Как согнуть трубу из нержавейки в домашних условиях: методы
При монтаже систем отопления и водоснабжения из труб необходимо выполнять сгибы и переходы. Обработке могут быть подвержены профиля круглого и квадратного сечения. В зависимости от толщины стенок труб, сечения профиля, радиуса загиба подбирается метод выполнения обработки.
Согнутые нержавеющие трубы
Особенности гибки труб
Гибка профиля из нержавеющей стали проводят несколькими способами:
- ручной;
- механический;
- холодный.
В процессе обработки могут возникать негативные последствия, которые пагубно повлияют на трубную конструкцию. В зависимости от материала, из которого изготовлен профиль, внутреннего диаметра, а также радиуса загиба отличается и степень дефектов. Перед тем как согнуть трубу из нержавейки подбирается метод обработки.
При загибе профиля необходимо помнить, что запрещается применять нагрев металла.
Негативные последствия гибки
К недостаткам при обработке трубы из нержавеющей стали относятся:
- Изменение параметров внешних и внутренних стенок радиуса.
 В результате образования напряженности в металле, внешние стенки подвергаются истончению, а внутренние сжатию.
В результате образования напряженности в металле, внешние стенки подвергаются истончению, а внутренние сжатию. - Значительное ослабление происходит при овализации заготовки. Такое явление может отрицательно сказываться при монтаже трубопровода для перемещения пульсирующей жидкости или газа.
- Проявление складок на внутренней стороне наблюдается в результате увеличения толщины профиля. При таком дефекте внутренний поток вещества столкнется с повышенным сопротивлением связанное с уменьшением диаметра трубы. Складки способствуют появлению коррозии, прочность конструкции снизится.
 В результате образования напряженности в металле, внешние стенки подвергаются истончению, а внутренние сжатию.
В результате образования напряженности в металле, внешние стенки подвергаются истончению, а внутренние сжатию.При выполнении обработки трубного профиля применяют некоторые методы защиты от повреждений:
- внутренний ограничитель сохраняет целостность заготовки;
- внешние упоры способны сохранит внешние поверхности профиля.
Для предотвращения дефектов рекомендуют применять внешние и внутренние ограничители.
Методы гибки
Применение ручных или промышленных приспособлений зависит от количества заготовок и параметров сгиба.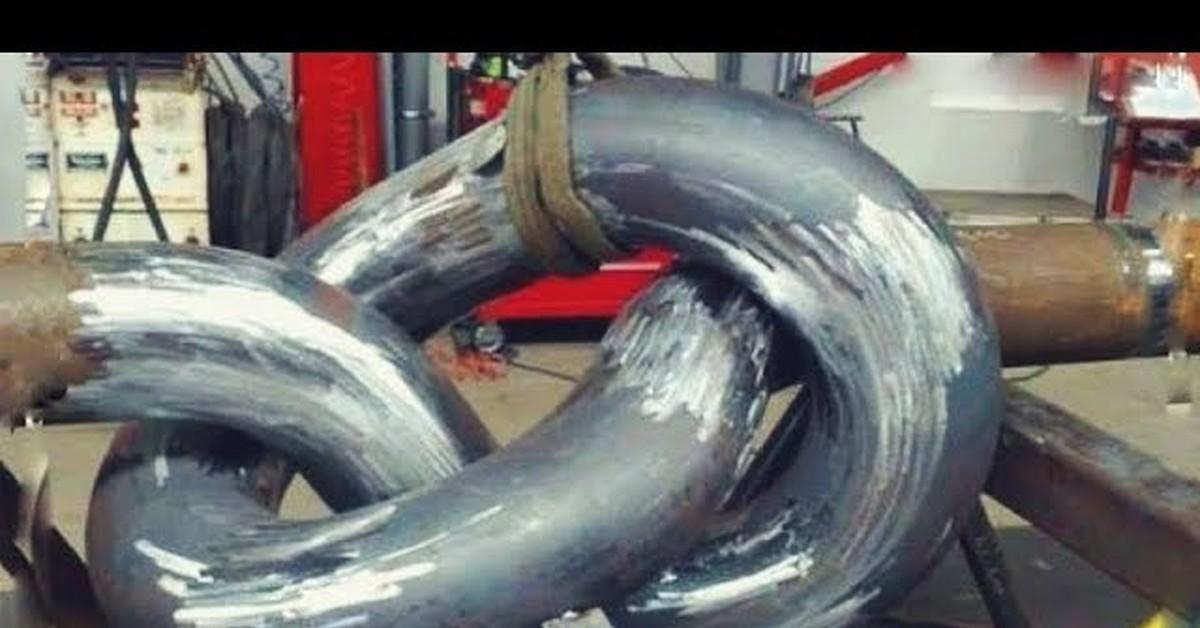 Чтобы согнуть нержавеющую трубу используют следующие методы:
Чтобы согнуть нержавеющую трубу используют следующие методы:
- Наматыванием можно обработать заготовку сечением от 1 см до 4,26 см, при этом создается различная конфигурация. Для сохранения формы профиля применяют ограничители, состоящие из частей.
- При помощи обкатки сгибают детали диаметром не более 15 см, а также большой толщины стенок. Обработка ведется в результате перемещения ролика вокруг статичного основания.
- Для того, чтобы придать трубе форму кольца или спирали необходимо применить метод вальцовки. Заготовка гнется в результате перемещения между роликами.
- Для предотвращения образования дефектов при гнутье профиля применяется способ растяжения. Концы трубы закрепляют, растягивают и сгибают.
- Для выполнения опорного метода используют пару стоек, на них укладывается труба. При помощи домкрата и шаблона придается форма трубе. Максимальный диаметр до 35,1 см.
- В результате нагнетания внутрь детали избыточного давления воды могут проявляться напряжения, которые делают нержавейку пластичной. Форму придают также при помощи шаблона вручную.
- Заготовку проталкивают через неподвижный и подвижный ролик. При изменении расстояний между роликами изменяется радиус изгиба.
В качестве внутренних ограничителей могут применяться такие приспособления, как пружины, металлические тросы, а также вода или масло. В роли смазки могут использоваться эмульсии, предотвращающие проявление коррозии.
Гибка трубы с помощью станка
Принципы гибки в домашних условиях
Чтобы согнуть трубу без трубогиба в домашних условиях, необходимо выполнить следующее:
- Предварительно изготавливают пружину из проволоки сечением не более 4 мм. Она должна свободно проходить внутри заготовки.
- На один конец пружины подвязывают проволоку для того, чтобы в дальнейшем изъять ее из профиля. Деталь помещают в трубу непосредственно в участок подверженный обработке.
- Выполняют гнутье заготовки при помощи подготовленной матрицы или шаблона. Для увеличения усилия применяют удлинитель на противоположном конце.
- После гнутья из профиля вынимают пружину.

Для предотвращения дефекта профиля можно применять воду или песок. Материал заливают или засыпают внутрь трубы и герметично закрывают с двух сторон. Заготовку рекомендуется заморозить при этом вода обратиться в лед. Загиб проводят вручную, в дальнейшем лед растает, останется слить жидкость.
Соблюдение требований безопасности и технологии позволяет получить необходимые формы заготовки без дополнительных приспособлений и подготовки.
Гибка нержавеющей трубы по радиусу на заказ в Москве
Для просмотра видео требуется современный браузер с поддержкой видео HTML5.
При гибке труб из нержавейки на заказ в Москве особое значение придается сохранению радиуса сгиба и исключению нежелательных деформаций. Этого эффекта можно добиться при использовании как ручного, так и автоматического оборудования. Основные заказчики услуги — строительные и мебельные компании. Наиболее широко гнутый профильный прокат применяется в строительной отрасли: он становится элементом ограждений, лестниц и прочих сооружений.
Этого эффекта можно добиться при использовании как ручного, так и автоматического оборудования. Основные заказчики услуги — строительные и мебельные компании. Наиболее широко гнутый профильный прокат применяется в строительной отрасли: он становится элементом ограждений, лестниц и прочих сооружений.
Объявления по запросу “гибка труб нержавейка”
в Москве
Поскольку гибка нержавеющей трубы по радиусу — услуга не всегда трудоемкая и не требующая приобретения дорогого оборудования, Сеть буквально пестрит предложениями ее оказать.
Поработать над вашим заказом готовы частные мастерские, основная интернет-прописка которых — сайты “купи-продай” и соцсети. Предприятия более высокого уровня предлагают выполнить гибку труб из нержавейки в Москве на тематических сайтах объявлений по металлообработке. И только тот, кто уже твердо стоит на ногах и занял нишу в этой сфере, создает свое виртуальное представительство — сайт.
Этот вариант более универсален и выгоден. В отличие от лендингов, в целом малоинформативных и живущих в поисковиках только с пометкой “Реклама”, компания с многостраничным сайтом может подробно рассказать о каждой услуге, опубликовать фото, видео и детальные прайсы. Именно из этого принципа исходили мы, когда создавали наш проект. И добились главного: к нам обращаются, нам доверяют.
В отличие от лендингов, в целом малоинформативных и живущих в поисковиках только с пометкой “Реклама”, компания с многостраничным сайтом может подробно рассказать о каждой услуге, опубликовать фото, видео и детальные прайсы. Именно из этого принципа исходили мы, когда создавали наш проект. И добились главного: к нам обращаются, нам доверяют.
Гибка нержавеющих труб
Гибка трубы из нержавейки по радиусу решает главную задачу — помогает облегчить монтажные работы. Она в разы уменьшает количество сварных соединений, а значит, заведомо увеличивает прочность конструкции, не нарушает герметичность ее элементов. Еще одним преимуществом этого способа обработки перед сваркой является низкая себестоимость.
Главным недостатком процесса считается изменение формы сечения трубы, опасность истончения стенок, появления морщинистости и даже разрывов. Но современное оборудование для трубогибочных операций сводит на нет все эти риски.
Гибка трубы круглого сечения из нержавейки
Наименьшему риску повреждений в процессе гибки нержавеющей трубы на трубогибе подвергается профиль круглого сечения. В процессе воздействия он равномерно меняет форму. При этом усилие между колодками передается естественно, без затруднений. Труба крепко фиксируется в зажимах и не скользит.
В процессе воздействия он равномерно меняет форму. При этом усилие между колодками передается естественно, без затруднений. Труба крепко фиксируется в зажимах и не скользит.
Чтобы во время гибки труба сохранила форму отверстия, ее предварительно наполняют твердым, но эластичным материалом. Это могут быть песок, резина, мелкие частички пробки. В качестве наполнителя используют даже воду.
Как правильно согнуть нержавеющую трубу
Несмотря на многообразие оборудования для гибки трубы-нержавейки есть общие правила, которые должны соблюдаться для всех технологий — ручных и автоматических. Изделия диаметром от 8 см и выше перед деформированием необходимо нагреть. Но не всю заготовку, а только место будущего сгиба. Особого контроля в процессе гиба требуют шовные трубы, так как критические изменения в них, в том числе разрывы, могут произойти именно в месте шва.
При гибке труб по радиусу обязательно принимаются во внимание:
- диаметр сечения;
- сырье, из которого был выпущен прокат;
- толщина стенок;
- оптимальный угол сгиба.

г. Москва: гибка нержавеющей трубы
Особое значение имеет гибка труб из нержавейки на заказ в Москве: мегаполисе, лицо которого меняется практически ежедневно. Город обрастает новыми остановочными комплексами, рекламными конструкциями и прочими элементами уличного дизайна. Активными потребителями гнутого проката становятся дачники и жители загородных домов: им хочется придать своим угодьям красивый и оригинальный вид.
Кто-то стремится создать вокруг себя эстетичное пространство сам, кому-то проще заказать эту работу, но владельцам участков или их подрядчикам в любом случае требуется гнутый прокат — круглый и профильный.
Преимущества гибки труб
Кроме главных преимуществ — дешевизны услуги и сохранения целостности проката — гибка нержавеющей трубы по радиусу имеет и другие:
- полное отсутствие дефектов при правильном технологическом процессе,
- низкая трудоемкость работы,
- высокие темпы производства и способность предприятий работать серийно,
- возможность получения профилей любой сложности изгиба.

Виды гибки
Все варианты гибки можно условно разделить на ручные и автоматические. Первые основаны на использовании ручных приспособлений, вторые — на применении профессионального гибочного оборудования. К автоматическим способам причисляется гибка трубогибом, наматыванием, обкаткой, вальцовкой и на опорах. К ручным (бытовым) методикам относится гибка труб из нержавейки в Москве с помощью незамысловатых приспособлений или “голыми руками”, то есть без применения даже простейших механических помощников.
