| Объём ванны, л | Диаметр змеевика, d мм | Количество вентиляционных кожухов | |||||||||
| А | Б | в | Г | Д | Е | Ж | по одной стороне | по двум сторонам | |||
| 2 | 600 | 500 | 700 | 720 | 950 | 880 | 70 | 180 | 25 | 1 | 2 |
| 3 | 800 | 600 | 700 | 920 | 1050 | 880 | 70 | 300 | 25 | 1 | 2 |
| 4 | 1000 | 700 | 700 | 1120 | 1170 | 980 | 70 | 420 | 25 | 1 | 2 |
| 5 | 1200 | 800 | 800 | 1320 | 1270 | 980 | 75 | 620 | 32 | 2 | 4 |
| 6 | 1500 | 800 | 800 | 1650 | 1270 | 980 | 75 | 780 | 32 | 2 | 4 |
| 7 | 1500 | 800 | 1400 | 1650 | 1320 | 1030 | 80 | 1500 | 50 | 2 | 4 |
| 8 | 1800 | 800 | 800 | 1950 | 1320 | 1030 | 75 | 930 | 32 | 3 | 6 |
| 9 | 2000 | 800 | 800 | 2150 | 1320 | 1030 | 75 | 1050 | 32 | 3 | 6 |
| 10 | 2000 | 800 | 1000 | 2150 | 1320 | 1130 | 75 | 1350 | 32 | 3 | 6 |
| 11 | 2500 | 900 | 1200 | 2650 | 1420 | 1430 | 80 | 2350 | 50 | 4 | 8 |
| 13 | 3000 | 900 | 1200 | 3200 | 1420 | 1460 | 80 | 2850 | 50 | 4 | 8 |
| 15 | 4500 | 1000 | 1600 | 4700 | 1520 | 1950 | 80 | 6300 | 50 | 6 | 12 |
| 17 | 6000 | 1000 | 1200 | 6200 | 1520 | 1150 | 80 | 6300 | 50 | 8 | 12 |
 При нем используются различные химические составы и растворы, наносимые на металлические поверхности и детали, находящиеся в специальных бетонных, деревянных или металлических баках, выложенных изнутри специальным кислотоупорным материалом (плиткой).
При нем используются различные химические составы и растворы, наносимые на металлические поверхности и детали, находящиеся в специальных бетонных, деревянных или металлических баках, выложенных изнутри специальным кислотоупорным материалом (плиткой). К вашим услугам – широкий ассортимент, гарантии производителей, профессиональные консультации и оперативная доставка!
К вашим услугам – широкий ассортимент, гарантии производителей, профессиональные консультации и оперативная доставка! 15.
15.
 Наибольший вес изделий, помещаемых в одну корзину, 60 кг. Производительность установки 680—700 кг/ч.
Наибольший вес изделий, помещаемых в одну корзину, 60 кг. Производительность установки 680—700 кг/ч.| Внутренние габаритные размеры ванн, в мм | Объем ванн, л | Ванны для проточной холодной воды | Ванны для проточной горячей воды | ||||
| длина | ширина | высота | расход воды, л/ч | сменяемость воды в ванне | расход воды, л/ч | сменяемость воды в ванне | |
| 500 | 400 | 500 | 80 | 160 | 2 раза в 1 ч | 80 | 1 раз в 1 ч |
| 600 | 500 | 700 | 180 | 380 | 2 раза в 1 ч | 120 | 1 раз в 1,5 ч |
| 800 | 600 | 700 | 300 | 300 | 1 раз в 1 ч | 150 | 1 раз в 2 ч |
| 1000 | 700 | 700 | 420 | 420 | 1 раз в 1 ч | 215 | 1 раз в 2 ч |
| 1200 | 800 | 800 | 620 | 620 | 1 раз в 1 ч | 310 | 1 раз в 2 ч |
| 1500 | 800 | 800 | 780 | 780 | 1 раз в 1 ч | 390 | 1 раз в 2 ч |
| 1800 | 800 | 800 | 930 | 465 | 1 раз в 2 ч | 310 | 1 раз в 3 ч |
| 2000 | 800 | 800 | 1050 | 525 | 1 раз в 2 ч | 350 | 1 раз в 3 ч |
| 2000 | 800 | 1000 | 1350 | 675 | 1 раз в 2 ч | 450 | 1 раз в 3 ч |
| 1500 | 800 | 1400 | 1500 | 750 | 1 раз в 2 ч | 375 | 1 раз в 4 ч |
| 2500 | 900 | 1200 | 2350 | 785 | 1 раз в 3 ч | 590 | 1 раз в 4 ч |
| 3000 | 900 | 1200 | 2850 | 950 | 1 раз в 3 ч | 715 | 1 раз в 4 ч |
| 4500 | 1000 | 1600 | 6300 | 1580 | 1 раз в 4 ч | 1260 | 1 раз в 5 ч |
| 6000 | 1000 | 1200 | 6300 | 1580 | 1 раз в 5 ч | 1260 | 1 раз в 5 ч |
Корзины и лотки. Для травления мелких деталей применяют сетчатые корзины или лотки (рис. 94) из алюминия, латуни, низкоуглеродистой и нержавеющей стали и других материалов.
Для травления мелких деталей применяют сетчатые корзины или лотки (рис. 94) из алюминия, латуни, низкоуглеродистой и нержавеющей стали и других материалов.
Рис. 94. Корзины и лотки для травления
Ряд технологий для управления удалением поверхностного слоя металлической детали при помощи специально подобранных химических реагентов называется травлением металла. Оно позволяет удалять с изделий окалину, ржавчину и окислы под действием кислот, солей и щелочей в растворах. Таким способом проводят дополнительную подготовку изделий из металла к соединению или нанесению покрытия, что улучшает сцепление деталей или наносимого слоя с основой. Чаще всего применяется травление металла химическое, осуществляемое погружением заготовки в ванну с растворенными химическими реактивами.
Также существуют его виды, предусматривающие дополнительную активацию травящих веществ с помощью физических факторов. Это травление металла электрохимическое (или гальваническое) под действием электрического поля или ионно-плазменное посредством ионизации частиц реагентов. Если слово «травление» употреблено без указания его вида, то речь идет о химическом травлении в водном электролите. Его еще называют «жидким», в отличие от «сухого» ионно-плазменного.
Если слово «травление» употреблено без указания его вида, то речь идет о химическом травлении в водном электролите. Его еще называют «жидким», в отличие от «сухого» ионно-плазменного.
При травлении металла кислотой, как правило, серной либо соляной, в ее раствор погружают заготовку. В кислотную реакцию при этом вступают как окислы, существующие на поверхности детали, так и металл основной. От увеличения содержания кислот операции растворения ускоряются одновременно для окислов и основного металла. На скорость процесса травления металла, помимо концентрации кислоты, влияют также его температурный режим, а также химический состав окислов. Наиболее оптимальное сочетание этих факторов позволяет вести травление так, чтобы при максимально скором растворении окислов оно как можно меньше затрагивало основной металл. Помимо этого в художественном травлении, когда необходимо сохранить нетронутой часть поверхности изделия, она покрывается особым защитным слоем.
Для очистки железа от поверхностных оксидов оптимален раствор 10% соляной кислоты с температурой в 40 єС (для использования кислоты серной – 60 єС). С увеличением этой температуры возрастает и скорость процесса. Получаемые в ходе травления металла соли также способны влиять на скорость процесса. Одни из них, например FеСl2, увеличивают ее, а другие, такие как FeSO4, уменьшают.
С увеличением этой температуры возрастает и скорость процесса. Получаемые в ходе травления металла соли также способны влиять на скорость процесса. Одни из них, например FеСl2, увеличивают ее, а другие, такие как FeSO4, уменьшают.
Травление металла хлорным железом осложняется получением водорода в ходе реакций железа и кислот. Он взаимодействует с верхним слоем металла, образуя в нем «травильные пузырьки» и делая изделие более хрупким. С целью предотвращения такого эффекта в ванну с травильным раствором добавляются особые добавки, замедляющие реакции. Они, создавая специальную оболочку, защищают металл от негативного воздействия водорода.
Баки из бетона или дерева, покрытые внутри кислотоупорными материалами, служат основным оборудованием для травления металла. Для удобства погружения небольших заготовок в ванны с травильным раствором используют особые лотки с корзинами. Когда необходима очистка не всей поверхности, а только ее части, например, паяного шва, то для нанесения травильных растворов на его поверхность применяют кисточку. Затем деталь аккуратно промывают водой. Травильные пасты необходимы для очищения частей металла, покрытых ржавчиной. Участок, пораженный ржавчиной, в два приема покрывают разными слоями паст с последующим промыванием.
Затем деталь аккуратно промывают водой. Травильные пасты необходимы для очищения частей металла, покрытых ржавчиной. Участок, пораженный ржавчиной, в два приема покрывают разными слоями паст с последующим промыванием.
Для обработки поверхности детали из меди или ее сплава применяется травление металла кислотами азотной, соляной либо серной. Алюминиевые детали следует травить щелочными растворами. Никель со сплавами подлежат очистке растворами серной кислоты с добавлением хромового ангидрида. Мельхиоровые детали очищают также раствором серной кислоты, добавляя в него хромпик. При этом их нужно промывать после процедуры травления теплой водой, растворив в ней немного винного камня. В виде потравы железных либо стальных изделий пользуются растворами нашатыря либо железным купоросом, бронзовые и латунные детали требуют травления металла медным купоросом, а цинковые изделия – цинковым купоросом, а также раствором окиси хлористого цинка.
Особенности процесса электролитического травления
Электролитическое или гальваническое травление металла применяют с целью ускорения очистки деталей способом погружения в ванну с раствором, на что обычно уходит много времени. Этот процесс проходит гораздо быстрее, если металлические детали помещать в электролитическую ванну в виде катодов или анодов. Отсюда и разделение электролитического травления на катодное и анодное.
