Технология нарезания резьбы на токарных станках
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Общие сведения
Вершина резца при перемещении с постоянной скоростью подачи вдоль вращающейся заготовки, врезаясь, оставляет на ее поверхности винтовую линию (рис. 4.42).
Наклон винтовой линии к плоскости, перпендикулярной оси вращения заготовки, зависит от частоты вращения шпинделя с заготовкой и подачи резца и называется углом μ подъема винтовой линии (рис. 4.43). Расстояние между винтовыми линиями, измеренное вдоль оси заготовки, называется шагом Р винтовой линии. Если отрезок на поверхности детали, равный шагу винтовой линии, развернуть на плоскость, то из прямоугольного треугольника АБВ можно определить
tgμ= P/(πd),
где d — диаметр заготовки по наружной поверхности резьбы.
При углублении резца в поверхность заготовки вдоль винтовой линии образуется винтовая поверхность, форма которой соответствует форме вершины резца. Резьба — это винтовая поверхность, образованная на телах вращения и применяемая для соединения, уплотнения или обеспечения заданных перемещений деталей машин и механизмов. Резьбы подразделяются на цилиндрические и конические.
В зависимости от назначения резьбового соединения применяют резьбы различного профиля.
Профиль резьбы — это контур сечения резьбы в плоскости, проходящей через ее ось. Широко применяются резьбы с остроугольным, трапецеидальным и прямоугольным профилями.
Резьбы бывают левые и правые. Винт с правой резьбой завертывают при вращении по часовой стрелке (слева направо), а винт с левой резьбой — против часовой стрелки (справа налево). Различают однозаходные и многозаходные резьбы. Однозаходная резьба образована одной непрерывной ниткой резьбы, а многозаходная — несколькими нитками резьбы, эквидистантно расположенными на поверхности детали.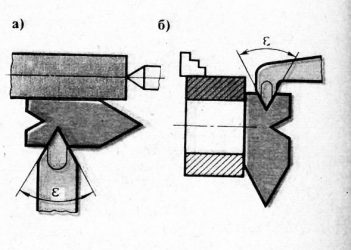 Число ниток легко определить на торце детали, где начинается резьбовая поверхность (рис. 4.44, а и б).
Число ниток легко определить на торце детали, где начинается резьбовая поверхность (рис. 4.44, а и б).
Различают ход Ph и шаг Р многозаходной резьбы. Ход многозаходной резьбы (ГОСТ 11708—82) — это расстояние по линии, параллельной оси резьбы, между любой исходной средней точкой на боковой стороне резьбы и средней точкой, полученной при перемещении исходной средней точки по винтовой линии на угол 360° между одноименными точками одного витка одной нитки резьбы, измеренное параллельно оси детали. Ход многозаходной резьбы равен шагу резьбы, умноженному на число заходов:
Ph= кР,
где k — число заходов.
Нарезание резьбы резцами
На токарно-винторезных станках наиболее широко применяют метод нарезания наружной и внутренней резьб резцами (рис. 4.45). Резьбонарезные резцы бывают стержневые, призматические и круглые; их геометрические параметры не отличаются от геометрических параметров фасонных резцов.Резьбы треугольного профиля нарезают резцами с углом в плане при вершине ε= 60° ± 10′ для метрической резьбы и ε= 55° ± 10′ для дюймовой резьбы. Учитывая погрешности перемещения суппорта, которые могут привести к увеличению угла резьбы, иногда применяют резцы с углом ε = 59°30′. Вершина резца может быть скругленной или с фаской (в соответствии с формой впадины нарезаемой резьбы).
Учитывая погрешности перемещения суппорта, которые могут привести к увеличению угла резьбы, иногда применяют резцы с углом ε = 59°30′. Вершина резца может быть скругленной или с фаской (в соответствии с формой впадины нарезаемой резьбы).
Резьбонарезные резцы оснащают пластинами из быстрорежущей стали и твердых сплавов. Предварительно деталь обтачивают таким образом, чтобы ее наружный диаметр был меньше наружного диаметра нарезаемой резьбы. Для метрической резьбы диаметром до 30 мм эта разница ориентировочно составляет 0,14… 0,28 мм, диаметром до 48 мм — 0,17…0,34 мм, диаметром до 80 мм — 0,2…0,4 мм. Уменьшение диаметра заготовки обусловлено тем, что при нарезании резьбы материал заготовки деформируется и в результате этого наружный диаметр резьбы увеличивается.
Нарезание резьбы в отверстии производят или сразу после сверления (если к точности резьбы не предъявляют высоких требований), или после его растачивания (для точных резьб). Диаметр отверстия (мм) под резьбу
d0 = d-P,
где d — наружный диаметр резьбы, мм; Р — шаг резьбы, мм.
Диаметр отверстия под резьбу должен быть несколько больше внутреннего диаметра резьбы, так как в процессе нарезания резьбы металл деформируется и в результате этого диаметр отверстия уменьшается. Поэтому результат, полученный по приведенной выше формуле, увеличивают на 0,2…0,4 мм при нарезании резьбы в вязких материалах (стали, латуни и др.) и на 0,1…0,02 мм при нарезании резьбы в хрупких материалах (чугуне, бронзе и др.).
В зависимости от требований чертежа резьба может заканчиваться канавкой для выхода резца. Внутренний диаметр канавки должен быть на 0,1 …0,3 мм меньше внутреннего диаметра резьбы, а ширина канавки (мм)
b=(2…3)P.
В процессе нарезания болтов, шпилек и некоторых других деталей при отводе резца, как правило, образуется сбег резьбы.
Для более удобного и точного нарезания резьбы на торце обрабатываемой детали выполняют уступ длиной 2…3 мм, диаметр которого равен внутреннему диаметру резьбы. По этому уступу определяют последний проход резца, после окончания нарезания резьбы уступ срезают.
Точность резьбы во многом зависит от правильной установки резца относительно линии центров. Для того чтобы установить резец по биссектрисе угла профиля резьбы перпендикулярно к оси обрабатываемой детали, используют шаблон, который устанавливают на ранее обработанной поверхности детали вдоль линии центров станка. Профиль резца совмещают с профилем шаблона и проверяют правильность установки резца по просвету. Резьбонарезные резцы следует устанавливать строго по линии центров станка.
На токарно-винторезных станках резьбу нарезают резцами за несколько проходов. После каждого прохода резец отводят в исходное положение. По нониусу ходового винта поперечного движения подачи суппорта устанавливают требуемую глубину резания и повторяют проход. При нарезании резьбы с шагом до 2 мм подача составляет 0,05…0,2 мм на один проход. Если резьбу нарезать одновременно двумя режущими кромками, то образующаяся при этом стружка спутывается и ухудшает качество поверхности резьбы. Поэтому перед рабочим проходом резец следует смещать на 0,1. ..0,15 мм поочередно вправо или влево, используя перемещение верхнего суппорта, в результате чего обработка ведется только одной режущей кромкой. Число черновых проходов — 3…6, а чистовых — 3.
..0,15 мм поочередно вправо или влево, используя перемещение верхнего суппорта, в результате чего обработка ведется только одной режущей кромкой. Число черновых проходов — 3…6, а чистовых — 3.
Нарезание резьбы плашками и метчиками
Для нарезания наружной резьбы на винтах, болтах, шпильках и других деталях применяют плашки. Участок детали, на котором необходимо нарезать резьбу плашкой, предварительно обрабатывают. Диаметр обработанной поверхности должен быть несколько меньше наружного диаметра резьбы. Для метрической резьбы диаметром 6…10 мм эта разница составляет 0,1…0,2 мм, диаметром 11…18 мм — 0,12…0,24 мм, диаметром 20…30 мм — 0,14…0,28 мм. Для образования захода резьбы на торце детали необходимо снять фаску, соответствующую высоте профиля резьбы.
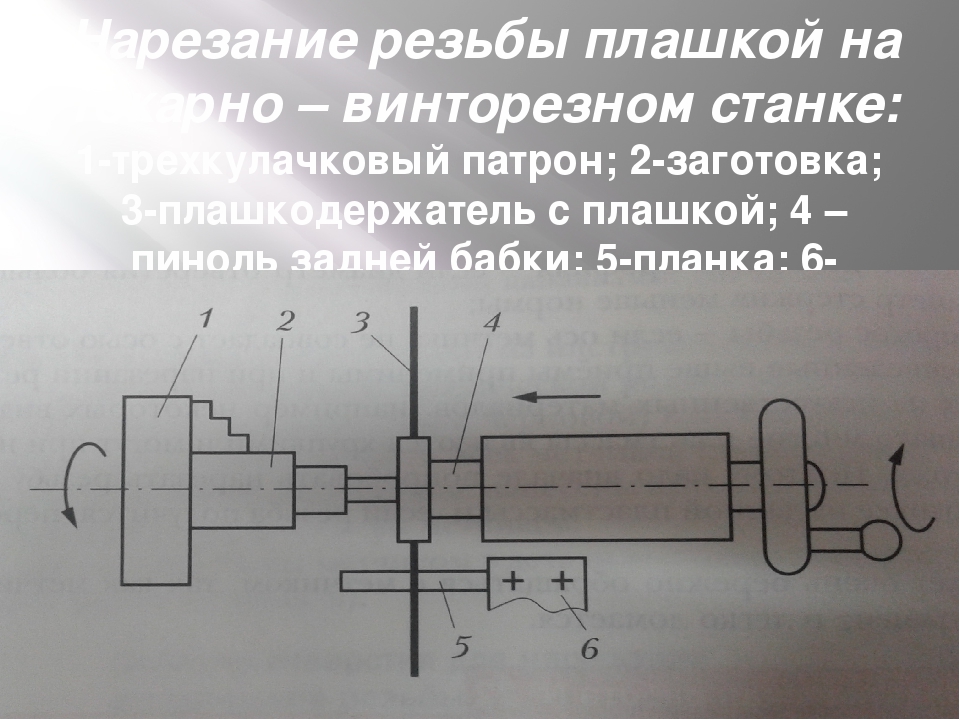
Плашку устанавливают в плашкодержатель (патрон), который закрепляют в пиноли задней бабки или гнезде револьверной головки. Скорость резания v при нарезании резьбы плашками для стальных заготовок 3…4 м/мин, для чугунных — 2. ..3 м/мин и для латунных — 10… 15 м/мин.
..3 м/мин и для латунных — 10… 15 м/мин.
Внутренние метрические резьбы диаметром до 50 мм часто нарезают метчиками. Обычно на токарном станке применяют машинные метчики, что позволяет нарезать резьбу за один проход. Для нарезания резьбы в деталях из твердых и вязких материалов применяют комплекты, состоящие из двух или трех метчиков. В комплекте из двух метчиков первый (черновой) выполняет 75 % всей работы, а второй (чистовой) — доводит резьбу до требуемого размера. В комплекте из трех метчиков первый (черновой) выполняет 60 % всей работы, второй (получистовой) — 30 % и третий (чистовой) — 10 %. Метчики в комплекте различают по заборной части, наибольшую длину имеет заборная часть чернового метчика.
При установке метчика в револьверную головку на его хвостовик надевают и закрепляют винтом кольцо, вместе с которым метчик устанавливают в патрон для плашек и закрепляют, как плашку.
Скорость резания v при нарезании резьбы метчиками для стальных заготовок 5… 12 м/мин, для чугунных, бронзовых и алюминиевых — 6. ..22 м/мин. Нарезание резьбы производят с охлаждением эмульсией или маслом.
..22 м/мин. Нарезание резьбы производят с охлаждением эмульсией или маслом.
Нарезание резьбы резьбонарезными головками
Резьбонарезные винторезные головки применяют для нарезания наружной и внутренней резьбы на токарных, токарно-револьверных станках и на токарных автоматах.
С помощью хвостовика резьбонарезная головка устанавливается в пиноли задней бабки или в револьверной головке станка. В винторезных головках применяют радиальные, тангенциальные и круглые гребенки. В конце нарезания резьбы гребенки автоматически расходятся и при обратном ходе не соприкасаются с резьбой.
При нарезании наружной резьбы большое распространение получили головки с круглыми гребенками, так как они просты по конструкции, позволяют осуществлять много переточек и обладают большей стойкостью, чем радиальные и тангенциальные гребенки. Устройство и принцип работы существующих винторезных головок имеют незначительные различия.
Внутреннюю резьбу чаще нарезают резьбонарезными головками с призматическими гребенками, режущие кромки которых располагаются на одном диаметре и имеют заходный конус. Число гребенок в комплекте зависит от размера головки. Гребенки смещены в комплекте одна относительно другой в соответствии с углом подъема винтовой линии нарезаемой резьбы.
Число гребенок в комплекте зависит от размера головки. Гребенки смещены в комплекте одна относительно другой в соответствии с углом подъема винтовой линии нарезаемой резьбы.
При нарезании длинных винтов и червяков для повышения производительности применяют резцовые головки, которые устанавливают на суппорте станка. Эти головки оснащают обыкновенными и чашечными резцами и используют при нарезании наружных и внутренних резьб.
Контроль резьбы
Шаг резьбы измеряют резьбовым шаблоном, представляющим собой пластину 2 (рис. 4.46), на которой нанесены зубцы с шагом резьбы, обозначаемым на плоскости шаблона. Набор шаблонов для метрической или дюймовой резьбы скрепляется в кассету 1. Резьбовыми шаблонами определяют только шаг резьбы.
Правильность выполненной на детали внутренней и наружной резьбы комплексно оценивают с помощью резьбовых калибров (рис. 4.47). Резьбовые калибры разделяют на проходные, имеющие полный профиль резьбы и являющиеся как бы прототипом детали резьбового соединения, и непроходные, контролирующие только средний диаметр резьбы и имеющие укороченный профиль.
Для измерения наружного, среднего, внутреннего диаметров и шага резьбы применяют резьбовые микрометры (рис. 4.48). Резьбовой микрометр имеет в шпинделе и пятке посадочные отверстия, в которые устанавливают комплекты сменных вставок, соответствующие измеряемым элементам резьбы. Для удобства измерений резьбовой микрометр закрепляют в стойке, а затем настраивают по шаблону или эталону.
Перед контролем проверяемые детали необходимо очистить от стружки и грязи. В процессе контроля следует осторожно обращаться с калибрами, чтобы на их рабочей резьбовой поверхности не появились забоины и царапины.
Нарезание резьбы на токарном станке
Правильный выбор метода и оснастки может оптимизировать процесс нарезания резьбы. Для резьбонарезных инструментов были разработаны усовершенствованные покрытия и марки материалов, используемые для современных токарных резцов в целом. Кроме того, конструктивные улучшения коснулись резьбовых пластин, благодаря чему контроль стружки стал еще более надежным. Однако, несмотря на эти изменения, инженеры-технологи уделяют недостаточно внимания оптимизации операций по нарезанию резьбы, рассматривая данный процесс как нечто неизменное и не поддающееся улучшениям.
Однако, несмотря на эти изменения, инженеры-технологи уделяют недостаточно внимания оптимизации операций по нарезанию резьбы, рассматривая данный процесс как нечто неизменное и не поддающееся улучшениям.
В действительности токарный процесс может быть спроектирован более эффективно. Прежде всего, нужно более глубоко разобраться в некоторых принципах нарезания резьбы.
Почему к нарезанию резьбы выдвигаются жесткие требования
К нарезанию резьбы на токарном станке предъявляются более жесткие требования, чем к обычным токарным операциям. Рабочие усилия при нарезании резьбы, как правило, выше, а радиус закругления режущей кромки резьбовой пластины меньше, что снижает ее стойкость.
При токарной обработке подача должна точно соответствовать шагу резьбы. Если шаг составляет 8 ниток на дюйм (25,4 мм), то инструмент должен совершать 8 оборотов на дюйм, проходя 3,175 мм на оборот. Сравните это с обычной токарной операцией, где подача составляет, как правило, около 0,3 мм на оборот. Подача при нарезании резьбы в 10 раз выше, чем при обычном точении, и соответствующие усилия на кромке резьбовой пластины могут увеличиваться от 100 до 1000 раз.
Подача при нарезании резьбы в 10 раз выше, чем при обычном точении, и соответствующие усилия на кромке резьбовой пластины могут увеличиваться от 100 до 1000 раз.
Радиус при вершине режущей кромки, соответствующий такому усилию, составляет обычно 0,4 мм, по сравнению с 0,8 мм для обычной токарной пластины. Что касается резьбовой пластины, данный радиус серьезно ограничен допустимым радиусом на впадине профиля резьбы, определенным соответствующим стандартом. Радиус также ограничен необходимой операцией резания, так как обычная токарная обработка неприменима из-за возможной деформации резьбы.
В результате высоких усилий резания и более плотной их концентрации резьбовые пластины подвергаются гораздо большей нагрузке, чем обычные токарные пластины.
Рис. 1. Пластина с неполным профилем может применяться для различной величины шага при врезании на разную глубину. Наименьший шаг нарезаемой резьбы определяется величиной малого радиуса закругления вершины (не показан на схеме). Наибольший шаг нарезаемой резьбы определяется прочностью зоны закругления вершины
Наибольший шаг нарезаемой резьбы определяется прочностью зоны закругления вершины
Пластины с полным и неполным профилем
Пластины с неполным профилем обрабатывают впадину резьбы, не достигая вершины (см. рис. 1). Одна пластина может обрабатывать различные виды шагов, вплоть до самого крупного (с наименьшим количеством ниток на дюйм), что определяется прочностью зоны закругления режущей кромки.
Радиус закругления режущей кромки должен быть достаточно малым, чтобы пластина могла обрабатывать резьбы разного размера. Для небольших шагов требуется очень малый радиус, при этом пластина проникает глубже. Например, для обработки резьбы с шагом 8 ниток на дюйм пластиной с неполным профилем необходима глубина врезания 2,7 мм, в то время как та же самая резьба, нарезаемая полнопрофильной пластиной, требует глубины 2 мм. При этом пластина с полным профилем позволяет получить более прочную резьбу. Более того, для обработки резьбы такой пластиной требуется в четыре раза меньше проходов.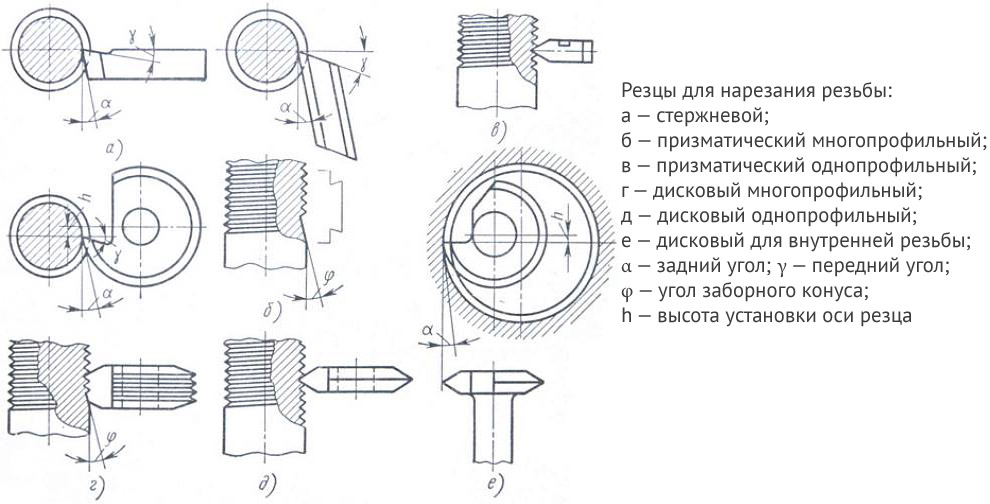
Рис. 2. Многозубые пластины имеют ряд последовательных зубьев. Это позволяет увеличить эффективность нарезания резьбы, но усилия резания при этом высоки
Многозубые пластины
Многозубые пластины имеют ряд последовательно расположенных зубьев, где каждый последующий зуб врезается во впадину резьбы глубже, чем предыдущий (см. рис. 2). Количество шагов, требуемых для нарезания резьбы такой пластиной, может быть сокращено на величину вплоть до 80 процентов. Срок службы инструмента значительно больше, чем у однозубых пластин, поскольку на последний зуб приходится лишь половина или третья часть от общего снимаемого металла.
Однако из-за высоких усилий резания данные пластины не рекомендуются для тонкостенных деталей – во избежание сильных колебаний. Кроме того, конструкция заготовки, обрабатываемой такой пластиной, должна иметь достаточно канавок для выхода всех зубьев из зоны резания.
Глубина врезания на проход
Глубина врезания на проход – крайне важный параметр нарезания резьбы. Каждый последующий проход задействует бо́льшую часть режущей кромки пластины. Если глубина врезания на проход постоянна (что не рекомендуется), то усилие резания и интенсивность съема металла могут существенно увеличиваться с каждым проходом.
