Конусы инструментов укороченные. Основные размеры – РТС-тендер
ГОСТ 9953-82
(СТ СЭВ 148-75)
Группа Г23
Дата введения 1983-07-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета СССР по стандартам от 8 апреля 1982 г. N 1473
ВЗАМЕН ГОСТ 9953-67
ПЕРЕИЗДАНИЕ. Ноябрь 1986 г.
1. Настоящий стандарт распространяется на укороченные инструментальные конусы Морзе.
Стандарт полностью соответствует СТ СЭВ 148-75.
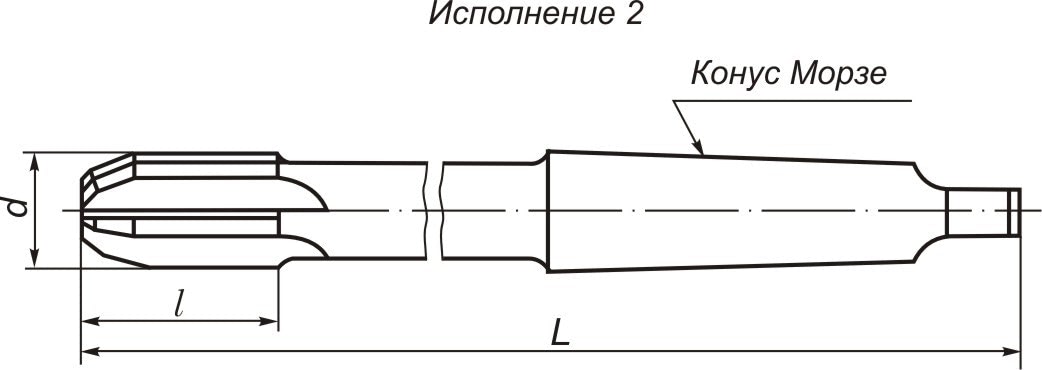
2. Основные размеры укороченных инструментальных конусов Морзе В7, В10, В12, В16, В18, В22, В24 без резьбового отверстия должны соответствовать указанным на черт.1 и в таблице, конусов Морзе В12, В18, В24, В32, В45 с резьбовым отверстием — на черт.2 и в таблице.
Черт.1
________________
* — наибольшее допускаемое отклонение положения основной плоскости, в которой находится диаметр , от ее теоретического положения.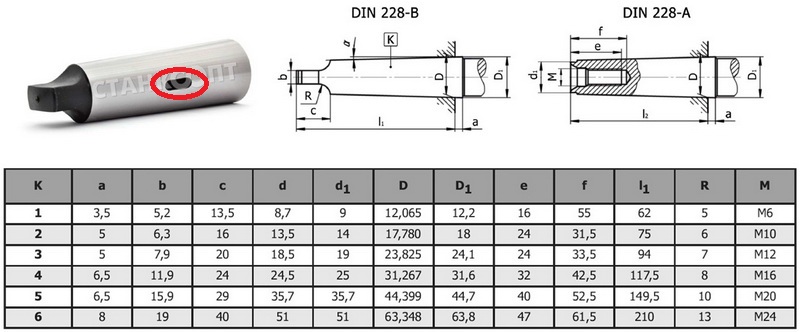
** Размеры для справок.
Черт.1
Черт.2
________________
* Размеры для справок.
Черт.2
Размеры в мм
Обоз- | Конус Морзе | Конусность | Угол конуса 2 | , не | ||||||||
В7 | 0 | 1:19,212=0,05205 | 2°58’54» | 7,067 | 7,2 | 6,5 | 6,8 | 11,0 | 14,0 | 3,0 | 3,0 | 0,5 |
В10 | 1 | 1:20,047=0,04988 | 2°51’26» | 10,094 | 10,3 | 9,4 | 9,8 | 14,5 | 18,0 | 3,5 | 3,5 | 1,0 |
В12 | 12,065 | 12,2 | 11,1 | 11,5 | 18,5 | 22,0 | ||||||
В16 | 2 | 1:20,020=0,04995 | 2°51’41» | 15,733 | 16,0 | 14,5 | 15,0 | 24,0 | 29,0 | 5,0 | 4,0 | 1,5 |
В18 | 17,780 | 18,0 | 16,2 | 16,8 | 32,0 | 37,0 | ||||||
В22 | 3 | 1:19,922=0,05020 | 2°52’32» | 21,793 | 22,0 | 19,8 | 20,5 | 40,5 | 45,5 | 4,5 | 2,0 | |
В24 | 23,825 | 24,1 | 21,3 | 22,0 | 50,5 | 55,5 | ||||||
В32 | 4 | 1:19,254=0,05194 | 2°58’31» | 31,267 | 31,6 | 28,6 | — | 51,0 | 57,5 | 6,5 | — | |
В45 | 5 | 1:19,002=0,05263 | 3°00’53» | 44,399 | 44,7 | 41,0 | 64,5 | 71,0 |
Примечания:
1. Размеры и являются теоретическими, вытекающими соответственно из диаметра и номинальных размеров и .
Размеры и являются теоретическими, вытекающими соответственно из диаметра и номинальных размеров и .
2. Угол конуса 2 подсчитан по величине конусности с округлением до 1″.
3. Предельные отклонения размеров укороченных конусов — по ГОСТ 2848-75.
4. Центровые отверстия для конусов Морзе В12, В18, В24, В32 и В45 — формы Р по ГОСТ 14034-74.
Допускается изготовление центрового отверстия размерами, указанными в рекомендуемом приложении.
ПРИЛОЖЕНИЕ (рекомендуемое). РАЗМЕРЫ ЦЕНТРОВОГО ОТВЕРСТИЯ УКОРОЧЕННОГО КОНУСА
ПРИЛОЖЕНИЕ
Рекомендуемое
мм
Обозначение | ||||
В12 | М6 | 8,0 | 8,5 | 16 |
В18 | М10 | 12,5 | 13,2 | 24 |
В24 | М12 | 15,0 | 17,0 | 28 |
В32 | М16 | 20,0 | 22,0 | 32 |
В45 | М20 | 26,0 | 30,0 | 40 |
Текст документа сверен по:
официальное издание
М. : Издательство стандартов, 1987
: Издательство стандартов, 1987
Конусы Морзе жесткой передачи. Размеры – РТС-тендер
ГОСТ ISO 5413-2015
Группа Г23
МКС 25.100
ОКП 39 2800
Дата введения 2017-01-01
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены»
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом «ВНИИИНСТРУМЕНТ» (ОАО «ВНИИИНСТРУМЕНТ») на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 95 «Инструмент»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 29 сентября 2015 г. N 80-П)
N 80-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Туркменистан | TM | Главгосслужба «Туркменстандартлары» |
Узбекистан | UZ | Узстандарт |
Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 8 июня 2016 г. N 574-ст межгосударственный стандарт ГОСТ ISO 5413-2015 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2017 г.
N 574-ст межгосударственный стандарт ГОСТ ISO 5413-2015 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2017 г.
5 Настоящий стандарт идентичен международному стандарту ISO 5413:1993* «Станки металлорежущие. Конусы Морзе жесткой передачи» («Machine tools — Positive drive of Morse tapers», IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым здесь и далее по тексту, можно получить, перейдя по ссылке на сайт http://shop.cntd.ru. — Примечание изготовителя базы данных.
Международный стандарт разработан техническим комитетом по стандартизации ISO/TC 29 «Инструмент» Международной организации по стандартизации (ISO).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячно издаваемых информационных указателях «Национальные стандарты».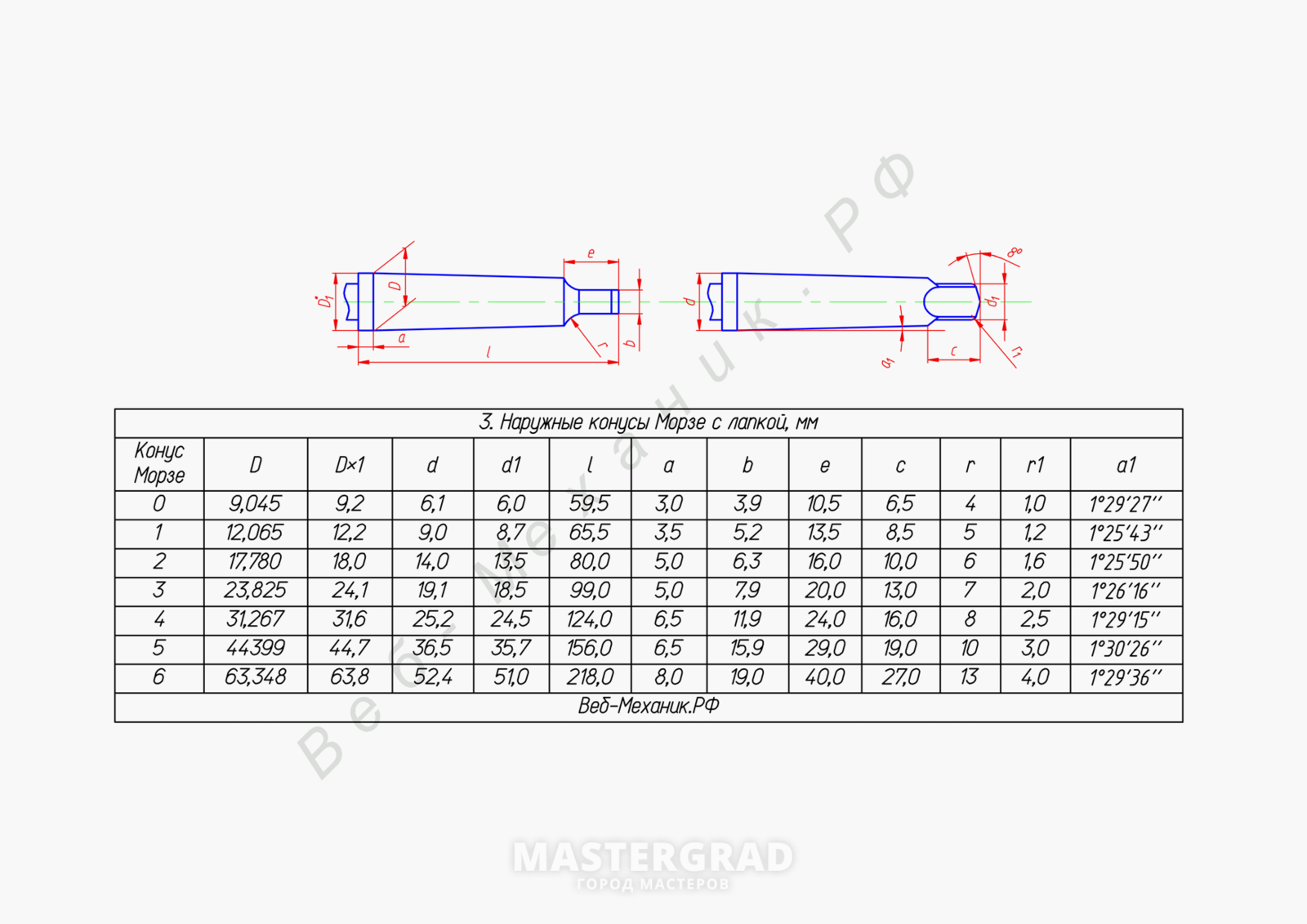 В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии (www.gost.ru)
В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии (www.gost.ru)
1 Область применения
Настоящий стандарт устанавливает размеры наружных и внутренних конусов Морзе жесткой передачи инструментальных хвостовиков, предназначенных для принудительной передачи крутящего момента инструмента больших диаметров, а также при обработке труднообрабатываемых материалов.
