Столы координатные крестовые для фрезерных и сверлильных станков
Столы координатные неповоротные предназначены для использования в
качестве дополнительной оснастки преимущественно на
универсальных фрезерных, шлифовальных, сверлильных станках.
Сортировать по:
Популярности
Возрастанию цены
↑
Убыванию цены
↓
Показывать по:
306090
Код товара: 33837
Длина стола200 мм
Ширина стола90 мм
Ход по Х100 мм
Ход по Y70 мм
Код товара: 35698
13 650 p
Нет в наличии
Ширина стола140 мм
Длина стола312 мм
Ход по Х203 мм
Ход по Y125 мм
Масса17 кг
Код товара: 36219
15 000 p
В наличии 30 шт.
Ширина стола100 мм
Длина стола185 мм
Ход по Х80 мм
Ход по Y50 мм
Масса11 кг
Код товара: 35699
16 050 p
В наличии 13 шт.
Ширина стола155 мм
Длина стола475 мм
Ход по Х330 мм
Ход по Y150 мм
Масса24 кг
Код товара: 35702
18 525 p
Нет в наличии
Масса4 кг
Код товара: 10811
Ширина стола140 мм
Длина стола300 мм
Ход по Х200 мм
Ход по Y125 мм
Масса17 кг
Код товара: 34485
Регулируемый наклонный стол
Код товара: 29609
Ширина стола140 мм
Длина стола300 мм
Ход по Х180 мм
Ход по Y100 мм
Масса17 кг
Код товара: 29612
В наличии 2 шт.
Ширина стола175 мм
Длина стола225 мм
Ход по Х105 мм
Ход по Y90 мм
Масса16 кг
Код товара: 36221
20 625 p
В наличии 10 шт.
Ширина стола220 мм
Длина стола330 мм
Ход по Х210 мм
Ход по Y116 мм
Масса17 кг
Код товара: 29610
Ширина стола156 мм
Длина стола473 мм
Ход по Х270 мм
Ход по Y120 мм
Масса26 кг
Код товара: 29616
Ширина стола140 мм
Длина стола300 мм
Ход по Х180 мм
Масса13 кг
Код товара: 11171
Масса22 кг
Код товара: 29611
В наличии 1 шт.
Ширина стола180 мм
Длина стола700 мм
Ход по Х280 мм
Ход по Y175 мм
Масса45 кг
Код товара: 36220
17 925 p
В наличии 5 шт.
Ширина стола175 мм
Длина стола225 мм
Ход по Х126 мм
Ход по Y120 мм
Масса16 кг
Код товара: 36222
25 350 p
Нет в наличии
Ширина стола175 мм
Длина стола225 мм
Ход по Х130 мм
Ход по Y120 мм
Масса16 кг
Код товара: 35700
16 050 p
Нет в наличии
Ширина стола100 мм
Длина стола125 мм
Ход по Х100 мм
Масса3 кг
Код товара: 29613
В наличии 12 шт.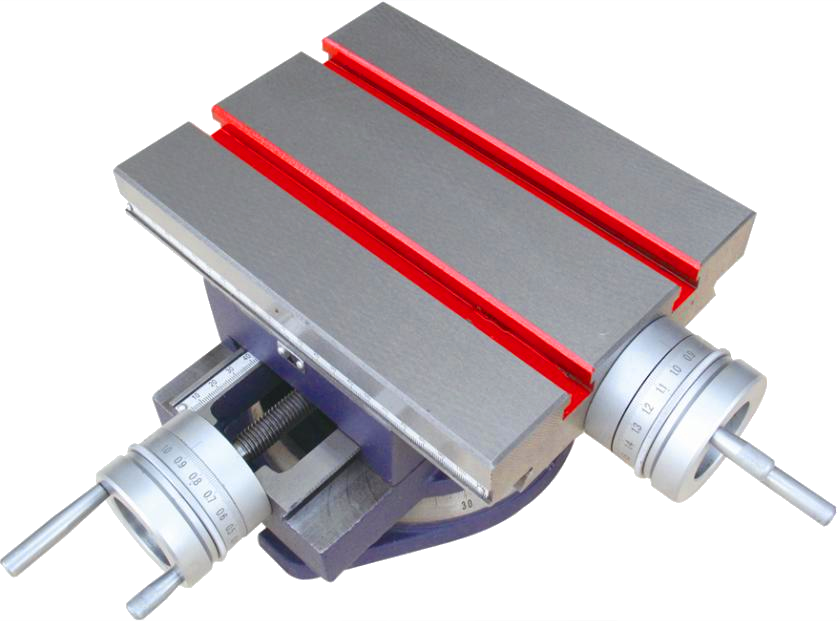
Ширина стола220 мм
Длина стола330 мм
Ход по Х190 мм
Ход по Y100 мм
Масса28 кг
Код товара: 29608
Ширина стола100 мм
Длина стола185 мм
Ход по Х80 мм
Ход по Y50 мм
Масса11 кг
Код товара: 11390
Ширина стола210 мм
Длина стола730 мм
Ход по Х480 мм
Ход по Y210 мм
Масса84 кг
Код товара: 36224
50 250 p
В наличии 12 шт.
Ширина стола240 мм
Длина стола425 мм
Ход по Х225 мм
Ход по Y150 мм
Масса48 кг
Код товара: 29614
В наличии 13 шт.
Ширина стола240 мм
Длина стола425 мм
Ход по Х225 мм
Ход по Y150 мм
Масса48 кг
Код товара: 36426
Ширина стола120 мм
Длина стола400 мм
Ход по Х220 мм
Ход по Y160 мм
Масса24 кг
Код товара: 10950
В наличии 1 шт.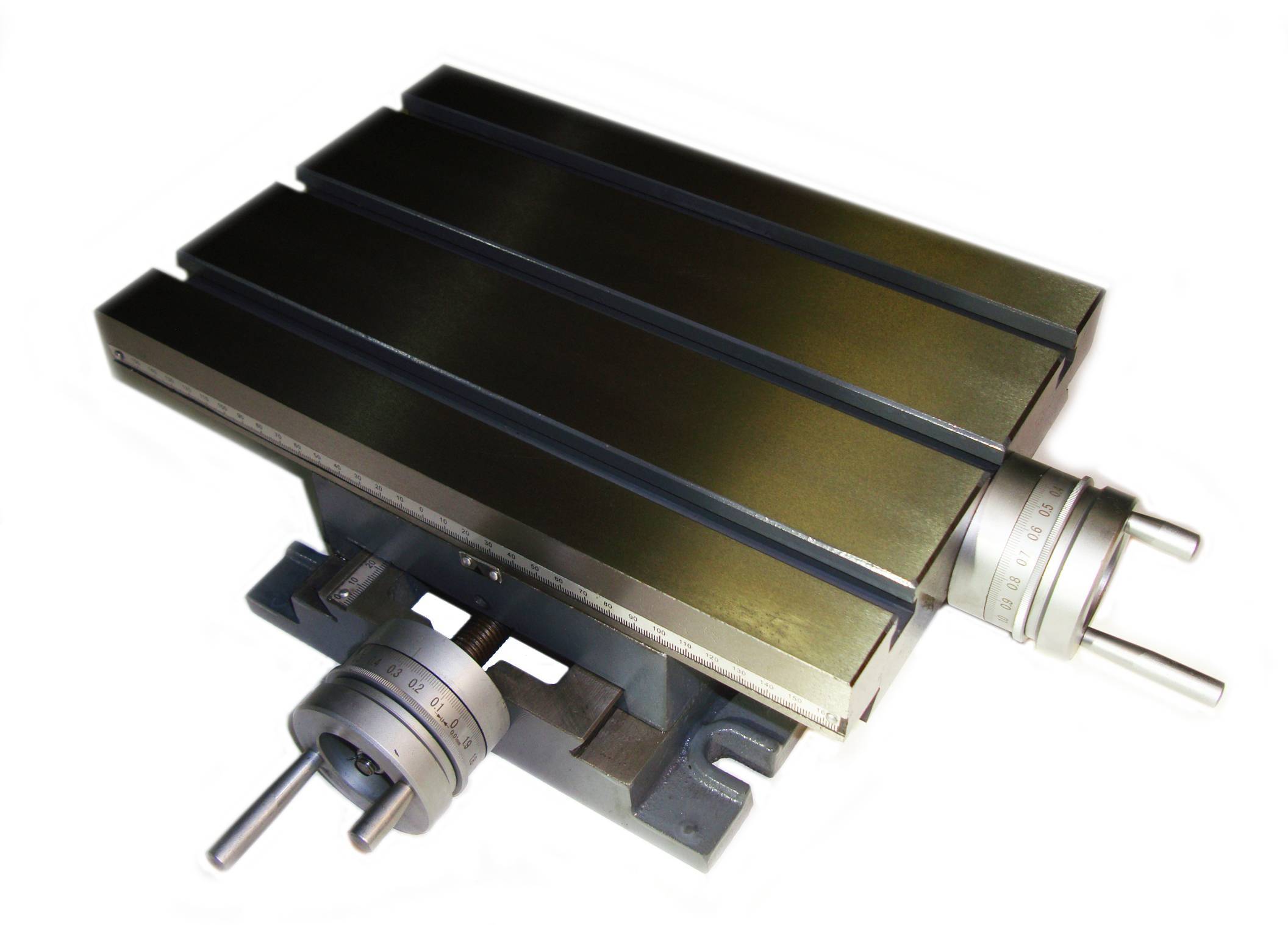
Коробчатый стол для JRD-460
Код товара: 29615
В наличии 1 шт.
Ширина стола240 мм
Длина стола600 мм
Ход по Х400 мм
Ход по Y150 мм
Масса55 кг
Код товара: 36223
29 175 p
Нет в наличии
Ширина стола220 мм
Длина стола330 мм
Ход по Х190 мм
Ход по Y100 мм
Масса28 кг
Код товара: 11391
Масса32 кг
Код товара: 1741
Стол для горизонтального фрезерования 230X200X120 мм
Код товара: 10809
Длина стола185 мм
Ширина стола100 мм
Код товара: 42136
34 200 p
В наличии 2 шт.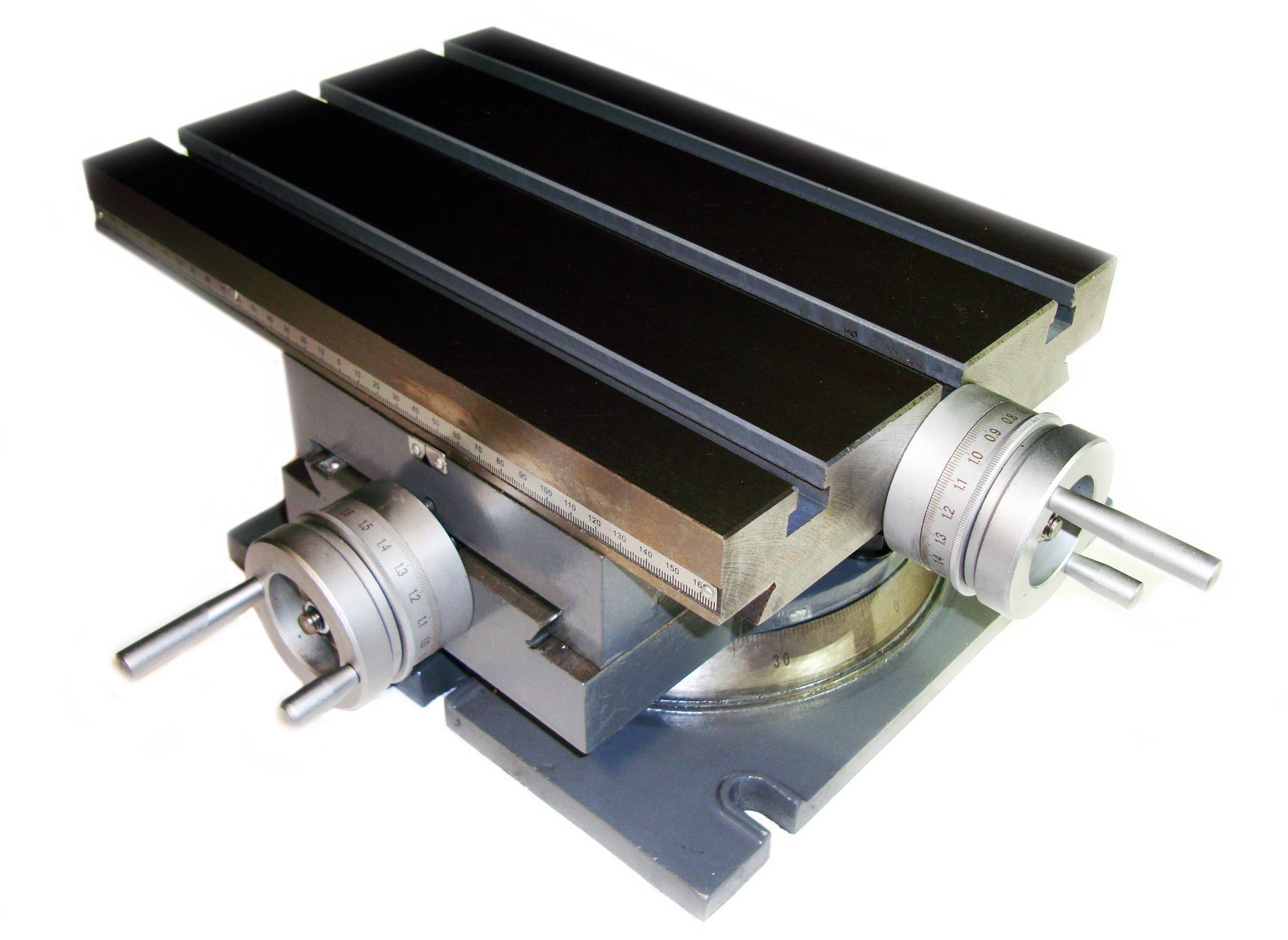
Ширина стола241 мм
Длина стола302 мм
Масса34 кг
Сортировать по:
Популярности
Возрастанию цены
↑
Убыванию цены
↓
Показывать по:
306090
Координатный стол для сверлильного станка своими руками
Большое значение при эксплуатации сверлильного оборудования имеют дополнительные приспособления, делающие работу оператора более удобной и эффективной. Так, координатный стол, используемый для оснащения сверлильного станка, значительно повышает производительность устройства и точность выполняемой обработки. Это приспособление можно приобрести в готовом виде или сделать своими руками.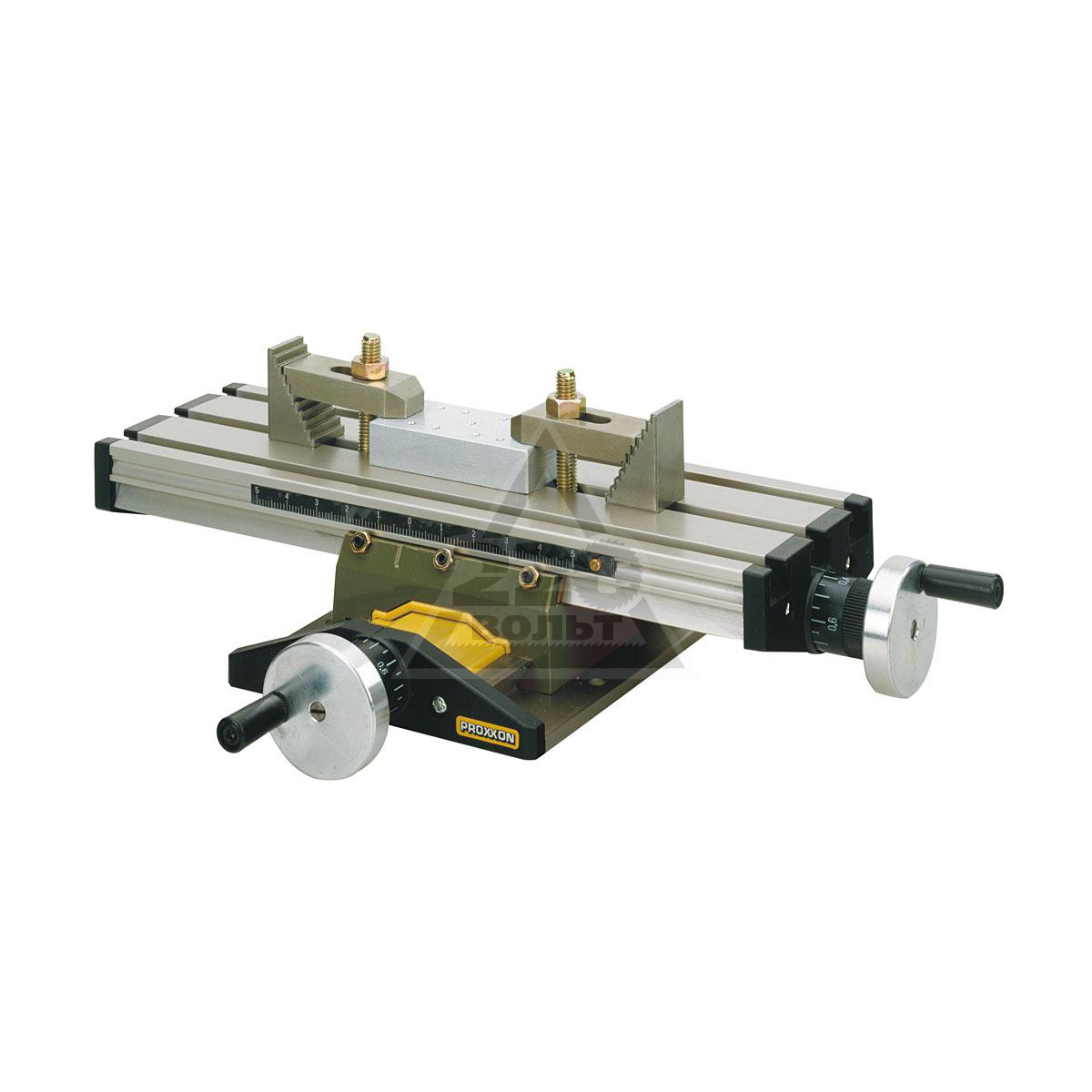
Радиально-сверлильный станок TDR-20 с координатным столом
Назначение и виды
По сути, координатный стол – это подвижная металлическая платформа, на поверхности которой крепится обрабатываемая на станке заготовка. Возможны различные способы такой фиксации:
- при помощи механических приспособлений;
- посредством вакуума;
- за счет собственного веса массивных деталей.
