Как сварить алюминий алюминиевым электродом
Практически каждый сварщик. независимо от своего опыта, когда-нибудь сталкивался со свариванием алюминия. Для этого используются специальные электроды, которые имеют в своей основе алюминиевый стержень. У многих людей возникают трудности с тем, что им сложно правильно производить сваривание алюминия.
Для того, чтобы у Вас не возникало никаких трудностей, лучше всего использовать электроды Unitor ALUMIN-351N, которые предназначены специально для сварки алюминия. С его помощью можно сваривать алюминиевые листы, трубы, крышки, поршни и многое другое.
Главное условие сваривания алюминиевых изделий этими электродами является толщина металла не менее 2 миллиметров. Если Вы собираетесь производить сваривание алюминия толщиной более 3 миллиметров, то Вам нужно обязательно сделать V-образную канавку под углом 60 градусов. В этом случае воздушный зазор должен быть не менее 1 и не более 3 миллиметров. Если Вы свариваете детали малой толщины с деталями большей толщины, то закрепите подобающим образом тонкий металл. Все канавки, которые Вы заранее уже приготовили. Вам нужно тщательно очистить от разного рода загрязнений.
Если Вы свариваете детали малой толщины с деталями большей толщины, то закрепите подобающим образом тонкий металл. Все канавки, которые Вы заранее уже приготовили. Вам нужно тщательно очистить от разного рода загрязнений.
При сваривании алюминиевого изделия используйте постоянный ток положительной полярности. Если же Вы собираетесь производить сваривание литых или крупных деталей, то обязательно разогрейте их до температуры около 300 градусов. Непосредственно в самом процессе сваривания, электрод должен находиться под небольшим углом наклона или вертикально. Конец электрода должен перемещаться по направлению сварочного шва.
Самым предпочтительным положением сваривания электродами Unitor ALUMIN-351N является нижнее положение. Сварочная дуга должна быть короткой, а сварка как можно быстрее. Когда Вы оборвали сварочную дугу, то очистите поверхность металла от шлаковой корки и продолжайте сваривание. Следующий валик сварки должен перекрывать предыдущий примерно на 1 сантиметр. Завершающий шов должен быть зачищен и промыт водой. Алюминиевые электроды Unitor ALUMIN-351N нужно хранить в сухом помещении, потому что они сильно легко поглощают влагу.
Завершающий шов должен быть зачищен и промыт водой. Алюминиевые электроды Unitor ALUMIN-351N нужно хранить в сухом помещении, потому что они сильно легко поглощают влагу.
Как видите, производить сваривание алюминия не очень сложно. В отличие от свари чугуна, алюминий — это мягкий металл, который не лопается при резком понижении температуры, но в то же время и очень легок как в работе, так в своем весу. Простота сваривания алюминия показывает, что для того, что бы правильно ее производить, Вам нужно использовать только электроды Unitor ALUMIN-351N, которые позволяют сварить нужное Вам изделие не только быстро, но и качественно.
Также для сваривания алюминия не требуется каких-то особенных навыков сваривания, потому что по сравнению со свариванием чугуна — алюминий сварить очень просто. Главное — это следовать рекомендациям профессиональных сварщиков. Помимо рекомендаций, которые Вам нужно применять, будьте аккуратны в обращении с металлом.
К примеру, алюминий можно быстро расплавить и испортить материал, а, например чугун, можно перегреть или слишком быстро остудить. Как в первом, так и во втором случае Вы можете испортить свое изделие. Итак, чтобы сварочный процесс происходил быстро, а главное качественно — будьте внимательными и слушайте советы профессионалов.
Как в первом, так и во втором случае Вы можете испортить свое изделие. Итак, чтобы сварочный процесс происходил быстро, а главное качественно — будьте внимательными и слушайте советы профессионалов.
| Ток, А |
 Марганец увеличивает окислительную способность, магний улучшает свариваемость, кремний снижает температуру плавления.
Марганец увеличивает окислительную способность, магний улучшает свариваемость, кремний снижает температуру плавления. Они поддерживают необходимую температуру. Легкий металл в домашних условиях варят на высоких токах. Электроды выбирают специальные, предназначенные для сварки.
Они поддерживают необходимую температуру. Легкий металл в домашних условиях варят на высоких токах. Электроды выбирают специальные, предназначенные для сварки.


 Фото
Фото

|
|
 Для начала подберите специальные электроды, которые будут прекрасно подходить для сваривания Вашего изделия в соответствии с толщиной металла. Для сваривания можете выбрать одни из таких электродов, как ОЗАНА, ОЗАНА-1, ОЗР, ОЗР-2, ОЗА и ОЗА-1. После правильного подбора электродов, Вы закладываете успешное основание для качественного сваривания.
Для начала подберите специальные электроды, которые будут прекрасно подходить для сваривания Вашего изделия в соответствии с толщиной металла. Для сваривания можете выбрать одни из таких электродов, как ОЗАНА, ОЗАНА-1, ОЗР, ОЗР-2, ОЗА и ОЗА-1. После правильного подбора электродов, Вы закладываете успешное основание для качественного сваривания.
 Стоит отметить, что для сваривания подходит практически любой инвертор, потому что главным является приобретение качественных и недорогих сварочных электродов, а также приобретение начальных навыков сваривания. Правильно подобрать электроды, сварочный ток и обрести некоторые умения – это все, что требуется для работы с алюминием и его сплавами.
Стоит отметить, что для сваривания подходит практически любой инвертор, потому что главным является приобретение качественных и недорогих сварочных электродов, а также приобретение начальных навыков сваривания. Правильно подобрать электроды, сварочный ток и обрести некоторые умения – это все, что требуется для работы с алюминием и его сплавами.
 У официального дилера Вы можете приобрести желаемое значительно дешевле и более высокого качества, чем у продавцов на рынке или у других людей, желающих заработать на тех, кто, желая сэкономить, бросаются на самый дешевый товар.
У официального дилера Вы можете приобрести желаемое значительно дешевле и более высокого качества, чем у продавцов на рынке или у других людей, желающих заработать на тех, кто, желая сэкономить, бросаются на самый дешевый товар.
Сварка алюминия электродом в домашних условиях
Как осуществляется сварка алюминия электродом, что нужно знать о технологии, материалах и способах такого вида работ. Об этом далее в нашей статье.
Многие бытовые вещи сегодня изготавливаются из алюминия или его сплавов. Такие изделия легкие, прочные и относительно дешевые, но часто приходиться их ремонтировать. А качественное восстановление возможно только с применением сварки.
Как осуществляется сварка алюминия электродом, что нужно знать о технологии, материалах и способах такого вида работ. Об этом далее в нашей статье.
Особенности сварки электродами
Алюминий — очень непростой металл для сваривания. Неправильный подход к технологии приведет к некачественному сварному шву и изделие будет испорчено.
Неправильный подход к технологии приведет к некачественному сварному шву и изделие будет испорчено.
Сварка алюминия в домашних условиях инвертором требует соблюдения двух основных правил.
- Варить «крылатый» металл нужно только с использованием специальных расходников.
- Аппарат настраивают на постоянный ток с обратной полярностью.
Приемы сварки, использование присадок и подготовка материалов также важны. Но нарушение этих двух главных правил приведет к браку.
Электроды для алюминия существуют различных марок, их подбирают в зависимости от того, какие детали будут свариваться.
- ESAB с маркировкой «ОК» 96.20, 96.10 или же 96.50. подходят для сваривания изделий из алюминия, а так же его сплавов с магнием или марганцем.
- Расходники марки «ОЗАНА» — применяют для сварки по алюминию марок А0 (металл с небольшими добавлениями титана, меди, цинка и прочих). «ОЗАНА 2» позволяют сваривать детали и в вертикальном положении.
- «УАНА» также используют для алюминиевого сплава и литья.


Можно поискать электроды и других производителей.
Ранее при недоступности специальных расходников для сварки цветных металлов использовали самодельные виды.
Для этого брали алюминиевую проволоку, которую нарезали по длине электрода (250-300 миллиметров). Со стальных расходников соскребали обмазку, ее измельчали и перемешивали с мелом.
Затем такую консистенцию смешивали с силикатным клеем и наносили на алюминиевые стержни из проволоки. Просушив их, использовали для сварочных работ.
Кроме специальных электродов нужен сварочный аппарат, который обеспечит нужный ток и его мощность.
Современные ММА инверторы обладают нужными качествами для проведения сварочных работ по алюминию. Максимальная мощность должна составлять 250-300 Ампер.
Главное требование в том, что такое оборудование должно перенастраиваться на постоянный ток.
Итак, как варить алюминий электродом и что нужно знать?
Подготовительные работы
Сварка алюминия электродом более требовательна к подготовке. Перед работами нужно тщательно подготовить детали и расходники.
Электроды перед использованием должны быть хорошо просушены. Чаще всего используется прожарка в печи. Это делается для получения качественного сварного соединения.
Поверхности свариваемых деталей нужно тщательно очистить от загрязнения и, главное, от оксидов, которые в любом случае образуются на металле от контакта с атмосферным кислородом. Также алюминий нужно обезжирить, используя для этого ацетон.
Заготовки или изделие нужно перед сваркой прогреть до соответствующих температур. Для средних по толщине заготовок показатель нагрева составляет 250-300 градусов. Более массивные изделия нагревают до температуры в 400°.
Более массивные изделия нагревают до температуры в 400°.
Для сварки алюминия нужно подготовить и место. Металл при варке очень текучий, и, чтобы избежать его протекания, нужно сделать подставку из тугоплавкого материала.
Проведя все подготовительные мероприятия, приступают к непосредственной сварке.
Технология сварки
Стоит помнить, что покрытыми электродами варят алюминиевые изделия толщиной не менее 4 миллиметров. При этом такие конструкции и детали не должны нести ответственных нагрузок.
