Контактная сварка | Рудетранс
Контактная сварка — это процесс образования соединения в результате нагрева металла проходящим через него электрическим током и пластической деформации зоны соединения под действием сжимающего усилия.
Родоначальник контактной сварки — английский физик Уильям Томсон (лорд Кельвин), который в 1856 г. впервые применил стыковую сварку. В 1877 г. в США Томсон самостоятельно разработал стыковую сварку и внедрил ее в промышленность. В том же 1877 г. в России Н.Н.Бенардос предложил способы контактной точечной и шовной (роликовой) сварки. На промышленную основу в России контактная сварка была поставлена в 1936 г. после освоения серийного выпуска контактных сварочных машин.
Преимущества контактной сварки перед другими способами:
- Высокая производительность (время сварки одной точки или стыка составляет 0,02… 1,0 с)
- Малый расход вспомогательных материалов (воды, воздуха)
- Высокое качество и надежность сварных соединений при небольшом числе управляемых параметров режима, что снижает требования к квалификации сварщика
- Это экологически чистый процесс, легко поддающийся механизации и автоматизации
Основные способы контактной сварки
Основные способы контактной сварки — это точечная, шовная (роликовая) и стыковая сварка.
Машины для контактной сварки
Машины для контактной сварки бывают стационарными, передвижными и подвесными (сварочные клещи). По роду тока в сварочном контуре могут быть машины переменного или постоянного тока от импульса тока, выпрямленного в первичной цепи сварочного трансформатора или от разряда конденсатора. По способу сварки различают машины для точечной, рельефной, шовной и стыковой сварки.
Любая машина для контактной сварки состоит из электрической и механической частей, пневмо- или гидросистемы и системы водяного охлаждения (рис.1).
Рис. 1. Типовые схемы машин для контактной точечной (а), шовной (б) и стыковой (в) сварки: 1 — трансформатор; 2 — переключатель ступеней; 3 — вторичный сварочный контур; 4 — прерыватель первичной цепи; 5 — регулятор; 6 — привод сжатия; 7 — привод зажатия деталей; 8 — привод осадки деталей; 9 — привод вращения роликов; 10 — аппаратура подготовки; 11 — орган включения
Электрическая часть включает в себя силовой сварочный трансформатор 1 с переключателем ступеней 2 его первичной обмотки, с помощью которого регулируют вторичное напряжение, вторичный сварочный контур 3 для подвода сварочного тока к деталям, прерыватель 4 первичной цепи сварочного трансформатора 1 и регулятор 5 цикла сварки, обеспечивающий заданную последовательность операций цикла и регулировку параметров режима сварки.
Механическая часть состоит из привода сжатия 6 точечных и шовных машин, привода 7 зажатия деталей и привода 8 осадки деталей стыковых машин. Шовные машины снабжены приводом 9 вращения роликов.
Пневмогидравлическая система состоит из аппаратуры 10 подготовки (фильтры, лубрикаторы, которые смазывают движущиеся части), регулирования (редукторы, манометры, дросселирующие клапаны) и подвода воздуха к приводу 6 (электропневматические клапаны, запорные вентили, краны, штуцера).
Система водяного охлаждения включает в себя штуцера разводящей и приемной гребенок, охлаждаемые водой полости в трансформаторе 1 и вторичном контуре 3, разводящие шланги, запорные вентили и гидравлические реле, отключающие машину, если вода отсутствует или ее мало.
Все машины снабжены органом включения 11. У точечных и шовных машин это ножная педаль с контактами, у стыковых — это комплект кнопок. С органов управления поступают команды на сжатие «С» электродов или зажатие «3» деталей, на включение «Т» и отключение «О» сварочного тока, на вращение «В» роликов, на включение «а» регулятора цикла сварки. Эти команды отрабатываются соответствующими блоками машины, обеспечивая выполнение операций цикла сварки.
Эти команды отрабатываются соответствующими блоками машины, обеспечивая выполнение операций цикла сварки.
Кроме универсальных применяются специальные машины, приспособленные для сварки конкретных конструкций и типов размеров изделий. Примером могут служить машины для контактной точечной сварки кузовов автомобилей, встроенные в автоматические линии, машины для стыковой сварки оплавлением продольных швов труб в прокатном производстве.
Электроды в контактной сварке
Электроды в контактной сварке служат для замыкания вторичного контура через свариваемые детали. Кроме этого при шовной сварке электроды-ролики перемещают свариваемые детали и удерживают их в процессе нагрева и осадки.
Важнейшая характеристика электродов — стойкость, способность сохранять исходную форму, размеры и свойства при нагреве рабочей поверхности до температуры 600 0С и ударных усилиях сжатия до 5 кг/мм2. Электроды для точечной сварки — это быстроизнашивающийся сменный инструмент сварочной машины. Для изготовления электродов используют медь и жаропрочные медные сплавы — бронзы. Это может быть хромоциркониевая бронза БрХЦрА; кадмиевая БрКд1; хромистая БрХ; бронза, легированная никелем, титаном и бериллием БрНТБ или кремний-никелевая бронза БрКН-1-4. Последние две бронзы обладают повышенной износостойкостью, из них можно изготавливать электроды-губки стыковых машин. Материалы для электродов должны обладать также высокой электро- и теплопроводностью, чтобы их нагрев в процессе сварки был меньше. Температура разупрочнения бронз не превышает 0,5 их температуры плавления, а рабочая поверхность электрода нагревается до 0,6 Тпл. При таких условиях электродные бронзы относительно быстро разупрочняются. Повысить износостойкость электродов можно, используя технологические факторы. Сварку алюминиевых и магниевых сплавов лучше производить на конденсаторных машинах, а не на машинах переменного тока. Вместо механической зачистки нужна химическая очистка поверхности, травление и пассивация.
Для изготовления электродов используют медь и жаропрочные медные сплавы — бронзы. Это может быть хромоциркониевая бронза БрХЦрА; кадмиевая БрКд1; хромистая БрХ; бронза, легированная никелем, титаном и бериллием БрНТБ или кремний-никелевая бронза БрКН-1-4. Последние две бронзы обладают повышенной износостойкостью, из них можно изготавливать электроды-губки стыковых машин. Материалы для электродов должны обладать также высокой электро- и теплопроводностью, чтобы их нагрев в процессе сварки был меньше. Температура разупрочнения бронз не превышает 0,5 их температуры плавления, а рабочая поверхность электрода нагревается до 0,6 Тпл. При таких условиях электродные бронзы относительно быстро разупрочняются. Повысить износостойкость электродов можно, используя технологические факторы. Сварку алюминиевых и магниевых сплавов лучше производить на конденсаторных машинах, а не на машинах переменного тока. Вместо механической зачистки нужна химическая очистка поверхности, травление и пассивация. Расстояние l от рабочей поверхности до дна охлаждающего канала (рис. 2) не должно превышать 10…12 мм, увеличение его до 15 мм повышает износ электрода в 2 раза. При сварке черных металлов стойкость электродов можно повысить в 3…4 раза только за счет сферической заточки электрода и снижения темпа сварки до 40…60 точек в минуту.
Расстояние l от рабочей поверхности до дна охлаждающего канала (рис. 2) не должно превышать 10…12 мм, увеличение его до 15 мм повышает износ электрода в 2 раза. При сварке черных металлов стойкость электродов можно повысить в 3…4 раза только за счет сферической заточки электрода и снижения темпа сварки до 40…60 точек в минуту.
Рис. 2. Схемы электродов для точечной сварки: а — с наружным посадочным конусом; б — колпачковых
Электрод должен иметь минимальную массу, удобно и надежно устанавливаться на сварочной машине. Диаметр D должен обеспечивать устойчивость электрода против изгиба при сжатии его усилием сварки, а также возможность захвата инструментом для снятия. Внутренний диаметр должен обеспечивать ввод трубки с охлаждающей водой и выход воды, обычно d0 = 8 мм. Длина конусной части для крепления электрода в свече машины l1 <= 1,2 D. Угол конусности 1:10 при D < 25 мм и 1 : 5 при D > 32 мм. Диаметр рабочей части электрода выбирают в зависимости от толщины кромок свариваемых деталей dэ = 3S. Стойкость электродов с наружным посадочным конусом (рис. 2, а) обычно не превышает 20 000 сварок. Стойкость колпачковых электродов (рис. 2, б) с внутренним посадочным конусом достигает 100 000 сварок вследствие лучших условий охлаждения. Для сварки деталей сложной конфигурации в труднодоступных местах применяют фигурные электроды.
Стойкость электродов с наружным посадочным конусом (рис. 2, а) обычно не превышает 20 000 сварок. Стойкость колпачковых электродов (рис. 2, б) с внутренним посадочным конусом достигает 100 000 сварок вследствие лучших условий охлаждения. Для сварки деталей сложной конфигурации в труднодоступных местах применяют фигурные электроды.
Электроды для рельефной сварки конструктивно приближаются к форме изделия. В простейшем случае это плиты с плоской рабочей поверхностью.
Электроды-ролики шовных машин имеют форму дисков. Ширина рабочей поверхности ролика В и его толщина Н зависят от толщины S свариваемой детали.
Токоведущие губки стыковых машин по форме и размерам должны соответствовать поперечному сечению свариваемых деталей. Длину губок выбирают такой, чтобы обеспечить соосность деталей и предотвратить их проскальзывание при осадке. При сварке стержней она составляет 3…4 их диаметра, а при сварке полос — не менее 10 толщин полосы.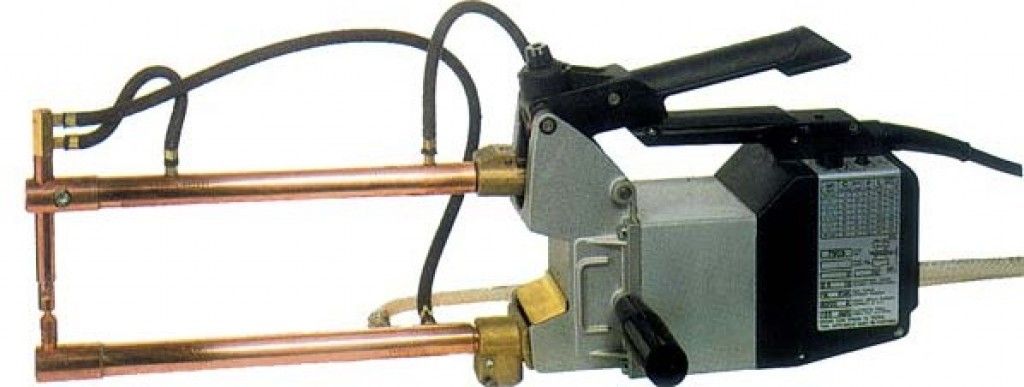
Подготовка поверхностей к контактной сварке
При подготовке поверхностей к контактной сварке должны выполняться три основных требования: в контактах электрод-деталь должно быть обеспечено как можно меньшее электрическое сопротивление Кэ-д —> min), в контакте деталь-деталь сопротивление должно быть одинаковым по всей площади контакта. Сопрягаемые поверхности деталей должны быть ровными, плоскости их стыка при сварке должны совпадать.
Выбор конкретного способа подготовки поверхностей определяется материалом деталей, исходным состоянием их поверхностей, характером производства. Для штучного и мелкосерийного производства необходимо предусмотреть операции правки, рихтовки, обезжиривания, травления или зачистки, механической обработки. В условиях крупносерийного и массового производства, где обеспечивается высокое качество исходных материалов в заготовительном и штампопрессовом производствах, подготовку поверхностей перед сваркой можно не делать. Исключение составляют детали из алюминиевых сплавов, требующих обработки поверхности не ранее чем за 10 ч до сварки.
Исключение составляют детали из алюминиевых сплавов, требующих обработки поверхности не ранее чем за 10 ч до сварки.
Критерием качества подготовки поверхности является величина контактных сопротивлений Rэ-д и Rд-д. Для их измерения детали зажимают между электродами сварочной машины, но сварочный ток не включают. Сопротивление измеряют микроомметром при помощи щупов. Для сталей сопротивление более 200 мкОм свидетельствует о плохом качестве поверхности. Высокое Rэ-д приводит к перегреву электродов и подплавлению поверхности деталей, вследствие чего происходит наружный и внутренний выплеск металла и образуется чрезмерная вмятина под электродами.
Основные параметры режима всех способов контактной сварки
Основные параметры режима всех способов контактной сварки — это сила сварочного тока, длительность его импульса и усилие сжатия деталей. Теплота в свариваемом металле выделяется при прохождении через него импульса тока Iсв длительностью t в соответствие с законом Джоуля-Ленца:
Q= Iсв2Rсвt,
где за Rсв принимают сопротивление столбика металла между электродами. При расчете сварочного тока, времени импульса, сварочного трансформатора Rсв — исходный параметр, так как его легко рассчитать, зная материал детали, ее толщину и требуемую температуру сварки. При этом сопротивлениями в контактах между деталями и между электродами и деталями пренебрегают.
При расчете сварочного тока, времени импульса, сварочного трансформатора Rсв — исходный параметр, так как его легко рассчитать, зная материал детали, ее толщину и требуемую температуру сварки. При этом сопротивлениями в контактах между деталями и между электродами и деталями пренебрегают.
Согласно закону Джоуля-Ленца увеличение Rсв должно увеличивать количество выделяющейся теплоты. Но по закону Ома
Iсв=U2/Z,
где U2 — напряжение на вторичном контуре сварочной машины, a Z — полное сопротивление вторичного контура, в которое входит Rсв. Поэтому при увеличении Rсв уменьшится Iсв, а он входит в закон Джоуля-Ленца в квадрате. Следовательно, увеличение Rсв не всегда увеличивает количество выделяющейся при сварке теплоты, многое зависит от соотношения Rсв и полного сопротивления вторичного контура сварочной машины. Отсюда следуют несколько практических выводов. С ростом общего сопротивления вторичного контура от 50 до 500 мкОм тепловыделение в зоне сварки уменьшается по мере падения Rсв примерно в 10 раз. Недостаток тепла компенсируется увеличением мощности (U2) или времени сварки. Сварка на контактных машинах с малым сопротивлением вторичного контура (~ 50 мкОм) сопровождается интенсивным ростом нагрева по мере падения Rсв в процессе увеличения сварного ядра. При достижении равенства Rсв = Z нагрев достигает максимума, а затем, по мере еще большего снижения Rсв (по достижении требуемого размера ядра), уменьшается. Таким образом, сварка на контактных машинах с малым сопротивлением вторичного контура (а их большинство) сопровождается нестационарным нагревом и нестабильным качеством соединений. Уменьшить этот недостаток можно надежным сжатием зачищенных деталей, обеспечивающим поддержание Rсв на минимальном уровне, либо поддерживая высокий уровень Rсв за счет слабого сжатия деталей и разделения импульса сварочного тока на несколько коротких импульсов.