Этот процесс проходит гораздо быстрее, если металлические детали помещать в электролитическую ванну в виде катодов или анодов. Отсюда и разделение электролитического травления на катодное и анодное.
Для анодного метода травления металла в качестве электролита используются щелочные растворы солей металлов и кислот. Катодом при этом обычно служат свинец или реже железо как материалы, не растворяющиеся в электролите. Учитывая скорость процесса травления металла электролизом, в очистке изделий этим способом необходимо строго соблюдать определенный режим, чтобы не подвергать металл риску чрезмерного электролитического растворения. Характеристики анодного тока выбирают, исходя из состояния поверхностного слоя изделия, а также необходимой скорости процесса. Травление ведется в комнатной температуре. Продолжительность операции определяют опытным путем.
Катодный способ травления металла предполагает использование в виде анода свинца либо сплава его с сурьмой. В смеси с растворами кислот соли щелочного металла являются электролитом. В основе данной технологии лежит действие водорода, получаемого на катоде. Он способствует восстановлению металлов из окислов, находящихся на детали, а водород в виде газа отделяет их с поверхности металла. Этот вариант травления не подходит для заготовок из закаленной стали из-за возможного наводораживания поверхностного слоя металлической детали. Уменьшить его при использовании этой технологии травления металла возможно, если ввести соли олова и свинца в ванну с электролитом.
В основе данной технологии лежит действие водорода, получаемого на катоде. Он способствует восстановлению металлов из окислов, находящихся на детали, а водород в виде газа отделяет их с поверхности металла. Этот вариант травления не подходит для заготовок из закаленной стали из-за возможного наводораживания поверхностного слоя металлической детали. Уменьшить его при использовании этой технологии травления металла возможно, если ввести соли олова и свинца в ванну с электролитом.
Гальваническое травление экономичнее в сравнении с химическим. Это касается не только затрат времени, но и количества применяемых химических средств. Кроме того химический состав потрав для такого травления не включает едких кислот, поэтому в ходе его не выделяются газы, негативно действующие на здоровье.
По завершении травления проводят нейтрализацию возможных остатков растворов после очистки на изделиях. Если этого не делать, частицы солей либо кислот могут способствовать началу коррозии металла. В целях удаления этих остатков изделия помещают ненадолго в раствор с кальцинированной содой. После этого детали промывают холодной, а затем горячей водой и высушивают. Хранение обработанных таким образом изделий не вызывает коррозии, но во избежание возможного окисления лучше сразу подвергнуть их пайке.
В целях удаления этих остатков изделия помещают ненадолго в раствор с кальцинированной содой. После этого детали промывают холодной, а затем горячей водой и высушивают. Хранение обработанных таким образом изделий не вызывает коррозии, но во избежание возможного окисления лучше сразу подвергнуть их пайке.
Чисто и безопасно травления металлов оборудования
Механизация любого производственного предприятия способствует увеличению выпуска продукции. Высокое качество травления металлов оборудования на Alibaba.com помогает собирать рабочие машины лучше и эффективнее. Эти оригинальные продукты обладают надежными заводскими свойствами, поэтому они лучше подходят для замены в случае поломки. Прочные травления металлов оборудования изготовлены из высококачественных материалов и служат дольше. Кроме того, эти продукты подходят для пищевых продуктов и являются гигиенически безопасными для производства продуктов питания.
Благодаря более совершенным операциям травления металлов оборудования на Alibaba. com станут более продуктивными и производительными. стабильные последовательные потоки товаров. После правильной сборки компоненты без проблем работают с другими секциями. У пользователей будет меньше затрат на ремонт, так как повреждений практически не будет. В результате мы получаем более здоровые и качественные продукты питания.
com станут более продуктивными и производительными. стабильные последовательные потоки товаров. После правильной сборки компоненты без проблем работают с другими секциями. У пользователей будет меньше затрат на ремонт, так как повреждений практически не будет. В результате мы получаем более здоровые и качественные продукты питания.
Пытаясь обезопасить травления металлов оборудования, покупатели должны в первую очередь сосредоточиться на мерах безопасности. Опять же, решающее значение имеет способность достичь указанных результатов. Надежность изделий очень важна, поскольку механические детали периодически изнашиваются. Заменяемые гаджеты должны быть такими же эффективными, как и оригинальные. В случае поломки покупателям необходимо быстро заменить насадки для обеспечения стабильной работы.
Надежные продавцы на Alibaba.com с достоверными отзывами, несомненно, помогут покупателям выбрать желаемую покупку. Просмотрите их информативные каталоги, которые помогут лучше понять, что предлагает рынок, и найдите конкурентоспособные предложения на травления металлов оборудования. Самое главное, что глобальные поставщики в Интернете имеют множество готовых к отправке образцов и товаров для своих клиентов.
Самое главное, что глобальные поставщики в Интернете имеют множество готовых к отправке образцов и товаров для своих клиентов.
Травление металлов. Процесс травления, способы и оборудование :: SYL.ru
Травлением называется процесс, при котором часть металла удаляется с поверхности химическим способом. Используется такой метод для окончательной обработки детали, при подготовке заготовки перед нанесением покрытия (гальванического), а также для создания всевозможных рисунков, орнаментов и надписей.
Суть метода
Травление металлов предусматривает тщательную обработку поверхности. На изделие наносится защитное покрытие, которое стирают в месте рисунка. Затем используют или кислоты, или ванну с электролитом. Незащищенные места разрушаются. Чем больше время выдержки, тем глубже происходит травление металлов. Рисунок становится более выразительным и четким. Существуют различные способы получения гравюры (надписи): может протравливаться непосредственно само изображение или же фон. Зачастую такие процессы комбинируются. Также используют и многослойное протравливание.
Зачастую такие процессы комбинируются. Также используют и многослойное протравливание.
Типы травления
В зависимости от используемого для разрушения поверхности материала вещества, выделяют следующие способы травления.
1. Химический метод (его еще называют жидким). При этом используются особые растворы на основе кислот. Таким образом наносят на сплавы орнаменты, надписи.
2. Электрохимическое травление металла — предполагает использование электролитной ванны. Ее заполняют специальным раствором. Также часто при этом используют соли свинца, которые предотвращают перетравливание. Этот способ имеет ряд преимуществ. Во-первых, рисунок получается более четким, а время, необходимое для завершения процесса, значительно сокращается. К тому же такая обработка металла экономична: объем использованной кислоты гораздо меньше, чем при первом методе. Еще одно несомненное преимущество – отсутствие вредных газов (протрава не содержит едкие кислоты).
3. Существует также и ионно-плазменный способ (так называемый сухой). В данном случае поверхность повреждается минимально. Такой метод используется в микроэлектронике.
В данном случае поверхность повреждается минимально. Такой метод используется в микроэлектронике.
Травление стали
В основном такую обработку используют для удаления окалины и различных окислов. Данная процедура требует тщательного соблюдения технологии, так как перетравливание основного металла нежелательно. В процессе применяют как химический способ, так и электролитные ванны. Для приготовления растворов используется соляная, серная кислоты. Все детали требуют тщательного обезжиривания поверхности. Даже небольшой отпечаток пальца способен испортить заготовку. В качестве защитного покрытия применяют лак на основе канифоли, скипидара, гудрона. Однако стоит помнить, что составляющие – огнеопасные вещества, поэтому приготовление лака требует большой концентрации внимания и осторожности. После того как завершилась обработка металла, происходит непосредственно сам процесс травления. По его окончании деталь необходимо очистить от лака.
Протравы, используемые для стали
Очень часто для травления стали применяют раствор азотной кислоты. Также используется соляная, виннокаменная (с небольшими добавками азотной). Твердые марки стали протравливаются смесью азотной и уксусной кислот. Глифоген – это специальная жидкость на основе воды, азотной кислоты и алкоголя. Поверхность обрабатывают таким составом несколько минут. Затем промывают (раствор винного спирта в очищенной воде), быстро сушат. Это – предварительное протравливание. Только после таких манипуляций заготовки помещаются в травильный раствор. Чугун хорошо протравливается в растворе серной кислоты.
Также используется соляная, виннокаменная (с небольшими добавками азотной). Твердые марки стали протравливаются смесью азотной и уксусной кислот. Глифоген – это специальная жидкость на основе воды, азотной кислоты и алкоголя. Поверхность обрабатывают таким составом несколько минут. Затем промывают (раствор винного спирта в очищенной воде), быстро сушат. Это – предварительное протравливание. Только после таких манипуляций заготовки помещаются в травильный раствор. Чугун хорошо протравливается в растворе серной кислоты.
Травление цветных металлов
Медь и сплавы на ее основе протравливаются с помощью серной, соляной, фосфорной или азотной кислот. Процесс ускоряют растворы хроматов или нитратов. Первая стадия – это удаление окалины, затем происходит непосредственно травление латуни. Алюминий (и его сплавы) травятся в растворе едкой щелочи. Для литейных сплавов используют азотную и плавиковую кислоты. Заготовки с точечной сваркой обрабатываются фосфорной кислотой. Титановые сплавы протравливаются также в два этапа. Сначала – в едкой щелочи, потом в растворе серной, плавиковой, азотной кислот. Травление титана используется для удаления окисной пленки перед нанесением гальванических покрытий. Молибден обрабатывают раствором на основе едкого натрия и перекиси водорода. Кроме того, травление металлов (например, таких как никель, вольфрам) производится с помощью воды, перекиси водорода и муравьиной кислоты.
Сначала – в едкой щелочи, потом в растворе серной, плавиковой, азотной кислот. Травление титана используется для удаления окисной пленки перед нанесением гальванических покрытий. Молибден обрабатывают раствором на основе едкого натрия и перекиси водорода. Кроме того, травление металлов (например, таких как никель, вольфрам) производится с помощью воды, перекиси водорода и муравьиной кислоты.
