Что такое MMA, TIG, MIG/MAG
Неспециалисту порой бывает трудно разобраться в терминах и определениях, применяемых в сварке. Сложность дополнительно вызвана тем, что не существует жестко регламентированных и классифицированных методов и приемов. Однако производители сварочного оборудования и материалов придерживаются общепринятых английских аббревиатур, речь о которых и пойдет в данной статье.
Расшифровка аббревиатур
ММА (РДС)
MMA (Manual Metal Arc)-ручная дуговая сварка штучными (покрытыми) электродами с помощью инвертора или трансформатора. Техническая литература советских времен оперировала обозначением РДС.
Процесс сварки происходит за счет плавления металлического стержня – электрода, покрытого специальной обмазкой, которые имеют свою классификацию. Основное ее предназначение заключается в защите сварочной ванны от воздуха, предотвращая окисление металла. Расплавленный стержень образует сварочный шов, а использованное покрытие остается в виде шлака.
Сварка покрытым электродом
РДС возможна как на постоянном, так и на переменном токе. При постоянном токе возможны два варианта подключения зажима массы и держателя электрода, поэтому существует сварка на прямой и обратной полярности. Переменный ток такой особенностью не обладает – как подключать электрод в данном случае не имеет значения. Приведенный рейтинг надежности сварочных инверторов поможет подобрать аппарат, который прослужит долгие годы.
Поскольку метод ММА самый популярный ввиду его простоты и относительно недорого применяемого оборудования, с вопросом как научиться варить электросваркой самостоятельно стоит ознакомиться непременно.
TIG(WIG) или РАДС
TIG (Tungsten Inert Gas) – технология дуговой сварки в среде инертного газа неплавящимся электродом. Вольфрам – (англ.Tungsten) очень тугоплавкий металл с температурой плавления около 3500 С, поэтому он является основой для производства подобного рода электродов. Иногда можно встретить иные вариации этого способа:
- WIG(Wolfram Inert Gas) – название образовано от немецкого написания;
- GTA (Gas Tungsten Arc) – в данной аббревиатуре опущено химическое взаимодействие защитного газа.


Выбор материалов осуществляется согласно цветовой маркировке вольфрамовых электродов, обозначающей типы свариваемых металлов , а также сварочные режимы.
Т.к. электрод является неплавящимся, процесс аргонной сварки происходит по другому сценарию:
- электрическая дуга возбуждается между концом электрода и свариваемым металлом;
- заполнение сварочного шва происходит путем подачи в сварочную зону специального присадочного материала – прутка;
- сварочная ванна защищается газовым облаком.
Процесс сварки по методу TIG
Защитным инертным газом, т.е. газом, молекулы которого химически не взаимодействуют в процессе сварки с основным и присадочным материалом, в данном случае выступает аргон. Именно поэтому за ним закрепилось название “ручная аргонно-дуговая сварка” или РАДС.
Стоит отметить, что данное название не совсем правильно, т.к. в роли защитного газа могут применяться другие газы – азот, гелий, а также газовые смеси.

Аргон может использоваться при сварке плавящимся электродов – MIG метод, речь о котором пойдет ниже.
В технических характеристиках сварочного оборудования помимо обозначения TIG всегда дополняется упоминанием рода сварочного тока DC (Direct Current) – постоянный ток или AC/DC (Alternating Current/Direct Current) – переменный/постоянный ток. В данном случае это очень важно. К примеру, сварка алюминия аргоном производится на переменном токе.
MIG / MAG
MIG/MAG (Metal Inert/Active Gas) – метод дуговой сварки в защитной среде инертного/активного газа с помощью плавящегося электрода в виде стальной или иной проволоки в зависимости от типа соединяемого металла.
Схематичное изображение mig/mag-метода
Под МИГ или МАГ сваркой обычно подразумевают полуавтоматическую. Основной задачей данного способа была идея создания “бесконечного электрода”, чтобы тем самым добиться значительной производительности сварочных работ. Ведь при РДС методе приходится часто менять электрод по мере его расходования, что в некоторых случаях является крайне не удобным. Как и при ТИГ сварке здесь применяются защитные газы.
Как и при ТИГ сварке здесь применяются защитные газы.
В роли инертного обычно выступает аргон и его смеси, который подходит, к примеру, для сварки алюминия и его сплавов полуавтоматом. Активным газом, т. е. взаимодействующим в процессе со свариваемым металлом, как правило является углекислый газ( углекислота). Вы можете услышать от сварщика словосочетание “сварка полуавтоматом в среде углекислого газа“, подразумевающий способ MAG(МАГ).
Данный способ наиболее распространен ввиду повышенной производительности по сравнению с MMA, и дающий лучший результат в качестве сварного шва.Определиться с выбором сварочного аппарата поможет рейтинг бытовых полуавтоматов на основе отзывов опытных сварщиков.
Надеемся, что данная статья поможет разобраться в классификации основных методов сварки, а также будет полезной при выборе оборудования и материалов с английскими аббревиатурами.
Технология сварки MIG/MAG | Рудетранс
Система для полуавтоматической сварки состоит из источника постоянного тока, устройства подачи проволоки, катушки, горелки и газового баллона.
Ток подается на дугу по сварочной проволоке (проволока подключается к положительному полюсу), которая, расплавляясь, переносится на свариваемый металл. Непрерывная подача проволоки необходима, поскольку материал проволоки постоянно расходуется в процессе сварки.
MIG/MAG — Metal Inert / Active Gas — дуговая сварка плавящимся металлическим электродом (проволокой) в среде инертного/активного газа с автоматической подачей присадочной проволоки. Это полуавтоматическая сварка в среде защитного газа — наиболее универсальный и распространенный в промышленности метод сварки. Иногда этот метод сварки обозначают GMA (Gas Metal Arc) . Применение термина «полуавтоматическая» не вполне корректно, поскольку речь идет об автоматизации только подачи присадочной проволоки, а сам метод MIG/MAG с успехом применяется при автоматизированной и роботизированной сварке. Словосочетание «в углекислом газе», к которому привыкли многие специалисты, умышленно упущено, так как при этом методе все чаще используются многокомпонентные газовые смеси, в состав которых помимо углекислого газа могут входить аргон, кислород, гелий, азот и другие газы.
В зависимости от свариваемого металла и его толщины в качестве защитных газов используют инертные, активные газы или их смеси. В силу физических особенностей стабильность дуги и ее технологические свойства выше при использовании постоянного тока обратной полярности. При использовании постоянного тока прямой полярности количество расплавляемого электродного металла увеличивается на 25 … 30 %, но резко снижается стабильность дуги и повышаются потери металла на разбрызгивание. Применение переменного тока невозможно из-за нестабильного горения дуги.
При сварке плавящимся электродом шов образуется за счет проплавления основного металла и расплавления дополнительного металла — электродной проволоки. Поэтому форма и размеры шва помимо прочего (скорости сварки, пространственного положения электрода и изделия и др.) зависят также от характера расплавления и переноса электродного металла в сварочную ванну. Характер переноса электродного металла определяется в основном материалом электрода, составом защитного газа, плотностью сварочного тока и рядом других факторов.
При традиционном способе сварки можно выделить три основные формы расплавления электрода и переноса электродного металла в сварочную ванну. Процесс сварки с периодическими короткими замыканиями характерен для сварки электродными проволоками диаметром 0,5 … 1,6 мм при короткой дуге с напряжением 15 … 22 В. После очередного короткого замыкания (1 и 2 на рис. ниже, а) силой поверхностного натяжения расплавленный металл на торце электрода стягивается в каплю. В результате длина и напряжение дуги становятся максимальными.
Во все стадии процесса скорость подачи электродной проволоки постоянна, а скорость ее плавления изменяется и в периоды 3 и 4 меньше скорости подачи.
Рис. Основные формы расплавления и переноса электродного металла: а) короткими замыканиями; б) капельный; в) струйный
Поэтому торец электрода с каплей приближается к сварочной ванне (длина дуги и ее напряжение уменьшаются) до короткого замыкания (5). При коротком замыкании резко возрастает сварочный ток и как результат этого увеличивается сжимающее действие электромагнитных сил, совместное действие которых разрывает перемычку жидкого металла между электродом и изделием. Во время короткого замыкания капля расплавленного электродного металла переходит в сварочную ванну. Далее процесс повторяется.
При коротком замыкании резко возрастает сварочный ток и как результат этого увеличивается сжимающее действие электромагнитных сил, совместное действие которых разрывает перемычку жидкого металла между электродом и изделием. Во время короткого замыкания капля расплавленного электродного металла переходит в сварочную ванну. Далее процесс повторяется.
Частота периодических замыканий дугового промежутка может изменяться в пределах 90 … 450 в секунду. Для каждого диаметра электродной проволоки в зависимости от материала, защитного газа и т.д. существует диапазон сварочных токов, в котором возможен процесс сварки с короткими замыканиями. При оптимальных параметрах процесса сварка возможна в различных пространственных положениях, а потери электродного металла на разбрызгивание не превышают 7 %.
Увеличение плотности сварочного тока и длины (напряжения) дуги ведет к изменению характера расплавления и переноса электродного металла, перехода от сварки короткой дугой с короткими замыканиями к процессу с редкими короткими замыканиями или без них. В сварочную ванну электродный металл переносится нерегулярно, отдельными крупными каплями различного размера (рис. выше, б), хорошо заметными невооруженным глазом.
В сварочную ванну электродный металл переносится нерегулярно, отдельными крупными каплями различного размера (рис. выше, б), хорошо заметными невооруженным глазом.
Рис. Изменение тока и напряжения дуги при импульсно-дуговой сварке: In, Un-ток и напряжение основной дуги; Iи, Uи-ток и напряжение во время импульса; tn, tи — длительность паузы и импульса
При этом ухудшаются технологические свойства дуги, затрудняется сварка в потолочном положении, а потери электродного металла на угар и разбрызгивание возрастают до 15 %.
Для улучшения технологических свойств дуги применяют периодическое изменение ее мгновенной мощности — импульсно-дуговая сварка (рис. ниже). Теплота, выделяемая основной дугой, недостаточна для плавления электродной проволоки со скоростью, равной скорости ее подачи.
Вследствие этого длина дугового промежутка уменьшается. Под действием импульса тока происходит ускоренное расплавление электрода, обеспечивающее формирование капли на его конце. Резкое увеличение электродинамических сил сужает шейку капли и сбрасывает ее в направлении сварочной ванны в любом пространственном положении.
