Закалка нержавейки в домашних условиях
Под закалкой понимают термическую обработку металла, в ходе которой осуществляется вначале сильный нагрев, а затем резкое охлаждение в жидкости. В ходе данной технологической процедуры происходит снижение пластичности и эластичности изделия, но увеличивается её прочность. Как же правильно произвести закалку предметов из нержавейки в домашних условиях?
Для чего нужна закалка стали?
Виды закалки
Технологию закаливания человечество применяет на протяжении многих веков. Орудия сельского хозяйства и холодное оружие закаляли уже в Средние века. О закалке нержавеющей стали задумались в эпоху промышленного прорыва, когда понадобились сплавы стали с антикоррозионными качествами. Именно тогда была разработана новая методика закаливания стали, позволившая придать материалам уникальные химико-физические особенности.
Нержавеющая сталь имеет игольчатую внутреннюю структуру, именуемую мартенситом, благодаря чему данные сплавы отличаются повышенной прочностью и высоким охрупчиванием. При термической обработке такой стали происходит повышение коэффициента вязкости, что раздвигает рамки их применения.
При термической обработке такой стали происходит повышение коэффициента вязкости, что раздвигает рамки их применения.
Особенности процесса
При закалке стали требуется непрерывное наблюдение за:
Как происходит процесс закалки сталей
- равномерным нагревом края и середины изделия;
- появлением синих и чёрных пятен на поверхности нержавейки, они свидетельствуют о сильном и неравномерном нагреве;
- сохранением температурных показателей;
- однородным охлаждением в жидкости.
В качестве такой жидкости чаще применяют обычную воду либо машинное масло. Изменение цвета при закалке металла контролируется по специальной цветовой схеме.
Как закаливать сталь в домашних условиях?
Сельские жители часто прибегают к самостоятельной закалке металла, таким образом увеличивая эксплуатационный срок бытовых предметов: плуговых лемех, столярных и слесарных инструментов, охотничьих ножей, топоров. Городскому жителю обрабатывать нержавейку тяжелее — требуется специальная мастерская.

Необходимые инструменты
Для того чтобы закаливать сталь в домашних условиях необходимо вооружиться:
- Слесарными клещами с удлинённой рукояткой;
- Молотками разных размеров;
- Напильниками для последующей обработки;
- Электрической печью;
- Газовой горелкой;
- Паяльной лампой.
Для создания охлаждающей среды потребуется любая ёмкость, соответствующая по размерам.
Способы закаливания
Закалить нержавейку можно разными способами. Прежде всего, изделие хорошо разогревается. Для этого применяют:
- Горелку;
- Электрическую печь;
- Паяльную лампу;
- Костёр на углях.
Последний вариант станет самым лучшим, костёр сможет обеспечить гораздо более высокую температуру.
В качестве охлаждающей среды чаще всего используют:
- Машинное масло;
- Сургуч.
При охлаждении маслом деталь окунается в него дважды с коротким интервалом в пару секунд. Первое погружение занимает 3-4 секунды, а второе – 5-6 секунд. Сразу после этой процедуры сталь погружается в воду до полного остывания.
Первое погружение занимает 3-4 секунды, а второе – 5-6 секунд. Сразу после этой процедуры сталь погружается в воду до полного остывания.
При втором методе охлаждения деталь несколько раз погружается в сургуч. Если нержавейка больше не проникает в жидкую среду, процесс охлаждения считается завершённым. Довольно очистить поверхность скипидаром.
Как выбрать температурный режим?
Выбор режима температуры играет большую роль при закалке стали. Перегрев чреват утратой присущей прочности, это происходит из-за количественного уменьшения углерода в структуре металла.
В некоторых случаях после завершения процесса закаливания нержавейки появляются остаточные напряжения, они снимаются с помощью дальнейшей механической обработки. Эту проблему можно предотвратить, если охлаждать закаливаемое изделие поэтапно, с размеренным понижением температурных условий. Данная поэтапная методика закалки применяется при изготовлении детали, обладающей очень высокими показателями прочности.
Как постепенно понижать температуру охлаждающей среды? Для этого подготавливают несколько ёмкостей с разными жидкостями: солевым раствором, щелочным раствором, минеральным маслом, синтетическим маслом. Подобный способ позволяет устранить полностью внутреннее напряжение, которое негативно влияет на полезные свойства стали. Небольшой минус методики – дороговизна реализации.
Мастер-класс по закаливанию кухонного ножа
После закалки нож обретает прочность и упругость. Проведение процедуры не потребует большого количества времени.
Возьмите:
- Газовую горелку либо электрическую печь.

- Сургуч для охлаждения.
- Скипидар.
- Клещи.

Поэтапный процесс:
- Снимите рукоять с изделия.
- Поместите лезвие в отделение печки. При использовании горелки камера изготавливается собственноручно с помощью огнеупорных кирпичей.
- Включите печку (горелку). Разогревайте нож до приобретения им насыщенного красного оттенка. При возможности контролируйте нагрев, сверяя приобретаемый окрас с цветовой таблицей.
- Выдержите нержавейку до ярко-красного цвета и извлеките из отделения.
- Незамедлительно погрузите металл в подготовленный сургуч на пару секунд. Вытащите. Повторяйте процедуру многократно до тех пор, пока деталь перестанет входить в сургуч.
- Очистите нержавейку с помощью скипидара от сургучных остатков.
Мастер-класс по закаливанию топора
Иногда производитель нарушает технологию термообработки стали, и топор получается очень мягким, быстро начинает тупиться и образовывать вмятины, или хрупким, тогда лезвие покрывается трещинами и теряет цвет. Исправить ситуацию можно.
Исправить ситуацию можно.
Возьмите:
- Электрическую печь;
- Проволочный круг;
- Воду;
- Машинное масло;
- 2 ёмкости для воды и масла.
Поэтапный процесс:
- Затупите режущую кромку до 0,1 см.
- Нагрейте лезвие топора до 750-760°С.
- Чтобы определить температуру нагрева, приложите к нержавейке магнит, он не притягивается к нержавеющей стали при 768°С.
- Медленно охладите до 550°С.
- Процедура охлаждения занимает до 10 часов. Специального охладителя не требуется, достаточно оставить топор в выключенной печи.
- Очистите нержавейку от окалин с помощью проволочного круга.
- Нагрейте лезвие до 800-830°С до насыщенного огненно-красного оттенка.
- Охладите вначале в воде (30°С), опустив на 3-4 секунды. Быстро двигайте нержавейку в ёмкости, это поможет избежать образования паровой подушки.
- Охладите в машинном масле.
- Нагрейте печь до 300°С. Продержите в ней деталь в течение часа.
- Охлаждайте на свежем воздухе.

На заметку
После извлечения накаленной стали из печи (горелки) она будет эластичной и мягкой, поэтому велика вероятность её повреждения. Чтобы избежать неприятных последствий, погружать в охлаждающую среду нужно плавно и аккуратно.
При выборе изделий из стали обратите внимание на зарубежных производителей, в их инструментах процентная доля содержания нержавеющего металла превышает российские ГОСТы.
Долгое и сильное нагревание металла делает процесс закалки более глубоким, как следствие, — твёрдое и упругое лезвие. Оно после этого будет менее крепким и постепенно утрачивает режущие качества.
Оно после этого будет менее крепким и постепенно утрачивает режущие качества.
Режимы отжига углеродистых сталей
Одну и ту же нержавейку не следует закаливать много раз: металл начинает уставать и растрачивает необходимые качества.
Закалка стали в первый раз – ответственное мероприятие, требующее непрерывного контроля. Изделие при нагреве вынимается каждые 3-4 секунды, это позволяет строго наблюдать за цветом металла. В случае перегрева сталь обретает белый оттенок, в случае недогрева – тёмно-синий.
Чтобы осуществить закалку нержавеющей стали в домашних условиях, нужно обязательно вооружиться газовой горелкой, электрической печью, паяльной лампой или разжечь костёр. К тому же процесс невозможно осуществить без охлаждающей жидкости (воды, сургуча или машинного масла). Понадобятся клещи с длинной рукояткой и специальные рукавицы. Самостоятельная закалка нержавейки требует постоянного контроля за цветовыми изменениями материала.
Видео по теме: Твердость нержавейки и немного о спусках
 youtube.com/embed/LnJDnENJAGo?enablejsapi=1&autoplay=0&cc_load_policy=0&iv_load_policy=1&loop=0&modestbranding=0&rel=0&showinfo=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=2&» title=»YouTube player» allow=»autoplay; encrypted-media» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»/>
youtube.com/embed/LnJDnENJAGo?enablejsapi=1&autoplay=0&cc_load_policy=0&iv_load_policy=1&loop=0&modestbranding=0&rel=0&showinfo=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=2&» title=»YouTube player» allow=»autoplay; encrypted-media» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»/>
процесс закалки, различие от закалки углеродистой стали
Не существует однозначного ответа на вопрос: «Можно ли закалить нержавеющую сталь?» Сплавы с низким содержанием углерода подвергаются закалке только после предварительного насыщения поверхностного слоя углеродом (цементации). Нержавеющие среднеуглеродистые стали закаливаются, но при несколько иных режимах, по сравнению с углеродистыми нелегированными.
Различия в закалке нержавеющей и углеродистой стали
Все легирующие элементы, входящие в состав коррозионностойкой стали, условно делят на две группы:
- Первая – элементы, повышающие температуру полиморфного превращения. К ним относятся медь, ванадий, вольфрам, молибден, титан, ниобий. Для нержавейки, включающей такие добавки, требуется повышение температуры закалки.
- Вторая – элементы, понижающие критическую температуру, при которой происходит изменение кристаллической решетки. Это марганец и никель. Со сталями, содержащими марганец, не рекомендуется допускать перегрева, поскольку этот элемент провоцирует рост аустенитного зерна.
 К ним относятся медь, ванадий, вольфрам, молибден, титан, ниобий. Для нержавейки, включающей такие добавки, требуется повышение температуры закалки.
К ним относятся медь, ванадий, вольфрам, молибден, титан, ниобий. Для нержавейки, включающей такие добавки, требуется повышение температуры закалки.
Внимание! Карбидообразующие элементы – хром, молибден, вольфрам, ванадий, титан – подавляют рост аустенитного зерна. Поэтому содержащие их стали не подвержены перегреву, их обычно нагревают до более высоких температур, по сравнению с углеродистыми.
По отношению к нелегированным углеродистым нержавеющие стали требуют:
- из-за худшей теплопроводности – более длительной выдержки для качественного прогрева;
- более медленного охлаждения, для которого обычно используют масляные ванны.
Как закалить низкоуглеродистую нержавейку с предварительной цементацией?
Марки нержавеющих сталей с низким содержанием углерода (0,1-0,3%) не пригодны для закалки. Для упрочнения проката и изделий из таких сплавов часто применяют насыщение поверхностного слоя углеродом (цементацию), после чего проводят закалку и низкий отпуск. Назначение такой обработки – получение твердой, износостойкой поверхности, что достигается обогащением верхнего слоя углеродом до концентрации 0,8-1,2% .
Для упрочнения проката и изделий из таких сплавов часто применяют насыщение поверхностного слоя углеродом (цементацию), после чего проводят закалку и низкий отпуск. Назначение такой обработки – получение твердой, износостойкой поверхности, что достигается обогащением верхнего слоя углеродом до концентрации 0,8-1,2% .
Результаты, которых позволяет достичь цементация в сочетании с закалкой и отпуском:
- сердцевина изделия, не насыщенная углеродом, остается вязкой даже после закалки;
- повышается износостойкость;
- увеличивается предел выносливости.
Твердая цементация нержавеющих сталей осуществляется путем укладки изделия в ящики с карбюризатором, в качестве которого применяется измельченный графит или другой материал, далее следуют закалка и низкий отпуск. Твердый карбюризатор используют в домашних условиях или мелкосерийном производстве. Для массового изготовления металлопродукции востребована цементация в газовой среде. Варианты – жидкостная и вакуумная цементация.
Как закалить нержавеющую сталь с промежуточным насыщением поверхностного слоя углеродом?
- Процесс науглероживания проходит при температурах 910-950°C, в случае необходимости его ускорения – при 1000-1050°C.
- После цементации, являющейся промежуточным процессом, необходима закалка, которая обеспечивает упрочнение науглероженного слоя и исправляет структуру перегрева. Для корректировки дефектов структуры и уменьшения коробления металла, возникающих из-за длительной выдержки при высоких температурах науглероживания, используют двойную закалку.
Обязательная заключительная операция – низкий отпуск, осуществляемый при температурах 160-180°C, благодаря которому мартенсит закалки в поверхностном слое трансформируется в мартенсит отпуска.
Можно ли закалить нержавейку
Вот пример пояснения из справочника но это без подробностей. При желании можно найти и подробности – режимы закалки.
Процедура закалки металла известная с незапамятных времён – технология закаливания холодного оружия, реже сельскохозяйственных орудий повсеместно использовалась уже в средние века. Закалка стали – это процесс, заключающийся в нагревании металла с последующим охлаждением. С появлением нержавеющих сплавов методы термической обработки получили новое развитие, и сегодня закалка нержавейки позволяет получать новые материалы с более высокими физико-химическими свойствами.
Закалка стали – это процесс, заключающийся в нагревании металла с последующим охлаждением. С появлением нержавеющих сплавов методы термической обработки получили новое развитие, и сегодня закалка нержавейки позволяет получать новые материалы с более высокими физико-химическими свойствами.
Технология закаливания в большинстве случаев практикуется с мартенситными нержавеющими сталями, отличающимися в обычном состоянии повышенной твёрдостью, дополняемой склонностью к охрупчиванию. Термическая обработка с быстрым отпуском позволяет увеличить коэффициент вязкости, тем самым переводя соответствующий сплав в разряд более востребованных металлов. Различают два вида закалки нержавеющего проката – глобальный, когда нагреву подвергается всё изделие, и локальный – с частичным закаливанием необходимых участков. Кроме того, в процессе закаливания используют различные методики охлаждение в зависимости от марки нержавейки. В отличие от низколегированных металлов, нержавеющий прокат редко охлаждают с помощью простой воды. Масло, соли и щёлочь – основные материалы, используемые для отпуска.
Масло, соли и щёлочь – основные материалы, используемые для отпуска.
Главная техническая проблема закалки – это подбор оптимального температурного режима, так как в случае перегрева нержавеющая сталь теряет углерод с соответствующим снижением прочности конечного продукта. Много хлопот приносит остаточное напряжение внутри структуры закалённой нержавеющеё стали, которое снижают посредством дополнительного проката или другими способами механической обработки. Возможно применение нескольких этапов охлаждения с постепенным понижением температуры. Это также помогает избежать закалочных напряжений и, соответственно, улучшить качество закалённого нержавеющего металлопроката. Такая методика, как правило, используется для заготовок, предназначенных для производства сверхпрочного инструментария.
Современные технологии охлаждения закалённой нержавейки предполагают последовательное погружение нагретой заготовки в несколько ванн с различными носителями, включая расплавленные соли, щёлочи и металлы. Подобные процедуры полностью снимают остаточные напряжения, однако отличаются высокой себестоимостью и энергоёмкостью.
Подобные процедуры полностью снимают остаточные напряжения, однако отличаются высокой себестоимостью и энергоёмкостью.
Существует несколько способов того, как закалить нож в домашних условиях, причем можно прибегать как к самой примитивной методике, предполагающей использование обычного костра, так и к более сложному технологическому процессу, дающему по-настоящему эффективный результат. В любом случае, вне зависимости от выбранного варианта закаливания, необходимо учитывать такой важный показатель, как марка стали.
Основные процессы
Обычно домашнему закаливанию подвергаются самодельные клинки, выполненные из стали или имеющихся в наличии подручных средств, утративших свою актуальность (напильники, клапаны и прочее).
Важно понимать, что только лезвие, прошедшее правильный процесс закаливания, будет максимально прочным и износоустойчивым.
Слабая закалка чревата не только появлением трещин на клинке, но и быстрым его затуплением. Если же нож был закален по всем правилам, то он будет ломаться только при деформации, угол которой превысит 45 градусов. При этом залогом успеха является правильно подобранный температурный режим, который должен соответствовать выбранной марке стали.
Если же нож был закален по всем правилам, то он будет ломаться только при деформации, угол которой превысит 45 градусов. При этом залогом успеха является правильно подобранный температурный режим, который должен соответствовать выбранной марке стали.
Подбор температуры
Не стоит полагать, будто для того, чтобы нож мог хорошенько закалиться, его нужно удерживать на максимальном огне, ведь больше далеко не всегда означает лучше. Определить оптимальный диапазон температур для закаливания можно по специальным сводным таблицам, в которых указана маркировка сплавов. Есть и более простой метод определения, который не требует знания точных характеристик обрабатываемого металла:
- Для закалки клинков, выполненных из низкоуглеродистой стали, подходит температура от 757 до 950 градусов Цельсия.
- Обработка высокоуглеродистых марок стали требует меньшего температурного режима, колеблющегося в интервале от 680 до 850 градусов.
- Если лезвие ножа было выполнено из сплава, в состав которого входят легирующие компоненты, то оптимальным в этом случае будет диапазон от 850 до 1150 градусов.

Для определения степени нагрева клинка используется специальный измерительный прибор, именуемый пирометром. Но даже если у начинающего мастера нет такого вспомогательного приспособления, это вовсе не повод для того, чтобы отказываться от идеи закалить металл для ножа, ведь степень нагрева можно определить и с помощью обычного магнита.
Так, согласно физическим законам, стальное лезвие перестает притягивать магнит, если накалить его до так называемой точки Кюри — пиковой отметки, когда происходит качественное закаливание металла. Если же пренебречь этим правилом и передержать лезвие на огне, то оно станет чересчур хрупким и шансы его сломать или наколоть при использовании в быту будут гораздо выше.
Технология и особенности домашнего каления
Для того чтобы закалить нож правильно, не только не повредив его лезвие, но и сделав его прочнее и острее, рекомендуется ознакомиться с основными правилами и нюансами этого процесса. И первая рекомендация заключается в том, что вместо клинка необходимо обрабатывать другой фрагмент, выполненный из такого же сплава, проводя над ним всевозможные эксперименты. Такой простой прием поможет подобрать оптимальный температурный режим нагрева и охлаждения, не испортив при этом сам клинок кухонного или охотничьего ножа.
И первая рекомендация заключается в том, что вместо клинка необходимо обрабатывать другой фрагмент, выполненный из такого же сплава, проводя над ним всевозможные эксперименты. Такой простой прием поможет подобрать оптимальный температурный режим нагрева и охлаждения, не испортив при этом сам клинок кухонного или охотничьего ножа.
Кроме того, настоятельно рекомендуется проводить предварительный обжиг металлического клинка, помещая его в специальную печь (муфельную). Такое накаливание рекомендуется проводить максимально долго при соблюдении наиболее низкого температурного режима, который обеспечит равномерное прогревание стали и убережет ее от появления поверхностных сколов и трещин при дальнейшей обработке.
Правильно закалить нож из напильника и любого другого элемента в домашних условиях можно с помощью таких подручных средств и инструментов:
- Источник тепла, в качестве которого можно использовать открытое пламя (костер или газовую горелку), муфельную печь, специальное оборудование для закалки (кузнечный горн) и обыкновенную паяльную лампу. Стоит признать, что закаливание в муфельной печи является самым продуктивным, так как оно позволяет добиться максимальной равномерности прогревания стали.
- Довольно широкие емкости с водой и специальным минеральным маслом, которые необходимы для правильного охлаждения раскаленного лезвия.
- Кузнечные железные клещи с длинными ручками, которые позволят удерживать деталь над открытым пламенем. Для того чтобы не повредить рукоятку ножа при нагревании, особенно если она выполнена из пластика или дерева, рекомендуется временно освободить от нее клинок.
 Стоит признать, что закаливание в муфельной печи является самым продуктивным, так как оно позволяет добиться максимальной равномерности прогревания стали.
Стоит признать, что закаливание в муфельной печи является самым продуктивным, так как оно позволяет добиться максимальной равномерности прогревания стали.Начинать процедуру закаливания следует только после того, как пламя приобретет насыщенный малиновый оттенок. Если же использовать белый огонь, то существует риск перегрева из-за того, что температура такого пламени является самой высокой. При этом необходимо следить за тем, чтобы на поверхности металлического изделия не образовывалось черных или синих очагов (не путать с побежалостью, представляющую собой тонкий окисный слой с характерными радужными переливами).
Проведение процедуры
Сам процесс закалки настолько прост, что при желании справиться с ним сможет даже самый неопытный мастер, использующий собственный дом в качестве мини-мастерской. А проводится он следующими двумя способами:
- Разная степень нагрева для определенных областей. Для того чтобы по максимуму увеличить срок эксплуатации клинка, рекомендуется обеспечивать разные температурные режимы для его режущей и нейтральной зоны. То есть участок, который будет подвергаться заточке в дальнейшем, следует накаливать только один раз, причем не до красного, а до желтого цвета, после чего в дело идет проверочный магнит. Та же часть лезвия, которая не будет затачиваться, нагревается трижды и каждый раз до фиолетового оттенка (приблизительная температура — 285 градусов).
- Вторая методика предполагает трехразовое равномерное закаливание клинка по всей площади до ярко-красного цвета. В этом случае в промежутках между закалкой необходимо прибегать к охлаждению клинка, каждый раз увеличивая время его нахождения в охлаждающих субстанциях.

Определить температуру нагрева стали можно и по ее внешнему виду непосредственно во время процедуры закаливания. Так, существует 4 основные группы оттенков закаленной стали, по которым можно понять, до какой температуры она прогрелась:
- Оранжевая группа — от 950 до 1000 градусов.
- Красная группа, включающая в себя 4 подгруппы — от 720 до 950 градусов.
- Бордовая — от 650 до 720 градусов.
- Красно-коричневая и ее 2 подгруппы — от 530 до 580 градусов.
То есть чем светлее становится железо, тем более горячим оно является в этот момент и наоборот. При обработке гладкой стальной поверхности посредством ее нагревания начинает образовываться тонкий радужный слой окисления, именуемый среди специалистов побежалостью. По цвету этого слоя также можно определить температурный режим в сплаве, правда, в этом случае светлые оттенки будут свидетельствовать о более низкой температуре в нем.
