Как подобрать плашку для резьбы — РИНКОМ
Подбор плашки для резьбы на болтовых соединениях и трубах позволит проводить работы по ремонту в домашних условиях, без необходимости вызывать слесаря. Инструмент дает возможность выполнять резьбу в форме конуса и цилиндра на подготовленных металлических стержнях.
Фотография № 1: Метрические плашки для нарезания резьбы и вороток
Изделия производят из быстрорежущей стали Р18, Р9 либо легированной стали с маркировкой ХВСГ и 9ХС (идет на изготовление инструментов для работы по металлу). В продаже есть плашки различных форм: круглые, квадратные, трубные, шестигранные. По конструкции корпуса изделия бывают цельными, раздвижными и разрезными.
Еще одна классификация основана на способе нарезания резьбы:
- для круглой идет инструмент по ГОСТ 13536-68;
- цилиндрической на трубах — ГОСТ 9740-71;
- конической — ГОСТ 6211-81;
- дюймовой — ГОСТ 6111-52;
- метрической — ГОСТ 9150-81.

Наиболее часто у специалистов возникает необходимость купить плашки круглого формата. Они дают возможность выполнять резьбу за 1 проход. Сравните: инструменту раздвижного типа для достижения аналогичного результата требуется 3–4 прохода. Однако круглые изделия не позволяют добиться высокой точности (не выше 2-го класса). Об этом следует помнить при выборе инструмента.
Виды плашек для нарезания резьбы
Перечислим основные виды плашек для нарезания резьбы и их особенности.
Метрические
Инструмент адаптирован для изготовления метрической резьбы (измеряется в миллиметрах). Изделия этого класса обозначены маркером М. К примеру, М9 делает резьбу в 9 мм. По размеру плашки бывают от 1 до 60 мм.
Фотография № 2: Метрическая плашка на 18 мм
Кроме того, для метрических инструментов актуален такой параметр, как шаг резьбы (дистанция между витками). Шаг резьбы есть основной и дополнительный (он всегда меньше основного).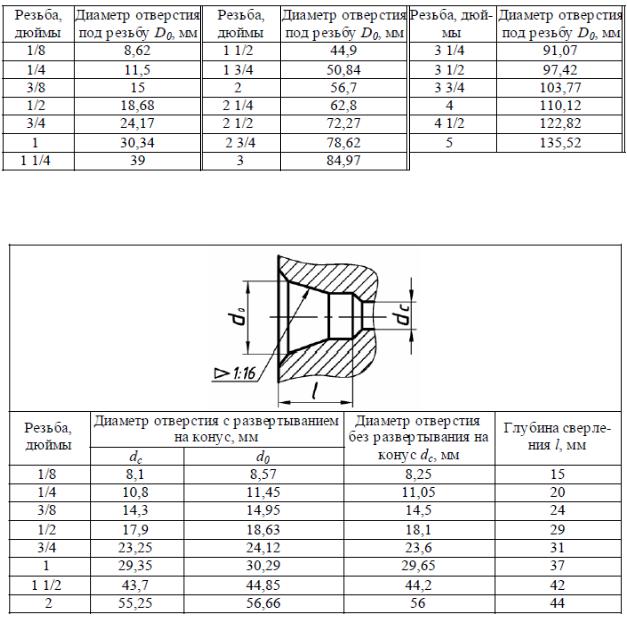
Пример. Инструмент с маркером М12 имеет основной шаг резьбы 1,75 мм и несколько дополнительных: М12*1,5, М12*1, М12*0,75, М12*0,5. Чем означенное в маркировке число меньше, тем ближе витки расположены друг к другу.
Таблица № 1: Шаг резьбы для метрических плашек разных размеров
Левые
Подобрать плашку для нарезания резьбы левосторонней обычно требуется при изготовлении вращающихся соединений. Изделия используются достаточно редко. В основном, если при наличии правой резьбы соединение раскрутилось бы. Патрон дрели закручивают левосторонним винтом. Изделия имеют маркировку LH.
Фотография № 3: Метрическая левосторонняя плашка на 14 мм
Трубные
Для простоты отличия от метрических инструментов трубные обозначают маркером G. Подобные изделия нужны для выполнения резьбы на трубах. Витки здесь измеряются в дюймах. Перевести миллиметры в дюймы вам поможет таблица соответствия.
Таблица № 2: Метрическая левосторонняя плашка на 14 мм
Пример.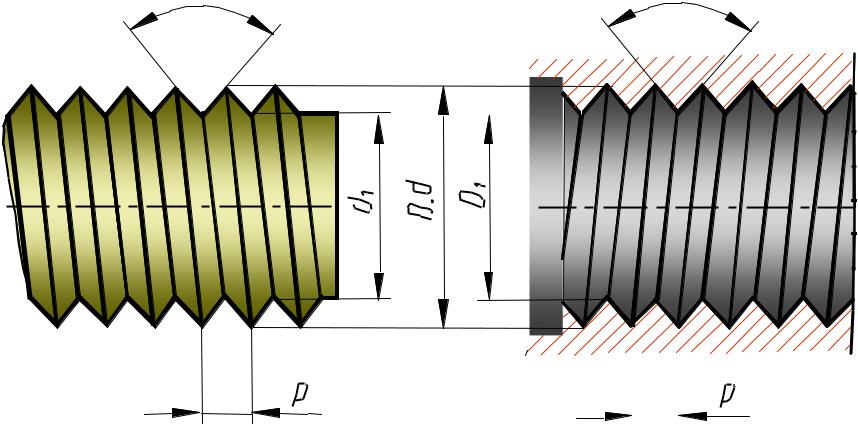 Плашками G ½ и G ¾ нарезают резьбу на полдюйма и три четверти дюйма, соответственно. Эти инструменты — наиболее распространенные и подходят для изготовления труб в системах горячего и холодного водоснабжения. Размеры изделий варьируются от 1/8 до 2 дюймов.
Плашками G ½ и G ¾ нарезают резьбу на полдюйма и три четверти дюйма, соответственно. Эти инструменты — наиболее распространенные и подходят для изготовления труб в системах горячего и холодного водоснабжения. Размеры изделий варьируются от 1/8 до 2 дюймов.
Трубные конические
Применяются для выполнения резьбы под конус. Нашли применение в производстве систем отопления и станков. В маркировке изделия есть буква К.
Фотография № 4: Трубная коническая плашка
Как делать резьбу с помощью плашки
Плашка для нарезания резьбы на трубу, вороток и трубный зажим — инструменты, которые требуются в работе с системами трубопровода. Для выбора левосторонней/правосторонней плашки оценивайте маркировку. При наличии буквенного обозначения LH перед вами инструмент для левой резьбы.
Фотография № 5: Процесс нарезания резьбы на заготовке
После того как подготовительные вопросы решены, приступайте к обработке заготовки. Для этого пройдитесь по детали напильником и смажьте место соединения маслом. Далее вставьте инструмент в вороток, а заготовку в зажим. Наденьте плашку на изделие и выполните несколько оборотов из расчета 2–3 в нужную сторону, пол-оборота в обратную. В процессе работы инструмент должен располагаться перпендикулярно заготовке.
Для этого пройдитесь по детали напильником и смажьте место соединения маслом. Далее вставьте инструмент в вороток, а заготовку в зажим. Наденьте плашку на изделие и выполните несколько оборотов из расчета 2–3 в нужную сторону, пол-оборота в обратную. В процессе работы инструмент должен располагаться перпендикулярно заготовке.
Чтобы добиться максимальной точности резьбы, используйте плашку разрезного типа. Такой инструмент имеет стопорные винты, что позволяет контролировать диаметр резьбы в процессе ее нарезания.
Коническая резьба: ГОСТ 6111-52, дюймовая, метрическая
Статья рассказывает о вещах, которые необходимо знать при работе с конической резьбой. Но для начала следует рассмотреть, для чего сейчас применяется металлическое резьбовое соединение.
Железные трубы в настоящее время можно встретить лишь в домах, которые не ремонтировались на протяжении нескольких десятилетий. Железо было вытеснено трубами из металлопластика и полипропилена. Последние разработки позволяют обеспечить полную герметизацию соединения, что привело к отказу от стали в качестве материала для стояков и других систем.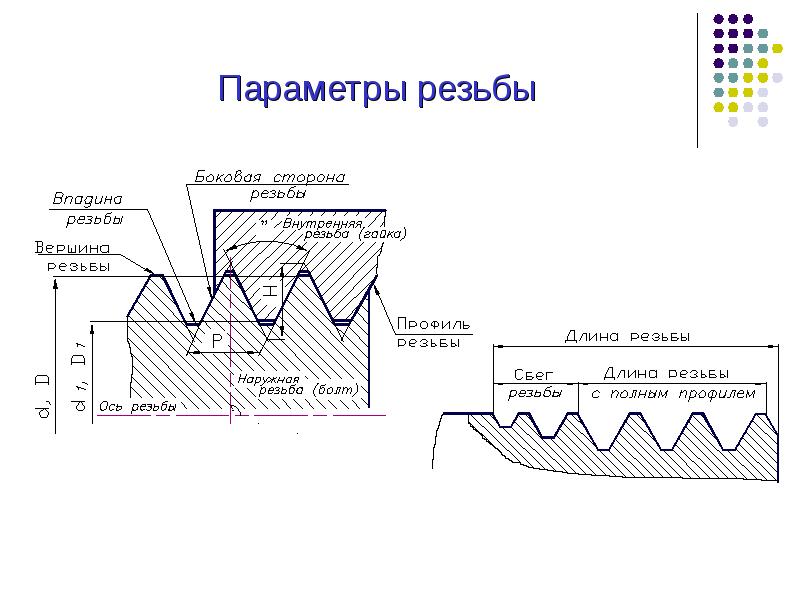
Но в местах с необходимой надежностью, превышающей обычные значения, использование металла продолжается и является зачастую единственным выходом из ситуации.
Этому есть две основные причины:
- механические нагрузки извне;
- большие значения давления в трубопроводе.
Например, проезжающий автомобиль легко раздавит неглубоко закопанную пластиковую трубу, в то время как стальная труба, скорее всего, выдержит эту нагрузку.
Стоит учесть, что сваркой соединять канализационные и водопроводные трубы не везде возможно и желательно. К этому может привести невозможность доступа к месту сварки или опасность взрыва. Также, зачастую требуется создать разъемное соединение, позволяющее присоединять к трубе по необходимости различные измерительные устройства. Соединения посредством резьбы и применяются с этой целью. Особенность в виде гладких краев резьбы обеспечивает плотность соединения при помощи герметиков или специальных лента для изоляции.
Классификация
Резьбы подразделяются на два основных типа:
- конические;
- цилиндрические.

Соответственно резьбовые соединения могут быть:
- конические-цилиндрические;
- цилиндрические-цилиндрические;
- конические-конические.
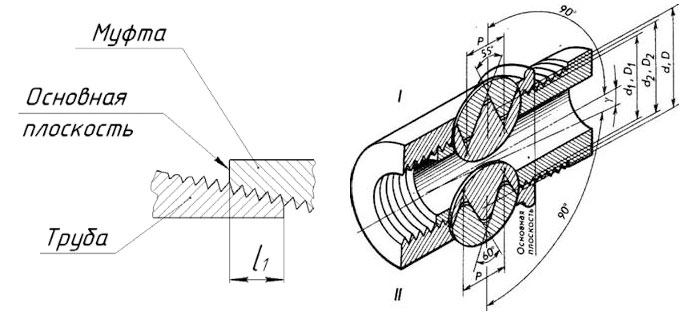
Коническая трубная резьба
Такой резьбой называют резьбу на трубных изделиях с сужающемся профилем к концу изделия. Если внутренняя резьба резьбового соединения является уже изношенной или сорванной и не подлежит полной замене, применяется именно резьба с коническим профилем. Она может придать на некоторый период времени герметичность соединению. Так, если в зимний период года надо осуществить запуск теплосети можно использовать эту особенность. Однако, как появится возможность, следует поменять полностью соединение.
Согласно техническим регламентам резьбу с коническим профилем используют лишь тогда, когда есть необходимость в обеспечении участка, находящемся в условии большого давления, полной герметичностью. Так, системы гидравлического привидения в работу габаритных машин являются подобным случаем.
Технические регламенты
Нельзя забывать и о действующих нормах:
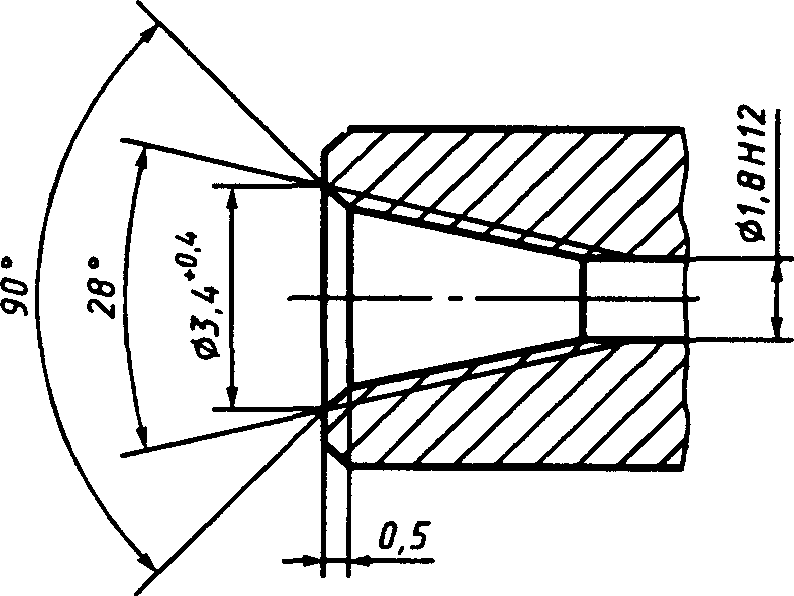
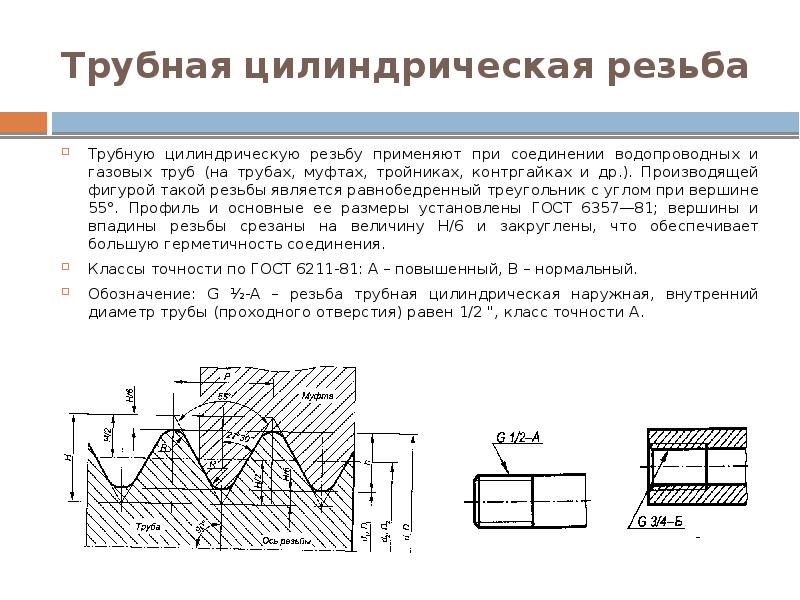
1. Необходимо соблюдать значение угла профиля резьбы равным 55 градусам.