Гибка с помощью ручного трубогиба
Наиболее профессиональным и безопасным для проката считается промышленное трубогибочное оборудование. Оно может быть ручным или работающим от электропривода. Ручные трубогибы не могут выдавать больших объемов, поэтому их используют при обработке некрупных партий. Главными достоинствами этих устройств считаются легковесность и мобильность, а также экономия электроэнергии.
Гибка с помощью электрического трубогиба
Переносной электрический трубогиб тоже довольно просто транспортировать на нужное место. Но работать автономно, без источника подключения к сети, он не сможет. Это идеальное оборудование для предприятия, которое планирует гнуть прокат не для себя, а предлагать эту операцию как услугу. Возможности гибки трубы из нержавейки по радиусу для станка такого типа намного шире: он может выполнять ее в авторежиме и на разных скоростях, а по необходимости давать задний ход
Но работать автономно, без источника подключения к сети, он не сможет. Это идеальное оборудование для предприятия, которое планирует гнуть прокат не для себя, а предлагать эту операцию как услугу. Возможности гибки трубы из нержавейки по радиусу для станка такого типа намного шире: он может выполнять ее в авторежиме и на разных скоростях, а по необходимости давать задний ход
.
Гибка с помощью трубогиба арбалетного типа
Процесс гибки нержавеющей трубы на трубогибе может выполняться и на станке арбалетного типа. Такой способ также называют гибкой на опорах. “Действующими лицами” процесса становятся опорные ролики и нажимной ролик. Первые служат основой для упора заготовки, второй оказывает на нее воздействие, мягко сгибая посередине. Причем не сам, а в связке с гидравлическим приводом или винтовым домкратом. По сути, нажимной ролик — главная движущая сила устройства.
Благодаря данной технологии можно быстро и без усилий согнуть трубу диаметром до 35 мм. Для проката с меньшим сечением выпускают малогабаритные станки, работающие по тому же принципу.
Все виды гибки нержавеющей трубы — в одном месте
Вам требуется профессиональная, а не кустарная гибка трубы нержавейки, причем большими партиями? Наше оборудование соответствует потребностям любого производства — от строительной компании до мебельной фабрики. Знакомьтесь с расценками, делайте заказ в режиме онлайн или по телефону — и мы порадуем вас качественным прокатом за считанные дни.
Способы как согнуть трубу из нержавейки: видео урок своими руками
Как согнуть трубу из нержавейки?
Труба из нержавейки часто используется как в промышленных, так и в индивидуальных строительных работах. Согнуть их можно, выбрав один из множества методов работы. Выбор конкретного метода зависит от ряда факторов: диаметр, толщина стенок изделия, присутствие специальных инструментов.
Гибка в промышленности
Существует много методик, применяемых в промышленности, позволяющих согнуть трубу из нержавейки. Перечислим наиболее распространенные из них:
- Обкаткой. Данный метод применяется для изделий, диаметр которых не превосходит 150 мм;
- Наматыванием. Подходит для изделий, диаметр которых составляет от 10 до 426 мм;
- На двух опорах. Подходит для изделий, диаметр которых не превосходит 351 мм;
Ручной трубогиб в помощь
- Вальцовкой. Применяется в том случае, если деталь требуется загнуть в кольцо или спираль. Подходит для изделий небольшого диаметра;
- Волочением. Метод применим для тонкостенного цельнотянутого изделия;
- С растяжением. Основной плюс этого метода – более низкая вероятность деформаций поверхности изделия внутри;
- С гидростатическим давлением изнутри. Производится посредством нагнетания воды в деталь;
- Проталкиванием. Метод применим при работе с трубами диаметром от 3/16″ до 3/8″. Так можно выполнить до 20 изгибов.
 Данный метод применяется для изделий, диаметр которых не превосходит 150 мм;
Данный метод применяется для изделий, диаметр которых не превосходит 150 мм;Данные методы работы результативны в промышленных условиях. Однако в случае индивидуального строительства они мало подходят. В быту, чтобы согнуть трубу из нержавейки, применяются ручные способы.
Как согнуть трубу в домашних условиях
Согнуть при помощи пружины
В быту, для того чтобы согнуть трубу из нержавейки, обычно используется ручной трубогиб. Чаще всего этот инструмент выполнен в форме арбалета. Такой «арбалет» позволяет согнуть изделие, сдавливая его в зоне изгиба.
Для того чтобы изделие не деформировалось при выполнении работы используются специальные внутренние ограничители. К примеру, в их качестве может выступать сухой песок. На одном из концов детали помещается заглушка, затем изделие заполняется песком. Песок слегка утрамбовывается методом постукивания. Затем оставшийся конец детали также закрывается заглушкой. Затем уже можно согнуть трубу из нержавейки вокруг болванки необходимого диаметра.
Внутренним ограничителем также может являться пружина. Изготавливается она в домашних условиях. Требуется просто навить ее из проволоки, толщина которой составляет 1-4 мм. При этом важно сделать ее такой, чтобы пружина легко поместилась внутрь трубы из нержавейки. Итак, пружина помещается в изделие, затем оно загибается по окружности болванки из металла. Также можно задействовать ручной трубогиб.
Итак, пружина помещается в изделие, затем оно загибается по окружности болванки из металла. Также можно задействовать ручной трубогиб.
После того, как работа выполнена, пружина вытаскивается посредством проволоки, заранее прикрепленной к ней, проволоки, один конец которой оставлен снаружи. Данный метод поможет согнуть и профильные изделия квадратного сечения. При этом и пружина должна характеризоваться квадратным сечением.
В качестве ограничителя для работы с трубой их нержавейки также может выступить пучок проволоки. Проволока помещается в изделие вплоть до того, пока не останется свободного места. По окончании работ она последовательно вынимается.
В заключение можно сказать, что ручной способ подходит только для труб из нержавейки, диаметр составляет не более 40 мм, а толщина стенок не превышает 3 мм. Если размеры изделия, которое планируется согнуть, больше, используется специальное оборудование.
По сути, согнуть деталь из нержавеющей стали не так уж и трудно, зная соответствующую инструкцию и правила. Для лучшего усвоения информации вы можете посмотреть видео, где наглядно показан алгоритм работы.
Для лучшего усвоения информации вы можете посмотреть видео, где наглядно показан алгоритм работы.
Как согнуть трубу из нержавейки
2017-03-11
Во время проведения монтажных, строительных, ремонтных работ приходиться использовать различные трубы для прокладок канализаций, газопровода, водопровода, вентиляций, канализации и других инженерных коммуникаций. Каждое из перечисленных назначение требует применения определенных труб, основой которых может являться металл, пластик и другие материалы. Чаще всего предпочтением пользуются нержавеющие трубы, так как их долговечность и надежность проверена временем. Вряд ли в строительстве какого-либо сооружения, где предполагается установка труб из нержавеющей стали, можно обойтись без дополнительных работ по приданию нужной формы используемой трубе. Гибка нержавеющей трубы становится в этом случае единственным решением, так как не всегда удается использовать переходники и другие соединительные элементы трубопровода.
Высокий уровень прочности нержавеющей стали зачастую мешает получению изгиба в требуемой форме и нужном месте. Неправильно выбранный способ сгиба может испортить безвозвратно дорогостоящую нержавеющую трубу. Метод разогрева и последующего охлаждения трубы из нержавейки не всегда дает положительный результат, если пытаться делать это самостоятельно и тем более при помощи паяльной лампы или газовой горелки. Механический метод считается более надежным способом согнуть в нужной геометрической форме нержавеющую трубу.
Неправильно выбранный способ сгиба может испортить безвозвратно дорогостоящую нержавеющую трубу. Метод разогрева и последующего охлаждения трубы из нержавейки не всегда дает положительный результат, если пытаться делать это самостоятельно и тем более при помощи паяльной лампы или газовой горелки. Механический метод считается более надежным способом согнуть в нужной геометрической форме нержавеющую трубу.
Способы гибки труб из нержавеющей стали:
- обкатка, которую используют для труб, имеющих в диаметре не более 150 мм. В процессе обработки двигающийся вокруг неподвижного элемента гибочный ролик прижимает изделие под заданным углом;
- вальцовка подходит для изготовления колец и спиралей малого диаметра;
- метод наматывания используется в промышленных масштабах;
- гибка при помощи двух опор – мобильный вариант и обычно применяется непосредственно на строительном объекте;
- гибка труб с растяжением – это процесс, основанный на деформации внутренней поверхности трубы. Изделие фиксируется с 2 сторон и растягивается, параллельно сгибаясь.
- метод волочение применяется для цельных труб с тонкими стенами.
 Изделие фиксируется с 2 сторон и растягивается, параллельно сгибаясь.
Изделие фиксируется с 2 сторон и растягивается, параллельно сгибаясь.
Назад к разделу
Просмотров: 688
гибка нержавеющей трубогибом и без в домашних условиях
При монтаже системы отопления из нержавеющих труб возникает необходимость произвести сгибы и переходы под углом для точной подгонки стыков трубопроводов. Для выполнения этой операции применяется специальное устройство, трубогиб для нержавейки. В зависимости от объема работ трубогиб может быть в ручном варианте, или для промышленной гибки.
Технические особенности и свойства труб из нержавейки
Нержавеющая сталь обладает целым набором замечательных полезных свойств и поэтому широко применяется в промышленности, в медицинском производстве, в коммунальном хозяйстве и в быту. К ее основным свойствам относятся способность противостоять агрессивным средам, устойчивость к коррозии и высокой температуре, и высокая механическая прочность.
Согнутые элементы нержавейки
Такие свойства сталь приобрела благодаря химическому составу, основным элементом которого является хром. При изготовлении стали добавляются и другие легирующие добавки, которые придают полученным изделиям приятный гладкий внешний вид.
Важно! Нержавеющая сталь не оказывает вредного воздействия на проводимую среду, поэтому она абсолютно безопасна для пищевых продуктов и воды.
Методы предотвращения овализации
При гибке нержавеющих труб, особенно тонкостенных, проявляются нежелательные изменения формы и толщины стенок материала изделия, в частности:
- меняется внешняя форма, появляется овализация;
- происходит уменьшение толщины наружной стенки вследствие растяжения при изгибе;
- появление складок и изломов на внутреннем радиусе изгиба;
- после окончания гибки вследствие пружинящих свойств изделия увеличивается радиус гиба и угол поворота.
Все эти негативные последствия влияют на внешний вид изделия, уменьшение толщины стенки ослабляет прочность. А овализация снижает проходное сечение и вызывает дополнительное сопротивление движению рабочей среды.
Поэтому для предотвращения подобных изменений гибка труб производится с помощью методов, позволяющих сохранить круглую форму изделия без деформаций. Один из этих способов основан на том, чтобы с помощью внутреннего заполнения трубы жестким или упругим материалом предохранить внутренние стенки от деформации.
Изменение сечения, овализация
*
В качестве наполнителя можно использовать песок, измельченную пробку, резину и даже воду. Для предотвращения высыпания наполнителя при гибке, отрезок трубы закрывают с двух сторон пробкой. Для предотвращения наружного смещения стенок трубы применяют внешние ограничители в виде ролика.
Лучший эффект дает применение в качестве наполнителя жесткой субстанции, поэтому такой метод больше распространен. Обычно при гибки применяют сразу два способа предотвращения деформации, внутренний и внешний, он дает наилучший эффект.
Промышленные способы гибки
В промышленных условиях, чтобы согнуть трубы, изготовленные из нержавейки, применяют различные способы: с помощью трубогиба, методом наматывания, способом обкатки, вальцовка, волочение и растяжение на опорах. Применение того или иного способа зависит от серийности производства, а также от вида и размера получаемого гнутого конечного продукта.
Гибка трубогибом
При небольших объемах производства или при монтаже трубопроводных систем для отопления на строительных площадках применяют ручной трубогиб. Трубогиб имеет небольшой вес и его легко можно доставить к месту работ. В них предусмотрена быстрая смена роликов разного диаметра и максимальный угол сгиба составляет 180 градусов. Винтовой шток трубогиба приводит в действие сгибающий ролик, который сгибает трубу диаметром до 18 мм.
В тех местах, где имеются электрические сети применяется переносной электрический трубогиб для нержавеющей стали. В комплектность поставки входит большой набор различных приспособления для гибки различных размеров материалов и радиусов изгиба. Регулировка скорости сгиба, наличие заднего хода и автоматического режима, а также небольшой вес дает весомое преимущество этого устройства перед другими трубогибами.
