Как определить резьбу штангенциркулем или линейкой
Для определения типа резьбы на фитинге, необходим штангенциркуль.
Как правильно производить замер при помощи штангенциркуля показано на рисунке ниже.
Измерения нужно произвести с точностью до десятых миллиметра.
|
Наружный диаметр, мм |
Внутренний диаметр, мм |
Шаг резьбы, витков на дюйм |
Шаг резьбы |
BSP |
Метрика |
Дюйм UNF |
Дюйм NPT |
|
9,3-9,7 |
8,5-8,9 |
28 |
|
1/8″ |
|
|
|
|
9,3-9,7 |
8,5-8,9 |
27 |
|
|
|
|
1/8″ |
|
9,7-9,9 |
8,2-8,6 |
|
1,5 |
|
M10x1,5 |
|
|
|
10,9-11,1 |
9,7-10,0 |
20 |
|
|
|
7/16″-20 |
|
|
11,6-11,9 |
10,2-10,6 |
|
1,5 |
|
M12x1,5 |
|
|
|
12,4-12,7 |
11,3-11,6 |
|
|
|
|
1/2″-20 |
|
|
12,9-13,1 |
11,4-11,9 |
19 |
|
1/4″ |
|
|
|
|
12,9-13,1 |
11,4-11,9 |
18 |
|
|
|
|
1/4″ |
|
13,6-13,9 |
12,2-12,6 |
|
1,5 |
|
M14x1,5 |
|
|
|
14,0-14,3 |
12,7-13,0 |
18 |
|
|
|
9/16″-18 |
|
|
15,6-15,9 |
14,2-14,6 |
|
1,5 |
|
M16x1,5 |
|
|
|
16,3-16,6 |
14,9-15,4 |
19 |
|
3/8″ |
|
|
|
|
16,3-16,6 |
14,9-15,4 |
18 |
|
|
|
|
3/8″ |
|
17,6-17,9 |
16,2-16,6 |
|
1,5 |
|
M18x1,5 |
|
|
|
18,7-19,0 |
17,3-17,6 |
16 |
|
|
|
3/4″-16 |
|
|
19,6-19,9 |
18,2-18,6 |
|
1,5 |
|
M20x1,5 |
|
|
|
20,5-20,9 |
18,6-19,0 |
14 |
|
1/2″ |
|
|
|
|
20,7-21,1 |
18,3-18,7 |
14 |
|
|
|
|
1/2″ |
|
21,6-21,9 |
20,2-20,6 |
|
1,5 |
|
M22x1,5 |
|
|
|
22,0-22,2 |
20,2-20,5 |
14 |
|
|
|
7/8″-14 |
|
|
22,6-22,9 |
20,6-21,0 |
14 |
|
5/8″ |
|
|
|
|
23,6-23,9 |
22,2-22,6 |
|
1,5 |
|
M24x1,5 |
|
|
|
25,6-25,9 |
24,2-24,6 |
|
1,5 |
|
M26x1,5 |
|
|
|
26,1-26,4 |
24,1-24,5 |
14 |
|
3/4″ |
|
|
|
|
26,3-26,7 |
23,7-24,1 |
14 |
|
|
|
|
3/4″ |
|
26;6-26,9 |
24,3-24,7 |
12 |
|
|
|
1,1/16″-12 |
|
|
29,6-29,9 |
27,4-27,8 |
|
2 |
|
M30x2 |
|
|
|
29,8-30,1 |
27,6-27,9 |
12 |
|
|
|
1,3/16″-12 |
|
|
29,6-29,9 |
28,2-28,6 |
|
1,5 |
|
M30x1,5 |
|
|
|
32,6-32,9 |
30,5-30,9 |
|
2 |
|
M33x2 |
|
|
|
33,0-33,2 |
30,3-30,8 |
11 |
|
1″ |
|
|
|
|
33,0-33,3 |
30,8-31,2 |
12 |
|
|
|
1,5/16″-12 |
|
|
32,9-33,4 |
30,3-30,8 |
11,5 |
|
|
|
|
1″ |
|
35,6-35,9 |
33,4-33,8 |
|
2 |
|
M36x2 |
|
|
|
37,6-37,9 |
36,2-36,6 |
|
1,5 |
|
M38x1,5 |
|
|
|
40,9-41,2 |
38,7-39,1 |
12 |
|
|
|
1,5/8″-12 |
|
|
41,6-41,9 |
39,4-39,8 |
|
2 |
|
M42x2 |
|
|
|
41,5-41,9 |
39,0-39,5 |
11 |
|
1,1/4″ |
|
|
|
|
41,4-42,0 |
39,2-39,6 |
11,5 |
|
|
|
|
1,1/4″ |
|
44,6-44,9 |
42,4-42,8 |
|
2 |
|
M45x2 |
|
|
|
44,6-44,9 |
43,2-43,6 |
|
1,5 |
|
M45x1,5 |
|
|
|
47,3-47,6 |
45,1-45,5 |
12 |
|
|
|
1,7/8″-12 |
|
|
47,4-47,8 |
44,8-45,3 |
11 |
|
1,1/2″ |
|
|
|
|
47,3-47,9 |
45,1-45,5 |
11,5 |
|
|
|
|
1,1/2″ |
|
51,6-51,9 |
49,4-49,6 |
|
2 |
|
M52x2 |
|
|
|
51,6-51,9 |
50,2-50,6 |
|
1,5 |
|
M52x1,5 |
|
|
|
59,4-59,8 |
56,5-56,8 |
11 |
|
2″ |
|
|
|
|
59,9-60,2 |
56,4-56,7 |
11,5 |
|
|
|
|
2″ |
|
63,3-63,6 |
61,3-61,8 |
12 |
|
|
|
2,1/2″-12 |
|
⇒Основные стандарты резьбы
⇒Обозначение резьбы
⇒Бланк заказа РВД
вернутся назад
Как определить шаг резьбы без резьбомера?
Итак, у вас есть болт или гайка с неизвестными параметрами резьбы, а под рукой кроме линейки нет никакого измерительного инструмента. Сразу предупредим, что с помощью линейки можно получить только грубый результат, поэтому если вы собираетесь регулярно проводить подобные измерения, лучше приобрести резьбомер или штангенциркуль.
Сразу предупредим, что с помощью линейки можно получить только грубый результат, поэтому если вы собираетесь регулярно проводить подобные измерения, лучше приобрести резьбомер или штангенциркуль.
Шаг резьбы — расстояние между витками
Резьбы выполняются по утвержденным стандартам, что позволило унифицировать все резьбовые соединения. Шагом метрической резьбы называют расстояние между соседними вершинами или впадинами резьбового профиля. Именно это расстояние нам и предстоит измерить.
Определения шага резьбы болта:
Приложите линейку в резьбовой части болта. Если ее миллиметровые деления совпадают с вершинами нитей, то у вас без сомнения шаг 1 мм. Если нет, то посчитайте количество витков n на определенном отрезке длины L. Первую нитку в расчет не берите, так как от нее происходит отсчет, и она является нулевой.
|
Количество витков на 2 см |
Шаг резьбы, мм |
|
9 |
2,5 |
|
11 |
2,0 |
|
12 |
1,75 |
|
14 |
1,5 |
|
17 |
1,25 |
|
21 |
1,0 |
|
26 |
0,8 |
|
29 |
0,7 |
Длину взятого отрезка в миллиметрах разделите на количество витков и получите шаг P.
Например:
P= L/(n-1) = 20 мм / (17-1) витков = 1.25 мм
При этом важно учесть, что чем больший резьбовой участок вы возьмете для проведения измерений, тем меньше будет погрешность. Более точный результат можно получить при помощи штангенциркуля, совместив крайние вершины нитей с острием губок инструмента.
Шаг резьбы находится в тесной связи с диаметром болтового соединения. Данные о соответствии этих двух параметров сведены в таблицу. Измеряем наружный диаметр болта, в нашем примере получаем 10 мм. Из таблицы видим, что болт М10 может иметь шаг резьбы: 1.5 (основной), 1.25 (мелкий), 1.0 (мелкий) или 0.75 (супермелкий). Полученное расчетным путем число должно точно (или почти точно) совпадать со справочным значением. В нашем случае – метрическая резьба второго ряда с мелким шагом 1.25 мм. Условное обозначение болта: М10х1.25.
Определение шага резьбы гайки:
Для измерения шага внутренней резьбы лучший способ – подобрать ответный болт, который бы свободно ввинчивался в резьбовое отверстие, а затем произвести расчет по нему. Если подходящих винтов нет, то можно воспользоваться старым проверенным дедовским методом. Для этого потребуется листок бумаги и линейка.
Если подходящих винтов нет, то можно воспользоваться старым проверенным дедовским методом. Для этого потребуется листок бумаги и линейка.
Оторвите небольшую полоску бумаги и поместите ее в гайку. Прижмите пальцем бумагу к резьбе, так чтобы на ней остался отпечаток резьбовой поверхности. Для лучшей видимости можно провести по граням витков мазутом или маркером. Приложив к отпечатку линейку, измерьте расстояние L между крайними рисками и посчитайте количество рисок n на этом участке за минусом первой (нулевой). Выполните вычисления по формуле P = L/(n-1).
Например, оттиск дал 6 четких рисок на отрезке в 10 мм.
P = L/(n-1) = 10 мм / (6-1) витков = 2 мм
Вместо бумаги получить оттиск можно на ребре спички или карандаша. Зная внутренний диаметр гайки (в нашем случае 14 мм) и расчетную величину шага, сопоставим полученные данные с таблицей. Находим в резьбовом ряду значение М14 и искомый шаг 2.0 мм (основной). Условное обозначение гайки: М14х2.0.
Условное обозначение гайки: М14х2.0.
Кроме метрических болтовых соединений в современном техническом мире широко распространен дюймовый крепеж. О том, как определить шаг дюймового болта читайте в следующей статье.
Экранный резьбомер для Android
Даже обычный смартфон сможет в быту заменить резьбомер. Для этого необходимо скачать Android приложение «Измеритель шага резьбы. Резьбомер» от разработчиков инструментария Smart Tools. Просто прикладываете к экрану винт, ищете точное совпадение витков и узнаете шаг. В мобильном приложении доступны различные виды резьбы: метрического, дюймового и трубного стандартов.
Экранный резьбомер для Android
Полезные советы
Обновлено: 29.09.2020 13:36:40
nobilia7
Что касается дюймовых и метрических резьб, да приблизительные совпадения есть. Но трудно представить, как вы будете пытаться вкрутить болт 1/2″-20 UNF в отверстие М12х1,25.
Но трудно представить, как вы будете пытаться вкрутить болт 1/2″-20 UNF в отверстие М12х1,25.
Насчет резьбы М14х1,25 , да , все верно.
08.04.2021 10:38:01
nobilia7
Евгений Гурьевич,
1) На резьбонарезном инструменте, а так-же в справочных таблицах, действительно принято не использовать знак «Х». Но только не в обозначении КРУПНЫХ, а ОСНОВНЫХ РЕЗЬБ…
На практике многие иностранные производители и на инструменте и на упаковках с крепежом все же дают полную маркировку размера резьбы, например 12х1,75. Советские и Российские фирмы по производству режущего инструмента тоже нередко «грешат» этим. За примерами далеко ходить не надо — это бывший Сестрорецкий инструментальный з-д, немецкая фирма Reyher. Делается это в основном для того, чтобы у пользователя не возникало сомнений в правильности выбора изделия. Ни для кого не секрет, что большинство продавцов в магазинах, да и слесаря на производствах, а иногда и конструкторы не знают (не помнят) таблицу шага резьб не только мелких, но и основных . В этих случаях и помогает развернутая маркировка размера.
В этих случаях и помогает развернутая маркировка размера.
08.04.2021 10:33:18
Марвел
Болт M8x25 каким номером нарезать резьбу
01.04.2021 21:55:03
Евгений
Спасибо за статью, и приложение пригодилось!
11.03.2021 00:32:47
Евгений Гурьевич
Резьба М14х1,25 применяется ТОЛЬКО для свечей зажигания, а резьба М12х1,25, применяемая И для сверлильных патронов СОВЕТСКИХ дрелей с резьбовым креплением, ЛЕГКО спутать с американской 1/2″-20 UNF, имеющей размер ф12,7х1,27 мм — и от усердия сорвать входы ОБЕИХ.
19.11.2020 17:44:43
Евгений Гурьевич
На МЕТРических резьборезах и в таблицах основной (крупный) шаг резьбы обозначения через «х» не имеет.