Конусы Морзе — в соответствии с ISO 296.
2 Нормативные ссылки
Для применения настоящего стандарта необходим следующий ссылочный международный стандарт*. Для датированных ссылок применяют только указанное издание ссылочного стандарта.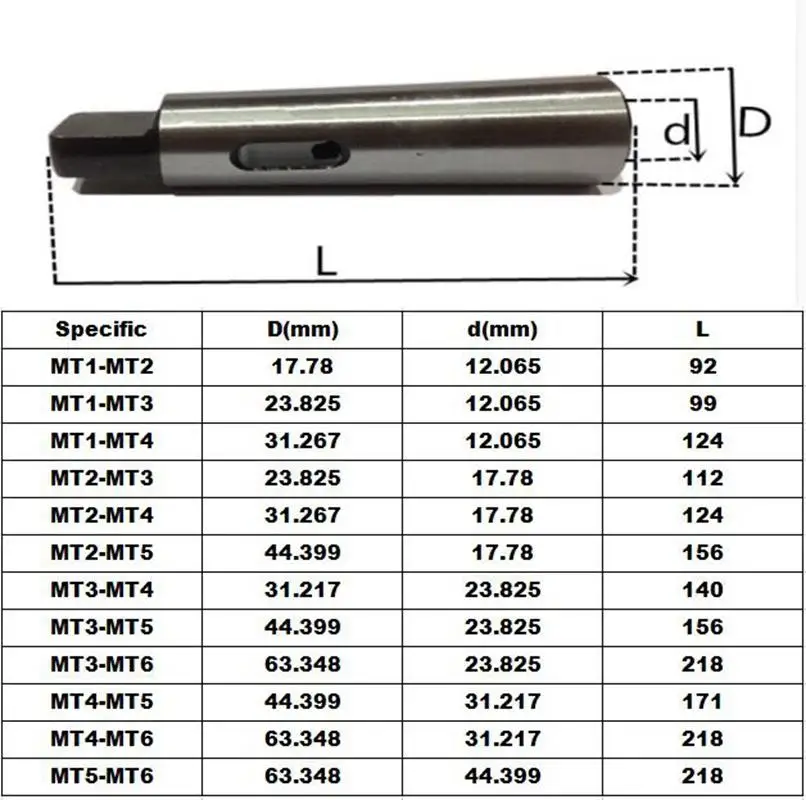
_______________
* Таблицу соответствия национальных стандартов международным см. по ссылке. — Примечание изготовителя базы данных.
ISO 296:1991 Machine tools — Self-holding tapers for tool shanks (Станки. Самозажимные конусы хвостовиков инструментов).
3 Размеры
Основные размеры наружного и внутреннего конусов Морзе жесткой передачи должны соответствовать указанным на рисунках 1 и 2 и в таблице 1.
Рисунок 1 — Наружный конус
Примечания
1 Допуск симметричности — в миллиметрах.
2 Размеры D, а и другие размеры наружного конуса Морзе — по ISO 296.
Рисунок 1 — Наружный конус
Рисунок 2 — Внутренний конус
Примечания
1 Допуск симметричности — в миллиметрах.
2 Размеры D, z и другие размеры внутреннего конуса Морзе — по ISO 296.
Рисунок 2 — Внутренний конус
Таблица 1
Размеры в миллиметрах
Конус Морзе | Наружный конус | Внутренний конус | |||||||
b | , не менее | r | Н9 | с, | R | ||||
3 | 36 | 24 | 12 | 18 | 1,6 | 24 | 40 | 12 | 6 |
4 | 43 | 32 | 15 | 23 | 32 | 50 | 15 | 8 | |
5 | 60 | 45 | 18 | 28 | 2 | 45 | 65 | 18 | 10 |
6 | 85 | 65 | 25 | 39 | 3 | 65 | 90 | 25 | 12 |
Пример условного обозначения наружного конуса Морзе 5 жесткой передачи:
Наружный конус Морзе 5 ГОСТ ISO 5413-2015
Пример условного обозначения внутреннего конуса Морзе 5 жесткой передачи:
Внутренний конус Морзе 5 ГОСТ ISO 5413-2015
Приложение ДА (справочное).
 Сведения о соответствии ссылочного международного стандарта ссылочному межгосударственному стандарту
Сведения о соответствии ссылочного международного стандарта ссылочному межгосударственному стандарту
Приложение ДА
(справочное)
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование межгосударственного стандарта |
ISO 296:1991 | MOD | ГОСТ 25557-2006 (ИСО 296:1991) «Конусы инструментальные. Основные размеры» |
Примечание — В настоящей таблице использовано условное обозначение степени соответствия стандарта: — MOD — модифицированный стандарт. | ||
УДК 621. | МКС 25.100 | Г23 | ОКП 39 2800 |
Ключевые слова: инструмент, хвостовики, конус Морзе жесткой передачи, размеры | |||
 9.229:006.354
9.229:006.354Электронный текст документа
подготовлен АО «Кодекс» и сверен по:
официальное издание
М.: Стандартинформ, 2016
Самозатягивающийся сверлильный патрон с хвостовиком конус Морзе
Предназначено для обработки углеродистых и легированных сталей с пределом прочности до 500 МПа
Предназначено для обработки углеродистых и легированных сталей с пределом прочности до 750 Мпа
Предназначено для обработки натурального и искусственного камня
Предназначено для обработки закаленных сталей твердостью до 55 HRC
Предназначено для обработки титана и титановых сплавов
Рекомендуется использование СОЖ
Предназначено для обработки коррозионно-стойких сталей
Предназначено для обработки углеродистых и легированных сталей с пределом прочности до 900 МПа
Предназначено для обработки древесины
Предназначено для обработки закаленных сталей твердостью до 60 HRC
Предназначено для обработки алюминиевых и магниевых сплавов
Универсальное применение
Предназначено для обработки твердых сплавов
Предназначено для обработки закаленных сталей твердостью до 67 HRC
Рекомендуется обработка без СОЖ
Предназначено для обработки углеродистых и легированных сталей с пределом прочности до 1400 Мпа
Предназначено для обработки полимеров
Предназначено для обработки серых чугунов и высокопрочных чугунов
Предназначено для обработки поверхностей покрытых лаками и красками
Предназначено для обработки латуни и бронзы
Предназначено для обработки меди
Рекомендуется охлаждение сжатым воздухом
Предназначено для обработки латуни
Предназначено для обработки латуни и медно-никелевых сплавов
Предназначено для обработки сотовых материалов Honeycomb
Предназначено для обработки металломатричных композитных материалов (MMC)
Предназначено для обработки обработки полиметилметакрилата
Предназначено для обработки закаленных сталей с твердостью до 65 HRC
Предназначено для обработки жаропрочных никелевых сплавов
Предназначено для обработки инструментальных сталей Toolox твердостью 33 HRC
Предназначено для обработки полиэфирэфиркетона с 30%-ым содержанием стекловолокна
Предназначено для обработки углеродистых и легированных сталей с пределом прочности до 500 МПа
Предназначено для обработки оловянной бронзы
Предназначено для обработки низколегированных медных сплавов
Предназначено для обработки сталей Hardox 500 с пределом прочности до 1600 Мпа
Предназначено для обработки чугуна с пределом прочности более 800 Мпа
Предназначено для обработки бериллиевой бронзы
Предназначено для обработки углепластика
Допускается обработка цветных металлов, термопластов, длинная сливная стружка
Предназначено для обработки стекло- и углепластика
Допускается обработка полиамида
Предназначено для обработки инструментальных сталей Toolox твердостью 44 HRC
Предназначено для обработки медно-свинцово-цинковых сплавов
Предназначено для обработки медно-никель-цинковых сплавов
Предназначено для обработки литейных алюминиевых сплавов
Предназначено для обработки коррозионно-стойких сталей с пределом прочности более 900 МПа
Предназначено для обработки поливинилиденфторида с 20%-ым содержанием стекловолокна
Предназначено для обработки полиэфирэфиркетона с 30%-ым содержанием углеволокна
Рекомендуется обработка с применением СОЖ мелкодисперсного разбрызгивания
Предназначено для обработки низколегированных медно-кремниевых сплавов
Предназначено для обработки стеклопластика
Предназначено для обработки вольфрамово-медных сплавов
Предназначено для обработки полиэтилена высокой плотности
Предназначено для обработки литейной бронзы
Предназначено для обработки закаленных сталей с твердостью до 50 HRC
Предназначено для обработки полиамида с 30%-ым содержанием стекловолокна
Предназначено для обработки графита, стекло- и углепластика
Предназначено для обработки титановых сплавов с пределом прочности более 850 МПа
Предназначено для обработки углеродистых и легированных сталей с пределом прочности до 750 Мпа
Предназначено для обработки графита
Предназначено для обработки оловянной бронзы
Предназначено для обработки алюминиевых сплавов дающих короткую стружку
Предназначено для обработки коррозионно-стойких сталей с пределом прочности до 900 МАа
Предназначено для обработки бронз повышенной прочности
Предназначено для обработки свинцовых бронз
Предназначено для обработки высокопрочных чугунов
Предназначено для обработки углеродистых и легированных сталей с пределом прочности до 1100 МПа
Предназначено для обработки полиэфирэфиркетона
Предназначено для обработки композитных материалов
Предназначено для обработки арамида
Предназначено для обработки алюминиево-медных сплавов
Предназначено для обработки полиметиленоксида с 25%-ым содержанием стекловолокна
Предназначено для обработки фенолформальдегидной смолы
Предназначено для обработки закаленных сталей твердостью до 70 HRC
Предназначено для обработки алюминиево-никелевых бронз
Предназначено для обработки серых чугунов
Предназначено для обработки меди и медных сплавов
Рекомендуется использование масел или эмульсии
Предназначено для обработки алюминиевых сплавов, дающих длинную (сливную) стружку
Предназначено для обработки политетрафторэтилена с 25%-ым содержанием углеволокна
Рекомендуется использовать в условиях непрерывного резания
Рекомендуется использовать в условиях на удар
Рекомендуется использовать в нестабильных условиях резания
Конусы Морзе, сверлильные патроны с конусом Морзе
Печать страницы
Возникли вопросы по данной продукции?
