Пайка пластикового бампера своими руками
Поговорим немного о ремонте пластмассовых деталях автомобиля. Их ремонт немного отличается от металлических поверхностей и имеет свои нюансы, которые следует знать, дабы облегчить себе работу в будущем.
Наверное самая ремонтируемая деталь на авто это передний бампер, так как он находиться спереди автомобиля и постоянно случаются какие-то происшествия с ним. Вследствие чего ремонт и пайка пластиковых бамперов очень востребован и овладеть этим ремеслом будет очень полезно.
Сразу скажу, что мы будем разговаривать о профессиональной сварке пластика. Так как этот метод считается самым лучшим, надёжным и качественным ремонтом. Если Вам предлагают ремонт при помощи сеточек, склёпок, стекловолокном и т.д. это всё «Ерунда» этим занимаются перекупы и «недомастера». Пластик эластичный он «играет» и всё это начинает лопаться и отваливаться! Проверенно на собственном многолетнем опыте
Сварка пластмассы
Важно!
При механической обработке пластмассы имейте в виду, что частицы пластика, также опасны для глаз, как и металлические.
Процесс сварки пластика позволяет отремонтировать любые пластмассовые детали. Будь то бампер, молдинги автомобиля или детали салона. Для пайки разработаны технологические процессы и выпускается специальное оборудование.
Перед началом работы первое что нужно сделать это определить тип пластика, который Вы намерены варить. На некоторых деталях обратной стороны есть расшифровка с кодом. Этот код соответствует законодательству об утилизации и он также позволяет определить тип пластмассы.
Далее приведены основные типы пластика:
- ABS — Акрилонитриловый бутадиеновый стирол.
- ASB/PC — Полимерный сплав вышеуказанного.
- PA — Полиамид (Нейлон).
- PBT — Полибутилен терефтолат.
- PC — Поликарбонат.

- PE — Полиэтилен.
- PP — Полипропилен.
- PVC — Поливинилхлорид.
- GRP/SMC — Стеклопластик (не вариться)
- PUR — Полиуретан (не все полиуретаны можно сваривать).
- PP/EPDM — Полипропилен/Этилендиеновый каучук.

Самые распространенные из них, которые используются на автомобилях сейчас, это пластики ABS, PP, PA, PE. Самый простой в пайке это PP — Полипропилен. Тяжело паяется PA — Полиамид, требует высокой температуры при работе. Практически не паяется PE — Полиэтилен, как с ним работать расскажу как-нибудь в другой раз.
Процесс пайки пластмасс несложен, особенно для того, кто имеет опыт газовой сварки. Но в нём есть особенности, о которых надо знать.
Важно заметить, что пластмассы делятся на пару групп: термореактивные и термопластичные. К первой группе относятся стеклопластики (и некоторые другие) — они не свариваются, потому что термореактивные пластмассы не размягчаются при нагревании. К счастью, большинство пластмасс, применяемых в автомобилях, относятся к группе термопластов. Если Вам надо отремонтировать деталь из стеклопластика, это уже другой вид работы, поговорим об этом позже.
Необходимый инструмент для пайки (сварки) пластика.
Для работы нам потребуется:
- Специальный фен для пайки и насадки к нему.
- Припой для пластика.
- Обычный паяльник с острым наконечником, желательно по мощнее.
- Шлифовальная машинка, с абразивными кругами.
Если Вы не можете найти прутков для пайки, их можно вырезать самому из схожего по составу старого не нужного пластика, бамперов и т.д.
Если же Вы приобретаете готовый припой, то каждая упаковка сварочных прутков имеет маркировку в соответствии с указанным выше кодом пластмассы. Таким образом, если Вам известна пластмасса, из которой изготовлена деталь, подлежащая ремонту, смело берите пруток с нужной маркировкой.
Если Вы не знаете тип своей пластмассы, выберите похожий по внешнему виду пруток и попробуйте его приварить на обратной стороне детали. Эксперимент может закончиться успешно или неуспешно!
Если сварка детали никак не удается (бывает и такое), то единственный возможный в этой ситуации вариант — химический способ восстановления. Об этом расскажу в другой статье.
Как спаять трещину на бампере (пример).
И так, приступим к ремонту пластикового бампера. Первое что необходимо сделать, это зачистить шлифовальной машинкой, до голого пластика место ремонта. Я использую Эксцентриковую шлиф машину. Далее удалить загрязнения, обезжирить растворителем. Затем паяльником разделать трещину по всей длине в виде V — образной канавки. Это нужно чтобы туда лёг припой, для качественной спайки.
Далее включаем фен выставляем нужную температуру. Температура для сварки бампера где-то от 300 до 600 градусов, в зависимости от типа пластика. Начинайте от начала трещины. Держите фен по углом и на расстоянии 0.5 — 1 см. от детали и припоя и ведите равномерно до края трещины, наблюдая за тем как ложиться припой. Не прислоняйте насадку фена слишком близко, так как можно легко продырявить деталь насквозь.
Важно!
Обязательно пропаивайте шов с обеих сторон. Причём сначала изнутри затем с лицевой стороны.
Дайте шву остыть. Можно приступать к его обработке. Сравняйте выступающий слой припоя машинкой. Далее все действия выполняются в обычном порядке. Шпаклюется (если требуется), грунтуется, и краситься.
насадки для сварочных фенов. Как паять своими руками термофеном? Принцип действия и сферы применения
Строительный фен (или термофен) является востребованным инструментом при осуществлении различных ремонтных работ. В круг его возможностей входят сушка, пайка, сваривание, нарезка и изгиб материала. Но потенциалы его применения значительно обширнее. Находчивый человек способен придумать массу возможностей применения данного инструмента, поскольку современный термофен для сварки пластика даёт возможность производить работы различной сложности за короткий промежуток времени. Даже недорогие образцы способны помочь произвести простой ремонт ПВХ труб в жилище, не говоря уже о специализированных строительных (технических, промышленных) устройствах, предназначенных для выполнения крупномасштабных работ.
В круг его возможностей входят сушка, пайка, сваривание, нарезка и изгиб материала. Но потенциалы его применения значительно обширнее. Находчивый человек способен придумать массу возможностей применения данного инструмента, поскольку современный термофен для сварки пластика даёт возможность производить работы различной сложности за короткий промежуток времени. Даже недорогие образцы способны помочь произвести простой ремонт ПВХ труб в жилище, не говоря уже о специализированных строительных (технических, промышленных) устройствах, предназначенных для выполнения крупномасштабных работ.
Особенности
Процедура пайки строительным феном сопряжена с большой затратой энергоресурсов, потому как мощность нагревателя порою достигает 2,5 кВт. Это способствует высокой производительности – 300-400 л/мин. Поток разогретых воздушных масс оказывает воздействие на большую площадь, что порой неудобно при необходимости воздействия на определённую точку. В связи с этим сварку пластика посредством фена осуществляют с использованием насадок для быстрой пайки, которые дают возможность подать присадочный материал прямиком в область соединения.
Виды фенов и насадок
Ручные термофены для пайки полимеров бывают 2-х видов:
- бытовой;
- промышленный.
Конструкция у них одинаковая, различия лишь в возможностях и вспомогательных функциях.
Промышленные устройства имеют большую мощность и высокую температуру разогрева воздуха. Посредством их, к примеру, выполняют сборку крупных трубопроводов. Более того, подобные устройства практикуются в связке со специализированной паяльной установкой.
В домашних условиях вы едва ли станете использовать подобное оснащение, к тому же оно очень дорогое.

Бытовые сварочные фены функционируют от простой розетки и разогревают воздух до 600° C. Таким образом, с их помощью можно сделать следующее:
- отремонтировать ПВХ трубы на дачном участке;
- восстановить лопнувший пластмассовый бампер на собственном автомобиле и т. д.
Бытовые приборы малогабаритные и лёгкие, не отнимают много пространства и довольно экономны в вопросе потребления электрической энергии.
При реализации фена он комплектуется разными насадками. Их другое наименование – сопла либо форсунки. Зачастую для работы комплекта не хватает, но приспособления можно докупить отдельно. Большой выбор увеличивает возможности применения термофена посредством изменения мощи и формы потока воздуха.
Рассмотрим особенно используемые насадки:
- Круглая фокусирующая требуется для неконтактной пайки медных трубок. Присадочный материал (прутки, изготовленные из полиэтилена либо пропилена) для пластика дают возможность запаивать щели во всевозможных конструкциях, наклеивать мебельный шпон.
- Плоская – посредством её убирают старую шпатлёвку либо лакокрасочное покрытие, остатки облицовочных материалов.
- Рефлекторная прогревает пластиковые трубы перед их загибом.

- Шлицевая (щелевая) требуется для пайки изделий из поливинилхлорида.
- Режущая (резная) требуется для вырезки разнообразных фигур из пластмассы.
- Сварное зеркало практикуется при стыковом способе пайки полимеров.
- Сварная насадка предназначена для соединения сварных кабелей.
Насадка подбирается исходя из планируемой работы с термофеном.
Сопло для пайки пластмассы
Выполнить ремонт изделий из пластика значительно проще, нежели из металла. Для этого не требуется большая температура, использование трансформаторов. Достаточно задействовать промышленный термофен и верно подобрать вспомогательные компоненты.
Для пайки предметов из пластика сгодится специализированное плоское V-образное сопло. Оно оснащается сварочным прутком, который является припоем. Структура прутка должна быть такой же, что и соединяемый материал.
Структура прутка должна быть такой же, что и соединяемый материал.
Насадка – сварочный наконечник
Он состоит из 2 трубок, соединённых под углом. По одной трубке идёт разогретый воздушный поток в рабочую область, по другой – размягчённый сварочный пруток. Его структура полностью совпадает с материалом свариваемого предмета.
Сопло для фена
Сопло являет собой трубку с разным сечением, становящуюся к выходу уже. Благодаря этому возрастает скорость и давление выходящего разогретого воздушного потока.
Можно практиковать для разогрева труб из поливинилхлорида перед загибом, наклеивания предохранительной и клеящей ленты либо шпона, сваривания деталей.
Насадка для оформления швов промеж полотен
Для пайки линолеума практикуют насадку, оснащённую держателем для ленты из полимерных материалов, посредством которой и осуществляется сварка.
Сферы применения
В настоящее время термофен с насадками практикуется как в домашних условиях, так и на больших предприятиях для решения различных задач. Один инструмент не в силах исполнять большинство функций, однако с комплектом насадок устройство становится многофункциональным и применяется:
Один инструмент не в силах исполнять большинство функций, однако с комплектом насадок устройство становится многофункциональным и применяется:
- для соединения и обработки швов;
- заделки трещин, деформаций, неровностей;
- спаивания предметов из плёнки на базе полимеров, пластика с иными материалами;
- работ по устройству кровель;
- монтажных, демонтажных, восстановительных работ в автомобильной сфере.
Помимо указанных выше мероприятий, термофен с насадками может выполнить массу иных работ, где практикуются мягкие полимерные материалы и необходимо термическое воздействие.
Как паять своими руками
Надо сказать, что термофеном для пайки пластика не так легко работать, как может выглядеть со стороны, поскольку у полимеров температура плавления различается. У поливинилхлорида она составляет 150-220° C, у полипропилена – 160° C.
Отступление в какую-либо из сторон повлечёт непровар стыкового соединения либо перегрев, что равным образом неудовлетворительно скажется на качестве окончательного результата.
Новичкам желательно попробовать спаять какой-нибудь черновой материал.
Для осуществления пайки термопластичного полимера понадобятся:
- сам термофен;
- ряд сопел к нему;
- сварочный пруток (лента).
От верно подобранного сопла на фен находится в зависимости надёжность выполненного соединения. Для пайки толстых предметов желательно применять насадку диаметром 5-8 миллиметров.
Имейте в виду, что не все термофены комплектуются нужным количеством сопел, поэтому потребуется их докупать.
Припой представляет собой специальные прутки полимера, которые при нагревании плавятся и заполняют собой пространство промеж соединяемых заготовок.
Наряду с этим края деталей также плавятся, что ведёт к спаиванию элементов в одно целое. Стык выходит крепким благодаря молекулярным связям припоя с пластмассовыми заготовками. Под любой тип пластика потребуется искать свой тип прутка.
Следует приготовить определённый вспомогательный инструментарий и материалы для пайки. Понадобится напильник либо наждачка, растворитель, ножик для обрезки лишнего припоя после его затвердевания.
Процесс пайки:
- Первым делом, как говорилось ранее, подбирают прутки пластика под материал спаиваемых деталей, дополнительно настраивается режим температуры пайки. Для этого требуется точно знать разновидность пластика. Обозначение, как правило, находится с оборотной стороны изделия.