2. По стандартам для разных диаметров существует свой шаг.
3. Должно соблюдаться значение угла отклонения конусной поверхности от оси трубы в независимости от её диаметра. Должен соблюдаться уклон равный соотношению 1 к 16.
4. Шесть дюймов составляет максимально возможный диаметр. Сварочное или соединение фланцами применяется к трубам, характеризующимися большими диаметрами.
5. Необходимо соблюдать фиксированное соотношение диаметра с длиной конической резьбы. Вся длина наружной резьбы и рабочая её длина разделяются. Должно строго соблюдаться отношение всей длины с рабочей длиной нарезанной резьбы.
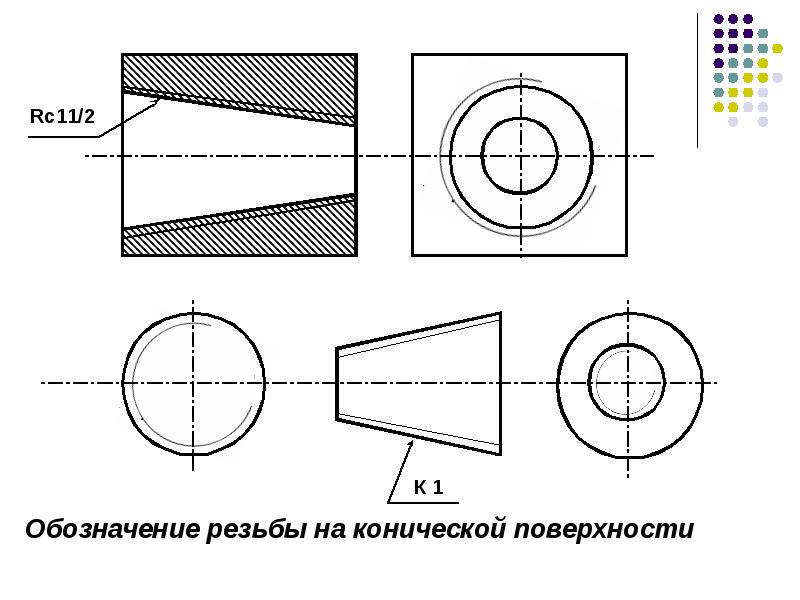
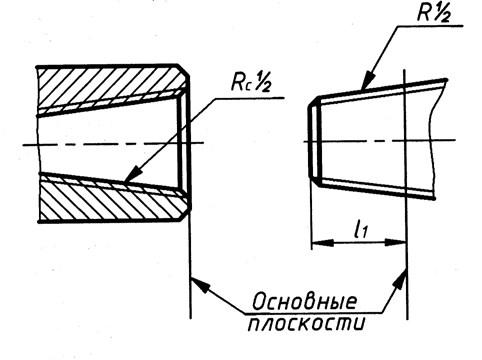
6. Стандарты также регламентируют варианты обозначений. Буква R говорит о наружной конической трубной резьбе. Буквы LH говорят о резьбе с левой спиралью. Также в обозначение входит размер резьбы. Rc обозначает внутреннюю резьбу конического профиля, а Rp цилиндрического профиля, часто используемая вместе с рассматриваемой резьбой.
Нарезка резьбы с конусным профилем
Основными инструментам нарезки резьбы являются:
1. резцы и гребенки на станках;
2. метчики, плашки, резьбонарезные головки;
3. накатные плашки;
4. фрезы для нарезки резьбы;
5. круги с абразивным покрытием.
Нарезка с использованием резца. Резцы для нарезки и гребенки на станках позволяют изготавливать как наружные, так и внутренние резьбы. Метод можно охарактеризовать как имеющий невысокую скорость нарезки. Сейчас его применяют в мелком производстве или при изготовлении винтов, обладающими высокой точностью. К достоинству можно отнести легкость использования инструментом и изготовление резьбы высокой точности.
Нарезание с использованием плашки и метчика. Плашки для труб бывают двух видов: круглые и раздвижные. Первые используются для нарезки 52 миллиметровой резьбы. Вторые включают в себя две половины, которые сближаются при резке труб. Метчиком называют стальной стержень с резьбой с режущими кромками.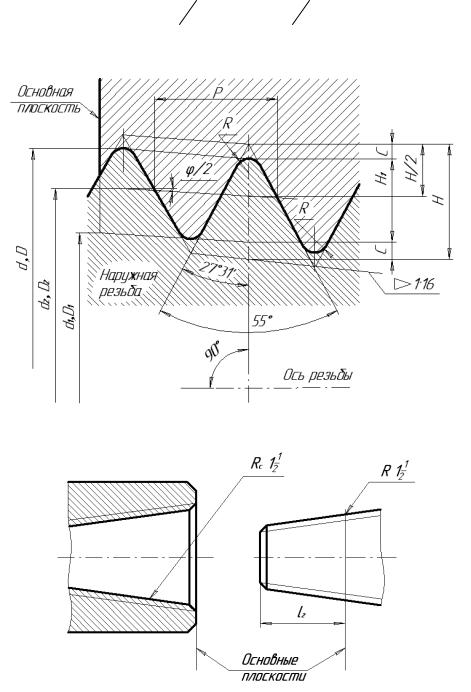 Метчики бывают машинные и ручные.
Метчики бывают машинные и ручные.
Нарезка резьбы накатыванием. Этот метод является основным промышленным способом. Изделие пропускают между двух плоских плашек, которые имеют резьбовой профиль, а на детали образуется соответствующая ему резьба.
Фрезерование резьбы производят на соответствующих станках. Фреза, которая вращается с большой угловой скоростью, при радиальной подаче углубляется в деталь и нарезает резьбу на ее поверхности. Деталь или фреза постепенно перемещается в осевом направлении на расстояние, которое равно шагу будущей резьбы.
Шлифование используется в основном при нарезке резьбы на деталях, небольшой длины. Шлифовальный круг расположен по отношению к детали под таким углом, который соответствует подъему резьбы.
Как обозначаются соединения деталей с резьбой
Так как соединяемые детали могут иметь разные резьбы, их соединение обозначают отношение внешней резьбы к внутренней. Например, Rp/R ¾ R является соединением деталей с левой резьбой посредством внутренней цилиндрической и наружной конической.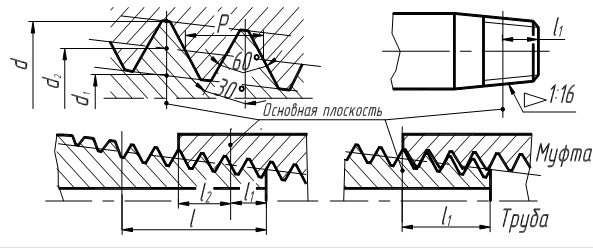
При присоединении детали с резьбой одного типа ко второй детали с резьбой другого типа необходимо соблюдать осторожность, дабы избежать повреждения гребней. Поэтому всё же рекомендуется соединять детали, имеющие один тип резьбы.
Итак, были подробно разобраны все вопросы, которые могут возникнуть при работе с резьбой конического профиля. Можно быть уверенным, что полученные знания пригодятся в будущем.
Как нарезать коническую резьбу метчиком
Нарезание — коническая резьба
Нарезание конической резьбы на токарно-винторезном станке производится с помощью копировальной линейки, которая устанавливается на величину угла уклона конуса 9 — Шаг резьбы устанавливается так же, как и для цилиндрических резьб. [1]
Нарезание конической резьбы производят на станках, имеющих конусную линейку. Биссектриса профиля конической резьбы согласно стандартам, принятым в СССР, перпендикулярна оси резьбы. Шаг измеряется в направлении, параллельном оси резьбы. Средний диаметр конической резьбы в каждом сечении, перпендикулярном оси, имеет разную величину, поэтому на конической резьбе задается плоскость измерения на расстоянии а от торца.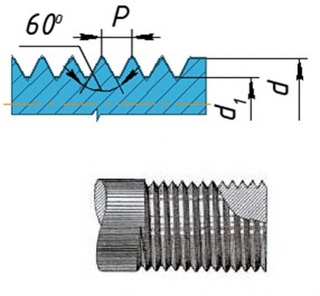 В плоскости измерения указывают величины наружного, среднего и внутреннего диаметров резьбы. [2]
В плоскости измерения указывают величины наружного, среднего и внутреннего диаметров резьбы. [2]
Нарезание конической резьбы производят на станках, имеющих конусную линейку. Биссектриса профиля конической резьбы согласно стандартам, принятым в СССР, перпендикулярна оси резьбы. [4]
Недопустимо нарезание конической резьбы со стороны необработанной поверхности из-за возможных колебаний размера от этой поверхности до измерительной базы. Поэтому перед нарезанием конической резьбы необработанную поверхность следует цековать. [6]
Для нарезания конических резьб применяют конические и самооткрывающиеся метчики. [7]
Для нарезания конической резьбы применяются головки с крупными гребенками, предназначенные для нарезания цилиндрической резьбы. [8]
Для нарезания конической резьбы применяют обычно круглые резцы. Стержневые резцы применяют очень редко; но конструкции они почти ничем не отличаются от стержневых резцов для цилиндрической резьбы. [9]
Для нарезания конических резьб с конусностью К — у — — целесообразно применять гребенки с неравномерным смещением нарезки. [10]
[10]
Для нарезания конической резьбы на трубах применяются трубонарезные патроны, устанавливаемые на специальных станках. Во время нарезания резьбы патроны вращаются, а труба вращения не имеет. [11]
Для нарезания конической резьбы применяются плашки специальной конфигурации. [12]
Для нарезания конических резьб применяются плашки с конической резьбой. [13]
Для нарезания конических резьб с конусностью k — j целесообразно применять гребенки с неравномерным смещением нарезки. [14]
Схема нарезания конической резьбы метчиками представлена на фиг. В некоторых случаях эта схема применяется также для нарезания цилиндрической резьбы. [15]
Резьбовые соединения являются самыми надежными из разъемных соединений. Впервые были применены в античности, и с тех пор заметно усовершенствовались. До изобретения токарно-винторезного станка в 17 веке каждая пара «болт-гайка» изготавливалась индивидуально, они не были взаимозаменяемыми. В 19 веке, во время развития железных дорог в Англии, изобретатель сэр Джозефа Уитворта предложил и внедрил стандарт нарезки резьбы, носящий с тех пор его имя. Для нарезки внешней резьбы используют токарно-винторезный станок или специальные плашки, для нарезки внутренней резьбы применяют метчики – разновидность фрез.
Для нарезки внешней резьбы используют токарно-винторезный станок или специальные плашки, для нарезки внутренней резьбы применяют метчики – разновидность фрез.
Конструктивные особенности
Вначале внутреннюю резьбу нарезали нехитрыми приспособлениями в виде заточенного под конус четырехгранного стержня. На коническом конце выпиливали режущие зубы, которые при завинчивании стержня в отверстие процарапывали в нем резью. В ходе дальнейших усовершенствований у метчика появился положительный передний угол, канавки для выброса стружки и лучшее соответствие режущих кромок профилю резьбы.
В современном метчике присутствуют следующие обязательные конструктивные элементы:
- Головная (или заборная) часть в форме пологого конуса, служащая для начала формирования профиля резьбы.
- Некоторое число (2-6) боковых канавок, обеспечивающих отведение стружки и поступление смазки (СОЖ).
- Калибрующая часть, в форме протяженного цилиндра, завершающая точное формирование профиля.
- Хвостовик, служащий для закрепления метчика в зажимном устройстве патрона или ворота.

В поперечном разрезе форма канавки обуславливается двумя ее поверхностями: фронтальной гранью режущего зубца метчика и спинкой этого зубца.
Различают канавки для стружки следующих типов:
- Однорадиусные – поперечный разрез представляет собой дугу окружности, применяются на калибровочных инструментах.
- Прямолинейные — поперечное сечение U-образное, используются для нарезки гаечной резьбы.
- Смешанные — прямолинейная передняя и дугообразная задняя. Так делают большую часть универсального инструмента.
Разновидности канавок метчика
Кроме того, канавки делятся на:
- Прямолинейные. Используются в универсальном инструменте.
- Левые спиральные. Левозаходные применяют для нарезания резьбы на проход. Стружка выталкивается в пространство перед метчиком, предохраняя, таким образом, уже сформированный профиль от повреждения.
- Правые спиральные. Правозаходными снабжают метчики для нарезания глухих отверстий, такими канавками стружка выталкивается наружу и не забивает отверстие.

Коническая форма головной части облегчает центровку метчика в отверстии и заход на нарезку первых ниток резьбы. Угол наклона конуса варьируется между 3° и 20°, конкретное значение определяют, исходя из назначения инструмента — чернового, промежуточного или чистового прохода.
Цилиндрическая часть в действительности представляет собой обратный конус с очень маленьким углом конусности . Занижение достигает 0,1 мм, это позволяет снизить трение в ходе нарезки.
Оновные размеры метчиков:
- шаг резьбы;
- высота профиля;
- полная высота профиля;
- наружный диаметр резьбы;
- длина заборной части;
- угол заборного конуса;
- величина затылования.
Кроме всего, инструменты делятся на метчики с левой и с правой резьбой.
Виды по назначению
По своему назначению различают следующие виды метчиков:
- Слесарные. Предназначены для ручного применения, имеют хвостовик квадратной формы. Они поставляются в комплекте с воротком, которым и обеспечивается вращение инструмента и нарезание резьбы. Используются в составе комплекта из двух или трех метчиков, несколько отличающихся друг от друга по диаметру. Каждый снимает с поверхности отверстия свою часть припуска. Внутри комплекта инструменты различают по числу черточек, выгравированных или отштампованных на хвостовике, самый грубый, черновой имеет одну черточку, промежуточный — две и чистовой — три.