Как не старайся, но технология сварки электродами не дает отличного качества соединения. Внутри шва все равно образуются поры, которые снизят прочность сварного шва. А после окончания процесса не получиться полностью удалить шлак, он в дальнейшем способствует образованию коррозии.
- Изначально нужно перенастроить инвертор на постоянный ток (AC) и сменить полярность. Для этого кабель держателя подключают на плюс, а массу — на минус.
- Регулируют и силу тока. При сварке алюминия его устанавливают исходя из расчета — 25-30 ампер на каждый миллиметр диаметра электрода.
- После поджигания дуги нужно установить положение электрода в пределах 60-80 градусов к поверхности (лучше всего 90, но тогда будет перекрыт обзор).
- Скорость ведения шва нужно соблюдать соответственно скорости плавления расходника (она выше, чем у обычных стальных электродов).
- Расстояние кончика электрода от поверхности выдерживают в 1,5-2 миллиметра. Если слишком глубоко утопить его, то шов будет всплывать и расплескиваться по металлу. При большом расстоянии металл попросту не провариться должным образом.
- Длину соединения нужно определить на один электрод. При этом не нужно делать поперечных движений, как при сварке стали.
 При сварке алюминия его устанавливают исходя из расчета — 25-30 ампер на каждый миллиметр диаметра электрода.
При сварке алюминия его устанавливают исходя из расчета — 25-30 ампер на каждый миллиметр диаметра электрода.Зачем соблюдать длину шва только на один электрод? Все дело в свойстве алюминия, по окончанию сварки в конце образуется накопление шлака. Зажечь дугу в этом месте будет невозможно, придется сделать отступление, а это не укрепит сваренный металл. Такое же образование будет и на кончике самого электрода.
Такое же образование будет и на кончике самого электрода.
- Расплавленный алюминий — очень текучий материал. Для того, чтоб он не вытекал из сквозных соединений, шов ведут в один слой, при этом также заготовки располагают на подставках из тугоплавкого металла.
- Когда шов пройден, нужно сразу же удалить шлак, используя для этого жесткую щетку по металлу. Изделие также потребуется промыть в горячей воде.
- Чтобы свариваемый алюминий не треснул, нужно обеспечить постепенное остывание. Для этого детали можно поместить в печь, где они нагревались, и оставить до полного охлаждения.
- Также, во избежание деформаций металла, не стоит располагать слишком близко друг к другу сварные соединения.
Ни в коем случае нельзя охлаждать сварные швы алюминия в холодной воде. Это гарантированно поспособствует растрескиванию!
Если Вы не имеете достаточно опыта в сварке, то желательно изначально просто потренироваться на какой-нибудь ненужной детали. В целом сами приемы сварки такие же, как и при работе со сталью, и при наличии опыта не составит труда положить шов по алюминию.
Другие способы сварки
Более качественно можно сделать сварку алюминия в домашних условиях инвертором с функцией тиг.
Функция TIG предусматривает дополнительное использование аргона, как защиты от кислорода. Вследствие этого не образуется оксид алюминия.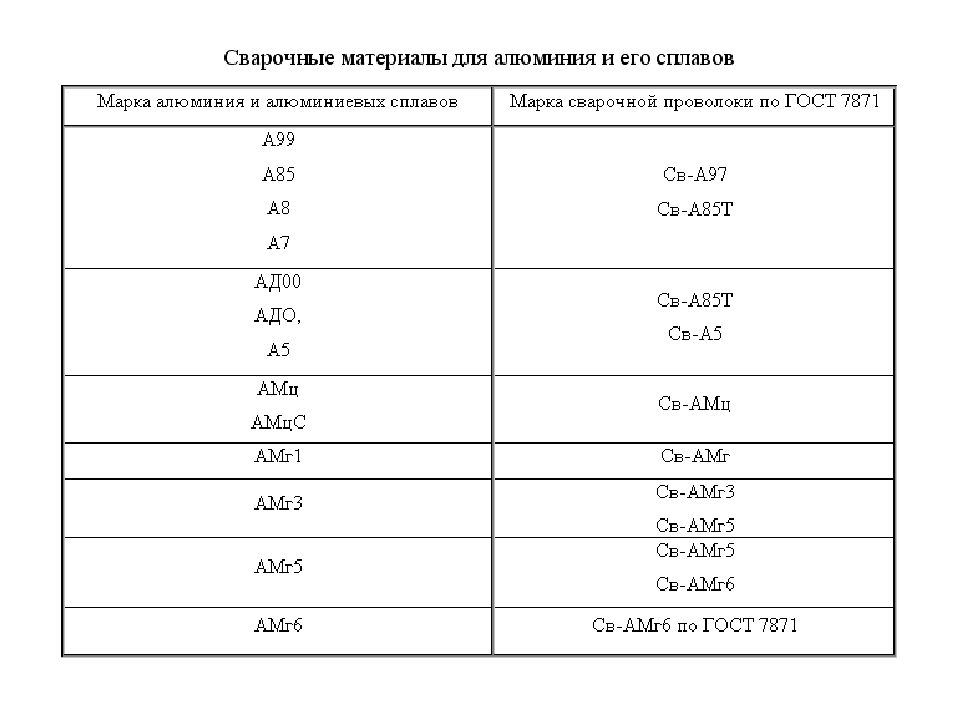 И шов получается намного прочнее.
И шов получается намного прочнее.
При этом используют вольфрамовый стержень в качестве электрода.
Сваривание в аргоновой атмосфере проводят на переменном токе. Преимущество этой технологии во-первых, в качественном шве, а во-вторых, можно варить тонкостенные (тоньше 4-х миллиметров) конструкции.
Нужная прочность при аргоновом способе достигается и за счет использования специальных присадок. Их приобретают дополнительно в виде проволоки.
Присадка подается в зону сварки во время сварочного процесса.
Также, благодаря распространению относительно недорогих аппаратов, стала доступна сварка алюминия в домашних условиях и полуавтоматом.
Полуавтомат сваривает детали за счет расплавления специальной проволоки (в данном случае — алюминиевой) в аргоновой среде.
Проволока уже имеет в своем составе необходимые присадочные элементы, а аргон не допускает попадание кислорода в сварочную ванну.
С помощью такой технологии в домашней мастерской можно соединять очень тонкие детали. Причем качество такого соединения очень высоко.
Причем качество такого соединения очень высоко.
Единственный недостаток использования таких аппаратов на бытовом уровне — это их довольно высокая цена. Обычный ММА (ручная электродуговая сварка) прибор обойдется в два раза дешевле. К тому же дополнительно придется приобретать и газ (аргон или гелий), присадки, вольфрам.
Несмотря на недостаточное совершенство сварки алюминия электродами, это самый доступный способ быстро соединить или починить изделия из этого металла. К тому же инверторы ММА чаще всего используют для сварки стали, которые и придется варить в большинстве случаев.
Использование аппаратов аргонодуговой сварки в домашнем хозяйстве более целесообразно, если Вам приходится часто работать с цветными металлами. Для сварки алюминия в единичных случаях лучше использовать способ варки электродами, а если соединение нужно качественное, то лучше обратиться к профессионалу.
А что Вы сможете добавить к материалу этой статьи? Имеете ли Вы опыт сварки алюминия электродами, насколько важно соблюдение всех перечисленных технологий? Если Вы можете что-то добавить — оставьте свои комментарии к этой статье.
Сварка алюминия и его сплавов
ВОПРОС №1
Имею большой опыт сварки. В своем гараже много варю черную и легированную сталь ручной дуговой штучным электродом.
Но вот, столкнулся с проблемой алюминия.
В связи с этим вопросы:
- Возможно ли варить штучным электродом алюминий?
- Каковы особенности сварки алюминия и стали?
- Какой сварочник более всего подойдет для обоих металлов?
- По какому принципу выбирается присадочный материал?
- Какая подготовка должна предшествовать сварке?
- Как подобрать сварочные режимы и какова технология сварки?
Извините за такое количество вопросов, в теме пока что вообще не разбираюсь.
Разница между сваркой стали и Аl
Алюминий — сложный материал. Но это при условии отсутствия опыта, как только набьете руку, и появятся представления о том, с чем же все-таки приходится иметь дело, вопрос сложности отпадет сам собой, останется только определенная специфика, о которой расскажем чуть позже.
Штучным электродом алюминий не варится. Существуют электроды для ручной сварки алюминия ММА, они пригодны для выполнения разовых работ, что-то сварить в быту. Например, электроды марки UNITOR ALUMIN-351N, к ним прилагается флюсовая присадка, которая заменяет аргон.
Для эффективной работы вам понадобится аппарат аргоно-дуговой. Его еще называют инвертором ТIG. Сварочный аппарат должен уметь работать в режиме АС/DC. То есть обязательно наличие переключаемых режимов переменного/постоянного тока.
Постоянным ведут сварку стали, переменным – алюминия.
Переменный ток разрушает стойкую оксидную пленку Al2O3, удаление которой является главным условием успешной сварки алюминия; он действует на поверхность «блестящего металла» подобно наждаку. Под действием этого «наждака» пленка, защищающая сплав от коррозии, разрушается и доступным становится «чистый» металл, который хорошо плавится и формируется.
Температура плавления оксида Al2O3 около 2700 градусов Цельсия, тогда как температура плавления большинства алюминиевых сплавов ограничивается 600-700 градусами. Вот почему сложно работать с этим металлом, особенно если он тонкостенный.
В качестве подготовки алюминия рекомендуется предварительная механическая зачистка до металлического блеска, либо химическое травление. Хотя с наличием хорошего инвертора такая процедура хоть и не будет лишней, но и не будет строго необходимой, в противовес пайке – для пайки такая подготовительная процедура обязательна (читайте здесь)
Со сталью, как вы понимаете, дела обстоят гораздо проще. Окислы на ее поверхности не защищают ее от коррозии, если конечно сталь не легирована хромом и никелем, и не отличаются тугоплавкостью, потому и легко варятся простым постоянным током без особых условий.