Электрический трубогиб
При отсутствии электрических сетей для работы устройства можно подключить аккумулятор.
Гибка методом наматывания
*
Методом наматывания гибка труб производится на специальных трубогибочных станках. Такой способ применяют, в основном, для тех отраслей промышленности, где надо получить профильную трубу высокого качества с небольшим радиусом сгиба и полной неизменяемостью геометрии стенок. Это авиационная и космическая отрасль, машиностроение и производство мебели.
Процесс гибки происходит следующим образом: трубопровод надевается на специальное устройство, называемое дорном, и с помощью зажима прикрепляется к гибочному ролику. Гибочный ролик с зажимом поворачивается и протягивает трубу, которая наматывается на ролик до заданного угла сгиба. Находящийся внутри изделия дорн сохраняет форму изделия, не позволяя менять ее сечение.
Трубогибочный станок для гибки методом наматывания
Гибка с помощью обкатки
Для строительной промышленности, а также для изготовления мелких и штучных партий, применяются трубогибы, которые производят гибку способом обкатки. При выполнении работы изделие прижимается к ручью неподвижного ролика и надежно фиксируется. Обкаточным роликом производятся круговые движения, сгибая трубу из стали до требуемого размера. При этом размеры ручья роликов должны соответствовать диаметру сгибаемой трубы.
Этот способ применяют при гибке труб с большой толщиной стенок, с радиусом сгиба не менее 3,5 D. Изменение сечения в месте сгиба может достигать значения 10…12 %. Гибку обкаткой применяют тогда, когда овальность не имеет значения при использовании изделий. Трубогибочные станки для таких работ имеют простое устройство и недорогую стоимость.
Вальцовка
Вальцовые трубогибы предназначены для сгибания изделий в кольцо, дуги и даже можно заготовку изогнуть в спираль, причем вы можете задать шаг витка спирали. Процесс сгибания в кольцо состоит из двух этапов:
3-роликовый трубогиб
*
- Вначале на станке создается предварительный натяг с изделия, задается кривизна и радиус сгиба. Такой натяг производится средним подвижным роликом, когда труба опирается на два конечных роликов.
- Гибка трубы производится под воздействием силы трения, которая появляется за счет вращения ведущих роликов и изделием. Труба устремляется по направлению вращения и происходит изгиб на заданный радиус. В случае если при прогоне не получается получения заданного радиуса, операцию можно повторить, с большим прижатием подвижного ролика.
На 3-роликовых трубогибах радиус сгиба зависит от толщины стенки. Для тонкостенных труб радиус сгиба больше -10D, для толстостенных -10D, и для изделий с очень толстой стенкой может составлять-5D.
Волочение
Иногда возникает необходимость произвести гибку трубы с уменьшением диаметра. Такой способ называется волочением. Применяют его для изделий с тонкой стенкой. Вначале производится обжимка конца под расчетный диаметр. Затем обжатый конец протягивается через фильеру и крепится с помощью зажима к гибочному шаблону.
Схема гибки волочением
При вращении шаблона изделие протягивается через фильеру, при этом происходит уменьшение диаметра и производится гибка. При таком способе гибки толщина стенки уменьшается больше, чем при обычной гибке.
Растяжение
Очень редко применяют способ гибки методом растяжения. Он заключается в том, что концы изделия закрепляются, а на среднюю часть воздействуют нажимным роликом. При этом заготовка удлиняется, стенки утончаются и производится изгиб на заданный угол.
Гибка на опорах
Для гибки на опорах применяется трубогиб так называемый арбалетного типа. Труба устанавливается между двумя опорными роликами, а усилие прикладывается посередине нажимным роликом с помощью винтового домкрата или гидравлического привода. С помощью такого стационарного устройства можно сгибать изделия диаметром до 350 мм. Выпускаются и легкие переносные трубогибы арбалеты, которые применяются для труб диаметром до 100 мм.
Трубогиб арбалетного типа
Способы гибки в домашних условиях
*
При производстве гибочных работ в домашних условиях применяют два способа: с помощью ручного трубогиба или без его использования.
Важно! Наличие трубогиба с необходимым запасом роликов различного диаметра облегчает работу, тем более, что меняя ролики, вы можете сгибать изделия различных диаметров.
Устройство устанавливают в тисках, подбирают по размеру ролики и вводят трубу между роликами, чтобы он концом упиралась в упор. Далее рукояткой поворачивают подвижный ролик на угол сгиба, еще раз проверяют размеры и снимают готовое изделие.
Ручной трубогиб
Без трубогиба трубу можно согнуть с использованием пружины из проволоки сечением не больше 4 мм. Пружину закрепляют на конце, а заготовку вставляют в упор для фиксации, или можно зажать в тисках, но чтобы не деформировать конец. Затем другой конец сгибают по заранее подготовленному шаблону. После окончания гибки пружину вынимают из профиля изделия.
Выбор способа гибки зависит от многих условий, это и серийность производства, качество, и форма конечного продукта, места производства работ, и стоимость оборудования. Но при гибке изделии могут возникать различные дефекты, утончение стенок, овальность и образование складок. Поэтому все эти факторы надо учитывать перед началом работ.
Как согнуть тонкостенную трубу из нержавейки
Как на производстве, так и в быту, одним из наиболее часто используемых элементов для изготовления различных металлических конструкций является труба. Самой прочной, надежной и долговечной является труба, изготовленная из нержавеющей стали.
Изготовлением труб из нержавеющей стали занимаются специализированные промышленные предприятия. А вот приобрести такой трубопровод можно даже в самом неожиданном месте. Например, купить нержавеющую трубу можно непосредственно у производителя, в специализированной точке сбыта или даже на металлобазе. Есть еще один очень популярный способ, наиболее простой, воспользоваться интернетом, найти сайт поставщика и сделать заказ.
Чем чреват изгиб трубы
Изготовление конструкции с использование трубы из нержавеющей стали это трудоемкий и тяжелый процесс, который требует определенного опыта, знаний, и конечно же, наличие специального инструмента. В процессе работ можно столкнуться с необходимостью согнуть трубу. Прежде чем приступить к изгибу трубы, особенно если дело касается тонкостенной трубы, нужно помнить, что это впервую очередь нарушение ее целостности, что чревато последствиями, какими как потеря первоначальных свойств и качеств изделием.
Методы ручного изгиба
Конечно, согнуть трубу самостоятельно в домашних условиях, сложнее, чем на промышленном предприятии, где для этого используют специальное оборудование, но возможно.
Вот несколько методов, которые помогут достичь желаемого результат:
- Согнуть тонкостенную трубу из нержавеющей стали поможет такой инструмент как ручной трубогиб. Его конструкция напоминает многим арбалет и работает он практически также. Необходимо вставить трубу, выполнить несколько не хитрых движений руками, и труба будет согнута.
- Второй метод подразумевает изготовление специальной пружины из проволоки. Для изготовления устройства понадобится проволока диаметром 4 мм. В нее протягивают трубу, пружину начинают сгибать, вследствие чего, сгибается и труба.
- Согнуть тонкостенную трубу из нержавейки также можно при помощи обычной горелки. Для этого труба фиксируется в тисках. Горелку нужно направить в том место на трубе, в котором нужно ее согнуть. Горелка разогревает участок трубы. Нужно внимательно следить за цветоизменением участка, который греется, как только он приобрел ярко красный цвет, горелку нужно выключать и, вооружившись молотком, ударить по данному участку, что приведет к желаемому изгибу.
Твитнуть
|
|
|
|
|
Как правильно согнуть металлические трубы и трубки в домашних условиях — сделать их из металла
Сегодня есть действительно удивительные инструменты, которые профессионалы используют для гибки труб. Трубогибы с компьютерным управлением могут откачивать сложные выхлопные трубы быстрее, чем вы можете сказать: «Я хотел бы получить эффективный и экономичный способ формирования трубы для выхлопных газов моей машины, если вы не возражаете».
Но иногда это просто невозможно. Трубы и трубы изгибаются разными способами с помощью различных инструментов.В этой статье я рассмотрю несколько различных вариантов в зависимости от вашего приложения, а также то, как вы можете это сделать должным образом. Просто ищите то, что лучше всего соответствует тому, что вы пытаетесь сделать. Все содержится в оглавлении, поэтому не стесняйтесь просматривать его, чтобы найти нужную информацию.
Вводная информация
Хорошо, для начала давайте рассмотрим немного важной информации. А именно, в чем проблема сгибания труб и труб.
На самом деле есть несколько проблем, которых нужно остерегаться.Один из них — перегиб. Если вы просто возьмете кусок трубки и согнете его, он защемит и загнется в том месте, где находится изгиб. Это делает трубку слабой, и через нее ничего не может пройти. Никому не нравится, когда их трубки извращаются.
Второй — это растрескивание или утомление металла. Обычно это проблема для таких материалов, как медь и алюминий. Если металл не отожжен, можно ожидать проблем. Сталь имеет тенденцию быть довольно пластичной, поэтому вам может потребоваться нагревание только в том случае, если она слишком тяжелая, чтобы вы могли ее согнуть.
Для большинства из них я бы рекомендовал сначала попробовать это на практике. Это позволит вам понять, как это будет выглядеть. Вы также можете проверить наличие трещин и решить, нужно ли его отжечь.
Как согнуть трубопровод для ЕМТ
Трубы EMT из оцинкованной стали или алюминия — отличный материал для конструкций. Кабелепровод — это материал, который вы обычно используете для прокладки проводов в промышленном здании. Это суперпрочный и довольно прочный материал.
Многие парни, которых я знаю, использовали его, чтобы построить такие вещи, как действительно прочные палатки и сараи.Некоторые люди будут использовать трубы из ПВХ, но трубопровод прочнее и (на мой взгляд) лучше выглядит. К тому же это очень дешево! 1/2 дюйма на 10 футов обычно обходятся вам чуть больше 3 долларов за длину. Вы можете отлично поработать с этим материалом.
Вот небольшой список идей, что с ним можно сделать:
- Велосипед / квадроцикл
- Рамы тележек (я бы рекомендовал сварные соединения, но сначала убедитесь, что вы очистили цинк)
- Палатки и навесы
- Теплицы
- Стеллаж
- Багажники (как для велосипедов и инструментов в гараже)
- Карнизы
- Маркизы
- Решетка (решетки? Или шпалеры?)
- Геодезические купола
- Каркасы компьютерных столов
С помощью кабелепровода ЕМТ очень легко сделать несколько профессиональных изгибов.Обычным инструментом промышленных электриков является трубогиб. Самое лучшее в них то, что они действительно очень дешевые для более экономичных. Конечно, вы также можете взять его напрокат, но за такую дешевизну вы можете просто купить его. Лучшая цена для ваших денег — это на Amazon. Вам нужно будет нажать на ссылку, чтобы узнать текущие цены.
Самое приятное в трубогибе — это то, что вы будете иметь отличные, постоянные изгибы на протяжении всего проекта. Они изгибаются с радиусом, обеспечивающим прочность и неперегибаемость трубы, поэтому конечный результат выглядит великолепно.
Следует обратить внимание на то, что вы получаете трубогиб, диаметр которого соответствует диаметру трубы. Мне нравится 1/2 дюйма, потому что он дешев и с ним легко работать, но вы также можете получить его и большего размера, например, диаметром более 2 дюймов. Я не уверен, насколько их тяжело сгибать, но в руке; Я никогда лично не работал с чем-то настолько большим.
Преимущество трубогиба в том, что на нем есть множество действительно полезных отметок, так что вы будете знать, под каким углом вы изгибаете.Они очень удобны, и ваш проект будет запущен в кратчайшие сроки.
Если вам нужны более плотные изгибы или вы не хотите гнуть металл самостоятельно, вы можете просто купить связку литых под давлением цинковых соединителей и скрепить все вместе.
Как гнуть выхлопные трубы
Для этого действительно стоит использовать трубогиб. Это просто делает ваши изгибы очень легкими и чистыми. Правильный трубогиб будет иметь несколько размеров матриц, соответствующих диаметру вашей выхлопной трубы, и будет следить за тем, чтобы вы не перегибали его.
Спросите своих приятелей, есть ли у кого-нибудь доступ к нему. У многих металлических магазинов один спрятан в углу.
Если честно, лучше всего отнести его в вытяжную мастерскую. У этих ребят будут машины стоимостью от 7 тысяч долларов, и они смогут делать это быстрее и дешевле, чем вы. Они тоже получатся красивыми.
Другой вариант — купить кучу предварительно отформованных деталей, затем разрезать их и сварить. Я, наверное, пошел бы по этому пути, прежде чем попытался бы согнуть их сам.