Травление печатных плат
Существует несколько способов протравливания плат. В первом случае используется вода и хлорное железо. Его можно изготовить и самостоятельно. Для этого в соляной кислоте растворяют железные опилки. Смесь выдерживают некоторое время. Также травление печатных плат осуществляется с помощью азотной кислоты. Весь процесс длится около 10 минут. По его окончании плату необходимо тщательно протереть с помощью пищевой соды, так как она отлично нейтрализует остатки едкого вещества. Еще один состав для протравливания включает серную кислоту, воду, перекись водорода (в таблетках). Гораздо больше времени занимает травление плат таким составом: горячая вода, поваренная соль, медный купорос. Стоит отметить, что температура раствора должна быть не меньше 40 градусов. В противном случае травление займет больше времени. Можно протравливать платы и с помощью постоянного тока. В качестве посуды для данного процесса можно использовать стеклянную, пластиковую тару (она не проводит ток). Заполняют емкость раствором пищевой соли. Именно он является электролитом. В качестве катода можно взять медную (латунную) фольгу.
Гораздо больше времени занимает травление плат таким составом: горячая вода, поваренная соль, медный купорос. Стоит отметить, что температура раствора должна быть не меньше 40 градусов. В противном случае травление займет больше времени. Можно протравливать платы и с помощью постоянного тока. В качестве посуды для данного процесса можно использовать стеклянную, пластиковую тару (она не проводит ток). Заполняют емкость раствором пищевой соли. Именно он является электролитом. В качестве катода можно взять медную (латунную) фольгу.
Процесс травления для других материалов
Широко распространен в настоящее время такой вид обработки стекла, как травление. Используются пары плавиковой кислоты, фтористого водорода. Сначала осуществляется кислотная полировка поверхности, далее наносится рисунок. После данных манипуляций изделие помещается в ванну с травильным раствором. Затем стекло тщательно промывают и очищают от защитного покрытия. В качестве последнего можно применять смесь на основе пчелиного воска, канифоли, парафина. Травление стекла плавиковой кислотой используется для придания ему матовости. Существует также возможность цветного протравливания. Соли серебра придают поверхности желтые, красные, синие оттенки, соли меди – зеленые, черные, красные. Для получения прозрачного, блестящего рисунка к плавиковой добавляют серную кислоту. Если необходимо глубокое протравливание, процесс повторяют несколько раз.
Травление стекла плавиковой кислотой используется для придания ему матовости. Существует также возможность цветного протравливания. Соли серебра придают поверхности желтые, красные, синие оттенки, соли меди – зеленые, черные, красные. Для получения прозрачного, блестящего рисунка к плавиковой добавляют серную кислоту. Если необходимо глубокое протравливание, процесс повторяют несколько раз.
Техника безопасности при травлении
Травление металлов – довольно небезопасное занятие, которое требует большой концентрации внимания. Обусловлено это работой с агрессивными материалами – кислотами и их смесями. Прежде всего, для данного процесса необходимо грамотно выбрать помещение с хорошей вентиляцией. Идеально, когда при протравливании будет использоваться вытяжной шкаф. Если же такового не имеется в наличии, то необходимо позаботиться о респираторе, чтобы избежать вдыхания вредных испарений. При работе с кислотами следует одевать резиновые перчатки и фартук. Под рукой всегда должна быть пищевая сода, которая — при необходимости — сможет нейтрализовать действие кислоты. Все травильные растворы необходимо хранить в специальных емкостях (стеклянных или пластиковых). Не стоит забывать о стикерах, на которых будет указан состав смеси, дата приготовления. Существует еще одно правило: банки с кислотами не стоит ставить на высокие полки. Их падение с высоты чревато серьезными последствиями. Художественное травление металла не обходится без использования азотной кислоты, которая является довольно-таки едкой. К тому же в некоторых смесях она может быть взрывоопасной. Чаще всего азотную кислоту используют для стерлингового серебра. Травильные растворы готовят путем смешивания кислот с водой. Стоит помнить также, что во всех случаях кислота добавляется в воду, а не наоборот.
Все травильные растворы необходимо хранить в специальных емкостях (стеклянных или пластиковых). Не стоит забывать о стикерах, на которых будет указан состав смеси, дата приготовления. Существует еще одно правило: банки с кислотами не стоит ставить на высокие полки. Их падение с высоты чревато серьезными последствиями. Художественное травление металла не обходится без использования азотной кислоты, которая является довольно-таки едкой. К тому же в некоторых смесях она может быть взрывоопасной. Чаще всего азотную кислоту используют для стерлингового серебра. Травильные растворы готовят путем смешивания кислот с водой. Стоит помнить также, что во всех случаях кислота добавляется в воду, а не наоборот.
Травление металлов в домашних условиях
Процедура травления уже много лет применяется в металлообработке. Она представляет собой обработку металлических поверхностей с помощью химических средств и электричества. В ходе процедуры мастер удаляет слой металла и таким образом создает специфический узор на конкретном изделии.
Сегодня травление металла используется для решения разных задач. Эта процедура используется как в промышленности, так и частными мастерами в домашних условиях. Благодаря травлению травильщик придает металлу:
- декоративные и технологические свойства;
- процедура дает возможность мастеру увидеть микроструктуру металла;
- с ее помощью удаляются окалины и другие не металлические вкрапления;
- подготовить металл к пайке;
- создать орнамент.
Если говорить о травлении металла в домашних условиях, то чаще оно проводится в декоративных целях для того чтобы придать изделию эстетические свойства. Причем такая процедура проводится при обработке стали с высокой прочностью, так как другие методы гравировки в этом случае будут не эффективны.
Отметим, что травление – это довольно простая процедура, которая не требует особых навыков, главное это соблюсти технологию.
Суть методики
Холодное травление металла, как и любое другое действие, требует подготовительного процесса. В первую очередь такая подготовка в домашних условиях требует удаления с поверхностей загрязнения, особенно это касается масла.
В первую очередь такая подготовка в домашних условиях требует удаления с поверхностей загрязнения, особенно это касается масла.
Дальше требуется защитить те участки металла, которые не должны подвергаться травлению. Для этого на узор наносят специальное покрытие, которое способно противостоять химическим веществам, применяемым в травлении.
На следующем этапе изделие или элемент погружают в емкость, где находится электролиз, создающий кислую среду. Помните, что чем дольше металл будет находиться в кислой среде, тем большая часть поверхности будет разъедена агрессивным составом. В некоторых случаях используется технология многослойного травления, когда процедура применяется в несколько раз.
Сегодня травильщики используют разные методы травления металла, рассмотрим их подробно.
- Метод электрохимического травления. Определенные виды металлов (например, нержавеющая сталь), которые обладают высокой стойкостью к воздействию кислоты. Поэтому для обработки таких металлов в домашних условиях применяется электрохимическое травление.


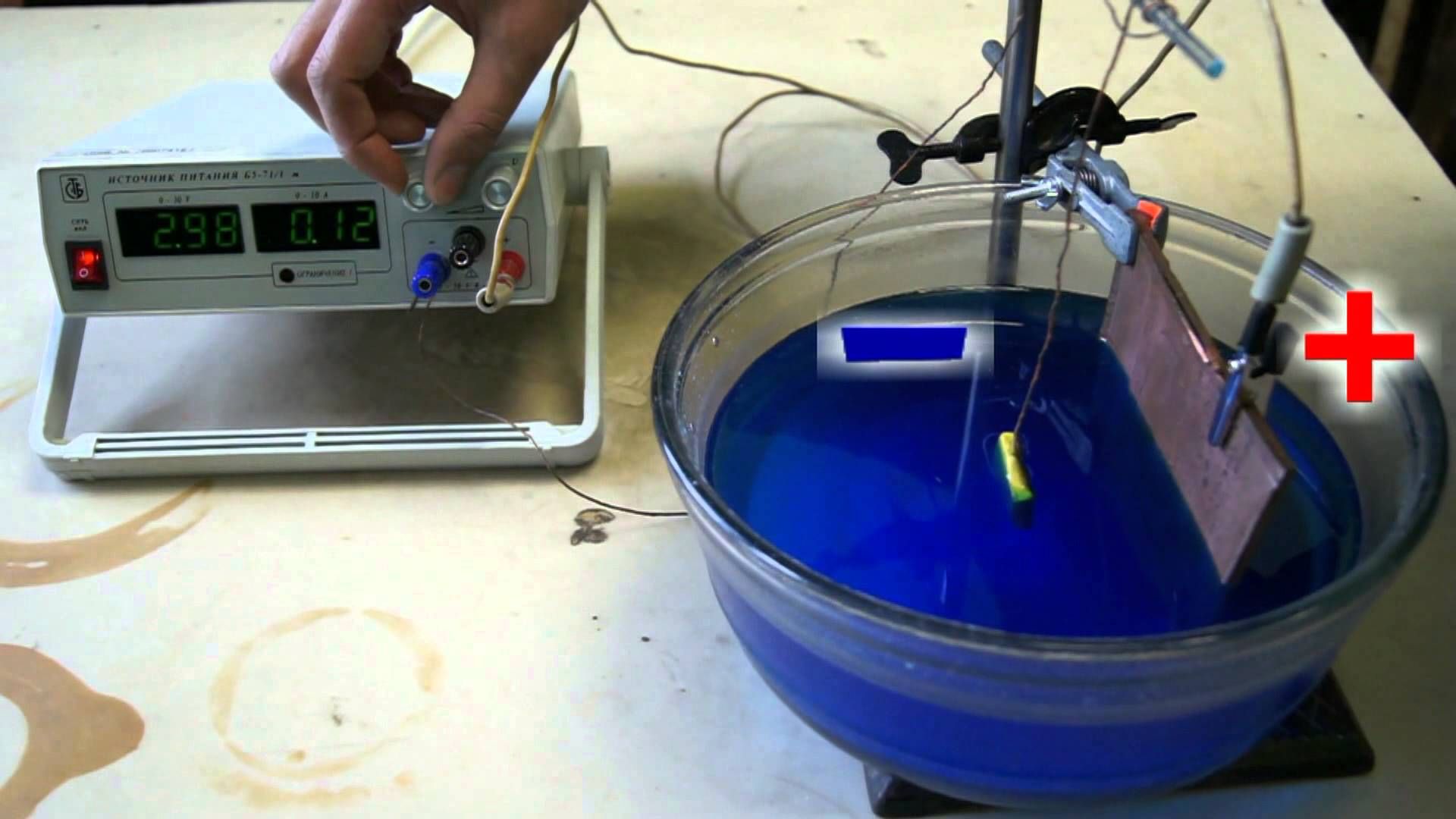
Чтобы провести травление электрохимическим способом понадобится: пластмассовая ванная наполненная электролитом, клеммы, провода, а также источник электричества, передающий постоянный ток. Также следует помнить, что процесс реакции происходит чрезвычайно бурно, и поэтому используем емкость с большим объемом. Само травление обычно занимает от нескольких минут до получаса. При этом мастеру нужно периодически проверять изделие, чтобы состав не разъел металл, больше чем это требуется. Схема подключения при травлении металла выглядит следующим образом, в раствор электролиза погружается медная пластина, по которой подается ток. Как показывает практика, метод эффективен.