Каждый последующий проход задействует бо́льшую часть режущей кромки пластины. Если глубина врезания на проход постоянна (что не рекомендуется), то усилие резания и интенсивность съема металла могут существенно увеличиваться с каждым проходом.
Например, при нарезании 60-градусной резьбы с постоянной глубиной врезания 0,25 мм на проход, при втором проходе снимается в три раза большее количество металла, чем при первом. И с каждым следующим проходом количество снимаемого металла увеличивается в геометрической прогрессии.
Чтобы избежать этого и сохранить более практичные усилия резания, с каждым проходом глубину врезания необходимо уменьшать.
Рис. 3. Выбор угла врезания оказывает существенное влияние на эффективность процесса
Методы врезания
Существует как минимум четыре метода врезания (см. рис. 3). Мало кто знает, насколько сильно выбор определенного метода может повлиять на эффективность нарезания резьбы.
А. Радиальное врезание
Хотя это самый распространенный метод нарезания резьбы, он наименее рекомендован. Если резец подается радиально (перпендикулярно к оси заготовки), металл снимается с обеих сторон профиля резьбы, в результате чего формируется стружка в форме буквы V. Такая форма стружки трудно поддается разлому, поэтому стружкоотвод может представлять проблему. Кроме того, на обе стороны режущей кромки оказывается сильное тепловое и ударное воздействие, что значительно сокращает срок службы инструмента по сравнению с другими методами врезания.
Если резец подается радиально (перпендикулярно к оси заготовки), металл снимается с обеих сторон профиля резьбы, в результате чего формируется стружка в форме буквы V. Такая форма стружки трудно поддается разлому, поэтому стружкоотвод может представлять проблему. Кроме того, на обе стороны режущей кромки оказывается сильное тепловое и ударное воздействие, что значительно сокращает срок службы инструмента по сравнению с другими методами врезания.
Рис. 4. Вместо формы буквы V в результате одностороннего бокового врезания образуется стружка, аналогичная получаемой при стандартном точении
В. Одностороннее боковое врезание
В этом методе направление врезания параллельно одной стороне резьбы, и инструмент, как правило, движется вдоль линии под углом 30º. В результате образуется стружка, аналогичная получаемой при обычном точении (см. рис. 4). В сравнении с радиальным врезанием формирование стружки и отделение от режущей кромки происходит легче, что гарантирует лучший отвод тепла.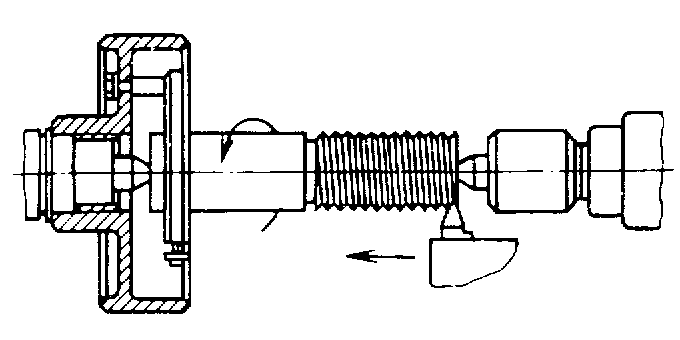 Однако при таком методе вместо резания происходит трение вспомогательной режущей кромки о боковую поверхность резьбы. Это приводит к истиранию, негативно влияет на качество обработки поверхности и может вызывать вибрации.
Однако при таком методе вместо резания происходит трение вспомогательной режущей кромки о боковую поверхность резьбы. Это приводит к истиранию, негативно влияет на качество обработки поверхности и может вызывать вибрации.
С. Модифицированное одностороннее боковое врезание (рекомендуется)
Данный метод похож на метод одностороннего бокового врезания, за исключением того, что угол врезания меньше угла профиля резьбы – менее 30º. Он сохраняет преимущества метода одностороннего врезания, при этом проблемы, связанные со вспомогательной кромкой, отсутствуют. Наилучший результат обеспечивается с углом врезания 29½º, но на практике приемлем любой угол от 25 до 29½º.
D. Двухстороннее боковое врезание
В этом случае пластина подается попеременно вдоль обеих сторон профиля резьбы и, следовательно, в процессе задействуются обе стороны режущей кромки. Это позволяет распределить нагрузку и способствует увеличению срока службы инструмента.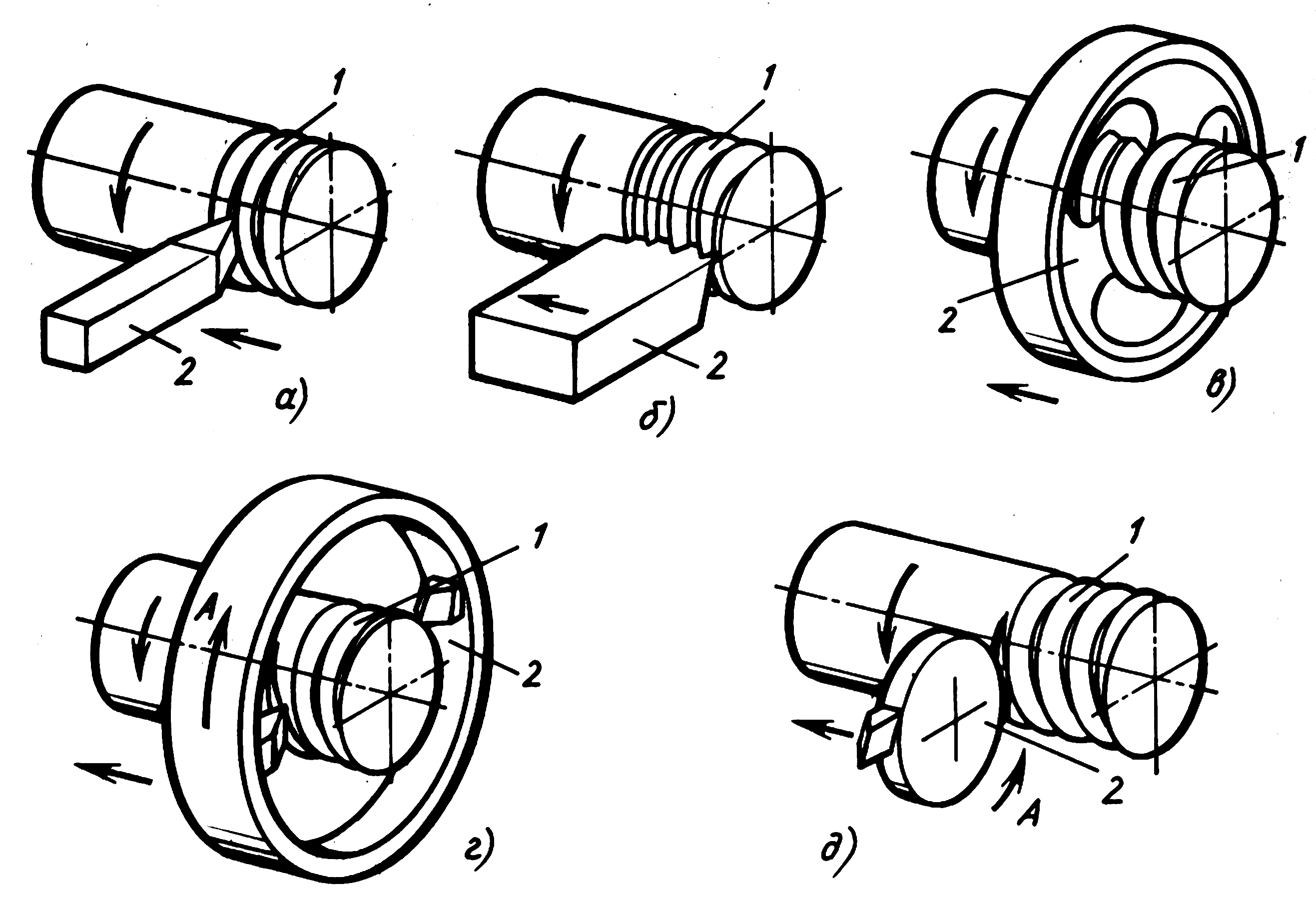 Однако такое врезание также может вызвать проблемы с отводом стружки, что может ухудшить качество поверхности и стойкость инструмента. Данный метод обычно используется лишь при очень больших величинах шага и для таких форм резьбы, как трапецеидальная и ACME.
Однако такое врезание также может вызвать проблемы с отводом стружки, что может ухудшить качество поверхности и стойкость инструмента. Данный метод обычно используется лишь при очень больших величинах шага и для таких форм резьбы, как трапецеидальная и ACME.
Рис. 5. Регулировка относительно угла подъема винтовой линии, как в «наклонной» пластине справа, позволяет выравнивать задние углы главной и вспомогательной кромок. Это обеспечивает более равномерный износ
Выравнивание задних углов
Некоторые резьбовые пластины и державки имеют возможность точного наклона пластины в направлении врезания при изменении угла подъема винтовой линии. Это свойство обеспечивает высокое качество резьбы, предотвращая трение пластины о боковую поверхность профиля. Оно также позволяет продлить срок службы резца в силу равномерного распределения усилий резания по всей длине режущей кромки.
Пластина, не имеющая такой возможности, где режущая кромка подается параллельно осевой линии заготовки, образует неравные задние углы главной и вспомогательной кромок пластины (см. рис. 5). В частности, при крупном шаге это неравенство может стать причиной трения кромки о поверхность профиля резьбы.
рис. 5). В частности, при крупном шаге это неравенство может стать причиной трения кромки о поверхность профиля резьбы.
Регулируемые системы позволяют изменять угол наклона пластины путем воздействия на головку державки с помощью опорных пластин. Точная регулировка получается в результате выравнивания углов главной и вспомогательной кромок, благодаря чему износ становится более равномерным.
Рис. 6. Данный специальный резьбонарезной инструмент используется для одновременной обработки двух отдельных резьб на шестишпиндельном токарном станке. Резьбы обрабатываются по отдельности. Используемые здесь пластины предназначены для резьбофрезерного инструмента, но в данном случае они применяются в качестве токарных
Миниатюризация и специализация
Резцы со вставными пластинами обеспечивают нарезание внутренней резьбы в отверстиях диаметром вплоть до 7,6 мм. Использование токарных инструментов для нарезания резьбы в таких малых отверстиях дает множество преимуществ. Качество формируемой резьбы, как правило, выше, конструкция пластины способствует отводу стружки из отверстия с незначительным ущербом для резьбы, а возможность индексации пластин позволяет снизить затраты на оснастку.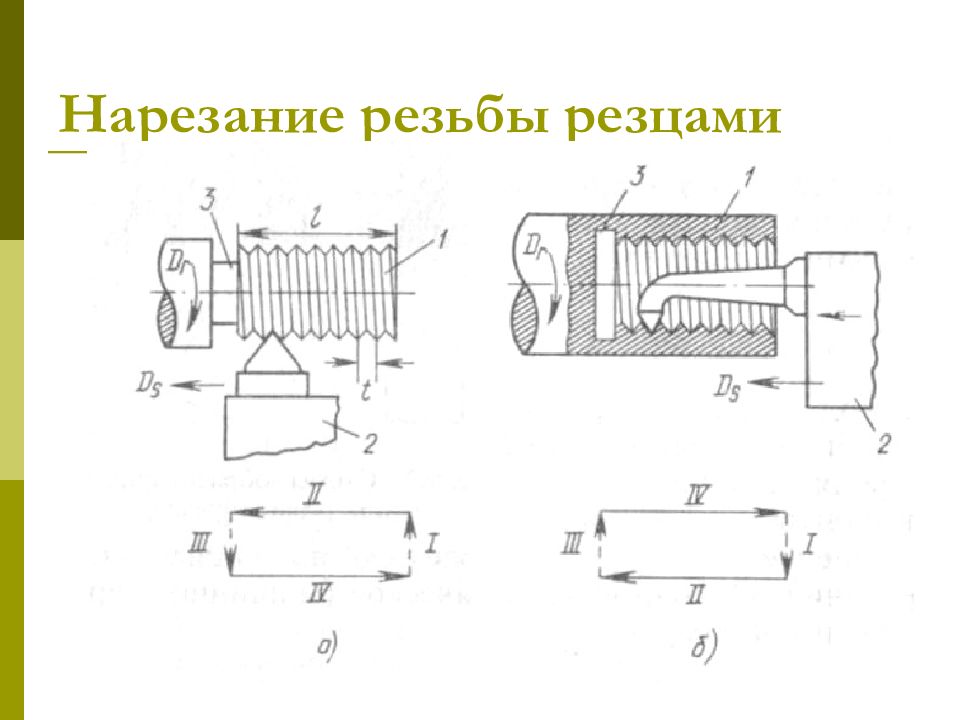
Для подобных инструментов обычно используется твердый сплав, позволяющий выполнять обработку на низких скоростях. Что же касается нарезания резьбы в малых отверстиях, использование низкой скорости резания является единственно возможным вариантом ввиду ограничений по кинематике станка.
Технологические инновации расширили сферу применения резьбонарезных инструментов, и переход к нарезанию внутренней резьбы малого диаметра резцами – яркий тому пример. Несмотря на широкую номенклатуру стандартных инструментов, производители продолжают сталкиваться с определенными проблемами, оправдывающими применение специализированной оснастки (см. рис. 6.). Особая оснастка, проектируемая в сотрудничестве с поставщиком, – это возможность, которой нельзя пренебрегать при поиске рациональных параметров резца для конкретного вида работ.
Источник материала: перевод статьи
Threading On A Lathe,
Modern Machine Shop
Автор статьи-оригинала:
Стюарт Палмер (Stuart Palmer)
Об авторах:
Стюарт Палмер (Stuart Palmer) – маркетолог израильской компании-производителя режущих инструментов Vargus Ltd. , расположенной в г. Нагария.
, расположенной в г. Нагария.
Майк Канаговски (Mike Kanagowski) – директор компании VNE Corp., которая является партнером Vargus Ltd. и находится в г. Джейнсвилл, штат Висконсин (США).
Нет связанных записей.
как это сделать метчиком, плашкой, видео
Для того чтобы нарезать резьбу на токарном станке, могут применяться разные инструменты. Опытные мастера чаще всего делают это при помощи резца.
Но также можно применить и рабочие головки специального назначения, метчики, плашки. А также такая операция, проводится используя технологию накатки.
В этой статье мы разберёмся, какие бывают резьбы, как их получить при помощи разных методов, и как проверить их качество.
Методы получения
Существует два основных метода для получения резьбы. Они делятся на нарезание и накатывание. Также различные методы используются для внутренней и наружной резьбы.
К примеру, для наружной, необходимо воспользоваться разными плашками, резцами, резьбовыми фрезами и гребенками, либо роликами на резьбонакатных автоматах.
При выборе одного или другого метода, нужно учитывать желаемый профиль резьбы, характер материала, необходимый объем и точность.
Классификация
Существует огромное множество типов резьбы. Они отличаются по форме профиля, расположению, направлению заходов, величиной шага и многим другим параметрам.
По форме профиля резьбы бывают
- Трапециевидные.
- Прямоугольные.
- Круглые.
- Упорные.
- Треугольные: метрические; дюймовые; трубные.
По направлению заходов
- Левая.
- Правая.
По расположению
- Наружная (как у болта).
- Внутренняя (как у гайки).
По поверхности, на которой выполнена резьба
- Цилиндрическая.
- Коническая.
- По эксплуатационному назначению.
- Крепёжные.
- Крепёжно-уплотнительные.
- Ходовые.
- Специальные.

Как нарезать на токарном?
К примеру, нарезка на токарном станке, используя резец будет выглядеть так: резец двигается вдоль оси вращающиеся детали, которая поддаётся вперёд и назад по отношению к резцу, и своей заостренной вершинкой прочерчивает линию винтового типа.
Винтовая линия отличается углом её подъёма или увеличения. Величина этого угла, перпендикулярна оси вращения, она измеряется между касательной и определяется: величиной подачи режущего инструмента, который перемещается вдоль оси, с частотой вращения детали.
Нарезание внутренней и наружной
Чтобы нарезать внутреннюю или наружную резьбу, нужно применить стержневой резец. Их изготовление отличается лишь формой резца. Для наружной, применяются прямые или отогнутые резцы.
А для внутренней изогнутые резцы или прямые. Расположение кромки резца обязательно должно совпадать профилем обрабатываемой резьбы.
Нарезание метчиками и плашками
Плашками вырезается наружная резьба. Участок детали предварительно обрабатывается. Диаметр поверхности, которая будет обработана должен быть чуть-чуть меньше наружного диаметра резьбы.
Участок детали предварительно обрабатывается. Диаметр поверхности, которая будет обработана должен быть чуть-чуть меньше наружного диаметра резьбы.
Сперва снимается фаска, соответствующая высоте профиля резьбы. Затем плашка устанавливается в патрон (плашкодержатель).
И выбирается скорость в соответствия с нужной резьбой (она указана на тыльной стороне станка).
Метчики часто используются для внутренней метрической резьбы. Как правило, на станке используется машинные метчики, это позволяет за один проход закончить деталь.
Для резьбы из твердых, вязких материалов используются комплекты из 2–3 метчиков. В комплекте из двух, правый делает 75% работы, а второй лишь доводит до нужного размера.
В комплекте из трёх метчиков, правый или черновой делает 60% работы, средний (получистовой) 30% работы, а третьи 10%.
Использование резьбонарезных головок
Для труб и болтов применяются резьбонарезные головки.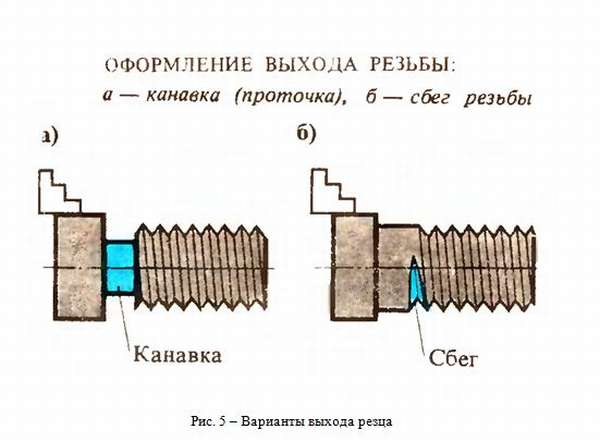 Они устанавливаются в станок, затем настраивается нужный диаметр и передвигается по трубе. Они способны осуществлять работу с высокой точностью.
Они устанавливаются в станок, затем настраивается нужный диаметр и передвигается по трубе. Они способны осуществлять работу с высокой точностью.
Универсальные головки позволяют установить гребенки от разных компаний. Также есть возможность смазки гребёнок и регулировки размеров, часто встречается ручной зажим.
Особенности левой
Во-первых, нужно переключить режим работы ходового винта, чтобы он начал крутиться влево. Это делается, переключив рычаг, определяющий направление раскручивания. И дальше всё происходит с точностью до наоборот по сравнению с правой резьбой.
Только надо учитывать, что при переключении на реверс, резец не будет отходить на сторону задней бабки, а наоборот, будет двигаться к патрону. Во избежание их столкновения надо тщательно следить за производимыми движениями.
Контроль качества
Чтобы удостовериться в том, что заготовка была обработана правильно, необходимо воспользоваться резьбовыми шаблонами. С их помощью проверяется шаг резьбы.
Но для комплексной оценки применяется резьбовой калибр. Для удобства его устанавливают в стойке, и настраивают по эталону или шаблону, затем проверяется ход самой детали.
Также можно воспользоваться самым простым и часто используемым методом. Берётся гайка или болт, и прокручивается по выполненной детали.
Если походу движения на резьбе заметны задиры, или нужно прикладывать больше усилий, тогда вы допустили погрешность в работе. Теперь вы уже знаете, как пользоваться токарным станком для выполнения различных гаек, болтов или резьбовых соединений.
Важно помнить, что такие детали, требуют к себе большой осторожности и нежности при каждом проходе, и даже проверки качества. Лучше потратить больше времени на работу, чем потом испортить несколько заготовок.
Интересное видео
технология, профиль резьбы, резцы, измерительный инструмент
Соблюдая постоянную скорость подачи на станке по длине вращающегося прутка, инструмент врезается в него своей вершиной и нарезает винтовой канал (рис. 1).
Рис. 1. Схема нарезания наружной резьбы:
а – схема движения инструмента и заготовки; б – нарезание однозаходной резьбы резцом
Величина наклона линии винтового канала к плоскости, которая перпендикулярная центру вращения прутка, находится в зависимости от того, с какой частотой вращается патрон с прутком и подается резец. Эта величина получила название µ – угол, под каким поднимается винтовая линия (рис. 2).
Рис. 2. Геометрия винтовой линии:
µ — угол наклона винтовой линии; P – шаг винтовой линии; L – длина окружности шага винтовой линии
Измеренное вдоль прутка расстояние между гребнями винтовых линий, имеет название Р – шаг винтовой линии. Развернутый на плоскости отрезок с поверхности прутка имеет вид прямоугольного треугольника АБВ. Из него определяется:
tgµ=P/(πd),
где d – сечение прутка по внешней поверхности резьбы.