С ростом общего сопротивления вторичного контура от 50 до 500 мкОм тепловыделение в зоне сварки уменьшается по мере падения Rсв примерно в 10 раз. Недостаток тепла компенсируется увеличением мощности (U2) или времени сварки. Сварка на контактных машинах с малым сопротивлением вторичного контура (~ 50 мкОм) сопровождается интенсивным ростом нагрева по мере падения Rсв в процессе увеличения сварного ядра. При достижении равенства Rсв = Z нагрев достигает максимума, а затем, по мере еще большего снижения Rсв (по достижении требуемого размера ядра), уменьшается. Таким образом, сварка на контактных машинах с малым сопротивлением вторичного контура (а их большинство) сопровождается нестационарным нагревом и нестабильным качеством соединений. Уменьшить этот недостаток можно надежным сжатием зачищенных деталей, обеспечивающим поддержание Rсв на минимальном уровне, либо поддерживая высокий уровень Rсв за счет слабого сжатия деталей и разделения импульса сварочного тока на несколько коротких импульсов. Последнее еще и экономит энергию и обеспечивает прецизионное соединение с остаточной деформацией 2…5 %.
Последнее еще и экономит энергию и обеспечивает прецизионное соединение с остаточной деформацией 2…5 %.
При сварке на машинах с большим сопротивлением вторичного контура (> 500 мкОм) снижение Rсв в процессе сварки практически не влияет на выделение теплоты, нагрев остается стационарным, что характерно для сварки на подвесных машинах с длинным кабелем во вторичном контуре. Сваренные на них соединения обладают более стабильным качеством.
Качество сварных соединений
Качество сварных соединений, выполненных контактной сваркой, определяется подготовкой поверхностей к сварке, а также правильным выбором параметров режима и их стабильностью. Основной показатель качества точечной и шовной сварки — это размеры ядра сварной точки. Для всех материалов диаметр ядра должен быть равен трем толщинам S более тонкого свариваемого листа. Допускается разброс значений глубины проплавления в пределах 20…80 % S. За меньшим из этих пределов следует непровар, за большим — выплеск. Глубина вмятины от электрода не должна превышать 0,2 S. Размер нахлестки в точечных и шовных соединениях должен выбираться в пределах 2,5…5,0 диаметров ядра.
Глубина вмятины от электрода не должна превышать 0,2 S. Размер нахлестки в точечных и шовных соединениях должен выбираться в пределах 2,5…5,0 диаметров ядра.
Основные дефекты сварных соединений при точечной и шовной сварке — это непровар, заниженный размер литого ядра, трещины, рыхлоты и усадочные раковины в литом ядре и выплеск, который может быть наружным, из-под контакта электрод — деталь, и внутренним, из-под контакта между деталями. Причины этих дефектов — недостаточный или избыточный нагрев зоны сварки из-за плохой подготовки поверхностей и плохой сборки деталей или из-за неправильно выбранных параметров режима сварки.
При стыковой сварке по тем же причинам могут возникать непровары. Перегрев зоны сварки может вызвать структурные изменения (укрупнение зерна) и обезуглераживание сталей. Это ухудшает механические свойства соединений.
Контролируют качество контактной сварки чаще всего внешним осмотром, а также любыми методами неразрушающего контроля. Сложность контроля состоит в том, что этими методами непровар не выявляется, так как поверхности деталей плотно прижаты друг к другу, в их контакте образуется «склейка», проникающие излучения, магнитное поле и ультразвук не отражаются и не ослабляются. Наиболее оперативный метод контроля — разрушение контрольных образцов в тисках молотком и зубилом. Если непровара нет, разрушение происходит по целому металлу одной из деталей, можно измерить диаметр литого ядра при точечной и шовной сварке.
Сложность контроля состоит в том, что этими методами непровар не выявляется, так как поверхности деталей плотно прижаты друг к другу, в их контакте образуется «склейка», проникающие излучения, магнитное поле и ультразвук не отражаются и не ослабляются. Наиболее оперативный метод контроля — разрушение контрольных образцов в тисках молотком и зубилом. Если непровара нет, разрушение происходит по целому металлу одной из деталей, можно измерить диаметр литого ядра при точечной и шовной сварке.
Что такое контактная точечная сварка
Один из наиболее востребованных методов соединения металлических заготовок — контактная точечная сварка. Технология идеально подходит для сваривания тонких листов. В статье поднимаются вопросы проблем, методов и основных принципов технологии.
Что такое контактная сварка
Точечная является разновидностью контактной сварки. В эту же группу входит шовная, стыковая и другие типы контактной сварки. Но в отличие от других способов соединения металлических заготовок точечная сварка получился очень широкое распространение. Она востребована в большинстве областей производства, начиная от строительства зданий и заканчивая авиационной отраслью. Например, корпус аэробуса состоит из десятков деталей, которые скрепляются между собой именно точечным методом.
Она востребована в большинстве областей производства, начиная от строительства зданий и заканчивая авиационной отраслью. Например, корпус аэробуса состоит из десятков деталей, которые скрепляются между собой именно точечным методом.
Принцип выполнения сварочных работ несложный. Металл в определенной точке электрическим разрядом нагревается до высокой температуры, при которой начинается его плавление. В то же время обе плоскости металлических заготовок прижимаются одна к другой с предопределенным усилием. Механическая нагрузка и высокая температура делают свое дело: обе заготовки спаиваются между собой. В итоге получается надежный и малоприметный шов.
Многоточечный способ соединения металлов по сравнению с другими типами контактной сварки имеет свои отличительные особенности:
- Технология позволяет существенно сократить издержки времени на выполнение работ.
- На формирование одной точки шва требуется доли секунды.
- Для работы необходим ток большой силы, его значение составляет примерно 1000 ампер.

- В отличие от этого, напряжение должно быть совсем небольшим — не больше 10 ватт.
- Также небольшой является и зона плавления металлов. Показатель варьируется от нескольких миллиметров до 2-3 см.
- Последнее отличие — необходимость в большой механической нагрузке, которая может составлять несколько сот килограмм.

Чаще всего точечный метод сварки востребован для соединения тонких металлических листов внахлест. Однако она пригодна и для других целей, поскольку может сваривать заготовки толщиной до 3 см. в части кузовных работ этот показатель избыточен. Как показывает практика, специалистам приходится иметь дело с металлами не толще 7 мм.
Достоинства и недостатки контактной точечной сварки
Популярность точечного способа сварки обусловлена солидным перечнем достоинств:
- для того, чтобы начать работу не требуется флюс, электрод, присадочная проволока и т. д., что снижает расходы и экономит время;
- во время выполнения сварочных работ металл деформируется незначительно и точечно;
- сварочные аппараты такого типа просты в обращении. Воспользоваться ими сможет даже начинающий сварщик;
- эстетичность сварочного шва не вызывает нареканий даже в отъявленных скептиков;
- дешевизна рабочего процесса по сравнению с другими методами сварки;
- возможность автоматизации большинства технологических операций;
- с помощью многоточечной сварки можно выполнять большой объем работы. Скорость формирования сварных точек может достигать несколько сот за минуту.
 д., что снижает расходы и экономит время;
д., что снижает расходы и экономит время;
В данного метода есть и недостатки. Справедливости ради стоит подчеркнуть, что они незначительны и их немного. Прежде всего — это сравнительно невысокая герметичность шва по сравнению со сплошным соединением, выполненным обычным электродом. И второй — это возможность образования избыточного напряжения в зоне точки сваривания. Важно тщательно подгонять заготовки, чтобы избежать этого.
Важно тщательно подгонять заготовки, чтобы избежать этого.
Технология контактной сварки
Весь процесс состоит из трех основных этапов, Которые нужно рассмотреть подробно. Первый заключается в предварительно подготовке деталей. Затем соединяемые элементы размещаются под жалом сварки и сжимаются. В результате поверхность деформируется, появляется углубление в виде точки.
На последнем этапе к месту соединения подается электрический ток и металл плавится. Образуется жидкое ядро, которое со временем расширяется и после остывания будет скрепляющим элементом конструкции. Благодаря предварительной деформации поверхности в процессе сварки не образуются брызги расплава. Шов получается аккуратным и не нуждается в предварительной очистке поверхности.
Когда подача напряжения прекращается, металл остывает, расплав кристаллизуется и жидкое ядро затвердевает. Существует один небольшой, но важный нюанс. В процессе охлаждения в расплавленном металле создается остаточное напряжение, так как при остывании расплав уменьшается в размере.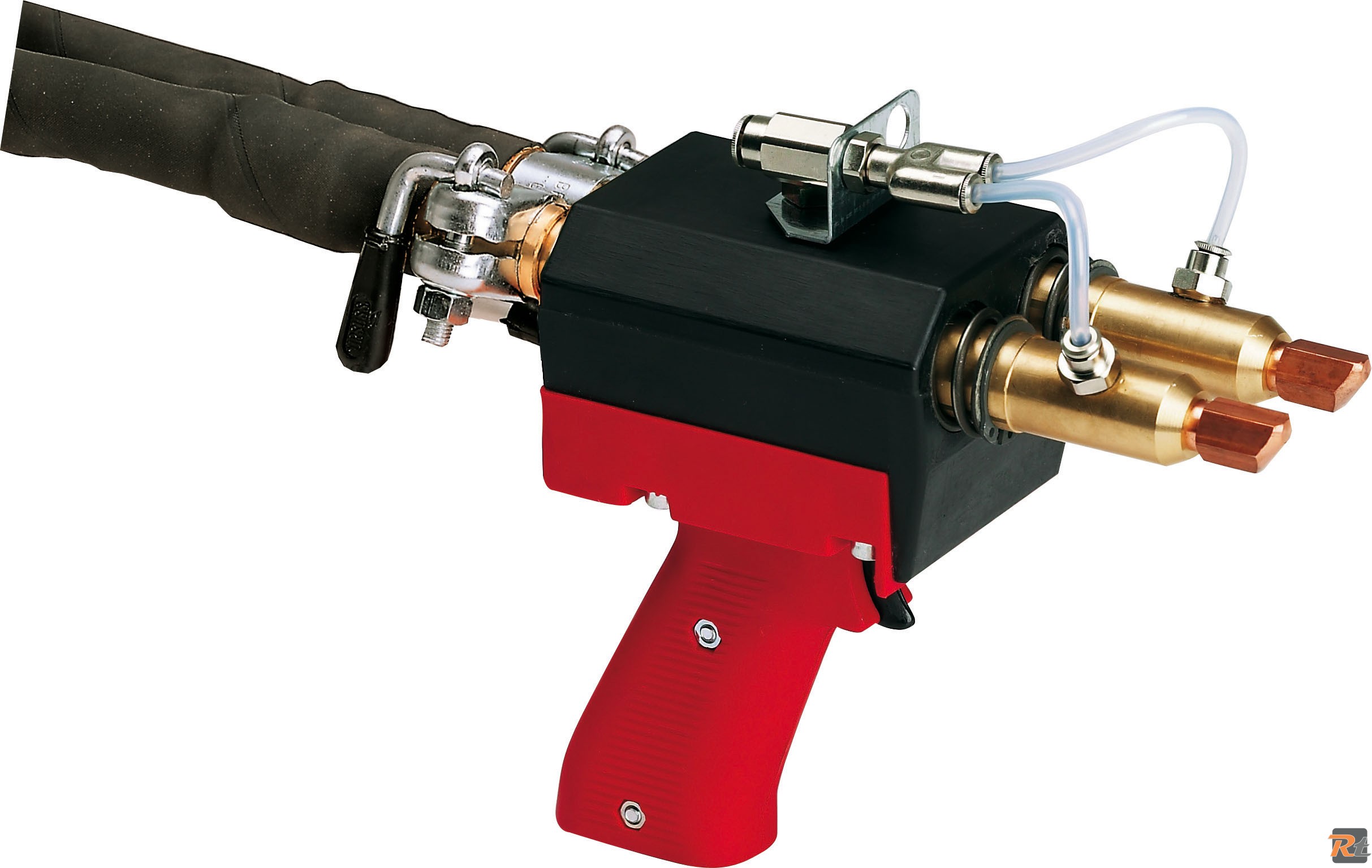 Бороться с эти можно несколькими способами. Самый простой заключается в том, что по завершению сварочных работ заготовки следует посильнее прижать одну к другой. тогда они лучше прокалываются и становятся более однородными. В остальной использование точечной сварки не требует каких-то специальных навыков или знаний.
Бороться с эти можно несколькими способами. Самый простой заключается в том, что по завершению сварочных работ заготовки следует посильнее прижать одну к другой. тогда они лучше прокалываются и становятся более однородными. В остальной использование точечной сварки не требует каких-то специальных навыков или знаний.
Предварительная подготовка металла
Для точечной сварки важно предварительно подготовить металл. Стыки в обязательном порядке зачищаются от оксидной пленки, ржавчины и прочих загрязнений. Конечно, это можно и не делать. Но в таком случае теряется мощность при выполнении сварочных работ. Соответственно добиться качественного соединения заготовок будет очень сложно. Помимо этого, повышение мощности влечет ускорение износа сварочного аппарата.
Для зачистки кромок применяются разные материалы и оборудование: щетка по металлу, наждачная бумага, болгарка, аппараты пескоструйной обработки. Если же заготовки небольшого размера, то их можно вытравливать в специальных растворах.
Отдельного внимания заслуживают вопросы подготовки алюминия и его сплавов. На их поверхности есть защитная пленка, сформированная из оксида металла. Она не дает металлу хорошо прогреться и препятствует формированию качественного шва. Ее удалению следует уделить максимум сил и внимания.
Сварочное оборудование
Для точечной электросварки можно использовать оборудование переменного или постоянного тока, конденсаторные или низкочастотные аппараты. Названные установки отличаются формой сварочного тока и силовым контуром. Каждая из моделей имеет как положительные, так и отрицательные сравнительные показатели. Среди сварщиков (в том числе и любителей) наибольшее распространение установки переменного тока.
Вероятные дефекты контактной точечной сварки
При наличии опыта и надлежащего оборудования сложно будет точечную сварку сделать плохо. Тем не менее, на практике встречаются случаи, когда работа выполнены с дефектами. В большинстве своем они образуются не в месте соединения заготовок, а по металлу.
Они бывают разного рода. Прежде всего, наблюдаются дефекты с формированием литого ядра: оно может быть слишком большим или маленьким, смещаться в сторону относительно центра стыка. Реже шов получается не сплошным. Любители, не имеющие достаточного опыта, могут настроить аппарат неверно, что в итоге оборачивается избыточной деформацией или же слабой провариваемостью металла.
Наиболее чувствительным дефектом является плохо проваренное ядро или же его полное отсутствие. Как показывает практика, такие конструкции долго не служат. Они не способны противостоять нагрузкам и вскоре просто ломаются в месте стыка. Дефект может дать о себе знать в самых разных условиях. Например, при увеличении интенсивности эксплуатации, после сильного нагрева (охлаждения) или после резкого перепада температуры.
Читайте также: Дефекты сварных швов
Заключение
Контактная сварка представляет собой практичный и удобный метод соединения металлических заготовок. Она не требует использования проволоки или флюса. На рынке представлено оборудование для ручной или автоматической сварки, что дает потребителю возможность выбрать наиболее подходящий вариант. Простота использования — еще один несомненный плюс, делающий технологию доступной даже для начинающих сварщиков.
