Торцовое фрезерование — Технарь
При торцовом фрезеровании ось фрезы располагается перпендикулярно обработанной поверхности. Основную работу при торцовом фрезеровании производят боковые (главные) режущие кромки; торцовые кромки лишь зачищают обработанную поверхность. На рис. 248, а показано неполное симметричное торцовое фрезерование фрезой, у которой главный угол в плане ϕ = 90°.
Торцовое фрезерование называется полным, когда ширина фрезеруемой (обработанной) поверхности В будет равна диаметру фрезы D; полный угол контакта δ в этом случае будет равен 180°. При неполном симметричном фрезеровании полный угол контакта б определится из треугольника ONM:
Толщина среза α — величина переменная вдоль всей длины дуги контакта. На входе и выходе она равна α1. Для произвольного положения зуба, имеющего угол контакта ψ, толщина среза определяется из треугольника крп:
α = szsinψ.
При ψ = 90° (т. е. вдоль оси симметрии заготовки) толщина среза наибольшая:
αmax = szsin90° = sz.
При встречном несимметричном фрезеровании (когда ось фрезы не проектируется на середину ширины фрезерования; рис. 248, б) толщина среза увеличивается от нуля при входе до αmах при выходе. Промежуточная толщина среза:
α = szsinψ.
При попутном несимметричном фрезеровании, когда фреза будет иметь вращение, обратное вращению, показанному на рис. 248, б, толщина среза будет изменяться от αmах при входе до α = 0 при выходе.
Торцовая фреза с ϕ = 90° (рис. 248, α) применяется для обработки поверхности, имеющей со смежной вертикальной поверхностью угол 90°. При фрезеровании на проход применяются фрезы с ϕ <90°, как более производительные.
Если при ϕ = 90° (рис. 248, α) максимальная толщина среза αmах = sz, то при угле ψ <90°.
αmах = szsinϕ.
Следовательно, для фрез с малым значением угла ср при одной и той же толщине среза αmах, определяющей нагрузку на режущую кромку, подача sz может быть значительно увеличена, что и вызовет повышение производительности. Но при малом значении угла ф длину режущей кромки и другие размеры фрезы необходимо увеличить. Геометрические элементы режущей части торцовых фрез. Минутная подача и скорость резания при торцовом фрезеровании определяются по формулам, приведенным выше для цилиндрического фрезерования.
Машинное время при торцовом фрезеровании:
При симметричном торцовом фрезеровании (рис. 249, а) величина врезания у = Р — ОМ. Из треугольника ОКМ через D и B определится ОМ. В результате преобразований величина врезания при симметричном торцовом фрезеровании
y = 0,5*(D – √(D2 – B2) мм.
При несимметричном торцовом фрезеровании (рис. 249, б) из треугольника ОМK:
y = √(B*(D – B)) мм.
Величина перебега Δ = 1 ÷ 5 мм.
Фрезерование торцевыми фрезами
Чтобы металлообработка была производительной, качественной и имела низкую себестоимость, при фрезеровании торцевыми фрезами (чистовом или черновом) нужно учесть ряд факторов и практических аспектов.
Корпус торцевой фрезы
При выборе важен на шаг пластин. При диаметре фрезы 100 мм и крупном шаге — это 5 пластин, при среднем — 7, при мелком — 10. Их число зависит от конструкции инструмента и производителя. Шаг важен в связи со следующими особенностями.
- Черновая обработка при невысокой жесткости силы резания. Вибрации уменьшают стойкость инструмента. Выкрашивания приводят к поломке пластины и повреждению корпуса. Фреза с крупным шагом пластин снижает мощность станка и силу резки.
- Обработка материалов, которые дают сливную стружку. При крупном шаге пластин места для стружки больше, поэтому почти нет риска ее повторного перерезания.


При чистовой обработке не требуется высокой мощности станка. Можно применять фрезы с незначительным шагом пластин и большую минутную подачу стола (хотя при этом подача на зуб не слишком велика). Благодаря небольшой глубине резки нет и проблем с размещением стружки.
Пластины
Выбираются на основании вида обработки:
- черновая — нешлифованные, с защитной фаской на режущей кромке (для большей глубины резания и подачи), стоят дешевле, но не обеспечивают точной и качественной поверхности;
- чистовая — шлифованные, с острой геометрией передней поверхности (что важно для резки при малой глубине фрезерования), дают высокую точность и качество.
Для высокого качества рекомендованы зачистные пластины — устанавливаются в корпус по одной вместе с обычными, выступают из него в осевом направлении. Такая технология называется Wiper.
Износоустойчивые покрытия, СОЖ
Если применяется фреза с большим диаметром, то зона резания довольно велика, и обеспечить обильное смачивание сложно. Перепады температуры дают термические трещины, поломку пластины, возможно повреждение корпуса фрезы. Но некоторые покрытия (такие как TiAIN) твердеют при повышении температуры, что позволяет фрезеровать без СОЖ.
Кроме того, при этом оператор имеет возможность видеть цвет и форму образующейся стружки и судить о верности выбора режима резки. Например, углерод при повышении температуры вступает в реакцию с кислородом, и стружка выходит синяя. Черный цвет говорит о высокой температуре — нужно снижать скорость. Если обрабатывается нержавеющая сталь, стружка не должна слишком быстро охлаждаться, иначе наросты, образовавшиеся из материала детали, повредят режущую кромку.
Нужно подбирать режим, при котором температура в основном уходит в стружку. Но когда обрабатываются легковоспламеняющиеся материалы (например магний), без СОЖ и огнетушителя поблизости не обойтись.
Совет: наносите немного смазки на винты и посадочные поверхности пластин, если обрабатываете без СОЖ (но не слишком, чтобы не увеличить погрешность установки инструмента).
Попутный и встречный метод фрезерования
При встречном фрезеровании (когда скорость резки и подача стола в разные стороны) процесс начинается без какой-либо нагрузки на режущую кромку, пластически деформируется материал заготовки, чрезмерно изнашиваются пластины.
Попутное фрезерование — процесс, при котором скорость резки и подача стола в одну сторону. Нужно устанавливать ширину 2/3 от ширины фрезы — тогда материал заготовки не будет пластически деформироваться. Далее определяется оптимальное соотношение между диаметром и шириной фрезы для данного станка. Это рекомендованный метод работы.
Чтобы определить, насколько успешно проходит работа, нужно умножить ширину фрезерования на его глубину и на минутную подачу стола. Будет получена величина, выраженная в мм3/мин.
Видов торцевых фрез множество. Чтобы правильно выбрать их, не потратив при этом время и деньги, нужно обратиться к профессионалам в сфере металлообработки.
Торцевое фрезерование — фрезерование торцевой фрезой
Торцевое фрезерование от Волковского механического завода — это обработка поверхностей промышленного оборудования, техники и металлических деталей. Мы гарантируем высокое качество работ при выполнении заказов любой сложности.
При работе с заказом мы учитываем характеристики материала, заданную глубину резания и направление подачи. Выбираем торцевую фрезу для обработки поверхности с учетом каждого из параметров. Такой подход позволяет нам работать качественно и с соблюдением согласованных с клиентом сроков.
Для чернового фрезерования, работ с труднообрабатываемыми и жаропрочными материалами на Волковском механическом заводе используются фрезы с круглыми пластинами.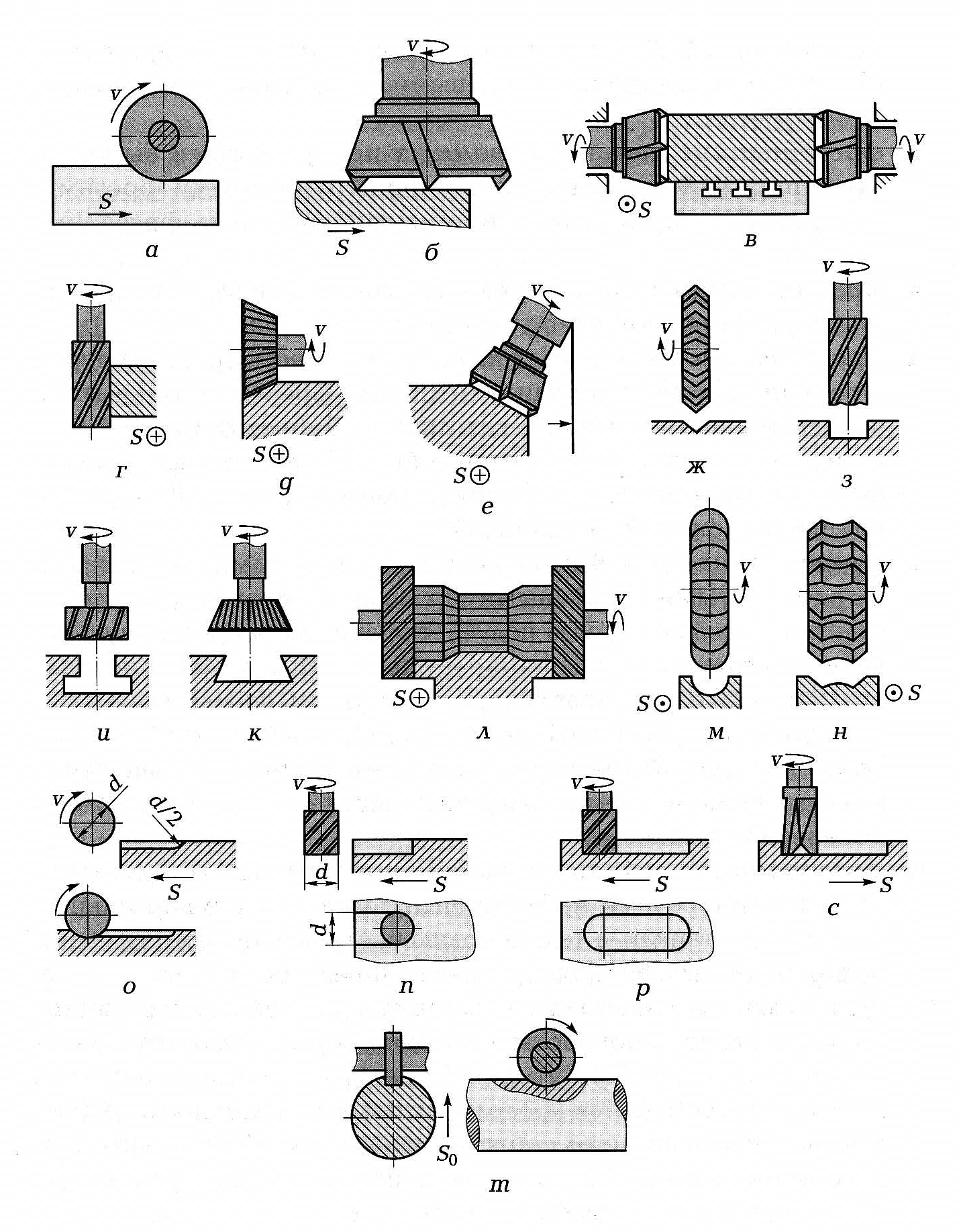 Торцевые фрезы с углом в плане 45 градусов имеют универсальные технические характеристики, которые обеспечивают идеальный баланс осевых и радиальных сил резания. Использование таких фрез дает возможность существенно повысить производительность благодаря тонкой стружке, а также минимальной склонности к вибрациям при работе с большим вылетом инструмента.
Торцевые фрезы с углом в плане 45 градусов имеют универсальные технические характеристики, которые обеспечивают идеальный баланс осевых и радиальных сил резания. Использование таких фрез дает возможность существенно повысить производительность благодаря тонкой стружке, а также минимальной склонности к вибрациям при работе с большим вылетом инструмента.
Торцевое фрезерование нежестких изделий и прямоугольных уступов проводится с использованием фрез с углом в плане 90 градусов, которые обеспечивают качественную обработку поверхностей с минимальным давлением. Квалификация сотрудников и современное оборудование позволяют нам гарантировать высокое качество обработки, осуществлять торцевое фрезерование прерывистых поверхностей, тонкостенных и отгибающихся деталей. Мы выполняем операции по контурной обработке тонкостенных поверхностей металлических деталей.
Мы используем высокопрочные торцевые фрезы из быстрорежущей стали для фрезерной обработки изделий из нержавеющих и жаропрочных сталей. Стальные детали обрабатываются в условиях несимметричного размещения фрез к поверхности, чугунные — симметричного. Для высокоскоростной черновой обработки используется встречное движение фрезы, чистовой — попутное направление режущих кромок.
С заботой о вашем бизнесе,
Волковский механический завод
Фрезерование торцевыми фрезами — Металлообрабатывающие станки Металлообрабатывающие станки
Для обеспечения качества, производительности и низкой себестоимости при металлообработке, в частности — при фрезеровании торцевыми фрезами, нужно обратить внимание на некоторые практические вопросы этих работ. В частности это вопросы выбора корпуса и пластин торцевой фрезы, использования СОЖ и выбора направления фрезерования.
Выбор корпуса и пластин торцевой фрезы
Сперва необходимо определиться с типом обработки: черновое фрезерование (тут точность размера и качество поверхности не так важны) или чистовое фрезерование. В первую очередь от этого будет зависеть выбор инструмента и режим фрезерования.
В первую очередь от этого будет зависеть выбор инструмента и режим фрезерования.
При черновом фрезеровании на оборудовании с невысокой жесткостью силы резания могут вызвать чрезмерные вибрации, уменьшающие стойкость инструмента. Уменьшение стойкости инструмента выражается в появлении выкрашиваний, которые могут привести к поломке пластины, и, в свою очередь, к повреждению корпуса фрезы.
При чистовом фрезеровании меньше как глубина резания, так и подача на зуб. Так как не требуется такая высокая мощность станка как для чернового фрезерования, становится возможным применение торцевых фрез с мелким шагом пластин. Большее количество пластин позволяет вести обработку с большей минутной подачей стола. Одним из основных параметров торцевой фрезы является шаг пластин: например, у торцевой фрезы диаметром 100 мм с крупным шагом может быть 5 пластин, средним – 7 пластин, а мелким – 10 пластин. Количество пластин для того или иного шага различно у разных производителей инструмента и зависит также от конструкции фрезы.
Применение фрез с крупным шагом пластин позволяет снизить необходимую мощность станка и силы резания. Рекомендуется применять такие фрезы для черновой обработки на станках, оснащенных шпинделями с конусами 30 и 40. Применение фрез с крупным шагом также обосновано при обработке материалов, дающих сливную стружку. Так как места для размещения стружки больше, практически полностью исключается возможность её повторного перерезания.
Выбор пластин так же зависит от типа обработки. Для чернового фрезерования рекомендуют использовать нешлифованные пластины: их режущая кромка снабжена защитной фаской, что придает ей дополнительную прочность при обработке с большой глубиной резания и подачей.
Для чистового фрезерования рекомендуют выбирать шлифованные пластины, обеспечивающие высокую размерную точность, а также качество поверхности. Геометрия передней поверхности шлифованных пластин отличается высокой остротой, необходимой для обеспечения процесса резания при небольшой глубине фрезерования.
Для обеспечения высокого качества поверхности при фрезеровании рекомендуют использовать зачистные пластины. В корпус фрезы вместе с обычными пластинами устанавливается одна зачистная, выступающая из корпуса в осевом направлении. Благодаря этому существенно улучшается качество обработанной поверхности.
Износостойкие покрытия и СОЖ
По поводу использования СОЖ (системы охлаждения и смазки инструмента) при фрезеровании существуют различные мнения.
При использовании фрезы большого диаметра тяжело обеспечить обильный подвод СОЖ в зону резания, ведь сама зона резания достаточно велика. Периодический нагрев и охлаждение пластины могут привести к появлению термических трещин, поломке пластины и повреждению корпуса фрезы. Однако, современные инструментальные покрытия позволяют вести фрезерование без СОЖ с минимальным риском образования термических трещин.
Важным аргументом за фрезерование без СОЖ является то, что оператор наблюдает за стружкообразованием, видит форму и цвет стружки, а это позволяет ему правильно выборать режим резания. Но при обработке легковоспламеняющихся материалов (например, магния) лучше применять СОЖ и держать рядом огнетушитель.
При обработке без СОЖ важно наносить небольшое количество смазки на посадочные поверхности пластин и винты, но слишком, так как это может привести к увеличению погрешности установки пластин.
Попутное и встречное фрезерование
Большинство операций торцевого фрезерования на фрезерных станках выполняется методом встречного фрезерования (скорость резания и подача стола направлены в разные стороны). Но есть и рекоменации по использованию метода попутного фрезерования (скорость резания и подача стола направлены в одну сторону).
В пользу попутного фрезерования приводят следующий довод: при встречном фрезеровании процесс резания начинается без нагрузки на режущую кромку, поэтому фактически происходит пластическое деформирование материала заготовки и его упрочнение, что приводит к чрезмерному износу пластин.
При использовании попутного фрезерования рекомендуется устанавливать ширину фрезерования около двух третей от ширины фрезы, тогда при врезании пластин не будет происходить пластическое деформирование материала заготовки. Далее можно пробовать изменить ширину фрезерования и определить экспериментальным путем, какое соотношение между диаметром фрезы и шириной фрезерования является оптимальным для конкретного станка и фрезы.
В каталоге компании Мир ISO представлен инструмент для фрезерной, токарной и сверлильной обработок, сменные и напайные пластины различных типов от известных мировых производителей. Например, представлены дисковые, торцевые, концевые фрезы для обработки поверхностей, пазов и уступов корпорации Korloy, а так же дисковые, концевые и профильные торцевые фрезы германской компании Guhring.
Продукция, предлагаемая компанией Мир ISO, идеально подходит для выполнения любых работ в сфере металлообработки.
Благодаря тесному и продолжительному сотрудничеству с производителем, мы можем поставить для любого предприятия инструмент и оборудование в кратчайшие сроки и по доступной цене.