Меняется цвет побежалости в определенной последовательности начиная со светло-соломенного, коричневого и лилового и заканчивая тёмно-синим, голубым и графитовым серым.![]() Вместе с этим процессом претерпевает определенные изменения и температурный режим, варьирующийся в интервале от 220 до 350 градусов.
Вместе с этим процессом претерпевает определенные изменения и температурный режим, варьирующийся в интервале от 220 до 350 градусов.
Немного иначе будут обстоять дела при закаливании хромистой стали, которая имеет более высокий температурный режим (от 300 до 700 градусов) при сохранении той же цветовой гаммы и последовательности изменения оттенков побежалости.
Охлаждение и графитовая закалка
Важнейшую роль в вопросе закаливания клинков играет процесс охлаждения, правильное проведение которого обеспечивает прочность и упругость обрабатываемого металлического изделия. Для этих целей используется вода и минеральное масло, погружение нагретого металла в которые сопровождается его остыванием с разной скоростью. Так, в воде скорость остывания стали составляет около 1 миллиметра в секунду, в то время как при погружении клинка в масло этот показатель возрастает в два раза.
Закалить нож из нержавейки в домашних условиях невозможно без качественной процедуры охлаждения. А для ее проведения используются такие эффективные методы:
- При закалении металла докрасна рекомендуется трижды погружать его в емкость с маслом, каждый раз увеличивая продолжительность процесса. После финишного нагревания клинок погружают в емкость с водой, которую необходимо немного разболтать непосредственно перед погружением раскаленной стали. Делать это стоит крайне осторожно, чтобы нагретое до высоких температур масло не брызгало по сторонам и не обжигало мастера и окружающих.
- Если необходимо прокалить нож с двумя заостренными сторонами лезвия, тогда наоборот, клинок необходимо погрузить в воду и только потом переместить его в емкость с минеральным маслом. При этом время погружения в воду не должно превышать двух секунд. Такой простой прием поможет сделать лезвие ножа очень острым и упругим.
- При зонном прокаливании, которое проводится для того, чтобы середина лезвия оставалась максимально упругой, рекомендуется нагревать эту область с помощью 10-миллиметрового металлического прута, после чего клинок помещается на два часа в крутой кипяток, а затем и в ледяную воду.

Не менее эффективно показала себя закалка ножа графитом, которая идеально подходит для обработки самодельных ножей с толстым лезвием. Такая методика, базирующаяся на калении клинков через слой графитовой стружки, чаще всего применяется для усовершенствования самодельных ножей, изготовленных из вышедших из строя рессор, балок, паяльников и другого подспорья, утратившего собственную актуальность.
Закалка нержавеющей стали отличается от закалки нелегированных сталей более высокой температурой, временем выдержки, а также скоростью разогрева и охлаждения. Это вызвано тем, что легирующие компоненты изменяют критическую (аустенитную) точку нагрева и снижают теплопроводность металла. Для того чтобы закалить коррозионностойкую сталь (нержавейку), ее необходимо нагреть до температуры не менее тысячи градусов, а затем охладить в масляной среде. Известно, что для успешной закалки обычной стали нужно, чтобы содержание в ней углерода было не менее 0. 4 %. Это не относится к нержавейке, т. к. легирующие добавки дают возможность закалить ее при более низком содержании углерода. У народных умельцев, изготавливающих ножи и режущий инструмент, самой популярной является отечественная нержавейка марки 40X13 (и ее аналоги), которая содержит 0.35÷0.45 % углерода и около 12÷14 % хрома. Она доступна, хорошо обрабатывается, и ее можно закалять практически в любых условиях. Для того чтобы закалить свои изделия из нержавейки, домашние мастера, как правило, используют самодельное оборудование, подручные средства и недорогие материалы, а температурные режимы подбирают «на глазок».
4 %. Это не относится к нержавейке, т. к. легирующие добавки дают возможность закалить ее при более низком содержании углерода. У народных умельцев, изготавливающих ножи и режущий инструмент, самой популярной является отечественная нержавейка марки 40X13 (и ее аналоги), которая содержит 0.35÷0.45 % углерода и около 12÷14 % хрома. Она доступна, хорошо обрабатывается, и ее можно закалять практически в любых условиях. Для того чтобы закалить свои изделия из нержавейки, домашние мастера, как правило, используют самодельное оборудование, подручные средства и недорогие материалы, а температурные режимы подбирают «на глазок».
Основные этапы процессы каления
Для закалки нержавейки желательно знать ее точную марку, или, по крайней мере, к какому из типов по углероду она относится (больше или меньше 0.4 %). Это очень важно, поскольку для того, чтобы правильно закалить изделие, после самой закалки его необходимо еще и отпустить. Марку фабричной нержавейки можно узнать у продавца заготовки, который также может посоветовать, как лучше ее закалить. Если же в качестве исходного материала используется какая-нибудь старая вещь, то на помощь придет интернет с таблицами изделий и марками сталей, из которых они изготовлены.
Если же в качестве исходного материала используется какая-нибудь старая вещь, то на помощь придет интернет с таблицами изделий и марками сталей, из которых они изготовлены.
В общем случае полный цикл термообработки детали из нержавейки включает в себя следующие этапы:
- Подготовка оборудования, инструмента и материалов. Сюда входит проверка топлива (уголь или газ), которого должно хватить на весь цикл разогрева. Ведь для того чтобы качественно закалить нержавейку, ее следует нагревать плавно и без перерывов.
- Разогрев горна или печки. Если для того, чтобы закалить деталь, используется газопламенный нагрев, выполняется установка заготовки из нержавейки и включение газовой горелки.
- Размещение заготовки. Нередко требуется закалить только какую-то часть будущего изделия, поэтому его следует разместить так, чтобы эта часть находилась в зоне максимальной температуры.
- Нагревание до требуемой температуры. Изделие удерживают в высокотемпературной зоне, контролируя его нагрев по цвету. Для того чтобы закалить хромистую нержавейку, ее необходимо нагреть до 1050 ºC. Это соответствует цвету, который в таблицах определяют как оранжевый или темно-желтый.
- Охлаждение. После того как нагретый металл приобрел требуемый цвет, деталь охлаждают, опуская в емкость с минеральным маслом. Оно может воспламениться, поэтому рядом с емкостью следует держать кусок плотной ткани.
- Очистка. После охлаждения в масле нержавейку следует тщательно очистить. При сильном загрязнении можно использовать растворитель.
- Отпуск. Чтобы закалить свою деталь «по науке», после нагревания и охлаждения ее следует отпустить. Для сталей с содержанием углерода 0.4 % и более температура отпуска составляет 200÷250 ºC (см. табл. ниже), поэтому их достаточно на пару часов поместить в обычную кухонную духовку. При меньшем содержании углерода температура отпуска значительно выше, до 700÷750 ºC, и он выполняется с постепенным остужением на воздухе или в сухом песке.
 Для того чтобы закалить хромистую нержавейку, ее необходимо нагреть до 1050 ºC. Это соответствует цвету, который в таблицах определяют как оранжевый или темно-желтый.
Для того чтобы закалить хромистую нержавейку, ее необходимо нагреть до 1050 ºC. Это соответствует цвету, который в таблицах определяют как оранжевый или темно-желтый.Особое внимание следует обратить на спецодежду и все необходимое для соблюдения пожарной безопасности, особенно в процессе охлаждения детали в масле.

Что потребуется для работы
Для закалки нержавеющей стали в первую очередь нужно решить вопрос с источником нагрева. В бытовых условиях закалить нержавейку можно, нагревая ее с помощью горна, камерной печи или открытого пламени. Если требуется качественно закалить длинномерное изделие, то лучше использовать первые два варианта, т. к. в этом случае прогревается одновременно весь объем нержавейки. При газопламенной закалке нагревание происходит путем перемещения узкой зоны нагрева вдоль изделия, поэтому качество может быть ниже. Но этот способ хорошо подходит для разовых работ. Если же необходимо закалить большое количество изделий из нержавейки или такую работу предполагается выполнять постоянно, то лучше потратить некоторое время и усилия на изготовление небольшой камерной печи (см. фото ниже) или соорудить импровизированный кузнечный горн.
С помощью такой печки можно разогреть до нужной температуры и закалить изделия не только из нержавейки, но и из жаропрочных сталей. В качестве огнеупорного материала здесь использован шамотный кирпич типа ШБ, а нагрев выполняется пламенем газовой горелки, направленным во внутреннюю камеру. Если же нет желания делать стационарное термическое оборудование, но при этом возникла потребность закалить деталь из нержавейки длиной до 30÷40 см, то вполне можно обойтись простейшим кузнечным горном, согнутым из листа стали (см. фото ниже).
В качестве огнеупорного материала здесь использован шамотный кирпич типа ШБ, а нагрев выполняется пламенем газовой горелки, направленным во внутреннюю камеру. Если же нет желания делать стационарное термическое оборудование, но при этом возникла потребность закалить деталь из нержавейки длиной до 30÷40 см, то вполне можно обойтись простейшим кузнечным горном, согнутым из листа стали (см. фото ниже).
В качестве топлива здесь используется обычный древесный уголь для шашлыков, а наддув осуществляется снизу с помощью строительного фена.
Для того чтобы качественно закалить заготовку из нержавейки с медленным остыванием, потребуется несколько литров минерального масла в жестяной емкости. Подойдет любое автомобильное или индустриальное масло, даже моторная отработка. Главным инструментом при термообработке являются обычные или зажимные клещи. Кроме того, потребуются плотные негорючие перчатки или рукавицы и такая же спецодежда или кузнечный передник. Все работы следует выполнять либо на открытом воздухе, либо в хорошо проветриваемом помещении, вдали от горючих материалов.
Все работы следует выполнять либо на открытом воздухе, либо в хорошо проветриваемом помещении, вдали от горючих материалов.
Технология домашнего каления нержавейки
На самом деле закалить заготовку для будущего изделия из нержавейки (ножа или инструмента) не так уж и сложно. Для этого достаточно разобраться с температурными режимами и следовать всем рекомендациям. Однако термообработка относится к производству повышенной опасности. Поэтому для закалки нержавеющей стали в домашних условиях прежде всего нужно определиться с организацией места проведения работ. Чтобы качественно закалить нержавейку и при этом не нанести ущерба помещению и собственному здоровью, необходимо соблюдать некоторые условия. Во-первых, все источники нагрева должны быть безопасны, устойчивы и надежно защищены от случайного контакта с нагретыми элементами. Во-вторых, закалочные жидкости должны находиться в надежных емкостях и располагаться в стороне от нагревательного оборудования. Если требуется закалить длинномерное изделие из нержавейки, следует использовать емкости, позволяющие полностью погрузить его в закалочную жидкость с одного раза. В-третьих, место работ должно быть достаточно просторным для перемещений и проветриваемым от дыма и газов.
В-третьих, место работ должно быть достаточно просторным для перемещений и проветриваемым от дыма и газов.
Выбор температурного режима
Чтобы правильно закалить свою деталь из нержавейки, в первую очередь необходимо соблюдать требования температурных режимов для стали, из которой она изготовлена. Практически все хромистые коррозионностойкие стали при закалке разогреваются немногим выше тысячи градусов. Для нержавейки это является точкой устойчивого формирования аустенита — твердого раствора углерода в железе. Закалить нержавеющую сталь — это значит быстро охладить такую структуру, не дав ее атомам вернуться в исходное (до нагрева) состояние. Поэтому важны как температура разогрева и время выдержки в нагретом состоянии, так и скорость охлаждения, которая для нержавейки не должна быть слишком большой. Замедление процесса остывания достигается охлаждением изделия в масле, которое имеет низкую теплопроводность. Если закалить деталь в воде, то она будет очень хрупкой и почти наверняка покроется микротрещинами. Продвинутые народные умельцы измеряют температуру нагрева с помощью термодатчиков, а в бытовых условиях ее определяют по цвету металла. Точные температурные режимы для каждой марки нержавейки можно найти в технологических справочниках.
Продвинутые народные умельцы измеряют температуру нагрева с помощью термодатчиков, а в бытовых условиях ее определяют по цвету металла. Точные температурные режимы для каждой марки нержавейки можно найти в технологических справочниках.
Процесс каления пошагово
Чтобы закалить небольшое изделие из нержавейки в домашних условиях без использования печей или горнов, достаточно нагреть его горелкой или на газовой плите, определяя температуру по цвету металла. После этого оно остужается в масле, очищается и подвергается отпуску, для которого вполне подойдет духовка газовой плиты. Если требуется закалить заготовку из нержавейки в изотермическом режиме (на производстве это делается поддержанием нагрева в соляном расплаве), то можно поместить ее после разогрева на газу в сухой песок. В этом случае температура остывания контролируется по цвету побежалости.
Чтобы правильно закалить нержавейку, нужно знать ее марку. Нередко встречается утверждение, что тип нержавейки достаточно точно определяется по цвету искр на точильном камне. А что вы думаете по этому поводу? Поделитесь, пожалуйста, своим мнением в комментариях.
А что вы думаете по этому поводу? Поделитесь, пожалуйста, своим мнением в комментариях.
Как закалить нержавейку для ножа
Не существует однозначного ответа на вопрос: «Можно ли закалить нержавеющую сталь?» Сплавы с низким содержанием углерода подвергаются закалке только после предварительного насыщения поверхностного слоя углеродом (цементации). Нержавеющие среднеуглеродистые стали закаливаются, но при несколько иных режимах, по сравнению с углеродистыми нелегированными.
Различия в закалке нержавеющей и углеродистой стали
Все легирующие элементы, входящие в состав коррозионностойкой стали, условно делят на две группы:
- Первая – элементы, повышающие температуру полиморфного превращения. К ним относятся медь, ванадий, вольфрам, молибден, титан, ниобий. Для нержавейки, включающей такие добавки, требуется повышение температуры закалки.
- Вторая – элементы, понижающие критическую температуру, при которой происходит изменение кристаллической решетки. Это марганец и никель. Со сталями, содержащими марганец, не рекомендуется допускать перегрева, поскольку этот элемент провоцирует рост аустенитного зерна.
 Это марганец и никель. Со сталями, содержащими марганец, не рекомендуется допускать перегрева, поскольку этот элемент провоцирует рост аустенитного зерна.
Это марганец и никель. Со сталями, содержащими марганец, не рекомендуется допускать перегрева, поскольку этот элемент провоцирует рост аустенитного зерна.Внимание! Карбидообразующие элементы – хром, молибден, вольфрам, ванадий, титан – подавляют рост аустенитного зерна. Поэтому содержащие их стали не подвержены перегреву, их обычно нагревают до более высоких температур, по сравнению с углеродистыми.
По отношению к нелегированным углеродистым нержавеющие стали требуют:
- из-за худшей теплопроводности – более длительной выдержки для качественного прогрева;
- более медленного охлаждения, для которого обычно используют масляные ванны.
Как закалить низкоуглеродистую нержавейку с предварительной цементацией?
Марки нержавеющих сталей с низким содержанием углерода (0,1-0,3%) не пригодны для закалки. Для упрочнения проката и изделий из таких сплавов часто применяют насыщение поверхностного слоя углеродом (цементацию), после чего проводят закалку и низкий отпуск. Назначение такой обработки – получение твердой, износостойкой поверхности, что достигается обогащением верхнего слоя углеродом до концентрации 0,8-1,2% .
Назначение такой обработки – получение твердой, износостойкой поверхности, что достигается обогащением верхнего слоя углеродом до концентрации 0,8-1,2% .
Результаты, которых позволяет достичь цементация в сочетании с закалкой и отпуском:
- сердцевина изделия, не насыщенная углеродом, остается вязкой даже после закалки;
- повышается износостойкость;
- увеличивается предел выносливости.
Твердая цементация нержавеющих сталей осуществляется путем укладки изделия в ящики с карбюризатором, в качестве которого применяется измельченный графит или другой материал, далее следуют закалка и низкий отпуск. Твердый карбюризатор используют в домашних условиях или мелкосерийном производстве. Для массового изготовления металлопродукции востребована цементация в газовой среде. Варианты – жидкостная и вакуумная цементация.
Как закалить нержавеющую сталь с промежуточным насыщением поверхностного слоя углеродом?
- Процесс науглероживания проходит при температурах 910-950°C, в случае необходимости его ускорения – при 1000-1050°C.
- После цементации, являющейся промежуточным процессом, необходима закалка, которая обеспечивает упрочнение науглероженного слоя и исправляет структуру перегрева. Для корректировки дефектов структуры и уменьшения коробления металла, возникающих из-за длительной выдержки при высоких температурах науглероживания, используют двойную закалку.

Обязательная заключительная операция – низкий отпуск, осуществляемый при температурах 160-180°C, благодаря которому мартенсит закалки в поверхностном слое трансформируется в мартенсит отпуска.
Есть в обиходе человека разумного такие обыденные инструменты, о необходимости которых мы как-то и не задумываемся. Но так бывает не всегда: например, стоит нашему ножу затупиться, и сразу же появляется ощущение дискомфорта. Для того, чтобы счастливо избежать подобных ситуаций, надо разобраться, как закалить нож в домашних условиях, ведь вопрос этот актуален, так как без правильной операции столь нужный инструмент становится абсолютно неэффективным, а значит, и вовсе бесполезным.
Если же самодельный нож в прошлой жизни был, например, рессорой или напильником, то ему в любом случае потребуется закалка, ведь механическая обработка лезвия всегда подразумевает его нагрев. Проверить качество ее можно и дома. Для этого зафиксируйте нож в тисках, а потом начинайте его сгибать. Если он сломается, когда угол сгиба минует отметку в 45°, то изделие ваше было, увы, качественным.
Температурный режим: особенности
Они есть, поэтому закалка ножей — операция, которую нельзя назвать элементарной. Первое правило гласит, что нагрев клинка должен происходит постепенно и равномерно. Если на это условие махнуть рукой, то очень быстрый нагрев приведет к формированию довольно крупных зерен в структуре металла, а следствием станет чрезмерная хрупкость изделия. Потому для каждого стального сплава подойдет только свой температурный режим. Например:
- высокоуглеродистые сплавы способны выдержать температуру от 680 до 850°С;
- низкоуглеродистые — от 727 до 950°С;
- легированные сплавы могут устоять при температуре от 850 до 1150°С.

Как можно определить температуру нагрева дома? Пирометр, могущий помочь, в отличие от ножей, присутствует далеко не в каждом доме, но есть другой доступный метод — использование простейшего магнита. У всех металлов есть одно интересное свойство: каждый из них имеет свою точку Кюри: пройдя ее, он переходит из ферримагнитного состояния в парамагнитное. Если говорить человеческим языком, то он просто перестает «страстно» реагировать на магнит. Когда у разогретого лезвия к магниту «притяженья больше нет», значит, температура нагрева добралась до критической — точки Кюри.
Как избежать неприятностей?
При домашней процедуре закалки существует самая большая проблема — перекаливание металла, приводящее к тому, что хрупкость материала увеличивается очень сильно. Если не обращать пристального внимания на равномерность прогрева, можно получить другой дефект — на лезвии образуются поперечные трещины.
Однако есть возможность избежать печальных последствий — заучить правило, позволяющее без проблем закалять ножи и в будущем. Оно гласит, что режущую часть лезвия можно нагревать лишь единожды до желтого цвета, проверяя магнитом, а часть, которая не будет принимать участие в заточке, нагревается три раза до температуры, равной 280°С, что будет соответствовать фиолетовому цвету.
Оно гласит, что режущую часть лезвия можно нагревать лишь единожды до желтого цвета, проверяя магнитом, а часть, которая не будет принимать участие в заточке, нагревается три раза до температуры, равной 280°С, что будет соответствовать фиолетовому цвету.
Домашняя закалка и ее хитрости
Качественная закалка может быть успешно выполнена и дома, надо только иметь правильный подход к столь увлекательному процессу и вашему инструменту — складному или охотничьему ножу, самоделке из напильника или ножу бабочке. Проблема станет немного серьезнее, если ваше изделие выполнено из нержавейки, но и в этом случае решение найдется, надо лишь познакомиться с нюансами процедуры и подготовить необходимое оборудование для нагрева.
Пара абзацев об охлаждающих средах
Такой охлаждающей средой способны быть различные вещества. Наиболее же популярными, ввиду их доступности, являются масло и вода. Поэтому ознакомьтесь со скоростями охлаждения изделий из стали:
- Вода. Если ее температура немного превышает отметку в 20°, то скорость охлаждения будет 450°/с. Когда она ледяная, то значение выше — 600°/с.
- Масло. Его комнатная температура позволить охладить клинок со скоростью 150°, если же его разогреть до 200°, то это значение возрастет вдвое.
 Если ее температура немного превышает отметку в 20°, то скорость охлаждения будет 450°/с. Когда она ледяная, то значение выше — 600°/с.
Если ее температура немного превышает отметку в 20°, то скорость охлаждения будет 450°/с. Когда она ледяная, то значение выше — 600°/с.Надо отметить и такое явление, как прокаливаемость. Она означает глубину закалки слоев. Если в качестве охлаждающей среды выступает вода, скорость прокаливания стали составляет 1 мм/с, если же используется масло, скорость уменьшается почти вдвое. Выход есть, однако, даже для обоюдоострого инструмента: сначала клинок нагревается до нашей точки, потом опускается на пару секунд в воду, после чего его перемещают в масло.
Графитовая закалка
Закалка в графите замечательно подойдет для закалки режущей кромки у ножа с довольно толстым лезвием. Такая технология позволяет сделать качественную обработку разнообразных моделей, а проведение этой процедуры в домашних условиях не составит особого труда. Ознакомиться с процессом можно, но лучше сделать это, посмотрев видео.
Ознакомиться с процессом можно, но лучше сделать это, посмотрев видео.
Отправляем нож в зонный отпуск
Возможна и зонная закалка ножа, если лезвия вас устраивают, но хочется, чтобы и средняя часть приобрела большую упругость. Тогда алгоритм обработки следующий:
- Берется прут, диаметр которого 10 мм. Он разогревается «до белого каления», после чего прикладывается к средней части ножа.
- После того, как эта часть основательно прогрелась, клинок отправляют в кипяток, в котором его оставляют на 2 часа.
- Когда выдержка подойдет к концу, нож следует опустить в ледяную воду.
Такая операция называется низким отпуском. То, что надо учесть для качественного резуль5ек4утата:
- Малый объем жидкости не сможет обеспечить должный результат: жидкость быстро нагреется, а из-за этого произойдет как изменение необходимой скорости охлаждения, так и нарушение температурного режима. Минимальное количество воды в этом случае составляет 20 литров.