19.11.2020 17:34:02
Источник: http://krepcom.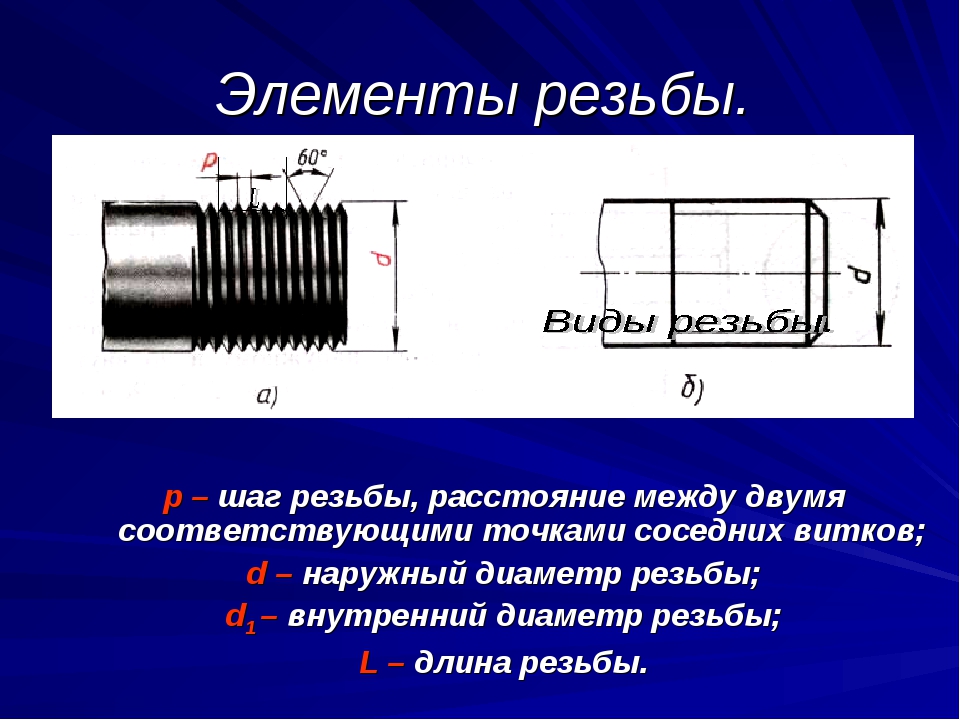 ru:443/blog/poleznye-sovety/kak-opredelit-shag-rezby-bez-rezbomera/
ru:443/blog/poleznye-sovety/kak-opredelit-shag-rezby-bez-rezbomera/
Наши контакты:
E-mail: [email protected]
Телефон: 8 (800) 333-21-68
Как определить тип резьбы на фитинге?
Для того, что бы определить какой тип резьбы на фитинге, мы рекомендуем пользоваться специальной таблицей и штангельциркулем.
Кроме того, в процессе определения всегда следует обращать внимание на внешний вид фитинга, наличие или отсутствие резиновых уплотнений, конус самого уплотнения и его угол.
Первое: измеряем диаметр резьбы. Если это наружная резьба, смотрите фото №1, если это внутренняя резьба (гайка) то смотрите фото №2.
Затем, найдите полученный результат в таблице. В нашем случае внешняя резьба имеет 21,8мм. Это попадает в диапазон 21,6-21,9мм, что соответствует метрической резьбе М22х1,5.
Наружный диаметр, мм | Внутренний диаметр, мм | Шаг резьбы, витков на дюйм | Шаг резьбы | BSP | Метрика
| Дюйм UNF | Дюйм NPT |
|---|---|---|---|---|---|---|---|
9,3-9,7 | 8,5-8,9 | 28 |
| 1/8″ |
|
|
|
9,3-9,7 | 8,5-8,9 | 27 |
|
|
|
| 1/8″ |
9,7-9,9 | 8,2-8,6 |
| 1,5 |
| M10x1,5 |
|
|
10,9-11,1 | 9,7-10,0 | 20 |
|
|
| 7/16″-20 |
|
11,6-11,9 | 10,2-10,6 |
| 1,5 |
| M12x1,5 |
|
|
12,4-12,7 | 11,3-11,6 |
|
|
|
| 1/2″-20 |
|
12,9-13,1 | 11,4-11,9 | 19 |
| 1/4″ |
|
|
|
12,9-13,1 | 11,4-11,9 | 18 |
|
|
|
| 1/4″ |
13,6-13,9 | 12,2-12,6 |
| 1,5 |
| M14x1,5 |
|
|
14,0-14,3 | 12,7-13,0 | 18 |
|
|
| 9/16″-18 |
|
15,6-15,9 | 14,2-14,6 |
| 1,5 |
| M16x1,5 |
|
|
16,3-16,6 | 14,9-15,4 | 19 |
| 3/8″ |
|
|
|
16,3-16,6 | 14,9-15,4 | 18 |
|
|
|
| 3/8″ |
17,6-17,9 | 16,2-16,6 |
| 1,5 |
| M18x1,5 |
|
|
18,7-19,0 | 17,3-17,6 | 16 |
|
|
| 3/4″-16 |
|
19,6-19,9 | 18,2-18,6 |
| 1,5 |
| M20x1,5 |
|
|
20,5-20,9 | 18,6-19,0 | 14 |
| 1/2″ |
|
|
|
20,7-21,1 | 18,3-18,7 | 14 |
|
|
|
| 1/2″ |
21,6-21,9 | 20,2-20,6 |
| 1,5 |
| M22x1,5 |
|
|
22,0-22,2 | 20,2-20,5 | 14 |
|
|
| 7/8″-14 |
|
22,6-22,9 | 20,6-21,0 | 14 |
| 5/8″ |
|
|
|
23,6-23,9 | 22,2-22,6 |
| 1,5 |
| M24x1,5 |
|
|
25,6-25,9 | 24,2-24,6 |
| 1,5 |
| M26x1,5 |
|
|
26,1-26,4 | 24,1-24,5 | 14 |
| 3/4″ |
|
|
|
26,3-26,7 | 23,7-24,1 | 14 |
|
|
|
| 3/4″ |
26;6-26,9 | 24,3-24,7 | 12 |
|
|
| 1,1/16″-12 |
|
29,6-29,9 | 27,4-27,8 |
| 2 |
| M30x2 |
|
|
29,8-30,1 | 27,6-27,9 | 12 |
|
|
| 1,3/16″-12 |
|
29,6-29,9 | 28,2-28,6 |
| 1,5 |
| M30x1,5 |
|
|
32,6-32,9 | 30,5-30,9 |
| 2 |
| M33x2 |
|
|
33,0-33,2 | 30,3-30,8 | 11 |
| 1″ |
|
|
|
33,0-33,3 | 30,8-31,2 | 12 |
|
|
| 1,5/16″-12 |
|
32,9-33,4 | 30,3-30,8 | 11,5 |
|
|
|
| 1″ |
35,6-35,9 | 33,4-33,8 |
| 2 |
| M36x2 |
|
|
37,6-37,9 | 36,2-36,6 |
| 1,5 |
| M38x1,5 |
|
|
40,9-41,2 | 38,7-39,1 | 12 |
|
|
| 1,5/8″-12 |
|
41,6-41,9 | 39,4-39,8 |
| 2 |
| M42x2 |
|
|
41,5-41,9 | 39,0-39,5 | 11 |
| 1,1/4″ |
|
|
|
41,4-42,0 | 39,2-39,6 | 11,5 |
|
|
|
| 1,1/4″ |
44,6-44,9 | 42,4-42,8 |
| 2 |
| M45x2 |
|
|
44,6-44,9 | 43,2-43,6 |
| 1,5 |
| M45x1,5 |
|
|
47,3-47,6 | 45,1-45,5 | 12 |
|
|
| 1,7/8″-12 |
|
47,4-47,8 | 44,8-45,3 | 11 |
| 1,1/2″ |
|
|
|
47,3-47,9 | 45,1-45,5 | 11,5 |
|
|
|
| 1,1/2″ |
51,6-51,9 | 49,4-49,6 |
| 2 |
| M52x2 |
|
|
51,6-51,9 | 50,2-50,6 |
| 1,5 |
| M52x1,5 |
|
|
59,4-59,8 | 56,5-56,8 | 11 |
| 2″ |
|
|
|
59,9-60,2 | 56,4-56,7 | 11,5 |
|
|
|
| 2″ |
63,3-63,6 | 61,3-61,8 | 12 |
|
|
| 2,1/2″-12 |
|
Внешний вид фитинга так же подтверждает наше предположение.
С внутренней резьбой могут быть некоторые сложности. Результат замера 20,62мм подходит под целых три диапазона в таблице, которые практически одинаковые. Но внешний вид фитинга (наличие конуса с углом 24°, резинового уплотнения и площадки в конце конуса) говорит о том, что это явно не дюймовая резьба, а следовательно это метрика М22х1,5.
Пусть вас не смущает тот факт, что у нас вышло 20,62мм, а диапазон 20,2-20,6мм. Причиной этого может быть погрешность измерительного прибора или не совсем верное измерение (для более точного измерения следовало бы снять гайку с фитинга).
В метрической резьбе существует так же понятие тяжелой и легкой серии, то есть так называемые DKOL и DKOS. Это так же очень важный нюанс, о котором более подробно можно прочесть тут.
Как определить шаг резьбы: измерить без резьбомера, определить штангенциркулем и рассчитать по формуле внутренний диаметр
18Сен
- Понятие шага резьбы (с фото)
- ГОСТ и необходимость унификации
- Информация к размышлению
- Метрические резьбы
- Размеры и шаг винтовой линии
- Дюймовые резьбы
- Размеры и шаг винтовой линии
- Прямоугольные
- Размеры и шаг винтовой линии
- Упорные
- Параметры винтовой линии
- Трапецеидальные
- Параметры винтовой линии
- Трубные
- Параметры винтовой линии
- Как узнать (определить) шаг резьбы гайки без инструмента?
- Воспользуйтесь линейкой
- Сделайте слепок
- Используйте бумагу
- Воспользуйтесь резьбомером
Параметры крепежного элемента должны соответствовать действующим нагрузкам и обеспечивать надежность соединения. Рассмотрим, как правильно найти один из них при подборе болта – как определить шаг резьбы без резьбомера. Да, специализированные и точные инструменты далеко не всегда будут под рукой на практике, поэтому им нужна альтернатива: ею станут линейки и таблицы.
Рассмотрим, как правильно найти один из них при подборе болта – как определить шаг резьбы без резьбомера. Да, специализированные и точные инструменты далеко не всегда будут под рукой на практике, поэтому им нужна альтернатива: ею станут линейки и таблицы.
Этот показатель в обязательном порядке указывают непросто в расширенной технической документации, а в каждом чертеже. Почему именно ему уделяется столько внимания? Потому что он действительно важен: чем уже будет расстояние между витками, тем прочнее окажется стык (но и тем серьезнее будет напряжение от прикладываемых сил). А значит его нельзя бездумно уменьшать или увеличивать – задавая его, следует соблюдать баланс.
Понятие шага резьбы (с фото)
По сути, это дистанция между соседними нитками (одноименными боковыми сторонами) крепежа. Она очень наглядно показана на рисунке ниже:
Как мы уже выяснили, данный параметр в значительной степени влияет на качество соединения (которое одно из самых популярных и применяемых для всевозможных деталей). Поэтому просто необходимо находить его с достаточной точностью для каждого конкретного случая. Приблизительный результат можно выяснить при помощи метра или линейки. Чтобы получить максимально приближенные к фактическим результатам, следует судить не по одному витку, а просмотреть 10-20, по всей поверхности стержня. Значения лучше записывать в миллиметрах – при переводе в дюймы легче потерять несколько знаков после запятой.
Поэтому просто необходимо находить его с достаточной точностью для каждого конкретного случая. Приблизительный результат можно выяснить при помощи метра или линейки. Чтобы получить максимально приближенные к фактическим результатам, следует судить не по одному витку, а просмотреть 10-20, по всей поверхности стержня. Значения лучше записывать в миллиметрах – при переводе в дюймы легче потерять несколько знаков после запятой.
ГОСТ и необходимость унификации
Долгое время производители выполняли теоретический расчет шага резьбы по своим методикам и изготавливали крепеж по собственным технологиям. При таком подходе соединительные элементы разных брендов часто оказывались несовместимыми или не обеспечивали подходящее качество стыка, из-за чего у пользователей часто возникали проблемы.
Особенные сложности появлялись при сборке машин, аппаратов и другого составного оборудования. Буквально каждый элемент приходилось отдельно маркировать, чтобы потом его можно было правильно разместить. Банальная профилактическая чистка орудий или станков, части которых поставлялись двумя заводами и больше, превращалась в настоящую пытку.
Банальная профилактическая чистка орудий или станков, части которых поставлялись двумя заводами и больше, превращалась в настоящую пытку.
Поэтому с начала XX века всерьез озаботились вопросом стандартизации. К делу подошли с максимальной серьезностью, принимая во внимание даже опыт XII столетия, а точнее проверенную практикой формулу, гласящую, что расстояние между соседними витками должно равняться 20% диаметра стержня. Естественно, при этом учитывали, что в те далекие времена крепеж выполняли из дерева, и только через 20 лет стали стягивать наиболее нагруженные его точки шпильками и защищать гайками, выточенными из цельного куска особо прочной породы. Сегодня же актуальны совсем другие материалы, к которым предъявляются совершенно иные требования.
Информация к размышлению
Первый путь к стандартизации начали прокладывать именно в России: на Тульском заводе стали работать по чертежам Никиты Демидова, а проверять результаты – по предложенным им же калибрам. Это позволяло контролировать точность отливки и исполнения отдельных деталей.
Да, знаменитый промышленник не думал именно о шаге резьбы (как померить его или найти оптимальный), а стремился унифицировать производство в целом. И добился своего: в 1787 году комиссия при царской армии закупила 500 отечественных ружей и столько же английских. Проверяющие разобрали каждое из них, разложили элементы по их функциональному назначению и хорошенько перемешали каждую группу, после чего попробовали собрать. В случае с русскими моделями это удалось – пусть они и требовали притирки, но пристрелку в итоге прошли, – а вот гордость британских мастеров так и осталась грудой бесполезного железа.