- Машинные или машинно-ручные. Такими метчиками нарезку проводят как вручную, так с использованием оборудования. Применяются токарные, сверлильные станки или обрабатывающие центры. Отличие от слесарных, имеют более короткую заборную часть, поскольку соосность обеспечивается конструкцией станка. Выполняются из более качественной инструментальной стали, термостойкой и устойчивой к механическим нагрузкам.
- Гаечные. Предназначены для нарезки резьбы в гайках в станках-автоматах. Конструктивно отличаются более длинным хвостовиком гладкой цилиндрической формы. После прохождения резьбы гайки одна за другой перемещается на хвостовик, и ожидаются там выполнения всей серии. По окончании групповой операции хвостовик извлекается из патрона, и все гайки стряхиваются в приемный лоток.
 Предназначены для ручного применения, имеют хвостовик квадратной формы. Они поставляются в комплекте с воротком, которым и обеспечивается вращение инструмента и нарезание резьбы. Используются в составе комплекта из двух или трех метчиков, несколько отличающихся друг от друга по диаметру. Каждый снимает с поверхности отверстия свою часть припуска. Внутри комплекта инструменты различают по числу черточек, выгравированных или отштампованных на хвостовике, самый грубый, черновой имеет одну черточку, промежуточный — две и чистовой — три.
Предназначены для ручного применения, имеют хвостовик квадратной формы. Они поставляются в комплекте с воротком, которым и обеспечивается вращение инструмента и нарезание резьбы. Используются в составе комплекта из двух или трех метчиков, несколько отличающихся друг от друга по диаметру. Каждый снимает с поверхности отверстия свою часть припуска. Внутри комплекта инструменты различают по числу черточек, выгравированных или отштампованных на хвостовике, самый грубый, черновой имеет одну черточку, промежуточный — две и чистовой — три. Конструктивно отличаются более длинным хвостовиком гладкой цилиндрической формы. После прохождения резьбы гайки одна за другой перемещается на хвостовик, и ожидаются там выполнения всей серии. По окончании групповой операции хвостовик извлекается из патрона, и все гайки стряхиваются в приемный лоток.
Конструктивно отличаются более длинным хвостовиком гладкой цилиндрической формы. После прохождения резьбы гайки одна за другой перемещается на хвостовик, и ожидаются там выполнения всей серии. По окончании групповой операции хвостовик извлекается из патрона, и все гайки стряхиваются в приемный лоток.Отдельно также производятся и применяются метчики дюймовые и метрические.
Виды по конструкции
Метчики сильно различаются по своей конструкции:
- Бесканавочные имеют очень короткие канавки, используются для работы с вязкими материалами: сплавами легких металлов и некоторыми низкоуглеродистыми высоколегированными сталями.
- Винтовые — канавки расположены по восходящей спирали, такими нарезают резьбу в глухих отверстиях на высокопроизводительных станках.
- Ступенчатые. Рабочая часть разделена на две зоны, первая режет, а вторая выглаживает.
- Комбинированные — перед заходной частью находится сверло, за один проход делается отверстие и нарезается в нем резьба.
- Протяжки. Служат для нарезки резьбы в проходных отверстиях с помощью токарного станка.
- С внутренней полостью для подачи СОЖ.
- Колокольного типа. Применяются при нарезке большого диаметра (до полуметра), состоят из нескольких режущих систем, закрепленных в общей оправке.
Существуют и другие конструкции метчиков для редких и специальных применений.
Типы нарезаемой резьбы
Для нарезания каждого типа и размера резьбы существуют свои наборы метчиков. Они не взаимозаменяемы, как и резьбовые элементы разных типов. Различают следующие основные типы:
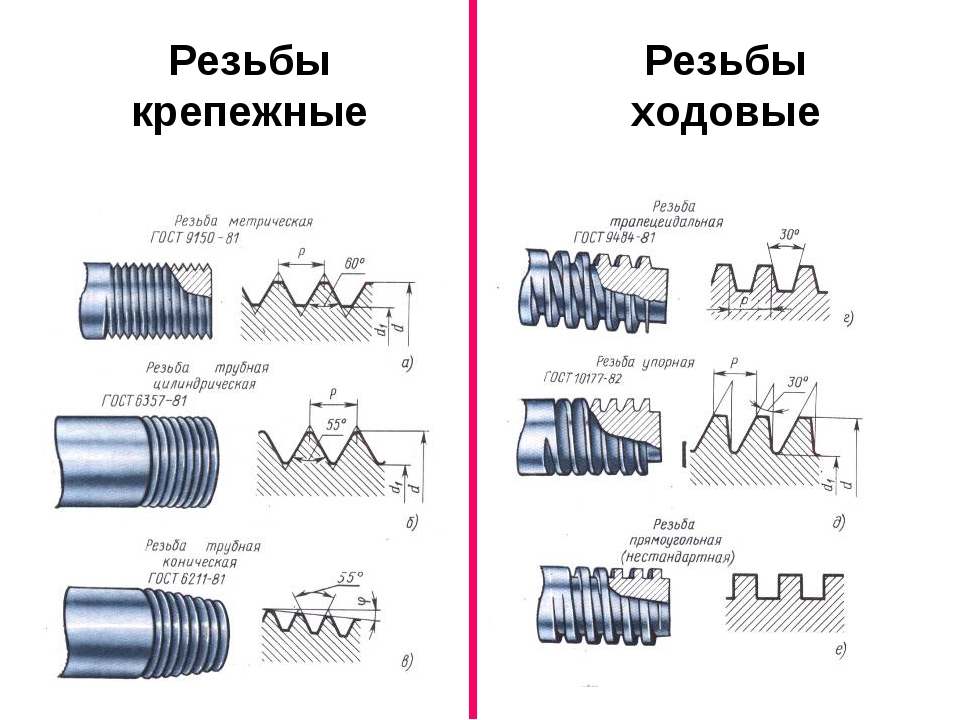
- Метрическая. Профиль в виде равнобедренного треугольника углом у вершины 60°, все размеры профиля выражены в миллиметрах. Маркируется литерой М.
- Дюймовая. Профиль имеет более острый угол – 55°. Диаметр выражается в дюймах и их долях в виде простых дробей, а шаг – числом витков на дюйм. Некоторые маркируются литерой W(в честь Дж. Уитворта).
- Трубная. Отличается разным наклоном передней и задней части профиля для обеспечения надежности соединения и предотвращения его самопроизвольного раскручивания. Существуют как цилиндрические, так и конические трубные резьбы.
 Существуют как цилиндрические, так и конические трубные резьбы.
Существуют как цилиндрические, так и конические трубные резьбы.Существуют и другие типы резьбы для специальных применений
Материалы для производства метчиков
Элементы метчика испытывают большие механические и термические нагрузки, он должен быть способен за время своей эксплуатации нарезать несколько сотен, а машинный — много тысяч отверстий. Поэтому для их изготовления применяют высококачественные инструментальные стали:
- Для ручных моделей — высокоуглеродистые У10А или У 12А.
- Для машинных – быстрорежущие РМ5 и др.
- Для автоматического оборудования высокой производительности — твердосплавные с повышенной термостойкостью.
Нарезание резьбы метчиком
Кроме преимуществ в виде высокой производительности и долговечности, такие материалы имеют и один недостаток — в случае поломки метчик для нарезки резьбы невозможно высверлить.
Как правильно и без потерь инструмента нарезать резьбу вручную
Технологический процесс нарезки резьбы разбивается на несколько операций.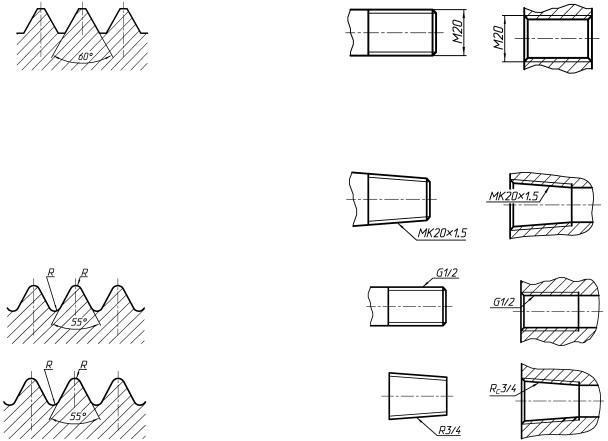
- Подготовка. По таблице соответствий подобрать сверло нужного диаметра и точно просверлить отверстие, не допуская увода сверла. Сверло должно быть правильно заточено, иначе материал перегреется, и прочность резьбы снизится. Отверстие зазенковать. В случае глухого отверстия дать припуск по глубине.
- Для нарезания резьбы использовать метчики только стандартных типоразмеров.
- Нарезка. Движения должны быть аккуратные и размеренные. Не пропускать номера, следует использовать последовательно все три — от грубого до финишного.
- После каждого полного оборота воротка следует давать пол-оборота в обратном направлении для скола стружки и ее выталкивания из канавок.
- Очистка. Проходные отверстия очищаются проволочным ершиком, глухие — промышленным пылесосом или потоком сжатого воздуха.
- Проверка. Закрутить в отверстие винт. Он должен заходить без перекоса и идти по резьбе плавно и без усилий.
Последовательность нарезания резьбы метчиком
В народном фольклоре существуют и другие секреты ручной нарезки, однако для получения качественной резьбы достаточно четко соблюдать вышеперечисленные
Если что-то пошло не так или что делать со сломанным метчиком
Метчик, как и любой другой инструмент, не вечен и подвержен естественному износу и старению. Чтобы это не случилось раньше времени, следует соблюдать вышеизложенные рекомендации. Самые распространенные причины, приводящие к поломке:
Чтобы это не случилось раньше времени, следует соблюдать вышеизложенные рекомендации. Самые распространенные причины, приводящие к поломке:
- Перекос.
- Слишком маленькое отверстие.
- Излишние усилия, прикладываемые к воротку.
- Несоблюдение правила обратного пол-оборота после каждого полного оборота воротка.
Не надо торопиться, стараться прогнать резьбу побыстрее или пытаться пропустить метчик из набора. Все это обернется большим потерями времени при извлечении сломанного инструмента и при повторном прохождении резьбы.
Как выкрутить сломанный метчик
Если вы все же нарушили рекомендации и сломали метчик — не отчаивайтесь. Несмотря на то, что высверлить обломанный метчик практически невозможно — его прочность выше прочности обычного сверла, существуют способы спасения ситуации.
- Экстрактор. Для метчиков применяется специальный экстрактор с закаленными изогнутыми тонкими шпильками, которые одним концом вводятся в канавки, а другим зажимаются в специальной цилиндрической оправке. Осторожно вращая оправку воротком, можно выкрутить пострадавший инструмент.
- Точечная сварка. К обломку приваривается L-образный стержень, за который конструкция и выкручивается пассатижами.
- Вытравливание кислотами. Выбирается кислота, сильнее действующая на материал метчика, чем на материал детали. Способ опасный и не рекомендован для применения в домашних мастерских.
- Электроискровой способ. На деталь подают минус, а плюсовым электродом контактной сварки аккуратно прикасаются к обломку. В ходе электроискрового разряда он теряет мельчайшие частицы металла в виде раскаленных брызг. Через несколько разрядов, как правило, заклинивание пропадает, и обломок можно выкрутить.
 Осторожно вращая оправку воротком, можно выкрутить пострадавший инструмент.
Осторожно вращая оправку воротком, можно выкрутить пострадавший инструмент.Но самый лучший способ — это вовсе не ломать метчик.
Подготовка к нарезанию внутренней резьбы
Чтобы резьба нарезалась без проблем, необходимо тщательно подготовить отверстие.
Таблица соответствий диаметров сверла конкретному метчику для метрических, дюймовых, трубных и трапецеидальных резьб приведена по ссылке.
Скачать таблицу диаметров отверстий под резьбу
Сверло должно соответствовать материалу детали, быть правильно и хорошо заточено. Угол заточки должен быть не более 140°. Это позволяет избежать перегрева и невольной термообработки материала детали, приводящей к ухудшению качества резьбы.
Сверло должно быть тщательно закреплено, нужно исключить биение как сверла в патроне, так и самого патрона.
При высверливании глухих отверстий нужно тщательно контролировать глубину и обязательно дать припуск по глубине относительно заданной глубины нарезки — даже самый лучший метчик не нарежет резьбу до конца.
Потребуются следующие инструменты и принадлежности:
- Низкооборотный сверлильный станок. Использование ручных дрелей не рекомендуется.
- Подобранное по таблице сверло.
- Сверло большего диаметра (примерно в два раза) для зенковки.
- Набор метчиков с воротком.
- Тиски для закрепления детали.
- Керн и молоток.
- Минеральное масло для смазки метчика и отверстия во время работы.
- Протирочный материал.
Правила нарезания трубной резьбы в целом совпадают с вышеизложенными, лишь для нарезания больших диаметров используется специальная оснастка для более точной центровки
Особенности технологии
Последовательность действий при прохождении внутренней резьбы при помощи метчика следующая:
- Разметить отверстие.
- Накернить его молотком и керном.
- Смазать деталь и сверло.
- Закрепить деталь в тисках или прижать ее к рабочему столу струбциной.
- Закрепить сверло в патроне станка, выставить самые малые обороты и начать сверление, после того, как головка сверла погрузится в металл, обороты можно добавлять.
- По окончании сверления убрать стружку и раззенковать отверстие.
- Смазать метчик №1 и деталь, выставить метчик строго по оси отверстия.
- Аккуратно начать первые витки нарезки резьбы метчиком. После каждого полного оборота делать пол-оборота в обратном направлении. Добавлять смазку каждые несколько оборотов.
- Если усилие на воротке резко возрастает, необходимо сдать назад, чтобы сбросить стружку.
- После прохождения №1, пройти отверстие №2 и №3 тем же способом.
Самая главная особенность при нарезании резьбы — это тщательность, аккуратность, отсутствие спешки и излишних прикладываемых усилий. Лучше потратить несколько секунд на лишние пол-оборота назад, чем часами возиться со сломанным и заклинившим метчиком, извлекать его с риском повредить деталь и потом заново оказаться перед тем же отверстием.