Механический двухкоординатный стол, закрепленный в штатных пазах рабочей поверхности сверлильного станка
В зависимости от своих функциональных возможностей координатные столы для сверлильных станков могут обладать двумя или тремя степенями свободы. Так, отдельные модели могут перемещаться только в горизонтальной плоскости (оси X и Y), а более технологичные – совершать еще и вертикальные перемещения (ось Z). Столы первого типа используются при обработке плоских деталей, а устройствами с возможностью вертикального перемещения оснащают сверлильные станки, на которых выполняется обработка деталей со сложной конфигурацией.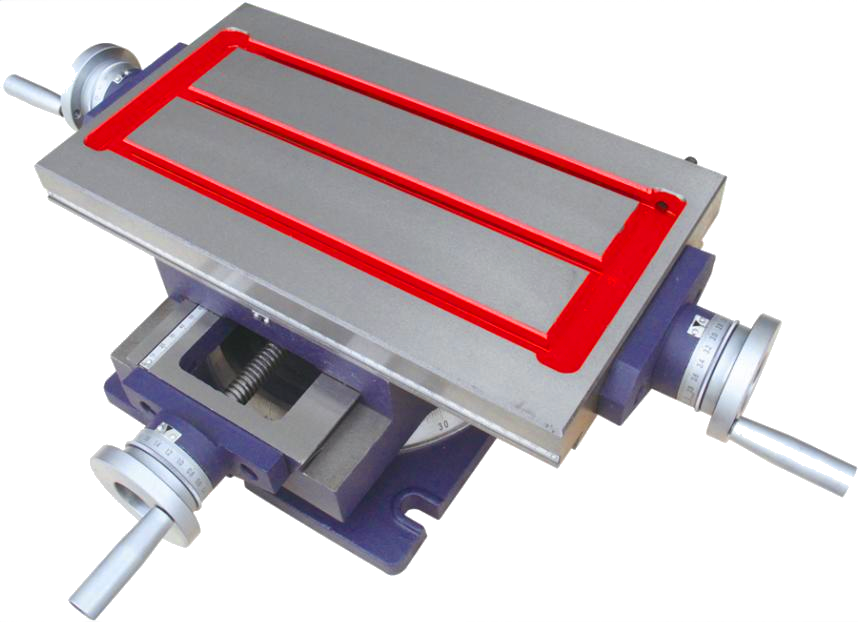
На крупных промышленных предприятиях, где производится обработка крупногабаритных деталей, часто используются длинные координатные площадки, на которые благодаря наличию в их конструкции специального установочного каркаса может устанавливаться как обрабатываемая деталь, так и сверлильный оборудование. Большая же часть моделей монтируется на самом станке или на поверхности рабочего верстака.
За передвижение координатного стола могут отвечать различные виды приводов:
- механический;
- электрический;
- оснащенный системой ЧПУ.
Координатный стол с электроприводами
Характеристики снования
Столы координатного типа, которыми оснащают сверлильные станки, могут изготавливаться с основаниями, выполненными из различных материалов:
- чугуна;
- стали;
- легких сплавов на основе алюминия.
Столы с основанием из алюминиевой конструкции не рассчитаны на большие нагрузки, поэтому они используются для оснащения сверлильных станков, на которых обрабатываются детали из мягких материалов (дерево, пластик). Достоинствами приспособлений, рама которых выполнена из алюминиевого профиля, являются:
Достоинствами приспособлений, рама которых выполнена из алюминиевого профиля, являются:
- небольшой вес;
- простота монтажа;
- доступная стоимость.
Стол координатный PROXXON-MICROMOT из высокопрочного алюминиевого сплава для настольного сверлильного станка
Такой стол благодаря простоте его конструкции и доступности материалов изготовления несложно сделать своими руками. Если же нет желания использовать в работе на станке самодельное устройство, можно приобрести готовый комплект для его сборки, которые производят многие компании.
Промышленные координатные столы для сверлильных станков, эксплуатируемые наиболее интенсивно и испытывающие при работе значительные нагрузки, производятся с основаниями из литого чугуна.
Чугунный крестовой стол для промышленного сверлильного станка
Как серийные, так и самодельные столы координатного типа могут быть изготовлены на базе стальных сварных рам, которые демонстрируют высокую надежность.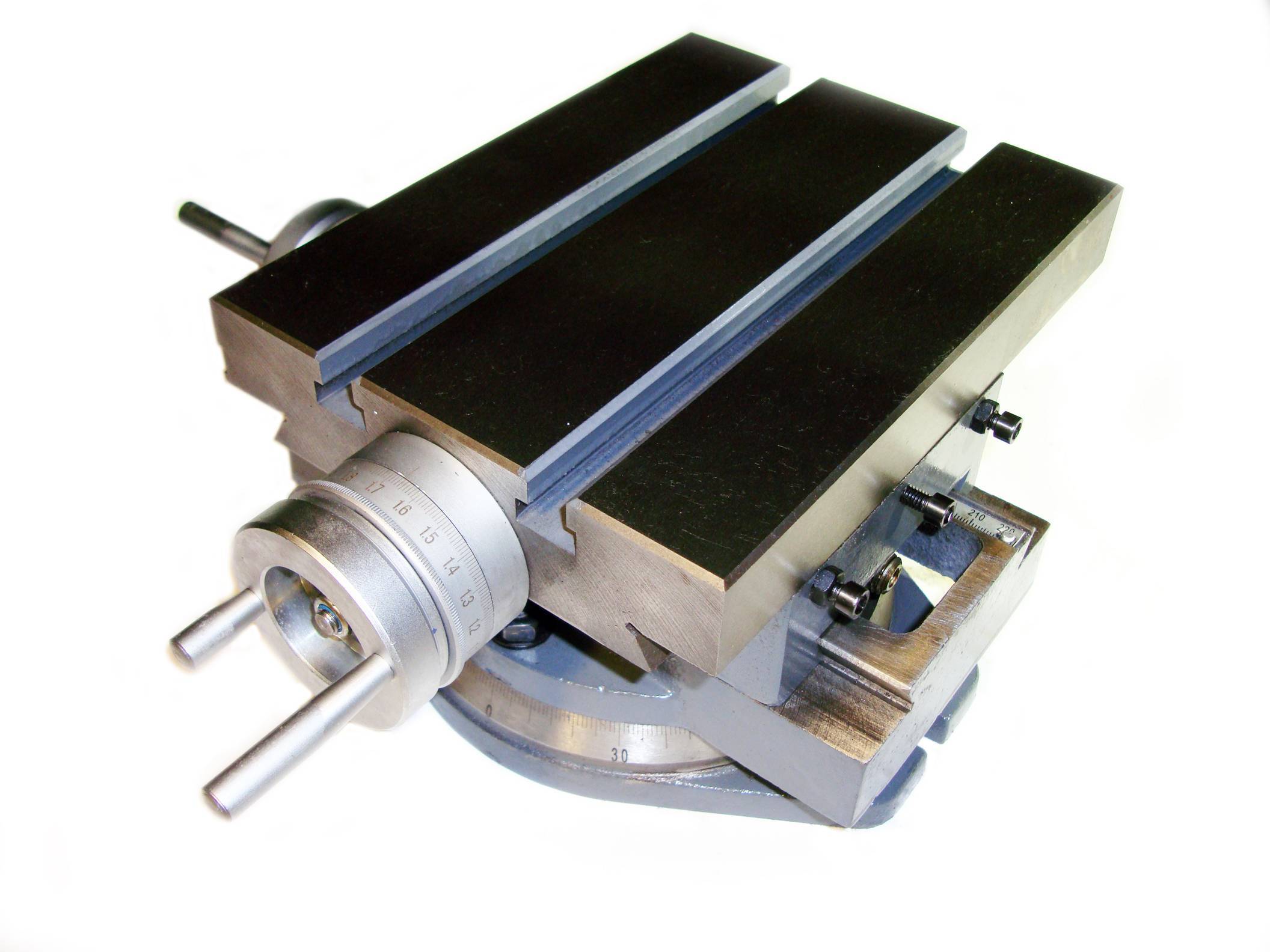 При изготовлении такой рамы своими руками следует иметь в виду, что сварные соединения плохо переносят вибрационные нагрузки, поэтому в готовой конструкции необходимо по максимуму избавиться от внутренних напряжений. Это достигается с помощью соответствующей термообработки (отпуск).
При изготовлении такой рамы своими руками следует иметь в виду, что сварные соединения плохо переносят вибрационные нагрузки, поэтому в готовой конструкции необходимо по максимуму избавиться от внутренних напряжений. Это достигается с помощью соответствующей термообработки (отпуск).
Координатные столы в зависимости от их назначения могут быть выполнены по двум конструктивным схемам:
- крестовой;
- портальной.
Столами, сделанными по первой схеме, оснащаются универсальные сверлильные станки, на которых обрабатываются детали сложной конфигурации. Конструктивные особенности таких устройств позволяют получить доступ к обрабатываемой заготовке с трех сторон. Столами портального типа оснащаются станки, на которых выполняется сверление отверстий в листовых заготовках.
Портальный 3-х координатный стол с ЧПУ
Направляющие
Направляющие, по которым перемещается координатный стол, являются важным элементом его конструкции, так как от их качества и конструктивных особенностей зависит не только плавность перемещения детали, но и точность ее обработки. Как в серийных моделях, так и в самодельных координатных столах направляющие могут быть рельсового или цилиндрического типа.
Как в серийных моделях, так и в самодельных координатных столах направляющие могут быть рельсового или цилиндрического типа.
Плавность и точность перемещения по направляющим обеспечивают надстроенная каретка и подшипниковые узлы. В тех случаях, когда от координатного стола требуется повышенная точность передвижения, в его направляющих используют подшипники скольжения, так как подшипники качения создают значительный люфт в опорах, хотя и уменьшают силу трения более эффективно.
Устройство подшипникового узла
Направляющие для координатных столов в зависимости от типа каретки бывают:
- оснащенными увеличенным фланцем, используемым для крепления конструкции к нижней части стола;
- бесфланцевыми, которые крепятся обычным способом.
Направляющая типа «ласточкин хвост»
Механизмы для передачи движения
На простейших моделях серийных сверлильных станков и на оборудовании, которое изготовлено своими руками, устанавливаются преимущественно координатные столы, которые приводятся в действие механическим способом. В том случае, если от сверлильного станка требуются высокая точность и производительность обработки, на нем устанавливают столы, приводимые в движение посредством электрических двигателей.
В том случае, если от сверлильного станка требуются высокая точность и производительность обработки, на нем устанавливают столы, приводимые в движение посредством электрических двигателей.
В приводах координатных столов используют три типа передач:
- на основе зубчатых колес и реек;
- на основе ременных механизмов;
- шарико-винтовые.