| Режущий инструмент, инструментальная оснастка и приспособления / Cutting tools, tooling system and workholding SANDVIK COROMANT | ||||||||
Указатель каталога специнструмента SANDVIK 2015 Токарные резцы и державки Sandvik Coromant с СРП специальной конструкции (-5-) Специальные модульные токарные резцы Sandvik Coromant со сменными пластинами (-48-) Специальные фрезы Sandvik Coromant CoroMill с режущими сменными пластинами (-72-) | Насадные и концевые фрезы Сандвик Коромант с СРП для зубофрезерных операций (-102-) Специальные сверла Sandvik Coromant с режущими твердосплавными пластинами (-108-) Специальные расточные головки Sandvik Coromant с многогранными режущими пластинами (-122-) Инструментальная спецоснастка Sandvik Coromant для станочного оборудования (-142-) | |||||||
| 1 Каталог Sandvik Coromant 2015 Специнструмент для металлообработки Специальные инструментальные и технологические решения Лицевая обложка информационного и | 2 Специальный инструмент Sandvik Coromant Краткое оглавление инструментального каталога 2015 на русском языке производителя из Швеции Точение Фрезерование С | 3 Специальные резьбовые резцы Sandvik для нарезания наружной резьбы Металлорежущий инструмент для точения со сменными режущими пластинами Обозначение и внеш | 4 Специальный резьбонарезной токарный инструмент Sandvik Державки со сменными твердосплавными пластинами для нарезания внутренней и наружной резьбы 301 1001 | 5 Токарные резцы и державки Sandvik Coromant с СРП специальной конструкции Металлорежущий специнструмент со сменными режущими твредосплавными пластинами от Указатель каталога | 6 Sandvik Coromant Резец для снятия грата специальный токарный инструмент со сменными многогранными пластинами для наружного точения ТОЧЕНИЕ 301100133R1 Дер | |||
| 7 Токарный специальный инструмент Сандвик с призматическим хвостовиком для крепления Державка под сменную режущую пластину для снятия грата Резцы с СРП прав | 8 Металлорежущий токарный специнструмент Sandvik со сменными многогранными режущими пластинами для наружного точения Державка с квадратным хвостовиком для н | 9 Общий вид и эскиз с основными габаритными размерами специального токарного сборного резца Sandvik с антивибрационным демпфером для точения канавок Шведски | 10 Специальный токарный металлорежущий инструмент Сандвик Коромант (Швеция) для энергомашиностроительной промышленности Державка с режущей круглой сменной пл | 11 Эскиз и общий вид изогнутого токарного наружного резца Sandvik специальной конструкции для профильного точения канавок ротора вала Шведский сборный металл | 12 Токарные канавочные резцы Sandvik со сменными режущими пластинами Металлорежущий инструмент специального исполнения для наружной токарной обработки канаво | |||
| 13 Наружные токарные Sandvik резцы специальной конструкции с круглыми сменными режущими пластинами из твердого сплава и призматическим хвостовиком для крепле | 14 Шведский металлорежущий специнструмент Sandvik Coromant для наружного точения радиальных и торцевых канавок Токарные сборные спец резцы Сандвик с круглыми | 15 Специальные токарные резцы Sandvik для обработки наружных канавок на токарных металлорежущих станках Сборный инструмент с твердосплавными и керамическими | 16 Общий вид и упрощенный эскиз конструкции с основными размерами токарных спец резцов Sandvik с круглыми позитивными твердосплавными пластинами для точения | 17 Специальный токарный инструмент Сандвик Коромант с режущими сменными твердосплавными пластинами для энергомашиностроительных предприятий Технологическия о | 18 Специальные прорезные Sandvik резцы с твердосплавными сменными режущими пластинами для обработки торцевых канавок на заготовках 301 100202L12 Токарная дер | |||
См. | ||||||||
| Аналоги марок стали Таблица / Workpiece material conversion table | Обозначение сменных пластин / Indexable insert designation | |||||||
| Группы обрабатываемых резанием материалов / Workpiece material groups | Соответствие твердости и прочности Таблица / Hardness equivalent table | |||||||
| Формулы точения / Turning formulas | Формулы для расчета сверления / Formulas for drilling | |||||||
| Формулы фрезерования / Milling formulas | Диаметр отверстия под резьбу / Tap drill sizes | |||||||
| 19 Изображения и эскизы с размерами токарных сборных резцов Sandvik Coromant специальной конструкции для точения наружных торцевых канавок Металлорежущий инс | 20 Специальные токарные наружные державки Sandvik Coromant с односторонними и двусторонними прорезными режущими пластинами из твердого сплава Общий вид метал | 21 | 22 Специальные токарные державки Sandvik со сменными твердосплавными пластинами для обработки канавок Общий вид специнструмента Эскизы с размерами Резец для | 23 | 24 Расточной токарный специнструмент Сандвик Коромант 301 100211R20 со сменными твердосплавными режущими пластинами для обработки внутренних канавок на токар | |||
| 25 | 26 Расточной специальный резец Sandvik 301 100211R56 с СРП для внутренней токарной обработки винтовых канавок Специальные технологические решения шведского п | 27 | 28 Токарные державки Sandvik для наружного точения со сменными режущими твердосплавными пластинами и призматическим хвостовиком для установки в станочном обо | 29 | 30 | |||
| 31 Специальные токарные резцы Sandvik Coromant под стандартные ромбические твердосплавные пластины с удлиненным квадратным хвостовиком Общая длина инструмент | 32 | 33 | 34 | 35 | 36 | |||
| 37 | 38 Специальные инструментальные решения для точения Sandvik Державки со сменными многогранными неперетачиваемыми пластинами для наружной обработки 301 104272 | 39 Металлорежущий сборный токарный инструмент для наружного точения Резец проходной Sandvik специальной конструкции с призматическим хвостовиком Державка для | 40 Специальные токарные резцы Sandvik для наружной профильной обработки прорезания канавок определенной ширины и нарезания резьбы многозубыми твердосплавными | 41 Резцовые токарные головки Sandvik со стандартным хвостовиком КМ100 Специальный режущий инструмент правого и левого исполнений со сменными многогранными пл | 42 | |||
| 43 | 44 Расточная сборная оправка Sandvik с цилиндрическим хвостовиком с лыской Металлорежущий специальный инструмент из Швеции с квадратной режущей твердосплавно | 45 Расточные специальные резцы Sandvik со сменными режущими пластинами Токарный инструмент 301 130152C1 с хвостовиком Coromant Capto Инструмент 301 127145R1 | 46 Модульный токарный металлорежущий инструмент Sandvik Coromant со сменными твердосплавными режущими пластинами Резцовая двулезвийная головка CoroTurn SL 30 | 47 Специальный модульный токарный инструмент Sandvik Coromant CoroTurn SL Резцовые головки CoroTurn SL для наружного точения с круглыми позитивными режущими | 48 Специальные модульные токарные резцы Sandvik Coromant со сменными пластинами из твердого сплава Сборный металлорежущий инструмент изготовленный под решени Указатель каталога | |||
См. | ||||||||
| Справочник по металлообработке / Metal Cutting Technology Technical Guide | Предельные отклонения линейных размеров / Fit tolerance table | |||||||
| Перевод дюймов в мм Таблица / Inches to mm Conversion table | Виды износа пластин и инструмента / Tool wear damage | |||||||
| Типы резьбы Назначение и обозначения / Thread types and applications | Группы инструментальных материалов / Cutting tool materials | |||||||
| Экономическая эффективность металлообработки / Machining economy | Маркировка резцов по металлу / Turning tool ISO code system | |||||||
| 49 Разноообразные виды сборных модульных резцовых головок Sandvik Coromant с твердосплавными сменными режущими пластинами Общий вид и основные геометрические | 50 | 51 Токарный модульный инструмент Sandvik Coromant CoroTurn SL под ромбические сменные режущие пластины Специальные резцовые головки для профильного наружного | 52 | 53 | 54 | |||
| 55 Токарный модульный инструмент Sandvik Coromant специальной конструкции с прорезными сменными твердосплавными пластинами Изображение и основные размеры Рез | 56 | 57 | 58 | 59 | 60 | |||
| 61 Наглядные примеры нестандартных инструментальных решений от шведского производителя режущего инструмента и оснастки компании Sandvik Coromant Резцовая гол | 62 | 63 | 64 | 65 Специальные прорезные и профильные токарные резцы Sandvik со сменными режущими пластинами из твердого сплава Сборные резцовые головки со стандартным полиг | 66 | |||
| 67 Специальные контурные токарные державки Sandvik для наружного или внутреннего профильного точения заготовок на металлорежущем оборудовании с числовым прог | 68 | 69 | 70 Эскизы шведского металлорежущего токарного инструмента Sandvik Coromant специальной конструкции с твердосплавными сменными режущими пластинами Резцовая го | 71 Специальные токарные сборные резцы Сандвик Коромант с полигональным хвостовиком Coromant Capto 368242L1 Резцовая головка со сменными режущими пластинами и | 72 Специальные фрезы Sandvik Coromant CoroMill с режущими сменными пластинами из твердого сплава Насадной на оправку и концевой сборный фрезерный инструмент Указатель каталога | |||
| 73 Специальные длиннокромочные фрезы Sandvik CoroMill 690 со сменными многогранными режущими пластинами Фрезерный инструмент для фрезерования с главным углом | 74 | 75 Общий вид и основные геометрические параметры спец фрезы Sandvik 301 206992R1 с режущими твердосплавными пластинами для операции зубоскашивания Металлореж | 76 | 77 | 78 Эскизы и общие виды концевых и насадных сборных фрез Sandvik с твердосплавными неперетачиваемыми режущими пластинами Фрезерный инструмент CoroMill 210 спе | |||
| 79 Фрезы концевые Sandvik специального исполнения для фрезерования фасок Изображение и основные размеры сборного фрезерного инструмента по металлу со сменным | 80 | 81 Специальные фасочные фрезы Sandvik для фрезерования фасок под углом в 75 и 45 градусов Фрезерный инструмент с твердосплавными сменными режущими пластинами | 82 Торцовые насадные специальные фрезы Сандвик для разделки кромки листа Сборный фрезерный инструмент с тангенциально закрепляемыми режущими твердосплавными | 83 | 84 Специальные насадные и концевые фрезы Sandvik Coromant с режущими сменными твердосплавными пластинами Общий вид шведского металлорежущего инструмента Эски | |||
| 85 Общий вид и основные размеры торцевой насадной спец фрезы Сандвик 301 220242R3 с квадратными твердосплавными режущими пластинами Система крепления винтом | 86 | 87 Шведский высокопроизводительный специальный инструмент Sandvik Coromant 301 220272R4 для плунжерного фрезерования Насадная сборная фреза Сандвик Коромант | 88 | 89 | 90 Высокопроизводительная фасочная специальная фреза Sandvik 301 225372R1 с креплением на оправку и с квадратными положительными твердосплавными пластинами К | |||
| 91 | 92 Грибковые специальные фрезы Sandvik CoroMill 331 со сменными режущими пластинами Фрезерный инструмент с гладким цилиндрическим хвостовиком для крепления н | 93 Дисковые концевые и насадные прорезные фрезы Sandvik CoroMill 330 с механическим креплением сменных режущих канавочных пластин за счет пружинящих свойств | 94 Грибковые трехсторонние концевые фрезы Sandvik CoroMill 331 спецконструкции с квадратными сменными режущими пластинами из твердого сплава Общий вид и осно | 95 Шведская трехсторонняя концевая грибковая фреза Sandvik CoroMill 331 301 240242R4 с гладким цилиндрическим хвостовиком Данный фрезерный инструмент обеспеч | 96 Дисковая насадная спец фреза Sandvik 301 250142N1 для высокоэффективной фрезерной обработки глубоких пазов в металлах и сплавах Фреза для обработки прямоу | |||
| 97 | 98 Специальные дисковые фрезы Sandvik CoroMill 331 двухсторонние и трехсторонние Крепление фрезерного инструмента со сменными пластинами на оправку со шпонко | 99 Дисковые радиусные сборные фрезы Sandvik CoroMill 331 специального исполнения Фрезерный насадной инструмент с позитивными круглыми режущими пластинами Фре | 100 Большие торцевые сборные фрезы Sandvik с квадратными и пятигранными сменными режущими пластинами Металлорежущий фрезерный инструмент специальной конструкц | 101 | 102 Насадные и концевые фрезы Сандвик Коромант с СРП для зубофрезерных операций на станочном металлообрабатывающем оборудовании Инструмент специальной констру Указатель каталога | |||
| 103 Специальный металлорежущий инструмент для зубофрезерования Модульная сборная чистовая спец фреза Sandvik 301 259142N10 с режущими многогранными неперетачи | 104 | 105 Зуборезный металлообрабатывающий фрезерный инструмент шведской компании Sandvik Coromant специальной конструкции Фреза дисковая модульная для черновой обр | 106 Сложнопрофильная насадная на отверстие со шпоночным пазом фреза Sandvik со сменными твердосплавными неперетачиваемыми пластинами Фрезерный инструмент для | 107 Черновая высокопроизводительная торцевая фреза Сандвик Коромант с тангенциальными твердосплавными режущими пластинами Фрезерный инструмент со стандартным | 108 Специальные сверла Sandvik Coromant с режущими твердосплавными пластинами для высокопроизводительного сверления цилиндрических и ступенчатых отверстий в з Указатель каталога | |||
| 109 Сверлильный металлообрабатывающий инструмент Специальные ступенчатые сборные сверла Sandvik CoroDrill 880 с механическим креплением сменных режущих пласти | 110 | 111 Сверлильный металлорежущий инструмент Sandvik из Швеции специальной конструкции для высокопроизводительной механической обработки сложнопрофильных отверст | 112 Общий вид и эскиз с геометрическими размерами трехступенчатого сборного спец сверла Sandvik CoroDrill 880 со сменными режущими твердосплавными пластинами | 113 Сборные сверла Sandvik Coromant CoroDrill 880 с механическим креплением сменных режущих пластин Специальные конструкции сверлильного инструмента с СРП Све | 114 Осевой режущий инструмент шведской фирмы Сандвик Коромант для обработки отверстий в металлах и сплавах Сверло CoroDrill 880 специальной конструкции с боль | |||
| 115 | 116 Ступенчатые специальные сверла Сандвик CoroDrill 880 Сверлильный инструмент со сменными твердосплавными пластинами для обработки сложнопрофильных отверсти | 117 | 118 Комбинированные ступенчатые сборные сверла Сандвик CoroDrill 870 с механическим креплением многогранных режущих сменных пластин Шведский сверлильный инстр | 119 Ступенчатые комбинированные специальные сверла Sandvik Coromant CoroDrill 880 для высокоэффективного сверления отверстий в металлических заготовках 301 44 | 120 | |||
| 121 | 122 Специальные расточные головки Sandvik Coromant с многогранными режущими пластинами из твердого сплава Вращающийся расточной инструмент с СМП для механичес Указатель каталога | 123 | 124 Специальный расточной металлорежущий инструмент Sandvik Coromant 301 451232R1 со сменными режущими твердосплавными пластинами и цилиндрическим хвостовиком | 125 | 126 Вращающийся сборный расточной инструмент Sandvik специальной конструкции с цилиндрическим хвостовиком с лыской и с хвостовиком типа Weldon Обозначение шве | |||
| 127 Специальный многолезвийный расточной инструмент Sandvik со сменными режущими пластинами и креплением на оправке Общий вид Эскиз с основными размерами Обоз | 128 | 129 | 130 Специальный металлорежущий инструмент со сменными режущими пластинами для растачивания Многолезвийный расточной инструмент с хвостовиком Weldon 301 451242 | 131 Расточные двухлезвийные специальные головки Sandvik со сменными режущими твердосплавными пластинами Металлорежущий инструмент с хвостовиком Weldon для рас | 132 | |||
| 133 | 134 | 135 | 136 | 137 | 138 Многолезвийный расточной насадной специнструмент Sandvik 301 454242R1 с твердосплавными сменными режущими пластинами и с креплением на оправке Общий вид и | |||
| 139 | 140 | 141 Расточной многолезвийный и однолезвийный сборный инструмент Sandvik специального исполнения Металлорежущий инструмент с различными методами крепления на с | 142 Инструментальная спецоснастка Sandvik Coromant для станочного оборудования Вспомогательный зажимной инструмент для вращающегося и стационарного металлореж Указатель каталога | 143 | 144 Общие виды и основные размеры шведской станочной шпиндельной спецоснастки Sandvik Coromant для режущего и вспомогательного инструмента с резьбовым хвостов | |||
| 145 | 146 Инструментальная спецоснастка Сандвик 301 820140C6 Переходник с конуса Морзе на разъем Coromant Capto Общий вид вспомогательного инструмента Эскиз с разме | 147 | 148 Фрезерные специальные оправки Sandvik для крепления торцевых фрез Исполнение 301 820140C13 под шпиндельный конус 7:24 Исполнение 301 820140C16 под станочн | 149 | 150 | |||
| 151 | 152 | 153 Инструментальные специальные адаптеры Sandvik Coromant Вспомогательный инструмент для системы SL70 301 830111N4 Адаптер Coromant Capto 301 830111R5 Инстру | 154 Общий вид и размеры токарной шведской спецоснастки Sandvik 301 840110N10 Переходник со стандартного укороченного конуса HSK на призматический токарный рез | 155 Разрезной адаптер 301 840110N17 для закрепления расточных оправок Специальный вспомогательный инструмент компании Sandvik Coromant для токарного металлооб | 156 Инструментальная специальная станочная оснастка из Швеции Переходник Sandvik с разъема KM100 на стандартный резец с призматическим хвостовиком Адаптер Cor | |||
| 157 Инструментальная оснастка Sandvik Coromant специальной конструкции для вращающегося режущего инструмента Общее изображение и эскизы с основными размерами | 158 Фрезерные инструментальные оправки Sandvik для крепления насадных фрез Хвостовики для установки в металлообрабатывающих станках с разъемами Capto C6 HSK 6 | 159 Специальная станочная оснастка Sandvik для вращающегося и стационарного режущего инструмента Изображения вспомогательного инструмента Эскизы с основными г | 160 Специальный шпиндельный патрон для крепления режущего инструмента с цилиндрическим хвостовиком Weldon в металлорежущем оборудовании с разъемом HSK 160 Всп | 161 Инструментальный каталог Sandvik специального режущего инструмента и инструментальной оснастки за 2015 год на русском языке Номерной указатель позиций ОБЩ | 162 Специальные инструментальные решения Sandvik Coromant Каталог 2015 года на русском языке Указатель обозначений позиций специнструмента для точения сверлен | |||
| 163 Компания Sandvik Coromant Россия Контактная информация в Москве Прием заказов на металлорежущий инструмент и инструментальную оснастку с 8:00 до 17:00 Пом | ||||||||
См. | ||||||||
| SANDVIK COROMANT | ||||||||
| Каталог SANDVIK COROMANT 2018 Инструмент и оснастка Новинки 18.1 (144 страницы) | Каталог SANDVIK COROMANT 2017 Инструмент токарный и оснастка (656 страниц) | Каталог SANDVIK COROMANT 2017 Инструмент вращающийся и оснастка (515 страниц) | Каталог SANDVIK COROMANT 2017 Новый режущий инструмент и оснастка 17.1 (155 страниц) | Каталог SANDVIK COROMANT 2016 Новый инструмент и решения 16.2 (142 страницы) | Каталог SANDVIK COROMANT 2016 Новые инструменты 16.1 (478 страниц) | |||
| Каталог SANDVIK COROMANT 2016 Металлорежущий цельный инструмент (866 страниц) | Каталог SANDVIK COROMANT 2016 Обработка глубоких отверстий (226 страниц) | Каталог SANDVIK COROMANT 2015 Новые инструменты 15.2 (213 страниц) | Каталог SANDVIK COROMANT 2015 Токарные инструменты (1253 страницы) | Каталог SANDVIK COROMANT 2015 Вращающиеся инструменты (1500 страниц) | Каталог SANDVIK COROMANT 2015 Комплектующие для инструмента (670 страниц) | |||