Резкое увеличение электродинамических сил сужает шейку капли и сбрасывает ее в направлении сварочной ванны в любом пространственном положении.
Можно использовать одиночные импульсы или группу импульсов с одинаковыми или различными параметрами. В последнем случае первый или первые импульсы ускоряют расплавление электрода, а последующие сбрасывают каплю электродного металла в сварочную ванну. Устойчивость процесса зависит от соотношения основных параметров (величины и длительности импульсов и пауз). Соответствующим подбором тока основной дуги и импульса можно повысить скорость расплавления электродной проволоки, изменить форму и размеры шва, а также уменьшить нижний предел сварочного тока, обеспечивающий устойчивое горение дуги.
При достаточно высоких плотностях постоянного по величине (без импульсов или с импульсами) сварочного тока обратной полярности и при горении дуги в инертных газах может наблюдаться очень мелкокапельный перенос электродного металла. Название «струйный» он получил потому, что при его наблюдении невооруженным глазом создается впечатление, что расплавленный металл стекает в сварочную ванну с торца электрода непрерывной струей (см. рис. выше, в). Изменение характера переноса электродного металла с капельного на струйный происходит при увеличении сварочного тока до «критического» для данного диаметра электрода.
Название «струйный» он получил потому, что при его наблюдении невооруженным глазом создается впечатление, что расплавленный металл стекает в сварочную ванну с торца электрода непрерывной струей (см. рис. выше, в). Изменение характера переноса электродного металла с капельного на струйный происходит при увеличении сварочного тока до «критического» для данного диаметра электрода.
Значение критического тока уменьшается при активировании электрода (нанесении на его поверхность тем или иным способом некоторых легкоионизирующих веществ), увеличении вылета электрода. Изменение состава защитного газа также влияет на значение критического тока. Например, добавка в аргон до 5 % кислорода снижает значение критического тока. При сварке в углекислом газе без применения специальных мер получить струйный перенос электродного металла невозможно. Он не получен и при использовании тока прямой полярности.
При переходе к струйному переносу поток газов и металла от электрода в сторону сварочной ванны резко интенсифицируется благодаря сжимающему действию электромагнитных сил. В результате под дугой уменьшается прослойка жидкого металла, в сварочной ванне появляется местное углубление. Повышается теплопередача к основному металлу, и шов приобретает специфическую форму с повышенной глубиной проплавления по его оси. При струйном переносе дуга очень стабильна -колебаний сварочного тока и напряжений не наблюдается. Сварка возможна во всех пространственных положениях.
Сварочные параметры.
Поскольку внешний вид сварочной дуги и сварочной ванны определяется параметрами сварки, то для сварщика нет необходимости постоянно обращаться к таблицам и диаграммам соотношений различных сварочных параметров.
- сварочное напряжение определяет внешний вид сварочной ванны, однако ее размеры (при постоянно напряжении) могут регулироваться вручную с помощью изменения перемещения горелки.
- Скорость подачи проволоки пропорциональная сварочному току.
Для сварки MIG Короткой дугой/Струйным переносом и Импульсной сварки MIG, в зависимости от используемых сварочных источников доступны простые и быстрые синергетические настройки. В режиме синергетики параметры сварки задаются автоматически, основываясь на условиях работы (материал, толщина, газ, проволока, скорость), и посредством управления микропроцессором динамически контролируются и поддерживаются в балансе в течение всего сварочного процесса. Это позволяет получить исключительные результаты сварки с точки зрения, количества, качества и внешнего вида сварного шва для всех условий и областей применения.
В режиме синергетики параметры сварки задаются автоматически, основываясь на условиях работы (материал, толщина, газ, проволока, скорость), и посредством управления микропроцессором динамически контролируются и поддерживаются в балансе в течение всего сварочного процесса. Это позволяет получить исключительные результаты сварки с точки зрения, количества, качества и внешнего вида сварного шва для всех условий и областей применения.
Газы
Само название метода полуавтоматической сварки MIG-MAG указывает на использование определенного газа в сварочном процессе: инертного (Ar) для MIG-сварки (Metal Inert Gas) и активного (СО2) для MАG-сварки (Metal Active Gas).
|
Углекислый газ(CO2) |
|
|---|---|
|
Аргон |
|
|
Гелий |
|
|
Смесь аргон-гелий |
|
|
Смесь Аргон-CO2 и Аргон-CO2-Кислород |
|
 С другой стороны при использовании этого газа возможны проблемы с конечным химическим составом соединения, поскольку сварочная ванна оказывается перенасыщена углеродом при недостатке легко окисляемых элементов. Сварка с использованием чистого углекислого газа создает другой ряд проблем, например, разбрызгивание металла при сварке и пористость соединения из-за включения пузырьков монооксида углерода.
С другой стороны при использовании этого газа возможны проблемы с конечным химическим составом соединения, поскольку сварочная ванна оказывается перенасыщена углеродом при недостатке легко окисляемых элементов. Сварка с использованием чистого углекислого газа создает другой ряд проблем, например, разбрызгивание металла при сварке и пористость соединения из-за включения пузырьков монооксида углерода.

MAG, MIG, TIG, MMA — Основные виды сварочных устройств.
Какой сварочный аппарат стоит купить, а какой нет? Сегодня в продаже много разных аппаратов, что требует дополнительного знакомства с каждым видом сварок, предназначенных для разных типов сварочных работ.
К сожалению, нет универсального инструмента, подходящего для всех применений, поэтому начнем с обзора основных видов и выделим возможности и преимущества каждого из них. Это поможет сузить круг выбора аппарата для конкретных потребностей.
Основные виды сварочных устройств.
Сварка MIG / газовая дуговая сварка/
полуавтоматическая сварка /
GMAW /
MIG также называется газовая дуговая
сварка (GMAW) – дуга поддерживается между
сплошным проволочным электродом (проволочный сварочный электрод на катушке ) и
заготовкой. Проволока подается с помощью приводных роликов (механизм подачи
проволоки) в сварочную ванну.
Дуга и
сварочная ванна защищены от воздуха потоком инертного газа. Дуга, создаваемая
электрическим током между основным металлом и проволокой, плавит проволоку и
соединяет ее с металлом, создавая высокопрочный сварной шов, с великолепным
внешним видом и незначительной потребностью в очистке.
Сварка МИГ чистая, простая и может использоваться на тонких или толстых листовых металлах, подходит для большинства металлов.
Сварка MAG / газовая дуговая сварка /
полуавтоматическая сварка /
GMAW /
MAG – это еще один вид газовой дуговой сварки (GMAW). Принцип работы такой, как и в сварке MIG – присадочная проволока с катушки автоматически подается непосредственно к месту сварки через контактную гильзу. Главное отличие сварки MAG – используются активные газы (смесь аргона, углекислого газа и кислорода). Пропорции отдельных газов могут быть скорректированы в соответствии с требованиями к материалу, подлежащему свариванию.
MAG-сварка в основном используется для
нелегированных сталей, алюминия и алюминиевых сплавов, а также низколегированной
и высоколегированной нержавеющей стали.
Применяется только в закрытых помещениях, так как ветер может сдуть защитный экран ( газ ) и процесс сваривания будет проходить без защиты от окисления, как результат – сварочный шов низкого качества, более чувствителен к коррозии, с низкими несущими показателями.
Дуговая сварка порошковой проволокой
/ FCAW /
Дуговую
сварку порошковой проволокой используют в полуавтоматах MIG/MAG — сварок, с
предварительной заменой приводных роликов подачи проволоки и катушки. Сама проволока
имеет трубчатую форму и заполнена флюсом
и металлическим порошком и нет необходимости во внешнем защитном газе.
Из-за
высокого качества сварки и возможности работы на открытом воздухе, даже в
ветреную погоду, часто используется в строительной промышленности.
FCAW отлично подойдет для сваривания углеродистой стали, нержавеющей сталь и низколегированной стали. Большинство цветных металлов, включая алюминий, сваривать нельзя.
Сварка TIG / газовая вольфрамовая дуговая сварка / GTAW /
Это процесс дуговой сварки, в котором для получения сварного шва используется практически не расходуемый вольфрамовый электрод и присадочная поволока. В процессе сварки сварочным аппаратом TIG дуга прыгает между вольфрамовым электродом и заготовкой, создавая высокую температуру. Экран инертного газа, обычно включающий аргон или другой благородный газ, предотвращает окисление сварного шва. В процессе сварки нет брызг и образования шлака.
Экран инертного газа, обычно включающий аргон или другой благородный газ, предотвращает окисление сварного шва. В процессе сварки нет брызг и образования шлака.
Универсальный
тип сварки, отлично подходит для тонких профилей из легированной стали,
нержавеющей стали и цветных металлов, таких как алюминий, магний и медные
сплавы.
Сварка вольфрамовым
инертным газом (TIG) требует
большего мастерства сварщика. Для производства качественных сварных швов, требует
чистой подготовленной поверхности заготовок.
Сварка TIG немного медленнее, чем другие виды дуговой сварки, поэтому время, затрачиваемое на сварку относительно велико.
MMA / ручная электродуговая сварка / SMAW /
Ручная электродуговая
сварка – это процесс сварки, при котором электрическая дуга горит между
покрытым электродом и заготовкой. Электрод фиксируется в держателе электрода и при
касании предполагаемого шва, возникает короткое замыкание, и при отрыве ( электрода
) образуется дуга. От дуги выделяется большая температура, что вызывает быстрое
От дуги выделяется большая температура, что вызывает быстрое
плавление кромок заготовки и электрода. В
процессе сварки электрод и его покрытие расплавляются, а шлак растекается над
сварочным швом.
Самый эффективный и экономичный вид сварки и может
использоваться внутри и вне помещений. Не требует особой подготовки соединений
перед свариванием, обеспечивая эффективное
сцепление с ржавыми или грязными металлами.
Особенности выбора.
Уделить время и определить основные задачи, с которыми Вы будете сталкиваться наиболее часто, металл с которым будете чаще всего работать – это поможет выбрать наиболее подходящий сварочный аппарат.
Важно понимать, что помимо стоимости аппарата, не забудьте просчитать расходы на защиту глаз и рук при проведении сварочных работ (шлем, перчатки, куртка и т. Д.), и расходные материалы (газ, электроды, электродная проволока).
Please follow and like us:
Mig Mag сварка — что это и какой выбрать сварочный полуавтомат Mig
Отвечая на вопрос: «Mig Mag сварка: что это и как работает?», в первую очередь, необходимо рассказать о принципе действия этого метода сварки. Данный метод основан на плавлении сварочной проволоки с газовой защитой. При Mig сварке используются инертные газы, такие как аргон или гелий, тогда как при Mag сварке применяются активные газы, самый распространенный из которых – углекислота.