Вот пример того, что можно купить по разумной цене:
Если вы хороший сварщик, у вас может получиться отличная выхлопная система. К тому же это веселая работа. Просто имейте в виду, что у вас могут возникнуть проблемы с проверками в будущем, если вы сделаете это самостоятельно. Это зависит от того, где вы находитесь, но большинству мест не понравится тот факт, что вы не сертифицированы для этого. Что-то связанное с риском утечек, из-за которых токсичный газ будет выделяться до того, как он пройдет через каталитический нейтрализатор, нанеся вред окружающей среде и легким маленьких детей.
В качестве альтернативы можно использовать песчаный метод. Для чего-то такого большого, как выхлопная труба, потребуется немного терпения и мускулов, но это выполнимо. Я подробно расскажу о песочном методе ниже, поэтому просто прокрутите вниз, если хотите, попробовать.
Как гнуть медную трубку
Обычно вы можете встретить два типа медных труб: прямые отрезки трубы и гибкие спирали.
Гибкая катушка легко сгибается. Вот для чего он нужен.Стенки тонкие, и вы даже можете согнуть его (до некоторой степени) руками, если это будет широкий изгиб. Однако для более резких вещей вы, вероятно, его перегибаете.
Если вам нужно устройство, способное изгибать трубу меньшего размера (например, с внешним диаметром 1/4, 3/16 и 3/8), вы можете приобрести небольшой ручной трубогиб, который делает это действительно простым. На Amazon есть такая замечательная вещь. Это от Тектона; он действительно прост в использовании и идеально подходит для мягких материалов, таких как медь, алюминий и тонкостенная сталь.К тому же это действительно экономично, текущую цену вы можете узнать здесь.
Основная проблема с гибкой катушкой — это выпрямление. Если вы хотите, чтобы он был хоть немного виден, я настоятельно рекомендую , , приобрести выпрямитель для трубок. Это тот, который крепится в тисках (вы также можете вкрутить его в кусок дерева, чтобы он оставался стабильным) — это хороший результат для ваших денег, поскольку он действительно работает. Существуют более дешевые модели, но поскольку они регулируются, вы получите значительно более прямую трубу.Все, что вам нужно сделать, это воткнуть трубку, повернуть ручку, чтобы отрегулировать ее, и протянуть медную трубку. Работает как шарм.
Не хотите покупать инструменты?
Вот странный прием, который действительно сработает, если вы освоите его: выходите на улицу. Разложите длинный кусок 2 × 10 или фанеры, затем натяните трубку примерно такой же длины. Осторожно качайте трубку, как будто вы в медленном движении рубите дрова топором. Не то, что Тор делает прыжок по земле; ты будешь выглядеть глупо.Ударьте по дереву. Если вы сделаете это осторожно, он выпрямится.
Не судите меня. Я сделал это, и это работает. Я увидел, что парень упомянул об этом на форуме, и решил попробовать. Только не ударяйте по ней слишком сильно, иначе трубка сплющится к концу.
Для труб прямой длины лучше использовать только локти и суставы. Этот материал не очень любит сгибаться, его очень легко треснуть, расколоть или перегибать.
Если действительно нужно согнуть, попробуйте нагреть.Фонарик водопроводчика подойдет, если вы наберетесь терпения. Ацетиленовая горелка будет работать намного быстрее. Вы также можете попробовать отжечь его, если не хотите работать с ним, пока он горячий.
В качестве альтернативы вы можете попробовать метод с песком или замороженной мыльной водой, о котором я расскажу позже.
Как гнуть тормозную и топливную магистрали
Для профессионального изгиба тормозных и топливных магистралей используйте инструмент для формования тормозных магистралей.
Вы определенно можете согнуть их вручную, если будете практиковаться и терпеливо, но гибочные машины для тормозной магистрали очень просты в использовании (особенно в тесноте), они делают красивые и крутые повороты, и ваша работа будет выглядеть намного лучше.
Хотя, честно говоря, мне не повезло с множеством дешевых инструментов. Есть так много мусорных трубогибов, которые даже не работают, иначе они сломаются, как только вы попробуете первый изгиб.
Если вы собираетесь его купить, стоит потратить немного больше на что-нибудь с узнаваемым брендом. Я люблю ту, что от Иствуда. Он по-прежнему по разумной цене, работает очень хорошо (просто возьмите и поверните), и на линии будет минимальное обжатие. С этим инструментом ваши линии будут выглядеть красиво и аккуратно.Проверьте здесь текущие цены.
Если у вас много терпения и вы хотите идеальных результатов , вы также можете попробовать ручное сгибание с помощью метода замороженной мыльной воды. Если вы немного потренируетесь и не торопитесь, у вас могут быть идеальные сгибания рук без каких-либо видимых следов. Это отлично подходит для утомительных вещей, таких как реставрация классических автомобилей, когда вы хотите, чтобы все было в первозданном виде. Я подробнее рассмотрю этот метод ниже.
Как свернуть трубы и трубки
Это отличный способ гибки трубы и трубы, но инструменты немного дороже.
С помощью этого метода можно получить достаточно ровные изгибы большого радиуса. Он работает, проталкивая трубу между тремя роликами, которые сжимают и толкают металл, когда он катится. Ролик подходит для труб любого типа, будь то квадратные или круглые. Все, что вам нужно, это матрица соответствующей формы. Вы также можете формировать более тяжелый материал, так как вы можете постепенно пропускать материал через ролики несколько раз. Другими словами, это надежный вариант для большего количества элементов конструкции.
Обратной стороной является то, что это может быть медленным. Есть автоматизированные, которые могут быть довольно эффективными, но чаще можно увидеть вариацию на ферме — что-то вроде гидравлического домкрата или большого маховика будет перемещать ролики. Есть рукоятка, которая приводит в движение одно из колес и протягивает трубу через ролики. Нередко приходится перекатывать его примерно 60 раз, чтобы получить хороший изгиб. Ваши руки будут в хорошей форме, если вам придется согнуть несколько труб.
Вы также получите небольшой изгиб на обоих концах изгиба.Ничего особенного, только что-то слегка заметное.
Как сгибать трубы и трубки с помощью песка
Мне не удалось это доказать, но я слышал, что Ferrari раньше (и, возможно, в настоящее время) использовали (d) этот метод для ручной формовки выхлопных труб. Этот метод (вместе со следующим с замороженной мыльной водой) требует немного усилий, но результаты действительно впечатляют.
Одна вещь, которая не нравится людям в использовании инструментов для формовки труб и насосно-компрессорных труб, заключается в том, что они деформируют металл при изгибе.По сути, если вы вставите шар, который идеально входит внутрь трубы, и попытаетесь прокатить его, он застрянет в месте начала изгиба. Это связано с тем, что там, где штампы слегка сдавливают металл, будет небольшое углубление.
Чаще всего это не проблема. А вот ребятам-перфекционистам песочный метод действительно интересен.
Вот как это работает:
Создайте форму с желаемым радиусом. Это можно сделать несколькими способами.Вы можете использовать дерево, чтобы придать желаемой форме радиус. Примите во внимание чрезмерный изгиб, так как металл захочет немного отскочить. Найдите способ зажать один конец, не раздавливая его. Вы можете покрыть древесину листовым металлом, чтобы не обжечься при нагревании трубы.
Заглушить один конец трубы / трубки. Заполните его очень сухим песком . Затем заполните трубку песком, осторожно утрамбовывая ее. Не упаковывайте плотно, только плотно. Заполните его полностью.Затем подключите другой конец.
Обычно есть два распространенных способа затыкания концов: либо обжать их, а потом отрезать, либо набить тряпкой (лучше для мелких вещей).
Теперь нагрейте металл горелкой. Не торопитесь. Это займет немного больше времени, так как вы также нагреваете песок, но песок также поможет сохранить часть тепла во время сгибания. Получите это докрасна.
Указание по безопасности: если песок влажный, существует вероятность взрыва трубы, потому что пару некуда идти.Чтобы песок перед использованием тщательно просох, его следует тщательно приготовить. Я люблю запекать его в течение часа в духовке непосредственно перед употреблением.
Теперь поместите трубу в ту форму, которую вы построили. Для работы с трубой используйте сварочные перчатки. Вы его нагрели, значит, будет жарко. Зажмите один конец, а другой потяните по этому радиусу, пока не получите желаемый изгиб. Будьте терпеливы, не торопитесь. Не ждите, что ваш первый получится идеальным. Дайте ему немного остыть, прежде чем вынимать его.
У этого метода есть несколько сложных аспектов.Например, правильно почувствовать, насколько плотно набивать песок. Слишком туго, и для сгибания потребуется гораздо больше мышц. Он также может слишком сильно растянуть металл на одной стороне изгиба, и его будет очень трудно вытащить. Слишком мало, и труба разрушится сама по себе.
Также может потребоваться немного практики, чтобы получить правильный размер радиуса и отметить, где изгибы должны начинаться и останавливаться. Это особенно верно, если вы пытаетесь сделать что-то действительно точное. Если вы не будете очень осторожно удерживать зажатый конец, вы, вероятно, захотите отрезать несколько дюймов, потому что зажим действительно деформирует трубу.
На самом деле это крутой способ гибки трубы. Поначалу получение желаемых результатов может быть очень неприятным, но со временем вы сможете выполнять отличные изгибы. Многие профессионалы до сих пор используют этот метод для выполнения премиальных работ. Это тоже действительно старая техника. Судя по всему, они занимались этим сотни лет. Не спрашивайте меня, кто «они».
Отлично подходит для материалов большего диаметра, например (по моему опыту) 3/4 ″ и выше. Сложнее всего достать песок.Для трубок меньшего размера обратите внимание на замороженную мыльную воду ниже.
Как согнуть трубу и трубки с помощью замороженной мыльной воды
Отлично подходит для небольших трубок из пластичных материалов. Например, латунь, алюминий и сталь.
Итак, вот что самое интересное в методе замороженной мыльной воды: в замороженном состоянии он образует твердый гель (консистенция измельченного эскимо), а затем тает и смывается. Мыльная вода также самосмазывается, поэтому она очень гладкая изнутри при изгибе.Царапин нет.
Вот как это сделать:
- Смешайте мыло и воду в соотношении 1: 1. У меня нет технической информации о точном идеальном соотношении, но это то, что я сделал, и это сработало.
- Закройте один конец трубки. Самый простой способ сделать это — просто зажать его и отрезать позже.
- Влить смесь.
- Закройте другой конец.
- Поместите его в морозильную камеру на ночь.
- Создайте форму. Используйте дерево, колышки, случайные круглые предметы, все, что вам подходит по форме.Для небольших вещей с крутым изгибом используйте край 2 × 4.
- Вынуть замороженную трубку из морозильной камеры.
- Теперь согните его над своей формой.
- Поздравления. Теперь у вас есть изогнутая трубка.
Этот метод позволяет получить действительно хорошие изгибы без перегибов. Я слышал, что это более или менее тот метод, который они используют для изготовления медных инструментов, таких как трубы, тубы и тому подобное. Я не знаю, действительно ли это мыльная вода или какой-то другой вид гелевой смеси, которая не должна быть холодной, но принцип тот же.
Дайте трубе нагреться и снимите заглушки. Слейте мыльную воду и тщательно промойте трубку.
Вот и все, теперь вы вооружены необходимой информацией, чтобы овладеть искусством трубогиба! В конце концов, вам нужно решить, стоит ли гнуть трубу / трубу или просто использовать стандартные соединения. Соединения часто проще и быстрее, в то время как изгибы обычно более сильные, с меньшей вероятностью утечки и (если вы хорошо поработали) красивее.
Вопросы / комментарии? Разместите их ниже.Вы также можете быть действительно крутыми и поделиться этим в социальных сетях. Все классные это делают.
Связанные вопросы
В чем разница между трубкой и трубкой?
Практическое правило, чтобы запомнить разницу между трубой и трубой, заключается в том, что труба измеряется по ее внутреннему диаметру, тогда как труба обычно измеряется по внешнему диаметру.
Неточный внутренний диаметр трубы; это номинальный размер. Значит, они будут немного больше рейтинга.Представьте себе это так: размер трубы равен диаметру шара, который может безопасно пройти через систему, не застряв.
Как согнуть стальные квадратные трубы?
Это сложнее с точки зрения того, сколько силы вам нужно, но в целом вы можете сделать это, используя тот же общий подход, что и для круглых труб. Если вы формируете его с помощью инструмента, штампы будут плоскими, а не закругленными.