Критерии выбора аппарата для сварки алюминия
Al обладает высокой теплопроводностью и электропроводностью, потому для листов толщиной 4 мм необходим сварочный ток более 200А.
Для полноценной работы понадобится инвертор, который работает если не на высоких, то хотя бы на средних токах. Оборудование с максимальным током 250 А на выходе подойдет для этих целей. Лучше, конечно, 300А.
Оборудование для сварки алюминия
Но даже если у вас маломощный «агрегат», а вам приходится заниматься наплавкой, крупногабаритных деталей, можно компенсировать недостаток мощности предварительным подогревом. Приобретите электропечь для прогрева деталей до температуры 300-350 градусов.
Если все еще сомневаетесь, какой аппарат выбрать великолепный вариант — TELWIN SUPERIOR TIG 242 AC/DC -HF/LIFT , либо AuroraPRO INTER TIG 200 AC/DC PULSE, оба прекрасно подойдут для Al, так же, для стали, нержавеющей стали, титана, меди, никеля, магния.
Газ
Алюминий на воздухе не варят.
Сварочная ванна должна быть защищена инертным газом. Для «черной» стали это необязательно, достаточно флюса, которым покрыт плавящийся электрод, но для алюминия это обстоятельство играет важную роль.
Обычно применяют аргон, реже гелий, который великолепно действует на весь процесс, особенности плавления, но и стоит гораздо дороже. Аргон применяют чаще, но, обратите внимание, что он должен быть технически чистым, содержание сторонних примесей минимальное. Плохой аргон даст грязный шов с включениями.
Проволока для сварки алюминия
Получить гарантированный провар на требуемую глубину можно, если сделать разделку шва или может понадобиться усилить шов стыкового соединения. В обоих случаях понадобится сварочная проволока.
Для алюминия и его сплавов используйте присадку идентичную или близкую по химическому составу к основному металлу. То же относится и к электродной проволоке для полуавтомата.
- Для литейных сплавов, таких, например, как АЛ5 или АЛ9 (АК7ч) рекомендуется применять присадочную проволоку АК5 ГОСТ7871-75 (ER4043 AlSi5)
- Для деформируемых сплавов на основе магния и марганца (АМг, АМц) — АМг6 ГОСТ7871-75.
А теперь перейдем к конкретике…
Пошаговая инструкция по сварке алюминия для новичков
на примере сварочного инвертора Aurora PRO INTER TIG 200 AC/DC PULSE
• Чтобы качественно сварить алюминий поверхность металла нужно зачистить. Некоторые люди этого не знают и даже от краски не очищают. А алюминий имеет оксидную пленку, которая тяжело разрушается. Можно это делать металлической щеткой, но если есть болгарка, лучше ей. На болгарку ставим щетку, либо лепестковый диск, либо, на худой конец, зачистной и зачищаем поверхность до чистого металла, металлического блеска.
Некоторые люди этого не знают и даже от краски не очищают. А алюминий имеет оксидную пленку, которая тяжело разрушается. Можно это делать металлической щеткой, но если есть болгарка, лучше ей. На болгарку ставим щетку, либо лепестковый диск, либо, на худой конец, зачистной и зачищаем поверхность до чистого металла, металлического блеска.
• Еще один важный момент – это заточка электрода и длина его выхода из сопла горелки. Затачивают так, чтобы он был как иголка, острый и перед сваркой зажигают на любой металлической пластине (назовем ее настроечной), которая завалялась в хозяйстве. После такого поджига кончик электрода из игольчатой, должен приобрести сферическую форму. Лучше всего, если он будет блестящим – это значит, что с ним все хорошо. Если он матовый и имеет неправильную геометрию, значит что-то пошло не так:
- Либо ток большой,
- либо газовая защита недостаточная,
- окончательная продувка газом неправильно выставлена.
Выход электрода определяется в зависимости от положения горелки, конфигурации детали и вида соединения: если угловое, нужно чтобы он выходил побольше, если сварка встык – миллиметра два. Если сварщик пользуется линзой, электрод можно вывести и на 5 мм. Линза помогает забраться в труднодоступные места и проводить боле качественную сварку.
Если сварщик пользуется линзой, электрод можно вывести и на 5 мм. Линза помогает забраться в труднодоступные места и проводить боле качественную сварку.
• Затем с помощью главной панели аппарата переводим его в режим АС-переменный ток (клавиша АС/DC на картинке №13). Выставляем силу тока интуитивно. Чтобы подобрать правильный параметр надо несколько раз попробовать, либо заранее знать, какую назначить силу тока для определенной толщины металла.
• Настройка двухтактного или четырехтактного режима. Эту настройку обычно выбирают исходя из личных предпочтений. Кому-то удобен первый, кому-то второй.
В двухтактном мы нажимаем кнопку горелки, у нас срабатывает поджиг и сварщик работает все-время, держа эту кнопку «пуска». В конце сварщик убирает палец с кнопки – сварочный процесс закончился.
В четырехтактном режиме циклограмма следующая. Мы нажимаем кнопку: пока держим ее – срабатывает стартовый ток, это регулировка на аппарате под обозначением «старт А» (на картинке №1), затем отпускаем кнопку – у нас основной ток, который мы выставили с помощью ручки свободной регулировки «Welding A» (см. под №2). Ориентировочно, для электрода 1,6 ставьте 120А, если ток больше, понадобится электрод диаметром 2,4 – выдерживает уже до 200 -210А, если еще больше – берите диаметр 3,2.
под №2). Ориентировочно, для электрода 1,6 ставьте 120А, если ток больше, понадобится электрод диаметром 2,4 – выдерживает уже до 200 -210А, если еще больше – берите диаметр 3,2.
• По окончанию сварки включается функция заварки кратера, регулируется с помощью ручки Down Slope (№4) и работает только в четырехтактном режиме. Фактически это регулировка времени – сколько будет секунд происходить заварка кратера.
• Одна из важнейших настроек -это AC Balance (№8), так называемая зачистка. Если мы переводим ручку в плюс – очистка алюминия происходит лучше. Если вы варите грязный алюминий, эту настройку можно изменять в зависимости от полученных результатов. Обычно ручку Баланса ставят 50/50 на середине.
Все эти настройки важны для работы в обычном режиме без использования специальных навыков.
- Сам процесс сварщик ведет визуально его контролируя: горелка в правой руке, пруток в левой. Для начало нужно выполнить самый простой шов – прямолинейный. Горелка движется справа –налево, вы поджигаете дугу и видите как плавится основной материал, как только образовался жидкое пятнышко металла, добавляете немного металла с прутка и двигаетесь дальше. Процедура повторяется снова и снова пока вы не закончите шов.
 Процедура повторяется снова и снова пока вы не закончите шов.
Процедура повторяется снова и снова пока вы не закончите шов.
ВОПРОС №2
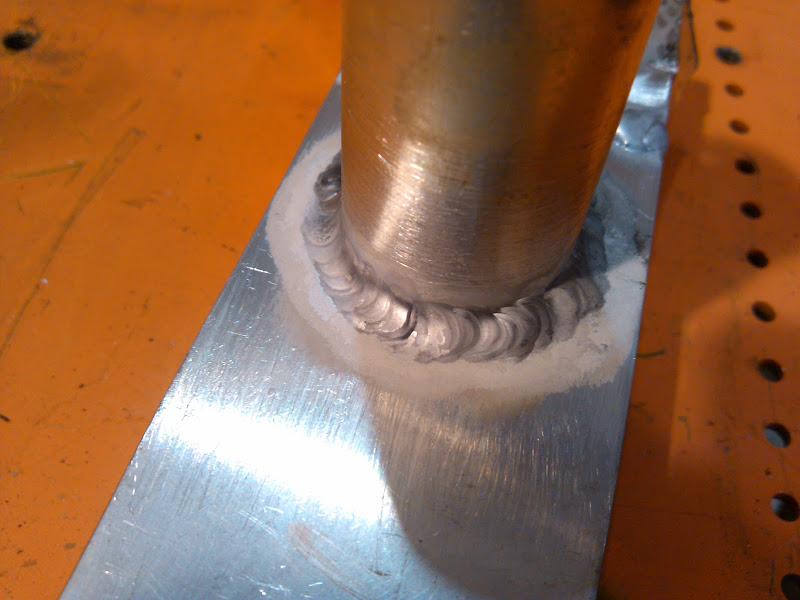
Здравствуйте! Нужно сварить трубку штатива. Все бы ничего, но есть одна сложность. Деталь ø29 (скорее всего из АМг) нужно приварить к винту с резьбой ¼ дюйма (сделана из Д16). Материалы-то разные, сварятся ли? Может не мучиться и пойти другим путем? Приварить к дет. ø29 шайбу из АМг, а потом винт посадить на эпоксидную смолу?
Вариант с эпоксидным клеем имеет право на существование. Двухкомпонентные составы на основе эпоксидных смол применяются даже в авиации: шпильки устанавливаются в алюминиевые корпуса агрегатов на клей типа ВК-31 и выдерживают высокие вибрационные нагрузки, температурные воздействия и т.д. В домашних условиях можно подобрать менее специализированный состав.
Однако давайте попробуем разобраться по поводу сварки предложенных вами алюминиевых сплавов разных марок. Практики сварки именно этих двух материалов мы, к сожалению, не имеем. Тем не менее, опыт работы с алюминием и теоретические знания позволяют нам сформулировать ответ следующим образом: по справочным данным Д16 не применяется для сварных конструкций; АМг сваривается без ограничений (первый сплав упрочняется термически до твердости свыше 105НВ, второй – термически не упрочняемый, хотя это и не играет большой роли в данном конкретном случае). Несмотря на данные справочника де-факто Д16 варится (вы получите сварной шов на этом материале), другое дело, что подобные соединения нельзя применять в конструкциях, которые несут какую-либо силовую нагрузку — проявится терщина, лопнет шов и т.д. В декоративных же целях (откололся кусочек от детали) сварка вполне допустима.