Данный метод основан на плавлении сварочной проволоки с газовой защитой. При Mig сварке используются инертные газы, такие как аргон или гелий, тогда как при Mag сварке применяются активные газы, самый распространенный из которых – углекислота.
Подача проволоки в сварочную зону осуществляется в автоматическом режиме с неизменной скоростью, которая устанавливается перед началом сварки. Поэтому в некоторых источниках при запросе «Mig Mag сварка: что это» можно встретить описание этого типа сварки как полуавтоматическая сварка.
Область применения
Благодаря высокой производительности, минимальному разбрызгиванию, качеству и внешнему виду сварочных швов, сварка методами Mig Mag имеет обширную сферу применения. Она применяется практически во всех отраслях тяжелой и средней промышленности.
Машиностроение, судостроение, производство автомобилей, трубопроводов, изготовление различных металлоконструкций – вот далеко не полный список. А так как данный метод позволяет осуществлять сварку тонких металлов, в том числе, кузовного железа, его применение получило широкое распространение в автомастерских и СТО.
Преимущества
Газовая защита отлично изолирует сварочную зону от вредного воздействия внешних факторов. Благодаря этому, получаются высококачественные сварные швы с отличными прочностными характеристиками и внешней эстетикой сварных соединений.
Сравнения с другими методами и возможность производить сварку длинными швами позволяют убедиться в одном из главных преимуществ полуавтоматической сварки: высокой скорости и производительности. К преимуществам можно также причислить малое количество брызг и почти полное отсутствие шлаковой корки на поверхности шва.
Комплектация
Комплект для сварки состоит из:
- источника питания (трансформаторного или инверторного типа),
- специального блока подачи проволоки (встроенного в источник, или выносного),
- сварочной горелки, через которую осуществляется протяжка проволоки до места сварки,
- массового зажима с кабелем,
- баллона с защитным газом, газовым редуктором и шлангом высокого давления для присоединения баллона к источнику.

При сварке на больших токах (от 350 Ампер и выше) в комплект должен входить блок водяного охлаждения (БВО) для защиты сварочной горелки от перегревов. Модификация горелки также имеет значение. На токах до 350 Ампер возможно использование воздушноохлаждаемых горелок, свыше 350 Ампер применяются водоохлаждаемые сварочные горелки.
Некоторые модели источников позволяют производить сварку самозащитной или флюсовой проволокой, не требующей наличия газовых баллонов. Это могут быть аппараты, как изначально настроенные на сварку без применения защитных газов, так и допускающие сварку в обоих режимах: с газом и без, при условии переключения полярности горелки. В этом случае комплектация для сварочного поста Mig Mag сварки значительно упрощается, он становится мобильнее.
Выбор оборудования
Основными критериями при выборе сварочного полуавтомата являются требования к питающей сети (одна фаза или три) и круг задач, которые это оборудование будет выполнять:
- бытовое или промышленное применение,
- интенсивность эксплуатации,
- предполагаемая толщина свариваемых заготовок,
- применение источника с защитным газом или без.

Для несложных периодических бытовых работ, а также для новичков, постигающих азы сварки, подойдет сварочный полуавтомат Wester Mig 90. Это инверторный источник питания со встроенной горелкой, предполагающий сварку специальной флюсовой проволокой.
Сварочный полуавтомат Wester Mig 90 отличается компактностью, мобильностью, простотой в обслуживании и эксплуатации за счет отсутствия в его комплектации газового баллона и сопутствующих расходных материалов, однако, нужно учитывать, что качество швов без газовой защиты может быть значительно ниже.
Максимальный сварочный ток, который может выдавать этот полуавтомат, – 90 Ампер. Этого достаточно для выполнения мелкого ремонта и сварки тонких металлов. Для более серьезных задач можно рекомендовать сварочный полуавтомат Shnaider Mig 200. Этот аппарат также может использоваться с самозащитной проволокой в процессе работы, но позволяет производить сварку на токах до 200 Ампер.
Благодаря продолжительному режиму сварки, сварочный полуавтомат Shnaider Mig 200 возможно использовать на полупрофессиональном уровне – в некрупных производствах и автомобильных сервисах.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Полуавтоматическая сварка. Сварка MIG/MAG полуавтоматом
Полуавтоматическая сварка или MIG-MAG сварка.
Сварка полуавтоматом (полуавтоматическая сварка MIG/MAG) — это второй по полурности вид сварки (первый — ручная дуговая сварка MMA), при котором сварка осуществляется с помощью сварочной проволоки, которая автоматически подается в зону сварки, а сам процесс сварки проиходит в среде защитных газов.
Популярности сварки полуавтоматами обусловлена высокой производительностью полуавтоматической сварки и высоким качеством получаемого в процессе сварки полуавтоматом сварного шва.
Что означает аббревеатура MIG/MAG?
MIG – это сварка, в которой используется инертный газ, например, гелий или аргон, или их смеси.
MAG – это сварка, в которой используется активный газ, например, азота или углекислый газ, или их смеси.
Сегодня методы полуавтоматической сварки применяются во всех областях промышленности, в строительстве и производстве. Современное автомобилестроение, судостроение, производство металлоконструкций не возможно представить без сварочных полуавтоматов и полуавтоматической сварки.
Принцип работы сварочного полуавтомата заключается в том, что сварочная проволока автоматически подается в зону сварки, она поступает по кабель каналам через сварочную горелку, которой управляет сварщик. Сварочная проволока выступает в роли токопроводящего электрода и присадочного материала. Процесс сварки осуществляется в среде защитных газов, для защиты сварочной зоны от негативного воздействия внешних факторов и как следствие, сварка качественного сварного шва, изготовление качественного изделия.
В полуавтоматической сварке используют разные источники питания сварочного аппарата, которые работают на постоянном токе: выпрямители и инверторы. Выбор между источникими питания полуавтомата зависит от конкретных условий сварки.
Если сварочный полуавтомат будет использоваться в бытовых условиях, например, дома или в гараже;в небольшом производстве, то лучше выбрать полуавтомат ESAB Caddy® Mig C160i/C200i. Данная модель компактного полуавтомата отличается высокой производительность, надежностью и качеством. Аппарат идеален для кузовного ремонта, для автосервиса.
Если нужен сварочный полуавтомат для постоянной работы, например, для сварки металлоконструкций, металлических изделий, то стоит присмотреться, к серии сварочных полуавтоматов SYNERGIC.PRO2® 170-2-310-4 от немецкой компании REHM. Оборудование REHM — это высококачественный и высокотехнологичный продукт, отличающийся от аналогов, низким энергопотреблением.
Если полуавтомат будет работать в условиях крупного производства или в областях промышленности, где нужны мощные сварочные аппарата, высокой производительности, то стоит опробовать в работе профессиональные сварочные полуавтоматы серий Origo™ Mig от ESAB, SYNERGIC.PRO2® или MEGA.ARC2® от REHM, мощностью до 600A.
Сварочные полуавтоматы в каталоге оборудования для полуавтоматической сварки магазина «ВСЁ ДЛЯ СВАРКИ» компании Сваркомплект.
Полуавтоматическая сварка (MIG)
Принципиальная схема и особенности полуавтоматической сварки
Полуавтоматическая сварка отличается от ручной дуговой сварки тем, что механизируется подача электродной проволоки в сварочную зону, а остальные операции процесса сварки выполняются сварщиком вручную. Для этого современная промышленность выпускает целую серию сварочных полуавтоматов, при помощи которых выполняют дуговую сварку в среде защитных газов. Их разрабатывают с использованием унифицированных узлов, что позволяет с наименьшими затратами выполнить наладку на сварку требуемых изделий. К таким унифицированным узлам относятся прижимные и направляющие устройства, подающие механизмы, узлы, осуществляющие подъем и перемещение, а также механизмы автоматической подачи присадочной проволоки. Полуавтоматы могут быть нескольких видов:
Полуавтоматы могут быть нескольких видов:
- для сварки сплошной стальной проволокой;
- для сварки сплошной алюминиевой проволокой;
- для сварки сплошной стальной и алюминиевой проволоками;
- для сварки сплошной стальной или алюминиевой порошковой проволоками.
Кроме того, полуавтоматы могут различаться по способу охлаждения горелки, регулировкой скорости подачи проволоки и методикой ее подачи и по конструктивным особенностям. При помощи этого универсального оборудования обеспечивается сварка практически всех труднодоступных мест с высоким качеством защиты сварочной ванны и дуги. Поэтому до 70% сварочных работ выполняется полуавтоматами. Различают полуавтоматы по маркировке. Первые две буквы в маркировке обозначают тип оборудования и способ сварки: «ПШ» — полуавтомат шланговый, «УД» — установка для дуговой сварки. При помощи третьей буквы в маркировке указывают на способ защиты сварочной дуги: «Г» — газовая, «Ф» — флюсовая. Первая цифра, проставленная после буквенного индекса, указывает величину сварочного тока (в сотнях ампер), а последующие цифры обозначают конкретную модификацию изделия. И наконец, буквенный символ, проставленный после цифрового, обозначает климатическое исполнение полуавтомата: «У» — для эксплуатации в районах с умеренным климатом; «ХЛ» — в районах с холодным климатом; «Т» — тропическое исполнение.
И наконец, буквенный символ, проставленный после цифрового, обозначает климатическое исполнение полуавтомата: «У» — для эксплуатации в районах с умеренным климатом; «ХЛ» — в районах с холодным климатом; «Т» — тропическое исполнение.
Принципиальная схема полуавтоматической установки представлена на рис. Как правило, в комплект установки входят: выпрямитель — источник питания сварочной дуги; подающее устройство, предназначенное для подачи электродной проволоки в зону сварки; газовый клапан, предназначенный для снижения давления защитного газа, находящегося в специальном баллоне.
Подающее устройство сварочной проволоки может быть толкающего, тянущего и универсального типа. Как правило, оно состоит из следующих основных узлов: электродвигателя, планетарной головки, блока управления, катушки с проволокой, электропневматического газового клапана.
Заслуживают внимания новые безредукторные конструкции подающих механизмов серии «Интермигмаг» с пульсирующей подачей проволоки, являющиеся модификацией известного механизма «Изаплан». Состоит такой механизм из планетарной головки, корпус которой закреплен на полом валу электродвигателя постоянного тока. Укрепленные на ползунах подающие ролики прижимаются к сварочной проволоке и обкатываются вокруг нее при вращении якоря двигателя. Так как оси роликов расположены под углом 30-40° к оси проволоки, это усилие разлагается на две составляющие — закручивающее и осевое. Осевое усилие обеспечивает подачу проволоки, закручивающее — ее движение по шлангу. Скорость подачи проволоки регулируется изменением частоты вращения ротора двигателя постоянного тока.