Это послужило толчком к следующим событиям:
В каждом полку создали взвод, отвечающий за обслуживание вооружения, и он регулярно получал помеченные насечками расходники для замены вышедших из строя мелких элементов.
Во Франции в 1790 утвердили первую всеевропейскую основную систему мер, приняв в качестве единицы длины м и его «производные» – см и мм, которой пользуются и сегодня; Англия, кстати, осталась при своих дюймах и футах.

В СССР в 1924 введен первый ГОСТ на рассматриваемые соединения.

Метрические резьбы
Их название говорит о том, что все их параметры измеряются в м (мм), и сегодня это общепринятый и наиболее распространенный стандарт. Расстояние между витками является ключевым показателем, но величина двойного радиуса тоже важна.
Размеры и шаг винтовой линии
P, мм | d (номинальный диаметр), мм | |||||||
крупный | мелкий, в варианте исполнения | 1 ряд (рекомендуемый) | 2 ряд (допустимый) | 3 ряд (для спец конструкций) | ||||
1 | 2 | 3 | 4 | 5 | ||||
0,4 | 0,35 | – | 2 | – | ||||
0,45 | 0,4 | – | – | 2,2 | – | |||
0,45 | 0,35 | – | 2,5 | – | ||||
0,5 | – | 3 | – | |||||
-0,6 | – | – | 3,5 | – | ||||
0,7 | 0,5 | – | 4 | – | ||||
0,75 | – | – | 4,5 | – | ||||
0,8 | – | 5 | – | |||||
0,5 | 0,4 | – | – | 5,5 | ||||
1 | 0,75 | 0,5 | – | 6 | – | |||
– | – | 7 | ||||||
1,25 | 1 | 0,75 | 0,5 | – | 8 | – | ||
– | – | 9 | ||||||
1,5 | 1,25 | 1 | 0,75 | 0,5 | – | 10 | – | |
1,5 | 1 | 0,75 | 0,5 | – | 11 | |||
1,75 | 1,5 | 1,25 | 1 | 0,75 | 0,5 | 12 | – | |
2 | – | 14 | – | |||||
1,75 | 1 | – | – | 15 | ||||
2 | 0,75 | 0,5 | – | 16 | – | |||
1,75 | – | – | 17 | |||||
2,5 | 2 | 1,5 | 1 | 0,75 | 0,5 | – | 18 | – |
20 | – | |||||||
– | 22 | – | ||||||
3 | 24 | – | ||||||
2 | 1,5 | 1 | – | – | 25 | |||
1,5 | 1 | – | – | 26 | ||||
3 | 2 | 1,5 | 1 | 0,75 | 0,5 | – | 27 | – |
2,5 | – | – | 28 | |||||
3,5 | 3 | 2 | 1,5 | 1 | 0,75 | 30 | – | |
2,5 | 2 | 1,5 | – | – | 32 | |||
3,5 | 3 | 2 | 1,5 | 1 | 0,75 | – | 33 | – |
2,5 | 1,5 | 1 | 0,75 | – | – | 35 | ||
4 | 3 | 2 | 1,5 | 1 | – | 36 | – | |
3 | 1,5 | 1 | 0,75 | – | – | 38 | ||
4 | 3 | 2 | 1,5 | 1 | 0,75 | – | 39 | – |
3,5 | – | 40 | ||||||
4,5 | 4 | 3 | 2 | 1,5 | 1 | 42 | – | |
– | 45 | – | ||||||
5 | 48 | – | ||||||
4 | 3 | 2 | 1,5 | – | – | 50 | ||
5 | 4 | 3 | 2 | 1,5 | 1 | – | 52 | – |
4 | 3 | 2 | 1,5 | – | – | 55 | ||
5,5 | 4 | 3 | 2 | 1,5 | 1 | 56 | – | |
5 | – | – | 58 | |||||
5,5 | 1 | – | 60 | – | ||||
5 | – | – | 62 | |||||
6 | 1 | 64 | – | |||||
– | – | 65 |
Из таблицы понятно, как узнать шаг резьбы болта, – достаточно найти значение в подходящей ячейке. Только обратите внимание на уровни предпочтений. 1й ориентирован на типовые и часто используемые детали, 3й – на специальное исполнение.
Только обратите внимание на уровни предпочтений. 1й ориентирован на типовые и часто используемые детали, 3й – на специальное исполнение.
При изготовлении крепежа практичнее задавать номинальные параметры, так как именно под них выпускается большинство инструмента. Учтите, что мелкие значения расстояния между витками актуальны в специфических ситуациях, например, при изготовлении нагружаемых шпилек для ДВС или соединения турбинных лопаток. Они востребованы в условиях постоянно меняющегося давления или значительной центробежной силы.
Дюймовые резьбы
Наносятся на болты и другие детали производства Великобритании и США. До недавних пор были очень популярны в сфере самолетостроения (постепенный переход к метрическим начался лишь недавно).
Размеры и шаг винтовой линии
d, ʺ | d, мм | P, мм | Кол-во ниток на 1 ʺ | ||||||
исполнение | |||||||||
норм | мелкая | норм | мелкая | ||||||
I | II | III | I | II | III | ||||
1/16 “ | 1,588 | 0,706 | 0,529 | 0,470 | 0,397 | 36 | 48 | 54 | 64 |
1/8 “ | 3,175 | 0,706 | 0,529 | 0,470 | 0,353 | 36 | 48 | 54 | 72 |
3/16 “ | 4,763 | 1,058 | 0,706 | 0,529 | 0,470 | 24 | 36 | 48 | 54 |
1/4 “ | 6,350 | 1,270 | 1,058 | 0,847 | 0,706 | 20 | 24 | 30 | 36 |
5/16 “ | 7,938 | 1,411 | 1,270 | 1,058 | 0,847 | 18 | 20 | 24 | 30 |
3/8 “ | 9,525 | 1,588 | 1,411 | 1,270 | 1,058 | 16 | 18 | 20 | 24 |
7/16 “ | 11,113 | 1,814 | 1,588 | 1,411 | 1,270 | 14 | 16 | 18 | 20 |
1/2 “ | 12,700 | 2,117 | 1,814 | 1,588 | 1,270 | 12 | 14 | 16 | 20 |
9/16 “ | 14,288 | 2,117 | 1,814 | 1,411 | 1,058 | 12 | 14 | 18 | 24 |
5/8 “ | 15,875 | 2,309 | 2,117 | 1,814 | 1,588 | 11 | 12 | 14 | 16 |
3/4 “ | 19,050 | 2,540 | 2,117 | 1,588 | 1,270 | 10 | 12 | 16 | 20 |
7/8 “ | 22,225 | 2,822 | 2,540 | 2,117 | 1,588 | 9 | 10 | 12 | 16 |
1 “ | 25,400 | 3,175 | 2,540 | 1,588 | 1,411 | 8 | 10 | 16 | 18 |
1 1/8 “ | 28,575 | 3,629 | 3,175 | 2,540 | 2,117 | 7 | 8 | 10 | 12 |
1 1/4 “ | 31,750 | 3,629 | 3,175 | 2,822 | 2,540 | 7 | 8 | 9 | 10 |
1 3/8 “ | 34,925 | 4,233 | 3,175 | 2,540 | 2,117 | 6 | 8 | 10 | 12 |
1 1/2 “ | 38,100 | 4,233 | 2,822 | 2,117 | 1,588 | 6 | 9 | 12 | 16 |
1 5/8 “ | 41,275 | 5,080 | 4,233 | 3,175 | 2,540 | 5 | 6 | 8 | 10 |
1 3/4 “ | 44,450 | 5,080 | 4,233 | 2,540 | 2,117 | 5 | 6 | 10 | 12 |
1 7/8 “ | 47,625 | 5,080 | 4,233 | 3,629 | 3,175 | 5 | 6 | 7 | 8 |
2 “ | 50,800 | 5,080 | 3,175 | 2,540 | 2,117 | 5 | 8 | 10 | 12 |
2 1/4 “ | 57,150 | 5,080 | 3,175 | 2,540 | 2,117 | 5 | 8 | 10 | 12 |
2 1/2 “ | 63,500 | 6,350 | 5,080 | 4,233 | 3,175 | 4 | 5 | 6 | 8 |
2 3/4 “ | 69,850 | 6,350 | 5,080 | 4,233 | 3,175 | 4 | 5 | 6 | 8 |
3 “ | 76,200 | 8,467 | 6,350 | 4,233 | 2,540 | 3 | 4 | 6 | 10 |
При измерении шага резьбы в дюймах важнее не конкретное расстояние между нитями, а общий номер витков. Параметр P, по сути, является проверочным, а находить нужно число канавок на расстоянии в 1ʺ. Обратный расчет еще проще: нужно лишь разделить 25,4 на количество насечек.
Параметр P, по сути, является проверочным, а находить нужно число канавок на расстоянии в 1ʺ. Обратный расчет еще проще: нужно лишь разделить 25,4 на количество насечек.
Прямоугольные
У них обычно квадратная форма зуба – с нею сцепление оказывается достаточно качественным. Хотя существует и специальное исполнение – с профилем в виде параллелепипеда. Горизонтальная часть получает расширенную полку с целью усиления соединения. Находят свое применение при выпуске ручных тисков, слабонагруженных подъемников и в других случаях.
Размеры и шаг винтовой линии
Р, мм | d, мм | |||||
вариант исполнения | 1 ряд (рекомендуемый) | 2 ряд (допустимый) | ||||
крупный | мелкий | |||||
1 | 2 | 3 | 4 | |||
2,00 | 1,50 | 1,25 | 8 | |||
2,00 | 1,50 | 9 | ||||
2,00 | 1,50 | 1,25 | 10 | |||
3,00 | 2,00 | 1,25 | 1,00 | 11 | ||
3,00 | 2,00 | 1,50 | 12 | |||
3,00 | 2,00 | 14 | ||||
4,00 | 2,00 | 1,50 | 1,00 | 0,75 | 16 | |
4,00 | 2,00 | 18 | ||||
4,00 | 3,00 | 2,00 | 20 | |||
8,00 | 5,00 | 4,00 | 3,00 | 2,00 | 22 | |
8,00 | 5,00 | 4,00 | 3,00 | 2,00 | 24 | |
8,00 | 5,00 | 4,00 | 3,00 | 2,00 | 26 | |
8,00 | 5,00 | 4,00 | 3,00 | 2,00 | 28 | |
10,00 | 6,00 | 3,00 | 30 | |||
10,00 | 6,00 | 3,00 | 2,00 | 32 | ||
10,00 | 6,00 | 3,00 | 34 | |||
10,00 | 6,00 | 3,00 | 2,00 | 1,50 | 36 | |
10 | 7 | 6,00 | 5,00 | 3,00 | 38 | |
10 | 7 | 6,00 | 5,00 | 3,00 | 40 | |
10 | 7 | 6,00 | 5,00 | 42 |
Упорные
Обладают двумя важными конструкционными особенностями:
Ширина угла при виртуальной вершине составляет 55 градусов.
Одна сторона нити идет перпендикулярно стержню, вторая – под наклоном для предотвращения самоотвинчивания.

Решать, как замерить шаг резьбы такого типа, часто приходится проектировщикам прецизионных приборов, точно выставляющих гайку по отношению к болту.
Параметры винтовой линии
Р, мм | d, мм | |||
вариант исполнения | 1 ряд (рекомендуемый) | 2 ряд (допустимый) | ||
крупный | мелкий | |||
1 | 2 | |||
3,00 | 2,00 | 10 | ||
3,00 | 2,00 | 1,00 | 12 | |
4,00 | 2,00 | 14 | ||
4,00 | 2,00 | 1,00 | 16 | |
4,00 | 3,00 | 18 | ||
4,00 | 3,00 | 2,00 | 20 | |
5,00 | 4,00 | 22 | ||
8,00 | 5,00 | 4,00 | 24 | |
8,00 | 5,00 | 26 | ||
10,00 | 8,00 | 4,00 | 28 | |
10,00 | 8,00 | 30 | ||
12,00 | 10,00 | 8,00 | 32 | |
12,00 | 34 | |||
12,00 | 10,00 | 8,00 | 36 | |
12,00 | 7,00 | 5,00 | 38 | |
12,00 | 10,00 | 8,00 | 40 | |
10,00 | 8,00 | 42 | ||
12,00 | 7,00 | 3,00 | 44 | |
12,00 | 8,00 | 3,00 | 46 | |
12,00 | 8,00 | 3,00 | 48 | |
12,00 | 8,00 | 5,00 | 50 | |
14,00 | 10,00 | 8,00 | 52 | |
14,00 | 10,00 | 55 | ||
16,00 | 12,00 | 10,00 | 60 | |
16,00 | 12,00 | 65 | ||
16,00 | 12,00 | 10,00 | 70 | |
16,00 | 10,00 | 8,00 | 75 |
Трапецеидальные
Актуальны для тех систем управления, трение в которых должно быть минимальным. О том, как определить внутренний диаметр резьбы такого типа, чаще всего вспоминают создатели робототехники, желающие обеспечить точное и быстрое передвижение исполнительного механизма устройства. Потому что такая конструкция обеспечивает легкое скольжение в обе стороны и надежную фиксацию в нужной точке.