- Методика химического травления . Процесс происходит в емкости где куда предварительно было залит активный состав. В качестве такого состава используется лимонная кислота, солевой раствор, уксусная кислота. Если раствор для травления металла приготовлен из соли, то его химическая эффективность будет, ниже чем у кислотных растворов.

Инструкция по химическому травлению в солевом растворе или лимонной кислоте, предполагает погружение металлической поверхности покрытой защитным раствором в емкость. При этом срок процедуры зависит от того, какой состав использует мастер.
Для чего применяют травление
Травление как способ обработки металла позволяет мастеру выполнять технические действия. Однако, если говорить про травление в домашних условиях, то чаще всего его используют для создания орнаментов и декоративных узоров на клинках и других металлических изделиях.
Сегодня многие люди занимаются производством всевозможного холодного оружия и инструмента в домашних условиях. При этом, подобные авторские вещи украшаются орнаментом. Травление ножа, топора позволяет мастеру быстро создать своеобразное декоративное украшение лезвия.
Начиная работы, травильщик первым делом подготавливает эскиз будущего орнамента или рисунка. Сегодня это можно легко сделать с помощью специальных программ, которые позволяют создавать изображения. Если узор планируется нанести на обе стороны клинка, то тогда распечатывают два эскиза. После того как изображение подготовлено, оно переносится на лезвие с помощью ручки, а в дальнейшем процарапывается с помощью скрабера.
Если узор планируется нанести на обе стороны клинка, то тогда распечатывают два эскиза. После того как изображение подготовлено, оно переносится на лезвие с помощью ручки, а в дальнейшем процарапывается с помощью скрабера.
При этом еще до нанесения рисунка, металлическую поверхность нужно хорошо вычистить, освободить от ржавчины. Дальше железо в местах нанесения узора обрабатывается специальным составом и обезжиривается. Также следует позаботиться о торцах будущего ножа, защитив их от последствий воздействия соленого раствора или кислоты.
Травление можно производить двумя разными способами. Первый предполагает полное погружение металла в емкость с электролизом. Второй вариант это точечное нанесение кислотного состава на конкретные участки поверхности с помощью ватного тампона. В обычных условиях изделие погружается в раствор на десять, пятнадцать минут. Однако, этот параметр сильно зависит от типа выбранного электролиза.
После того как травление окончено, лезвие промывают водой и проверяют полученный результат. Если все получилось как надо, тогда остается произвести шлифовку ножа, удалив, таким образом, остатки коррозии, придав ему соответствующий вид.
Если все получилось как надо, тогда остается произвести шлифовку ножа, удалив, таким образом, остатки коррозии, придав ему соответствующий вид.
Метод позволяет создавать по-настоящему замечательные и красивые изделия.
Какое оборудование необходимо для успешного травления в домашних условиях
Травление металла в домашних условиях это достаточно простая процедура, которая не требует от человека особых навыков. Но для того чтобы произвести успешное травление нужно подготовить некоторые предметы и оборудование.
- Емкость из стекла или пластика. Только такие материалы могут выдержать химическую реакцию, которая сопровождает процедуру , а также способны противостоять кислотной среде.
- Соль поваренная. Это вещество чаще всего используется для создания электролиза.
- Медная пластина. Они играет роль клеммы, которая распространяет ток внутри емкости.
- Источник энергии. В качестве него может использоваться зарядка для телефона.
- Провода для соединения клемм и зарядного устройства.

Травление с помощью зарядного устройства от телефона, как показывает практика, позволяет эффективно обрабатывать даже поверхности, сделанные из стали высокой стойкости.
Растворы, применяемые в процедуре травления
В процедуре травления металлов могут применяться различные составы и вещества. Рассмотрим наиболее популярные разновидности таких смесей.
- Раствор для травления из соляной или серной кислоты. Такие составы применяются при обработке углеродистой стали. Причем в емкость для травления также следует добавить ингибитор коррозии. Это необходимо для того чтобы устранить хрупкость материала а также снизить вероятность перетравливания.
- Для работы с нержавеющей или жаропрочной сталью применяют жидкость, состоящую из азотной, серной или соляной кислоты. Причем часто одно изделие обрабатывается сразу несколькими веществами, таким образом можно полностью удалить все загрязнения и проявить рисунок;
- Алюминий и его сплавы травят с помощью кислотных и щелочных растворов. При этом если в раствор добавить хлористый натрий, то конечное изделие будет иметь равномерный рисунок на всех участках.
 Причем часто одно изделие обрабатывается сразу несколькими веществами, таким образом можно полностью удалить все загрязнения и проявить рисунок;
Причем часто одно изделие обрабатывается сразу несколькими веществами, таким образом можно полностью удалить все загрязнения и проявить рисунок;Конечно, применять серьезные химические вещества для травления металла в домашних условиях, можно далеко не всегда. Именно поэтому в большинстве случаев такие процедуры осуществляются с помощью солевых или электролизных растворов. При этом в качестве защитного средства, которое может противостоять кислотной среде ,часто применяют лак для ногтей, или хорошую краску.
Подготавливаем изделие к процедуре травления
Подготовка изделия из стали или железа к процедуре травления в домашних условиях включает целый ряд необходимых действий. Для начала поверхность нужно хорошо очистить от любых загрязнений, только таким образом можно гарантировать, что травление пройдет быстро, а глубина удаленных слоев будет одинаковой.
Для очистки металла вполне подойдут популярные моющие средства и обыкновенная вода. После того как металл будет вымыт ему нужно дать высохнуть. Дальше поверхность необходимо протереть с помощью фибры, которую перед этим смачивают в растворителе. Таким образом, можно не только удалить остатки влаги, но также обезжирить поверхность.
Еще следует отметить, что улучшить качество обрабатываемой поверхности можно путем ее полировки. Это можно сделать на специальной машине. Если же такой возможности нет, то тогда металл нужно обработать наждачной бумагой. Таким образом, можно своими руками создать очень интересный оптический эффект.
Теперь нужно нанести будущий рисунок на металлическую поверхность. Сейчас для этого используется множество методик. Главное что нужно помнить участки, которые не должны подвергнуться травлению, нужно обработать защитными средствами.
Сегодня в качестве такой защиты часто применяют лак для ногтей. Но у этого способа есть определенные недостатки, а именно:
- Лак имеет густую структуру из-за чего его трудно наносить, когда речь идет о сложном орнаменте или рисунке.
- Мастеру нужно уметь хорошо рисовать.
- Если произойдет ошибка, при нанесении лака исправить ее будет нелегко.
На поверхность изделия наносится слой лака или грунтовки. Когда этот состав высохнет, нужно с помощью тонкого инструмента или ручки нанести изображение. Дальше следует найти тонкую иглу, шило или специальный инструмент, с помощью которого изображение процарапывается на металле. Это нужно делать крайне аккуратно, чтобы не повредить полированную поверхность вне контуров рисунка.
Когда эскиз готов остается закрыть детали, которые не должны подвергаться обработке защитой, и приступать к самой процедуре. При этом нужно помнить, что защита может наноситься только на сухую поверхность, так как в противном случае кислота или соляной раствор может попасть на металл и испортить поверхность. В дальнейшем исправить такую ошибку будет очень сложно.
В дальнейшем исправить такую ошибку будет очень сложно.
Состав для протравки цветных металлов
Если мастер хочет заняться протравкой изделий из таких материалов как: медь, латунь, бронза или серебро. Ему нужно подготовить специальный раствор, в который входят такие элементы как:
- Вода;
- Азотная кислота;
- Уксусный раствор;
- Нашатырь.
Такое средство позволит быстро и эффективно протравить выше указанные материалы.
Соблюдаем технику безопасности
Травление металлов требует использования всевозможных химических веществ и составов (щелочи, кислоты, растворы). Все эти элементы могут быть крайне опасными, если в процессе работ будет нарушена технология. Именно поэтому правила техники безопасности при проведении подобных работ выходят на первый план.
Специалисты разработали целый комплекс таких правил, которые позволяют гарантировать то что травление пройдет в штатном режиме.
- Работы могут проводиться только в хорошо вентилируемом помещении. Лучше всего чтобы в нем был расположен вентиляционный шкаф.
- В обязательном порядке мастер должен применять всевозможные средства защиты в том числе: резиновые перчатки, фартук, специальную одежду, защиту для лица и защиту для органов дыхания.
- Ни в коем случае нельзя устанавливать емкости с щелочами или кислотой на высокие полки или другие плоскости.
- В процессе разведения раствора нужно помнить, что всегда льют кислоту в воду и никогда наоборот.
- Если мастер работает с кислотой, то ему всегда нужно иметь рядом соду, если же он работает с щелочью, то тогда ему нужно иметь раствор уксуса. Только эти средства помогут, в случае если раствор попадет на оголенные участки кожи.
- Если применяется электрохимический тип травления, то крайне важно удостоверится в надежности всех приборов подающих ток в емкость.
- В помещении, где проводятся работы, должен быть огнетушитель.