Позвоните нам +7 (343) 382-42-13
MC. Переходник Конус Морзе 2 на Weldon 19,05 мм для кольцевыx фрез HSS, HSS-Co и TCT диаметром ø 12 — 60 мм | |
MC.3 Переходник Конус Морзе 3 на Weldon 19,05 мм для кольцевыx фрез HSS, HSS-Co и TCT диаметром ø 12 — 60 мм
| |
|
MC.3/32 Переходник Конус Морзе 3 на Weldon 31,75 мм для кольцевых фрез HSS, HSS Co и TCT диаметром ø 61 — 130 мм | |
|
MCQ.20 Переходник Конус Морзе 2 на Weldon 19,05 мм. Подходит к системе подачи СОЖ. Соединение фрез Quick Connect для кольцевых фрез HSS, HSS Co и TCT, рекомендован для кольцевых фрез диаметром до 26 мм. | |
|
MCQ.30 Переходник Конус Морзе 3 на Weldon 19,05 мм. Подходит к системе подачи СОЖ. Соединение фрез Quick Connect для кольцевых фрез HSS, HSS Co и TCT, рекомендован для кольцевых фрез диаметром до 26 мм. | |
|
IMC.20 Переходник Конус Морзе 2 на Weldon 19,05 мм. Подходит к системе подачи СОЖ (KSP.Q). | |
|
IMC.30/19/N Переходник Конус Морзе 3 на Weldon 19,05 мм. Подходит к системе подачи СОЖ (KSP.Q) для кольцевых фрез HSS, HSS Co и TCT ø 12 — 60 мм | |
|
IMC.30/32/N Переходник Конус Морзе 3 на Weldon 31,75 мм. Подходит к системе подачи СОЖ (KSP.Q) для кольцевых фрез HSS, HSS-Co и TCT диаметром ø 61 — 130 мм. | |
|
020.0116Q Переходник 1/2 » х 20UNF на Weldon 19 мм Quick Connect, рекомендован для кольцевых фрез диаметром до 26 мм. |
 2
2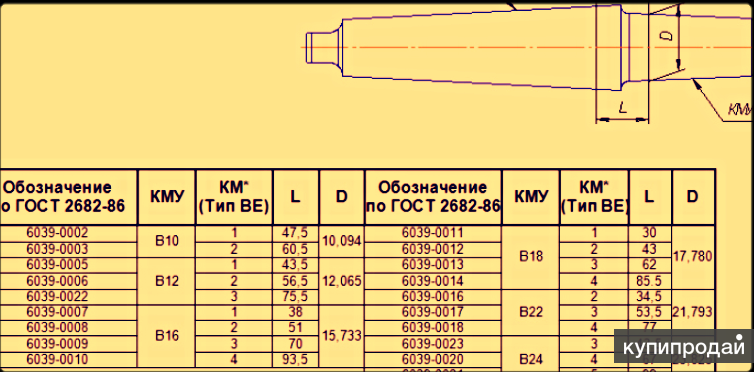
Конусом Морзе называют хвостовики и отверстия конической формы различных инструментов (фрез, сверл и др.), устройств (зажимных патронов и т.п.) и деталей (переходников, втулок и т.п.). Особенность соединения деталей с конусом до 8° — прочное заклинивание, вызванное трением между их стенками.
Крепление на конус Морзе является одним из наиболее распространенных и надежных вариантов установки сверл, зенкеров, фрез и других металлических инструментов. В частности, втулки с конусом Морзе под сверлильный патрон станка позволяют быстро и прочно зафиксировать и центрировать кольцевые фрезы с хвостовиком типа Weldon, используемые для сверления металла.
Существуют различные виды конусов Морзе, отличающихся своими размерами (стандартные от КМ0 до КМ7, укороченные), наличием фиксирующей лапки, внутренней или наружной резьбы, системы отверстий и канавок для подачи СОЖ, механизмом «быстрого» крепления Quick Connect.
Втулки переходные с конусом Морзе можно купить по выгодной цене на сайте компании «ТИТАН». При необходимости наши специалисты проконсультируют вас по поводу того, как выбрать конус Морзе, полностью соответствующий вашему оборудованию.
Аналогичные товары:
Конус Морзе для центрированного крепления сверл, фрез, зенковок, патронов т. п.
Конус Морзе оснастка для быстрого переоснащения станка инструментом разного размера.
Чаще всего применяется для центрированного крепления режущего инструмента: сверл, фрез, зенковок, патронов т. п. Для этого хвостовик инструмента, изготовленный конусообразной формы, вставляется в соответствующее по диаметру и конусности отверстие на станке (шпиндель, задняя бабка),
Конус морзе для фрезерных станков.
или для уменьшения конусности — переходной конус вставляется в конус наибольшего размера.
Переходник конус Морзе
Виды конусов Морзе
Инструментальные конусы
инструментальные конусы существуют двух типов — с лапкой и без лапки.
Конусы Морзе с лапкой бывают семи размеров, обозначаемых
№ 0, 1, 2, 3, 4, 5 и 6, и метрические,
обозначаемые № 80, 100, 120, 160 и 200.
Конусы Морзе без лапки и метрические бывают тех же номеров, как и конусы с лапкой. Кроме того, существуют метрические конусы без лапки — № 4 и 6.
Наименьший конус Морзе № 0, а наибольший — № 6. Первые конусы Морзе изготовлялись в дюймовой системе, поэтому размеры их при переводе на метрические меры выражаются дробными числами.
Например, у конуса Морзе № 2 с лапкой D = 17,980 мм, d = 14,059 мм и l = 78,5 мм. Углы уклона у всех конусов различны, но колеблются в довольно узких пределах, от 1° 25′ 43″ у конуса № 1 до 1° 30′ 26″ у конуса № 5.
Неодинакова также и их конусность, которая колеблется в пределах от 0,04988 у конуса № 1 до 0,05263 у конуса № 5. Самый маленький метрический конус имеет № 4, самый большой — № 200. Номер конуса равен количеству миллиметров, содержащихся в большем диаметре данного конуса.
Например, у метрического конуса № 80 больший диаметр равен 80 мм. Углы уклона метрических конусов всех размеров и конусность их постоянны, а именно: α = 1° 25′ 56″, К = 1 : 20 = 0,05.
Конусы с конусностью 1 : 30 и 1 : 50
В инструментальном деле и в общем машиностроении приняты, конусы с конусностью 1 : 30 и 1 : 50.
Конусность 1 : 30 имеют отверстия в насадных развертках и зенкерах. Коническая форма отверстий в этих инструментах необходима для лучшего центрирования и прочности посадки их на оправках. Такую же конусность имеют и рабочие концы оправок для разверток и зенкеров. Угол уклона при конусности 1 : 30 составляет 0° 55′.
Такую же конусность имеют и рабочие концы оправок для разверток и зенкеров. Угол уклона при конусности 1 : 30 составляет 0° 55′.
Конусность 1 : 50 имеют установочные штифты, применяемые в случае, когда необходимо, чтобы две детали машины, скрепленные болтами, не могли перемещаться одна относительно другой (например, фартук суппорта и его продольные салазки).
Установочные штифты входят в отверстия, высверленные и развернутые одновременно в обеих деталях, после их сборки. Конусность таких штифтов принята равной 1 : 50, что соответствует углу уклона α = 0° 34′.
Узнать более подробную информацию об конусах Морзе можно позвонив по тел. 8-800-100-2667
Заказать конусы Морзе можно оставив сообщение на почту: [email protected]
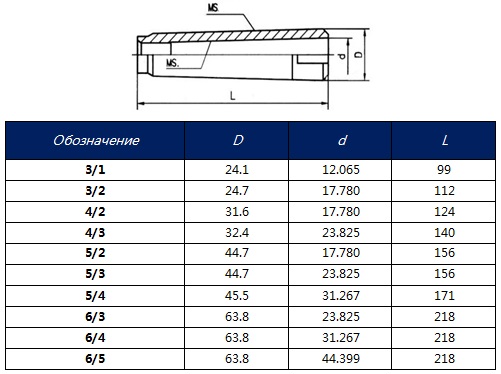
Развертки конические под укороченные конусы Морзе ГОСТ 11181-71 | Гамма-Про
| В нашей компании Вы можете заказать поставку либо изготовление, а также, при наличии на складе, приобрести Развертки конические под укороченные конусы Морзе ГОСТ 11181-71: |
| Развертки конические под укороченные конусы Морзе ГОСТ 11181-71 | ||||||||||||
Обозна- чения разверток | Раз- вертки для конусов Морзе | Число зубьев | ||||||||||
пред- вари- тельных | чис- товых | |||||||||||
2372-0151 | В7 | 7,067 | 7,640 | 6,390 | 6,3 | — | 55 | 24 | 13 | — | 5 | 6 |
2372-0152 | В10 | 10,094 | 10,742 | 19,346 | 8,0 | 60 | 28 | 15 | 7 | |||
2372-0153 | В12 | 12,065 | 12,763 | 11,067 | 10,0 | 70 | 34 | 20 | ||||
2372-0154 | В16 | 15,733 | 16,582 | 14,484 | 12,5 | 85 | 42 | 25 | ||||
2372-0155 | B18 | 17,780 | 18,679 | 16,082 | 14,0 | 100 | 52 | 34 | ||||
2372-0156 | В22 | 21,793 | 22,697 | 19,684 | 18,0 | 9 | 110 | 60 | 42 | 2,6 | 7 | 9 |
2372-0157 | В24 | 23,825 | 24,729 | 21,215 | 20,0 | 125 | 70 | 52 | ||||
2372-0158 | В32 | 31,267 | 32,410 | 28,514 | 25,0 | 13 | 135 | 75 | 53 | 5,2 | ||
2372-0159 | В45 | 44,399 | 45,715 | 40,978 | 35,5 | 16 | 170 | 90 | 65 | 6,6 | 9 | 11 |
Конус Морзе: размеры, габариты, характеристики, назначение
История создания
Появления такой конструкции, а так же происхождение самого названия до сих пор покрыто множеством тайн.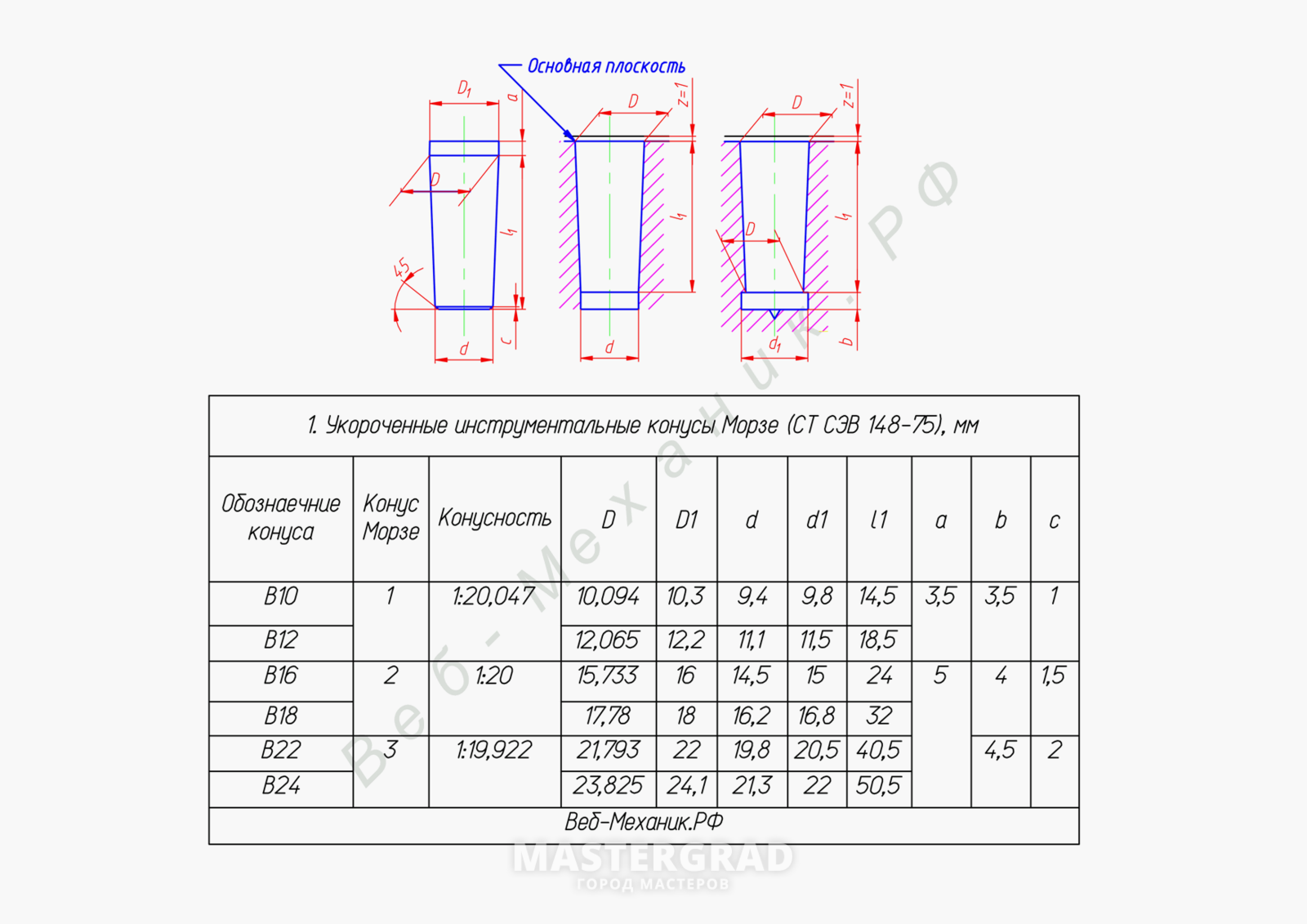 Достоверно известно, что в 1863 году американский инженер Стивен Морзе зарегистрировал патент на изобретение спирального сверла, такого, которое известно нам и по сей день. До этого для изготовления сверла, скручивали заостренный плоский профиль.