- Выполняют зачистку сопрягаемых областей наждачкой либо напильником, а при необходимости используют растворитель.
- Затем в область пайки вставляют пруток. Вся область разогревается феном, принимая во внимание температуру плавления. Следует выдержать нужное время, чтобы припой и края деталей как следует прогрелись. При этом необходимо одинаково греть оба изделия.
- После того как пластик под воздействием термофена станет плавиться, пруток вдавливают в область соединения. При применении промышленных термофенов практикуется специализированная машинка, посредством которой осуществляется уплотнение расплавленного прутка промеж пластиковых деталей. Под давлением машинки совершается уплотнение. Это укрепляет стык.
- После завершения работ, как только пластик охладится и будет прочным, необходимо срезать весь лишний материал до поверхности сопрягаемых деталей. Для этой цели, как правило, применяется специализированный серпообразный нож.
 Под давлением машинки совершается уплотнение. Это укрепляет стык.
Под давлением машинки совершается уплотнение. Это укрепляет стык.Если выполнить это трудно, в таком случае надо немножко разогреть место сопряжения тем же термофеном.
Только не перестарайтесь! Излишний нагрев пластика способен спровоцировать расслаивание.
Наглядный обзор пайки пластика термофеном на примере бака от стиральной машины представлен в следующем видео.
Ремонт пластиковых деталей
Ремонт пластиковых деталей
На главную В мастерскую
Ремонт пластмассовых деталей
В современном автомобиле множество запчастей изготовленных из
пластмассы. Само собой что по ряду причин иногда они ломаются. Самое досадное
в данной ситуации то что наряду с высокой ценой их довольно проблематично купить,
даже под заказ. Может конечно повезти и нужная запчасть найдется на авторазборке,
но чтобы не зависеть от случая будет не лишним освоить их ремонт в «домашних
условиях».
Прежде чем начать разговор о собственно ремонте, давайте определимся с некоторыми терминами и понятиями принятыми в данной сфере деятельности.
Полимеры (от греч. polys — многочисленный, обширный и meros — доля, часть) — вещества, молекулы которых состоят из большого числа повторяющихся звеньев.
Пластические массы (пластмассы, пластики) — материалы, представляющие собой композицию, связующую основу которой составляет полимер. Они могут содержать наполнители, пластификаторы, стабилизаторы, пигменты и др. В зависимости от характера превращений, происходящих в полимере при формовании изделий, они подразделяются на термопласты и реактопласты. Для производства пластиковых бамперов используются оба вида пластмассы.
Термопласты (термопластичные пластмассы) — материалы, сохраняющие способность многократно плавиться при нагревании. Поэтому детали, изготовленные из термопласта, поддаются сварке.
Реактопласты (термореактивные пластмассы) — материалы, в которых при формовании изделия происходят необратимые химические реакции, приводящие к потере способности плавиться при нагревании. Они стойки к растворителям или незначительно набухают под их воздействием. Детали из этого вида пластмасс НЕ поддаются сварке.
Адгезия (от лат. adhaesio — прилипание) — способность одного материала удерживаться на другом при различных механических и климатических воздействиях. Например: лакокрасочного покрытия на стали, клея на пластмассе и т.д.
Виды повреждений, которые могут получить пластиковые детали:
Царапины — несквозные дефекты поверхности в виде борозд. Бывают поверхностные — нарушающие только лакокрасочное покрытие (ЛКП), и глубокие, из-за значительной глубины которых при дальнейшей эксплуатации возможно образование трещин.
Вмятины — изменение формы поверхности (деформация) из-за местного растяжения пластмассы.
Трещины — узкие сквозные повреждения различной длины и конфигурации. Они не только снижают прочность и жесткость конструкции, но и увеличивают свою длину («растут») под действием вибрации.
Они не только снижают прочность и жесткость конструкции, но и увеличивают свою длину («растут») под действием вибрации.
Проломы — сквозное разрушение, при котором происходит отламывание фрагментов и образуется отверстие.
Определение типа полимера
Первым делом необходимо определится к какому типу пластмасс
принадлежит материал, из которого изготовлена наша деталь. Полимер обозначают
с помощью буквенного кода на внутренней стороне детали (в большинстве случаев).
Как наиболее часто встречающиеся можно выделить следующие типы:
ABS — Акрилонитриловый бутадиен стирол (очень часто из этого материала сделан обвес мотоциклов и мопедов)
PA — Полиамид
PC — Поликарбонат
PE — Полиэтилен
PP — Полипропилен
PP/EPDM — Полипропиленовая/ этилен-пропиленовая резина
PС/PВТ — Поликарбонат/терефталат полибутилена
PBT/PC — Терефталат полибутилена/ поликарбонат
PUR — Полиуретан
GF — Усиленный стекловолокном
При отсутствии маркировки тип пластмассы можно определить косвенно. Для этого используют отломившийся кусок или отделяют его в малозаметном месте. Дальше плавим- поджигаем — смотрим и вдыхаем «аромат»:
ABS — Хрупкий, при попытке согнуть изгиб белеет. Переход из твердой фазы в жидкую происходит очень быстро. Очень текучий. При перегреве пузырится. Сильно коптит. Пламя со вспышками, оранжевым пламенем. Запах, как каучук. Не гасит себя. Легко растворяется в ацетоне.
PA — При попытке согнуть изгиб белеет. Плавится тяжело, вязкий. Горит плохо.
Пламя с желтым цветом, синим в основании и вспышки пламени. Тает и пенится. Резкий запах, как муравьиная кислота.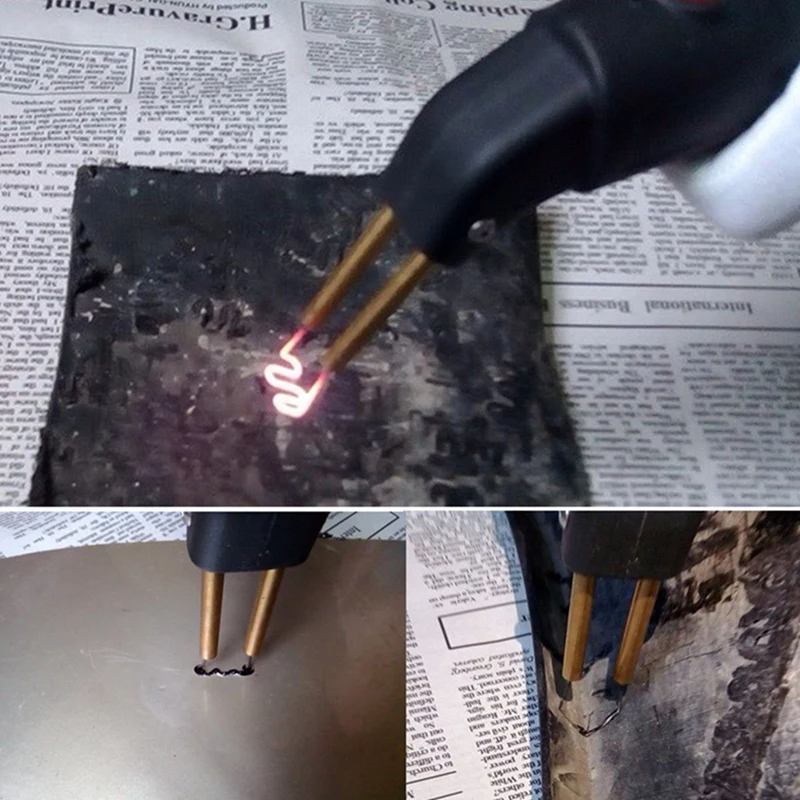 Гасит себя. Не растворяется.
Гасит себя. Не растворяется.
PC —
Пламя со вспышками, желтым огнём и пылающим пеплом. Запах карамели. Частично гасит себя.
PE —
Пламя с ясным пламенем, синим в основании, желтой вершиной, капли во время горения и запах, как стеарин. Не гасит себя.
PP — Гибкий и прочный на разрыв. Размягчается по мере нагрева. Горит почти без копоти.
Пламя с ясным пламенем, синим в основанием, желтой вершиной, капли во время горения. Запахи, как нефть или воск. Не гасит себя. Не растворяется.
В принципе, через некоторое время, необходимость в поджигательстве пропадает
— с опытом вы научитесь уже по внешнему виду определять большинство типов пластмасс,
а также стоит или нет затевать ремонт 🙂
Выбор вида ремонта.
От характера повреждения детали и ее материала зависит способ
ремонта. Если царапины неглубокие и нарушают только лакокрасочное покрытие (ЛКП),
ремонт сводится к восстановлению внешнего вида. Глубокие царапины зашпаклевывают
перед покраской. В тех случаях когда из-за значительной глубины повреждения
при дальнейшей эксплуатации возможно образование трещин, дефект подвергают сварке
или склеиванию.
Ремонт нагревом
Используется для устранения вмятин на термопласте. После постепенного прогрева
деформированной поверхности(желательно чтобы температура не превышала 200 градусов),
прикладывается механическое усилие до восстановления первоначальной формы изделия.
Не рекомендуется откладывать ремонт, особенно в теплое время, так как пластмассе
будет сложнее придать первоначальную форму.
Склеивание
Это процесс создания неразъемного соединения за счет адгезии клеящего состава (клеевой композиции) к соединяемым деталям.
Ремонт склеиванием не менее распространен, чем сварка, и является единственно возможным способом ремонта изделий из термореактивных пластмасс. Использование современных клеевых композиций позволяет ремонтировать как термопласты, так и реактопласты.
Использование современных клеевых композиций позволяет ремонтировать как термопласты, так и реактопласты.
Клеевые композиции (клеи) для ремонта пластмассовых деталей представляют в своем большинстве высокомолекулярные соединения, которые после затвердевания превращаются в полимерный материал.
Правильный выбор клея необходим для высокого качества ремонта. Это обеспечит лучшую адгезию клеевой композиции к данному типу пластика и одинаковые физические свойства материалов бампера и шва после его отвердения. Для проверки желательно производить контрольное склеивание. (более подробно данный вид ремонта рассмотрен в статье Ремонт пластикового бампера)
Сварка
Процесс получения неразъемного соединения фрагментов (осколков) поврежденного участка путем их местного сплавления. Сварка — более прочный способ ремонта, чем склеивание, поэтому она предпочтительнее для изделий из термопластов. Этот вид ремонта мы разберем более подробно.
Сварка пластмасс
Формально ничего сложного в сварке пластмассы нет. Нагрел до
нужной температуры, соединил, дал остыть. Однако важный момент — нагрев до нужной
температуры. Я бы выделил такие градации нагрева:
1. Нагрев до температуры пластичности — материалу можно придать определенную форму, изгиб в нужном направлении.
2. Нагрев до температуры плавления — можно сваривать поврежденные участки, добавлять недостающие вставки.
3. Нагрев до температуры разрушения — материал после этого остынет и внешне
вам даже будет казаться что процесс пайки увенчался успехом, однако шов будет
хрупким и будет содержать продукты разложения пластмассы — что естественно скажется
на его прочности.
Тип материала | Температура плавления, градусы | Температура разрушения пластика, градусы | Рекомендуемая температура сварки, градусы |
| ABS | 350 | 380-400 | 350-370 |
| PA | 400 | 450-470 | 400-440 |
| PC | 350 | 380-400 | 350-370 |
| PE(мягкий/твердый) | 270/300 | ||
| PP | 300 | 350-370 | 300-340 |
Обычно проблемы с перегревом случаются при сварке-пайке обычным
паяльником, поскольку невозможно строго выдержать нужную температуру, кроме
того немалую роль играет температура окружающей среды. Так надежно спаять деталь
Так надежно спаять деталь
из ABS паяльником у меня не получалось, но однажды осенью, когда похолодало,
спаял на ура. Мощность паяльника осталась неизменной, а часть тепла шла на «борьбу
с похолоданием». Вот и получилось что эффективная температура как раз в
пределах допуска температуры плавления. Хорошо паяется паяльником полиамид,
результат вполне надежный. Полипропилен пережигается, но результат тоже сносный.
ABS я бы не советовал ремонтировать используя паяльник.
А так вообще незаменимый инструмент. Только нужно чтобы был
достаточно мощный (я использую 100W), и с загнутым жалом, чтобы можно было разравнивать
расплавленный пластик. Не лишним будет и старый добрый выжигатель по дереву,
когда нужно сделать тонкую работу, без него не обойтись, да и температура там
регулируется. По большому счету мелкие и несложные дефекты можно устранить этими
инструментами, для более сложных и запущеных случаев понадобится специальный
инструмент — фен (термовоздуходувка). В магазинах много строительных фенов,
они нам не подойдут. Поскольку обычно у них только две температуры 350/550 и
нерегулируемая подача воздуха. Специальный фен имеет плавную регулировку температуры
и подачи воздуха, ну и цену на порядок больше чем у строительного фена. Профессиональные
термовоздуходувки (Leister, Steinel) не совсем напоминают фен, легкие и удобные
в использовании, единственный недостаток — высокая цена.