Косозубая зубчато-реечная передача обеспечивает точность позиционирования
На выбор типа передачи влияет ряд параметров:
- скорость, с которой должен перемещаться стол и закрепленная на нем заготовка;
- мощность используемого электродвигателя;
- требования к точности обработки деталей.
Высокую точность перемещения обеспечивает шарико-винтовая передача, которая также обладает и рядом других достоинств:
- очень незначительный люфт;
- плавность перемещения;
- бесшумность работы;
- устойчивость по отношению к значительным нагрузкам.
Шарико-винтовая передача в высокоточном координатном столе
Минусами передачи данного типа являются невозможность обеспечить высокую скорость перемещения стола и значительная стоимость такого механизма.
Чтобы удешевить стоимость изготавливаемого своими руками координатного стола для сверлильного станка, можно оснастить его приводом на основе обычной винтовой передачи. Однако в таком случае необходимо позаботиться о том, чтобы передаточный винтовой механизм как можно чаще смазывался.
Самодельный координатный стол с винтовыми передачами и цилиндрическими направляющими
Бюджетным вариантом также является использование привода перемещения координатного стола, выполненного на базе ременной передачи. Устанавливая такой привод на координатный стол, изготовленный своими руками, следует учитывать минусы его использования:
- быстрый износ ремней;
- растяжение ремней в процессе эксплуатации;
- повышенный риск обрыва ремня при повышенных нагрузках;
- невысокая точность.
Точность и высокую скорость перемещения обеспечивают приводы координатного стола, выполненные на базе зубчато-реечной передачи. Между тем, используя такой привод, следует быть готовым к тому, что в элементах его механизма образуется люфт после определенного периода активной эксплуатации.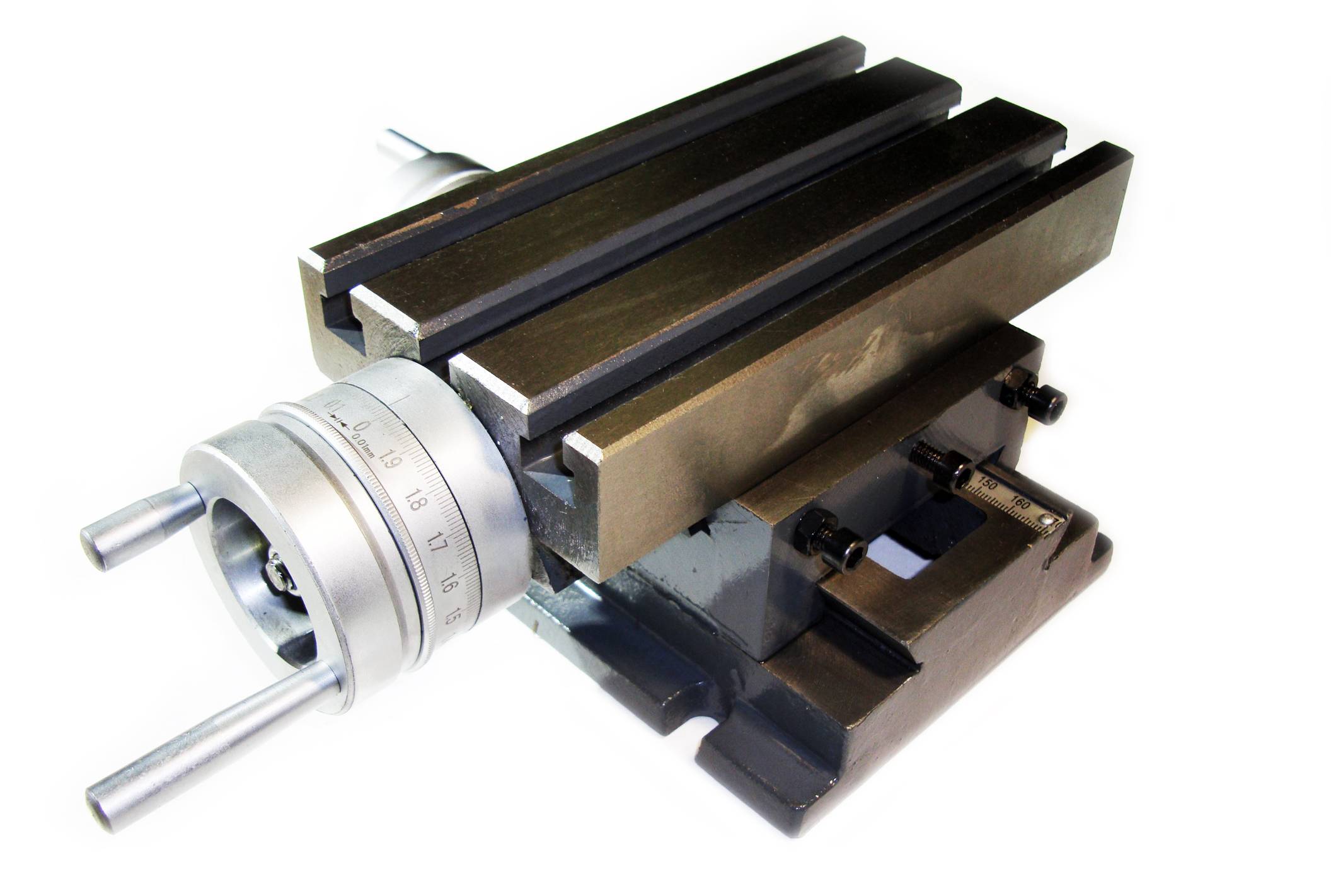
Координатные столы для станков: сверлильных, фрезерных
Механизмы для передачи движения
На простейших моделях серийных сверлильных станков и на оборудовании, которое изготовлено своими руками, устанавливаются преимущественно координатные столы, которые приводятся в действие механическим способом. В том случае, если от сверлильного станка требуются высокая точность и производительность обработки, на нем устанавливают столы, приводимые в движение посредством электрических двигателей.
В приводах координатных столов используют три типа передач:
- на основе зубчатых колес и реек;
- на основе ременных механизмов;
- шарико-винтовые.
Косозубая зубчато-реечная передача обеспечивает точность позиционирования
На выбор типа передачи влияет ряд параметров:
- скорость, с которой должен перемещаться стол и закрепленная на нем заготовка;
- мощность используемого электродвигателя;
- требования к точности обработки деталей.


Высокую точность перемещения обеспечивает шарико-винтовая передача, которая также обладает и рядом других достоинств:
- очень незначительный люфт;
- плавность перемещения;
- бесшумность работы;
- устойчивость по отношению к значительным нагрузкам.
Шарико-винтовая передача в высокоточном координатном столе
Минусами передачи данного типа являются невозможность обеспечить высокую скорость перемещения стола и значительная стоимость такого механизма.
Чтобы удешевить стоимость изготавливаемого своими руками координатного стола для сверлильного станка, можно оснастить его приводом на основе обычной винтовой передачи. Однако в таком случае необходимо позаботиться о том, чтобы передаточный винтовой механизм как можно чаще смазывался.
Самодельный координатный стол с винтовыми передачами и цилиндрическими направляющими
Бюджетным вариантом также является использование привода перемещения координатного стола, выполненного на базе ременной передачи. Устанавливая такой привод на координатный стол, изготовленный своими руками, следует учитывать минусы его использования:
Устанавливая такой привод на координатный стол, изготовленный своими руками, следует учитывать минусы его использования:
- быстрый износ ремней;
- растяжение ремней в процессе эксплуатации;
- повышенный риск обрыва ремня при повышенных нагрузках;
- невысокая точность.
Точность и высокую скорость перемещения обеспечивают приводы координатного стола, выполненные на базе зубчато-реечной передачи. Между тем, используя такой привод, следует быть готовым к тому, что в элементах его механизма образуется люфт после определенного периода активной эксплуатации.
Пошаговый алгоритм изготовления бытового стола с механическим приводом
Чтобы изготовить координатный стол с самым простым, механическим приводом, необходимо следовать инструкции:
- Нужно изготовить центральный узел стола в виде крестовины из металлических профилей 20 х 20 см (толщиной 2 мм). Он должен обеспечивать устойчивость всей конструкции, поэтому все детали свариваются.
- На поверхности готовой крестовины собрать каретки с ходом 94 мм.
- Профили обработать напильником, после чего в него вставить гайки М10.
- На шпильках М10 произвести сборку рукояток с подшипниковым узлом.
- Далее следует сварить два П-образных основания из уголка, а затем собрать всю конструкцию на болтах, которые были вкручены в запрессованные ранее гайки.
- Все узлы, а также подвижные части протереть смазочным материалом.
- Собранный столик нужно прикрепить к станине сверлильного станка.
 Он должен обеспечивать устойчивость всей конструкции, поэтому все детали свариваются.
Он должен обеспечивать устойчивость всей конструкции, поэтому все детали свариваются.Чтобы смазанные элементы конструкции были защищены от попадания стружки или других отходов при обработке заготовки, между координатным столом и станком желательно проложить фанеру. Габариты готового манипулятора составят 35 х 35 см, а толщина изделия – 6,5 см. Желательно, чтобы полная длина направляющих была около 30 см.
Изготовить центральный узел стола в виде крестовины
На поверхности готовой крестовины собрать каретки
Профили обработать напильником, вставить гайки
На шпильках произвести сборку рукояток с подшипниковым узлом
Сварить два П-образных основания из уголка
Собрать всю конструкцию
Все узлы, подвижные части протереть смазочным материалом
Прикрепить к станине сверлильного станка
Выбор конструкции
При выборе конструкции нужно определиться с ее размерами.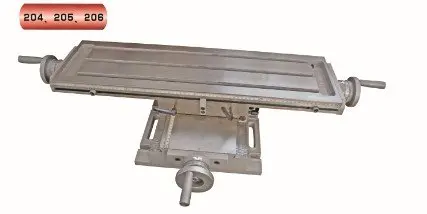 Если на координатный стол будет устанавливаться техника, обрабатывающая деталь, то его габариты должны быть учтены обязательно. Если он нужен для фиксации заготовки, то монтируется на станине сверлильного оборудования, а по ширине и длине составит около 35 х 35 см.
Если на координатный стол будет устанавливаться техника, обрабатывающая деталь, то его габариты должны быть учтены обязательно. Если он нужен для фиксации заготовки, то монтируется на станине сверлильного оборудования, а по ширине и длине составит около 35 х 35 см.
Различают столы и по типу крепления:
- При изготовлении координатного стола своими руками конструкция оснащается механическим креплением. Это наиболее простое решение с точки зрения реализации, но оно имеет ряд недостатков. Например, часто приводит к погрешностям при обработке, и есть риск деформации поверхности изделия.
- Вакуумный крепеж считается лучшим вариантом. С его помощью обеспечивается точное позиционирование заготовки на горизонтальной плоскости. При подаче воздушной струи в зазор между столешницей и обрабатываемой деталью меняется давление в этой области. Благодаря этому можно более качественно произвести обработку (без механических повреждений изделия).
- Крепление под весом заготовки подходит, если при использовании сверлильного станка нужно обработать тяжелые детали. За счет своей массы базируемое изделие остается на том же месте даже при сильном воздействии.
 За счет своей массы базируемое изделие остается на том же месте даже при сильном воздействии.
За счет своей массы базируемое изделие остается на том же месте даже при сильном воздействии.От количества степеней свободы зависит функциональность стола:
- Если она одна, то заготовку можно двигать только в одном направлении (это хороший вариант для обработки плоских изделий).
- При наличии двух степеней становится возможным перемещение заготовки по X и Y координатам.
- Если же их три, то движение детали может осуществляться вверх, вниз и по координате Z.
При изготовлении координатного стола своими руками важно определиться, для каких именно целей он будет использоваться. Параметры манипулятора подбираются в соответствии с габаритами, весом и формой будущих заготовок
Для работы с разными деталями из металла и дерева изготавливают сложный многофункциональный механизм. Обычно мастерам на дому хватает возможностей малогабаритного столика с механическим крепежом и двумя степенями свободы.
Механическое
Вакуумное
Крепление под весом заготовки
Координатные столы
| KRS-475 | Размер стола 475х155 мм | Продольное перемещение рабочего стола 330 мм | Под заказ | 16 050 q 469 BYN | ||
| KRS-425R | Размер стола 425×240 мм | Продольное перемещение рабочего стола 225 мм | Под заказ | 50 250 q 1 469 BYN | ||
| BF-16 | Размер стола 400х120 мм | Продольное перемещение рабочего стола 220 мм | Под заказ | 28 224 q 825 BYN | ||
| BF-20 | Размер стола 500х180 мм | Продольное перемещение рабочего стола 280 мм | Под заказ | Цена по запросу | ||
| BF-30 | Размер стола 700х180 мм | Продольное перемещение рабочего стола 280 мм | Под заказ | 54 881 q 1 605 BYN | ||
| AKP-2 (204) | Размер стола 425х240 мм | Продольное перемещение рабочего стола 225 мм | Под заказ | 52 999 q 1 550 BYN | ||
| AKP-2 (205) | Размер стола 600х240 мм | Продольное перемещение рабочего стола 400 мм | Под заказ | Цена по запросу | ||
| AKP-2 (206) | Размер стола 730х210 мм | Продольное перемещение рабочего стола 500 мм | Под заказ | Цена по запросу | ||
| КТ120 | Размер стола 400х120 мм | Продольное перемещение рабочего стола 220 мм | Под заказ | 45 430 q 1 328 BYN | ||
| КТ179 | Размер стола 500х180 мм | Продольное перемещение рабочего стола 287 мм | Под заказ | 64 080 q 1 874 BYN | ||
| КТ180 | Размер стола 700х180 мм | Продольное перемещение рабочего стола 480 мм | Под заказ | 74 635 q 2 183 BYN | ||
| КТ210 | Размер стола 730х210 мм | Продольное перемещение рабочего стола 480 мм | Под заказ | 78 942 q 2 309 BYN | ||
| WT-7 | Размер стола 180х130 мм | Продольное перемещение рабочего стола | Под заказ | 18 060 q 528 BYN | ||
| WT-10 | Размер стола 225х180 мм | Продольное перемещение рабочего стола | Под заказ | 35 194 q 1 029 BYN | ||
| WT-12 | Размер стола 302х241 мм | Продольное перемещение рабочего стола | Под заказ | 64 786 q 1 895 BYN | ||
| WT-15 | Размер стола 381х255 мм | Продольное перемещение рабочего стола | Под заказ | 71 265 q 2 084 BYN | ||
| WTS-7 | Размер стола 180х130 мм | Продольное перемещение рабочего стола | Под заказ | 26 161 q 765 BYN | ||
| WTS-10 | Размер стола 255х180 мм | Продольное перемещение рабочего стола | Под заказ | 48 719 q 1 425 BYN | ||
| WTS-12 | Размер стола 302х241 мм | Продольное перемещение рабочего стола | Под заказ | 70 376 q 2 058 BYN |
Преимущества и недостатки самостоятельного изготовления
Координатный стол представляет собой дополнительную конструкцию к фрезерному, сверлильному металло- или деревообрабатывающему станку. Благодаря ему можно увеличить производительность оборудования, снизив трудоемкость процесса обработки деталей. Заготовка просто фиксируется на рабочей поверхности и может плавно перемещаться по заданной траектории.