Достоверно известно, что в 1863 году американский инженер Стивен Морзе зарегистрировал патент на изобретение спирального сверла, такого, которое известно нам и по сей день. До этого для изготовления сверла, скручивали заостренный плоский профиль.
В описании, запатентованного Стивеном Морзе спирально м сверле, нет никаких упоминаний об особой форме хвостовика, но по какой-то причине Бюро стандартов США внесло коническую форму в национальные стандарты. Считается, что изобретатель, запатентовав новую конструкцию сверла, направил опытные образцы в Бюро патентов, где была замечена и по достоинству оценена эта особенность.
Впоследствии была создана компания по производству, получившая его имя и занимавшаяся изготовлением инструмента для машиностроения. К концу 19 века компания серьезно расширилась и стала одним из ведущих производителей инструмента того времени. Произведенный ей продукт поставлялся во многие страны мира, в том числе и в Россию. За время ее существования было запатентовано еще несколько изобретений, но, ни одно из них не было связано с коническим исполнением хвостовиков инструмента. Так же есть сведения, что через какое-то время после основания сам изобретатель по неизвестным причинам покинул компанию, при этом его имя в названии сохранилось.
Так же есть сведения, что через какое-то время после основания сам изобретатель по неизвестным причинам покинул компанию, при этом его имя в названии сохранилось.
Так же известно еще несколько изобретателей с фамилией Морзе, живших в США в то время. И, возможно, автором этого изобретения является кто-то из них, но никакой информации, подтверждающей эту версию, нет. Поэтому официальным изобретателем конической формы хвостовика инструмента считается именно Стивен Эмброуз Морзе.
https://youtube.com/watch?v=evWPoMxRr-Q
Поворот верхних салазок суппорта
Провести процесс точения конуса можно, воспользовавшись следующей рекомендацией:
- Берем заготовку и закрепляем ее в шпинделе, а также задней бабкой.
 Учитывая то, что изготовление конуса проводится с высокой точностью, диаметральный размер и угол могут иметь незначительно отклонение. Если заготовка изготовлена из твердого материала, следует подбирать твердосплавные резцы.
Учитывая то, что изготовление конуса проводится с высокой точностью, диаметральный размер и угол могут иметь незначительно отклонение. Если заготовка изготовлена из твердого материала, следует подбирать твердосплавные резцы. - Обработка может проводиться только при соблюдении техники безопасности путем использования средств индивидуальной защиты.
- Выбираем скорость резания на токарном станке. Обработка конических поверхностей может проводиться со скоростью, которая выбирается в зависимости от стойкости режущей кромки и твердости материала. Если точных данных, которые позволяют рассчитать скорость резания нет, следует идти испытательным путем – от меньших значений к большим.
- Установленной заготовке нужно придать цилиндрическую форму. Для этого используется проходной резец, сначала ведется черновая обработка для снятия большого количества ненужного металла. Обработка возле кулачков проводится отогнутым резцом.
- Изготовление точных деталей происходит в два прохода: черновая и чистовая обработка. На токарном станке чистовое точение проводится специальным режущим инструментом при определенной скорости и подачи.
- Для создания небольших конических поверхностей верхняя часть суппорта поворачивается на определенный угол, который должен быть равен половине угла конуса у вершины.
 Учитывая то, что изготовление конуса проводится с высокой точностью, диаметральный размер и угол могут иметь незначительно отклонение. Если заготовка изготовлена из твердого материала, следует подбирать твердосплавные резцы.
Учитывая то, что изготовление конуса проводится с высокой точностью, диаметральный размер и угол могут иметь незначительно отклонение. Если заготовка изготовлена из твердого материала, следует подбирать твердосплавные резцы.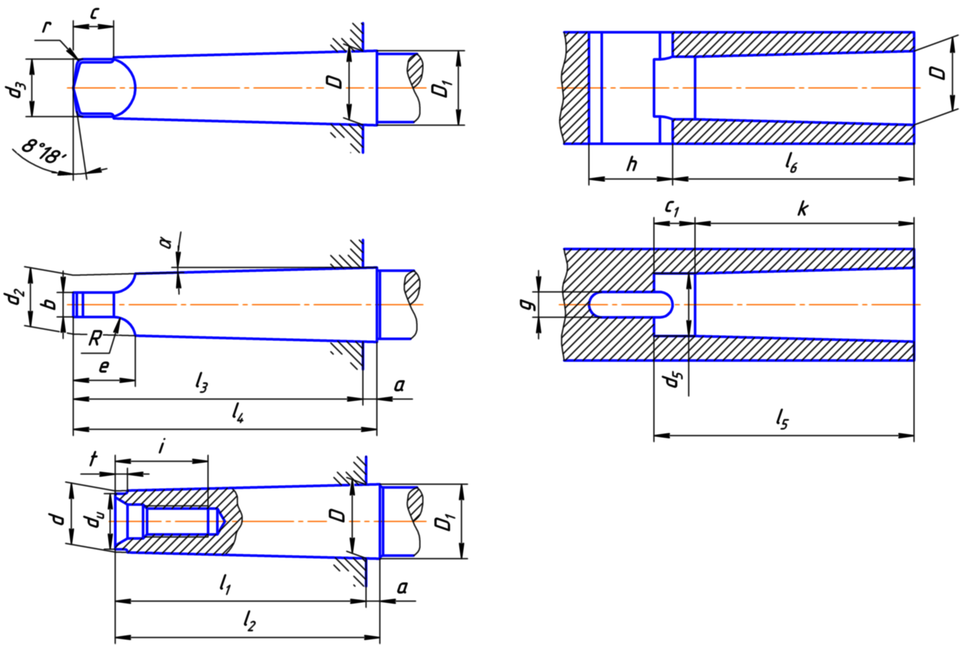 На токарном станке чистовое точение проводится специальным режущим инструментом при определенной скорости и подачи.
На токарном станке чистовое точение проводится специальным режущим инструментом при определенной скорости и подачи.Подобным образом можно провести создание конических поверхностей без использования специального приспособления.
Разновидности конусов
Морзе может изготовляться по разным технологиям, поэтому не всегда один инструмент можно без проблем заменить на другой.
Прежде чем подбирать подходящий обтекатель, нужно определиться, какие у конуса Морзе размеры, соответствующие ГОСТу.
Инструменты зачастую отличаются друг от друга длиной, диаметром, величиной угла.
При выборе обтекателя нужно обращать внимание на буквенные обозначения и на цифры:
- число напротив буквы «Д» означает базовый размер конусного гнезда;
- числовой показатель возле «Л» — это глубина проникновения.
Размеры эти общие для всех стран, где активно применяется метрическая система счисления. Создаваемые сегодня обтекатели Морзе, как правило, имеют переходники, которые можно менять. Это упрощает работу, так как оборудование может быть совмещено с разными стандартами.
Заглавные буквы латинского алфавита обозначают особенности фланцевого сечения. Сам пролювий может иметь длину от 2,5 см до 16 см.
Сегодня наиболее качественными обтекателями для сверлильных станков можно считать инструменты, которые выпускаются под брендами «Кеннаметал» и «Капто».
Те, кто работает на станке, прекрасно знают, что они обладают хорошей устойчивостью к резким и значительным изменениям температуры. Конусы этих марок достаточно прочны и удобны в использовании. Они отвечают всем необходимым требованиям. Морзе, которые имеют маркировку «Капто», выпускаются на свет и распространяются по всему миру фирмой «Сандвик Коромант».
Они отвечают всем необходимым требованиям. Морзе, которые имеют маркировку «Капто», выпускаются на свет и распространяются по всему миру фирмой «Сандвик Коромант».
https://youtube.com/watch?v=evWPoMxRr-Q
Сегодня такие инструменты продвигаются как аналоги HSK высшего класса. Сам обтекатель при проекции на плоскость будет иметь форму треугольника. На его круглых краях есть углубления. Но следует заметить, что такой инструмент имеет довольно высокую цену, так как процесс его изготовления весьма сложный. В свою очередь, Капто подразделяются на несколько типов, наиболее популярными среди которых являются те, что обозначены как «С3» и «С10».
Первоначально такой инструмент создавался для того, чтобы его можно было использовать при зажиме цанговым методом.
Существует разделение на 8 размеров: самый маленький из них обозначается как «КМ0», а самый большой — как «КМ7». Все остальные типы конусов также обозначаются буквами «К», «М» и цифрой от 1 до 6
. Впрочем, российский стандарт не рекомендует применять обтекатель Морзе КМ7, вместо него используется метрический конус № 80.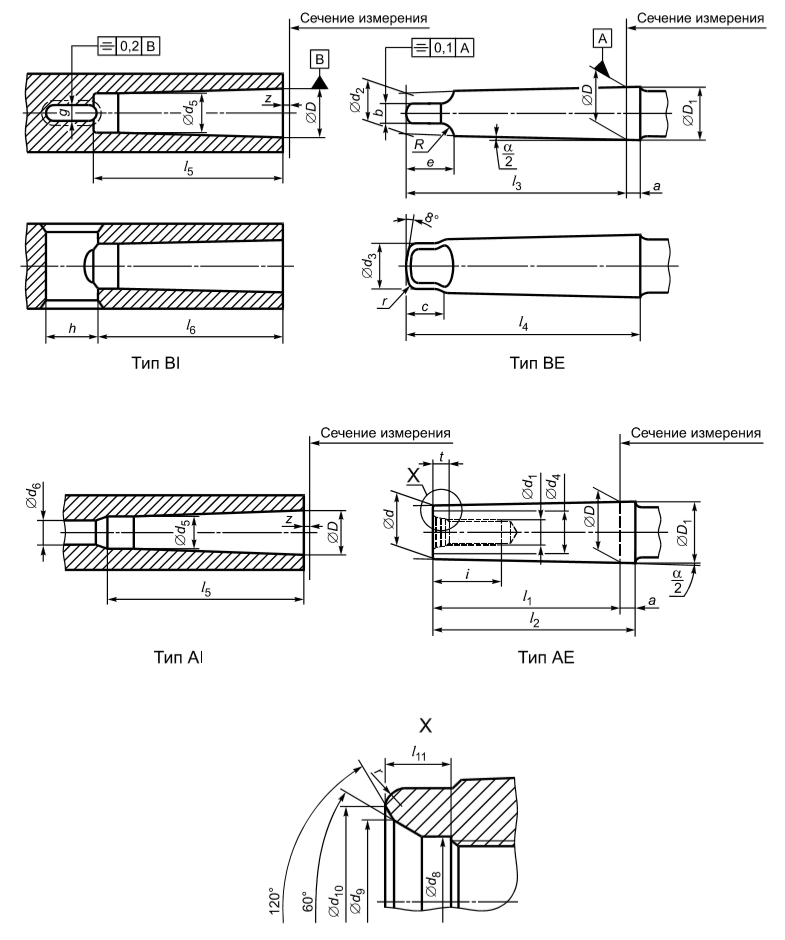
Обтекатели, которые созданы по дюймовым и метрическим стандартам, могут заменять друг друга. Они похожи во всем и различаются только резьбой хвостовика.