Углубляя резец в тело прутка, по ходу заготовки вырезается винтовая канавка. Ее внутренняя конфигурация повторяет форму режущей кромки инструмента. Резьбой называется винтообразная линия, образующаяся на поверхности тел вращения. С ее помощью соединяются, уплотняются либо обеспечиваются какие-либо перемещения частей деталей и узлов механизмов. Резьба бывает конической и цилиндрической.
Разный профиль резьбы используется для резьбовых соединений, различных друг от друга. Резьбовой профиль – это контур диаметра в плоскости, которая пересекает ее центр. Большое распространение получили резьбы, имеющие следующие профили:
- прямоугольный;
- трапецеидальный;
- остроугольный.
Резьба может быть левой и правой. Болты с правой резьбой закручивают, вращая по часовой стрелке, болты с левой резьбой закручивают, вращая против часовой стрелки. Бывают многозаходные и однозаходные резьбы. Однозаходные выполнены одной сплошной нитью резьбы. Многозаходные резьбы имеют несколько сплошных ниток.
Нитки резьбы располагаются эквидистантно. На торце гайки либо болта, в начале резьбы, хорошо видны все нитки и их количество (рис. 3, а и б). Многозаходные резьбы имеют шаг Р и ход Рₓ. Ход по ГОСТ 11708-82 – длина, отмеренная вдоль линии, которая параллельная резьбовой оси, между произвольной точкой на стороне сбоку резьбы и средней точкой, которая получается от передвижения начальной точки посередине винтового канала с углом 360˚ между сопрягаемыми точками того же витка и той же нитки резьбы.
На многозаходной резьбе ход равняется шагу, умноженному на количество заходов:
Рₓ=kР,
где k – количество заходов.
Рис. 3. Многозаходная резьба:
А – двухзаходная; б – трехзаходная; Phи P = шаг и ход резьбы
Создание резьбы с помощью резцов
Резцы получили всеобщее признание в качестве лучшего инструмента для нарезания резьб – как внутренней так и наружной на токарно-винторезных станках (рис. 4). Для нарезания резьбы используются резцы:
- круглые;
- призматические;
- стержневые.
Геометрия инструментов – аналогичная фасонным. Резцами, имеющими углы вершины ε=60˚±10′ метрической резьбы и ε=55˚±10′ дюймовой резьбы. Поскольку суппорт станка, перемещаясь, допускает погрешности, они приводят к возрастанию резьбового угла. По этой причине часто используют резцы, имеющие угол ε=59˚30′ .
На его вершине имеется либо фаска либо скругление. Это зависит от конфигурации впадины резьбы, которую нарезают.
Рис. 4. Упрощенная кинематическая схема нарезания резьбы на токарно-винтовом станке:
1 – заготовка; 2 – суппорт; 3 – ходовой винт; M – электродвигатель; d1, d2 – диаметры шкивов; P – шаг ходового винта; z1, …, z10 – шестерни; n – частота вращения заготовки; Ds – направление движения подачи
Резцы для нарезания резьб оснащаются специальными пластинами. Их предварительно изготавливают из твердых сплавов и быстрорежущих сталей. Детали обрабатываются до состояния, когда внешнее сечение меньше внешнего сечения резьбы, которая будет нарезаться.
У метрических резьб сечением до 30 мм такая разбежность будет равняться 0,14…0,28 мм, сечением до 48 мм – 0,17…0,34 мм, сечением до 80 мм – 0,2…0,4 мм. Металл обрабатываемой детали в процессе нарезания резьбы подвергается деформации. Из-за этого внешнее сечение резьбы увеличивается. Поэтому сечение заготовки уменьшено.
Для нарезания особо точной резьбы в отверстии, данную операцию совершают после его растачивания. Обычную резьбу выполняют после того, как будет просверлено отверстие. Формула для сечения отверстия для резьбы, в миллиметрах:
d˳=d-P,
где d – внешнее сечение резьбы, мм; Р – шаг резьбы, мм.
Сечение отверстия для резьбы рекомендуется делать немного больше, чем ее внутреннее сечение. В процессе обработки заготовки и нарезания резьбы материал повергается деформациям. Поэтому сечение отверстия становится меньше. Вследствие этого значение вышеприведенной формулы необходимо увеличить.
Увеличение производится на 0,2…0,4 мм в процессе работы с вязкими металлами – сталь, латунь и на 0,1…0,02 мм при обработке хрупких металлов – бронзы и чугуна. Часто резьбу заканчивают специальной канавкой для выхода инструмента. Это может быть обязательным условием чертежно-технической документации.
Диаметр внутри канавки рекомендуется делать меньше на 0,1…0,3 мм, чем внутреннее сечение резьбы. Ширина канавки b=(2…3)Р. Во время изготовления шпилек, болтов, резьбовых валов часто во время отвода резца наблюдается сбег резьбы. Чтобы выполнить нарезание резьбы точнее и удобнее, в торце заготовки делают выступ протяженностью 2…3 мм.
Сечение выступа равняется внутреннему сечению резьбы. Этой меткой засекают последний проход инструмента. Нарезав резьбу, выступ обрезают. Точность, с которой установлен резец по отношению к линии центровки, во многом влияет на качество резьбы в целом. Необходимо правильное расположение инструмента, соблюдая биссектрису угла в профиле резьбы перпендикулярно к осевой линии заготовки.
Для этого существует специальный шаблон. Он прикладывается к уже обработанной поверхности заготовки вдоль осевой линии станка. Совмещаются два профиля – шаблона и резца. По величине зазора между ними определяют точность крепления резца. Инструменты для нарезания резьб крепятся строго на центровочной линии станков.
Резцами на токарно-винторезных станках нарезают резьбы в течение нескольких проходов. Пройдя один раз, инструмент отводят назад. Новый проход делают после того, как установят требуемую глубину выборки металла по нониусу ходового винта поперечного хода суппорта.
Нарезая резьбу с шагом до 2 мм, подачу необходимо выставить 0,05…0,2 мм за каждый проход. Нарезая резьбу сразу двумя кромками резания, наматывающаяся на резец стружка снижает качество и чистоту работы.
С целью предотвращения спутывания стружки, начиная рабочий проход, резец необходимо смещать на величину 0,1…0,15 мм по очереди влево и вправо. Эта операция достигается движением суппорта, расположенного сверху. При этом деталь обрабатывается одной кромкой резания. Черновых проходов необходимо 3…6, чистовых – 3.
Как нарезать резьбу метчиком и плашкой
Внешнюю резьбу на шпильках, болтах, винтах, резьбовых валах нарезают плашками. Перед этим часть заготовки, где будет нарезаться резьба, подвергают предварительной обработке. Сечение поверхности обработки оставляют немного меньшим, чем внешнее сечение резьбы. У метрической резьбы сечением 6…10 мм должна быть разность 0,1…0,2 мм, сечением 11…18 мм – 0,12…0,24 мм, сечением 20…30 мм – 0,14…0,28 мм.
Чтобы облегчить заход, на торце заготовки снимается фаска, которая должна соответствовать высоте профиля резьбы. Плашка закрепляется в специальном патроне. Патрон устанавливается в пиноль задней бабки либо гнездо револьверной головки. Нарезание резьб плашками производится со скоростью v=3…4 м/мин для стальных деталей, 2…3 м/мин для чугунных, 10…15 м/мин для латунных.
Метрические резьбы внутри деталей сечением до 50 мм нарезаются метчиками. В токарных станках используются машинные метчики. Данная технология позволяет выполнять работы по нарезанию резьбы за один проход. В вязких и твердых металлах практикуют нарезание резьб комплектами из метчиков.
Комплекты состоят из двух, трех либо нескольких метчиков одновременно. Если используются два метчика, то первый из них (черновой) осуществляет 75% от всего объема работы. Чистовой метчик подгоняет резьбу до необходимых параметров. В комплекте, состоящем из 3-х метчиков первый (черновой) изготавливает 60% всего объема, второй (получистовой) – 30%, третий (чистовой) – 10%.
Все метчики из комплектов различаются по величине заборной кромки. Наибольшая длина у заборной кромки чернового метчика. Устанавливая метчик в револьверную головку, на хвостовик закрепляют с помощью винта специальное кольцо. Этим кольцом метчик держится в патроне по аналогии с плашкой.
Метчиками нарезают резьбу со скоростью v:
- для стальных деталей – 5…12 м/мин;
- для алюминия, бронзы, чугуна – 6…22 м/мин.
Нарезание резьбы метчиками сопровождается поливом охлаждающей жидкостью – маслом либо эмульсией.
Способы нарезания резьб резьбонарезными головками
Резьбонарезные винторезные головки используют при необходимости нарезания внутренних и наружных резьб. Головки работают на станках: токарных автоматах, токарно-револьверных и токарных станках. Хвостовиком резьбонарезная головка крепится в пинолях задней бабки либо револьверной головке.
Для винторезных головок используют круглые, тангенциальные, радиальные гребенки. Закончив нарезание резьбы, гребенки раздвигаются в автоматическом режиме. При осуществлении обратного хода они не взаимодействуют с резьбой.
Наружная резьба чаще всего выполняется головкой, имеющей круглые гребенки. Она имеет простое устройство, с возможностью множественных переточек. Ее стойкость намного выше, чем тангенциальной и радиальной. По конструктивным особенностям и принципу работы различия незначительные.
Внутренняя резьба обычно нарезается резьбонарезными головками с установленными гребенками призматического типа. Кромки для резания у них находятся на одном сечении. Имеется конус для захода в резьбу. Количество гребенок в одном комплекте соответствует величине головки.
В рабочем комплекте гребенки смещены относительно друг друга. Смещение соответствует углу подъема винтовой линии резьбы нарезания. Обрабатывая червяки и винты с длинной резьбой, повышают производительность, используя резцовые головки, закрепляя их на суппорте станка.
Контроль состояния резьб при нарезании
Резьбовым шаблоном проверяется шаг резьбы. Инструмент состоит из пластины 2 с вырезанными на ней зубцами (рис. 5). Шаг резьбы нанесен на плоскую часть шаблона. Набор всех шаблонов с дюймовыми и метрическими резьбами помещен в кассету 1. Этими шаблонами проверяется только шаг резьбы.
Рис. 5. Резьбовой шаблон:
1 – кассета; 2 – пластина
Правильность выполненной на детали внутренней и наружной резьбы комплексно оценивают с помощью резьбовых калибров (рис. 6). Резьбовые калибры разделяют на:
- проходные, имеющие полный профиль резьбы и являющиеся как бы прототипом детали резьбового соединения;
- непроходные, контролирующие только средний диаметр резьбы и имеющие укороченный профиль.
Рис. 6. Резьбовые калибры:
А – предельная резьбовая роликовая скоба; б – проходное кольцо; в – резьбовой калибр; г – непроходное кольцо
Шаг резьбы, внутренний, средний и наружный диаметр проверяют резьбовыми микрометрами (рис. 7). Прибор имеет посадочные отверстия в пятке и шпинделе, в них закрепляют комплекты со сменными вставками. Они соответствуют параметрам резьб, которые необходимо измерять. Чтобы удобнее было работать, инструмент закрепляется в стойке и настраивается по эталону либо образцу.
Рис. 7. Измерение резьбовым микрометром
Перед контролем проверяемые детали необходимо очистить от стружки и грязи. В процессе контроля следует осторожно обращаться с калибрами, чтобы на их рабочей резьбовой поверхности не появились забоины и царапины.
Нарезание резьбы на токарном станке резцом
Содержание статьи:
Нарезание резьбы на токарном станке это одна из самых распространенных операций, ежедневно выполняемых на тысячах токарных станков. В качестве рабочего инструмента используются резцы, головки резьбонарезные, плашки и метчики. Выполнение резьбы с использованием резца требует особой сноровки и знаний.
Виды резцов
виды резцов: а — прямой; б — круглый; в — изогнутый
Конструкция токарного станка позволяет нарезать внутреннюю и наружную резьбу. Для этого создано множество разновидностей резцов, относящихся к трем большим группам:
- призматические;
- круглые;
- стержневые.
Стержневые — самый простой тип инструмента для нарезки. Это стержень (любой формы сечения) с рабочей головкой. Профиль определяется формой головки. Одна из разновидностей стержневых резцов — с припаянными твердосплавными рабочими гранями. Они более устойчивы к стиранию и не требуют частых заточек. Круглые и призматические относятся к фасонной категории.
Призматические режут только внешнюю сторону. По сравнению со стержневыми способны работать с большими поверхностями. Резец удерживается в держателе «ласточкиным хвостом». Способны к большему количеству переточек, чем стержневые.
Круглые выполняют наружную и внутреннюю резьбу. Они удобнее режут и имеют больший спектр применения, нежели призматические. Их можно перетачивать большее количество раз. В держателе устанавливаются относительно торца и отверстия.
Техника нарезания резьбы
угол подачи резца
Резец равномерно передвигается вдоль заготовки и своей вершиной прорубает линию в форме винта. Наклон линии к оси, перпендикулярной движению резака, называется углом увеличения винтовой линии. Зависит этот показатель от:
- скорости вращения детали в станке;
- особенностей подачи резака.
Во время заглубления резака в болванку она покрывается винтовой канавкой. Резьба обеспечивает надежное крепление, уплотнение либо передвижение элементов в запланированном направлении.
многозаходная резьба
В зависимости от конфигурации болванки дается название крепления: цилиндрическое либо коническое. Профиль, который является одновременно поперечником проекции на плоскость резьбы, подбирают с учетом назначения. Наиболее применимы следующие профили:
- прямоугольный;
- трапециевидный;
- остроугольный.
Виды резьб
Их нарезают однозаходными или многозаходными. Вторые создаются несколькими канавками, расположенными на одинаковых промежутках друг от друга, первые — единой канавкой.
Свойства резьбы определяются такими понятиями, как шаг и ход — расстояние между одинаковыми элементами витка. Он равняется произведению количества заходов на шаг.
Правила нарезки
резьбовой шаблон используется для контроля правильности нарезания резьбы
- Чистота резьбы определяется постановкой и направлением движения инструмента. Чтобы использовать инструмент правильно существует шаблон. Он размещается параллельно серединам станка на заготовке. Проекции инструмента и шаблона накладывают друг на друга и исследуют просвет. Резак размещают исключительно по центральной линии станка.
- Внутренняя резьба нарезается изогнутыми инструментами (при небольшом поперечнике отверстия). Можно использовать ровный инструмент, вставив его в оправку. Наружная — чаще гнутыми, в редких случаях ровными. Выбор резца зависит от типа металла и параметров резьбы.
- Правила размещения рабочей грани инструмента зависят от планируемого профиля. Треугольный выполняют при вершине 60 или 55 град. (для метрической или дюймовой). Так как иногда во время движения суппорта возможны погрешности, используют инструмент с вершиной 59 градусов 30 минут.
- Передний угол инструмента выбирается в соответствии с материалом детали в пределах 0 — 25 град. Чем тверже и хрупче материал, тем меньше угол. Так, для болванок из стали берут инструмент с углом 0 градусов, высоколегированные стали можно нарезать углом до 10 градусов.
- Впадина выполняется гладкой, скругленной или с риской, под форму подбирают верхушку резака.
- Показатель боковых углов инструмента сзади должен быть таковым, чтобы во время нарезки боковые грани не соприкасались с поверхностью резьбы. Обычно справа и слева они равны: при угле резьбового подъема выше 4 градусов — от 6 до 8 градусов и от 3 до 5 градусов, если угол до 4 градусов.
- Внутренние резьбы режут непосредственно по окончанию расточки или сверления. В связи с тем, что при работе металл деформируется, поперечник отверстия берется чуть больше, нежели внутренний поперечник. Потому к расчетному показателю прибавляют до 0,02 для хрупких металлов и до 0,4 для вязких.
- Иногда резьбу следует оканчивать канавкой. Внутренний поперечник канавки нужно делать на 0,3 мм меньше, чем аналогичная характеристика резьбы.
- Чтобы на торце выполнить качественную резьбу, необходимо сделать уступ до 3 мм не меняя диаметр. С помощью этого выступа обозначают итоговый проход резака. По окончанию нарезки уступ удаляют.
- Черновой проход выполняется со скоростью до 30 метров в минуту, чистовой до 55 метров в минуту. При обработке чугуна скорость не более 25 метров в минуту. Твердосплавными инструментами сталь режется со скоростью до 150 м\минуту. Когда шаг резьбы меньше 2 мм используют повышенные скорости, когда шаг от 6 мм — пониженные (точные показатели можно найти в специальных таблицах).
- Режется резьба в несколько проходов, по окончанию каждого прохода инструмент устанавливается в начальную позицию.
- Когда необходимо на длинную заготовку нанести наружную резьбу, суппорт вручную устанавливают в начальную позицию, отключив гайку разъема. Чтобы сделать следующий проход нарезания следует попасть точно в канавку.
Параметры и соответствующие ГОСТы
Инструкция по нарезанию резьбы в видеоролике:
Нарезание внутренней резьбы на токарном станке
Внутренняя резьба нарезается метчиками, резцами, гребенками. Для нарезания внутренней метрической резьбы диаметром до 50 мм и дюймовой до 2 градусов применяются метчики.
Нарезание резьбы метчиками. Метчик представляет собой стальной закаленный стержень с нарезанной резьбой заданного профиля. Вдоль стержня профрезерованы канавки, образующие при пересечении с нитками резьбы режущие кромки. Метчик состоит из рабочей части и хвостовой части. Хвостовая часть заканчивается квадратом, служащим для закрепления метчика в патроне или воротке.
Рабочая часть подразделяется на конусную заборную часть и цилиндрическую калибровочную. Основной рабочей частью является заборная. Зубья на заборной части срезаны на конус, и при ввинчивании метчика они последовательно входят в работу и снимают стружку. Вся работа резания по образованию впадины зуба распределяется между несколькими режущими зубьями, расположенными на заборной части. Калибрующая часть служит для зачистки нарезаемой резьбы и для подачи метчика вперед.
Каждый зуб метчика работает как резец и имеет соответствующие углы резания, величина которых выбирается в зависимости от обрабатываемого материала. Передний угол, измеряемый в плоскости, перпендикулярной оси метчика, составляет 10° при обработке стали средней твердости и 5° при обработке чугуна. Задний угол а, измеренный в той же плоскости, выбирается в пределах 6—12 при обработке стали и чугуна.
Канавки на метчике служат для образования режущих кромок и для отвода стружки.
Токарные работы — это процесс резания в результате которого происходит не только срезание стружки, но и выдавливание металла вследствие пластической деформации, что приводит к уменьшению внутреннего диаметра резьбы. Поэтому и характерны диаметры отверстий под нарезание резьбы должны выбираться с учетом этого обстоятельства.
Имеется несколько типов метчиков, а именно: ручные, машинные, гаечные, плашечные, маточные, калибровочные, раздвижные, специальные. Наибольшее распространение получили первые три типа.
Ручные метчики предназначены для нарезания метрической или дюймовой резьбы вручную или на токарных станках. Нарезание производится либо одним метчиком, либо комплектом из двух и трех метчиков в зависимости от размера нарезаемой резьбы. Мелкие метрические резьбы нарезаются одним или двумя метчиками в зависимости от диаметра резьбы. Номер метчика устанавливается по количеству рисок на хвостовой части.
Машинные метчики применяются при нарезании резьбы на сверлильных и расточных станках. Они отличаются углом заборного конуса и формой хвостовой части, имеющей конусную выточку, предназначенную для закрепления в специальном патроне. Машинные метчики выпускаются одинарными и по два в комплекте. Они выполняются обычно трех мерными и со шлифованной резьбой.
Гаечные метчики применяются для нарезания коротких сквозных резьб. Они бывают с коротким, длинным и изогнутым хвостовиком, имеют удлиненную заборную часть и нарезают резьбу за один проход. Конические резьбы нарезаются при помощи специальных метчиков.
Нарезание резьбы метчиками на токарном станке производится в следующем порядке. Деталь устанавливается в патрон токарного станка, в ней просверливается отверстие требуемого под данную резьбу диаметра, затем устанавливается необходимое число оборотов шпинделя. Метчик с надетым на хвостовик воротком опирается центровым отверстием на центр задней бабки; поддерживаемый рукой и центром метчик движением пиноли вводится в нарезаемое отверстие. Вороток при этом опирается на верхние салазки суппорта. После начала самозатягивания метчика необходимо следить, чтобы центр не вышел из центрового отверстия. Такой метод требует усиленного внимания со стороны исполнителя.