Другой вариант — вырезать V на внутренней стороне изгиба, затем согнуть его, а затем сварить изнутри.Это прочное соединение, и (если вы хороший сварщик) оно может красиво выглядеть.
Что такое взять?
Приемник — это термин изгиба кабелепровода, который относится к количеству кабелепровода, которое будет принимать изгиб. По сути, это то, сколько вам нужно смещения от начала изгиба до места выпрямления.
Обычно ссылка наносится на ручку гибочного станка. При разметке линий используйте этот номер, чтобы правильно определить расстояния.
Факты о гибке труб из нержавеющей стали на оправке
Что такое изгиб на оправке?
Гибка на оправке — это метод гибки с вращательной вытяжкой, при котором оправка, цельный вал оправки, имеющий до пяти сегментов в форме пончика, шариков, которые лишь немного меньше внутреннего диаметра трубы / трубы, которая изгибается вставляется в трубу / трубу для обеспечения внутренней поддержки во время изгиба.Установка оправки внутри трубы предотвращает такие повреждения, как деформация, сжатие, волнистость и сплющивание, и дает техническому специалисту больший контроль над овальностью или округлостью трубы / трубы.
Этот вариант изгиба трубы полезен для сложных работ, требующих изгибов с большим радиусом и большим радиусом, нескольких радиусов, высокой точности и повторяемости с минимальной деформацией. Помимо повышения качества проекта, гибка оправки может сэкономить более 50% затрат по сравнению с резкой и сваркой, поскольку сокращает время изготовления, материалы и затраты на контроль сварных швов.
Мифы и факты изгиба оправки
Существует много неправильных представлений о предполагаемых рисках изгиба нержавеющей стали на оправке по сравнению с фактическими преимуществами. На самом деле гибка оправки — один из самых точных и экономичных процессов обработки металлов давлением.
- Миф : Гибка не так прочна, как сварка.
Факт : Все фитинги являются литыми или гнутыми, и нет никаких доказательств того, что одна из них слабее другой. Фактически, при изгибе некоторые материалы фактически твердеют и становятся прочнее. - Миф : Для труб из нержавеющей стали и их колен после гибки требуется термообработка.
Факт : Аустенитная нержавеющая сталь относится к основному металлу P-№ 8, который можно гнуть в холодном состоянии в соответствии с Кодексом ASME без какой-либо термообработки после изгиба. - Миф : Изгибы не обеспечивают постоянного диаметра, как готовые изгибы.
Факт : Изгибы оправки выдерживаются в рамках тех же требований к толщине стенки и овальности ASME, которые соблюдаются производителями фитингов.С помощью оправки, поддерживающей внутреннюю часть трубы, у технических специалистов есть больше возможностей для точных и повторяемых изгибов. - Миф : Изгиб трубы из нержавеющей стали невозможно выполнить до точного угла.
Факт : Гибка нержавеющей стали на самом деле более точна, чем сварка, из-за деформации сварного шва и посадки при сварке. Гибка с помощью оправки, в частности, предотвращает повреждение трубы, такое как волнистость, сплющивание и сжатие во время процесса.
Как только конечные пользователи и производители откажутся от мифов о гибке на оправке, они смогут воспользоваться преимуществами экономии времени, материалов и затрат, которые дает этот метод обработки металлов давлением.
Производственный процесс
Для крупномасштабных заказов, длинных труб, сложной геометрии или множества углов гибка на оправке становится все более популярным методом изготовления. Для традиционной оснастки требуется матрица для гибки с определенным радиусом, хотя современные машины используют штабелируемые матрицы для создания деталей с несколькими радиусами изгиба. На некоторых станках гибочный рычаг может поворачиваться, что позволяет создавать симметричные детали на одном и том же инструменте.
Помимо простого управления сложными деталями, гибка на оправке имеет ряд преимуществ по сравнению со сваркой, в том числе:
- Экономия времени — При сравнении сварной трубы под углом 90 ° и трубы, изогнутой под таким же углом, гибка оправки сокращает количество часов изготовления, а также время, необходимое для проверки готовой детали.Используя гибочные станки с ЧПУ, производители могут сэкономить до 75% времени, необходимого для выполнения каждого сварного шва вручную.
- Экономия затрат — Гибка нержавеющей стали вместо сварки позволяет сэкономить более 50% затрат, особенно благодаря утомительному визуальному осмотру, который требуется для некоторых сварочных норм. По завершении процесса сварки, если требуется неразрушающий контроль, сварные швы должны быть подвергнуты рентгеновскому сканированию, что обходится в сотни долларов за рентгеновское излучение. Для трубы с несколькими сварными швами затраты на осмотр быстро увеличиваются.
- Затраты на материалы и экономия места — Гибка не только сокращает потери материала, поскольку для этого требуются только оригинальные детали, но также экономит драгоценное пространство в вашем цехе, поскольку нет необходимости хранить какой-либо сырой сварочный материал, кроме трубы или сама трубка.
- Экономия рабочей силы — За счет внедрения технологии гибки можно значительно сократить трудозатраты на установку системы трубопроводов, что значительно снижает риск безопасности и / или производственных проблем на месте для владельца / ГК.
- Точность — Гибка труб облегчает создание нестандартных неизометрических углов и дает инженерам повышенную гибкость при создании сложных геометрических фигур. Гибочное оборудование обеспечивает высокоточные и воспроизводимые результаты, в то время как оправка поддерживает трубу для устранения деформации. Гибка также более последовательная и уменьшит любые дефекты, которые часто встречаются в процессе сварки.
Хотя характер гибки оправки снижает затраты и обеспечивает высокое качество, повторяемость результатов, принятие дополнительных мер во время процесса заказа может помочь гарантировать достижение этих преимуществ.По возможности используйте трубы стандартных размеров и толщины, чтобы сократить затраты и время выполнения заказа. Выбор общего радиуса также сэкономит ваше время и деньги, поскольку нестандартные размеры требуют изготовления штампов по индивидуальному заказу, на приобретение которых нужно время.
Подходит ли для вашей работы гибка труб из нержавеющей стали на оправке?
В следующем контрольном списке перечислены факторы, указывающие на возможность экономии средств и создания дополнительных преимуществ для вашего бизнеса и услуг. Вы можете обратиться к специалисту по гибке оправок, если:
- У вас есть приложение, в котором требуется полная дренажная способность, если на внутреннем диаметре трубы или системы трубопроводов нет участков захвата.
- Расход имеет значение — если вашей трубе или системе трубок требуется максимальный расход с минимальными ограничениями
- Вам потребуется внутренний диаметр вашей трубки / системы трубопроводов, который необходимо отполировать до определенной степени чистоты
- Для вашей системы требуются нестандартные углы, которые не входят в стандартную комплектацию
- Вам необходимо неизменно высокое качество трубопроводных систем без возможности появления дефектов сварных швов
- Ваше приложение требует неразрушающего контроля после сварки труб / стыков труб, что требует больших затрат
Если ваш бизнес соответствует любому из вышеперечисленных критериев, вы можете рассмотреть возможность партнерства со специалистом по гибке оправок.
О HPS
Обладая более чем 30-летним опытом, High Purity Systems понимает, насколько высоки ставки в обслуживаемых нами отраслях; во многих случаях безопасность человека зависит от точности сварного шва и чистоты системы. Работая с нашими клиентами, мы стремимся предоставлять услуги высочайшего качества в соответствии со строгими требованиями вашей среды.
Для получения дополнительной информации о том, как HPS может помочь вам в следующем проекте по гибке труб по индивидуальному заказу, свяжитесь с нашей командой сегодня.
Гибочная труба без гибочного станка — самодельный стиль «сделай сам»!
Силачи цирка XIX века гнули сталь голыми руками, чтобы продемонстрировать свою удивительную силу — но вам не нужно быть одетым в купальник с леопардовым принтом, чтобы выполнять простые домашние дела по дому. Большинство людей могут сгибать мягкие металлы, такие как медь и алюминий, голыми руками. Так что в следующий раз, когда вам нужно будет согнуть трубы для проекта, вы можете броситься в строительный магазин за трубогибом или просто потренировать свои мышцы.
Знакомство с металлами
Есть некоторые ограничения для гибки металлов без использования станка. Естественно, у людей есть свои пределы, и вы, вероятно, сможете гнуть только более мягкие металлы. И алюминий, и медь достаточно мягкие, чтобы их можно было сгибать без особых усилий, но со сплавами, такими как нержавеющая сталь, ситуация станет значительно сложнее. Еще одна вещь, о которой следует помнить, — это тип изгиба, которого вы добьетесь. Более мягкие металлы будут иметь U-образный изгиб, а более твердые — больше похожи на «V».
Инструменты для гибки
Голые руки
Если вам нужен грубый изгиб трубы и ограниченные ресурсы, вы можете просто использовать ее голыми руками. Большинство людей могут сгибать трубы толщиной до дюйма, но если больше, вам могут понадобиться инструменты или дополнительная помощь. Прежде чем сгибать трубу, рекомендуется обернуть ее концы чем-нибудь, чтобы обеспечить дополнительный захват и защитить руки. Кожа — один из лучших материалов для этого вида работ. Просто нарежьте несколько полосок и оберните ими концы планки — вы можете выбрать другие материалы, например, толстую ткань, но они не будут обеспечивать такое же усилие.Затем крепко возьмитесь за концы и выберите наиболее удобное положение для сгибания, например захват сверху со штангой прямо перед собой.
Кредит изображения: flickr.com
Паяльная лампа
Один из наиболее распространенных способов гибки труб без использования машины — это использование паяльной лампы. Сильный жар концентрируется на той области, которую вы хотите согнуть, что делает ее податливой. Существует несколько способов использования тепла для сгибания труб, которые мы описываем ниже. Прежде чем приступить к какой-либо технике, убедитесь, что вы отметили, где хотите согнуться.Также неплохо создать шаблон изгиба и измерять трубу по нему по ходу движения. Большинство людей используют дешевый деревянный материал, например МДФ, для создания масштабных шаблонов.
Тиски
Закрепите трубку в тисках, чтобы она не двигалась. Убедитесь, что по обе стороны от области, которую вы хотите согнуть, достаточно места, чтобы вы могли хорошо удерживать ее при сгибании. С помощью паяльной лампы постоянно нагревайте то место, которое вы хотите согнуть. Не забудьте нагреть всю поверхность, а не только одну сторону трубы, так как это поможет ей равномерно изгибаться.Когда труба раскалится докрасна, осторожно начинайте ее гнуть. Вы можете делать это руками, но наденьте толстые перчатки, так как труба будет очень горячей. Если у вас возникли проблемы с рычагом, попробуйте использовать гаечный ключ. Или используйте другой кусок трубы в качестве рычага. Если вам все еще трудно сгибать трубу, привяжите кого-нибудь еще, чтобы помочь. Иногда становится проще, если один человек нагревает трубу, а другой гнет.
Связанный: Как гнуть трубу с помощью трубогиба
Пружины изгиба
Пружины гибки — это простые инструменты, которые предотвращают перегиб труб при изгибе.Доступны два типа пружин: внутренние и внешние. Внутренняя пружина вставляется в трубу сразу после ее нагрева. Он поддерживает трубу при ее изгибе, чтобы она не сморщилась. Точно так же внешние пружины поддерживают трубу снаружи. Они окружают трубу и предотвращают ее распространение при изгибе.
Наружные пружины обычно используются для труб меньшего диаметра, а внутренние пружины — для труб большего диаметра. Хотя они полезны для получения точного и равномерного изгиба, пружины обычно ограничены определенными размерами.Поэтому, если вы изгибаете трубы более чем одного размера, вам придется покупать пружины разных размеров.
Песок
Вы не поверите, но песок — бесценный материал для обеспечения равномерного изгиба. Заблокируйте один конец трубы материалом, например скомканной газетой или тканью. Затем заполните трубу песком — убедитесь, что песок плотно утрамбован. Заблокируйте другой конец трубы, а затем нагрейте место изгиба. Когда он станет докрасна, аккуратно согните его вручную.
Сгибание трубы голыми руками — дешевый и простой способ добиться быстрых результатов, но будьте осторожны, чтобы не пораниться при этом.Если вы чувствуете боль при сгибании, немедленно остановитесь. Кроме того, убедитесь, что вы принимаете надлежащие меры предосторожности при использовании паяльной лампы, такие как использование защитных очков и толстых перчаток. Если вы обнаружите, что вашу трубу трудно гнуть, или если вы приступаете к крупномасштабному проекту, подумайте о приобретении трубогибочного станка.