Если ваш штатив не будет испытывать каких-либо существенных нагрузок, его можно сварить, ведь у АМг и Д16 одна основа: приблизительно 93-96% алюминия. Варить можно с присадкой АМг (если есть вопросы по выбору присадки, читайте статьи «Выбор присадочного прутка» и «Выбор электродной проволоки для полуавтомата»
После сварки обязательно нужно провести отжиг для снятия сварочных напряжений в электропечи типа СНОЛ. Согласно ПИ1.2.255-83 полный отжиг для АМГ1 производится по режиму: Т= 300-400 оС t=2-10 мин. при толщине менее 6мм и t=10-30 мин при толщине более 6 мм. Для Д16 полный отжиг заключается в нагреве до 380-420 оС , время выдержки t=10-60 мин. для всех толщин.
Вывод: для вашего узла, сваренного из материалов разной марки, нужно провести полный отжиг около 350 оС в течение приблизительно 30 мин или неполный отжиг 250 оС в течение 1-3 часа (второй режим более «щадящий»)
Решение, какой вариант выбрать, с клеем или сваркой, вам нужно будет принять самостоятельно.
Р.S. Перед сваркой детали (если будете варить аргоном) нужно зачистить механически, но, если есть такая возможность, лучше произвести химическое травление (в том числе присадочного материала) в следующем порядке:
— обезжирить в 4-5%-ном водном растворе едкого натра NaOH (40-50г на 1л воды) при Т=40…60 оС в течение 2 …3 мин;
— промыть в воде при температуре Тводы=30-50 оС в течение 2 мин;
— осветлить 20-25%-ым раствором азотной кислоты (200-250г на 1л воды) при Т=15-20 оС в течение 2-3 мин;
— осуществить промывку в холодной воде при Тводы=5-15 оС 2-3 мин, затем в горячей воде при Тводы=60-80 оС 2-3 мин;
— Сушить в воздушной атмосфере при Т=60-70 оС до полного испарения влаги.
Как приварить алюминий к алюминию
Сваривание алюминия и изделий из его сплавов является достаточно сложным процессом, так как в процессе сваривания поверхность расплавленного алюминия моментально покрывается тугоплавкой пленкой из оксида алюминия, который исключает процесс диффузии отдельных частиц металла.
Температура плавления пленки оксида алюминия составляет 2050°С, а чистого алюминия – 658°С. Поэтому перед тем, как приварить алюминий к алюминию необходимо провести некоторые подготовительные операции.
Условия сварки алюминия
- Первым и очень важным условием является выполнение ряда подготовительных операций перед сваркой.
- Соединяемые изделия необходимо обязательно обезжирить при помощи растворителей (техническим ацетоном, авиационным бензином), при этом удаляется пленка оксида алюминия с поверхности детали методом химического травления или же механической зачисткой.
- Травление и обезжиривание рекомендуется выполнять за 2-4 часа перед сваркой.
- Таким же способом обрабатывается присадочная проволока.
- Стержни электродов перед нанесением покрытия, также очищаются.
- Электроды перед сваркой подлежат просушке при температуре печи 200°С на протяжении двух часов.
- В результате того, что время плавления электрода из алюминия в два-три раза меньше стального, то и скорость сваривания алюминия, соответственно, должна быть выше.
- Сварочный процесс в пределах использования одного электрода следует выполнять непрерывно, так как повторному зажиганию дуги препятствует пленка из шлака на конце электрода и поверхности кратера.
- Значение сварочного тока рекомендуется принимать силой не больше 60А на 1мм диаметра стержня электрода для обеспечения устойчивого сварочного процесса и минимальных потерь металла при разбрызгивании.
- Сваривание алюминия с толщиной до 2-х мм осуществляется без разделки кромок и применения присадок, а алюминиевые листы толще 2-а мм свариваются с предварительной разделкой кромок или с зазором между изделиями равным 0,5—0,7 толщины деталей (листов). Оксидная пленка удаляется при помощи флюса марки АФ-4А.
- Ручная сварка электродами с покрытием применяется в основном для сплавов технического алюминия типа АМг и АМц, а также силумина, который применяется для мало нагружаемых конструкций.
Изделия и конструкции из технически чистого алюминия свариваются ручной дуговой сваркой электродами марки ОЗА-1, а изделия из силуминов свариваются электродами ОЗА-2.
Сегодня в производстве применяются также электроды ОЗАНА, которые существенно превосходят по технологическим характеристикам электроды серии ОЗА. Применение электродов ОЗАНА обеспечивает хорошую формировку шва, мелкокапельный перенос металла и легкую отделимость корки шлака.
Разделы: Сварочные работы — как варить
Метки: выполнение сварочных работ, сварка своими руками, Сварка- основы
Свариваем алюминий без аргона своими руками
Привет друзья! Я покажу как сварить алюминий без аргона, обычным инвертором. Весь процесс будет полностью идентичен как при электродуговой сварке стали, за исключением одного небольшого изменения. С помощью этого способа вы сможете без труда производить ремонт алюминиевых деталей или узлов дома, без дорогостоящего оборудования для аргонной сварки.
Понадобится
- Инверт постоянного тока, способный выдать 120 А.
- Специальный электрод для сварки алюминия — http://alii.pub/5nyy46
Со сварочным аппаратом, думаю все понятно, а про электрод нужно пояснить. Оказывается, не так давно, в продаже появились специализированные электроды для сварки алюминия обычной сваркой без аргонной среды.
Марки их могут быть различны, так что спрашивайте в магазинах. В любом случае их без проблем можно приобрести в интернете.
Строение они имеют такое же как электрод для стали: жила, имеющая толстое покрытие. Тут все также, только электрод имеет другую цветовую палитру: жила — блестящая, так как состоит преимущественно из алюминия, покрытие — белое.
Такие электроды предназначены не только для алюминия, а так же для его сплавов: силумин, дюраль. Поэтому без труда можете варить и их.
Что нужно знать, чтобы сделать качественный шов?
Хоть метод почти ничем не отличается от обычной дуговой сварки, нужно учесть следующие:
- Сварочный ток должен быть порядка 70-100 А
- Сварка ведется на короткой дуге.
- Угол электрода при сварке должен быть 90 градусов.
- Электрод сгорает в три раза быстрее, чем при обычной сварке стали.
Варить алюминий гораздо сложнее, поэтому, если вы не разу этого не делали, то советую обязательно потренироваться, что буду делать и я.
Свариваем алюминий обычным инвертором без аргона
Мой первый опыт сварки этого металла в без аргонной среде. Я буду сваривать толстые пластины. Закрепляем детали струбцинами. Минус подключаем к нижней пластине. Плюс к электроду.
Изначально рекомендую установить ток 100 А и попробовать.
Варим все на короткой дуге, так как из-за быстрого плавления электрода ее очень трудно ловить, особенно с непривычки.
Приноровившись уже получается стабильно держать дугу.
Как и после обычной сварки отбиваем окалину молотком.
И зачищаем щеткой.
Не судите строго, для первого тренировочного раза, я считаю, это хороший результат.
Особенно учитывая насколько это трудоемко и непривычно после обычной сварки стали.
Рекомендации для качественной сварки
- Зачистите щеткой по металлу место сварки, чтобы удалить оксид с поверхности.
- Если есть возможность, нагрейте детали газовой горелкой до 150-200 градусов Цельсия, это упростит задачу получения качественного шва.
- В момент сварки ведите электрод быстрее, так как он сгорает быстрее примерно в 3 раза.
Подведение итогов
С помощью данного метода вы сможете:
- — варить листовой алюминий;
- — алюминиевый профиль;
- — ремонтировать катеры двигателей или любые блоки из дюрали или силумина;
- — любые сварочные работы бочек или резервуаров;
- — сваривать токопроводящие шины;
- — и многое другое.
Прочность шва получается ничуть не хуже чем у аргонной сварки.
Конечно, немного трудоемкий процесс, но следует только приноровиться и все пойдет как по маслу. Из недостатков хочется отметить небольшую дороговизну электродов, по сравнению с обычными. Но если с сравнивать с аргонной сваркой, то сантиметр шва получается в разы дешевле, так что способ все равно выигрывает.
Смотрите видео
Обязательно посмотрите видео, где видно насколько это тяжело сделать с первого раз.
Дуговая сварка алюминия: как приклеивать алюминий: Maine Welding Company
Когда a rc сваривает алюминий с использованием процесса дуговой сварки в экранированной среде (SMAW), используется электрод с толстым погружным или экструдированным флюсовым покрытием с обратной полярностью постоянного тока (DCRP). Покрытие электродов аналогично покрытию обычных стальных электродов. Покрытие из флюса обеспечивает газовый экран вокруг дуги и лужи расплавленного алюминия, а также химически объединяет и удаляет оксид алюминия, образуя шлак.При сварке алюминия процесс довольно ограничен из-за разбрызгивания дуги, неустойчивого управления дугой, ограничений на тонкий материал и коррозионного действия флюса, если он не удаляется должным образом.
Алюминиевый лист для дуговой сварки. Из-за сложности управления дугой, стыковые и угловые швы трудно производить на пластинах толщиной менее 1/8 дюйма (3,2 мм). При сварке пластины тяжелее 1/8 дюйма (3,2 мм) соединение, подготовленное со скосом 20 градусов, будет иметь прочность, равную прочности сварного шва, выполненного кислородно-ацетиленовой технологией.Этот сварной шов может быть пористым и непригодным для герметичных соединений с жидкостями или газами. Однако дуговая сварка металла особенно подходит для тяжелых материалов и используется для обработки листов толщиной до 2-1 / 2 дюйма (63,5 мм).