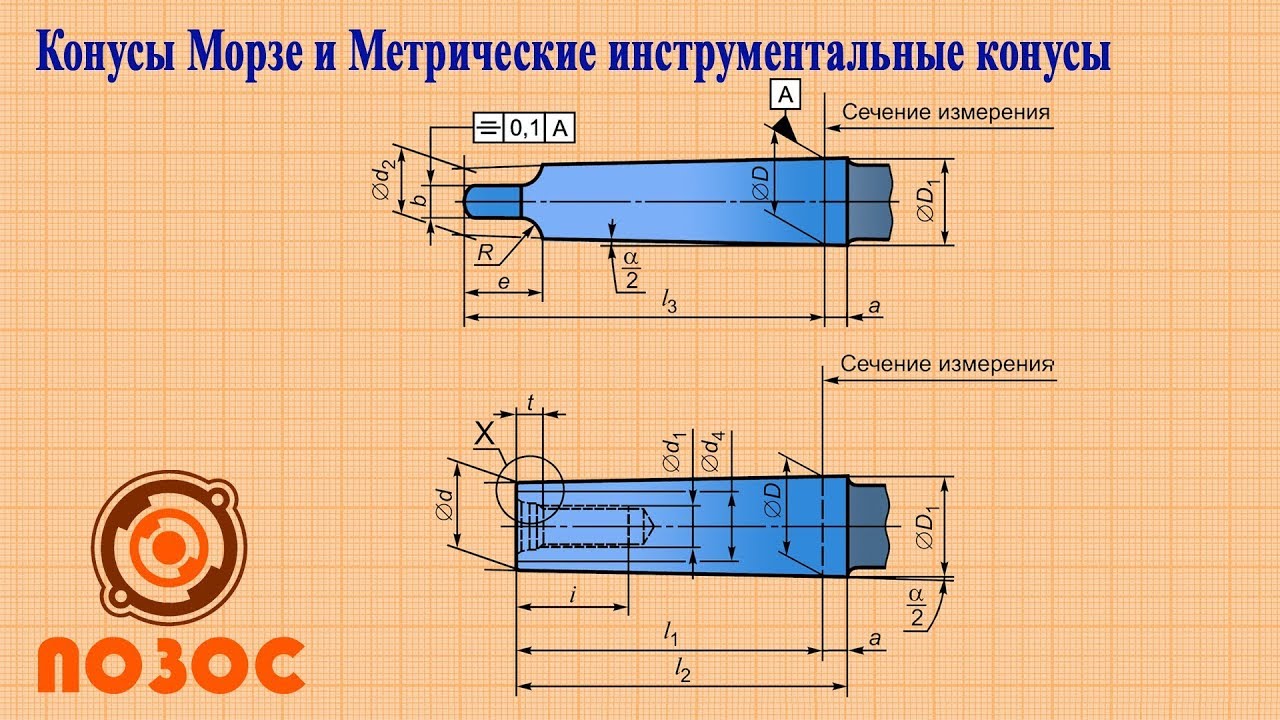
Конус Морзе и метрический конус
Конус Морзе № 2 (MT2).
Схема инструментального конуса (наружные конусы с лапкой, наружные конусы без лапки, внутренние конусы (гнёзда)).
Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году.
Конус Морзе подразделяется на восемь размеров, от КМ0 до КМ7 (англ. Morse taper, MT0-MT7, нем. Morsekegel, MK0-MK7). Конусность от 1:19,002 до 1:20,047 (угол конуса от 2°51’26″ до 3°00’52″, уклон конуса от 1°25’43″ до 1°30’26″) в зависимости от типоразмера.
Стандарты на конус Морзе: ISO 296, DIN 228, ГОСТ 25557-2016 «Конусы инструментальные. Основные размеры.». В российском стандарте конус КМ7 отсутствует, вместо него применяется несовместимый метрический конус № 80. Конусы, изготовленные по дюймовым и метрическим стандартам, взаимозаменяемы во всём, кроме резьбы хвостовика.
Существует несколько исполнений хвостовика конуса: с лапкой, с резьбой и без них. Инструмент с лапкой крепится в шпинделе заклиниванием этой лапки, для чего в рукаве некоторых шпинделей есть соответствующий паз. Лапка предназначена для облегчения выбивания конуса из шпинделя и предотвращения проворачивания. Инструмент с внутренней резьбой фиксируется в шпинделях штоком (штревелем), вворачивающимся в торец конуса. Конусы с резьбой гарантируют невыпадение инструмента и облегчают извлечение заклинившего конуса из шпинделя. Шпиндель обычно делается под один из вариантов фиксации — с лапкой, со штревелем или с фиксацией трением. Поскольку угол конуса меньше чем угол трения, фиксация хвостовика в гнезде может также происходить только за счет сил трения, без использования штревелей и лапок.
Некоторые конусы снабжаются системой отверстий и канавок для подачи смазочно-охлаждающей жидкости (СОЖ).
Метрический конус
По мере развития станкостроения понадобилось расширить диапазон размеров конусов Морзе как в большую, так и в меньшую стороны. При этом, для новых типоразмеров конуса, выбрали конусность ровно 1:20 (угол конуса 2°51’51″, уклон конуса 1°25’56″) и назвали их метрическими конусами (англ. Metric Taper). Типоразмер метрических конусов указывается по наибольшему диаметру конуса в миллиметрах. ГОСТ 25557-2016 также определяет уменьшенные метрические конуса № 4 и № 6 (англ. ME4, ME6) и большие метрические конуса № 80, 100, 120, 160, 200 (англ. ME80 — ME200).
Конструктивных различий между конусом Морзе и метрическим нет.
Таблица 1
Обозначение конуса
Конусность
D
D1
d
d1
d2
d3 max
d4 max
d5
l1 max
l2 max
l3 max
l4 max
l5 min
l6
Метрический
№ 4
1:20
4
4,1
2,9
–
–
–
2,5
3
23
25
–
–
25
21
№ 6
1:20
6
6,2
4,4
–
–
–
4
4,6
32
35
–
–
34
29
Морзе
КМ 0
1:19,212
9,045
9,2
6,4
–
6,1
6
6
6,7
50
53
56,3
59,5
52
49
КМ 1
1:20,047
12,065
12,2
9,4
M6
9
8,7
9
9,7
53,5
57
62
65,5
56
52
КМ 2
1:20,020
17,780
18
14,6
M10
14
13,5
14
14,9
64
69
75
80
67
62
КМ 3
1:19,992
23,825
24,1
19,8
M12
19,1
18,5
19
20,2
80,1
86
94
99
84
78
КМ 4
1:19,254
31,267
31,6
25,9
M16
25,2
25,2
24
26,5
102,5
109
117,5
124
107
98
КМ 5
1:19,002
44,399
44,7
37,6
M20
36,5
35,7
35,7
38,2
129,5
136
149,5
156
135
125
КМ 6
1:19,180
63,348
63,8
53,9
M24
52,4
51
51
54,6
182
190
210
218
188
177
КМ 7
1:19,231
83,058
–
285. 75
75
294.1
Метрический
№ 80
1:20
80
80,4
70,2
M30
69
67
67
71,5
196
204
220
228
202
186
№ 100
1:20
100
100,5
88,4
M36
87
85
85
90
232
242
260
270
240
220
№ 120
1:20
120
120,6
106,6
M36
105
102
102
108,5
268
280
300
312
276
254
№ 160
1:20
160
160,8
143
M48
141
138
138
145,5
340
356
380
396
350
321
№ 200
1:20
200
201
179,4
M48
177
174
174
182,5
412
432
460
480
424
388
- В ГОСТ 25557 абберевиатура КМ отсутствует, типоразмер обозначен только цифрой
- Отсутствует в ГОСТ 25557
Укороченные конуса Морзе
Для многих применений длина конуса Морзе оказалась избыточной. Поэтому были придуманы девять типоразмеров укороченных конусов Морзе, полученных «удалением» примерно половины исходных конусов. Цифра в обозначении укороченного конуса — округлённый диаметр новой толстой части конуса в мм. Российский стандарт на укороченные конуса ГОСТ 9953-82 «Конусы инструментов укороченные. Основные размеры.». В скобках приведены обозначения по старому ГОСТ 9953-67 (с буквой a конуса, у которых осталась более тонкая часть, а с буквой b — более толстая).
Цифра в обозначении укороченного конуса — округлённый диаметр новой толстой части конуса в мм. Российский стандарт на укороченные конуса ГОСТ 9953-82 «Конусы инструментов укороченные. Основные размеры.». В скобках приведены обозначения по старому ГОСТ 9953-67 (с буквой a конуса, у которых осталась более тонкая часть, а с буквой b — более толстая).
- B7 (0a) — укороченный до 14 мм КМ0.
- B10 (1a), B12 (1b) — укороченный до 18 и 22 мм соответственно КМ1.
- B16 (2a), B18 (2b) — укороченный до 24 и 32 мм соответственно КМ2.
- B22 (3a), B24 (3b) — укороченный до 45 и 55 мм соответственно КМ3.
- B32 (4b) — укороченный до 57 мм КМ4.
- B45 (5b) — укороченный до 71 мм КМ5.
Общие требования
Основными эксплуатационными условиями, определяющими эффективное использование сверлильных патронов в соответствующем оборудовании, являются:
- Жёсткость крепления, которая не должна зависеть от числа оборотов, развиваемых шпинделем.
- Отсутствие радиального биения сверла в пределах допустимых подач и твёрдости обрабатываемого материала.
- Удобство установки в шпиндель станка.
- Наличие дополнительных функциональных возможностей (например, подачи смазочно-охлаждающей жидкости к зоне сверления).
Жёсткость крепления всегда соотносится с материалом сверла и его свободной длиной. Например, для твердосплавных свёрл, устойчивость которых от продольного изгиба крайне мала, сверлильный патрон должен обеспечивать возможность своего самоцентрирования. Вторая задача жёсткости – обеспечить максимально возможные нагрузки на инструмент без риска его поломки.
Опасность радиального биения особо возрастает, если сверлению подвергают твёрдые и пористые материалы. В этих случаях сверло также теряет свою продольную устойчивость, и может вызвать неисправимый брак при сверлении.