О том, как определить внутренний диаметр резьбы такого типа, чаще всего вспоминают создатели робототехники, желающие обеспечить точное и быстрое передвижение исполнительного механизма устройства. Потому что такая конструкция обеспечивает легкое скольжение в обе стороны и надежную фиксацию в нужной точке.
Параметры винтовой линии
Р, мм | d, мм | ||||||
вариант исполнения | 1 ряд (реко мендуемый) | 2 ряд (допус тимый) | |||||
крупный | мелкий | ||||||
1 | 2 | 3 | 4 | 5 | |||
2,00 | 1,50 | 1,00 | 0,75 | 0,50 | 0,25 | 8 | |
2,00 | 1,50 | 9 | |||||
2,00 | 1,50 | 1,00 | 0,75 | 0,50 | 10 | ||
3,00 | 2,00 | 11 | |||||
3,00 | 2,00 | 1,50 | 12 | ||||
3,00 | 2,00 | 14 | |||||
4,00 | 2,00 | 1,50 | 0,75 | 0,50 | 16 | ||
4,00 | 2,00 | 18 | |||||
4,00 | 2,00 | 1,50 | 1,00 | 20 | |||
8,00 | 5,00 | 3,00 | 2,00 | 1,50 | 22 | ||
8,00 | 5,00 | 3,00 | 2,00 | 1,50 | 0,75 | ||
8,00 | 5,00 | 3,00 | 2,00 | 1,50 | 26 | ||
8,00 | 5,00 | 3,00 | 2,00 | 1,50 | 28 | ||
10,00 | 6,00 | 4,00 | 2,00 | 30 | |||
10,00 | 6,00 | 4,00 | 2,00 | 32 | |||
10,00 | 6,00 | 4,00 | 2,00 | 34 | |||
10,00 | 6,00 | 4,00 | 2,00 | 1,50 | 0,75 | 36 | |
10,00 | 7,00 | 6,00 | 3,00 | 38 | |||
10,00 | 7,00 | 6,00 | 3,00 | 2,00 | 1,50 | 40 | |
10,00 | 7,00 | 6,00 | 3,00 | 42 |
Трубные
>
Лежат в основе подавляющего большинства санитарно-технических устройств и коммуникационных линий. Обратите внимание, в чем измеряется шаг резьбы такого типа – обычно в дюймах, ведь расчеты выполняются по формулам из английской системы мер. Главным показателем становится сечение условного прохода.
Обратите внимание, в чем измеряется шаг резьбы такого типа – обычно в дюймах, ведь расчеты выполняются по формулам из английской системы мер. Главным показателем становится сечение условного прохода.
Параметры винтовой линии
P, мм | Число ниток на 1 ʺ | d (наружный), мм | DN, ʺ |
0,907 | 28 | 9,729 | 1/8 |
1,337 | 19 | 13,158 | 1/4 |
1,337 | 19 | 16,663 | 3/8 |
1,814 | 14 | 20,956 | 1/2 |
1,814 | 14 | 22,912 | 5/8 |
1,814 | 14 | 26,442 | 3/4 |
1,814 | 14 | 30,202 | 7/8 |
2,309 | 11 | 33,250 | 1 |
2,309 | 11 | 37,898 | 1 1/8 |
2,309 | 11 | 41,912 | 1 1/4 |
2,309 | 11 | 44,325 | 1 3/8 |
2,309 | 11 | 47,805 | 1 1/2 |
2,309 | 11 | 53,748 | 1 3/4 |
2,309 | 11 | 59,616 | 2 |
Приведенные таблицы будут вашими помощницами – они содержат те данные, на которые можно смело ориентироваться при выборе стандартных значений для нанесения витков на стержни крепежа.
Как узнать (определить) шаг резьбы гайки без инструмента?
На практике часто возникают ситуации, когда под рукой нет справочной литературы, зато есть конкретная деталь. Как вычислить ее параметры? Есть сразу несколько альтернативных способов, в том числе и без использования каких-либо специальных приспособлений.
Воспользуйтесь линейкой
Возьмите ее.
Приложите к ней соединитель.
Зафиксируйте расстояние между 5-10 подряд идущими нитями.
Разделите полученную величину на число канавок.
Оруглите результат до стандартного (ближайшего в сторону увеличения или уменьшения).
Ничего сложного, правда? Минута, и готово, и результат достаточно точный. Также можно вооружиться рулеткой – это еще один вариант того, чем измеряют шаг резьбы, если она наружная. Когда же она внутренняя, лучше подойдет следующий метод.
Сделайте слепок
Возьмите пластилин (стеарин, парафин, воск или другой пластичный и держащий форму материал) и скатайте из него «колбаску» такого же сечения, как диаметр актуального отверстия.
Охладите полученный измеритель – положите его ненадолго в морозилку или оставьте в тени; он должен стать твердым, но при этом не потрескаться.
Вверните эту заготовку в винтовое соединение, только не дышите на нее и не сжимайте пальцами, чтобы не нагреть и не помять.
Продолжая движения по спирали, выверните самодельную деталь наружу – она приобретет «зеркальную» нарезку.

Дальше останется только вооружиться линейкой и найти количество витков. Вы уже знаете, как определить (рассчитать) шаг метрической резьбы с ее помощью, так что никаких сложностей это не вызовет.
Используйте бумагу
Это способ для тех случаев, когда деталь настолько сильно покрыта грязью, что не получается разглядеть, сколько же витков на каком-то из ее участков. Выход есть – необходимо лишь:
Взять в руки небольшой, но чистый лист.
Провести по нужной поверхности так, как будто вы хотите ее завернуть.
Посмотреть и убедиться, что остался четкий отпечаток.
Сосчитать число витков, после чего вооружиться любимой линейкой.

В результате этих нехитрых манипуляций вы получите четкий рисунок нитей, полностью соответствующий тому, что нанесен на крепежный элемент. Вы уже знаете, как мерить шаг резьбы, формула определения по числу нитей известна, дело за простейшими вычислениями.
Обратите внимание, этот метод подходит для деталей и с наружным, и с внутренним нанесением канавок. Вы ведь можете накрутить бумагу на какой-то стержень – только плотно, проверьте, чтобы он не спадал – и аккуратно затолкать в отверстие. На листе, опять же, останутся четкие следы – получите неплохую альтернативу слепку.
Существует еще одно приспособление, которое почти наверняка есть в доме у каждого, а не только у профессиональных проектировщиков. Оно настолько привычное, что язык не поворачивается назвать его специализированным инструментом, а между тем именно таковым оно и является. Да вы уже наверняка поняли, о чем мы, и, скорее всего, догадались, как определить (узнать, измерить) шаг резьбы болта штангенциркулем.
Берете прибор и откладываете 5 витков с помощью его губок.
Получаете длину в мм.
Делите ее на количество ниток, то есть на 5.
Для контроля можете взять большее число насечек, допустим, 10, и пересчитать – итоговая цифра должна получиться такой же. С помощью этого же приспособления не составит труда узнать и фактический двойной радиус крепежного элемента, причем как внешний, так и внутренний. Для этого достаточно обжать соединитель посередине (для первого случая) или на конце, до витка (для второго) – так, как представлено на рисунке:
И, раз уж речь зашла об инструментах, давайте посмотрим, что делать, когда один из них все-таки есть под рукой.
Воспользуйтесь резьбомером
С ним не нужно заниматься определением резьбы по диаметру и шагу и производить пересчеты – можно непосредственно и сразу найти ее фактический размер, это удобно. Каким образом?
Прибор представляет собой совокупность пластин, на кромке каждой из которых сделаны выступы. Эти гребенки закреплены в общем корпусе на осях. Остается только прикладывать каждую из них поочередно к стержню, пока рисунок канавок не совпадет полностью.
Эти гребенки закреплены в общем корпусе на осях. Остается только прикладывать каждую из них поочередно к стержню, пока рисунок канавок не совпадет полностью.
Шаблоны выполнены из специальной стали, не подверженной температурному влиянию (не расширяется и не сжимается), и поэтому дают максимально точные результаты, если уметь с ними обращаться.
Нахождение нужных геометрических параметров не должно быть проблемой. Теперь, когда вы знаете сразу несколько способов того, как определить шаг резьбы болта без резьбомера или с его помощью, вы сможете убедиться, что рассчитать все важные параметры действительно легко, причем в любой ситуации.
Контроль и измерение резьбы
Для контроля элементов резьбы — шага, диаметров, формы профиля — применяются универсальные и специальные инструменты. Выбор того или иного инструмента зависит от типа резьбы и главным образом от ее точности. В первую очередь контролируются шаг, средний диаметр и форма профиля и затем уже наружный и внутренний диаметры.
Выбор того или иного инструмента зависит от типа резьбы и главным образом от ее точности. В первую очередь контролируются шаг, средний диаметр и форма профиля и затем уже наружный и внутренний диаметры.
Измерение шага резьбы. Измерительной линейкой или штангенциркулем определяют длину нескольких шагов резьбы и полученный результат делят на количество шагов.
Шаг как наружной, так и внутренней резьбы можно определить при помощи резьбомера. На каждой пластинке резьбомера указана величина шага резьбы. Подбирают пластинку таким образом, чтобы ее зубцы плотно, без зазора вошли во впадины измеряемой резьбы. Тогда шаг резьбы будет равен шагу, указанному на пластинке.
Измерение среднего диаметра резьбы. Точно измерить средний диаметр резьбы можно с помощью резьбового микрометра. Для измерения резьб различных размеров пользуются комплектами наконечников (один с вырезом второй с конусом) соответствующего размера. Предел использования данного комплекта указан на наконечниках. Так, например, клеймо М 3—4,5 показывает, что данным комплектом можно измерять метрические резьбы с шагом 3; 3,5; 4; 4,5 мм.
У микрометров с пределом измерений 0—25 мм нулевые деления на барабане и стебле микрометра совпадают при плотном прилегании наконечников друг к другу. У микрометров с пределом измерения 25—50 мм совпадение делений должно быть тогда, когда между наконечниками вставлен эталон А.
Проверка профиля резьбы. Форма профиля резьбы проверяется шаблоном. В случае необходимости в очень точном контроле приме няотся специальные микроскопы. Проверка нормальными резьбовыми калибрами. Неответственные резьбы удобно и просто контролировать с помощью калибров. Нормальным резьбовым кольцом проверяют наружный диаметр резьбы. Кольцо навинчивается на винт, и о точности резьбы судят по покачиванию кольца. Внутренний диаметр резьбы проверяют нормальной резьбовой пробкой. Гладкий конец нормального калибра служит для проверки диаметра отверстия под резьбу.
Проверка предельными резьбовыми калибрами. Точные резьбы контролируют с помощью предельных резьбовых калибров. Внутренняя резьба проверяется с помощью резьбового калибра-пробки. Проходной конец калибра должен полностью входить в резьбовое отверстие по всей его длине. Непроходной конец имеет 2—3 витка неполного профиля и не должен ввинчиваться в проверяемое отверстие.
Проходной конец калибра должен полностью входить в резьбовое отверстие по всей его длине. Непроходной конец имеет 2—3 витка неполного профиля и не должен ввинчиваться в проверяемое отверстие.
Наружная резьба проверяется проходными резьбовыми кольцами, которые должны полностью навинчиваться на винт и зажиматься непроходной регулируемой скобой для проверки среднего диаметра. В массовом производстве для проверки наружной резьбы пользуются предельными резьбовыми скобами с двумя парами роликов.
Автоматизация работ при нарезании резьбы на токарном станке
При скоростном нарезании резьбы и нарезании резьбы в упор трудно вручную управлять процессом отвода резца от детали. Для этой цели применяется ряд приспособлений, облегчающих труд токаря и повышающих производительность.
Для автоматического отвода резца при нарезании резьбы без проточенной канавки, а также резьбы в упор применяется приспособление. Оно состоит из закрепляемого в резцедержателе станка корпуса внутри которого перемещается ползун. В передней части ползуна имеется отверстие, в котором при помощи винта закрепляется резьбовой резец круглого сечения. Ползун снабжен прямоугольным окном, где помещается сухарь, запрессованный в корпус.
В передней части ползуна имеется отверстие, в котором при помощи винта закрепляется резьбовой резец круглого сечения. Ползун снабжен прямоугольным окном, где помещается сухарь, запрессованный в корпус.
В рабочем положении ползун удерживается фиксатором. Фиксатор установлен на качающемся рычаге и поджимается к ползуну пружиной.
Приспособление работает следующим образом: в конце прохода ролик, укрепленный на рычаге, наталкивается на упор, установленный на станине. При этом рычаг поворачивается, и фиксатор освобождает ползун. Ползун под действием пружины мгновенно отводится вправо до упора в резиновую шайбу, прикрепленную к сухарю.
Токарь отводит суппорт в исходное положение, а затем, поворачивая рукоятку вокруг оси, подает ползун вперед до тех пор, пока фиксатор не зайдет в отверстие.
Ролик сидит на эксцентричной втулке, соединенной храповым механизмом с рукояткой. При каждом новом проходе совершается поворот ролика на определенный угол, меняется момент касания ролика с упором и происходит опережение отвода резца. Это позволяет нарезать резьбу в упор.