Дуговая сварка алюминия: настройки тока и полярности . Настройки тока и полярности зависят от типа электродов каждого производителя. Используемая полярность должна быть определена путем пробного соединения выполняемых соединений.
Дуговая сварка алюминия: подготовка кромок листов .В целом конструкция сварных швов алюминия вполне соответствует конструкции стальных швов. Однако из-за более высокой текучести алюминия под сварочной дугой следует помнить о некоторых важных общих принципах. При использовании алюминиевого листа меньшей толщины предпочтительнее меньшее расстояние между канавками, когда разбавление сварного шва не имеет значения. Управляющий фактор — совместная подготовка. Специально разработанная V-образная канавка для алюминия показана на A, рис. 7-11. Этот тип соединения отлично подходит там, где сварка может быть выполнена только с одной стороны и где требуется гладкий проникающий валик.Эффективность этой конкретной конструкции зависит от поверхностного натяжения, и ее следует наносить на все материалы толщиной более 1/8 дюйма (3,2 мм). Дно специальной V-образной канавки должно быть достаточно широким, чтобы полностью вместить корневой проход. Это требует добавления относительно большого количества присадочного сплава для заполнения канавки. Обеспечиваются превосходный контроль проплавления и качественные корневые швы. Эта подготовка кромки может использоваться для сварки во всех положениях. Это устраняет трудности, связанные с прожогом или проплавлением в положениях при перегреве и горизонтальной сварке.Он применим ко всем свариваемым основным сплавам и всем присадочным сплавам.
How to Ball Tungsten for Aluminium Welding
Понимание сварки со всеми ее терминологиями и методами — тяжелая работа. Новички часто не могут понять, почему и как все делается. Одна из таких проблем — это шарик из вольфрама. Почему перед сваркой нужно шарить вольфрам? Обычный вольфрам тоже не работает?
Алюминий сложнее сваривать. Сварщикам часто легче работать со сталью или стальными сплавами, потому что алюминий нагревается при более высоких температурах.Для сварки алюминия обычно используется TIG. Иногда сварщик может использовать MIG и для сварки алюминия.
Для сварки вольфрамовым электродом в среде инертного газа (TIG) требуется неплавящийся вольфрамовый электрод. Он использует тепло, выделяемое электрической дугой между вольфрамовым электродом и металлической заготовкой. Для зажигания дуги традиционно использовался заостренный вольфрамовый электрод, но теперь мы знаем, что баллонный вольфрам дает лучшие результаты. Прокатка вольфрама для сварки алюминия требует от сварщика выполнения ряда действий.Хотя шарик из вольфрама — не единственный метод, который гарантирует лучшие результаты сварки, он является одним из основных, наряду со сварочной техникой, защитной проволокой и инертным газом, используемым при сварке алюминия.
В чем заключаются уникальные проблемы сварки алюминия?
Сварщики часто обнаруживают, что сваривать алюминий труднее, чем обычную сталь, и для этого требуются некоторые специальные настройки и приспособления. Так что же делает сварку алюминия такой сложной задачей? Основное различие между алюминием и сталью заключается в теплопроводности и пористости этих двух материалов.
Теплопроводность
Алюминий намного лучше проводит тепло, чем большинство металлов. Хотя это делает алюминий чрезвычайно полезным для других применений, при сварке это огромное неудобство. Более холодные части металла продолжают отводить тепло от сварочной ванны и могут сделать сварной шов более слабым и менее проникающим. Чтобы решить эту проблему, для сварки алюминия требуются значительно более высокие температуры, чем для сварки стали.
Пористость
В жидкой форме алюминий поглощает водород.Но когда он начинает затвердевать, он не может удерживать водород в той же форме. Таким образом, водород приводит к образованию пузырьков в алюминии, что приводит к проблемам с пористостью. Хотя водород не способен вызывать трещины в сварных швах алюминия, происходит горячее растрескивание. Иногда смесь аргона и гелия в качестве защитного газа помогает снизить образование пузырьков водорода и, таким образом, уменьшает пористость.
По этим причинам сварка алюминия требует большей концентрации, большей техники и большего контроля температуры.
Почему при сварке используется вольфрам?
Вольфрам — предпочтительный металл, который используется при сварке, потому что это металл с температурой плавления среди всех чистых металлов. Вольфрам плавится при очень высокой температуре 3422 ° C (6192 ° F). При сварке вольфрам должен быть неплавящимся. Таким образом, вольфрам используется для изготовления электродов, поскольку он выдерживает высокие температуры и не выгорает во время процесса. Ожидается некоторая эрозия, которая называется «выгорание», но, как правило, вольфрам лучше других металлов при сварке алюминия.
Традиционно использовался только чистый вольфрам, но теперь существует множество сплавов вольфрама, одобренных Международной организацией по стандартизации и Американским обществом сварки, которые обладают более высокими качествами, чем обычный вольфрам.
Что такое шарик из вольфрама?
Вольфрамовые шарики просто делают заостренные края вольфрамовых электродов более мягкими и округлыми. При работе с электродами из чистого вольфрама считается необходимым наложение шариков.
Почему вольфрам сжимается?
Утверждается, что вольфрам со связками работает лучше и создает лучшую дугу, чем острые заостренные вольфрамовые электроды.Когда для изготовления электродов использовался только чистый вольфрам, считалось, что для достижения оптимальной производительности необходимо скруглить электроды, но сегодня ответ меняется.
Поскольку на рынок поступает так много различных вольфрамовых сплавов, и все они одобрены Американским сварочным обществом, ответ на вопрос «Требуется ли шарик вольфрама для сварки алюминия?» изменилось. Если вы выберете вольфрамовые сплавы для изготовления электродов, которые вы будете использовать при сварке алюминия, вам совсем не нужно их свертывать.Некоторые из распространенных одобренных сплавов включают:
Сертифицированный вольфрам
Оксид церия (или оксид церия) в качестве легирующего агента улучшает стабильность дуги и имеет дополнительное преимущество в том, что он не радиоактивен!
Вольфрам с лантаном
Сплав оксида лантана (или лантана) также улучшает стабильность дуги и характеристики, а также не является радиоактивным.
Торированный вольфрам
Оксид тория (или тория) дает отличные характеристики дуги и отлично подходит для общего использования.Хотя с ним лучше всего работать, он радиоактивен и может представлять больший риск для здоровья, чем любые другие.
Циркониевый вольфрам
Вольфрамовые электроды, содержащие оксид циркония (или диоксид циркония), улучшают стабильность дуги, а также увеличивают срок службы электродов, поэтому вам не нужно постоянно менять электроды.
Каким образом вольфрам связывается при сварке алюминия?
Если вы работаете с чистым вольфрамом и вам нужно скруглить вольфрам для сварки алюминия, вот что вам нужно сделать.Надевайте защитную одежду и приступайте к работе. Не сосредотачивайтесь слишком много на том, чтобы сделать идеальный мяч на кончике; просто убедитесь, что вольфрам имеет округлую форму.
- Заточите одну сторону электрода из чистого вольфрама до остроконечного кончика с помощью настольного точильного станка.
- Отложите заточенный электрод на 10 минут, дайте ему остыть.
- Заострите другой край электрода до точки, точно такой же, как и другой конец.
- Поместите вольфрамовый электрод в горелку TIG.
- Заземление сварочного аппарата TIG должно быть связано с токопроводящей рабочей поверхностью, а поверх нее должен быть помещен кусок алюминия.
- Поместите острый конец электрода на расстоянии 1/8 дюйма от алюминиевого лома. Теперь запустим сварщика. Дайте сварочному аппарату поработать 2–3 минуты, пока на кончике электрода не появится шарик размером 1/3 диаметра вольфрамового электрода.
- Снова дайте электроду отдохнуть. После того, как он остынет, вы можете использовать его для сварки алюминия.
Вот и все — полное пошаговое руководство по сварке вольфрама шариками для сварки алюминия.Однако сварщики больше даже не рекомендуют чистый вольфрам, так что избавьте себя от проблем и выберите лучшую альтернативу, которая не потребует от вас в первую очередь шариков.
Связанные вопросы
Какой инертный газ лучше всего использовать при сварке алюминия?
Идеальным выбором в качестве защитного газа при дуговой сварке алюминия является 100% чистый аргон. Чистый газообразный аргон и чистый газообразный гелий — два лучших варианта для использования во всех видах сварочных работ.
Опасно ли шариковое вольфрам?
Некоторые вольфрамовые сплавы радиоактивны и могут представлять опасность для здоровья, но в остальном налипание вольфрамового электрода не более опасно, чем сама сварка.Заточка торированного вольфрама может привести к образованию радиоактивной пыли, которая может быть очень опасной при попадании внутрь.
Можно ли использовать заостренный вольфрамовый электрод?
Да, можно, и традиционно заостренный электрод использовался часто, но лучше скручивать вольфрам, чтобы повысить стабильность дуги и улучшить характеристики.
Какой сорт вольфрама следует использовать для сварки?
Вы можете выбрать из нескольких типов вольфрама:
- Редкоземельная смесь
- Торированный
- 2% лантанат
- Сертифицировано
- 0.8% циркония
Подобные сообщения:
Подготовка для алюминия GTAW
Даже если у вас есть опыт в сварке сталей, сварка алюминия может быть довольно сложной задачей. Оксидное покрытие алюминия, более высокая теплопроводность и более низкая температура плавления легко могут привести к проблемам при сварке, если вы не знаете, как подготовиться к сварке и настроить оборудование.