 Лучше всего чтобы в нем был расположен вентиляционный шкаф.
Лучше всего чтобы в нем был расположен вентиляционный шкаф.Если в процессе травления на кожу попадает щелочной или кислотный раствор. Необходимо как можно быстрее промыть этот участок нейтрализующим средством. Если же брызги раствора оказались на одежде ее следует снять.
Необходимо как можно быстрее промыть этот участок нейтрализующим средством. Если же брызги раствора оказались на одежде ее следует снять.
В том случае если раствор для травления попал на слизистую оболочку нужно в максимально сжатые сроки обратиться за помощью к врачу. Это крайне важно, так как промедление в подобной ситуации может привести к тяжелым последствиям для здоровья.
Только выполнение выше перечисленных правил позволит безопасно провести процедуру травления металла.
Профессиональная линия травления и фосфатирования
ПРОФЕССИОНАЛЬНАЯ ЛИНИЯ ТРАВЛЕНИЯ И ФОСФАТИРОВАНИЯ
Мы концентрируемся на решениях по обработке поверхностей и можем гарантировать нашим клиентам высокое качество, целостность, отличный сервис и надёжное управление.
Травильное оборудование типа «U»
Особенности травильного оборудования типа «U»
- Компактное оборудование занимает мало места в производственном цеху
- Загрузка и выгрузка производится с одной стороны оборудования.
- Одна сторона оборудования предназначена для травления, а другая — для фосфатирования.
- Средняя часть предназначена для персонала; периферийные устройства расположены с обеих сторон.
Прямолинейное травильное оборудование
Особенности травильного оборудования
- Оборудование для травления узкое и длинное
- Подача проволоки производится с одного конца и отрезка с другого конца оборудования
- Все слоты обработки находятся на одной линии
- Левая и правая стороны являются рабочими сторонами, другая сторона предназначена для периферийного дополнительного оборудования.

Оборудование в целом
Материал закрытого отделения: FRP/PP
Описание: Рабочая сторона и сторона обслуживающая имеют прозрачное смотровое окно и дверь для технического обслуживания.
Основные компоненты манипулятора оборудования — основная стальная конструкция, мотор-редуктора, привод, кабель и измерительные приборы — все расположены снаружи отсека.
Подача бухты проволоки
Проволока поступает с одной стороны оборудования и подача проволоки может быть автоматической или полуавтоматической.
Ванна травления
Материал ванны: PP/FRP
Большой угол дуги R сделан под прямым углом к корпусу лотка, а дно лотка выполнено наклонным. Вибрационное устройство, устройство циркуляционного смешивания и нагревательное устройство являются дополнительными..
Вибрационное устройство, устройство циркуляционного смешивания и нагревательное устройство являются дополнительными..
Щавелевая кислота
Опциональный материал для резервуара: PP/FRP
Большой угол дуги R выполнен под прямым углом к корпусу лотка, а дно лотка выполнено с наклонным дном.
Фосфатирование
Материал ванны: Q235/SUS304/SUS316L
Дно ванны выполнено в виде конуса. Опционально может иметься вибрационное устройство, автоматическая система фильтрации и автоматическое дозирующее устройство.
Омыление
Опциональный материал для резервуара: Q235/SUS304/SUS316L
Конструкция имеет наклонное дно; механическая мешалка имеет диагональную канавку.
Размотчик бухт проволоки
Рельсовый конвейер оборудован для резки материала, а распределительная рама и функция вращения бухты катанки предназначены для облегчения последующего процесса волочения.
Ванна для промывки под высоким давлением
Струя воды для промывки высокого давления, внутренняя промывка + внешняя промывка + верхняя промывка. Используемая вода перерабатывается, что позволяет значительно снизить расходы. Механизм установлен снаружи отсека во избежание коррозии. Ванну для промывки легко содержать и оборудование имеет низкую частоту сбоев.
Используемая вода перерабатывается, что позволяет значительно снизить расходы. Механизм установлен снаружи отсека во избежание коррозии. Ванну для промывки легко содержать и оборудование имеет низкую частоту сбоев.
Оборудование рабочей дорожки
Напольное покрытие: FRP; материал дверей и окон: ПВХ
Каждый слот снабжен прозрачным смотровым окном с дверцей для проверки технического обслуживания. Рабочая среда удобна для персонала.
Внешний бак
Дренажная канава / сборная яма спроектирована вокруг корпуса резервуара. Трубопроводы распределены и расположены слоями. Ежедневный контроль и техническое обслуживание удобны для персонала, а управление системой организовано должным образом.
Трубопроводы распределены и расположены слоями. Ежедневный контроль и техническое обслуживание удобны для персонала, а управление системой организовано должным образом.
Главная комната управления
Комната управления питанием оборудования находится в центре, а также оборудована независимыми отсеками и термостатом с кондиционированием воздуха, что обеспечивает долговечную стабильную работу электрических компонентов.
Фильтр-пресс для шлаков фосфатирования
Тип: высокопроизводительная прецизионная фильтровальная бумага
Основная функция: фильтр-пресс и основной бак для фосфатирования образуют цикл, где фосфатные отходы перерабатываются, что снижает трудозатраты, повышает коэффициент использования оборудования, улучшает качество фосфатирования и экономит фосфатирующий раствор.
Бак для хранения соляной кислоты
Основные материалы: PE / FRP
Основная функция: временное хранение новой и старой соляной кислоты. Может очищать основной резервуар для замены соляной кислоты без остановки оборудования. Повышает срок службы соляной кислоты, является безопасным и надежным, уменьшает загрязнения окружающей среды и снижает затраты.
Башня очистки выхлопных газов
Основные материалы: FRP/PP.
Распределитель
Материал: FRP/ стальная плита/ плита из нержавеющей стали
3D моделирование
Секционная конструкция
Периферийные устройства
Бак обработки
Factroy поставка волоконная лазерная машина для резьбы по металлу волоконная лазерная маркировочная машина оборудование для травления металла|Лазерные сварочные станки|
Factroy поставка волоконная лазерная машина для резьбы по металлу волоконная лазерная маркировочная машина оборудование для травления металла
Особенности волоконно-лазерной маркировочной машины
1).
 Модернизированная машина Внешний вид:Высококачественная машинная рама, машинная рама с обтекаемой конструкцией,
Также лазерный генератор с изогнутой металлической крышкой, черно-белый цвет, очень красивый, может показать вашу фабрику
Модерна и прочность.
2).Хорошее качество в деталях:Все края машины мягкие, без угла наклона во всем мире, может защитить опер
А также материалы; закрытый шкаф управления, может открыть только со специальным ключом, защищает машину
Подделка другими людьми; большое тепловое выхлопывающее окно, лучшая эффективность охлаждения делают машину рабочей
Стабильнее.
3).Твердый корпус машины:Машина с сильной внутренней структурой, общая рама машины более тяжелая на 30 кг
Чем обычная машинная рама; CE стандартные машинные ножные колеса, двойная функция
4).Высокая скорость:Высокая скорость маркировки, скорость линии маркировки может достигать 12000 мм/сек.; мульти бренд высокой скорости
Можно выбрать маркировочную головку; многие автоматические операции могут реализовываться в нашем машинном контроллере, профессиональном
После продажи инженер будет направлять вас.
Модернизированная машина Внешний вид:Высококачественная машинная рама, машинная рама с обтекаемой конструкцией,
Также лазерный генератор с изогнутой металлической крышкой, черно-белый цвет, очень красивый, может показать вашу фабрику
Модерна и прочность.
2).Хорошее качество в деталях:Все края машины мягкие, без угла наклона во всем мире, может защитить опер
А также материалы; закрытый шкаф управления, может открыть только со специальным ключом, защищает машину
Подделка другими людьми; большое тепловое выхлопывающее окно, лучшая эффективность охлаждения делают машину рабочей
Стабильнее.
3).Твердый корпус машины:Машина с сильной внутренней структурой, общая рама машины более тяжелая на 30 кг
Чем обычная машинная рама; CE стандартные машинные ножные колеса, двойная функция
4).Высокая скорость:Высокая скорость маркировки, скорость линии маркировки может достигать 12000 мм/сек.; мульти бренд высокой скорости
Можно выбрать маркировочную головку; многие автоматические операции могут реализовываться в нашем машинном контроллере, профессиональном
После продажи инженер будет направлять вас. 5).Длительный срок использования:Срок службы нашей волоконной лазерной маркировочной машины составляет более 100000 рабочих часов, около 30 лет.
Нет расходной части и высокая скорость преобразования энергии. Может сэкономить больше денег для людей которые уже успели купить товар в долгосрочном использовании.
6).Высокая точность маркировки: Минимальные характеристики Высота: 0,15 мм. Минимальная ширина линии 0,02 мм.
7).Применение:Металл и неметалл; маркировка логотипа, кода, фотографий, букв и так далее.
8). Совместимость с мульти-программным обеспечением:Coreldraw, AutoCAD, Photoshop, illustrator И т. д.;
Поддержка различных форматов векторных и скалярных изображений, например:JPG, PNG, GIF, TIF, AI,PLT, DST, DXF, PCX,
BMPИ так далее.
5).Длительный срок использования:Срок службы нашей волоконной лазерной маркировочной машины составляет более 100000 рабочих часов, около 30 лет.
Нет расходной части и высокая скорость преобразования энергии. Может сэкономить больше денег для людей которые уже успели купить товар в долгосрочном использовании.
6).Высокая точность маркировки: Минимальные характеристики Высота: 0,15 мм. Минимальная ширина линии 0,02 мм.
7).Применение:Металл и неметалл; маркировка логотипа, кода, фотографий, букв и так далее.
8). Совместимость с мульти-программным обеспечением:Coreldraw, AutoCAD, Photoshop, illustrator И т. д.;
Поддержка различных форматов векторных и скалярных изображений, например:JPG, PNG, GIF, TIF, AI,PLT, DST, DXF, PCX,
BMPИ так далее.