Я для себя решил эту проблему купив полупрофессиональный фен Steinel 2310LCD, с плавной регулировкой (шаг 10 градусов) от 50 до 650 градусов, и регулировкой потока воздуха.
Кроме фена понадобятся также насадки для сварки.
Редукционная насадка, насадка для быстрой сварки, шлицевая насадка
Сварка происходит так. Деталь зачищают по обе стороны от будущего сварного шва на ширину 15 мм. Концы трещин засверливают для предотвращения их роста, а кромкам придают V-образный профиль с углом 90° глубиной до 5 мм например специальной фрезой.
Деталь зачищают по обе стороны от будущего сварного шва на ширину 15 мм. Концы трещин засверливают для предотвращения их роста, а кромкам придают V-образный профиль с углом 90° глубиной до 5 мм например специальной фрезой.
Подбирают присадочные прутки из пластика соответствующего состава — идентичного материалу детали. Желательно производить пробную сварку для проверки однородности (совместимости) материалов прутка и детали, а также для подбора температуры нагрева, скорости перемещения фена и усилия вдавливания. В течение 5-10 минут прогревают фен, чтобы температура горячего воздуха стабилизировалась. А вы пока складываете из обломков всю «картинку». Обломки проще всего закрепить в нужном положении при помощи специальных струбцин-прищепок. Чтобы облегчить начальную стадию сварки, нужно заострить конец прутка.
При сварке нужно наклонить пруток под углом 45° (или использовать насадку для быстрой сварки) и придавливать его в сторону шва с усилием. Поток горячего воздуха направлять больше в сторону прутка припоя.
Термопласты не имеют явно выраженной точки плавления, а постепенно переходят из твердого состояния в вязкотекучее. Поэтому для получения сварного шва необходимо упереть пруток в зону плавления и после размягчения пластика вдавить в шов до требуемого сечения.
Для сохранения первоначальных свойств пластика нагрев при сварке должен быть кратковременным и производиться потоком воздуха строго определенной температуры.
Сварку проводят в два этапа. Сначала скрепляют края поврежденного участка с помощью предварительной (скрепляющей) сварки. Она позволяет зафиксировать взаимное положение соединяемых фрагментов и исправить их небольшую деформацию. Для облегчения операции используют струбцины. Скрепляющая сварка выполняется короткими швами (прихватками) по всей длине будущего соединения. После нее производят окончательную сварку. Получаемый шов должен незначительно возвышаться над свариваемой поверхностью и быть гладким.
После нее производят окончательную сварку. Получаемый шов должен незначительно возвышаться над свариваемой поверхностью и быть гладким.
В зависимости от характера повреждения и доступности места ремонта сварку производят с внутренней или лицевой стороны. При толщине стенки 5 мм и более — с двух сторон.
После того как место сварки остынет производим окончательную доводку и подготовку
под покраску — шлифуем (начинаем с наждачки 100-120, потом 180, доводка 320),
шпаклюем (специальной шпаклевкой для пластмассы). Дальше красим и пользуемся.
Как видите процесс не особо сложный, но позволяющий сэкономить и деньги и время.
Дополнительные материалы:
Сварка горячим воздухом
Сварка пластмассовых автодеталей (Leister)
Справочник по сварке и склеиванию пластмасс.
В статье использовались материалы с сайтов http://www.scs.clan.su и http://vitz.ru, а также материалы руководства по сварке пластмассовых автодеталей аппаратом горячего воздуха Leister Triac «S».
Используются технологии uCoz
Пайка пластика без армировки
Очень часто бывает так, что пластиковая деталь или ее
крепление лопается, отрывается и так далее. Покупать из-за какой-то мелкой
крепежки новую деталь не очень хочется. Остается ремонт с помощью пайки и с последующим
укреплением содой с суперклеем. Но обо всем по порядку.
Может быть так, что деталь просто треснет: тут можно сразу переходить к пайке. Но
бывает так, что пластик деформировался, тогда перед пайкой необходимо вернуть
его к первоначальному положению, и сделать это можно строительным феном.
После этого берем паяльную станцию (по сути, это обычный
паяльник с тонким жалом, температуру которого можно регулировать, делая так,
чтобы тот или иной пластик не горел, а плавился).
Аккуратно пропаиваем вглубь, накладывая стежок за стежком, и
пропаивайте на 5-10 мм больше чем есть трещина. Просто может быть так, что
Просто может быть так, что
трещина внутренняя и на поверхности ее не видно. Так пропаиваем каждую трещину,
в итоге получаем подобную паутину швов.
Точно так же делаем и с обратной стороны детали.
После проделанного швы нужно обработать, сделать вровень с
основной поверхностью, да и подготовить всю поверхность в целом, если, конечно,
это требуется, но самое главное — шов. А делаем это обыкновенной наждачкой,
зернистостью около 100.
Вроде бы все? Но нет, теперь самое интересное!
Нам потребуется обыкновенная пищевая сода и любой суперклей.
На спаянном шве между стяжками есть расстояние, которое
необходимо заполнить, чтобы придать всему этому делу окончательную жесткость и
полную уверенность в надежности спайки.
Берем суперклей и наносим тонким слоем его в шов. Следите, чтобы каждая полость
шва была заполнена. Выдерживаем так около 10 минут.
После этого наносим еще один слой суперклея и посыпаем все
это сверху содой!
Сода вступает в реакцию с суперклеем, после чего все это
кристаллизуется и получается каменный шов! Все пространство между стяжками
заполнено и жестко скреплено, шов получается сверх крепким, когда попробуйте
сами, вы все поймете)
Если требуется, для покраски, например, шов можно так же
обработать наждачной бумагой.
Таким же образом был спаян щиток вилки. Шов обрабатывать не
стал, нет смысла просто.
Надеюсь, что данный способ ремонта пластика кому-то пригодится)
Ремонтируем пластик
Пластиковые детали составляют достаточно немалую часть автомобиля, но как их чинить, когда они деформируются?
Ремонт пластика может осуществляться не только в автомалярном цеху. С подобными проблемами сталкивается практически каждый автомобилист, но зачастую времени специально для таких мелочей не находится. А, как известно — чем больше клиент может сделать в одной мастерской, тем меньше он задумывается об альтернативе. Поэтому повышаем лояльность к сервису и учимся новому.
Поэтому повышаем лояльность к сервису и учимся новому.
С развитием альтернативных материалов растет их использование в автомобилестроении. Металл, которому отдавалось предпочтение на конвейере в автомобильной промышленности, все больше уступает место пластиковым деталям. Постоянное развитие технологий и тут не стоит на месте, поэтому промышленность все чаще внедряет новые материалы, которые получают повсеместное распространение. Но пластики различаются по многим параметрам, что отражается на их деформациях и ремонте. И эту информацию стоит знать.
Ряд сервисменов и автолюбителей не воспринимают подобную услугу, ввиду потери первоначальных эксплуатационных свойств. И правда, иногда создается впечатление, что попахивает кустарщиной. Зачем ремонтировать то, что можно купить? Ведь сегодня практически не существует проблем с запчастями и если новые стоят дорого, то можно найти уже бывшую в употреблении. Но актуальность ремонта возрастает, так как цены на все комплектующие выросли в разы, а страховые выплаты с кризисом уменьшаются, и рассчитывать приходится на свои кровные. Поэтому вопрос уже поворачивается другой стороной. К тому же есть множество комплектующих, которые доступны только под заказ, встречаются редкие автомобили или необычные модификации исполнений модели.
Также нередко дефекты являются незначительными. Скажем, распространенный наезд юбкой бампера на бордюр, после которого внизу что-нибудь трескается, отваливается или торчит. В таком случае обидно менять целый бампер из-за небольшого и малозаметного повреждения.
Узкоспециализированная услуга по пайке пластика – редкость, поэтому это хорошая возможность создать специализацию или допуслугу на СТО. В кузовном цеху миссия выполнения подобных операций зачастую возложена на арматурщика, который помимо остального занимается разборкой-сборкой кузова.
Инструментарий
Основой для выполнения ремонтных работ является воздуходувка, в паре с которой понадобится паяльник. В дополнение для пайки нужны пластиковый припой, и различные абразивные инструменты, наждачная бумага различной зернистости для обработки. Исходя из того, что ряд пластиков достаточно тугоплавкий, мощность паяльника должна начинаться от 100 Ватт.
В дополнение для пайки нужны пластиковый припой, и различные абразивные инструменты, наждачная бумага различной зернистости для обработки. Исходя из того, что ряд пластиков достаточно тугоплавкий, мощность паяльника должна начинаться от 100 Ватт.
Найти воздуходувку или промышленный (строительный) фен не составит никакого труда, но для пайки пластика важно обеспечить несколько критериев. Фен должен нагреваться до температуры не меньше 450-500 °С и иметь возможность регулировки температуры. Это важно, чтобы не перегреть пластик в процессе пайки (он имеет свойство разрушаться), а также обеспечить плавное нагревание.
Для пайки используются специальные сварочные пластиковые электроды, которые пропаивают с помощью специальной насадки на фен. В крайнем случае, можно использовать остатки ненужного пластика той же марки.
Перед началом выполнения работ важно выяснить тип пластика поврежденной детали. Дело в том, что в зависимости от необходимых эксплуатационных свойств в автомобилях применяют огромное количество различных пластмасс и их модификаций.
Большинство применяемых пластиков автомобильного «оперения» (бамперы, юбки, молдинги и пр.) термопластичны, то есть ремонтопригодны и поддаются пайке. Наиболее распространенными являются пластики с маркировкой ABS, PA, PP, PC, PE. Разницу составляет лишь температурный режим. Но реже также встречаются термореактивные пластики, которые в процессе литья подвергаются необратимым изменениям, и качественно спаять которые не получится исходя из их физико-химических свойств.
В зависимости от вида пластика различается температура плавки, материалы по-разному реагируют на деформацию, агрессивную среду и пр. Для качественного соединения, необходимо подбирать припой из того же типа пластика, что и изделие. Маркировку можно найти с тыльной стороны. Также не лишним будет заметить, что пластик может не только плавится, но и разрушаться. И температурная разница между этими процессами составляет всего 30-50 °С. Например, рабочая температура для пайки ABS пластика составляет 350-370 °С, а температура его разрушения равна 380-400 °С. То есть при пайке нужно быть крайне осторожным в выборе температурного режима.
Например, рабочая температура для пайки ABS пластика составляет 350-370 °С, а температура его разрушения равна 380-400 °С. То есть при пайке нужно быть крайне осторожным в выборе температурного режима.
Применяемых в автомобиле разновидностей пластиков достаточно много.
Температурные режимы пластиков, °С
|
Материал
|
Плавление
|
Разрушение
|
Сварка
|
|
РР (полипропилен)
|
300
|
350-370
|
300-340
|
|
ABS
|
350
|
380-400
|
350-370
|
|
РА (полиамид)
|
400
|
450-470
|
400-440
|
|
PC
|
350
|
380-400
|
350-370
|
|
PE
|
270-300
| ||
|
PP
|
300
|
350-370
|
300-340
|
До начала работ
Для начала стоит оценить масштаб трагедии, выяснить насколько велики повреждения и получится ли отремонтировать деталь. При обширных повреждениях трудозатраты могут оказаться настолько большими, что попросту не будет смысла делать работу – за те же деньги можно купить целую деталь.
При обширных повреждениях трудозатраты могут оказаться настолько большими, что попросту не будет смысла делать работу – за те же деньги можно купить целую деталь.
Перед пайкой нужно подготовить поверхности — протереть и обезжирить для хорошего соединения.
Вмятины
Все пластиковые детали обладают определенной пластичностью, поэтому склонны к деформациям. На образовавшиеся вмятины или выпуклости пластика необходимо воздействовать струей горячего направленного воздуха из воздуходувки. Чтобы обеспечить равномерный нагрев следует направлять струю размеренными круговыми движениями с тыльной стороны детали. Так удастся избежать перегрева и обеспечить плавное воздействие. Обязательно следить за температурой, чтобы она не превышала порог плавления.
Под воздействием горячего воздуха внутренние напряжения в детали ослабевают и она может сама выровняться. Для выравнивания геометрии нужно осторожно воздействовать на повреждения с изнанки с помощью твердого тупого инструмента, подручного средства. После работы воздуходуйкой нужно обработать поверхность грубым абразивом. При необходимости процедуру следует повторить. Выполнять до готовности детали поступить на покраску.