Что нужно для гибки нержавеющих труб?
Несмотря на то, что это очень твердый материал, сталь пластична и податлива, и с помощью различных механических средств ее можно формовать в самые разные формы.Гибка нержавеющих трубок — это процесс, который можно использовать для придания нержавеющим трубам множества полезных конфигураций.
Основы гибки стали
Сталь можно сгибать в различные формы, но этот процесс требует огромного прямого давления, прикладываемого специализированным оборудованием. Сложность изгиба секции трубки зависит от ее толщины. Хотя для изгиба толстостенных труб требуется большее усилие, вероятность их выхода из строя в процессе изгиба меньше, чем для трубок с более тонкими стенками.Для труб разных размеров и форм требуются собственные наборы инструментов для гибки. Компании, специализирующиеся на гибке труб из нержавеющей стали, должны иметь десятки или даже сотни комплектов гибочных приспособлений для гибки труб различной конфигурации.
Методы гибки труб из нержавеющей стали
Трубкам из нержавеющей стали можно придать плавные изгибы путем прокатки. В этом процессе используются ролики для прижатия секции трубы к матрице или вокруг нее — инструмента специальной формы, предназначенного для изменения формы куска металла.При резком изгибе трубы из нержавеющей стали внутрь вставляется металлическая деталь, называемая оправкой, чтобы предотвратить потерю формы трубы во время изгиба. Затем трубка помещается рядом с матрицей, и к ней прилагается механическое давление, которое заставляет ее изгибаться вокруг штампа. Существуют ограничения на степень кривизны, которая может быть достигнута с помощью любого процесса формования трубы, но при гибке обычно получаются более острые кривые, чем при прокатке.
Гибочные трубы из нержавеющей стали
В то время как любой вид стальной трубы может быть сформирован путем изгиба, труба, которая сформирована без швов, обычно лучше реагирует на процесс изгиба, чем сварная или шовная труба.Даже умеренный изгиб может ослабить или разорвать шов, хотя эту проблему можно несколько уменьшить, изгибая трубку таким образом, чтобы уменьшить напряжения, приложенные непосредственно к шву.
Другие конструктивные особенности гибки трубок из нержавеющей стали
Помимо ослабления шва, процесс изгиба может ослабить структуру самой трубки. Когда труба изгибается, сталь по внешней стороне изгиба растягивается, а материал с внутренней стороны изгиба сжимается.Если трубка изогнута слишком резко, внешняя часть изгиба может стать значительно тоньше, чем остальная часть трубки, что сделает эту область более склонной к отказу.
Еще одним важным аспектом при использовании труб из нержавеющей стали является сохранение внутреннего диаметра и структуры трубы. Даже при использовании оправки трубка может немного деформироваться во время изгиба. Любая деформация внутреннего диаметра трубы или трубы, по которой проходит жидкость, может нарушить структуру потока жидкости внутри.Это, в свою очередь, может привести к истиранию внутренней части трубки, что может привести к истончению и возможному выходу из строя. Когда трубы изгибаются в конструкционных или декоративных целях, деформация внутреннего размера трубы менее важна.
Применение трубок из нержавеющей стали
Изделия, изготовленные путем гибки нержавеющей стали, находят множество применений. Нержавеющая сталь — это инертная форма стали, которая идеально подходит для использования в пищевой, пищевой и фармацевтической промышленности. Трубки из нержавеющей стали также используются в конструкции и могут быть отполированы для декоративных целей, включая перила, осветительные приборы и художественные изделия.
Трубки из нержавеющей стали требуют специального обращения и инструментов для правильного изгиба. Однако при правильном выполнении гибки готовый продукт может иметь много важных промышленных, структурных или даже декоративных применений.
Рекомендации по гибке труб из нержавеющей стали
Санитарная трубка из нержавеющей стали — лучшая трубка для использования на предприятиях, работающих с пищевыми продуктами и напитками, благодаря ее устойчивости к коррозии и простоте дезинфекции. Благодаря своей непористой поверхности нержавеющая сталь может бороться с грязью, бактериями и сажей, предотвращая загрязнение.Для этого производственные предприятия должны сгибать и формовать его в различные формы и размеры, чтобы он мог удовлетворить различные потребности. Если вы хотите встроить сантехнические трубки из нержавеющей стали в свое предприятие, вот некоторые рекомендации по гибке труб из нержавеющей стали.
Heat
Использование тепла для сгибания труб из нержавеющей стали может быть затруднено. Всегда лучше гнуть нержавеющую сталь в холодном состоянии, но если вам необходимо использовать тепло, нагрейте трубку от 800 до 1500 градусов по Фаренгейту, а затем дайте ей остыть.Хром и углерод в материале объединяются в частицы карбида хрома, которые истощают хром в нагретой области, придавая нержавеющей стали коррозионную стойкость.
Радиус
Первое, что нужно учитывать при изгибе трубы из нержавеющей стали, — это радиус изгиба. Если радиус изгиба большой, лучше всего использовать трехвалковые гибочные станки (также называемые профильными гибочными станками, угловыми роликами и профилегибочными станками). Для трубы, которую вам нужно согнуть с небольшим радиусом, вы можете вместо этого использовать ротационно-вытяжной станок.
Обратите внимание, что санитарные нержавеющие трубы могут быть сварными или бесшовными, но при небольшом радиусе изгиба бесшовные трубы обычно лучше изгибаются.
Загрязнение
При обращении с трубками следует соблюдать некоторые меры предосторожности, поскольку нержавеющая сталь подвержена царапинам. Эти царапины, как правило, не представляют большой проблемы, но они открывают возможность загрязнения, особенно углеродом, мягкой сталью и хлоридом, которое возникает, когда эти загрязнения попадают в защитный оксидный слой.Лучший способ избежать этого загрязнения — осторожно обращаться с трубками и опасаться их контакта с углеродистой сталью, мягкой сталью или углеродом.
Теперь вы должны понимать, какие инструменты вам нужны, а также некоторые особенности гибки труб из нержавеющей стали. Не забывайте продолжать нагревать трубку в крайнем случае, чтобы избежать ослабления ее коррозионной стойкости, поскольку любое загрязнение может привести к образованию ржавчины и грязи, которые затем загрязняют любые продукты и жидкости, с которыми вы работаете.Обращайтесь с ними осторожно, и ваши трубки сохранят работоспособность и гигиеничность вашего помещения.
11 ноября 2020 г.
Гибочная труба из нержавеющей стали — Safe Food Factory
Автор : Аленка Космач, Брюссель (B)
Заглавные фотографии : Патрик Линтс, Гент (B), Condesa Inox, Vitoria / Álava (E), Thomas Pauly, Брюссель (B)
Содержание
1 Область применения
2 Способы получения изогнутой трубчатой конструкции
3 общих параметра, используемых при гибке труб
4 Формовка нержавеющей стали
5 Аустенитно-ферритная-дуплексная: различия в поведении при формовании
6 Гибка квадратной и прямоугольной трубы
7 Когда нагревать перед гибкой
8 Очистка после гибки
9 Резюме
10 Глоссарий терминов
11 Соответствующие стандарты
12 Ссылки
1 Область применения
Настоящая публикация адресована:
- проектировщиков, которым приходится выбирать между различными способами получения изогнутых трубчатых деталей или узлов (сварных / фланцевых / гнутых).В брошюре освещаются преимущества и практическое значение конструкций с использованием гнутой трубы.
- производителей планируют субподрядные работы по гибке труб. Публикация дает общее представление о различных процессах и дает обзор вариантов, которые, возможно, потребуется обсудить между заказчиком и трубогибом.
Обычно программное обеспечение машин с компьютерным управлением или техническая документация, сопровождающая машины с ручным управлением, предоставляют надежную информацию о таких параметрах, как минимальная / максимальная толщина стенки, диаметр и радиус изгиба, необходимость в оправках, перегиб и т. Д.Поэтому нет необходимости подробно обсуждать их в данной публикации.
2 способа получения изогнутых трубчатых конструкций
Конструкции с использованием изогнутой трубы могут быть предпочтительнее механических или сварных соединений по ряду причин:
- Сварные соединения, например, между прямой трубой и коленами, требуют предотвращения или удаления теплового оттенка. Применение защитного газа может оказаться затруднительным, особенно на месте. Для химического удаления теплового оттенка используются продукты, содержащие кислоту, обычно с соблюдением мер безопасности и защиты окружающей среды.Механическое удаление возможно только снаружи трубки. Цельная конструкция в изогнутой трубе позволяет избежать этих этапов изготовления.
- В механических соединениях с муфтами или фланцами трещины неизбежны. В зависимости от условий они могут быть нежелательными, поскольку могут задерживать коррозионные вещества. Также необходимо учитывать риск щелевой коррозии. Изогнутая труба обеспечивает сплошную ровную поверхность.
Изогнутая труба, таким образом, может быть самым простым и эффективным решением дизайнерской задачи.Действительно, гибка труб — один из наиболее часто используемых методов изготовления нержавеющих сталей.
Рис.1 Варианты конструкции изогнутой НКТ
3 Общие параметры, используемые при гибке труб
Большинство трубок имеют цилиндрическую форму, но также доступны овальные, квадратные и прямоугольные сечения [1]. Обычная цель изгиба труб — получение плавного круглого изгиба. Это просто, когда труба имеет большую толщину стенки и изгибается с большим радиусом.Чтобы определить, имеет ли труба тонкую или толстую стенку, ее толщину сравнивают с ее внешним диаметром. Это соотношение называется пристеночным фактором.
Фактор стенки = (Внешний диаметр трубы) / (Толщина стенки трубы)
Если коэффициент стенки больше 30, трубка классифицируется как тонкостенная. Толщина стенки — бессмысленное измерение, если оно не связано с диаметром трубы.
Такое же сравнение выполняется для определения того, является ли радиус изгиба малым или большим (степень изгиба).
Степень изгиба = (Радиус центральной линии изгиба) / (Внешний диаметр трубы)
Два фактора, коэффициент стенки и радиус изгиба, используются для определения степени изгиба. при малом диаметре трубы и толстой стенке внутри трубы требуется небольшая опора или ее отсутствие. По мере увеличения диаметра трубки она становится слабее. Уменьшение толщины стенки трубки также делает ее слабее. Силы, действующие на трубу, также увеличиваются по мере уменьшения радиуса центральной линии изгиба [2, 3].
В круглых полых профилях из нержавеющей стали практическое правило минимального радиуса изгиба — это диаметр, умноженный на три. Для прямоугольных или квадратных профилей соответствующего правила не существует [5].
Когда металлическая трубка изгибается, происходят две вещи. Толщина внешней стенки уменьшается из-за растяжения материала, а внутренняя стенка становится толще. Материал, образующий внешнюю часть изгиба, должен двигаться дальше и поэтому растягивается, в то время как внутренняя часть изгиба сжимается [2].
Рис. 2 Наиболее важные факторы изгиба [4]
В процессе гибки труб используются оправки различных форм. Фото: OMNI-X, Брно (Чехия)
К сожалению, слишком часто требования к гибке не так просты. По мере того, как стенка трубы становится тоньше (коэффициент стенки становится больше), а радиус изгиба становится меньше (степень изгиба становится меньше), это может привести к искажению изгиба.Чтобы этого не произошло, потребуется оправка. Радиус изгиба также определяется конечным использованием, так как он должен создавать функциональную и эстетически привлекательную форму [7].
Рис. 3 Поперечные сечения изогнутой трубы [2]
4 Формовка нержавеющей стали
Формовка нержавеющей стали очень похожа на формовку других металлических материалов. Однако, поскольку часто необходимо сохранить более высокую прочность и чистоту поверхности деталей из нержавеющей стали, методы, используемые при их изготовлении, более требовательны, чем методы, используемые для углеродистых сталей.
Различия в деформируемости нержавеющей и углеродистой стали указаны ниже.
Пластичность
Показателем пластичности материала является его удлинение при разрыве. Аустенитные нержавеющие стали, такие как стандартные марки 1.4301 (304) или 1.4401 (316), обладают исключительной пластичностью. Это значение указывает, на сколько процентов стандартизованный образец материала может быть растянут до разрыва. Эти значения:
- Для нержавеющей стали марки 1.4301 (304): обычно более 45%
- Для углеродистой стали: обычно 25%
При изгибе труб значения удлинения определяют, до каких радиусов можно изгибать трубы. Чем пластичнее материал, тем уже могут быть изгибы. Используя нержавеющую сталь, разработчик может гибко определять радиусы изгиба. Значения относительного удлинения для марок по EN 10088-2 можно взять из Таблиц технических свойств, доступных в Euro Inox в виде печатной брошюры, или из интерактивной онлайн-базы данных на веб-сайте Euro Inox 1 .