Маркировка
Маркировка метчиков начинается с буквы, обозначающей тип резьбы. М для метрической; G для трубной; Tr для трапецеидальной. Метчики для дюймовой резьбы маркируются без буквы.
Метчики для дюймовой резьбы маркируются без буквы.
Особенности маркировки метчика для нарезки резьбы
Далее идет диаметр в миллиметрах для метрической и в дюймах с целыми долями для дюймовой
Если резьба имеет нестандартный шаг — следующим идет обозначение шага в миллиметрах или в витках на дюйм.
Если метчик выполнен из закаленной нержавеющей стали — к маркировке добавляют HSS (Hardened Stainless Steel)
Для метчиков левой резьбы в конце маркировки добавляют LH (Left Hand).
Действующие стандарты
Конструкция и параметры метчиков для нарезания резьбы описаны в ГОСТ 3266-81,: «Метчики машинные и ручные. Конструкция и размеры».
- Машинные метчики для метрической резьбы – ГОСТ 8859-74.
- Гаечные метчики для метрической резьбы – ГОСТ 1604-71
- Гаечные метчики с изогнутым хвостовиком для метрической резьбы – ГОСТ 6951-71.
Зарубежные стандарты DIN 352, ISO 529 и другие не противоречат ГОСТ за исключением меньшей на 1 см длины хвостовой части
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Метчик – инструмент, с помощью которого можно быстро и точно нарезать резьбу в подготовленном отверстии. Это стержень, разделенный на рабочую часть и хвостовик. Хвостовик служит для фиксации в воротке или патроне станка. Удаление стружки обеспечивают продольные или винтовые канавки, находящиеся на режущей части. Для изготовления этого инструмента используют углеродистые или быстрорежущие стали. Чтобы качественно нарезать внутреннюю резьбу, необходимо знать, как правильно выбрать метчик и подготовить отверстие.
Разновидности инструмента
Подходящий инструмент выбирают, в зависимости от особенностей обрабатываемого материала, требуемой производительности и других параметров. С помощью метчиков разных типов можно нарезать метрическую или дюймовую внутреннюю резьбу с цилиндрическим или коническим профилем.
По способу ведения процесса различают модели:
- Проходные (универсальные). Их рабочая часть состоит из трех зон. Первая выполняет черновую нарезку, вторая – промежуточную, третья – чистовую.
- Комплектные. Для выполнения полного комплекса работ используют несколько инструментов – для черновой, промежуточной и чистовой нарезки. Комплекты состоят из трех метчиков, реже – из двух (для черновой и чистовой обработки). Для обработки особо прочных металлов используют комплекты с 5 инструментами.

Инструмент изготавливают двух типов: для обработки отверстия вручную или с помощью металлорежущего оборудования.
- Машинно-ручной. Имеет квадратный хвостовик. Работает в комплекте с держателем с двумя ручками – воротком.
- Машинный. Устанавливается в патрон металлообрабатывающих станков различных типов.
Для нарезки резьбы в непроходных и сквозных отверстиях применяют метчики разных конструкций:
- Для непроходных отверстий используют комплектный инструмент без конусного кончика. Работа обычно выполняется воротком.
- В сквозных отверстиях резьбу изготавливают метчиками с конусообразным кончиком. Чаще всего это разновидности инструмента универсального типа.
 Чаще всего это разновидности инструмента универсального типа.
Чаще всего это разновидности инструмента универсального типа.Каналы для отведения стружки имеют различные формы: прямую, винтовую, укороченную.
Для обработки материалов невысокой твердости подходят стружкоотводящие каналы любых форм. Чтобы метчиком нарезать резьбу в материалах высокой твердости, таких как нержавеющая и жаропрочная стали, применяют только инструмент, в котором режущие сегменты имеют шахматное расположение.
Как правильно определить диаметр отверстия?
Перед тем как нарезать резьбу, изготавливают отверстие, диаметр которого определяют по стандартизированным таблицам. Если подготовить отверстие, сечение которого меньше рекомендованной величины, инструмент выйдет из строя, если больше – результат будет некачественным.
Таблица соответствия метрических резьб и диаметров отверстий для них
| Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм |
| М 2 | 1,6 | М 8 | 6,7 | М 22 | 19,4 |
М 2. 2 2 | 1,75 | М 9 | 7,7 | М 24 | 20,9 |
| М 2.5 | 2,05 | М 10 | 8,5 | М 27 | 23,9 |
| М 3 | 2,5 | М 11 | 9,5 | М 30 | 26,4 |
| М 3.5 | 2,9 | М 12 | 10,2 | М 33 | 29,4 |
| М 4 | 3,3 | М 14 | 12,0 | 31,9 | |
| М 5 | 4,2 | М 16 | 14,0 | М 39 | |
| М 6 | 5,0 | М 18 | 15,4 | М 42 | 37,4 |
| М 7 | 6,0 | М 20 | 17,4 | М 45 | 40,4 |
Таблица соответствия дюймовых резьб и диаметров отверстий для них
| Размер резьбы, дюймы | Диаметр, мм | Размер резьбы, дюймы | Диаметр, мм |
| 1/8 | 8,8 | 7/8 | 28,1 |
| 1/4 | 11,7 | 1 | 30,5 |
| 3/8 | 15,2 | 1 1/8 | 35,2 |
| 1/2 | 18,9 | 1 1/4 | 39,2 |
| 5/8 | 20,7 | 1 3/8 | 41,6 |
| 3/4 | 24,3 | 45,2 |
Этапы нарезания резьбы машинно-ручным метчиком
Порядок производства работ:
- Первый шаг – разметка в соответствии с чертежами.
- По отметкам производят кернение остро заточенным керном.
- Сверлят со средним нажимом на невысоких оборотах. Дрель должна находиться под прямым углом к поверхности. Перед началом работ сверло смазывают. Если глубина отверстия большая, то смазывание производят не только перед началом, но и во время работы. Глубина глухого отверстия должна быть несколько больше, чем нарезаемая длина. При отсутствии запаса резьба может получиться неполной.
- Повысить качество результата позволяет обработка зенкером, которая уменьшает конусность и обеспечивает параллельность боковых поверхностей.
- Метчик закрепляют в воротке, кончик его смазывают и вставляют в отверстие строго под прямым углом к поверхности. Делают первый оборот, несильно нажимая сверху на вороток. После первого оборота вперед следует сделать половину оборота назад для удаления стружки. Особую осторожность соблюдают при использовании универсального инструмента – он хрупкий и его легко повредить. Проще работать с комплектными моделями.

Полезные советы
- Чтобы правильно нарезать резьбу в металлах с низкой твердостью и высокой вязкостью, таких как алюминий, сплавы на его основе, медь, баббиты, метчик рекомендуется периодически вынимать для очистки каналов от налипшей стружки.
- При использовании комплектных моделей следует использовать полный набор. Пропуск чернового инструмента не ускоряет, а замедляет нарезание. Такое нарушение технологии приводит к снижению качества результата, а иногда и к выходу метчика из строя.
- Для предотвращения перекоса метчика через 2-3 нити проверяют вертикальность его положения с помощью угольника. Такая предосторожность особенно актуальна для глухих и мелких отверстий.
Процесс необходимо вести с применением жидкостей, предназначенных для смазки и охлаждения:
- в стальных элементах применяют эмульсии, льняное масло, олифу;
- в изделиях из алюминия и его сплавов – керосин;
- при обработке меди – скипидар.
Нарезать резьбу в деталях из чугуна или бронзы можно без применения смазки.
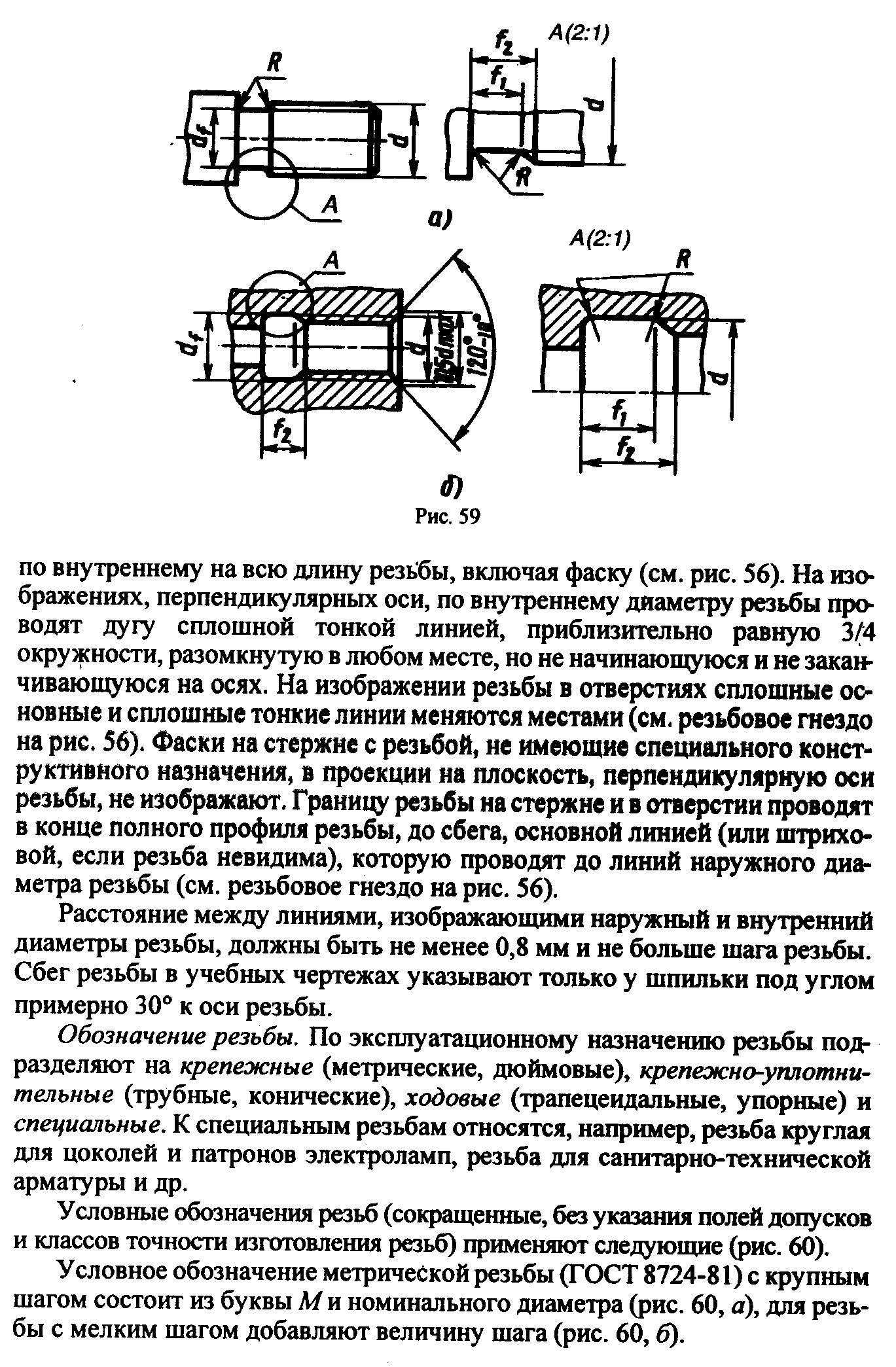
Как нарезать резьбу плашкой — нарезание резьбы на трубе, таблица резьб.
При необходимости ручной нарезки наружных резьб для трубного соединения, изготовления шпильки или болта под гайку с метрической резьбой, чаще всего используется простой, но достаточно эффективный инструмент – плашка. Процесс подготовки резьбы достаточно прост, если точно следовать ниже приведенным инструкциям.
Подготовка к нарезанию резьбы плашкой
Прежде чем нарезать резьбу плашкой на пруту или на трубе необходимо подобрать инструмент нужного диаметра и шага. Сама плашка представляет собой гайку с режущими зубцами конической формы с отверстиями для крепления в воротке. Плашки могут быть цельными, разрезными, раздвижными, иметь круглую, квадратную или шестигранную форму.
В первую очередь необходимо подобрать материал и инструмент требуемого диаметра. Ниже приведена таблица соответствия наиболее популярных диаметров для метрической, дюймовой и трубной резьб с примером подбора заготовки под резьбу М6
Как видим по таблице, для нарезки резьбы М6 нам необходим прут диаметром 5,8 мм. При более высоких диаметрах резьб есть допустимое минимальное и максимальное значение толщины прута. Нарушать его нельзя – при превышении диаметра вы рискуете сломать плашку, при значении меньше минимального – получите слабую резьбу.
При более высоких диаметрах резьб есть допустимое минимальное и максимальное значение толщины прута. Нарушать его нельзя – при превышении диаметра вы рискуете сломать плашку, при значении меньше минимального – получите слабую резьбу.
Перед тем как начать нарезание наружной резьбы плашкой, помимо самого инструмента и заготовки, необходим подходящий по форме и размеру вороток, а также машинное масло. После этого можно приступать непосредственно к самой нарезке.
Порядок нарезки резьбы
Перед началом нарезки необходимо снять фаску с наружной части трубы или заготовки под углом 45°. Это необходимо для облегчения первых витков и фиксации плашки.
Дальнейшие действия:
- Закрепите трубу или заготовку в строго вертикальном положении. Наилучшим вариантом чтобы избежать перекосов являются слесарные тиски, но можно использовать и газовый ключ.
- Смажьте инструмент маслом.
- Приложите плашку к головке прута в строго горизонтальном положении и начните с первых нескольких кругов.
- При явном перекосе на первых кругах снимите плашку, обстучите заготовку и начните заново.
- При вращении на первых витках одновременно равномерно нажимайте на ручки воротка для начала процесса резки.
- После нескольких первых витков проверьте правильность нарезки. Это можно сделать по горизонтальности плашки и воротка, что можно проверить уровнем. Далее, при правильном положении инструмента, можно продолжить нарезание трубной резьбы плашкой на всю необходимую длину.
- При достижении примерно середины длины вдавливающее усилие можно ослабить, далее начинается процесс самозатягивания.
- После одного – двух витков необходимо провернуть плашку на половину оборота назад для удаления стружки.
- После нарезки на нужную длину просто верните инструмент обратно по готовой резьбе.