Для крепления метчика можно использовать специальный патрон. Патрон состоит из оправки со шпонкой и коническим хвостовиком, который вставляется в пиноль задней бабки. По оправке скользит втулка, имеющая паз для прохода шпонки. На конце втулки закреплен держатель с квадратным отверстием для установки метчика. Метчик закрепляется в держателе двумя винтами. При нарезании резьбы метчик вводится в нарезаемое отверстие нажатием пиноли до тех пор, пока он не начнет ввинчиваться. Данное приспособление может быть отрегулировано на определенную длину нарезания. Когда будет достигнута нужная длина шпонка выйдет из паза во втулке, метчик начнет вращаться вместе с деталью и нарезание резьбы прекратится.
Нарезание резьбы резцами. Внутренняя резьба нарезается так же, как и наружная: резцы устанавливаются точно по оси центров, ось профиля резца перпендикулярна оси детали; установка резца и проверка его профиля производится по шаблону, установка на глубину резания — по лимбу; учитывается угол подъема винтовой линии, установка на длину нарезки производится по отметке на стержне резца. При нарезании резьбы в глухих отверстиях должна быть предусмотрена выточка для выхода резца. Для обеспечения нормального входа-выхода резца на кромках отверстия должны быть выполнены фаски.
При нарезании резьбы изменяется ее внутренний диаметр вследствие пластической деформации.
ПОХОЖИЕ СТАТЬИ:
| Режущий инструмент, инструментальная оснастка и приспособления / Cutting tools, tooling system and workholding | |||||
| Подборка ссылок из каталогов инструмента для словаря по машиностроению | |||||
| 1397 Полный и неполный профили резьбонарезных токарных сменных пластин Неполный профиль применяется для нарезания резьбы широкого диапазона шагов с неизменным | 1398 Способы точения наружной и внутренней резьбы на токарном металлообрабатывающем оборудовании Правая и левая резьба с отрицательным углом наклона Поменять | 1399 Техническое руководство фирмы TaeguTec (Южная Корея) по металлообработке Угол подъёма резьбы и выбор опорной пластины для сборного резьбового резца со см | 1400 Выбор опорной пластины токарной сборной державки в зависимости от угла подъёма резьбы ACME STUBACME Трапецеидальная (DIN 103) Круглая (DIN 405) 60 70 Диа | 1401 Замена стандартной опорной пластины резьбового токарного резца на негативную позволяет уменьшить износ по задней поверхности АЕ опорные пластины EX-RH и | 1402 Наглядные схемы способов врезания токарного резца при нарезки резьбы Боковое врезание Радиальное врезание Комбинированное врезание С неизменной глубиной |
| 728 При точении резьбы угол наклона сменной резьбовой пластины и угол подъема резьбы должны совпадать настолько точно, насколько это возможно | 540 Технология нарезания резьбы резцом Диаметр заготовки не должен превышать максимального диаметра резьбы более чем на 0,14 мм | 365 В зависимости от формы обрабатываемой заготовки и типа токарного станка выбирается метод нарезания резьбы направление подачи и вращения шпинделя для нареза | 366 Угол наклона резьбовой сменной режущей пластины должен соответствовать углу подъема винтовой линии В случае их существенного различия произойдет искажение | 367 Номограмма и справочная таблица для правильного подбора опорной сменной пластины для токарного сборного резьбонарезного инструмента Table 16 Choice of shim | 368 Общепринятые в металлообработке методы нарезания резьбы на токарном металлорежущем оборудовании Для точения резьбы существуют три различных метода подачи н |
См.также / See also : | |||||
| Типы резьб / Thread types and applications | Плашки для нарезания резьбы / Thread dies | ||||
| Технология токарной обработки металлов / Basics of metal turning | Резцы по металлу со сменными пластинами / Metal lathe tools Features | ||||
| Перевод дюймов в мм / Inches to mm Conversion table | Расчет режимов резания при токарной обработке / Turning formulas | ||||
| Механическое крепление пластин / Insert clamping system | Виды износа пластин и инструмента / Tool wear damage | ||||
| Примеры страниц из каталогов инструмента для металлообработки | |||||
365 Каталог PRAMET 2016 Металлорежущий инструмент для точения фрезерования сверления Стр.363 | |||||
В зависимости от формы обрабатываемой заготовки и типа токарного станка выбирается метод нарезания резьбы направление подачи и вращения шпинделя для нареза В зависимости от формы обрабатываемой заготовки и типа токарного станка выбирается метод нарезания резьбы направление подачи и вращения шпинделя для нарезания правой наружной или внутренней резьбы, или левой наружной или внутренней резьбы. Выбор можно осуществить согласно рисунку в таблице 15. The choice of production method is influenced by the workpiece and the machine. Workpiece external or internal thread, right- or left-hand thread. Machine right- or left-hand tool. You can use the following table 15. oc Таблица №15a Table 15a НАРУЖНАЯ РЕЗЬБА ПРАВАЯ/ EXTERNAL THREAD, RIGHT-HAND 3 1 LD О 2 о НАРУЖНАЯ РЕЗЬБА ЛЕВАЯ / EXTERNAL THREAD, LEFT-HAND Н Вращение заготовки / movement of the workpiece Таблица №15b Исполнение пласт/ tool movement Table 15b L / R Движение инструмента/insert design ВНУТРЕННЯЯ РЕЗЬБА ПРАВАЯ / INTERNAL THREAD, RIGHT-HAND >. и CL Lb О CD LO 2 CD Q ВНУТРЕННЯЯ РЕЗЬБА ЛЕВАЯ/ INTERNAL THREAD, LEFT-HAND S 2 OC x О s i-b cc = Вращение заготовки / movement of the workpiece Исполнение пластины / tool movement L / R Движение инструмента / insert design PRAMET 363 РЕЗЬБОНАРЕЗАНИЕ THREADING | |||||
368 Каталог PRAMET 2016 Металлорежущий инструмент для точения фрезерования сверления Стр.366 | |||||
Общепринятые в металлообработке методы нарезания резьбы на токарном металлорежущем оборудовании Для точения резьбы существуют три различных метода подачи н Общепринятые в металлообработке методы нарезания резьбы на токарном металлорежущем оборудовании Для точения резьбы существуют три различных метода подачи на врезание, а именно поперечная подача, боковая подача и переменная подача на врезание. Рисунок №17 Infeed method and depth The choice of infeed method is most important for long chipping materials to ensure good chip control. Picture 17. Выбор соответствующего метода подачи на врезание зависит от типа токарного станка, сорта обрабатываемого материала и шага резьбы. Поперечная подача на врезание это самый простой и чаще всего применяемый метод. Подача перпендикулярна оси вращения заготовки, съем материала происходит равномерно с обеих боковых поверхностей профиля. В процессе обработки наблюдается хорошее стружкодробление, а пластина имеет равномерный износ режущей кромки. Этот метод подходит для нарезания резьбы1 с малым шагом (p 1,5 мм, для нарезания трапецеидальной резьбы. Недостаток состоит в том, что происходит неравномерный износ СМП из-за более высокого трения правой боковой грани режущей кромки о заготовку, что ведет к ухудшению качества обработанной поверхности профиля резьбы. Применяется в определенных случаях. Боковая подача на врезание с отклонением в 3-5° устраняет трение на боковой поверхности профиля (см. рис.). Переменная подача на врезание рекомендуется при нарезании резьб с большими шагами и для материалов, образующих длинную, плохо формируемую стружку. Преимущество заключается в более равномерном изнашивании режущей кромки СМП, более высокой стойкости инструмента. Однако данный метод требует более сложной управляющей программы для чПу. Величина подачи на врезание и количество врезаний зависят от шага резьбы. Для разных типов резьбы их можно выбрать по таблицам, приведенным далее. Однако эти величины необходимо считать ориентировочными, исходными, их надо корректировать в зависимости от конкретной ситуации. В случае поломки режущей кромки рекомендуется снизить величину подачи на глубину резания и повысить частоту вращения. Важно помнить, что подача на врезание не должна быть ниже 0,05 мм; при токарной обработке аустенитных и мягких сталей минимальная допустимая подача должна составлять 0,08 мм. The choice depends on the machine type, the machined material and the pitch. Radial infeed the most simple and the most used. The infeed is perpendicular to the axis of rotation of the workpiece. It contributes to good chip formation and uniform wear on the cutting edge. Suitable for threads with a small pitch (p 1.5 мм for TR threads. Flank infeed with deviation 3-5° eliminates friction on the thread flank. Alternate flank infeed recoммended for coarse threads and materials with poor chip formation. Long tool life. For CNC machines, higher demand on CNC prograммing. Infeed method and number of passes depend on the thread pitch. The tables give basic recoммendations and apply to all geometries. If the insert fractures, the infeed value should be decreased and the number of passes should be increased. The infeed depth should not be less than 0.05 мм/ pass. On austenitic and soft steels the infeed depth per pass should be greater than 0.08 мм. PRAMET 366 РЕЗЬБОНАРЕЗАНИЕ THREADING оъ LD О 2 -с LQ 2 = О S и- | |||||
540 Каталог SANDVIK COROMANT 2020 Инструмент для токарной обработки Пластины Резцы Оснастка Стр.C82 | |||||
Технология нарезания резьбы резцом Диаметр заготовки не должен превышать максимального диаметра резьбы более чем на 0,14 мм Технология нарезания резьбы резцом Диаметр заготовки не должен превышать максимального диаметра резьбы более чем на 0,14 мм _ (.006″) для обеспечения -приемлемой стойкости пластины. — Глубина врезания не должна быть менее 0.05 мм (.002″), а при обработке нержавеющей стали — менее 0.08 мм (.003″). Для резьбовой пластины из кубического нитрида бора (CBN) максимальная глубина врезания не должна быть более 0.07 мм (.003″). Зачистной проход без врезания не рекомендуется при нарезании резьбы пластинами геометрии C. При работе многозубыми пластинами необходимо следовать рекомендациям на стр. C80. При обработке резьбы пластинами с неполным V-профилем следует назначать такое же число проходов, как и при обработке пластинами с полным профилем. C E F Геометрия F Геометрия A О Геометрия С D Глубина врезания за проход Одностороннее боковое врезание Боковое двустороннее врезание Одностороннее боковое врезание с углом 1° Скорость резания Начальные значения величин скорости резания приведены на стр. C73. Внимательное наблюдение за состоянием режущей кромки -наилучший способ достичь желаемых результатов при резьбонарезании. — Слишком низкая скорость резания — Наростообразование — Слишком высокая скорость резания — Пластическая деформация Формула Формула для подсчета глубины врезания за проход vc, м/мин (400) фут/мин G Ларх \\nap л/Ф А ap X aP nap Глубина врезания за проход Номер прохода (от 1 до nap) Общая глубина врезания Число проходов. См. стр. C77 для первого прохода = 0.3 для второго прохода = 1 для третьего прохода = x-1 H C 82 SANDVIK Coromant ТОЧЕНИЕ РЕЗЬБЫ Число проходов и глубина врезания Число проходов и глубина врезания При нарезании резьбы решающее значение имеют способ врезания, -количество проходов и глубина врезания. Необходимо помнить, что все приведенные ниже рекомендации являются ориентировочными, B т.к. на практике число проходов определяется методом «проб и -ошибок». Например, более твердые материалы требуют большего числа проходов. | |||||
| Подборка ссылок иллюстрированных из промышленных каталогов | |||||
| 386 Для нарезания резьбы резцом в основном используется инструмент с резьбонарезными пластинами Профиль пластины соответствует форме резьбы По | 387 Токарные резьбонарезные твердосплавные пластины с полупрофилем режут по всему профилю и снимают грат с вершин Резьбовые пластины с полупро | 388 Методы врезания при токарной обработке резьбы Одностороннее боковое врезание Большинство токарных станков с ЧПУ запрограммированы на данны | 389 При нарезании резцом резьба изготавливается в несколько проходов Таблица 4 13 содержит значения для числа проходов при нарезании резьбы ре | 390 Общей задачей при нарезании резьбы резцом является противодействие силам резания, которые направлены через посадочное место пластины и дер | 391 Стандартные резьбовые токарные державки Garant Hoffmann поставляются с подкладными пластинами с результирующим углом наклона 1,5° Данная п |
| 392 Пример нарезания резьбы резцом M16 x 2 Решение задачи нарезания резьбы резцом в 3 этапа — очень просто при помощи Cutting Pilot 1 Имеющаяс | 393 Основное машинное время при нарезании резьбы резцом это продольная токарная обработка фасонным резцом, при котором величина подачи соответ | 394 Решение проблем при нарезании резьбы резцом Выкрашивание режущей кромки Износ по задней поверхности Выкрашивание Пластическая деформация Н | 569 Для максимальной точности профиля нарезаемой на токарном станке резьбы и наилучшего качества поверхности при равномерном износе и увеличения благодаря | 1410 Характерные виды износа сменных режущих резьбовых пластин их причины появления и пути решения проблем при токарном резьбонарезании Очень высокая скорость | 1411 Типичные виды износа резьбовых сменных токарных пластин Причины появления и пути решения при токарной резьбонарезании Продолжение Низкая температура в зо |
| 526 Общие рекомендации при нарезки резьбы на токарном станке Выбор технологического метода резьбонарезания Основные типы режущих резьбовых пластин | 527 Глубина резания при токарном резьбонарезании Формула расчета величины врезания для каждого прохода металлорежущего резьбового инструмента | 528 Общие технологические рекомендации японской компании Мицубиси по улучшению процесса точения наружной и внутренней резьб | 529 Советы по правильному выбору опорной пластины Mitsubishi для сборных токарных резьбовых резцов Угол подъема резьбы (а) зависит от диаметра и шага | 534 Точение резьбы Причины неисправностей и рекомендации по их устранению в справочной таблице от японской компании производителя режущего инструмента | 935 При нарезании резьбы на токарном станке решающее значение имеют способ врезания количество проходов и глубина врезания Необходимо помнить что все прив |
| 329 Технология нарезания наружной и внутренней резьбы на токарном станке Справочная номограмма для определения угла подъема резьбы Технические рекомендации | 330 Нарезка резьбы резцом на токарном станке с ЧПУ и ручным управлением Методы врезания при точении Радиальное Модифицированное Радиальное Боковое двустороннее | 332 Пример решения стандартной технологической задачи по нарезанию резьбы на токарном станке Выбор метода Выбор СМП и державки Определение угла наклона | 333 Технология нарезания резьбы на токарных станках по металлу Факторы влияющие на точность и качество резьбы Типовые проблемы и способы их устранения | ||
| 504 Особенности резьбовых твердосплавных сменных пластин Mitsubishi Miracle Threading MMT серии Высокая точность нарезания наружной и внутренней резьбы | 505 Описание технологических характеристик резьбовых японских резцов Mitsubishi для нарезания наружной и внутренней резьбы на токарном оборудовании | ||||
| 462 Сверхжёсткий резьбонарезной инструмент Sandvik CoroThread 266 для точения всех типов резьб Высокоточная подача СОЖ сверху и снизу | 502 Инструментальная система Sandvik T-Max U-Lock представлена специализированными пластинами размером 11 мм для нарезания внутренней резьбы | 381 Нарезка резьбы резцом на токарном станке Технология нарезания наружной или внутренней резьбы Полный или неполный профиль Метод бокового врезания | |||
| Пример иллюстрации инструмента из промышленного каталога (из подборки фото инструментов для металлообработки / Metal cutting tools images) | |||||
280 Каталог WALTER 2012 Режущий инструмент и инструментальная оснастка Стр.A276 | |||||
Нарезание наружной резьбы резьбовым резцом с СРП Крепление сменной режущей твердосплавной пластины винтом Полностраничное фото технологического процесса Нарезание наружной резьбы резьбовым резцом с СРП Крепление сменной режущей твердосплавной пластины винтом Полностраничное фото технологического процесса _ Общий каталог инструмента WALTER на русском языке за 2012 год Токарная обработка Сверление Резьбонарезание Фрезерование Инструментальная оснастка A 276 Walter | |||||
Каталоги инструмента и оснастки для металлообработки на станках / | |||||
Нарезание резьбы — производственные процессы 4-5
После завершения этого раздела вы сможете:
• Опишите процедуру нарезания резьбы.
• Определите число оборотов в минуту для нарезания резьбы.
• Опишите наполнение и полировку.
• Опишите продвинутый рабочий холдинг.
Нарезание резьбы
Нарезание резьбы — это процесс нарезания резьбы внутри отверстия, чтобы в отверстие можно было ввинтить винт или болт. Также он используется для нарезания резьбы на гайках.
Нарезание резьбы может выполняться на токарном станке механической подачей или вручную. Независимо от метода, отверстие необходимо просверлить метчиком подходящего размера и снять фаску на конце.
Передовой опыт
Использование направляющих для метчика
Направляющие для метчиков являются неотъемлемой частью удобного и прямого метчика. При использовании токарного станка или фрезы метчик уже ровный и отцентрованный. При выравнивании метчика вручную будьте осторожны, так как направление метчика на 90 ° намного точнее, чем человеческий глаз.
Использование масла
При сверлении и нарезании резьбы критически важно использовать масло. Он предохраняет сверла от визга, делает рез более гладким, удаляет стружку и предохраняет сверло и инструмент от перегрева.
Клевка
Pecking предотвращает перегрев и поломку коронок при сверлении или нарезании резьбы. Клевое сверление включает в себя просверливание части детали с последующим ее втягиванием для удаления стружки, одновременно позволяя детали остыть.Поворот ручки на полный оборот, а затем на пол-оборота назад — обычная практика. Каждый раз, когда сверло или метчик откручивается, удалите как можно больше стружки и добавьте масло на поверхность между сверлом или метчиком и заготовкой. Процедура ручного постукивания 1. Выберите размер сверла из таблицы. При выборе размера крана в первую очередь обращайте внимание на эту таблицу
1. Выберите размер сверла из таблицы.
При выборе размера крана в первую очередь следует обратить внимание на эту таблицу.
2.При необходимости добавьте фаску к отверстию перед нарезанием резьбы. Фаски и зенковки — это дополнительные функции, которые иногда требуются для винтов. Для достижения наилучших результатов скорость шпинделя должна быть от 150 до 250 об / мин.
3. Получите направляющую для крана. Отверстие теперь готово к нарезанию резьбы. Для этого используйте метчики и направляющие блоки возле ручных фрез. В направляющих блоках будет несколько отверстий для метчиков разного размера. Выберите тот, который ближе всего к размеру используемого метчика, и поместите его над просверленным отверстием.
4. Нажмите на блок. Подбейте метчик с помощью гаечных ключей. Слегка надавите, поворачивая ключ до упора, а затем на пол-оборота. Клевать метчик на нужную глубину.
5. Завершите кран. Если кран не идет дальше или желаемая глубина достигнута, ослабьте давление на кран; он, вероятно, достиг дна. Снимите кран с отверстия.
Если приложить дополнительное давление, кран может сломаться. Чем меньше размер крана, тем больше вероятность его поломки.
Рисунок 1. Нажмите
Процедура:
1. Установите заготовку в патрон.
2. Торцевое и центровочное сверло.
3. Выберите подходящее сверло для метчика.
4. Пример: ¼ — 20 шт. Использовало сверло №7.
5. Установите токарный станок на нужную скорость и просверлите метчиком нужную глубину. Обильно используйте смазочно-охлаждающую жидкость.
6. Примечание: заготовка будет вращаться при нарезании резьбы токарным станком. Используйте очень низкую скорость шпинделя.(От 40 до 60 об / мин) и большое количество смазочно-охлаждающей жидкости.
7. Снимите фаску с края отверстия.
Заготовку следует заливать на токарном станке только для снятия небольшого количества припуска, удаления пригорков или скругления острых углов. Заготовку всегда следует поворачивать на размер от 0,002 до 0,003 дюйма, если поверхность должна быть обработана. Держите рукоятку напильника в левой руке, чтобы избежать травм при опиливании на токарном станке, чтобы руки и руки не касались вращающегося патрона.
Процедура:
1.Установите скорость шпинделя примерно вдвое больше, чем при токарной обработке.
2. Установите заготовку в патрон, смажьте и отрегулируйте мертвую точку на заготовке.
3. Переместите каретку как можно дальше вправо и снимите резцедержатель (при необходимости)
4. Отсоедините ходовой винт и подающий стержень.
5. Выберите нужный файл.
6. Запустите токарный станок.
7. Возьмитесь за рукоятку напильника левой рукой и поддержите острие напильника пальцем правой руки.
8. Слегка надавите и вытолкните напильник на всю длину. Ослабьте давление на возвратную ставку.
9. Перемещайте файл примерно на половину ширины файла для каждого удара и продолжайте опиливание, используя от 30 до 40 движений в минуту, пока поверхность не будет обработана.
Рисунок 2. Подача
При заточке токарного станка необходимо соблюдать следующие меры безопасности.
• Закатанные рукава.
• Не используйте напильник без правильно подогнанной ручки.
• Снимите часы и кольца.
• Не давите на файл слишком сильно.
• Часто очищайте файл щеткой для файла. Втирайте немного мела в зубья пилки, чтобы предотвратить засорение и облегчить чистку.