Это позволяет нарезать резьбу в упор.
Приспособление для быстрого отвода резца состоит из корпуса, в котором ходит скалка, снабженная прорезью для прохода стержня. В передней части скалки закреплен резьбовой резец; сбоку прикреплен сухарь.
Пружина стремится оттянуть скалку с резцом в заднее положение. Этому препятствует сухарь, который при рабочем ходе упирается в цилиндрическую часть стержня. Стержень при этом смещен в крайнее левое положение пружиной. В конце хода стержень наталкивается на переставной упор и отводится вправо. Сухарь становится против лыски на стержне, и резец отходит от детали. Возврат всех деталей в исходное положение выполняется при помощи рукоятки и эксцентрика.
ПОХОЖИЕ СТАТЬИ:
Как мерить резьбу штангенциркулем — Морской флот
Штангенциркуль – удобный и простой в обращении измерительный инструмент. Грамотное его применение позволяет выполнять замеры линейных величин в различных ситуациях, и для разнообразных объектов, начиная от протектора шин, и заканчивая пластиковыми гибкими трубками. Как измерять штангенциркулем – примеры и последовательность – эти вопросы рассматриваются далее.
Как измерять штангенциркулем – примеры и последовательность – эти вопросы рассматриваются далее.
Замеры при конструировании и изготовлении резьбовых соединений
Соединение типа «болт-гайка» — одно из наиболее распространённых в механике. При разработке и изготовлении конструкций задача – как измерить болт штангенциркулем – часто представляет трудности.
Перед работами стоит вспомнить, что главными размерами болта /гайки являются длина изделия и диаметр резьбы. Стандартный болт любого исполнения в проведении таких измерений не нуждается. Иное дело, когда болт изготовлен в кустарных условиях, либо требуется замерить крепёжную деталь без демонтажа соединения. Здесь возможны следующие ситуации:
- Между головкой и противоположным торцом стержня имеется плоскость или деталь/плита, размеры которой не позволяют ввести измерительные губки штангенциркуля. В этом случае, используя основную измерительную шкалу и глубиномер (иногда именуемый «колумбиком»), определяют последовательно высоту головки, толщину шайбы (если есть), толщину промежуточного элемента и высоту выступающей с противоположной стороны соединения части детали.
 Полученный результат складывают, а затем по таблицам соответствия длин стержня и размеров «под ключ», которыми обладает болт, устанавливают типоразмер крепёжной детали.
Полученный результат складывают, а затем по таблицам соответствия длин стержня и размеров «под ключ», которыми обладает болт, устанавливают типоразмер крепёжной детали.Измерение внутренний резьбы и оттиск ниток резьбы
Измерение шага резьбы
Замеры размеров рисунка на протекторах
Как измерить протектор шин, если необходимо оценить степень износа? Поможет глубиномер, которым выполняются измерения по всей образующей протектора шины. Следует учесть, что износ практически всегда неравномерен, и количество замеров должно быть не менее 3…5, причём на равномерно принятых для оценки участках протектора шины. Перед измерениями покрышку следует тщательно очистить от грязи, пыли и фрагментов мелких камней, застрявших внутри.
Измерение протектора шин цифровым глубомером
Иногда требуется решить задачу – как измерить протектор шин штангенциркулем, чтобы определить степень равномерности износа. Этим устанавливается износ шин протектора не только по глубине, но и по радиусу перехода от окружности выступов к окружности впадин. Поступают так. Измеряют глубину рисунка на новом протекторе шины, а затем — линейный размер визуально изменённой зоны на эксплуатировавшейся детали. Разница определит степень износа и поможет принять верное решение о замене колеса.
Поступают так. Измеряют глубину рисунка на новом протекторе шины, а затем — линейный размер визуально изменённой зоны на эксплуатировавшейся детали. Разница определит степень износа и поможет принять верное решение о замене колеса.
Все измерения производят глубиномером, который должен быть установлен строго перпендикулярно образующей протектора шины.
Измерение износ протектора колумбиком
Измерения диаметров
Как измерить диаметр штангенциркулем? Различают детали с постоянным и переменным по длине сечением. К последним относятся, в частности, арматурные стержни. Как измерить диаметр арматуры штангенциркулем? Всё зависит от арматурного профиля, который может быть:
Измерение внутреннего диаметра штангенциркулем
Проще всего замерять такие параметры арматуры во втором случае. Вначале внешними измерительными губками определяют высоту выступов профиля, а затем глубиномером – размер по впадине. Замеры необходимо производить в двух взаимно перпендикулярных направлениях, поскольку арматура, да ещё производимая не на специализированных предприятиях, часто имеет овальность сечения. После этого по таблицам стандартных арматурных профилей отыскивают максимально подходящее значение (особой точности здесь не требуется). Как измерить диаметр арматуры штангенциркулем, если она имеет другой тип профиля? Здесь вместо диаметра выступов определяют диаметр выступающей части серповидных насечек, а далее поступают так же, как и предыдущем случае.
После этого по таблицам стандартных арматурных профилей отыскивают максимально подходящее значение (особой точности здесь не требуется). Как измерить диаметр арматуры штангенциркулем, если она имеет другой тип профиля? Здесь вместо диаметра выступов определяют диаметр выступающей части серповидных насечек, а далее поступают так же, как и предыдущем случае.
Измерение наружного диаметра трубы
При измерении внутренних габаритов труб используют внутреннюю измерительную шкалу инструмента. Как измерить штангенциркулем толщину трубы, особенно, если зазор невелик? Достаточно вычислить разницу между внешним и внутренним диаметрами и разделить результат на два.
Измерения линейных размеров
Как измерить линейные размеры с помощью штангенциркуля? Всё зависит от материала детали/заготовки. Для жёстких элементов изделие плотно прижимается к какой-нибудь опорной плите, после чего внешними измерительными губками инструмента производят измерение. Предварительно следует установить пригодность имеющегося типа штангенциркуля работе. Например, основная измерительная шкала на штанге должна быть длиннее детали на менее, чем на 25…30 мм (с учётом собственной ширины губок). При использовании глубиномера эта величина ещё меньше, поскольку в расчёт следует принимать и длину рамки (для наиболее часто встречающихся инструментов 0-150 мм и точностью от 0,05 до 0,1 мм этот параметр принимается не менее 50 мм).
Предварительно следует установить пригодность имеющегося типа штангенциркуля работе. Например, основная измерительная шкала на штанге должна быть длиннее детали на менее, чем на 25…30 мм (с учётом собственной ширины губок). При использовании глубиномера эта величина ещё меньше, поскольку в расчёт следует принимать и длину рамки (для наиболее часто встречающихся инструментов 0-150 мм и точностью от 0,05 до 0,1 мм этот параметр принимается не менее 50 мм).
Как измерить штангенциркулем сечение провода? Неметаллические изделия гибки, а потому существенно искажают результат, полученный обычным способом. Поэтому в кембрик следует ввести жёсткую стальную деталь (винт, гвоздь, кусок прутка), после чего внешними губками определить диаметр сечения провода. Аналогично поступают, если требуется узнать внутренний размер провода.
Измерение диаметра провода
Вопрос – как измерить цепь штангенциркулем – часто задают велосипедисты, поскольку износ цепи, определяемый как расстояние между её смежными звеньями, позволяет принять решение о замене изделия. Наружное губки устанавливают на расстояние 119 мм и вводят в звено, после чего растягивают их в стороны, пока дальнейшее увеличение размера окажется невозможным (для облегчения работ цепь можно предварительно нагрузить растягивающим усилием). Отклонение от первоначального размера покажет фактический износ, который далее необходимо сравнить с максимально допустимым.
Наружное губки устанавливают на расстояние 119 мм и вводят в звено, после чего растягивают их в стороны, пока дальнейшее увеличение размера окажется невозможным (для облегчения работ цепь можно предварительно нагрузить растягивающим усилием). Отклонение от первоначального размера покажет фактический износ, который далее необходимо сравнить с максимально допустимым.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Штангенциркуль относится к классу универсальных измерительных приборов высокой точности. Данное устройство предназначено для определения наружных и внутренних размеров небольших деталей, глубины отверстий и прочих параметров. Зная, как измерять штангенциркулем, можно легко установить линейные величины любых предметов, в том числе и резьбовых соединений на метизах.
Особенности использования штангенциркуля
Удобство и простота использования этого инструмента обуславливают его широкое применение не только в производственной сфере, но и в домашних условиях. Существует три разновидности штангенциркулей: нониусные, циферблатные и цифровые, отличающиеся своей конструкцией. Наибольшей популярностью пользуется первый вариант. Такой инструмент имеет механическую структуру, поэтому ломаться там нечему. При аккуратном обращении (необходимо беречь прибор от деформаций и ржавчины) срок его эксплуатации практически не ограничен.
Существует три разновидности штангенциркулей: нониусные, циферблатные и цифровые, отличающиеся своей конструкцией. Наибольшей популярностью пользуется первый вариант. Такой инструмент имеет механическую структуру, поэтому ломаться там нечему. При аккуратном обращении (необходимо беречь прибор от деформаций и ржавчины) срок его эксплуатации практически не ограничен.
Измерять штангенциркулем как микрометром, то есть до десятых долей миллиметра, позволяет шкала Нониуса. В конструкции инструмента предусмотрена возможность фиксации измеряемого объекта как с наружной, так и с внутренней стороны, благодаря чему вероятность погрешности сводится к нулю.
Конструктивные элементы приборов
Чтобы понять, как измерять с помощью штангенциркуля, необходимо разобраться в его конструкции. Свое название инструмент получил в честь штанги, на которой располагается основная шкала. Дополнительной шкалой является нониус, предназначенный для определения десятых или сотых долей миллиметра при необходимости получения максимально точных результатов.
Конструкция механического нониусного штангенциркуля состоит из:
- штанги с основной шкалой;
- подвижной рамки со шкалой Нониуса;
- губок для измерения внутренних поверхностей;
- губок для измерения внешних поверхностей;
- линейки глубиномера;
- винта для фиксации рамки.
Некоторые модели имеют двойную шкалу, позволяющую измерять штангенциркулем как в миллиметрах, так и в дюймах. Остальные элементы конструкции, как правило, не имеют различий.
Как правильно измерять штангенциркулем наружные поверхности
Для получения точных данных о внешних размерных параметрах предмета, его необходимо зафиксировать с помощью нижних губок инструмента. Эта операция выполняется путем предварительного раздвижения губок на немного большее расстояние, чем размер измеряемой детали, и последующего их сдвигания до упора в поверхности изделия. После того, как нижние губки штангенциркуля будут надежно зафиксированы на наружных поверхностях, контрольная точка на подвижной шкале займет определенное положение на основной шкале и будет показывать размер детали.
Как измерить штангенциркулем внутренний диаметр детали
Перед выполнением данной операции элементы прибора сдвигают до упора, после чего губки для определения расстояния между внутренними поверхностями помещают в отверстие. Далее их разводят до упора в стенки и фиксируют в таком положении. Зная, как измерить диаметр штангенциркулем, можно замерить внутренние плоскости любой другой формы.
Определение глубины
Данная операция производится с помощью глубиномера. Торец штангенциркуля упирают в верхнюю часть детали, а глубиномер заводят в отверстие до упора. На основной шкале будет отображаться глубина измеряемого изделия.
Замер резьбовых соединений
Определение размеров внутренних и внешних поверхностей деталей – операция простая и многим знакомая еще со школьных уроков труда. А вот как измерить резьбу штангенциркулем, знает далеко не каждый.
Данная процедура может потребоваться в разных случаях, например, если болт нестандартный или необходимо измерить крепежную деталь без демонтажа резьбового соединения. Ниже приведены примеры, как измерять штангенциркулем болты и гайки в различных ситуациях.
Ниже приведены примеры, как измерять штангенциркулем болты и гайки в различных ситуациях.
- Определение длины болта, ввинченного в деталь. Эта операция выполняется с помощью глубиномера. Последовательно измеряется высота головки болта, толщина шайбы (при ее наличии), толщина промежуточной детали и высота части стержня болта, выступающей с обратной стороны детали. Полученные значения суммируют, после чего определяют типоразмер крепежного элемента с помощью специальных таблиц соответствия длин болтов и размеров их головок под ключ.
- Определение диаметра резьбы. Данный параметр измеряется по выступам, а не по канавкам резьбы. Между губками штангенциркуля помещается болт в вертикальном положении и выполняются замеры. Если полученный показатель не соответствует стандартным размерам, указанным в таблице, с помощью глубиномера измеряют глубину резьбы. После этого от первого результата отнимают удвоенное значение второго и таким образом выясняют, была ли срезана часть профиля резьбы. Поврежденные метизы подлежат замене.
- Измерение диаметра резьбы болта, полностью «утопленного» в деталь, без демонтажа соединения. Для этого используется внешняя шкала штангенциркуля, посредством которой устанавливаются размеры головки и диаметр окружности выступов. Далее деталь идентифицируется с помощью таблиц.
- Измерение шага резьбы. Используя штангенциркуль, определяют высоту стержня болта и его внешнего диаметра, после чего подсчитывают количество резьбовых витков на нем. Соотношение между этими показателями будет являться тангенсом угла наклона резьбы.