Необходимо учесть, что плашка может иметь несколько номеров, чаще всего 2. В этом случае после нарезки черновой резьбы необходимо поочередно пройтись каждым из номеров для окончательного формирования профиля резьбы.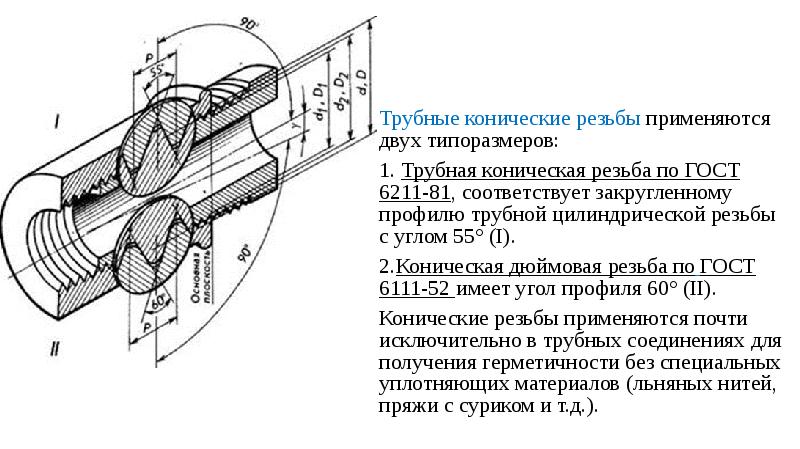
Переходники и адаптеры BSP NPT
Эксплуатация гидравлических систем, функционирующих под воздействием высокого давления, требует особого внимания к обеспечению герметичности, качеству и надежности трубных соединений.
Высокое качество соединения и минимальный риск протечек обеспечивают трубные соединения BSP и NPT угол конуса 60°, традиционно применяемые в гидросистемах высокого давления и обеспечивающие большую надежность в сравнении с обычной трубной резьбой.
Особенности
Производство адаптеров и переходников с углом конуса 60 градусов осуществляется в соответствии со стандартом SAE J514. В качестве основных материалов для их производства применяют нержавеющие и углеродистые стали.
Резьба соединений:
- BSP — метрическая трубная резьба по британскому стандарту.
- NPT — дюймовая коническая резьба (американский стандарт).
Уплотнение осуществляется по схеме металл по металлу и регулируется стандартом NC 5200. Процесс сборки происходит без деформирования любых частей и элементов соединения и предполагает применение резиновых уплотнений, помещаемых в углубления рядом с резьбой.
Процесс сборки происходит без деформирования любых частей и элементов соединения и предполагает применение резиновых уплотнений, помещаемых в углубления рядом с резьбой.
Преимущества соединений с резьбой NPT и BSP:
- Способность переносить высокие давления.
- Выраженная герметичность: отсутствуют протечки и потери рабочей жидкости.
- Просто собираются и разбираются, без чрезмерных усилий и временных затрат.
Что мы предлагаем?
Компания «ЛенГо Индастриал Техникс» имеет в наличии солидный ассортимент адаптеров под угол конуса 60°. Мы предлагаем изделия различных типов, конфигураций и размеров, благодаря чему наши покупатели могут подобрать трубные соединения в соответствии с параметрами комплектуемой гидросистемы.
У нас можно приобрести следующие типы адаптеров по месторасположению резьбы:
- С наружной, штуцер-штуцер.
- С внутренней, гайка-гайка.
- С наружной/внутренней, штуцер-гайка.
По конструкции наши соединения представлены следующими вариантами:
- Угловые (45 и 90 градусов).
- Прямые.
- Регулируемые.
- Тройники.
Ознакомиться с техническими характеристиками и типоразмерами адаптеров можно в информационной таблице, сопровождающей каждый тип изделий. При необходимости получения дополнительной информации по товарам свяжитесь с отделом продаж компании «ЛенГо»: наши специалисты предоставят вам квалифицированную консультационную поддержку и помогут в выборе продукции.
| Шаг резьбы Р | |||
| 4Н5Н; 5Н; 5Н6Н; 6Н; 7Н | 6G; 7G | 4Н5Н; 5Н | 7Н; 7G |
| С развертыванием на конус | Без развертывания на конус | ||
| dc | do | ||
| С развертыванием на конус | Без развертывания на конус | Диаметр сквозных отверстий dh (см. рис. 1) | |
| Обработка отверстий по разметке, пробивка штампами обычной точности, литье нормальной точности | |||
 Это означает, что наружный и внутренний диаметры конической резьбы в основной плоскости равны наружному и внутреннему диаметрам трубной цилиндрической резьбы по ГОСТ 6357-81 с тем же обозначением. Так из обозначения R3/4 следует, что резьба коническая наружная трубная, наружный диаметр которой в основной плоскости равен наружному диаметру цилиндрической трубной резьбы G3/4
Это означает, что наружный и внутренний диаметры конической резьбы в основной плоскости равны наружному и внутреннему диаметрам трубной цилиндрической резьбы по ГОСТ 6357-81 с тем же обозначением. Так из обозначения R3/4 следует, что резьба коническая наружная трубная, наружный диаметр которой в основной плоскости равен наружному диаметру цилиндрической трубной резьбы G3/4
 Диаметры отверстий под нарезание трубной цилин д рической резьбы (по ГОСТ 21348-75)
Диаметры отверстий под нарезание трубной цилин д рической резьбы (по ГОСТ 21348-75)Как нарезать резьбу вручную плашкой и метчиком
Резьбовые соединения широко применяются в устройстве различных механизмов и машин. Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Однако бывают случаи, когда требуется нарезать резьбу вручную. Качественно выполнить эту работу поможет специализированный инструмент.
Содержание
В машиностроении выделяют три основные системы крепежных резьб: метрическую, дюймовую и трубную.
Метрическая резьба получила наибольшее распространение. Она имеет треугольный профиль с углом 60˚. Её основные параметры, диаметр и шаг, выражаются в миллиметрах. Пример обозначения: М16. Это означает, что резьба метрическая, имеет диаметр 16 мм с крупным шагом 2,0 мм. Если шаг мелкий, тогда указывается его значение, например, М16*1,5.
Диаметры дюймовой и трубной резьбы выражаются в дюймах. Шаг характеризуется числом ниток на дюйм. Указанные параметры стандартизированы, поэтому всегда есть возможность подобрать необходимый инструмент.
Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.
Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать диаметр нарезаемой резьбы в пределах 0,1…0,25 мм. Однако они обладают пониженной жесткостью, что сказывается на точности получаемого профиля.
Порядок работы
Плашку устанавливают в плашкодержатель подходящего размера. После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
Толщину стержня выбирают на 0,1…0,25 мм меньше диаметра наружной резьбы. Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
Номинальный диаметр резьбы, мм | Шаг, P | Диаметр стержня, мм | |
номинальный | минимальный | ||
5 | 0,8 | 4,92 | 4,82 |
6 | 1 | 5,89 | 5,79 |
8 | 1,25 | 7,87 | 7,76 |
10 | 1,5 | 9,85 | 9,73 |
12 | 1,75 | 11,83 | 11,7 |
14 | 2 | 13,8 | 13,67 |
16 | 2 | 15,8 | 15,67 |
18 | 2,5 | 17,8 | 17,62 |
20 | 2,5 | 19,8 | 19,62 |
22 | 2,5 | 21,8 | 21,62 |
24 | 3 | 23,79 | 23,57 |
27 | 3 | 26,79 | 26,57 |
30 | 3,5 | 29,79 | 29,52 |
Чтобы обеспечить лучшее врезание плашки, на конце стержня запиливают фаску. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.
Плашку накладывают на конец стержня так, чтобы её плоскость была перпендикулярна оси нарезаемого болта. Далее с небольшим нажимом вращают плашкодержатель по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
Диаметр наружной резьбы проверяют обычной гайкой или калибром-кольцом. При необходимости шаг контролируют резьбомером.
Нарезание внутренней резьбы метчиком
Для формирования внутренней резьбы необходимы следующие инструменты и материалы:
- молоток, кернер, дрель, сверла;
- комплект метчиков, вороток, слесарные тиски;
- машинное масло.
Технология нарезания резьбы метчиком
Первым делом производят разметку заготовки и кернят центр будущего отверстия. Подбирают сверло, соответствующее необходимому диаметру резьбы. Это можно сделать с помощью справочных таблиц или приближённо по формуле d = D – P. Здесь D – диаметр резьбы, P – её шаг, d – диаметр сверла. Например, для М10 d = 10 – 1,5 = 8,5 мм.
Номинальный диаметр резьбы, мм | Шаг, P | Диаметр сверла под резьбу |
|---|---|---|
| 2 | 0,4 | 1,6 |
| 3 | 0,5 | 2,5 |
| 3,5 | 0,6 | 2,9 |
| 4 | 0,7 | 3,3 |
| 5 | 0,8 | 4,2 |
| 6 | 1 | 5,0 |
| 0,75 | 5,25 | |
| 0,5 | 5,5 | |
| 8 | 1,25 | 6,8 |
| 1 | 7,0 | |
| 0,75 | 7,25 | |
| 0,5 | 7,5 | |
| 10 | 1,5 | 8,5 |
| 1,25 | 8,8 | |
| 1 | 9,0 | |
| 0,75 | 9,25 | |
| 0,5 | 9,5 | |
| 12 | 1,75 | 10,2 |
| 1,5 | 10,5 | |
| 1,25 | 10,8 | |
| 1 | 11 | |
| 0,75 | 11,25 | |
| 0,5 | 11,5 | |
| 14 | 2 | 12,0 |
| 1,5 | 12,5 | |
| 1,25 | 12,8 | |
| 1 | 13,0 | |
| 0,75 | 13,25 | |
| 0,5 | 13,5 | |
| 16 | 2 | 14,0 |
| 1,5 | 14,5 | |
| 1 | 15,0 | |
| 0,75 | 15,25 | |
| 0,5 | 15,5 | |
| 18 | 2,5 | 15,5 |
| 2 | 16,0 | |
| 1,5 | 16,5 | |
| 1 | 17,0 | |
| 0,75 | 17,25 | |
| 0,5 | 17,5 | |
| 20 | 2,5 | 17,5 |
| 22 | 2,5 | 19,5 |
| 24 | 3 | 21 |
| 27 | 3 | 24 |
| 30 | 3,5 | 26,5 |
В детали сверлят отверстие на требуемую глубину, которая должна превышать длину нарезаемой части. С помощью сверла диаметром большим, чем d, на кромке отверстия выполняют фаску. Она служит для центрирования и лучшего захода метчика.
По основным параметрам резьбы – диаметру и шагу – подбирают режущий инструмент. Как правило, используют комплект из двух метчиков. Один из них черновой, другой – чистовой. По размеру квадрата хвостовой части метчиков выбирают вороток.
Деталь надежно закрепляют в тисках. Черновой метчик и отверстие смазывают машинным маслом. После этого устанавливают метчик строго перпендикулярно поверхности детали и, нажимая вдоль его оси, вращают вороток за рукоятки.
Нарезав одну-две нитки резьбы, делают четверть оборота в обратную сторону. Это способствует дроблению и удалению стружки, препятствует заеданию инструмента. Работу продолжают, осуществляя попеременное вращение: ½ оборота вперед, ¼ – назад. При этом необходимо следить за тем, чтобы не было перекоса метчика. Не стоит также прикладывать чрезмерное усилие к нему. Чтобы не допустить заедания, режущий инструмент периодически выводят, а отверстие очищают от стружки.
После нарезания внутренней резьбы на необходимую глубину в отверстие устанавливают чистовой метчик. Когда он пойдет по заданному направлению, на него надевают вороток и продолжают работу. Периодически добавляют смазку.
Резьбу проверяют с помощью калибра-пробки или болта. Он должен ввертываться без усилий и не качаться. При необходимости делают дополнительный проход чистовым метчиком.
параллельных потоков против конических потоков
Параллельная (прямая) резьба по сравнению с конической резьбой
Многие механические торцевые соединения имеют резьбу. Если резьба на двух частях не одинакового диаметра и шага, вы не сможете их соединить. Даже опытные рабочие иногда испытывают трудности с идентификацией резьбы, независимо от процедуры идентификации резьбы и качества их калибра.
Нити имеют вершины, называемые гребнями, и впадины, называемые корнями. Часть между гребнем и корнем называется флангом.Первое, что нужно проверить, — все ли гребни одного диаметра. Используйте штангенциркуль и измерьте первый, четвертый и последний гребни. Если размеры совпадают, у вас прямая резьба. Если у вас три разных измерения, значит, у вас коническая резьба. Во всем мире доступно множество торцевых соединений с прямой резьбой. Однако каждое торцевое соединение обычно имеет одну из трех наиболее распространенных резьб: ASME B1.1 (унифицированная резьба), ISO 228/1 или прямая резьба ISO 261.Поскольку резьбы сопрягаемых фитингов параллельны друг другу, нет столкновения между боковыми сторонами, гребнями и корнями. Следовательно, уплотнение должно быть выполнено с помощью прокладки, уплотнительного кольца или некоторого контакта металла с металлом. На прямой резьбе герметик не требуется и не рекомендуется. В зависимости от области применения и материалов может использоваться смазка для резьбы.
Коническая резьба
также имеет несколько стандартных форм измерения: NPT (национальная трубная резьба), ISO 7/1 (также известная как британская стандартная труба) и метрическая.Коническая резьба предназначена для уплотнения, когда сопряженные резьбы стянуты вместе. Но им всегда нужен герметик для герметизации системных жидкостей и снижения вероятности заедания резьбы. Такие продукты, как лента Swagelok из ПТФЭ, SWAK®, анаэробный герметик для трубной резьбы с ПТФЭ и герметик для трубной резьбы, не содержащий ПТФЭ, выполняют как смазочные, так и герметизирующие функции. Если две металлические части прижимаются друг к другу без смазки, возможно истирание.
Если вы хотите узнать, как определить шаг и размер резьбы, посмотрите видео ниже.
Вам нужна дополнительная информация или вы ищете конкретный продукт?
Просто заполните форму ниже, и мы вернемся не ранее
Американский стандарт с наружной конической трубной резьбой
В Соединенных Штатах Америки используются национальные стандарты трубной резьбы ANSI для регулирования образования и размеров винтовой резьбы на изготовленных деталях с прямой или конической резьбой. Эти стандарты гарантируют, что отдельные детали подходят друг к другу должным образом по специальным характеристикам, таким как герметичное уплотнение и жесткость.
Трубная резьба
Стандартизация трубной резьбы сложна. Исторические прецеденты, которые различаются от страны к стране и от отрасли к отрасли, влияют на то, каким стандартам трубной резьбы должны следовать производители в различных проектах. Например, садовые шланги и пожарные шланги имеют разные стандарты резьбы — даже британские и американские садовые шланги одного и того же типа могут иметь разные стандарты резьбы. Однако трубная резьба обычно подразделяется на коническую трубную резьбу и параллельную прямую трубную резьбу.