| Каталог SANDVIK COROMANT 2015 Специальный инструмент (163 страницы) | Каталог SANDVIK COROMANT 2015 Токарный инструмент Отрезка Канавки (306 страниц) | Каталог SANDVIK COROMANT 2014 Новые инструменты CoroPak 14.1 (300 страниц) | Каталог SANDVIK COROMANT 2014 Инструмент для обработки отверстий (95 страниц) | Каталог SANDVIK COROMANT 2013 Метчики (317 страниц) | Каталог SANDVIK COROMANT 2013 Новые инструменты CoroPak 13.  2 2(576 страниц) | |||
| Каталог SANDVIK COROMANT 2012 Новые инструменты CoroPak 12.2 (643 страницы) | Каталог SANDVIK COROMANT 2011 Токарный инструмент (916 страниц) | Каталог SANDVIK COROMANT 2011 Вращающийся инструмент (778 страниц) | Каталог SANDVIK COROMANT 2009 Инструмент и оснастка (1232 страниц) | Каталог SANDVIK COROMANT 2008 Режущий инструмент и оснастка (1147 страниц) | Каталог SANDVIK COROMANT 2007 Металлорежущий инструмент (1060 страниц) | |||
| Каталог SANDVIK COROMANT 2006 Инструмент и оснастка (1040 страниц) | Каталог SANDVIK COROMANT 2003 Глубокое сверление Инструмент и технологии (162 страниц) | Каталог SANDVIK COROMANT 2001 Вращающиеся инструменты (751 страницы) | Каталог SANDVIK COROMANT 2000 Токарный инструмент (573 страницы) | |||||
| Каталог SANDVIK COROMANT 2017 Инструмент Сандвик-МКТС (104 страницы) | Каталог SANDVIK COROMANT 2015 Сменные твердосплавные режущие пластины Сандвик МКТС (100 страниц) | Каталог SANDVIK COROMANT 2000 Инструмент и сменные пластины Сандвик МКТС (172 страницы) | ||||||
| Руководство SANDVIK COROMANT 2015 Тяжелое точение железнодорожных колёс (50 страниц) | Руководство SANDVIK COROMANT 2015 Решения для зубофрезерования (50 страниц) | Руководство SANDVIK COROMANT 2012 Антивибрационный инструмент (100 страниц) | Руководство SANDVIK COROMANT 2010 по металлообработке (800 страниц) | Руководство SANDVIK COROMANT 2010 Обработка жаропрочных сплавов (132 страницы) | Каталог SANDVIK COROMANT 2010 CoroKey Режущий инструмент (216 страниц) | |||
| Руководство SANDVIK COROMANT 2010 Резьбонарезной инструмент (118 страниц) | Пособие SANDVIK COROMANT 2009 Обработка металлов резанием (359 страниц) | Руководство SANDVIK COROMANT 2008 Отрезка и обработка канавок (84 страницы) | Каталог SANDVIK COROMANT 2006 CoroKey Металлорежущий инструмент (195 страниц) | Руководство SANDVIK COROMANT 2005 по обработке металлов резанием (564 страницы) | Учебник SANDVIK COROMANT 2003 Обработка резанием (301 страница) | |||
Режущий инструмент, инструментальная оснастка и приспособления / | ||||||||
 также / See also :
также / See also : также / See also :
также / See also :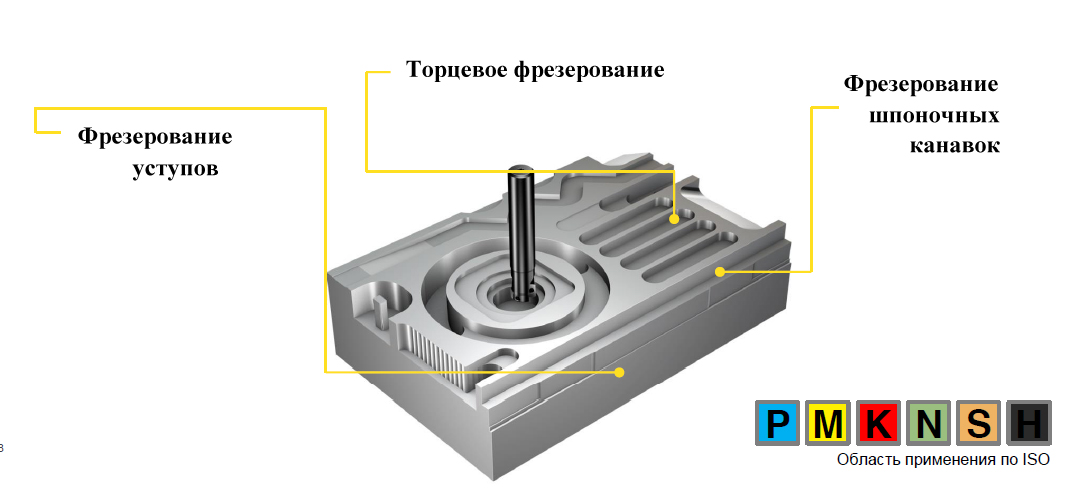 также / See also :
также / See also :| Режущий инструмент, инструментальная оснастка и приспособления / Cutting tools, tooling system and workholding SANDVIK COROMANT | ||||||||
| Указатель выборочных страниц каталога вращающегося инструмента SANDVIK COROMANT 2017 3 Общий каталог инструмента Sandvik Coromant 2016 — 2017 годов состоит трех отдельных томов 6 Фрезерный инструмент Sandvik Coromant Основные технологические операции на станках 8 Сборные торцевые фрезы Sandvik Coromant Обзор основных семейств фрезерного инструмента с СРП 15 Торцевая фреза Sandvik Coromant CoroMill 245 для тяжелой черновой и зеркальной чистовой обработки 29 Торцевая концевая фреза Sandvik CoroMill 415 малого диаметра Универсальный фрезерный инструмент 42 Сборные фрезы Sandvik CoroMill 490 с СРП для фрезерной обработки прямоугольных уступов 66 Антивибрационные фрезы Sandvik CoroMill 390 SilentTools с большим вылетом режущей части 69 Параллелограммные фрезерные пластины Sandvik Coromant из твердого сплава для фрезерного инструмента 100 Универсальная профильная фреза Sandvik CoroMill 600 со сменными режущими круглыми пластинами 107 Корпусные сферические фрезы Sandvik Coromant CoroMill 216 для фрезерной профильной обработки 113 Трехсторонние дисковые фрезы Sandvik Coromant CoroMill 331 Преимущества и особенности 140 Концевые фрезы Sandvik Coromant CoroMill 327 со сменной режущей головкой для фрезерования канавок и резьб 147 Универсальные фасочные фрезы Sandvik CoroMill 495 по металлу для фрезерования фасок Особенности 158 Режимы резания Сандвик Коромант при фрезеровании Значения подач для торцевых фрез | 172 Характеристики твердых сплавов Sandvik Coromant для фрез со сменными режущими пластинами 181 Номенклатура сверлильного инструмента Sandvik с механическим креплением режущей части 183 Свёрла Sandvik CoroDrill 870 со сменными режущими твердосплавными головками 205 Свёрла со сменными пластинами Sandvik CoroDrill 880 Особенности 216 Центральные твердосплавные пластины Sandvik для свёрл CoroDrill 880 Марки твердых сплавов 223 Плунжерные сверла Sandvik Coromant U со сменными режущими пластинами из твердого сплава 226 Специальные трепанирующие сверла Sandvik Coromant для кольцевого сверления 232 Режимы резания Sandvik Coromant при сверлении отвестий сверлами CoroDrill 870 264 Черновой и чистовой расточной инструмент Sandvik Coromant Наглядная иллюстрация 279 Расточной черновой инструмент Sandvik Coromant CoroBore 820 XL для обработки больших диаметров 292 Чистовая расточная система Sandvik CoroBore 824 для растачивания отверстий малого диаметра 352 Разнообразие инструментальной оснастки Sandvik Coromant для вращающегося режущего инструмента 453 Антивибрационная оснастка Sandvik Coromant Silent Tools с демпфирующим механизмом 465 Эталонные оправки Sandvik Coromant Проверка положения захвата Ориентация шпинделя 490 Режущие твердосплавные пластины Sandvik Wiper для повышения производительности 491 Модульная инструментальная система Sandvik Coromant EH для быстрой смены инструментов | |||||||
| 1 Фрезы и сверла Sandvik Coromant с режущими сменными пластинами Расточные инструментальные системы Лицевая обложка каталога 2017 года | 2 | 3 Обновленный общий каталог инструмента компании Sandvik Coromant 2016 — 2017 годов состоит трех отдельных томов Токарные инструменты, Вращающиеся | 4 Оглавление инструментального промышленного каталога Sandvik Coromant 2017 на русском языке I Фрезерование J Сверление K Растачивание L Оснастка | 5 | 6 Фрезерный инструмент Sandvik Coromant Наглядное представление основных выполняемых технологических операций концевыми и насадными фрезами с режущ | |||
| 7 Металлорежущий фрезерный инструмент Sandvik Coromant с режущими сменными пластинами Содержание раздела Торцевые фрезы CoroMill 345 CoroMill 245 | 8 Сборные торцевые фрезы Sandvik Coromant Обзор основных семейств фрезерного металлорежущего инструмента со сменными режущими пластинами CoroMill 3 | 9 | 10 Основные характеристики торцовых фрез Sandvik Coromant CoroMill 345 червого и чистового торцевого фрезерования на металлорежущем оборудовании | 11 | 12 Сборный фрезерный инструмент Sandvik CoroMill 345 с внутренними каналами для подвода СОЖ в зону резания Насадные торцевые фрезы с пластинами | |||
См. | ||||||||
| Аналоги марок стали Таблица / Workpiece material conversion table | Обозначение сменных пластин / Indexable insert designation | |||||||
| Группы обрабатываемых резанием материалов / Workpiece material groups | Соответствие твердости и прочности Таблица / Hardness equivalent table | |||||||
| Формулы точения / Turning formulas | Формулы для расчета сверления / Formulas for drilling | |||||||
| Формулы фрезерования / Milling formulas | Диаметр отверстия под резьбу / Tap drill sizes | |||||||
| 13 Концевые торцевые фрезы Sandvik CoroMill 345 с режущими сменными пластинами из твердого сплава и цилиндрическим хвостовиком (ц/х) Характеристики | 14 | 15 Торцевая фреза Sandvik Coromant CoroMill 245 для тяжелой черновой и зеркальной чистовой обработки с низкими силами резания Особенности фрезерных | 16 | 17 Концевая торцевая фреза Sandvik CoroMill 245 с цилиндрическим хвостовиком (ц/х) Главный угол в плане при фрезеровании 45 градусов Размеры в мм | 18 | |||
| 19 | 20 Торцевые насадные и концевые фрезы Sandvik CoroMill 419 для станочной фрезерной обработки с высокими подачами Преимущества и особенности | 21 | 22 | 23 | 24 Фрезерный инструмент Sandvik Coromant по металлу Торцовые фрезы CoroMill 210 для торцевого и плунжерного фрезерования заготовок с высокой подачей | |||
| 25 Фрезерный инструмент Sandvik Торцевые фрезы CoroMill 210 с креплением на инструментальной оправке и внутренним подводом СОЖ в зону резания | 26 | 27 | 28 Твердосплавные пластины Sandvik для фрезерного инструмента CoroMill 210 Для получистового фрезерования на станках Марки твердых сплавов | 29 Высокопроизводительная торцевая концевая фреза Sandvik CoroMill 415 малого диаметра Универсальный фрезерный инструмент с широким диапазоном приме | 30 | |||
| 31 | 32 Сборные торцевые концевые фрезы Sandvik CoroMill 415 с режущими сменными фрезерными пластинами и со специальным резьбовым соединением | 33 | 34 Легко регулируемые насадные торцевые фрезы Sandvik Coromant CoroMill 425 для чистового фрезерования заготовок из чугуна Типовые детали | 35 | 36 Инструмент для фрезерования чугуна на станках Фрезерные пластины Sandvik для фрез CoroMill 425 Основные характеристики Марки твердых сплавов | |||
См. | ||||||||
| Справочник по металлообработке / Metal Cutting Technology Technical Guide | Предельные отклонения линейных размеров / Fit tolerance table | |||||||
| Перевод дюймов в мм Таблица / Inches to mm Conversion table | Виды износа пластин и инструмента / Tool wear damage | |||||||
| Типы резьбы Назначение и обозначения / Thread types and applications | Группы инструментальных материалов / Cutting tool materials | |||||||
| Экономическая эффективность металлообработки / Machining economy | Маркировка резцов по металлу / Turning tool ISO code system | |||||||
| 37 Сборные насадные и концевые фрезы Sandvik Coromant CoroMill 745 с режущими многокромочными твердосплавными пластинами Фрезерный инструмент | 38 | 39 | 40 | 41 | 42 Сборные фрезы Sandvik CoroMill 490 с СРП для фрезерной обработки прямоугольных торцов и уступов с высокой точностью Общий вид металлорежущего фре | |||
| 43 Фрезы Sandvik CoroMill 490 для фрезерования прямоугольных уступов с хвостовиком Coromant Capto Фрезерный инструмент с внутренним подводом СОЖ | 44 | 45 Металлорежущий инструмент Сандвик CoroMill 490 для фрезерования на станках прямоугольных уступов Общий вид Основные размеры Обозначение по каталогу | 46 | 47 Фрезы Sandvik CoroMill 490 для фрезерной обработки прямоугольных уступов Станочный инструмент с хвостовиком Weldon Внутренний подвод СОЖ | 48 | |||
| 49 | 50 | 51 | 52 Универсальные фрезы Sandvik CoroMill 390 для обработки уступов с возможностью врезания под углом для разных типов фрезерных операций | 53 | 54 Концевые многокромочные фрезы Sandvik CoroMill 390 для фрезерной обработки прямоугольных уступов и пазов Шведский металлорежущий инструмент с раз | |||
| 55 | 56 | 57 | 58 | 59 | 60 | |||
| 61 | 62 | 63 | 64 | 65 | 66 Антивибрационные концевые фрезы Sandvik CoroMill 390 SilentTools с большим вылетом режущей части для фрезерования глубоких прямоугольных уступов | |||
| 67 Антивибрационные фрезы CoroMill 390 SilentTools для обработки прямоугольных уступов с гладким цилиндрическим хвостовиком Фрезерный инструмент с б | 68 | 69 Параллелограммные фрезерные пластины Sandvik Coromant из твердого сплава для фрезерного инструмента CoroMill 390 Марки твердых сплавов 1010 1040 | 70 | 71 | 72 | |||
| 73 Специализированные кукурузные длиннокромочные фрезы Sandvik Coromant CoroMill 690 для фрезерования титана на станках Особенности | 74 | 75 | 76 Фреза концевая Сандвик CoroMill 690 длиннокромочная для фрезерования прямоугольных уступов с хвостовиком HSK и внутренним подводом СОЖ | 77 | 78 Торцевые насадные или концевые фрезы Sandvik CoroMill Century для высокоскоростной чистовой обработки с низкими силами резания Преимущества и осо | |||
| 79 | 80 Торцевая фреза Sandvik CoroMill Century для фрезерования прямоугольных уступов Фрезерный металлорежущий инструмент с креплением на оправке | 81 | 82 | 83 | 84 | |||
| 85 | 86 Фрезы Sandvik CoroMill 300 для торцевой и профильной обработки с низкими нагрузками Общий вид Преимущества Универсальный фрезерный инструмент | 87 | 88 | 89 | 90 | |||
| 91 | 92 | 93 Корпусные торцевые фрезы Sandvik CoroMill 300 с круглыми сменными режущими пластинами для профильной фрезерной обработки Фрезерный инструмент | 94 | 95 Прочная фреза CoroMill 200 для торцевого и профильного фрезерования Преимущества и особенности данного фрезерного инструмента для станков | 96 | |||
| 97 Метрическая многокромочная сферическая фреза Sandvik CoroMill 200 для контурного фрезерования сложнопрофильных поверхностей Режущий инструмент | 98 | 99 | 100 Универсальная профильная фреза Sandvik CoroMill 600 со сменными режущими круглыми пластинами для контурного фрезерования Область применения Аэрок | 101 | 102 | |||
| 103 | 104 | 105 Контурная концевая фреза CoroMill 216 со сменными режущими твердосплавными пластинами для чернового и получистового профильного фрезерования | 106 | 107 Корпусные сферические фрезы Sandvik Coromant CoroMill 216 для фрезерной профильной обработки Фрезерный инструмент с гладким цилиндрическим хвосто | 108 | |||
| 109 | 110 | 111 | 112 | 113 Трехсторонние дисковые универсальные фрезы Sandvik Coromant CoroMill 331 Преимущества и особенности фрезерного инструмента с режущими сменными пл | 114 | |||
| 115 | 116 | 117 | 118 | 119 | 120 | |||
| 121 | 122 | 123 | 124 | 125 | 126 | |||
| 127 Твердосплавные режущие фрезерные пластины Sandvik CoroMill 331 для фрезерования пазов Марки твердых сплавов Группы обрабатываемых материалов | 128 | 129 | 130 | 131 Использование усиливающих дисков канавочных фрез Sandvik CoroMill QD для повышения стабильности позволяет фрезеровать канавки с большим —> | 132 | |||
| 133 | 134 Сборный фрезерный инструмент Sandvik с режущими сменными пластинами из твердого сплава Фрезы CoroMill QD для фрезерования канавок и отрезки | 135 | 136 | 137 Специализированные фрезы Sandvik CoroMill 328 с многогранными режущими твердосплавными пластинами для обработки канавок и резьбофрезерования | 138 | |||
| 139 | 140 Концевые фрезы Sandvik Coromant CoroMill 327 со сменной режущей головкой для фрезерования канавок и нарезания резьбы Преимущества и особенности Н | 141 Многогранные режущие пластины Сандвик CoroMill 327 для фрезерной обработки канавок Изображение Основные размерные характеристики Код заказа | 142 | 143 | 144 | |||
| 145 Фрезерные резьбовые пластины Сандвик CoroMill 327 для резьбофрезерования стандартной внутренней американской UN 60° и дюймовая 55° Полный профиль | 146 | 147 Универсальные фасочные фрезы CoroMill 495 по металлу для фрезерования фасок Особенности Фрезерный инструмент для множества операций по обработке | 148 Фасочные концевые фрезы Sandvik CoroMill 495 для фрезерования фасок с разъемом Coromant Capto и цилиндрическим хвостовиком (ц/х) Параметры | 149 | 150 | |||
| 151 Режимы резания Sandvik Coromant при фрезерной обработки на станках Марки твердого сплава Sandvik GC1130 GC4220 GC4230 GC4240 GC2030 GC2040 GC3040 | 152 Режимы резания Sandvik при фрезеровке с большой шириной контакта Справочные таблицы для металлорежущего инструмента с режущими сменными пластинами | 153 | 154 | 155 | 156 | |||
| 157 | 158 Режимы резания Сандвик Коромант при фрезеровании Рекомендуемые значения подач для торцевых фрез Sandvik CoroMill 345 | 159 | 160 Корпусные фрезы Sandvik CoroMill 390 с режущими сменными пластинами для фрезерования прямоугольных уступов Рекомендуемые режимы резания | 161 | 162 | |||
| 163 | 164 | 165 | 166 | 167 | 168 | |||
| 169 | 170 | 171 | 172 Описание характеристик твердых сплавов Sandvik Coromant для фрез со сменными режущими пластинами Фрезерование стали на станках Основные марки сплавов | 173 Сплавы Sandvik Coromant для фрезерования нержавейки Описание характеристик Основные и дополнительные марки фрезерных твердых сплавов | 174 Описание основных характеристик сплавов Sandvik для фрезерования чугуна Основные марки твердых сплавов для фрезерной обработки | |||
| 175 Фрезерование алюминия и алюминиевых сплавов на станках Описание сплавов Сандвик Коромант Обрабатываемый материал Цветные металлы, пластмассы | 176 Сплавы Sandvik для фрезеровки жаропрочных и титановых сплавов Описание характеристик Основные марки Sandvik Coromant S30T (HC) S25 (S15-S30) | 177 | 178 Графическое представление областей применения сплавов Sandvik Coromant для фрезерной обработки металлов и сплавов на металлорежущих станках | 179 | 180 Рекомендуемая последовательность выбора режущего инструмента при обработке отверстий в стальных заготовках от компании Sandvik Coromant | |||
| 181 Наглядное представление номенклатуры сверлильного инструмента Sandvik с механическим креплением сменной режущей части Свёрла со сменными головкам | 182 Сводная справочная таблица с основными характеристиками сверл Sandvik Coromant с СРП Сверло со сменными головками Трепанирующее сверло | 183 Свёрла CoroDrill 870 со сменными режущими твердосплавными головками Преимущества и особенности сверлильного инструмента от шведского производител | 184 | 185 Метрические свёрла Sandvik CoroDrill 870 со сменными твердосплавными головками Сверлильный инструмент из Швеции с цилиндрическим хвостовиком | 186 | |||
| 187 | 188 | 189 | 190 | 191 | 192 | |||
| 193 | 194 | 195 | 196 | 197 | 198 | |||
| 199 | 200 | 201 | 202 | 203 | 204 | |||
| 205 Свёрла со сменными пластинами Sandvik CoroDrill 880 Особенности Пластины с четырьмя эффективными режущими кромками с геометрией Wiper В прочном к | 206 | 207 | 208 | 209 | 210 | |||
| 211 | 212 | 213 | 214 | 215 | 216 Центральные твердосплавные пластины Sandvik для свёрл CoroDrill 880 Марки твердых сплавов Изображение Основные размерные характеристики Код заказ | |||
| 217 | 218 Сборные свёрла CoroDrill Sandvik Coromant 881 со сменными режущими твердосплавными пластинами для надежной механической обработки отверстий | 219 | 220 | 221 | 222 | |||
| 223 Плунжерные сверла Sandvik Coromant U со сменными режущими пластинами из твердого сплава Высокая прочность корпуса данного сверлильного инструмент | 224 | 225 | 226 Специальные трепанирующие сверла Sandvik Coromant для кольцевого сверления с высверливанием сердцевины Преимущества и особенности шведского сверл | 227 | 228 | |||
| 229 Сборное спиральное сверло Sandvik Coromant со сменной режущей твердосплавной головкой крупным планом на красочной иллюстрации каталога | 230 | 231 | 232 Режимы резания Sandvik Coromant при сверлении отвестий сверлами CoroDrill 870 при глубине сверления не более 6 диаметров режущего осевого инструм | 233 | 234 | |||
| 235 | 236 | 237 | 238 | 239 | 240 | |||
| 241 | 242 | 243 | 244 | 245 | 246 | |||
| 247 | 248 | 249 | 250 | 251 | 252 | |||
| 253 | 254 | 255 | 256 | 257 | 258 Наглядная диаграмма областей применения твердых сплавов Sandvik для сменных режущих пластин сверл CoroDrill 870 и CoroDrill 880 | |||
| 259 Наглядное описание режущих геометрий пластин Sandvik для сверл CoroDrill 880 Широкий диапазон подачи | 260 | 261 | 262 | 263 | 264 Черновой и чистовой вращающийся расточной инструмент Sandvik Coromant Наглядная иллюстрация Обработка торцевых канавок и метод SpiroGrooving Дост | |||