- Измерение диаметра резьбы гаек. Данная операция проводится с помощью внутренних губок штангенциркуля. При использовании некоторых моделей инструментов к полученному значению необходимо прибавить еще и толщину губок, которая указана на штанге.
 Поврежденные метизы подлежат замене.
Поврежденные метизы подлежат замене.Снятие показаний
Прежде всего следует отметить, что точность показаний зависит от чистоты поверхностей детали, поэтому, перед тем, как измерять штангенциркулем, необходимо удалять загрязнения и смазку с изделий.
Зафиксировав губки инструмента на детали, на основной шкале находят контрольный штрих, располагаемый слева в непосредственной близости от нулевого штриха нониуса. Это будет размер измеряемой поверхности в миллиметрах.
Далее считываются показания в долях миллиметра. Эта операция выполняется путем нахождения деления, ближайшего к нулевому штриху и совпадающего со штрихом на шкале штанги. В результате сложения его порядкового номера и цены деления нониуса вычисляется требуемый показатель. У наиболее популярных моделей штангенциркулей цена деления составляет 0,1 мм.
Полная величина показаний инструмента получается посредством суммирования результатов в целых миллиметрах и в долях миллиметра.
Правила эксплуатации штангенциркуля
Чтобы измерительный инструмент смог прослужить верой и правдой долгие годы, необходимо соблюдать несложные правила по его эксплуатации и хранению. Прежде всего следует избегать механических повреждений, которые могут возникнуть в результате падения или силового воздействия. Помимо этого, в процессе измерения деталей нельзя допускать перекоса губок штангенциркуля. Чтобы этого не произошло, их нужно зафиксировать в определенном положении на измеряемой детали с помощью стопорного винта.
Помимо этого, в процессе измерения деталей нельзя допускать перекоса губок штангенциркуля. Чтобы этого не произошло, их нужно зафиксировать в определенном положении на измеряемой детали с помощью стопорного винта.
Хранить прибор следует только в мягком чехле либо жестком футляре. Второй вариант предпочтительнее, так как сможет обеспечить защиту от случайных деформаций. Место для хранения штангенциркуля должно быть выбрано с таким учетом, чтобы туда не попадали опилки от разных материалов, пыль, вода, химические смеси и пр. Плюс к этому должна быть исключена угроза падения тяжелых предметов на инструмент.
После каждого использования штангенциркуля его необходимо тщательно протирать чистой мягкой ветошью.
Естественно, не следует забывать и о соблюдении правил безопасности при эксплуатации данного прибора. На первый взгляд он не несет никакой угрозы для здоровья, однако это не совсем так. Дело в том, что концы губок для измерения внутренних размеров достаточно острые, поэтому о них запросто можно пораниться при неаккуратном обращении. В остальном же инструмент полностью безопасен.
В остальном же инструмент полностью безопасен.
При выполнении любых столярных или слесарных работ нужно знать, как измерять штангенциркулем, а также уметь им пользоваться. Этот распространенный универсальный метрический инструмент применяется для снятия внутренних и внешних линейных размеров с детали. Штангенциркуль позволяет произвести измерение диаметров (внутренних и внешних) и глубину отверстия.
Конструктивные элементы приборов
Штангенциркуль устроен просто, работать им легко и удобно. Любая его модификация состоит из следующих конструктивных элементов:
- Измерительная линейка (штанга) – главная часть прибора, на верхней поверхности которого нанесена шкала разметки с градацией в 1 мм. Стандартная линейка имеет длину 150 мм. Этот показатель определяет максимально доступную величину измерения. Выпускаются приборы, имеющие более длинную штангу, для замеров больших деталей.
- Измерительная рамка – подвижный элемент прибора, перемещающийся по линейке. Внутри рамки размещена плоская пружина, которая плотно прижимает ее к штанге. На рамке имеется дополнительная измерительная шкала (нониус), по которой отсчитываются десятые или сотые доли миллиметра при совмещении с одним из штрихов основной шкалы. Нониусная шкала имеет 10 делений, ширина каждого -1,9 мм. В конструкции предусмотрен стопорный винт, который позволяет жестко фиксировать рамку.
- Неподвижные губки. Один элемент жестко прикреплен к штанге, другой закреплен на рамке и перемещаются вместе с ней. Рабочая поверхность внутри. Используются для наружных замеров.
- Подвижные губки. Рабочие элементы располагаются по тому же принципу, что большие неподвижные губки, но размещены по другую сторону линейки. Рабочая поверхность обращена наружу. Дополнительные губки применяются для внутренних замеров.
- Линейка глубиномера – выдвигающаяся планка, жестко соединенная с двигающейся рамкой.
 Внутри рамки размещена плоская пружина, которая плотно прижимает ее к штанге. На рамке имеется дополнительная измерительная шкала (нониус), по которой отсчитываются десятые или сотые доли миллиметра при совмещении с одним из штрихов основной шкалы. Нониусная шкала имеет 10 делений, ширина каждого -1,9 мм. В конструкции предусмотрен стопорный винт, который позволяет жестко фиксировать рамку.
Внутри рамки размещена плоская пружина, которая плотно прижимает ее к штанге. На рамке имеется дополнительная измерительная шкала (нониус), по которой отсчитываются десятые или сотые доли миллиметра при совмещении с одним из штрихов основной шкалы. Нониусная шкала имеет 10 делений, ширина каждого -1,9 мм. В конструкции предусмотрен стопорный винт, который позволяет жестко фиксировать рамку.Разновидности и маркировка
По конструкции и своему назначению штангенциркули бывают следующих видов:
- ШЦ-1. Рабочие губки размещены с 2 сторон. Применяется для проведения наружных и внутренних измерений. Оснащены стержнем для измерения уступов и глубин. Удобны для разметочных работ.
- ШЦ-2. Губки для внутренних и наружных замеров совмещены и имеют одинаковый размер. При этом плоские рабочие поверхности располагаются внутри, а цилиндрические повернуты наружу. С противоположной стороны от штанги находятся разметочные остро заточенные кромки. Дополнительно прибор оснащен рамкой микрометрической подачи, с помощью которой можно производить более точные измерения.
- ШЦ-3. Одностороннее размещение измерительных губок. Специфика этих моделей в том, что они предназначены для больших замеров.
 Рабочие губки размещены с 2 сторон. Применяется для проведения наружных и внутренних измерений. Оснащены стержнем для измерения уступов и глубин. Удобны для разметочных работ.
Рабочие губки размещены с 2 сторон. Применяется для проведения наружных и внутренних измерений. Оснащены стержнем для измерения уступов и глубин. Удобны для разметочных работ.Штангенциркули делятся по способу снятия результата замеров:
- Нониусные (ШЦ). Механический инструмент, в котором целые миллиметры отмечаются на основной шкале, а доли миллиметра отсчитываются с помощью нониусной шкалы.
- Циферблатные (ШЦК). Используется механический принцип замера. На подвижной рамке размещен циферблат, который соединяется со штангой с помощью зубчатой передачи. Миллиметры определяются по основной разметке, а доли по круговой шкале.
- Цифровые (ШЦЦ). На измерительной рамке размещен цифровой дисплей, который показывает результаты измерения. Электронный модуль имеет ряд удобных настроек.
 На подвижной рамке размещен циферблат, который соединяется со штангой с помощью зубчатой передачи. Миллиметры определяются по основной разметке, а доли по круговой шкале.
На подвижной рамке размещен циферблат, который соединяется со штангой с помощью зубчатой передачи. Миллиметры определяются по основной разметке, а доли по круговой шкале.Тип индикатора определяет, с какой точностью штангенциркуль снимает показания. Нониусные приборы считаются менее точными, но в использовании они просты и надежны. Циферблатный инструмент точнее и удобнее, но зубчатая рейка может загрязняться от деталей. Цифровой штангенциркуль позволяет производить замеры с высокой точностью, но зависит от температурных перепадов.
Правила эксплуатации штангенциркуля
Прежде чем приступать к замерам, нужно проверить инструмент. Для этого губки ШЦ сводят вместе и смотрят на просвет, нет ли между ними зазора. Нужно проверить и совпадение шкал на нуле. Прибор должен быть чистым, особенно подвижные части.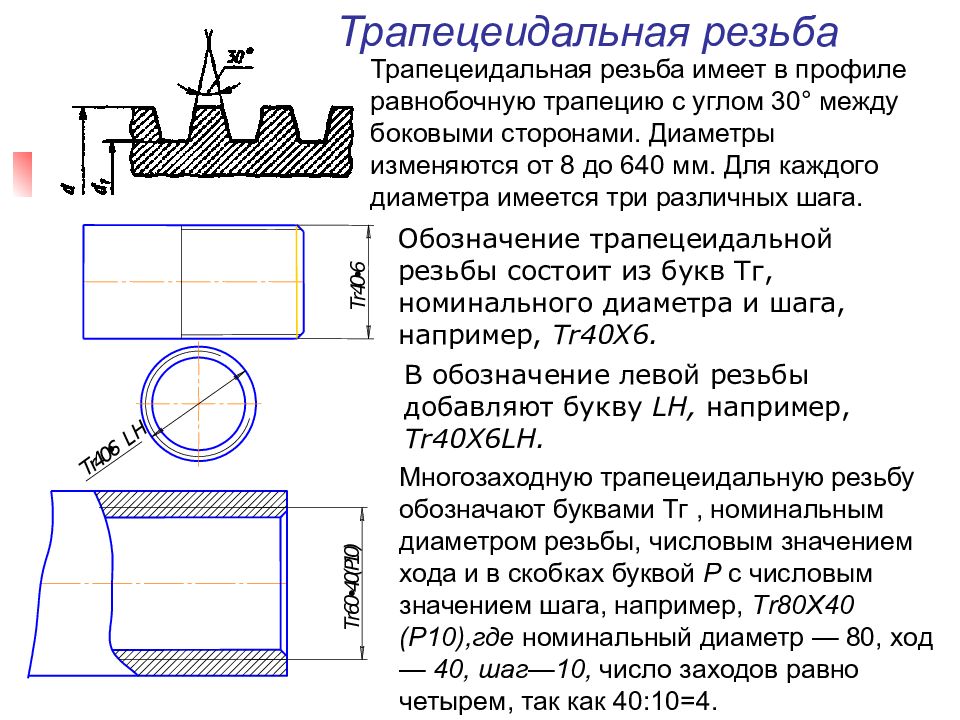 Результат замера будет более точным, т. к. ржавчина и грязь сильно увеличивают погрешность измерения.
Результат замера будет более точным, т. к. ржавчина и грязь сильно увеличивают погрешность измерения.
С помощью ШЦ можно определить размеры внешнего и внутреннего диаметра, толщину поверхности и глубину выемки или уступа. Во время проведения работ нужно знать, в каком положении должны находиться губки штангенциркуля при измерении и как правильно снять показания.
Как правильно измерять штангенциркулем наружные поверхности
Для снятия наружных размеров (толщины) нужно развести губки штангенциркуля, поместить между ними измеряемый предмет, затем сдвинуть губки и слегка сжать. Измерительные кромки должны располагаться параллельно поверхности заготовки. Деление на основной шкале штангенциркуля, совместившееся с нулевой риской дополнительной шкалы, будет обозначать целые миллиметры. Риска, которая на нониусе совпадет с риской на штанге, определяет десятые доли миллиметра.
Аналогичным образом измеряется внешний диаметр трубы, при этом губки должны касаться диаметрально противоположных точек на наружном диаметре изделия. Таким же образом измеряются и другие детали, имеющие круглое сечение: кабель, размер болта и пр.
Как измерить штангенциркулем внутренний диаметр детали
Для замера внутреннего диаметра требуется сдвинуть штанги губки в нулевое положение и ввести в отверстие параллельно измеряемой плоскости. Затем их нужно развести до упора, при этом стараясь добиться максимального значения показаний. Этим же способом штангенциркулем проверяют расстояние между параллельными плоскостями, только стараются получить минимальные показания шкалы. Диаметр отверстия от сверла небольшого диаметра замерить не удастся, все определяется толщиной губок.
Определение глубины
Воспользовавшись выдвижной линейкой глубиномера штангенциркуля можно замерить глубину отверстия или высоту уступа. Для этого выдвигают глубиномер и опускают его в отверстие до соприкосновения с дном. Он должен располагаться параллельно поверхностям объекта. Затем торец штанги прибора двигают обратно на измерительную планку до упора в верхний край измеряемой детали.
Замер резьбовых соединений
Штангенциркулем можно осуществлять замеры резьбовых соединений. Диаметры резьбы могут быть измерены по выступам. Болт зажимается между губок вертикально, затем снимаются показания.
Для того чтобы замерить штангелем шаг резьбы, нужно произвести замер внешнего диаметра и высоту стержня и подсчитать количество витков резьбы. Шаг резьбы получится в результате деления длины стержня на число витков. Используя функцию микроподачи (если она есть), можно замерить шаг измерительными губками штангенциркуля. Для этого они размещаются на одинаковых склонах.
Как правильно хранить инструмент
Штангенциркуль считается высокоточным метрическим инструментом, поэтому обращаться с ним нужно бережно. Хранить его необходимо в пластиковом или деревянном футляре. Допускается и мягкий чехол, но следует избегать случайных деформаций. Держать прибор нужно в сухом месте, где исключены случайные падения тяжелых предметов, а также загрязнение пылью, грязью, опилками прочим мусором. При соблюдении этих условий инструмент будет вам исправно служить многие годы.