Она не требует использования проволоки или флюса. На рынке представлено оборудование для ручной или автоматической сварки, что дает потребителю возможность выбрать наиболее подходящий вариант. Простота использования — еще один несомненный плюс, делающий технологию доступной даже для начинающих сварщиков.
что это? Точечная сварка своими руками из микроволновки или трансформатора, схема машины контактной сварки, ГОСТ, виды и применение
С давних времен люди использовали сварку, но процесс создания неразъемного соединения сильно отличался от метода, используемого в наши дни. Две металлические детали накаливали на огне, затем колотили специальным молотом. Поговорим о контактной сварке.
Что это такое?
Для соединения металлических элементов маленького размера или тонких пластин применяется один из самых востребованных методов – это контактная сварка. Принцип работы заключается в быстром нагреве плоскостей до состояния размягчения при помощи подачи электрического тока, который далее трансформируется в тепловую энергию, и одновременной деформации деталей в месте сваривания. В результате этих действий получается сварной шов. Качество полученного шва определяется согласно стандартам ГОСТа – прочность на разрыв или сдвиг.
Принцип работы заключается в быстром нагреве плоскостей до состояния размягчения при помощи подачи электрического тока, который далее трансформируется в тепловую энергию, и одновременной деформации деталей в месте сваривания. В результате этих действий получается сварной шов. Качество полученного шва определяется согласно стандартам ГОСТа – прочность на разрыв или сдвиг.
Аппарат для сварки имеет два основных узла.
- Механический – здесь находятся электроды, в установках для точечной сварки они выглядят как зажимные щипцы, в аппаратах для сварки швом это ролики.
А также приводы сжатия и вращения, зажатия и осадки.
- Электрический – эта конструкция состоит из сварочного трансформатора, регулятора напряжения (этот элемент переключает количество витков в первичной обмотке), вторичного контура (через него электрический ток проходит к свариваемым деталям), прерывателя первичной цепи (он служит для включения и выключения тока), регулятора цикла (это устройство регулирует все необходимые параметры – последовательность операций, длительность и другие).

Также в машине для сварки есть и вспомогательные блоки.
- Пневмогидравлический – здесь присутствуют фильтры, элементы, смазывающие движущиеся детали, система, которая подводит поток воздуха к приводу сжатия, система, регулирующая давление.
- Водное охлаждение сварочного аппарата.
Плюсы и минусы
Контактная сварка металлов применяется в различных областях промышленности, множество преимуществ объясняет ее популярность.
- Высокая скорость работы, если сравнивать с другими методами сварки, контактная создает более прочный шов.
- Создание одной сварочной точки происходит минимум за 0.1 секунды. Опытный сварщик за одну минуту может сделать до 600 соединений.
- Достаточно экономичный способ, так как для создания контактного соединения не требуются вспомогательные элементы – электроды, проволока для присадки, флюсы и т. д.
- Деформация металла незначительная и проявляется только в местах соединения.
- Несложный процесс, с которым справится новичок и сварщик средней квалификации.
- Контактные электроды имеют долгий срок эксплуатации и не изнашиваются длительное время.
- Самый безопасный метод сварки, так как риск возгорания сведен к минимуму.
- Контактная сварка экологически чистая – она не влияет на здоровье человека и окружающую среду.
- Благодаря высокой скорости подачи тока тепло формируется только в самом металле – это исключает нагрев всей заготовки, а также тепловые потери в процессе работы.
- Оборудование для сварки также облегчает процесс – когда ток подходит к деталям, яркая вспышка не образуется, не нужно тратить средства на оборудование для зоны обработки.
- Контактная сварка может применяться на заводском производстве конвейерным способом, когда работа происходит непрерывно.

Не обошлось и без недостатков, о которых необходимо помнить во время работы.
- Аппараты для контактной сварки стоят дорого, не каждый пользователь может их приобрести.
- Действие электрического тока должно быть минимум 1000 ампер. Питание от источника должно быть достаточно мощным.
- Швы, полученные методом контактной сварки, не такие герметичные, как при использовании технологии с применением электродов.
- Сварщику нужно обязательно следить за поступающим напряжением в области сварки – оно не должно соответствовать заданным параметрам.
- Есть ограничения, касающиеся размеров свариваемых деталей.
- Для шва большого размера необходима большая сила и мощность электрического тока.

Виды
Контактная сварка представлена несколькими видами, которые применяются в своей сфере.
Точечная
Точечная сварка – это более востребованный вид, применяющийся в быту и на производстве. Сваривать можно элементы толщиной не больше 5 миллиметров. Для создания соединения детали располагают внахлест относительно друг друга и зажимают между двумя электродами, имеющими конусообразную форму. Прижимной механизм сдавливает детали после подается электрический импульс. Размягчение металлических деталей происходит только в месте касания электродов. В результате чего образуется сварная точка диаметром несколько миллиметров.
Сваривать можно элементы толщиной не больше 5 миллиметров. Для создания соединения детали располагают внахлест относительно друг друга и зажимают между двумя электродами, имеющими конусообразную форму. Прижимной механизм сдавливает детали после подается электрический импульс. Размягчение металлических деталей происходит только в месте касания электродов. В результате чего образуется сварная точка диаметром несколько миллиметров.
Электроконтактная точечная сварка может быть односторонней и двусторонней. Соединение, полученное односторонним способом, не такое прочное, но с ним можно получать одновременно несколько точек – таким образом работают многоточечные сварочные машины.
Двусторонняя или нормальная сварка более востребована, здесь работают два электрода.
Для обработки металла есть два режима.
- Мягкий – применяется для заготовок из закаленной стали. Электрический импульс, проходящий через элементы, имеет малую силу тока и большую продолжительность. Мощность низкая, а нагрев плавный. Подходит для применения в быту.
- Жесткий – свариваются цветные металлы с добавлением меди и алюминия, легированные стали. В жестком режиме сила сжатия сварочных клещей и сила тока больше, чем в мягком. В зависимости от того, какая толщина у металла, длительность передаваемого импульса может составлять до сотой доли секунды. Такой режим, благодаря высокой производительности востребован на производстве.
 Электрический импульс, проходящий через элементы, имеет малую силу тока и большую продолжительность. Мощность низкая, а нагрев плавный. Подходит для применения в быту.
Электрический импульс, проходящий через элементы, имеет малую силу тока и большую продолжительность. Мощность низкая, а нагрев плавный. Подходит для применения в быту.
Машины для точечной сварки делятся на четыре вида:
- универсально-стационарные;
- универсально-переносные;
- специализированно-стационарные или многоточечные;
- пресс для рельефной сварки,
Многоточечные установки делятся на два вида, в аппаратах первого типа – двухэлектродных на поверхность подводятся два электрода, в аппаратах второго типа – многоэлектродных подводятся все электроды одновременно, но электрический импульс проходит только через каждые две точки последовательно.
В точечных установках электроды находятся в специальных электрододержателях, которые крепятся к хоботам сварочной машины. Нижний хобот неподвижный, верхний же может перемещаться. В них есть специальные каналы для подачи воды охлаждения.
Сами электроды изготавливают из сплава хрома, цинка и меди или из холоднотянутой красной меди. Для производства электрододержателей используется латунь.
Рельефная
Рельефная – это вариант сварки точечного типа. Здесь на свариваемых деталях заранее подготавливают рельефы разной формы. Металлические заготовки прижимаются с двух сторон плоскими электродами, нагрев происходит только на выступах (рельефах). Главное преимущество рельефной электроконтактной сварки – длительный срок эксплуатации электродов. Благодаря специальной форме с большой контактной поверхностью они изнашиваются медленно. Минус – у сварочных машин должна быть большая мощность.
Главное преимущество рельефной электроконтактной сварки – длительный срок эксплуатации электродов. Благодаря специальной форме с большой контактной поверхностью они изнашиваются медленно. Минус – у сварочных машин должна быть большая мощность.
Шовная
Метод шовной или роликовой сварки используется для соединения листового металла, который располагается внахлест. Принцип действия этого метода такой же, как и у точечной, но вместо конусных электродов здесь используются дисковые. Один диск является движущимся, второй работает за счет силы трения. Разогрев и зажим заготовок происходит роликами, получается прочный диффузный шов.
Шовная сварка может проходить в нескольких режимах.
- Ролики движутся непрерывно, и подача тока тоже происходит непрерывно.
- Ролики движутся непрерывно, а подача тока прерывается.
- Движение роликов прерывается, и подача тока также прерывается.
Стыковая
При стыковой электроконтактной сварке нагрев происходит во всей области соприкосновения металлов друг с другом. Стыковая сварка может проходить двумя методами.
- Сопротивлением – заготовки очень плотно прижимаются в месте соединения, затем через них пропускают электрический импульс. После того как шов нагрелся и размягчился, электрический ток отключают. А заготовки остаются сжатыми, пока не произойдет их осадка. Когда шов затвердел, процесс заканчивается. Для работы с сопротивлением поверхности подгоняют и зачищают. Если будут присутствовать какие-либо неровности или зазоры – соединение получится непрочным. Используется этот метод для сварки сплавов из меди и алюминия, а также для низкоуглеродистых сталей.
- Оплавлением – в этом способе места соединения заготовок предварительно разогревают с помощью тока, затем медленно соединяют их между собой. Далее проводят осадку.
 Если будут присутствовать какие-либо неровности или зазоры – соединение получится непрочным. Используется этот метод для сварки сплавов из меди и алюминия, а также для низкоуглеродистых сталей.
Если будут присутствовать какие-либо неровности или зазоры – соединение получится непрочным. Используется этот метод для сварки сплавов из меди и алюминия, а также для низкоуглеродистых сталей.
Главный недостаток сварки оплавлением – расплавленные металлические элементы могут сгорать или разбрызгиваться. Этот метод подходит для соединения деталей из разных сплавов.
По тому, как будет осаживаться готовый шов, сварочные аппараты для стыковой сварки делят на три вида.
- С рычажно-эксцентриковой системой подачи и осадки. Здесь также есть механизм для обжига свариваемой зоны в зажимах аппарата.
- Установки для сварки методом оплавления или для оплавления с дополнительным подогревом. В системе аппарата есть встроенный привод осадки с пружинной системой, благодаря чему возможна сварка сопротивлением. У машин данного типа система подачи и осадки – ручная.
- На аппаратах третьего вида процесс сварки проходит оплавлением без перерыва, предварительно подогретых стыков металлических листов. Цикл может быть автоматический или полуавтоматический.
 В системе аппарата есть встроенный привод осадки с пружинной системой, благодаря чему возможна сварка сопротивлением. У машин данного типа система подачи и осадки – ручная.
В системе аппарата есть встроенный привод осадки с пружинной системой, благодаря чему возможна сварка сопротивлением. У машин данного типа система подачи и осадки – ручная.
Отдельно стоит отметить такую сварку, как конденсаторная – это вид сварки накопленной электроэнергией. В конденсаторах есть запасенная энергия, которая во время разряда трансформируется в тепловую энергию. Есть два способа конденсаторной сварки.
- Безтрансформаторная или ударная – конденсатор подключается сразу к металлу. Во время удара одного элемента о второй происходит разряд конденсатора, в это время кромки металлов оплавляются, а затем свариваются во время усадки. Применяется для стыковой электросварки.
- Трансформаторная – здесь конденсаторы разряжаются на первичный контур (обмотку), а во вторичном узле располагаются уже зажатые электродами детали. Используют для точечной или шовной сварки.
 Применяется для стыковой электросварки.
Применяется для стыковой электросварки.
Сферы применения
Область, в которой применяется электроконтактная сварка, довольно большая – это могут быть и массивные конструкции. Например, космические летательные аппараты, а также миниатюрные полупроводники и микросхемы. Сваривать можно детали практически из любых металлов – высоколегированные и низкоуглеродистые стали, нержавеющие стали, различные сплавы.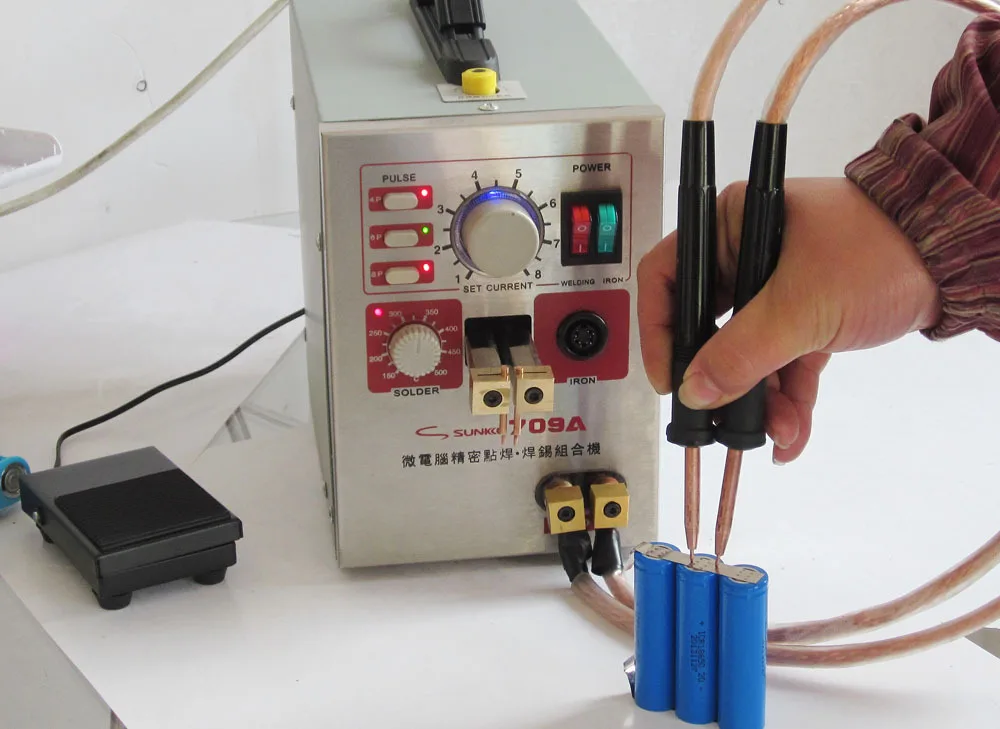 Точечный метод используется в производстве автомобилей, вагонов, летательных аппаратов, аккумуляторов, в строительстве и радиоэлектронике. Толщина соединяемых элементов варьируется от нескольких микрометров до 3 сантиметров.
Точечный метод используется в производстве автомобилей, вагонов, летательных аппаратов, аккумуляторов, в строительстве и радиоэлектронике. Толщина соединяемых элементов варьируется от нескольких микрометров до 3 сантиметров.
Шовная электроконтактная сварка используется для производства влагонепроницаемых емкостей. Шовной сваркой получают прочноплотные соединения в приборостроительной сфере. Рельефным методом сваривают кронштейны и листовые детали. Например, для кузовного ремонта автомобилей, для крепления дверных петель, для соединения крепежей. У стыковой электросварки сфера применения довольно ограничена из-за того, что сложно обеспечить равномерный нагрев стыков.
В основном используется для сваривания трубопроводов, рельсов (для создания железной дороги в стационарных или полевых условиях), проволоки или различных стержней.