Благодаря ему можно увеличить производительность оборудования, снизив трудоемкость процесса обработки деталей. Заготовка просто фиксируется на рабочей поверхности и может плавно перемещаться по заданной траектории.
Самодельные координатные столы имеют достоинства:
- небольшие габариты;
- простую конструктивную форму;
- управляются механическим способом;
- используются в кустарном производстве.
Их главное достоинство – экономия денежных средств. Изготовление такой конструкции с нуля обойдется гораздо дешевле, чем покупка заводского манипулятора. Конечно, есть и ряд сложностей при самостоятельном изготовлении. Нужен подходящий чертеж, в соответствии с которым будет задана требуемая траектория движения заготовки. Если чьих-то наработок нет, то придется создавать его самостоятельно, но любая погрешность при черчении схемы даст о себе знать во время работы. Кроме того, стол, сделанный своими руками, подойдет только для мелкого производства, так как простейшие самодельные механизмы изнашиваются гораздо быстрее фабричных.
Простая конструктивная форма
Небольшие габариты
Управление механическим способом
Экономия денежных средств
Ключевые характеристики
Конструктивно координатные столы исполняются так, чтобы обработка металла проводилась в максимально удобном положении, смещение выполнялось с допустимой точностью, плавной подачей.
Определяющими критериями установки на тот или иной станок являются:
- количество осей перемещения;
- площадь плиты;
- тип привода;
- ручное/автоматическое управление.
Автоматизация действий дает широкие возможности использовать координатный стол в работе фрезерного станка с ЧПУ. Исполнительный механизм снабжается системой контроля с программным обеспечением.
Конструкция координатного стола SVT
Станина
Основание изготавливают 2 способами: литье, сварной рамой. Материал — алюминий, сталь, реже чугун.
Литую опору укрепляют на станину тяжелого фрезерного, шлифовального станка. Она хорошо гасит вибрации.
Она хорошо гасит вибрации.
Сварные сборки ставят на среднее и легкое оборудование.
Приводной механизм
Скорость, точность металлообработки, которую выполняет станок, достигаются оператором при помощи определенного типа привода:
- прямой;
- рейка-шестерня;
- шарико-винтовая пара;
- ременная передача.
Исполнительный механизм
Направляющие, по которым движется координатный стол, могут быть цилиндрические оси, рельсового сечения.
За плавность хода отвечает каретка, подшипниковый узел. В особо точных случаях устанавливают подшипники скольжения. Люфт в опорах качения уже считается значительным.
Выпускают координатный стол с одновременной установкой 2, 3 исполнительных механизмов. Это позволяет выполнение более сложного фрезерного процесса.
Классификация
Плоскую деталь укладывают на портальный координатный стол для шлифовки, сверления, фрезерования, раскроя.
Для сложных, объемных перемещений, доступа к 3 сторонам заготовки, выполнения многоосных переходов, нужны крестовые виды. Они работают в условиях конвейера, непрерывной автоматизированной подачи, выполняя поперечные, продольные движения. Вариант с 2 направлениями смещения называют двухкоординатный, применяют, в том числе, для разметки, сверления, расточки повторяющихся размеров.
Сложность операций, которые назначены для фрезерного (шлифовального) станка, предусматривает оснастку по необходимости:
- Горизонтальный стол 2 х координатный неповоротный, действия производятся с перемещением относительно 2 перпендикулярных горизонтальных осей. На крупных производствах устанавливают координатную площадку, стол 2 х координатный неповоротный с вакуумным удержанием детали;
- Наклоняемый стол 2 х координатный поворотный, появляется вращение вокруг вертикальной оси, возможный угол наклона площадки крепления детали 0° — 90°.
Стол круглый координатный глобусный
Более простая модель – не наклоняемый стол 2 х координатный поворотный, дающий свободу движения только в горизонтальной плоскости прохода фрезерного узла.
Что такое координатный стол? Общая информация
Статьи
- Комплектующие станков с ЧПУ — механика, передачи, направляющие
Что такое координатный стол?
Общая информация
Применение координатного стола
Координатный стол – это специальная мехатронная установка, служащая для точного перемещения по требующейся траектории механизма станка или обрабатываемой детали.На сегодняшний день координатный стол объединяет в себе несущую опору, электронную систему управления, приводы и механизм назначения. Благодаря применению цифрового ЧПУ производственный процесс оказывается автоматизированным. При высокой скорости работы точность производства детали оказывается в пределах единиц микрон.
Как устроен координатный стол
В качестве несущего элемента, который призван гарантировать жесткость устройства, применяется рама или станина. Станина – это конструкция из литой или сварной стали, может использоваться также и чугун. Преимущество листья заключается в том, что такая станина прекрасно гасит возникающее вибрационное воздействие. Однако необходимо учитывать, что стоимость станины из литья выше, чем из сварной стали или чугуна. Использовать литье рекомендуется на крупных станках для металлообработки, при которых производственные процессы происходят на высоких скоростях. Более компактные, легкие станки отлично справляются со своими задачами на сварных станинах.
Опорная рама выполняется из алюминия – детали собираются посредством резьбы.Благодаря тому, что алюминий – легкий и прочный металл, конструкция получается жесткой и надежной, но в то же время легкой и удобной.
Далее – к станине прикрепляются специальные приводы, которые и обеспечивают перемещение рабочего механизма, а также рабочая решетка или плита для расположения обрабатываемой детали. Чтобы данная деталь «не гуляла», ее фиксируют при помощи прижима – вакуумного и или же механического. Иногда тяжелые детали не требуют специальной фиксации, так как их положение обеспечивается собственным весом детали. А благодаря тому, что рабочий механизм может двигаться не только по двум, но даже по трем координатным осям, стало возможным быстро и точно делать самые разнообразные детали, в том числе объемные.
Чтобы данная деталь «не гуляла», ее фиксируют при помощи прижима – вакуумного и или же механического. Иногда тяжелые детали не требуют специальной фиксации, так как их положение обеспечивается собственным весом детали. А благодаря тому, что рабочий механизм может двигаться не только по двум, но даже по трем координатным осям, стало возможным быстро и точно делать самые разнообразные детали, в том числе объемные.
В зависимости от области применения координатного стола, он может быть оснащен различными резаками (плазменным или лазерным), манипуляторами, сканерами, приспособлениями для покраски, сверления, шлифовки и целым рядом других функциональных устройств.
Конструкция стола
Конструкция стола во многом зависит от того, для чего он предназначен и каковы его технические параметры. Самые же популярные на сегодняшний день – это крестовая и портальная конструкции. Столы первой конструкции применяются при многоосном фрезеровании, объемном сканировании и т. п. Чаще всего их используют, когда требуется доступ к детали по трем координатным осям, то есть для изготовления объемных изделий, а также при работе конвейера.
п. Чаще всего их используют, когда требуется доступ к детали по трем координатным осям, то есть для изготовления объемных изделий, а также при работе конвейера.
Портальная конструкция предполагает работу не с объемными, а с плоскими деталями (скажем, при резке, раскрое или сверлении).
Важно, что конструкция координатного стола позволяет оснащать его сразу несколькими исполнительными устройствами, а это предполагает значительное ускорение производственного процесса – ведь на таком столе возможна одновременная обработка сразу нескольких деталей.
Говоря об оснащении координатного стола, важно отметить возможность его снабжения дополнительным оборудованием, таким как система охлаждения, удаления пыли, автосмазывания и пр.
Типы приводов для координатных столов
Выбор конкретного привода очень важен для правильной работы всего координатного стола, его возможности решить поставленные задачи, ведь именно от этого зависит скорость, максимальная нагрузка и точность, а также плавность работы станка.
Итак, привод обеспечивает механическое движение элементов стола и исполнительного устройства. На сегодняшний день существует несколько типов таких приводов: традиционные, представляющие собой зубчатый ремень, шарико-винтовую пару и т. п., система линейного привода, позволяющая преобразовать электромагнитную энергию в механическое движение.
Расскажем подробнее о преимуществах и недостатках каждого типа.
Пара шестерня-рейка
Плюсы: точность перемещения до 10 микрон, высокая скорость работы, возможность наращивания реек для формирования более крупной системы.
Минусы: требуется компенсировать люфт в редукторе привода.
ШВП (шарико-винтовая пара)
Плюсы: хорошая точность и плавность работы, низкий люфт.
Минусы: относительно невысокая скорость (во многом зависит от длины винта).
Ременная передача
Плюсы: низкая стоимость, простота в обслуживании, высокая скорость работы.
Минусы: низкая точность и износостойкость, невысокие возможности для ускорения.
Линейный (прямой) привод
Плюсы: обеспечивает самые высокие показатели по точности работы, возможности разгона и торможения. Мало подвержен износу. Прекрасные показатели повторяемости.
Недостатки: высокая стоимость.
Как управляются движения координатного стола
Привод и механизмы стола управляются через системы числового программного управления.
Системы ЧПУ бывают:
- импульсными (управляют шаговыми двигателями, а также синхронными с импульсным входом). Основное их преимущество – низкая стоимость. Чаще всего используются в системах, которые не нуждаются в высокой точности работы.
- аналоговые (на сегодняшний день наиболее популярны). Основной недостаток – невозможность использования в высокоскоростных системах.
- цифровые (самые современные, их распространение расширяется с каждым днем благодаря доступному интерфейсу, хорошим возможностям для обработки сигнала). Для их реализации применяют стандартные протоколы — Profibus, CAN, Sercos и пр.
 Для их реализации применяют стандартные протоколы — Profibus, CAN, Sercos и пр.
Для их реализации применяют стандартные протоколы — Profibus, CAN, Sercos и пр.
Координатный стол: ammo1 — LiveJournal
Недавно я купил маленький сверлильный станок (https://ammo1.livejournal.com/1210791.html), а теперь докупил к нему координатный столик.
Столов этих на Алиэксперссе уйма от $28 до бесконечности. Я специально выбирал столик с доставкой из России, чтобы не ждать его от месяца до трёх (всё-таки он не совсем маленький и лёгкий). Столик привёз курьер через три дня после заказа.
Все основные детали столика из алюминия (по картинкам может сложиться впечатление, что зелёные детали пластиковые, но это не так).
Конструкция проста — крутятся две шпильки с резьбой и по ним ездят направляющие.
Есть металлическая линейка, свободно перемещающаяся влево-вправо (похоже это просто кусок полотна рулетки).
Продавец обещал, что за один оборот рукоятки стол сдвигается на 1.5 мм, но по факту он сдвигается на 1.25 мм. На фото перемещение стола после 100 оборотов.
Люфты при перемещении отсутствуют и это хорошо. Главный недостаток этого столика — шкалы. По фотографиям продавца кажется, что они выгравированы на металле, но на самом деле это просто наклейки, причём наклеенные неаккуратно. В конце наклейки есть пустая область, из-за этого шкалы прерываются.
Я попробовал обрезать край наклейки, но оказалось, что риски шкал не совпадают.
Всего по кругу получается 24 деления шкалы, а должно быть 25 (наклейка растянулась).
Впрочем, деление должно быть 0.05 мм, а из-за того, что делений на одно меньше, цена деления увеличилась всего на 0.002 мм.
Нижняя направляющая оказалась сильно поцарапана, кроме того на ней есть выбоины.
Это, в сочетании с несоответствием размера сдвига за один оборот, позволило открыть диспут и без проблем вернуть $10 — треть стоимости стола.
Покупал тут, но сейчас на российском складе этого продавца столики кончились, а при заказе из Китая он у него стоит аж $38.
Сейчас посмотрел, что есть на Али с доставкой из России.
Вот тут продают последний столик за $30.54. На картинках шкалы на металле, но в отзывах фото точно такого же столика, как у меня.
Вот тут осталось четыре столика за $35.99. Тоже на фото шкалы на металле, в описании оборот 1.5 мм. Если придёт стол с наклейками и оборотом 1.25 мм можно смело открывать диспут и возвращать половину стоимости.
© 2021, Алексей Надёжин
Десять лет я каждый день пишу о технике, скидках, интересных местах и событиях. Читайте мой блог на сайте ammo1.ru, в ЖЖ, Дзен, МирТесен, Telegram.
Мои проекты:
Lamptest.ru. Тестирую светодиодные лампы и помогаю разобраться, какие из них хорошие, а какие не очень.
Elerus.ru. Собираю информацию об отечественных электронных устройствах для личного использования и делюсь ей.
Вы можете связаться со мной в Телеграм @ammo1 и по почте [email protected].
Координатный стол для сверлильного станка
Координатный стол для сверлильного станка своими руками
Большое значение при эксплуатации сверлильного оборудования имеют дополнительные приспособления, делающие работу оператора более удобной и эффективной. Так, координатный стол, используемый для оснащения сверлильного станка, значительно повышает производительность устройства и точность выполняемой обработки. Это приспособление можно приобрести в готовом виде или сделать своими руками.
Так, координатный стол, используемый для оснащения сверлильного станка, значительно повышает производительность устройства и точность выполняемой обработки. Это приспособление можно приобрести в готовом виде или сделать своими руками.
Радиально-сверлильный станок TDR-20 с координатным столом
Назначение и виды
По сути, координатный стол – это подвижная металлическая платформа, на поверхности которой крепится обрабатываемая на станке заготовка. Возможны различные способы такой фиксации:
- при помощи механических приспособлений;
- посредством вакуума;
- за счет собственного веса массивных деталей.