Состоит такой механизм из планетарной головки, корпус которой закреплен на полом валу электродвигателя постоянного тока. Укрепленные на ползунах подающие ролики прижимаются к сварочной проволоке и обкатываются вокруг нее при вращении якоря двигателя. Так как оси роликов расположены под углом 30-40° к оси проволоки, это усилие разлагается на две составляющие — закручивающее и осевое. Осевое усилие обеспечивает подачу проволоки, закручивающее — ее движение по шлангу. Скорость подачи проволоки регулируется изменением частоты вращения ротора двигателя постоянного тока.
При помощи подающего устройства обеспечивается последовательность включения исполнительных органов сварочного полуавтомата, необходимая скорость подачи сварочной проволоки, выбор рабочего режима сварки и т.д. Стабилизация выходных параметров источника питания совместно со стабилизацией скорости подачи электродной проволоки позволяет получить сварные соединения высокого качества.
Горелка является одним из важных узлов сварочного полуавтомата. Она предназначена для направления в зону сварочной дуги электродной проволоки, защитного газа или флюса. С помощью горелки возбуждается сварочная дуга, осуществляется формирование и направление струи защитного газа. Конструкции сварочных горелок унифицированы в соответствии с технологическими требованиями. Рукоятка горелки должна быть прочной и удобной в работе, поэтому ее изготавливают в форме, позволяющей обхват рукой сварщика. Для управления сварочным процессом и защиты руки сварщика от ожогов на рукоятке устанавливается предохранительный щиток и пусковая кнопка. Самыми распространенными являются рукоятки круглой или овальной формы.
Она предназначена для направления в зону сварочной дуги электродной проволоки, защитного газа или флюса. С помощью горелки возбуждается сварочная дуга, осуществляется формирование и направление струи защитного газа. Конструкции сварочных горелок унифицированы в соответствии с технологическими требованиями. Рукоятка горелки должна быть прочной и удобной в работе, поэтому ее изготавливают в форме, позволяющей обхват рукой сварщика. Для управления сварочным процессом и защиты руки сварщика от ожогов на рукоятке устанавливается предохранительный щиток и пусковая кнопка. Самыми распространенными являются рукоятки круглой или овальной формы.
Токоведущая направляющая трубка соединяет токопровод с токосъемным наконечником. Конструкция трубки определяется сечением токоведущей части и необходимостью подвода защитного газа. По своему конструктивному исполнению направляющие трубки должны соответствовать требованиям гибкости и достаточной проводимости. Поэтому токопроводы изготавливают из мягкого провода, заключенного в изоляционную оболочку, внутренний диаметр которой выбран таким образом, чтобы по нему можно было пропускать защитный газ или охлаждающую воду. Направляющие каналы токопровода служат для подачи электродной проволоки к сварочной горелке. Они представляют собой металлическую спираль, на которую надета стальная стягивающая оплетка и изоляционная трубка. Спираль может быть одно- или двухзаходной.
Направляющие каналы токопровода служат для подачи электродной проволоки к сварочной горелке. Они представляют собой металлическую спираль, на которую надета стальная стягивающая оплетка и изоляционная трубка. Спираль может быть одно- или двухзаходной.
Наиболее ответственной частью горелки является ее сопло, представляющее собой токопроводящий наконечник. Эта деталь горелки работает в условиях высокой температуры и механического воздействия подающейся сварочной проволоки. Поэтому наконечник быстро изнашивается и требует замены. Для снижения изнашиваемости наконечника его хромируют, полируют или изготавливают из твердых составов на медно-вольфрамовой основе. При больших сварочных токах, достигающих более 315 А, применяют принудительное охлаждение наконечника.
Применяют два типа наконечников: с поджимным контактом и без поджимного контакта. Поджимной контакт применяется при сварке тонкими электродными проволоками диаметром 0,8-1,2 мм. Простейшей горелкой могут служить две медные трубки, вставленные друг в друга с зазором, по которому защитный газ подается в сопло.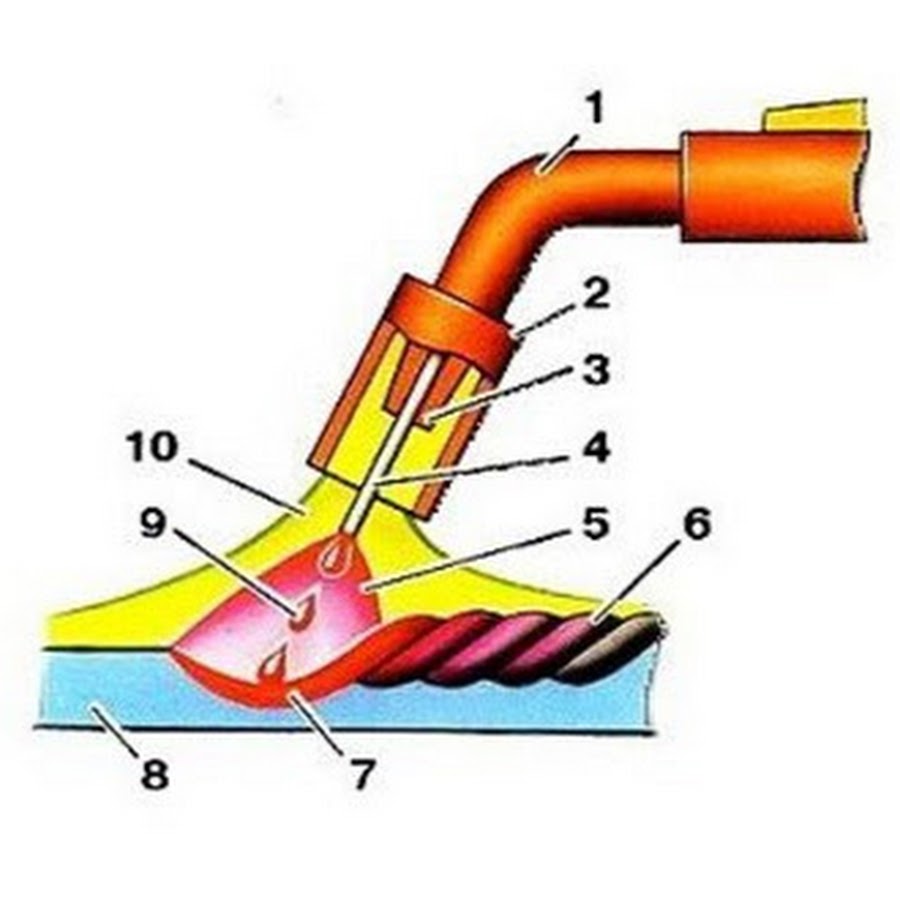 Для сварки в стесненных условиях используют сменные горелки различной длины. Технические характеристики унифицированных горелок типа ГДПГ для механизированной сварки плавящимся электродом приведены в табл.
Для сварки в стесненных условиях используют сменные горелки различной длины. Технические характеристики унифицированных горелок типа ГДПГ для механизированной сварки плавящимся электродом приведены в табл.
Технические характеристики унифицированных горелок
| Тип горелки | Номинальный сварочный ток, А | ø электродной проволоки, мм | Длина рукава, | Габариты горелки, мм | Масса (без рукавов), |
| ДПГ-101-8УЗ | 160 | 0,8-1,2 | 2 | 254x60x113 | 0,45 |
| ГДПГ-101-9УЗ | 160 | 0,8-1,2 | 1 | ||
| ГДПГ-Ю1-10УЗ | 160 | 0,8-1,2 | 2 | ||
| ГДПГ-102-УЗ | 160 | 1,2-1,6 | 2 | 0,6 | |
| ГДПГ-301-6У4 | 315 | 1,2-1,4 | 3 | 266x50x125 | |
| ГДПГ-301-7У4 | 315 | 0,8-1,4 | 1 | ||
| ГДПГ-301-8У4 | 315 | 1,2-1,4 | 3 | ||
| ГДПГ-302-У4 | 315 | 1,6-2,0 | 2 | 0,7 | |
| ГДПГ-501-4У4 | 500 | 1,6-2,0 | 3 | 268x90x125 | |
| ГДПГ-603-У4 | 630 | 1,6-2,5 | 3 |
Горелки для ручной дуговой сварки неплавящимся электродом состоят из корпуса, сменной цанги, сменного наконечника, колпачка, вентиля, предназначенного для пуска, регулирования и подачи защитного газа, рукоятки, резинового рукава и газоподводящего кабеля. Горелка снабжена сменными цангами, позволяющими закреплять вольфрамовые электроды различных диаметров. Как правило, такие горелки имеют водяное охлаждение.
Горелка снабжена сменными цангами, позволяющими закреплять вольфрамовые электроды различных диаметров. Как правило, такие горелки имеют водяное охлаждение.
Кроме перечисленного оборудования в комплект сварочного поста входит осушитель, редуктор с манометрами или расходомерами для точной дозировки газа и отсекатель газа.
УНИВЕРСАЛЬНЫЕ ПОЛУАВТОМАТЫ
Универсальные полуавтоматы позволяют выполнить быструю переналадку без существенных трудовых и материальных затрат. К универсальным полуавтоматам относят прежде всего модель, применяемую для сварки в среде углекислого газа сплошной или порошковой проволокой. У всех полуавтоматов подача электродной проволоки осуществляется по пустотелому шлангу, поэтому они именуются шланговыми полуавтоматами.
Схематично полуавтомат для сварки в среде защитного газа состоит из следующих основных составные частей — сменная газовая горелка, подающий механизм, шланг подачи электродной проволоки, кассеты для хранения проволоки, газового шланга, блока управления, источника питания, провода цепи управления, газовой аппаратуры, кабеля.
Мы часто упоминаем о сварочной горелке. Вкратце объясним ее устройство. Для этого обратимся к рисунку. Горелка предназначена для подачи в зону горения электродной проволоки и защитного газа.
Рукоятка сварочной горелки должна быть прочной и удобной для работы. С этой целью ее изготавливают из литьевого изоляционного материала. На рукоятке размещены предохранительный щиток и пусковая кнопка. Наиболее ответственными элементами сварочной горелки являются сопло и наконечник, подводящий ток.
| 1. Сварочная проволока 2. Газовое сопло 3. Токоподводящий мундштук 4. Корпус горелки 5. Рукоять горелки 6. Механизм подачи проволоки 7. Атмосфера защитного газа 8. Сварочная дуга 9. Сварочная ванна |
Схема полуавтомата для сварки в защитных газах.