Способы соединения пластика
Для ремонта и соединения пластиковых деталей применяют также различные клеевые составы. Однако такие клеи подойдут не для всех типов пластиков, а хороши будут для бамперов из стекловолокна и других материалов, не поддающихся пайке (термореактивных или реактопластов).
Вообще стоит отметить, что использование клея при ремонте бампера – не очень хорошая идея. Профессиональные клеевые составы стоят достаточно дорого, поэтому выбор падает на более бюджетные варианты. А такие клеи не обеспечивают надежности соединения. Кроме того клеевое соединение также имеет свои нюансы в технологии, которые далеко не всегда соблюдаются. Также неэффективным считается пропайка или проклейка повреждений сеткой – чаще всего такого ремонта хватает на один сезон.
Самым надежным соединением является пайка пластика таким же пластиковым электродом. Этому способу уделим пристальное внимание.
Так как пластик при нагреве выделяет токсические вещества, которые поражают слизистые оболочки, то правильным и важным является применение средства защиты глаз и дыхательных путей. Пользование очками и респиратором – стандартное правило для работы в малярно-кузовном цеху.
Для соединения пластиковых деталей нужно как можно лучше зафиксировать их, чтобы в процессе пайки они оставались неподвижны. Для этого применяются различные фиксаторы, зажимы, струбцины, а сопрягаемые поверхности можно соединять скобами для степлера. Правда перед использованием нужно немного укоротить усики, чтобы скоба не прошивала деталь насквозь.
После этого с обратной стороны начинается пайка паяльником. Для этого паяльником намечается паз, глубиной примерно соответствующей толщине электрода. Затем пластиковый электрод или предварительно вырезанный и подходящий по составу кусок ненужной детали нагревается воздуходувкой до температуры плавления. С помощью электрода сопрягаемые детали соединяются, а соединение ровняют паяльником. Через несколько минут, после остывания соединение шлифуется. Для этого можно использовать абразив, шлифовальную машинку или специальные насадки на дрель.
Для начала деталь пропаивается слегка, чтобы наметить правильную фиксацию. Если все идет хорошо, то весь шов пропаивается и с внутренней стороны, потом и с внешней поверхности детали. Соединение нуждается в усилении при обширных повреждениях — для этого пропаивают не только по месту разрыва, но и поперек.
Как паять пластмассу
Как я паяю бампера и любую пластмассу — DRIVE2
Всегда поражался когда видел, как люди вместо способа которым делаю я, сверлят дырки и «заштопывают» бампер. Допустим так:
Вышивание по бамперу
Или так:
Зато не отвалится!
Или подручными средствами:
Я его слепила из того что было…
И даже с юмором: (тут я ставлю много плюсов создателю этого шедевра!)
Штопка бампера, для Тани!
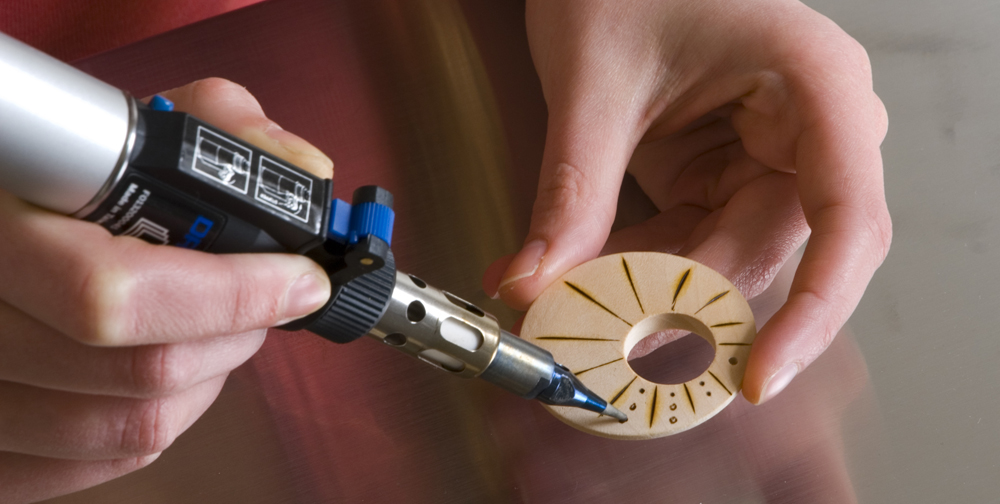
Ну а я делаю так (на примере держателя для полотенца) —
Нам потребуется паяльник, с жалом типа простой отвертки. На крайний случай такое плоское жало паяльника делается из любого жала с помощью молотка. Желательно иметь пластмассу для подпайки.
На крайний случай такое плоское жало паяльника делается из любого жала с помощью молотка. Желательно иметь пластмассу для подпайки.
Сначала сводим вместе трещину и запаиваем где-то в середине и с краю. Далее от начала трещины начинаем паяльником перпендикулярно трещине втыкать под прямым углом жало паяльника в пластмассу (середина трещины, конечно же середина жала), на расстоянии в пару миллиметров. Образуется некая стиральная доска.
Пайка трещины в пластмассе — этап 1 —
Далее мы ее паяльником разглаживаем. Если пластмасса ушла вглубь при пайке, добавляем пластмассу для подпайки приготовленную. И так на протяжении всей трещины, всех ее лучей. Если доступно сделать тоже самое с обратной стороны.
Пайка трещины в пластмассе — этап 2 — сглаживание
Если пропаяно с двух сторон — то пластмасса даже при ударе в этом месте не лопается обычно — лопается рядом, в другом месте, но только не по шву пайки. Могу со всей ответственностью заявить что паяный мной бампер при аварии лопнул не по старой трещине. Таким же образом паял на 190 центральный треугольник из 2 частей верхняя половина и нижняя (владельцы 190 меня поймут, а для остальных — воздуховод из тонкой пластмассы и на нем висит «борода» с тяжелой магнитолой, пепельницей, регулировками отопления) — по шву, несмотря на тонкую пластмассу, не лопнуло, лопнуло в местах 2 болтов крепления бороды снизу треугольника, через год примерно.
Конечно в идеале все зашкуривается под покраску, и красится. Если не болеть косорукостью — вообще незаметно. Но даже паяный шов, на мой взгляд, выглядит намного симпатичнее, чем дырки с леской… Конечно с вашими бамперами решать вам… А в случае с Таней — так леску там повиднее надо… Для памяти Тане)))
www.drive2.ru
Ремонт пластика (возможные варианты) — DRIVE2
Доброго Вам дня и с прошедшими праздниками!
Последние несколько лет наблюдал, изучал и применял различные варианты ремонта пластиковых изделий.
В около автомобильной тематике распространены такие работы как:
Ремонт бампера, ремонт фары, ремонт радиатора (крыла, молдинга и т. д), ремонт мотопластика, ремонт пластика снегохода и т.д.
д), ремонт мотопластика, ремонт пластика снегохода и т.д.
Прежде чем начать ремонт изделия необходимо определить из какого материала (пластика) он изготовлен.
Как правило на деталях есть обозначения вида пластика (PP, PPE, PPH (+ другие варианты PP (Полипропилена)), ABS), но встречаются детали и без обозначений, тут уже определять придется опытным путем. Так как данный пост все же о ремонте а не о том как определить вид пластика продолжим.
1-й метод: назову его «Дедовский это «пайка пластика паяльником и сеткой«
На мой взгляд основным и единственным его преимуществом является доступность.
Цена паяльника 100 руб + сетка.
Основной недостаток в том что материал меняет свои свойства (горит) и становиться хрупким.
Как показала практика однажды отремонтировав трещину или отверстие таким методом при последующем повреждении становиться восстановить очень проблематично или даже не реально.
Вывод: стоит применять в случае если других вариантов просто нет
2-й метод: В данный момент набирает популярность в автомобильном сегменте»сварка пластика«
Полный размер
Тут главное правило сваривать материал необходимо подобным, если предстоит ремонт PP пластика то и электроды (присадочный материал) должен быть аналогичного состава.
На данный момент освоена сварка таких пластиков как PP (и его модификации), ABS, Plexiglas (он же акрил, поликарбонат, полиметилметакрилат, оргстекло), Полиамид (PA он пластик в радиаторах). В общем варятся все известные пластики кроме стеклопластика (так как это композитный материал.
Присадочный материал он же электрод можно изготовить самостоятельно из ненужных запчастей, либо использовать специальный (как заявляет производитель с повышенной адгезией).
На семинаре одного из них мне удалось побывать
3-й метод: Склеивание пластика «с армирующим порошком«.
Технология проста и токсична. Некоторые дельцы позиционируют ее компоненты как «НАНО-технологичные».
Полный размер
В основе ее лежит Цианакрилатный клей один из вариантов Cosmofen CA 12, аналогичные клеи есть и у 3M, Henkel и даже обычный «супер клей» имеет эту основу армирующим материалом выступает обычная чайная сода. Данный метод позволяет работать там где вариант сварки просто невозможен. Так же при данном методе ремонта можно склеить пластики разные по составу. Ремонтный шов крепкий и нагрузки на разрыв держит хорошо, но не стоит забывать что он не эластичный. Особое внимание требует уделить защите органов дыхания и зрения. Токсичен как во время склеивания так и во время обработки.
Полный размер
4-й метод: Склеивание пластика «Дихлорэтаном«
Полный размер
Дихлорэтан или дихлоэтановый клей, растворяет пластик до «жидкого» состояния. Благодаря своим свойствам позволяет быстро и максимально эстетично склеить однородные составы. Главное не дать обрабатываемым поверхностям потерять форму. Применим только с теми материалами которые растворяет (тестировали на PP и Плексиглас).
5-й метод: Ремонтные составы «3M«
Существуют и специальные составы (в формате жидкого пластика) от компании 3M. Но в данном формате не буду их рассматривать так как в живую не тестировал, а в виду высокой стоимости применение не вижу целесообразным на данном этапе
Какие бы технологии Вы не применяли главное помнить, что если сломалась деталь изготовленная в условиях завода (производства), то ремонтная деталь крепче не станет, схожие удары судьбы держать будет но большего ожидать не стоит!
С надеждой на обратную связь от людей применяющих технологии по ремонту пластика!
www.drive2.ru
Пайка пластика без армировки
Очень часто бывает так, что пластиковая деталь или ее
крепление лопается, отрывается и так далее. Покупать из-за какой-то мелкой
крепежки новую деталь не очень хочется. Остается ремонт с помощью пайки и с последующим
укреплением содой с суперклеем. Но обо всем по порядку.
Но обо всем по порядку.
Может быть так, что деталь просто треснет: тут можно сразу переходить к пайке. Но бывает так, что пластик деформировался, тогда перед пайкой необходимо вернуть его к первоначальному положению, и сделать это можно строительным феном.
После этого берем паяльную станцию (по сути, это обычный паяльник с тонким жалом, температуру которого можно регулировать, делая так, чтобы тот или иной пластик не горел, а плавился).
Аккуратно пропаиваем вглубь, накладывая стежок за стежком, и пропаивайте на 5-10 мм больше чем есть трещина. Просто может быть так, что трещина внутренняя и на поверхности ее не видно. Так пропаиваем каждую трещину, в итоге получаем подобную паутину швов.
Точно так же делаем и с обратной стороны детали.
После проделанного швы нужно обработать, сделать вровень с основной поверхностью, да и подготовить всю поверхность в целом, если, конечно, это требуется, но самое главное — шов. А делаем это обыкновенной наждачкой, зернистостью около 100.
Вроде бы все? Но нет, теперь самое интересное!
Нам потребуется обыкновенная пищевая сода и любой суперклей.
На спаянном шве между стяжками есть расстояние, которое
необходимо заполнить, чтобы придать всему этому делу окончательную жесткость и
полную уверенность в надежности спайки.
Берем суперклей и наносим тонким слоем его в шов. Следите, чтобы каждая полость шва была заполнена. Выдерживаем так около 10 минут.
После этого наносим еще один слой суперклея и посыпаем все это сверху содой!
Сода вступает в реакцию с суперклеем, после чего все это кристаллизуется и получается каменный шов! Все пространство между стяжками заполнено и жестко скреплено, шов получается сверх крепким, когда попробуйте сами, вы все поймете)
Если требуется, для покраски, например, шов можно так же обработать наждачной бумагой.
Таким же образом был спаян щиток вилки. Шов обрабатывать не
стал, нет смысла просто.
Надеюсь, что данный способ ремонта пластика кому-то пригодится)
pitbikeclub.ru
Пайка пластика своими руками
Сегодня мы расскажем, как отремонтировать сломанные пластиковые детали своими руками.