Велосипедные стойки из спиральной трубы сочетают в себе простоту установки, механическую прочность и внешний вид.
Деформационное упрочнение
Помимо своей пластичности, аустенитная нержавеющая сталь также имеет ярко выраженную тенденцию к деформационному упрочнению, благодаря чему при формовании материала его механическая прочность повышается. Этот эффект деформационного упрочнения увеличивается как в зависимости от степени, так и скорости процесса формования.В случае гибки труб это означает, что для труб из нержавеющей стали требуется больше энергии, чем для углеродистой стали. Аустенитная нержавеющая сталь требует примерно на 50% больше энергии, чем деталь из углеродистой стали той же геометрии (см. Рисунок 4). Поэтому при переходе от гибки труб из углеродистой стали к трубогибу из нержавеющей стали необходимо убедиться, что гибочный станок достаточно силен для данной геометрии.
1 Нержавеющая сталь: таблицы технических свойств, Euro Inox, материалы и серия приложений, том 5, 2007 г.
Инжир.4. Сравнение влияния наклепа на предел прочности и предел текучести аустенитных марок 1.4301 (304) и 1.4404 (316L), ферритных марок 1.4512 (409) и 1.4016 (430) и конструкционной низкоуглеродистой стали 1.0330 / DC01 ( 1008) [5, 8]
| Прочность на разрыв | Предел текучести | Пружина |
|---|---|---|
| измеряется при испытании на растяжение. Это отношение максимальной нагрузки к исходной площади поперечного сечения.Его также можно назвать пределом прочности. | также измеряется при испытании на растяжение. Показателем пластической деформации [9], предел текучести является способность материала выдерживать постепенное, прогрессирующее усилие без остаточной деформации [10]. | — это термин, используемый для описания тенденции сформированного металла возвращаться к своей первоначальной форме. Пружинная отдача вызовет разгибание трубки на 2–10 градусов, в зависимости от радиуса изгиба, и может увеличить радиус изгиба трубки.Чем меньше радиус изгиба, тем меньше упругая отдача [2]. |
Пружинная отдача
Нержавеющая сталь имеет более высокую степень упругости, чем углеродистая сталь. При гибке труб с компьютерным управлением этот фактор учитывается автоматически. В машинах с ручным управлением в инструкциях дается точная информация о степени изгиба, необходимого для достижения желаемой конечной геометрии.
В качестве практического руководства величина упругого возврата обычно пропорциональна (0.2 R p0.2 + R m ) / 2, где R p0.2 — предел текучести, а R m — предел прочности. Пружинной отдачей можно управлять за счет изгиба. Для перегиба иногда необходимо только сделать угол пуансона меньше желаемого конечного угла заготовки [11].
Изогнутая труба придает узлам дополнительную жесткость и закругленные края. Фотография: Cedinox, Madrid (E)
Наличие стабилизирующих элементов ниобия, титана и ванадия, 2 , а также более высокое содержание углерода также оказывает отрицательное влияние на характеристики деформации аустенитных нержавеющих сталей.Таким образом, формовочные свойства марок 1.4541 (321) и 1.4550 (347) менее благоприятны, чем свойства 1.4301 (304) [11].
2 Кунат П.-Дж., Легирующие элементы в нержавеющей стали и других хромсодержащих сплавах, Euro Inox
Современные трубогибы позволяют изготовителю легко учитывать такие факторы, как деформационное упрочнение и упругость. Фото: Jutec, Лимбург (Д)
Таблица 1.Пружинное восстановление трех аустенитных нержавеющих сталей, изогнутых на 90 ° с разным радиусом [11]
| Марка и состояние стали (лист) | Пружина | для отвода | радиус |
|---|---|---|---|
| 1т | 6т | 20т | |
| (302), отожженный | 2 ° | 4 ° | 15 ° |
| 1.4301 (304), отожженный | 2 ° | 4 ° | 15 ° |
| 1.4310 (301), полутвердый | 4 ° | 13 ° | 43 ° |
| t = толщина |
Каркасы уличных знаков в словенской столице Любляне были изготовлены из гнутой трубы из нержавеющей стали. Они добавляют современный вид исторической архитектурной среде центра города.
Информация для сравнения углеродистой стали и нержавеющей стали приведена в таблице 2.
Таблица 2. Приблизительные данные по штамповке для марок углеродистой стали и марок нержавеющей стали [12 ]
| Внешний диаметр трубы | Приблизительный радиус осевой линии изгиба | Толщина стенки из углеродистой стали мин. / Макс. | Толщина стенки из нержавеющей стали мин. / Макс. |
|---|---|---|---|
| Размеры (мм) | Размеры (мм) | Размеры (мм) | Размеры (мм) |
| 6 | 15 | 0.8 / 1,5 | 0,8 / 1,5 |
| 8 | 24 | 1,0 / 1,5 | 1,0 / 1,5 |
| 10 | 24 | 1,0 / 1,5 | 1,0 / 2,0 |
| 12 | 24 | 1,0 / 2,2 | 1,0 / 2,0 |
5 Аустенитно-ферритно-дуплексное соединение: различия в поведении при формовании
Как упоминалось выше, аустенитная нержавеющая сталь (т.е. обычно легированная хромом и никелем) обладает исключительной пластичностью.На сегодняшний день они являются наиболее часто используемым типом нержавеющей стали при сложных операциях формовки. Аустенитные нержавеющие стали немагнитны в отожженном состоянии, что чаще всего является условием поставки. Однако во время холодной штамповки происходит мартенситное превращение, что делает сталь слегка магнитной. Фаза магнитного феррита может также присутствовать в продольных швах, которые выполняются без присадочного материала, или когда термообработка не проводится после сварки [5].
Художник выбрал для своей скульптуры гнутую трубку.Фото: Jordan Manufac- turing, Бристоль (Великобритания).
Ферритная нержавеющая сталь находит все более широкое применение, особенно потому, что она дает преимущество в стоимости по сравнению с аустенитными марками 3 . Во многих отношениях ферритные нержавеющие стали действуют как более прочные и несколько менее пластичные низкоуглеродистые стали. Их скорость деформационного упрочнения аналогична или немного ниже, чем у низкоуглеродистой стали 1.0330 / DC01 (1008) [11]. Ферритные нержавеющие стали успешно используются там, где в полной мере используется более высокая теплопроводность.
На футбольном стадионе Heyzel в Брюсселе (B) уличная мебель, сделанная из гнутой трубы из нержавеющей стали, хорошо работает в общественных местах с интенсивным движением.
Дуплексные трубы из нержавеющей стали часто используются в технологическом оборудовании 4 . Это семейство марок имеет смешанную аустенитную и ферритную структуру и дополнительно легировано азотом. Дуплексные нержавеющие стали сочетают высокие механические свойства с высокой коррозионной стойкостью.Их высокая прочность выражается в значениях предела текучести и предела прочности [1]. Эти механические свойства требуют повышенной изгибающей способности. Как правило, дуплексная нержавеющая сталь требует такой же силы изгиба, как аустенитная нержавеющая сталь, имеющая в два раза большую толщину.
3 Ферритный раствор. Свойства, преимущества, применения, ISSF, ICDA, 2007
4 Практическое руководство по производству дуплексных нержавеющих сталей, IMOA, 2009
6 Гибка трубы квадратного и прямоугольного сечения
Хотя процедуры гибки круглого, прямоугольного и квадратного материала одинаковы, квадратная и прямоугольная труба требует особого внимания.
Жесткая гибка в сравнении с простой. Когда прямоугольная труба изгибается, материал часто имеет меньше искажений, если он изгибается жестко (см. Рисунок 5). Чем больше толщина стенки, тем плотнее она может быть сформирована без чрезмерной деформации [13].
Рис. 5. Риск деформации ниже при жестком изгибе (а), чем при легком изгибе (б) [2].
7 Когда нагревать перед сгибанием
Большинство изгибов, описанных до сих пор, выполнялось холодной гибкой, когда заготовка находилась при комнатной температуре.Холодная гибка дает несколько преимуществ:
- отопительное оборудование не требуется;
- сохранены свойства, достигнутые при предыдущей термообработке;
- менее вероятно, что потребуется последующая очистка или удаление накипи;
- — более качественная обработка заготовки и не требует дополнительных методов обработки;
- исключается тепловая деформация.
С другой стороны, холодная гибка требует больше энергии, чем горячая, для того же самого гиба.После холодного изгиба возникает больше упругости и больше остаточных напряжений в трубе. В холодном состоянии нельзя делать изгибы с таким малым радиусом, как в горячем.
Горячая гибка используется для выполнения изгибов с малым радиусом, прилегающих изгибов с небольшой прямой трубкой или без нее, изгибов материала, который имеет более низкую пластичность в холодном состоянии, и изгибов, требующих слишком большой мощности для холодной гибки. К недостаткам гибки труб в горячем состоянии относятся высокая стоимость, медленное производство и плохая обработка гибов [14].
Поскольку трубы из аустенитной нержавеющей стали прочнее, чем трубы из углеродистой стали, и быстро затвердевают, также используется горячее формование (ниже температуры рекристаллизации). Температура горячей штамповки должна поддерживаться ниже 425 ° C, чтобы предотвратить образование карбидов.
Трубы из аустенитной нержавеющей стали можно подвергать горячей штамповке путем нагрева до 1060–1260 ° C. Работа должна быть остановлена, когда трубка остынет до 925 ° C, и ее следует быстро охладить, чтобы свести к минимуму осаждение карбида.
Трубка из ферритной нержавеющей стали , например из стали марок 1.4016 (430) и 1.4749 (446), формовать труднее, чем аналогичные аустенитные трубки. Ферритные трубки подвергаются горячей формовке при температуре 1035–109 ° C, и формовка прекращается, когда трубка остывает до 815 ° C. Для достижения наилучших результатов следует избегать диапазона 815–980 ° C, поскольку пластичность и ударная вязкость постепенно ухудшаются по мере охлаждения трубки в этом диапазоне. Трубки из ферритной нержавеющей стали подвергаются горячей формовке при температуре 120–200 ° C.
При более низких температурах и более высоких скоростях деформации ферритные нержавеющие стали могут стать хрупкими из-за недостаточной прочности.Углеродистые стали и ферритные нержавеющие стали имеют характеристическую температуру или диапазон температур, выше которых они могут поглощать большое количество энергии удара и деформироваться пластично. Эта характеристическая температура известна как температура перехода из пластичного в хрупкое состояние (DBTT). При формовании ферритных нержавеющих сталей опасения по поводу неожиданного растрескивания DBTT, особенно в холодные зимние месяцы или в северном климате, привели к следующим мерам предосторожности [11]:
- Не рекомендуется формовать ферритные нержавеющие стали в холодных условиях (зимой).Материал следует хранить в отапливаемых помещениях или намеренно нагревать непосредственно перед производством.
- Если происходит хрупкое разрушение, подумайте о умеренном нагревании (20–60 ° C).
- Если нагревание по-прежнему приводит к появлению хрупких трещин, подумайте о снижении скорости формования.
- Соблюдайте максимальные меры предосторожности в холодную погоду при работе с высоколегированными ферритными сплавами нержавеющей стали (суперферритные сплавы, 25–30% Cr).
- Соблюдайте меры предосторожности при работе с более толстыми материалами (выше 2.5 мм).
| Прочность |
|---|
| — это способность материала поглощать энергию и пластически деформироваться перед разрушением. Он пропорционален площади под кривой напряжения-деформации от начала координат до точки разрушения. В металлах ударную вязкость обычно измеряют по энергии, поглощенной при испытании на удар с надрезом [9]. |
Технологическое оборудование является самым крупным конечным применением для гнутых труб из нержавеющей стали.Фото: Jutec, Лимбург (Д)
8 Очистка после гибки
Смазочные материалы, используемые при гибке, могут быть довольно тяжелыми. При использовании слабохлорированного минерального масла необходимо соблюдать особую осторожность. Поскольку нержавеющая сталь не очень устойчива к хлорид-ионам, в этих случаях может потребоваться дополнительная очистка.
В общественных местах гармонично закругленные формы часто используются для уличной мебели, например, в бельгийском городе Льеж.
Любое загрязнение поверхности железом может вызвать ее окрашивание. Это может произойти очень скоро после установки, когда компонент подвергается воздействию влажности воздуха [5].