Параметры волоконно-лазерной маркировочной машины
Модель | LXF-20W/30 Вт/50 Вт/70 Вт/100 Вт |
Источник лазерного излучения | Макс/Raycus/JPT/IPG |
Мощность лазера | 20 Вт/30 Вт/50 Вт/70 Вт/100 Вт/120 Вт |
Длина лазера | 1064nm |
Зона маркировки | 110*110 мм/150*150 мм/175*175 мм/200*200 мм/300*300 мм |
Поднимаясь вал | Подъемное управление с кнопкой; 500 мм/800 мм |
Минимальные характеристики Высота | 0,15 мм |
Минимальная ширина линии | 0,01 мм |
Повторите точность позиционирования | ± 0,002 мм |
Компьютер | Ноутбук компьютер |
Рама машины | Все в комплекте со стеклом для защиты глаз |
Напряжение | 220 V (110 V) |
Совместимое программное обеспечение | Coreldraw, AutoCAD, Photoshop, illustrator и т. |
Поддержка формат изображения | JPG, PNG, GIF, TIF, AI, PLT, DST, DXF, PCX, BMP |
Гарантия | 3 года (Бесплатная технологическая поддержка машины в течение всего срока службы) |
 Д.
Д.> Если вы заинтересованы в нашей лазерной маркировочной машине, я могу вам официальное предложение включено больше
ТехническиеПараметр, моя почта export05 @ linkcnc.com, whatsapp: + 8615966060793
> Пожалуйста, свяжитесь с Allison для получения более подробных фотографий и описания деталей.
> Различные приспособления и роторные может добавить для различного использования, мы также можем настроить специальный размер в соответствии
К продукту людей которые уже успели купить товар, скажите нам функции, которые вы хотите, наша команда дизайнеров поможет вамВоплотить в жизнь. Лучше предоставить нам
Лучше предоставить нам
Некоторые образцы фотографий, которые вам нужно отметить, будут хорошей справочной информацией для нас.
> Моя почта export05 @ linkcnc.com, whatsapp: + 8615966060793
1).3 года гарантии качества, Машина с основными частями (за исключением расходных материалов)
Будет нести ответственность за фиксацию и изменение бесплатно (некоторые части будут поддерживаться)
Если есть какие-либо проблемы (за исключением причины и форс-мажорных обстоятельств) В течение гарантийного срока.
2). Мы обеспечиваем машинную техническую поддержку машины в течение всего срока службы, независимо от того, у вас есть
Любые вопросы по эксплуатации машины, обслуживанию, настройке данных, наш инженер по послепродажному обслуживанию поможет вам.
3).Бесплатное обучение на нашем заводе. Вы можете прийти на наш завод, профессиональный инженер
Demostrate машина для вас, и научить вас, как использовать и техническое обслуживание машины.
4).18 часов (от 6:00 до 24:00) в день бесплатноТехническую поддержкуОнлайн или по электронной почтеПроблема решена
В центре сообщений в течение 24 часов. Мы имеем зрелое видео-руководство и ручную систему, которые помогут вам в кратчайшие сроки.
5). МашинаПроверьте и отрегулируйте перед поставкой. Мы отправим вам фотографии и работу
Видео для проверки, после получения вашего соглашения, мы организуем доставку для вас.
6).Предоставление технических услуг двери(Профессиональные инженеры могут предложить машинное обслуживание,
Ввод в эксплуатацию и техническое обслуживание за рубежом). Наш инженер поможет вам запустить машину,
Хорошо Отрегулируйте машину и обучите своих сотрудников пользоваться машиной.
7).Идеальный долгих путешествий сервис, Основные вопросы можно решить онлайн, опытныйКоманда инженеров, способнаяСудите и решите проблему для вас в соответствии с вашими Отзывы и простым тестом, они помогут вам
Со стороныTeam viewer или sСкайп.
JINAN LINK MANUFACTURE & TRADING CO., LTD.Занимается производством станков с ЧПУ и
Продвижение с тех пор, как 2004. У 700 квадратных метров и научно-исследовательских центра и 3,2 га фабрики. У
Более 15 лет, cnc машина продукт и опыт разработки, профессиональный дизайн и инженер продукта
Команда, опытные рабочие команды и зрелое послепродажное обслуживание. Формальный производственный процесс и строгий контроль
Система для compoment и машины, мы обеспечим вам самое лучшее качество машины и
Внимательное обслуживание, мы будем вашим самым надежным партнером в долгосрочной перспективе.
За исключениемЛазерная маркировочная машина, У нас также есть фрезерный станок с ЧПУ,Станок для плазменной резки, Лазерная гравировка машины
Станок для резки и гравировки, станок для лазерной резки волокон, станок для резки ножей, у нас есть все оборудование
Вы хотите, пожалуйста, свяжитесь с нами, чтобы получить дополнительную информацию:
(Allison Mail: export05 @ linkcnc. com, whatsapp: + 8615966060793)
com, whatsapp: + 8615966060793)
Транспортировка:
1) Перевозка морем, поездом или воздухом, внутренний транспорт грузовиком также в порядке.
2) мы можем организовать транспортировку для вас или ваш транспортер может забрать машину на нашей фабрике
Упаковка pureglas
1) чистка машины: машина будет очищена внутри и снаружи полностью перед упаковкой.
2) Защита деталей: вся поверхность металлической детали защитит масло; некоторые детали будут специально упакованы для безопасности.
3) Приспособление для пластиковой пленки: Все детали машины фиксируются пластиковыми пленками плотно с корпусом машины много раз.
4) Упаковка: упакована в чехол из фанеры по индивидуальному заказу, усилена железной трубкой.
В: Что я должен делать, когда у меня есть какие-то проблемы или вопросы?
A:Пожалуйста, свяжитесь с нами по Skype, Whatsapp, Wechat или по электронной почте, мы назначили профессиональных после продажи
Инженер для каждого клиента,Мы ответим вам как можно скорее и предложим решение в течение 24 часов.
В: Можете ли вы предоставить обучение на нашем месте?
A:Да, конечно. Наш инженер может хорошо говорить на английском языке и научить вас эксплуатации машины шаг за шагом
В вашей мастерской. Если у вас возникнут какие-либо вопросы по поводу машины, они очень готовы вам помочь.
В: Как выбрать наиболее подходящую модель машины?
A:Предоставьте нам свои материалы, маркировочный эффект, который вы хотите достичь, максимальный размер маркировки, бизнес
Отраслей,Если у вас есть какие-либо требования, вы можете сказать нам, у нас есть профессиональная команда дизайнеров, также
Подгоняйте согласно вашей производственной линии.
Вопрос: Как насчет гарантии?
A:3 года гарантии, за исключением расходных частей и бесплатной технической поддержки для машины на весь срок службы.
Контактная информация
Пожалуйста, свяжитесь с продавцом Allison
Электронная почта:Export05 @ linkcnc. com
com
Whatsapp/Wechat:+ 8615966060793
Скайп:Lingxiangcnc5
Веб-сайт: linkcnc.com
Обновление оборудования в травильном отделении ЛПЦ-2
С того момента, когда Карметкомбинат стал частью компании “LNM Group”, на металлургическом комбинате началась масштабная модернизация устаревшего оборудования в цехах предприятия. Одним из первых проектов стало обновление оборудования в травильном отделении ЛПЦ-2.
Без травления металла ни один стан холодной прокатки не может прокатать горячекатаный металл. Поэтому одним из первых шагов по модернизации оборудования на металлургическом комбинате была реконструкция средней технологической части НТА-1. В 1998 году была проделана большая работа, которая длилась около пяти месяцев. Полностью было разобрано старое оборудование и установлено новое: электроприводы, изгибо-растяжные машины, ванны травления. С тех пор цех работает на этом оборудовании, выполняя производственные задачи. Продукция ЛПЦ-2 по качеству и другим физическим требованиям полностью удовлетворяет сегодняшнего потребителя и соответствует зарубежным стандартам и стандартам СНГ.
Продукция ЛПЦ-2 по качеству и другим физическим требованиям полностью удовлетворяет сегодняшнего потребителя и соответствует зарубежным стандартам и стандартам СНГ.
Необходимость травления металла
Процедура травления металла в ЛПЦ-2 требует особого внимания. Для чего необходимо травление? По пути из ЛПЦ-1 во второй цех во время транспортировки металл остывает и образуется оксидная пленка. Для того чтобы ее снять, металл необходимо протравить (пропустить через ванну с кислотой определенной концентрации). Пройдя эту процедуру, поверхностная окалина снимается и остается чистый металл, годный для дальнейшей переработки.
Работа до модернизации
До 1998 года в травильном отделении ЛПЦ-2 стояли погружные ванны, и система, соответственно, была погружная. С приходом нового инвестора было закуплено современное оборудование, ванны были заменены на герметичные, применена новая технология травления металла путём подачи раствора соляной кислоты под давлением через систему форсунок непосредственно на поверхность полосы. Все это позволило не только улучшить производственный процесс, но и сделать условия труда более безопасными. С того времени в травильном отделении стало возможным трудиться без использования масок, поскольку ПДК паров соляной кислоты в воздухе при работе оборудования не превышает нормы.
Все это позволило не только улучшить производственный процесс, но и сделать условия труда более безопасными. С того времени в травильном отделении стало возможным трудиться без использования масок, поскольку ПДК паров соляной кислоты в воздухе при работе оборудования не превышает нормы.
Кроме того, новое оборудование позволило увеличить скорость травления и добиться производства линий травления до двух миллионов тонн стали в год.
Дмитрий Вальман, начальник ЛПЦ-2
– Тогда основная задача была ускорить и увеличить производство, а также изменить в лучшую сторону экологический аспект. Раньше люди, которые работали в травилке, работали в худших условиях, что безусловно сказывалось на работоспособности и здоровье сотрудников. Сейчас такого нет, – говорит начальник ЛПЦ-2 Дмитрий Вальман.
Травильное отделение сегодня
В настоящее время в ЛПЦ-2 действуют две линии травления, которые позволяют переработать весь металл, проходящий через передел холодного проката. В том числе и подкат для ЦГЦА.