Как сделать машину для сварки своими руками?
Процесс контактной сварки можно осуществить при помощи специальных установок или при помощи самодельных, сделанных своими руками. Стандартная сварочная техника для электроконтактной сварки не подойдет.
Стандартная сварочная техника для электроконтактной сварки не подойдет.
Из трансформатора
Создать простой аппарат для сварки точечным методом в домашних условиях можно из обычного трансформатора. Для этого не нужны специальные схемы и оборудование. Разбирать сердечник нет необходимости, нужно просто спилить и высверлить вторичную обмотку – обычно она находится вверху. С помощью ножовки по металлу срезается вторичная обмотка, во время работы нужно соблюдать осторожность и аккуратность, чтобы не нарушить целостность первичной обмотки. А сверлом по металлу удаляются остатки.
Теперь понадобится многожильный провод в изоляции, около 5 – 7 метров. Его наматывают на трансформатор: высота – 6 рядов; толщина – 3 слоя. Должно выйти 8 – 10 витков. Обмотка не должна быть слабой и болтаться. Направление вторичной намотки должно быть в ту же сторону, что и у первичной. Выводы первичной обмотки подсоединяются к шнуру питания, а вторичной – к сварочным кабелям. На кабель устанавливается электрододержатель и медный электрод, размер которого подбирается в зависимости от силы тока.
Выводы первичной обмотки подсоединяются к шнуру питания, а вторичной – к сварочным кабелям. На кабель устанавливается электрододержатель и медный электрод, размер которого подбирается в зависимости от силы тока.
Из микроволновки
Для работы понадобятся две микроволновки, а точнее – два трансформатора, которые находятся внутри. Они характеризуются как повышающие – напряжение в 220 вольт преобразуют в 2.5 киловольт. Мощность достигает 1200 ватт. Для начала нужно разобрать технику и демонтировать трансформаторы. Весь процесс работы проходит так же, как и при создании сварочного аппарата из трансформатора, только в данном методе их используется два, соответственно, и провода понадобится больше – около 11 – 13 метров. Его наматывают на каждый трансформатор. Включаются они последовательно – можно сделать механизм одним проводом, а можно двумя, но потом соединить их.
Его наматывают на каждый трансформатор. Включаются они последовательно – можно сделать механизм одним проводом, а можно двумя, но потом соединить их.
Затем параллельно подключаются обмотки на 220 вольт, для этого можно взять автомобильные наконечники с термоусадочной трубкой. Для удобства оба трансформатора можно монтировать на деревянную доску. Так как в процессе сварки трансформаторы сильно нагреваются, нужно давать время им остыть. Для тонкого металла такой самодельный станок не подойдет, так из-за высоко напряжения его попросту разрежет.
Для уменьшения подачи импульса можно использовать резистор. Для этого отрезок стального провода подключается к цепи низковольтной обмотки.
Из сварочного аппарата
Изготовление споттера из инвертора (сварочного аппарата) – один из популярных способов создания контактной электросварки своими силами. Различные модификации споттера можно найти в сети интернет на различных чертежах и схемах, главное – разобраться в обозначениях. Для сборки конструкции понадобятся следующие материалы.
Различные модификации споттера можно найти в сети интернет на различных чертежах и схемах, главное – разобраться в обозначениях. Для сборки конструкции понадобятся следующие материалы.
- Трансформатор.
- Тиристор.
- Реле.
- Контроллер.
- Диодный мост.
- Переключатель контактов.
- Сварочный инвертор.
- Кнопки, регулирующие работу.
До трансформатора должен быть подключен диодный мост. К нему подсоединяется тиристор. Трансформатор нужен для подачи питания в узел управления в цепи. Силовой кабель следует подбирать в зависимости от мощности сварочного станка – от 70 мм2. Длина провода на массу – 1. 7 метров, для подсоединения молотка – 2.1 метров.
7 метров, для подсоединения молотка – 2.1 метров.
Внешняя обмотка трансформатора создается из медной проволоки размеров – 4, 5, 6. Если в оборудовании будет использоваться батарея, то медный провод можно заменить на алюминиевый. Главный механизм в устройстве споттера – это пистолет. Его можно заменить деталью от полуавтоматической сварки или приспособлением для строительного клея. Если «под рукой» не оказалось тиристора и диодного моста, в качестве замены можно взять симистры.
Работа самодельного споттера проходит в следующем порядке.
- Через кнопку питания подается сигнал на конденсатор, он включается, а вместе с ним тиристор и резистор.
- Через диоды подается электрический импульс на трансформатор.
- Затем электрод начинает «свариваться» с обрабатываемой поверхностью.
- После того как конденсатор разрядился, тиристор должен закрыться, а от трансформатора отходит электрический ток.
- На этом работа сварочной установки закончена, кроме конденсатора, который начинает заряжаться от трансформатора.

Сварочный процесс
Независимо от того, какая технология применяется для сварки стали, меди, нержавейки и других металлов, процесс включает несколько этапов.
- Для более плотного соприкосновения деталей поверхности нужно предварительно обработать, так напряжение электроэнергии будет одинаковым по всей поверхности. Для получения ровной поверхности материал обрабатывают механическими способами.
- После чего детали помещают в специальные зажимные клещи сварочной установки. Прижать детали можно и вручную, но из-за недостаточного давления качество шва будет хуже.
- На свариваемые детали поступает электрический импульс, который преобразуется в тепло и плавит металл – образуется ядро. Так как на поверхности оказывается давление, выплескивание ядра не происходит.
- После того как ток был отключен, остывшее ядро образует сварочный шов. Если варить правильно с соблюдением технологии, то прочность шва не будет уступать прочности металла.
 Так как на поверхности оказывается давление, выплескивание ядра не происходит.
Так как на поверхности оказывается давление, выплескивание ядра не происходит.
Дополнительно
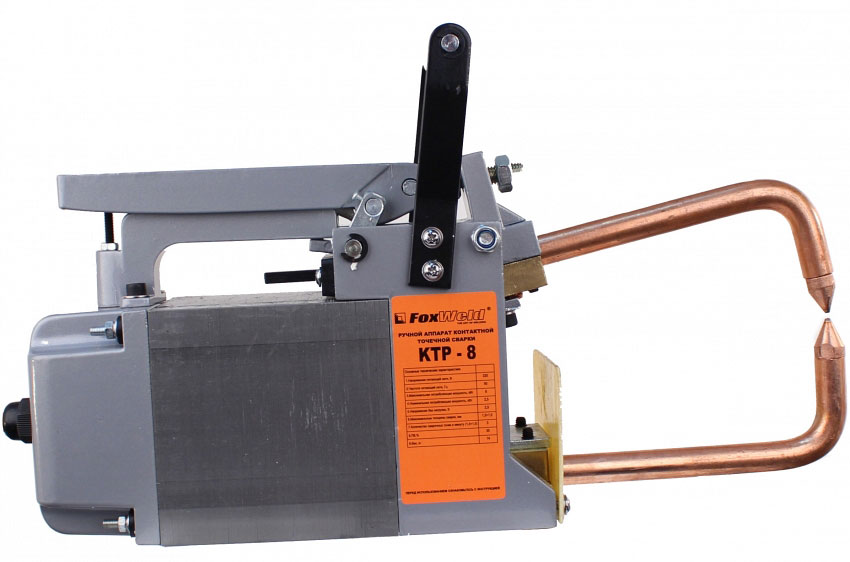
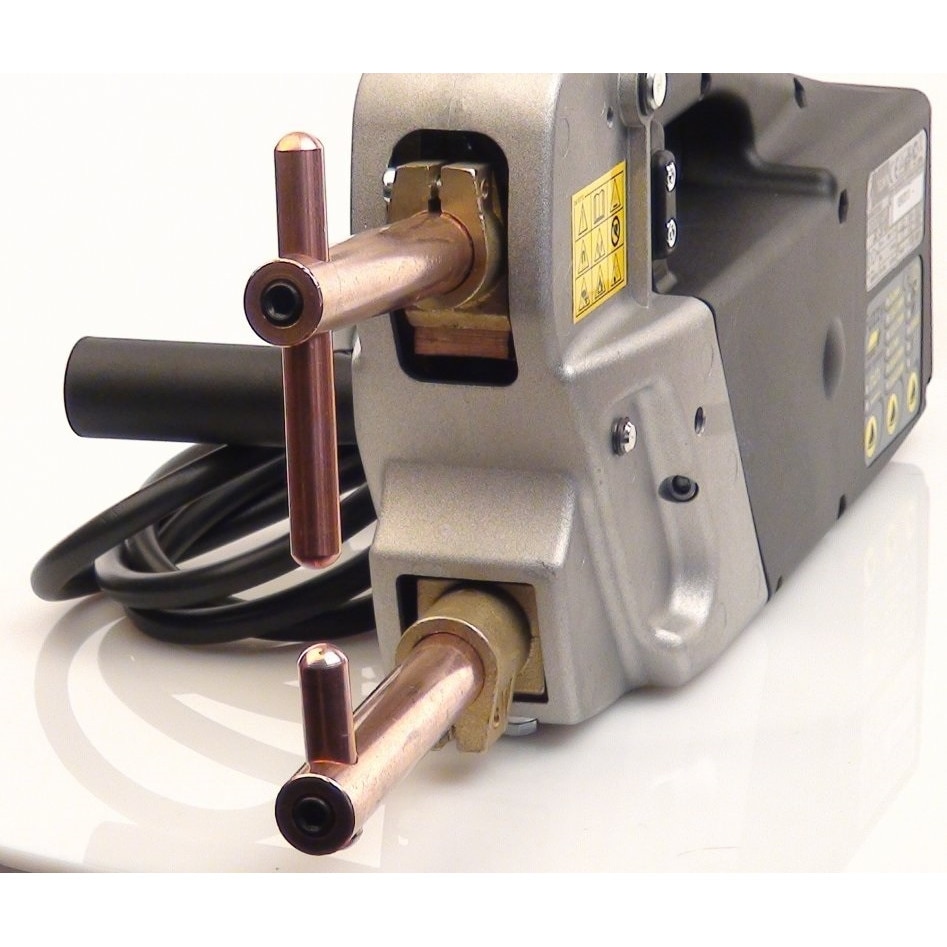
- Для работы с большими деталями или труднодоступными местами применяют сварочные пистолеты или переносные клещи.
- При сварке алюминия используются специальные электроды с наконечниками – это нужно для того, чтобы избежать образования вмятин на поверхности.
- Точечную сварку иногда приходится убирать при помощи высверливания, например, для ремонта автомобилей. Для этого есть специальные фрезы или сверла для высверливания.
- Для бытовых работ обычно приобретают компактных аппараты с регулятором мощности. Самый востребованный – это споттер. У него низкая цена, в конструкции отсутствуют зажимные клещи, а импульс передается через вывод, подводимый сразу к электроду и детали.
- Перед началом сварки можно потренироваться в подборе оптимального импульса. На таймере аппарата для точечной сварки можно менять длительность импульса, для разных материалов он будет разный (например: для проволоки 2 – 3 миллиметра нужен не сильно длинный импульс, иначе возможен прожог; а для соединения арматуры чуть больше, чтобы место сварки было прочным).

Возможные дефекты
Во время работы могут возникать дефекты, негативно сказывающиеся на конечном результате.
- Прожог – этот дефект появляется из-за большого напряжения, из-за продолжительного импульса или при сильном сжатии деталей. Перегретый металл начинает стекать, образуется отверстие, в итоге сваренные края можно легко оторвать. Чтобы избежать этого, нужно уменьшить силу подачи электрического тока и силу прижима.
- Расплескивание металла – в процессе работы из точек соединения начинают вылетать искры. Возникает это из-за сильного сжатия элементов или из-за слабой подачи импульса длительное время. Металл начинает выходить за контуры «ядра», а в этом месте образуются пустоты – прочность соединения нарушается.
- Непровар – появляется из-за слабо-подаваемого тока, недостаточной силы прижима или ослабленных щипцов. Возникает непровар, если места сварки находятся рядом.
- Уменьшение размера сварки – возникает из-за непродолжительного импульса либо детали были не плотно сжаты.
 Перегретый металл начинает стекать, образуется отверстие, в итоге сваренные края можно легко оторвать. Чтобы избежать этого, нужно уменьшить силу подачи электрического тока и силу прижима.
Перегретый металл начинает стекать, образуется отверстие, в итоге сваренные края можно легко оторвать. Чтобы избежать этого, нужно уменьшить силу подачи электрического тока и силу прижима.
В месте соединения в результате такого дефекта возникает несколько микроточек – такое соединение нельзя охарактеризовать как прочное.

В следующем видео вас ждет современный процесс точечной сварки металлических предметов.
Контактная сварка — технология, виды, обозначение
Контактная сварка – процесс создания монолитного сварного шва путем расплавления кромок свариваемых деталей электрическим током и последующей деформацией сжимающим усилием. Особое распространение технология получила в тяжелой промышленности и служит для беспрерывного производства однотипной продукции.
Данная технология является распространенной при серийном соединении тонколистового металла
Сегодня как минимум один аппарат контактной сварки имеется на каждом заводе, а все благодаря преимуществам технологии:
- производительность – сварная точка создается не дольше 1 секунды;
- высокая стабильность работы – однажды настроив устройство оно может работать долгое время без стороннего вмешательства, сохраняя качество работ;
- низкие затраты на обслуживание – это касается расходных материалов, рабочим элементом служат контактные электроды;
- возможность работы с машиной специалистов низкой квалификации.
Технология контактной сварки
Простая, на первый взгляд, технология контактной сварки состоит из ряда процедур, обязательных к выполнению. Достичь качественного соединения можно только в случае соблюдения всех технологических особенностей и требований процесса.
Сущность процесса
Для начала стоит разобраться, как работает данная система?
Суть электроконтактной сварки это два неразрывных физических процесса – нагрев и давление. При прохождении через зону соединения электрического тока выделяется тепло, которое служит для расплавления металла. Чтобы обеспечить достаточное выделение тепла сила тока должна достигать нескольких тысяч или даже десятков тысяч ампер. Одновременно с этим на деталь воздействует некоторое давление с одной или обеих сторон, при этом создается плотный шов без видимых и внутренних дефектов.
При прохождении через зону соединения электрического тока выделяется тепло, которое служит для расплавления металла. Чтобы обеспечить достаточное выделение тепла сила тока должна достигать нескольких тысяч или даже десятков тысяч ампер. Одновременно с этим на деталь воздействует некоторое давление с одной или обеих сторон, при этом создается плотный шов без видимых и внутренних дефектов.
Процесс соединения связан с локальным нагревом заготовок с одновременным их прижатием
При правильной организации процесса сами детали практически не подвержены нагреву, так как их сопротивление минимально. По мере создания монолитного соединения сопротивление уменьшается, а вместе с тем и сила тока. Подверженные нагреву электроды сварочного аппарата охлаждаются внедренной технологией с применением воды.
Подготовка поверхностей
Существует множество технологий, которые позволяют обработать поверхность перед использованием контактной сварки. Сюда относят:
- зачистку от грубых загрязнений;
- обезжиривание;
- снятие оксидной пленки;
- сушку;
- пассирование и нейтрализацию.