Сопло горелки — на нем из-за высокой температуры постоянно возникает налипание расплавленного металла. Чтобы устранить это, металлическое сопло хромируют или полируют. Есть и другой выход — сопло изготавливают из керамического материала. В случае, если сварочный ток достигает значения 315 А и выше, применяется дополнительное охлаждение сопла горелки. Периодичность смены горелки — через каждые полгода.
Чтобы устранить это, металлическое сопло хромируют или полируют. Есть и другой выход — сопло изготавливают из керамического материала. В случае, если сварочный ток достигает значения 315 А и выше, применяется дополнительное охлаждение сопла горелки. Периодичность смены горелки — через каждые полгода.
Наконечники для подачи тока изготавливаются из меди с гарантированным сроком работы — от 5 до 10 часов непрерывной работы. Если наконечник изготовлен из бронзы,-то срок его службы еще меньше. Изготавливаемые в последнее время медно-гра-фитовые наконечники имеют тоже малый срок службы, но лучше обеспечивают контакт и гарантируют хорошее скольжение, что важно при сварке алюминиевой проволокой. Только наконечник на медно-вольфрамовой основе обеспечивает более длительную работу без замены.
Проверка горелки перед сваркой
Режимы полуавтоматической сварки
Техника проведения сварки методом MIG/MAG
Сварка методом MIG/MAG относится к электродуговой сварке. Соответственно для ведения процесса необходима электрическая дуга. При MIG-MAG-сварке дуга горит между свариваемым изделием и проволокой или плавящимся электродом.
Соответственно для ведения процесса необходима электрическая дуга. При MIG-MAG-сварке дуга горит между свариваемым изделием и проволокой или плавящимся электродом.
Процесс сварки MIG-MAG относится к полуавтоматическим. Это означает, что сварочная проволока автоматически подается к месту ведения сварки, а сварщик только управляет горелкой. Поэтому важно перед началом работы правильно настроить оборудование.
В первую очередь необходимо выбрать правильные параметры сварочного тока. Выбор тока зависит от толщины свариваемых материалов. Чем толще материалы, тем больше выставляется сила тока. Напряжение зависит от выбранного аппарата и выставляется в пределах от 19В до 30В. Ток может использоваться постоянный и переменный в зависимости от условий.
Скорость подачи проволоки зависит от толщины металла и диаметра проволоки. При этом скорость должна быть выбрана таким образом, чтобы часть проволоки выступала на четко определенное расстояние. Слишком короткая проволока не будет успевать за скоростью сварки, слишком длинная – помешает действию защитного газа.
Слишком короткая проволока не будет успевать за скоростью сварки, слишком длинная – помешает действию защитного газа.
Свариваемые материалы должны быть хорошо зачищены от ржавчины, следов краски и других загрязнений. Любые загрязнители могут негативно сказаться на качестве сварки и прочности шва.
Защитный газ подается через горелку к месту сварки. Через горелку газ обдувает сварочную ванну, обволакивая ее и защищая от воздуха. Инертный газ при MIG-сварке препятствует окислению металла. Активный газ при MAG-сварке поддерживает дугу и обеспечивает лучшее проплавление металла. В большинстве случаев используется смесь инертных и активных газов. Благодаря этому достигается лучший эффект от действия обоих видов газа. Состав смеси зависит от выбранного вида металла и требуемых свойств газа.
Сварщик в процессе работы должен контролировать скорость прохождения дуги и горелки по месту сварки. Правильно выбранная скорость позволяет получать прочный ровный шов. Скорость подачи газа должна соответствовать скорости подачи проволоки. Любые отклонения скорости от требуемого показателя ведут к снижению защитных качеств газа.
Скорость подачи газа должна соответствовать скорости подачи проволоки. Любые отклонения скорости от требуемого показателя ведут к снижению защитных качеств газа.
Также и со скоростью сварки. Если вести сварку слишком быстро, то шов получается тонким и пористым. При этом расплавленный металл будет брызгать во все стороны, неся опасность для сварщика и окружающей среды. Слишком медленная сварка приведет к излишнему проплавлению свариваемого металла и некачественному шву. Скорость подбирается сварщиком в начале работы, исходя из толщины металла и диаметра проволоки.
Сварочную горелку, как правило, можно удержать одной рукой. Но ведение горелки двумя руками обеспечивает лучший контроль процесса. Угол горелки зависит от угла между свариваемыми деталями. Для деталей, лежащих в одной плоскости, оптимальным будет угол 15-20o от вертикального положения. Детали, расположенные под углом, лучше сваривать горелкой под углом 45o.
Что такое сварка MAG? — Сварочный штаб
Многие сварщики используют технологию GMAW (газовая дуговая сварка) в своих проектах для изготовления высококачественных конструкций. Этот метод основан на использовании металлической дуги, защищенной защитным газом, для сварки различных металлических деталей. GMAW можно разделить на два основных типа: сварка MIG и MAG.
Этот метод основан на использовании металлической дуги, защищенной защитным газом, для сварки различных металлических деталей. GMAW можно разделить на два основных типа: сварка MIG и MAG.
Многие начинающие сварщики не понимают, в чем разница между ними, и спрашивают нас, что такое сварка MAG?
MAG расшифровывается как Metal Active Gas.По своему применению она очень похожа на сварку MIG. Основное различие заключается в типе используемого газа. Сварщики MAG обычно используют углекислый газ или смесь CO2, аргона и кислорода для получения желаемого результата.
Основы сварки MAG
Сварка
MAG очень похожа на MIG, и вы можете использовать насадки, применяемые при сварке металлов в среде инертного газа, в своих проектах при защите с помощью активного газа для металла.
Сварочный аппарат MAG работает за счет подачи постоянного напряжения на горелку, удерживающую подающую проволоку. Электрический ток создает плазменную дугу между заготовкой и сварочной проволокой.
Электрический ток создает плазменную дугу между заготовкой и сварочной проволокой.
Дуга нагревается до очень высокой температуры и плавит как материал, который вы свариваете, так и проволоку, проходящую через катушку. Таким образом, сварочная проволока работает и как электрод, и как расходный материал. Это позволяет работать намного быстрее, чем сварка TIG.
Сварочная проволока находится на свернутой катушке, которая помещается в сварочный аппарат и механически подается в горелку по мере расходования.Вы можете увеличить или уменьшить скорость в зависимости от того, насколько быстро должна выполняться работа. Регулировка скорости подачи также влияет на количество необходимой мощности. Это также влияет на тип сварного шва, который вы получите.
Защитный газ здесь служит двум целям.
Во-первых, активный защитный газ, используемый в этом процессе, необходим для защиты расплавленной металлической ванны от окружающей среды. Если бы у вас не было защитного газа, материал стал бы слишком горячим и выгорел бы.
Во-вторых, расплавленный газ используется для защиты дуги от открытого огня.Это помогает поддерживать равномерную температуру, необходимую для точного проникновения в основной материал.
В каких проектах можно использовать сварку MAG?
[amalinkspro type = ”image-link” asin = ”B071RN46PH” new-window = ”true” apilink = ”https://www.amazon.com/dp/B071RN46PH?tag=weldinghq-20&linkCode=osi&th=1&psc=1 ″ Addtocart = ”false” nofollow = ”true” alt = ”SUNGOLDPOWER 200A MIG MAG ARC MMA Stick DC Welder 110 / 220V Dual Voltage IGBT Inverter 200A Алюминиевый сварочный паяльный аппарат Газовая / безгазовая порошковая проволока Сварочное оборудование с твердым сердечником ”Aligncenter”] https: // m.media-amazon.com/images/I/41lvdXl90VL.jpg[/amalinkspro]
MAG-сварка — это распространенный метод сварки, который используется в различных отраслях промышленности. Этот метод достаточно универсален и позволяет получить качественный результат. Он широко используется в металлургической и тяжелой промышленности.
Процесс сварки
MAG можно легко механизировать, что делает его пригодным для использования там, где требуется высокая производительность. Он часто применяется на заводах по производству автомобилей на промышленном уровне.Он также популярен среди любителей, желающих построить свои собственные автомобили для отдыха.
При сварке MAG можно также использовать специальную газонаполненную сварочную проволоку, не требуя отдельного источника газа. Когда эта проволока сочетается с компактным и переносным сварочным аппаратом, она генерирует собственный защитный газ.
Это устраняет необходимость носить с собой тяжелые газовые баллоны и делает этот процесс сварки намного более привлекательным для сварщиков-любителей или домашних мастеров, которые ищут машину, с которой можно легко перемещать.
С какими материалами можно работать?
Возможности сварки MAG безграничны, независимо от типа материалов, которые вы хотите соединить. Вы можете использовать его практически для всех видов черных и углеродистых сталей, а также для нержавеющей стали различной толщины.
Если вы хотите работать с алюминием, вам не нужна импульсная функция для сварочного аппарата. В таких случаях можно настроить ток, чередующийся между базовым и пиковым токами. Это позволяет сваривать даже такой хрупкий материал, как алюминий, контролируемым способом, не сжигая верхнюю поверхность.
В случае сварки высоколегированных сталей и алюминия вы можете увеличить количество инертных газов, таких как гелий или аргон, в смеси, чтобы снизить интенсивность сварки. Преимущество добавления инертных газов в смесь при сварке MAG заключается в том, что они позволяют плавиться при более высоких температурах без окисления материала.
Где можно использовать сварку МАГ?
Сварку
MAG можно использовать только в помещении или в закрытых помещениях, где у вас есть достаточная защита от ветра.Это связано с тем, что газы, используемые при сварке MAG, не обеспечивают такого хорошего покрытия, как чистый аргон или гелий.
Сильный ветер, влажность и дождливая погода могут легко сдувать защитный газ и подвергать сварной валик окислению. Это может вызвать пористость и снизить качество окончательного сварного шва.
Это может вызвать пористость и снизить качество окончательного сварного шва.
Сварной шов, сформированный таким образом, будет более низкого качества, легко заржаветь и не сможет выдержать нагрузку или напряжение.
Типы дуг, используемых при сварке MAG
Четыре типа дуг в основном используются при сварке MAG для сварки металлов вместе.