Несмотря на то, что для соединения алюминия можно использовать многие процессы, наиболее применимым процессом для сварки более легких размеров и эстетически привлекательных швов является дуговая сварка вольфрамовым электродом в газовой среде (GTAW).В этой статье исследуются правильные способы настройки сварочного оборудования для адаптации к процессу GTAW для алюминия, а также обсуждаются методы поиска и устранения неисправностей и решения распространенных сварочных проблем.
Преимущества и недостатки GTAW для алюминия
Есть преимущества и недостатки использования GTAW для алюминия. С другой стороны, GTAW обеспечивает высочайшее качество сварных швов и предлагает большую универсальность, что означает, что вы можете сваривать материалы различной толщины и геометрии швов.Также легко контролировать и сваривать в нерабочем положении. Если в приложении предъявляются сложные требования к сварке или используются более тонкие материалы, обычно выбирается процесс GTAW.
С другой стороны, GTAW — это относительно медленный процесс с низкой скоростью наплавки. Обычно он не используется для приложений большого объема. Кроме того, постоянная высокая частота, связанная с GTAW, может мешать работе роботов, компьютеров и другого чувствительного оборудования.
GTAW часто используется для таких применений, как алюминиевые велосипедные рамы, архитектурные компоненты, трубопроводы, инвалидные коляски и аэрокосмические работы.Он также используется для сварки кожухов двигателей коммерческих авиалиний, каркасов сидений и воздуховодов, а также для ремонта существующих компонентов, таких как головки цилиндров.
Полярность и источники питания
Для большинства материалов, свариваемых GTAW, требуется постоянный ток, при этом вольфрамовый электрод заряжен отрицательно, а свариваемая деталь — положительно заряжена. Это называется прямой полярностью. В этом режиме большая часть энергии дуги уходит в заготовку, что обеспечивает наилучшее проплавление сварного шва. Таким способом можно сварить алюминий, но это очень сложно.
Чаще всего при GTAW сваривают алюминий на переменном токе (AC). При сварке на переменном токе действие дуги, когда электрод положительный, а заготовка отрицательный, называемое обратной полярностью, разрушает оксид на поверхности алюминия, что значительно упрощает сварку. К сожалению, обратная полярность не обеспечивает хорошего проплавления шва. При обратной полярности большая часть энергии дуги уходит в вольфрамовый электрод и сварочную горелку. По этой причине для сварки на переменном токе необходимы вольфрамовые электроды большего диаметра и более мощные горелки, часто с водяным охлаждением.
Действие очистки, создаваемое дугой обратной полярности, важно, но вы не хотите очищать больше, чем необходимо, поэтому производители оборудования создали контроль баланса. Ручка баланса находится на передней части машины и позволяет регулировать степень проникновения (отрицательный электрод) в зависимости от степени очистки (положительный электрод).
Как показывает практика, при больших токах требуется не столько чистка, сколько при малых токах. Некоторые машины даже предлагают функцию автобалансировки, которая имеет предварительно запрограммированный баланс в зависимости от используемого тока.
Хотя переключение на переменный ток звучит легко, возникает нестабильная дуга. Когда вы смотрите на синусоидальную волну, обратите внимание, что когда ток движется от положительного к отрицательному, а затем обратно, он должен пройти через нулевую точку. Когда напряжение проходит через нулевую точку, дуга может погаснуть или стать нестабильной.
Рисунок 1Объект
Чтобы исправить эту нестабильную дугу, производители сварочных аппаратов наложили слаботочную высоковольтную радиочастоту поверх сварочного тока.Для большинства типов сварки эта высокая частота используется только для зажигания дуги, но для алюминия GTAW высокая частота присутствует постоянно и действует как вспомогательная дуга.
При выборе источника питания обычно лучше выбрать модель прямоугольной волны с более новой технологией, которая изменяет характеристики синусоидальной волны для создания более стабильной дуги (см. Рисунок 1 ). Кроме того, ищите функцию баланса, будь то ручная или автоматическая регулировка баланса.
Очистка заготовки
Для эффективной сварки алюминиевые заготовки должны быть чище, чем стальные.Первый шаг — удалить масла и смазки с заготовки, протерев область растворителем или промыв ее слабым щелочным раствором. Второй шаг — удалить все оксиды, что можно сделать с помощью металлической щетки из нержавеющей стали. Никогда не используйте одну и ту же щетку для обработки алюминия и стали, иначе она будет загрязнена.
Вам необходимо не только очистить поверхность перед началом сварки, но также удалить копоть или сажу между сварочными проходами. Эта сажа представляет собой мелкие частицы оксида алюминия и оксида магния.Правильная техника сварки сведет к минимуму количество образующейся сажи.
Защитный газ
Обычно для GTAW алюминия предпочтительно использовать 100-процентный аргон, но при работе с более толстыми материалами, такими как 1/2 дюйма или больше, добавляйте гелий в диапазоне от 25 до 50 процентов. Гелий нагревает дугу и обеспечивает большее проникновение.
Электроды
Большинство операторов, выполняющих сварку с полярностью постоянного тока, привыкли использовать 2-процентный торированный электрод с острым концом.Но при сварке алюминия переменным током вольфрам нагревается, и вольфрамовый наконечник быстро затупляется. Если острие затупилось, использование торированных электродов с 2% -ным содержанием тора приводит к дуге, которая блуждает по тупому кончику.
Вместо этого начните с тупого наконечника и используйте электрод из чистого вольфрама или циркония. (Циркониевый электрод пропускает больше тока, чем чистый вольфрам.) Для сварки на переменном токе рекомендуется использовать вольфрам большего диаметра (см. , рис. 2 ), потому что слишком маленький вольфрам выплескивается в сварной шов, создавая дефект.Рассмотрите возможность использования церированного или лантанового электрода. Оба типа электродов универсальны и могут использоваться для сварки на переменном или постоянном токе.
Горелки
Если сварка выполняется в легких условиях, требующих до 150 ампер, может быть достаточно горелки с воздушным охлаждением. Для работы с более высокой силой тока требуется горелка с водяным охлаждением, используемая с рециркулятором воды. Одна особенность хорошего фонаря — это гибкая головка, которая обеспечивает маневренность и позволяет работать в труднодоступных местах. Поскольку для сварки алюминия переменным током используется больше тепла, чем для сварки постоянным током, горелка, которая обычно используется для GTAW на постоянном токе, может не иметь достаточной мощности.
Присадочный металл
Как правило, присадочный металл добавляют в сварные швы, выполненные методом GTAW. Однако большинство алюминиевых сплавов, не поддающихся термической обработке, можно сваривать без добавления присадки. Это называется автогенным швом. Однако будьте осторожны, потому что если вы попытаетесь сварить любой из термообрабатываемых сплавов, например 6061, без добавления присадочного металла, они потрескаются в процессе сварки (см. , рис. 3, ).
Предупреждаем, что не все алюминиевые сплавы поддаются сварке. Убедитесь, что вы знаете, какой тип алюминиевого сплава вы свариваете, а затем сверьтесь с таблицей присадочного металла.При обращении с присадочным металлом храните его сухим в герметичной коробке, чтобы избежать загрязнения и накопления гидратированного оксида.
Рисунок 2Объект
По окончании сварки сварной шов должен быть светлым и блестящим без сажи (см. Рисунок 4 ). Приблизительно от 1/16 до 1/8 дюйма на каждой стороне сварного шва должна быть яркая полоса, что означает, что оксид был удален с этой области сварочной дугой. Если сварной шов черный, в процессе сварки произошла ошибка.В большинстве случаев это происходит из-за слишком длинной дуги или неправильного угла наклона резака.
Сварной шов также должен иметь отчетливую равномерную рябь на поверхности и должен быть гладким, хорошо переходящим в окружающее пространство. Помните, что в стали сварной шов такой же прочный, как и у основного; в алюминии это не всегда так.
Заключение
Даже если вы плохо знакомы с алюминиевой GTAW, вы можете уменьшить количество ошибок, которые вы делаете, освежив, как установить ток и подготовить заготовку; выбор подходящих газов, электродов и горелок; и прислушиваться к советам более опытных сварщиков.Со временем вы будете чувствовать себя при сварке алюминия так же уверенно, как при сварке стали.
Электроды для хранения и сушки
Электроды для дуговой сварки защищенного металла (SMAW) или стержневые электроды должны храниться надлежащим образом, чтобы обеспечить качественные сварные швы. Когда стержневые электроды поглощают влагу из атмосферы, их необходимо высушить, чтобы восстановить их способность наносить качественные сварные швы. Электроды с слишком большой влажностью могут привести к растрескиванию или пористости. Это также может повлиять на эксплуатационные характеристики.Если у вас возникли необъяснимые проблемы с растрескиванием сварного шва или ухудшились характеристики дуги электродом, это может быть связано с вашими методами хранения или процедурами повторной сушки.
Следуйте этим простым методам хранения, экспонирования и повторной сушки, чтобы обеспечить высочайшее качество сварных швов, а также наилучшие рабочие характеристики ваших стержневых электродов.
Хранение стержневых электродов с низким содержанием водорода
Для правильной работы стержневые электроды с низким содержанием водорода должны быть сухими.Невскрытые герметичные контейнеры Lincoln обеспечивают отличную защиту в хороших условиях хранения. Открытые банки следует хранить в шкафу при температуре от 250 до 300 ° F (от 120 до 150 ° C)
Покрытия стержневых электродов с низким содержанием водорода, которые впитали влагу, могут привести к образованию водородных трещин, особенно в сталях с пределом текучести 80000 фунтов на квадратный дюйм (550 МПа) и выше.
Влагостойкие электроды с суффиксом «R» в их классификации AWS обладают высокой устойчивостью к влагозаборному покрытию и при правильном хранении будут менее подвержены этой проблеме, независимо от предела текучести свариваемой стали.Конкретные требования кодов могут указывать пределы воздействия, отличные от этих рекомендаций.