Порядок и сами технологии обуславливаются конкретным процессом и видом заготовок.
В целом, перед началом сваривания поверхность должна:
- обеспечивать минимальное сопротивление между деталью и электродом;
- обеспечивать равное сопротивление на всей протяженности контакта;
- свариваемые детали должны иметь гладкие поверхности без выпуклостей и впадин.
Машины для контактной сварки
Оборудование для контактной сварки бывает:
- неподвижным;
- передвижным;
- подвешенным или универсальным.
Разделяют сварки по роду тока на постоянного и переменного тока (трансформаторные, конденсаторные). По способам сваривания бывают точечные, шовные стыковые и рельефные, о которых мы поговорим чуть ниже.
Оборудование может быть как стационарным, так и переносным
Все сварочные устройства точечной сварки состоят из трех частей:
- электросистемы;
- механической части;
- водяного охлаждения.

Электрическая часть отвечает за расплавление деталей, контроль циклов работы и отдыха, а также устанавливает текущие режимы. Механическая составляющая представляет собой пневматическую или гидравлическую систему с различными приводами. Если установлен только привод сжатия, то перед нами точечная разновидность, шовные имеют еще и ролики, а стыковые систему сжатия и осадки изделий. Водяное охлаждение состоит из первичного и вторичного контура, разводящих штуцеров, шлангов, вентилей и реле.
Электроды для контактной сварки
В данном случае электроды не только замыкают электрический контур, но и служат отводом тепла от сварного соединения, передают механическую нагрузку, в ряде случаев помогают передвигать заготовку (роликовые).
Размеры и форма электродов для контактной сварки различаются в зависимости от применяемого оборудования и свариваемого материала
Такое использование обуславливает ряд жестких требований, которым должны соответствовать электроды. Они должны выдерживать температуру свыше 600 градусов, давление до 5 кг/мм2. Именно поэтому их изготавливают из хромовой бронзы, хромциркониевой бронзы или кадмиевой бронзы. Но даже такие мощные сплавы не способны долго выдерживать описанные нагрузки и быстро выходят из строя, снижая качество работ. Размер, состав и другие характеристики электрода подбираются исходя из выбранного режима, типа сварки и толщины изделий.
Они должны выдерживать температуру свыше 600 градусов, давление до 5 кг/мм2. Именно поэтому их изготавливают из хромовой бронзы, хромциркониевой бронзы или кадмиевой бронзы. Но даже такие мощные сплавы не способны долго выдерживать описанные нагрузки и быстро выходят из строя, снижая качество работ. Размер, состав и другие характеристики электрода подбираются исходя из выбранного режима, типа сварки и толщины изделий.
Дефекты сварки и контроль качества
Как и при любой другой технологии, сварочные соединения должны подвергаться жесткому контролю, для выявления всевозможных дефектов.
Здесь применяются практически все методы неразрушающего контроля и прежде всего – внешний осмотр. Однако, из-за прижатия деталей, выявить подобным способом дефекты бывает очень сложно, поэтому часть изготовленной продукции отбирается и проводится разрез деталей вдоль шва для выявления погрешностей. В случае обнаружения дефекта партия потенциально дефектной продукции отправляется на переработку, а аппарат калибруют.
Разновидности контактной сварки
Технология создания сварного пятна обуславливает разделение процесса на несколько видов:
Точечная контактная сварка
В данном случае сваривание происходит в одной или одновременно в нескольких точках. Прочность шва состоит из множества параметров.
Точечный способ является самым распространенным методом
В этом случае на качество работ влияет:
- форма и размер электрода;
- сила тока;
- сила давления;
- длительность работ и степень очистки поверхности.
Современные аппараты точечной сварки способны работать с эффективностью 600 сварных соединений в минуту. Подобная технология используется для соединения частей точной электроники, для соединения кузовных элементов автомобилей, самолетов, сельскохозяйственной техники и имеет еще множество других областей использования.
Рельефная сварка
Принцип работы одинаковый с точечной сваркой, но основное отличие заключается в том, что сам сварной шов и электрод имеют схожую, рельефную форму. Рельефность обеспечивается естественной формой деталей или созданием специальных штамповок. Как и точечная сварка, технология применяется практически повсеместно и служит дополняющей, способной сваривать рельефные детали. С ее помощью можно прикреплять кронштейны или опорные детали к плоским заготовкам.
Рельефность обеспечивается естественной формой деталей или созданием специальных штамповок. Как и точечная сварка, технология применяется практически повсеместно и служит дополняющей, способной сваривать рельефные детали. С ее помощью можно прикреплять кронштейны или опорные детали к плоским заготовкам.
Шовная сварка
Процесс многоточечной сварки, при которой несколько сварных соединений располагаются близко или с перекрытием, формируя единое монолитное соединение. Если между точками имеется перекрытие, то получается герметичный шов, при близком расположении точек шов не герметичен. Так как шов, с использованием расстояния между точками не отличается от созданного точечным швом, подобные аппараты используются редко.
В промышленности более популярным является перекрывающийся, герметичный шов, с помощью которого создают баки, бочки, баллоны и другие емкости.
Стыковая сварка
Здесь детали соединяют, прижимая друг к другу, а затем оплавляют всю плоскость контакта. Технология имеет свои разновидности и разделяется на несколько видов на основании типа металла, его толщины и нужного качества соединения.
Технология имеет свои разновидности и разделяется на несколько видов на основании типа металла, его толщины и нужного качества соединения.
Сварочный ток протекает через стык заготовок, расплавляет их и надежно соединяет
Самый простой способ – сварка сопротивлением, подходит для легкоплавких заготовок с малой площадью пятна контакта. Сварка с оплавлением и плавлением с подогревом подходит для более прочных металлов и огромного сечения. Таким способом сваривают части кораблей, якоря и тд.
Выше, описаны наиболее популярные и используемые, но есть и такие виды точечной сварки:
- шовно-стыковая осуществляется вращающимся электродом с несколькими контактами для замыкания цепи, протягивая заготовку через такой аппарат можно получить негерметичный сплошной шов, состоящий из множества сварных точек;
- рельефно-точечная деталь сваривается согласно текущего рельефа, однако шов состоит не из сплошного пятна контакта, а из многих точек;
- по методу Игнатьева в котором сварочный ток протекает вдоль свариваемых частей, поэтому давление не влияет на нагрев изделия и его сваривание.
Обозначение контактной сварки на чертеже
Согласно существующего стандарта условных обозначений точечная сварка имеет следующее обозначение на чертежах:
- Сплошной шов. Видимый сплошной шов на общем плане чертежа отмечают основной линией, остальные конструктивные элементы основной тонкой линией. Скрытый сварной сплошной шов обозначен штриховой линией.
- Сварные точки. Видимые сварные соединения на общем чертеже отмечают символом “+”, а скрытые не отмечают вовсе.
От видимого, скрытого сплошного шва или видимой сварной точки идет специальная линия с выноской, на которой отмечаются вспомогательные условные обозначения, стандарты, буквенно-цифровые знаки и т.д. В обозначении присутствует буква “К – контактная и маленькая буква “т”-точечная, указывающие на метод выполнения сварки и ее разновидность. Швы, не имеющие обозначения, отмечают линиями без полок.
ГОСТ 15878-79 Регламентирует размеры и конструкции сварных соединений контактной сварки
Вся основная информация подается на линии выноске или под ней, в зависимости от обращенной стороны (лицевая или оборотная). Вся необходимая информация о шве берется из соответствующего ГОСТа, что указывается на сноске или дублируется в таблицу швов.
Вся необходимая информация о шве берется из соответствующего ГОСТа, что указывается на сноске или дублируется в таблицу швов.
Принцип контактной сварки
Одной из основных разновидностей сварки с использованием давления является контактная сварка, относимая к термомеханическому классу. Процесс нагрева в ней осуществляется теплом, выделяемым от пропускания электрических токов через контактирующие части соединения. Отличительным признаком контактной, как и всех прочих видов сварки под давлением, служит пластическое деформирование материала в зоне соприкосновения соединяемых заготовок.
Принцип контактной сварки
В ходе контактной точечной сварки принудительное формирование межатомных связей в кристаллических решетках контактирующих металлов способствует образованию сварного шва. Под действием тока с высокой плотностью в местах соприкосновения металлы заготовок нагреваются с переходом в термопластическую форму либо оплавление. От постоянного сдавливания разогретых изделий образуются дополнительные области контакта. В ходе процесса их становится все больше до окончательного сближения, то есть сварки.
От постоянного сдавливания разогретых изделий образуются дополнительные области контакта. В ходе процесса их становится все больше до окончательного сближения, то есть сварки.
Принципиальной схемой контактной сварки предусмотрено осуществление операций в три стадии. Они включают начало физического контактирования свариваемых деталей, образование химических связей в кристаллических решетках материалов и продолжение происходящих реакций на границах кромок до получения соединения. Первая стадия работы машины контактной сварки способствует сближению атомов соединяемых поверхностей. При этом не только обеспечивается их физическое взаимодействие, но и удаляются с поверхностей пленки, сглаживаются шероховатости.
Одновременно начинается межатомное взаимодействие материалов. На второй ступени при соединении электронных оболочек создаются химические реакции, способствующие формированию сварного соединения. В ходе третьей стадии сварки на контактирующих границах деталей происходит взаимное диффузное проникновение атомов. Оно вместе с попутными реакциями, протекающими в зоне сварки, оказывает деформирующее действие на металл формируемого шва и прилегающие участки.
Оно вместе с попутными реакциями, протекающими в зоне сварки, оказывает деформирующее действие на металл формируемого шва и прилегающие участки.
Оборудование для контактной сварки
Контактную сварку, цена которой сегодня доступна всем, производят с помощью специальных машин. Механической составляющей этого оборудования служат узлы с механизмами, способствующие созданию требуемого давления для сжимания соединяемых изделий. Электрическую часть данного оборудования составляют сварочный трансформатор, переключатель (регулятор) контактной сварки, прерыватель сварочного тока, токопроводящие элементы.
Машины разделяют по видам осуществляемых ими швов на стыковые, шовные либо точечные. По конструкциям аппараты контактной сварки схожи между собой. Аппараты для выполнения шовных соединений добавочно снабжены приводом, вращающим электроды. Оборудование, применяемое в стыковой сварке, имеет особый привод сближения заготовок с определенной скоростью: малой – для оплавки, большей – для осаждения.
Питают данные аппараты переменными трансформаторными токами. Первичная обмотка таких трансформаторов для контактной сварки подключается к электросетям 220-380 В. Она состоит из секций, что требуется для переключения уровня мощности посредством корректировки количества работающих витков. Один-два витка с напряжением 1-12 В составляют вторичную обмотку трансформатора. Включение данных машин производится со стороны расположения первичной трансформаторной обмотки.
Необходимостью регулярных включений и отключений тока в ходе работ обусловлено применение специальных прерывателей. Они выполняются в виде электронной, электромагнитной аппаратуры либо традиционных механических контакторов. Последние чаще всего используют в аппаратах точечной либо стыковой контактной сварки невысокой мощности, с неавтоматическим действием. Электромагнитного типа контакторы эффективны не только в точечной, стыковой, но и при шовной сварке со средней мощностью оборудования. А электронные прерыватели, обеспечивающие синхронность включения (отключения) тока при определенной длительности пауз и импульсного действия, используются в различных машинах контактной точечной сварки автоматического принципа действия.
А электронные прерыватели, обеспечивающие синхронность включения (отключения) тока при определенной длительности пауз и импульсного действия, используются в различных машинах контактной точечной сварки автоматического принципа действия.
При сжатии деталей между электродами машины контактной сварки мт необходимы особые устройства давления. Сжиманию изделий в них способствуют приводы: электромеханический, пружинный, гидравлический, пневматический. Реже используется привод ручной, целесообразность его применения доказана для стыковых, точечных станков контактной сварки, имеющих небольшую мощность.
Аппараты точечной сварки эффективны для обработки заготовок малых толщин. Стыковые – активно применяются в автоматической сварке методом оплавления заготовок со значительным поперечным сечением. Отличаясь от них, аппараты для шовных соединений оснащены специальным скользящим токопроводом и механизмом привода роликовых электродов для контактной сварки.
м 1-12 В составляют вторичную обмотку трансформатора. Включение данных машин производится со стороны расположения первичной трансформаторной обмотки.
Из-за хорошей производительности, благодаря простоте выполнения все виды контактного оборудования получили широкое распространение в промышленном производстве, особенно в автомобилестроении. Этот способ сварки лежит в основе технологического процесса кузовных работ. Эффективны как стационарные установки, особые стенды, так и подвесные клещи для контактной сварки. Выбор машины зависит от характеристик металлов, сварных соединений, типов профилей обрабатываемых материалов, по ним практически нет ограничений, будь то контактная сварка арматуры, труб, цепей либо рельсов.
Проведение сварки контактным способом возможно как с помощью расплавления материала, так и без него. В последнем варианте соединение достигается деформацией материала с физическим взаимодействием свариваемых поверхностей, вследствие чего образуется их общая структура.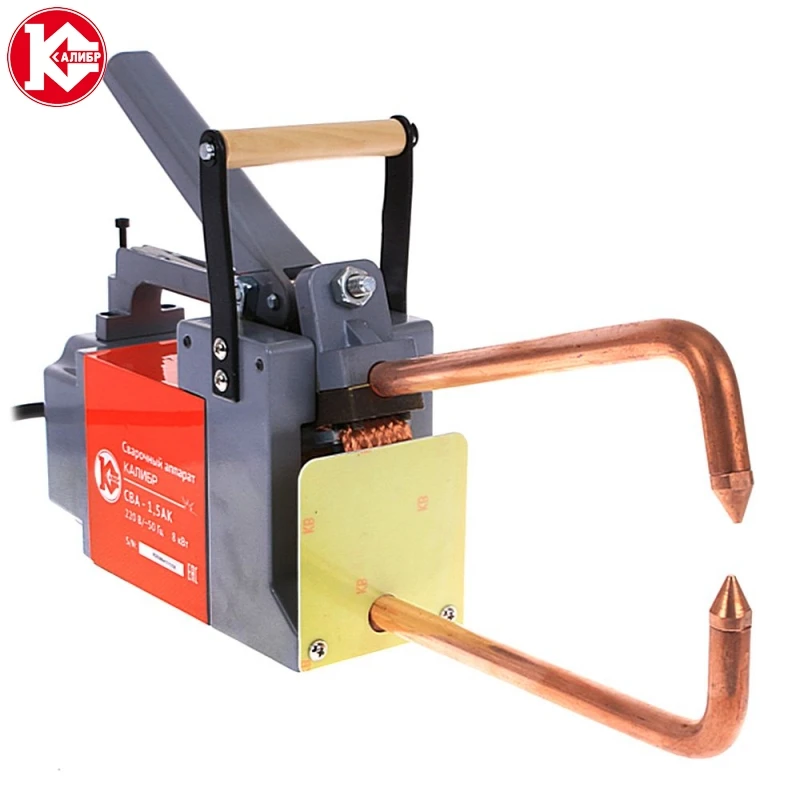 В другом случае происходит смешивание расплавов с пластической деформацией впоследствии кристаллизующегося металла. Аппарат контактной точечной сварки позволяет это делать на ограниченном участке, а стыковая сварка методом оплавления предполагает отчасти вытеснение расплава.