В 2001 году в ЛПЦ-2 провели реконструкцию эмульсионной системы пятиклетевого стана с переходом на новое прокатное масло.
Поскольку при холодной прокатке выделяется большое количество тепла,
для отвода тепла, выделяемого в процессе холодной прокатки, а также для уменьшения силы трения в очаге деформации применяется СОЖ в виде эмульсии воды и прокатного масла определенной концентрации.
До реконструкции стан работал на советских маслах, а проектная мощность стана позволяла катать один миллион триста тысяч тонн металла в год.
Установка новой эмульсионной системы с использованием нового прокатного масла, а также введение современной системы подачи и удаления эмульсии с полосы позволила увеличить скорость прокатки и прокатать в 2005 году один миллион четыреста шестьдесят тысяч тонн продукции. Это на двести шестьдесят тонн больше проектной мощности. Также это позволило освоить более тонкий сортамент продукции, что положительно сказалось на конкурентоспособности предприятия.
Следующим этапом модернизации в 2002 году стала установка станка фирмы «Waldrich Siegen, Германия» для текстурирования рабочих валков в ВШМ и установка на АПР-1,3 промасливающих машин фирмы «FARA».
Это современное оборудование, которое позволяет делать насечку методом электрической эрозии. Раньше валки насекались с помощью дроби. Сейчас все это работает в виде электрического разряда, который подается на валок и придает ему необходимую шероховатость. Таким образом, сейчас есть возможность регулировать шероховатость в нужном для прокатки металла диапазоне. Это способствует улучшению качества металла, соответствующего всем современным стандартам.
Промасливающие машины фирмы «FARA» (Англия) необходимы для того, чтобы покрывать металл консервационным маслом, что позволяет предотвратить процесс коррозии металла при попадании на него влаги при транспортировке потребителю.
В 2010 году на пятиклетевом стане были введены в работу установки по осушке воздуха фирмы «Atlas Copko, Бельгия». До этого, весной и осенью, при повышении влаги в окружающей среде в цехе имелись проблемы. Влажный воздух попадал в систему сдува эмульсии с полосы прокатки, что приводило к коррозии. Теперь этот качественный показатель не зависит от времени года.
В 2013 году в работу была введена система автоматического управления отжигом металла в колпаковых печах термического отделения.
Сейчас колпаковые печи работают по математической модели отжига, что позволило сократить время отжига в печах, повысив их производительность от 5 до 10 процентов. Это привело к экономии очень важного энергетического ресурса – коксодоменного газа.
Поделиться статьёй
Операторы оборудования для очистки, мойки и травления металла и тендеры на My Next Move
Оператор по уборке помещений (оператор CIP), техник по санитарии, работник санитарии, дезинфицирующее средство
Чем они занимаются:
Используйте или ухаживайте за машинами для мытья или чистки продуктов, таких как бочки или бочонки, стеклянные изделия, жесть, продукты питания, целлюлоза, уголь, пластик или резина, чтобы удалить загрязнения.
На работе вы бы:
- Добавляйте в оборудование определенное количество химикатов в необходимое время для поддержания уровня и концентрации раствора.
- Наблюдайте за работой машины, манометрами или термометрами и отрегулируйте органы управления для поддержания заданных условий.
- Набор средств управления для регулирования температуры и продолжительности циклов, а также запуска конвейеров, насосов, мешалок и машин.
Промышленные или сельскохозяйственные товары
Искусство и гуманитарные науки | Базовые навыки
Решение проблем
| Использование рук и пальцев
Выносливость
|
Людям, заинтересованным в этой работе, нравятся мероприятия, включающие практических, практических проблем и решений. Они преуспевают в работе, где требуется:
| Вы можете использовать подобное программное обеспечение в работе: Программа для работы с электронными таблицами Программное обеспечение для обработки текстов Пользовательский интерфейс базы данных и программное обеспечение запросов |
Операторы оборудования для очистки, мойки и травления металлов и тендеры | Карьера
Общая информация
Описание
Управляйте машинами или ухаживайте за ними для мытья или очистки продуктов, таких как бочки или бочонки, стеклянные изделия, жесть, пищевые продукты, целлюлоза, уголь, пластик или резина, чтобы удалить загрязнения.
Обзор рабочего места
Что вы можете ожидать от работы
- Ответственность
- Подверженность профессиональным опасностям
- Физическая активность
- Принятие решения
- Повторяемость
- Уровень конкуренции
- Давление времени
Нет информации по этому разделу
Заработная плата
Средняя заработная плата
Заработная плата
31 850 долл. США
Заработная плата по штатам
Серые состояния указывают на отсутствие данных
Нет информации по этому разделу
Образование
Самые распространенные уровни образования
Люди в этой карьере достигают этого уровня образования.
Средняя школа
59%Меньше, чем в высшей школе
31%Несколько колледжей некоторые колледжи
3%Степень младшего специалиста
3%Степень магистра
0%Докторская степень
0%Степень бакалавра
0%Пост бакалавра
0%Постдокторантура
0%Аттестат магистратуры
0%Первая профессиональная степень
0%Аттестат о высшем образовании
0%
Знание
- Производство и обработка
- Психология
- Механический
- Английский язык
- Администрирование и менеджмент
Краткий обзор навыков
Навыки, полезные в этой карьере
- Вербальные навыки
- Критическое мышление и решение проблем
- Эксплуатация и обслуживание оборудования
- Навыки математики и естествознания
- Технология проектирования и управления
- Лидерство
Нет информации по этому разделу
| Важность | Деятельность |
|---|---|
Выполнение общих физических упражнений — Выполнение физических упражнений, требующих значительного использования рук и ног и движений всего тела, таких как лазание, подъем, балансировка, ходьба, наклоны и обращение с материалами. | |
Связь с руководителями, коллегами или подчиненными — Предоставление информации руководителям, коллегам и подчиненным по телефону, в письменной форме, по электронной почте или лично. | |
Получение информации — наблюдение, получение и иным образом получение информации из всех соответствующих источников. | |
Помощь и уход за другими — оказание личной помощи, медицинской помощи, эмоциональной поддержки или другой личной заботы другим людям, например коллегам, клиентам или пациентам. | |
Установление и поддержание межличностных отношений — Развитие конструктивных и основанных на сотрудничестве рабочих отношений с другими и поддержание их с течением времени. | |
Управление машинами и процессами — Использование механизмов управления или непосредственной физической активности для управления машинами или процессами (за исключением компьютеров или транспортных средств). | |
Организация, планирование и определение приоритетов работы — разработка конкретных целей и планов для определения приоритетов, организации и выполнения вашей работы. | |
Обработка и перемещение предметов — Использование рук и рук при обращении, установке, размещении и перемещении материалов, а также манипулировании предметами. | |
Принятие решений и решение проблем — анализ информации и оценка результатов для выбора наилучшего решения и решения проблем. | |
Координация работы и деятельности других — привлечение членов группы к совместной работе для выполнения задач. | |
Обучение и обучение других — Выявление образовательных потребностей других, разработка формальных образовательных или учебных программ или классов, а также обучение или инструктаж других. | |
Идентификация объектов, действий и событий — идентификация информации путем категоризации, оценки, распознавания различий или сходств и обнаружения изменений в обстоятельствах или событиях. | |
Проверка оборудования, конструкций или материалов — Проверка оборудования, конструкций или материалов для выявления причин ошибок или других проблем или дефектов. | |
Руководство, руководство и мотивация подчиненных — Обеспечение руководства и указаний для подчиненных, включая установление стандартов работы и мониторинг эффективности. | |
Разработка и построение команд — поощрение и укрепление взаимного доверия, уважения и сотрудничества между членами команды. | |
Оценка информации для определения соответствия стандартам — Использование соответствующей информации и индивидуальных суждений для определения того, соответствуют ли события или процессы законам, постановлениям или стандартам. | |
Оценка качества вещей, услуг или людей — оценка ценности, важности или качества вещей или людей. | |
Коучинг и развитие других — Определение потребностей в развитии других и обучение, наставничество или иная помощь другим в улучшении их знаний или навыков. | |
Мониторинг процессов, материалов или окружающей среды — мониторинг и анализ информации из материалов, событий или окружающей среды для обнаружения или оценки проблем. | |
Выполнение административных действий — выполнение повседневных административных задач, таких как ведение информационных файлов и обработка документов. | |
Разрешение конфликтов и ведение переговоров с другими — рассмотрение жалоб, урегулирование споров и разрешение жалоб и конфликтов или иным образом ведение переговоров с другими лицами. | |
Действующие транспортные средства, механизированные устройства или оборудование — Бегущие, маневрирующие, навигационные или управляющие транспортными средствами или механизированным оборудованием, например вилочными погрузчиками, пассажирскими транспортными средствами, самолетами или плавсредствами. | |
Обновление и использование соответствующих знаний — техническая поддержка и применение новых знаний в вашей работе. |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Как стать оператором оборудования для очистки, мойки и травления металла и принять участие в тендере (Пошаговое руководство)
Какая степень вам нужна
Мы провели опрос, чтобы узнать у других операторов оборудования для очистки, мойки и травления металла и участников тендеров, какой уровень у них был, когда они стали операторами оборудования для очистки, мойки и травления металла и участником тендера.Вот результаты.
Диплом средней школы
Диплом меньше средней школы
Аттестат колледжа
Один из наиболее частых вопросов, который мы всегда получаем, — какая специальность или степень мне нужна, чтобы стать оператором уборочного оборудования, или какие курсы мне нужно пройти.
Мы также спросили операторов уборочного оборудования, какую специальность они получают в колледже или университете, и вот 5 самых популярных специальностей, которые были предложены.
Большинство операторов оборудования для очистки, мойки и травления металла и тендеров обычно поступают на работу с дипломом об окончании средней школы.Для этой карьеры нет особых требований к образованию.