После того, как заготовка была напильником, полировка может быть улучшена с помощью абразивной ткани.
Процедура:
1. Выберите тип сбора и марку абразивной ткани, для желаемой отделки используйте кусок длиной от 6 до 8 дюймов и шириной 1 дюйм.
2. Установите токарный станок на высокую скорость (около 800-1000 об / мин).
3. Отсоедините подающий стержень и ходовой винт.
4. Смажьте и отрегулируйте мертвую точку.
5. Запустить токарный станок.
6. Прижмите абразивную ткань к заготовке.
7. Правой рукой плотно прижмите ткань к изделию, удерживая другой конец абразивной ткани левой рукой.
8. Медленно перемещайте ткань вперед и назад по заготовке.
Рисунок 3.Полировка
При полировке на токарном станке необходимо соблюдать следующие правила техники безопасности:
1. Закатать рукава.
2. Заправляйте свободную одежду
Для обычной отделки используйте абразивную ткань с зернистостью от 80 до 100. Для получения лучшего результата используйте абразивную ткань с более мелким зерном.
Некоторые детали могут иметь неправильную форму, поэтому для их правильной обработки перед обработкой требуются специальные инструменты.
1. Деталь не может быть помещена в цангу или патрон при резке по всему внешнему диаметру заготовки.
2. Детали со сквозными отверстиями следует запрессовать на оправку токарного станка (конический вал) и затем зажать на оправке, а не на самой детали.
3. Если отверстие слишком велико, использование оправки токарного станка не будет достаточно поддерживать деталь. Вместо этого используйте внешние губки, чтобы захватить внутренний диаметр детали.
4. Детали со сложной геометрией, возможно, потребуется прикрепить к лицевой панели, которая в дальнейшем будет установлена на шпиндель.
ТОКАРНЫЙ СТАНОК:
В следующей таблице представлено быстрое сравнение сильных и слабых сторон различных средств удержания заготовки на токарном станке:
Быстрая, высокая точность, высокая повторяемость, хороший захват, маловероятно повредить заготовку, захват распространяется на большой площади.Дорогие патроны и цанги. Обрабатывает ограниченную длину. Заготовка должна быть круглой и почти точно соответствовать размеру цанги. | ||||
3-кулачковый патрон с мягкими кулачками | Для больших заготовок 3-х кулачковые патроны с мягкими кулачками являются нормой в мире ЧПУ. | |||
Самоцентрирующийся патрон с 3 кулачками и твердыми кулачками | Обычный, дешевый, простой.Низкая точность, низкая повторяемость, если вы снимаете заготовку и возвращаете ее обратно. | |||
Индивидуальная регулировка губок может занять много времени, но в результате будет достигнута высокая точность. Может удерживать детали со смещением для поворота кулачков или эксцентриков. Вмещает ложи нестандартной формы, квадратные или прямоугольные. | ||||
Самоцентрирующийся патрон с 6 кулачками | Лучше всего подходит для тонкостенных работ или захвата обработанных краев заготовок.Очевидно, хорошо для шестигранного приклада. | |||
Отлично подходит для нестандартных форм. Включает зажимы, как установка для фрезерования. Могут потребоваться противовесы, чтобы держать вещи в равновесии. | ||||
Высокая точность, позволяет возвращать деталь между центрами с очень высокой повторяемостью. | ||||
Современная альтернатива токарной обработке между центрами.Вместо использования собачьих упоров токарного станка, которые неудобно настраивать, система постоянного торца использует гидравлическую или другую силу для захвата и приведения в движение конца шпинделя. | ||||
Они работают изнутри наружу, а не снаружи внутрь, но в остальном очень похожи на цанги. |
Метод описывает конкретную технику или инструменты, которые будут использоваться.
Precision описывает, насколько точно будет удерживаться заготовка или насколько близко к концентрическому она будет двигаться со шпинделем перед выполнением каких-либо резов.
Повторяемость описывает, как легко вынуть заготовку, а затем снова вернуть ее обратно.
1. Какой размер сверла использовать для метчика ½ -20?
2. Для чего нужна фаска?
3. Какая самая лучшая частота вращения для нарезания резьбы?
4. Какую скорость шпинделя выставляем для опиловки?
5. Для чего нужна полировка?
6. Какая абразивная ткань лучше всего подходит для обычной отделки?
7. Какой вид работы лучше всего подходит для трехкулачковых патронов?
8.Каковы особенности трехкулачкового патрона?
9. Объясните разницу между трехкулачковым патроном и четырехкулачковым патроном.
10. Каковы преимущества и недостатки коллекционного патрона?
Трудности прослушивания | Производство режущего инструмента
Моя карьера механика началась в нашем семейном механическом цеху. Когда я начинал, у нас были только обычные или ручные станки. Бриджпорты 1960-х годов, токарный станок Monarch 10EE, построенный в 1946 году, и токарный станок Lodge & Shipley с табличкой, на которой говорилось, что он соответствует спецификациям Совета по военному производству времен Второй мировой войны, были одними из машин, которые я использовал, изучая ремесло.
Я научился нарезать отверстия вручную с помощью гаечного ключа и метчика. Иногда я использовал бриджпорт или заднюю бабку токарного станка. В других случаях я использовал методы, которые могли бы усомниться даже в самых серьезных механиках, например, использование сверлильного двигателя с диаметром ½ дюйма для нарезания резьбы в крупных отливках.
Редко возникали какие-либо проблемы, справедливости ради надо сказать, что я был мастером нарезки отверстий. Однако, когда в 1995 году появился наш первый станок с ЧПУ, нарезание резьбы метчиком стало для меня отравой.Сломанные метчики, плохая отделка поверхности, большие отверстия и быстро сломанные детали стали нормой. Как будто я разучился нарезать резьбу.
Mitsubishi Hitachi Power Systems Americas имеет опцию жесткого нарезания резьбы на элементах управления, но использует держатели сжатия растяжения, подобные этому, чтобы обеспечить еще один уровень защиты от ошибок при программировании или настройке. Изображение любезно предоставлено К. Тейт
После исследования и консультаций с экспертами, а также практики на машине я понял, что должен изменить свой подход.Методы нарезания резьбы, используемые на обычных станках, не подходили для обрабатывающего центра.
Сенсорный фокус
При нарезании резьбы на обычном станке машинист постоянно настраивается на образы и звуки, и эта способность тесно взаимодействовать с операцией постукивания обеспечивает большую свободу действий при выборе метчика. В обычных машинах для нас было обычным применять недорогие ручные метчики для всего, в том числе для отбора мощности. Нарезание резьбы на обрабатывающем центре препятствует активному участию машиниста в процессе и лишает его возможности использовать свои чувства в качестве руководства, пока метчик находится в отверстии.
С обрабатывающим центром машинист не может остановиться в процессе нарезания резьбы, когда что-то звучит или кажется неправильным. Вы узнаете, что что-то не так, только после того, как кран сломан или потоки плохи. Правильная геометрия метчика имеет решающее значение при нарезании резьбы на обрабатывающем центре. Нет времени реагировать на плохую ситуацию, вызванную использованием неправильного инструмента. Я быстро понял, что краны имеют функции, предназначенные для определенных приложений. Использование крана в приложении, для которого он не предназначен, дало ужасные результаты и разочарование.
Удерживание и забивание метчиков на обычных станках осуществлялось с помощью цанг, сверлильных патронов, гаечных ключей (удерживаемых вручную), а в самых грубых установках — разводных ключей.
Когда я купил обрабатывающий центр, я купил опцию жесткого нарезания резьбы, которая устраняет необходимость в специальных держателях. Поэтому я попытался удерживать инструменты на обрабатывающем центре, как на обычных станках. Результаты меня разочаровали. Моя первая попытка использовала сверлильный патрон с 3 кулачками.После того, как мне не удалось проделать отверстие метчиком
3⁄8-16 при трех попытках подряд, я понял, что нужны другие методы.
Фрезерование резьбы — лучший выбор для нарезания резьбы в Mitsubishi Hitachi Power Systems Americas. Нарезать резьбу с большим отношением глубины к диаметру намного проще с помощью резьбовой фрезы, чем с помощью метчика. Изображение любезно предоставлено К. Тейт
Вторая установка включала стандартную двухугловую цангу, которая работала намного лучше, пока метчик не начал изнашиваться, увеличивая силу резания до такой степени, что метчик начинал проскальзывать в цанговом патроне.Результатом было низкое качество резьбы и гримаса, когда я подумал, сколько метчика собирается выйти из отверстия. Я попробовал несколько других методов и, наконец, почувствовал облегчение, когда мой продавец кранов предложил мне использовать компрессионный держатель.
Натяжные компрессионные держатели подпружинены и допускают осевое перемещение метчика, что снижает нежелательные эффекты, связанные с перемещением метчика. Эти держатели также разработаны специально для удержания метчиков, поэтому у них нет проблем с перемещением в цанговом патроне.Технически, для жесткого нарезания резьбы не требуется держатель растяжения. Однако держатель действительно защищает от мелких неточностей в системе. Поскольку держатели просты в использовании, а один размер подходит для кранов разных размеров, я начал использовать их постоянно.
Смазочная резьба
Для нарезания резьбы на любом станке требуется смазка или смазочно-охлаждающая жидкость определенного типа. На обычных станках я использовал различные воски, смазочно-охлаждающие жидкости и масла, специально предназначенные для нарезания резьбы.Я мог бы использовать ту же методологию для обрабатывающего центра, но нецелесообразно останавливать работу станка в середине цикла и наносить масло на метчик или отверстие. Кроме того, продукты на нефтяной основе, плавающие в охлаждающей жидкости, вызывали другие проблемы, и в любом случае использование водорастворимых охлаждающих жидкостей является нормальной практикой.
Не заставило себя долго понимать, что операции по нарезке резьбы чувствительны к охлаждающей жидкости. Я работал на станке в течение нескольких месяцев, используя охлаждающую жидкость, которая хорошо работала с обычным фрезерованием и сверлением, но когда я попытался нарезать резьбу 6-32 в алюминии, я получил спорадические результаты.Качество резьбы было низким, и я не мог определить причину проблемы с метчиком, держателем метчика или машиной. После нескольких десятков заеданий старомодным маслом для нарезки резьбы я понял, что охлаждающая жидкость не обеспечивает необходимой смазывающей способности. В итоге я сменил торговую марку и каждый день внимательно следил за концентрацией, что устранило проблему. Получение качественной резьбы требует не только подачи СОЖ в отверстие, но и правильного состава и концентрации.
Я получил много уроков о нарезании резьбы, но самым ценным уроком было нарезание резьбы.Фрезерование резьбы может быть гораздо лучшим способом нарезания отверстий, чем нарезание резьбы. Я познакомился с резьбофрезерованием на выставке. Я пробовал нарезать резьбу на своих станках, а теперь достаю резьбовую фрезу перед метчиком. При резьбонарезании мне не нужно переворачивать шпиндель. Как правило, проблем с охлаждающей жидкостью или державкой нет. И фрезы с сломанной резьбой обычно не застревают в отверстиях, как сломанные метчики.
Нарезание резьбы нарезанием резьбы — одна из самых сложных для освоения операций обработки. Многие переменные, такие как геометрия метчика, покрытие метчика, смазочно-охлаждающая жидкость, скорость резания и державки, играют важную роль в достижении успеха.Работа с разработчиком приложений у хорошего производителя кранов — лучший способ правильно установить все ключевые переменные.
Мини-токарные станки отлично нарезают резьбу. Используя способность шпинделя токарного станка приводить в движение ходовой винт, мы можем продолжать нарезать множество различных внутренних и внешних резьб, пока мы думаем о новых способах расположения переключающих шестерен. Однако что происходит, когда мы хотим, чтобы внутренняя резьба в работе соответствовала болту M5? Нарезание резьбы токарного станка нам не очень понравится, если только у нас не будет очень-очень маленького инструмента для нарезания внутренней резьбы и очень много свободного времени. Для небольших отверстий диаметром примерно до 16 мм рекомендуется нарезать внутреннюю резьбу с помощью метчика по металлу. Метчик — это инструмент для нарезания внутренней резьбы, изготовленный из куска закаленной стали, специально для нарезания резьбы. Отводов должно быть три типа:
Начиная с куска металла, мы используем не метчик, чтобы проделать все отверстие, а резьбу. Нет. Сначала мы используем стандартное сверло, чтобы проделать отверстие, а затем применяем его для нарезания резьбы. Какого размера должно быть исходное отверстие? В таблице ниже показаны стандартные размеры — часто бывает полезно иметь запас сверл вместе с метчиками — чтобы не тратить время на поиск правильного сверла и подходящего метчика. Также можно купить наборы сверл и метчиков нужных размеров.Сверло на 2 мм не имеет большого срока службы, поэтому купите несколько сверл и метчиков! Вот несколько размеров сверл, которые подходят для стандартных размеров метчиков.
Нарезание резьбы вручнуюЕсли вы «нарезаете отверстие», то есть используете метчик для нарезания резьбы в просверленном отверстии вручную, удерживать метчик в гаечном ключе — это нормально.Они доступны практически бесплатно на таких сайтах, как ebay. Вы вкручиваете кран в отверстие и через каждые пару оборотов делаете пол-оборота назад. Это помогает измельчить стружку, которую производит режущая кромка метчика. Важно использовать смазочно-охлаждающую жидкость для метчиков. При резке алюминия используйте керосенс или WD40. При резке стали используйте немного масла. Сломать кран очень легко, особенно с более тонкими метчиками. Если кран защелкнется в вашем отверстии, значит, у вас проблемы.Всегда следите за тем, чтобы кран был правильно выровнен с резьбовым отверстием. Это сложно сделать вручную. Нарезание резьбы на микромельницеЭтот процесс обычно не рекомендуется в учебниках, но я считаю, что он хорошо работает в отверстиях до M6, после чего микромельница перестает работать. Можно использовать вращательное действие микромельницы, чтобы повернуть метчик и нарезать резьбу в отверстии. Конечно, метчик нужно втягивать в отверстие по мере нарезания резьбы, поэтому будьте осторожны. Моя процедура примерно следующая:
[при обработке этой директивы произошла ошибка] | Введение Главная
|
Нарезание резьбы 101: Введение в нарезание резьбы
Нарезание резьбы — это процесс создания винтовой резьбы для скрепления предметов.Резьбовые детали широко распространены, и на то есть веская причина: резьба позволяет легко и недорого соединять детали. Производители создают их различными способами для использования с десятками различных типов застежек. В этом посте мы расскажем о нескольких процессах, используемых для нарезания резьбы, о том, как добавить резьбовые вставки к конкретным материалам, как предотвратить поломку метчиков и многое другое.
Нарезание ниток: как это работает
Стандартный метод создания резьбы — нарезание резьбы метчиком или штампом.«Метчики» нарезают внутреннюю резьбу, как в гайке, а «плашки» — наружную резьбу, как на болте. «Нарезание резьбы» означает нарезание резьбы метчиком, а «нарезание резьбы» — нарезание резьбы матрицей. Оба эти процесса можно выполнить вручную с помощью метчика или штампа.
Ручки для метчиков и метчики для ручной нарезки резьбы
Станки
с ЧПУ также могут нарезать резьбу, хотя это не похоже на сверление сквозного отверстия, когда можно просто запустить шпиндель и клюнуть его вниз.Нарезание резьбы требует хорошего крутящего момента и точного управления двигателем для перемещения шпинделя и оси Z. Шпиндель также должен вращаться в обратном направлении, чтобы снять метчик. К сожалению, задача непростая: метчики легко ломаются из-за недостаточной очистки от стружки, высоких скоростей или плохого угла входа в отверстие.
Трудности возникают при поломке метчика в отверстии: если он ломается над материалом, его можно открутить плоскогубцами, но обычно они ломаются в материале или под ним.Подумайте о том, как удалить сломанный метчик из-под верхней части материала, не повредив остальную часть или резьбу. Из-за серьезности этого явления некоторые из них открыли свой бизнес по оказанию услуг по удалению сверл и метчиков.
Тип используемого метчика имеет решающее значение для обеспечения его пригодности для многих отверстий. Конические метчики имеют режущие зубья, которые постепенно взаимодействуют с заготовкой, что делает их идеальными для начальных отверстий с хорошим совмещением. Отводы с донным отверстием имеют плоское дно для доступа к самой глубокой части любого глухого отверстия.Есть много других типов метчиков, в том числе более конические для нарезания трубной резьбы и некоторые со спиральными канавками для удаления стружки.
Нарезка отверстия на токарном станке
Для нарезания резьбы с помощью фрезы с ЧПУ, вместо использования матрицы, идеально подходит такой режущий инструмент, как резьбовая фреза. В отличие от метчиков и матриц, предназначенных для определенного размера и шага резьбы, резьбовые фрезы могут нарезать почти любой тип резьбы в любом направлении (левом или правом) благодаря компьютерному управлению.Механические мастерские также используют их для нарезания внутренней резьбы, что особенно удобно, когда деталь требует слишком большого отверстия для метчика правильного размера, который может поместиться в станке. Универсальность резьбовой фрезы означает, что фреза с ЧПУ может создавать резьбу в отверстиях любого размера, если деталь может поместиться в станке.
Рекомендации по материалам резьбы
Однако нарезание резьбы подходит не для всех материалов. Его не рекомендуется использовать при обработке дерева из-за недостаточной прочности древесины для поддержки и удержания резьбы, особенно если резьба небольшая.Иногда по тем же причинам стоит избегать нарезания тонкой резьбы в пластике. Шанс на успех зависит главным образом от размера отверстия: большие и грубые резьбы могут работать нормально. Другие мягкие материалы, такие как HDPE или пена, могут изначально удерживать нити, но, вероятно, со временем они не выдержат большого использования.
При использовании болтов и других резьбовых соединений с деревом хорошо подходят забитые резьбовые вставки, называемые «тройниковыми гайками». Просто сделав отверстие с зазором и ударив молотком, гайка устанавливается, захватывая дерево маленькими зубцами, чтобы предотвратить вращение.Они также являются самозатягивающимися: по мере затягивания ответной застежки другого размера гайка еще глубже вдавливается в древесину, предотвращая ослабление. Например, одно из распространенных применений гаек для тройников — это крепление крючков для скалолазания к стене спортзала.
При работе с пластмассами есть несколько вариантов, включая геликоиды, запрессовку, термофиксацию и запрессовку резьбовых вставок:
- Геликоилы представляют собой намотанную проволоку из нержавеющей стали с ромбовидным поперечным сечением — на первый взгляд они могут выглядеть как чрезмерно сжатые пружины.Для них требуется начальное отверстие, которое немного больше, чем конечное резьбовое отверстие, что делает их идеальными для быстрой переделки, если нужно отремонтировать резьбовое отверстие. Они также просты в установке, доступны по цене и являются отличным вариантом для добавления резьбовых отверстий в пластиковые детали.
- Вставки для запрессовки дороже, но их проще установить. Они сделаны из твердого материала и имеют выступы, удерживающие их в пластике, который они деформируют при установке с помощью оправочного пресса.
- Термостабилизированные и формованные вставки дают одинаковый результат, но при разных методах установки.Термостабильные вставки легко вдавить кончиком паяльника, что делает их идеальными для прототипов, напечатанных на 3D-принтере. Литые вставки лучше подходят для литья под давлением, когда их можно поместить в форму перед заполнением ее расплавленным материалом.
Резьбовые вставки используются, когда обрабатываемые материалы не подходят для нарезания резьбы.
Добавление резьбы к деталям из листового металла тоже нетривиально: тонкий материал превалирует при обработке листового металла из-за легкости, с которой он изгибается, но не удерживает больше одной-двух ниток.Можно вдавить невыпадающие гайки и вставки в лист для увеличения толщины. Как и вставки для запрессовки пластмасс, они также имеют выступы, которые заставляют материал деформироваться и обтекать их при застывании.
Предотвращение обрыва резьбы
Выбрать идеальный резьбовой крепеж не всегда легко: гайки и болты бывают десятков различных типов, с множеством материалов, покрытий, стилей головок и вариантов размеров. Однако может возникнуть одна потенциальная проблема — истирание или «холодная сварка», которые могут возникнуть, когда гайка и болт или винт и резьбовое отверстие подвергаются сильному давлению.Крепежные детали из нержавеющей стали особенно подвержены этому, когда машинист может сварить вместе две точки соприкосновения. Смазочные материалы могут уменьшить трение и вероятность истирания, хотя использование более крупной резьбы также может помочь.
Чрезмерная затяжка винта или болта может привести к поломке головки. Эта проблема характерна для более мягких креплений, таких как латунные винты. Машинист должен использовать инструмент с контролем крутящего момента, чтобы предотвратить это (и заедание). Динамометрические инструменты повсеместно используются на заводах.Они предотвращают истирание или поломку застежек в самолетах, поездах, автомобилях и повседневных потребительских товарах.