| 265 Расточной инструмент Sandvik Coromant с режущими сменными пластинами для растачивания отверстий в корпусных заготовках Содержание раздела | 266 Рекомендации от Sandvik Coromant Выбор расточного вращающегося инструмента для растачивания отверстий в корпусных заготовках | 267 Сводная справочная таблица расточного инструмента Sandvik для чернового растачивания Изображение и основные характеристики расточных головок | 268 Расточной инструмент Sandvik CoroBore BR10 с одной режущей кромкой для чернового обратного растачивания Расточная головка для обратного растачивания | 269 | 270 Универсальный расточной инструмент Sandvik Coromant CoroBore BR20 с двумя режущими кромками для чернового растачивания Описание преимуществ | |||
| 271 Черновой расточной инструмент Sandvik CoroBore BR20 с двумя режущими кромками и резьбовым хвостовиком Coromant EH Внутренний подвод СОЖ | 272 | 273 | 274 Антивибрационный расточной инструмент Sandvik CoroBore BR20 с двумя режущими кромками для чернового растачивания и с разъемом Coromant Capto | 275 Сборный расточной инструмент Sandvik Coromant CoroBore BR30 с тремя режущими кромками для чернового растачивания с максимальной производительностью | 276 | |||
| 277 | 278 | 279 Черновой расточной инструмент Sandvik Coromant CoroBore 820 XL для обработки больших диаметров Жесткая конструкция с небольшим вылетом для обеспе | 280 | 281 Двухлезвийные расточные системы Sandvik Coromant CoroBore 820 XL для чернового растачивания с треугольными и квадратными стандартными пластинами | 282 | |||
| 283 Сборные расточные системы SandvikCoroBore 820 XL для чернового растачивания Режущий инструмент со сниженной массой и креплением на оправке | 284 | 285 | 286 | 287 | 288 | |||
| 289 | 290 | 291 Обзор ассортимента продукции компании Sandvik Coromant для чистового растачивания Таблица с основными характеристиками расточного инструмента | 292 Чистовая расточная система Sandvik CoroBore 824 для растачивания отверстий малого диаметра Преимущества и особенности Повышенная геометрическая п | 293 | 294 | |||
| 295 Расточная чистовая головка Sandvik Coromant 391 37A/B с оправками R429 Область применения Чистовое растачивание Расточные оправки | 296 | 297 | 298 | 299 | 300 Чистовой расточной инструмент Sandvik CoroBore 825 и CoroBore 826 для высокоточной расточки отверстий Возможность работы с большим вылетом | |||
| 301 | 302 | 303 | 304 | 305 | 306 | |||
| 307 | 308 | 309 Чистовой расточной инструмент Sandvik CoroBore 825 XL и CoroBore 826 XL для обработки больших диаметров Преимущества и особенности | 310 | 311 | 312 | |||
| 313 Однолезвийный расточной инструмент Sandvik CoroBore 826 XL для чистового растачивания Инструментальная система со сниженной массой Код заказа | 314 | 315 | 316 | 317 | 318 | |||
| 319 | 320 | 321 | 322 Специализированный вращающийся расточной инструмент Sandvik Coromant для механической обработки торцевых канавок Обзорная сводная таблица | 323 | 324 Высокоточный расточной инструмент Sandvik Coromant CoroBore 825 SL с режущими сменными пластинами для обработки торцевых канавок | |||
| 325 | 326 | 327 Комплексное инструментальное решение Sandvik Coromant SpiroGrooving использует спиральное перемещение режущего инструмента со сходом на конус | 328 | 329 | 330 Интерполяционное точение от Sandvik Coromant Новый универсальный метод точения, разработанный для обрабатывающих центров последнего поколения | |||
| 331 | 332 | 333 | 334 | 335 | 336 | |||
| 337 | 338 | 339 | 340 | 341 | 342 | |||
| 343 | 344 | 345 Рекомендуемые начальные режимы резания Sandvik Coromant при растачивании При работе с большими вылетами необходимо снижать скорость резания | 346 Обратное растачивание отверстий в стальных заготовках расточным инструментом Sandvik Coromant CoroBore 825 Особенности технологического процесса | 347 | 348 | |||
| 349 | 350 Процесс растачивания отверстия корпусной заготовки однолезвийным расточным инструментом Sandvik Coromant со сменной многогранной пластиной | 351 | 352 Разнообразие инструментальной оснастки Sandvik Coromant для вращающегося станочного режущего инструмента Адаптер с быстросменной системой Интегри | 353 | 354 Обзор ассортимента станочного вспомогательного инструмента компании Sandvik Адаптеры Coromant Capto HSK BIG-PLUS ISO MAS-BT ISO 7388-1 | |||
| 355 Обзор ассортимента инструментальной оснастки Sandvik Coromant DIN 2080 DIN 2079 Цилиндрический хвостовик | 356 | 357 | 358 | 359 | 360 | |||
| 361 | 362 | 363 | 364 | 365 | 366 | |||
| 367 | 368 | 369 | 370 | 371 | 372 | |||
| 373 | 374 | 375 | 376 | 377 | 378 | |||
| 379 | 380 | 381 | 382 | 383 | 384 | |||
| 385 | 386 | 387 | 388 | 389 | 390 | |||
| 391 | 392 | 393 | 394 | 395 | 396 | |||
| 397 | 398 | 399 | 400 | 401 | 402 | |||
| 403 | 404 | 405 | 406 | 407 | 408 | |||
| 409 | 410 | 411 | 412 | 413 | 414 | |||
| 415 | 416 | 417 | 418 | 419 | 420 | |||
| 421 | 422 | 423 | 424 | 425 | 426 | |||
| 427 | 428 | 429 | 430 | 431 | 432 | |||
| 433 | 434 | 435 | 436 | 437 | 438 | |||
| 439 | 440 | 441 | 442 | 443 | 444 | |||
| 445 | 446 | 447 | 448 | 449 | 450 | |||
| 451 | 452 | 453 Антивибрационная инструментальная оснастка Sandvik Coromant Silent Tools с демпфирующим механизмом Область применения На операциях с длинным выле | 454 | 455 | 456 | |||
| 457 | 458 Станочные и инструментальные принадлежности Sandvik Подробное содержание раздела каталога С хвостовиком Coromant Capto Приспособление для сборки | 459 Инструментальная система Sandvik Coromant Capto применяется на всех типах металлорежущих станков Быстросменность и подача СОЖ под высоким давлением | 460 | 461 | 462 | |||
| 463 | 464 | 465 Эталонные станочные оправки Sandvik Coromant Проверка положения захвата Ориентация шпинделя Проверка параллельности оси базовой поверхности Высок | 466 | 467 Устройство Sandvik Coromant для настройки автооператора используется для проверки точности позиционирования руки автоматического сменщика | 468 | |||
| 469 | 470 | 471 | 472 | 473 | 474 | |||
| 475 | 476 Принадлежности к оснастке Sandvik Coromant Цанги ER с возможностью внутреннего подвода СОЖ Совместимы со стандартом DIN 6499-B Общий вид | 477 | 478 | 479 | 480 | |||
| 481 | 482 | 483 | 484 | 485 | 486 Изготавливается 6 типоразмеров динамометрических ключей Sandvik Coromant предварительно настроенных на требуемую величину крутящего момента | |||
| 487 | 488 | 489 | 490 Сменные режущие твердосплавные пластины Sandvik Wiper для повышения производительности Высокое качество обработанной поверхности при фрезеровании | 491 Модульная инструментальная система Sandvik Coromant EH для быстрой смены инструментов малых диаметров Соединение Sandvik Coromant EH основано на | 492 Высокоточный инструментальный гидропластовый патрон Sandvik Coromant CoroChuck 930 с надежной защитой от вытягивания инструмента | |||
| 493 | 494 | 495 | 496 | 497 | 498 | |||
| 499 | 500 | 501 | 502 | 503 | 504 | |||
| 505 | 506 | 507 | 508 | 509 | 510 | |||
| 511 | 512 | 513 Индексный поисковый указатель каталога вращающегося инструмента Sandvik Coromant 2017 года Обозначение серии Номер страницы | 514 | 515 | ||||
См. | ||||||||
| SANDVIK COROMANT | ||||||||
| Каталог SANDVIK COROMANT 2017 Инструмент токарный и оснастка (656 страниц) | Каталог SANDVIK COROMANT 2017 Инструмент вращающийся и оснастка (515 страниц) | Каталог SANDVIK COROMANT 2016 Металлорежущий цельный инструмент (866 страниц) | Каталог SANDVIK COROMANT 2016 Обработка глубоких отверстий (226 страниц) | Каталог SANDVIK COROMANT 2015 Токарные инструменты (1253 страницы) | Каталог SANDVIK COROMANT 2015 Вращающиеся инструменты (1500 страниц) | |||
| Каталог SANDVIK COROMANT 2015 Комплектующие для инструмента (670 страниц) | Каталог SANDVIK COROMANT 2015 Специальный инструмент (163 страницы) | Каталог SANDVIK COROMANT 2001 Вращающиеся инструменты (751 страницы) | Каталог SANDVIK COROMANT 2000 Токарный инструмент (573 страницы) | Каталог SANDVIK COROMANT 2017 Инструмент Сандвик-МКТС (104 страницы) | Каталог SANDVIK COROMANT 2000 Инструмент и сменные пластины Сандвик МКТС (172 страницы) | |||
| Руководство SANDVIK COROMANT 2010 по металлообработке (800 страниц) | Каталог SANDVIK COROMANT 2010 CoroKey Режущий инструмент (216 страниц) | Пособие SANDVIK COROMANT 2009 Обработка металлов резанием (359 страниц) | Каталог SANDVIK COROMANT 2006 CoroKey Металлорежущий инструмент (195 страниц) | Руководство SANDVIK COROMANT 2005 по обработке металлов резанием (564 страницы) | Учебник SANDVIK COROMANT 2003 Обработка резанием (301 страница) | |||
Режущий инструмент, инструментальная оснастка и приспособления / Cutting tools, tooling system and workholding | ||||||||
 также / See also :
также / See also : также / See also :
также / See also : также / See also :
также / See also :| Режущий инструмент, инструментальная оснастка и приспособления / Cutting tools, tooling system and workholding SANDVIK COROMANT | ||||||||
| 1 Sandvik CoroKey 2010 Каталог-справочник на русском языке Основной девиз Просто выбрать Легко работать Содержание с указанием обрабатываемых матер | 2 Шведская инструментальная компания Sandvik Coromant будет постепенно внедрять новую классификацию обрабатываемых материалов по MC-кодам взамен су | 3 Рекомендуемые начальные режимы резания Сандвик Коромант значения скоростей резания и подач а также возможный диапазон их изменения указаны на упа | 4 Сменные режущие неперетачиваемые пластины Sandvik имеют четкую и нестираемую маркировку ее геометрии марки сплава радиуса при вершине и номера ре | 5 Производительность современной металлообработки На объем выпускаемой продукции оказывают влияние различные факторы такие как Выбор стратегии и ме | 6 Таблица аналогов марок сталей промышленно развитых стран Великобритания Швеция США Германия Франция Италия Испания Япония Группа материалов ISO P | |||
7 Таблица аналогов марок сталей промышленно развитых стран Часть 2 Национальные стандарты BS EN SS AISI SAE W. -nr. DIN AFNOR UNI UNE JIS Таблица об -nr. DIN AFNOR UNI UNE JIS Таблица об | 8 Справочная таблица соответствия твердости измеренной тремя наиболее часто применяемыми в машиностроении методами Виккерс HV Бринелль HB Роквелл H | 9 Сандвик Коромант расчет режимов резания Коррекция скорости резания для материалов различной твердости HB Рекомендации по режимам обработки в табл | 10 Определение числа оборотов шпинделя станка при точении Скорость резания (vc) Обороты в минуту (об/мин) Основные формулы при обработке металлов ре | 11 Токарный инструмент Sandvik CoroTurn RC для наружной токарной обработки Резцы с механическим креплением СРП повышенной жесткости Фотография проце | 12 Токарный инструмент Sandvik Выбор резцов для наружного точения на металлоорабатывающем оборудовании CoroTurn RC Наружное точение от чернового до | |||
| 13 Расточные резцы Sandvik Выбор токарного инструмента со сменными многогранными пластинами для точения ВНУТРЕННЯЯ ОБРАБОТКА CoroTurn 107 Первый выб | 14 Стандартная система обозначения сменных режущих пластин для точения и токарных державок для наружной обработки и растачивания Взаимосвязь по отде | 15 Токарный инструмент с СРП Система обозначения сменных режущих пластин и токарных резцов с механическим креплением СМП Основные параметры Форма За | 16 | 17 | 18 Сандвик Коромант Правильный расчет режимов резания при токарной мехобработке Изменение скорости резания при изменении подачи Графическая диаграмм | |||
| 19 приблизительный расчет потребной мощности при получистовой и черновой токарной обработке на металлорежущем оборудовании Справочная таблица для ра | 20 Особенности зачистных пластин Wiper Sandvik Coromant Высокопроизводительный токарный инструмент для получистовой и чистовой обработки на станках | 21 Марки сплавов Sandvik GC3205 GC3210 GC3215 CC6190 CC650 для токарной обработки заготовок из чугуна Режущие материалы шведского производителя ТОЧЕ | 22 Наглядная справочная ссылочная таблица основного ассортимента токарных сменных режущих пластин и державок Сандвик Коромант Перейти на страницу вы | 23 Токарный инструмент Сандвик для внутренней и наружной обработки Резцы и расточные оправки с режущими пластинами T-Max P и CoroTurn 107 Обзор прим | 24 Двусторонние твердосплавные пластины Sandvik T-MAX P CNMG 12 04 08-WF для чистовой токарной обработки низколегированной стали Операции продольное | |||
См. | ||||||||
| Диаметр отверстия под резьбу / Tap drill sizes | Скорость резания от диаметра Таблица / Surface speed to RPM conversion | |||||||
| Формулы точения / Turning formulas | Формулы для расчета сверления / Formulas for drilling | |||||||
| Обозначение сменных пластин / Indexable insert designation | Маркировка резцов по металлу / Turning tool ISO code system | |||||||
| Аналоги марок стали Таблица / Workpiece material conversion table | Группы обрабатываемых резанием материалов / Workpiece material groups | |||||||
| 25 | 26 | 27 Сменные режущие пластины Sandvik без задних углов Сплавы GC4205 GC4215 GC4225 GC4235 для получистовой токарной обработки ТОЧЕНИЕ РЕЖИМЫ ОБРАБОТКИ | 28 | 29 | 30 | |||
| 31 | 32 | 33 Двусторонние твердосплавные пластины Sandvik GC2015 GC2025 для чистовой токарной обработки нержавеющей стали Рекомендуемые режимы резания Обознач | 34 | 35 Двусторонние твердосплавные пластины Сандвик без задних углов для высокопроизводительной наружной и внутренней полчистовой токарной обработки НЕР | 36 | |||
| 37 | 38 | 39 | 40 | 41 | 42 | |||
| 43 | 44 | 45 | 46 | 47 | 48 | |||
| 49 | 50 | 51 | 52 | 53 | 54 | |||
См. | ||||||||
| Соответствие твердости и прочности Таблица / Hardness equivalent table | Предельные отклонения линейных размеров / Fit tolerance table | |||||||
| Перевод дюймов в мм Таблица / Inches to mm Conversion table | Типы резьбы Назначение и обозначения / Thread types and applications | |||||||
| Формулы фрезерования / Milling formulas | Группы инструментальных материалов / Cutting tool materials | |||||||
| Пример управляющей программы ЧПУ / CNC programming examples | Справочник по металлообработке / Metal Cutting Technology Technical Guide | |||||||
| 55 | 56 | 57 | 58 Токарный стандартный металлорежущий инструмент Sandvik Coromant CoroTurn RC Наружные сборные резцы Сандвик с креплением СРП прижимом повышенной ж | 59 Металлорежущий сборный токарный инструмент из Швеции Наружные державки Sandvik T-MAX P DCLNR/L DTFNR/L DDJNR/L DTJNR/L правого и левого исполнени | 60 Резцы проходные Sandvik DSBNR/L T-MAX P без задних углов со сменными режущими пластинами Токарный инструмент для продольного наружного точения Гл | |||
| 61 Проходные и подрезные токарные наружные резцы Sandvik DSRNR/L DSKNR/L с квадратными сменными режущими пластинами без задних углов Величина главно | 62 Шведский металлорежущий инструмент для точения металлов и сплавов Стандартные сборные токарные резцы Sandvik с призматическим хвостовиком сечение | 63 Токарные сборные державки Сандвик T-Max P DVJNR/L MTJNR/L с главным углом в плане 93 градуса для наружного контурного точения заготовок на металл | 64 Сборные резцы Sandvik CoroTurn RC T-MAX P с цилиндрическим хвостовиком с лысками для расточных токарных технологических операций Диаметр хвостови | 65 | 66 | |||
| 67 | 68 | 69 | 70 | 71 | 72 | |||
| 73 | 74 | 75 | 76 | 77 | 78 | |||
| 79 | 80 | 81 | 82 Рекомендации по выбору односторонних твердосплавных пластин Sandvik для токарной обработки чугуна серого и с шаровидным графитом Технологические | 83 | 84 | |||
| 85 | 86 | 87 | 88 Твердый сплав Sandvik Coromant h20 первый выбор для токарной обработки алюминиевых сплавов Односторонняя режущая пластина пластина Глубина резани | 89 Токарные односторонние режущие пластины Sandvik с задним углом величиной 7 градусов для наружного и внутреннего точения алюминия и других обрабат | 90 | |||
| 91 | 92 | 93 | 94 | 95 | 96 Резцы токарные проходные, подрезные и копировальные Sandvik CoroTurn 107 с механическим креплением сменных режущих позитивных пластин винтом Конс | |||
| 97 | 98 | 99 Токарный шведский инструмент Проходной наружный сборный резец Sandvik Coromant STGCR/L CoroTurn 107 правого и левого исполнений Конструкция и раз | 100 | 101 | 102 Резцы токарные расточные сборные Sandvik CoroTurn 107 с твердосплавными режущими пластинами и цилиндрическим хвостовиком.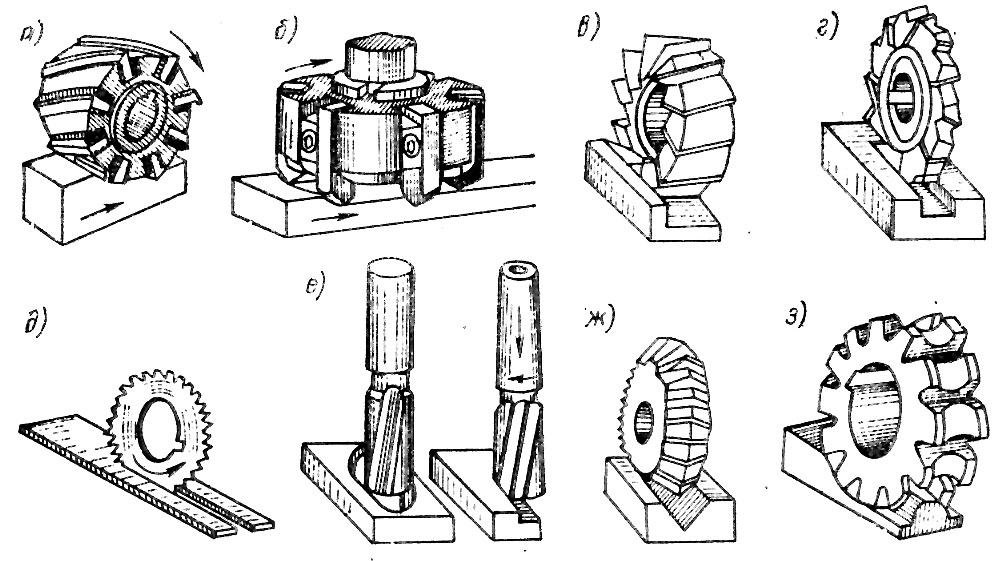 Типы и основные размеры Типы и основные размеры | |||
| 103 | 104 | 105 | 106 | 107 Режущие материалы Sandvik GC1105 GC1125 GC1145 GC2135 h23A для отрезки и обработки канавок при точении жаропрочных сталей и сплавов Рекомендации | 108 | |||
| 109 | 110 | 111 | 112 | 113 | 114 | |||
| 115 | 116 | 117 | 118 | 119 | 120 Основные наглядные рекомендации по выбору двухлезвийных твердосплавных прорезных пластин Sandvik Coromant CoroCut 1-2 для токарной обработки широ | |||
| 121 | 122 Общий вид, основные размеры и обозначение прорезных сборных токарных резцов Sandvik Coromant CoroCat 3 с многовершинными режущими твердосплавными | 123 | 124 Токарный инструмент Сандвик для отрезки на металлорежущем оборудовании Отрезные двухсторонние лезвия для установки в резцовые блоки CoroCut 1-2 и | 125 | 126 | |||
| 127 Токарный металлорежущий инструмент Sandvik Coromant CoroCut 1-2 со сменными режущими твердосплавными пластинами для отрезки, обработки канавок, к | 128 | 129 Токарные сборные шведские державки Sandvik Coromant CoroCut 1-2 для мехобработки торцевых канавок на металлорежущем оборудовании При работе двухл | 130 | 131 | 132 Резьбовые токарные пластины Sandvik CoroThread 266 Рекомендации по выбору марки твердого сплава для резьбонарезных операций на токарном оборудова | |||
| 133 Резьбовые многогранные пластины Сандвик CoroTread 266 выпускаются для широкой номенклатуры резьб и шагов Опорные пластины для токарного резьбонар | 134 | 135 Резьбовые токарные резцы Sandvik со сменными твердосплавными режущими пластинами для нарезания наружной резьбы Инструмент с призматическим хвосто | 136 Метрический и дюймовый резьбонарезной токарный инструмент Sandvik Coromant Резьбовые твердосплавные неперетачиваемые пластины CoroThread 266 GC11 | 137 Токарные резьбонарезные сборные резцы Sandvik CoroThread 266 со сменными многогранными резьбовыми пластинами Режущий инструмент с цилиндрическими | 138 Фрезерный инструмент Sandvik со сменными режущими пластинми Семейство CoroMill для любого типа фрезерования Типы операций Торцевое фрезерование У | |||
| 139 Sandvik фрезы CoroMill со сменными режущими пластинами или сменными режущими головками Программа продукции шведского производителя Торцевое фрезе | 140 Как пользоваться каталогом-справочником CoroKey 2010 на русском языке? Общие рекомендации по подбору фрезерного металлорежущего инструмента Опред | 141 Фрезерование Твердые сплавы Sandvik GC1020 GC3220 GC4220 GC4230 GC4240 K20W CB50 h23A для сменных режущих твердосплавных пластин для обработки чу | 142 Основные рекомендации по правильному выбору сборных фрез Сандвик Коромант с режущими сменными фрезерными пластинами Главный угол в плане при фрез | 143 Для чистовой фрезерной механической обработки стали выбирайте фрезы Сандвик Коромант с мелким шагом и пластины с геометрией L Используйте твердые | 144 Расчет режимов резания при торцевом фрезеровании и мехобработки прямоугольных уступов Рекомендации и расчетные формулы Обрабатываемый материал IS | |||