В условиях частых переналадок универсального металлорежущего оборудования (к которому относится и любой сверлильный станок) сокращение подготовительно-заключительного времени – важный источник снижения трудоёмкости операции.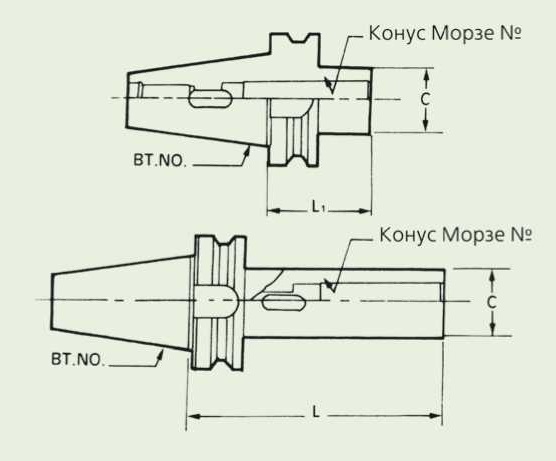 При сверлении труднообрабатываемых материалов, а также при значительной глубине получаемого отверстия процесс часто приходится прерывать из-за необходимости охлаждения сверла. С этой целью конструкции современных сверлильных патронов предусматривают подачу смазочно-охлаждающих технологических сред (СОЖ) непосредственно во время проведения операции.
При сверлении труднообрабатываемых материалов, а также при значительной глубине получаемого отверстия процесс часто приходится прерывать из-за необходимости охлаждения сверла. С этой целью конструкции современных сверлильных патронов предусматривают подачу смазочно-охлаждающих технологических сред (СОЖ) непосредственно во время проведения операции.
При производстве крепёжных узлов используются только определённые марки сталей. Чаще используется сталь 40Х по ГОСТ 4543-91, хотя в ряде зарубежных конструкций применяются и нержавеющие стали. Детали, предназначенные для непосредственного зажима сверла в патроне, изготавливаются из среднеуглеродистых сталей с термообработкой «улучшение», или из цементированных сталей. Поверхность сверлильных патронов отечественного производства, с целью повышения антикоррозионных характеристик, подвергают воронению.
Далее рассматриваются конструкции патронов, получивших наибольшее распространение.
 youtube.com/embed/6lGzolgnx4w?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/6lGzolgnx4w?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Особенности конструкции и основные типы конусов Морзе
Есть версия, что коническая конструкция появилась в результате постепенной эволюции токарного, фрезерного и сверлильного инструмента в результате изучения влияния износа инструмента на его характеристики и качество выпускаемых деталей. Было замечено, что в процессе работы инструмент с цилиндрическим хвостовиком изнашивался и начинал проворачиваться в кулачках, возникали биения и отклонения инструмента.
В процессе развития технологий машиностроения появился так называемый метрический конус, который отличается от своих предшественников постоянной конусностью и угловыми размерами. Его конусность составляет 1:20, уклон – 1°51’56”, а угол – 1°51’51”, тогда как до этого конусность была переменной и варьировалась от 1:19,002 до 1:20,047.
Согласно классификации, принятой в ГОСТах СССР конусы Морзе принято разделять на малые, большие и общего применения.
Исходя из особенностей конструкции, на сегодняшний день различают три типа конусов Морзе:
- Гладкий;
- С резьбой;
- С лапкой.
Выпадение инструмента из шпинделя предотвращается самой конической формой хвостовика и отверстия в шпинделе или оправке. Дополнительно крепление хвостовика с лапкой в шпинделе происходит за счет вхождения лапки в специальный паз, резьбового – за счет резьбы в торце хвостовика.
Так же изготавливают инструмент с дополнительными пазами и отверстиями для подведения СОЖ. Это наиболее актуально для современных станков с ЧПУ.
Трёхкулачковый сверлильный патрон
Различают двух- и трёхкулачковые патроны. В двухкулачковом патроне зажим инструмента выполняет тангенциально-расположенная пара кулачков, имеющая возможность перемещаться во внутренних пазах корпуса. Резьбовым ключом можно перемещать размещённый внутри патрона винт, который и выполняет смыкание и размыкание кулачковых зажимов.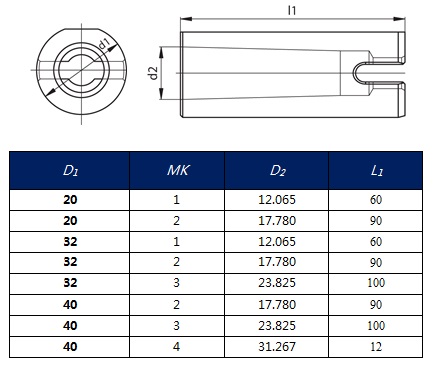 При простоте конструкции, возможности фиксации свёрл с большим диаметром, а также высокой стойкости плоских клинообразных кулачков, проходящих упрочняющую термообработку, такие патроны не обеспечивают хорошего осевого центрирования, поэтому на практике применяются реже, чем трёхкулачковые.
При простоте конструкции, возможности фиксации свёрл с большим диаметром, а также высокой стойкости плоских клинообразных кулачков, проходящих упрочняющую термообработку, такие патроны не обеспечивают хорошего осевого центрирования, поэтому на практике применяются реже, чем трёхкулачковые.
Три кулачка размещаются в корпусе под углом, исключающим самоторможение элементов. При вращении ключа, который вставляется в соответствующее отверстие на корпусе, обойма и гайка начинают перемещаться. В результате кулачки отводятся, причём одновременно в радиальном и осевом направлениях. По оси патрона образуется пространство, где помещается хвостовик инструмента. При упоре хвостовика в подпятник ключ проворачивают в противоположном направлении, и сводят кулачки до плотного контакта с конической частью хвостовика. Одновременно производится и осевая ориентация инструмента относительно шпинделя.
Ввиду простоты конструкции и способа регулировки инструмента трёхкулачковые патроны находят преимущественное применение в небольших мастерских, а также в бытовых сверлильных станках. Недостаток трёхкулачковых патронов – заметный износ кулачков, особенно, если их термообработка выполнена на недостаточную твёрдость.
Недостаток трёхкулачковых патронов – заметный износ кулачков, особенно, если их термообработка выполнена на недостаточную твёрдость.
Кроме описанных конструкций используются и другие разновидности патронов. Например, с целью установки свёрл сравнительно небольшого диаметра используют цанговые патроны. В них фиксация производится при помощи прижима разрезной втулки, где находится сверло, накидной гайкой. Она перемещается по резьбе, которая имеется на корпусе такого патрона, и надёжно прижимает втулку к бурту цилиндрической части корпуса. Цанговые патроны, в отличие от кулачковых, разбираются значительно легче, что облегчает процесс их очистки и ремонта.
Для прецизионных и высокоскоростных сверлильных станков наиболее эффективны патроны, имеющие полый хвостовик. Верхняя часть такого хвостовика снабжена резьбой, а в нижней части предусмотрено отверстие, куда под давлением до 50 атмосфер подаётся СОЖ. Сверлильные патроны серии НЕХА позволяют подавать СОЖ через радиально или коаксиально расположенные отверстия в корпусе. Особенность применения такой оснастки – необходимость в её динамической балансировке, при которой учитываются как крутящие моменты от привода сверлильного станка, так и давление, создаваемое потоком СОЖ.
Особенность применения такой оснастки – необходимость в её динамической балансировке, при которой учитываются как крутящие моменты от привода сверлильного станка, так и давление, создаваемое потоком СОЖ.
Детектор скрытой проводки. Рентген для стен
Монтажный пистолет. Забиваем гвозди в бетон
Что такое уклон? Как определить уклон? Как построить уклон? Обозначение уклона на чертежах по ГОСТ.
Уклон. Уклон это отклонение прямой линии от вертикального или горизонтального положения. Определение уклона. Уклон определяется как отношение противолежащего катета угла прямоугольного треугольника к прилежащему катету, то есть он выражается тангенсом угла а.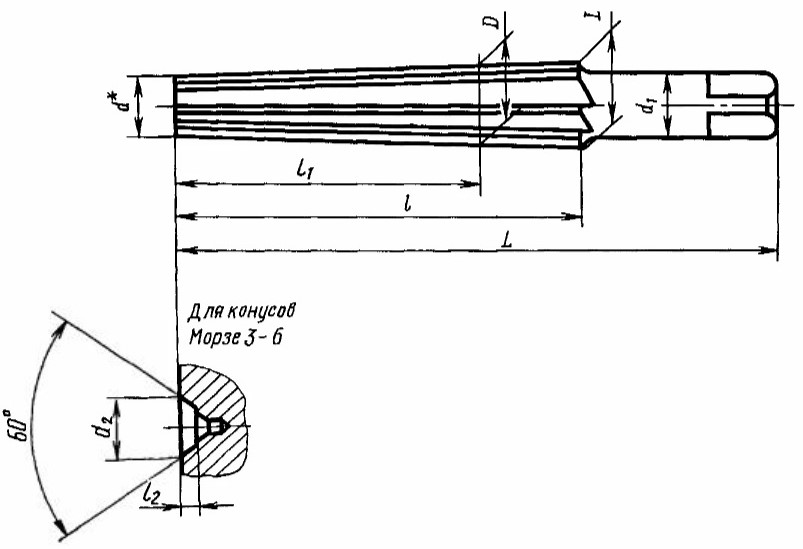 Уклон можно посчитать по формуле i=AC/AB=tga.
Уклон можно посчитать по формуле i=AC/AB=tga.
Построение уклона. На примере (рисунок ) наглядно продемонстрировано построение уклона. Для построения уклона 1:1, например, нужно на сторонах прямого угла отложить произвольные, но равные отрезки. Такой уклон, будет соответствовать углу в 45 градусов. Для того чтобы построить уклон 1:2, нужно по горизонтали отложить отрезок равный по значению двум отрезкам отложенным по вертикали. Как видно из чертежа, уклон есть отношение катета противолежащего к катету прилежащему, т. е. он выражается тангенсом угла а.
Обозначение уклона на чертежах. Обозначение уклонов на чертеже выполняется в соответствии с ГОСТ 2.307—68. На чертеже указывают величину уклона с помощью линии-выноски. На полке линии-выноски наносят знак и величину уклона. Знак уклона должен соответствовать уклону определяемой линии, то есть одна из прямых знака уклона должна быть горизонтальна, а другая должна быть наклонена в ту же сторону, что и определяемая линия уклона. Угол уклона линии знака примерно 30°.
Угол уклона линии знака примерно 30°.
Классификация
- Быстросменный сверлильный патрон используется со сменной втулкой для свёрл с коническим хвостовиком;
- Предохранительный патрон для нарезания резьбы в глухих и сквозных отверстиях имеет более сложное строение. Состоит он из кулачков муфты, ведомых полумуфт, основной кулачковой муфты, пружины и регулировочной гайки. Используется он как держатель для меитчиков.
- Цанговый сверлильный патрон состоит из хвостовика, соединённого с цилиндрической частью. Между зажимом и хвостовиком внутри патрона находится разрезная втулка.
- Двухкулачковый сверлильный патрон зажимает сверло благодаря внутренним зацепам в верхней части патрона, фиксируемым пружиной. Чем и объясняется его особенность применения для тонких свёрл и использования при небольших нагрузках на сверло.
 Состоит он из кулачков муфты, ведомых полумуфт, основной кулачковой муфты, пружины и регулировочной гайки. Используется он как держатель для меитчиков.
Состоит он из кулачков муфты, ведомых полумуфт, основной кулачковой муфты, пружины и регулировочной гайки. Используется он как держатель для меитчиков.Только сверлильные патроны с ключом, имеющие конус Морзе имеют соответствующие требования по ГОСТ 8522-79, встретив указание на гост соответствие по размеру используемых при данном размере конуса Морзе можно определить по таблице. Быстрозажимной не имеет конуса, но в отличие от своего собрата с ключом имеет внутреннюю резьбу, диапазон которой обязательно указывается в маркировке.