Сварка короткой дугой
Сварка короткой дугой используется, если вы работаете с очень тонкими металлическими листами, деликатными проектами и мягкими металлами, или если вы выполняете сварку из трудного положения. При сварке короткой дугой образуются мелкие капли с низким разбрызгиванием и гладким напылением материала.
Сварка длинной дугой
Длинная сварочная дуга используется для толстых металлических листов и пластин. Он генерирует длинную дугу и использует технологию с интенсивным разбрызгиванием, при которой образуется крупнозернистый слой материала.
Дуговая сварка распылением
Дуговая сварка распылением используется опытными сварщиками MAG или автоматизированными машинами. Он используется для сварки более толстых листов и пластин с помощью смеси газов на основе аргона.
Он используется для сварки более толстых листов и пластин с помощью смеси газов на основе аргона.
С помощью дуговой сварки распылением можно добиться большей площади плавления металлических листов и большей скорости сварки. Он производит очень мало брызг и создает мелкие капли материала.
Импульсная дуговая сварка
Импульсная дуговая сварка применяется для листов и листов любой толщины.В нем используются защитные газы, смешанные с чистым аргоном, для повышения защиты сварных швов и дуги.
Импульсный ток подается по проволоке, которая образует капли в процессе сварки. Скорость импульсов можно регулировать в зависимости от требований проекта. В результате получается равномерный поток мелких капель с очень низким разбрызгиванием. Создает отложения материала практически без короткого замыкания.
Преимущества сварки MAG
Сварку
MAG предпочитают многие сварщики, поскольку защитные газы обеспечивают адекватную защиту от окисления готового сварного шва. Этот способ сварки достаточно чистый и при сварке не образуется шлаков.
Этот способ сварки достаточно чистый и при сварке не образуется шлаков.
Одним из его преимуществ перед сваркой MIG является очень высокая рабочая скорость. Вы можете создать больше проектов с помощью сварки MAG, чем с помощью сварки MIG.
Сварные швы, полученные с помощью MAG, толще и имеют более глубокое проникновение как в основной металл, так и в соединенный рычаг. Он обеспечивает более прочную отделку, способную выдерживать большие нагрузки.
Еще одним преимуществом является то, что сварочный аппарат можно использовать для создания правильных настроек мощности, силы тока и управления проводом.У вас всегда есть свободная рука, чтобы поддержать сварочную горелку и направить ее в нужное положение, поскольку расходная проволока автоматически подается в горелку. Это делает весьма удобным использование процедуры сварки MAG в различных положениях сварки.
И последнее, но не менее важное — это цена защитного газа. Обычно CO2 используется для защиты при сварке MAG, что намного дешевле, чем аргон или гелий. Даже если вы используете смесь CO2 с аргоном, это обойдется вам дешевле, чем использование чистого аргона.
Даже если вы используете смесь CO2 с аргоном, это обойдется вам дешевле, чем использование чистого аргона.
Из-за этих особых преимуществ многие сварщики предпочитают использовать метод MAG для сварки.
Связанные вопросы
Что подразумевается под сваркой MAG?
MAG означает металлические активные газы. Это тип газовой дуговой сварки (GMAW), при которой сварщики используют смесь газов для защиты сварочной ванны и дуги для создания более высокого качества сварного шва.
Металлический электрод подается через контактный наконечник от горелки с катушкой подачи проволоки, а защитный газ при этом подается через сварочную горелку.
В чем разница между сваркой MIG и MAG?
При сварке MIG в качестве защитного газа используются только инертные газы или смеси газов. Обычно используемые инертные газы включают аргон и гелий.
При сварке MAG для защиты сварочной ванны используются металлоактивные газы. Обычно используемые газы включают смесь аргона, диоксида углерода и кислорода.
Почему при сварке MAG используется CO2?
Двуокись углерода — один из самых реактивных газов. Он обеспечивает отличное проникновение металла и при этом обеспечивает надлежащую защиту от дуги.Это один из немногих газов, который можно использовать при сварке MAG в чистом виде без добавления инертного газа, что также делает его очень дешевым.
В чем преимущество сварки MIG?
Сварка
MIG обеспечивает гораздо лучшее качество отделки, чем сварка MAG. Он идеально подходит для использования в проектах с тонкими металлическими каркасами, где вам нужно работать с металлическими покрытиями или хрупкими материалами.
Похожие сообщения:
Изучите основы сварки MIG и сварки MAG
Процесс сварки MIG и многое другое
При сварке MIG / MAG дуга создается при подаче питания через сварочную горелку между подаваемой сварочной проволокой и заготовкой.Дуга плавит свариваемый материал и сварочную проволоку, создавая сварной шов. Механизм подачи проволоки непрерывно подает сварочную проволоку через сварочную горелку на протяжении всего процесса сварки. Сварочный пистолет также подает на сварной шов защитный газ.
Сварочный пистолет также подает на сварной шов защитный газ.
Методы сварки MIG и MAG отличаются друг от друга тем, что при сварке MIG (металл в инертном газе) используется инертный защитный газ, который не участвует в процессе сварки, в то время как при сварке MAG (металлический активный газ) используется активный защитный газ, который участвует в сварочном процессе.
Обычно защитный газ содержит активный диоксид углерода или кислород, поэтому сварка MAG гораздо более распространена, чем сварка MIG. Фактически, термин MIG-сварка часто случайно используется в связи со сваркой MAG.
Области применения МИГ-СВАРКИ
Сегодня сварка МИГ / МАГ используется почти повсеместно в сварочной промышленности. Крупнейшими пользователями являются предприятия тяжелой и средней и тяжелой промышленности, такие как судостроение, производители стальных конструкций, трубопроводов и герметичных контейнеров, а также предприятия по ремонту и техническому обслуживанию.
Сварка МИГ / МАГ также широко используется в промышленности по производству листового металла, особенно в автомобильной промышленности, кузовных цехах и небольшой промышленности. У любителей и домашних пользователей также чаще всего есть сварочный аппарат MIG / MAG.
У любителей и домашних пользователей также чаще всего есть сварочный аппарат MIG / MAG.
Сварочные аппараты и другое оборудование для сварки MIG и MAg
Оборудование для сварки MIG и MAG обычно состоит из источника питания, механизма подачи проволоки, заземляющего кабеля, сварочного пистолета, дополнительного блока жидкостного охлаждения и резервуара защитного газа или интерфейса газовой сети.
Устройство подачи проволоки предназначено для подачи сварочной проволоки, необходимой для сварки, от катушки к сварочному пистолету.
Механизм подачи проволоки также позволяет запускать и останавливать источник питания, а при использовании электронного источника питания управлять напряжением, подаваемым источником питания. Поэтому источник питания и механизм подачи проволоки соединяются кабелем управления. Кроме того, механизм подачи проволоки регулирует поток защитного газа. Защитный газ, необходимый для сварки, поступает либо из газового баллона, либо из газовой сети.
Сварочные аппараты MIG, производимые Kemppi, часто имеют модульную структуру, и охлаждающее устройство, источник питания и механизм подачи проволоки можно свободно выбирать в соответствии с требованиями.Механизм подачи проволоки можно отсоединить от источника питания, что избавляет от необходимости перемещать весь сварочный аппарат с одного рабочего места на другое.
Устройства также могут иметь сменную панель управления и отдельно активируемые дополнительные функции.
Сварочный пистолет нагревается во время сварки, поэтому его необходимо охлаждать газом или жидкостью. В сварочных горелках с газовым охлаждением защитный газ, проходящий к горелке через сварочный кабель, одновременно действует как охладитель горелки. В пистолетах с жидкостным охлаждением требуется отдельный блок жидкостного охлаждения для рециркуляции охлаждающей жидкости внутри сварочного кабеля в пистолет.
Конструкция сварочного аппарата MIG / MAG ограничена катушкой сварочной проволоки внутри аппарата. Змеевик часто является тяжелым и занимающим много места компонентом. Тем не менее, самые современные сварочные аппараты MIG / MAG представляют собой стильные и компактные аппараты, такие как Kemppi MinarcMig Adaptive 180, удостоенный награды Red dot за промышленный дизайн в 2006 году.
Змеевик часто является тяжелым и занимающим много места компонентом. Тем не менее, самые современные сварочные аппараты MIG / MAG представляют собой стильные и компактные аппараты, такие как Kemppi MinarcMig Adaptive 180, удостоенный награды Red dot за промышленный дизайн в 2006 году.
Обзор сварочных аппаратов Kemppi MIG.
MIG Сварка
При сварке MIG / MAG инструментом сварщика является сварочный пистолет.Он используется для подачи проволоки из присадочного материала, защитного газа и необходимого сварочного тока к заготовке. Наиболее важными вопросами, связанными со сваркой MIG / MAG, являются положение при сварке, угол наклона сварочной горелки, длина вылета проволоки, скорость сварки и форма сварочной ванны.
Дуга зажигается с помощью спускового крючка в горелке, а затем горелка перемещается с постоянной скоростью сварки вдоль сварочной канавки. Необходимо наблюдать за образованием расплавленного сварного шва. Положение и расстояние сварочного пистолета относительно заготовки должны быть постоянными.
Особенно важно, чтобы сварщик всегда уделял внимание работе с расплавленным сварным швом. Момент блуждающих мыслей увеличивает риск сварочных ошибок. В таких случаях рекомендуется на время прервать сварку, а затем возобновить ее.
RobotWorx — определение для сварки MAG
Сварочные роботы
MAG — идеальный кандидат для сварочных процессов, в которых качество и скорость повторяющегося шва имеют решающее значение. Это отличный способ повысить эффективность и согласованность, быстро окупив свои инвестиции.
Автоматическая сварка металлоактивным газом (MAG) похожа на сварку MIG, но отличается типом используемого защитного газа. Они оба являются подтипами метода сварки, классифицируемого как GMAS (газовая дуговая сварка). Однако MIG использует металлический инертный газ, тогда как MAG использует металлический активный газ.
Тепло для процесса сварки создается электрической дугой постоянного тока, которая помогает сплавить плавящийся металлический электрод с обрабатываемой деталью. Этот металлический электрод (проволока малого диаметра) питается подающими роликами (механизм подачи проволоки) и становится частью сварочной ванны.И дуга, и сварочная ванна защищены химически активным газом. Активный газ относится к категории защитного газа M21, также известной как смешанный газ 18 или MIX 18. Эти газы, предназначенные для защиты, также вступают в реакцию во время сварки и могут влиять на поверхность шва, металлургию, проплавление, поведение, стабильность дуги и образование капель. переход. Этот газ выводится, чтобы предотвратить окисление расплавленного металла под дугой.