В другом случае происходит смешивание расплавов с пластической деформацией впоследствии кристаллизующегося металла. Аппарат контактной точечной сварки позволяет это делать на ограниченном участке, а стыковая сварка методом оплавления предполагает отчасти вытеснение расплава.
На характеристики металла швов и свойства сварных соединений оказывают существенное влияние скорости нагревания, пластического деформирования и охлаждения. С повышением скорости выше бывает прочность и твердость соединения. Если последний показатель удовлетворителен, а первый недостаточен, изделие подвергают термообработке для достижения необходимых эксплуатационных свойств. Местную термическую обработку участка соединения можно производить непосредственно в сварочном аппарате контактной сварки.
применение, классификация, достоинства / Статьи и обзоры / Элек.ру
Контактная точечная сварка — это сварочный процесс (управление которым осуществляется при помощи регуляторов контактной сварки и тиристорных контакторов), в ходе которого, свариваемые детали соединяются в одной (одноточечные машины контактной сварки) или одновременно в нескольких сварочных точках (рельефные или многоточечные сварочные машины). В соответствии с нормами по контактной сварке прочность сварочного соединения определяется размером (диаметром) и структурой сварной точки, которые полностью зависят от размеров контактной поверхности и формы сварочных электродов, величины сварочного тока, времени его прохождения через свариваемые детали, сварочного усилия сжатия электродов машины контактной сварки.
В соответствии с нормами по контактной сварке прочность сварочного соединения определяется размером (диаметром) и структурой сварной точки, которые полностью зависят от размеров контактной поверхности и формы сварочных электродов, величины сварочного тока, времени его прохождения через свариваемые детали, сварочного усилия сжатия электродов машины контактной сварки.
Основные достоинства применения контактной сварки:
- высокая скорость сварки деталей (производительность), возможностью производить сварочный процесс с потреблением большой мощности;
- возможность глубокой автоматизации сварочного процесса, которая позволяет интегрировать машины контактной сварки в поточные производственные линии;
- высокое качество сварки (стабилизация сварочного тока от колебаний питающего напряжения), не
- зависящее от квалификации сварщика полностью управляемое регулятором контактной сварки РКС-504 (для одноклапанных машин) или РКС-801 (для двухклапанных машин);
- отсутствие необходимости в специальных материалах и комплектующих (присадочная сварочная проволока, флюсы, защитные газы и т. д.).
 д.).
д.).Контактную сварку можно классифицировать:
- По условиям и характеру образования сварочного соединения бывают: точечные, рельефные, шовные, стыковые оплавлением и машины специального назначения (для сварки сильфонов, бензобаков и т.д.)
- По роду сварочного тока бывают: однофазные и трехфазные машины переменного тока, однофазные и трехфазные конденсаторные машины, машины постоянного тока (трехфазные) и со среднем звеном повышенной частоты.
- По числу сварочных точек: одноточечные, многоточечные или многоэлектродные.
- По способу перемещения подвижного электрододержателя с сварочным электродом: машины с прямолинейным ходом, радиальные машины с ходом по дуге окружности.
- Рельефные и стыковые сварочные машины имеют прямолинейное перемещение подвижного электрода.
- По направлению сварочного шва при шовной контактной сварке: машины поперечной сварки (это когда ось сварочного шва перпендикулярна оси хоботов и кронштейнов машины), машины для продольной шовной сварки (когда ось сварочного шва параллельна оси хоботов и кронштейнов машины).
Машины точечной контактной сварки получили широкое распространение при сварке различных металлоконструкций в машиностроение, станкостроение, при производстве изделий ЖБИ и ЖБК и многих других отраслях промышленности.
При сварке арматурных каркасов в большинстве случаев применяются машины точечной контактной сварки с прямолинейным ходом электродов, обеспечивающими надежное соединение арматуры.
Для сварки различных металлоконструкций имеющих отбортовки или труднодоступные места применяют машины точечной контактной сварки с радиальным ходом верхнего электрода.
Источник: ООО «ПО «СВАРТЕХ»
Как производиться контактная сварка, основа и технология
Контактная сварка применяется для соединения металлических элементов при помощи давления и электрического импульса. Основная область использования такого вида сварочных работ это промышленное производство разного рода механизмов, автомобилей, самолётов, судов, агрегатов для сельскохозяйственного использования.
Благодаря высокому качеству и возможности быстрого создания множества сварочных точек, такие устройства набирают широкого спроса. В промышленных масштабах такая установка неоспоримо лучше инвертора, так как скорость и качество сварки зачастую намного лучше.
Немного о принципе сварки
Принцип работы сварки довольно простой, но это только на первый взгляд. Под действием давления, сварочные электроды сжимают две детали в необходимой точке с установленным усилием, после чего подаётся импульс тока. Ток разогревает место сваривания и плавит его до жидкого состояния. Так как время сварки достаточно мало, то точка сразу начинает кристаллизоваться и образовывать сварочное ядро в месте разогрева.
Для увеличения прочности соединения, давление должно продолжаться после выключения электрического импульса ещё определённый промежуток времени. После чего ядро обретает максимально мелку структуру, и прочность стаёт приближённой к основному металлу. В идеале, после выключения тока, давление должно увеличиваться.
В этой статье мы разберём рабочий процесс контактной сварки, узнаем какие виды, и особенности сварки бывают. Опишем разновидности электродов и для чего они нужны. Разобравшись с этими вопросами, вы сможете четко понимать, что такое электрическая контактная сварка и для чего она предназначена.
Процесс работы
Электрическая контактная сварка разделяется на этапы, пойдя которые получается качественная конструкция. Весь процесс можно разделить на следующие пункты:
- Подбор материалов, которые будут использоваться для создания детали.
- Определение наиболее подходящего по характеристикам и особенностям строения устройства.
- Подготовка поверхности металла.
- Начало сваривания, установка заготовки, подача импульса, охлаждение.
- Финишный контроль качества, проверка на наличие дефектов и брака.
Пройдя все этапы, получается полностью готовая качественно сваренная деталь, которую уже можно подвергать дальнейшей обработке. Сам процесс нагревания и охлаждения проходит очень быстро, некоторые машины способны создавать до шести сотен точек за одну минуту.
Виды сварки и их особенности
Контактные соединения разделяются на четыре категории, которые имеют свои особенности и способы применения. Давайте разберем, какие виды бывают:
- Контактная точечная.
- Стыковая.
- Контактная шовная.
- Рельефная.
Теперь более подробно поговорим о каждой из них, чтобы вы конкретно смогли понять, что каждый вид представляет и какие его особенности. Точечные сварочные соединения помогают соединять детали в одной либо сразу во многих местах точками. Точка образуется в процессе нагревания и расплавления металла под воздействием электрического импульсного тока, формы электродов, которые давлением воздействуют на материал и времени нагревания.
Разные вариации всех этих показателей помогают выполнить сварную точку любой формы, прочности и прочее.
Классификация видов сварки
Широко используются в производствах большого масштаба и при серийном однотипном выпуске механизмов. Также используют для создания батарей аккумуляторов.
Для соединения деталей сразу по всей площади их стыка, используется контактная стыковая.
Благодаря такому способу, две детали впоследствии нагрева соединяются в единую конструкцию сразу на большой площади, за короткий промежуток времени. Время и способ такой состыковки зависит от характеристик металла, общей свариваемой площади и необходимой прочности соединения.
Разновидности сварных соединений
Стыковую сварку выполняют тремя методами:
- Сопротивление.
- Непрерывное оплавление.
- Оплавление с одновременным разогревом места сварки.
Для деталей небольшого сечения, до двух квадратных сантиметров, применяется метод сопротивления. Также такой метод часто применяется для труб из металлов с низким содержанием углерода. Детали, площадь сечения которых не превышает отметку в 10 тысяч квадратных сантиметров, используется метод оплавления. Область применения очень широкая, он сваривания арматурных конструкций в железобетоне, до создания бесшовной железной дороги.
Такая технология помогает изготавливать детали очень большой длины при этом не оставляя никаких заметных швов. С помощью оплавления сваривают режущие инструменты, например, наконечники для сверла либо лезвия ножей. Свариваются массивные цепи судовых якорей. Оплавление с разогревом, это модификация обычного оплавления, используется для создания более качественного сварного шва.
Шовная сварка
Шовная контактная сварка производится путём наваривания нескольких точек в ряд. Такие точки могут быть герметичными, если делать их внахлёст. Если же оставлять промежуток, она будет практически похожа на обычную, точечную. Процесс такой сварки может выполняться на одном или нескольких сварочных станках. Дисковая роликовая установка вращается по контуру, который необходимо сварить, оставляя за собой точки.
Если роликовая прокатка проходи с одной стороны тогда она односторонняя. Если роликовая прокатка с двух сторон, тогда соединение происходит с каждой стороны. Этот метод хорош тем, что может быть как односторонняя, так и двусторонняя, что хорошо в определённых случаях.
Самый качественный шов получается на металлах толщиной 0.2-3 миллиметра. Применяются для создания герметичных швов в алюминиевых бочках, канистрах и прочих ёмкостях.
Контактная рельефная сварка, очень похожа на точечную. Для его выполнения, заранее подготавливаются специальные выпуклые участки, которые и свариваются. Главной особенностью является то, что форма сварной точки в таком случае зависит от того какая форма выпуклости была сделана, а не от формы используемого электрода. Область применения довольно широкая, от автомобилей до различных электрических приборов.
Характеристики используемых электродов
Электроды имеют следующие характеристики, благодаря которым и получается сделать качественную сварку:
- Высокая устойчивость к температурам (могут выдерживать нагревание свыше шестисот градусов).
- Высокая плотность материала, что позволяет сохранять форму, даже при ударных сжатиях, равных пяти-шести килограммам на квадратный миллиметр.
- Очень высокая тепловая и электрическая проводимость. Благодаря высокой электрической проводимости могут передавать импульс тока без потерь.
- Для односторонней или двусторонней сварки, электроды имеют плоскую форму диска. Для остальных видов используются бочкообразные элементы.
Прочитав данную статью, вы смогли разобраться с технологическим процессом устройства контактной сварки. Узнали, какие виды контактной сварки бывают, и на какие разновидности разделяются электроды. Теперь можно переходить и к практическому изучению этого процесса.
Холодная сварка: соединение металлов без нагрева
Когда вы думаете о процедуре сварки, первое, что приходит на ум, это, вероятно, использование тепла. Такие методы, как дуговая сварка, сварка трением, ультразвуковая сварка и лазерная сварка, так или иначе связаны с нагревом. Фактически, нагрев считается синонимом сварки и в приведенных выше примерах имеет решающее значение для соединения двух металлов вместе.
Однако это не единственный способ. Вы можете, хотите верьте, хотите нет, на самом деле сплавить металлы вместе в процессе, называемом холодной сваркой.
Обычно используется в авиации и электротехнике, он широко считается одним из лучших способов соединения металлов (и других материалов).
Это может показаться невозможным, но на самом деле это один из самых популярных методов сварки. Давайте узнаем об этом еще немного.
Тепловая сварка эффективно делает детали достаточно пластичными, так что может происходить диффузия атомов либо между двумя деталями, либо с другой средой посередине.Традиционно это делается путем нагревания, но есть и другие способы заставить атомы рассеяться.
Холодная сварка — один из предпочтительных методов в авиационной промышленности. Источник: Военно-воздушные силы США / Wikimedia Commons
Холодная сварка (также известная как сварка холодным давлением и контактная сварка) использует давление в условиях вакуума вместо нагрева для соединения двух материалов с помощью процесса, называемого диффузией в твердом состоянии.
Его также можно использовать для склеивания других материалов, например пластмасс.
Однако возникает вопрос: «Сильна ли холодная сварка?» Оказывается, да.
После завершения процесса образующаяся связь обычно оказывается такой же прочной, как и у основных материалов.
Во время процесса металл не разжижается, и материалы обычно не нагреваются до значительной степени. Однако процесс основан на необходимости удаления любых оксидных слоев с рассматриваемых металлов.
Это в основном связано с тем, что металлы обычно содержат поверхностный оксидный слой, который действует как тонкий барьер на поверхности материалов, предотвращая диффузию атомов металла между металлическими частями.
Большинство металлов при нормальных условиях имеют некоторый оксидный слой на открытых поверхностях, даже если он не виден невооруженным глазом. Они также могут собирать слои других загрязнений, таких как жир, пыль и т. Д.
Холодная сварка решает эту проблему, подготавливая металлы перед сваркой. Процесс подготовки включает очистку или чистку металлов щеткой до такой степени, что удаляется верхний оксидный или барьерный слой.
При холодной сварке металлы должны быть как можно более чистыми от жировых и оксидных отложений.Источник: Андрезадник / Wikimedia Commons
Обычно это сочетание химических и механических методов. Обезжиривание, чистка проволочной щеткой. и другие методы используются, чтобы гарантировать, что любые металлические поверхности максимально свободны от оксидного слоя.
Что нужно для холодной сварки?
Как упоминалось ранее, любые металлы, которые будут подвергаться холодной сварке, сначала должны быть свободны от оксидных слоев.
Как только достигается желаемая чистота поверхности, оба материала механически прижимаются друг к другу, прилагая необходимое усилие.Это количество силы зависит от самого материала, так как некоторые материалы могут свариваться только при высоких давлениях.
Но есть и другие требования.
Одним из условий, необходимых для холодной сварки, является то, что по крайней мере один из материалов должен быть пластичным и не должен подвергаться сильному упрочнению. Это, очевидно, сужает список материалов, которые могут быть кандидатами для холодной сварки.
Мягкие металлы, такие как алюминий или медь, являются лучшим выбором для холодной сварки.
Холодная сварка может использоваться для соединения разнородных металлов, таких как медь и алюминий.Источник: mtiwelding
Наиболее распространенные соединения, которые возможны при холодной сварке:
При стыковом соединении удаление барьерного слоя металла не требуется, поскольку пластическая деформация, возникающая в процессе соединения, автоматически разрушает барьер. Этот тип соединения чаще всего применяется к металлам, таким как алюминий или медная проволока, диаметром от 0,02 дюйма (0,5 мм) до 0,4 дюйма (10 мм).
Соединения внахлестку, с другой стороны, действительно требуют специальной обработки, потому что в противном случае материалы не будут прилипать друг к другу.Соединения внахлест чаще используются при сварке листов вместе или листов со стержнями.
Холодная сварка также обычно используется с проволокой, включая алюминий, медь, цинк, латунь 70/30, никель, серебро, серебряные сплавы и золото.
Холодная сварка впервые была официально признана еще в 1940-х годах, но есть некоторые свидетельства того, что она может иметь и более раннее происхождение.
В 1724 году, например, преподобный Дж. И. Десагюльерс успешно сварил два металла методом холодной сварки.Он показал, что когда он сжимал и скручивал вместе два свинцовых шарика одинакового диаметра, они прилипали друг к другу. Суставы были несколько неустойчивыми, но оказались такими же прочными, как и у исходных свинцовых шаров.