Трёхкулачковый
Маркировка чаще всего выглядит так (на изделиях российских производителей):
- ПСК 3-16 говорит о диапазоне диаметров сверл в мм;
- КМ В12; В16; В18 – что указывает на конус Морзе соединительного отверстия;
- ГОСТ 8522-79 – такое обозначение в маркировке однозначно указывает на соответствие по всем параметрам в таблице, составленной в 79 году.

Маркировка на быстрозажимной имеет только указание на размер внутренней резьбы и диапазон диаметров зажимаемых свёрл.
Трёхкулачковый патрон для сверлильного станка, с фиксацией сверла ключом, соответствует не только ГОСТ 8522-79, но его конус Морзе отвечает стандартам СЭВ 148-75. Что делает сверлильные патроны, выпущенные в России в соответствии с ГОСТ 8522-79, пригодными для сверлильного станка зарубежных производителей, работающих по международным стандартам.
Размеры по ГОСТ 8522-79 – это строгое указание по соответствию типоразмера по диапазону зажима и допустимому радиальному биению. В то же время соответствие основным параметрам не является указанием на определённую конструкцию. Выглядеть сверлильные патроны могут по-разному:
Выглядеть сверлильные патроны могут по-разному:
- по форме и длине рабочей части;
- наличию или отсутствию пластикового, предохраняющего корпуса;
- методу крепления основных частей патрона между собой,
- цвету сплава.
Конус Морзе изменяется в большую сторону с возрастанием номера типоразмера. Вместе с размером изменяются допуски радиального биения.
Например, конус Морзе В16 имеют сверлильные патроны 10 и 13 типоразмеров. Эти цифры соответствуют верхнему параметру зажима сверла, нижний устанавливается ГОСТ 8522-79. С конусом Морзе В18 изготавливается патрон № 16 по этой же таблице. Его минимальный зажим 3 мм, максимальный – 16 мм.
Быстрозажимной патрон необходимо подбирать в соответствии с размерами крепёжного отверстия и резьбы станка. Ключевые патроны, благодаря конусу Морзе, имеют преимущество. Конусные переходники позволяют устанавливать на станок патроны с меньшим или большим конусом Морзе, расширяя возможности станка.
Наиболее выносливый быстрозажимной патрон, но он же и самый дорогой – это прецизионный быстросменный патрон. Он идеален для станка, работающего на больших оборотах. Конусные хвостовики делают прецизионный быстрозажимной патрон универсальным.
Он идеален для станка, работающего на больших оборотах. Конусные хвостовики делают прецизионный быстрозажимной патрон универсальным.
Общие требования
Основными эксплуатационными условиями, определяющими эффективное использование сверлильных патронов в соответствующем оборудовании, являются:
- Жёсткость крепления, которая не должна зависеть от числа оборотов, развиваемых шпинделем.
- Отсутствие радиального биения сверла в пределах допустимых подач и твёрдости обрабатываемого материала.
- Удобство установки в шпиндель станка.
- Наличие дополнительных функциональных возможностей (например, подачи смазочно-охлаждающей жидкости к зоне сверления).
Жёсткость крепления всегда соотносится с материалом сверла и его свободной длиной. Например, для твердосплавных свёрл, устойчивость которых от продольного изгиба крайне мала, сверлильный патрон должен обеспечивать возможность своего самоцентрирования. Вторая задача жёсткости – обеспечить максимально возможные нагрузки на инструмент без риска его поломки.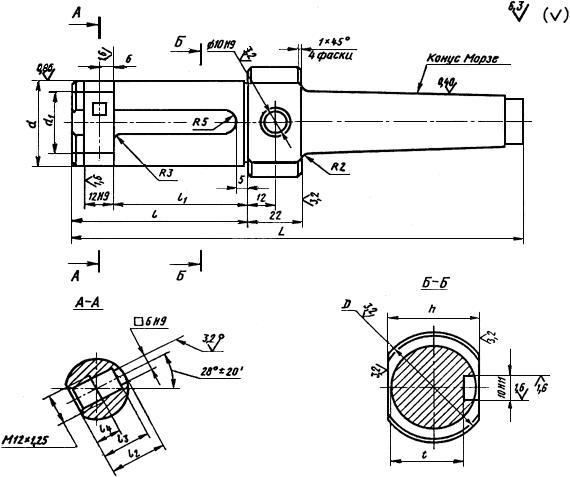
Опасность радиального биения особо возрастает, если сверлению подвергают твёрдые и пористые материалы. В этих случаях сверло также теряет свою продольную устойчивость, и может вызвать неисправимый брак при сверлении.
В условиях частых переналадок универсального металлорежущего оборудования (к которому относится и любой сверлильный станок) сокращение подготовительно-заключительного времени – важный источник снижения трудоёмкости операции. При сверлении труднообрабатываемых материалов, а также при значительной глубине получаемого отверстия процесс часто приходится прерывать из-за необходимости охлаждения сверла. С этой целью конструкции современных сверлильных патронов предусматривают подачу смазочно-охлаждающих технологических сред (СОЖ) непосредственно во время проведения операции.
При производстве крепёжных узлов используются только определённые марки сталей. Чаще используется сталь 40Х по ГОСТ 4543-91, хотя в ряде зарубежных конструкций применяются и нержавеющие стали. Детали, предназначенные для непосредственного зажима сверла в патроне, изготавливаются из среднеуглеродистых сталей с термообработкой «улучшение», или из цементированных сталей. Поверхность сверлильных патронов отечественного производства, с целью повышения антикоррозионных характеристик, подвергают воронению.
Детали, предназначенные для непосредственного зажима сверла в патроне, изготавливаются из среднеуглеродистых сталей с термообработкой «улучшение», или из цементированных сталей. Поверхность сверлильных патронов отечественного производства, с целью повышения антикоррозионных характеристик, подвергают воронению.
Далее рассматриваются конструкции патронов, получивших наибольшее распространение.
Трёхкулачковый сверлильный патрон
Различают двух- и трёхкулачковые патроны. В двухкулачковом патроне зажим инструмента выполняет тангенциально-расположенная пара кулачков, имеющая возможность перемещаться во внутренних пазах корпуса. Резьбовым ключом можно перемещать размещённый внутри патрона винт, который и выполняет смыкание и размыкание кулачковых зажимов. При простоте конструкции, возможности фиксации свёрл с большим диаметром, а также высокой стойкости плоских клинообразных кулачков, проходящих упрочняющую термообработку, такие патроны не обеспечивают хорошего осевого центрирования, поэтому на практике применяются реже, чем трёхкулачковые.
При простоте конструкции, возможности фиксации свёрл с большим диаметром, а также высокой стойкости плоских клинообразных кулачков, проходящих упрочняющую термообработку, такие патроны не обеспечивают хорошего осевого центрирования, поэтому на практике применяются реже, чем трёхкулачковые.
Три кулачка размещаются в корпусе под углом, исключающим самоторможение элементов. При вращении ключа, который вставляется в соответствующее отверстие на корпусе, обойма и гайка начинают перемещаться. В результате кулачки отводятся, причём одновременно в радиальном и осевом направлениях. По оси патрона образуется пространство, где помещается хвостовик инструмента. При упоре хвостовика в подпятник ключ проворачивают в противоположном направлении, и сводят кулачки до плотного контакта с конической частью хвостовика. Одновременно производится и осевая ориентация инструмента относительно шпинделя.
Ввиду простоты конструкции и способа регулировки инструмента трёхкулачковые патроны находят преимущественное применение в небольших мастерских, а также в бытовых сверлильных станках. Недостаток трёхкулачковых патронов – заметный износ кулачков, особенно, если их термообработка выполнена на недостаточную твёрдость.
Недостаток трёхкулачковых патронов – заметный износ кулачков, особенно, если их термообработка выполнена на недостаточную твёрдость.
Кроме описанных конструкций используются и другие разновидности патронов. Например, с целью установки свёрл сравнительно небольшого диаметра используют цанговые патроны. В них фиксация производится при помощи прижима разрезной втулки, где находится сверло, накидной гайкой. Она перемещается по резьбе, которая имеется на корпусе такого патрона, и надёжно прижимает втулку к бурту цилиндрической части корпуса. Цанговые патроны, в отличие от кулачковых, разбираются значительно легче, что облегчает процесс их очистки и ремонта.
Для прецизионных и высокоскоростных сверлильных станков наиболее эффективны патроны, имеющие полый хвостовик. Верхняя часть такого хвостовика снабжена резьбой, а в нижней части предусмотрено отверстие, куда под давлением до 50 атмосфер подаётся СОЖ. Сверлильные патроны серии НЕХА позволяют подавать СОЖ через радиально или коаксиально расположенные отверстия в корпусе. Особенность применения такой оснастки – необходимость в её динамической балансировке, при которой учитываются как крутящие моменты от привода сверлильного станка, так и давление, создаваемое потоком СОЖ.
Распродажа
Калькулятор машиниста lmscnc.com / calc |
|
ПОИСК в нашей БЕСПЛАТНОЙ онлайн-библиотеке по деревообработке
| Деревообрабатывающие инструменты Главная> Страница не найдена
|
FLIP через наш последний каталог деревообрабатывающих инструментов Посмотреть телешоу Highland Woodworker
|
Каковы размеры и углы конусов Морзе и Якобса?
Конус станка, часто называемый «гильзой сверла», представляет собой средство для закрепления державок или режущих инструментов в шпинделе электроинструмента или станка.Штыревой элемент конической формы с конусом входит в охватывающее гнездо, которое имеет соответствующий конус под равным углом. Они держатся за счет трения сопрягаемых поверхностей и заклинивания конуса. Во многих шпинделях электроинструментов, как и в шпинделях большинства станков, для крепления инструментов используются конусы. В этом руководстве будут рассмотрены два наиболее распространенных типа конусов — Джейкобса и Морзе — некоторые инструменты, с которыми они работают, а также доступные размеры и углы наклона.
Часто операторам станков необходимо легко и быстро снимать или устанавливать насадки.Будь то сверлильный станок, ручное сверло или токарный станок с патронами (например, сверлильный патрон или цанговый патрон), патрон крепится конусом. Конус для станка — это простая, универсальная, воспроизводимая и недорогая система крепления инструмента. Конус обеспечивает возможность индексации, так как инструменты можно быстро менять, при этом они точно расположены как в осевом, так и в концентрическом направлении за счет конуса.
Конусы Морзе и Джейкобса являются примерами самоудерживающихся конусов. Это означает, что охватываемая и охватывающая части смыкаются вместе и связываются друг с другом до такой степени, что силам сверления можно противостоять без дышла.Тяговое дышло или шпиндельное дышло — это зажимной механизм для держателей инструмента на станках. Сам резцедержатель или конус станка удерживаются дышлом и прикладывают усилие к шпинделю, особенно при вращении на низких скоростях. На холостом ходу инструмент все еще остается в шпинделе из-за дышла. Если требуется смена инструмента, его выбивают клином.
Машинистов учат проявлять большую осторожность при обращении с конусами Морзе и Джейкобса, поскольку они чувствительны к зазубринам, вмятинам, сколам и грязи.При совмещении конуса с охватываемым конусом и охватывающего гнезда, если есть какие-либо дефекты или грязь, детали не будут точно располагаться и удерживаться надежно, что приведет к потенциальному колебанию и дребезжанию заготовки. Конические хвостовики легко протирать. Однако гнезда, поскольку они глубокие и недоступные, лучше всего очищать специальным инструментом для чистки конусов, который вставляется, скручивается, а затем удаляется.