- Положение клинка в охлаждающей среде должно быть зафиксированным, в ином случае возникнут проблемы с равномерностью теплоотдачи, что приведет к неутешительным для ножа последствиям.

Несколько правил, способных изменить нож
Они достаточно просты, но позволят вам и вашему ножу выйти из сложной «передряги» с честью.
Любая закалка изделия определенной марки должна начинаться с предварительных проб, для которых используются несколько пластин, изготовленных из аналогичного материала. Первый тестовый образец используется для выбора оптимальной температуры нагрева: одну часть греют по максимуму, другую же минимально.
Потом пластина помещается в охлаждающую среду, в роли которой выступает или масло, или вода. Когда образец полностью остыл, его фиксируют в тисках и разламывают, после чего с лупой изучают место излома. При идеально проведенной закалке металл должен приобрести крупнозернистую структуру.
Теперь берется следующий опытный образец. Его участью станет проверка охлаждающего вещества. Их необходимо использовать несколько, можно добавить к нашим «героям» и жидкий свинец. После того, как закаленная пластина будет ломаться при отклонении ее на 30°, можно продолжать эксперименты — как с температурными режимами, так и с охлаждающими веществами. Результат будет достигнут, если после этих манипуляций пластина сломается именно при угле 45°.
Его участью станет проверка охлаждающего вещества. Их необходимо использовать несколько, можно добавить к нашим «героям» и жидкий свинец. После того, как закаленная пластина будет ломаться при отклонении ее на 30°, можно продолжать эксперименты — как с температурными режимами, так и с охлаждающими веществами. Результат будет достигнут, если после этих манипуляций пластина сломается именно при угле 45°.
Для защиты режущих инструментов от трещин им требуется предварительный отжиг. Эта операция должна производиться на определенном оборудовании — в муфельной печи, оснащенной регулятором температуры. Надо помнить, что процесс нагрева обязан быть медленным и равномерным.
В том деле, что называется «Как закалить нож в домашних условиях» нужно разобраться со всем тщанием, тогда ваши ножи останутся целыми, а их лезвия всегда будут острыми.
Посмотрите видео, относящееся к этому процессу:
У маеня возник вопрос, посоветуйте, пожалуйста.
Купил себе ножик, китайский складной, стоит 12 долларов. Надо для бытовых потребностей. Всё в нём ОК, только материал лезвия – сталь то ли 3х13, то ли 4х13, нержавейка. Заточку держит плохо, довольно мягкая, хотя затачивается хорошо.
Вопрос: 1) если закалить режущую кромку, станет ли нож лучше держать заточку?
И ещё: 2) если всё же закалить, например, в масле, то как это более-менее правильно сделать в домашних условиях?
Всем спасибо за возможные советы.
В принципе, этот нож со своими функциями и так справляется и он достаточно острый, но я привык ножом ещё и консервы безболезненно открывать, а он в таких случаях немного теряет заточку лезвия. Кстати, что обозначает значок производителя: глобус, вокруг которого буква С -?
Мне сам нож понравился, форма и надежность сборки, и я просто купил, что понравилось, хотя продавец сказал мне про качество стали лезвия. У меня та же фигня с телефонами, если я основываюсь на рациональном способе выбора, но аппарат мне не нравится, мне в моменты злости настойчиво хочется разбить его об стенку с размаха. А «мой» телефон, наоборот, такие эмоции гасит.
А «мой» телефон, наоборот, такие эмоции гасит.
Может, завтра выложу фото этого ножа, интересно, что за форма и откуда его «спионерили». Не хочу другой, большинство остальных слишком плоские для моей руки да и не такой я фанат, чтоб ножик покупать за 50 долларов и выше. В том ноже, что я купил, всё даже слишком надёжно и добротно сделано. Лезвие закалить теперь способ есть.
Спасибо за грамотный ответ.
из 30Х13-40Х13 в СССР делали малоответственные инструменты (ножницы, зажимы и еще кучу всего). Скальпели делали и чаще всего делают их сталей типа Х14М, Х18М и т.д, микроинструменты делали и делают из ЭП853.
Насколько я себе представляю, Прокопенков применял местную ХТО. Сделать что нибудь приличное из 30Х13-40Х13 вряд ли получится.
Получить 58 на 40Х13 можно, но не нужно.
Узнаем как закалить нержавейку в домашних условиях: инструкция и техника безопасности
При работе с металлом люди часто задаются вопросом, как закалить нержавейку. Существует несколько способов. Закаливание металла представляет собой трудоемкую процедуру. Она необходима для того, чтобы изделия были крепкими.
Закаливание металла представляет собой трудоемкую процедуру. Она необходима для того, чтобы изделия были крепкими.
В настоящее время используется промышленная закалка металла. Она производится в специальных термических печах. Многие интересуются, как закалить нержавейку в домашних условиях. Это сложно осуществить без специального оборудования. Дома можно сделать нержавейку более жесткой и убрать мягкость. В сегодняшней статье мы рассмотрим, как этого добиться.
Зачем это нужно?
Перед тем как закалять нержавейку, необходимо понять, для чего необходима данная процедура. Если правильно закалить сталь, то она не будет легко сгибаться. После термической обработки изделие не будет крошиться.
Важно не переборщить с закаливанием, иначе металл станет очень хрупким. В таком случае придется проводить отпуск изделия. Многие не знают, как закалить нож, чтобы лезвие было прочным и не сгибалось при резке. Данный тип работы допустимо проводить дома, если соблюдать правила техники безопасности. Нужно помнить, что сталь нельзя перегревать. Если она станет слишком твердой, то нож будет плохо резать.
Нужно помнить, что сталь нельзя перегревать. Если она станет слишком твердой, то нож будет плохо резать.
Существует два варианта: закаливают изделие целиком, либо только его часть. Первый вариант называют глобальной закалкой металла, а второй – локальной.
Общая последовательность работ
Чтобы правильно закаливать нож из нержавейки, нужно:
- Нагреть металлическую часть изделия. Рукоятку греть не нужно.
- Дождаться, пока нож станет алого цвета. Металл должен равномерно нагреться.
- Греть лезвие нужно не больше 10 минут, после этого его помещают в сургуч и сразу же вынимают.
После работы нужно убрать с лезвия остатки сургуча. Далее поверхность протереть скипидаром.
Что потребуется для работы с нержавейкой?
Необходимо заранее подготовить необходимые материалы и позаботиться о хорошем оборудовании. Если в доме нет электрической печи, то для операции подойдет обычная газовая горелка. Нужно приобрести сургуч, а также скипидар.
Как изменяется металл в ходе работ?
Многие делают заготовки для ножей дома. Данная работа требует определенных навыков. Перед тем как закалить нож в домашних условиях, следует выяснить, как проходит процесс и что происходит с металлом.
В ходе работы сталь раскаляется. В зависимости от материала, из которого изготовлен лист, он приобретает красный или белый оттенок. В процессе закаливания металл становится прочнее, чем был до процедуры. Повышается прочность в следующих случаях:
- Когда сплав раскаляется до определенной точки. Начинается процесс разрушения структуры кристаллов.
- Металл трансформируется в мягкую массу. Кристаллы приобретают подвижность. Они превращаются в мелкозернистые. После того как изделие охлаждается, зерна не теряют свою структуру. Между ними появляется крепкая связь. В итоге сталь становится прочной, но при этом хрупкой.
Многих интересует, как закалить нож. Специалисты советуют работать только с режущей кромкой. В таком случае изделие прослужит долго.
В таком случае изделие прослужит долго.
Метод проверки металла на твердость
Многие в быту используют нож из нержавейки. Если не знают, нужна ли ему термическая обработка для повышения износоустойчивости, смотрят на степень твердости металла.
Что это такое? Под твердостью металла обычно понимают его устойчивость к нагрузкам от прочных предметов. Существует специальная методика Роквелла. Она заключается во вдавливании шарика из стали. В качестве инденторов применяются прочные шарики и алмазные конусы с углом при вершине 120° со скругленным острым концом.
Из-за своей простоты этот способ является одним из наиболее распространенных методов испытания материалов.
Как определить степень твердости металла без специальных приспособлений?
В домашних условиях можно без прибора определить степень твердости изделия. Для этого следует запастись надфилем. С его помощью можно определить твердость плоской поверхности. Данный метод работает также с округлыми поверхностями. Если кромка изделия очень острая, для проверки прочности берется кусок стекла.
Если кромка изделия очень острая, для проверки прочности берется кусок стекла.
Если металл мягкий, то он не будет резать стекло (максимум оставит пару царапин). Когда металл твердый, то его сложно взять и надфилем. После некоторых усилий он может оставить на стекле заметный след.
Если металл подвергался сильной закалке, то его практически невозможно взять надфилем. Изделие легко режет стекло. В процессе можно услышать специфический хруст.
Какие выделяют виды домашней закалки?
Перед тем как закалить нержавейку, следует выяснить, какие существуют методы, доступные для работы дома. Многое зависит от правильно поставленной задачи. Важно учитывать, какая марка стали у нержавейки. Существуют различные режимы закалки металла:
- Закаливание в единичной среде. Считается одним из простых методов. Нужно помнить, что способ не подходит для металла, в котором содержится много углерода. Если взять лист такого типа, то в результате закаливания на нем появятся трещины. Изделие становится хрупким и в большинстве случаев теряет форму. Метод отлично подходит для изделий с низким процентным содержанием углерода.
- Метод прерывистой закалки. Он происходит в два этапа. Изделие охлаждают в воде, после этого его помещают в масло. Можно оставить металл на воздухе. Данный способ подходит для металла с высоким содержанием углерода. Он позволяет закалять сталь без появления трещин. Метод считается сложным для исполнения в домашних условиях. Его следует использовать для изделий с большим содержанием углерода.
- Чтобы закалить нержавейку поэтапно, следует сначала раскалить металл, а после опустить его в горячую воду с добавлением соли. В соляной ванне изделие держат до 5 минут. Происходит постепенное охлаждение. Изделие не пострадает от термического напряжения. Плюс данного метода в том, что он позволяет избежать трещин и других повреждений металла. Завершающий этап состоит в остывании листа на свежем воздухе. Такой способ предназначен для тонкого металла, в котором содержится много углерода.
- Поверхностная закалка металла. Ее часто именуют частичной. Многие хотят выяснить, как закалить нержавейку согласно этому методу. В данном случае можно увидеть, что изделия получают поверхностную прочность. Сердцевина металла остается пластичной. Способ отлично подойдет для закаливания деталей, которые выдерживают большую нагрузку.
- Метод последующего отпуска. Он интересен тем, что можно задать твердость металла на нужную глубину. Данный способ используется при работе над ударными инструментами. Прочность таких изделий возрастает.
 Изделие становится хрупким и в большинстве случаев теряет форму. Метод отлично подходит для изделий с низким процентным содержанием углерода.
Изделие становится хрупким и в большинстве случаев теряет форму. Метод отлично подходит для изделий с низким процентным содержанием углерода.
Что используют для охлаждения нержавейки дома?
В домашних условиях для охлаждения после закалки металла используют:
- Воду. Она быстро справляется с функцией охладителя металла. Не рекомендуется помещать в воду металл, в котором большое процентное содержание углерода. Изделие может деформироваться. Данная среда подходит для нержавейки с низким содержанием углерода.
- Если человек хочет равномерно охладить изделие после закаливания, то ему потребуется минеральное масло. Оно позволяет металлу медленно остывать и не вызывает деформации. Данный способ отлично подходит для легированной стали.
- Хлорид натрия или гидроксид, представленные в водном растворе. Концентрация вещества не должна превышать 10 процентов. Металлическое изделие будет равномерно охлаждаться. Искомый метод применяют по отношению к стали с высоким содержанием углерода.
- Различные полимерные растворы. К ним можно отнести моющие средства. Метод хорош тем, что не вызывает деформации материала. На изделии не будет дефектов.
 Оно позволяет металлу медленно остывать и не вызывает деформации. Данный способ отлично подходит для легированной стали.
Оно позволяет металлу медленно остывать и не вызывает деформации. Данный способ отлично подходит для легированной стали.Таблица температуры охлаждения металла после закалки
Рекомендуемая среда для остывания закаленного металла | Подходящая температура |
Вода | От 20 до 80 градусов |
Масло | От 20 до 200 градусов |
Солевые растворы | От 20 градусов и выше до бесконечности |
Что нужно знать для проведения процедуры закаливания нержавейки в домашних условиях?
Перед проведением данной операции дома следует узнать некоторые правила:
- Если металл имеет повышенную твердость, то его нужно максимально сильно накалить. Лучше всего дождаться, пока изделие не станет малинового цвета.
- Если в составе стали отмечено большое количество углерода, то нужно отнестись с осторожностью к процессу остывания.
- Если изделие требует закалки по всей поверхности, то следует равномерно нагревать его с каждой стороны.
- Не стоит допускать перегрева нержавейки. На поверхности в результате накаливания не должны проявляться пятна.
- Перед началом работы необходимо подготовить специальные щипцы. Потребуется емкость для охлаждения металла.
 Лучше всего дождаться, пока изделие не станет малинового цвета.
Лучше всего дождаться, пока изделие не станет малинового цвета.Советы специалистов
Специалисты советуют проводить закаливание нержавейки на открытом огне. Лучше всего для этих целей подходит пламя костра. Рекомендуется использовать готовые угли. Они довольно долго держат нужный температурный режим.
Если для изделия требуется частичное закаливание, то следует использовать паяльную лампу. Она подходит для работы с режущей кромкой и другими мелкими деталями. Важно не передерживать детали на огне.
Новички часто спрашивают, как закалить нержавейку по инструкции. Также важно знать, какая техника безопасности должна соблюдаться при работе с ней. Если этап охлаждения проходит с использованием масла, необходимо держаться на расстоянии от емкости, чтобы не получить ожоги.
Как понизить твердость нержавейки с помощью отпуска?
Отпуск используется для устранения повышенной твердости металла. Происходит нагрев изделия до максимальной температуры, а затем постепенное охлаждение на воздухе.
Для отпуска можно использовать температуры, не превышающие отметку 250 градусов. В этом случае материал не теряет свою прочность. В таком режиме работают с ножами и другими колющими предметами.
Рессоры и спирали рекомендуется нагревать до 500 градусов. Если человек работает над деталями, предназначенными для ударных нагрузок, то он может использовать температурный режим от 500 до 700 градусов.
Как закалить нержавейку? Техника безопасности
Чтобы работа с металлом не вредила здоровью человека, необходимо соблюдать следующие правила техники безопасности:
- Следует регулярно проветривать помещение, в котором происходит процесс закаливания металла. Рекомендуется установить в комнате специальную вытяжку. Нельзя пускать в помещение, где проходит работа, детей и животных.
- В процессе нужно использовать специальные перчатки. Как только инструменты начинают накаливаться, их опускают в воду до полного охлаждения.
- При работе с огнем следует соблюдать пожарные нормы, не подходить к огню с легко воспламеняющимися жидкостями.
- Если закаливание изделия происходит в масле, то контейнер плотно закрывается крышкой.
- Работать нужно в специальной защитной одежде. Рукава и ноги должны быть закрытыми, так как существует риск ожога конечностей.
 Рекомендуется установить в комнате специальную вытяжку. Нельзя пускать в помещение, где проходит работа, детей и животных.
Рекомендуется установить в комнате специальную вытяжку. Нельзя пускать в помещение, где проходит работа, детей и животных.Итак, мы рассмотрели, как выполнить закалку нержавейки. Как видите, данную операцию можно осуществить своими руками в домашних условиях. Главное, не забывать о технике безопасности и точно следовать инструкции.
Все о всех сталях — AISI 304
Сталь AISI 304 — американская аустенитная сталь, «родственник» российской 08Х18Н10-й стали.
Аустенитная (нержавеющая) сталь AISI 304 относится к числу наиболее распространенных и имеет американскую экспортную маркировку для реализации в странах азиатского и восточноевропейского регионов.![]() В нашей стране ближайшим родственником данной стали выступает марка 08Х18Н10.
В нашей стране ближайшим родственником данной стали выступает марка 08Х18Н10.
Состав стали отличается высоким содержанием стали и никеля, достигающем 18-20% для первого металла и 8-10,5% для второго. Доля углерода в структуре не превышает 0,8%. В целом для сталей данной группы характерно сочетание повышенной пластичности и плотности с улучшенными возможностями невосприимчивости к внешнему воздействию, как температурному, так и коррозионному.
Особенностью стали является покрытие поверхности оксидом хрома, создающим непреодолимый барьер перед влагой, что делает ножи из стали AISI 304 устойчивыми к коррозии, допускающими использованием в самых агрессивных условиях внешней среды. На фоне других марок нержавейки AISI 304 без каких-либо ограничений подвергается варке.
За счет своей универсальности сталь получила широкое распространение во многих странах, в том числе в России. Она применяется при производстве широкого ассортимента продукции, востребованной в пищевой и химической промышленности. В первую очередь это разнообразные емкости для хранения и перевозки продовольственных товаров и химических веществ.
В первую очередь это разнообразные емкости для хранения и перевозки продовольственных товаров и химических веществ.
В ножевом производстве подобна сталь используется крайне редко, так как не выдерживает серьезной закалки. Не удивительно, что найти на рынке и купить ножи из стали AISI 304 практически невозможно.
Состав и характеристики стали AISI 304:
C 0.08% | Сr 18.0 — 20.0% | Mn 2.0% | NI 8.0 — 10.5%| Si 1,00% | P 0,045% | S 0,03% |
- С (Углерод) — придает стали твердость, чем выше содержание углерода, тем тверже может быть закален клинок.
- Mn (Марганец) — элемент, который отвечает за прочность стали. Применяется на стадии выплавки, в частности из сталей с высоким содержанием марганца делают сейфы!
- Cr (Хром) — легирующий элемент. Отвечает в стали за устойчивость к коррозиям, содержится в большом количестве во всех нержавейках.
- Mo (Молибден) — элемент, который позволяет закаливать клинок до высоких показателей HRC, предотвращает ломкость клинка, делая сталь устойчивой к высоким температурам.
- V (Ванадий) — легирующий элемент, придающий стали упругость и устойчивость к химическим агрессивным средам.
- Ni (Никель) — легирующий элемент, повышает устойчивость с закислению и ржавчине.
- Si (Кремний) — элемент, который делает сталь более прочной и устойчивой к механическим нагрузкам.
- P (Фосфор) — элемент относится к технологическим примесям, который остаются в составе любой стали. Высокое содержание данного элемента может спровоцировать хрупкость клинка.Предел для содержания фосфора — 0,025 — 0,045%
- S (Сера) — сера так же относится к вредным технологическим примесям, высокое содержание которой может существенно понизить все положительные свойства клинка, такие как твердость, прочность и ударная вязкость. Как правило содержание вредных элементов в качественных сталях мизерное. Предел для содержания серы — 0,035 — 0,065%

 Как правило содержание вредных элементов в качественных сталях мизерное. Предел для содержания серы — 0,035 — 0,065%
Как правило содержание вредных элементов в качественных сталях мизерное. Предел для содержания серы — 0,035 — 0,065%
Нож из нержавеющей стали
Предлагаю к рассмотрению надежный, прочный, долговечный, простой нож из нержавеющей стали. Этот металл не ржавеет, что очень хорошо для ножа, не нужно следить за лезвием, ручкой и прочими узлами, нож всегда будет оставаться блестящим. Конструкцию ножа автор решил сделать максимально простой, благодаря этому увеличивается его надежность. Для сборки используются винты с потайной головкой. Это позволит в случае чего разобрать нож и починить, ну или почистить.
В целом нержавеющая сталь отлично подходит как для изготовления клинка, так и для изготовления ручки. Этот металл довольно прочен, он поддается закалке. Но нержавеющая сталь бывает тоже разных марок. При закалке клинка металл меняет цвет, что делает клинок довольно красивым. Найти такую сталь не должно составить у вас особого труда. Итак, рассмотрим более подробно, как же изготовить такой нож.
Итак, рассмотрим более подробно, как же изготовить такой нож.
Список материалов и инструментов, которые использовались автором:
Список материалов:
— пластинка нержавеющей стали;
— винты с потайной головкой.
Список инструментов:
— ленточный отрезной станок;
— ножовка по металлу;
— напильники;
— ножницы;
— бумага;
— наждачная бумага разной зернистости;
— линейка;
— метчик для нарезания резьбы;
— отвертка;
— шуруповерт;
— сверлильный станок;
— токарный станок;
— дисковая шлифмашина.
Процесс изготовления ножа:
Шаг первый. Разрабатываем дизайн и вырезам шаблон
Первым делом разработаем дизайн ножа на бумаге. Далее вам нужно будет его вырезать, должно получиться две половинки ручки, а также клинок. Фиксирующий механизм на ноже очень простой, он представляет собой часть ручки. То есть это кусок пластинки из нержавейки, которая пружинит. В закрытом состоянии она поджимает и удерживает клинок, чтобы тот не выпадал. А в открытом состоянии для клинка создается упор. Для складывания нужно нажать пальцем на эту самую пластину. Также в конструкции предусмотрена распорка, чтобы получить нужный зазор между половинками ручки.
А в открытом состоянии для клинка создается упор. Для складывания нужно нажать пальцем на эту самую пластину. Также в конструкции предусмотрена распорка, чтобы получить нужный зазор между половинками ручки.
Шаг второй. Вырезаем заготовки
Теперь нужно перенести шаблоны на металл, есть масса способов, как это сделать. Можно просто обвести шаблоны маркером. А можно их приклеить, но для этого используйте хороший клей, чтобы шаблон не оторвался в процессе работ. Наилучшим образом для таких работ подойдет ленточная отрезная пила, это позволит получить практически идеальные заготовки. Можно использовать и болгарку, только после этого останется много шлифовальных работ.