Холодная сварка полезна, но далеко не без ее ограничений — как и любой другой вид сварки.
Холодная сварка имеет ряд преимуществ перед другими видами сварки. Источник: NZ Defense Force / Flickr
Очень трудно добиться идеальной холодной сварки. Это происходит по нескольким причинам, включая оксидные слои, которые образуются на поверхности металла в атмосферных условиях, неровности поверхности, поверхностное загрязнение и многое другое.Достижение идеальных условий может оказаться труднодостижимым и дорогостоящим, особенно для крупномасштабных сварочных проектов.
Оптимальная холодная сварка возможна только в том случае, если две прижимаемые друг к другу поверхности чистые и не содержат каких-либо загрязнений. Это требует дополнительных подготовительных шагов и может занять некоторое время.
Кроме того, чем ровнее и ровнее поверхность, тем легче и равномернее будет сварной шов. Идеально ровная и гладкая поверхность не всегда возможна, особенно в микро- и наномасштабе.
Еще одно ограничение — это типы металлов, которые можно сваривать холодным способом. По крайней мере, один из них должен быть пластичным, а цветные мягкие металлы — единственные реальные кандидаты, подходящие для холодной сварки. Медь и алюминий — два наиболее часто свариваемых методом холодной сварки.
Металлы, содержащие углерод, обычно не подвергаются холодной сварке.
Наиболее заметным преимуществом холодной сварки является то, что полученные сварные швы имеют такую же прочность сцепления или очень близкую к прочности соединения основного материала.Этот подвиг очень сложно воссоздать в других формах обработки металла без полного плавления и переделки.
Холодная обработка может также использоваться для сварки алюминиевых сплавов серий 2ххх и 7ххх, которые нельзя сваривать плавлением из-за их склонности к горячему растрескиванию и которые могут быть очень трудно соединить с другими видами сварки.
Пример ручного аппарата для холодной сварки. Источник: PWM Машины для холодной сварки под давлением / YouTube
В промышленности холодная сварка известна своей способностью сваривать вместе алюминий и медь, которые также часто трудно сваривать с помощью других методов сварки.Однако связь, созданная между двумя материалами при холодной сварке, очень прочная.
Холодная сварка обеспечивает чистые и прочные швы без образования хрупких интерметаллических соединений.
Холодная сварка в основном применяется в сварочной проволоке. Поскольку при этом не требуется тепла и процесс может быть выполнен быстро, холодная сварка может обеспечить идеально сварную проволоку, в основном из алюминия, меди, латуни 70/30, цинка, серебра и серебряных сплавов, никеля и золота.
Существуют даже портативные инструменты, которые можно использовать для холодной сварки проволоки, что делает их очень портативными и простыми в использовании — разумеется, после того, как металлические поверхности были достаточно очищены.
Холодная сварка также используется в случаях, когда необходимо соединить разнородные металлы, например, медь и алюминий.
Холодная сварка обеспечивает один из самых прочных сварных швов для создания соединений, подобных основному металлу. Не требует тепловой энергии и специальных инструментов. Среди наиболее популярных методов сварки холодная сварка показывает, что нагрев не требуется, если вы соединяете определенные типы материалов.
Базовый переключатель: причины контактной сварки | FAQ | Австралия
Основное содержание
Вопрос
Что вызывает контактную сварку и что с этим делать?
Причины:
Перегрузка, не соответствующая коммутационной способности контактов
Пусковой ток больше номинального
Ток отключения больше номинального
Частота коммутации выше допустимой рабочей частоты
Использование в местах, подверженных постоянной вибрации
Контрмеры:
Переключите нагрузку с помощью реле или контактора.
Защитная цепь необходима для правильного использования таких нагрузок, как реле, двигатели, лампы накаливания и соленоиды.
Причина:
Перегрузка, не соответствующая коммутационной способности контактов
Контрмеры:
Переключите нагрузку с помощью реле или контактора.
Вставьте цепь защиты контактов.
Типичные примеры цепей защиты от перенапряжения
Не применяйте схему защиты контактов, как показано ниже.
| Эта схема эффективно подавляет дугу, когда контакты выключены. Однако емкость будет заряжаться, когда контакты выключены. Следовательно, когда контакты снова включены, ток короткого замыкания от емкости может вызвать контактную сварку. | |
| Эта схема эффективно подавляет дугу, когда контакты выключены. Однако, когда контакты снова включены, зарядный ток течет к конденсатору, что может привести к сварке контактов. |
видов сварки | Дуговая сварка, приварка шпилек, контактная сварка Руководство
Существует множество видов сварки , которые мы используем для соединения металлов вместе, некоторые современные, а некоторые древние по их созданию. От кузнечной сварки молотками в средние века до открытия угольной дуговой сварки в 1800-х годах и до более современных видов сварки, таких как дуговая сварка, контактная сварка, сварка твердым телом и приварка шпилек, было много достижения в этой области.
Типы сварки
Прочтите, чтобы узнать больше о многих типах сварки, а также о том, как они различаются по функциям и областям применения, в нашем вводном руководстве:
Дуговая сварка
Дуговая сварка — один из самых известных видов сварки . Процессы дуги включают использование концентрированного тепла электрической дуги для соединения металлических материалов. Эти процессы в целом делятся на две категории: методы с плавящимся электродом и методы с использованием неплавящегося электрода.Это различие определяет, включает ли процесс плавление электрода и его превращение в часть сварного соединения или не плавление, а только в качестве проводника дуги.
Еще одна переменная в дуговой сварке — это использование тока; некоторые методы требуют определенного типа тока, тогда как другие более универсальны. Кроме того, для некоторых процессов дуговой сварки требуется защитный газ, а для других — нет. Узнайте больше о некоторых наиболее распространенных типах дуговой сварки:
Дуговая сварка экранированного металла (сварка палкой)
Дуговая сварка экранированного металла (неофициально известная как сварка палкой), разработанная в 1950-х годах, использует расходные детали с флюсовым покрытием. электрод с источником питания переменного или постоянного тока для создания электрической дуги между материалом электрода и заготовкой.Дуга плавит деталь и электрод в ванну расплава, которая при охлаждении образует соединение. Этот тип сварки также называют дуговой сваркой под защитным флюсом из-за того, что флюсовое покрытие электрода распадается на защитный газ во время нагрева.
Газовая дуговая сварка металла (MIG Welding)
Газовая дуговая сварка металла также создает электрическую дугу, но между плавящимся проволочным электродом и материалами заготовки. Сварочная горелка пропускает через электрод и защитный газ для защиты от загрязнений.В результате заготовка плавится и материалы соединяются. Подтипами дуговой сварки металлическим электродом в газе являются сварка MIG (металл в инертном газе) и MAG (металл в активном газе). Первоначально этот процесс был разработан для цветных металлов, таких как алюминий, но в конечном итоге стал наиболее распространенным процессом для ряда материалов, включая сталь.
Дуговая сварка порошковой проволокой — это процесс, аналогичный сварке MIG, но, как правило, вместо защитного газа используется полая электродная проволока, наполненная флюсом.
Газовая дуговая сварка вольфрамом (TIG-сварка)
Этот процесс сварки широко известен как сварка TIG (TIG — вольфрам в инертном газе).Для газовой вольфрамовой дуговой сварки требуется неплавящийся вольфрамовый электрод, источник постоянного тока и инертный защитный газ для создания плазменной дуги (которая состоит из паров металла и сильно ионизированного газа). Этот процесс обеспечивает больший контроль оператора, чем сварка палкой или MIG, что делает его пригодным для сварки тонких секций нержавеющей стали и цветных металлов. С другой стороны, это более медленная и более сложная с технической точки зрения процедура.
Плазменно-дуговая сварка — это родственный тип сварки, но в этом случае плазменная дуга отделяется от защитного газа путем помещения в корпус сварочной горелки, выходящего с более высокой скоростью через медное сопло.
Дуговая сварка под флюсом
Дуговая сварка под флюсом создает электрическую дугу под слоем порошкового флюса, который обеспечивает защитные газы и шлак, а также легирующие элементы для ванны расплава. Слой флюса значительно снижает потери тепла и работает как автоматизированный или полуавтоматический процесс. Бункер рециркулирует излишки флюса, а слои шлака удаляются после сварки.
Электрошлаковая сварка
В этом процессе проволока подается в зону сварки и добавляется флюс в электрическую дугу до тех пор, пока расплавленный шлак не достигнет кончика электрода и не погаснет дугу.Операторы электрошлаковой сварки используют источник постоянного тока и обычно работают с толстыми материалами заготовок, такими как пластины из низкоуглеродистой стали и алюминиевые шины. Электрогазовая сварка — это процесс, похожий на электрошлаковую сварку, но дуга остается на протяжении всей процедуры.
Сварка атомарным водородом
Сварка атомарным водородом (также известная как дуговая атомная сварка), разработанная в 1926 году Ирвингом Ленгмюром, создает дугу между двумя вольфрамовыми электродами с водородом в качестве защитного газа.Возникающая дуга сохраняется независимо от заготовки. Сварка атомарным водородом, несмотря на то, что сегодня она редко используется в большинстве приложений, стала предпочтительным процессом, она оказалась бесценной для сварки подъемных цепей.
Углеродная сварка
Дуговая сварка началась с процесса сварки угольной дугой, который был запатентован в 1881 году. При этом методе между угольным электродом и заготовкой образуется электрическая дуга. Двухуглеродная дуговая сварка — это создание дуги между двумя угольными электродами.При этом выделяется значительное количество тепла и очень яркий свет, тогда как более современные методы намного безопаснее и удобнее для сварщиков.
Сварка сопротивлением
Процессы контактной сварки включают приложение силы и пропускание тока через металлические детали для их нагрева и плавления в областях, заданных электродами и / или деталями. Известные типы сварки сопротивлением включают:
Точечная сварка
Сварщики используют точечную сварку для соединения листов металла внахлест в проектах, где прочность и долговечность не являются насущными проблемами.Медные электроды удерживают детали вместе с силой, а электрический ток нагревает их до температуры сварки. Этот процесс более экономичен, чем большинство методов дуговой сварки. Однако он имеет меньше применений и имеет тенденцию к упрочнению и деформации материалов заготовок. В этом руководстве мы расскажем о различиях между точечной сваркой и приваркой шпилек.
Сварка с выступом
В качестве модификации точечной сварки сварка с выступом включает локальный нагрев и сварку выступов (выступов) на одной или нескольких заготовках.
Стыковая сварка
Стыковая сварка соединяет вместе толстые металлические стержни или пластины, зажимая электроды к заготовкам и прилагая противодействующие силы. Нагрев происходит, но плавления часто не происходит, образуя твердый сварной шов.
Шовная сварка
Этот тип контактной сварки соединяет листовые металлы в швах за счет приложения противоположных сил с помощью электродных колес. Вращающиеся колеса работают, чтобы локализовать ток и выделяемое тепло.
Сварка оплавлением
При сварке оплавлением материалы заготовок размещаются на заданном расстоянии друг от друга, и подается ток, создавая сопротивление в зазоре между материалами и дугу для плавления.По достижении нужной температуры две детали прессуются и кованы вместе.
Кислородно-ацетиленовая сварка
Также известна в США как кислородно-топливная сварка, кислородная сварка и газовая сварка. В кислородно-ацетиленовой сварке горелкой используются горючие газы и чистый кислород для повышения температуры пламени для локального плавления детали. Инженеры Эдмон Фуше и Шарль Пикард разработали метод кислородно-ацетиленовой сварки в 1903 году, и с тех пор он в значительной степени устарел из-за процессов дуговой сварки.Однако этот процесс по-прежнему популярен для художественных работ и домашнего использования.
Сварка в твердом состоянии
Сварка в твердом состоянии характеризуется использованием температур ниже точек плавления основных материалов. В отличие от контактной сварки, она не всегда требует давления. В зависимости от используемого процесса сварка в твердом состоянии может длиться от миллисекунд до часов. Существует много типов сварки в твердом состоянии, в том числе:
- Кузнечная сварка : детали из низкоуглеродистой стали нагреваются и скалываются молотком.
- Холодная сварка : под высоким давлением при комнатной температуре коалесцирует очень чистые металлы.
- Сварка горячим давлением : нагрев и давление макродеформируют основной материал.
- Сварка валков : валки вызывают тепловую деформацию и деформацию под давлением (вместо молотков).
- Сварка трением : механическое скользящее движение притирает материалы друг к другу.
- Ультразвуковая сварка : преобразователь излучает высокочастотные колебания для соединения материалов.
- Магнитно-импульсная сварка : магнитные силы сваривают детали вместе.
- Сварка взрывом : контролируемая детонация соединяет вместе быстро движущиеся части.
- Диффузионная сварка : соединение тугоплавких металлов без изменения их металлургических свойств.
Электронно-лучевая сварка
Электронно-лучевая сварка использует пучок высокоскоростных электронов в условиях вакуума для создания прочных сварных швов.Электроны превращаются из кинетической энергии в тепло, когда они ударяются о материалы заготовки, плавя их вместе.
Лазерная сварка
В процессе лазерной сварки используется высококонцентрированный лазерный источник тепла для узких и глубоких сварных швов. Сварщики могут использовать непрерывный или импульсный лазерный луч, первый для глубоких сварных швов, а второй — для тонких материалов.
Приварка шпилек
Приварка шпилек — это специализированный и высокоэффективный метод соединения шпилек и других крепежных деталей с листовым металлом.Этот тип сварки позволяет избежать ошибок, присущих многим другим процессам соединения шпилек, таких как ослабление детали, ослабление шпилек, растрескивание и образование пятен. Сварка шпилек выполняется быстро и обеспечивает прочный сварной шов без обратной маркировки или отверстий. Типы приварки шпилек включают:
Приварка шпилек разряда конденсаторов
Конденсаторы заряжаются до заданного напряжения в зависимости от сварочного диаметра. Шпилька соприкасается с листом, а затем конденсаторы запускают свою энергию, чтобы произвести дугу и расплавить трубку.Возвратное давление выковывает шпильку к расплавленной поверхности листа для полного сплавления. Приварка шпилек CD очень рентабельна и идеально подходит для обработки тонких материалов. Однако поверхность листа должна быть чистой и ровной.
Сварка шпилек по вытяжной дуге
В процессе дуговой сварки запускается вспомогательная дуга, когда шпилька поднимается на заданную высоту. Дуга плавит сварной конец шпильки, образуя ванну расплава. Возвратное давление выковывает шпильку в бассейн, а прилагаемое кольцо формирует галтель.Приварка шпилек DA — лучший способ прикрепления шпилек к более толстым материалам от 0,7 мм и более, так как при этом получаются прочные сварные швы. Он дороже, чем компакт-диск, и требует использования наконечников, но допускает неровные поверхности и дефекты.
Короткий цикл приварки шпилек
Короткий цикл имеет сходство с приваркой шпилек как CD, так и DA. Подобно привариванию шпилек CD, при сварке шпилек с коротким циклом не требуются кабельные наконечники и могут использоваться те же шпильки; Как и приварка шпилек DA, метод SC более устойчив к неровным и грязным поверхностям.Однако он обеспечивает более глубокие сварные швы, чем CD, и стоит меньше, чем DA.