Друзья! Поддержите новичка. Хочу поделится недавним открытием, для себя, о возможности «пайки» пластмассы.
Сие представление будет в двух актах, в ввиду безумной любви автора к театру) Приступим!
Акт 1: Приготовления.
Действующие лица:
- Сломанный пластмассовый элемент (подлокотник от кресла в Икарусе).
- Бытовой паяльник 40В.
- Клей эпоксидный(3)
Первое, с чего мы начинаем – замешаем эпоксидный клей. Следуйте инструкции, там все детально описано. Сделать это стоит заранее, так как эпоксидка будет застывать не меньше суток. За это время мы успеем сделать все необходимое. Следующим шагом разогреваем паяльником пластик по краю каждой части и состыкуем их. Когда пластик застынет, на внутренней части глубоко (не до дыр!) пропаиваем еще раз. У Вас должно получится что-то на подобии этого.
Антракт.
Вы восхитительны! Можете пойти выпить чайку, или чего покрепче, чтобы отпраздновать успешное завершение первого акта.
Акт 2: Время решительных действий.
Действующие лица:
тест
- Пропаянный пластиковый элемент;
- Эпоксидный клей;
- Стекловолокно;
- Наждак;
Так, как эпоксидку мы предусмотрительно замешали заранее, теперь мы можем сразу же начать клеить. Кстати, так же советуют для укрепления места стыка, приклеивать стекловолокно, пропитанное поксиполом. Но мы не будем извращаться и сделаем все по-дедовски. Зашкуриваем место проклейки, купаем стекловолокно в замешаном эпоксидном клее и прикладываем к месту поломки (изнутри), разглаживаем и оставляем на сутки. Через сутки клей окончательно схватится и соединение будет крепким и долго вечным. Внешнюю часть, в эстетических целях, можно зашкурить. Та-да-м! Вот что в итоге получилось:
Внешнюю часть, в эстетических целях, можно зашкурить. Та-да-м! Вот что в итоге получилось:
Занавес.
Надеюсь, что вы смогли почерпнуть что-то новое для себя из этой статейки. До новых встреч!
P.S. Не рекламы ради, рекомендую паяльник ZD-200B 60W. Не раз меня спасал и выручал. Отличная вещь!
Автор статьи “Пайка пластика своими руками” Dremior.
Смотрите так же:
samodelka.info
Ремонт деталей из пластмасс — Москвич Святогор, 2.0 л., 1999 года на DRIVE2
Технологию покажу на примере пластмасски от сиденья
Итак, для работы понадобится обычный паяльник, эпоксидный клей и стеклоткань
Совмещаем спаиваемые детали и пропаиваем . Если деталь ответственная, например бампер, то паять необходимо с обеих сторон . Расплавлям небольшой кусок пластика вблизи трещины сначала с одной стороны, затем с другой, при этом прожигать насквозь не следует, хотя паять надо максимально глубоко . И перемешиваем расплавленный пластик, затем заравниваем и идем дальше .Так до конца трещины . Если деталь не ответственная, то достаточно пропайки с внутренней стороны, если же ремонтируем бампер (или что то подобное) — паять необходимо с двух сторон
Заравниваем шкуркой . Сначала крупной (80), затем мелкой (500) . Если ремонтируем бампер к примеру Москвича 2141 и красить его нет желания, то можно добавить еще и очень мелкой шкурки (2000-3000) . Но выодить надо очень тщательно . В результате место ремонта не видно с расстояния 1,5-2м (если авто чистое), да и вблизи видно только не большую затертость (собственно в прошлом году именно так я на Сером и делал).
В данном случае особо выводить я не стал (хотя после этого фото малость подровнял шов) т.к деталь заметна не особо сильно
Далее с обратной стороны ОБЯЗАТЕЛЬНО надо чем-либо проклеивать место пайки . Я использовал стеклоткань пропитанную эпоксидным клеем . Вариант очень надежный и долговечный .
В первоначальном варианте (как меня учили) используется стеклотканиевая армирующая сетка (вроде так называется), смешанная с клеем poxipol
Если ремонтируем бампер и необходима покраска, то место пайки сошкуривается до максимально ровной поверхности, далее выводится специальной шпаклевкой для пластика, грунтуется специальным грунтом для пластика и красится
www. drive2.ru
drive2.ru
Паяльник для пайки пластика
Паяльник для пайки пластика
Паяльник для пайки пластика должен соответствовать двум основным требованиям:
— он должен быть удобным
— он должен быстро нагреваться, но не перекаливать пластмассу
Паяльник на фото выше самый удачный вариант за все время, что я занимаюсь ремонтом пластика. Мощность у него 100 ватт. Стоит он не дорого и довольно-таки долго работает. Еще в нем есть лампочка, которая освещает место пайки, иногда это бывает очень удобно. Чтобы было удобнее работать, в нем нужно немного сточить кончик жала, чтобы он быстрее нагревался. Периодически (раз в 2-3 месяца плотной работы), когда паяльник начинает хуже нагреваться, нужно зачищать гнезда. Для этого откручиваем болтики, достаем жало, зачищаем мелкой наждачной бумагой места соединения и собираем все назад. Если жало перегорит или сломается, то его можно сделать из обычной стальной проволоки или гвоздя подходящей толщены. Минус у этого паяльника один периодически нужно давать трансформатору остыть иначе он сгорит.
На фото выше паяльник, которым я пользуюсь сейчас. Купил я его из-за мощности в 200 ватт, а в остальном это сплошное разочарование. Он в полтора раза тяжелее предыдущего варианта, что менее удобно. Жало у него очень легко гнется, пришлось его сразу заменить. Посадочные места жала через 15 минут работы начинают хуже передавать ток, в результате чего оно не нагревается до нужной температуры. В общем, в первый день после покупки пришлось переделывать пол паяльника. Единственный плюс по сравнению с первым вариантом в этом паяльника практически не греется трансформатор.
Также для пайки пластика можно использовать обычный паяльник мощностью 50-100 ватт. Чтобы жало не так быстро остывало во время пайки его нужно либо обрезать, либо загнать внутрь так чтобы торчало 2-3 сантиметра.
 Если паяльник слабо нагревается можно отмотать несколько витков спирали.
Если паяльник слабо нагревается можно отмотать несколько витков спирали.
Сварка пластика паяльником
Когда пластиковый корпус предмета треснет или разбивается на части, большинство людей просто покупают новый; однако пластик чрезвычайно пластичен, его довольно легко расплавить и снова прикрепить паяльником. Хотя отремонтированный объект будет выглядеть не так, как когда он был новым, с практикой вы можете сделать гладкие пластиковые сварные швы, которые не являются косметически очевидными.
Использование паяльника для сварки пластика не ограничивается ремонтом: пластик можно сваривать для изготовления изделий и даже для художественных целей.Вам не нужно выходить и покупать комплект для сварки пластика, если у вас уже есть паяльник или станция — вы можете начать сварку пластика уже сегодня. Давайте посмотрим на процесс.
(Примечание: перед тем, как попробовать первый сварной шов, вы можете поэкспериментировать с ломом пластика, чтобы узнать, как долго вам нужно прижимать паяльник к определенным точкам в пластике.)
Начните с тщательной очистки пластика с помощью мыла и обезжиривателя, даже если он не выглядит грязным. Отшлифуйте края пластика, чтобы они не зазубрились.Затем вы подключите паяльник и дайте ему прогреться, что займет всего несколько минут.
Сдвиньте два куска пластика вместе и удерживайте их в этом положении, пока вы водите паяльником по шву, пока два куска пластика частично не сольются вместе. Пока кусочки пластика еще горячие и подвижные, отрегулируйте их так, чтобы они максимально подходили друг к другу.
Вы можете усилить сварной шов, добавив в шов небольшие кусочки пластика, в идеале тонкие полоски.Затем полностью расплавьте эти кусочки пластика, нажав на них наконечником паяльника, пока они не станут жидкими. Паяльником равномерно распределите разжиженный пластик по длине шва.
Последний шаг — пройти по шву и окружающему его пластику паяльником быстрыми плавными движениями. После того, как вы немного попрактикуетесь в этой технике, вы сможете создать ровный, гладкий пластиковый сварной шов.
После того, как вы немного попрактикуетесь в этой технике, вы сможете создать ровный, гладкий пластиковый сварной шов.
6 способов ремонта сломанного пластика
Ремонт пластиковых изделий может сбить с толку того, кто никогда этого раньше не делал.Нет деталей, которые нужно заменить (обычно), нет гайки, которую нужно затянуть, просто что-то … деформировано или треснуто. Ремонтировать нечего, кроме самого материала.
С пластиком работать проще, чем вы думаете. При нагревании и при небольшом давлении многие предметы можно починить довольно просто. Поэтому, прежде чем вы смиритесь с тем, чтобы выбросить сломанный кусок пластика в мусорное ведро, вот несколько методов, которые вы можете использовать для ремонта пластика.
Горячая вода, холодная вода
Этот совет пришел из мира коллекционирования фигурок.Пока я занимался исследованием, это всплывало на различных форумах фанатов с очень небольшими вариациями от одного источника к другому. Пластмассы (особенно маленькие или тонкие) не нуждаются в сильном нагревании, чтобы стать достаточно мягкими, чтобы ими можно было манипулировать. Просто нагрейте немного воды на плите или в микроволновой печи, пока она не станет чуть ниже кипения, и приготовьте в стороне таз с холодной водой. Поместите пластмассовую деталь в воду, чтобы она нагрелась. Периодически вынимайте изделие из ванны с горячей водой и проверяйте его пластичность. Со временем он станет достаточно мягким, чтобы его можно было распрямить пальцами.Когда вы примете желаемую форму, поместите пластиковую вещь в холодную воду, чтобы она остыла.
Эта техника предназначена не только для фигурок и их изогнутых катан. Недавно я использовал этот метод, чтобы починить немного покоробленного пластика на моем погружном блендере, который мешал прикреплению моего лезвия к двигателю. Это заняло около 15 минут и избавило меня от необходимости заменять в остальном исправный прибор.
Сварка пластмасс с нагревом
 youtube.com/embed/gRCMIDILfEI?enablejsapi=1&autoplay=0&cc_load_policy=0&iv_load_policy=1&loop=0&modestbranding=1&fs=1&playsinline=0&controls=1&color=red&rel=1&autohide=2&theme=dark&» title=»YouTube player» allow=»autoplay; encrypted-media» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»/>
youtube.com/embed/gRCMIDILfEI?enablejsapi=1&autoplay=0&cc_load_policy=0&iv_load_policy=1&loop=0&modestbranding=1&fs=1&playsinline=0&controls=1&color=red&rel=1&autohide=2&theme=dark&» title=»YouTube player» allow=»autoplay; encrypted-media» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»/>
Если у вас есть два отдельных куска пластика, которые необходимо соединить, или если у вас есть трещина, то вам нужно будет сделать сварку пластика.Основная идея состоит в том, чтобы нагреть соединяемые края, чтобы расплавить пластик до тех пор, пока он не станет достаточно жидким, чтобы соединить края вместе. В канавку можно вплавить дополнительный пластик, чтобы создать более прочное соединение, но в зависимости от ситуации это не всегда необходимо.
Существуют инструменты, специально предназначенные для сварки пластмасс, с приспособлениями для каждого этапа процесса, но для небольшого или разового ремонта будет достаточно дешевого паяльника малой мощности. Видео выше из гаража Делбоя демонстрирует эту технику, а также показывает, как врезать небольшие металлические проволоки, чтобы «сшить» трещины в пластике вместе.
Важно: Плавящийся пластик может быть токсичным, поэтому делайте это в хорошо вентилируемом помещении.
Сварка пластмасс трением
Сварка трением — еще один способ соединения пластмасс. Небольшой кусочек пластика (например, короткий отрезок нити для 3D-печати) вращается с высокой скоростью вращения и прижимается к предполагаемому стыку между двумя отдельными пластиковыми деталями. Трение плавит пластик двух соединяемых деталей, а также вращающийся пластик, что создает прочную связь.
Трение плавит пластик двух соединяемых деталей, а также вращающийся пластик, что создает прочную связь.
В середине 1970-х Mattel продала игрушку «Spin Welder», которая работала по этому принципу, а в 2012 году Фрэн Бланш из Frantone Electronics пересмотрела идею создания своей собственной машины для сварки трением с использованием недорогого вращающегося инструмента. Это особенно хороший метод устранения опечаток на 3D-принтере, поскольку вы можете точно подобрать пластик, используя ту же нить.