Все стержневые электроды с низким содержанием водорода должны храниться надлежащим образом, даже те, которые имеют индекс «R». Стандартные электроды EXX18 должны поставляться сварщикам два раза в смену. Влагостойкие типы могут подвергаться воздействию до 9 часов.
Когда контейнеры прокалываются или открываются, электроды с низким содержанием водорода могут собирать влагу. В зависимости от количества влаги это может привести к ухудшению качества сварного шва следующим образом:
1.Повышенное количество влаги в электродах с низким содержанием водорода может вызвать пористость. Обнаружение этого состояния требует рентгенологического исследования или разрушающего контроля. Если предел текучести основного металла или металла шва превышает 80000 фунтов на квадратный дюйм (550 МПа), эта влага может способствовать растрескиванию под валиком или сварному шву.
2. Относительно высокое количество влаги в электродах с низким содержанием водорода вызывает видимую внешнюю пористость в дополнение к внутренней пористости. Это также может вызвать чрезмерную текучесть шлака, шероховатую поверхность сварного шва, затруднение удаления шлака и растрескивание.
3. Сильное поглощение влаги может вызвать трещины сварных швов в дополнение к растрескиванию под валиком, сильной пористости, плохому внешнему виду и проблемам со шлаком.
Повторная сушка стержневых электродов с низким содержанием водорода
Повторная сушка, если она сделана правильно, восстанавливает способность электродов создавать качественные сварные швы. Правильная температура повторной сушки зависит от типа электрода и его состояния.
Один час при указанной конечной температуре является удовлетворительным. ЗАПРЕЩАЕТСЯ сушить электроды при более высоких температурах. Несколько часов при более низких температурах не эквивалентны указанным требованиям.
Электродам с классом прочности E8018 и выше следует давать не более трех часов повторной сушки в диапазоне от 700 до 800 ° F (от 370 до 430 ° C). Это сводит к минимуму возможность окисления сплавов в покрытии, что приводит к более низким, чем обычно, свойствам при растяжении или ударе.
Любой электрод с низким содержанием водорода следует утилизировать, если из-за чрезмерной повторной сушки покрытие становится хрупким и отслаивается или отслаивается во время сварки, или если имеется заметная разница в обращении или характеристиках дуги, например недостаточная сила дуги.
Электроды, подлежащие повторной сушке, следует вынуть из банки и разложить в духовке, поскольку каждый электрод должен достичь температуры сушки.
Условия повторной сушки — стержневые электроды с низким содержанием водорода
|
|
| Температура окончательной сушки | |
Состояние |
Температура предварительной сушки (1) | E7018, E7028 | E8018, E9018, E10018, E11018 |
Электроды, находящиеся на воздухе менее одной недели; нет прямого контакта с водой. | НЕТ | от 650 до 750 ° F (от 340 до 400 ° C) | От 370 до 430 ° C (от 700 до 800 ° F) |
| Электроды, которые контактировали с водой или подвергались воздействию высокой влажности. | от 180 до 220 ° F (от 80 до 105 ° C) | От 650 до 750 ° F (от 340 до 400 ° C) | От 370 до 430 ° C (от 700 до 800 ° F) |
(1) Предварительная сушка в течение 1-2 часов.Это сведет к минимуму тенденцию к образованию трещин в покрытии или окислению сплавов в покрытии.
Хранение и повторная сушка электродов не с низким содержанием водорода
Электроды в закрытых банках Lincoln или картонных коробках сохраняют надлежащее содержание влаги в течение неопределенного времени при хранении в хорошем состоянии.
При длительном воздействии влажного воздуха электроды из открытых контейнеров могут собирать достаточно влаги, что повлияет на рабочие характеристики или качество сварки.Если влага кажется проблемой, храните электроды из открытых контейнеров в отапливаемых шкафах при температуре от 100 до 120 ° F (от 40 до 50 ° C). ЗАПРЕЩАЕТСЯ использовать более высокие температуры, особенно для электродов из группы «Fast Freeze».
Некоторые электроды из влажных контейнеров или длительного воздействия высокой влажности можно повторно высушить. Придерживайтесь процедур, приведенных в следующей таблице для каждого типа.
Условия повторной сушки — стержневые электроды без содержания водорода
| Электрод-стержень
| Группа электродов | Температура окончательной сушки | Время |
E6010: Fleetweld 5P, 5P + | Fast Freeze — на чрезмерную влажность указывает шумная дуга и большое количество брызг, ржавый сердечник на конце держателя или нежелательные пузыри на покрытии во время сварки. Повторный обжиг этой группы стержневых электродов не рекомендуется. | Не рекомендуется | НЕТ |
E7024: Jetweld 1, 3 | Fast Fill — чрезмерная влажность обозначается шумной или «копающей» дугой, большим разбрызгиванием, плотным шлаком или поднутрением. Предварительно просушите электроды с необычно влажными электродами в течение 30–45 минут при температуре от 200 ° F до 230 ° F (90–110 ° C) перед окончательной сушкой, чтобы минимизировать растрескивание покрытия. | От 200 до 260 ° C (от 400 до 500 ° F) | 30-45 минут |
| E6012: Fleetweld 7 E6013: Fleetweld 37 E7014: Fleetweld 47 E6022: Fleetweld 22 | Fill Freeze — Об избыточной влажности свидетельствует шумная дуга или «копающая» дуга, большое количество брызг, плотный шлак или поднутрение. Предварительно просушите необычно влажные электроды в течение 30 — 45 минут при температуре 90 — 110 ° C (200–230 ° F) перед окончательной сушкой, чтобы минимизировать растрескивание покрытия | От 300 до 350 ° F (от 150 до 180 ° C) | 20-30 минут |
(1) Предварительная сушка в течение 1-2 часов.Это сведет к минимуму тенденцию к образованию трещин в покрытии или окислению сплавов в покрытии.
Использование более длительного времени сушки или более высоких температур может легко повредить электроды. Для сушки выньте электроды из контейнера и разложите их в печи, потому что каждый стержневой электрод должен достичь температуры сушки.
Советы по сварке алюминия | Металл Супермаркеты
Часто думают, что алюминий трудно сваривать, однако это не совсем так.Сварка алюминия аналогична сварке стали. Это может потребовать некоторой практики, поэтому вот несколько советов по сварке алюминия.
Безопасная сварка алюминия
Перед началом сварки убедитесь, что место хорошо проветривается. Вы не должны вдыхать опасные пары. Всегда убедитесь, что у вас есть надлежащие средства защиты. Это должно включать:
- Сварочная маска для защиты глаз
- Перчатки и кожа для защиты от брызг расплавленного металла
- Кожаные туфли или сапоги для защиты ног от капель горячего металла
- Респиратор при длительной сварке
Виды сварки
Существует три основных типа сварки алюминия:
- Дуговая сварка
- Газовая дуговая сварка (MIG)
- Газовая вольфрамо-дуговая сварка (TIG)
Дуговая сварка
Дуговая сварка — один из старейших методов сварки.Он использует сварочный источник питания для создания электрической дуги для плавления металла.
Плюсы:
- Сравнительно дешево
- Не требуется много оборудования
- Работает от переменного или постоянного тока
Минусы:
- Требуется много обучения и практики, чтобы овладеть
- Не предназначен для тонкого металла
Насадки для дуговой сварки:
- Подготовьте оборудование. Хотя работают и переменный, и постоянный ток, лучше всего использовать постоянный ток.
- Подготовьте детали к сварке. Свариваемые алюминиевые детали должны быть чистыми и сухими, а окисление должно быть удалено. Нагрейте алюминиевые детали, чтобы размягчить их и облегчить сварку. Используйте приспособление, чтобы расположить детали на плоской поверхности как можно ближе друг к другу.
- Вставьте присадочный стержень. Поместите стержень в шов алюминиевых деталей и пропустите пламя на несколько дюймов над стержнем. Ход вперед будет намного быстрее, чем у стали, и вам придется подавать стержень намного быстрее.Прут расплавится и превратится в металлическую лужу, которая должна покрыть шов с обеих сторон.
- Остыть. Дайте сварному металлу остыть и удалите нежелательный шлак путем его скалывания. Это даст алюминию время остыть между сварками и предотвратит накопление слишком большого количества тепла в алюминии. По мере того, как алюминий нагревается, необходимо уменьшить силу тока.
Газовая металло-дуговая сварка (МИГ)
Сварка
MIG была разработана в 1940-х годах. Он использует короткое замыкание вместе с инертным газом для плавления металла.
Плюсы:
- Очень быстро
- Требуется низкий уровень квалификации
Минусы:
- Может использоваться только с тонкими и средними металлами
- Сварка не так чиста, как сварка TIG
- Высокий уровень искр, дыма и дыма
Наконечники для сварки MIG:
- Подготовьте оборудование. Используйте двухтактный механизм подачи проволоки, чтобы избежать запутывания или защемления.
- Подготовьте свой металл. Очистите алюминий, удалите оксид и подпилите все соединяемые кромки. Опять же, более толстые детали легче сваривать.
- Давай, не тяни. Вытягивание или использование угла сопротивления приведет к загрязнению сварных швов. Для алюминия лучше толкать под углом от 10 до 15 градусов
- Практикуйтесь в укладке бусинки. Использование многопроходных прямых валиков придает сварному шву лучший внешний вид и снижает риск дефектов сварки.
- Используйте радиатор. Использование радиатора, такого как латунь, поглотит избыточное тепло и позволит вам выполнять сварку медленнее и с использованием той же техники, что и для стали.
Газовая вольфрамово-дуговая сварка (TIG)
Для сварки TIG используется электрод, защищенный инертным газом.
Плюсы:
- Очень чисто. Низкий уровень искр, дыма и дыма.
- Очень точный, качественный.
Минусы:
- Дороже и требует больше времени, чем MIG
- Требуется высокий уровень квалификации.