Гнутая труба из нержавеющей стали с технической и экономической точки зрения является оптимальным решением с точки зрения долговечности и эстетической привлекательности. Фотография: Tracto-Technik, Lennestadt (D)
Особое внимание следует уделять каждому этапу производства и обеспечивать чистоту поверхности до и после каждого этапа работы.Дополнительную информацию по этой теме можно найти в публикациях, доступных по адресу: Euro Inox 5,6 .
5 Ван Хекке Б., Механическая обработка декоративных поверхностей из нержавеющей стали, Euro Inox, Серия материалов и приложений, Том 6, 2005 г.
6 Badoo, N., Монтаж и установка компонентов из нержавеющей стали, Euro Inox, Building Series, Volume 10, 2006
9 Сводка
Формовка нержавеющей стали очень похожа на формовку других металлических материалов.Однако нержавеющие стали обладают более высокой прочностью и пластичностью по сравнению с углеродистыми сталями. При работе с нержавеющими сталями необходимо сохранять чистоту поверхности, а во время производства поверхность должна быть защищена.
Аустенитная нержавеющая сталь демонстрирует характерную тенденцию к деформационному упрочнению. Деформационное упрочнение увеличивает текучесть и предел прочности материала при холодной обработке. Для гибки труб это означает, что для нержавеющей стали требуется больше энергии, чем для труб из углеродистой стали.Как показывает практика, аустенитная нержавеющая сталь требует примерно на 50% больше энергии, чем деталь из углеродистой стали той же геометрии.
При формовании ферритных нержавеющих сталей необходимо учитывать риск неожиданного растрескивания при переходе от пластической к хрупкой температуре (DBTT), особенно в холодные зимние месяцы или в северном климате. Поэтому ферритные нержавеющие стали не должны формироваться в холодных условиях (в зимних условиях). Материал следует хранить в отапливаемых помещениях или намеренно нагревать непосредственно перед производством.
Дуплексные нержавеющие стали в основном используются, когда требуются высокие механические характеристики в сочетании с высокой коррозионной стойкостью. Эти высокие механические свойства требуют большей силы изгиба. Как правило, дуплексные нержавеющие стали требуют такой же силы изгиба, как аустенитные нержавеющие стали с двойной толщиной.
Трубка из нержавеющей стали хорошо сочетается с любым архитектурным материалом, как это было продемонстрировано на лондонском вокзале Сент-Панкрас.
10 Словарь терминов
Следует отметить, что для одной и той же части оборудования или процедуры часто используются разные выражения [2, 7, 15].
Рис. 6. Детали трубогибочного оборудования [6].
| Глоссарий | |
|---|---|
| Мяч | Деталь манделевой сборки, которая предотвращает сплющивание дуги изгиба по внешнему радиусу после того, как труба прошла через точку изгиба. |
| Гибочная матрица | Формовочный инструмент, используемый для выполнения изгиба определенного радиуса. Плашка для гибки обычно состоит из двух отдельных частей, называемых вставкой и радиусом изгиба. Иногда ее также называют формой изгиба или радиусным штампом. Основными характеристиками гибочного штампа являются внешний диаметр и радиус изгиба трубы, которую нужно изгибать. |
| Радиус изгиба | Радиус дуги изгиба. Это общий термин, который не определяет точно радиус, поэтому он может означать внутренний радиус, радиус центральной линии или любую другую произвольную контрольную точку.Предпочтительной опорной точкой является радиус центральной линии для круглых труб и внутренний радиус для квадратных и прямоугольных труб. |
| Спецификация изгиба | Основные элементы станка, материал и изгиб, определяющие применение изгиба трубы: форма, внешние размеры, толщина стенки и материал трубы, радиус и степень изгиба. Другие элементы также могут иметь значение, например, большой сварной шов или очень короткая касательная между изгибами. В большинстве случаев необходимо указать три основных параметра: внешний диаметр трубы (OD), толщину стенки (WT) и радиус средней линии (ClR). |
| Зажимная матрица | Зажимная матрица работает вместе с гибочной матрицей, обеспечивая прижим трубы к гибочной матрице. Есть две взаимосвязанные характеристики, которые имеют первостепенное значение для зажимной матрицы: длина и текстура полости. Чем короче зажим, тем более шероховатой должна быть поверхность полости для сохранения прочности захвата трубки. Зубцы, накатка и пропитка карбидом придают шероховатость поверхности полости, улучшая таким образом захват зажимной матрицы. |
| Радиус осевой линии (CLR) | Параметр, заданный для дуги изгиба трубы.Геометрически это продолжение вертикальной средней линии трубы в дугу. |
| Степень изгиба | Степень изгиба = ClR / OD, а также глубина изгиба. |
| Расстояние между изгибами (DBB) | DBB обычно обозначает расстояние между изгибами. Это прямой участок трубы от касательной к касательной. Другое выражение для расстояния между изгибами — «длина», «подача» или «положение». |
| Простой (или электронный) | Термин в изгибе трубы для ориентации трубы некруглой формы относительно плоскости изгиба.В «простом» изгибе большая ось формы трубы перпендикулярна плоскости изгиба. Иногда это называют изгибом «E-way». |
| Жесткий (или H-образный) | Ориентация трубы некруглой формы относительно плоскости изгиба — при «сложном» изгибе большая ось формы трубы лежит в плоскости изгиба. |
| Внутренний диаметр (ID) | Это зазор трубки. Внешний диаметр трубы в два раза меньше толщины стенки. |
| Внутренний радиус (ISR) | Спецификация дуги изгиба с некруглыми трубками. (Радиус осевой линии, или CLR, используется для указания изгиба круглой трубы.) |
| Оправка | Оправка используется для сохранения круглой формы трубы при гибке. Основными компонентами оправки являются хвостовик и шарики. Шарики оправки необходимы при гибке тонкостенной трубы. Трубки с более толстыми стенками можно сгибать с помощью приспособлений для сжатия (эллиптического типа) или сгибать с помощью оправки-заглушки. |
| Плоскость изгиба (ПОБ) | В приложениях с множественным изгибом труба приобретает ориентацию с точки зрения плоскости изгиба после завершения первого изгиба. Все последующие изгибы должны выполняться относительно этой ориентации. Это означает поворот материала трубки на определенное количество градусов относительно плоскости предыдущего изгиба. Плоскость изгиба часто также называют «скручиванием», «вращением» или «ориентацией». |
| Наружный диаметр (OD) | Наружный диаметр трубы — стандартный способ указать размер трубы или трубы, измеренный на ее внешней поверхности.OD соответствует диаметру отверстия плюс удвоенная толщина стенки трубы. |
| Плашка | Пресс-матрица используется для вдавливания трубы в гибочную матрицу и создания силы реакции для изгибающего момента. Пресс-матрица будет перемещаться вместе с трубкой по мере ее формирования. |
| Шов | Соединение по оси трубы, в котором две кромки исходного свернутого материала свариваются вместе для создания трубы. Обычно шов вызывает беспокойство при изгибе трубы только в том случае, если на нем имеется сварной валик, который сильно выступает во внутренний диаметр трубы и задевает оправку. |
| Пружина | Реакция гнутой трубы на снятие напряжения после процесса гибки. Ключевыми аспектами упругого возврата являются жесткость материала, степень изгиба и коэффициент стенки. |
| Грязесъемник (или башмак) | Грязесъемник используется, когда одна только оправка не предотвращает образование складок при изгибе трубы. Матрица стеклоочистителя «вытирает» складки с трубки. Он устанавливается сразу за гибочной матрицей. |
11 Соответствующие стандарты
| Стандартный | Название |
|---|---|
| EN 10216-5: 2004 | Трубы стальные бесшовные для работы под давлением. Технические условия поставки. Часть 5. Трубы из нержавеющей стали. |
| EN 10217-7: 2005 | Трубы стальные сварные для работы под давлением — Технические условия поставки — Часть 7: Трубы из нержавеющей стали |
| EN 10220: 2002 | Трубы стальные бесшовные и сварные — размеры и масса на единицу длины |
| EN 10312: 2002 | Сварные трубы из нержавеющей стали для транспортировки жидкостей на водной основе, включая воду для потребления человеком. Технические условия поставки |
| EN ISO 1127: 1996 | Трубы из нержавеющей стали — Размеры, допуски и условные массы на единицу длины (ISO 1127: 1992) |
| ISO 2037: 1992 | Трубы из нержавеющей стали для пищевой промышленности |
| ISO 7598: 1988 | Трубки из нержавеющей стали, подходящие для привинчивания в соответствии с ISO 7-1 |
| ISO 1127: 1992 | Трубы из нержавеющей стали — размеры, допуски и условные массы на единицу длины |
| ISO 9329-4: 1997 | Трубы стальные бесшовные для работы под давлением. Технические условия поставки. Часть 4. Аустенитные нержавеющие стали. |
| ISO 9330-6: 1997 | Сварные стальные трубы, работающие под давлением. Технические условия поставки. Часть 6. Прямошовные трубы из аустенитной нержавеющей стали. |
12 Ссылки
[1] http: // www.jorgensonrolling.com/pipebending.html
[2] http://www.hinesbending.com/BASICTUBEBENDINGGUIDE.pdf
[3] Vaughan, M., Leonard, E.-E., Tube International, Nov. 1995, http://www.summo.com/tube.pdf
[4] http://www.woolfaircraft.com/prebent.html
[5] Полые профили из нержавеющей стали, Finish Constructional Steelwork Association, Finish Constructional Steelwork Association, 2008
[6] Основы гибки на оправке, http://www.hornmachinetools.com/pdf/tube-bending-guide.pdf
[7] http://www.summo.com/tube.pdf
[8] ASM Speciality Handbook, Stainless Steel, JR Davis, 1994, p.258
[9] Chandler, H ., Металлургия неметаллургов, ASM International, 1998
[10] http://www.toolingu.com/definition-650200-77305-yield-strength.html
[11] Справочник по ASM, Vol. .14B, Металлообработка: формирование листов
[12] Swagelok, Руководство по ручному трубогибу, http://www.swagelok.com/downloads/webcatalogs/en/ms-13-43.pdf
[13] Смит, Б., Кинг, М., Изгиб квадратной и прямоугольной трубы — современная наука или древнее искусство ?, http://www.bii1.com/library/TPJSquare.pdf
[14] ASM Справочник, т. 14, Формовка и ковка, стр. 1457-1477
[15] Миллер Г., Обоснование, выбор и реализация метода гибки труб, http://www.vtech-1.com/articles/primer.pdf
Гибка труб из нержавеющей стали — Detroit Tube Products
На протяжении многих лет процесс гибки труб из нержавеющей стали претерпевал изменения, поскольку менялись технологии.Но все основные элементы остаются прежними: это металлический сплав трубы, станок, инструменты и смазка. Процесс гибки начинается с знания материала, который вы используете, например, нержавеющей стали. Кроме того, перед гибкой вы должны знать некоторые переменные, такие как внешний диаметр, радиус центральной линии и толщину стенки.
Параметры изгиба труб
Помимо толщины стенки и других переменных, указанных ранее, есть и другие факторы, которые также могут иметь значение.Такие переменные, как радиус изгиба по средней линии и удлинение трубы. Угол загиба тоже нужен. При гибке труб из нержавеющей стали сварным швом размер и качество имеют значение для правильной гибки. Неправильная сварка может привести к проблемам при изгибе трубы. Люди думают, что можно согнуть оправку на 180 градусов («U-образное сгибание», а затем разрезать его на сегменты, скрутить их и сделать из него другую форму. Вы действительно не можете, потому что это не идеально * круглый при нормальном изгибе трубы, даже с оправкой.
Процессы гибки нержавеющей стали
Есть общие типы процессов гибки. К этим типам относятся гибка под давлением, гибка с плунжером, гибка с помощью валков и гибка с вращающейся волной. Гибка с помощью плунжера — это более традиционный тип гибки, который используется в автомобильных магазинах и по сей день. В нем используется гидроцилиндр, который прижимает трубу из нержавеющей стали к роликам. Процедура гибки в рулонах обычно используется для гибки строительного типа. В этом методе используются три валка и, как правило, для больших кусков.
Гибка сжатием или «гибка с раздавливанием» использует ролик с неподвижной гибочной головкой. Ролик прижимает трубу к матрице. Гибка с вращающейся вытяжкой обычно является одним из наиболее распространенных типов. Кроме того, обычно это самый точный изгиб из всех методов. Пресс-матрица удерживает прямую часть, а прижимная матрица вращает ее вокруг круглой гибочной матрицы. Метод ротационной вытяжки обычно используется для бытовых или коммерческих товаров.