Taylor Studwelding — ведущий производитель и поставщик аппаратов для приварки шпилек, которые могут выполнять сварочные процессы типа CD, DA и SC. Мы тщательно протестировали все наше оборудование, чтобы обеспечить самые прочные и эффективные сварные швы на различных металлах. Для получения дополнительной информации просмотрите наши машины в Интернете, прочтите наше полное руководство по приварке шпилек или свяжитесь с нами, чтобы узнать, что приварка шпилек может сделать для вас.
Что такое сварка сопротивлением: RWMA: American Welding Society
Что такое контактная сварка
Сварка сопротивлением — это соединение металлов путем приложения давления и пропускания тока в течение некоторого времени через металлическую область, которая должна быть соединена. Ключевым преимуществом контактной сварки является то, что для создания соединения не требуются другие материалы, что делает этот процесс чрезвычайно экономичным.
Существует несколько различных форм контактной сварки (например,грамм. точечная и шовная, выступающая, оплавленная и осадка), которые различаются в первую очередь типами и формой сварочных электродов, которые используются для приложения давления и проведения тока. Электроды, обычно изготавливаемые из сплавов на основе меди из-за превосходных проводящих свойств, охлаждаются водой, протекающей через полости внутри электрода и других проводящих инструментов машины для контактной сварки.
Аппараты для контактной сварки разработаны и созданы для широкого спектра автомобильных, аэрокосмических и промышленных применений.Благодаря автоматизации работа этих машин строго контролируется и воспроизводится, что позволяет производителям легко укомплектовать производство персоналом.
Типы приложений контактной сварки:
Точечная сварка и шовная сварка
- Точечная сварка сопротивлением, как и все процессы контактной сварки, создает сварные швы с использованием тепла, генерируемого сопротивлением потоку сварочного тока между стыкующимися поверхностями, а также усилие, чтобы сдвинуть детали вместе, приложенное в течение определенного периода времени.При контактной точечной сварке геометрия поверхностей самих сварочных электродов используется для фокусировки сварочного тока в желаемом месте сварного шва, а также для приложения силы к заготовкам. После создания достаточного сопротивления материалы укладываются и соединяются, образуя сварной шов.
- Контактная сварка швом — это разновидность контактной точечной сварки, в которой используются электроды в форме колеса для подачи силы и сварочного тока к деталям. Разница в том, что при подаче сварочного тока заготовка катится между электродами в форме колеса.В зависимости от конкретного сварочного тока и настроек времени сварки, созданные сварные швы могут накладываться друг на друга, образуя полный сварной шов, или могут быть просто отдельными точечными сварными швами с определенными интервалами.
Проекционная сварка
- Как и другие процессы контактной сварки, проекционная сварка использует тепло, генерируемое сопротивлением потоку сварочного тока, а также силу, которая прижимает детали друг к другу в течение определенного периода времени. Проекционная сварка локализует сварные швы в заранее определенных точках с помощью выступов, рельефов или пересечений, все из которых фокусируют тепловыделение в точке контакта.Как только сварочный ток создает достаточное сопротивление в точке контакта, выступы разрушаются, образуя сварной шов.
- Сплошные выступы часто используются при приваривании крепежа к деталям. При соединении листового или пластинчатого материала часто используются тиснения. Примером проекционной сварки с использованием материала «Пересечения» является сварка поперечной проволокой. В этом случае пересечение самих проводов локализует тепловыделение и, следовательно, сопротивление. Проволоки переходят одна в другую, образуя при этом сварной шов.
Сварка оплавлением
- Как и другие процессы контактной сварки, при сварке оплавлением используется тепло, генерируемое сопротивлением потоку сварочного тока, а также сила, которая прижимает детали друг к другу в течение определенного периода времени. Сварка оплавлением — это процесс контактной сварки, который вызывает сопротивление за счет действия оплавления. Это действие создается за счет очень высокой плотности тока в очень маленьких точках контакта между деталями. В заранее определенный момент после начала процесса прошивки к заготовке прикладывается сила, и они перемещаются вместе с контролируемой скоростью.Быстрая осадка, создаваемая этой силой, удаляет оксиды и примеси из сварного шва.
Сварка с осаждением
- Как и другие процессы сварки сопротивлением, при сварке с осадкой используется тепло, выделяемое сопротивлением потоку сварочного тока, а также сила, которая прижимает детали друг к другу в течение определенного периода времени. Подобно сварке оплавлением, при сварке с вылетом детали уже находятся в плотном контакте друг с другом, поэтому оплавление не происходит. Давление прикладывается до запуска тока и поддерживается до завершения процесса.
Источник: C1.1M / C1.1: 2012 — Рекомендуемые методы сварки сопротивлением
Обзор контактной сварки
5) Свойства материалов
Практически все свойства материалов изменяются с температурой, что увеличивает динамику процесса контактной сварки. Удельное сопротивление материала влияет на тепловыделение. Теплопроводность и теплоемкость влияют на теплопередачу. В таких металлах, как серебро и медь, с низким удельным сопротивлением и высокой теплопроводностью, даже при высоком сварочном токе выделяется мало тепла, а также он быстро отводится.Их довольно сложно сваривать контактной сваркой. С другой стороны, они могут быть хорошим материалом для электродов. При сварке разнородных металлов больше тепла будет выделяться в металле с более высоким удельным сопротивлением. Это следует учитывать при проектировании сварных деталей при сварке выступами и выборе формы электродов при точечной сварке. Твердость материала также влияет на сопротивление контакта. Более твердые металлы (с более высоким пределом текучести) приведут к более высокому контактному сопротивлению при том же сварочном усилии из-за того, что шероховатости поверхности труднее деформировать, что приведет к меньшей реальной площади контакта.Электродные материалы также используются для влияния на тепловой баланс при контактной сварке, особенно для соединения легких и цветных металлов.
6) Покрытия поверхностей
Большинство покрытий поверхностей применяется для защиты от коррозии или в качестве основы для дальнейшей обработки поверхности. Эти поверхностные покрытия часто усложняют процесс сварки. В зависимости от типа покрытий поверхности необходимо регулировать специальные параметры процесса. Некоторые поверхностные покрытия вводятся для облегчения сварки сложных комбинаций материалов.Эти поверхностные покрытия специально подобраны для обеспечения теплового баланса на границе раздела сварных швов. Большинство поверхностных покрытий будет выдавлено во время сварки, некоторые останутся на границе раздела сварного шва в виде припоя.
7) Геометрия и размеры
Геометрия и размеры электродов и деталей очень важны, поскольку они влияют на распределение плотности тока и, следовательно, на результаты контактной сварки. Геометрия электродов при точечной сварке контролирует плотность тока и получаемый размер сварочного шва.Для металлических листов разной толщины требуются разные сварочные токи и другие настройки параметров процесса. Конструкция локальной проекционной геометрии деталей имеет решающее значение при сварке выступами, которую следует учитывать вместе со свойствами материала, особенно при соединении разнородных металлов. В принципе, рельеф или выступ следует размещать на материале с более низким удельным сопротивлением, чтобы получить лучший тепловой баланс на границе раздела сварного шва.
Узнайте больше о проектировании сварных швов>
8) Характеристики сварочного аппарата
Электрические и механические характеристики сварочного аппарата существенно влияют на процессы контактной сварки.Электрические характеристики включают динамическое время реакции сварочного тока и магнитные / индуктивные потери из-за размера сварочного окна и количества магнитных материалов в горловине. Время нарастания сварочного аппарата может быть очень критичным при контактной сварке сопротивлением, поскольку общее время сварки часто бывает очень коротким. Магнитные потери при точечной сварке являются одним из важных факторов, которые необходимо учитывать при управлении технологическим процессом. Механические характеристики включают скорость и ускорение следящего за электродом, а также жесткость погрузочной рамы / рычагов.Если слежение за электродом слишком медленное, при сварке выступами может легко произойти выброс. На приведенном ниже рисунке показаны измеренные параметры процесса сварки выступом, которые включают динамические кривые сварочного тока, сварочного усилия и смещения электрода, где резкое движение соответствует схлопыванию выступа в заготовке.
Сварка контактными линзами | Филлипс Безопасность
Сварка контактными линзами
Филипс-безопасность
Я не должен носить контактные линзы для определенных вещей … безопасно ли сваривать контактные линзы?
Есть профессии, в которых контактные линзы не рекомендуются, например деревообработка, мелкая шлифовка металлов и другие отрасли, где частицы пыли могут попасть в глаза.Однако во время сварки носить контактные линзы совершенно безопасно при условии, что вы используете соответствующие средства защиты.
Мы рекомендуем носить под капюшоном защитные очки, одобренные ANSI Z87, если вы работаете с контактными линзами. Если вы носите защитные очки, их должно быть достаточно, чтобы ваши глаза были в безопасности во время работы.
Это миф, что ваши контактные линзы могут прилипнуть к вашим глазам во время неудачной сварки, поэтому, если вы слышали это, будьте уверены, вам не придется беспокоиться об этом.
Если вы подумываете о сварке с использованием контактных линз, вам следует знать:
- Приваривать в контактных линзах безопасно, но рекомендуется надевать защитные очки, одобренные ANSI Z87, если вы работаете с капюшоном.
- При работе с фонарями можно носить контактные линзы, если вы носите очки.
- Сварка с использованием контактных линз не подвергает вас риску оплавления контактов на глаза. Это миф.
- Сварка — это деятельность, требующая использования защитного оборудования.Важно, чтобы во время сварки вы использовали соответствующее защитное снаряжение, независимо от того, носите ли вы контактные линзы. Контакты не делают глаза безопаснее при сварке.
- Сварка с контактными линзами лучше, чем сварка без корректирующих очков, если она вам нужна. Вы должны видеть, что делаете! Просто убедитесь, что ваши глаза защищены от мусора или частиц, которые вы можете производить во время работы, надев защитные очки, одобренные ANSI Z87.
Сварка контактами безопасна и, как правило, лучше, чем сварка без специальных очков, если она вам нужна.Тем не менее, мы рекомендуем сделать то, что вам нужно, чтобы частицы не попали вам в глаза, особенно если вы занимаетесь шлифованием.
Если у вас есть какие-либо вопросы о сварке, безопасности при сварке или сварке с контактами, вы можете связаться с нашим отделом обслуживания клиентов, оставить комментарий ниже или ознакомиться с некоторыми другими нашими сообщениями! У нас есть статья о том, как выбрать правильный оттенок зеленых сварочных очков и других защитных очков.
Спасибо за чтение, будьте в безопасности!
Сварка | Лазерный орех
MIG — низкоуглеродистая сталь и алюминий
TIG
Точечная сварка
Газовая дуговая сварка металлическим электродом ( GMAW ), иногда называемая его подтипами металлический инертный газ ( MIG ) сварка или металлический активный газ ( MAG ) сварка , является Процесс сварки, при котором между плавящимся проволочным электродом и металлом (-ами) заготовки образуется электрическая дуга, которая нагревает металл (-а) заготовки, заставляя их плавиться и соединяться.
Наряду с проволочным электродом через сварочную горелку проходит защитный газ, который защищает процесс от загрязнений в воздухе. Процесс может быть полуавтоматическим или автоматическим. Источник постоянного напряжения постоянного тока чаще всего используется с GMAW, но могут использоваться системы постоянного тока, а также переменного тока. Существует четыре основных метода переноса металла в GMAW, называемых глобулярным, короткозамкнутым, распылительным и импульсным, каждый из которых имеет определенные свойства и соответствующие преимущества и ограничения.
Первоначально разработанный для сварки алюминия и других цветных металлов в 1940-х годах, GMAW вскоре стал применяться для стали, поскольку он обеспечивает более быстрое время сварки по сравнению с другими сварочными процессами. Стоимость инертного газа ограничивала его использование в сталях до тех пор, пока несколько лет спустя не стали широко использоваться полуинертные газы, такие как диоксид углерода. Дальнейшие разработки в 1950-х и 1960-х годах сделали этот процесс более универсальным, и в результате он стал широко используемым промышленным процессом. Сегодня GMAW является наиболее распространенным процессом промышленной сварки, предпочтительным из-за его универсальности, скорости и относительной простоты адаптации процесса к роботизированной автоматизации.В отличие от сварочных процессов, в которых не используется защитный газ, таких как дуговая сварка в среде защитного металла, он редко используется на открытом воздухе или в других областях с нестабильностью воздуха. Родственный процесс, дуговая сварка порошковой проволокой, часто не использует защитный газ, а вместо этого использует полую электродную проволоку, заполненную флюсом.
Газовая дуговая сварка вольфрамом ( GTAW ), также известная как вольфрамовая сварка в инертном газе ( TIG ) сварка , представляет собой процесс дуговой сварки, в котором для сварки используется неплавящийся вольфрамовый электрод.Область сварного шва защищена от атмосферного загрязнения инертным защитным газом (аргон или гелий), и обычно используется присадочный металл, хотя для некоторых сварных швов, известных как автогенные швы, он не требуется. Сварочный источник постоянного тока вырабатывает электрическую энергию, которая проходит через дугу через столб высокоионизированного газа и паров металлов, известный как плазма.
GTAW чаще всего используется для сварки тонких профилей нержавеющей стали и цветных металлов, таких как алюминий, магний и медные сплавы.Этот процесс предоставляет оператору больший контроль над сварным швом по сравнению с конкурирующими процессами, такими как дуговая сварка металлическим электродом в защитных оболочках и дуговая сварка металлическим электродом в среде защитного газа, что позволяет получать более прочные и качественные сварные швы. Однако GTAW сравнительно сложнее и труднее в освоении, и, кроме того, он значительно медленнее, чем большинство других методов сварки. Связанный с этим процесс, плазменная сварка, использует немного другую сварочную горелку для создания более сфокусированной сварочной дуги и, как результат, часто автоматизирован.
Сопротивление Точечная сварка (RSW) — это процесс, в котором соприкасающиеся металлические поверхности соединяются теплом, полученным в результате сопротивления электрическому току.
Заготовки удерживаются вместе под давлением электродов. Обычно листы имеют толщину от 0,5 до 3 мм (от 0,020 до 0,118 дюйма). В этом процессе используются два профилированных электрода из медного сплава для концентрации сварочного тока в небольшом «пятне» и одновременного зажима листов вместе. Пропуск большого тока через пятно расплавит металл и образует сварной шов. Привлекательная особенность точечной сварки заключается в том, что к точке может быть доставлено много энергии за очень короткое время (примерно 10–100 миллисекунд).Это позволяет производить сварку без чрезмерного нагрева остальной части листа.
Количество тепла (энергии), доставляемого пятну, определяется сопротивлением между электродами, а также величиной и продолжительностью тока. Количество энергии выбирается в соответствии со свойствами материала листа, его толщиной и типом электродов. Применение слишком малого количества энергии не приведет к расплавлению металла или плохой сварке. Применение слишком большого количества энергии приведет к расплавлению слишком большого количества металла, выбросу расплавленного материала и образованию отверстия, а не сварного шва.