Шаг третий. Сверлим отверстия и нарезаем резьбу
Для сборки ножа понадобится просверлить три отверстия, для этого будет нужен сверлильный станок и скорее всего, понадобятся сверла со специальными наконечниками. Нержавеющая сталь довольно прочная и обычное сверло ее обычно не берет.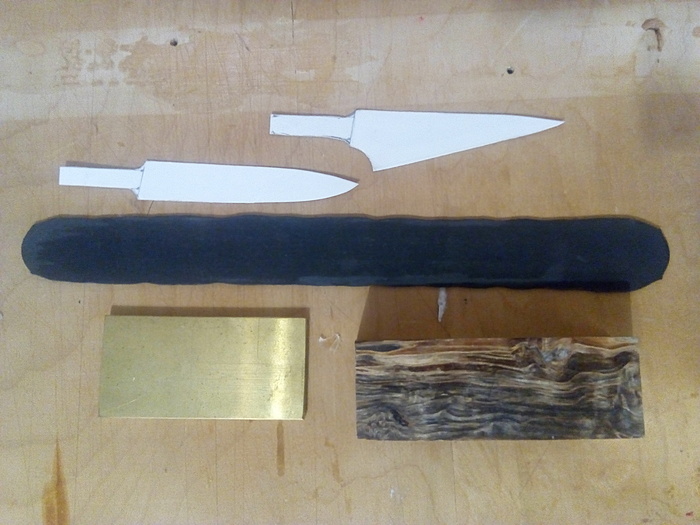 После сверления сделайте еще небольшие углубления под потайные головки винтиков.
После сверления сделайте еще небольшие углубления под потайные головки винтиков.
Вот и все, теперь вам остается нарезать резьбу под винты. Тут вам на помощь придет метчик подходящего размера. С помощью двух винтиков собирается задняя часть, а с помощью еще одного крепится клинок. Как только отверстия будут готовы, вы уже сможете в качестве эксперимент.
А собрать нож и проверить, хорошо ли работает фиксирующий механизм.
Шаг четвертый. Доработка клинка
Клинок у нас уже есть, но на нем нужно сформировать скосы. Способов их изготовления масса, автор решил использовать болгарку со шлифовальной насадкой. Скосы делаем на свое усмотрение, у автора они сливаются с клинком, то есть скос плавно переходит по всей ширине клинка. Чем тоньше будет лезвие, тем легче оно будет точиться и тем острее будет нож.
После обработки болгаркой на поверхности будет иметься много глубоких царапин. Их все нужно убрать, для этого сначала используем крупную наждачную бумагу. Затем потихоньку уменьшаем зернистость, выбираем наждачку все мельче и мельче. В итоге вы сможете воспользоваться полировальным станком и сделать лезвие зеркальным.
В итоге вы сможете воспользоваться полировальным станком и сделать лезвие зеркальным.
Шаг пятый. Финишная шлифовка
Обработайте при помощи наждачной бумаги половинки ручек, их можно сделать идеально гладкими или даже зеркальными. Обрабатываем не только снаружи, но и изнутри, так нож прослужит дольше. Чтобы наждачка работала лучше, ее можно смачивать в воде.
Шаг шестой. Закалка клинка
Закалка – неотъемлемая процедура при изготовлении качественного ножа. Благодаря закалке клинок обретает высокую прочность и долго не тупится. Для закалки вам понадобится масло или обычная вода. Но в масле закалять лучше, так как меньше шансов, что клинок деформируется, или треснет. Греет клинок автор газовой горелкой, водя ей вдоль клинка для равномерного прогрева. Подойдет также кузнечная печь. Греем сталь до ярко-красного цвета, а затем погружаем в масло или воду. Температура закалки для каждой стали индивидуальна, никогда об этом не забывайте.
После закалки цвет клинка изменится, смотрится эта патина довольно красиво, так что есть смысл ее оставить. Но при желании вы все же сможете отполировать клинок до блеска. Помимо закалки клинка автор также закалил фиксирующий механизм, чтобы он был прочнее и пружинил.
Но при желании вы все же сможете отполировать клинок до блеска. Помимо закалки клинка автор также закалил фиксирующий механизм, чтобы он был прочнее и пружинил.
После закалки обычно выполняют еще отпуск металла, чтобы он не был хрупким и мог пружинить. Если говорить в общих чертах, сталь отправляют на часик в бытовую духовку, тут клинок греется при температуре 200-300°C, но все зависит от конкретно взятой марки стали. А далее духовку выключают и дают остыть ей вместе с клинком в закрытом состоянии. На этом отпуск окончен.
Шаг седьмой. Завершающие штрихи
Все детали ножа готовы, теперь вы можете его собрать! Для этого вам всего нужно закрутить три винтика. На резьбу можно нанести герметик, чтобы винтики не раскручивались. Вот и все, нож готов к использованию! Вам осталось только наточить его до состояния лезвия! Используйте для этих целей заточные камни, специальные приспособления или обычную мелкую наждачную бумагу.
Надеюсь, проект вам понравился, и вы нашли для себя что-то полезное. Удачи и вдохновений при изготовлении собственных проектов. Не забывайте делиться своими самоделками с нами!
Удачи и вдохновений при изготовлении собственных проектов. Не забывайте делиться своими самоделками с нами!
Источник (Source)
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Закалка и отпуск ножевой стали — Sandvik Materials Technology
Закалка — это способ сделать сталь ножа более твердой. Если сначала нагреть ножевую сталь до 1050–1090 ° C (1922–1994 ° F), а затем быстро охладить (закалить)), ножевая сталь станет намного тверже, но при этом станет более хрупкой.
Для уменьшения хрупкости материал закаливают, обычно нагревая его до 175–350 ° C (347–662 ° F) в течение 2 часов, что приводит к твердости 53–63 HRC и хорошему балансу между сохранением резкости, шлифуемость и вязкость.
Закалка должна проводиться в течение разумного периода времени после затвердевания, предпочтительно в течение часа или около того. Жизненно важно, чтобы лезвие остыло до комнатной температуры перед началом отпуска. В противном случае превращение в мартенсит будет прервано, и результаты упрочнения могут ухудшиться.
Жизненно важно, чтобы лезвие остыло до комнатной температуры перед началом отпуска. В противном случае превращение в мартенсит будет прервано, и результаты упрочнения могут ухудшиться.
Более высокая температура отпуска дает несколько более мягкий материал с более высокой вязкостью, тогда как более низкая температура отпуска дает более твердый и несколько более хрупкий материал, как показано на рисунке ниже.
Походный нож или нож для выживания, например, можно закалить при температуре 350 ° C (662 ° F), чтобы он мог выдерживать грубое обращение, не ломаясь. С другой стороны, если предполагается, что нож будет иметь острую кромку, его можно вместо этого закалить при 175 ° C (347 ° F) для максимальной твердости.
Температуры отпуска ниже 175 ° C (347 ° F) следует использовать только в исключительных случаях, когда предъявляются крайние требования к высокой твердости, поскольку очень низкие температуры отпуска приводят к очень хрупкому материалу.Точно так же следует избегать температуры отпуска выше 350 ° C (662 ° F), поскольку это может привести к хрупкости и снижению коррозионной стойкости. Обратите внимание, что если закаленное лезвие подвергается воздействию температур выше температуры отпуска (например, во время шлифования), свойства ножа будут ухудшены.
Обратите внимание, что если закаленное лезвие подвергается воздействию температур выше температуры отпуска (например, во время шлифования), свойства ножа будут ухудшены.
Правильно выполненная закалка приведет к хорошему балансу между твердостью, ударной вязкостью и коррозионной стойкостью готового лезвия ножа.
Дополнительные сведения о закалке
Что можно и чего нельзя делать при хорошей термообработке
Спасибо C6 MFG и Дэну Свани за то, что они стали сторонниками Knife Steel Nerds Patreon!
Легенда о термообработке
Существуют некоторые споры о ножах из стали с «хорошей термообработкой» и ножах с плохой или некачественной термообработкой.Некоторые производители ножей имеют почти легендарную репутацию благодаря превосходной термообработке. Что именно возможно с точки зрения термической обработки? Насколько лучше может быть сталь? Насколько плохо это может быть?
Что такое термообработка?
Начнем с основ. В простейшем виде сталь нагревается горячим способом, закаляется и отпускается. Это обеспечивает в конечном итоге желаемые свойства, которые включают высокую твердость в сочетании с достаточной ударной вязкостью. Здесь недостаточно места, чтобы полностью объяснить весь процесс.При высокой температуре сталь превращается в немагнитную фазу, называемую аустенитом, которая имеет гораздо более высокую растворимость для углерода, чем низкотемпературный феррит. В низкотемпературном феррите углерод связан с различными карбидами (соединениями углерода и металлов), поэтому углерод в значительной степени не способствует высокой прочности и твердости. При высокой температуре карбиды растворяются, и углерод диффундирует в окружающий аустенит. Как правило, более высокая температура аустенизации приводит к большему количеству растворенного углерода для повышения твердости в конечном термообработанном ноже.Об аустенизации читайте в этой статье. Затем сталь быстро закаливается, поэтому углерод не успевает диффундировать в виде карбидов.
В простейшем виде сталь нагревается горячим способом, закаляется и отпускается. Это обеспечивает в конечном итоге желаемые свойства, которые включают высокую твердость в сочетании с достаточной ударной вязкостью. Здесь недостаточно места, чтобы полностью объяснить весь процесс.При высокой температуре сталь превращается в немагнитную фазу, называемую аустенитом, которая имеет гораздо более высокую растворимость для углерода, чем низкотемпературный феррит. В низкотемпературном феррите углерод связан с различными карбидами (соединениями углерода и металлов), поэтому углерод в значительной степени не способствует высокой прочности и твердости. При высокой температуре карбиды растворяются, и углерод диффундирует в окружающий аустенит. Как правило, более высокая температура аустенизации приводит к большему количеству растворенного углерода для повышения твердости в конечном термообработанном ноже.Об аустенизации читайте в этой статье. Затем сталь быстро закаливается, поэтому углерод не успевает диффундировать в виде карбидов. Это «блокирует» углерод, обеспечивая высокую твердость. Образуется новая фаза, называемая мартенситом, которая похожа на феррит, но искажена углеродом, который присутствует между атомами железа. Узнайте об образовании мартенсита и о том, что придает ему высокую твердость, в этой статье. Затем сталь закаляется, что несколько снижает твердость стали и увеличивает ее вязкость.Как правило, более высокая температура отпуска означает меньшую твердость, но более высокую вязкость. Узнайте о темперировании в этой статье.
Это «блокирует» углерод, обеспечивая высокую твердость. Образуется новая фаза, называемая мартенситом, которая похожа на феррит, но искажена углеродом, который присутствует между атомами железа. Узнайте об образовании мартенсита и о том, что придает ему высокую твердость, в этой статье. Затем сталь закаляется, что несколько снижает твердость стали и увеличивает ее вязкость.Как правило, более высокая температура отпуска означает меньшую твердость, но более высокую вязкость. Узнайте о темперировании в этой статье.
Плохая термообработка
Хотя могут быть споры о том, что делает одну термообработку лучше другой, есть некоторые процессы, которые более или менее объективно приводят к плохим результатам. Я рассмотрел некоторые из них ниже:
1. Несоответствующая исходная микроструктура. Под несовместимостью я подразумеваю как внутри стали, так и между разными ножами.Это особенно важно для кузнецов-кузнецов, у которых в исходном состоянии ножа будет различная микроструктура. Сталь должна быть нормализована и отожжена последовательным методом, чтобы гарантировать, что зернистая структура однородна, а карбидная структура готова к окончательной термообработке. Если микроструктура меняется от ножа к ножу, то реакция на термообработку также изменится. Другими словами, будут различия в твердости, ударной вязкости и т. Д., Даже если окончательная термообработка будет проводиться последовательно.Вы можете прочитать об отжиге в этих статьях: Часть 1 и Часть 2.
Сталь должна быть нормализована и отожжена последовательным методом, чтобы гарантировать, что зернистая структура однородна, а карбидная структура готова к окончательной термообработке. Если микроструктура меняется от ножа к ножу, то реакция на термообработку также изменится. Другими словами, будут различия в твердости, ударной вязкости и т. Д., Даже если окончательная термообработка будет проводиться последовательно.Вы можете прочитать об отжиге в этих статьях: Часть 1 и Часть 2.
2. Недостаточная температура / время при аустенизации. Если сталь недостаточно аустенитизирована, перед закалкой может остаться феррит. Феррит мягкий и пластичный, поэтому сталь не достигнет полной твердости, а прочность будет снижена из-за феррита. Даже если он полностью превращен в аустенит, необходимо растворить достаточно карбида, чтобы в растворе имелся углерод для достижения желаемой твердости. Недостаточная температура / время во время аустенизации чаще всего встречается при термообработке на глаз с помощью кузницы или горелки. Вот почему мастера по лезвиям часто проверяют свои термообработанные лезвия напильником, потому что, если сталь легко режется напильником, это означает, что они не полностью аустенитизировали. Твердость, вероятно, будет ниже 50 Rc, если феррит все еще присутствует.
Вот почему мастера по лезвиям часто проверяют свои термообработанные лезвия напильником, потому что, если сталь легко режется напильником, это означает, что они не полностью аустенитизировали. Твердость, вероятно, будет ниже 50 Rc, если феррит все еще присутствует.
3. Слишком высокая температура / время при аустенизации. Если сталь перегрета, одним из вероятных результатов будет рост зерна. Крупное зерно снижает ударную вязкость. Другая проблема — слишком много углерода в растворе, что приводит к образованию хрупкого «пластинчатого мартенсита».Еще одна потенциальная проблема — это чрезмерный остаточный аустенит. Более высокие температуры аустенизации понижают температуру образования мартенсита, пока она не станет даже ниже комнатной. В определенный момент даже криогенная обработка не может полностью превратить аустенит в мартенсит. Избыточный остаточный аустенит приводит к низкой прочности и твердости. Некоторые стали более чувствительны к чрезмерной стабилизации, чем другие. Простые стали на самом деле наиболее чувствительны, в них не так много карбида, чтобы предотвратить рост зерен, а карбиды легко растворяются в растворе с высоким содержанием углерода. Мы наблюдали сильное падение прочности как у 5160, так и у CruForgeV, даже при температурах, рекомендованных техническими описаниями термообработки. См. Ниже, где аустенизация CruForgeV при температуре 1550 ° F, а не 1450-1500 ° F привела к поглощению энергии менее 2 фунт-футов в испытании на ударную вязкость. В техническом описании рекомендуется 1500-1550 ° F.
Мы наблюдали сильное падение прочности как у 5160, так и у CruForgeV, даже при температурах, рекомендованных техническими описаниями термообработки. См. Ниже, где аустенизация CruForgeV при температуре 1550 ° F, а не 1450-1500 ° F привела к поглощению энергии менее 2 фунт-футов в испытании на ударную вязкость. В техническом описании рекомендуется 1500-1550 ° F.
Простые стали, такие как 1080/1084, имеют самый узкий диапазон оптимальных температурно-временных комбинаций с точки зрения твердости и вязкости. Но эти стали, скорее всего, будут использоваться начинающими мастерами по лезвиям, которые обрабатывают термически на глаз в кузнице.«Плохая» термообработка довольно распространена. Магнит может помочь определить, когда сталь находится в приблизительном диапазоне температур, но это не совсем точно, как объясняется здесь.
4. Во время высокотемпературных операций сталь образует окалину и теряет углерод до кислорода, что называется обезуглероживанием. В частности, высоколегированные стали необходимо защищать от кислорода, например, с помощью термообработанной фольги, поскольку требуемые температуры аустенизации высоки. Без защиты от кислорода сталь может терять углерод на значительную глубину в стали, что приводит к низкой твердости и плохим характеристикам.Также можно использовать высокотемпературные жидкие покрытия, такие как ATP-641 или Turco. Жидкие покрытия, предотвращающие образование накипи, особенно полезны для сталей, которые необходимо закалить в масле, поскольку нет фольги, которую можно было бы удалить перед этим. Еще проще использовать солонки, хотя они и дороже. Тем не менее, солеварни становятся все более доступными для производителей ножей.
Без защиты от кислорода сталь может терять углерод на значительную глубину в стали, что приводит к низкой твердости и плохим характеристикам.Также можно использовать высокотемпературные жидкие покрытия, такие как ATP-641 или Turco. Жидкие покрытия, предотвращающие образование накипи, особенно полезны для сталей, которые необходимо закалить в масле, поскольку нет фольги, которую можно было бы удалить перед этим. Еще проще использовать солонки, хотя они и дороже. Тем не менее, солеварни становятся все более доступными для производителей ножей.
5. Недостаточная скорость закалки после аустенизации. Разные стали требуют разной скорости закалки для достижения полной твердости.Некоторые стали можно просто оставить на воздухе и они полностью затвердеют, другим требуется очень быстрая закалка в масле или даже закалка в воде для полного затвердевания. При слишком медленном охлаждении образуются мягкие фазы, такие как феррит или перлит, а не желаемый твердый мартенсит. Эти фазы снижают прочность стали. Некоторые легирующие элементы, такие как марганец, хром и молибден, подавляют образование феррита или перлита, поэтому возможны более низкие скорости охлаждения. Требуемая скорость охлаждения для данной стали называется ее «закаливаемостью», о которой я писал в этой статье.Карбиды также могут образовываться по границам зерен при медленном охлаждении, и эти карбиды снижают ударную вязкость. Стали с высокой закаливаемой способностью, которые могут охлаждаться на воздухе и полностью закаливаться, называются «закалкой на воздухе», стали со средней закаливаемой способностью, предназначенные для закалки в масле, называются «закалкой в масле», а стали с самой низкой закалкой называются «закалкой в воде». Ниже показаны зависимости твердости от скорости охлаждения для стали, закаленной в воде, в масле и на воздухе, где вы можете видеть, что для полной закалки стали, закаленной в воде, требуются гораздо более высокие скорости охлаждения.
Некоторые легирующие элементы, такие как марганец, хром и молибден, подавляют образование феррита или перлита, поэтому возможны более низкие скорости охлаждения. Требуемая скорость охлаждения для данной стали называется ее «закаливаемостью», о которой я писал в этой статье.Карбиды также могут образовываться по границам зерен при медленном охлаждении, и эти карбиды снижают ударную вязкость. Стали с высокой закаливаемой способностью, которые могут охлаждаться на воздухе и полностью закаливаться, называются «закалкой на воздухе», стали со средней закаливаемой способностью, предназначенные для закалки в масле, называются «закалкой в масле», а стали с самой низкой закалкой называются «закалкой в воде». Ниже показаны зависимости твердости от скорости охлаждения для стали, закаленной в воде, в масле и на воздухе, где вы можете видеть, что для полной закалки стали, закаленной в воде, требуются гораздо более высокие скорости охлаждения.
Требуемая скорость охлаждения также зависит от аустенизации, обычно более высокие температуры аустенизации приводят к более высокой прокаливаемости и более медленной необходимой закалке. Это наиболее важно для сталей с низкой закалкой, таких как 1095 и W2, где недостаточная аустенизация может привести к появлению мягких пятен после закалки. Это уравновешено с аустенизацией при слишком высокой температуре по причинам, описанным в пункте 3. Существует множество доступных закалочных средств, включая ряд различных масел.Лучше всего подходит масло, предназначенное для закалки, и его следует выбирать в зависимости от скорости. «Быстрое» масло может быть почти таким же быстрым, как вода, в то время как среднее или медленное масло обеспечивает меньшую деформацию и риск растрескивания сталей с более высокой способностью к закалке. Некоторые производители ножей пытаются использовать менее дорогие масла, такие как рапсовое масло, и хотя они могут работать, они могут не подходить для определенных сталей, и масло в конечном итоге испортится и перестанет работать.
Это наиболее важно для сталей с низкой закалкой, таких как 1095 и W2, где недостаточная аустенизация может привести к появлению мягких пятен после закалки. Это уравновешено с аустенизацией при слишком высокой температуре по причинам, описанным в пункте 3. Существует множество доступных закалочных средств, включая ряд различных масел.Лучше всего подходит масло, предназначенное для закалки, и его следует выбирать в зависимости от скорости. «Быстрое» масло может быть почти таким же быстрым, как вода, в то время как среднее или медленное масло обеспечивает меньшую деформацию и риск растрескивания сталей с более высокой способностью к закалке. Некоторые производители ножей пытаются использовать менее дорогие масла, такие как рапсовое масло, и хотя они могут работать, они могут не подходить для определенных сталей, и масло в конечном итоге испортится и перестанет работать.
6. Слишком быстрая закалка. Также возможна слишком быстрая закалка, так как это может привести к «трещинам закалки», короблению и другим проблемам.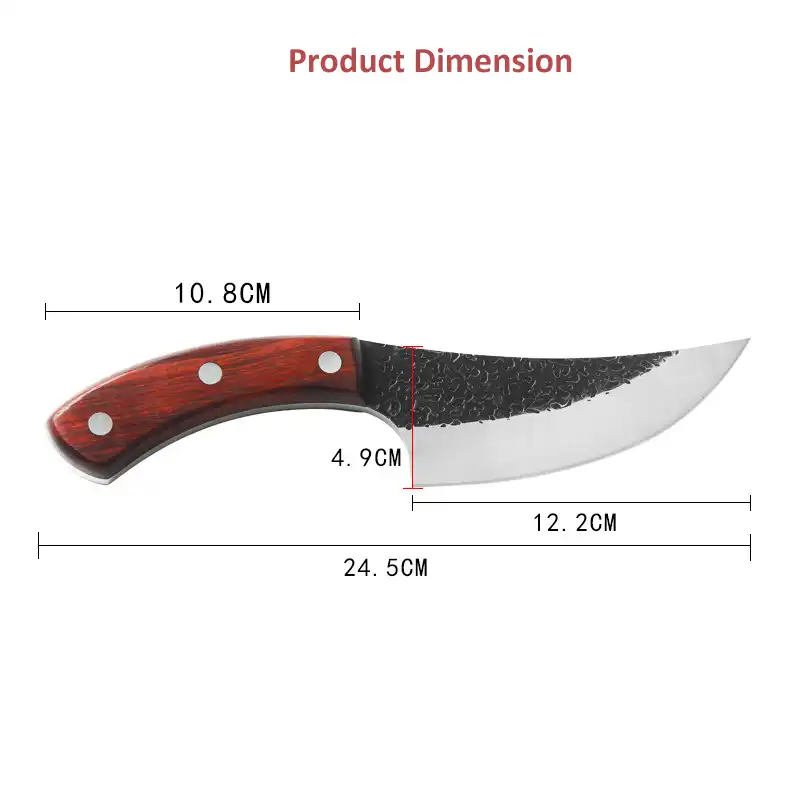 Это особенно важно при работе с толстыми деталями или деталями сложной формы. Поверхность охлаждается быстрее, чем сердечник, и различия в размерах меняются из-за колебаний температуры и преобразований (более холодные участки сначала превращаются в мартенсит), что приводит к напряжениям в лопатке. Очевидно, что если эти напряжения достигают точки образования трещин в лопасти, это слабые места.