Механический двухкоординатный стол, закрепленный в штатных пазах рабочей поверхности сверлильного станка
В зависимости от своих функциональных возможностей координатные столы для сверлильных станков могут обладать двумя или тремя степенями свободы. Так, отдельные модели могут перемещаться только в горизонтальной плоскости (оси X и Y), а более технологичные – совершать еще и вертикальные перемещения (ось Z).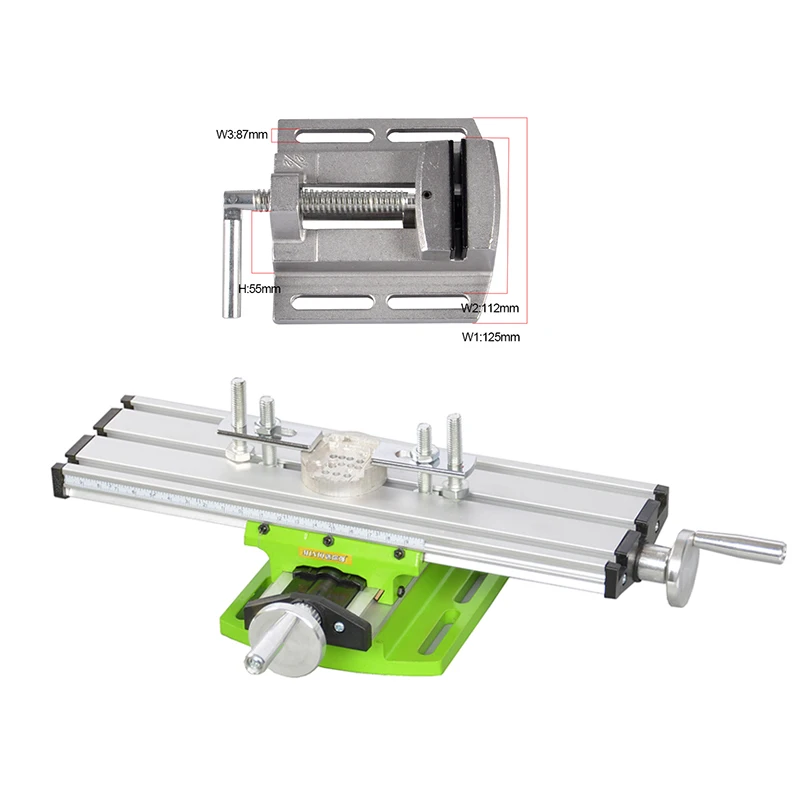 Столы первого типа используются при обработке плоских деталей, а устройствами с возможностью вертикального перемещения оснащают сверлильные станки, на которых выполняется обработка деталей со сложной конфигурацией.
Столы первого типа используются при обработке плоских деталей, а устройствами с возможностью вертикального перемещения оснащают сверлильные станки, на которых выполняется обработка деталей со сложной конфигурацией.
На крупных промышленных предприятиях, где производится обработка крупногабаритных деталей, часто используются длинные координатные площадки, на которые благодаря наличию в их конструкции специального установочного каркаса может устанавливаться как обрабатываемая деталь, так и сверлильный оборудование. Большая же часть моделей монтируется на самом станке или на поверхности рабочего верстака.
За передвижение координатного стола могут отвечать различные виды приводов:
- механический;
- электрический;
- оснащенный системой ЧПУ.
Координатный стол с электроприводами
Характеристики снования
Столы координатного типа, которыми оснащают сверлильные станки, могут изготавливаться с основаниями, выполненными из различных материалов:
- чугуна;
- стали;
- легких сплавов на основе алюминия.
Столы с основанием из алюминиевой конструкции не рассчитаны на большие нагрузки, поэтому они используются для оснащения сверлильных станков, на которых обрабатываются детали из мягких материалов (дерево, пластик). Достоинствами приспособлений, рама которых выполнена из алюминиевого профиля, являются:
- небольшой вес;
- простота монтажа;
- доступная стоимость.
Стол координатный PROXXON-MICROMOT из высокопрочного алюминиевого сплава для настольного сверлильного станка
Такой стол благодаря простоте его конструкции и доступности материалов изготовления несложно сделать своими руками. Если же нет желания использовать в работе на станке самодельное устройство, можно приобрести готовый комплект для его сборки, которые производят многие компании.
Промышленные координатные столы для сверлильных станков, эксплуатируемые наиболее интенсивно и испытывающие при работе значительные нагрузки, производятся с основаниями из литого чугуна.
Чугунный крестовой стол для промышленного сверлильного станка
Как серийные, так и самодельные столы координатного типа могут быть изготовлены на базе стальных сварных рам, которые демонстрируют высокую надежность. При изготовлении такой рамы своими руками следует иметь в виду, что сварные соединения плохо переносят вибрационные нагрузки, поэтому в готовой конструкции необходимо по максимуму избавиться от внутренних напряжений. Это достигается с помощью соответствующей термообработки (отпуск).
Координатные столы в зависимости от их назначения могут быть выполнены по двум конструктивным схемам:
- крестовой;
- портальной.
Столами, сделанными по первой схеме, оснащаются универсальные сверлильные станки, на которых обрабатываются детали сложной конфигурации. Конструктивные особенности таких устройств позволяют получить доступ к обрабатываемой заготовке с трех сторон. Столами портального типа оснащаются станки, на которых выполняется сверление отверстий в листовых заготовках.
Портальный 3-х координатный стол с ЧПУ
Направляющие
Направляющие, по которым перемещается координатный стол, являются важным элементом его конструкции, так как от их качества и конструктивных особенностей зависит не только плавность перемещения детали, но и точность ее обработки. Как в серийных моделях, так и в самодельных координатных столах направляющие могут быть рельсового или цилиндрического типа.
Плавность и точность перемещения по направляющим обеспечивают надстроенная каретка и подшипниковые узлы. В тех случаях, когда от координатного стола требуется повышенная точность передвижения, в его направляющих используют подшипники скольжения, так как подшипники качения создают значительный люфт в опорах, хотя и уменьшают силу трения более эффективно.
Устройство подшипникового узла
Направляющие для координатных столов в зависимости от типа каретки бывают:
- оснащенными увеличенным фланцем, используемым для крепления конструкции к нижней части стола;
- бесфланцевыми, которые крепятся обычным способом.
Направляющая типа «ласточкин хвост»
Механизмы для передачи движения
На простейших моделях серийных сверлильных станков и на оборудовании, которое изготовлено своими руками, устанавливаются преимущественно координатные столы, которые приводятся в действие механическим способом. В том случае, если от сверлильного станка требуются высокая точность и производительность обработки, на нем устанавливают столы, приводимые в движение посредством электрических двигателей.
В приводах координатных столов используют три типа передач:
- на основе зубчатых колес и реек;
- на основе ременных механизмов;
- шарико-винтовые.
Косозубая зубчато-реечная передача обеспечивает точность позиционирования
На выбор типа передачи влияет ряд параметров:
- скорость, с которой должен перемещаться стол и закрепленная на нем заготовка;
- мощность используемого электродвигателя;
- требования к точности обработки деталей.

Высокую точность перемещения обеспечивает шарико-винтовая передача, которая также обладает и рядом других достоинств:
- очень незначительный люфт;
- плавность перемещения;
- бесшумность работы;
- устойчивость по отношению к значительным нагрузкам.
Шарико-винтовая передача в высокоточном координатном столе
Минусами передачи данного типа являются невозможность обеспечить высокую скорость перемещения стола и значительная стоимость такого механизма.
Чтобы удешевить стоимость изготавливаемого своими руками координатного стола для сверлильного станка, можно оснастить его приводом на основе обычной винтовой передачи. Однако в таком случае необходимо позаботиться о том, чтобы передаточный винтовой механизм как можно чаще смазывался.
Самодельный координатный стол с винтовыми передачами и цилиндрическими направляющими
Бюджетным вариантом также является использование привода перемещения координатного стола, выполненного на базе ременной передачи.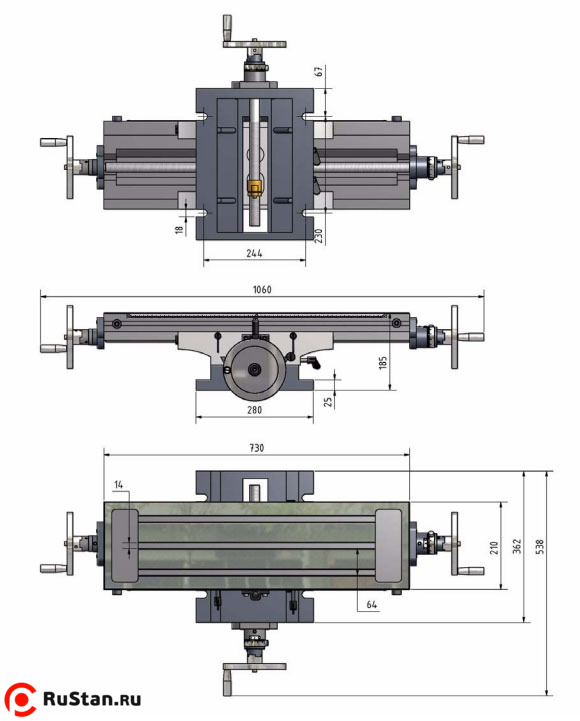 Устанавливая такой привод на координатный стол, изготовленный своими руками, следует учитывать минусы его использования:
Устанавливая такой привод на координатный стол, изготовленный своими руками, следует учитывать минусы его использования:
- быстрый износ ремней;
- растяжение ремней в процессе эксплуатации;
- повышенный риск обрыва ремня при повышенных нагрузках;
- невысокая точность.
Точность и высокую скорость перемещения обеспечивают приводы координатного стола, выполненные на базе зубчато-реечной передачи. Между тем, используя такой привод, следует быть готовым к тому, что в элементах его механизма образуется люфт после определенного периода активной эксплуатации.
Оценка статьи:
Загрузка…
Поделиться с друзьями:
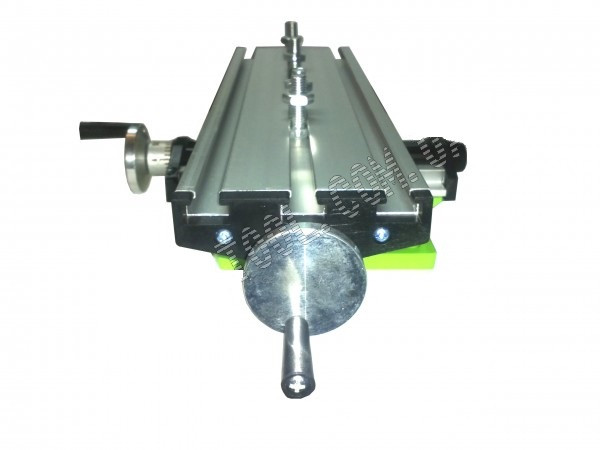
Мини Прецизионный многофункциональный сверлильно-фрезерный станок Настольный сверлильный станок Приспособление рабочего стола Фрезерный координатный стол | |
Особенности:
Стол подходит для серии Mini Drill и дрелей.
Это может также относиться к другой подходящей машине.
Рабочий стол состоит из нескольких регулируемых слотов ласточкиного хвоста из алюминиевого сплава, может гарантировать минимальное пространство и обеспечить точность.
Рабочий стол с тремя Т-образными пазами.
Шкала находится перед подвижным позиционированием.
Нулевая регулировка маховика вращается по кругу на 1,5мм.
Ось X Расстояние по оси Y составляет 190 мм, ход — 67 мм.
Размер рабочего стола составляет 310 х 90 мм, а высота 70 мм, включая два рабочих зажима.
Технические характеристики:
Размер стола: 310 * 90 * 70 мм
Ход по оси X: 190 мм
Ход по оси Y: 67 мм
X Регулировка шкалы оси Y: 1 круг = 1.5мм
Вес упаковки: 1657 г / 3,65 фунта
Размер упаковки: 350 * 200 * 80 мм / 13,78 * 7,87 * 3,15 дюйма
Список пакетов:
1 * мини многофункциональный стол
1 * набор аксессуаров
, 1шт Многофункциональный рабочий стол Фрезерный рабочий стол Фрезерный станок Настольный Регулировка сверлильных тисков Горизонтальный координатный стол | |
Описание:
Размер стола: 310 x 90 x 70 мм. Ход по оси
Ход по оси
: 190 мм. Ход по оси Y: 67 мм. Регулировка по шкале
по оси Y: 1 круг = 1,5 мм.
Особенности:
Стол подходит для мини-дрели. и серия сверлильных скоб.
Это также может относиться к другой подходящей машине.
Рабочий стол состоит из нескольких регулируемых композиций из ласточкиного алюминия, изготовленных из щелалиевого алюминия, может гарантировать минимальное пространство и точность.
Рабочий стол с тремя Т-образными пазами.
Весы перед подвижным позиционированием. Регулировочный маховик
вращается по кругу на 1,5 мм.
Расстояние по оси X по оси Y составляет 190 мм, ход — 67 мм.
Размер рабочего стола составляет 310 х 90 мм и высота 70 мм, включая два рабочих зажима.
В пакет включено:
1x мини многофункциональный стол
1 x набор аксессуаров
.
Координатные столы для станков: сверлильных, фрезерных
Дополнением к металлообрабатывающему станку является координатный стол, соответствующий ГОСТ. Он обеспечивает точную фиксацию и заданное перемещение заготовки во время обработки режущим инструментом. Этим повышается функциональность фрезерных, шлифовальных, сверлильных станков.
Он обеспечивает точную фиксацию и заданное перемещение заготовки во время обработки режущим инструментом. Этим повышается функциональность фрезерных, шлифовальных, сверлильных станков.
Стол координатный PROXXON-MICROMOT
Ключевые характеристики
Конструктивно координатные столы исполняются так, чтобы обработка металла проводилась в максимально удобном положении, смещение выполнялось с допустимой точностью, плавной подачей.
Определяющими критериями установки на тот или иной станок являются:
- количество осей перемещения;
- площадь плиты;
- тип привода;
- ручное/автоматическое управление.
Автоматизация действий дает широкие возможности использовать координатный стол в работе фрезерного станка с ЧПУ. Исполнительный механизм снабжается системой контроля с программным обеспечением.
Конструкция координатного стола SVT
В технологическом процессе значение имеют характеристики, указанные в мм: подача (поперечная, продольная), ширина паза, шаг между пазами.
 Для монтажа на оборудование — расстояние между крепежными отверстиями.
Для монтажа на оборудование — расстояние между крепежными отверстиями.Станина
Основание изготавливают 2 способами: литье, сварной рамой. Материал — алюминий, сталь, реже чугун.
Литую опору укрепляют на станину тяжелого фрезерного, шлифовального станка. Она хорошо гасит вибрации.
Сварные сборки ставят на среднее и легкое оборудование.
Приводной механизм
Скорость, точность металлообработки, которую выполняет станок, достигаются оператором при помощи определенного типа привода:
- прямой;
- рейка-шестерня;
- шарико-винтовая пара;
- ременная передача.
Исполнительный механизм
Направляющие, по которым движется координатный стол, могут быть цилиндрические оси, рельсового сечения.
За плавность хода отвечает каретка, подшипниковый узел. В особо точных случаях устанавливают подшипники скольжения. Люфт в опорах качения уже считается значительным.
Выпускают координатный стол с одновременной установкой 2, 3 исполнительных механизмов. Это позволяет выполнение более сложного фрезерного процесса.