Коническая трубная резьба
Для жидкостей и газов трубы должны быть герметичными. Коническая резьба является предпочтительным вариантом, поскольку она лучше предотвращает утечки. Коническая конструкция помогает охватываемому и охватывающему концам образовывать уплотнение при совместном крутящем моменте, когда боковые стороны резьбы сжимаются друг относительно друга, даже без добавления герметика. Два стандарта, которые регулируют большинство конических трубных резьб, — это американский национальный стандарт конической трубной резьбы (NPT) и британский стандарт трубной конической резьбы (BSPT).
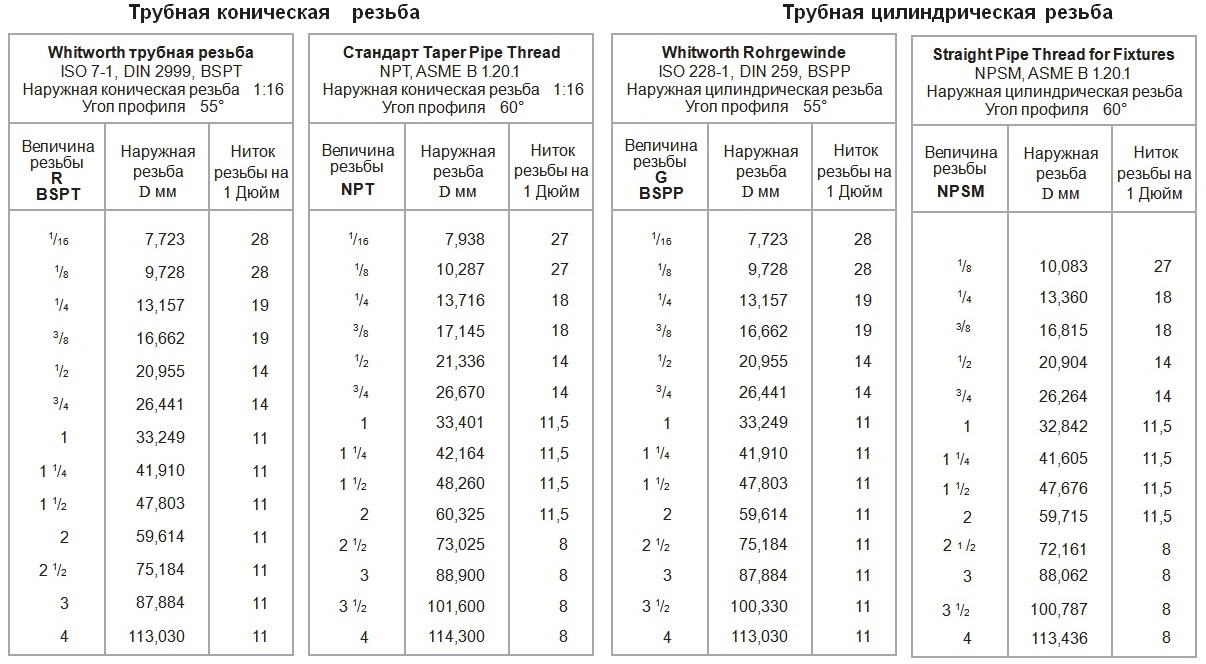
Трубы, совместимые с одним набором стандартов, несовместимы с другим. Резьба NPT имеет уплощенные выступы и впадины и угол 60 °, тогда как резьба BSPT закруглена и нарезана под углом 55 °. Большинство труб в США и Канаде соответствуют стандартам NPT, тогда как трубы в Великобритании и Европе соответствуют стандартам BSPT.
Таблица размеров трубной резьбы по национальному стандарту NPT
Стандарты NPT регулируют как внешнюю, так и внутреннюю трубную резьбу, поэтому как наружная, так и внутренняя части трубы являются последовательными и предсказуемыми.Каждая резьба NPT имеет конусность ¾ дюйма на фут или 1/16 дюйма на дюйм длины. Степень конусности определяется путем сравнения изменения диаметра резьбы по длине трубы. Сам угол конуса составляет 1 ° 47 «24» (1,7899 °).
Производители производят трубы и фитинги стандарта NPT этих обычно предпочтительных размеров:
| Номинальный размер трубы | Н.Д. трубы ( D ) | Резьба / дюйм. ( н ) |
| 1/16 | 0.3125 | 27 |
| 1/8 | 0,405 | 27 |
| 1/4 | 0,540 | 18 |
| 3/8 | 0,675 | 18 |
| 1/2 | 0,840 | 14 |
| 3/4 | 1.050 | 14 |
| 1 | 1,315 | 11,5 |
| 1 1/4 | 1,660 | 11.5 |
| 1 1/2 | 1.900 | 11,5 |
| 2 | 2,375 | 11,5 |
В некоторых специализированных приложениях, таких как сжатие воздуха, требуются трубы меньше 1/8 дюйма. Однако трубы с конической резьбой очень редко превышают 2 дюйма, и часто используются другие методы соединения.
Спецификации резьбового калибра и заготовки
Высококачественные методы измерения необходимы для производства труб, соединителей и фитингов, соответствующих строгим стандартам NPT и BSTP.Для прямых и конических труб требуются разные спецификации заготовок, чтобы можно было выполнить этапы чистовой обработки.
При прямом нарезании резьбы диаметр заготовки обрабатывается до не более 0,002 дюйма или максимального диаметра резьбы. Затем оборудование наматывает резьбу до тех пор, пока диаметр не упадет на определенную величину в пределах максимального и минимального делительного диаметра. Оборудование также регулирует диаметр заготовки до тех пор, пока основной диаметр не попадет в пределы максимума и минимума.
Обработка конической резьбы немного сложнее.В следующей таблице показаны характеристики конической резьбы.
Накатка на коническую трубную резьбу
Для создания конической трубной резьбы необходимо обработать диаметр заготовки детали в соответствии со спецификациями в таблице размеров NPT. Он должен соответствовать углу 1 ° 47 дюймов, а также иметь соответствующий диаметр заготовки в разных точках. После того, как заготовка будет иметь соответствующий размер, производители могут наматывать резьбу до тех пор, пока диаметр не попадет в пределы L1 и L2 (указано в таблице размеров NPT) технические характеристики датчика.
Измерение элементов конической трубной резьбы
Коническая трубная резьба имеет несколько различных размеров, которые должны быть точными и поддерживаться в хорошем состоянии на протяжении всего производственного процесса. К ним относятся:
- Диаметр заготовки, измеренный с помощью компаратора или микрометров
- Диаметр шага, при котором используются датчики L1 и L2 для проверки соответствующих шагов
- Основные диаметры, которые проверяются с помощью шестиэтапного процесса
Производители также используют кольца для проверки калибровки и размеров конической резьбы.Эти кольца включают:
- Кольца NPT L1, которые проверяют плотное зацепление вручную и проверяют, находятся ли детали заподлицо с концом кольца в пределах допустимого поля. Кольцо NPTF L1 выполняет ту же функцию.
- Кольца L2 NPTF для проверки резьбы зацепления гаечного ключа и точного контроля допусков резьбы
- NPTF для контроля усечения гребней труб или фитингов с внешней резьбой. Эти калибры используются с кольцевыми калибрами L1 и L2.
Шестиступенчатые манометры
Свяжитесь с CJWinter по вопросам резьбовых роликов и приспособлений
Для создания качественной фурнитуры важно правильно выбрать резьбовые ролики и инструменты.Хорошо подобранные резьбы создают лучшие уплотнения для систем, содержащих газ или жидкость, и понимание конической резьбы является важным элементом этого. Свяжитесь с CJWinter для получения дополнительной информации о наших возможностях.
Четыре простых шага для определения гидравлической резьбы
Промышленные машины и оборудование проектируются и производятся во всех уголках мира. В одних только гидравлических системах используется бесчисленное количество различных типов фитингов и переходников с различными методами уплотнения и формами резьбы.Хотя метод уплотнения часто можно отличить по внешнему виду, все формы резьбы кажутся одинаковыми, что затрудняет и отнимает много времени для их идентификации, когда требуется модификация или ремонт оборудования.
Правильная резьба имеет решающее значение для выбора правильных запасных частей для обслуживания и ремонта. Выбор неправильной детали может привести к повреждению резьбы во время установки, что снижает способность выдерживать давление и надежность уплотнения фитинга или переходника.Быстрая и правильная идентификация потоков может помочь поддерживать безопасную, продуктивную и прибыльную работу.
На гидравлических трубных фитингах обычно используются шесть типов резьбы:
- UN / UNF
- NPT / NPTF
- BSPP (BSP, параллельный)
- BSPT (BSP, конический)
- Метрическая параллельная
- Метрические конические
Четыре шага к идентификации резьбы
Шаг 1 — Определите, коническая или параллельная резьба
NPT / NPTF и BSPT — коническая резьба, а UN / UNF и BSPP — параллельные.Метрический конический и метрический параллельный говорят сами за себя. В некоторых случаях шаг 1 можно выполнить только визуальным осмотром. Коническая резьба уменьшается в диаметре к концу фитинга, в то время как параллельная резьба сохраняет тот же диаметр от начала до конца. Если это не очевидно, глядя на фитинг, используйте параллельные губки штангенциркуля для сравнения. Кроме того, наличие уплотнительного кольца или снятие трубной гайки обычно свидетельствует о том, что наружная резьба параллельна.Завершение шага 1 приведет к удалению трех из шести возможных форм резьбы.
Шаг 2 — Определите шаг
Это можно расшифровать с помощью измерителя шага для сравнения или путем точного измерения и расчета количества витков резьбы на заданном расстоянии. Намного проще сравнивать резьбу на светлом фоне с шагомером. Поскольку некоторые шаги резьбы относительно схожи, рекомендуется попробовать несколько калибров, прежде чем решить, какой из них подходит лучше всего.Результат шага 2 еще больше сузит возможные формы резьбы, потому что большинство из них имеют четкий шаг. Проконсультируйтесь с колонкой «Шаг 2» в Таблице 1, чтобы узнать о возможных шагах.
Шаг 3 — Определите размер
Объединение результатов шагов 1 и 2 определит — или в некоторых случаях поможет предсказать — правильную процедуру для шага 3. Существует два метода определения размера резьбы, которые следует использовать в зависимости от того, является ли резьба трубной резьбой ( NPT / NPTF, BSPT, BSPP) или не является трубной резьбой (UN / UNF, метрическая параллельная, метрическая коническая).Имейте в виду, что коническая резьба (как определено на шаге 1) не обязательно означает, что это трубная резьба (например, метрическая коническая). Точно так же трубная резьба может быть параллельной (например, BSPP).
Для трубной резьбы определите размер, сравнив его с профилем номинального размера, как показано на Рисунке 1 (полезный наконечник — размеры трубы до 2 дюймов номинального размера могут быть определены путем измерения фактического внешнего диаметра, вычитания »и затем округления. -выключенный). Для нетрубной резьбы фактический размер может быть определен путем измерения внешнего диаметра (большого диаметра) штангенциркулем, как показано на рисунке 2.
Рисунок 1
Рисунок 2
Шаг 4 — Обозначьте резьбу
Технически этот последний шаг не относится к идентификации резьбы. Скорее, это метод обозначения типа резьбы в формате промышленного стандарта для понимания другими.Примеры различных форматов показаны в столбце «Шаг 4» таблицы 1. Обычно они имеют указание размера резьбы (номинального или фактического), типа и — в некоторых случаях — шага.
Специалисты вашей компании по техническому обслуживанию и ремонту могут применить этот простой четырехэтапный процесс, чтобы свести к минимуму время простоя машины, избежать расходов на приобретение (и возврат) неподходящих деталей и помочь обеспечить безопасную и безаварийную рабочую среду.
Сводка по идентификации потоков
Чтобы различать различные типы резьбы, все, что требуется, — это справочная таблица (как в таблице 1 ниже), штангенциркуль и калибр резьбы.Самый важный инструмент — это резьбой (или шагомер). Этот инструмент, имеющий вид «зуба пилы», помогает определять шаг резьбы. Он имеет определенное количество зубцов на определенном расстоянии и (обычно) отмечен соответствующим образом. Для метрической резьбы шагом считается расстояние в миллиметрах между каждой резьбой. Для всех остальных резьб шагом считается количество витков на дюйм.
* Для JIS (Японские промышленные стандарты) резьба может быть идентифицирована аналогично BSPP и BSPT, но определена с помощью PF и PT соответственно.Например, ПФ 1/8 и ПТ 1/2.
Таблица 1
Посетите страницу с часто задаваемыми вопросами в нашем отделе трубных фитингов www.parker.com/tfd-faq, где можно найти множество информации и ресурсов.
Вы нашли этот пост полезным? Подпишитесь на сообщения TFD techConnect по электронной почте. TFD techConnect — это технически ориентированный ежемесячный блог, написанный для инженеров, специально посвященный проблемам управления движением и управлением.
Если у вас есть вопросы или комментарии, опубликуйте их, и я отвечу, если потребуется. Если вы хотите поговорить со мной напрямую, со мной можно связаться в Parker Tube Fittings Division по телефону 614.279.7070 или по электронной почте. Загрузите версию для печати «Четыре простых шага по определению резьбы гидравлической системы».
Вы также хотите получать объявления о новых продуктах и обновлениях технологий от подразделения Parker Tube Fittings Division? Подпишитесь сегодня и будьте в курсе.
Берли Бейли, руководитель отдела исследований и разработок, подразделение трубных фитингов Parker
10 различных типов метчиков [Полное руководство]
Существует много разных типов метчиков, и цель данного руководства — точно знать, когда использовать каждый из них.
Примечание : Если вы знакомы с типами кранов, но хотите изучить передовой опыт их использования, чтобы избежать поломки кранов, попробуйте нашу статью и видео 7 способов избежать поломки кранов .
Доступно большое количество метчиков с различными преимуществами и недостатками:
Метчики ручные (метчики с прямым набором метчиков, метчики с прямой канавкой)
Ручные метчики, обычно покупаемые в местном хозяйственном магазине, являются наиболее распространенными типами метчиков, но их обычно следует избегать при работе с ЧПУ.
Купите несколько качественных метчиков и попробуйте нарезать резьбы вручную, а не набором метчиков из хозяйственного магазина. Вы будете удивлены, насколько лучше работают метчики для машин.