Это особенно важно при работе с толстыми деталями или деталями сложной формы. Поверхность охлаждается быстрее, чем сердечник, и различия в размерах меняются из-за колебаний температуры и преобразований (более холодные участки сначала превращаются в мартенсит), что приводит к напряжениям в лопатке. Очевидно, что если эти напряжения достигают точки образования трещин в лопасти, это слабые места.
7. Недостаточный отпуск. Если сталь не подвергается отпуску при достаточно высокой температуре или в течение достаточного времени, сталь не будет такой твердой, как могла бы.Требуемая температура отпуска зависит от стали и предшествующей процедуры аустенизации и закалки. Для многих сталей наблюдается относительно постепенное снижение твердости в сочетании с соответствующим увеличением вязкости. Мы проверили ударную вязкость нескольких сталей с температурой отпуска всего 300 ° F, которые имели хорошую ударную вязкость, таких как AEB-L. Для некоторых сталей существует температура отпуска, ниже которой наблюдается относительно резкое падение вязкости. В исследовании ударной вязкости 5160 мы обнаружили, что отпуск при 375 ° F привел к очень высокой ударной вязкости, но 350 ° F привел к менее чем половине этой вязкости.
В исследовании ударной вязкости 5160 мы обнаружили, что отпуск при 375 ° F привел к очень высокой ударной вязкости, но 350 ° F привел к менее чем половине этой вязкости.
8. Слишком сильная закалка. На приведенной выше диаграмме для 5160 вы можете видеть небольшое снижение ударной вязкости при использовании температуры отпуска 450 ° F вместо 400 ° F. Это может показаться несущественным, но твердость также снизилась за счет более высокого отпуска, поэтому в целом баланс твердости и твердости снизился. Этот эффект называется «мартенситное охрупчивание при отпуске» (TME), при котором ударная вязкость снижается при отпуске в приблизительном диапазоне 450-650 ° F. Закалка в температурном диапазоне TME довольно распространена среди производителей ножей, и хотя она может приводить или не приводить к легким отказам, она не идеальна, и ее следует избегать.О охрупчивании закаленного мартенсита читайте здесь.
Некоторые стали менее склонны к TME, например стали, легированные кремнием и высоколегированные стали, в том числе большинство инструментальных сталей с закалкой на воздухе. Эти стали можно отпускать до температуры 500 или даже 600 ° F без охрупчивания. Ниже показан отпуск в зависимости от вязкости для инструментальной стали A2 (высоколегированный) и O1 (низколегированный), где вы можете видеть, что пиковая вязкость достигается при температуре отпуска около 500 ° F с A2, показывая подавление TME до несколько более высокой температуры. .
Эти стали можно отпускать до температуры 500 или даже 600 ° F без охрупчивания. Ниже показан отпуск в зависимости от вязкости для инструментальной стали A2 (высоколегированный) и O1 (низколегированный), где вы можете видеть, что пиковая вязкость достигается при температуре отпуска около 500 ° F с A2, показывая подавление TME до несколько более высокой температуры. .
9. Недостаточное количество циклов отпуска. Как упоминалось в случае плохой термообработки 3 (сверхустенизация), некоторое количество аустенита часто остается после закалки. Во время отпуска этот аустенит дестабилизируется и превращается в мартенсит при охлаждении до комнатной температуры. Затем этот новый мартенсит «не отпускается», и требуется еще один цикл отпуска, чтобы хрупкий мартенсит не попал в конечный нож. Для большинства сталей требуется как минимум два цикла отпуска с промежуточным охлаждением до комнатной температуры.Некоторым сталям требуется больше циклов отпуска, особенно если они разработаны с большим количеством аустенита, который трансформируется во время отпуска, например, с некоторыми быстрорежущими сталями.
Диапазон вариантов «хорошей» термообработки
Если избежать всех вышеперечисленных проблем (и других, которые я не упомянул или не забыл), у нас будет то, что я бы назвал «хорошей» термообработкой. Многие производители ножей проводят хорошую термическую обработку. Использование хорошо управляемой печи для аустенизации, закалки в хорошей среде и правильного отпуска в большинстве случаев может привести к хорошей термообработке.Особенно при соблюдении рекомендаций, содержащихся в листе технических данных на сталь, в котором указаны рекомендуемые диапазоны температур. Однако в рамках хорошей термообработки существует множество приемлемых комбинаций параметров и обработки. Какие комбинации лучше всего? Как различные параметры влияют на разные свойства?
Твердость и прочность
Твердость — это мера прочности. Более высокая твердость означает лучшее сопротивление качению, особенно на тонких кромках.Узнайте о важности прочности тонких кромок в этой статье о стабильности кромок. Есть некоторые исключения из этого общего правила, когда показатель прочности, называемый «пределом текучести», не совсем коррелирует с твердостью. О том, что такое твердость, а чего нет, я писал в этой статье. Один случай связан с чрезмерным остаточным аустенитом, где даже при той же твердости предел текучести может быть ниже:
Есть некоторые исключения из этого общего правила, когда показатель прочности, называемый «пределом текучести», не совсем коррелирует с твердостью. О том, что такое твердость, а чего нет, я писал в этой статье. Один случай связан с чрезмерным остаточным аустенитом, где даже при той же твердости предел текучести может быть ниже:
Твердость и вязкость
Вязкость стали во многом определяется ее твердостью.Как правило, более высокая твердость означает более низкую вязкость. Таким образом, выбор целевой твердости для ножа часто представляет собой баланс между твердостью (прочностью; сопротивлением качению) и ударной вязкостью (сопротивлением выкрашиванию). Ниже показаны зависимости твердости от вязкости для стали CruForgeV. Он также показывает испытания на ударную вязкость как в «продольном», так и в «поперечном» направлении. О том, что означает это направление, читайте в этой статье.
Твердость и удержание кромок
Более высокая твердость означает лучшее удержание кромки среза. Удержание кромки среза обычно хорошо коррелирует с износостойкостью. Более высокая твердость означает лучшую износостойкость, так же как мягкие материалы легче поцарапать. Прочтите о параметрах, которые контролируют удержание кромки, в моих статьях о тестировании удержания кромки CATRA, часть 1 и часть 2. Удержание кромки среза улучшается примерно на 5-10% на 1 Rc для данной стали. Результаты испытаний на разрезание каната аналогичны результатам испытаний CATRA. Уэйн Годдард также обнаружил аналогичное увеличение удержания кромки и твердости в своих испытаниях на резку каната.
Удержание кромки среза обычно хорошо коррелирует с износостойкостью. Более высокая твердость означает лучшую износостойкость, так же как мягкие материалы легче поцарапать. Прочтите о параметрах, которые контролируют удержание кромки, в моих статьях о тестировании удержания кромки CATRA, часть 1 и часть 2. Удержание кромки среза улучшается примерно на 5-10% на 1 Rc для данной стали. Результаты испытаний на разрезание каната аналогичны результатам испытаний CATRA. Уэйн Годдард также обнаружил аналогичное увеличение удержания кромки и твердости в своих испытаниях на резку каната.
Параметры твердости и термообработки
Более высокая твердость достигается двумя основными методами: более высокой температурой аустенизации или более низкой температурой отпуска. Для заданной целевой твердости существует ряд комбинаций температур аустенизации и отпуска. Лучше ли проводить аустенизацию при более высокой температуре в сочетании с более высокой температурой отпуска? Или использовать более низкую температуру аустенизации в сочетании с более низкой температурой отпуска? Это зависит от целевой твердости и рассматриваемой стали. В общем, более низкая температура аустенизации лучше для ударной вязкости, потому что размер зерна меньше и в растворе меньше углерода. См. Таблицу ниже, где показаны зависимости вязкости от температуры аустенизации K390, все закалены до одинаковой твердости:
В общем, более низкая температура аустенизации лучше для ударной вязкости, потому что размер зерна меньше и в растворе меньше углерода. См. Таблицу ниже, где показаны зависимости вязкости от температуры аустенизации K390, все закалены до одинаковой твердости:
Однако есть некоторые исключения из общего правила: чем меньше аустенизация, тем лучше. В некоторых случаях лучше, чтобы сталь сообщала вам, где лучше всего сочетаются твердость и ударная вязкость, как, например, мы обнаружили при испытании 52100, где пик прочности был обнаружен при температуре аустенизации 1500-1525 ° F.Использование этого диапазона температур с 52100 приводит к более высокой твердости и вязкости, чем аустенизация в диапазоне 1450-1475 ° F.
Испытания термической обработки стали 52100
Термическая обработка и коррозионная стойкость
Однако есть больше факторов, чем просто прочность. Более высокие температуры аустенизации приводят к большему растворению карбида хрома, что приводит к «растворению» хрома для повышения коррозионной стойкости. Таким образом, в случае нержавеющих сталей выбор термообработки также зависит от коррозионной стойкости.Добавление коррозионной стойкости в качестве еще одного важного фактора может усложнить разработку сбалансированной термообработки для нержавеющих сталей.
Таким образом, в случае нержавеющих сталей выбор термообработки также зависит от коррозионной стойкости.Добавление коррозионной стойкости в качестве еще одного важного фактора может усложнить разработку сбалансированной термообработки для нержавеющих сталей.
Закалка при низких и высоких температурах
Высоколегированные стали, такие как инструментальная сталь с воздушной закалкой и нержавеющая сталь, могут подвергаться закалке в двух основных диапазонах: стандартном диапазоне низких температур (<750 ° F) и диапазоне высоких температур «вторичной закалки» (850-1150 ° F). Ниже показаны зависимости твердости от температур отпуска для быстрорежущих сталей с большим количеством вторичной закалки.
Использование вторичной закалки обеспечивает «горячую твердость», так что твердость не теряется при высоких температурах. Сталь можно нагреть до температуры чуть ниже исходной температуры отпуска и не потерять твердость при охлаждении до комнатной температуры. Следовательно, когда твердость достигается в диапазоне высокотемпературного отпуска, сталь намного более устойчива к размягчению, например, при шлифовании.
Следовательно, когда твердость достигается в диапазоне высокотемпературного отпуска, сталь намного более устойчива к размягчению, например, при шлифовании.
Использование диапазона отпуска при низких или высоких температурах может привести к аналогичным сочетаниям твердости и вязкости.Однако есть определенные случаи, когда низкотемпературный отпуск привел к превосходной ударной вязкости, например, при испытании Z-Wear (CPM CruWear), которое мы провели:
Коррозионная стойкость и температура отпуска
Коррозионная стойкость также является важным фактором при выборе между верхним и нижним диапазоном температур отпуска. Отпуск в диапазоне высоких температур приводит к образованию очень мелких карбидов хрома, что снижает коррозионную стойкость. Поэтому для нержавеющих сталей обычно рекомендуется диапазон низких температур.См. Ниже скорость коррозии в зависимости от температуры отпуска для 440C, S90V и S110V (чем ниже, тем лучше).
Холодная обработка стали
Для уменьшения остаточного аустенита сталь может подвергаться холодной обработке, например, жидким азотом или сухим льдом. Это увеличивает прочность и твердость. Остаточный аустенит пластичен и улучшает ударную вязкость (см. График вязкости 52100), но снижает предел текучести, а также существует вероятность того, что аустенит трансформируется в неотпущенный мартенсит во время использования.Есть некоторые исследования, показывающие, что криогенная обработка увеличивает износостойкость, но мой обзор исследований показал, что результаты не очень убедительны, если не считать увеличения твердости. И исследование CATRA на 154CM не показало никаких улучшений при крио с тестированием удержания краев.
Это увеличивает прочность и твердость. Остаточный аустенит пластичен и улучшает ударную вязкость (см. График вязкости 52100), но снижает предел текучести, а также существует вероятность того, что аустенит трансформируется в неотпущенный мартенсит во время использования.Есть некоторые исследования, показывающие, что криогенная обработка увеличивает износостойкость, но мой обзор исследований показал, что результаты не очень убедительны, если не считать увеличения твердости. И исследование CATRA на 154CM не показало никаких улучшений при крио с тестированием удержания краев.
Многократная закалка и термоциклирование
Некоторые производители ножей выполняют несколько циклов аустенизации и закалки в попытке улучшить размер зерна для улучшения свойств. Наши собственные тесты с многократным гашением были неоднозначными и не показали улучшения с CruForgeV, небольшого улучшения с AEB-L и без улучшения с A2.В целом, я не видел случая, чтобы это привело к значительному повышению прочности. Возможно, это более значимо у кузнецов-ножей, которые при ковке взорвали зернистость.
Возможно, это более значимо у кузнецов-ножей, которые при ковке взорвали зернистость.
Бейнит
Некоторые исследования показали, что термообработка стали для получения структуры бейнита вместо мартенсита приводит к повышению ударной вязкости. Изучив литературу, я не уверен, что это верно во всех случаях. Тем не менее, мы надеемся, что впереди будут еще исследования устойчивости.
Дифференциальная термообработка
Некоторые производители ножей проводят дифференциальную термообработку, чтобы получить мягкий стержень и твердую кромку. Это сделано для повышения общей прочности ножа, даже если лезвие остается прежним. Раньше я мало писал о дифференциальной термообработке, но это еще один пример того, как разные термообработки приводят к разным наборам свойств.
Супер термообработка
Некоторые производители ножей известны своей «супер», «превосходной» или даже «легендарной» термообработкой.Трудно оценить, насколько это легенда, а какая правда. Определенно могут быть большие различия между хорошей термообработкой и «плохой» термообработкой, о которой говорилось в начале этой статьи. Но очень сложно разработать термообработку, которая приведет к улучшению более чем на 10-20% в любой данной категории для данной твердости. Это может потребовать компромиссов с другими свойствами. Металлурги тратят много времени на оптимизацию термической обработки, и маловероятно, чтобы случайный производитель ножей пошел дальше стандартных исследований.Без количественного тестирования и сравнений я бы очень сомневался в значительном улучшении. Хотя многие производители ножей выполняют очень хорошую термическую обработку, я бы скептически отнесся к любым утверждениям о том, что термическая обработка ножей на голову выше остальных. Однако при сравнении с «плохой» термообработкой, производителями ножей или производителями ножей, которые срезают углы, могут быть большие различия.
Определенно могут быть большие различия между хорошей термообработкой и «плохой» термообработкой, о которой говорилось в начале этой статьи. Но очень сложно разработать термообработку, которая приведет к улучшению более чем на 10-20% в любой данной категории для данной твердости. Это может потребовать компромиссов с другими свойствами. Металлурги тратят много времени на оптимизацию термической обработки, и маловероятно, чтобы случайный производитель ножей пошел дальше стандартных исследований.Без количественного тестирования и сравнений я бы очень сомневался в значительном улучшении. Хотя многие производители ножей выполняют очень хорошую термическую обработку, я бы скептически отнесся к любым утверждениям о том, что термическая обработка ножей на голову выше остальных. Однако при сравнении с «плохой» термообработкой, производителями ножей или производителями ножей, которые срезают углы, могут быть большие различия.
Вариабельность термической обработки
Таблицы данных
для сталей Crucible, Uddeholm, Bohler и Carpenter обычно показывают целевой состав, а не допустимые диапазоны для каждого элемента. Невозможно каждый раз добиться точного состава. Даже если бы результирующая вариация композиции была почти идеальной, все равно был бы некоторый диапазон, просто он был бы в более узком масштабе. Следовательно, существует разная реакция на термическую обработку даже в пределах одной и той же марки стали. Одна партия может дать 61,2 Rc, а другая 60,5 Rc, даже при термообработке точно таким же способом.
Невозможно каждый раз добиться точного состава. Даже если бы результирующая вариация композиции была почти идеальной, все равно был бы некоторый диапазон, просто он был бы в более узком масштабе. Следовательно, существует разная реакция на термическую обработку даже в пределах одной и той же марки стали. Одна партия может дать 61,2 Rc, а другая 60,5 Rc, даже при термообработке точно таким же способом.
Существует также вариативность термической обработки. Никакая печь не идеальна для поддержания точной температуры, есть диапазон.И печи требуется время, чтобы «успокоиться» на заданной температуре. Есть вариации внутри печи, где задний угол может быть холоднее или горячее, чем там, где термопара считывает температуру. В крупных промышленных процессах термообработки используются большие печи, которые они будут загружать как можно ближе к мощности. Определенно есть некоторые колебания температуры внутри печи, а также колебания температуры на протяжении всего процесса. Изготовители ножей, обрабатывающие термообработку в домашних условиях, обычно делают небольшие партии или даже по одному ножу за раз. Но ни один человек не собирается выдерживать температуру стали в течение точно такого же времени или закаливать точно так же. Ножи бывают разных размеров и толщины, что изменяет скорость нагрева и скорость закалки ножа. Сердечник ножа будет меньше работать при пиковой температуре и медленнее охлаждается при закалке. Различия еще больше, когда речь идет о мастерах, занимающихся термической обработкой на глаз.
Но ни один человек не собирается выдерживать температуру стали в течение точно такого же времени или закаливать точно так же. Ножи бывают разных размеров и толщины, что изменяет скорость нагрева и скорость закалки ножа. Сердечник ножа будет меньше работать при пиковой температуре и медленнее охлаждается при закалке. Различия еще больше, когда речь идет о мастерах, занимающихся термической обработкой на глаз.
В заключение, учитывая эти и другие факторы, обычно невозможно термически обрабатывать каждый нож, чтобы каждый раз иметь одни и те же свойства.Конечные характеристики будут немного отличаться. Обычно (надеюсь) это достаточно узкий диапазон, и это не имеет значения.
Сталь, термическая обработка и геометрия кромок
Переход на другую сталь приводит к большему изменению свойств стали, чем улучшение термической обработки. Путем изменения термической обработки отдельной стали можно получить ряд свойств.
Прочность
Однако использование «прочной» стали обеспечит гораздо большую вязкость, чем термообработка с упором на вязкость высокопрочной стали. Ниже показаны зависимости вязкости от твердости для нескольких сталей Уддегольма. Представьте, что вы производите нож из Vanadis 8 (10V, эквивалент K390) при 60 Rc, но вы наблюдаете микротрещины на предполагаемом ноже. Снижение до 58 или даже 56 Rc обеспечит повышение прочности. Однако 56 Rc Vanadis 8 настолько же вынослив, как 62.5 Rc Vanadis 4 Extra. А использование Vanadis 8 с такой низкой твердостью может привести к проблемам с прочностью. Переход на Vanadis 4 Extra с той же твердостью обеспечит большее увеличение прочности, сохраняя при этом ту же прочность, что и Vanadis 8, которые вы использовали раньше.Меньшее количество карбида в Vanadis 4 Extra обеспечивает лучшую вязкость, чем Vanadis 8 при той же твердости. Я показал микрофотографии ряда сталей для ножей и обсудил в этой статье, как карбид влияет на потенциальную ударную вязкость.
Ниже показаны зависимости вязкости от твердости для нескольких сталей Уддегольма. Представьте, что вы производите нож из Vanadis 8 (10V, эквивалент K390) при 60 Rc, но вы наблюдаете микротрещины на предполагаемом ноже. Снижение до 58 или даже 56 Rc обеспечит повышение прочности. Однако 56 Rc Vanadis 8 настолько же вынослив, как 62.5 Rc Vanadis 4 Extra. А использование Vanadis 8 с такой низкой твердостью может привести к проблемам с прочностью. Переход на Vanadis 4 Extra с той же твердостью обеспечит большее увеличение прочности, сохраняя при этом ту же прочность, что и Vanadis 8, которые вы использовали раньше.Меньшее количество карбида в Vanadis 4 Extra обеспечивает лучшую вязкость, чем Vanadis 8 при той же твердости. Я показал микрофотографии ряда сталей для ножей и обсудил в этой статье, как карбид влияет на потенциальную ударную вязкость.
Удержание края
Аналогичные принципы применяются в отношении удержания кромок и износостойкости. Переход на более высокую твердость обеспечит лучшее удержание кромки. Однако удержание кромки можно значительно улучшить, если использовать сталь с большим количеством карбидов и / или более твердых карбидов.Ниже показаны зависимости износостойкости от твердости для нескольких сталей, протестированных компанией Carpenter Steel, где вы можете видеть, что переход на сталь с более высокой износостойкостью более эффективен, чем увеличение твердости (чем ниже, тем лучше на диаграмме):
Однако удержание кромки можно значительно улучшить, если использовать сталь с большим количеством карбидов и / или более твердых карбидов.Ниже показаны зависимости износостойкости от твердости для нескольких сталей, протестированных компанией Carpenter Steel, где вы можете видеть, что переход на сталь с более высокой износостойкостью более эффективен, чем увеличение твердости (чем ниже, тем лучше на диаграмме):
Аналогичные различия наблюдаются при испытании на удержание режущей кромки каната и CATRA.
Геометрия кромки
Геометрия кромки оказывает еще большее влияние, чем выбор стали и термообработка. Более тонкая и острая кромка режет лучше и длиннее, чем более толстая и тупая кромка.Ниже показано количество обрезков картона в тесте CATRA для ряда сталей в зависимости от угла кромки. При 25 ° на боковую кромку (всего 50 ° на графике) удержание кромки составляет около 200 мм. Использование 15 ° с каждой стороны обеспечивает резку картона толщиной 200 мм даже для сталей с очень низкой износостойкостью и до 800 мм для сталей с высокой износостойкостью. Подобные эффекты можно увидеть с постоянным углом, но более тонким за краем.
Подобные эффекты можно увидеть с постоянным углом, но более тонким за краем.
Те же принципы применяются в обратном порядке, когда дело касается прочности и ударной вязкости кромок.Более толстые и тупые края гораздо труднее деформировать или сколоть.
Геометрия кромки — самая важная часть конструкции ножа, и самая лучшая комбинация стали и термообработки не может ее заменить. Дизайн может быть итеративным процессом, геометрия частично определяется конечной целью, но также и ограничениями стали. Превосходный выбор стали и термическая обработка могут обеспечить более тонкую геометрию кромки для конкретного применения для повышения производительности резания. Улучшение только стали или термообработки без изменения геометрии принесет меньше пользы.
Заточка
Использование тонкой геометрии также означает большую легкость заточки, поскольку снимается меньше материала. Однако выбор стали и термическая обработка также влияют на легкость заточки. Более высокая твердость означает большую износостойкость, поэтому снятие материала занимает больше времени. Однако сталь с низкой твердостью не достигает такого же уровня остроты из-за увеличения шероховатости кромки. Сталь с низкой твердостью и сталь с избыточным остаточным аустенитом склонны к образованию заусенцев, особенно на тонких кромках.Твердая сталь с меньшей вероятностью образует большие заусенцы, хотя, если сталь хрупкая, при заточке тонких кромок могут возникнуть проблемы с микротрещинами.