| 145 Торцевые фрезы Sandvik CoroMill 345 Фрезерный инструмент высокой экономичности для получистовая и чистовая обработки плоских поверхностей Исполне | 146 Sandvik Coromant фреза CoroMill 345 для торцевого фрезерования Диаметр 40 — 250 мм Максимальная глубина резания (ap) 6 мм для пластин размером 13 | 147 Твердосплавная фрезерная зачистная пластина Sandvik Coromant имеет длинную торцевую зачистную режущую кромку что позволяет увеличивать величину п | 148 Торцевые универсальные фрезы Sandvik CoroMill 245 для любых этапов фрезерной обработки корпусных заготовок на станках От черновой до чистовой Опи | 149 Торцевые фрезы Sandvik CoroMill 245 с креплением на оправку Максимальная глубина резания (ap) для пластин размером 12 6 мм Код фрезерного инструм | 150 | |||
| 151 Торцевые сборные фрезы Sandvik Coromant CoroMill 490 с твердосплавными режущими сменными пластинами Фрезерный инструмент для фрезерования прямоуг | 152 | 153 | 154 | 155 | 156 Фрезерный инструмент Sandvik Coromant CoroMill 390 для фрезерования пазов и уступов Сменные режущие фрезерные пластины размером 11 и 17 мм Фрезер | |||
| 157 Основные размеры и обозначение концевых сборных фрез Sandvik CoroMill 390 с гладким цилиндрическим хвостовиком или Weldon Фрезерный металлорежущи | 158 | 159 | 160 | 161 | 162 | |||
| 163 | 164 Насадные и концевые фрезы Sandvik CoroMill 200 для чернового торцевого и контурного фрезерования Диаметр фрезерного инструмента с круглыми режущи | 165 | 166 Краткое описание фрезы Sandvik CoroMill 300 со сменными круглыми режущими пластинами Исполнения фрезерного инструмента с крупным нормальным мелки | 167 | 168 | |||
169 Торцевые легкосплавные насадные фрезы Sandvik Coromant CoroMill Century предназначены для высокоскоростной фрезерной обработки цветных металлов. | 170 Специальные торцевые фрезы Sandvik CoroMill Century для фрезерования алюминия Инструмент с хвостовиком Coromant Capto C3 C4 C5 или с креплением н | 171 Фрезерный инструмент Sandvik CoroMill 316 Инструментальная система для фрезерования со сменными режущими головками из твердого сплава с покрытием | 172 | 173 Твердосплавные сменные фрезерные головки Sandvik CoroMill 316 Фрезерование фасок Диаметр 10 — 16 мм С возможностью засверливания и без Угол подъе | 174 | |||
| 175 Металлорежущий модульный инструмент из Швеции для механической обработки на фрезерных станках Адаптеры Sandvik Coromant CoroMill 316 с хвостовико | 176 | 177 | 178 Шведская инструментальная продукция Sandvik Coromant для высокопроизводительной механической обработки отверстий в металлических заготовках Цельн | 179 Основные шаги при выборе монолитных или сборных шведских сверл Sandvik Coromant CoroDrill Определить диаметр глубину и требования к качеству отве | 180 Рекомендации по правильному использованию сверл Sandvik CoroDrill Жесткость системы СПИД от детали до шпинделя станка в значительной степени влия | |||
| 181 Сверление заготовок невращающимся сверлом на токарном станке Рекомендации по применению сверлильного инструмента со сменными твердосплавными плас | 182 Спиральные твердосплавные сверла Sandvik CoroDrill Delta-C для сверления коротких отверстий Режущий инструмент с внутренним и наружным подводом С | 183 Твердосплавные сверла Sandvik CoroDrill Delta C R840 GC1220 с цилиндрическим хвостовиком Диаметр сверла от 3 до 20 мм Максимальная глубина сверле | 184 Монолитный твердосплавный металлорежущий инструмент из Швеции Спиральные цельные сверла CoroDrill Delta C R840 GC1220 с гладким цилиндрическим хв | 185 Основные геометрические размеры и обозначения по производителю цельнотвердосплавных спиральных сверл Сандвик CoroDrill Delta C R840 GC1220 Сверли | 186 | |||
| 187 Твердосплавные спиральные сверла Sandvik CoroDrill Delta C R842 Сверлильный инструмент с наружным и внутренним подводом СОЖ для сверления отверст | 188 | 189 Монолитный металлорежущий инструмент Сандвик для высокопроизводительной обработки глухих и сквозных отверстий в стальных заготовках Твердосплавны | 190 Режущий осевой инструмент для обработки алюминия резанием Твердосплавные цельные спиральные сверла Sandvik Coromant CoroDrill Delta C R850 для св | 191 Шведский металлорежущий инструмент для механической обработки алюминия и алюминиевых сплавов Монолитные твердосплавные спиральные сверла Sandvik | 192 Справочная таблица начальных значений режимов резания Sandvik Coromant при сверлении твердосплавными сверлами CoroDrill Delta C Скорость резания | |||
| 193 Сборное сверло Sandvik Coromant CoroDrill 880 со сменными режущими твердосплавными пластинами Иллюстрация металлорежущего инструмента | 194 Рекомендации по правильному выбору сверла Sandvik Coromant CoroDrill 880 с механическим креплением сменных режущих многогранных пластин Глубина с | 195 Выбор режущей геометрии и марок твердого сплава сменных пластин для сборных сверл Sandvik CoroDrill 880 Стружколом LM первый выбор для длинностру | 196 Сборные сверла Сандвик CoroDrill 880 с цилиндрическим хвостовиком с лыской по ISO 9766 Диаметр осевого режущего инструмента 12 — 29. 5 мм Максимал 5 мм Максимал | 197 Номенклатура твердосплавных периферийных и центральных режущих пластин для сборных сверл Sandvik Coromant CoroDrill 880 Размер Код инструмента 88 | 198 Сборные сверла Сандвик CoroDrill 880 с механическим креплением сменных режущих твердосплавных пластин Диаметр сверлильного инструмента 30 — 63 мм | |||
| 199 Обозначения и марки твердых сплавов для цетральных и периферийных твердосплавных сменных пластин Sandvik Coromant для сверл CoroDrill 880 880-060 | 200 Начальные значения режимов резания Sandvik Coromant при сверлении отверстий сверлами CoroDrill 880 Жирным шрифтом отмечены рекомендуемые сплавы г | 201 Начальные рекомендованные значения режимов резания Сандвик при сверлении сборными сверлами Sandvik Coromant CoroDrill 880 с механическим креплени | 202 Инструментальная оснастка Sandvik Coromant Capto Один тип соединения для точения фрезерования сверления растачивания Уникальная базовая поверхнос | 203 Модульная инструментальная оснастка Sandvik Coromant Capto Международный стандарт ISO 26623 на инструмент Разнообразие технологических решений дл | 204 Практические советы по правильной эксплуатации металлорежущего сборного инструмента Sandvik Coromant Опорная пластина и посадочное гнездо Проверь | |||
| 205 Основные рекомендации по правильной эксплуатации сборного металлорежущего инструмента Sandvik Coromant со сменными режущими твердосплавными пласт | 206 Классификация видов износа токарного режущего инструмента Износ по задней поверхности Лункообразование на передней Пластическая деформация Класси | 207 Основные советы от производителя современного режущего инструмента Сандвик Коромант (Швеция) по устранению технологических проблем при токарной о | 208 Практические рекомендации по устранению проблем при фрезерной обработке стальных заготовок на металлорежущем оборудовании Износ пластины сменной | 209 Сверление отверстий в металлических загтовках на промышленном металлообрабатывающем оборудовании Основные проблемы и их устранение Увеличить пода | 210 Основные формулы и определения при точении отрезки обработки канавок и нарезании резьбы на токарном металлорежущем оборудовании Скорость резания | |||
| 211 Основные расчетные формулы и определения при сверлении и фрезеровании на металлообрабатывающем оборудовании Скорость резания (vc) (м/мин) Подача | 212 Общая информация по безопасности от шведской компании Sandvik Coromant Твердые сплавы содержат в основном такие компоненты как карбид вольфрама и | 213 Sandvik CoroKey Guide Справочный инструментальный каталог за 2010 год на русском языке Общая техническая информация Алфавитный указатель обозначе | 214 Поисковый указатель инструментальной продукции шведской компании Сандвик Коромант для каталога-справочника CoroKey 2010 года на русском языке E10 | 215 Справочник каталог Sandvik CoroKey 2010 на русском языке Алфавитный указатель обозначений товарных позиций металлорежущего инструмента источника | 216 Шведская инструментальная компания Sandvik Coromant предлагает воспользоваться услугой по сбору использованных твердосплавных пластин и цельного | |||
См. | ||||||||
| SANDVIK COROMANT | ||||||||
| Каталог SANDVIK COROMANT 2017 Инструмент токарный и оснастка (656 страниц) | Каталог SANDVIK COROMANT 2017 Инструмент вращающийся и оснастка (515 страниц) | Каталог SANDVIK COROMANT 2016 Металлорежущий цельный инструмент (866 страниц) | Каталог SANDVIK COROMANT 2016 Обработка глубоких отверстий (226 страниц) | Каталог SANDVIK COROMANT 2015 Токарные инструменты (1253 страницы) | Каталог SANDVIK COROMANT 2015 Вращающиеся инструменты (1500 страниц) | |||
| Каталог SANDVIK COROMANT 2015 Комплектующие для инструмента (670 страниц) | Каталог SANDVIK COROMANT 2015 Специальный инструмент (163 страницы) | Каталог SANDVIK COROMANT 2001 Вращающиеся инструменты (751 страницы) | Каталог SANDVIK COROMANT 2000 Токарный инструмент (573 страницы) | Каталог SANDVIK COROMANT 2017 Инструмент Сандвик-МКТС (104 страницы) | Каталог SANDVIK COROMANT 2000 Инструмент и сменные пластины Сандвик МКТС (172 страницы) | |||
| Руководство SANDVIK COROMANT 2010 по металлообработке (800 страниц) | Каталог SANDVIK COROMANT 2010 CoroKey Режущий инструмент (216 страниц) | Пособие SANDVIK COROMANT 2009 Обработка металлов резанием (359 страниц) | Каталог SANDVIK COROMANT 2006 CoroKey Металлорежущий инструмент (195 страниц) | Руководство SANDVIK COROMANT 2005 по обработке металлов резанием (564 страницы) | Учебник SANDVIK COROMANT 2003 Обработка резанием (301 страница) | |||
Режущий инструмент, инструментальная оснастка и приспособления / | ||||||||
 также / See also :
также / See also : также / See also :
также / See also : также / See also :
также / See also :Торцевое фрезерование и периферийное фрезерование: в чем разница?
Фрезерные операции можно разделить на торцевые и периферийные, в зависимости от того, где именно обрабатывается деталь. Оба типа включают использование вращающегося режущего инструмента, известного как фреза, для удаления материала с заготовки. Когда фреза вращается, она прижимается к поверхности заготовки, по существу шлифуя часть ее материала в этой области.
Оба типа включают использование вращающегося режущего инструмента, известного как фреза, для удаления материала с заготовки. Когда фреза вращается, она прижимается к поверхности заготовки, по существу шлифуя часть ее материала в этой области.
Торцевое фрезерование и периферийное фрезерование следуют той же концепции, используя вращающуюся фрезу для удаления материала с заготовки.Однако способы, которыми они выполняют эту задачу, различаются. Итак, в чем разница между торцевым фрезерованием и периферийным фрезерованием?
Что такое торцевое фрезерование?
Торцевое фрезерование — это процесс обработки, при котором фрезерование выполняется перпендикулярно заготовке. Фрезерная резка по существу располагается «лицевой стороной вниз» по направлению к верхней части заготовки. При включении верхняя часть фрезы отшлифовывает верхнюю часть заготовки, удаляя часть ее материала.
Что такое периферийное фрезерование?
Периферийное фрезерование — это процесс обработки, при котором фреза размещается параллельно заготовке. Другими словами, фреза расположена так, чтобы стороны фрезы шлифовали в верхней части заготовки. Это резко контрастирует с торцевым фрезерованием, при котором самый кончик фрезы прижимается к заготовке.
По сравнению с торцевым фрезерованием периферийное фрезерование более эффективно при удалении большого количества материала с деталей.Это потому, что он использует стороны фрезы, а не кончик. При торцевом фрезеровании к заготовке открывается только кончик фрезы. Хотя это хорошо для определенных применений фрезерования — особенно тех, которые требуют удаления минимального количества материала, — для других применений требуется более глубокий уровень удаления материала. Для таких применений фрезерования предпочтительно периферийное фрезерование. Когда стороны фрезы вращаются относительно заготовки, она выкапывает материал из заготовки, позволяя снимать больше материала, чем при торцевом фрезеровании.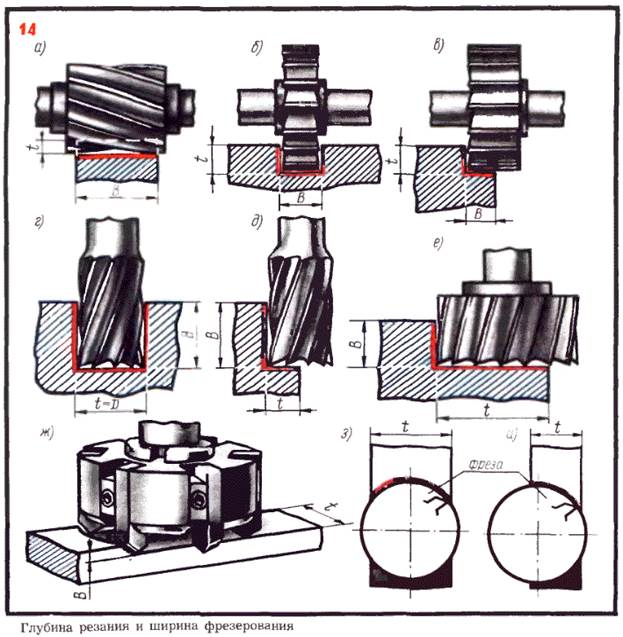
В заключение
Торцевое и периферийное фрезерование — это два основных типа фрезерных операций. Оба включают использование фрезерной резки, которая вращается при нажатии на заготовку для удаления материала с заготовки. Однако при торцевом фрезеровании фреза располагалась перпендикулярно заготовке, тогда как при периферийном фрезеровании фреза располагалась параллельно заготовке. Из этих двух фрезерных операций периферийное фрезерование более эффективно для
.
Нет тегов для этого сообщения.
Мифы и правда о трехстороннем фрезеровании
Легко предположить, что за последнее время с торцевыми фрезами мало что изменилось. За последние несколько лет так много внимания уделялось другим процессам фрезерования, и торцевые фрезы, или мельницы, уже были довольно эффективными. Но по мере того, как обрабатывающие центры стали более производительными и мощными, открылись возможности для существенного повышения производительности этого почтенного процесса. И появились новые конструкции торцевых фрез, отвечающие этим требованиям.Итак, это возможность переосмыслить некоторые предположения о том, что можно улучшить при торцевом фрезеровании.
Посмотрите эту торцевую фрезу Double Quattromill 22 из инструментальной стали P5 со скоростью подачи 25,7 дюймов в минуту и глубиной резания 0,196 дюйма.
Миф: станки меняются, а торцевые фрезы остаются прежними.
Правда: новым станкам требуются торцевые фрезы, способные не отставать.
Почти каждый механический цех использует торцевые фрезы для черновой, получистовой и чистовой обработки, но многие из этих цехов упускают возможность увеличения скорости съема материала (MRR), потому что они используют вчерашний инструмент на современных станках.Большие конусы шпинделя и более высокая мощность, подача и скорость современных станков должны работать с новейшей технологией торцевого фрезерования и пластин, чтобы максимально использовать возможности торцевого фрезерования.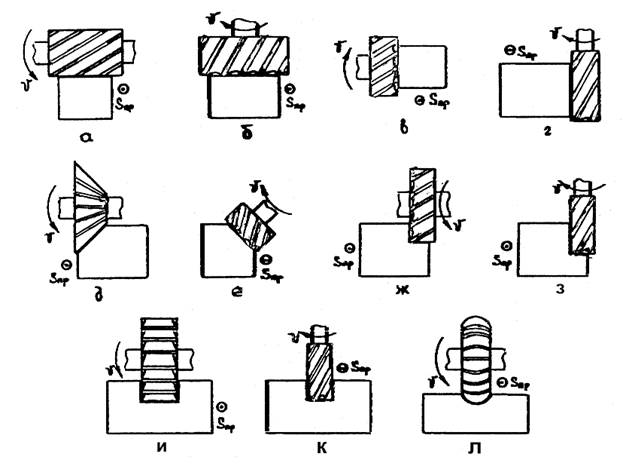 Таким образом цеха ускоряют производство, повышают эффективность и снижают стоимость детали, особенно больших деталей.
Таким образом цеха ускоряют производство, повышают эффективность и снижают стоимость детали, особенно больших деталей.
Торцевые фрезы
Double Quatrolmill 22 предназначены для полного использования мощности вашего станка при выполнении агрессивных черновых операций на большой глубине резания. Подробнее .
Последние торцевые фрезы включают в себя варианты многогранных и многогранных пластин нового поколения, которые помогают оптимизировать производительность существующих станков благодаря их возможностям свободного резания. Пластины такой геометрии увеличивают стойкость инструмента, уменьшают силы резания и образуют стружку с открытой формацией, что снижает напряжение режущей кромки.
Торцевые фрезы, такие как Seco ® Double Quattromill , ™ Double Octomill и R220.88 использует эти новые геометрии пластин и применяет их с усовершенствованными конструкциями фрез, включая такие функции, как дополнительные кассетные версии пластин и конструкцию с дифференцированным шагом для достижения высочайшего качества обработки поверхности или оптимизированные геометрии фрез с отрицательными осевыми и радиальными передними углами, разработанные для максимальной производительности. с наиболее благоприятными силами резания. Благодаря новым геометриям пластин, таких как ME12 или M10, и инновационным конструкциям корпусов фрез, торцевые фрезы нового поколения упрощают, как никогда, получение максимальной отдачи от передовых технологий станков.
Посмотрите, как эта торцевая фреза Double Octomill режет инструментальную сталь P5 со скоростью подачи 43,3 дюйма в минуту и глубиной резания 0,157 дюйма.
Миф: Метод проб и ошибок — единственный способ добиться правильного процесса фрезерования.
Правда: правду о вашем процессе можно найти на краю пластин.
Когда дело доходит до разработки нового процесса фрезерования или работы по оптимизации старого, метод проб и ошибок может оказаться жизненно важным инструментом — в конце концов, экспериментирование — это наиболее научный способ решения проблемы. И во многих случаях для получения идеальных параметров резания и максимального срока службы инструмента требуется немного поиграться с переменными и посмотреть, что произойдет. Но прежде чем начинать пробную резку, примите во внимание, что ваши фрезерные пластины могут сказать вам все, что вам нужно знать, если вы достаточно внимательно присмотритесь.
И во многих случаях для получения идеальных параметров резания и максимального срока службы инструмента требуется немного поиграться с переменными и посмотреть, что произойдет. Но прежде чем начинать пробную резку, примите во внимание, что ваши фрезерные пластины могут сказать вам все, что вам нужно знать, если вы достаточно внимательно присмотритесь.
Торцевые фрезы Double Octomill с двусторонними пластинами с 16 режущими кромками сочетают производительность и экономичность. Подробнее .
Изучение износа пластины и режимов отказа может иметь решающее значение при оптимизации процессов.Все, что происходит со вставкой, происходит по вполне понятным причинам. Например, гребенчатые трещины являются контрольным признаком термического напряжения, а наросты на краях образуются, когда материалы заготовки привариваются к вставке под давлением. Поместив вкладыши под микроскоп и проверяя износ по мере его развития, вы сможете прийти к правильному процессу гораздо быстрее, чем только методом проб и ошибок. Чтобы узнать больше, см. Раздел «Поиск и устранение неисправностей » в Seco Milling Navigator .
Посмотрите, как эта торцевая фреза Seco R220.88 обрабатывает резку инструментальной стали P5 с подачей 48 дюймов в минуту при 0,236 DOC и 41 дюйм в минуту при 0,472 DOC.
Миф: Фрезерование сложно и требует специалистов.
Правда: большее количество переменных не означает больших сложностей.
Торцевые фрезы
Seco R220.88 с пластинами под углом почти 90 градусов позволяют обрабатывать детали вблизи боковых стенок, зажимных приспособлений или других препятствий. Подробнее .
Фрезерование включает в себя гораздо больше факторов, чем обычная токарная обработка, и многие производители пришли к выводу, что только мастер фрезерования может уравновесить эти факторы и найти наилучшее возможное решение для данной задачи фрезерования. Хотя это, безусловно, правда, что эксперт по фрезерованию — фантастическое дополнение к команде механиков любого цеха, для успешного фрезерования не требуется обширных знаний. Некоторые специалисты по фрезерованию полагают, что из-за большого разнообразия факторов, связанных с конкретным применением фрезерования, с ним на самом деле намного проще справиться, поскольку большее количество переменных, с которыми можно поиграть, означает больше возможностей найти почти оптимальное решение для данной проблемы.