Наконечники для сварки TIG:
- Выберите свой электрод. Для алюминия лучшим выбором будет стержень из чистого вольфрама.
- Подготовьте свои металлы. Очистите алюминиевые поверхности металлической щеткой. Также рекомендуется предварительно нагреть алюминий.
- Контроль газа. Слишком сильный поток аргона в резак может привести к возникновению нерегулярной дуги.
- Радиатор. Также рекомендуется использовать радиатор, чтобы предотвратить деформацию алюминия.
- Сварочная техника. Держите заправочный стержень как можно ближе к газу.Это может быть непросто, поэтому лучше заранее потренироваться.
Metal Supermarkets — крупнейший в мире поставщик мелкосерийного металла с более чем 85 обычными магазинами в США, Канаде и Великобритании. Мы эксперты по металлу и обеспечиваем качественное обслуживание клиентов и продукцию с 1985 года.
В Metal Supermarkets мы поставляем широкий ассортимент металлов для различных областей применения. В нашем ассортименте: нержавеющая сталь, легированная сталь, оцинкованная сталь, инструментальная сталь, алюминий, латунь, бронза и медь.
Наша горячекатаная и холоднокатаная сталь доступна в широком диапазоне форм, включая пруток, трубы, листы и пластины. Мы можем разрезать металл в точном соответствии с вашими требованиями.
Посетите одно из наших 80+ офисов в Северной Америке сегодня.
GTAW-сварка алюминия переменным током — высокая частота
GTAW-сварка алюминия переменным током — высокая частота
В процессе газовой дуговой сварки вольфрамом (GTAW) используется тепло, выделяемое электрической дугой, поддерживаемой между заготовкой и неплавящимся нержавеющим электродом.Дуга окружается потоком инертного газа. Качество сварки GTAW в первую очередь определяется заготовкой, присадочной проволокой, качеством электродов, типом источника питания и техникой сварки. Ниже обсуждается несколько важных моментов, которые необходимо решить для получения высококачественных сварных швов.
High Frequency — Высокочастотный режим инициирует и поддерживает дугу во время пересечения нуля синусоидальной волны переменного тока. На большинстве аппаратов GTAW существуют три положения: 1) Пуск — этот режим помогает зажигать дугу, не контактируя с электродом.Режим «Пуск» чаще всего используется при сварке на постоянном токе. 2) Непрерывный — это также помогает инициировать дугу и продолжается в течение всего процесса для поддержания дуги в периоды, когда ток (сила тока) находится в точке пересечения нуля синусоидальной волны. Этот режим чаще всего используется при сварке на переменном токе. 3) Выкл. — высокочастотная система не задействуется во время какой-либо части процесса в этом режиме. Прежде чем возникнет дуга, должен произойти контакт между электродом и рабочей поверхностью. Практика «косого пуска» для зажигания дуги может вызвать загрязнение электрода в процессе GTAW.Режим «Выкл.» Часто используется для сварки штучной сваркой (SMAW), когда возникновение царапины приводит к возникновению дуги.
Использование трансформатора уравновешенной волны — Обозначение сбалансированной волны или управление сбалансированной волной означает, что источник питания может изменять синусоидальную волну тока в режиме переменного тока. Нормальная синусоида покажет равномерное разделение времени задержки каждой полярности. С оборудованием, поддерживаемым системой управления сбалансированной волной, время задержки может быть увеличено как в положительном, так и в отрицательном цикле.(Фигура 1).
Прямоугольная волна обозначает форму волны тока. Он проявляется в виде прямоугольной циклической волны, а не в виде стандартного гладкого цикла синусоидальной волны. Способность генерировать прямоугольную волну позволяет источнику питания использовать функцию управления сбалансированной волной для создания дуги, которая может добавить либо большее проникновение, либо большее очищающее действие. Поскольку проникновение происходит во время отрицательной стороны волнового цикла (отрицательный электрод — EN), а очистка происходит во время положительной стороны волнового цикла (положительный электрод — EP), изменение частей цикла повысит желаемые характеристики.Этот процесс выполняется с помощью SCR (выпрямителей с кремниевым управлением), которые действуют как вентили управления для тока либо EN, либо EP. Необходимо контролировать точное время открытия и закрытия ворот. Это приводит к появлению четкой дуги при изменении полярности через нулевую часть цикла.
Углы горелки и размещение валика: Правильное обращение со сварочной горелкой очень важно для получения хорошего шва. (Рисунок №2) Для улучшения контроля держите резак как карандаш. При сварке в плоском положении руку следует слегка положить на поверхность, чтобы рука могла равномерно перемещаться по стыку.Перемещение горелки только пальцами обычно приводит к неправильному углу наклона горелки и плохому сварному шву. Добавляя присадочную проволоку, проволоку следует зажать пальцами. Рука должна находиться как можно ближе к дуге, чтобы провод устойчиво держался. Проволока должна двигаться вместе с движением резака. Добавляя проволоку, протяните проволоку большим пальцем через пальцы. Конец проволоки должен выходить на 6-8 дюймов от руки. Слишком большое удлинение присадочной проволоки приводит к шатанию на конце проволоки, что делает лужу неровной и позволяет присадочной проволоке загрязняться.Добавление проволоки в лужу требует устойчивости и концентрации, чтобы поместить нужное количество материала в нужное место и точно в нужное время. Углы горелки незначительно меняются в зависимости от положения сварного шва. Горелку обычно держат на 10 градусов вперед от перпендикуляра к сварному шву, таким образом давя в точку и в направлении движения. Присадочный стержень добавляется перед сварочной ванной на 10-25 градусов от плоскости сварного шва.
Сварной наконечник (электрод): — Вольфрамовые электроды из чистого, циркониевого и серого сплава рекомендуются для использования в A.C. Сварка. Торированные электроды обычно предназначены для сварки на постоянном токе таких изделий, как низколегированные стали, нержавеющая сталь и другие виды сварки с высоким тепловложением. Торированный вольфрам выдерживает более высокий ток, чем чистый вольфрам, хотя он не сохраняет форму шара, необходимую для сварки алюминия на переменном токе.
Электрод из чистого вольфрама часто рекомендуется и используется для сварки алюминия и магния на переменном токе. Они содержат минимум 99,5% вольфрама без намеренно добавленных легирующих элементов.Использование вольфрама высокой чистоты снижает токонесущую способность, хотя он сохраняет чистый, скругленный конец, что обеспечивает хорошую стабильность дуги.
Циркониевые вольфрамовые электроды обладают характеристиками стабильности дуги, аналогичными чистому вольфраму, за исключением более высокой токонесущей способности, характерной для торированного вольфрама. Этот электрод обеспечивает хороший баланс свойств. Он более устойчив к загрязнению, чем чистый вольфрам, и лучше подходит для сварки с радиографическим качеством, чем торированный вольфрам.
Церий вольфрамовые электроды содержат 2% оксида церия (CeO2), который помогает уменьшить выгорание электродов. По своим характеристикам церированные электроды будут реагировать так же, как чистый вольфрам, обеспечивая стабильную дугу и уменьшая количество вольфрамового «разбрызгивания». Эти характеристики позволяют этому электроду хорошо работать с алюминием в машинах с уравновешенными волнами (переменного тока) и со сталью в режиме постоянного тока.
Устройства подачи холодной проволоки: — Устройства подачи холодной проволоки используются в ручных, полуавтоматических и полностью автоматических сварочных операциях, где требуется присадочная проволока.Их можно использовать как с жесткой, так и с мягкой проволокой. Для адаптации агрегатов к разным диаметрам присадочной проволоки используются различные типы приводных механизмов и направляющих. Блоки могут быть оснащены реостатами или более точным приводом цифрового тахометра для обеспечения стабильной плавной подачи и считывания. Во всех системах используется механизм приводных роликов, который требует гладких приводных роликов с U-образной канавкой для алюминиевой проволоки. Для подачи проволоки от механизма подачи к манипулятору используются трубопроводы с гильзами различного диаметра. Кабелепроводы требуют замены при изменении диаметра проводов, изношенных или загрязненных грязью или маслом.
Произошла ошибка при настройке пользовательского файла cookie
Этот сайт использует файлы cookie для повышения производительности. Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Настройка вашего браузера для приема файлов cookie
Существует множество причин, по которым cookie не может быть установлен правильно. Ниже приведены наиболее частые причины:
- В вашем браузере отключены файлы cookie. Вам необходимо сбросить настройки своего браузера, чтобы он принимал файлы cookie, или чтобы спросить вас, хотите ли вы принимать файлы cookie.
- Ваш браузер спрашивает вас, хотите ли вы принимать файлы cookie, и вы отказались.
Чтобы принять файлы cookie с этого сайта, используйте кнопку «Назад» и примите файлы cookie. - Ваш браузер не поддерживает файлы cookie. Если вы подозреваете это, попробуйте другой браузер.
- Дата на вашем компьютере в прошлом. Если часы вашего компьютера показывают дату до 1 января 1970 г.,
браузер автоматически забудет файл cookie. Чтобы исправить это, установите правильное время и дату на своем компьютере. - Вы установили приложение, которое отслеживает или блокирует установку файлов cookie.
Вы должны отключить приложение при входе в систему или проконсультироваться с системным администратором.
Почему этому сайту требуются файлы cookie?
Этот сайт использует файлы cookie для повышения производительности, запоминая, что вы вошли в систему, когда переходите со страницы на страницу. Чтобы предоставить доступ без файлов cookie
потребует, чтобы сайт создавал новый сеанс для каждой посещаемой страницы, что замедляет работу системы до неприемлемого уровня.
Что сохраняется в файле cookie?
Этот сайт не хранит ничего, кроме автоматически сгенерированного идентификатора сеанса в cookie; никакая другая информация не фиксируется.
Как правило, в файлах cookie может храниться только информация, которую вы предоставляете, или выбор, который вы делаете при посещении веб-сайта.