Более высокая твердость означает большую износостойкость, поэтому снятие материала занимает больше времени. Однако сталь с низкой твердостью не достигает такого же уровня остроты из-за увеличения шероховатости кромки. Сталь с низкой твердостью и сталь с избыточным остаточным аустенитом склонны к образованию заусенцев, особенно на тонких кромках.Твердая сталь с меньшей вероятностью образует большие заусенцы, хотя, если сталь хрупкая, при заточке тонких кромок могут возникнуть проблемы с микротрещинами.
Резюме и заключение
По причинам, указанным выше, я думаю, что многие производители ножей имеют репутацию производителей превосходной термообработки, благодаря превосходной конструкции и исполнению ножей. В конце концов, покупатель видит нож, который хорошо режет, приятен на ощупь и хорошо заточен. Это не означает, что производитель ножей не имеет очень хорошей термической обработки, но конечные пользователи менее склонны замечать термическую обработку, которая немного лучше, чем другая, в отличие от ножа с превосходным дизайном и геометрией кромки.Однако когда дело доходит до «плохой» термообработки, когда лопатки термообработаны неправильно, мягкие, хрупкие и т. Д., Конечный пользователь это заметит. Задача производителя ножей или производителя ножей — убедиться, что они выбирают правильную сталь, правильно ее подвергают термообработке и оптимизируют ее свойства в соответствии с конструкцией ножа. И для проектирования геометрии кромки в соответствии с ограничениями стали и для предполагаемого использования и конечного пользователя. «Волшебной» термической обработки, нарушающей законы физики, не существует, но правильное выполнение вещей имеет большое значение.Однако существуют различные параметры термообработки, которые можно проверить и отрегулировать, чтобы найти оптимальные сочетания целевых свойств.
Нравится:
Нравится Загрузка …
Связанные
Влияние термической обработки и отжига нержавеющей стали на коррозионную стойкость и полировку
9 февраля 2018 г.
Нержавеющая сталь высоко ценится в промышленности за уникальные качества, которыми они обладают, от коррозионной стойкости до прочности и ценности, которую они добавляют в свою область применения.Что делает их «безупречными»? В их формулах содержится минимум 10,5% хрома.
Но термическая обработка нержавеющей стали может оказаться сложной задачей. Тепловые процессы улучшают одни качества за счет других. Перед специалистами по термообработке стоит задача разработать правильный баланс. Баланс достигается, когда термообработка и отжиг деталей из нержавеющей стали точно соответствуют их составу и предполагаемому использованию.
Виды нержавеющей стали
Наиболее распространенные нержавеющие стали делятся на четыре основных класса:
Аустенитная нержавеющая сталь не может закалиться при термообработке.Вместо этого эти стали упрочняются при деформации (они приобретают твердость во время производства и формовки). Отжиг этих нержавеющих сталей смягчает их, увеличивает пластичность и улучшает коррозионную стойкость. Нержавеющая сталь серии 300 — самые популярные образцы этого типа. Самая популярная из сталей серии 300 — нержавеющая сталь 304 — славится своей очень хорошей коррозионной стойкостью и обычно используется в кухонной посуде.
Мартенситная нержавеющая сталь может упрочняться термической обработкой; насколько сильно они могут получить, зависит от содержания в них углерода.Чем больше углерода содержат эти стали, тем они более упрочняемы. Например, винты зажима шланга обычно изготавливаются из нержавеющей стали 410.
Хирургические инструменты, детали для пищевой промышленности и пресс-формы обычно изготавливаются из нержавеющей стали 420. Нержавеющая сталь 440C («C» обозначает более высокое содержание углерода) хорошо подходит для использования в инструментах и штампах в пищевой промышленности из-за своей более высокой твердости.
Ферритные нержавеющие стали нельзя упрочнять термической обработкой.Однако они демонстрируют максимальную пластичность, ударную вязкость и коррозионную стойкость; они также дешевы и очень устойчивы к образованию накипи при высоких температурах (например, в выхлопных системах). Например, нержавеющая сталь марки 405 и 409 обычно используется при производстве глушителей и других автомобильных деталей. Они популярны из-за их сравнительно лучшей обрабатываемости и относительно дешевизны.
Нержавеющая сталь с дисперсионным твердением обеспечивает большую коррозионную стойкость, чем мартенситные нержавеющие стали, но не такую большую, как аустенитные.Наиболее распространены марки дисперсионного твердения 17-4, 17-7 и Ph23-8Mo. Они могут достигать хорошей прочности и твердости, приближающейся к 44 HRC или более. Чаще всего они используются в конструкциях, а также в огнестрельном оружии и аэрокосмической промышленности.
Нержавеющая сталь с дисперсионной твердостью подвергается «старению» — процессу нагрева, который происходит после отжига для создания новых фаз в деталях и повышения их прочности. Марка 17-4 уникальна тем, что дает усадку во время дисперсионного твердения — в отличие от большинства других сталей, которые подвержены риску деформации из-за расширения во время обработки.
Важные легирующие элементы
Помимо хрома, следующие легирующие элементы являются обычными добавками к составам нержавеющей стали:
- Никель делает аустенитную структуру более стабильной, увеличивает пластичность и повышает жаропрочность и коррозионную стойкость.
- Марганец также стабилизирует аустенитную структуру и улучшает свойства горячей обработки.
- Молибден повышает устойчивость к коррозии от хлоридов.
- Ниобий защищает от межкристаллитной коррозии, а также помогает предотвратить образование карбидов хрома.
- Ниобий и титан помогают углю снизить риск межкристаллитной коррозии и действуют как измельчители зерна.
Коррозионная стойкость
Благодаря наличию легирующих элементов нержавеющие стали обладают более высокой устойчивостью к коррозии, чем углеродистые стали. Но то, что делает нержавеющую сталь «нержавеющей», — это минимум 10,5% хрома в ее составе. При изготовлении этих сталей образуется барьер из оксида с высоким содержанием хрома, который герметизирует поверхность и обеспечивает лучшую коррозионную стойкость, чем другие легированные стали.
Отжиг нержавеющей стали
Отжиг нержавеющей стали имеет решающее значение для определенных применений, где желательна некоторая дополнительная коррозионная стойкость, но также необходимы обрабатываемость и формуемость. Как правило, чем сложнее сплав, тем труднее отжиг (однако аустенитная и некоторые ферритные нержавеющие стали легко поддаются отжигу). Этот процесс снижает нагрузку на производство и разупрочняет сталь до такой степени, что с ней легче будет манипулировать. Он также улучшает пластичность, что является желательным свойством готовой продукции в некоторых областях применения.
При отжиге нержавеющей стали требуется осторожность. Хотя он улучшает некоторые желаемые свойства, он также может «сенсибилизировать» детали, что происходит, когда скорость закалки после отжига недостаточно высока, чтобы улавливать атомы углерода в растворе. Сенсибилизация отнимает у детали часть хрома и снижает ее коррозионную стойкость. С другой стороны, слишком быстрая закалка может привести к искажению. Эта загадка привела к разработке типов нержавеющей стали марки «L». Оценки «L» включают не более 0.03% углерода, что значительно снижает риск деформации.
Полируемость
Когда мы думаем о нержавеющей стали, мы чаще всего представляем себе блестящие, чистые на вид детали. Не вся нержавеющая сталь — например, ваш глушитель — блестящая, но степень сияния нержавеющей стали зависит от ее твердости и «чистоты». Более твердые нержавеющие стали и стали с меньшим количеством примесей и более мелкозернистой структурой полируются намного лучше.
Например, стали для литья под давлением, используемые для литья под давлением, должны быть достаточно хорошо отполированы, чтобы их превосходная гладкость могла быть преобразована в гладкость пластиковых компонентов, которые они помогают формировать.Для этого требуется более дорогая нержавеющая сталь, которая проходит дополнительное производство, включая переплавку.
С другой стороны, ваш глушитель не должен выглядеть красиво. Следовательно, нет необходимости делать ее из более твердой нержавеющей стали или включать в нее столько хрома и никеля, которые придают другим нержавеющим сталям их эстетическую привлекательность. Следовательно, дешевле.
Как Пауло может помочь
Опытные металлурги Пауло помогут вам разработать решение для термообработки, которое позволит выявить лучшие качества ваших деталей из нержавеющей стали.Мы объединяем передовые знания о процессах и материалах с многолетним опытом, чтобы поделиться тем, что лучше всего работает во всех промышленных и коммерческих приложениях. Вы можете связаться с нами, чтобы проконсультироваться со специалистом или обсудить будущий проект.
Если вы хотите лучше понять термическую обработку в целом, вам поможет наше вводное руководство по термообработке.
Термическая обработка 101: Введение в процедуры термообработки
Как термически обработать нож [самый простой из возможных методов]: 9 шагов (с изображениями)
Для этого простого метода термической обработки вам не потребуется много.Вот основные вещи, которые вам понадобятся:
1. Древесный уголь. Здесь я использую кусковой древесный уголь «натуральный» из твердых пород древесины. Вы можете использовать обычные брикеты, которые я использовал раньше, но кусковой древесный уголь лучше. Он становится горячее, быстрее нагревается и его легче использовать. Если вы чувствуете себя особенно деревенщиной, я упомяну, что вы можете на самом деле использовать обычную древесину (все будет достаточно горячим, если на нем будет много воздуха), но это сложнее и горит быстрее, поэтому вы нужно намного больше.
2. Источник воздуха. Вот я использую полуразрушенный фен, который выбросила моя мама. Нагревательный элемент сломан, но нам нужен только воздух, это не имеет значения. Вы также можете использовать тепловую пушку, воздуходувку для листьев или даже промышленный пылесос (с переключением впуска, чтобы он выталкивал, а не вытягивал воздух). Все, что вам нужно, это подлить в огонь большое количество кислорода. Будь креативным.
3. Закалочное масло. Есть несколько вариантов масла, которое вы используете. Я использую простое растительное масло, потому что оно дешевое и оно у меня есть под рукой.На самом деле для этого подойдет практически любое масло. Растительное масло, оливковое масло, арахисовое масло, моторное масло, отработанное моторное масло и т. Д. Все будет работать. Однако вы не хотите использовать воду. Он слишком жесткий и может вызвать растрескивание большинства сталей.
4. Магнит , для измерения температуры стали. Вам понадобится способ прикоснуться магнитом к стали, не обжечься. Я использую сломанную штуковину с телескопическим магнитом.
5. Нечто-с-ножом-в-и-из-под огня-без-потери-пальцев. Я использую плоскогубцы с длинными ручками и сварочные перчатки. Поверьте мне, они вам понадобятся. Такая угольная кузница нагревается до 2000 градусов по Фаренгейту.
6. Термостойкий контейнер (для хранения масла для закалки). Я обычно использую высокую банку из-под газировки или другого напитка с обрезанной крышкой, но есть довольно много вариантов. Просто убедитесь, что он выдерживает тепло.
Также этот метод термической обработки будет работать только с простыми высокоуглеродистыми сталями.1090, 1080, 1095, 5160, 1075, 1085, O1 и т. Д. Для новых производителей ножей: старые пилы, напильники, рашпили, лезвия газонокосилок, листовые рессоры или шипы RR подойдут. Извините, но этот метод не будет работать с , а не с , с любыми видами нержавеющей стали или с любыми более сложными «суперстали». Даже не пытайся.
Полное онлайн-руководство по изготовлению ножей, ЗАКРЫТИЕ ЛЕЗВИЯ
— Изготовление ножей Berg
Невозможно переоценить важность правильной термообработки для качества готового продукта.Прежде чем приступить к процессу термообработки, вам необходимо ознакомиться с некоторыми общими терминами и понять, что процесс термообработки отличается для каждого типа стали. Процесс также меняется в зависимости от формы лезвия. Например, лопасть из высокоуглеродистой стали для снятия припуска может нуждаться только в нагреве, закалке и отпуске. Тот же самый материал также необходимо было бы нормализовать перед термообработкой, если бы лезвие было кованным с помощью молотка. Знание того, почему и как работает каждый процесс, является ключевым.Мы перечислили определения и информацию о термообработке ниже. Вы также можете ознакомиться с одним из наших руководств по изготовлению ножей по этой теме.
Аустенит
Процесс термической обработки вращается вокруг нагрева стали до такой степени, что она становится немагнитной. В этот момент внутренняя кристаллическая структура стали становится жидкой. Сталь при этой критической температуре называется аустенитом. Немагнитное состояние знаменует собой самое начало состояния аустенита.Если нагреть его сильнее, кристаллическая структура стали увеличится в размерах. Рост зерна приводит к тому, что сталь становится менее гибкой и более склонной к растрескиванию во время цикла закалки. Цель состоит в том, чтобы достичь аустенита, подтвердив, что сталь больше не является магнитной, но не нагревать лезвие выше этой точки.
Отжиг
Размягчение уже закаленной стали называется отжигом. Чтобы отжечь сталь, нагрейте ее до критической температуры, когда она перестает быть магнитной, а затем дайте ей очень медленно остыть в течение нескольких часов без закалки.Часто это делается, оставляя сталь в кузнице после того, как она была выключена. Отжиг часто проводится при создании лезвий для удаления припуска из переработанной стали, например, автомобильной пружинной стали, которая уже была закалена. Резать и шлифовать отожженную сталь намного проще, чем закаленную.
Мартенсит
Мартенсит получается при быстрой закалке стали от критической температуры или аустенита. В этот момент сталь будет очень твердой, но при этом очень хрупкой. После термообработки лезвия необходимо закалять, чтобы уменьшить эту хрупкость.
Нормализация
Процесс очень похож на отжиг. Нормализация снимает напряжение, возникающее в стали в процессе ковки. Он сбрасывает кристаллическую структуру стали. Нагрейте сталь до немагнитного состояния, а затем дайте ей медленно остыть на воздухе без закалки. Обычно лезвие вынимают из кузницы и дают ему остыть на воздухе. Нормализация стали позволяет изменить структуру стали, в результате чего лезвие после термообработки будет лучше удерживать кромку. Многие считают, что лезвия для съема материала не нуждаются в нормализации, поскольку они не подвергаются дополнительному напряжению от ударов молотком.Однако нормализация все же может иметь смысл, потому что нормализация может улучшить внутреннюю структуру стали. В результате получается более плотная текстура и лучшая фиксация кромок. Нормализация и отжиг — очень похожие процессы. Фактическая разница между ними — время охлаждения. Для отжига стали в выключенной кузнице требуется гораздо больше времени для охлаждения, чем для нормализованной стали, воздух которой за пределами кузни охлаждается за долю времени.
Термообработка
Термообработка для кузнецов ножей проводится в кузнице, печи, кислородных ацетиленовых горелках или в термической печи.Кузни могут работать на угле, газе или даже на древесине и могут быть самодельными или построенными в коммерческих целях. Они даже доступны в виде столов с ручным управлением для древесного угля. Все они в основном выполняют одну и ту же функцию. Нагрев лезвия до критической температуры. Чем лучше кузница, тем быстрее и управляемее это можно сделать.
Кузница — один из ключевых компонентов любой инструментальной мастерской ножеводов. Его можно использовать для придания формы лезвиям, но, что наиболее важно, его можно использовать для отжига или упрочнения заготовок ножей.
Кузницы бывают разных форм и размеров. Мы предпочитаем газовые кузницы из-за их простоты использования, транспортабельности в гаражной мастерской и за ее пределами, а также из-за огромного разнообразия доступных. Газовые или пропановые кузницы можно построить дома или купить с одной, двумя или даже четырьмя горелками. Они поставляются с задними дверцами или без них, которые можно закрыть, чтобы сохранить тепло. В принципе, довольно легко найти кузницу для лезвий того размера, с которым вы планируете работать.
При термообработке высокоуглеродистой стали в газовой кузнице держите скошенную кромку вниз так, чтобы не допустить контакта с прямым пламенем.Это защитит более тонкий материал от перегрева. Перемещайте лезвие вперед и назад, равномерно нагревая лезвие, пока оно не станет вишнево-красным. Небольшой магнит, установленный на внешней раме кузницы, можно использовать для быстрой проверки, когда лезвие достигает этой критической температуры. Как только лезвие станет немагнитным, визуально отметьте точный цвет. Обычно это красивый ровный красный цвет, затем дайте ему немного нагреться, чтобы материал стал немного оранжевым, и постарайтесь удержать его там. Большинство рецептов термообработки требуют выдержки материала при этой температуре в течение нескольких минут перед закалкой.Термическая обработка — это постоянство. Следите за тем, какой материал вы используете, время выдержки при критической температуре и температуру охлаждающего масла. Как только вы найдете комбинацию, которая работает, придерживайтесь ее. Мы включили в эту книгу ряд рецептов термообработки различных материалов.
Дифференциальная термообработка
Дифференциальная термообработка позволяет получить лезвие с очень твердой кромкой для превосходного удержания кромки и немного более мягким стержнем.
Кислородно-ацетиленовые горелки можно использовать для дифференцированной термообработки путем выборочного нагрева только скошенной области до критической температуры.
Таким образом, нож выдержит много повреждений, при этом его позвоночник не станет ломким. Дифференциальную термическую обработку можно осуществить двумя способами: либо предотвратить достижение критической температуры позвоночника, либо не закалить позвоночник.
Один из способов изолировать позвоночник — нарисовать слой глины. Оставьте открытой часть лезвия, которую вы хотите затвердеть. Глина предотвратит или изолирует покрытые участки от достижения критической температуры. Несколько типов, которые обычно используются, — это сатанит, изолирующая глина, используемая для кузниц, и печной цемент Ратленда, который используется для герметизации каминов.Оба работают хорошо и изолируют или предотвращают достижение критической температуры позвоночника во время термообработки. В зависимости от типа стали, подвергаемой термообработке, одновременно может производиться декоративный Hamon. Нанесите глину волнообразным узором. После термообработки, когда лезвие отполировано, вы должны визуально увидеть линию хамона, отличающую закаленное лезвие от более мягкого стержня.
Другой метод дифференциальной термообработки заключается в закалке только скошенной стороны лезвия.Обычно это выполняется в горизонтальном охлаждающем резервуаре, заполненном маслом. Этот метод позволяет позвоночнику медленно остывать без затвердевания. Третий метод, который можно использовать с кислородно-ацетиленовыми горелками, — это выборочный нагрев только области скоса до
Хорошая качественная печь для термообработки даст вам больший контроль и лучшую точность температуры, что приведет к более постоянной твердости лезвия.
критическая температура на выходе из охладителя позвоночника.
Кислородно-ацетиленовые горелки
Кислородно-ацетиленовые горелки можно использовать для термообработки лезвий из высокоуглеродистой стали.Убедитесь, что пламя настроено широко, а затем осторожно попытайтесь равномерно нагреть лезвие до точки, когда оно не станет немагнитным. Затем погасите его в масле. Этот простой и понятный процесс термообработки работает хорошо и может быть улучшен по мере появления финансовых средств на кузницу или печь для термообработки.
Печи для термообработки
Электрические печи для термообработки доступны для производителей ножей, которые хотят немного больше контролировать процесс термообработки. Для таких материалов, как нержавеющая сталь, они почти обязательны.Мы говорим «почти», потому что у начинающих и начинающих мастеров ножей всегда есть возможность поработать с этими высококачественными материалами, а затем отправить их на термообработку. Размер печи для термообработки и тип контроллеров зависят от размера лезвий, которые вы хотите подвергнуть термообработке, и от бюджета производителя ножей. Имейте в виду, что качественная печь для термообработки даст вам больший контроль и лучшую точность температуры, что приведет к более постоянной твердости лезвия.
Tool Wrap
Для нержавеющей стали и некоторых инструментальных сталей термическая обработка проводится в специальной печи для термообработки с точным контролем температуры.Это
Оберните лезвия из нержавеющей стали в инструментальную пленку, чтобы предотвратить образование шлака. Каждый шов следует сложить вдвое и плотно постучать, чтобы сделать каждый конверт максимально герметичным.
настоятельно рекомендуется завернуть каждую заготовку в нержавеющую пленку для инструментов. Обертка для инструмента выглядит как толстая оловянная фольга. Сложите обертку и сделайте конверт вокруг заготовки для ножа. Каждый шов должен быть сложен вдвое, и каждый шов должен быть затянут молотком или плотно загнут плоским тяжелым предметом.Здесь также хорошо работает молоток. Цель состоит в том, чтобы сделать каждый конверт максимально герметичным. Это устраняет или значительно снижает количество шлака, образующегося при термообработке. Вы узнаете, насколько воздухонепроницаема оболочка инструмента, исходя из количества шлака на заготовке после термообработки. Обертка для инструментов бывает двух толщин # 309 предназначена для термообработки до температуры 2240F. Деталь № 321 предназначена для термообработки до 2000F. Какой из них вы купите, будет зависеть от того, какой материал вам нужно подвергнуть термообработке.Некоторые кузнецы добавляют небольшой кусочек органического материала, такого как бумага или дерево, в конверт для упаковки инструментов. Этот материал следует размещать рядом с хвостовиком и никогда не соприкасаться с лезвием, чтобы предотвратить образование пятен. Идея состоит в том, что органический материал сгорит и поглотит весь оставшийся кислород из оболочки и, следовательно, уменьшит карбонизацию лезвия. Мы испробовали оба способа и не обнаружили существенного снижения содержания шлака. Что действительно имеет значение, так это получение хорошей плотной печати на всех швах и углах конверта для упаковки инструмента.
Закалка в масле
Закалка или охлаждение лезвия вызывает быстрое изменение кристаллической структуры лезвия с немагнитного аустенита на мартенсит. Мартенсит — твердое и очень хрупкое состояние. Если вы уроните заготовку после закалки, она вполне может сломаться. Доступен ряд специальных закалочных масел для термообработки, таких как Park AAA или Park # 50. Обратной стороной этих коммерческих закалочных масел является цена. Когда-то рекомендовалось отработанное моторное масло, и, конечно же, его можно использовать до сих пор.Моторное масло доступно и недорого. Обратной стороной его использования является то, что он содержит добавки и потенциально опасные токсины. Если вы собираетесь использовать моторное масло, убедитесь, что это делается на открытом воздухе или в хорошо вентилируемом месте. Нетоксичное минеральное или пищевое масло теперь является предпочтительным маслом для закалки большинства любителей. Растительное масло или масло канолы менее дорогое, чем коммерческие масла для закалки, не содержат вредных токсинов, которые есть в моторном масле, и на самом деле имеют приятный запах. Резервуар для закалки в масле должен быть изготовлен из стали и иметь крышку, которая может быть
.