Как измерить длину резьбы — Морской флот
В резьбе измеряют и контролируют наружный, внутренний и средний диаметры, шаг и угол профиля: из них основными элементами резьбы являются: наружный и средний диаметры, шаг и угол профиля резьбы.
Измерение шага резьбы. Для измерения шага резьбы применяют измерительную линейку и резьбомер. Измерение шага резьбы измерительной линейкой показано на рис. 197. Линейкой измеряют длину определенного количества витков, например десяти; разделив полученную длину на замеренное количество витков, находят размер одного шага. При измерении дюймовой резьбы определяют число витков, которое приходится на длину одного дюйма (приближенно равного 25.4 мм). Если на длине 1″ насчитывается 4 витка, то шаг равен 1/4″.
Резьбомер (рис. 198) состоит из набора стальных пластинок, из которых каждыя снабжена вырезами, точно соответствующими профилю резьбы определенного шага. На каждой пластинке выбиты цифры, указывающие на шаг резьбы в миллиметрах или число витков, нарезанных на длине одного дюйма. При измерении шага прикладывают пластинку к проверяемой резьбе параллельно ее оси (рис. 198). Совпадение пластинки резьбомера проверяют на просвет.
Измерение среднего диаметра резьбы. Точно измерить средний диаметр резьбы можно резьбовым микрометром (рис 199). Он отличается от микрометра для гладких деталей только тем, что вместо постоянных измерительных поверхностей имеет особые сменные измерительные наконечники 1 и 2. Наконечник 1 (рис. 199, б), снабженный конусом с углом, равным углу профиля резьбы, вставляют в отверстие микрометрического винта, наконечник 2, снабженный прорезью, – в пятку.
При измерении резьбовой микрометр устанавливают так, чтобы конус входил в углубление резьбы, а измерительный наконечник с вырезом охватывал выступ резьбы (рис. 199, а). Отсчет по шкале микрометра показывает размер среднего диаметра резьбы.
Резьбовые калибры. Наилучшим инструментом для контроля резьб являются резьбовые калибры – нормальные и предельные. Наружная резьба проверяется нормальным резьбовым кольцом (рис. 200), а внутренняя – нормальной резьбовой пробкой (рис. 201). Правый гладкий конец пробки служит для проверки диаметра отверстия под резьбу, а левый резьбовой конец – для проверки самой резьбы. Правильность резьбы нормальными калибрами определяют на ощупь по отсутствию качания и трудности свинчивания калибра и детали.
Значительно более точна и производительна проверка резьбы предельными резьбовыми калибрами. Наружную резьбу проверяют предельными резьбовыми скобами . Такая скоба (рис. 202) имеет две пары роликов: передняя пара является проходной, а задняя – непроходной.
Способ проверки резьбы предельной резьбовой скобой такой же, как и при проверке гладких размеров, т.е. резьба должна свободно пройти через проходную сторону калибра, а не проходная сторона калибра должна задержать резьбу.
Внутреннюю резьбу проверяют предельными резьбовыми пробками (рис. 203). Проходной конец пробки имеет длинную резьбу полного профиля; он должен полностью ввинчиваться в резьбовое отверстие по всех его длине. Непроходной конец имеет 2-3 витка срезанного профиля, он не должен ввинчиваться в измеряемое отверстие.
Как гладкие, так и резьбовые предельные калибры применяют обычно при изготовлении большого количества одинаковых деталей и вообще в тех случаях, когда детали должны иметь точные размеры с определенными допусками.
Измерение среднего и внутреннего диаметров резьбы. Иногда приходится измерять средний диаметр резьбы; в таких случаях применяют специальный кронциркуль (рис. 204) со сменными шариковыми наконечниками. Диаметр шариков выбирают по специальным таблицам в соответствии с типом и шагом резьбы. Ножки кронциркуля с шариковыми наконечниками сначала устанавливают по образцовой детали или резьбовому калибру. После этого сверяют снятый размер со средним диаметром нарезанной резьбы, прикладывая установленный кронциркуль шариковыми наконечниками к ее боковым поверхностям.
Внутренний диаметр резьбы измеряют кронциркулем с острыми ножками (рис. 205). Как и в предыдущем случае, кронциркуль предварительно устанавливают на размер по штангенциркулю, образцовой детали или резьбовому калибру, затем сравнивают этот размер с внутренним диаметром нарезанной резьбы.
Наружный диаметр резьбы болта измеряют штангенциркулем или микрометром. При этом необходимо следить за тем, чтобы измерительный инструмент был установлен перпендикулярно оси детали.
09 Ноября 2018, 11:20 1055
Инструкция, в большей степени, касается определения размеров метрических болтов, винтов и шпилек (далее просто болт). Основополагающие габаритные характеристики болта – диаметр, шаг резьбы и длина.
1. Диаметр болта
Точный диаметр болта, как и любого другого предмета, измеряют штангенциркулем или микрометром. Однако, бывают ситуации, когда специальных измерительных приборов нет под рукой. В таком случае, измерить наружный диаметр болта можно с помощью мерной ленты.
Оборачиваем меркой стержень болта в один оборот и отмечаем на шкале место соединения. Так мы выяснили длину окружности болта. Уменьшаем полученный результат на 1-2 мм, чтобы исключить влияние толщины мерки на расчеты.
Зная длину окружности, с помощью простой геометрической формулы с легкостью рассчитываем диаметр. Для этого длину окружности делим на число Пи, равное 3.14. Поскольку у большинства автомобильных болтов стандартные диаметры, то, даже с учетом погрешностей в измерениях, результат будет близок к стандартным размерам. Стандартные диаметры болтов применяемых в автомобилях: 5, 6, 7, 8, 10, 12, 14, 16 и т.д.
Справедливо заметить, что такой способ не подходит для замеров, где требуется особая точность. Например, забивную часть колесной шпильки, где важна каждая десятая миллиметра, измеряют только штангенциркулем или микрометром.
2. Шаг резьбы болта
Другой важный параметр болта – шаг резьбы. Шаг резьбы – расстояние между двумя соседними витками. Шаг резьбы измеряется шагомером. Однако, как и в случае со штангенциркулем, шагомера может не быть. Тогда рассчитайте расстояние между витками с помощью линейки
Для этого отсчитайте 15-20 витков резьбы (чем больше витков, тем точнее результат) и измерьте линейкой расстояние между крайними витками. Путем деления длины посчитанных витков на количество витков получаем расстояние между витками, т.е шаг резьбы.
Шаг резьбы автомобильного болта, величина стандартизированная и находится в тесной связке с диаметром. Зная диаметр болта и рассчитанную величину шага резьбы легко определяем точный шаг резьбы с помощью следующей таблицы.
Как определить поток
В таких компонентах, как фитинги, фильтры, клапаны, коллекторы, соединители, быстроразъемные соединения, очистители, регуляторы и контрольно-измерительные приборы, используются самые разные типы резьбы. При выборе правильных компонентов для вашего приложения важно заказать правильный тип резьбы и принять во внимание совместимость сделанного соединения.
Для мерной резьбы необходимо:
- суппорт
- калибр резьбы
- таблица, соответствующая вашей информации
Мы разослали нашим клиентам небольшую партию наборов инструментов Teesing, содержащих калибр для измерения метрической резьбы и резьбы Витворта, а также небольшую брошюру для начала работы.
ШАГ 1
Определите, прямая (параллельная) или коническая резьба. Резьба сужается, если диаметр увеличивается или уменьшается. Если диаметр остается прежним, резьба прямая (параллельная).
Например:
Коническая резьба (BSPT и NPT).
Резьба прямая (БСПП и метрическая).
ШАГ 2
Измерьте диаметр резьбы. Измерьте диаметр резьбы штангенциркулем для определения диаметра и измерьте на вершинах резьбы.
- Для конической резьбы: измерьте 4-ю или 5-ю полную резьбу.
- Для прямой резьбы: измеряйте в любом коридоре полной резьбы.
ШАГ 3
Определите количество резьбы на дюйм (TPI) или шаг (метрическая резьба) с помощью калибра. Используйте калибр для резьбы Teesing для определения шага или TPI. Шаг указывается для метрической резьбы в миллиметрах. Резьба Витворта указывается в количестве ниток на дюйм.
Найдите возможное TPI или шаг, сопоставив измеренный диаметр с приведенными ниже таблицами резьбы.
ШАГ 4
Определите стандарт резьбы. Используйте параметры, полученные на шагах 1, 2 и 3, чтобы найти соответствующую резьбу в таблице. У вас есть следующая информация:
- Самец самки
- Прямой или конический
- Диаметр
- Шаг / TPI
Примечание: если диаметр и шаг не соответствуют указанным в таблице, стандарт резьбы будет другим (это может быть NPT).
Измерение резьбы в три этапа
Точная идентификация соединителей линии жидкости имеет решающее значение перед выбором и установкой правильных фитингов.В этом посте, являющемся выдержкой из нашего нового руководства по ID резьбы и измерению, будут рассмотрены некоторые из наиболее распространенных систем передачи гидравлической жидкости, трубопроводов и контрольно-измерительных приборов, а также способы их измерения в полевых условиях.
Как измерить резьбу
1.) Сначала используйте комбинацию наружного диаметра и внутреннего диаметра. штангенциркуль для измерения диаметра резьбы. Примечание. Резьба использованного фитинга может изнашиваться и деформироваться, поэтому измерения могут быть неточными.
2.) Во-вторых, используйте измеритель шага резьбы, чтобы определить количество резьбы на дюйм.Для метрических соединений измерьте расстояние между резьбой. Поместите калибр на резьбу до плотного прилегания, совместите свои измерения с таблицей ниток.
3.) В-третьих, если порт расположен под углом, определите угол седла с помощью щупа на уплотнительной поверхности. Осевая линия фитинга и калибра должны быть параллельны.
Измерительные инструменты
С помощью комбинации трех инструментов легко определить соединители. Использование I.D. / O.D. Штангенциркуль, измеритель шага резьбы и измеритель угла седла позволяют выполнять точные измерения большинства соединений.Многие суппорты с внутренним диаметром резьбы обеспечивают как штангенциркуль, так и датчик угла посадки в одном инструменте.
Модель I.D./O.D. штангенциркуль используется для измерения наружного диаметра. наружной резьбы и внутреннего диаметра внутренней резьбы. (Важно: при сопоставлении размеров калибра с таблицами резьбы имейте в виду, что резьба на соединениях, которые находились в эксплуатации, может изнашиваться и деформироваться от использования, что может привести к неточному сравнению с таблицами резьбы.
Для английской, британской и других европейских резьб измеритель шага резьбы измеряет количество резьбы на дюйм.Однако для метрической резьбы калибр определит расстояние между резьбой.
Калибр угла седла используется путем размещения измерительного уголка на уплотнительной поверхности. Осевая линия конца фитинга и калибра должны быть параллельны. В английской системе размер и шаг резьбы (количество витков на дюйм) указываются вместе с типом резьбы.
Измерение резьбы
Используя калибр шага резьбы , совместите калибр с резьбой и убедитесь, что он плотно прилегает.Сопоставьте размер с таблицей ниток. Затем измерьте диаметр резьбы с помощью внутреннего / внешнего диаметра. каверномер.
Measurin g Углы уплотнительной поверхности
Внутренние соединения измеряются путем вставки внутренней части манометра в соединение на уплотнительной поверхности. Убедитесь, что осевые линии соединения и калибра параллельны, чтобы определить правильный угол. Для соединений с отбортовкой с наружной резьбой поместите манометр на уплотняемую поверхность, чтобы установить размер.Опять же, убедитесь, что осевые линии соединения и калибра параллельны, чтобы определить правильный угол.
Как измерить резьбу — Фотограф-машинист
Резьба указана по внешнему диаметру наружной резьбы («Большой диаметр»). Таким образом, если вы измеряете наружную (наружную) резьбу штангенциркулем и получаете «57,85 мм», то это резьба 58 мм и, если это фильтр, это почти наверняка M.75. Это указано: «M-58 X 0.75 ”. В случае резьбы фильтра часть «0,75» часто опускается и называется «резьбой пятьдесят восемь миллиметров».
Чтобы определить внутреннюю резьбу (например, кольцо фильтра на линзе), сначала сделайте наилучшее предположение по возрасту и происхождению, чтобы определить, метрическая ли это резьба, а затем измерьте диаметр внутренней (внутренней) резьбы. Возьмите («Малый диаметр»), затем добавьте число шага к измерению. Например, если внутренний размер 57,2 мм, добавьте M 0,75, чтобы получить 57,95, что означает «58 мм».
В английской системе используются тысячные доли дюйма: например, монтажная резьба заслонки Ilex №4: «2.495-30» — это способ, которым это указано (и, вероятно, предполагается, что «два с половиной на тридцать») ) Внутренний диаметр считывается путем измерения внутреннего диаметра, в данном случае 2,465 ″ и добавления соответствующего метрического шага _ В данном случае 0,9 мм или 0,035 ″ Таким образом, внутренняя часть фланца составляет 2,465 ″, прибавьте 0,035 (для английского приближения. шага резьбы), чтобы получить по спецификации 2,5-30.