Это позволяет выполнение более сложного фрезерного процесса.
Классификация
Плоскую деталь укладывают на портальный координатный стол для шлифовки, сверления, фрезерования, раскроя.
Для сложных, объемных перемещений, доступа к 3 сторонам заготовки, выполнения многоосных переходов, нужны крестовые виды. Они работают в условиях конвейера, непрерывной автоматизированной подачи, выполняя поперечные, продольные движения. Вариант с 2 направлениями смещения называют двухкоординатный, применяют, в том числе, для разметки, сверления, расточки повторяющихся размеров.
Сложность операций, которые назначены для фрезерного (шлифовального) станка, предусматривает оснастку по необходимости:
- Горизонтальный стол 2 х координатный неповоротный, действия производятся с перемещением относительно 2 перпендикулярных горизонтальных осей. На крупных производствах устанавливают координатную площадку, стол 2 х координатный неповоротный с вакуумным удержанием детали;
- Наклоняемый стол 2 х координатный поворотный, появляется вращение вокруг вертикальной оси, возможный угол наклона площадки крепления детали 0° — 90°.

Стол круглый координатный глобусный
Более простая модель – не наклоняемый стол 2 х координатный поворотный, дающий свободу движения только в горизонтальной плоскости прохода фрезерного узла.
Скачать ГОСТ 16163-90 «Столы поворотные делительные координатно-расточных и координатно-шлифовальных станков»
Виды работ
Размещают координатный стол под различные рабочие органы станка:
- сверло;
- фреза;
- шлифовальная головка;
- метчик;
- точечная сварка;
- сканер;
- пробник;
- манипулятор;
- маркер;
- форсунка покраски;
- преобразователь магнитострикционный.
Опции
Рабочая металлическая поверхность плиты, установленной на координатный стол, может снабжаться защитным покрытием (жертвенный пластик) от повреждений режущим инструментом станка.
2-х координатный стол с электроприводом
На крестовые столы фрезерного (или другого) станка подводят автоматизированные системы охлаждения, пылеулавливания, удаления газов, смазки, очистки. Станок ЧПУ получает обратную связь от исполнительных органов.
Станок ЧПУ получает обратную связь от исполнительных органов.
координатный стол для фрезерования и сверления
Отличные новости !!! Вы попали в нужное место для координатного стола для фрезерования и сверления. К настоящему времени вы уже знаете, что все, что вы ищете, вы обязательно найдете на AliExpress. У нас буквально есть тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.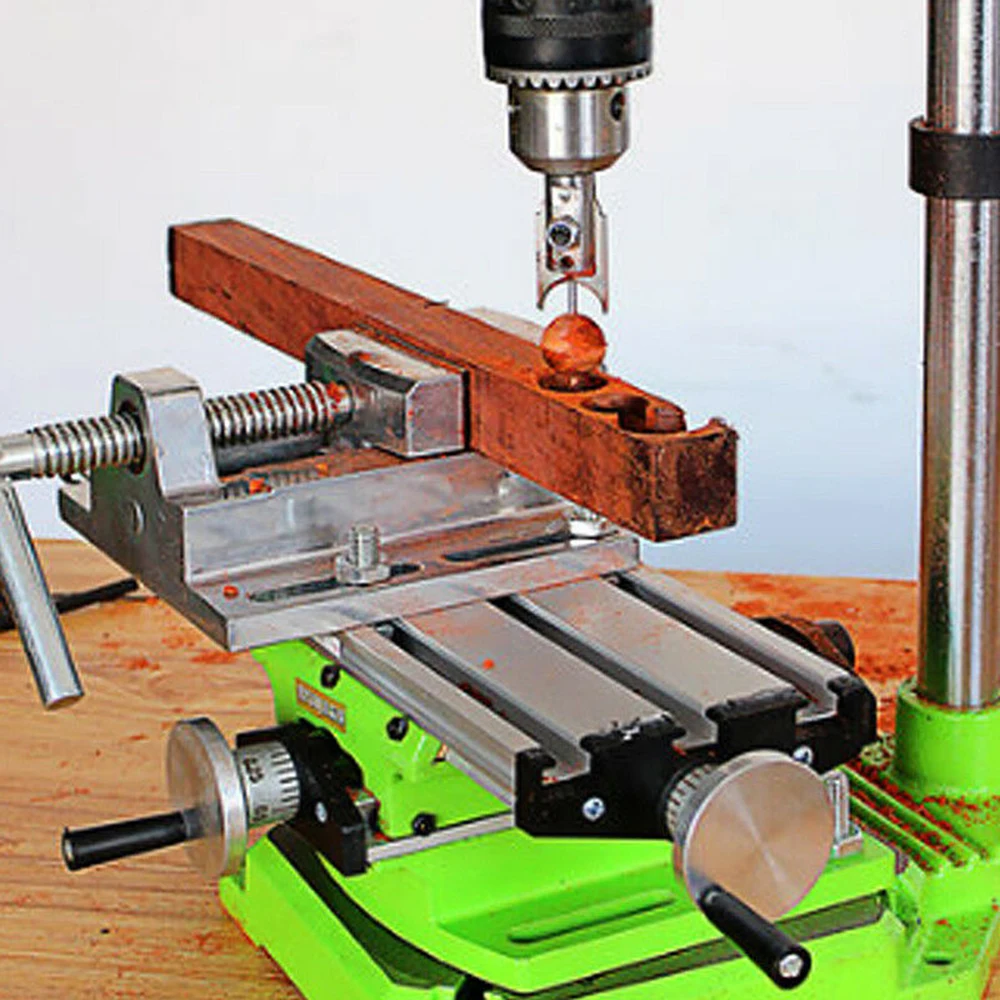
AliExpress никогда не уступит по выбору, качеству и цене.Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, так как этот верхний координатный стол для фрезерования и сверления в кратчайшие сроки станет одним из самых популярных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что получили свой координатный стол для фрезерования и сверления на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в координатном столе для фрезерования и сверления и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз.
Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress.Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести координатный стол для фрезерования и сверления по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Начните самый лучший шоппинг прямо здесь.
Amazon.com: Поперечный стол Фрезерный стол Координатный стол Сверлильный стол Фрезерные тиски Поперечная опора: Kitchen & Dining
Особенности: Мини-составной стол Этот мини-составной стол дает вам возможность сверлить с точными координатами или выполнять небольшие фрезерные операции в сочетании с настольным сверлильным или стационарным фрезерным станком. Монтаж составного стола Составной стол был разработан для использования с мини-сверлильным станком или стойкой для сверления.На составную рабочую поверхность стола с помощью резьбовых отверстий M и монтажного приспособления теперь можно крепить камни. Установка шкалы Кольца шкалы на маховике подвижны и могут быть установлены на ноль, не перемещаясь по столу. В дополнение к кольцам шкалы составной стол оснащен подвижной шкалой для регулировки в направлении X. Регулировка направляющего люфта. Если через некоторое время окажется, что направляющая составного стола имеет слишком большой или слишком маленький люфт, люфт может сбросить с помощью регулировочных винтов.Чтобы отрегулировать зазор в направлении X, сначала ослабьте гайку, затем установите зазор с помощью установочного винта, заблокируйте, повторно затянув гайку. Регулировка люфта по оси Y выполняется аналогично. Примечание. Не затягивайте установочные винты слишком сильно, поскольку это может привести к повреждению направляющей. Установка удерживающих лент Специально для фрезерных работ рекомендуется фиксировать обрабатываемую деталь с помощью поставляемых зажимных губок Модель 6300, поставляемых со стандартными зажимными губками в одном комплекте. Сфера применения Кросс-стол — это обычный кросс-стол с тисками.Устройство идеально подходит для точных сверлильных и фрезерных работ как дополнительный практичный аксессуар для сверления и фрезерования. Устройство предназначено для использования в автомобиле и в мастерской, а также в сфере DIY.
Если через некоторое время окажется, что направляющая составного стола имеет слишком большой или слишком маленький люфт, люфт может сбросить с помощью регулировочных винтов.Чтобы отрегулировать зазор в направлении X, сначала ослабьте гайку, затем установите зазор с помощью установочного винта, заблокируйте, повторно затянув гайку. Регулировка люфта по оси Y выполняется аналогично. Примечание. Не затягивайте установочные винты слишком сильно, поскольку это может привести к повреждению направляющей. Установка удерживающих лент Специально для фрезерных работ рекомендуется фиксировать обрабатываемую деталь с помощью поставляемых зажимных губок Модель 6300, поставляемых со стандартными зажимными губками в одном комплекте. Сфера применения Кросс-стол — это обычный кросс-стол с тисками.Устройство идеально подходит для точных сверлильных и фрезерных работ как дополнительный практичный аксессуар для сверления и фрезерования. Устройство предназначено для использования в автомобиле и в мастерской, а также в сфере DIY. Технические характеристики: Тип: поперечный стол Количество: 1 шт. Материал: алюминиевый сплав Цвет: Как показано Модель: 6300 Размер рабочего стола: 310×90 мм Ход по оси X: 200 мм Ход по оси Y: 50 мм Перемещение по шкале шкалы: 1,25 мм Расстояние между канавками: 34 мм Упаковка: 1 x крестообразный стол 1 коробка болты и гайки 1 коробка упаковки
Технические характеристики: Тип: поперечный стол Количество: 1 шт. Материал: алюминиевый сплав Цвет: Как показано Модель: 6300 Размер рабочего стола: 310×90 мм Ход по оси X: 200 мм Ход по оси Y: 50 мм Перемещение по шкале шкалы: 1,25 мм Расстояние между канавками: 34 мм Упаковка: 1 x крестообразный стол 1 коробка болты и гайки 1 коробка упаковки
MF Стандартный стол координат XY
Двухкоординатный многофункциональный координатный стол с фиксированным основанием для профессионального использования.
Разработанные для прецизионных работ, координатные столы серии MF оптимальны для сверления, вертикального сверления, горизонтального сверления, фрезерования, сварки, систем передачи, держателей инструмента и любого другого механического применения, где требуется точное управление положением XY.
Прочная и прочная конструкция XY Crosstable позволяет выполнять большое количество работ, сохраняя при этом точность и повторяемость позиционирования при любом типе линейного позиционирования. Классика индустрии, гарантирующая долгий срок службы.
Классика индустрии, гарантирующая долгий срок службы.
Все элементы ручных координатных столов серии MF изготовлены из чугуна (высококачественный стабилизированный серый чугун GG25), что придает ему необычайную механическую жесткость.
Технические характеристики
• Смещение с помощью ласточкин хвоста с регулировкой зазора (шлифовка всех поверхностей).
• Миллиметровые линейки и нониус из матового хрома, с циферблатом и регулировкой нуля.
• Шпиндель с трапециевидной резьбой и регулируемой гайкой.
• Блокирующий тормоз для фиксации стола XY в рабочем положении
Фиксированный кросс-стол серии MF предлагает 7 моделей различных размеров, от 120 × 110 до 700 × 400 мм с полезным перемещением, чтобы адаптироваться к потребностям приложения и предлагать гибкость и адаптацию к различным применениям и приложениям: все типы станки, сверла, шлифование, заточка, фрезерные станки, токарные станки, оптические и лазерные системы, позиционирование рабочих головок, юстировка и регулировка положения деталей в прессах, перемещение для резки и сварки, промышленная гравировка.
MF-0
Фиксированный кросс-стол XY, перемещающийся 120×110
Технические характеристики
| X — ход [мм] | 120 |
| Y — ход [мм] | 110 |
| Макс. вес [кг] | 55 |
| Макс. работа прес. [кг] | 500 |
| Вес [кг] | 16 |
Чертежи и документы
Скачать PDF
Скачать чертежи STEP
Фиксированный двухкоординатный кросс-стол, разработанный для использования на сверлильных, фрезерных машинах, машинах для тампонной печати, специальных узлах переноса и в любых механических приложениях, в которых необходимо контролировать и регулировать движение XY. Все элементы из стабилизированного чугуна GG25.Все поверхности со шлифованной отделкой. Миллиметровые правила в XY. Матовый хром Vernier / nonuis. Циферблат с нулевой настройкой. Шпиндель с треугольной резьбой. Регулируемая гайка шпинделя. Стандартный фиксатор по оси XY (винт M6 для блокировки направляющих в рабочем положении)
МФ-1
Фиксированный кросс-стол с перемещением по XY 190×130
Технические характеристики
| X — ход [мм] | 190 |
| Y — ход [мм] | 130 |
| Макс.вес [кг] | 105 |
| Макс. работа прес. [кг] | 700 |
| Вес [кг] | 33 |
Чертежи и документы
Скачать PDF
Скачать чертежи STEP
Фиксированный двухкоординатный кросс-стол, разработанный для использования на сверлильных, фрезерных машинах, машинах для тампонной печати, специальных узлах переноса и в любых механических приложениях, в которых необходимо контролировать и регулировать движение XY. Все элементы из стабилизированного чугуна GG25.Все поверхности со шлифованной отделкой. Миллиметровые правила в XY. Матовый хром Vernier / nonuis. Циферблат с нулевой настройкой. Шпиндель с трапециевидной резьбой. Регулируемая гайка шпинделя. Стандартный фиксатор по оси XY (винт M6 для блокировки направляющих в рабочем положении)
МФ-2
Фиксированный кросс-стол с перемещением по оси XY 240×160
Технические характеристики
| X — ход [мм] | 240 |
| Y — ход [мм] | 160 |
| Макс.вес [кг] | 270 |
| Макс. работа прес. [кг] | 900 |
| Вес [кг] | 46 |
Чертежи и документы
Скачать PDF
Скачать чертежи STEP
Фиксированный двухкоординатный кросс-стол, разработанный для использования на сверлильных, фрезерных машинах, машинах для тампонной печати, специальных узлах переноса и в любых механических приложениях, в которых необходимо контролировать и регулировать движение XY. Все элементы из стабилизированного чугуна GG25.Все поверхности со шлифованной отделкой. Миллиметровые правила в XY. Матовый хром Vernier / nonuis. Циферблат с нулевой настройкой. Шпиндель с трапециевидной резьбой. Регулируемая гайка шпинделя. Стандартный фиксатор по оси XY (винт M6 для блокировки направляющих в рабочем положении)
MF-3
Фиксированный кросс-стол XY, перемещающийся 350×160
Технические характеристики
| X — ход [мм] | 350 |
| Y — ход [мм] | 160 |
| Макс.вес [кг] | 270 |
| Макс. работа прес. [кг] | 980 |
| Вес [кг] | 56 |
Чертежи и документы
Скачать PDF
Скачать чертежи STEP
Фиксированный двухкоординатный кросс-стол, разработанный для использования на сверлильных, фрезерных машинах, машинах для тампонной печати, специальных узлах переноса и в любых механических приложениях, в которых необходимо контролировать и регулировать движение XY. Все элементы из стабилизированного чугуна GG25.Все поверхности со шлифованной отделкой. Миллиметровые правила в XY. Матовый хром Vernier / nonuis. Циферблат с нулевой настройкой. Шпиндель с трапециевидной резьбой. Регулируемая гайка шпинделя. Стандартный фиксатор по оси XY (винт M6 для блокировки направляющих в рабочем положении)
MF-4
Фиксированный перекрестный стол XY, перемещающийся 470×240
Технические характеристики
| X — ход [мм] | 470 |
| Y — ход [мм] | 240 |
| Макс.вес [кг] | 290 |
| Макс. работа прес. [кг] | 1200 |
| Вес [кг] | 86 |
Чертежи и документы
Скачать PDF
Скачать чертежи STEP
Фиксированный двухкоординатный кросс-стол, разработанный для использования на сверлильных, фрезерных машинах, машинах для тампонной печати, специальных узлах переноса и в любых механических приложениях, в которых необходимо контролировать и регулировать движение XY. Все элементы из стабилизированного чугуна GG25.Все поверхности со шлифованной отделкой. Миллиметровые правила в XY. Матовый хром Vernier / nonuis. Циферблат с нулевой настройкой. Шпиндель с трапециевидной резьбой. Регулируемая гайка шпинделя. Стандартный фиксатор по оси XY (винт M6 для блокировки направляющих в рабочем положении). Ящик для слива охлаждающей жидкости в столе с Т-образными пазами.