Пластыри пластиковые
Если у вас достаточно большое отверстие, вам придется прибегнуть к созданию пластикового пластыря для него.Ответ на эту конкретную проблему, кажется, лучше всего был найден у каякеров. Используя источник тепла (предпочтительно тепловой пистолет), размягчите края отверстия и кусок пластика, который вы будете использовать в качестве заплатки, и аккуратно поместите его, чтобы убедиться, что отверстие полностью закрыто. Он довольно горячий, так что тебе понадобятся перчатки. Когда пластырь окажется на месте, вы можете разгладить края горячей металлической ложкой или шпателем.
Важно: Используйте такой же пластик для пластыря.
Использование ацетона для АБС-пластика
Ацетон — это довольно эффективный растворитель для плавления АБС-пластика. Поклонники 3D-печати использовали ацетон для сглаживания поверхностей 3D-печати, склеивания деталей и устранения опечаток. Смесь ацетона и АБС, известная как суспензия АБС, может использоваться в качестве клея или наполнителя для сглаживания канавок или заполнения зазоров. У Matter Hackers есть несколько удобных рецептов для самостоятельного приготовления суспензии из АБС-пластика.
Важно: Этот метод не работает с PLA.
Клей Good Ol ’
Конечно, всегда есть возможность склеить вещи. Для пластика лучше всего использовать суперклей (цианоакрилат) или клей для пластиковых моделей.
Сварка пластмасс
Сварка пластмасс
Выше фотография GSXR Вики 94-го года. Купила она его у первоначального владельца в 2003 году, незадолго до аварии. Предыдущему владельцу не понравилась посадка водителя, поэтому он установил рули наподобие тех, что есть на Standard.Штанги попали в обтекатель фары, поэтому он разрезал обтекатель и лобовое стекло, снял стойку обтекателя и установил зеркала заднего вида. Это положение было не для Вики, привыкшего к ее покойному GSXR 93-го года, поэтому она немедленно вернулась к установке зажимов, чтобы восстановить заводское положение для езды.
Купила она его у первоначального владельца в 2003 году, незадолго до аварии. Предыдущему владельцу не понравилась посадка водителя, поэтому он установил рули наподобие тех, что есть на Standard.Штанги попали в обтекатель фары, поэтому он разрезал обтекатель и лобовое стекло, снял стойку обтекателя и установил зеркала заднего вида. Это положение было не для Вики, привыкшего к ее покойному GSXR 93-го года, поэтому она немедленно вернулась к установке зажимов, чтобы восстановить заводское положение для езды.
Вот и мы, 2008 год, почти пять лет после того, как Вики купила байк, и я наконец что-то делаю, чтобы у нее не было зеркал на байке. Я впервые посмотрел на покупку нового обтекателя.При цене более 350 долларов это было невозможно. Затем я искал бывшие в употреблении … и смотрел … и смотрел … и смотрел. Эти куски пластика стоили более 100 долларов, и большинство из них было повреждено. В конце концов я купил одну по «сделке», пока не понял, что у нее две сломанные опоры фар. Я собирался отремонтировать и перекрасить эту и даже купил подходящую краску в магазине автомобильных красок. Ремонт так и не состоялся. Затем я решил, что кто-то другой приварит «уши» пластиковым пластиком к оригинальному обтекателю. Я купил обтекатель с поломкой, чтобы можно было отрезать «уши» и приварить их.Еще через год я решил просто сделать это сам.
Поскольку эта статья будет в основном посвящена сварке пластика, я просто расскажу, как я вырезал уши, потому что это не обычное дело. Сначала снял доработанное лобовое стекло, установил стандартный щиток, отрезал ушки от лопнувшего обтекателя так, чтобы было перекрытие с оригинальным обтекателем, соединил ушки с лобовым стеклом, совместил уши с обтекателем, обозначил уши, затем разрежьте линию. Простой!
Затем обтекатель и проушины были опилены под углом 45 градусов, поэтому, когда они были выровнены, между ними образовалась V-образная выемка.Я сделал это довольно быстро с помощью Dremel и шлифовального барабана. Чтобы у меня не возникло проблем с несовместимостью с пластиком, я своими ножницами по металлу вырезал тонкие полоски пластика от лопнувшего донорского обтекателя. Таким образом, обтекатель, проушины и сварочный шов были выполнены из одного и того же АБС-пластика.
Чтобы у меня не возникло проблем с несовместимостью с пластиком, я своими ножницами по металлу вырезал тонкие полоски пластика от лопнувшего донорского обтекателя. Таким образом, обтекатель, проушины и сварочный шов были выполнены из одного и того же АБС-пластика.
Вместо того, чтобы покупать какой-нибудь модный сварочный аппарат для пластика, я решил сделать это по старинке … с помощью паяльника. Я хорошо подогрел утюг, выровнял свариваемые детали, используя лобовое стекло в качестве приспособления, чтобы удерживать их на месте, а затем положил полоску пластикового наполнителя и начал плавить ее в V-образный паз между два куска пластика.
Если вы не позволите пластику достаточно нагреться, чтобы сплавиться со всеми деталями, которые вы свариваете вместе, вы получите «холодный сварной шов», который вообще не будет иметь хорошего соединения. Это будет сварной шов, который соединен достаточно хорошо, чтобы скрепить детали и заставить вас «думать», что вы их сварили. Как только вы приложите немного силы к двум деталям, они сломаются прямо по линии шва. Вы также можете иногда подставить лезвие ножа под губу и вытащить его обратно.Чтобы предотвратить это, я оставил паяльник в месте сварки на достаточно долгое время, чтобы нагреться до того места, где я не мог оставить палец на задней стороне обтекателя. Кроме того, при перемещении паяльника пластик на 1/8 дюйма или более также будет двигаться. Когда у вас есть такой теплый пластик, все детали будут плавиться вместе, а когда он остынет, обычно с довольно медленной скоростью, вы получите действительно хорошее соединение.Вы также можете настроить детали, если на одной из них есть небольшая деформация и выравнивание не идеальное.Вот несколько фотографий, примеры фотографий сварных швов.
После того, как я приварил оба ушка и дал им остыть, чтобы не деформироваться, если я отсоединю обтекатель от лобового стекла, я снял обтекатель с велосипеда, а затем снял ветровое стекло с обтекателя. Таким образом я смог сварить шов изнутри, а также получить участки, которые я не сварил, так хорошо, как мне бы хотелось, потому что ветровое стекло мешало. Кроме того, убедитесь, что вы выполняете сварку с передней и задней стороны, потому что, если вы не сделаете шов изнутри, он также действует как фактор, повышающий напряжение, и является хорошим показателем усталостного растрескивания.
Таким образом я смог сварить шов изнутри, а также получить участки, которые я не сварил, так хорошо, как мне бы хотелось, потому что ветровое стекло мешало. Кроме того, убедитесь, что вы выполняете сварку с передней и задней стороны, потому что, если вы не сделаете шов изнутри, он также действует как фактор, повышающий напряжение, и является хорошим показателем усталостного растрескивания.
Получив все свои сварные швы так, как я хотел, я обработал как можно большую часть гидроизоляции напильником …
Затем я отшлифовал сварные швы наждачной бумагой с зернистостью 220, чтобы сгладить сварные швы. и затем очистили их зерном 600. На этом этапе у вас должна быть возможность осмотреть сварной шов. Если вы видите тонкую линию на месте шва, у вас холодная сварка, и вам придется повторно нагреть область, чтобы получить хорошее соединение. Если вы не видите линий или швов, это хороший сварной шов.
У меня было несколько небольших сварных точек, которые я решил просто заполнить грунтовкой, так как сварные швы выглядели хорошо. У меня также была проблема с выравниванием левого уха из-за того, что либо обтекатель, либо донорское ухо деформировалось больше, чем я мог выпрямить без теплового пистолета, который позволяет нагревать большую площадь, чем паяльник. Я выровнял две части, достаточно хорошо для того, что я делал, и, учитывая толщину пластика, я решил, что смогу отшлифовать его до гладкости, позволяя грунтовке сделать поверхность гладкой.
Затем я загрунтовал поверхность и отшлифовал ее зернистостью 600. Я снова перешел к пластику, оставив грунтовку на углублениях, чтобы помочь в создании этих участков.
Мне кажется, у меня уши такие же гладкие, как я предпочитаю их делать. На это ушло около пяти слоев грунтовки с шлифовкой между каждым слоем. Теперь все должно быть готово к окончательной окраске.
Боялся перекрашивать весь обтекатель на случай, если цвет не совпадет. К счастью, у меня было серебро GM, которое довольно хорошо сочеталось с исходным цветом. Я только нарисовал «ушки» обтекателя, чтобы он плавно переходил в исходную краску. Как только я накинул несколько наклеек и зеркал, все получилось очень хорошо.
Я только нарисовал «ушки» обтекателя, чтобы он плавно переходил в исходную краску. Как только я накинул несколько наклеек и зеркал, все получилось очень хорошо.
Вернуться на главную страницу Desmo Demon.
Положи клей! 10 мощных методов сварки пластмасс — Craftech Industries — высококачественные пластмассы
Многим нашим читателям интересно узнать о порой сложном мире пластикового клея и сварки пластмасс. Хотя выбор правильного пластикового клея может вызвать желание получить специальность химика, сварка, возможно, является лучшим методом для сплавления двух пластиковых компонентов. Как правило, это более эффективно, чем использование клея, и его можно сделать быстро и дешево, если у вас есть подходящие инструменты.
Существует так много методов сварки пластмасс, что я даже не смог бы описать их все в этой статье. Вот всего 10 примеров, чтобы дать вам представление о многих доступных вариантах.
1) Уплотнение с экструдированным валиком
Полоса из того же материала выдавливается между двумя секциями, а затем две секции сразу же прижимаются друг к другу.Тепла в экструдированном валике достаточно, чтобы вызвать его приваривание к прилегающим поверхностям.
2) Сварка трением
Быстрые угловые колебания используются для нагрева соединяемых пластмассовых деталей. Этот вариант процесса центробежной сварки используется для деталей, которые не являются симметричными относительно оси вращения. Оборудование должно быть запрограммировано на остановку, когда детали будут правильно расположены для соединения.
3) Высокочастотная сварка
Способ сварки пластиковых деталей, при котором соединяемые поверхности нагреваются за счет контакта с электродами высокочастотного электрического генератора.
4) Сварка горячим газом
Сварочные пистолеты для пластмасс содержат камеру с электрическим или газовым обогревом, через которую проходит газ, обычно сухой воздух или азот. Нагретый газ направляется на свариваемое соединение, а стержень из того же материала, что и свариваемый термопласт, прикладывается к нагретой области.
Нагретый газ направляется на свариваемое соединение, а стержень из того же материала, что и свариваемый термопласт, прикладывается к нагретой области.
5) Горячая пластина (горячий инструмент) Сварка
Две соединяемые пластмассовые поверхности сначала слегка прижимают к нагретой металлической поверхности, которая может быть покрыта ПТФЭ для предотвращения прилипания, до тех пор, пока поверхностные слои не расплавятся.Затем поверхности быстро соединяются и выдерживаются под легким давлением до охлаждения.
6) Индукционная сварка
На стыке двух соединяемых секций помещается токопроводящая металлическая вставка. Прикладывая давление, чтобы удерживать секции вместе, сварщик нагревает металлическую вставку с помощью высокочастотного генератора до тех пор, пока окружающий пластиковый материал не размягчается и не сваривается, а затем охлаждает соединение.
7) Лазерная сварка
Две части подвергаются давлению, в то время как лазерный луч движется по линии соединения.Луч проходит через первую часть и поглощается либо второй частью, либо абсорбирующим покрытием, выделяя достаточно тепла, чтобы смягчить поверхность раздела и создать прочный сварной шов.
8) Сварка растворителем
Сварщик наносит растворитель, способный размягчать соединяемые поверхности, и прижимает размягченные поверхности друг к другу. Адгезия достигается за счет испарения растворителя, абсорбции растворителя соседними материалами и / или полимеризации связующего на основе растворителя.
9) Центробежная сварка
Пластиковые компоненты круглого поперечного сечения вращаются, одна часть контактирует с другой, до тех пор, пока за счет трения не будет генерироваться достаточно тепла, чтобы вызвать расплав на границе раздела, который затвердевает под давлением, когда вращение останавливается, чтобы сварить изделия вместе. Процесс может выполняться вручную на сверлильном станке с подходящими патронами для удержания деталей или может быть автоматизирован путем добавления устройств для подачи, синхронизации, управления ходом и давлением пресса и выталкивания.
10) Ультразвуковая сварка
Способ сварки или герметизации термопластов, при котором нагрев осуществляется механическим вибрационным давлением на ультразвуковых частотах (от 20 до 40 кгц). Электрическая энергия преобразуется в ультразвуковые колебания с помощью преобразователя, направляемого на свариваемую область с помощью рожка. , а локализованное тепло генерируется трением и вибрацией на соединяемых поверхностях.