Блокировка резьбы
Galling, безусловно, не идеален для большинства приложений, но иногда вы можете захотеть предотвратить расшатывание вещей во время работы, сохраняя при этом контроль, когда они разваливаются. Вибрация может вызвать выскальзывание винтов из отверстий из-за зазора между резьбовыми соединениями каждого компонента. Если бы нити выровнялись точно, их было бы невозможно собрать, поэтому необходимо немного погрешить.К сожалению, из-за вибрации винт будет сильно раскачиваться взад и вперед и в конечном итоге вылетит из отверстия.
В этой ситуации следует использовать средства для фиксации резьбы для контроля прочности замка. Некоторые жидкие продукты будут удерживать винт в резьбовом отверстии только до момента приложения небольшого крутящего момента, в то время как другие не поддадутся до тех пор, пока не будут воздействовать сильное нагревание и крутящий момент. Состав для фиксации резьбы даже поставляется предварительно нанесенным на некоторые крепежные детали, что делает их идеальными для заводских настроек, когда оператор не может нанести слишком много или слишком мало и просто вбить винт.
Наложение фиксатора резьбы на болт
Есть много других методов предотвращения откручивания винтов, в том числе применение нейлоновой вставки внутри гайки для предотвращения ее ослабления (обычно сокращенно «гайка найлок»). На другом конце застежки можно использовать разрезную стопорную шайбу между головкой винта и материалом, чтобы физически раздвинуть их. Эта сила подталкивает винт вверх, проталкивая верхнюю часть его резьбы в нижнюю часть резьбы резьбового отверстия.Теперь, когда система вибрирует, винт удерживается на месте.
Резьбы в программах САПР
В программах
3D CAD резьбовые отверстия изображаются по-разному. Некоторые программы включают функции, которые автоматически моделируют в точных потоках. Однако большинство из них просто используют сквозное отверстие, чтобы избавить программу от требуемой вычислительной мощности модели в точных потоках. Перед созданием детали с резьбовыми отверстиями типичный метод заключается в моделировании размера сверла для метчика при подготовке к производству.
Если вы работаете с нами в Plethora и хотите, чтобы отверстие было нарезано, вам необходимо включить его в модель. Лучше всего использовать Hole Wizard, чтобы указать точные характеристики резьбы. Хотя это может быть косметически некорректно, именно так надстройка Plethora заметит резьбовое отверстие. Если вы не хотите использовать Мастер создания отверстий и указывать резьбовое отверстие в качестве альтернативы, просто отправьте PDF-файл с обозначенным резьбовым отверстием.
Нарезание резьбы — это надежный способ недорогого и съемного соединения деталей.По этой причине детали с резьбой преобладают в механической конструкции и должны быть знакомы всем инженерам.
В Plethora мы прилагаем все усилия, чтобы безболезненно указывать потоки в вашем дизайне. Мы хотим, чтобы вы получали удовольствие от использования резьбы с точной нарезкой и идеальной посадки, поэтому дайте нам знать, если мы можем что-то сделать для улучшения процесса. Мы являемся механическим цехом, сертифицированным по стандарту ISO 9001, и наша основная цель — производить ваши детали с высочайшим уровнем качества. Наши онлайн-системы DFM и котировки готовы принять ваши данные, чтобы мы могли немедленно начать работу с вами над вашим проектом.Для начала загрузите файлы дизайна в Quote My Part или позвоните нам по телефону 415-726-2256.
Capstan — оснастка | Мастерская Джона Ф.
перейти на страницу выше этого
Возможные позиции инструментов
В токарном станке со шпилем, чем больше позиций для инструментов, тем сложнее работа, которую можно выполнить.
Есть три возможных места, где можно держать инструменты. Это:
Кабестан
Устанавливается вместо задней бабки.Обычно он вмещает пять или шесть различных наборов инструментов.
Отрезной слайд
Это альтернатива поперечному суппорту. Он может удерживать один инструмент спереди и один сзади.
Поперечный суппорт
Здесь можно разместить обычные токарные инструменты, как отдельный инструмент, так и систему быстрой смены инструментов. Но, как будет показано ниже, использование четырехходового державки может дать большие преимущества.
Перестановки вышеперечисленных
К сожалению, не все варианты вышеуказанных систем крепления инструмента могут обязательно использоваться вместе.Первое правило — обычно требуется какое-то средство для пробора. Конечно, это всегда последняя операция. Инструмент для отрезки должен быть либо на отрезном суппорте, либо на поперечном суппорте. Но, с другой стороны, ширина поперечного суппорта ограничивает расстояние, на которое инструментальный инструмент может подойти к зажимному устройству. На небольшом токарном станке, предназначенном исключительно для работы на шпиле, будет только отрезной суппорт, а не поперечный суппорт. На небольшом токарном станке, не предназначенном в первую очередь для работы на шпиле, поперечные суппорты есть, нужны они или нет.Неизменно это нелегко удалить. В этом случае можно было бы установить отрезной суппорт для отрезки на поперечном суппорте, но использование поперечного суппорта будет ограничено, потому что, если резак находится рядом с небольшой заготовкой, шпиль будет врезаться в него. На больших токарных станках a Поперечный суппорт с четырехходовым резцедержателем работает только на токарном станке с револьверной головкой, где револьвер может отодвинуться достаточно далеко назад, чтобы можно было эффективно использовать инструменты на поперечных суппортах. В домашней мастерской наиболее вероятной компоновкой будет обычный токарный станок с обычными поперечными суппортами, со снятой задней бабкой и замененной шпилем.В этом случае на поперечных суппортах будет установлен какой-нибудь отрезной инструмент. Однако будет показано, что можно использовать четырехстоечный резцедержатель на токарном станке со шпилем или без него для производства большого количества мелких деталей.
Всегда рекомендуется следить за тем, чтобы инструменты были прочными и не могли двигаться ни по какой причине. Это еще более важно при использовании шпиля для изготовления большого количества деталей. Если при изготовлении одной детали что-то пойдет не так, одна деталь будет потеряна. Когда изготавливаются сотни деталей и инструмент может соскользнуть, это может быть обнаружено только после того, как будет изготовлено много деталей, и будет изготовлено много бесполезных деталей, а использованный материал потрачен впустую.
Смежная проблема связана с «качеством». Под «качеством» здесь подразумеваются те мелкие детали, которые придают детали должный вид. Одним из примеров может быть снятие фаски с углов или удаление заусенцев. Такие вещи можно легко сделать во время выполнения работы, но не так легко сделать после того, как она была отделена.
При настройке системы очевидны важные операции. Те, кто заканчивают работу должным образом, зачастую более тонкие.
Винты, используемые в оснастке
Традиционно используются винты с квадратной головкой на инструменте, используемом на токарных станках с приводом.В частности, винты, используемые для удержания деталей из быстрорежущей стали в держателях инструментов, или инструменты, удерживаемые в четырехходовых стойках для инструментов. Кажется, это просто традиция. На практике достать ключи для квадратных головок очень сложно. Однако большая часть инструментов, которые можно купить, будет использовать имперскую резьбу. Очень часто перепрошить их невозможно или нецелесообразно. В результате используйте винты с головкой под ключ и отрегулируйте их шестигранным ключом.
В промышленности боязнь проскальзывать инструмента и привести к появлению большого количества бесполезных деталей означает, что существует традиция очень жесткого затягивания инструмента.Одним из следствий этого является то, что маленькие винты и гайки, используемые для крепления инструментов, часто портятся и / или повреждаются. Любое подобное следует заменить.
Если винты затянуты слишком сильно, их концы могут быть зажаты. Обычно их невозможно извлечь. В этом случае часто можно отшлифовать раздавленный конец.
Все винты с головкой под ключ или установочные штифты должны иметь концы с заостренным концом, чтобы их можно было извлечь, если они будут зажаты.
Возможные позиции для оснастки — Шпиль
Движение шпиля
Кабестан всегда будет ограничен в том, насколько далеко вперед он может скользить.Он также ограничен в том, насколько далеко он может зайти. На показанном шпиле максимальное перемещение составляет около 160 мм. Эти точки полезно отметить на корпусе шпиля.
988 — маркировка на шпиле
Внешние отметки — это два ограничения движения кабестанов. Средняя отметка — это наибольшее расстояние, на которое можно отодвинуть шпиль до того, как он начнет вращаться. На первый взгляд может показаться, что это означает, что дрель с эффективной длиной около 80 мм может просверлить отверстие диаметром около 80 мм. Излишне говорить, что это совершенно невозможно.При движении вперед кажется, что можно просверлить отверстие. Проблема возникает при втягивании инструмента. Если он не ограничен упором и находится в самом дальнем переднем положении, поскольку он отводится назад примерно через 100 мм, блокировка, останавливающая его вращение, снимается, и шпиль начинает вращаться. Это означает, что в этот момент сверло не должно касаться заготовки, иначе будет казаться, что шпиль застрял. Он застрял, потому что часть сверла все еще находится в заготовке. Это означает, что на этом шпиле максимальная длина заготовки с правой стороны составляет около 100 мм.
Монтажный инструмент на шпиле
Ось шпиля обычно наклонена. (Токарный станок с револьверной головкой, с другой стороны, обычно имеет револьверную головку, ось которой вертикальна.) Шпиль имеет пять или шесть отверстий по окружности, которые при выборе любого из них параллельны станине токарного станка. Внутренние части этих отверстий всегда параллельны. Обычные размеры будут 5/8 и 3/4 дюйма для меньших кабестанов и 1 дюйм или более для больших (или метрических эквивалентов).
Крайне желательно, чтобы все инструменты были установлены на шпиле, чтобы он не мог двигаться внутрь, наружу или вращаться в гнезде шпиля.
Когда необходимо удерживать инструмент конусом, можно купить конические головки с параллельными хвостовиками. Очень часто они бывают слишком длинными, но их можно отшлифовать, чтобы сделать их короче. Однако они сделаны не так, чтобы подходить к выступу конуса. Это означает, что они могут вращаться. Чтобы этого не произошло, необходимо плотно забить конус молотком с мягкой головкой. В целом, небольшой поворот инструмента не является катастрофическим.
1089 торцевая головка 1
Fig — торцевая головка 1089
Жесткость любой оснастки всегда ограничивается диаметром хвостовика.В общем, всегда желательно, чтобы расстояние по мере движения металла от шпиля до режущей кромки было как можно короче.
В этом случае чуть меньше половины гнезд входит в шпиль. Рукав отшлифован пополам и используется только широкий конец. В этом случае необходимо укоротить конус, который входит в гнездо.
1095 гильза шлифованная пополам
Упоры на шпиле
Простые кабестаны могут не иметь упоров. На практике это сильно ограничивает эффективность системы.Лучше использовать ограничитель вращения, даже если его нужно вращать вручную. Это можно сделать, установив ограничитель на каждый инструмент, который попадает в фиксированную точку на поперечных салазках (которая обычно фиксируется на станине токарного станка). Идеальная система — это набор упоров, по одному на каждый инструмент. Он автоматически поворачивается по мере вращения шпиля.
Упоры на шпиле 990
На фото выше винт внизу — упор для текущего положения шпиля. Можно заметить, что винты имеют квадратную головку.Квадратные головки почти универсальны для инструментов для шпиля. В этом случае винты были снабжены винтами с головкой под ключ, поэтому их можно регулировать с помощью шестигранных ключей. Каждый винт имеет стопорную гайку, которую следует использовать всегда, если используется упор. Неиспользуемые упоры должны быть настроены на максимальное расстояние перемещения, а затем заблокированы.
Центровка шпиля
На большинстве небольших токарных станков общего назначения шпиль представляет собой приспособление, которое может использоваться по мере необходимости. Когда он установлен, он скользит не по станине токарного станка, а по собственной станине.Это означает, что кабестан не выстраивается автоматически при установке. Пользователь должен убедиться, что он правильно выровнен. Шпиль перемещается в сторону лишь на очень небольшое расстояние. Очень важно, чтобы ось шпинделя в передней бабке была выровнена в горизонтальной плоскости с осью каждого из гнезд на шпиле. Конечно, необходимо, чтобы ось была горизонтальной, но она встроена в фитинг.
Это можно сделать, установив центр на переднюю бабку и центр на шпиль.Между ними помещается испытательная планка. Dti используется для проверки того, что параллельная часть испытательного прутка параллельна станине токарного станка.
Рис — проверка шпиля совмещена с передней бабкой 907
Инструмент для шпиля
Инструменты в шпиле могут выполнять три основных типа операций. В первом случае инструмент лежит на оси заготовки. Это включает в себя центровочное сверление, сверление, зенкование, развёртывание и нарезание внутренней и внешней резьбы. Второй тип — традиционный токарный.В этом случае режущий инструмент находится на одной стороне заготовки. В обоих этих типах режущая кромка движется только справа налево. Третий тип инструмента, который подходит для шпиля, — это инструмент «качели». В этом случае инструмент помещается в шпиль. Однако во время работы он перемещается справа налево параллельно оси токарного станка, не касаясь заготовки, а затем перемещается внутрь или наружу для резки.
1094 коаксиальный режим
Инжир — резка, при которой фреза соосна шпинделю
В этом случае силы, действующие на фрезу, симметричны.
Во второй группе резец находится сбоку от заготовки, включая токарную обработку.
1095 асимметричный режим
Резка инжира, где фреза не соосна шпинделю 1095
В этой группе операция резания обычно не симметрична.
Во всех этих случаях инструмент начинает движение справа от заготовки и перемещается влево, пока не достигнет упора для этого положения на шпиле.
Один из стандартных приемов, который можно использовать для выполнения большего количества операций в любом положении шпиля, заключается в том, что очень часто любую из первой группы операций можно комбинировать с одной или несколькими операциями из второй группы, т. Е. Токарными операциями.
1096 сверление и токарная обработка вместе
фиговое сверление и токарная обработка одновременно
Для многих работ наиболее распространенной последовательностью операций является центрирование, сверление и нарезание стержня. В этом случае в одной позиции будет центральное сверло. Следующей позицией будет сверло под нужный размер метчика. Следующим будет кран. Во время любого из них также можно будет одновременно повернуть внешнюю сторону заготовки.
Третий тип фрезы — поворотный.У него есть рычаг с режущей кромкой, которую можно сдвигать внутрь или наружу.
Начало цикла
Характер заготовки
При использовании шпиля существует два основных типа заготовки. Во-первых, заготовка — это конец длинной планки. Он подается с задней части передней бабки через отверстие шпинделя. В этом случае заготовку нужно вывести в определенную точку. При этом в первом положении шпиля используется рабочий упор. Другой вариант — заготовка уже короткой длины.Это могло быть даже сделано из длинного стержня, как было только что описано. В этом случае его необходимо вручную подавать в патрон спереди. Его нужно подавать в определенном количестве. Это можно сделать с помощью упора внутри патрона.
Рабочий стол
Если нет автоматической подачи из-за передней бабки, то сырье необходимо вытащить из цанги вручную. Цанга затягивается, так что она может двигаться, но только если ее не толкать. Остановка перемещается вперед и проталкивает подаваемый материал в цангу до тех пор, пока упор сам не достигнет собственного упора в шпиле.Затем зажимной патрон затягивается.
982 регулируемый рабочий упор
При использовании прутка в качестве сырья это должно быть первым этапом каждого цикла. В начале цикла важно, чтобы конец сырья находился в определенной позиции. Это операция «от подачи до остановки». Это определит положение правого конца заготовки. На этом этапе заготовка не вращается.
Рис — Установка конца заготовки 908
Рабочий стопор можно подавать в любое положение, но остановится ли он в соответствии с настройкой его собственного упора в креплении шпиля.Даже в этом случае полезно, если упор регулируется. Достаточно легко сделать рабочую станцию, которая будет работать практически в любой точке диапазона кабестанов. Это достигается за счет выполнения упора со стопорной битой на резьбе, которая может ввинчиваться или вывинчиваться из основного стержня. На практике это часто устанавливается ближе к началу диапазона шпиля, потому что любой инструмент за этой точкой не сможет добраться до заготовки. Подробнее об этом позже.
Обратите внимание на наличие стопорной гайки, обеспечивающей постоянную одинаковую длину рабочего упора.Это также делает всю сборку более жесткой. Винтовой механизм используется потому, что, если используется скользящий механизм с винтом, то, поскольку конец рабочего упора постоянно ударяется о стержень, он может медленно перемещаться. Если бы он внезапно сдвинулся с места, все могло бы быть не так уж плохо. Проблема в том, что он может двигаться очень медленно. Это означает, что движение можно заметить только после того, как будет изготовлено много деталей.
Рабочий упор с центрирующим сверлом
Часто бывает необходимо центрировать сверло. Центровочное сверло можно было удерживать в цанговом патроне во втором положении.Но в то же время мы хотим сделать как можно больше для каждой позиции кабестана.
Это можно сделать, установив на рабочий упор центровочное сверло. Конечно, если бы он был постоянно установлен, остановка работы не работала бы должным образом. Центровочное сверло должно находиться «впереди», то есть слева от рабочего упора, когда любой из них достигает упора. Для этого нужно установить держатель с центральным сверлом на конце рабочего стола. Один из простых способов сделать это — сделать колпачок, который подходит к концу рабочего стола.
Центровочное сверло должно быть хорошо подогнано, чтобы быть соосным с осью передней бабки, и должно быть выполнено так, чтобы оно не могло вращаться. Один из способов сделать это — прорезать в крышке прорезь. На боковой стороне рабочего стола есть булавка. Прорезь на крышке скользит по этому штифту. Это мешает ему вращаться.
981 Центровочное сверло для использования на остановке
983 регулируемый рабочий упор с центрирующим сверлом
Это работает, потому что центровочное сверление — это почти единственная операция, которая может быть выполнена правильно и с требуемой точностью без «собственного» упора на шпиле.
Центровочные сверла обычно имеют сверло на обоих концах. Здесь у центрирующего сверла отшлифована неиспользуемая режущая часть. Затем в нем есть шлифованная канавка, поэтому установочный винт, удерживающий его, действительно может остановить его продольное или вращательное движение. Это потому, что расстояние всегда дорого. Это потому, что, во-первых, пространство ограничено, а во-вторых, чем короче, тем жестче.
расточка
На заготовке, изготовленной из прутка, диаметр ограничен, и большинство отверстий можно проделать путем сверления и развертывания.
Обычно при расточке на токарном станке выполняется много разрезов до достижения нужного размера. Даже в этом случае всегда стоит сделать два или три прохода, чтобы добиться наилучшего результата и наиболее точного размера. На токарном станке идея о необходимости делать много проходов и каждый раз регулировать расточный инструмент не является привлекательной.
Растачивание может быть выполнено с помощью небольшой расточной головки, установленной на шпиле. Вероятно, это было бы сделано только в том случае, если бы не было возможности получить развертку необходимого размера.В противном случае для просверливания отверстия использовалось бы сверло, так что для расточного инструмента требовался только один проход при одной настройке.
Развертка
Развертка обычно выполняется машинными развертками. Они могут иметь параллельные или конические хвостовики. У них нет такого большого преимущества, как у ручных разверток. Режущая кромка — это конец канавки, отшлифованный под углом 45 градусов. Ручные развертки обычно не подходят, потому что они должны иметь возможность выходить за пределы расширяемого отверстия.
3029x машинная развертка
Инжир — развертка машинная
Машинная развертка 3030x — режущие кромки
Инжир — передняя кромка станка развертки 919
Обычно они вводятся прямо в заготовку.
При развертывании всегда необходимо использовать много смазочно-охлаждающей жидкости. Обычно расширение выполняется с меньшей скоростью, чем сверление отверстия того же размера, например, половину.
Для успешного развертывания важно, чтобы у развертки было достаточно металла, чтобы она могла правильно резать, в то же время важно, чтобы развертка не резала слишком много. Эта дополнительная сумма называется надбавкой.
Пособия
****
По окончании развертывания развертка должна быть снята, пока заготовка все еще вращается.
Развертки удерживающие
Развертки можно удерживать в цанговом патроне.
Если ось заготовки и развертки не выровнены идеально, отверстие будет некруглым и может иметь небольшой размер.
В идеале развертывание выполняется с помощью плавающего держателя инструмента. Это удерживает развертку так, чтобы она была параллельна отверстию, которое необходимо развернуть, но может очень немного перемещаться либо по вертикали, либо по горизонтали, либо в обоих направлениях. Как видно на фото, эти держатели очень просты и удобны в изготовлении.Испытательный образец используется для регулировки развертки так, чтобы она была выровнена. Затем болты затягиваются, так что он фиксируется в этом положении.
Держатель плавающей развертки 921
Если развертка удерживается в таком держателе, она будет правильной только тогда, когда держатель повернут в одно конкретное положение на шпиле.
В более экзотических держателях плавающих разверток используются роликовые подшипники, которые позволяют двум частям скользить относительно друг друга.
Рис внутри держателя плавающей развертки
Нарезание резьбы
Внутренняя резьба — использование метчиков и нарезных головок
Внутреннюю резьбу можно нарезать обычными метчиками.