MF-5
Фиксированный перекрестный стол XY, перемещающийся 470×300
Технические характеристики
| X — ход [мм] | 470 |
| Y — ход [мм] | 300 |
| Макс.вес [кг] | 320 |
| Макс. работа прес. [кг] | 1200 |
| Вес [кг] | 122 |
Чертежи и документы
Скачать PDF
Скачать чертежи STEP
Фиксированный двухкоординатный кросс-стол, разработанный для использования на сверлильных, фрезерных машинах, машинах для тампонной печати, специальных узлах переноса и в любых механических приложениях, в которых необходимо контролировать и регулировать движение XY. Все элементы из стабилизированного чугуна GG25.Все поверхности со шлифованной отделкой. Миллиметровые правила в XY. Матовый хром Vernier / nonuis. Циферблат с нулевой настройкой. Шпиндель с трапециевидной резьбой. Регулируемая гайка шпинделя. Стандартный фиксатор по оси XY (винт M6 для блокировки направляющих в рабочем положении). Ящик для слива охлаждающей жидкости в столе с Т-образными пазами.
MF-6
Фиксированный кросс-стол XY, перемещающийся 700×400
Технические характеристики
| X — ход [мм] | 700 |
| Y — ход [мм] | 400 |
| Макс.вес [кг] | 900 |
| Макс. работа прес. [кг] | 1350 |
| Вес [кг] | 290 |
Чертежи и документы
Скачать PDF
Скачать чертежи STEP
Фиксированный двухкоординатный кросс-стол, разработанный для использования на сверлильных, фрезерных машинах, машинах для тампонной печати, специальных узлах переноса и в любых механических приложениях, в которых необходимо контролировать и регулировать движение XY. Все элементы из стабилизированного чугуна GG25.Все поверхности со шлифованной отделкой. Миллиметровые правила в XY. Матовый хром Vernier / nonuis. Циферблат с нулевой настройкой. Шпиндель с трапециевидной резьбой. Регулируемая гайка шпинделя. Стандартный фиксатор по оси XY (винт M6 для блокировки направляющих в рабочем положении). Ящик для слива охлаждающей жидкости в столе с Т-образными пазами. Защита внизу в XY
MF DRILL Стандартный координатный стол XY для сверления
Двухкоординатный многофункциональный координатный стол с фиксированным основанием для профессионального использования на станках с охлаждающей жидкостью.
Разработанные для точных работ, координатные столы серии MF DRILL аналогичны серии MF, но для работ с использованием СОЖ, сверл и т. Д. Оборудование DRILL включает в себя: канавки для сбора хладагента, маховик большого диаметра, телескопические защиты на продольная ось для механизма гайки и шпинделя и регулируемый упор для перемещения по оси X.
Координатный стол MF DRILL оптимален для сверления, вертикального сверления, горизонтального сверления, фрезерования, сварки, систем передачи, держателей инструмента и в любых других механических приложениях, где необходим точный контроль положения XY.
Прочная и прочная конструкция линейного стола позволяет выполнять большое количество работ, сохраняя точность и повторяемость позиционирования при любом типе линейного позиционирования. Стандартный прочный координатный стол, обеспечивающий долгий срок службы.
Все элементы ручных координатных столов серии MF DRILL изготовлены из сплава чугуна (высококачественный стабилизированный серый чугун GG25), что придает им исключительную механическую жесткость.
Технические характеристики
• Смещение с помощью ласточкин хвоста с регулировкой зазора (шлифовка всех поверхностей).
• Миллиметровые линейки и нониус из матового хрома, с циферблатом и регулировкой нуля.
• Шпиндель с трапециевидной резьбой и регулируемой гайкой.
• Блокирующий тормоз для фиксации стола XY в рабочем положении
Фиксированный кросс-стол серии MF DRILL предлагает 5 моделей разных размеров, от 240 × 160 до 700 × 400 мм с полезным перемещением, чтобы адаптироваться к потребностям приложения и предлагать гибкость и адаптацию к различным применениям и приложениям: все типы станков, сверл, шлифовки, заточки, фрезерных станков, токарных станков, оптических и лазерных систем, позиционирование рабочих головок, юстировка и регулировка положения деталей в прессах, перемещение для резки, сварки, промышленной гравировки.
MF-2-Дрель
Фиксированный кросс-стол «DRILL» перемещающийся 240×160
Технические характеристики
| X — ход [мм] | 240 |
| Y — ход [мм] | 160 |
| Макс. вес [кг] | 270 |
| Макс. работа прес. [кг] | 900 |
| Вес [кг] | 46 |
Чертежи и документы
Скачать PDF
Скачать чертежи STEP
Фиксированный двухкоординатный кросс-стол, разработанный для использования на сверлильных, фрезерных машинах, машинах для тампонной печати, специальных узлах переноса и в любых механических приложениях, в которых необходимо контролировать и регулировать движение по оси XY.СВЕРЛИЛЬНОЕ оборудование: прорези для охлаждающего коллектора, маховик с большим диаметром, продольные упоры и телескопические защитные направляющие для поперечного шпинделя. Все элементы из стабилизированного чугуна GG25. Все поверхности со шлифованной отделкой. Миллиметровые правила в XY. Матовый хром Vernier / nonuis. Циферблат с нулевой настройкой. Шпиндель с трапециевидной резьбой. Регулируемая гайка шпинделя. Стандартный фиксатор по оси XY (винт M6 для блокировки направляющих в рабочем положении). Ящик для слива охлаждающей жидкости. Телескопические стальные протекторы.Ограничители хода X-end
MF-3-Дрель
Стационарная крестовина DRILL перемещающаяся 350×160
Технические характеристики
| X — ход [мм] | 350 |
| Y — ход [мм] | 160 |
| Макс. вес [кг] | 270 |
| Макс. работа прес. [кг] | 980 |
| Вес [кг] | 56 |
Чертежи и документы
Скачать PDF
Скачать чертежи STEP
Фиксированный двухкоординатный кросс-стол, разработанный для использования на сверлильных, фрезерных машинах, машинах для тампонной печати, специальных узлах переноса и в любых механических приложениях, в которых необходимо контролировать и регулировать движение по оси XY.СВЕРЛИЛЬНОЕ оборудование: прорези для охлаждающего коллектора, маховик с большим диаметром, продольные упоры и телескопические защитные направляющие для поперечного шпинделя. Все элементы из стабилизированного чугуна GG25. Все поверхности со шлифованной отделкой. Миллиметровые правила в XY. Матовый хром Vernier / nonuis. Циферблат с нулевой настройкой. Шпиндель с трапециевидной резьбой. Регулируемая гайка шпинделя. Стандартный фиксатор по оси XY (винт M6 для блокировки направляющих в рабочем положении). Ящик для слива охлаждающей жидкости. Телескопические стальные протекторы.Ограничители хода X-end
MF-4-Дрель
Стационарная крестовина DRILL перемещающаяся 470×240
Технические характеристики
| X — ход [мм] | 470 |
| Y — ход [мм] | 240 |
| Макс. вес [кг] | 290 |
| Макс. работа прес. [кг] | 1200 |
| Вес [кг] | 86 |
Чертежи и документы
Скачать PDF
Скачать чертежи STEP
Фиксированный двухкоординатный кросс-стол, разработанный для использования на сверлильных, фрезерных машинах, машинах для тампонной печати, специальных узлах переноса и в любых механических приложениях, в которых необходимо контролировать и регулировать движение по оси XY.СВЕРЛИЛЬНОЕ оборудование: прорези для охлаждающего коллектора, маховик с большим диаметром, продольные упоры и телескопические защитные направляющие для поперечного шпинделя. Все элементы из стабилизированного чугуна GG25. Все поверхности со шлифованной отделкой. Миллиметровые правила в XY. Матовый хром Vernier / nonuis. Циферблат с нулевой настройкой. Шпиндель с трапециевидной резьбой. Регулируемая гайка шпинделя. Стандартный фиксатор по оси XY (винт M6 для блокировки направляющих в рабочем положении). Ящик для слива охлаждающей жидкости. Телескопические стальные протекторы.Ограничители хода X-end
MF-5-Дрель
Стационарная крестовина «DRILL» передвижная 470×300
Технические характеристики
| X — ход [мм] | 470 |
| Y — ход [мм] | 300 |
| Макс. вес [кг] | 320 |
| Макс. работа прес. [кг] | 1200 |
| Вес [кг] | 122 |
Чертежи и документы
Скачать PDF
Скачать чертежи STEP
Фиксированный двухкоординатный кросс-стол, разработанный для использования на сверлильных, фрезерных машинах, машинах для тампонной печати, специальных узлах переноса и в любых механических приложениях, в которых необходимо контролировать и регулировать движение по оси XY.СВЕРЛИЛЬНОЕ ОБОРУДОВАНИЕ: пазы для охлаждающего сбора и маховик большого диаметра. Все элементы из стабилизированного чугуна GG25. Все поверхности со шлифованной отделкой. Миллиметровые правила в XY. Матовый хром Vernier / nonuis. Циферблат с нулевой настройкой. Шпиндель с трапециевидной резьбой. Регулируемая гайка шпинделя. Стандартный фиксатор по оси XY (винт M6 для блокировки направляющих в рабочем положении). Ящик для слива охлаждающей жидкости
MF-6-Дрель
Фиксированный кросс-стол «DRILL» перемещающийся 700×400
Технические характеристики
| X — ход [мм] | 700 |
| Y — ход [мм] | 400 |
| Макс.вес [кг] | 900 |
| Макс. работа прес. [кг] | 1350 |
| Вес [кг] | 290 |
Чертежи и документы
Скачать PDF
Скачать чертежи STEP
Фиксированный двухкоординатный кросс-стол, разработанный для использования на сверлильных, фрезерных машинах, машинах для тампонной печати, специальных узлах переноса и в любых механических приложениях, в которых необходимо контролировать и регулировать движение по оси XY.БУРОВОЕ оборудование: прорези для охлаждающего коллектора, маховик большого диаметра и защитные кожухи по XY. Все элементы из стабилизированного чугуна GG25. Все поверхности со шлифованной отделкой. Миллиметровые правила в XY. Матовый хром Vernier / nonuis. Циферблат с нулевой настройкой. Шпиндель с трапециевидной резьбой. Регулируемая гайка шпинделя. Стандартный фиксатор по оси XY (винт M6 для блокировки направляющих в рабочем положении). Ящик для слива охлаждающей жидкости. Защита внизу в XY
Координатный стол X-Y
для сверлильного станка в Индии, координатный стол X-Y для производителей, поставщиков и экспортеров сверлильных станков в Индии
© 2018 HOVERLABS.Все права защищены
HOVERLABS осуществляет регулярный экспорт в следующие страны: Индия, Афганистан, Албания, Алжир, Андорра, Ангола, Антигуа и Барбуда, Аргентина, Армения, Австралия, Австрия, Азербайджан, Багамы, Бахрейн, Бангладеш, Барбадос, Беларусь, Бельгия, Белиз, Бенин, Бутан, Боливия, Босния и Герцеговина, Ботсвана, Бразилия, Бруней, Болгария, Буркина-Фасо, Бирма / Мьянма, Бурунди, Камбоджа, Камерун, Канада, Кабо-Верде, Центральноафриканская Республика, Чад, Чили, Колумбия, Коморские Острова, Конго, Конго, Коста-Рика, Кот-д’Ивуар / Кот-д’Ивуар, Хорватия, Куба, Кипр, Чешская Республика, Дания, Джибути, Доминика, Доминиканская Республика, Восточный Тимор, Эквадор, Египет, Сальвадор, Экваториальная Гвинея, Эритрея, Эстония, Эфиопия ( Аддис-Абеба), Фиджи, Финляндия, Франция, Габон, Гамбия, Грузия, Германия, Гана, Греция, Гренада, Гватемала, Гвинея, Гвинея-Бисау, Гайана, Гаити, Гондурас, Венгрия, Исландия, Индонезия, Иран, Ирак, Ирландия, Израиль, Италия, Ямайка, Япония, Иордания, Казахстан, Кения (Найроби), Кирибати, Корея, Северная , Корея, Южная, Кувейт, Кыргызстан, Лаос, Латвия, Ливан, Лесото, Либерия, Лихтенштейн, Литва, Люксембург, Македония, Мадагаскар, Малави (Лилонгве), Малайзия (Куала-Лумпур), Мальдивы, Мали, Мальта, Маршалловы Острова, Мавритания , Маврикий, Мексика, Микронезия, Молдова, Монако, Монголия, Черногория, Марокко, Мозамбик, Намибия, Науру, Непал, Нидерланды, Новая Зеландия, Никарагуа, Нигер, Нигерия (Абуджа), Норвегия, Оман, Палау, Панама, Папуа-Новая Гвинея , Парагвай, Перу, Филиппины (Манила), Польша, Португалия, Катар, Румыния, Россия, Руанда (Кигали), Сент-Китс и Невис, Сент-Люсия, Сент-Винсент и Гренадины, Самоа, Сан-Марино, Сан-Томе и Принсипи, Саудовская Аравия Аравия, Сенегал, Сербия, Сейшельские острова, Сьерра-Леоне, Сингапур, Словакия, Словения, Соломоновы Острова, Сомали, Южная Африка, Южный Судан, Испания, Шри-Ланка, Судан, Суринам, Свазиленд, Швеция, Швейцария, Сирия, Таджикистан, Танзания, Таиланд , Того, Тонга, Тринидад и Тобаго, Тунис, Турция, Туркменистан, Тувалу, Уганда (Кампал а), Украина, Объединенные Арабские Эмираты (Дубай), Великобритания (Лондон), США, Уругвай, Узбекистан, Вануату, Венесуэла, Вьетнам, Йемен, Замбия (Лусака), Зимбабве
Система координат фрезерной обработки с ЧПУ стала проще
Этот пост также доступен на следующих языках:
日本語 (японский) Deutsch (немецкий)
Вы будете использовать основы своей системы координат фрезерования с ЧПУ везде, а не только для одного конкретного станка с ЧПУ.Даже новейшие станки с ЧПУ по своей сути одинаковы: они используют оси X, Y и Z для определения координатного пространства внутри станка, а инструмент (иногда концевую фрезу, иногда экструдер, иногда лазерный луч) перемещается. вокруг этого пространства. Технология может измениться, но основные принципы останутся прежними. В этой статье мы рассмотрим основы системы координат ЧПУ, включая декартову систему координат, систему координат заготовки (WCS) и смещения.