Одним из применимых стандартов для ручных метчиков является ISO 529.
Есть два типа ручных метчиков:
Метчик конический
Метчик с конусом имеет довольно большой конус, что помогает ему постепенно нарезать резьбу. Обычно первые 8-10 витков резьбы имеют конусообразную форму. Метчики с конусом являются наиболее распространенными типами метчиков и обычно используются в наборе метчиков и штампов.
Метчик донного
Метчик для опускания дна почти не имеет конуса на конце, потому что он предназначен для резьбы до самого дна. Сужается только от 1 до 1,5 витков резьбы.
Метчики
используются для нарезания резьбы в глухих отверстиях. Желательно сначала зарезать резьбу большей части отверстия метчиком с конусом, а затем закончить дно отверстия метчиком для забивания дна.
Заглушка
Метчики
находятся между метчиками с донным и конусным метчиками, потому что они имеют конусную резьбу 3-5, что больше, чем метчик для захода на дно, и меньше, чем метчик с конусом.
К сожалению, терминология не всегда последовательна. Некоторые поставщики называют эти ответвители «вторыми ответвителями» и называют ответвители заглушками. Убедитесь, что вы получаете и используете.
Ответвители
Это типы метчиков, которые вы должны выбрать для приложений с ЧПУ или для ручной обработки.
Метчики со спиральным наконечником (Gun Nose или Bull Nose)
Эти метчики имеют спиральную нарезку с разгрузочными канавками. Они обычны и похожи на большинство ручных кранов, которые вы видите вокруг.Но спиральный угол на передних режущих кромках помогает выбрасывать стружку, а скошенная кромка также обеспечивает превосходную производительность резания. Следовательно, это действительно самый дешевый метчик для нарезки резьбы, который вы могли бы рассмотреть для использования для нарезания резьбы, и их можно использовать на несколько более высоких скоростях, чем ручные метчики.
Подобно ручным метчикам, метчики со спиральным острием могут иметь конический конец, а метчик с пробкой (предназначенный для глухих отверстий) имеет гораздо меньшую конусность.
Они дешевле, чем два других типа, но я обычно предпочитаю два других.Их основной недостаток заключается в том, что они выталкивают стружку перед отводом в отверстие, другими словами. Это не проблема для сквозных отверстий, но плохая идея для глухих отверстий.
Метчики со спиральной канавкой или метчики для пистолетов
Метчики
со спиральной канавкой имеют открытую спираль, как и концевые фрезы. Их основное преимущество заключается в том, что они выбрасывают стружку вверх и из отверстия. Они всегда предпочтительнее метчиков со спиральным острием, когда у вас глухое отверстие.
Они также предпочтительны для прерывистого отверстия, где пересекается другой элемент, потому что спираль помогает перезапустить резьбу после открытого элемента.
Иногда возьмите метчик со спиральной канавкой и обычный ручной метчик и пробейте вручную пару одинаковых отверстий. Вы будете шокированы тем, насколько меньше усилий требуется для метчика со спиральной канавкой. Правильный выбор смесителей действительно помогает!
Метчик с прерывистой резьбой
У этих метчиков есть только зуб для каждой второй резьбы. Идея состоит в том, чтобы улучшить извлечение стружки. Удаление каждого второго зуба помогает сломать стружку, а также дает больше места для стружки и смазки, которая может поступать и выполнять свою работу.
Отводы
Как и следовало ожидать, метчики для труб — это типы метчиков, используемых для нарезания трубной резьбы. Существуют как прямые, так и конические отводы для труб в зависимости от того, должна ли трубная резьба быть прямой или конической. На фотографии показан типичный метчик для труб с резьбой NPT. Вы можете увидеть конус профиля резьбы NPT.
Метчики для конической трубной резьбы должны работать тяжелее, потому что вы не можете просверлить коническое отверстие. Они должны удалить гораздо больше материала в верхней части отверстия, чем в нижней части.Используйте трубный расширитель, чтобы сузить отверстие, чтобы метчик не работал так тяжело.
Формовочные или рулонные метчики (метчики для нарезания резьбы)
Метчики
для нарезания резьбы вообще не режут резьбу. Вместо этого они холодные формы. Изготовленные таким образом нити часто называют «свернутыми».
В этом процессе металл не режется, а сжимается и сжимается. Нет сколов, которые нужно удалить. В результате вероятность поломки самих метчиков снижается, а образующиеся на них резьбы становятся более прочными.Если ваше приложение допускает переходы к формам, они, как правило, лучше всего подходят по этим причинам.
Метчики
требуют разных подач и скоростей, и для них требуется другой размер начального отверстия, поэтому имейте это в виду перед тем, как использовать их.
Хотя многие считают, что они подходят только для мягких материалов, таких как алюминий, на самом деле они могут использоваться для материалов с твердостью до 36 HRC, что составляет около 340 BHN. Это охватывает удивительно широкий спектр материалов, включая множество сталей.
Я почти всегда предпочитаю метчик для резки формы из доступных типов метчиков, если материал не слишком твердый для нарезания резьбы.
Наконечник:
Kelly предлагает этот наконечник для метчиков формы:
«Одна небольшая проблема с большим количеством метчиков для профилирования … если у них нет канавки для выхода смазочно-охлаждающей жидкости, или нет места в корне или гребне резьбы, масло будет создавать противодавление по мере того, как кран входит, и в конечном итоге действует как сплошная металлическая заглушка, блокирующая дальнейший вход крана в отверстие. Я понял это на собственном горьком опыте, сломав несколько ударов «.
Метчики-удлинители (метчики с длинным хвостовиком)
Это просто метчики с длинным хвостовиком для облегчения доступа к труднодоступным отверстиям, которые заблокированы другими элементами детали.
Метчики пробивные
Эта запатентованная технология, совместно разработанная Audi и Emuge, может сэкономить до 75% времени цикла нарезания резьбы. Ознакомьтесь с нашей статьей, чтобы узнать больше о перфораторах.
Стандартная маркировка для метчиков
Метчики
имеют маркировку на хвостовике, чтобы вы могли сразу определить, с каким типом метчиков вы имеете дело. Маркировка обычно включает:
- Номинальный размер: это описание размера резьбы метчика.
- Обозначение формы резьбы: описывает семейство резьбы.
- Материал метчика: обычно карбид или быстрорежущая сталь
- Диаметр шага LImit: Указывает, какая резьба с допуском будет сделана.
Пределы диаметра шага (диаметр резьбы <1 ″)
L1 = Базовый на Базовый минус 0,0005
h2 = Базовый на Базовый плюс 0,0005
h3 = Базовый плюс 0,0005 на Базовый плюс 0,0010
h4 = Базовый плюс от 0,0010 до Базового плюс.0015
h5 = Базовый плюс 0,0015 до Базового плюс 0,0020
H5 = Базовый плюс 0,0020 до Базового плюс 0,0025
H6 = Базовый плюс 0,0025 до Базового плюс 0,0030
Примечание : Вы также можете найти эти ограничения в базе данных потоков G-Wizard.
Обозначения / сокращения формы резьбы
ACME 60 ° Втулка 60 ° Форма заглушки
ACME STUB Втулка с резьбой Acme
ACME-C Резьба Acme с централизацией
ACME-G Резьба Acme, общего назначения
ANPT Aeronautica National Form Конус трубная резьба
AWWA Американская ассоциация водопроводов
BA Британская ассоциация Стандартная форма резьбы
BSF Тонкая резьба британского стандарта серии
BSPP Британский стандарт Параллельная труба
BSPT Трубный конус британского стандарта
BSW Британский стандарт Whitworth
MM ISO Форма метрической резьбы
N BUTT Американская резьба Buttress
NC Американская национальная серия крупной резьбы
NEF Американская национальная серия сверхтонкой резьбы
NF Американская национальная серия мелкой резьбы
NGO Американская национальная резьба для выхода газа
NGT 9 0046 Американская национальная газовая коническая резьба
NH Американская национальная муфта для шлангов и пожарных рукавов
NM Национальная миниатюрная серия резьбы
NPS Прямая трубная резьба американского стандарта
NPSC Прямая трубная резьба американского стандарта в муфтах
NPSF Американская Стандартная внутренняя прямая трубная резьба (с сухим уплотнением)
NPSH Прямая трубная резьба по американскому стандарту для шланговых соединений и ниппелей
NPSI Промежуточная прямая трубная резьба по американскому стандарту (с сухим уплотнением)
NPSL Прямая трубная резьба по американскому стандарту для контргаек
NPSM Прямая трубная резьба по американскому стандарту для механических соединений
NPT Коническая трубная резьба по американскому стандарту
NPTF Dryseal Коническая трубная резьба по американскому стандарту
NPTR Коническая трубная резьба по американскому стандарту для рельсовых фитингов
NS Специальная резьба Американского национального стандарта F. orm
PTF Dryseal SAE с короткой конической трубной резьбой
SGT Специальная газовая коническая резьба
SPL-PTF Dryseal с короткой конической трубной резьбой
STI Специальная резьба для винтовых вставок со спиральной спиральной проволокой
UN Unfied and Американская серия резьбы
UNC Unfied и American Coarse серии
UNEF Unfied и American Extra-Fine серии
UNF Unfied и American Fine серии
UNIV Unified Miniature Series
UNJ Unified серии резьбы с контролируемым радиусом основания
UNJC Унифицированная серия крупной резьбы с контролируемым радиусом основания
UNJF Унифицированная серия мелкой резьбы с контролируемым радиусом основания
UNR Унифицированная серия резьбы с постоянным шагом и контролируемым радиусом основания
UNRC Унифицированная серия крупной резьбы с Контролируемый радиус корня
UNRF 90 046 Унифицированная серия мелкой резьбы с контролируемым радиусом основания
UNS Неограниченная и американская резьба определенных специальных диаметров и шагов
Как определить размер фитингов с конической трубной резьбой (NPT) с национальной трубной резьбой 1/4 дюйма и 1/8 дюйма
Команда технической поддержки
Restek получает довольно много вопросов от клиентов о фурнитуре.На веб-сайте Restek вы можете увидеть ошеломляющий ассортимент фитингов разных типов и размеров. Сообщение в блоге под названием «Мне нужна примерка, но какая?» именно сюда мы часто обращаемся к клиентам за помощью по этим вопросам. Одна из вещей, обсуждаемых в этом блоге, — это фитинги с конической трубной резьбой (NPT) как один из основных используемых типов, но многие люди испытывают трудности с определением фитинга NPT правильного размера для своих нужд. Путаница возникает из-за того, что внешний диаметр (OD) фитинга NPT не соответствует «названию» фитинга.В качестве примера давайте посмотрим на приведенный ниже каталог Restek № 23187, который представляет собой разъем с наружной резьбой от 1/4 «до 1/8» NPT .
Обозначение 1/4 «в названии относится к стороне компрессионного фитинга фитинга (слева на рисунке выше), который имеет гайку и манжеты для установки и подсоединения к трубке с внешним диаметром 1/4». Имеет смысл, правда? Однако резьба на правой стороне фитинга на рисунке выше называется наружной резьбой 1/8 дюйма NPT, но если вы измеряете внешний диаметр стороны 1/8 дюйма NPT, вы обнаружите, что он составляет около 0.4 дюйма в диаметре… конечно, не очень близко к 1/8 дюйма (0,125 дюйма). Как правило, резьба NPT примерно на 1/4 дюйма (0,25 дюйма) больше, чем ее «название». Для фитинга 1/4 «NPT« номинальный »наружный диаметр составляет 0,533 дюйма.
Фитинги
NPT слегка сужаются, поэтому «номинальный» диаметр — это диаметр в середине резьбовой части, измеренный по вершине (гребню) резьбы. Это немного сбивает с толку, но потоки NPT выполнены в соответствии со стандартом ANSI B1.20.1, SAE AS71051 и все, что соответствует стандарту с таким именем, обязательно вызовет недоумение.Надеюсь, изображение ниже поможет.
Приведенные ниже таблицы взяты из Руководства Swagelok по определению резьбы и торцевых соединений. Первая таблица (со страницы 12) показывает размеры для наружной резьбы NPT, а вторая диаграмма (со страницы 13) содержит размеры для внутренней резьбы NPT.
Несколько других полезных сообщений в блогах, связанных с фитингами NPT:
«Не забудьте концевые фитинги при покупке линейного газового регулятора»
«Как подсоединить трубку 1/8 дюйма к регулятору газа Restek»
«Руководства по трубным обжимным фитингам Swagelok® и Parker®»
Наконец, вы всегда должны использовать ленту PTFE при соединении с фитингом NPT.
Спасибо за чтение!
Как правильно измерить национальную трубную резьбу (NPT) впервые — превосходное промышленное предложение | Блог
Вы когда-нибудь заказывали трубу неправильного размера и задавались вопросом, что случилось? Вы измерили трубную резьбу. Фактически, вы измеряли его несколько раз перед размещением заказа, но как только ваш заказ прибывает и вы переходите использовать трубу, она не подходит. Что ж, измерение трубной резьбы кажется достаточно простым, но может быть обманчиво сложным.Несколько настроек способа измерения трубной резьбы могут иметь решающее значение и сэкономить время и нервы.
Наиболее распространенная резьба, используемая в обычных приложениях, соответствует стандартам американской национальной стандартной трубной резьбы или национальной трубной резьбы (NPT).
Они включают как коническую резьбу, используемую в крепежных изделиях, так и трубную и прямую резьбу.
Трубы с конической резьбой, часто используемые в водопроводных установках для подачи жидкостей или пара, имеют резьбовое сечение, имеющее форму конуса.Эта конструкция образует уплотнение при затягивании, так как боковые стороны резьбы прижимаются друг к другу.
Фитинги с прямой резьбой соединяют трубопроводы, но не обеспечивают одно только уплотнение. Прямая резьба может быть заделана в охватывающую трубу тефлоновой лентой или трубным компаундом. Прочтите ниже рекомендации по измерению, относящиеся к NPT.
Свяжитесь с нами сегодня, чтобы обсудить ваши потребности или назначить консультацию на месте по телефону 314-638-6500, вариант 4.
Эмпирическое правило при измерении трубной резьбы National Pipe Thread — вычесть дюйма из вашего первоначального измерения.Толщина стенки трубы будет варьироваться в зависимости от трубы, поэтому всегда учитывайте это.