Хотя это, безусловно, правда, что эксперт по фрезерованию — фантастическое дополнение к команде механиков любого цеха, для успешного фрезерования не требуется обширных знаний. Некоторые специалисты по фрезерованию полагают, что из-за большого разнообразия факторов, связанных с конкретным применением фрезерования, с ним на самом деле намного проще справиться, поскольку большее количество переменных, с которыми можно поиграть, означает больше возможностей найти почти оптимальное решение для данной проблемы.
Кроме того, производители работают не в вакууме. С таким поставщиком инструментов, как Seco, магазины начинают с базовых параметров резки и стратегий применения, подтвержденных внутренними экспертами. И когда эти параметры необходимо отрегулировать в соответствии с вашими уникальными потребностями, вы можете положиться на этих экспертов, которые помогут найти идеальную комбинацию пластины и фрезы для получения оптимальной стратегии резания.
Для получения дополнительной информации о торцевых фрезах Seco перейдите сюда.
Что такое торцевое фрезерование и зачем вам это нужно?
Когда дело доходит до обработки, всегда есть несколько способов выполнить один и тот же рез. Спросите пять машинистов, как выполнить ту или иную операцию, и вы обязательно получите восемь разных ответов. Торцевое фрезерование ничем не отличается. Когда вы хотите получить точно ровную поверхность или хотите отделку, которая действительно заставит вашу деталь сиять (в прямом и / или переносном смысле), процесс торцевого фрезерования может помочь вам в этом.Самый распространенный инструмент, используемый при обработке, — это концевая фреза. Обычно в процессе резки концевой фрезой используется как конец фрезы, так и боковые стороны, что позволяет выполнять операции резания с выемками и наклонной резкой. Торцевое фрезерование, в общем, определяется как процесс резки поверхностей, перпендикулярных оси фрезы или граням детали. Для торцевого фрезерования чаще всего используются раструбные фрезы и фрезы, но в зависимости от того, какую поверхность вы ищете, вы можете также использовать концевую фрезу.
Для торцевого фрезерования чаще всего используются раструбные фрезы и фрезы, но в зависимости от того, какую поверхность вы ищете, вы можете также использовать концевую фрезу.
Концевые фрезы
Использование концевой фрезы для торцевого фрезерования часто неэффективно, но может создать привлекательные узоры на вашей отделке, если это то, что вам нужно. Концевая фреза часто достигает острого края в одном углу, а нижняя кромка обычно находится под углом 1 °, когда идет к центру, поэтому она не перекрывается с предыдущим проходом. Это может создать некоторые замысловатые узоры и отделку поверхности, которые было бы трудно найти где-либо еще.
Shell Mills
Если вы ищете однородную отделку, то ракушечная мельница — хороший выбор.Шелушечные фрезы также известны как торцевые фрезы, поэтому они известны своим качественным торцевым фрезерованием. Фрезы Shell имеют несколько вставок на внешнем крае фрезы, поэтому, когда фреза впервые попадает в материал, она удаляет небольшое количество припуска — в зависимости от глубины резания. Когда фреза проходит над заготовкой, другие зубья фактически работают, чтобы удалить припуск, оставшийся в виде бора или в результате подпружинивания заготовки или фрезы. Если все вставки на вашей ракушной фрезы выровнены и изношены равномерно, это обеспечивает высококачественную отделку поверхности.Мельницы Shell также подходят для обработки почти всех материалов. Иногда может возникнуть необходимость в замене вставок для разных материалов, но сам инструмент достаточно прочен, чтобы работать с большинством материалов. Хотя наличие нескольких режущих зубьев на ракушечнике можно считать преимуществом, наличие всех этих пластин может вызвать больше головных болей. Различная высота и небольшие различия в геометрии могут вызвать различную стружкодробную нагрузку на пластины._small.jpg) Это плохо скажется на отделке поверхности
Это плохо скажется на отделке поверхности
Мухорезы
Фрезы
Shell обеспечивают качественную обработку поверхности на более высоких скоростях, в то время как мухорезка может создавать гораздо более тонкую поверхность с меньшей мощностью.С этой целью в летучей фрезе используется только одна пластина, которая, хотя и работает медленнее, может обеспечить более однородную обработку поверхности. Прочтите: Наука торцевого фрезерования с помощью Flycutter Если вы хотите получить фантастическую чистоту поверхности, и скорость выполнения операции не так важна, вы можете выбрать фрезу TTS Superfly, укомплектованную пластинами для обоих более мягких материалов ( например, алюминий) и более твердые материалы (например, сталь) менее чем за 150 долларов.
Наконечники для торцевого фрезерования
Во-первых, примите во внимание устойчивость вашего инструмента и мощность вашего шпинделя.Со всеми этими зубьями и меньшим шпинделем ракушечная фреза с миллионом зубьев очень быстро увязнет. Что касается станков Tormach, мы рекомендуем придерживаться нашей ракушечной мельницы, если вы собираетесь резать такие вещи, как сталь. Корпусная фреза 38 мм может выполнять операцию с более твердыми металлами немного быстрее, но фреза с соответствующими пластинами также может справиться с такими операциями, она будет немного медленнее, но она справится с резками и при этом даст вам хороший результат. финиш. В более мягких материалах, таких как алюминий, мухорезка по-прежнему дает фантастические результаты, или известно, что Shear Hog отлетает немного стружки, оставляя красивый отражающий блеск.Независимо от того, какой материал вы режете, при торцевом фрезеровании обычно рекомендуется располагать фрезу вне центра заготовки. Это обеспечивает самую тонкую стружку на выходе из фрезы, что приводит к более чистому сечению и более качественной обработке. С этой целью следует избегать частого входа в заготовку и выхода из нее — это может создать некоторые напряжения на режущей кромке, которые могут привести к задержке и вибрации. Так что старайтесь, чтобы траектории инструмента максимально приближались к заготовке. По той же причине вы также должны стараться избегать торцевого фрезерования отверстий или пазов, потому что эти кромки вызывают множественные входы и выходы при резке.Если вы сочтете необходимым резать поверхности с такими перерывами, вы можете уменьшить нагрузку на резак, снизив скорость подачи. Операции торцевого фрезерования — отличный способ удалить часть материала и получить красивую ровную поверхность, но настоящая радость приходит, когда вы видите эту поверхность. Будьте уверены, если вы еще не пристрастились к облицовке, вы обязательно почувствуете это, когда увидите это сияние.
Так что старайтесь, чтобы траектории инструмента максимально приближались к заготовке. По той же причине вы также должны стараться избегать торцевого фрезерования отверстий или пазов, потому что эти кромки вызывают множественные входы и выходы при резке.Если вы сочтете необходимым резать поверхности с такими перерывами, вы можете уменьшить нагрузку на резак, снизив скорость подачи. Операции торцевого фрезерования — отличный способ удалить часть материала и получить красивую ровную поверхность, но настоящая радость приходит, когда вы видите эту поверхность. Будьте уверены, если вы еще не пристрастились к облицовке, вы обязательно почувствуете это, когда увидите это сияние.
Торцовая обработка: торцевое фрезерование и торцевое фрезерование
Менее 10 лет назад выбор техники был системным решением; в настоящее время непрерывная индексация (торцевое фрезерование) и однократная индексация (торцевое фрезерование) доступны пользователю без ограничений.
Метод непрерывной индексации, называемый «торцевым фрезерованием» (FH), несколько лет назад вызвал небольшую революцию в Северной Америке в сочетании с сухой резкой. До тех пор классический метод пятирезов был современным на протяжении многих десятилетий. Это метод однократной индексации, при котором в заготовке зубчатого колеса вырезаются один за другим зазоры. Для шестерни используется другая режущая головка для выпуклой и вогнутой сторон соответственно. Методы одиночной индексации называются «торцевым фрезерованием» (FM).
Пятирезовый процесс FM контролируется посредством оценки пятна контакта. Контактные пятна на ведущей и выбегающей сторонах перемещаются в желаемую форму и положение путем изменения настройки шестерни. Для этого используются так называемые «пропорциональные изменения». Хотя управление процессом не без проблем, все пользователи научились адекватно обрабатывать пропорциональные изменения.
С появлением торцевого фрезерования это положение существенно изменилось.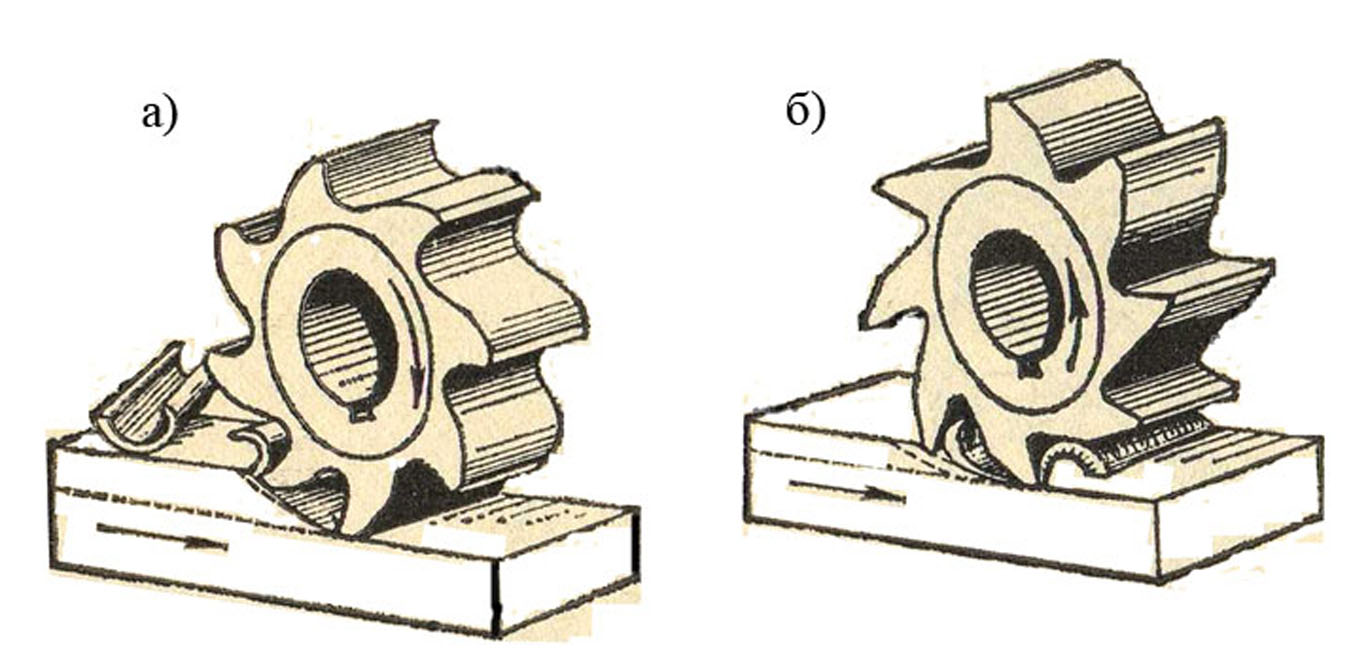 При сухой резке можно было сократить время обработки на каждую шестерню примерно на 30 процентов по сравнению с мокрой резкой методом пяти нарезок.Срок службы режущих головок увеличился более чем в три раза. Высокая скорость резания твердосплавных лезвий обеспечивает превосходное качество поверхности, что обеспечивает наилучшие условия для последующей притирки. Эти экономические факторы сделали возможным триумфальное продвижение зубной обработки сухим способом.
При сухой резке можно было сократить время обработки на каждую шестерню примерно на 30 процентов по сравнению с мокрой резкой методом пяти нарезок.Срок службы режущих головок увеличился более чем в три раза. Высокая скорость резания твердосплавных лезвий обеспечивает превосходное качество поверхности, что обеспечивает наилучшие условия для последующей притирки. Эти экономические факторы сделали возможным триумфальное продвижение зубной обработки сухим способом.
Целью данной статьи является объективное сравнение двух методов зубонарезания. Оцениваются все основные характеристики, такие как грузоподъемность, шумовые характеристики и стоимость.Чтобы это сравнение можно было провести на практике, мы ограничили объем процесса, так что притирка всегда выполняется с зубчатыми передачами FH, а зубчатые передачи FM шлифуются после закалки.
Геометрические различия между двумя способами нарезания зубьев
Хотя формы зубьев шестерен FH и FM очень похожи, все же есть некоторые основные различия. Метод FH создает эпициклоидальную форму в продольном направлении зуба. Высота зуба одинакова как на мыске (внутренний конец зуба), так и на пятке (внешний конец зуба).В этих случаях угол конуса корневого конуса и угол конуса конуса совпадают. Геометрия конуса приводит к конической толщине вершины зуба и, таким образом, к конической тенденции ширины паза в зазоре. При разумном диаметре фрезы зазор на пятке меньше, чем на носке. Если диаметр используемой фрезы слишком мал, внутренний конец зуба становится толще внешнего. В настоящее время зубчатые передачи FH всегда изготавливаются с постоянной высотой зуба и шириной конического паза.
Вместо постоянной высоты зуба с конической шириной зазора можно сделать коническую высоту зуба с постоянной шириной прорези.Для этого угол конуса конуса и угол конуса корневого конуса должны быть согласованы с диаметром фрезы, чтобы обеспечить постоянную ширину паза в корне зуба. Такая геометрия конуса также называется дуплексным конусом.
Если зубчатое колесо в зубчатой передаче FM обрабатывается таким образом, что обе боковые поверхности изготавливаются за один проход, постоянная ширина паза приводит к образованию корня зуба из-за круглой фрезерной головки. Эта постоянная ширина паза шестерни требует постоянной толщины вершины зуба на шестерне.Если продолжить этот ход мыслей, то можно легко вывести основу для вычисления дуплексного конуса.
Грузоподъемность
В упрощенных (частично стандартизованных) методах расчета хорда корня зуба sFn между 30 ° касательной к скруглению корня ρf и плечом изгибающего рычага hF является критическим размером для определения прочности корня зуба (см. Рисунок 1). Помимо длины хорды корня зуба, размер гребня корня также влияет на эффект надреза.Однако при использовании этих методов расчета все эти размеры учитываются только в центре ширины зуба.
Рисунок 1: Переменные для определения рейтинга прочности зуба
Поскольку зубчатые передачи FH имеют коническую ширину паза, а режущий инструмент должен проходить через самую узкую точку, не среднее поперечное сечение определяет максимально возможное угловое филе корня зуба, а скорее поперечное сечение на носке зуба. С другой стороны, зубчатые передачи FM имеют постоянную ширину паза по всей ширине зубчатого колеса (см. Рисунок 2).
Рисунок 2: Конический зазор на зубчатых колесах FH
Если при прямом сравнении все параметры профиля оставить такими, как они находятся в центре зуба, режущий инструмент можно почти полностью округлить с помощью зубчатых колес FM, что позволяет значительно увеличить угол наклона корня зуба по сравнению с Комплекты шестерен FH.
Эта мера сама по себе может привести к небольшому увеличению хорды корня зуба и значительному уменьшению эффекта надреза и, таким образом, к увеличению прочности корня зуба (см. Рисунок 3).
Рисунок 3: Постоянный зазор на зубчатых колесах FM
Из-за конической прорези зубьев зубчатые передачи FH имеют почти одинаковый радиус кривизны по вогнутой и выпуклой поверхности, поэтому шестерня и шестерня сопряжены друг с другом и, следовательно, также не имеют продольного венца. .Чтобы добиться оптимального облегчения среза с разумным продольным коронированием, необходимо внести только небольшой наклон режущей головки, который очень мало влияет на кривую корня зуба: корень зуба в значительной степени параллелен теоретическому конусу корня зуба ( см. рисунок 4).
.Чтобы добиться оптимального облегчения среза с разумным продольным коронированием, необходимо внести только небольшой наклон режущей головки, который очень мало влияет на кривую корня зуба: корень зуба в значительной степени параллелен теоретическому конусу корня зуба ( см. рисунок 4).
Рис. 4: Линия корня зубчатых колес FH
В отличие от них, для зубчатых колес FM радиус кривизны между внутренней и внешней сторонами инструмента отличается на величину (постоянной) ширины зазора между зубьями. Благодаря сочетанию шестерни и шестерни это теперь приводит к значительному продольному выступу, который необходимо уменьшить за счет гораздо большего наклона инструмента, чтобы добиться оптимального облегчения.Этот наклон инструмента теперь настолько велик, что корень зуба больше не параллелен теоретическому конусу корня зуба, а сильно изогнут (см. Рис. 5). Эта сильная кривизна приводит к значительному уменьшению зазора между вершинами зуба в области зацепа и пятки зуба и, таким образом, к опасности столкновения. Следовательно, зубчатые колеса FM должны быть спроектированы с увеличенным зазором между вершинами в среднем поперечном сечении по сравнению с зубчатыми колесами FH, если только сопряженное зубчатое колесо не может быть изготовлено с достаточно сложным расположением зубьев, отклоняющимся от идеального конуса конуса.Однако увеличенный зазор на вершине приводит непосредственно к уменьшению площади корня зуба, что, в свою очередь, позволяет лишь несколько уменьшить филе корня зуба и в то же время к увеличению плеча рычага изгиба. Следовательно, описанное выше преимущество сравнительно большего размера галтели корня зуба нивелируется.
Рис. 5: Линия корня зубчатых колес FM
Хорошо известно, что конические зубчатые колеса, изготовленные с малым диаметром фрезы, демонстрируют другое поведение пятна контакта под нагрузкой, чем зубчатые колеса, изготовленные с большим диаметром фрезы.На рисунке 6 показано, что при использовании так называемого «прямоугольного корпуса» с одинаковыми размерами смещений V и H, действующих в противоположных направлениях — как это обычно происходит в случае нагрузки привода — рисунок контакта почти постоянно остается в одном месте, в то время как при использовании При большом диаметре фрезы рисунок контакта значительно изменяется при тех же условиях, так как смещение V и H больше не действует в одном направлении.
Рисунок 6: Смещение пятна контакта в зависимости от диаметра фрезы
Кроме того, из-за ранее упомянутого факта, что ширина паза постоянна для зубчатых колес FM, для этих зубчатых колес традиционно использовалась стружка большого диаметра, поскольку относительная разница радиусов между ними внутренняя и внешняя поверхность инструмента меньше, и, следовательно, требуется меньший наклон инструмента для уменьшения выпуклости.Использование фрезы малого диаметра частично связано со значительными усилиями по разработке полезного облегчения, но в настоящее время это, естественно, стало возможным благодаря программам проектирования, таким как KIMoS. Однако с шестернями FH даже использование инструментов, представляющих прямоугольный корпус, не представляет проблемы. Раньше, когда режущие головки с ручным ножом не были известны и поэтому использовались только фасонные режущие головки, зубчатые колеса FH производились в принципе как так называемые зубчатые колеса N, то есть с использованием прямоугольного корпуса.
Диаметр инструмента также естественным образом влияет на грузоподъемность шестерни. С одной стороны, это влияет на положение так называемой N-точки. Эта точка представляет собой единственную точку на боковой поверхности, в которой кривизна эпициклоидных шестерен идентична кривизне эвольвенты. Нормальный модуль снаряжения на этом этапе также самый большой. В прямоугольном корпусе точка N находится точно в центре зуба, а при большом диаметре инструмента она может даже располагаться на радиусе за пределами пятки, так что точка с теоретически самым большим нормальным модулем больше не находится на передача.По этой причине, а также поскольку пятно контакта остается в центре зубчатого колеса под нагрузкой, что приводит к оптимальному распределению нагрузки в корне зуба, шестерни с малым диаметром инструмента имеют до 15 процентов более высокую прочность корня. В прошлом этот факт привел к широко распространенному утверждению, что шестерни FH имеют более высокую прочность корня, чем шестерни FM, даже несмотря на то, что последние имеют более крупный гребень корня зуба.
Что касается сопротивления точечной коррозии, однако, поведение под коллективной нагрузкой в точности обратное: поскольку центр пятна контакта расположен в разных точках с разными нагрузками в случае зубчатых колес с большим диаметром инструмента, также происходит накопление повреждений. в разных точках, так что образование точечной коррозии значительно замедляется, что увеличивает срок службы зубчатой передачи.В случае зубчатых колес с меньшим диаметром инструмента этот эффект не такой сильный, и поэтому можно ожидать более быстрого выхода из строя зубчатого колеса.
Большие отклонения шага приводят к появлению дополнительных динамических сил, которые могут отрицательно сказаться как на питтинговой коррозии, так и на прочности корня зуба. Шестерни FH притираются после закалки. Хотя качество шага этих шестерен после фрезерования обычно лучше, чем у зубчатых колес FM, притирка может лишь частично улучшить погрешности шага, возникающие из-за тепловых искажений.Очевидно, что шлифованные шестерни имеют здесь большое преимущество, поскольку ошибки шага могут быть почти полностью устранены во время шлифования. На рисунке 7 показано сравнение соответствующих влияний в зависимости от несущей способности.