Во всех случаях, кроме резьбы по чугуну, следует использовать смазочно-охлаждающую жидкость или смазочно-охлаждающую пасту.
Если для работы требуется резьбовое отверстие, то для этого потребуется как минимум три операции. Во-первых, чтобы просверлить отверстие по центру, во-вторых, просверлить отверстие и, в-третьих, нарезать отверстие.
В большинстве случаев метчик входит в глухое отверстие в конце стержня. Если используется первый или второй метчик, резьба не будет доходить до дна отверстия.В некоторых случаях можно сделать отверстие глубже, чтобы резьба была достаточно длинной. В качестве альтернативы можно использовать вторую позицию для удержания третьего нажатия. Существуют метчики со спиральными режущими кромками, которые нарезаются очень близко к своему концу, но не требуют первого или второго метчика.
рис спиральный метчик
Если токарный станок приводится в движение двигателем во время нарезания резьбы, а метчик небольшой, как это часто бывает, когда метчик не может вращаться, вероятно, что метчик сломается.Можно было надеяться, что пользователь это увидит и остановит мотор. Но, особенно с небольшими нажатиями, пользователь не будет достаточно быстрым.
Когда метчик используется во время вращения заготовки, метчик втягивается в заготовку. Всегда должны быть какие-то средства, чтобы остановить это. Обычная остановка на шпиле бесполезна. Если этот упор сработает, результат должен быть неправильным — кран сломается или резьба испортится. Для этого есть несколько решений.
Нарезание резьбы — поворот патрона вручную
Вместо того, чтобы позволить двигателю вращать заготовку, двигатель выключается или отключается, а передняя бабка вращается вручную.Если пользователь поворачивает шпиндель вручную, когда метчик достигает конца отверстия, это можно почувствовать. Но с маленькими метчиками очень легко повернуть большой патрон с достаточным усилием, чтобы сломать метчик. После того, как метчик закончил нарезание резьбы, необходимо повернуть шпиндель либо двигателем, либо вручную, чтобы снять метчик с заготовки. По иронии судьбы, это не только маленькие метчики, на которые приходится поворачивать патрон вручную, но и самые большие метчики. Это связано с тем, что там, где токарный станок недостаточно мощный, чтобы нарезать резьбу, его часто можно нарезать, если после пол-оборота резания патрон перевернется.Это то, что часто делают при простукивании вручную. Это работает, потому что, когда он перевернут, он отламывает разрезаемый металл и заставляет следующее режущее действие перемещать меньше металла.
Держатели метчика, отключающие привод к крану
Другое решение — сделать держатель крана таким образом, чтобы, когда кран был выдвинут на определенную величину, он выходил из зацепления и кран вращался свободно. Затем необходимо остановить привод. В простейшем случае деталь, удерживающая кран, имеет накатку. Пользователь останавливает привод, удерживает накатку и переводит привод на задний ход до тех пор, пока метчик не выйдет из заготовки.
Держатель метчика с регулятором крутящего момента
Другое решение — использовать специальный держатель для метчика, который можно отрегулировать таким образом, чтобы ограничить максимальный крутящий момент, который может быть приложен к метчику. Когда метчик попадает в конец отверстия, он просто вращается вместе с заготовкой.
насадка 2 — 963
Головка для резьбонарезания с контролем крутящего момента — кран не втянут 963
Пользователь должен заставить кран двигаться вперед, пока он не защелкнется. Как только начнется заправка резьбы, часть, удерживающая метчик, выйдет из нарезной головки.Когда метчик застревает, он просто вращается вместе с заготовкой.
головка для нарезания резьбы 1 — 962
Рис. 34 Головка с выдвинутым краном 962
Отверстие нарезано, метчик вращается, пользователь должен остановить шпиндель и поставить его в обратном направлении. В обратном направлении держатель крана заблокирован и не вращается. Когда токарный станок вращается в обратном направлении, он выдает метчик. После этого пользователь может снова намотать шпиль.
Где бы ни происходило центральное сверление, сверление или нарезание резьбы, другие операции также могут происходить «вне центра».Например, резак, который уменьшит диаметр стержня.
Нарезание наружной резьбы — использование матриц и головок
Очень распространенная операция на токарном станке — нарезание внешней резьбы. Обычно эти нити относительно короткие. Любая операция нарезания резьбы может быть выполнена только в том случае, если часть заготовки, на которую нужно нарезать резьбу, уже имеет правильный размер внешнего диаметра.
Во-вторых, если используется матрица, вероятность того, что резьба будет прямой, будет выше, если в начале детали, на которую будет нарезана резьба, будет снята фаска для приема матрицы.Это также делает резьбу, на которую легче навинчивать гайки, и избавляет от любых острых краев.
Плашка должна быть установлена так, чтобы ее поверхность всегда находилась под прямым углом к оси токарного станка.
Держатель матрицы для инжира
Когда начинается резка, матрица не должна вращаться. В какой-то момент резание будет завершено, и любое резание должно прекратиться. Если заготовка вращается вручную, это прекращается. Если заготовка вращается, можно сделать держатель матрицы таким образом, чтобы в определенный момент матрица могла свободно вращаться.
Когда кубик раскалывается, на его краю обнаруживаются три углубления. Средний совпадает со шпагатом. Это просто для того, чтобы матрица не вращалась. В этом состоянии он сократит негабаритный размер. Два других винта следует затягивать до тех пор, пока матрица не срежет нужный размер. На этом этапе следует затянуть средний винт.
Когда матрица закончила резку, токарный станок можно поставить в обратном направлении, чтобы вынуть матрицу.
При установке шпиля всегда проверяйте, действительно ли нарезаемая резьба подходит к гайкам, которые будут на ней использоваться, прежде чем нарезать их много.После того, как это было установлено правильно в начале, можно с уверенностью предположить, что оно останется правильным. Нет необходимости тестировать каждый поток по отдельности.
Использование головок
В промышленности наружная резьба нарезается штамповочной головкой. Наиболее распространенными примерами из них являются головки «Ковентри» Альфреда Герберта. Хотя очень похожие были сделаны другими производителями. Самый распространенный стиль Альфреда Герберта называется «C.H.».
951 Головка типа Coventry
Размер штампа — это диаметр самого большого стержня, который будет проходить через него.
Размер размер наружного диаметра хвостовика наименьшая резьба
1/4 5/8 1 5/8 12BA
5/16 5/8 1 ¾ 10BA
1/2 1 2 ½ 6BA
Это номинальный размер, часто реальный обрабатываемый размер может быть значительно больше. Так как хвостовик полый, его невозможно повернуть до меньшего размера, как это возможно с помощью инструмента для шпиля с твердым хвостовиком.
Головка имеет 4 режущие части, то есть матрицы, которые закреплены на нужном расстоянии друг от друга для нарезания резьбы. Любой набор штампов изготавливается только для штампа определенного размера.
комплект из четырех плашек — 961
Цифры на сторонах штампов используются для установки штампов в головку штампа в правильном порядке.
По умолчанию для матриц Герберта они предназначены для формы зубов Витворта. В этом случае они просто маркируются диаметром и зубьями на дюйм.Резьбы BA обозначаются цифрой, а затем буквой «BA».
Это можно увидеть на лицевой стороне каждого кубика.
передняя грань матрицы — 955
Следующая строка — это тип. Это код типа материала, для резки которого предназначены эти матрицы.
S Низкоуглеродистая сталь
Нержавеющая сталь A5
М чугун, бронза
Сталь высокопрочная AM
М сталь
Никель-хромовая сталь AM5
B латунь
4as алюминий, автоматная сталь
Нижнее число на штампе используется при шлифовании штампов для их заточки с помощью специального приспособления, которое необходимо.
Для каждого размера резьбы, которая может быть изготовлена с определенной головкой, потребуется другой набор штампов. Набор штампов может резать только зубья размером с зубья на штампах и может резать только до одного диаметра, который определяется геометрией штампов.
На передней части головки есть пластина, которая удерживает матрицы на месте. Его можно удалить, чтобы сменить штампы.
953 плашки в открытом положении 2
fig — штамп со снятой передней пластиной — штамп в открытом положении 954
- плашки в закрытом положении — 952
Инжир — матрица со снятой передней пластиной — матрицы в закрытом положении 960
Матрицы подходят к детали, имеющей такую форму, что при ее вращении они могут перемещаться наружу.Это называется внешней прокруткой.
Если вынуть плашки, будет видно, что за ними есть часть, известная как внутренний свиток. Это работает как прокрутка на трехкулачковом патроне. При вращении он перемещает матрицы внутрь или наружу. Свитки на нем помещаются в прорези на плашках. При его вращении матрицы перемещаются внутрь или наружу.
В начале нарезания резьбы матрицы находятся в положении «внутрь».
Фигурная головка со снятыми матрицами — открытое положение
прокрутка в закрытом положении — 960
Инжир — головка со снятыми матрицами — закрытое положение 960
При установке матриц не имеет значения, в какой паз вставляется первая матрица.Все слоты механически идентичны. Но жизненно важно, чтобы слоты заполнялись последовательно и правильно. Если смотреть на головку спереди, матрицы должны быть заполнены в порядке 1, 2, 3 и затем 4 по часовой стрелке.
953
Рис. Порядок заполнения штампов для правой резьбы
Головка может использоваться для нарезания левой или правой резьбы. Но для левосторонних и правосторонних требуется другой набор матриц.Когда используются левые плашки, они устанавливаются по часовой стрелке. При нарезании левой резьбы заготовка должна вращаться в обратном направлении.
При использовании вал фильерной головки должен быть установлен так, чтобы он не мог вращаться, но его можно было тянуть вперед за заготовку. Это означает, что его нельзя установить в конус, удерживаемый в задней бабке — он, вероятно, вырвется.
Головка продвигается вперед вручную до тех пор, пока она не начнет резку. После этого он должен быть освобожден, чтобы штамповочная головка тянулась вперед за уже нарезанную резьбу.
Однако должна быть точка, в которой сработает стоп. Головокружитель больше не может двигаться вперед. Но передняя часть головки оторвана от задней. Когда это происходит, срабатывает фиксатор, и плашки отскакивают от заготовки. Затем штамповочную головку можно втянуть вручную, без необходимости «откручивать» заготовку.
Когда штамповочная головка сработала, штампы находятся в открытом положении. Чтобы он разрезал в следующий раз, его необходимо закрыть с помощью закрывающей ручки.Это должен делать оператор. На токарных станках с револьверными головками обычно это делается автоматически.
fig Рукоятка для сброса штампа
Головка может нарезать резьбу до тех пор, пока она не пройдет через головку. На конце штампа обычно находится твердая часть шпиля, ограничивающая длину резьбы, которую можно обрезать.
Головка не может обрезать идеальную резьбу до заплечика. Если это проблема, то необходимо обрезать наполовину сформированную резьбу с помощью какого-нибудь поворотного инструмента.По мере заточки штампов для их повторной заточки расстояние между передним краем штампа и передней частью штампа будет увеличиваться. Это необходимо проверить при покупке старых штампов для переточки.
Регулировка размера нитки
Головка с набором штампов сконструирована таким образом, что она может нарезать слишком большую резьбу до очень маленькой. Это регулируется с помощью ручки, показанной на фото. Обратите внимание на важную стопорную гайку. Также есть небольшая шкала для калибровки регулировки.
Головка головки 951 типа Ковентри с регулировочным винтом
рис винт для регулировки диаметра резьбы
При настройке формируемая резьба должна быть слишком большой. В большинстве случаев это можно проверить с помощью гайки промышленного производства. Затем ту же резьбу можно снова нарезать после небольшой регулировки, пока гайка не встанет на место. Затем ручка блокируется.
Черновая и чистовая обработка
Два наименьших размера головок типа CH обрезаются до одного размера после установки и регулировки.У моделей большего размера есть дополнительная ручка. Это можно использовать для того, чтобы с помощью одной фильеры можно было нарезать резьбы одного размера на два немного разных размера. Один для первого или чернового монтажа. Другой — для окончательной тонкой резки.
рис ручка для переключения между черновой и чистовой резьбой
В этом случае штамп будет в одной позиции на шпиле. Он будет подаваться вперед для первого разреза. Затем он будет отозван. Маленькая ручка будет переведена в положение «отлично», и она снова будет подана вперед.Конечно, важно, чтобы при снятии шпиля не проходила точка невозврата.
Протяжка поворотная
Нечетные формы можно вырезать на конце заготовки с помощью протяжки. Примером этого являются шестигранные гнезда на болтах с головкой под ключ. Отверстие просверливается, чтобы удалить как можно больше материала. Затем протяжка прижимается к заготовке во время ее вращения.
Фигурная протяжка
Ротационная протяжка может вращаться свободно, но также держится под очень небольшим углом к оси токарного станка.
Фигурная протяжка в держателе
Накатка
Накатка выполняется путем прижатия двух закаленных колес к заготовке. Накатные колеса покрыты рисунком выступающих гребней. Они образуют вмятины в заготовке. Если материал достаточно мягкий, чтобы его можно было накатать, всегда можно получить хорошую накатку, если давление будет достаточно сильным.
Накатка немного отличается от большинства других операций со шпилем тем, что редко можно вырезать подходящую накатку, просто наведя инструмент для накатки на заготовки.На практике накатки необходимо размещать в свободном месте на месте накатки. Затем пользователь должен затянуть накатку. Когда накатка завершена, накатки ослабляют и инструмент для накатки втягивается.
Ролики для накатки имеют ширину всего около 6 мм. Для получения более длинной накатки необходимо несколько раз переместить накатной инструмент влево / вправо.
Накатки прямые выполняются прямыми колесами. Алмазные накатки выполняются с использованием перекрещенных накаток.
936 — ящик для накатки
Большинство изготавливаемых накаток находится на конце заготовки или рядом с ним.Очень часто накатка будет самой широкой частью заготовки. Таким образом, накатка часто должна находиться на левом конце заготовки. Этот конкретный инструмент для накатки сделан таким образом, что получаемая накатка может достигать 75 мм от конца заготовки (если только заготовка не войдет в хвостовик этого инструмента, и в этом случае она может быть даже больше).
Работа шпиля — асимметричная — «Токарная обработка»
Предположим, что диаметр заготовки нужно немного уменьшить, чтобы ее можно было разрезать за один проход.Общая форма инструмента должна быть такой, как показано на рисунке.
1086 колено 1
Рис — инструмент для резки заготовки
Режущая кромка такая же, как на токарном станке. На обычном токарном станке режущий инструмент обычно может резать слева направо, слева направо или внутрь и наружу. На шпиле, на держателе этого типа, резак режет только справа налево. Что действительно имеет значение, так это передний и задний углы на кромке, где происходит резка.Их легче установить, если режущая кромка на номинальной верхней поверхности фрезы находится под прямым углом к касательной к поверхности заготовки.
В идеале эта верхняя поверхность должна быть горизонтальной, как на обычном токарном станке. Но с кабиной нередко иметь одновременно более одного резака. Это означает, что один или несколько могут быть под другими углами. Может быть полезно, чтобы резак был перевернут. В этом случае стружка отпадает естественным образом, также резак находится на дальней стороне от верхней стороны, что может оставить место для другого инструмента.
Режущая кромка может касаться поверхности заготовки под любым углом, но в любом случае задний угол и передние углы должны вычисляться относительно радиуса в точке, где режущая кромка касается заготовки.
Инжир — зазор и передние углы
Режущая кромка находится в горизонтальной плоскости. Высота кромки точно равна центральной высоте токарного станка.
Однако часто сложность системы крепления инструмента ограничивает стружку, если она находится в виде длинных волнистых прядей.Очень часто сразу за режущей кромкой шлифуется канавка. Идея состоит в том, что это заставляет стружку так сильно изгибаться, что она распадается. Это облегчает отпадение стружки.
Более сложные инструменты, позволяющие с помощью винтового механизма регулировать движение режущей кромки в одном измерении
1090 колено с винтовой регулировкой
Резцедержатель fig коленного типа с регулировкой одним винтом
Также возможно получить резцедержатели коленного типа, которые используют винтовые механизмы для регулировки режущей кромки в двух измерениях.
1053 Колено регулируется в двух направлениях
fig Колено регулируемое в двух направлениях
«Колени» из деталей
If довольно легко сделать «колено», имея детали, которые можно соединить болтами, чтобы получить инструменты, необходимые для выполнения работы. Как правило, это будет одна деталь с хвостовиком, подходящим для шпиля. Он удерживает пластину или что-то подобное, находящуюся под прямым углом к станине токарного станка. В этой пластине есть отверстия, которые можно использовать для размещения большего количества инструментов. На шпиле такая пластина может иметь всего одно-два отверстия.На токарно-револьверном станке, где места намного больше, в таких пластинах может быть до полдюжины отверстий. На этих больших пластинах могут быть даже приспособления для поддержки этой пластины с помощью круглого стержня к передней бабке для увеличения ее жесткости.
Инструменты специально созданы для этих пластин. Обычно такую оснастку нельзя использовать без установки на такую пластину.
fig приспособление для пластины
Следует заметить, что в вышеупомянутом инструменте, если его хвостовик должен соответствовать гнезду на шпиле, режущая кромка фрезы будет направлена в сторону от оси токарного станка и не может делать ничего полезного.
Ствол инжира с пластиной
Хвостовик инжира с пластиной с приспособлением
Потребность в стойлах
Если диаметр заготовки должен быть уменьшен на большую величину, чем на токарном станке, это часто делается путем снятия определенного количества столько раз, сколько необходимо, пока заготовка не станет близка к требуемому диаметру. Последний проход отключит ровно столько, сколько нужно, чтобы получить требуемый размер и дать хорошую отделку.
Конечно, при каждой из этих токарных операций режущая кромка перемещается дальше по направлению к заготовке.Это невозможно на шпиле — все режущие кромки имеют фиксированную глубину. Это означает, что обычно необходимо сделать рез за один проход. Это означает, что необходимая глубина резания может быть больше, чем мы бы выбрали в противном случае.
В то же время мы часто имеем дело с мелкими деталями и соответственно малым диаметром. В этом случае необходимо иметь эквивалент люнета для удержания заготовки.
Для любой работы очень желательно, чтобы внешняя часть используемого стержня была требуемого размера и с приемлемой отделкой.
Необходимость в люнете не зависит от диаметра заготовки ПОСЛЕ ее резки. Жесткость этого абсолютно не имеет отношения к делу. Важна жесткость заготовки перед фрезой.
Роликовые ящики
Но очень часто заготовка бывает очень тонкой и требует поддержки. В этом случае это можно сделать с помощью роликового ящика. Это держатель инструмента с двумя роликами, которые действуют как стабилизаторы. Он движется вместе с фрезой и, таким образом, эквивалентен движущемуся люнету, используемому на обычном токарном станке.
роликовый ящик — 934
Инжир — роликовый ящик 934
Как и на обычном токарном станке, подвижная люнет может находиться перед фрезой или там, где фреза только что разрезала. Если люнет находится впереди, то заготовка должна быть круглой с хорошей обработкой и должна быть соосна оси шпинделя. На заготовке также должно быть место для установки люнета, но резак не сможет там резать.
Инжир — фреза с устойчивым ходом
Если стабилизатор находится сразу после резки, то эти условия должны выполняться.Единственная проблема здесь заключается в том, что резак должен начать резку как раз до того, как люнет сможет стабилизировать заготовку. Это можно обойти, если есть фаска непосредственно перед основным режущим действием.
Инжир — фреза противолежащая
Однако очень часто длина спереди может быть слишком короткой, чтобы это работало. Кроме того, часто оборачиваются очень маленькие диаметры, и, если лучше, приложите стабилизатор как можно ближе к разрезу. Это означает, что на практике люнет находится сразу за режущей кромкой.
Очень часто стабилизация выполняется роликами. Так же на путевой устойстве требуется два ролика.
Один из роликов будет напротив режущей кромки и не даст заготовке отойти от режущей кромки. Другой ролик находится над режущей кромкой, чтобы уменьшить силу резания, заставляющую заготовку двигаться вверх.
Когда диаметр обрабатываемой детали очень мал, ролики становятся слишком большими, чтобы поместиться в доступном пространстве. В этом случае используются гладкие закаленные поверхности.
Инжир — коробка с V-образным
V изготовлены из двух металлических частей. Он сделан так, что может образовывать буквы V на обоих концах, размер которых отличается от размера пары на другом конце. V-образные крестовины состоят из двух частей, поэтому стойку можно регулировать индивидуально.
Это можно настроить, создавая деталь на разовой основе. Затем он вставляется в патрон. Когда инструмент находится в нужном положении, две части V прижимаются к заготовке.
Также возможно закрепить заготовку, установив втулку на шпиле, которая входит в отверстие в заготовке.В качестве альтернативы может быть втулка с отверстием, которая подходит для шпиля. Эта втулка облегает заготовку для устойчивости.