Имейте в виду, что пламя может подняться от горячего масла при закалке лезвия.Убедитесь, что вы не наклоняетесь, глядя в резервуар. Во избежание ожогов настоятельно рекомендуется использовать сварочные перчатки и язычки с длинными ручками.
использовался для тушения пламени при необходимости. Лучше всего разогреть масло до 120 градусов. Доступны недорогие цифровые термометры с термопарой для измерения температуры масла. Нагревать масло нужно очень осторожно. Масло не только опасно для ожога, но и очень легко воспламеняется. Мы используем недорогую варочную панель с одной горелкой.Другой вариант — нагреть кусок стали и погрузить его в воду перед закалкой самого лезвия. Как только масло будет предварительно нагрето до нужного диапазона температур, и лезвие станет немагнитным и будет выдерживаться при этой температуре в течение желаемого времени выдержки. Лезвие следует закалить как можно быстрее после извлечения его из кузницы. Это необходимо сделать до того, как он успеет остыть. Имейте в виду, что во время гашения лезвия из горячего масла может подняться пламя. Убедитесь, что вы не наклоняетесь, глядя в резервуар.Во избежание ожогов настоятельно рекомендуется использовать сварочные перчатки и язычки с длинными ручками. Закалка лезвия иногда может вызвать искривление или искривление лезвия. После закалки проверьте все ножи, положив их на плоскую поверхность и попытавшись покачать. Однажды нам сказали, что это искривление можно уменьшить, сведя к минимуму влияние магнитного притяжения земли на лезвие. Теперь мы располагаем резервуар для закалки так, чтобы он смотрел на север. Хотя изначально мы думали, что это просто шутка, с тех пор у нас почти не было никаких искажений.
Закалка пластин
Закалка пластин или закалка на воздухе используется для нержавеющей стали и других видов сталей, закаленных на воздухе. Извлеките горячее лезвие из печи для термообработки, а затем как можно быстрее и безопаснее вставьте лезвие между двумя алюминиевыми пластинами. Пластины могут быть сплошными или прямоугольными. Мы рекомендуем зажать пластины вместе, а затем обдувать компрессор воздухом вокруг лопасти, чтобы быстро охладить ее. Одна из причин, по которой нам больше нравятся трубки, чем сплошные пластины, заключается в том, что через трубку также можно продувать воздух.Мы просверлили алюминиевые пластины, нарезали резьбу и прикрутили каждую к столярным тискам. Мы оставили нижнюю пластину немного длиннее верхней, чтобы создать отдельный столик. Стол — это место для отдыха, что немного облегчает перемещение горячих лезвий в нужное положение. Охлаждение ножей из нержавеющей стали займет всего несколько минут. Одним из основных преимуществ зажатия заготовок между пластинами во время этого процесса является то, что они предотвращают коробление. После достижения комнатной температуры лезвие можно подвергнуть криообработке для улучшения удержания кромки.
Алюминиевые пластины, прикрученные к столярным тискам. Такая установка позволяет легко зажать лезвие при воздушном охлаждении. Обратите внимание, что нижняя пластина оставлена длинной, чтобы служить в качестве упора. Это немного упрощает установку горячего лезвия в тиски.
Криогенная обработка / закалка ниже нуля
Криогенная обработка проводится для некоторых материалов, таких как нержавеющая сталь, сразу после того, как лезвие вернулось к комнатной температуре после закалки пластины.Чем больше диапазон от критической температуры термообработки до температуры ниже точки замерзания, тем лучше будет удерживание кромок на готовом продукте. Профессиональные мастера по изготовлению ножей используют жидкий азот, хранящийся в резервуаре для обезвоживания. Dewer — это криогенный вакуумный контейнер, используемый для хранения криогенов (например, жидкого азота). Азот может храниться в баке Dewer более месяца. Однако стоимость жидкого азота часто мешает любителю, который может делать только один или два ножа в месяц, даже подумать о криотерапии.Для производителей ножей с ограниченным бюджетом также можно использовать сухой лед. По сравнению с -321 градусом по Фаренгейту жидкого азота, сухой лед составляет всего -95 градусов по Фаренгейту. Не позволяйте этому сдерживать вас. Сухой лед по сравнению с тем, что вообще не обеспечивает крио, дает огромное преимущество. Сухой лед можно хранить в небольшом холодильнике или смешивать в суспензии с денатурированным спиртом, дизельным топливом или ацетоном. При использовании ацетона будьте очень осторожны, так как жидкость легко воспламеняется. Разломайте сухой лед на мелкие кусочки и бросьте их в кашицу.Он сразу закипит. Теперь поместите лезвие из нержавеющей стали в суспензию на десять-двадцать минут. Затем снимите и дайте лезвию нагреться до комнатной температуры. Если вы обрабатываете только одно или два лезвия, даже не беспокойтесь о смешивании суспензии. Просто поместите лезвие между двумя блоками сухого льда. Обработка сухим льдом технически называется закалкой при температуре ниже нуля.
Проверка плоскостности
После термообработки поместите лезвие на известную плоскую поверхность и покачайте его, чтобы проверить плоскостность.Переверните их и проверьте обе стороны. Во время окончательного шлифования поверхности можно устранить незначительную деформацию. Если изгиб более серьезный, его часто можно исправить во время второго цикла отпуска, прижав лезвие к плоскому куску стали. Вставьте стальные прокладки под оба конца и затем зажмите середину выпуклой части лезвия стальным зажимом. Затяните зажим до упора и поместите всю сборку в духовку для второго цикла отпуска. Конечно, если вы затянете зажим слишком сильно или попытаетесь это сделать, когда лезвие все еще слишком хрупкое из-за термической обработки, вы рискуете сломать лезвие.
Закалка
При термообработке лезвия становятся очень твердыми, но при этом хрупкими. После термообработки лезвия необходимо закалить, чтобы снизить хрупкость. Темперирование осуществляется путем помещения лезвий в духовку. Обычно 1-2 цикла при 350-400 градусах по Фаренгейту в течение двух часов, а затем дают им медленно остыть, не открывая дверцу духовки. Этот процесс немного снижает твердость. Конечным результатом является лезвие, достаточно твердое, чтобы удерживать лезвие, и достаточно сильное, чтобы не сломаться.
Твердость по Роквеллу
Твердость по Роквеллу — это стандартизированный тест, используемый для определения твердости стали.Процедура заключается в вдавливании алмазного наконечника в сталь при заданном давлении. Затем измеряется глубина проплавления для определения твердости стали. Для ножей с твердостью выше 65 по шкале С Роквелла будет трудно затачивать и они станут хрупкими, в то время как твердость ниже 57 не очень хорошо удерживает лезвие. При тестировании не забывайте всегда удалять декарбонизацию или накипь при термообработке перед тестированием. Шкала часто намного тверже, чем реальный материал, и, если ее оставить на месте, это может привести к неточным результатам тестирования.
Файлы тестирования
Станки для определения твердости по Роквеллу
часто слишком дороги для мастера-любителя. Хорошая альтернатива — набор последовательно пронумерованных файлов жесткости. После затвердевания лезвия удалите окалину, а затем пробуйте каждый напильник, пока он не врежется в сталь. Файлы не будут определять точную твердость конкретного лезвия, но могут сообщить вам, что она больше 60 или меньше 55. Для кузнеца ножей, который не может оправдать тысячу долларов в пользу тестера Роквелла, это идеальная альтернатива.
Услуги по термообработке
Изготовители ножей часто упускают из виду вариант отправки заготовок и их профессиональную термическую обработку. Эта коммерчески доступная услуга особенно удобна для тех, кто хочет поэкспериментировать с нержавеющей сталью, не тратя деньги на покупку печи для термообработки. У компаний, занимающихся термообработкой, часто есть цены, которые делают услугу более доступной с учетом объема. Например, термообработка 24 лезвий приведет к гораздо более низкой цене за лезвие для услуги.Это не значит, что вам нужно сделать 24 лезвия. Отправка одного или двух лезвий может стоить значительно дороже за лезвие, но для любителя, который хочет сделать один или два качественных ножа или, возможно, реликвию, это гораздо менее дорогой вариант, чем покупка печи для термообработки. Коммерческие компании, занимающиеся термообработкой, различаются, поэтому всегда подтверждайте, что цена включает криообработку и отпуск.
Ознакомьтесь с нашими инструментами для изготовления ножей, огромным ассортиментом тематических видеороликов с практическими рекомендациями по изготовлению ножей, нашим полным онлайн-руководством по изготовлению ножей и нашей новой книгой «Введение в изготовление ножей» Дэна Берга и Джейсона Нортгарда.
Используйте стрелки влево / вправо для навигации по слайд-шоу или проведите пальцем влево / вправо при использовании мобильного устройства
Учебное пособие по
— Информация о термообработке, данные, часто задаваемые вопросы
Термическая обработка 1095
Справочные данные: Книга ASM: Практическая термообработка Бойера
По сценарию Трейси Микли
www.USAknifemaker.com
1095 — это высокоуглеродистая сталь с содержанием углерода 0,95% (95 из 1095), проверенная, высококачественная сталь для ножей с хорошим удержанием кромки. 1095 считается немного более «беспокойным» в отношении термообработки, чем, скажем, 1080 или 5160. Это вовсе не препятствие, и его действительно можно по большей части игнорировать. Следуйте рецепту ниже, и у вас не должно возникнуть никаких проблем.
Нормализация: Нормализовать, доведя до 1575F, выдержать 5 минут и дать остыть на неподвижном воздухе.Нормализация стали позволяет восстановить кристаллическую структуру и восстановить однородность карбидов. Сталь не любит неровную структуру. Если карбиды сгруппировались и стали слишком большими из-за ковки, сталь не будет удерживать лезвие, как это могло бы потенциально. Пруток с завода, вероятно, не нужно нормализовать, особенно если он был отожжен. Подделанный материал, вероятно, выиграет. Обычно нагрейте его в кузнице или духовке и дайте ему остыть. Сделанный.
Отжиг: Отжиг путем нагревания до 1475 ° F и охлаждения со скоростью не выше 50 ° F в час.Как правило, большинство ребят нагреваются до температуры в кузнице в качестве последней жары дня, выключают кузницу и дают стали остыть в кузнице на ночь. Если у вас есть другая работа, я использую половинную корзину, полную вермикулита. Я нагреваю пару больших брусков стального лома, чтобы добавить массы / тепла. Я нагреваю сталь до температуры и помещаю все в вермикулит, чтобы он медленно остывал, используя вермикулит в качестве изолятора. Более медленное охлаждение в кузнице работает лучше, но приготовление в вермикулите также работает неплохо.Некоторые используют известь вместо вермикулита.
Закалка: Нагрейте до 1475F или немагнитно, что составляет около 1425F. Как правило, в кузнице это означает нагревание до тех пор, пока магнит не перестанет прилипать, а затем «еще немного», чтобы получить дополнительное тепло в стали, минуя немагнитные свойства. Несколько минут при этой температуре не приведут к росту зерна, но позволят углю «раствориться». Перегрев стали до диапазона 1550F 1600F и выше и замачивание ее приведет к росту зерна.Просто, нагрейте его до немагнитного состояния, дайте еще минуту или около того, чтобы он нагрелся еще немного, закалите. Вы где-то увидите, на самом деле, во многих местах, что сталь действительно нужно охлаждать с высокой скоростью, например, 1-2 секунды, и это абсолютно верно. Это не значит, что у вас есть только 1 секунда, чтобы добраться от источника тепла до закалки. Перемещение пылающего горячего куска стали с огня на масло — вот где начинается много пожаров. Парень опрокидывает масло, роняет раскаленную сталь в масло и мгновенно загорается! Сталь сохранит тепло и выдержит несколько секунд на воздухе, пока вы переходите от высокой температуры к закалке.Делайте это осторожно и будьте готовы к возгоранию и появлению большого количества дыма. Всегда будьте готовы к пожару.
Закалка: Если вы выполнили все правильно закалку, ваша сталь будет около 66RC и хрупкая, как стекло. Если вы уроните его сейчас, он разобьется. Вы хотите закалить его, как только он достигнет комнатной температуры. Я оставил кусок стали незакаленным на ночь, а на следующий день обнаружил, что он треснул из-за упрочнения стали. Редко, но бывает.Выполняйте отпуск дважды по 2 часа каждый, давая стали остыть до комнатной температуры между циклами.
- 450F дает примерно 62RC
- 500F дает примерно 59-60RC, что является тем местом, где больше всего будет нужна эта сталь.
- 600F дает примерно 58RC
Криообработка: Криообработка, выдержка стали после закалки, но перед отпуском при температурах от минус -90F (диапазон сухого льда) до минус -290F (диапазон жидкого азота) в течение восьми часов.Большинство высокоуглеродистых сталей, как правило, не подвергаются криогенной обработке, поскольку преимущества углеродистых сталей обычно не столь значительны, как для более новых супер нержавеющих сталей. Многие люди скажут, что должным образом термически обработанная сталь не нуждается в криообработке, поскольку она лишь «компенсирует плохую термическую обработку». Это звучит хорошо, но не обязательно так. Криообработка является признанной в отрасли практикой термической обработки и просто не существовала бы как ненужные расходы, если бы не была законным продолжением процесса термической обработки, закалки и отпуска.Крупный бизнес не тратит деньги на термообработку, в которой нет необходимости. Сказав все это, большинство углеродистых сталей не подвергают криообработке, но вы можете, если хотите. Замочите его на ночь в жидком азоте или даже в холодильнике с сухим льдом. Вы прочтете о парнях, использующих ацетон в сухом льду. Ацетон легко воспламеняется. Пожалуйста, избегайте этого. Используйте керосин или даже дизельное топливо, если чувствуете, что вам нужна жидкая среда, но достаточно просто положить лезвие под кусок сухого льда. Некоторые ребята делают одну плавку с низкой температурой от 300F до 350F, которую иногда называют «резкой выдержкой», чтобы снять часть напряжения с закаленного лезвия перед крио.Это снижает вероятность поломки лезвия. У меня никогда не было ни одной трещины от крио обработки лезвия после закалки, но это просто означает, что мне повезло. В конце концов, я это сделаю, это просто вопрос времени.
Austempering: Это процесс закалки стали в бейнит, который мы, ребята, обычно не используем. Мы стремимся к мартинсайтовой стали.
Термическая обработка 1080 или 1084
Справочные данные: Книга ASM: Практическая термообработка Бойера
По сценарию Трейси Микли
www.USAknifemaker.com
1080 или 1084 — это высокоуглеродистая сталь с 0,80% углерода (80 из 1080), зарекомендовавшая себя высококачественной ножевой сталью с хорошей фиксацией кромки. 1080/1084 настолько близко друг к другу, что отраслевые спецификации перекрываются до такой степени, что 1084 может быть ближе к 1080 и наоборот при тестировании. Вы услышите около 1084fg, в которое добавлено немного ванадия для уменьшения размера зерна. Я никогда не слышал, чтобы кто-нибудь тестировал разницу в производительности между 1080 и 1084, и обычно предполагается, что они работают так похоже, что они практически из одной стали, несмотря на немного разные спецификации.Для простоты назовем его 1080.
Нормализация: Нормализовать, доведя до 1600F, выдерживая 4 минуты и давая остыть на неподвижном воздухе. Нормализуемая сталь позволяет восстановить кристаллическую структуру и снова перераспределяет карбиды до однородности в структуре металла. Сталь не любит неровную структуру. Если карбиды сгруппировались и стали слишком большими из-за ковки, сталь не будет удерживать лезвие, как это могло бы потенциально. Пруток с завода, вероятно, не нужно нормализовать, особенно если он был отожжен.Подделанный материал, вероятно, выиграет. Обычно нагрейте его в кузнице или духовке и дайте ему остыть. Сделанный.
Отжиг: Отжиг путем нагревания до 1500F и охлаждения со скоростью не выше 50F в час. Как правило, большинство ребят нагреваются до температуры в кузнице в качестве последней жары дня, выключают кузницу и дают стали остыть в кузнице на ночь. Если у вас есть другая работа, я использую половинную корзину, полную вермикулита. Я нагреваю пару больших брусков стального лома, чтобы добавить массы / тепла.Я нагреваю сталь до температуры и помещаю все в вермикулит, чтобы остыть, медленно используя вермикулит в качестве изолятора. Более медленное охлаждение в кузнице работает лучше, но приготовление в вермикулите также работает неплохо. Некоторые используют известь вместо вермикулита.
Закалка: Нагрейте до 1500F или немагнитно, что составляет около 1425F. Как правило, в кузнице это означает нагревание до тех пор, пока магнит не перестанет прилипать, а затем «еще немного», чтобы получить дополнительное тепло в стали, минуя немагнитные свойства.Несколько минут при этой температуре не приведут к росту зерна, но позволят углю «раствориться». Перегрев стали до диапазона 1550F 1600F и выше и замачивание ее приведет к росту зерна. Просто, нагрейте его до немагнитного состояния, дайте еще минуту или около того, чтобы он нагрелся еще немного, закалите. Вы где-то увидите, на самом деле, во многих местах, что сталь действительно нужно охлаждать с высокой скоростью, например, 1-2 секунды, и это абсолютно верно. Это не значит, что у вас есть только 1 секунда, чтобы добраться от источника тепла до закалки.Перемещение пылающего горячего куска стали с огня на масло — вот где начинается много пожаров. Парень опрокидывает масло, роняет раскаленную сталь в масло и мгновенно загорается! Сталь сохранит тепло и выдержит несколько секунд на воздухе, пока вы переходите от высокой температуры к закалке. Делайте это осторожно и будьте готовы к возгоранию и появлению большого количества дыма. Всегда будьте готовы к пожару.
Закалка: Если вы выполнили все правильно закалку, ваша сталь будет около 65RC и хрупкая, как стекло.Если вы уроните его сейчас, он разобьется. Вы хотите закалить его, как только он достигнет комнатной температуры. Я оставил кусок стали незакаленным на ночь, а на следующий день обнаружил, что он треснул из-за упрочнения стали. Редко, но бывает. Выполняйте отпуск дважды по 2 часа каждый, давая стали остыть до комнатной температуры между циклами.
- 400F дает примерно 62RC
- 500F дает примерно 59-60RC, что является тем местом, где больше всего будет нужна эта сталь.
- 600F дает примерно 57RC
Криообработка: криообработка, вымачивание стали после закалки, но перед отпуском при температурах от минус -90F (диапазон сухого льда) до минус -290F (диапазон жидкого азота) в течение восьми часов. Большинство высокоуглеродистых сталей, как правило, не подвергаются криогенной обработке, поскольку преимущества углеродистых сталей обычно не столь значительны, как для более новых супер нержавеющих сталей. Многие люди скажут, что должным образом термически обработанная сталь не нуждается в криообработке, поскольку она лишь «компенсирует плохую термическую обработку». Это звучит хорошо, но не обязательно так.Криообработка является признанной в отрасли практикой термической обработки и просто не существовала бы как ненужные расходы, если бы не была законным продолжением процесса термической обработки, закалки и отпуска. Крупный бизнес не тратит деньги на термообработку, в которой нет необходимости. Сказав все это, большинство углеродистых сталей не подвергают криообработке, но вы можете, если хотите. Замочите его на ночь в жидком азоте или даже в холодильнике с сухим льдом. Вы прочтете о парнях, использующих ацетон в сухом льду. Ацетон легко воспламеняется.Пожалуйста, избегайте этого. Используйте керосин или даже дизельное топливо, если вы чувствуете, что вам нужна жидкая среда, но вам достаточно просто положить лезвие под кусок сухого. Некоторые ребята делают одну плавку с низкой температурой от 300F до 350F, которую иногда называют «резкой выдержкой», чтобы снять часть напряжения с закаленного лезвия перед крио. Это снижает вероятность поломки лезвия. У меня никогда не было ни одной трещины от крио обработки лезвия после закалки, но это просто означает, что мне повезло. В конце концов, я это сделаю, это просто вопрос времени.
Austempering: Это процесс закалки стали в бейнит, который мы, ребята, обычно не используем. Мы стремимся к мартинсайтовой стали.
Термическая обработка бедняков 1095 — 1080 — 1084
Написано Трейси Микли, владелец:
Midwest Knifemakers Supply, LLC, www.USAKnifemaker.com
Knife Dogs Knife Forum на www.KnifeDogs.com
Это очень просто, и это можно сделать десятком разных способов.Простая пропановая горелка, магнит и ведро с маслом или даже водой сделают эту работу. Чем точнее вы будете термообработать сталь, тем лучше вы получите результат. Используйте Интернет, чтобы изучить различные способы термической обработки. Посетите любой из форумов по изготовлению ножей и поищите термины 1095, 1084 или 1080 по термической обработке. Все они настолько близки, что единственная разница будет заключаться в немного разных температурах и итоговой твердости.
Нормализовать :
Нормализующая сталь восстанавливает кристаллическую структуру стали и перераспределяет карбиды до однородного размера по всей структуре металла.Неровная кристаллическая структура создает стресс и слабость. Неравномерный размер и распределение карбида снижает производительность резания. Нормализация — такой простой шаг, который стоит сделать. Нагрейте от 1550F до 1600F в зависимости от стали. Дайте медленно остыть на неподвижном воздухе. Сделанный. Как правило, сталь, которая поступает в виде прутков с завода, часто подвергается отжигу и, вероятно, не требует нормализации. Это все равно не повредит. Если у вас нет кузницы или печи для термообработки, читайте дальше, как сделать это в стиле бедняги.
Отжиг :
Для отжига нагрейте до 1475–1500 ° F, очень медленно охладите, оставив в печи (печи для термообработки), чтобы вернуться к комнатной температуре. Ваша скорость приготовления должна быть не более 50F в час. Я нагреваю свой до температуры, а затем в ведре с вермикулитом медленно остываю. Некоторые парни используют кадку извести. Я добавил немного стального лома, который я нагрел, чтобы добавить тепла и замедлить скорость охлаждения.