Рисунок 7: Сравнение соответствующих влияний на несущую способность
Подводя итог, можно сказать, что, если все ключевые параметры остаются неизменными, нет никакой разницы в несущей способности шестерен FH и FM. Если требуются более низкие затраты, более высокая грузоподъемность может быть легче достигнута с помощью зубчатых колес с непрерывным фрезерованием и притиркой.Однако шлифованные зубчатые колеса, изготовленные с использованием метода единой индексации, обладают потенциалом для достижения еще более высокой грузоподъемности. Тем не менее, этот потенциал может быть реализован только с гораздо большими сравнительными усилиями в разработке и производстве, например, сложных модификаций боковых поверхностей зуба и адаптированных контуров кончиков зубьев.
Шумовое поведение
Чтобы избежать резких заявлений о шумовом поведении, типичные характеристики процесса притирки и шлифования следует рассматривать отдельно.
В отличие от несущей способности, различие в форме зубьев не влияет на шумовые характеристики. Только контакт зубьев имеет значение для шумового поведения. Поскольку на контакт зубьев влияет окружающая среда, например подшипники и корпус, а также нагрузка, необходимо учитывать всю топографию контактного расстояния — так называемое «облегчение».
Высокая геометрическая надежность шлифованных зубчатых колес FM обеспечивает очень точную боковую поверхность зубьев.Условия окружающей среды, например допуски на корпус и сборку, отражаются на сложных модификациях боковой поверхности зуба.
На рис. 8 показана зубчатая передача с типичным так называемым «смещением». Корпус деформируется под нагрузкой из-за усилий зубьев. Для береговой стороны — вогнутая шестерня приводит в движение выпуклую шестерню — это приводит к усилиям на зубьях в направлении отрицательного осевого смещения и увеличению установочного размера шестерни и шестерни. Измененное относительное положение шестерни и шестерни смещает пятно контакта в направлении кончика пятки на шестернях с наклоном.Ясно, что для этого случая нагрузки требуются большие коронки на контакте зуба, чтобы не допустить выхода пятна контакта за край зуба.
Рис. 8: Диапазоны местного контакта зубьев
При меньших нагрузках отклонений не ожидается, за исключением повышения температуры в корпусе. Схема контактов будет в номинальном положении. Контакт зубьев не должен иметь выступов, чтобы обеспечить тихую работу.
Если изменения формы боковины выполняются с учетом этих двух аспектов, будет получена бесшумная передача и работа с большими нагрузками.В условиях отсутствия нагрузки рисунок контакта будет распространяться до носка. Малейшие допуски корпуса немедленно приведут к краевой нагрузке. Поэтому рекомендуется уменьшить контакт зубов в области корней пальца ноги. Любые допуски на сборку или корпус больше не будут приводить к краевой нагрузке. Таким образом, шестерня будет иметь прочную конструкцию.
Любые допуски на сборку или корпус больше не будут приводить к краевой нагрузке. Таким образом, шестерня будет иметь прочную конструкцию.
На Рисунке 9 показано типичное ослабление. Тонкие линии представляют стандартную конструкцию, толстые линии представляют собой контактное расстояние, оптимизированное с учетом высоких допусков нагрузки и положения.Таким образом, соответствие требованиям по шумовому поведению и допустимой нагрузке зависит исключительно от качества формы и поверхности боковой поверхности зуба в случае зубчатых колес FM.
Рис. 9: Конструкция с облегчением работы с местными выступами
При рассмотрении процесса притирки необходимо сначала отказаться от четкого геометрического подхода к шлифованию. При притирке съем материала происходит в точке соприкосновения боковых сторон. На рис. 10 показано, что при целенаправленных перемещениях шестерни во время притирки рисунок контакта может перемещаться по большой площади боковой поверхности.При типичной конструкции шестерни со смещением, пятно контакта перемещается в направлении носка, если осевое смещение уменьшается, а при увеличении установочного размера — в направлении носка. При соответствующей конфигурации дополнительных движений во время притирки может быть достигнуто целевое удаление материала.
Рис. 10: Смещение рисунка контакта и удаление притирки
К сожалению, деформации при закалке мешают геометрически стабильному процессу притирки.Если деформации упрочнения точно известны, можно рассчитать ослабление так же, как это возможно при шлифовании, с использованием подходящего процесса притирки. К сожалению, это относится только к плавности хода, а не к форме боковой поверхности зубьев шестерни и шестерни. Поскольку шестерня всегда имеет больший съем на боковых сторонах из-за меньшего количества зубьев, необходимо тщательно следить за тем, чтобы кромка притирки не возникала в корне шестерни. Выпуклость, необходимая для предотвращения этого, снижает эффективное перекрытие и, следовательно, снижает вероятность плавного хода.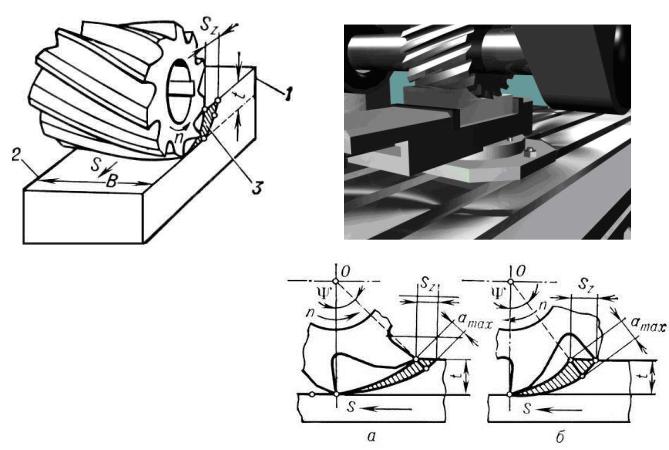
В отличие от шлифования, при котором акустика зависит исключительно от геометрии боковой поверхности зуба, притирка имеет естественное преимущество в отношении уровня шума. Любое вмешательство в зацепление зубьев из-за мелких дефектов поверхности приводит к локальным пикам давления во время притирки. Поскольку удаление притирки напрямую зависит от давления, все неровности или другие дефекты поверхности притираются, что приводит к неизменно мягкому контакту зубьев. На рисунке 11 показана ошибка трансмиссии до и после притирки зубчатой передачи.Сразу виден затихший тренд ошибки вращения, который больше не содержит остаточной ряби. Этот естественный эффект притирки в сочетании со стабильными условиями фрезерования и закалки приводит к процессу, который не имеет высокой геометрической стабильности, но обеспечивает высокий уровень акустической надежности.
Рисунок 11: Погрешность вращения до и после притирки Рисунок 12: Сравнение соответствующих характеристик
На рисунке 12 показано сравнение соответствующих эффектов при притирке и шлифовании.Эта таблица не претендует на полноту, а просто предназначена для обзора основных различий.
Оценка
На рис. 13 представлена диаграмма, учитывающая стоимость, шумовые характеристики и несущую способность. Во-первых, теперь устаревший процесс пяти разрезов с последующей закалкой показан желтым эллипсом для ориентации. Стоимость описывается как «средняя». Если сравнить это с фрезеровкой поверхности, цвет показывает, что этот процесс значительно более благоприятен.Кроме того, шумовые характеристики лучше, а несущая способность имеет значительно более высокий потенциал. Иная ситуация с затратами возникает при торцевом фрезеровании. Поскольку зубчатая передача подвергается точной обработке на станке во время притирки, очевидна экономическая выгода для торцевой фрезерования.
Рис. 13: Стоимость, шум и грузоподъемность
На этом рисунке также показано, что допустимая нагрузка зубчатой передачи с заземлением находится в предельном диапазоне, превышающем допустимую нагрузку на зубчатую передачу с притиркой.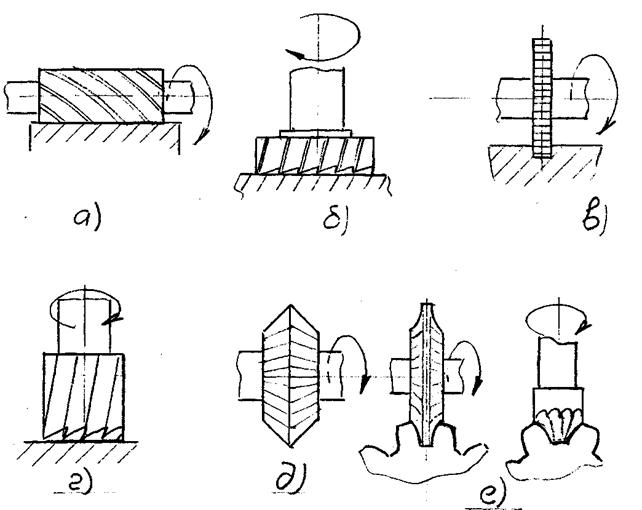 Редко используемый сейчас процесс структурной притирки после шлифования влечет за собой более высокие затраты и только сокращает диапазон шумовых характеристик до более узкого и лучшего диапазона.
Редко используемый сейчас процесс структурной притирки после шлифования влечет за собой более высокие затраты и только сокращает диапазон шумовых характеристик до более узкого и лучшего диапазона.
На вопрос о том, следует ли использовать торцевую фрезеровку или торцевую фрезеровку, нельзя просто ответить «да» или «нет». Это зависит от предполагаемого использования соответствующего снаряжения. Вопрос борьбы с тепловыми искажениями играет ключевую роль. Чем больше тепловые искажения, тем лучше будет измельчение, а чем больше количество и чем надежнее процесс закалки, тем предпочтительнее будет притирка.
Торцевое фрезерование: Торцевая фреза под 45 или 90 градусов?
Основы торцевого фрезерования
Что такое торцевое фрезерование? Представьте себе фрезерование стороной концевой фрезы.Общий термин для этого — «периферийное фрезерование». А что, если мы будем резать строго по низу? Технически, это торцевое фрезерование, хотя мы обычно называем его торцевым фрезерованием только тогда, когда используем специальную фрезу, называемую «торцевой фрезой». Вы также можете услышать «торцевое фрезерование», называемое «наплавкой».
Если вы работаете на фрезерном станке с ЧПУ, очень распространенной операцией является «покрытие Spoilboard Surfacing», и хотя толпа маршрутизаторов любит называть фрезы, используемые для Spoilboard Surfacing, «Spoilboard Cutters», это просто еще одна форма торцевого фрезерования.
Начнем с выбора типа торцевой фрезы, который наилучшим образом соответствует вашим потребностям в торцевом фрезеровании. Самые большие различия между торцевыми фрезами:
- Их диаметр. Вы получите наилучшую отделку, если диаметр вашей торцевой фрезы будет больше, чем площадь, с которой вы сталкиваетесь. Но для более крупных торцевых фрез требуются более мощные шпиндели, и они не всегда помещаются в более узкие места.
- Количество пластин: чем больше пластин, тем быстрее вы сможете подавать торцевую фрезу. Торцевая фреза только с одной пластиной называется Fly Cutter.Но быстрее не всегда лучше. Если вы не сможете отрегулировать индивидуальную высоту каждой пластины, ваша торцевая фреза с множеством пластин не будет иметь такой гладкой поверхности, как фреза с одной пластиной.
- Геометрия: это определяется формой пластины, а также тем, как она удерживается в торцевой фрезере.
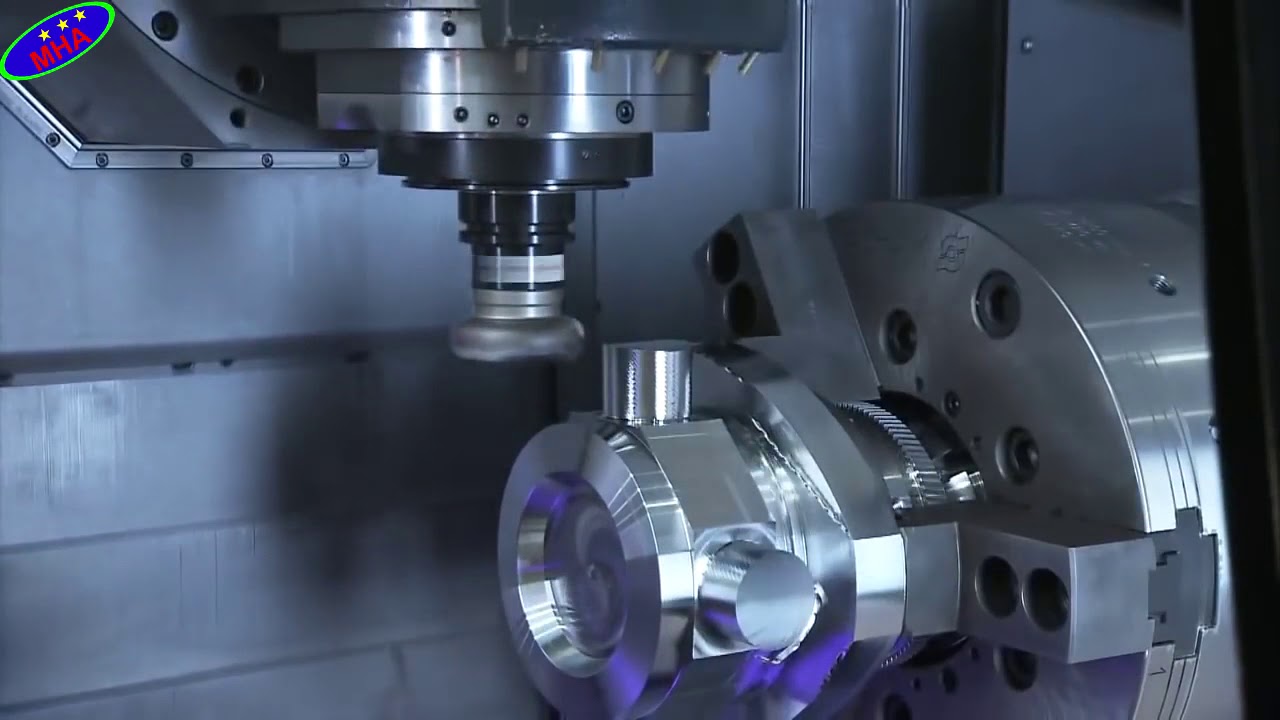 Торцевая фреза только с одной пластиной называется Fly Cutter.Но быстрее не всегда лучше. Если вы не сможете отрегулировать индивидуальную высоту каждой пластины, ваша торцевая фреза с множеством пластин не будет иметь такой гладкой поверхности, как фреза с одной пластиной.
Торцевая фреза только с одной пластиной называется Fly Cutter.Но быстрее не всегда лучше. Если вы не сможете отрегулировать индивидуальную высоту каждой пластины, ваша торцевая фреза с множеством пластин не будет иметь такой гладкой поверхности, как фреза с одной пластиной.Давайте посмотрим на этот вопрос геометрии более внимательно.
Выберите лучшую торцевую фрезу: 45 или 90 градусов?
Торцевая фреза под 45 или 90 градусов — что дает лучшие результаты?
Во-первых, о чем мы говорим, когда говорим о 45 или 90 градусах? Ответ довольно очевиден из фотографии выше, на которой сравниваются две фрезерные машины Glacern Face Mills.Обратите внимание на угол режущей кромки пластин.
Да! Угол — это угол этой режущей кромки: 45 градусов для торцевой фрезы слева и 90 градусов для правой. Этот угол также называется углом упора резца.
А вот оптимальные рабочие диапазоны для разной геометрии:
Кстати, фрезы с круглыми пластинами еще называют «фрезы для пуговиц». Если вам интересно, у нас есть целая статья о резаках для пуговиц.
Итак, какой из них даст лучшие результаты?
Конечно, если вы можете себе это позволить, было бы здорово иметь торцевые фрезы под углом 45 и 90 градусов, но каковы плюсы и минусы каждой из них?
Плюсы и минусы
И Sandvik, и Kennametal считают, что торцевая фреза под 45 градусов лучше подходит для торцевого фрезерования общего назначения. Эти двое приводят аргументы в пользу выбора 45:
- Силы резания лучше сбалансированы, поэтому осевые и радиальные силы примерно одинаковы.Снижение радиальных сил, чтобы они были более сбалансированы с осевыми, может не только улучшить качество поверхности, но и более благоприятно сказаться на подшипниках шпинделя.
- Срезание входа и выхода ведет себя лучше — меньше ударов, меньше тенденции к прорыву.
- Режущая кромка под углом 45 градусов лучше всего подходит для сложных резов.
- Лучшая обработка поверхности — у 45-х годов заметно лучшая отделка. Меньшая вибрация, сбалансированные силы и лучшая геометрия входа — это три причины.
- Эффект утонения стружки действует и приводит к более высокой подаче.
- У 45 тоже меньше склонности к болтовне.
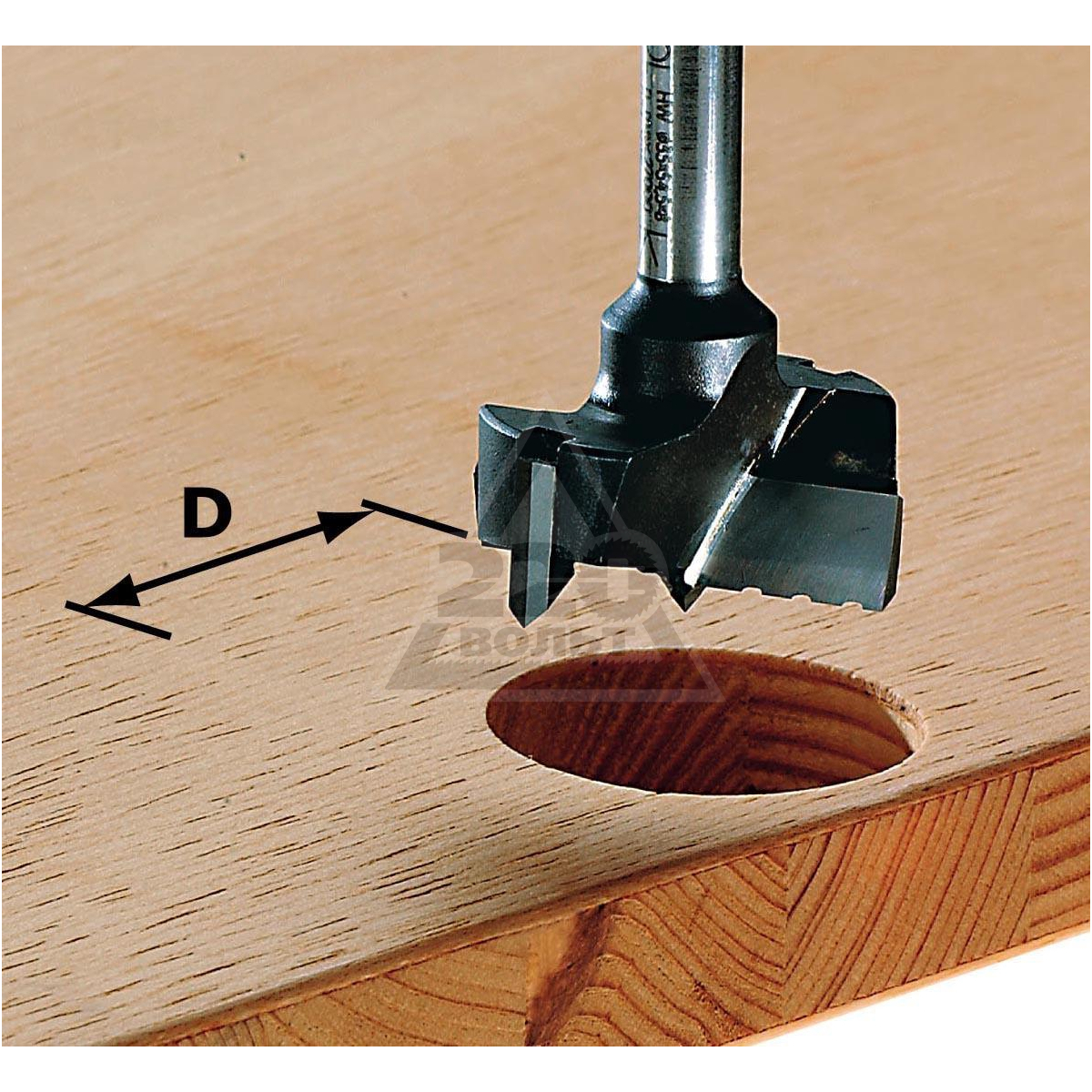
У торцевых фрез 45 градусов также есть недостатки:
- Уменьшена максимальная глубина резания из-за угла подъема.
- Корпус большего диаметра может вызвать проблемы с зазором.
- Нет 90-градусного фрезерования углов или уступов
- Может вызвать сколы или заусенцы на выходной стороне вращения фрезы.
- Версия под углом 90 градусов оказывает меньшее поперечное (осевое) усилие, примерно вдвое меньше.Это может дать преимущество, когда речь идет о тонких стенках, потому что передача слишком большого усилия на стену может привести к вибрации материала и другим проблемам. Это также может быть преимуществом, когда сложно или невозможно надежно удерживать деталь в приспособлении.
И чтобы мы не забыли ножницы для пуговиц, они сочетают в себе некоторые преимущества каждого из них, а также являются самыми сильными. Так что, если вам приходится иметь дело с грязными материалами, лучше всего подойдет нож для пуговиц.