Я пропустил вашу любимую технику сварки пластмасс? Есть вопрос? Расскажите мне об этом в разделе комментариев ниже.
Хотите узнать больше о технологиях производства пластмасс? Загрузите наш бесплатный глоссарий!
Руководство по пайке | Electronics Club
Руководство по пайке | Клуб электроники
Как паять | Радиатор | Компоненты |
Припой | Демонтаж | Бернс
Информацию о паяльниках и других инструментах см. На странице «Инструменты».
Загрузите PDF-версию этой страницы: Руководство по пайке (PDF)
Как припаять
Сначала несколько мер предосторожности:
Никогда не прикасайтесь к элементу или наконечнику паяльника.
Они очень горячие (около 400 ° C) и могут вызвать неприятный ожог.
Соблюдайте осторожность, чтобы не прикасаться кончиком утюга к сетевому шнуру.
Утюг должен иметь термостойкий изгиб для дополнительной защиты. Обычный пластик
flex сразу же расплавится, если к нему прикоснуться горячим утюгом, и возникнет серьезный
опасность ожога и поражения электрическим током.
Всегда возвращайте паяльник на подставку, когда он не используется.
Никогда не кладите его на рабочий стол, даже на мгновение!
Работайте в хорошо вентилируемом помещении.
Дым, образующийся при плавлении припоя, в основном возникает из-за флюса и вызывает сильное раздражение.
Не дышите им, держите голову сбоку от работы, а не над ней.
Вымойте руки после использования припоя.
Традиционный припой содержит свинец, который является ядовитым металлом.
Если вы обожжетесь, см. «Первая помощь при ожогах».
Настоятельно рекомендую использовать паяльник с термостойким силиконовым кабелем
в целях безопасности, потому что он не расплавится при случайном прикосновении к горячему утюгу.
Например, паяльник 230 В от Rapid Electronics:
паяльник
Подготовка паяльника:
Установите паяльник на подставку и вставьте его в розетку.
Утюгу потребуется несколько минут, чтобы
достичь своей рабочей температуры около 400 ° C.
Смочите губку в подставке.
Лучший способ сделать это — приподнять подставку и подержать под струей холодной воды в течение
на мгновение, затем нажмите, чтобы удалить лишнюю воду. Он должен быть влажным, а не мокрым.
Подождите несколько минут, чтобы паяльник нагрелся.
Вы можете проверить, готов ли он, попытавшись расплавить немного припоя на наконечнике.
Протрите кончик утюга влажной губкой.
Это очистит наконечник.
Расплавьте немного припоя на кончике утюга.
Это называется лужением, и оно помогает теплу отводиться от кончика утюга.
к суставу. Это нужно делать только тогда, когда вы подключаете утюг, и иногда
во время пайки, если вам нужно протереть наконечник о губку.
Теперь вы готовы приступить к пайке:
Держите паяльник как ручку у основания ручки
(представьте, что вы собираетесь написать свое имя). Не прикасайтесь к горячему элементу или наконечнику.
Коснитесь паяльником соединяемого соединения.
Убедитесь, что он касается как вывода компонента, так и дорожки. Держи кончик там
на несколько секунд и …
Нанесите немного припоя на соединение.
Он должен плавно течь на свинец и гусеницу, чтобы сформировать форму вулкана, как показано на рисунке.
на диаграмме.Наносите припой на соединение, а не на железо.
Удалите припой, затем утюг, сохраняя соединение неподвижным.
Прежде чем перемещать монтажную плату, подождите несколько секунд, пока соединение остынет.
Внимательно осмотрите соединение.
Он должен выглядеть блестящим и иметь форму вулкана. Если нет, вам нужно будет разогреть его.
и подайте еще немного припоя. На этот раз убедитесь, что и ведут и следят.
полностью нагреваются перед нанесением припоя.
Если вы получили ожог, см. Раздел «Первая помощь при ожогах» ниже.
Использование радиатора
Некоторые компоненты, такие как транзисторы, могут быть повреждены нагревом при пайке, поэтому, если вы
не специалист, разумно использовать радиатор, закрепленный на проводе между стыком и
тело компонента. Можно купить специальный инструмент, но стандартный зажим «крокодил» (без пластиковой крышки).
работает так же хорошо и дешевле.
Радиатор работает, забирая часть тепла от паяльника и этого
помогает предотвратить чрезмерное повышение температуры компонента.
Rapid Electronics: зажим «крокодил»
Рекомендации по пайке компонентов
Очень заманчиво сразу приступить к пайке компонентов на печатной плате,
но сначала найдите время, чтобы определить все детали. Наклеивая их на лист макулатуры
и маркировка каждого из них имеет смысл, и вы с меньшей вероятностью сделаете ошибку, если сделаете это.
Некоторые ИС чувствительны к статическому электричеству и будут поставляться в антистатической упаковке —
оставьте эти микросхемы в упаковке до тех пор, пока они вам не понадобятся, затем заземлите руки, прикоснувшись к металлическому
водопроводную трубу или оконную раму перед работой с ИС.
- Наклейте компоненты на бумагу с помощью липкой ленты.
- Определите каждый компонент и напишите рядом с ним его имя или значение.
- При необходимости добавьте метки (R1, R2, C1 и т. Д.), Используемые на схеме проекта.
- Значения резисторов можно найти по цветовой кодировке.
объяснено на странице резисторов.
Вы можете сделать свой собственный калькулятор цветового кода. - Значения конденсаторов могут быть немного сложнее, различные системы маркировки
объяснено на странице конденсаторов.

Некоторые компоненты требуют особого ухода при пайке.
Многие должны быть размещены правильно, а некоторые могут быть легко повреждены теплом от пайки.
В таблице приведены рекомендации по различным компонентам и предлагаемый порядок их установки.
на борту. Как правило, лучше начинать с мельчайших деталей, но для стрип-картона.
полезно начать с держателя (ов) ИС в качестве ориентира для других деталей.
Перемычки проволочные
Соединения проводов между точками на плате могут быть выполнены с помощью одножильного провода с пластиковым покрытием, который необходимо зачистить,
или луженую медную проволоку, если звено не будет касаться других частей.Луженая медная проволока выглядит как припой, но вы можете
Почувствуйте разницу, он жестче припоя (и не плавится).
Провода к частям за пределами платы должны быть гибкими, поэтому используйте для них многожильный провод с пластиковым покрытием,
популярным типом является проволока 7 / 0,2 мм (7 жил проволоки диаметром 0,2 мм).
Одножильный провод непригоден, потому что он ломается при многократном сгибании.
Rapid Electronics: набор проводов 7 / 0,2 мм
| Пайка компонентов Установите компоненты на плату в следующем порядке: |
| 1.Держатели микросхем Подключите правильно — выемка напомнит вам, в какую сторону разместить ИС. Пока НЕ вставляйте микросхемы. |
| 2. Резисторы Подключите в любом направлении. |
| 3. Конденсаторы малой емкости Конденсаторы малой емкости (<1 мкФ) не поляризованы. Подключите в любом случае. |
| 4. Электролитические конденсаторы (1 мкФ +) Подключите правильным образом, поищите плюс или минус рядом с одним проводом.Они могут быть радиального типа (оба вывода на одном конце) или осевого типа (выводы на каждом конце). |
| 5. Диоды Подключите правильно. Полоса отмечает катод (линия на символе), обычно обозначаемый буквой k на диаграммах. Для германиевых диодов используйте радиатор. |
| 6. Светодиоды Подключите правильно, катод — это короткий провод. На диаграмме будет отображаться знак «+» для анода, «k» или «-» для катода. |
| 7.Транзисторы Транзисторы имеют 3 «ножки» (вывода), поэтому будьте особенно внимательны, чтобы правильно их подключить. Они могут быть повреждены при нагревании, используйте радиатор, пока не сможете быстро паять. |
| 8. Проволочные перемычки Связи между точками на плате могут быть выполнены одножильным проводом с пластиковым покрытием, или луженую медную проволоку, если звено не будет касаться других частей. |
| 9. Детали с собственными проводами Зажимы аккумулятора, зуммеры и т. Д. При необходимости подключите правильным образом. |
| 10. Провода к частям вне платы Используйте многожильный провод для переключателей, реле, громкоговорители, переменные резисторы и т. д. |
| 11. Микросхемы (микросхемы) Подключите правильно, ищите выемку или точку рядом с контактом 1. Убедитесь, что все штифты выровнены с гнездом, прежде чем сильно надавить на него большим пальцем. |
Что такое припой?
Традиционный припой представляет собой сплав (смесь) олова и свинца, обычно 60% олова и 40% свинца. Плавится при температуре около 200 ° C.
Плавится при температуре около 200 ° C.
Современный бессвинцовый припой представляет собой сплав олова с другими металлами, включая медь и серебро.
Плавится при температуре около 220 ° C.
Покрытие поверхности припоем называется «лужением» из-за содержания в припое олова.
Фотография © Rapid Electronics
Всегда мойте руки после использования припоя , это особенно важно для традиционных
припой, поскольку он содержит токсичный свинец.
Лучший размер припоя для электроники — 22 SWG (SWG = стандартный калибр провода) и
Я рекомендую использовать бессвинцовый припой.
Rapid Electronics: бессвинцовый припой
Припой для электроники содержит крошечные сердечники из флюса, похожие на провода внутри гибкого кабеля.
Флюс вызывает коррозию, как кислота, и очищает металлические поверхности по мере плавления припоя.
Вот почему вы должны плавить припой непосредственно на стыке, а не на наконечнике железа. Без
флюс выйдет из строя, потому что металлы быстро окисляются, а сам припой не
должным образом стечь на грязную окисленную металлическую поверхность.
Удаление припоя
На каком-то этапе вам, вероятно, потребуется распаять соединение, чтобы удалить или переместить
провод или компонент. Удалить припой можно двумя способами:
1. С демонтажным насосом
Также известен как «присоска для припоя». Лучше всего использовать один с ESD (электростатический разряд).
сопло для защиты некоторых микросхем, которые могут быть повреждены статическим электричеством.
- Настройте насос, нажав на подпружиненный плунжер вниз до его фиксации.
- Приложите к стыку сопло насоса и наконечник паяльника.
- Подождите секунду или две, пока припой расплавится.
- Затем нажмите кнопку на насосе, чтобы освободить поршень и всосать
расплавленный припой в инструмент. - Повторите, если необходимо, чтобы удалить как можно больше припоя.
- Время от времени необходимо опорожнять насос, открутив форсунку.

Rapid Electronics: насос для удаления припоя
С помощью демонтажного насоса (присоски для припоя)
2.С оплеткой для удаления припоя
Медная оплетка действует как фитиль для расплавленного припоя, который легко течет по оплетке вдали от стыка.
- Прикрепите конец медной оплетки и наконечник паяльника к стыку.
- По мере плавления припоя большая часть его будет стекать по оплетке в сторону от стыка.
- Снимите сначала оплетку, затем паяльник.
- Отрежьте и выбросьте конец оплетки, покрытой припоем.
Rapid Electronics: оплетка для удаления припоя
После удаления большей части припоя из стыка (-ов) вы можете удалить
провод или компонентный провод (подождите несколько секунд, чтобы он остыл).Если соединение не разваливается, легко примените паяльник, чтобы расплавить
оставшиеся следы припоя одновременно с разъединением стыка, снятием
осторожность, чтобы не обжечься.
Первая помощь при ожогах
Большинство ожогов от пайки, вероятно, будут незначительными, и лечение простое:
- Немедленно охладите пораженный участок под слабой струей холодной воды.
Подержите ожог в холодной воде не менее 5 минут (рекомендуется 15 минут).Если лед легко доступен, это тоже может быть полезно, но не откладывайте первый
охлаждение холодной водой. - Не применять кремы или мази.
Ожог лучше заживет без них. Сухая повязка, например, чистый носовой платок,
может применяться, если вы хотите защитить участок от грязи. - Обратитесь за медицинской помощью, если ожог охватывает область больше, чем ваша рука.
Для снижения риска ожогов:
- Всегда возвращайте паяльник на подставку сразу после использования.
- Дайте соединениям и компонентам примерно минуту остыть, прежде чем прикасаться к ним.
- Никогда не прикасайтесь к элементу или наконечнику паяльника, если не уверены, что он холодный.

Rapid Electronics
любезно разрешили мне использовать их изображения на этом веб-сайте, и я очень благодарен за их поддержку.
У них есть широкий ассортимент компонентов, инструментов и материалов для электроники, и я рад
рекомендую их как поставщика.