Почему координаты имеют значение при фрезеровании с ЧПУ?
Аддитивные машины создают деталь снизу вверх.Нет никаких сомнений в том, где деталь начинается на рабочей пластине. Однако что-то вроде фрезерного станка должно вычитать материал из внешнего объекта. Для этого машина должна понимать положение ложи в физическом пространстве. Если бы только это было так же просто, как вставить кусок металла в ваш ЧПУ и нажать кнопку «Go».
При добавлении разнообразных фрезерных инструментов все становится сложнее. Каждая коронка имеет разную длину, что изменяет расстояние между точкой отсчета шпинделя и заготовкой.Точка начала отсчета, которую вы только что установили для концевой фрезы длиной 1 дюйм, не подойдет для сверла длиной 3 дюйма.
Вы можете думать о системе координат как о том, как машины с ЧПУ понимают трехмерное пространство. Без системы координат у вашего ЧПУ не было бы абсолютно никакой возможности узнать:
- Где ваш блок материала
- Как далеко ваш инструмент от вашей детали
- Какие движения использовать для обработки вашей детали
Система координат на первый взгляд может показаться сложной, но ее можно разбить на простые составные части.Давайте сначала начнем с основ декартовой системы координат.
Декартовы основы
Почти все станки с ЧПУ используют декартову систему координат, основанную на осях X, Y и Z. Эта система позволяет машине двигаться в определенном направлении по определенной плоскости.
Сократите декартову систему до ее основ, и вы получите знакомую числовую линию. Одна точка на линии обозначается как Origin . Любые числа слева от начала координат отрицательны, а числа справа положительны.
Объедините оси X, Y и Z под углом 90 градусов, и вы создадите трехмерное пространство для перемещения вашего станка с ЧПУ. Каждая ось встречается в точке Origin .
Когда две оси соединяются, они образуют плоскость. Например, когда оси X и Y пересекаются, вы получаете плоскость XY, где большая часть работы происходит с деталями 2.5D. Эти плоскости разделены на четыре квадранта, пронумерованных от 1 до 4, со своими положительными и отрицательными значениями.
Простой способ понять декартову систему координат применительно к вашему станку с ЧПУ — это использовать правило правой руки .Вытяните руку ладонью вверх, указав большим и указательным пальцами наружу, а средний палец — вверх. Поместите руку перед станком с ЧПУ, выровняйте его со шпинделем станка, и вы увидите, что оси идеально выровнены.
- Средний палец — это ось Z.
- Указательный палец — ось Y.
- Большой палец — ось X.
Как станок с ЧПУ использует координаты
Используя декартову систему координат, мы управляем станками с ЧПУ по каждой оси, чтобы преобразовать блок материала в готовую деталь.Хотя сложно описать оси относительными терминами, исходя из каждой оси, вы обычно получаете следующие движения с точки зрения оператора, стоящего лицом к станку:
- Ось X позволяет перемещаться «влево» и «вправо»
- Ось Y допускает перемещение «вперед» и «назад»
- Ось Z позволяет перемещаться «вверх» и «вниз»
Сложите все это вместе , и у вас есть станок с ЧПУ, который может вырезать разные стороны заготовки в плоскости XY и на разной глубине по оси Z.Будь то фрезерный станок, фрезерный станок или лазер, все они используют эту фундаментальную систему движения.
Движение вашего ЧПУ по системе координат всегда зависит от того, как движется ваш инструмент, а не от стола. Например, увеличение значения координаты X перемещает стол влево, но, если смотреть с точки зрения инструмента, он движется вправо вдоль заготовки.
При увеличении координаты оси Z шпиндель перемещается вверх, при уменьшении — вниз, в заготовку.Вы режете деталь, которая соответствует отрицательной координате оси Z.
Не волнуйтесь, если вы прочитали это еще больше, чем раньше. Понимание разницы между движением вашего инструмента и стола легче показать, чем объяснить словами. Посмотрите видео ниже от Роберта Коуэна, чтобы увидеть это в действии:
Происхождение вашего станка с ЧПУ
Каждый станок с ЧПУ имеет собственную внутреннюю исходную точку, которая называется Machine Home .Когда ваш ЧПУ впервые загружается, он не знает, где оно находится в физическом пространстве, и требует калибровки, чтобы сориентироваться.
Когда происходит этот процесс, все три оси вашего ЧПУ движутся к своему максимальному механическому пределу. Как только предел достигнут, на контроллер отправляется сигнал, который записывает исходное положение для этой конкретной оси. Когда это происходит для всех трех осей, машина теперь находится в исходном положении.
Под капотом процесс может варьироваться от машины к машине. Для некоторых станков имеется физический концевой выключатель, который сигнализирует контроллеру о том, что станок достиг предела оси.На некоторых машинах имеется целая сервосистема, которая делает весь этот процесс невероятно плавным и точным. Контроллер станка посылает сигнал через печатную плату на серводвигатель, который подключается к каждой оси станка. Серводвигатель вращает шариковый винт, прикрепленный к столу на вашем станке с ЧПУ, заставляя его двигаться.
При движении стола вперед и назад мгновенно передаются изменения координат с точностью до 0,0002 дюйма.
Как машинисты используют координаты ЧПУ
До сих пор мы говорили о том, как станок с ЧПУ использует свою внутреннюю систему координат.Проблема в том, что нам, людям, нелегко сослаться на эту систему координат. Например, когда ваше ЧПУ находит свое исходное положение, оно обычно испытывает крайние механические ограничения по осям X, Y и Z. Представьте, что вам нужно использовать эти экстремальные значения координат в качестве отправной точки для вашей программы ЧПУ. Какой кошмар.
Чтобы упростить написание программ ЧПУ, мы используем другую систему координат, предназначенную для манипуляций человеком, которая называется «Рабочая система координат или WCS ».WCS определяет конкретную исходную точку на блоке материала, обычно в программном обеспечении CAM, таком как Fusion 360.
Вы можете определить любую точку на блоке материала как исходную точку для WCS. После того, как исходная точка установлена, вам нужно будет найти ее внутри вашего станка с ЧПУ, используя кромкоискатель, циферблатный индикатор, щуп или другой метод определения местоположения.
Выбор исходной точки для WCS требует тщательного планирования. Помните об этих моментах при прохождении процесса:
- Исходная точка должна быть найдена механическими средствами с помощью кромкоискателя или датчика
- Повторяющиеся исходные точки помогают сэкономить время при замене деталей
- Исходная точка должна учитывать требуемые допуски последующих операций
Может быть другой Полный блог о выборе наиболее оптимальной исходной точки, особенно для каждой последующей настройки, поскольку стек допусков начинает расти.Убедитесь, что вы помните о допусках ранее обработанных деталей, вашего механизма позиционирования и вашего станка, чтобы ваша конечная деталь соответствовала спецификации.
Как взаимодействуют ЧПУ и координаты человека
Как мы упоминали выше, люди-операторы будут использовать WCS, который обеспечивает простой набор координат для написания программы ЧПУ. Однако эти координаты всегда отличаются от координат станка, так как же ваш станок с ЧПУ согласовывает их? Со смещениями.
Станок с ЧПУ будет использовать смещение нулевой точки для определения разницы в расстоянии между вашим WCS и его собственным исходным положением. Эти смещения хранятся в контроллере станка и обычно доступны в таблице смещений.
Здесь мы видим, что запрограммировано несколько смещений; G54, G55 и G59. В чем преимущество использования нескольких смещений? Если вы обрабатываете несколько деталей за одно задание, каждой детали может быть назначено собственное смещение. Это позволяет станку с ЧПУ точно связать свою систему координат с несколькими деталями в разных местах и выполнять несколько настроек одновременно.
Коррекция на инструмент
Довольно распространено использовать несколько инструментов для одной и той же работы, но вам нужен способ учета разной длины инструмента. Программирование смещений инструмента в вашем станке с ЧПУ упрощает эту работу. Если запрограммирована коррекция инструмента, ваш станок с ЧПУ будет точно знать, как далеко каждый инструмент выступает от шпинделя. Есть несколько способов записать смещение инструмента:
- Бег трусцой . Переместите инструмент из исходного положения станка в нулевое положение детали.Пройденное расстояние измеряется и вводится как смещение инструмента.
- Прецизионный блок. Установите все инструменты в общее положение Z наверху прецизионного блока 1-2-3, лежащего на столе станка.
- Зонд. Используйте щуп для автоматического определения коррекции инструмента. Это наиболее эффективный, но и самый дорогой метод, так как для него требуется зондовое оборудование.
Изображение любезно предоставлено Practical Machinist.
Собираем все вместе
Теперь, когда у нас есть все наши основы координации, давайте рассмотрим набор примеров заданий.Мы используем деталь, которая уже была обработана вручную, чтобы определить внешнюю форму. Теперь нам нужно использовать станок с ЧПУ, чтобы просверлить отверстия, карманы и прорезь.
Job 1
Сначала нам нужно закрепить и установить наши оси и исходную точку:
- Деталь зажимается в тисках, прикручивается болтами к нашему столу станка и приспосабливается к осям станка.
- При этом ось X WCS выравнивается с осью X станка.
- Левая часть лица прилегает к тисковому упору.Это устанавливает повторяемое начало оси X.
- Поскольку одна из губок тисков зафиксирована, мы можем использовать эту губку для определения повторяемого начала координат оси Y, находя это местоположение с помощью кромкоискателя или щупа.
Теперь, когда наша система WCS установлена, наша машина понимает положение заготовки относительно своих внутренних координат. Процесс обработки начинается с обработки кармана и сверления отверстий на первой стороне детали.
Job 2
Теперь деталь нужно перевернуть, чтобы работать с другой стороной.Поскольку мы только что перевернули деталь на 180 градусов, внешний контур был симметричным, а предыдущие смещения X и Y были повторяемыми, WCS не изменится. Мы также используем тот же инструмент, чтобы можно было использовать то же смещение по оси Z.
Здесь следует учитывать одну важную переменную — усилие зажима ваших тисков. Если вы еще не видели его в своем магазине, машинисты обычно отмечают закрытое положение тисков черным маркером или используют динамометрический ключ. Почему они это делают? Для создания постоянного зажимного давления при перемещении или вращении деталей.Изменения давления зажима могут привести к различиям в позиционировании детали или другим сбоям, таким как деформация детали или изгиб, в зависимости от геометрии детали. Предполагая, что наша сила зажима более или менее одинакова, теперь можно обрабатывать задание 2.
Job 3
Теперь нам нужно просверлить несколько отверстий, для чего необходимо поставить деталь на торец. Это вращение не меняет исходную точку XY WCS. Однако теперь расстояние между нашим инструментом и деталью меньше.
Это требует использования нового смещения, которое сместит исходную точку в верхний угол детали.Мы также удалили параллели, чтобы увеличить поверхность захвата, и опустили ограничитель тисков, чтобы он соединялся с лицевой стороной детали, а не с нижним карманом.
Мы все еще можем использовать здесь две из наших исходных опорных плоскостей для выполнения задания 3.
Это простой пример; деталь квадратная, начало координат XY повторялось для всех трех настроек, и даже начало координат Z изменялось только один раз. Но мыслительный процесс согласования, повторяемости и точности предыдущих функций важен, и вы обнаружите, что проходите эти базовые шаги снова и снова.
Заблокировано и загружено
Теперь у вас есть точная информация о координатах ЧПУ в вашей инструментальной ленте Machinist tool. Используйте его, куда бы вас ни завела карьера! Системы рабочих координат (WCS) устраняют разрыв между внутренними координатами станка и вашей программой ЧПУ. Эти три системы работают вместе, чтобы снова и снова точно находить и обрабатывать детали с неизменно высоким качеством. Независимо от того, качаете ли вы Бриджпорт, Тормах или Хаас, система координат всегда остается верной.
Готовы набрать координаты для вашего следующего проекта ЧПУ с помощью интегрированного программного обеспечения CAD / CAM? Попробуйте Fusion 360 сегодня!
Станок для сверления колонн ZX40H с координатным столом — Станки для сверления колонн — Сверлильные станки — Станки
Lidsjövägen 1
3335 32 Gnosjö
Тел. 0370-332360
Факс 0370-332369
www.gnosjomaskin.se
Код статьи
ZX40H
Распечатать
| Производитель | Масса | 390 кг | |
| Модель | ZX40H | Размер | |
| Сер.№ | Состояние | 10/10 | |
| Год | Код доставки |
Принадлежности для инструментов
Коническая втулка Морзе MT3 / MT2
Держатель сверлильного патрона MT3 / B16
сверлильный патрон (ключевой тип)
оправка торцевых фрез МК3 / 27 мм и дышло.
Спецификация
* Автоматическое нарезание реверсом
Максимальная мощность сверления:
31,5 мм.
Расстояние шпиндель-стойка:
272.5 мм.
Конус шпинделя:
MK3
Скорость шпинделя:
95-3200 об / мин. (12 шт)
Ход шпинделя:
130 мм.
Двигатель:
0,8 / 1,1 кВт.
Рабочий стол:
Х-370, Y-190 мм.
Размер стола:
600×190 мм.
Диаметр колонки:
115 мм.
Макс. расст. шпиндель-стол:
610 мм.
Макс. расст. шпиндель-база:
1180 мм.
Denna info är upprättad efter bästa förmåga — men är inte bindande i detalj.