Конус Jacobs, часто обозначаемый как JT, чаще всего используется для крепления патронов сверлильного станка к оправке.Углы конуса непостоянны и варьируются от 1,41 ° на сторону для №0 (и неясного №2-1 / 2) до 2,33 ° на сторону для №2 (и №2 короткого). Также есть несколько размеров между №2 и №3: №2 короткий, №6 и №33.
Конус Морзе был назван в честь Стивена А. Морса и был разработан в середине 1860-х годов. Сегодня это по-прежнему один из наиболее широко используемых конусов, он часто встречается на хвостовиках спиральных сверл с коническим хвостовиком и машинных разверток, в шпинделях промышленных сверлильных станков и в задних бабках токарных станков.Угол конуса конуса Морзе несколько зависит от размера, но обычно составляет 1,49 °. Они бывают восьми размеров, обозначенных целыми числами от 0 до 7, и один, который редко встречается или используется половинного размера, 4-1 / 2. Часто обозначение сокращается как MT, за которым следует цифра (например, конус Морзе номер 4 будет MT4).
Конус Джекобса
| Конус Jacobs # | Большой диаметр | Малый диаметр | Длина |
|---|---|---|---|
| 0 | .250 | .228 | .438 |
| 1 | .384 | .333 | .656 |
| 2 короткие | .549 | .488 | .750 |
| 2 | .559 | .488 | .875 |
| 3 | .811 | .746 | 1,219 |
| 4 | 1,124 | 1.037 | 1.656 |
| 5 | 1,413 | 1,316 | 1,875 |
| 6 | .676 | .624 | 1.000 |
| 33 | .624 | .561 | 1.000 |
Конусы Морзе
| Конус Морзе # | Большой диаметр | Малый диаметр | Длина |
|---|---|---|---|
| 0 | .356 | .252 | 1,938 |
| 1 | .475 | 0,369 | 2,063 |
| 2 | .700 | . 572 | 2.500 |
| 3 | .938 | .778 | 3,063 |
| 4 | 1,231 | 1.020 | 3,875 |
| 4-1 / 2 | 1.500 | 1,266 | 4,313 |
| 5 | 1,748 | 1,475 | 4,938 |
| 6 | 2.494 | 2,116 | 7.000 |
| 7 | 3,270 | 2,750 | 9,500 |
Проверьте на Zoro.com все ваши конусы Морзе, удлинители конусов Морзе и удлинители конусов Морзе.
Таблица размеров конических хвостовиков Морзе | Инженеры Edge
Связанные ресурсы: производство
Таблица размеров конических хвостовиков Морзе
Производство и проектирование
Размеры стандартных конических хвостовиков и гнезд по Морзе и таблица допусков.Все единицы указаны в дюймах.
Скорость сужения для разного количества конусов Морзе в большинстве случаев составляет примерно 5/8 дюйма на фут. В приведенной ниже таблице дана точность до пяти десятичных знаков. Хвостовики с конусом Морзе используются на различных инструментах и исключительно на хвостовиках спиральных сверл.
Конус | Конус | Конус | Малый конец | Диаметр конца | Хвостовик | Глубина | |
|---|---|---|---|---|---|---|---|
Длина B | Глубина S | ||||||
0 | 0.62460 | 0,05205 | 0,252 | 0,3561 | 211/32 | 27/32 | 21/32 |
1 | 0,59858 | 0.04988 | 0,369 | 0,475 | 29/16 | 27/16 | 25/32 |
2 | 0,59941 | 0,04995 | 0.572 | 0,700 | 31/8 | 215/16 | 239/64 |
3 | 0.60235 | 0,05019 | 0,778 | 0.938 | 37/8 | 311/16 | 31/4 |
4 | 0,62326 | 0,05193 | 1.020 | 1,231 | 47/8 | 45/8 | 41/8 |
5 | 0.63151 | 0,05262 | 1,475 | 1,748 | 61/8 | 57/8 | 51/4 |
6 | 0,62565 | 0.05213 | 2,116 | 2.494 | 89/16 | 81/4 | 721/64 |
7 | 0,62400 | 0,05200 | 2.750 | 3,270 | 115/8 | 111/4 | 105/64 |
Глубина заглушки P | Тан или язык | Шпоночный паз | Шпоночный паз до конца K | ||||
Толщина т | Длина T | Радиус R | Диаметр. | Ширина Вт | Длина L | ||
2 | 0,1562 | 1/4 | 5/32 | 0,235 | 11/64 | 16 сентября | 115/16 |
21/8 | 0.2031 | 3/8 | 3/16 | 0,343 | 0,218 | 3/4 | 21/16 |
29/16 | 0,2500 | 16/7 | 1/4 | 17/32 | 0.266 | 7/8 | 21/2 |
33/16 | 0,3125 | 16 сентября | 9/32 | 23/32 | 0,328 | 13/16 | 31/16 |
41/16 | 0.4687 | 5/8 | 5/16 | 31/32 | 0,484 | 11/4 | 37/8 |
53/16 | 0,6250 | 3/4 | 3/8 | 113/32 | 0.656 | 11/2 | 415/16 |
71/4 | 0,7500 | 8/11 | 1/2 | 2 | 0,781 | 13/4 | 7 |
10 | 1.1250 | 13/8 | 3/4 | 25/8 | 1,156 | 25/8 | 91/2 |
Механические допуски на конус: все размеры 0,002 дюйма на фут. Этот допуск может применяться к хвостовикам только в том направлении, которое увеличивает скорость конусности, а на гнезда — только в направлении, которое уменьшает скорость конусности.
© Copyright 2000-2021, ООО «Инжинирс Эдж» www.engineersedge.com
Все права защищены
Отказ от ответственности
| Обратная связь | Реклама
| Контакты
Дата / Время:
CGTK — Размеры конуса Морзе
CGTK — Размеры конуса Морзе
| MT Размер | D1 (мм) | D2 (мм) | L2 (мм) | Конус (мкм / мм) | полуугловой | L1 (мм) | L3 (мм) | H (мм) | R (мм) |
|---|---|---|---|---|---|---|---|---|---|
| 0 | 9.045 | 6,401 | 2 | 52,051 | 1 ° 29’26 » | 59,531 | 6,350 | 3,967 | 4 |
| 1 | 12,065 | 9,373 | 53,975 | 49,882 | 1 ° 25’43 » | 65.087 | 9,525 | 5,159 | 5 |
| 2 | 17.780 | 14,529 | 65.087 | 49,951 | 1 ° 25’49 » | 79,375 | 11,112 | 6,350 | 6 |
| 3 | 23,825 | 19,761 | 80,962 | 50,196 | 1 ° 26’16 » | 98,425 | 14,287 | 7,938 | 7 |
| 4 | 31.267 | 25,908 | 103.188 | 51,938 | 1 ° 29’15 » | 123,825 | 15,875 | 12,159 | 8 |
| 4,5 | 38,100 | 32,156 | 114,300 | 51,999 | 1 ° 29’22 » | Н / Д | Н / Д | Н / Д | Н / Д |
| 5 | 44.399 | 37,465 | 131,762 | 52,626 | 1 ° 30’26 » | 155,575 | 19.050 | 15,875 | 10 |
| 6 | 63,348 | 53,746 | 184,150 | 52,138 | 1 ° 29’36 » | 217,487 | 28,575 | 19.050 | 13 |
| 7 | 83.058 | 69,850 | 10 | 51,999 | 1 ° 29’22 » | 141,275 | 34,925 | 28,575 |
Размеры конуса Морзе | uWoodcraft.com
Самым распространенным конусом, используемым на токарных станках, является конус Морзе.
Несмотря на то, что существует много других типов конусов, они, как правило, предназначены для использования в дисциплинах машиностроения и точного машиностроения, например, цанговые патроны для фрезерования, и поэтому они нечасто встречаются на станках Woodturner.
Таблица размеров конуса Морзе
Стандартные размеры для различных размеров конических хвостовиков Морзе приведены ниже.
| Размер конуса | Ø D 1 | Ø D 2 | Конус / фут | Конус / дюйм | Угол| L | | |||
| # 1 | 0,4750 ″ 12.065 мм | 0,3690 ″ 9,373 мм | 0,5986 ″ | 0,0499 ″ | 1,4287 ° | 2,13 ″ 54,10 мм | |||
| # 2 | 0,7000 ″ 17,780 мм | 0,57 0,57 | 0,5994 ″ | 0,0500 ″ | 1,4307 ° | 2,56 ″ 65,02 мм | |||
| # 3 | 0,9380 ″ 23,825 мм | 0,7780 ″ 19,761 мм | 0,6024 ″ | 0,6024 ″ | 0,6024 ″ | 0,6024 ″ | 1,4377 ° | 3,19 ″ 81,06 мм | |
| # 4 | 1,2310 ″ 31,267 мм | 1,0200 ″ 25,908 мм | 0,6233 ″ | 0,0519 ″ 4,919 | 0,0519 ″ 4 | 0,0519 ″ 4 | ″ 103,12 мм | ||
| # 5 | 1,7480 ″ 44,399 мм | 1,4750 ″ 37,465 мм | 0,6315 ″ | 0,0526 ″ | 1,5073 ° | 5,19 ″ | 9131,83 | ||
| 2.4940 ″ 63,348 мм | 2,1160 ″ 53,746 мм | 0,6257 ″ | 0,0521 ″ | 1,4933 ° | 7,25 ″ 184,15 |
Все размеры указаны в дюймах с метрическими [мм] эквивалентами для основных размеров.
D 1 = диаметр большого конца конуса.
D 2 = диаметр малого конца конуса.
A = угол конуса.
L = длина конической секции Морзе.
Общая длина конуса Морзе будет зависеть от индивидуальных разработок производителей.
Размеры конуса Морзе в формате изображения
Вот та же таблица, что и выше, но в формате изображения для облегчения публикации / печати:
Проверка размера конуса Морзе
Ниже приведено видео о том, как измерить конус Морзе после удаления патрон сверлильного станка:
Morse Taper Standard
- Stark Industrial — Innovations In Manufacturing
- Продукты
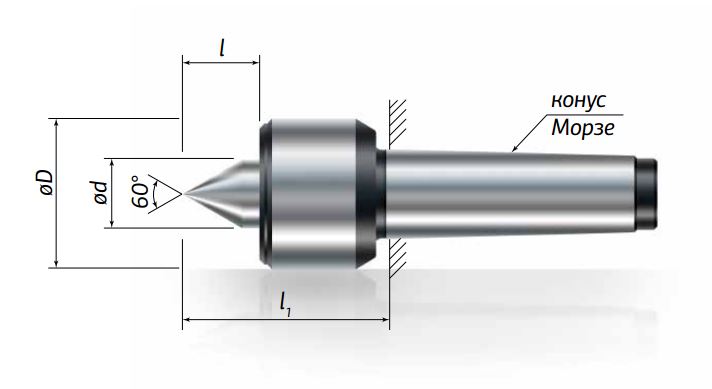
- Мертвые точки
- Конус Морзе
- Стандартный конус Морзе
Система конуса Морзе была впервые представлена компанией Morse Twist Drill and Machine Company и основывалась на конусе на фут 5/8 дюйма.На самом деле, ни у одного из конусов Морзе нет точно 0,62500 на фут, а скорее от 0,59858 до 0,62565 конуса на фут. Стандартные центры Stark Industrial изготавливаются из подшипниковой стали 52100, термообработанной до 60–64 Rc, и гарантированное общее биение индикатора составляет не более 0,0002. Также доступны стандартные центры с твердосплавными напайками и стальными хвостовиками 52100, закаленными до 45-50 Rc.