Политика конфиденциальности и файлы cookie
Этот сайт не собирает личную информацию.Если вы отправите электронное письмо, ваш адрес электронной почты и любая личная информация будет
используется только для ответа на ваше сообщение, оно не будет передано никому.
На этом веб-сайте отображается реклама, если вы нажмете на
рекламодатель может знать, что вы пришли с этого сайта, и я могу быть вознагражден.
Рекламодателям не передается никакая личная информация.
Этот веб-сайт использует некоторые файлы cookie, которые классифицируются как «строго необходимые», они необходимы для работы веб-сайта и не могут быть отклонены, но они не содержат никакой личной информации.Этот веб-сайт использует службу Google AdSense, которая использует файлы cookie для показа рекламы на основе использования вами веб-сайтов.
(включая этот), как объяснил Google.
Чтобы узнать, как удалить файлы cookie и управлять ими в своем браузере, пожалуйста,
посетите AboutCookies.org.
electronicsclub.info © Джон Хьюс 2021 г.
Руководство по сварке пластмассовых обтекателей мотоциклов
Когда я купил свой Ninja 650 для ремонта, я купил его, зная, что с двигателем все в порядке, но потребовался косметический ремонт органов управления, обтекателя и сиденья.Чтобы отремонтировать обтекатели, пришлось научиться сваривать пластик мотоциклетных обтекателей.
Моя цель состояла в том, чтобы довести мотоцикл до состояния, в котором он не вызывает неудобств, и в котором я мог бы вывести его на гоночную трассу. На трассе, возможно, я сломаю ее и мне снова придется ремонтировать обтекатели.
Итак, если вы когда-нибудь роняли и треснули обтекатель, вам нужно знать, как сваривать пластик и перекрашивать обтекатель!
После просмотра нескольких видеороликов и руководств на YouTube я понял общий процесс ремонта обтекателей и хотел передать его здесь для потомков.Надеюсь, это будет полезно.
Вам также может понравиться мое руководство по ремонту и замене обивки мотоциклетного сиденья путем повторного покрытия его винилом.
Ну, я. Поэтому я и создал этот сайт — как отдушину. Я люблю учиться и делиться тем, что другим может быть полезно. Если вам нравится то, что вы здесь читаете, и вы такая же одержимая фракция, как и я, возможно, вы захотите узнать, когда я опубликую больше. (Проверьте последнюю версию, чтобы получить представление о том, что вы увидите.)
Что вам нужно для ремонта обтекателей мотоциклов
Это то, что вам нужно.Не дешево!
- Орбитальная шлифовальная машинка — не шлифуйте вручную! Это займет целую вечность, и ваши руки будут БОЛЬШЕ, и вы, вероятно, сделаете ужасную работу. Это дешево. Купите связку шлифовальных дисков от 80 до (или более)
- Paint — Для большой панели вам понадобится половина банки грунтовки, одна банка цвета и половина банки прозрачного покрытия. Это примерно 5 долларов за банку.
- Паяльник , базовый, 30-60Вт. Около 20 долларов.
- Маска для частиц — выберите маску, которая максимально эффективно отфильтровывает частицы и пары
- Пластиковые застежки-молнии , возможно, черные, но прозрачные, если у вас легкие обтекатели.
Общий процесс сварки пластиковых обтекателей мотоциклов
Вот шаги по ремонту обтекателей. Это не «идеальный» способ, но он выполняет свою работу.
- Снимите обтекатель с мотоцикла. Обычно это можно сделать с помощью отвертки и плоскогубцев для нескольких зажимов.
- Очистите обтекатель водой и губкой.
- Используйте паяльник и кабельные стяжки (из пластика), чтобы припаять пластиковую заглушку, убедившись, что пластик сплавляется должным образом.Вам нужны кабельные стяжки, потому что вам нужен дополнительный пластик.
- Используйте шпатлевку для заполнения корпуса (общего вида), чтобы заполнить зазоры вокруг пайки.
- Отшлифуйте всю панель. Зашлифуйте самые грубые части крупной, а затем постепенно мелкой наждачной бумагой, заканчивая примерно на
Пайка обтекателей
Когда вы паяете обтекатели, это обычно довольно уродливая работа, которую вы позже исправите с помощью наждачной бумаги.
Это была моя отправная точка:
Большое отверстие в пластиковом обтекателе Ninja 650
Это отверстие было размером с мою ладонь.Помимо того, что он был большим, он не мог держаться вместе. Думаю, предыдущий хозяин безуспешно пытался приклеить его на место.
Общий принцип я узнал из YouTube-канала «Гараж Дельбоя», который продемонстрировал его на пластиковой коробке.
Я не принял предложение и практику Дельбоя, потому что у меня уже есть многолетний опыт использования паяльника (для электроники). Кроме того, мой мотоцикл был настолько дешевым мотоциклом, что меня это не особо беспокоило.
Но я бы посоветовал, если вы незнакомы — или если это ваша драгоценная Panigale — сначала потренируйтесь! (Кроме того, не делайте этого на своем Panigale! О чем вы думаете?)
Вот ключевые моменты сварки пластика.
- Плотно скрепите пластик. Мне приходилось использовать руку (иногда колено), чтобы удерживать пластик на месте, а затем плавить его в разных точках.
- Не упустите возможность использовать стяжки-молнии / кабельные стяжки. Лучше переплавить там слишком много пластика, чем мало.
- Позвольте быть некрасивым. Сила намного важнее эстетики. Прочность не является структурной (то есть вы не разобьетесь, если она откроется), но вы отмените часы работы!
Перекраска обтекателей после ремонта
После того, как вы снова спаяете обтекатели, вам необходимо перекрасить их.
В основном есть четыре уровня перекраски
- Подкрашивающая краска — всегда будет выглядеть очевидной, но все будет хорошо, если вам будет все равно
- Перекрасьте панель с помощью банок с погремушками — будет хорошо на большинстве мотоциклов стоимостью менее 3000 долларов
- Перекрасьте щеткой из конского волоса — видимо, будет отлично смотреться (лучше, чем тряпки), но я не пробовал!
- Перекрасить с помощью компрессора, малярного пистолета и т. Д. — сделай это, если хочешь, и у тебя есть снаряжение!
Чего НЕЛЬЗЯ делать (что я пробовал)
- Не пытайтесь просто повторно распылить часть панели обтекателя. Действительно трудно избежать выхода из очереди. Вы должны либо повторно распылить все это, либо ничего.
- Не шлифуйте панель рукой. Используйте дисковую шлифовальную машинку! Шлифовка рукой занимает часы, это беспорядок, и это никогда не будет отличной работой. К тому времени, как вы закончите, вы потратите так много времени, что оно не стоит вашего времени.
Что сделал — перекрасил панель при помощи тряпок-погремушек.
Для этого вам понадобится
- Наждачная бумага марки до 2000, плюс шлифовальная машинка
- Шпатлевка для шпатлевки
- Большая открытая площадка на открытом ветру
- Три баллончика с погремушкой — грунтовка, цвет и лак.
Панель обтекателя мотоцикла, частично отшлифованная
Процесс
- Отшлифуйте весь пластик, который вы добавили при сварке пластика. Получите это примерно гладко.Для этого можно использовать грубую наждачную бумагу.
- Добавьте шпатлевку-шпатлевку в отверстия (это розовый цвет на фото выше)
- Зашлифуйте еще раз, на этот раз отшлифуя весь обтекатель . Сделайте это грубым. Краску снимать не нужно, но следует хотя бы удалить слой лака и частично удалить цвет.
- Отшлифуйте до зернистости 2000. Он должен быть гладким. Краска не заполняет царапины.
- Нанесите грунтовку, затем цвет, а затем лак.
Я посчитал, что лучше всего держать обтекатель на возвышении, например, на веревке.
Способ нанесения 1 слоя краски
- Распылить равномерно по поверхности один раз . Не делайте толстых или полных — вы собираетесь продолжить рисование через секунду
- Подождите 30 секунд
- Сделайте то же самое дважды
- Подождите час
Это один слой — три «спрея».
Для грунтовки нанести 2 слоя. На большой обтекатель уйдет около половины баллона.
Для цвета нанесите 3-4 слоя. Затем нанесите 2 слоя прозрачного лака.
После этого ваш обтекатель должен быть красивым и блестящим:
Отремонтированный обтекатель Ninja 650 с новым слоем краски
Моя работа НЕ хороша. Это был мой первый раз.
Что я узнал о том, что в следующий раз буду ремонтировать обтекатель мотоцикла
Вот что я буду делать в следующий раз (и что вам следует делать)
- Используйте дисковую шлифовальную машинку!
- Зашлифуйте весь обтекатель
- Используйте обычную краску и тонкую щетку из конского волоса — я очень хочу попробовать это, чтобы увидеть, насколько хорошо это работает!
Как припаять провода
Научиться паять провода сейчас как никогда важно.Домовладельцы все чаще берутся за ремонт бытовой техники, такой как посудомоечные машины и холодильники. Когда вы знаете, как паять, небольшие приборы, такие как электрические чайники и простые электронные предметы, больше не нужно выбрасывать, если они неисправны. Приложив терпение и немного практики, вы сможете научиться паять провода как для ремонта, так и для забавных проектов.
В этом простом проекте вы спаяете вместе оголенные концы двух многожильных медных проводов с пластиковым покрытием. Для выполнения этой задачи не требуется специальных навыков.Поскольку материалы такие недорогие, у вас будет много возможностей попрактиковаться в обрезке проводов, прежде чем делать окончательное паяное соединение.
Метрики проекта
- Рабочее время : 5 минут
- Общее время : 20 минут
- Уровень квалификации : Начинающий
- Стоимость материалов : от 25 до 50 долларов
Необходимые инструменты и материалы
- Паяльник
- Жала паяльника
- Губка и вода
- Подставка паяльника
- Припой для канифоли 60/40
- Флюс канифольной пасты
- Термоусадочная трубка
- Тепловая пушка
- Устройство для зачистки проводов
Инструкции
Вместо покупки отдельных паяльных компонентов вы можете купить паяльную станцию, которая включает в себя паяльник, подставку и очиститель для жала.Поскольку вся станция подключается к розетке, уменьшается нагрузка на шнур паяльника, так как шнур не должен проходить непосредственно в розетку. Это важно для деликатных движений руки при пайке.
Свинцовый припой 60/40, состоящий на 60 процентов из олова и на 40 процентов из свинца, давно используется для пайки и безопасен при правильном обращении. Для максимальной безопасности выбирайте бессвинцовый припой, состоящий из 99,3% олова и 0,7% меди.
Подготовьте безопасное рабочее пространство
Убедитесь, что ваше рабочее место хорошо вентилируется, особенно при работе с припоем на основе свинца.Поскольку температура наконечников паяльников может варьироваться от 600 до 800 градусов по Фаренгейту, работайте на негорючих поверхностях, так как расплавленный припой может стекать. При работе с припоем на основе свинца обязательно тщательно мойте руки после работы с припоем. При работе с припоем используйте защиту для глаз.
Зачистите провода
Снимите 1/2 дюйма пластикового покрытия с проводов с помощью приспособления для зачистки проводов. Старайтесь не оставлять слишком много или слишком мало пластикового покрытия.Удаление слишком малого количества пластикового покрытия затруднит пайку. Удаление слишком большого количества пластикового покрытия приведет к обнажению чрезмерного количества медной проволоки и потребует использования дополнительных термоусадочных трубок. Обязательно используйте инструмент для зачистки проводов правильного калибра, чтобы случайно не отрезать жилы.
Добавьте термоусадочную трубку
Найдите трубку наименьшего диаметра, которая пройдет поверх проволоки с пластиковым покрытием. Если вы выберете слишком большую трубку, она не сожмется до нужного размера.Что касается длины, трубка должна покрывать стык плюс еще 1/2 дюйма с каждого конца. Наденьте термоусадочную трубку на провод и опустите ее на фут примерно на фут.
Присоединяйтесь к проводам
Осторожно очистите отдельные жилы проволоки. Сдвиньте провода друг к другу, сцепив жилы. Слегка скрутите сетчатые провода. Если скрутить провода слишком сильно, припой не сможет проникнуть. Однако диаметр стыка должен быть меньше диаметра термоусадочной трубки.
Расположите провода
Расположите провода так, чтобы они были приподняты над рабочей поверхностью. Плоские провода могут прилипнуть к поверхности из-за припоя. Зажимы типа «крокодил» или даже бытовые металлические пружинные зажимы могут использоваться для подъема проводов.
Добавьте канифольный флюс
Осторожно вотрите небольшое количество канифольной флюсовой пасты в соединенные провода, чтобы покрыть всю медь. Канифольный флюс поможет втянуть припой в сетчатые жилы.