается в том, что она избавит вас от поездок в магазин, чтобы ваш проект продолжал развиваться.
Автономная точилка против джиг-точилки или универсальной точилки — что лучше?
Если у вас есть особые потребности и вы не ожидаете, что вам понадобятся различные инструменты для заточки, вам может быть лучше использовать отдельный инструмент для заточки. Специальное устройство может быть дешевле, если вы любитель или ищете что-то для себя.
Если вы ищете что-то, что работает со сменной системой или вам нужно заточить ряд других инструментов, подумайте о универсальном заточном устройстве.
Можно ли затачивать сверла вручную?
Технически да. Но мы бы не рекомендовали это. Вы можете попробовать заточить сверла вручную с помощью настольного шлифовального станка или ленточной шлифовальной машины, но вы, скорее всего, не достигнете точных разрезов, которые может обеспечить специальная точилка для бит.
При ручной заточке необходимо носить защитные очки и защитную одежду, так как металлические хлопья могут разлетаться в воздух.Вы также должны следить за положением руки, чтобы не зацепить палец за шлифовальный круг или шлифовальную ленту.
Станок заточный новой формы 275
ХАРАКТЕРИСТИКИ
Заточка спиральных сверл, алмазных сверл, ступенчатых сверл, плоских сверл, центровочных сверл, зенковок, зенкеров, метчиков с режущими кромками 2-3-4-5-6-8 и при высоком кручении, утонение стенки, надрез и т. Д.
Заточка двухзубых фрез и спиральных сверл с дифференцированными режущими кромками.
Станок NEWFORM 275, кроме того, чтобы сохранить все характеристики небольших моделей, он поставляется с устройством, в котором может выполняться заточка нового типа с дифференцированным углом резания, чтобы можно было затачивать как спиральные сверла, так и фрезы.
Этот тип заточки преследует две цели: максимальная проникающая способность сверла с более высокой режущей способностью и идеальное центрирование благодаря очень тонкой и идеально концентрической перемычке, центрированной по внешнему диаметру.
Это устройство, будучи полностью автономным по отношению к устройству, выполняющему обычную заточку, позволяет легко переходить от одного типа заточки к другому в соответствии с различными требованиями к заточке.
| Мин. |