Этот металлический электрод (проволока малого диаметра) питается подающими роликами (механизм подачи проволоки) и становится частью сварочной ванны.И дуга, и сварочная ванна защищены химически активным газом. Активный газ относится к категории защитного газа M21, также известной как смешанный газ 18 или MIX 18. Эти газы, предназначенные для защиты, также вступают в реакцию во время сварки и могут влиять на поверхность шва, металлургию, проплавление, поведение, стабильность дуги и образование капель. переход. Этот газ выводится, чтобы предотвратить окисление расплавленного металла под дугой.
При необходимости составы газа можно смешивать и изменять, чтобы процесс сварки активно влиял и адаптировался к нужному материалу.Обычно MAG используется для стали, а MIG — для цветных металлов.
Существует три режима переноса металла, которые можно использовать в процессе, в зависимости от необходимых рабочих характеристик. Короткое замыкание и импульсный перенос металла идеально подходят для операций с низким током. Короткое замыкание («перенос погружением») имеет форму расплавленного металла на кончике проволоки и передается путем погружения проволоки в сварочную ванну. Распылительный перенос используется при высоких сварочных токах. В этом методе необходимо использовать более высокое напряжение, чтобы проволока не контактировала со сварочной ванной.Расплавленный металл на кончике проволоки переходит в сварочную ванну в виде брызг мелких капель (меньше диаметра проволоки). Затем эти капли случайным образом отделяются от дуги под действием импульсов тока. Импульсный режим был разработан как средство стабилизации открытой дуги ниже порогового значения, чтобы избежать разбрызгивания и короткого замыкания.
Короткое замыкание («перенос погружением») имеет форму расплавленного металла на кончике проволоки и передается путем погружения проволоки в сварочную ванну. Распылительный перенос используется при высоких сварочных токах. В этом методе необходимо использовать более высокое напряжение, чтобы проволока не контактировала со сварочной ванной.Расплавленный металл на кончике проволоки переходит в сварочную ванну в виде брызг мелких капель (меньше диаметра проволоки). Затем эти капли случайным образом отделяются от дуги под действием импульсов тока. Импульсный режим был разработан как средство стабилизации открытой дуги ниже порогового значения, чтобы избежать разбрызгивания и короткого замыкания.
После лучшего понимания процесса MAG легко увидеть преимущества автоматизации этого этапа процесса. Большим преимуществом сварки MAG является возможность легко интегрировать отремонтированные бывшие в употреблении роботы для этого применения.Эти роботы могут сэкономить до 50% затрат без ущерба для качества работы.
RobotWorx уже более 25 лет интегрирует сварочных роботов, особенно сварочных роботов MAG и MIG. Все наши бывшие в употреблении роботы проходят тщательный процесс восстановления, который восстанавливает бывшего в употреблении робота до новых условий и продлевает его срок службы, сопоставимый с новым роботом.
Автоматизация роботизированной сварки обеспечивает более быстрое и стабильное время цикла, бесперебойное производство и общее лучшее качество сварки.Также доступны роботизированные сварочные ячейки, которые могут улучшить производственный поток и повысить безопасность труда.
Заинтересованы в автоматизации операции MAG с помощью промышленного робота? Благодаря нашему опыту и способности поставлять новых и отремонтированных роботов от нескольких ведущих брендов роботов, мы можем интегрироваться быстрее и эффективнее. Спросите о нашем ценном пакете RobotWorx, который поставляется с каждым проданным нами роботом.
Свяжитесь с нами, заполнив эту форму, или позвоните нам по телефону 740-251-4312, чтобы начать создание своего сварочного робота MAG уже сегодня.
Что такое сварка MIG / MAG? — ROK Teknik
Сварка МИГ / МАГ в производстве цилиндров
Сварка MAG сплошной проволокой
Газовая дуговая сварка металла — это процесс дуговой сварки, в котором используется тепло электрической дуги. Между проволокой и рабочим местом постоянно поддерживается электрическая дуга. Электрическая дуга расплавляет проволоку, затем металл шва переносится на заготовку.
Зона сварки защищена газовой защитой. Этот экран защищает плавящуюся проволоку и зону сварки от кислорода и азота в воздухе.Если эти газы попадают в атмосферу защитного газа, это может вызвать пористость в сварном шве, что является нежелательной ситуацией. Защитный газ необходимо накачивать и контролировать, чтобы не уносить его ветром с внешними помехами, например ветром из открытых дверей и окон. Потоки вентилируемого воздуха влияют на место сварки и защитный газ. В зависимости от применяемого типа защитного газа его обычно разделяют на два метода.
Что такое MIG-сварка (сварка металла в инертном газе)?
Сварка МИГ — это сварка в атмосфере инертного газа.Это сварка с использованием защитного газа, который не вступает в реакцию с другими веществами. Таким образом, на сварку не повлияют химические реакции. В европейском регионе инертные газы аргон и гелий в основном используются в сварочных работах. Обычно процесс сварки называется MIG-сваркой, даже когда инертный газ смешивается с небольшими количествами O2, CO2, h3 или подобных веществ.
Что такое MAG-сварка (сварка металла в активном газе)?
MAG сварка — это сварка в атмосфере реагирующих газов.Он защищен активным газом. Это означает, что защитный газ отделяется в дуге и в большей или меньшей степени вступает в реакцию со сварочной ванной. Этот процесс известен как сварка CO2, поскольку CO2 в основном используется в качестве защитного газа.
Преимущества сварки MIG / MAG
- Это экономичный способ сварки благодаря высокой скорости сварки. Нет необходимости менять стержни электродов за короткое время, поэтому можно поддерживать длительное время дуги.
- Способ дает возможность рациональной сварки трудно свариваемых материалов.
- Сварка возможна во всех положениях.
- Хорошо видны дуга и сварочная ванна.
- Обычно требуется лишь небольшая дополнительная обработка сварного шва. Нет шлака, который мог бы отслоить сварной шов.
- Низкий коэффициент квалификации, необходимый для работы со сварочной горелкой M.I.G / M.A.G.S.
- Процесс легко автоматизируется.
Недостатки сварки MIG / MAG
- Стоимость начальной настройки высока.
- Более высокие затраты на техническое обслуживание из-за дополнительных электронных компонентов.
- Атмосфера в процессе сварки должна быть стабильной. В основном в безветренную погоду.
- Установка переменных предприятия требует высокого уровня навыков.
- Более серьезные радиационные эффекты.
Применение сварки MIG / MAG
Сварка MIG / MAG обычно используется с:
- Нержавеющая сталь
- Алюминий
- Обычные мягкие стали
- Медь и медные сплавы
В дополнение к указанным выше металлам этот метод подходит для магния, никеля и ряда других металлов и металлических сплавов.
Оценка процесса сварки TIG – MIG / MAG при прямой полярности
В Таблице 3 показаны поперечные сечения образцов с маркировкой их сварных участков. В таблице 4 представлены изображения поверхностей пластин.
Таблица 3 Изображения сечений экспериментов
Таблица 4 Изображения поверхностей образцов
В таблице 3 показано влияние параметров на геометрию сварного шва. Можно увидеть аспекты, связанные со смачиваемостью, проникновением и шириной прядей в соответствии с исследуемыми переменными.В таблице 4 представлены изображения поверхностей пластин. Эти результаты аналогичны результатам, полученным в [15]. Из-за характеристик процесса сварные швы, изготовленные с прямой полярностью MIG / MAG, обладают следующими характеристиками: высокая нестабильность в их форматных струнах с большей выпуклостью и большим количеством брызг, особенно для силы тока 50 А. Таблица 5 показывает результаты измерений сечений экспериментов.
Таблица 5 Измеренные значения геометрических параметров
С этими данными был проведен дисперсионный анализ путем перечисления контрольных параметров с параметрами отклика.Рассмотрена степень надежности 95%. P Значение , равное или меньшее 0,05, оказывает значительное влияние на выходную характеристику. Результаты дисперсионного анализа представлены на рис. 2.
Рис. 2
Результаты дисперсионного анализа
Любая из используемых переменных оказала значительное влияние на реакцию подкрепления. Как области проникновения, так и оплавленные участки подвержены значительному влиянию всех входных параметров. Ширина и угол выпуклости влияют только на полярность MIG / MAG.В общем случае полярность MIG / MAG имеет большее значение для параметров интенсивности, чем ток TIG. Для лучшего анализа и понимания поведения переменной реакции данные, относящиеся к ее взаимодействиям, были нанесены на графики.
На рисунке 3 показано влияние этих параметров на ширину. Замечено, что введение дуги TIG при обеих полярностях приводит к увеличению ширины сварных швов. Дуга TIG увеличивает площадь нагреваемой пластины при обратной полярности и, следовательно, смачиваемость.Обратная полярность вызывает увеличение ширины валика по сравнению с прямой полярностью, как указано в [15]. Повышение тока TIG на 100 А привело к небольшому различию ширины сварного шва для сварочной горелки MIG / MAG с прямой полярностью. В исследовании Ref. В [6] также было отмечено, что сила тока TIG не оказывает никакого влияния на ширину сварного шва. При увеличении тока обратной полярности было замечено, что ширина валика сварного шва меньше, чем при обычном процессе. Аналогичный результат был также отмечен в работе Schneider [9], когда наилучшие значения ширины были получены при промежуточных уровнях тока TIG.Токингтон [13] получил в обратной полярности самую большую ширину сварного шва для процесса MIG / MAG.
Рис.3
Влияние взаимодействия прямой и обратной полярности на ширину
На рис. 4 показан график взаимодействия переменных с армированием. На усиление согласно дисперсионному анализу влияет только переменная полярность MIG / MAG. Следует отметить, что MIG / MAG с прямой полярностью имеет усиление сварного шва больше, чем MIG / MAG с обратной полярностью.Это поведение, описанное в литературе в отношении усиления характеристик для каждой из полярностей.
Рис.4
Влияние взаимодействия прямой и обратной полярности на арматуру
Включение тока TIG в процесс приводит к уменьшению арматуры. Это уменьшение связано с увеличенной шириной прядей. При более широких сварных швах упрочнение необходимо уменьшить, что также отмечено в [16]. Увеличение тока TIG имеет очень небольшие вариации, связанные с армированием.Переменная, кажется, не имеет значения как при дисперсионном анализе, так и в исследовании [6]. Для прямого гибридного процесса наименьшее значение дается при силе тока 50 А. В исследовании [9] наименьшее усиление также было обнаружено при более низких уровнях тока TIG.