Шаг резьбы можно определить с помощью калибра или с помощью известных винтов в качестве калибра (даже если они имеют разные диаметры). Прижмите известный винт к измеряемому, чтобы проверить, подходит ли он. Очень небольшое несоответствие означает, что вы, вероятно, используете неправильную систему измерения. Метрическая система вместо английского языка или наоборот. Обычное удивление — найти более старые изделия европейского производства, изготовленные по английской спецификации для американского рынка .
Хотя английская и метрическая резьбы не являются взаимозаменяемыми, для целей идентификации они соответствуют M-.5: 50 точек на дюйм, M-0,75: 32 точек на дюйм, M-0,9: 30 точек на дюйм, M-1.0: 25 точек на дюйм. Это не обязательно самые близкие английские эквиваленты, но самые близкие обычно используемые английские темы.
В случае с фото, оборудование маловероятно, что вы не найдете ни одной темы, кроме одиннадцати, упомянутых здесь. Итак, цель измерения вашей резьбы — выяснить, какая из них есть у вас под рукой.
Трехпроводной метод измерения диаметра шага
Что касается метода измерения трехпроводной резьбы , ниже приводится выдержка со страницы 35 из FED-STD-h38 .
«Точное измерение диаметра шага резьбы, который может быть идеальным по форме и шагу, представляет определенные трудности, которые приводят к некоторой неопределенности в отношении его истинного значения. Следовательно, желательно принятие стандартной единообразной практики проведения таких измерений, чтобы свести такую неопределенность измерения к минимуму. Так называемый «трехпроводной метод» измерения диаметра шага резьбы, описанный здесь, оказался наиболее удовлетворительным при правильном применении и рекомендуется для универсального использования при прямом измерении резьбовой пробки и резьбы. установка пробок манометров.”
Элементы с резьбой
Важные определения и формулы:
1. УГОЛ РЕЗЬБЫ — это угол между сторонами резьбы, измеренный в осевой плоскости. Обозначается буквой А . Половина угла обозначается маленькой буквой a. Угол резьбы известен из названия резьбы. Все резьбы Unified form и National имеют угол 60 °. Резьба Acme и некоторые Worm имеют угол 29 °, а резьба Whitworth — 55 °.
2. ШАГ -Это расстояние от точки на резьбе винта до соответствующей точки на следующей резьбе, измеренное параллельно оси резьбы. Обозначается буквой р. (р = 1 / п).
а. FED-STD-h38 использует греческую букву альфа «?» для ½ включенного угла резьбы (аксиальная плоскость). В Приложении А мы используем английскую букву «а».
3. ГЛУБИНА РЕЗЬБЫ — Это расстояние от вершины резьбы до основания резьбы, измеренное перпендикулярно оси винта или гайки.** Обозначается буквой х .
4. ГЛАВНЫЙ ДИАМЕТР — это наибольший диаметр винта или гайки. ** Обозначается буквой D . Для определения большого диаметра формулы не требуется, поскольку она используется для определения размера винта. Например, винт ¼ ”- 20 — это винт с большим диаметром 1/4 дюйма и резьбой 20 на дюйм.
5. ШАГОВЫЙ ДИАМЕТР -Основной продольный диаметр резьбы — это диаметр, при котором толщина резьбы равна расстоянию между резьбами.Если лыски вверху и внизу резьбы одинаковы, диаметр шага будет совпадать с серединой наклонной стороны резьбы. ** Делительный диаметр обозначается буквой E .
Формула E = D — Глубина резьбы = D — h
Или E = D — Двойное дополнение
6. МИНИМАЛЬНЫЙ ДИАМЕТР — это наименьший диаметр винта или гайки. На гайке он соответствует размеру сверла для метчика. ** Обозначается буквой К.
Формула K = D — 2 X Глубина резьбы = D -2h
7. УГОЛ НАПРАВЛЕНИЯ — Угол между продольной спиралью и плоскостью, перпендикулярной оси. ** Обозначается буквой s или.
Формула загара
ПРИМЕЧАНИЕ: Читателю предлагается обратиться к FED-STD-h38 и ANSI B1.7 за дополнительными определениями, имеющими отношение к элементной и размерной информации, касающейся резьбовых соединений.
8. НАИЛУЧШИЙ РАЗМЕР ПРОВОДА .* Провода, которые касаются резьбы на шаге диаметра, известны как провода «наилучшего размера». Такие проволоки используются потому, что на измерения среднего диаметра меньше всего влияют ошибки, которые могут присутствовать в углу резьбы. Диаметр измерительных проводов обозначается буквой G .
Приблизительные формулы для измерения диаметра шага
Следующие приблизительные формулы для расчета диаметра шага на основе измерения по проволоке следует использовать только для винтов с углами захода от 0 ° до 5 °.Эти формулы не учитывают влияние угла подъема и дают результаты, которые показывают, что винт больше, чем истинное состояние. Формулы предназначены для проволоки любого диаметра, подходящего для резьбы.
Приближенные формулы для основных измерений по проводам
При нарезании или шлифовке винтовой резьбы желательно знать, каковы будут измерения по проволоке для винта теоретического базового размера. Следующие приблизительные формулы аналогичны формулам на предыдущей странице, но перенесены и относятся к основному внешнему диаметру винта.Применяются те же требования, что указаны на предыдущей странице.
Руководство для измерения метрических болтов
| Как измерить крепеж
ВСЕ, ЧТО НЕОБХОДИМО ЗНАТЬ О БОЛТАХ
ИЗМЕРЕНИЕ КРЕПЕЖА
Диаметр хвостовика
Также называется Большим диаметром. Диаметр болта — это диаметр стержня, выраженный в миллиметрах для метрических болтов. Поскольку это примерно то же самое, что и основной диаметр или диаметр резьбы, измерение диаметра резьбы может использоваться для болтов с полной резьбой.
Длина хвостовика
Длина застежки измеряется от предполагаемой поверхности материала до конца застежки. Для крепежных изделий, у которых головка обычно находится над поверхностью, измерение проводится непосредственно под головкой до конца застежки. Для крепежных изделий, которые спроектированы с потайной головкой, измерение производится от точки на головке, где находится поверхность материала, до конца застежки.
Шаг резьбы
Метрические крепежные детали указываются с шагом резьбы вместо количества резьбы.Шаг резьбы — это расстояние между резьбами, выраженное в миллиметрах (измеренное по длине застежки). Например, шаг резьбы 1,5 означает, что расстояние между одной резьбой и следующей составляет 1,5 мм. Как правило, крепежные детали меньшего размера имеют более мелкую резьбу, поэтому они имеют меньший шаг резьбы.
Примечание. Не все размеры доступны для ВСЕХ материалов, см. Соответствующий раздел материалов.
Стандартные болты с головкой под шестигранник
Болты с головкой под торцевой ключ
Болты с шестигранной головкой с фланцами
Болты с головкой под торцевой ключ
Болты с куполообразной головкой / обтекателем
Примечание. Не все размеры доступны из всех материалов, см. Соответствующий раздел материалов.
Шайба плоская
Шайба просверленная
Шайба кузова с потайной головкой
Болты Race Spec
Болты крепления кузова Race Spec
Чтобы просмотреть руководство по измерениям в формате PDF, нажмите ЗДЕСЬ
Как вы определяете типы резьбы фитингов?
При выборе правильных фитингов для вашего пневматического оборудования доступно несколько типов резьбы.Выбор правильного типа резьбы обеспечит оптимальную совместимость с вашим оборудованием и позволит избежать неисправностей. Вы обнаружите, что просматриваете бесконечное количество вариантов подгонки, так как же выбрать правильный?
Измерение шага и размера резьбы. Изображение предоставлено Swagelok
Это руководство поможет вам определить правильный тип резьбы за четыре простых шага. Для завершения этого процесса вам потребуются штангенциркуль, измеритель шага и таблицы размеров.
Резьба подразделяется на четыре основных основных типа: NPT, G / BSP, PT, метрическая или UN / UNF.Большинство гидравлических и пневматических компонентов Северной Америки совместимы с резьбой National Pipe Thread (NPT) или Unified Threads (UN / UNF).
Определение типа резьбы
Шаг 1 — Наружная резьба и внутренняя резьба — Первый шаг — определить вашу резьбу как наружную или внутреннюю. У наружной резьбы есть резьба снаружи, а у внутренней резьбы — внутри. Пол не влияет на функциональность потока. Он просто служит классификацией между обоими соединениями.
Шаг 2 — Коническая и параллельная резьба — Коническую и параллельную резьбу легко отличить по профилю.Коническая резьба выглядит более узкой, поскольку выходит наружу, в то время как параллельная резьба остается того же диаметра прямо вниз. Если вы не можете определить различия на основе их профилей, здесь вам пригодится штангенциркуль.
Используйте штангенциркуль для измерения внутреннего и внешнего диаметров резьбы.
Шаг 3 — Измерьте размер шага — Используйте измеритель шага, чтобы измерить размер шага. Размер шага резьбы — это расстояние между резьбами. Они измеряются количеством витков на дюйм или расстоянием между резьбами на метрических типах резьбы.
Шаг 4 — Измерение диаметра резьбы — Используйте штангенциркуль для измерения внешнего диаметра наружной резьбы и внутреннего диаметра внутренней резьбы. Вы можете увидеть небольшие расхождения между вашими измерениями и таблицей размеров. Это связано с разными производителями ниток.
Шаг 5 — Определение стандарта типа резьбы — Последний шаг в определении вашего типа резьбы — это определение вашего стандарта типа резьбы. Сравните свои измерения с таблицами размеров ниже.
Альтернативное решение: герметизирующая лента
Если вы не можете определить тип резьбы, ниже приведены быстрые обходные пути, которые помогут вам сэкономить время.
- Если ваше оборудование было произведено в Китае, вам, скорее всего, понадобится резьба PT. Оборудование из Северной Америки обычно имеет резьбу NPT.
- В пневматических компонентах Airtac используются резьбы NPT, PT или G
- Лента для уплотнения резьбы PFTE может использоваться в качестве альтернативы
Клейкое соединение, такое как герметизирующая лента из PFTE, может использоваться в качестве последнего средства для соединения различных типов резьбы. Герметизирующую ленту лучше всего использовать на конической резьбе, ее следует наклеить на чистую резьбу и прикрутить как обычно.
Trimantec
www.trimantec.com
Как измерить размеры труб и фитингов
Определение размеров труб, необходимых для вашего проекта, может сбить с толку. Многие люди предполагают, что размер трубы — это внешний диаметр трубы, но на самом деле «размер трубы» относится к так называемому «номинальному диаметру».
Фитинги могут сбивать с толку. Их внутренний диаметр должен быть достаточно большим, чтобы соответствовать внешнему диаметру трубы. Например, полудюймовый пластиковый колено имеет внешний диаметр около 1-1 / 4 дюйма.
Используйте это руководство, чтобы помочь вам подобрать трубы и фитинги нужных размеров для вашего следующего проекта.
Преобразование фактического диаметра в номинальный
Самый простой способ узнать, какой номинальный размер трубы вам нужен, — это выполнить следующие действия и использовать приведенную ниже таблицу преобразования.
Для наружной резьбы1. Измерьте внешний диаметр (OD) трубы или фитинга:
2. Используйте таблицу на этой странице, чтобы найти номинальный диаметр (размер трубы). |
Для внутренней резьбы1. Измерьте внутренний диаметр (ID) трубы или фитинга (используйте линейку или рулетку). 2. Используйте таблицу на этой странице, чтобы найти номинальный диаметр (размер трубы). |
Таблица преобразования номинального диаметра
(все измерения в дюймах)
| Внешний или внутренний диаметр | Десятичный эквивалент | Номинальный диаметр | Типичная резьба на дюйм |
| 5/16 | 0.313 | 1/16 | 27 |
| 13/32 | 0,405 | 1/8 | 27 |
| 35/64 | 0,540 | 1/4 | 18 |
| 43/64 | 0,675 | 3/8 | 18 |
| 27/32 | 0,840 | 1/2 | 14 |
| 1-3 / 64 | 1.050 | 3/4 | 14 |
| 1-5 / 16 | 1,315 | 1 | 11-1 / 2 |
1-21 / 32 | 1,660 | 1-1 / 4 | 11-1 / 2 |
| 1-29 / 32 | 1.900 | 1-1 / 2 | 11-1 / 2 |
| 2-3 / 8 | 2,375 | 2 | 11-1 / 2 |
| 2-7 / 8 | 2.875 | 2-1 / 2 | 8 |
| 3-1 / 2 | 3,500 | 3 | 8 |
| 4 | 4.000 | 3-1 / 2 | 8 |
| 4-1 / 2 | 4.500 | 4 | 8 |
Трубы и трубки
Трубы и трубки измеряются по-разному. Размер и название трубки основаны на фактическом внешнем диаметре трубки.
PEX, или трубы из сшитого полиэтилена, — еще одна технология, которая быстро становится популярной, и ее измеряют и называют по внутреннему диаметру.
Пример:
Труба по сравнению с НКТ | Внешний диаметр |
| Труба размером 1/2 дюйма | 27/32 ” |
| Трубка размером 1/2 дюйма | 1/2 ” |
Выберите тип резьбы
Одним из наиболее распространенных типов резьбы является национальная трубная резьба (NPT).