Вот пример: Чтобы измерить резьбу на наружной трубной резьбе дюйма (MPT), измерьте самые внешние стороны резьбы, затем вычтите дюйма из измерения внешнего диаметра (OD), чтобы учесть толщину стенка трубы с обеих сторон. При измерении внутренней трубной резьбы (FPT) измерьте внешний диаметр самой трубы и вычтите ¼ дюйма, чтобы найти правильный размер трубной резьбы.
Возможно, даже проще, чем это, приобрести измерительный инструмент, называемый штангенциркулем, который будет измерять внешний и внутренний диаметр (ID). Eaton Weatherhead предлагает в помощь штангенциркуль и измеритель шага резьбы.
Ознакомьтесь с приведенной ниже таблицей, чтобы узнать, как измерять трубную резьбу национального стандарта (NPT). Для получения дополнительных указаний по резьбе других труб см. Это справочное руководство от Eaton Weatherhead.
National Pipe Tapered (NPT) Таблица резьбы
Измерьте диаметр резьбы и вычтите 1⁄4 дюйма, чтобы найти номинальный размер трубы.
| Размер в дюймах | Размер тире | Номинальный размер резьбы | Внешний диаметр наружной резьбы (дюймы) | Внутренняя резьба I.D. (дюймы) |
| 1/8 | 02 | 1⁄8 -27 | ,39 | ,33 |
| 1/4 | 04 | ¼ -18 | . 52 | .44 |
| 3/8 | 06 | 3/8 -18 | .65 | .58 |
| 1/2 | 08 | ½ -14 | .81 | .70 |
| 3/4 | 12 | 3⁄4-14 | 1,02 | .92 |
| 1 | 16 | 1 — 11 ½ | 1,28 | 1.16 |
| 1 1/4 | 20 | 1 1⁄4-11 ½ | 1,62 | 1,50 |
| 1 1/2 | 24 | 1 1 ⁄2-11 ½ | 1,86 | 1,73 |
| 2 | 32 | 2-11 1⁄2 | 2,33 | 2,22 |
Дополнительная общая трубная резьба Сокращения
| NPT | Национальная трубная резьба (коническая) |
| FPT | Внутренняя трубная резьба (взаимозаменяемая с NPT) |
| FIP | Внутренняя железная труба (взаимозаменяемая с NPT) |
| MPT | Наружная трубная резьба (взаимозаменяемая с NPT) |
| MIP | Наружная железная труба (взаимозаменяемая с NPT) |
| IPS | Размер железной трубы (взаимозаменяемый с NPT) |
| PTF | Короткая коническая трубная резьба SAE |
| NPTF | Национальная трубная резьба Топливо (Американская национальная коническая трубная резьба для герметичных соединений dryseal) |
| NPSM | National Pipe Straight Mechanical (Американская прямая трубная резьба для механических соединений) |
| NPSI | American National Straight Intermediate Pipe Thread |
| GHT | Резьба для садового шланга |
| NST | Резьба национального стандарта (резьба пожарного рукава) |
| BSPT | Британский стандарт с конической трубной резьбой (метрическая) |
Связано: Профессиональные советы для правильного выбора Действие концевых соединений гидравлических шлангов
Для измерения без соблюдения нормального трубопровода многие люди измеряют трубу по внешнему диаметру.Например, вы проводите мерную ленту по диаметру трубы и видите размер в 1 дюйм. Само собой разумеется, что тогда вы бы заказали 1-дюймовую трубу. Однако вы будете удивлены, если детали не совпадут. На самом деле вам нужно заказать ¾-дюймовую трубу, потому что выбранный диаметр должен относиться к внутренней части трубы, где происходит потенциальный поток, а не к внешней стороне, которая была измерена. Почему? Этим объясняется толщина стенки трубы. Так что не забудьте сосредоточиться на внутреннем диаметре.
Свяжитесь с нами сегодня, чтобы обсудить ваши потребности или назначить консультацию на месте по телефону 314-638-6500, вариант 4.
Superior Industrial Supply предлагает гидравлические шланги и промышленные инструменты, необходимые для бесперебойной работы. Если мы не можем предоставить вам то, что вам нужно, мы поможем вам это найти. Остановитесь в нашем офисе в Сент-Луисе или позвоните по номеру 314-638-6500, вариант 4, и мы отвяжем вас сегодня.
Руководство по идентификации и типам резьбы
Руководство по идентификации и типам резьбы
Знание правильной резьбы имеет решающее значение для выбора правильной детали.Выбор неправильной детали может привести к повреждению резьбы во время установки, что снижает способность выдерживать давление и надежность уплотнения фитинга или переходника. Быстрая и правильная идентификация потоков может помочь поддерживать безопасную, продуктивную и прибыльную работу.
Общепринятая идентификация резьбы Сокращения
BSPP — Параллельная труба британского стандарта BSPT — Коническая труба британского стандарта DIN — Deutsche Industrial NormeISO — Международная организация по стандартизации JIC — Объединенный промышленный совет JIS — Промышленный стандарт Японии NPTF — Топливо с конической конической трубкой для национальной трубы NPTM — Национальная трубная прямая механическая ORB — Уплотнительное кольцо
Типы резьбы
Шаги по идентификации резьбы
Шаг 1 — Определите, является ли резьба конической или параллельной
В некоторых случаях шаг 1 можно выполнить только визуальным осмотром.Коническая резьба уменьшается в диаметре к концу фитинга, в то время как параллельная резьба сохраняет тот же диаметр от начала до конца. Если это не очевидно, глядя на фитинг, используйте параллельные губки штангенциркуля для сравнения. Кроме того, наличие уплотнительного кольца или снятие трубной гайки обычно свидетельствует о том, что наружная резьба параллельна.
Шаг 2 — Определение шага
Это можно расшифровать с помощью измерителя шага для сравнения или путем точного измерения и расчета количества витков резьбы на заданном расстоянии.Намного проще сравнивать резьбу на светлом фоне с шагомером. Поскольку некоторые шаги резьбы относительно схожи, рекомендуется попробовать несколько калибров, прежде чем решить, какой из них подходит лучше всего. Результат шага 2 еще больше сузит возможные формы резьбы, потому что большинство из них имеют четкий шаг.
Шаг 3 — Определите размер
Объединение результатов шагов 1 и 2 определит — или в некоторых случаях поможет предсказать — правильную процедуру для шага 3.Существует два метода определения размера резьбы — выбор зависит от того, является ли резьба трубной резьбой или нет. Имейте в виду, что коническая резьба (как определено на шаге 1) не обязательно означает, что это трубная резьба (например, метрическая коническая). Точно так же трубная резьба может быть параллельной (например, BSPP). Для трубной резьбы определите размер, сравнив его с профилем номинального размера, как показано на Рисунке 1 (полезный наконечник — размеры трубы до 2 дюймов номинального размера могут быть определены путем измерения фактического внешнего диаметра, вычитания дюйма и затем округления — выключенный).Для нетрубной резьбы фактический размер может быть определен путем измерения внешнего диаметра (большого диаметра) штангенциркулем, как показано на рисунке 2.
рисунок 1 рисунок 2
Шаг 4 — Обозначьте thread
Технически этот последний шаг не относится к идентификации резьбы. Скорее, это метод обозначения типа резьбы в формате промышленного стандарта для понимания другими. Обычно на них указывается размер резьбы (номинальный или фактический), тип и — в некоторых случаях — шаг.
Приведенные ниже таблицы и изображения помогут вам выбрать правильный тип резьбы, соответствующий вашим потребностям.
Тип резьбы Деталь
Американские соединения
Фланец с четырьмя болтами (SAE J518 и ISO 6162)
Фланец с четырьмя болтами подходит для соединения шлангов и трубок от 1/2 до 3 дюймов и широко используется в жидкостях энергосистемы. Уплотнительное кольцо устанавливается на кольцевую канавку охватываемой детали. Уплотнение происходит между уплотнительным кольцом на охватываемой части и гладкой поверхностью охватывающего порта.Четыре болта и две половинки зажима удерживают соединение на месте.
Фланцы
SAE J518 доступны в двух категориях давления: стандартное (код 61) и высокое давление (код 62).
Компрессия без раструба (SAE J514)
Наружная часть трубы без раструба имеет седло 240 и прямую резьбу. Внутренняя половина имеет компрессионную втулку и прямую резьбу. В дополнение к втулке, охватывающая гайка и трубка образуют часть охватывающего соединения. На охватываемой части уплотнение происходит между седлом 240 и компрессионной втулкой.На внутренней стороне уплотнение происходит между трубкой и компрессионной втулкой. Резьба сцепляется, образуя механически прочное соединение.
JIC с отбортовкой под 37 ° (SAE J514)
Это соединение находит множество применений в гидравлических системах. И JIC, и внутренняя резьба JIC имеют конусное гнездо 37 ° и прямую резьбу. При зацеплении прямой резьбы наружное и внутреннее конусные седла уплотняются. Соединение осуществляется механически за счет прямой резьбы охватываемой и охватывающей половин.Важно отметить, что большинство резьб SAE J514 идентичны резьбам с развальцовкой SAE 45º, но их углы посадки различаются.
NPSM
Наружная и внутренняя резьбы соединения NSPM прямые. Кроме того, у охватываемого элемента есть внутренняя фаска 300, а у охватывающего элемента — перевернутое седло 300. Механическое соединение образуется, когда две половины соединяются резьбой. Коническое седло образует герметичное соединение. Соединения NSPM находят множество применений в гидравлических системах.
NPTF
NPTF — это резьба с сухим уплотнением. Наружная резьба совпадает с внутренней резьбой, и при их сдавливании образуется уплотнение, т. Е. Деформация резьбы. Когда требуется дополнительное уплотнение, обычно используются тефлон и смазка для труб. Хотя это соединение широко используется в системах трубопроводов для жидкости, Национальная ассоциация гидроэнергетики (NFPA) не рекомендует его для гидравлических систем.
Торцевое уплотнение с уплотнительным кольцом (SAE J1453)
Это соединение с торцевым уплотнительным кольцом обеспечивает впечатляющую стойкость к утечкам и подходит для применений с давлением до 6000 фунтов на квадратный дюйм.Наружный контакт имеет уплотнительное кольцо и прямую резьбу. Гнездовой контакт имеет плоскую поверхность и прямую резьбу. Уплотнение образуется, когда уплотнительное кольцо на лицевой стороне охватываемого конца прижимается к обработанному плоской поверхности охватывающего седла. Поворотная гайка с внутренней резьбой механически удерживает соединение.
Контрольная резьба уплотнительного кольца
Соединение контрольной резьбы уплотнительного кольца обычно используется в автомобильных и коммерческих системах кондиционирования воздуха. На охватываемом и охватывающем концах есть направляющая, и при сжатии уплотнительного кольца образуется уплотнение.Пилот может быть длинным или коротким. Нити сцепляются, образуя механически прочное соединение.
SAE с отбортовкой под углом 45 ° (SAE J512)
Соединения с отбортовкой под углом 45 ° по SAE обычно используются в системах низкого давления, таких как трубопроводы хладагента, топливопроводы и автомобильные трубопроводные системы. Как охватываемая, так и охватывающая части SAE имеют конус под углом 45 °. Резьба двух половинок сцепляется, образуя прочное механическое соединение. Уплотнение формируется на конусе под углом 45 °. За исключением углов седла, коннекторы с отбортовкой под углом 45 ° по SAE идентичны разъемам под отбортовку под углом 37 ° JIC.
Перевернутая раструб по SAE (SAE J512)
Перевернутая раструб находит множество применений в автомобильных системах. Механически обработанный охватываемый соединитель имеет гнездо 420, а расширяющаяся охватываемая трубка — гнездо 450. На охватывающем конце перевернутого раструба имеется седло 420, которое обеспечивает уплотняющую поверхность. Нити сцепляются, образуя механически прочное соединение.
SAE Уплотнительное кольцо с прямой резьбой (бобышка кольцевого уплотнения)
SAE J1926-1 и ISO 11296-1
Штыревой соединитель бобышки уплотнительного кольца имеет уплотнительное кольцо и прямую резьбу.Порт с внутренней резьбой имеет уплотнительную поверхность, фаску и прямую резьбу. Уплотнительное кольцо вдавливается в фаску, образуя уплотнение. Резьба двух половинок сцепляется, образуя механически прочное соединение. Это соединение находит множество применений в гидравлических системах высокого давления.
International
BSPP
Наружный конец BSPP рассчитан на 300 посадочных мест. Конический носок охватывающего шарнирного соединения уплотняет седло 300 мужчины. Хотя охватываемая часть похожа на наружную резьбу American National Pipe Straight Mechanical (NPSM), они не являются взаимозаменяемыми, поскольку их шаг резьбы различается.
BSPT
Коническая охватываемая часть BSPT сопрягается с конической внутренней резьбой. Уплотнение происходит на резьбе. Хотя охватываемая часть BSPT аналогична конической топливной трубе National Pipe Tapered Fuel (NPTF), они не являются взаимозаменяемыми, поскольку их форма резьбы и размеры различны.
Плоский порт с резьбой BSPP (ISO 1179-1)
DIN 3852
Параллельная резьба образует уплотнение с использованием различных уплотнительных колец или шайб. Уплотнение происходит между охватываемым концом и обработанной плоской поверхностью охватывающего элемента.
ISO 261 Метрическая резьба
ISO 6149 Метрический порт и концы шпильки
Резьба ISO 261 и уплотнительное кольцо
Наружный соединитель соединения ISO 6149 имеет уплотнительное кольцо и прямую резьбу. Внутренняя половина имеет обработанную поверхность, фаску и прямую резьбу. Уплотнительное кольцо на охватывающей части находится на фаске охватывающего порта. Соединение ISO 6149 аналогично бобышке с уплотнительным кольцом SAE J1926-1, за исключением того, что первая имеет метрическую резьбу. Уплотнительное кольцо на вилке соединителя вдавливается в фаску для создания уплотнения.Прямая резьба входит в зацепление, образуя механически прочное соединение.
JIS 300 Flare
Наружная резьба имеет посадочное место 30 ° и прямую резьбу. Внутренняя половина имеет посадочное место 300 и прямую резьбу. Это соединение похоже на отбортовку 37 °. Его посадочное место 30 ° и размеры резьбы, подобные BSPP, отличают его от американского патрубка 37 ° Flare.
Komatsu 30 ° Flare (JIS Metric)
Komatsu 30 ° Flare имеет параллельную метрическую резьбу и посадочное место 30 °. Это соединение широко используется на оборудовании Komatsu.Метрическое соединение JIS похоже на раструб JIS 300, за исключением того, что последний имеет размеры резьбы, подобные BSPP.