Подачи и скорости торцевого фрезерования
Легко вычислить подачу и скорость, чтобы сравнить эти два решения для торцевого фрезерования с помощью нашего программного обеспечения G-Wizard Calculator (щелкните ссылку, чтобы получить бесплатную 30-дневную пробную версию, если вы никогда не играли с G-Wizard).
Вот типичная настройка резки для торцевой фрезы под углом 90 градусов:
Установка G-Wizard для торцевой фрезы на 90 градусов…
Я выбрал свой станок, материал и тип индексируемого инструмента. Я моделирую небольшую торцевую фрезу диаметром 2 дюйма с 4 пластинами и установил угол подъема на 90 градусов.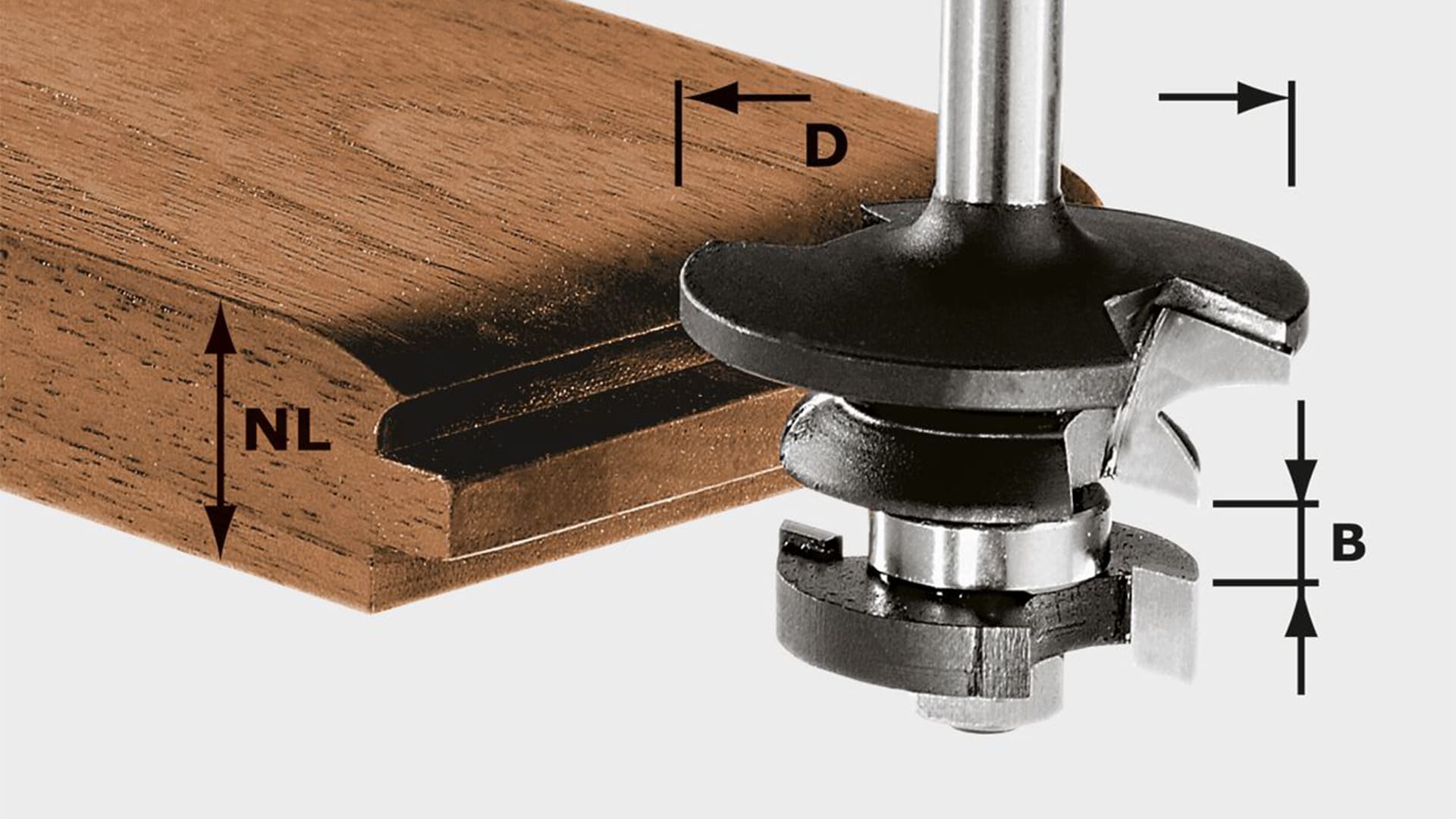 Моя глубина реза составляет 1/8 дюйма.
Моя глубина реза составляет 1/8 дюйма.
Я сделал пару джазовых вещей. Сначала я делаю проход шириной 60%. Это даст лучшую отделку и облегчит обработку пластин в твердых материалах, чем проход на всю ширину.Во-вторых, я определил это как разрез HSM. Это HSM для «высокоскоростной обработки».
Я могу это сделать, так как я буду использовать траекторию, которая плавно изгибается в разрезе, и я буду изгибать конец каждого прохода, чтобы избежать острого угла, а также чтобы избежать полного выхода из разреза. Это уловки траектории CAM, которые действительно могут помочь вам в увеличении стойкости инструмента, качества поверхности, и в этом случае они также позволяют вам выбрать большое увеличение подачи и скорости. Если ваш CAM не умеет этого делать, Мастер Conversational CNC Face Milling Wizard в G-Wizard Editor сделает это очень легко.
Теперь мы можем проверить торцевую фрезу 45 градусов, просто изменив угол подъема на 45. Давайте предположим, что все остальное останется прежним, вот результаты:
G-Wizard для аналогичной торцевой фрезы 45 градусов…
Вау! Убедитесь, что скорость удаления материала:
- 34,2 кубических дюйма в минуту для угла 90 градусов
- 48,4 кубических дюйма в минуту для угла 45 градусов
Теперь мы понимаем, почему модели под углом 45 градусов так популярны — при этом удаляется более чем на 40% больше материала.Это определенно довольно быстро окупит новую торцевую фрезу, если вы используете ее для очень многих деталей.
Альтернативы торцевым фрезам 45 градусов: восьмиугольные, 75-градусные и пуговичные фрезы
Одно время восьмиугольные торцевые фрезы воевали с торцевыми фрезами под 45 градусов за превосходство. У восьмиугольных пластин больше краев, поэтому вы можете повернуть пластину, если на ней есть сколы. Но затраты на инструменты обычно составляют всего около 3 процентов от стоимости производства, поэтому в конечном итоге победила более высокая эффективность 45-ти.
В последнее время вы можете приобрести торцевые фрезы, которые используют пластину под углом 45 градусов, которая является двусторонней, так что у нас есть лучшее из обоих миров, поскольку теперь у этих пластин 8 кромок, как у восьмиугольных пластин.
Среди других альтернатив — торцевые фрезы 75 градусов и фрезы для пуговиц (фрезы со сменными пластинами с круглой пластиной). Основная цель 75-градусной торцевой фрезы — обеспечить чуть больший зазор, чем 45-градусная. Это может быть ваш 3-й или 4-й выбор, если у вас уже есть 45 и 90 и вы хотите больше вариантов для сложных случаев.
Пуговичная фреза (также называемая копировальной фрезой или тороидальной фрезой ) использует круглую пластину и имеет множество собственных преимуществ. Трудно назвать победителя с резаком для пуговиц по сравнению с другими торцевыми фрезами, поэтому нажмите на ссылку и узнайте о резаках для пуговиц отдельно.
Другие советы и методы торцевого фрезерования
Вот торцевая фреза со свинцом под углом 45 градусов, проходящая сквозь сварной шов — они немного жестче, чем торцевые фрезы под углом 90 градусов!
Прерывистая резка
Если на поверхности, на которой вы выполняете торцевое фрезерование, есть паз или другая утопленная деталь, вам придется выполнять несколько прерывистых резаний.Это тяжело для пластин, поэтому, если вы имеете дело с твердым материалом, вы можете уменьшить скорость подачи до 50%.
Идеи траектории
Попробуйте закатать в разрез дугой. Это улучшит вашу отделку, а также продлит срок службы пластины. Больше идей по траектории здесь.
Грязесъемники
Использование пластин Wiper может значительно улучшить качество поверхности при торцевом фрезеровании. Этому способствуют высокая скорость подачи и малая глубина резания (0,8 мм или меньше).Пластины PVD (алмазные) с очень острыми краями также могут улучшить качество обработки поверхности.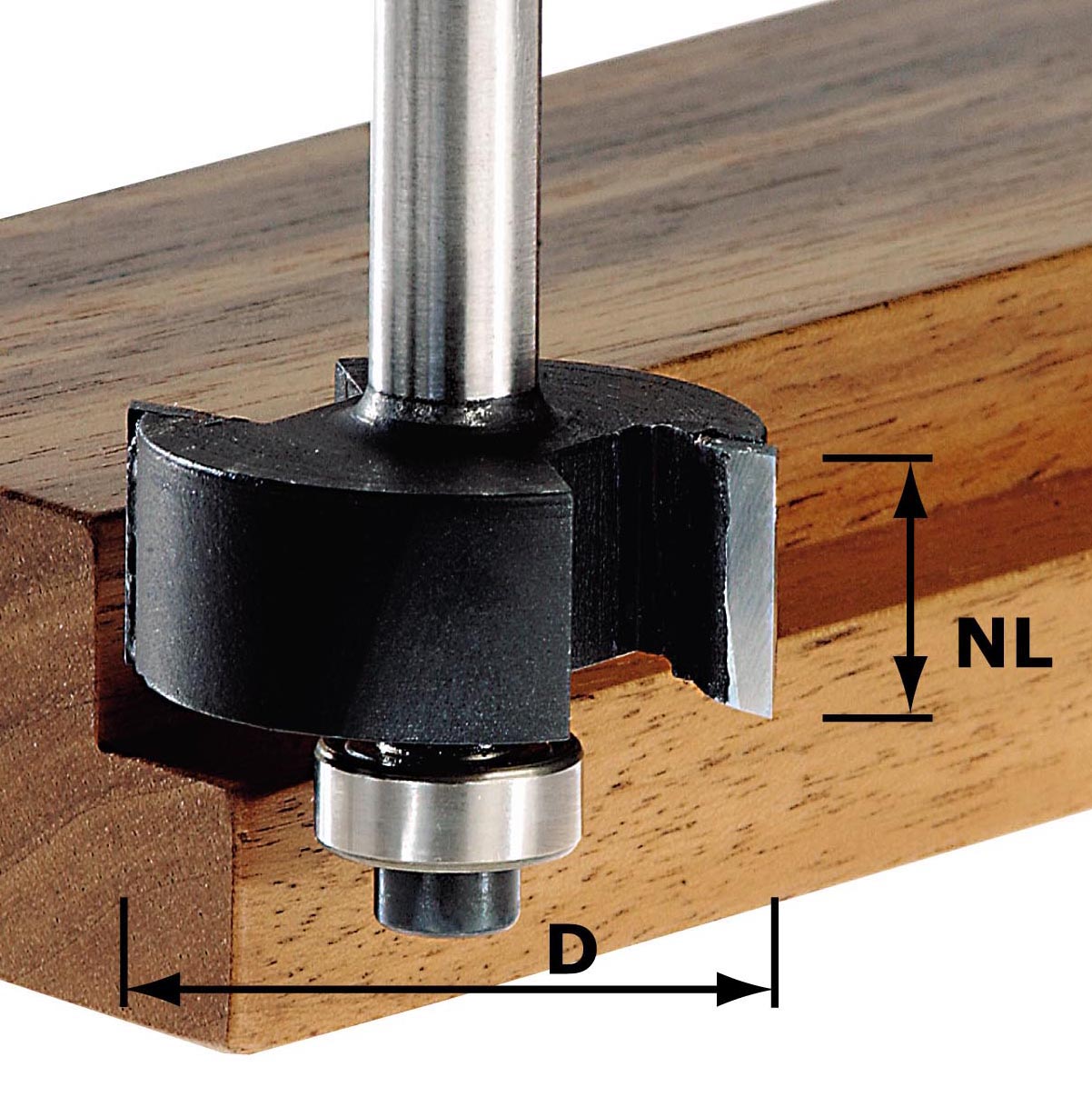
Заключение
У меня в магазине есть торцевая фреза диаметром 2 дюйма под углом 90 градусов, а также торцевая фреза под углом 3 дюйма Glacern FM45 под углом 45 градусов. FM45 наверняка найдет гораздо больше применения.
Последняя мысль о торцевых фрезах — они лошадиные силы. Не пытайтесь использовать на своей машине слишком большую торцевую фрезу. Я довольно легко остановил шпиндель моей мельницы мощностью 3 лошадиных силы, работающий на моем 3-дюймовом шпинделе. Конечно, это меньшая фреза, но вы должны иметь в виду, что даже если у вас достаточно мощности шпинделя, торцевая фреза будет передавать ее в вашу заготовку.Убедитесь, что он плотно прижат!
Присоединяйтесь к более чем 100 000 ЧПУ! Получайте наши последние сообщения в блоге, которые доставляются прямо на вашу электронную почту один раз в неделю бесплатно. Кроме того, мы предоставим вам доступ к некоторым отличным справочным материалам по ЧПУ, включая:
Формулы торцевого фрезерования | Коллекция формул обработки | Введение в обработку
На этой странице представлены формулы для расчета основных параметров, необходимых для торцевого фрезерования. Цифры, полученные в результате расчета, приведены только для справки.Условия обработки зависят от используемого станка. Используйте оптимальные условия в соответствии с вашими фактическими условиями обработки.
- π (3,14): Круговая постоянная
- DC (мм): Диаметр фрезы
- n (min -1 ): Скорость шпинделя
- памятка
Эта формула используется для расчета скорости резания на основе числа оборотов шпинделя и внешнего диаметра фрезы.
Пример:
Диаметр фрезы (DC) = 100 мм
Скорость шпинделя (n) = 400 мин. -1
В этом случае скорость резания (vc) составляет приблизительно 125.6 м / мин.
- vf (мм / мин): подача стола в минуту
- z: Количество зубьев
- n (min -1 ): Скорость шпинделя (подача fr = zxfz)
- памятка
Эта формула используется для расчета подачи на зуб из подачи стола в минуту (скорости подачи), количества зубьев и скорости шпинделя.
Пример:
Подача стола в минуту (vf) = 450 мм / мин
Количество зубьев (z) = 10
Скорость шпинделя (n) = 600 мин -1
В данном случае подача на зуб (f) равно 0.075 мм / т.

- fz (мм / зуб): подача на зуб
- z: Количество зубьев
- n (min -1 ): Скорость шпинделя (подача fr = zxfz)
- памятка
Эта формула используется для расчета подачи стола в минуту (скорости подачи) из подачи на зуб, количества зубьев и скорости шпинделя.
Пример:
Подача на зуб (fz) = 0,2 мм / зуб
Количество зубьев (z) = 8
Скорость шпинделя (n) = 600 мин -1
В этом случае скорость подачи стола составляет 960 мм / мин.
- L (мм): Общая длина подачи стола (длина материала (l) + диаметр торцевой фрезы (DC))
- vf (мм / мин): подача стола в минуту
- памятка
Эта формула используется для расчета времени обработки из общей длины подачи стола и подачи стола в минуту (скорости подачи).
Пример чистовой обработки блока из чугуна FC200 для получения плоской поверхности:
Ширина = 150 м
Длина = 250 мм
Используемые условия торцевого фрезерования:
Подача на зуб (fz) = 0.35 мм
Количество зубьев (z) = 12
Скорость шпинделя (n) = 200 мин -1
Скорость резания (vc) = 120 м / мин
Диаметр торцевой фрезы (D1) = 220 мм
В этом случае,
скорость подачи стола в минуту (vf) и общая длина подачи стола (L) составляют:
vf = 0,35 × 12 × 200 = 840 мм / мин
L = 350 + 220 = 570 мм
Подставьте эти значения в формулу:
Tc = L ÷ vf
= 570 ÷ 1120
= 0,679 (мин) × 60
= 40,74 (сек)
Время обработки (Tc) составляет примерно 40.74 секунды.
- памятка
Эта формула используется для расчета полезной мощности, необходимой для торцевого фрезерования, на основе глубины и ширины резания, скорости подачи стола в минуту, удельной силы резания и эффективности станка.
Пример расчета полезной мощности, необходимой для резки инструментальной стали:
Глубина резания (ap) = 5 мм
Ширина резания (ae) = 70 мм
Подача стола в минуту (vf) = 300 мм / мин
Другие условия:
Удельная сила резания (Kc) = 1800 МПа
КПД станка (η) = 80% (0.8)
Скорость резания (vc) = 80 м / мин
Диаметр фрезы (DC) = 250 мм
Количество зубьев (z) = 16
В этом случае сначала вы вычисляете скорость шпинделя (n), а затем подачу на зуб фрезы (fz).
Скорость шпинделя (n) = 1000 ・ vc ÷ π ・ D
= (1000 × 80) ÷ (3,14 × 250)
= 101,91 мин -1
Подача на зуб (fz) = vf ÷ (Z × n)
= 300 ÷ (16 × 101,91)
= 0,184 мм / зуб
Подставьте указанное выше в формулу:
Pc = (5 × 70 × 300 × 1800) ÷ (60 × 10 6 × 0.8)
= 3,937 кВт
Полезная мощность, необходимая для торцевого фрезерования (Pc), составляет примерно 3,94 кВт.
 Пример расчета полезной мощности, необходимой для резки инструментальной стали:
Пример расчета полезной мощности, необходимой для резки инструментальной стали: | Материал заготовки | Прочность на разрыв (МПа) и жесткость | Удельная сила резания Kc (МПа) для каждой подачи | ||||
|---|---|---|---|---|---|---|
| 0,1 (мм / зуб) | 0,2 (мм / зуб) | 0,3 (мм / зуб) | 0,4 (мм / зуб) | 0,6 (мм / зуб) | ||
| Низкоуглеродистая сталь (SS400, S10C и т. Д.) | 520 | 2200 | 1950 | 1820 | 1700 | 1580 |
| Средняя сталь (S45C, S50C и т. Д.) | 620 | 1980 | 1800 | 1730 | 1600 | 1570 |
| Твердая сталь (S55C, S58C и т. Д.) | 720 | 2520 | 2200 | 2040 | 1850 | 1740 |
| Инструментальная сталь (углеродистая инструментальная сталь (СК) и др.) | 670 | 1980 | 1800 | 1730 | 1700 | 1600 |
Инструментальная сталь (легированная инструментальная сталь (СКС) и др. ) ) | 770 | 2030 | 1800 | 1750 | 1700 | 1580 |
| Сталь хромомарганцовистая (карбид марганца (MnC) и др.) | 770 | 2300 | 2000 | 1880 | 1750 | 1660 |
| Сталь хромомарганцовистая (карбид марганца (MnC) и др.) | 630 | 2750 | 2300 | 2060 | 1800 | 1780 |
| Сталь хромомолибденовая (марки СКМ и др.) | 730 | 2540 | 2250 | 2140 | 2000 | 1800 |
| Сталь хромомолибденовая (марки СКМ и др.) | 600 | 2180 | 2000 | 1860 | 1800 | 1670 |
| Никель-хром-молибденовая сталь (SNCM415 и др.) | 940 | 2000 | 1800 | 1680 | 1600 | 1500 |
| Никель-хром-молибденовая сталь (SNCM439 и др.) | 352HB | 2100 | 1900 | 1760 | 1700 | 1530 |
| Аустенитная нержавеющая сталь (SUS304 и т. Д.) | 155HB | 2030 | 1970 | 1900 | 1770 | 1710 |
| Стальное литье (SCC и т. Д.) | 520 | 2800 | 2500 | 2320 | 2200 | 2040 |
| Чугун твердый | 46HRC | 3000 | 2700 | 2500 | 2400 | 2200 |
| Meehanite чугун (FC350 и т. Д.) | 360 | 2180 | 2000 | 1750 | 1600 | 1470 |
| Серый чугун (FC250 и др.) | 200HB | 1750 | 1400 | 1240 | 1050 | 970 |
Латунь (C3710 и т. Д.) Д.) | 500 | 1150 | 950 | 800 | 700 | 630 |
| Легкосплавные (Al-Mg, A5005 и др.) | 160 | 580 | 480 | 400 | 350 | 320 |
| Легкие сплавы (Al-Si, A4032 и др.) | 200 | 700 | 600 | 490 | 450 | 390 |
| Легкий сплав (Al-Zn-Mg-Cu, A7075 и др.) | 570 | 880 | 840 | 840 | 810 | 720 |
Дом
Мы не можем найти эту страницу
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}} *
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}}
{{addToCollection.description.length}} / 500
{{l10n_strings.TAGS}}
{{$ item}}
{{l10n_strings.ПРОДУКТЫ}}
{{l10n_strings.DRAG_TEXT}}
{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.LANGUAGE}}
{{$ select.selected.display}}
{{article.content_lang.display}}
{{l10n_strings.