Закалка :
Нагрейте до 1475–1500 F (в зависимости от типа стали), пока металл не станет немагнитным.Немагнитный — около 1425F. Пропановая горелка (или газ MAPP), равномерно перемещаемая вдоль лезвия, выполнит свою работу. Постарайтесь, чтобы цвет лезвия был равномерным. Нет необходимости закалять всю заготовку ножа. Достаточно просто лезвия. Не беспокойтесь об укреплении ручки. Он никогда ничего не порежет и будет более чем достаточно твердым для использования в качестве ручки. Тем не менее, вы можете, если хотите.
Как вариант, вы можете сделать кузницу для бедняков на мангале на углях, используя фен, чтобы достаточно нагреть угли.Это невероятно просто. Накопите уголь в своем барбекю и приготовьте его. Направьте фен на уголь и включите его. Посмотрите, как нагреваются угли от воздуходувки на фен. Некоторые парни возьмут трубку и закопают одну ее в древесном угле, а другой конец скотчем прикрепят к фену. Это заставляет воздух подниматься через уголь и очень похоже на настоящую кузнечную кузницу.
Положите нож в кучу древесного угля и нагрейте ее. Это совсем не займет много времени. Этим сталям не требуется длительное время выдержки.Достаточно пары минут. На практике вы нагреваете лезвие и продолжаете прикасаться к нему магнитом. Когда магнит перестанет прилипать, дайте ему еще минуту нагреться, а затем быстро погрузите лезвие в закалочное масло. Огонь вспыхнет там, где горячее лезвие встречается с поверхностью масла. Будьте готовы к этому. Вы должны медленно двигать лезвием вверх и вниз или из стороны в сторону по тонкому краю. Это помогает удалить изолирующие пузырьки воздуха или газа. Не перемешивайте из стороны в сторону, так как мягкий металл может деформироваться из-за того, что жидкость с одной стороны холоднее, чем с другой.Перемешайте так, чтобы жидкость равномерно перемещалась по обеим сторонам лезвия. На этом этапе лезвие очень хрупкое. Если уронить его на твердую поверхность, он треснет или расколется, как стекло. Когда температура достигнет 100F или меньше, начните цикл закалки, чтобы уменьшить стресс. На этом этапе обращайтесь с лезвием осторожно, иначе лезвие может сломаться или потрескаться. Это поможет, если вы предварительно нагреете масло примерно до 100F. Это можно сделать, нагрея металлолом и пару раз воткнув его в масло.
Темперамент :
Нагрейте лезвие в течение двух циклов по два часа каждый.Многие используют для этого свою кухонную духовку. Поставьте лезвие в центр духовки подальше от элементов. Убедитесь, что все масло слито с лезвия, иначе ваш дом будет пахнуть маслянистым дымом, а ваша карьера ножа может быть прервана начальником кухни. Если вы собираетесь делать больше ножей, подумайте о том, чтобы купить дешевую настольную духовку в благотворительном магазине. Температура в домашних или небольших настольных духовках часто бывает очень неточной. Используйте термометр для духовки, чтобы приблизиться к желаемой температуре в духовке.Между циклами отпуска дайте лезвию остыть до комнатной температуры. Здесь имеется достаточная разница в температурах отпуска, поэтому вы захотите проверить конкретную сталь на предмет правильной температуры для достижения желаемой твердости. Большинство нестандартных ножей, как правило, закалены до 59RC, что является хорошим компромиссом между удержанием режущей кромки, прочностью и легкостью заточки. Более твердое лезвие, скажем от 61 до 62RC, обычно будет дольше резать между сеансами заточки. Также, как правило, легче будет откалывать режущую кромку. Также потребуется больше времени для заточки.Более мягкое лезвие, скажем, 57RC, будет меньше скалываться, его будет легче затачивать, и оно будет немного больше гнуться перед тем, как щелкнуть. Лезвие не будет оставаться острым так долго.
Подробнее о закалке:
Закалочное масло очень сложное по конструкции и применению. Если можете себе это позволить, купите и используйте. Вместо этого используйте моторное масло с низкой вязкостью или даже рапсовое, растительное или арахисовое масло. Это будет работать. Он не будет идеальным, и опытные производители ножей посоветуют вам использовать специальное закалочное масло для термообработки, чтобы получить лучшие результаты.Я тоже рекомендую это. Я также знаю, что почти любое масло «достаточно хорошо» подойдет для наших целей. Вы даже можете использовать воду и что-то, называемое «прерывистое охлаждение», но давайте оставим это на другой раз.
Берегитесь возгорания при тушении! Будет огонь и вонючий густой дым. Будьте готовы и будьте в безопасности. Не вдыхайте пары. Надевайте защитные очки. Надевайте толстые кожаные перчатки и фартук. Имейте поблизости огнетушитель. Многие магазины сгорели из-за того, что кто-то опрокинул горящее гасящее масло.Поверхностный пожар на тушащем масле — это не конец света. Просто закройте емкость с маслом для тушения крышкой, чтобы она задушила и потушила огонь. У вас должна получиться твердость около 65RC. Посетите Youtube.com и выполните поиск по запросу «закалочный нож», чтобы увидеть десятки коротких видеороликов о том, чего ожидать. Это не так уж сложно, но вы должны уважать опасности.
Изгиб лезвия:
Скорее всего, ваше лезвие будет идеально сразу после закалки. Время от времени они немного деформируются.Проверьте его во время закалки, прежде чем он остынет до температуры ниже 200F, посмотрев вниз по корешку. Если вы видите деформацию, сейчас самое время немного согнуть ее, чтобы она стала прямой, и это должно занять.
Удачи. Будьте осторожны…
Термическая обработка нержавеющих сталей с лезвиями в Ranger Original Handcrafted Knives
Особая благодарность Робу Ридли из Ranger Original за эту информацию
Многие люди спрашивали нас о наших «секретах» термической обработки лезвий ножей.Хотя мы ценим комплимент, на самом деле секретов нет — и то, что работает для нас, может не быть вашим любимым решением. Вот наши рецепты. Вы можете копировать их, публиковать или использовать по своему усмотрению. Мы использовали данные из различных источников, включая спецификации Crucible, информацию о других поставщиках стали и сообщения на форумах Blade, а также из личного опыта.
Все наши лезвия из нержавеющей стали упаковываются в два слоя в жаропрочные конверты из фольги 309SS, при этом швы двойного сгиба плотно прижимаются.Всегда кладите их в конверт одним и тем же способом — чтобы можно было положить их корешком вниз и вытащить за ручку, а не за кончик. Мы используем коричневую бумагу (не знаю, почему именно коричневая — именно то, что мы используем) кусочками размером 2 x 2 дюйма. 2 штуки для среднего охотника и четыре для большого боуи. Хитрость заключается в том, чтобы использовать достаточно бумаги, чтобы поглотить кислород в конверте, не взорвав конверт, как воздушный шар.
154 см, CPM154, ATS34
Все три из них подвергаются термообработке одинаково.После полного увеличения скорости до температуры они выдерживают от 45 минут до часа в духовке Evenheat при температуре 1950 градусов по Фаренгейту. Затем их помещают — все еще в фольге — стержнем вниз — затем плоско — на алюминиевой пластине толщиной 1 дюйм. Вторую алюминиевую пластину кладут сверху и прикладывают давление. Раньше для давления мы использовали гири, но теперь мы используем зажимы. Вы ищете надежный и надежный контакт. Если вы думаете о гидравлике, вы думаете, что слишком большое давление. Через 2 минуты (или меньше) они остынут вручную и готовы сниматься с фольги для криогенизации.Им не обязательно сразу переходить в крио, но нужно стремиться к тому, чтобы после закалки пластины оставалось меньше часа. Мы используем жидкий азот для крио, но подойдет и сухой лед в ацетоне. Бытовая морозильная камера вообще бесполезна. Им, вероятно, понадобится всего пара часов в крио, но мы оставляем их на ночь.
На следующее утро они будут в диапазоне RHC63 +. После прогрева до комнатной температуры закаляются. Мы дважды закаляем при 500 ° F в течение двух часов каждый раз — чтобы получить примерно RHC61. Вы можете поэкспериментировать с другими твердостями, но 61 — очень хорошая цель для этих сталей.
CPMS30V
Та же упаковка — такая же температура (1950 ° F) — такое же время выдержки — та же закалка пластины — такая же криогенная температура, как 154 см выше. Эта сталь подвергается двойной закалке при температуре 400F в течение примерно RHC60
.
440C
Та же упаковка — отвердите при температуре 1900 ° F и всего около 15 минут при температуре — затем закалите пластину и заморозьте, как указано выше. Твердость вне крио будет около 61. Закалка (дважды в течение 2 часов) при 275F для RHC60 — 325F для RHC59 — и 375F для отличного RHC57-58.
Вопросы и ответы предоставил Роб Ридли из Ranger Original
Q1: Действительно ли Cryo имеет значение.
A1: Да! Он увеличивает начальную твердость на 1,5–2 балла, и, хотя вы можете вернуться к более мягкому отпуску, сталь была более полностью преобразована в твердое и желаемое состояние.
Q2: Почему вы оставляете лезвия в фольге, чтобы закалить их в пластине.
A2: По-настоящему горячие лезвия никогда не видят кислород таким образом.Это означает отсутствие окалины и очень мало оксида. Гашение воздуха старым способом означало возвращение к кофемолке, чтобы навести порядок. Лезвия, сделанные нашим способом, можно очистить только с помощью буфера.
Q3: Почему вы вынимаете лезвия из конверта перед крио?
A3: Опыт! Нам нравится вешать лезвия на вешалку в криобакте. Отверстия для штифта ручки делают это проще. Мы также обнаружили, что когда плотный пакет из фольги, наполненный жидким азотом, попадает в теплый летний воздух, могут случиться неприятности.Низкие температуры отпуска в любом случае не вызовут проблем с окалиной или оксидом.
В4: Могу ли я использовать морозильную камеру для крио?
A4: Нет. Здесь недостаточно холодно, чтобы приносить хоть какую-то пользу. Сухой лед или жидкий азот работают одинаково хорошо. С сухим льдом легче обращаться, но его хватает всего на день или около того. Жидкого азота в хорошем дьюаре хватит на месяц или больше, в зависимости от использования.
Q5: Я слышал, что ATS34 и т. Д. Можно регулировать в высоком или низком диапазоне.Это правда?
A5: В некотором роде — но высокий диапазон дает вам меньшую ударную вязкость и коррозионную стойкость. Этого следует избегать.
Q6: Есть ли другие способы термической обработки этих сталей?
A6: Черт возьми! Закалка на воздухе, Закалка в масле, Соляные ванны, Вакуумные печи…. Но вам придется спросить о них кого-нибудь еще. Я не видел ничего, что давало бы более удовлетворительные результаты, чем то, что мы используем сейчас.
Q7: Алюминий стоит дорого! Могу ли я разместить закалку между толстыми стальными пластинами.
A7: Да, менее желательно, потому что он медленнее поглощает тепло, но подойдет.
Q8: Как узнать, правильно ли он затвердел и отпущен.
A8: Правильный ответ — использовать тестер шкалы Rockwell C, а затем провести тестирование производительности ваших лезвий. Некоторые утверждают, что они могут определить твердость довольно близко по тому, как напильник скользит по стали. Я не могу. Мы проверяем каждое лезвие здесь и записываем твердость лезвия перед отправкой.При этом мы редко отходим более чем на 1 балл по Роквеллу от того места, куда мы нацелились.
Q9: фольга 321SS намного дешевле. Могу ли я использовать его вместо 309SS?
A9: В зависимости от того, с кем вы разговариваете, 321 имеет рейтинг от 1800 до 2000 градусов. Риск состоит в том, что 321 либо выйдет из строя, впустив воздух, либо застрянет внутри лезвия. На практике мы без проблем использовали его с нашими собственными лезвиями. Мы видели, как 321SS приклеился к термообработанному лезвию в другом месте.Поскольку мы обрабатываем лезвия других производителей, мы решили использовать только фольгу 309SS. Экспериментируйте на свой страх и риск.
В10: Имеет ли значение, где в духовке я помещаю лезвие?
A10: Да. Температура внутри духовки может меняться и обычно измеряется только в одной точке — там, где расположена термопара. Для получения стабильных результатов вы должны держать лезвия в более или менее стабильном месте в камере. Намекать; Избегайте приближаться к нагревательным змеевикам, чем необходимо.
В11: Как узнать, точна ли температура в моей духовке?
A11: Некоторые скажут вам, что вы можете проверить температуру с помощью керамических конусов для обжига. Мы не согласны. Колбочки не измеряют температуру. Они измеряют тепловую работу — комбинацию времени и температуры. Orton производит продукт под названием TempChek, который лучше, но требует довольно сложного цикла для получения хорошего результата. Электронный зонд и термопара — лучший способ проверки, хотя могут быть дорогими.Конечно, если вы не откалибруете датчик, вы все равно не знаете, правда ли?
Примечание: Роб действительно подошел к вопросу об использовании пирометрического конуса для измерения температуры. Это яблоки и апельсины. Сохраните пирометрические конусы для гончаров.
В12: Как далеко можно обработать лезвие до термообработки?
A12: Многие наши клиенты перед термообработкой доводят до зернистости 800. Мы просим производителей оставить нам 20 тысяч лезвий на острие и острие — по сути, готовое лезвие, которое не было заточено.Хотя у нас не было трещин под напряжением, также рекомендуется избегать острых углов, где это возможно, и удалить заусенцы и другие неровности.
Безопасность
Термическая обработка имеет очевидные опасности. Наденьте защитные очки или маску для лица и приличные перчатки. Придет день, когда вы уроните горячее лезвие. Убедитесь, что на полу вокруг духовки нет горючих материалов, и, пожалуйста, не поддавайтесь желанию поймать падающее лезвие.
Электронная почта rob @ rangeroriginal.com с вопросами.
3.7.2 Термическая обработка нержавеющей стали
Нержавеющие стали можно разделить на четыре группы, чтобы различать их реакцию на термическую обработку. Ферритные, аустенитные и мартенситные марки описаны в разделе 4.2. Марки дисперсионного твердения, обозначенные суффиксом PH (например, 15-5 PH), составляют группу, которая, в отличие от трех других, обеспечивает как высокую прочность, так и коррозионную стойкость. Ниже приводится краткий обзор возможностей термообработки четырех групп.
Ферритные нержавеющие стали — Ферритные нержавеющие стали не подвергаются закалке. Единственная термическая обработка, применяемая к ферритным материалам, — это отжиг, поскольку они развивают минимальную твердость и максимальную пластичность, ударную вязкость и коррозионную стойкость в отожженном и закаленном состоянии. Отжиг также снимает напряжения, возникающие во время сварки или холодной обработки, и обеспечивает более однородную микроструктуру.
Аустенитная нержавеющая сталь — Обычные аустенитные нержавеющие стали упрочняются при холодной обработке, но не могут быть закалены при термообработке.Отжиг используется для оптимизации коррозионной стойкости, мягкости и пластичности; следовательно, после сварки или термической обработки может потребоваться последующий отжиг. Эту группу обычно покупают в отожженном или холодном состоянии.
Мартенситные нержавеющие стали — Максимально достижимая твердость мартенситных нержавеющих сталей зависит в первую очередь от содержания в них углерода. Следовательно, термообработка этой группы по существу такая же, как и для простых углеродистых или низколегированных сталей, но параметры процесса отличаются, поскольку более высокое содержание сплава в этой группе заставляет их реагировать более вяло.Они демонстрируют отличную закаливаемость, поэтому максимальная твердость достигается в центре секций толщиной до 30 мм (12 дюймов) при воздушном охлаждении. Существует два основных типа термической обработки.
- Отжиг снижает твердость и увеличивает пластичность. Полный отжиг является дорогостоящим и требует много времени, и его следует указывать только тогда, когда он требуется для тяжелого формования.
- Аустенизация, закалка и отпуск используются для повышения прочности и твердости. Эти процессы также влияют на коррозионную стойкость, иногда требуя балансировки параметров термообработки для оптимизации требований к прочности и коррозионной стойкости.
Нержавеющая сталь с дисперсионным упрочнением (PH) — Наиболее часто кованые марки нержавеющей стали PH — это 15-5 PH и 17-7 PH. Эти марки сочетают в себе высокую коррозионную стойкость аустенитных марок с прочностью, достижимой у мартенситных марок. Доступны процедуры гомогенизации, кондиционирования аустенита, охлаждения после превращения и дисперсионного твердения (отпуска с выдержкой) для этих марок.
Дуплексные нержавеющие стали — типичные марки для ковки содержат в своей микроструктуре смесь аустенита и феррита.Обычно они не подвергаются термической обработке, кроме отжига.
Вернуться к содержанию
множество (
‘#markup’ => ‘
Нержавеющие стали можно разделить на четыре группы, чтобы различать их реакцию на термическую обработку. Ферритные, аустенитные и мартенситные марки описаны в разделе 4.2. Марки дисперсионного твердения, обозначенные суффиксом PH (например, 15-5 PH), составляют группу, которая, в отличие от трех других, обеспечивает как высокую прочность, так и коррозионную стойкость. Ниже приводится краткий обзор возможностей термообработки четырех групп.
Ферритные нержавеющие стали — Ферритные нержавеющие стали не подвергаются закалке. Единственная термическая обработка, применяемая к ферритным материалам, — это отжиг, поскольку они развивают минимальную твердость и максимальную пластичность, ударную вязкость и коррозионную стойкость в отожженном и закаленном состоянии. Отжиг также снимает напряжения, возникающие во время сварки или холодной обработки, и обеспечивает более однородную микроструктуру.
Аустенитная нержавеющая сталь — Обычные аустенитные нержавеющие стали упрочняются при холодной обработке, но не могут быть закалены при термообработке.Отжиг используется для оптимизации коррозионной стойкости, мягкости и пластичности; следовательно, после сварки или термической обработки может потребоваться последующий отжиг. Эту группу обычно покупают в отожженном или холодном состоянии.
Мартенситные нержавеющие стали — Максимально достижимая твердость мартенситных нержавеющих сталей зависит в первую очередь от содержания в них углерода. Следовательно, термообработка этой группы по существу такая же, как и для простых углеродистых или низколегированных сталей, но параметры процесса отличаются, поскольку более высокое содержание сплава в этой группе заставляет их реагировать более вяло.Они демонстрируют отличную закаливаемость, поэтому максимальная твердость достигается в центре секций толщиной до 30 мм (12 дюймов) при воздушном охлаждении. Существует два основных типа термической обработки.
- Отжиг снижает твердость и увеличивает пластичность. Полный отжиг является дорогостоящим и требует много времени, и его следует указывать только тогда, когда он требуется для тяжелого формования.
- Аустенизация, закалка и отпуск используются для повышения прочности и твердости. Эти процессы также влияют на коррозионную стойкость, иногда требуя балансировки параметров термообработки для оптимизации требований к прочности и коррозионной стойкости.
Нержавеющая сталь с дисперсионным упрочнением (PH) — Наиболее часто кованые марки нержавеющей стали PH — это 15-5 PH и 17-7 PH. Эти марки сочетают в себе высокую коррозионную стойкость аустенитных марок с прочностью, достижимой у мартенситных марок. Доступны процедуры гомогенизации, кондиционирования аустенита, охлаждения после превращения и дисперсионного твердения (отпуска с выдержкой) для этих марок.
Дуплексные нержавеющие стали — типичные марки для ковки содержат в своей микроструктуре смесь аустенита и феррита.Обычно они не подвергаются термической обработке, кроме отжига.
Вернуться к содержанию
‘,
‘#printed’ => правда,
‘#type’ => ‘разметка’,
‘#pre_render’ =>
множество (
0 => ‘drupal_pre_render_markup’,
1 => ‘ctools_dependent_pre_render’,
),
‘#children’ => ‘
Нержавеющие стали можно разделить на четыре группы, чтобы различать их реакцию на термическую обработку. Ферритные, аустенитные и мартенситные марки описаны в разделе 4.2. Марки дисперсионного твердения, обозначенные суффиксом PH (например,g.15-5 PH) составляют группу, которая, в отличие от трех других, обеспечивает как высокую прочность, так и коррозионную стойкость. Ниже приводится краткий обзор возможностей термообработки четырех групп.
Ферритные нержавеющие стали — Ферритные нержавеющие стали не подвергаются закалке. Единственная термическая обработка, применяемая к ферритным материалам, — это отжиг, поскольку они развивают минимальную твердость и максимальную пластичность, ударную вязкость и коррозионную стойкость в отожженном и закаленном состоянии. Отжиг также снимает напряжения, возникающие во время сварки или холодной обработки, и обеспечивает более однородную микроструктуру.
Аустенитная нержавеющая сталь — Обычные аустенитные нержавеющие стали упрочняются при холодной обработке, но не могут быть закалены при термообработке. Отжиг используется для оптимизации коррозионной стойкости, мягкости и пластичности; следовательно, после сварки или термической обработки может потребоваться последующий отжиг. Эту группу обычно покупают в отожженном или холодном состоянии.
Мартенситные нержавеющие стали — Максимально достижимая твердость мартенситных нержавеющих сталей зависит в первую очередь от содержания в них углерода.Следовательно, термообработка этой группы по существу такая же, как и для простых углеродистых или низколегированных сталей, но параметры процесса отличаются, поскольку более высокое содержание сплава в этой группе заставляет их реагировать более вяло. Они демонстрируют отличную закаливаемость, поэтому максимальная твердость достигается в центре секций толщиной до 30 мм (12 дюймов) при воздушном охлаждении. Существует два основных типа термической обработки.
- Отжиг снижает твердость и увеличивает пластичность. Полный отжиг является дорогостоящим и требует много времени, и его следует указывать только тогда, когда он требуется для тяжелого формования.
- Аустенизация, закалка и отпуск используются для повышения прочности и твердости. Эти процессы также влияют на коррозионную стойкость, иногда требуя балансировки параметров термообработки для оптимизации требований к прочности и коррозионной стойкости.
Нержавеющая сталь с дисперсионным упрочнением (PH) — Наиболее часто кованые марки нержавеющей стали PH — это 15-5 PH и 17-7 PH. Эти марки сочетают в себе высокую коррозионную стойкость аустенитных марок с прочностью, достижимой у мартенситных марок.Доступны процедуры гомогенизации, кондиционирования аустенита, охлаждения после превращения и дисперсионного твердения (отпуска с выдержкой) для этих марок.
Дуплексные нержавеющие стали — типичные марки для ковки содержат в своей микроструктуре смесь аустенита и феррита.