2.1.2. ОБОЗНАЧЕНИЕ РЕЗЬБЫ
В общем случае в
обозначение резьбы входят :
1.
буквенный
знак резьбы;
2.
номинальный
размер в миллиметрах или дюймах;
3.
размер
шага;
4.
для многозаходной
резьбы – значение хода с указанием шага;
5.
буквы LH для левой резьбы;
6.
буквенно-цифровое
обозначение поля допуска или буквенное обозначение класса точности;
7.
цифровое
значение или буквенное обозначение длины свинчивания, если она отличается от
нормальной.
Условное
обозначение метрической резьбы регламентирует ГОСТ 8724-81. Оно состоит из буквы М (символа
метрической резьбы), номинального диаметра резьбы, шага и направления резьбы
(если она левая). Многозаходные метрические резьбы обозначают (после
номинального диаметра) буквами Рh, значением хода резьбы, буквой Р и числовым значением шага. Пример
обозначения трехзаходной левой метрической резьбы с номинальным диаметром 24 мм, с шагом 1 мм и значением хода 3 мм: М24´Рh4Р1-LH.
Примеры обозначения
метрической резьбы и варианты его нанесения на чертеже приведены на рис. 2.14.
Варианты нанесения обозначений на рис. 2.14, а и 2.14, в
предпочтительней.
Условное обозначения
метрической конической резьбы (ГОСТ 25229-82) включает
буквенное обозначение (МК), диаметр резьбы в основной плоскости, шаг и
направление (если оно левое). Обозначение наносят, как показано на рис. 2.15,
2.16 . Варианты нанесения обозначения на рис. 2.15, а и 2.16, а
предпочтительней.
Условное обозначение
трубной цилиндрической резьбы регламентирует ГОСТ 6357-81. Оно состоит
Оно состоит
из буквы G и условного размера – внутреннего диаметра трубы в дюймах.
Обозначение наносится на изображение, как показано на рис. 2.17, 2.18. Варианты
нанесения обозначения на рис. 2.17, а
и 2.18, а предпочтительней.
Условное обозначение трубной
конической резьбы (ГОСТ
6211-81) состоит из буквенного обозначения R (наружная резьба) и Rс (внутренняя резьба), диаметра резьбы в основной плоскости
в дюймах (рис. 2.19 и 2.20). Варианты нанесения обозначения на рис. 2.19, а и 2.20, а предпочтительней.
Условное обозначение
трапецеидальной резьбы.
Обозначение однозаходной трапецеидальной резьбы (ГОСТ 9484-81) состоит из букв Tr, наружного диаметра и шага (рис. 2.21 и 2.22). Варианты нанесения
обозначения на рис. 2.21, а и 2.22, а предпочтительней.
Обозначение многозаходной трапецеидальной резьбы (ГОСТ 24739-81) состоит из
букв Tr, наружного диаметра, хода и шага (рис. 2.23 и
2.24). Варианты нанесения обозначения на рис. 2.23, а и 2.24, а
предпочтительней.
Условное обозначение упорной
резьбы (ГОСТ 10177-82) состоит из буквы S,
наружного диаметра и шага резьбы: S28×5. Для
многозаходной резьбы обозначение состоит
из буквы S, наружного диаметра, хода и шага: S28×10(Р5)LH. Варианты нанесения
обозначения на рис. 2.25, а и 2.26, а предпочтительней.
Условное обозначение круглой резьбы для электротехнической арматуры по ГОСТ
28108-89 состоит из букв Е (серия) и
наружного диаметра, например, Е27 (рис. 2.27).
2.27).
Резьба прямоугольная не
стандартизованная на чертежах задается всеми конструктивными размерами:
наружным и внутренним димаметрами, шагом, шириной зуба. Варианты нанесения
размеров резьбы с прямоугольным профилем показаны на рис. 2.28, а, б,
в. Рекомендуется показывать в масштабе увеличения профиль данной резьбы
и все ее размеры.
Обозначение резьбы
В обозначение метрической цилиндрической резьбы входят буква М и номинальный диаметр резьбы, причем крупный шаг не указывают: М5; М56. В обозначении резьбы с мелким шагом дополнительно указывают шаг резьбы М5×0,5; М56×2. В конце условного обозначения левой резьбы ставят буквы LH, например: М5LH; М56x2LH. В обозначении резьбы также указывают класс точности: М5-6g.
Резьба метрическая коническая
Метрическая коническая резьба обозначается буквами МК, например: МКx30; левая резьба МК30x2LH. В обозначении внутренней цилиндрической резьбы, свинчиваемой с конической, приводят номер стандарта конической резьбы М30×2 ГОСТ 25229-82.