Так как заготовка вращается, необходимо выбрать материал для этого люнета, чтобы он не повредил поверхность заготовки.
Часто ролики не нужны. В этом случае роликовый ящик — удобный способ удерживать резак. Ролик можно либо полностью снять, либо просто убрать в сторону.
Ручка держателей резаков и роликовых ящиков
Держатель резака или роликовый ящик могут быть левыми или правыми.Если верхняя часть заготовки вращается к пользователю, режущая кромка обычно устанавливается горизонтально и по высоте центра заготовки и спереди от нее. Часто режущая кромка находится на верхней поверхности куска hss или рядом с ней. Это означает, что большая часть HSS будет ниже средней линии.
fig правый держатель инструмента
рис. Левый держатель инструмента
В такой ситуации, если требуется люнет, можно ожидать, что расположение роликов будет таким же, как и на обычной движущейся стойке — один ролик будет на дальней стороне заготовки, а другой — сверху.
Инжир — коробка правосторонняя
Инжир — коробка левосторонняя
Приобретение инструментов для шпиля может быть трудным, и часто приходится использовать лучшее из того, что есть в наличии. Инструмент для левой руки можно использовать с режущей кромкой в естественном положении, пока токарный станок вращается в обратном направлении.
Установка режущей кромки и устойчивости
Традиционная оснастка для кабестанов полагалась исключительно на навыки сеттера, чтобы сделать это правильно. На инструментах нет точной регулировки.Кромку перемещали до тех пор, пока не нарезали нужный диаметр.
Более простой способ — использовать образец с диаметром, который был необходим. Резак можно установить, просто перемещая режущую кромку, пока она не коснется этой поверхности.
Некоторые режущие инструменты для шпиля можно регулировать с помощью винтового механизма. На некоторых все движения регулируются с помощью калиброванного винта. Пример того, как это можно сделать, можно увидеть на оснастке швейцарской компании PCM.
Один из компромиссов — использовать кусочки круглой быстрорежущей стали и держать их в небольших держателях. Это квадратные куски стали с круглым отверстием в центре. HSS подходит для этого отверстия. Однако отверстие не проходит через держатель. Другой конец снабжен винтом. На нем есть циферблат, поэтому винт можно очень точно повернуть. При вращении винт выталкивает HSS из держателя.
Fig — регулируемый держатель резака
HSS имеет плоскую поверхность для остановки вращения.При резке HSS фиксируется в нужном положении.
Канавки на конце заготовки
Инструмент в шпиле может прорезать канавки на конце заготовки, но это не очень полезно.
Фаски
Для снятия фасок можно использовать фрезу, установленную на шпиле.
Инструмент поворотный
Оснастка для поворота устанавливается на шпиль. Как и все другие подобные инструменты, он перемещается справа налево. Обычно во время этого движения не режет. Но когда он достигает упора, у него есть резак, который «поворачивается» внутрь или наружу.Это часто используется для прорезания внутренних или внешних канавок в заготовке.
4324 Кабестан качели 1
Нож для резки инжира
1080 Оснастка для качающейся оси
Перемещение внутрь или наружу может выполняться оператором, перемещающим качающуюся часть непосредственно вручную, или толкателем, установленным на поперечных суппортах.
Проблемы наладки оснастки на шпиле
Проблема с установкой инструмента на шпиле заключается в том, что очень легко установить любой отдельный инструмент, но каждый инструмент должен воздействовать на заготовку, которая находится в одном конкретном положении.Подумайте, используется ли патрон для сверла для удержания сверла, передняя часть патрона может находиться на расстоянии 150 мм от шпиля. С другой стороны, если цанговый патрон используется для удержания сверла, передняя часть патрона может находиться всего в 50 мм от шпиля.
Конечно, весь кабестан можно переместить куда угодно, но это перемещает все одинаково. Оснастка для шпиля может сдвинуться на 100 мм. Если размер заготовки меньше указанного, то это можно использовать для компенсации того, что некоторые инструменты длиннее, чем другие долота.
В конце концов будет обнаружено, что из этого не следует, что требуемая настройка может быть выполнена с помощью имеющихся инструментов.
Слайд Cutoff
Если мы делаем целую серию деталей из одного бруска материала, то, как они разделяются, становится важным моментом. Конечно, мы можем использовать отрезной инструмент в передней или задней стойке поперечного суппорта. Другой вариант — отрезной слайд. Это немного похоже на дополнительное седло, устанавливаемое между патроном и обычным седлом.Он довольно узкий, скажем, 50 мм. Его функция — в первую очередь удерживать отрезной инструмент для отрезки заготовки.
ползун отрезной — 970
Инжир — запорная горловина 970
(Показанный отрезной суппорт был изготовлен для токарного станка с гораздо меньшей высотой центра. Два блока поднимают суппорт, так что поверхность для инструмента находится на той же высоте, что и для верхнего суппорта токарного станка.)
Однако он также отличается тем, что не имеет винтовой подачи, как у поперечного суппорта.Он перемещается вперед и назад с помощью реечной системы. Это намного проще, чем прикручивать ручку, и намного быстрее.
ползун отрезной — 971
Фиг. — зубчатая рейка, вид снизу 971
Все инструменты на шпиле перемещались справа налево. Нет никаких инструментов, которые можно сдвинуть и выдвинуть.
Для изготовления мелких деталей эффективнее всего их делать из бруса. Это, конечно, возможно только для прутков диаметром, которые входят в отверстие шпинделя токарного станка.В этом случае последний шаг в изготовлении любой детали — это отрезание ее от прутка.
С новым стержнем отрезной инструмент можно также использовать в качестве первого инструмента — для очистки конца стержня.
Если есть инструмент на стороне пользователя от заготовки, неизбежно, что один может так же легко положить другой на дальней стороне. Один всегда будет за прощание. Но другой может быть для любого из множества применений. Это очень полезно, потому что фрезы в шпиле могут без осложнений резать только вдоль станины токарного станка, тогда как резцы на отрезных суппортах режут под прямым углом к станине.
Также можно использовать инструмент, установленный в задней стойке для инструментов. Обычно изменить это сложнее, поэтому на практике это единственный доступный вариант. Использование только уже установленных инструментов экономит время.
Если на отрезной салазке используются два инструмента, то обычно имеет смысл держать один сзади вверх дном. Это означает, что его можно использовать без изменения направления вращения двигателя.
Если передний инструмент является отрезным инструментом, то задний инструмент неизбежно окажется справа от переднего.Это может означать, что отрезной инструмент должен находиться справа слева от отрезного суппорта, но если на поперечном суппорте есть инструменты, тогда становится важным зазор между отрезным инструментом и инструментами на поперечном суппорте.
В некоторых случаях для наиболее эффективного использования поперечных суппортов использование отрезных суппортов может оказаться непрактичным.
Расставание
Лезвия из быстрорежущей стали
могут быть очень полезны, когда диаметр заготовки невелик и можно использовать тонкие лезвия.Для деталей большего диаметра, где требуются более широкие лезвия, может быть полезно использовать твердосплавные пластины, удерживаемые в специально изготовленном лезвии.
Fig — Отвал Sandvik с твердосплавной пластиной
Отрезку можно выполнить с помощью отрезного инструмента из быстрорежущей стали.
Рис. Инструмент для отрезки из быстрорежущей стали
Также можно использовать твердосплавную пластину, удерживаемую в специальном держателе.
Твердосплавный отрезной инструмент Fig в держателе.
Форма отрезного инструмента
Инструмент для отрезки из твердого сплава
Их лучше всего использовать в том виде, в котором они были поставлены.Их можно купить так, чтобы конец был прямым, влево или вправо.
Если отрезной инструмент имеет квадратную режущую кромку, то получить чистую отделку на отрезанной детали сложно. Решение состоит в том, чтобы конец был под углом.
Рис — конец отрезного инструмента под углом
Если это установлено так, что это просто завершает нижнюю часть отделяемой детали, тогда в начале следующей заготовки будет выступ. Все, что нужно сделать, — это отрезать отрезной инструмент от заготовки, а затем продолжать достаточно долго, чтобы удалить выступ.
Если используется отрезной ползун, он фиксируется в нужном положении. Седло и его стойки для инструментов вообще не используются. Но если они есть, то седло должно быть заблокировано.
На гайках и болтах поверхность, которая, как кажется, требует разъединения, на самом деле не плоская. У гайки скошены оба угла. В случае болтов с шестигранной головкой на шестиграннике скошена фаска, но конец резьбы закруглен.
Конечно, левый конец одного компонента является правым концом следующего компонента.Это означает, что с помощью одного модифицированного отрезного инструмента можно производить как левый конец одной детали, так и правый конец следующей детали.
Было бы неплохо иметь отрезную фрезу в форме, показанной на рисунке
рис. Необходимый отрезной инструмент
Это практически невозможно отшлифовать вручную до требуемой точности. Чтобы избежать этого, нужно вырезать форму двумя резаками. Первый такой, как показано.
рис
Это просто срезает фаску левой стороны последней гайки и правой стороны левой гайки.Глубина реза важна.
Инжир нарезанный произведено
Вторая фреза — это просто отрезной инструмент с параллельными лезвиями
Для гайки любого размера важны размеры обоих этих фрез.
У токарного станка с шпилем баланс «затрат» другой. Возможно, нам стоит адаптировать инструмент для пробора, если он сэкономлен для выполнения дополнительной операции в другом месте. Так обстоит дело с расставанием. Два наиболее очевидных варианта использования шпиля для изготовления гаек и болтов — это оба случая, когда использование прямого отрезного инструмента может быть не лучшим способом выполнения работы.
Обработка канавок
Важным примером работы, которую можно выполнить с помощью отрезного суппорта, является нарезание канавок на боковой стороне заготовки. Поскольку отрезной ползун фиксируется в положении для отрезки. Остается только одна фреза, можно прорезать только одну канавку в заготовке.
Попытка использовать отрезной отрезной нож более чем в одном положении — это, скорее, отказ от использования шпиля в целом, хотя может возникнуть конкретная ситуация, в которой это может иметь смысл.
На отрезной каретке будут установлены упоры. Упор на самом деле не нужен для отрезки, но он необходим для установки глубины канавки.
Инструмент для профилирования / профилирование
Формовочный инструмент — это инструмент, режущая кромка которого имеет особую форму, позволяющую создавать поверхность той же формы.
Использование этого на конце заготовки, т.е. инструмент находится в шпиле, ограничено.
На больших промышленных токарных станках можно использовать формовочный инструмент для резки сложных форм.Это работает только потому, что машины очень жесткие и мощные. На малых токарных станках длина реза формовочного инструмента очень ограничена, прежде чем вибрация и вибрация сделают его бесполезным.
Фаска
Фаска — одно исключение. Это полезно, поскольку при использовании шпиля операции с шпилем проще или более доступны, чем с отрезного салазок.
Очень короткие конусы
В то время как фаска обычно составляет 45 градусов, можно сделать любой другой угол.Это сформирует конус.
Формовочный инструмент — хороший способ создания небольших внутренних / внешних круглых форм. См. Далее в разделе «Изготовление клапанов».
Инжир формовочный инструмент для изготовления круглых форм.
Если требуется форма, которая слишком длинная для выполнения одним резаком, ее вполне можно разделить на части, используя более одного резца.
Профили с опалубкой
конус
Может быть выполнено с помощью инструмента формы, но только в одном направлении
Поперечный суппорт
Многие работы типа шпиля можно выполнить, используя только шпиль и отрезной суппорт.Фактически, многие небольшие токарные станки, специально разработанные для выполнения работ только на шпиле, даже не имеют поперечных суппортов. На более крупной машине револьвер или шпиль могут иметь достаточно движения, чтобы выдержать поперечное скольжение. На обычном токарном станке со шпилем у него будет поперечный суппорт. Его нельзя удобно оснастить отрезными суппортами и поперечными суппортами, потому что инструмент поперечного суппорта не может достичь той части заготовки, которая находится рядом с тем местом, где она отделяется. Кроме того, инструментальный инструмент не может дотянуться до отрезных и поперечных салазок.С другой стороны, если нет отсекающего суппорта, поперечный суппорт может выполнять большинство тех же задач, хотя и с меньшей легкостью.
На большом токарном станке с револьверной головкой может показаться, что лучше всего здесь используется быстросменный резцедержатель. Хотя обычно это наиболее гибкое устройство для обычных токарных работ, при изготовлении большого количества идентичных деталей необходимо учитывать и другие факторы. Полезность любого из большого количества инструментов ограничена. Что более важно, так это скорость переключения между относительно небольшим количеством инструментов.
Быстросменный резцедержатель с державками также намного больше.
На большом токарном станке с револьверной головкой лучше всего использовать четырехстороннюю стойку. Чтобы он был полезным, важно, чтобы он был правильно проиндексирован. Также нужна какая-то система остановок
Инжир — индексируемый четырехходовой резцедержатель с упорами
См. «Простая замена токарных инструментов», Филип Амос, MEW 81, стр. 16
Что необходимо, так это стойка для инструмента, которая прочно прикреплена болтами к верхней направляющей, даже когда четырехсторонняя стойка для инструмента полностью удалена.
Инжир — штанга модифицированная
Обычный резцедержатель плохо сидит на резцедержателе. Державка, которая всегда повторяет одно и то же положение, должна хорошо подходить к держателю инструмента. Также необходимо иметь какое-то устройство индексации. Это можно сделать, установив пластину на стойку инструмента, но под державкой. На нем есть ключи, поэтому он всегда подходит к верхней направляющей под одним и тем же углом.
В нем также есть четыре отверстия. В держателе инструмента есть штифт, который может поместиться в любой из них, но только тогда, когда держатель инструмента находится в правильном положении.
Инжир — делительная пластина
Поперечный суппорт, конечно, может перемещаться либо по оси z, либо вдоль кровати, либо по оси x, поперек кровати. В любом случае, для эффективных операций любое движение потребует остановок для каждого возможного инструмента. Но есть еще одно соображение. Передвигаться по кровати можно быстро и легко с помощью нескольких оборотов ручки. Для перемещения по кровати требуется много оборотов небольшого маховика.
Упоры для четырехходового резцедержателя — направление x
Установить набор упоров в направлении x для поперечного суппорта сложно, и их приходится поворачивать вручную.Но это можно обойти. Различия между глубиной резов в направлении x часто очень малы. Если есть один упор для всех фрез на поперечном суппорте в направлении x, то разница в глубине для каждой фрезы может быть достигнута путем регулировки положения фрезы в четырехходовом держателе инструмента.
Фиговый одинарный упор для всех фрез на поперечных суппортах
Упоры можно легко установить на четырехстороннюю стойку. Одна часть упора прикручена к станине токарного станка.Другая часть, которая отличается для каждого инструмента, прикреплена к четырехходовой стойке. Это делается, как показано на рисунке.
Инжир — упоры для четырехходового столба
Большая заслуга в том, что при повороте державки упоры меняются автоматически.
Четырехсторонний резцедержатель не может вместить четыре полноразмерных инструмента. Держать можно только двоих. Однако их можно обрезать или изготовить специальные короткие державки.
Одним из ключевых преимуществ использования быстросменного держателя инструмента является то, что каждый резцедержатель может быть индивидуально настроен для установки высоты режущей кромки.Четырехходовой держатель не имеет механизма для установки высоты резцедержателя. Каждую нужно настраивать индивидуально. Обычно это делается путем размещения кусочков тонкого металла под нижней частью каждой резцедержателя. Эти тонкие кусочки металла часто представляют собой кусочки ножовки.
Обычно четырехходовой резцедержатель имеет четыре различных резца. Но при использовании вместе со шпилем его можно использовать и для других целей. Одним из примеров этого может быть руководство по перемещению инструмента в шпиле определенным образом, например, для вырезания кривой или конуса.
Проблемы с четырехходовой стойкой
Ширина четырехходового резцедержателя приблизительно равна рабочему расстоянию, которое может перемещаться шпилем. Это означает, что непросто обеспечить, чтобы инструментальный инструмент не зацеплялся с четырехходовым державкой.
Сложная оснастка
До сих пор мы рассматривали различные формы инструментов, в которых только одна часть системы используется для достижения определенного режущего действия. Например, инструмент на шпиле перемещается вперед, чтобы сделать разрез.Это не зависит от резцедержателя или отрезной планки.
Однако можно использовать шпиль и стойку вместе. Это можно использовать для изготовления длинных конусов. Предположим, у нас есть инструмент, установленный на шарнирном шпиле, так что он поворачивается в горизонтальной плоскости. Он снабжен штифтом, на который затем устанавливается подшипник. Этот подшипник катится по шаблону, установленному на стойке для инструментов.
Инжир — совместное использование шпиля и резцедержателя 933
Использование отрезного инструмента на поперечных суппортах
В общем случае на универсальном токарном станке с поперечными суппортами будет непрактично пытаться установить отрезные суппорты.
Один из альтернативных вариантов — установить отрезной суппорт на поперечный суппорт.
Ползун для обрезки инжира, установленный на поперечный суппорт
Как это:
Нравится Загрузка …
Постукивание на токарном станке, метчик вырезает отверстие, прикладывая давление к нему. Фотография, картинки, изображения и сток-фотография без роялти. Image 154241275.
Нарезание резьбы на токарном станке, метчик вырезает отверстие, прикладывая усилие давления. Фотография, картинки, изображения и сток-фотография без роялти. Изображение 154241275.
На токарном станке метчик вырезает отверстие под давлением задней бабки.Тестер задней бабки нарезает резьбу в шпинделе. Поднимаем нить гаечным ключом. Задача приложения давления на разъем. Процесс резки промышленного цеха. Деталь токарных метчиков для вырезания отверстий в болте задней бабки. Инструмент для оказания давления. Слесарные работы и изготовление. Производственные задачи в производственном процессе.
M
L
XL
Таблица размеров
| Размер изображения | Идеально подходит для |
| S | Интернет и блоги, социальные сети и мобильные приложения. |
| M | Брошюры и каталоги, журналы и открытки. |
| л | Плакаты и баннеры для дома и улицы. |
| XL | Фоны, рекламные щиты и цифровые экраны. |
Используете это изображение на предмете перепродажи или шаблоне?
Распечатать
Электронный
Всесторонний
3901 x 2603 пикселей
|
33.0 см x
22,0 см |
300 точек на дюйм
|
JPG
Масштабирование до любого размера • EPS
3901 x 2603 пикселей
|
33,0 см x
22,0 см |
300 точек на дюйм
|
JPG
Скачать
Купить одно изображение
6 кредитов
Самая низкая цена
с планом подписки
- Попробуйте 1 месяц на 2209 pyб
- Загрузите 10 фотографий или векторов.
- Нет дневного лимита загрузок, неиспользованные загрузки переносятся на следующий месяц
221 ру
за изображение любой размер
Цена денег
Ключевые слова
Похожие изображения
Нужна помощь? Свяжитесь с вашим персональным менеджером по работе с клиентами
@ +7 499 938-68-54
Мы используем файлы cookie, чтобы вам было удобнее работать.Используя наш веб-сайт, вы соглашаетесь на использование файлов cookie, как описано в нашей Политике использования файлов cookie
.
Принимать
Что нужно знать
Метчики для нарезания резьбы и метчики для формования обеспечивают взаимозаменяемую резьбу и одинаковую калибровку, но это единственное сходство между двумя стилями нарезания резьбы.
Метчики для резки
Когда станочникам нужно нарезать внутреннюю резьбу, они выбирают метчики. Подрезание метчика означает использование инструментов, которые удаляют материал из резьбового отверстия, согласно North American Tool.Затем этот процесс оставляет внутреннюю нить, отвечающую желаниям машиниста.
Машинист достигает этой геометрической точности с помощью инструментов, которые имеют функцию, называемую фаской, которая срезает угол 90 градусов или кромку, чтобы сделать ее более симметричной. Это постепенное режущее движение позволяет метчику плавно входить в отверстие.
Метчики-метчики
В отличие от метчиков, метчики для формования создают внешнюю резьбу. Формовка метчиков заключается в перемещении материала (например, металла) внутри отверстия.Кроме того, для метчиков для формования обычно требуется отверстие большего размера, потому что этот тип материала заставляет материал уходить и попадать в резьбу метчика.
Режущие метчики и формовочные метчики
Эти два метода нарезания резьбы отличаются друг от друга, но у них также есть несколько других отличий, начиная с типа резьбы, создаваемой каждым методом.
Режущие метчики более универсальны, чем метчики для формования, и могут использоваться с большим количеством материалов. Когда машинисты используют метчики для формовки, они могут использовать этот процесс только для алюминия, мягкой стали и цветных металлов.Но станочники не ограничиваются материалами, когда решают нарезать метчики.
Режущие метчики также имеют преимущество в отношении мощности, поскольку этот метод нарезания резьбы требует меньше энергии, чем метчики для формования.
Формованные нити более прочны, потому что поток зерен материала сжимается на вершине и в основании формы резьбы.