На рисунке 5 показаны данные, относящиеся к проникновению. Эта выходная переменная подвержена значительному влиянию двух анализируемых параметров. Замечено, что при прямой полярности проникновение меньше, потому что в этой конфигурации процесс требует меньшего количества тепла, передаваемого детали из-за характеристик процессов.Введение дуги TIG с силой тока 50 А показывает меньшее проплавление. Это могло произойти из-за увеличения ширины прядей. Когда энергия большей площади нагрева, переданная основному металлу, больше не концентрируется, происходит слегка уменьшающееся проникновение, как показано в [16]. Увеличение интенсивности проникающего тока TIG до 150 А можно объяснить Родригесом [17]. Он заметил, что для процесса MIG / MAG в режиме распыления более высокие токи вызывают большее движение капель, что приводит к увеличению проплавления сварного шва.Исследование [18] показывает, что с увеличением тока сварки TIG увеличивается проникновение.
Рис. 5
Влияние взаимодействия прямой и обратной полярности на пенетрацию
На рис. 6 показаны размеры расплавленной области, измеренные ниже контрольной линии пластины, где наблюдается тенденция увеличения расплавленной области с увеличением тока TIG. Также установлено, что прямая полярность дает нити с меньшими значениями площади плавления.
Фиг.6
Влияние взаимодействия прямой и обратной полярности на зону плавления
На рисунке 7 показана информация, относящаяся к углам выпуклости. Эти углы определяют смачиваемость сварного шва. Из литературы видно, что чем меньше углы, тем выше смачиваемость. Можно видеть, что с введением дуги TIG наблюдается тенденция к большей смачиваемости. Это увеличение, уже обсуждавшееся выше, теперь подтверждается углами выпуклости.
Рис.7
Влияние взаимодействия прямой и обратной полярности на угол выпуклости
Сварка MIG и MAG — поддерживает
MAG-сварка сплошным проволочным электродом — это наиболее широко используемый процесс с ручным управлением для заводских производственных работ; иногда ее называют полуавтоматической сваркой или сваркой в СО2.
Сплошной проволочный электрод из сплошной проволоки пропускается через устройство подачи проволоки в «пистолет», который обычно удерживает и управляет оператором.
Питание подается от источника выпрямителя или инвертора по соединительным кабелям к устройству подачи проволоки и кабелю горелки; электрическое подключение к проводу осуществляется через контактный наконечник на конце пистолета.
Дуга защищена защитным газом, который направляется в зону сварки через кожух или сопло, окружающее контактный наконечник. Защитные газы обычно представляют собой смесь аргона, диоксида углерода и, возможно, кислорода или гелия.
Можно ожидать хороших показателей наплавки и рабочих циклов процесса, который также можно механизировать с помощью простых моторизованных кареток.
Газовая защита может быть сдувана сквозняками, что может вызвать пористость и возможные вредные металлургические изменения в металле сварного шва.
Таким образом, этот процесс лучше подходит для заводского производства, хотя он используется на месте, где могут быть предусмотрены эффективные укрытия.
Также более эффективен в плоском и горизонтальном положениях; Сварные швы в других положениях наплавляются с более низкими параметрами напряжения и силы тока и более подвержены дефектам плавления.
MAG-сварка электродом с флюсовой сердцевиной, процесс 136 представляет собой разновидность, в которой используется то же оборудование, что и MAG-сварка, за исключением того, что плавящийся проволочный электрод имеет форму трубки малого диаметра, заполненной флюсом.
Преимущество использования этих проволок состоит в том, что можно использовать более высокие скорости наплавки, особенно при сварке в вертикальном положении (между двумя вертикальными поверхностями) или в верхнем положении. Наличие тонкого шлака помогает преодолевать силу тяжести и позволяет наносить сварные швы в местах с относительно высокими током и напряжением, тем самым уменьшая возможность дефектов плавления.
Добавки флюса также влияют на химию сварного шва и, таким образом, улучшают механические свойства соединения.
Источник: steelconstruction.info
Сварка
MIG / MAG — Ionix Oy
M Сварка IG / MAG — это обычный процесс газовой дуговой сварки, используемый для сварки металлов. Между металлической присадочной проволокой и заготовкой горит дуга. Присадочная проволока автоматически подается с постоянной скоростью двумя или четырьмя приводными роликами в сварочную горелку, где ток передается на проволоку с помощью так называемого контактного наконечника (или контактной трубки ).После контактного наконечника проволока продолжает движение к заготовке, и тепло дуги плавит наконечник присадочной проволоки, и расплавленный металл переносится в сварочную ванну в виде капель расплавленного металла.
ПЕРЕДАЧА РАСПЛАВЛЕННОГО МЕТАЛЛА от кончика проволоки может происходить в четырех различных режимах: шаровидный , короткозамкнутый , спрей и пульсирующий . В режиме короткого замыкания капли образуют мгновенные короткие замыкания (примерно 30-200 раз в секунду), в то время как в режиме распыления присадочный металл переносится в сварочную ванну в виде струи мелких капель и коротких замыканий не возникает.На размер капель особенно влияют сварочный ток и напряжение, защитный газ, а также состав основного материала и присадочного материала.
ПРИ КРАТКОЙ ДУГНОЙ СВАРКЕ присадочный металл переходит от кончика проволоки в сварочную ванну в режиме короткого замыкания. Сварочный ток обычно находится в диапазоне 65–175 А, а сварочное напряжение — 15–20 В. Сварка короткой дугой характеризуется относительно холодным процессом сварки, поскольку дуга существует только часть времени.Сварочная ванна имеет небольшие размеры, поэтому ее можно контролировать во всех положениях сварки, а также на корневых проходах с одной стороны.
ПРИ СМЕШАННОЙ СВАРКЕ режим переноса присадочного металла представляет собой комбинацию переноса при коротком замыкании и переноса распылением. Сварочный ток обычно находится в диапазоне 180-260 А, а сварочное напряжение 20-25 В. Обычно стараются избегать сварки в зоне смешанной дуги из-за сильного разбрызгивания.
ПРИ ГОРЯЧЕЙ ДУГОВОЙ СВАРКЕ размер капли уменьшается по мере увеличения сварочного тока и переноса материала в режиме распыления.Сварочный ток обычно находится в диапазоне 250–350 А, а напряжение — 25–38 В. Правильно контролируемая горячая дуга создает небольшое количество брызг, а поверхность шва гладкая. Однако заготовке передается много тепла, что может вызвать деформацию. Кроме того, из-за большой сварочной ванны сварка горячей дугой не подходит для сварки корневого прохода или сварки в верхнем или вертикальном положении.
ПРИ ДЛИННОЙ СВАРКЕ В качестве защитного газа используется углекислый газ (CO 2 ). Из-за газа CO 2 режим передачи материала по крайней мере частично закорачивается даже при высоких значениях сварочного тока, что приводит к сильному разбрызгиванию и шероховатой поверхности шва.
ПРИ ИМПУЛЬСНОЙ ДУГОВОЙ СВАРКЕ перенос металла регулируется импульсным сварочным током. Из-за пульсации материал перемещается в режиме распыления, даже если средний сварочный ток будет значительно ниже значений для сварки горячей дугой. Частота импульсов обычно составляет 20-400 Гц, а пиковый ток примерно в два раза больше, чем при сварке постоянным током. Этот метод можно использовать для значительного увеличения скорости сварки и скорости осаждения присадки по сравнению со сваркой короткой дугой, но с уменьшением тепловложения и, как следствие, деформации заготовки по сравнению со сваркой горячей дугой.
ЗАЩИТНЫЙ ГАЗ может быть активным или инертным газом, и его основная функция заключается в защите дугового пространства и сварочной ванны от окружающего воздуха. Защитный газ существенно влияет, например, на режим переноса материала, проплавление, форма наплавленного валика и производительность сварки. Сварка MIG / MAG подразделяется на сварку MIG и MAG в зависимости от того, какой защитный газ используется в процессе.
МАГНИТНАЯ СВАРКА — это название процесса, в котором активен защитный газ (металл , активный газ ).Активный защитный газ обычно представляет собой смесь аргона и диоксида углерода, аргона и кислорода или аргона, кислорода и диоксида углерода или чистого диоксида углерода, и он реагирует с элементами в расплавленном наполнителе и основном материале. Кислород и углекислый газ влияют на процесс сварки по-разному: оба газа образуют тонкую оксидную пленку на поверхности расплавленного металла, стабилизируя дугу. Кроме того, оксидный слой снижает вязкость расплава, улучшая текучесть и смачиваемость сварочной ванны.При сварке стали часто выгодно использовать диоксид углерода вместо кислорода в составе газовой смеси: молекулы диоксида углерода диссоциируют (разрушаются) при высокой температуре дуги, и в результате сильное увеличение объема газа улучшает защиту сварочной ванны от окружающий воздух, и особенно азот, вызывающий пористость. Молекулы углекислого газа снова образуются на поверхности сварочной ванны, что в результате реакции выделения тепла увеличивает ширину сварного шва. Более широкий сварной шов увеличивает газообразование и снижает пористость сварного шва.Сварка MAG обычно используется при сварке металлов на основе железа, таких как углеродистые и нержавеющие стали.
СВАРКА МИГ , в свою очередь, представляет собой процесс, в котором защитный газ является инертным (металл , инертный газ ), что означает, что он не вступает в реакцию с расплавленными металлическими сплавами. Защитный газ — аргон, гелий или их смесь. Сварка MIG используется для сварки цветных металлов, таких как алюминий и медь.
НАПОЛНИТЕЛЬНАЯ ПРОВОДКА при сварке MIG / MAG обычно представляет собой сплошную проволоку диаметром 0.8-1,2 мм. В качестве присадочного материала также может использоваться порошковая проволока, но этот процесс называется дуговой сваркой порошковой проволокой (FCAW или FCA).
ОБОРУДОВАНИЕ для сварки MIG / MAG состоит из источника питания , механизма подачи проволоки, сварочного кабеля, сварочной горелки и кабеля заземления . Сварка MIG / MAG хорошо подходит для ручной и механизированной сварки, а также для роботизированной сварки. Различные производители разработали специальные методы сварки MIG / MAG. Эти методы позволяют, например, сваривать тонкие листы с чрезвычайно низкой потребляемой мощностью или повышать производительность за счет объединения нескольких проволок в одной сварочной горелке и сварочной ванне.
ПОДХОДЯЩИЕ МАТЕРИАЛЫ ДЛЯ СВАРКИ MIG / MAG — это нелегированные и низколегированные стали и нержавеющие стали, а также алюминиевые, медные и никелевые сплавы.