Насколько это сложно
Вам могут потребоваться некоторые предыдущие профессиональные навыки, знания или опыт, чтобы стать оператором оборудования для очистки, мойки и травления металла и участником тендера. Например, кассиру в банке будет полезно иметь опыт работы непосредственно с населением.
Карьера этой категории сложности требует от нескольких месяцев до одного года обучения на рабочем месте.
Требуется соответствующий опыт работы
Нет
1-2 года
от 3 до 6 месяцев
от 6 месяцев до 1 года
Нет
от 1 до 3 месяцев
Лицензия и сертификаты
Нужна ли вам лицензия или сертификат
Лицензия или сертификация не требуются
Требуемые навыки
Мы спросили других операторов уборочного оборудования, могут ли они иметь только 5 навыков, какими бы они были.Вот что они сказали.
| 1. | Эксплуатация и управление |
| 2. | Мониторинг работы |
| 3. | Мониторинг |
| 4. | Критическое мышление |
| 5. | Судебные решения и принятие решений |
= Большой спрос, который ищут работодатели
Требуются знания
Как и в любой другой работе, вам потребуются определенные ноу-хау, чтобы преуспеть в своей работе.Операторы уборочного оборудования, как правило, очень хорошо осведомлены в этих 5 ключевых областях.
| 1. | Производство продуктов питания |
| 2. | Производство и обработка |
| 3. | Администрирование и менеджмент |
| 4. | Образование и обучение |
| 5. | Английский язык |
Другие вакансии
Подробнее об операторах оборудования для очистки, мойки и травления металла и тендерах
Найдите колледж с желаемой специализацией
Требования к операторам оборудования для очистки, мойки и травления металлов и тендерам
Требования к операторам оборудования для очистки, мойки и травления металла и тендерам, как стать операторами оборудования для очистки, степень, необходимая для работы в качестве оператора оборудования для очистки, мойки и травления металла, и тендер, оператор оборудования для очистки, мойки и травления металла и тендеры, лицензия и сертификаты по специальности оператор оборудования для очистки, мойки и травления металла и тендер, трудно ли стать оператором оборудования для очистки, мойки и травления металла и тендер и сколько времени это займет
Чем занимаются операторы уборочного оборудования (включая их обычный рабочий день)
Описание работы
Уборочное оборудование Операторы работают с машинами для мытья или очистки продуктов, таких как бочки или бочонки, стеклянные изделия, жесть, продукты питания, целлюлоза, уголь, пластик или резина, для удаления примесей.Они также добавляют определенное количество химикатов в оборудование в необходимое время для поддержания уровней и концентраций раствора.
Другие задачи включают:
- Наблюдайте за работой машины, манометрами или термометрами и отрегулируйте органы управления для поддержания заданных условий.
- Установите элементы управления для регулирования температуры и продолжительности циклов, а также запуска конвейеров, насосов, мешалок и машин.
- Взять образцы для лабораторного анализа или испытательные растворы на соответствие спецификациям, таким как кислотность или удельный вес.
- Отрегулируйте, очистите и смажьте механические части машин с помощью ручных инструментов и шприцов для смазки.
- Слейте, очистите и наполняйте машины или резервуары через определенные промежутки времени, используя чистящие растворы или воду.
- Управляйте машинами или ухаживайте за ними для мытья и удаления примесей с таких предметов, как бочки или бочонки, изделия из стекла, поверхности жести, сухофрукты, мякоть, скот, уголь, промышленные товары, пластик или резина.
Мы спросили операторов уборочного оборудования, насколько они довольны своей работой.Вот что они сказали.
Насколько значима эта работа
61% из них заявили, что довольны своей работой, а 46% заявили, что считают, что их работа делает мир лучше или помогает сделать лучше чью-то жизнь.
Обычный рабочий день
Операторы чистящего оборудования ежедневно регулируют, чистят и смазывают механические части машин с помощью ручных инструментов и шприцов для смазки. Они загружают машины обрабатываемыми предметами и разгружают их после очистки, размещая на конвейерах или стеллажах.
- Отмеряйте, взвешивайте или смешивайте чистящие растворы, используя мерные емкости, калиброванные стержни или всасывающие трубки.
- Слейте, очистите и наполняйте машины или резервуары через определенные промежутки времени, используя чистящие растворы или воду.
- Добавляйте в оборудование определенное количество химикатов в необходимое время для поддержания уровня и концентрации раствора.
- Наблюдайте за работой машины, манометрами или термометрами и отрегулируйте органы управления для поддержания заданных условий.
- Управляйте машинами или ухаживайте за ними для мытья и удаления примесей с таких предметов, как бочки или бочонки, изделия из стекла, поверхности жести, сухофрукты, мякоть, скот, уголь, промышленные товары, пластик или резина.
Мы задали операторам уборочного оборудования несколько вопросов, чтобы узнать, как еще выглядит их рабочий день. Вот что мы нашли.
| Вы каждый день разговариваете по телефону на этой работе? | 0% сказали, что да | |
| Насколько важно работать в команде на этой работе? | 46% отметили очень важное | |
| У вас на этой работе ежедневные групповые обсуждения? | 62% сказали, что да | |
| Вы каждый день общаетесь или работаете с клиентами на этой работе? | 0% сказали, что да | |
| Приходится ли вам каждый день иметь дело с рассерженными клиентами на этой работе? | 5% сказали, что да | |
| Приходится ли вам каждый день принимать решения на этой работе? | 23% сказали, что да |
Прочие обязанности
Помимо обычного рабочего дня, операторы уборочного оборудования также добавляют в оборудование определенные количества химикатов в необходимое время для поддержания уровня и концентрации раствора.Они также могут измерять, взвешивать или смешивать чистящие растворы, используя мерные емкости, калиброванные стержни или всасывающие трубки.
Еженедельно или ежемесячно операторы чистящего оборудования отбирают образцы для лабораторного анализа или проверяют растворы на соответствие спецификациям, таким как кислотность или удельный вес. Они также могут слить, очистить и заправить машины или резервуары через определенные промежутки времени, используя чистящие растворы или воду.
Кроме того, они регистрируют показания датчиков, используемые материалы, время обработки или результаты испытаний в производственных журналах.
Хотя конкретные обязанности могут различаться, многие из них проверяют и проверяют машины на предмет неисправностей.
В обязанности некоторых операторов уборочного оборудования входит также эксплуатация или обслуживание машин для мытья и удаления примесей с таких предметов, как бочки или бочонки, изделия из стекла, поверхности жести, сухофрукты, мякоть, скот, уголь, промышленные товары, пластик или резина.
Срок службы
Рабочие часы
График работы
В обычную рабочую неделю в качестве оператора оборудования для очистки, мойки и травления металла и тендера вы можете рассчитывать на 40-часовую рабочую неделю.
Работают ли операторы уборочного оборудования в офисной среде?
Каждый день
Никогда
Работают ли операторы уборочного оборудования на открытом воздухе?
Никогда
Один раз в неделю
Подходит ли мне это
Лучшая личность для этой карьеры
Людям, подходящим для этой работы, как правило, нравится такая работа, которая включает в себя практические проблемы и решения.Им нравится работать с растениями, животными и реальными материалами, такими как дерево, инструменты и машины.
Им также нравится следовать установленным процедурам и процедурам. Им больше нравится работать с данными и деталями, чем с идеями.
Подробнее об этих типах карьерных личностей можно прочитать здесь.
Другие вакансии
Подробнее об операторах оборудования для очистки, мойки и травления металла и тендерах
Найдите колледж с желаемой специализацией
, связанные с операторами оборудования для очистки, мойки и травления металла, и тендеры Описание работы
Описание работы операторов оборудования для очистки, мойки и травления металла и тендеров, чем занимаются операторы оборудования для очистки, мойки и травления металла и тендеры, типичный день для операторов оборудования для очистки, мойки и травления металла и тендеров, каково это работать в качестве Оператор оборудования для очистки, мойки и травления металла и тендер, сколько часов работают операторы оборудования для очистки, мойки и травления металла и тендеры, повседневная работа оператора оборудования для очистки, мойки и травления металла и тендер
Дополнительные ресурсы
http: // www.bls.gov/oes/current/oes519192.htm
Понимание линии рассола | Оборудование для обработки металлов
Травление — это обработка поверхности металла, используемая для удаления загрязнений, таких как пятна, неорганические загрязнения, ржавчина или окалина, с черных металлов, меди, драгоценных металлов и алюминиевых сплавов. Раствор под названием травильный щелок , содержащий сильные кислоты, используется для удаления поверхностных примесей. Он обычно используется для удаления окалины или очистки стали в различных процессах производства стали.
После того, как рулон горячей ленты покидает стан горячей прокатки, он проходит ряд дополнительных этапов обработки. Первый из них — травление, которое включает разматывание стали и пропускание ее через ряд резервуаров с соляной кислотой и резервуаров для промывки.
В качестве первичной используемой кислоты используется соляная кислота, хотя раньше чаще использовалась серная кислота. Соляная кислота дороже серной, но протравливается намного быстрее, сводя к минимуму потери основного металла. Скорость является требованием для интеграции в автоматические сталелитейные заводы, производящие продукцию на высокой скорости; сообщалось о скоростях до 800 футов / мин (≈243 м / мин).
Углеродистые стали с содержанием сплава менее или равным 6% часто травятся в соляной или серной кислоте. Стали с содержанием сплава более 6% должны протравливаться в два этапа с использованием других кислот, таких как фосфорная, азотная и плавиковая кислота. Нержавеющие и кислотоустойчивые хромоникелевые стали протравливают в ванне соляной и азотной кислот. Большинство медных сплавов протравливаются в разбавленной серной кислоте, но латунь протравливается концентрированной серной и азотной кислотами, смешанными с хлоридом натрия и сажей.
Листовая сталь, подвергающаяся кислотному травлению, окисляется (ржавеет) в атмосферных условиях с умеренно высокой влажностью. По этой причине наносится тонкая пленка масла или аналогичного водонепроницаемого покрытия, чтобы создать барьер для влаги в воздухе.