Резьба трубная цилиндрическая
Условное обозначение резьбы состоит из буквы G, обозначения номинального диаметра резьбы в дюймах, и класса точности среднего диаметра. Для левой резьбы обозначение дополняется буквами LH. G1½ — В — резьба трубная цилиндрическая, номинальный диаметр 1½ дюйма, класс точности В. G1½ LH — В — резьба трубная цилиндрическая, номинальный диаметр 1½ дюйма, класс точности В, левая. Длину свинчивания указывают в миллиметрах после обозначения класса точности: G1½-В-40.
Резьба трубная коническая
Условное обозначение резьбы состоит из букв R, размера номинального диаметра в дюймах. Обозначение Rc используют для трубной конической внутренней резьбы.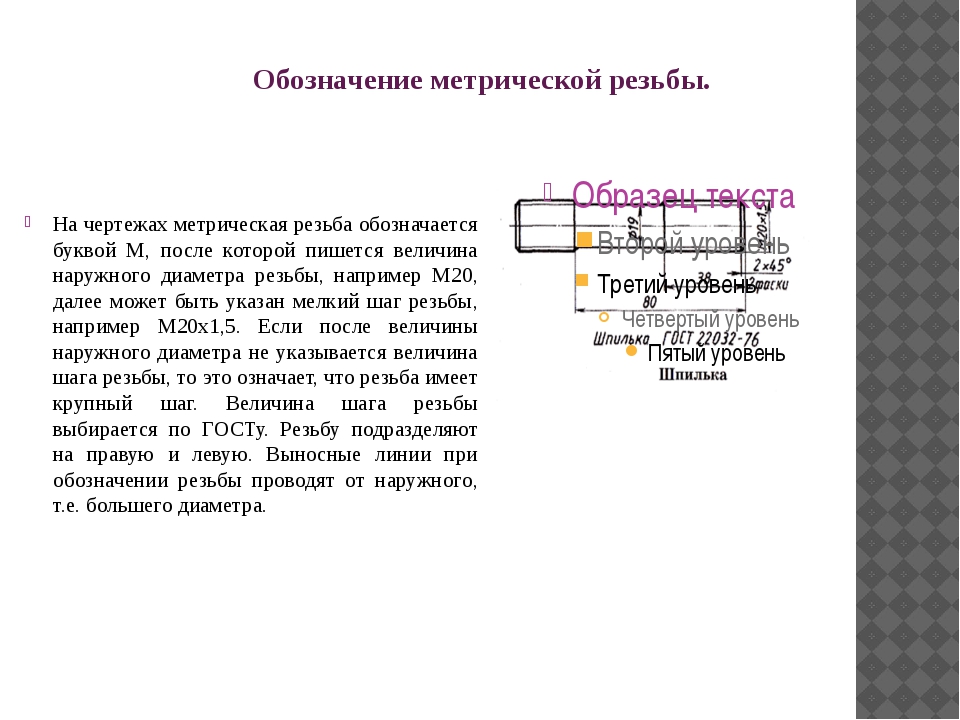 Условное обозначение левой резьбы дополняется буквами LH.
Условное обозначение левой резьбы дополняется буквами LH.
R1 ½ — наружная трубная коническая резьба, номинальный диаметр 1 ½ дюйма.
R1 ½ LH — наружная трубная коническая резьба, номинальный диаметр 1 ½ дюйма, левая.
Резьба трапецеидальная
Трапецеидальные резьбы обозначаются буквами Tr, затем указывают номинальный диаметр резьбы в миллиметрах, шаг резьбы (ход и шаг, если эта резьба многозаходная), направление резьбы (для правой резьбы не указывают, для левой буквами LH), и класс точности резьбы.
Tr 20×4 (Р2)- 8е — Резьба трапецеидальная, номинальный диаметр 20 мм, ход 4 мм, шаг 2 мм, двухзаходная, правая, класс точности 8е.
Tr 20×4 (Р2)LH- 8е — Резьба трапецеидальная, номинальный диаметр 20 мм, ход 4 мм, шаг 2 мм, двухзаходная, левая, класс точности 8е.
Tr 80×4 — 6h – резьба трапецеидальная, номинальный диаметр 80 мм, шаг 4 мм, правая, класс точности 6h.
Резьба упорная
Упорные резьбы обозначаются буквами S, затем указывают номинальный диаметр резьбы в миллиметрах, шаг резьбы (ход и шаг, если эта резьба многозаходная), направление резьбы (для правой резьбы не указывают, для левой буквами LH), и класс точности резьбы.
S100x60 (Р20) – 4H — резьба упорная, номинальный диаметр 100 мм, ход 60 мм, шаг 20 мм, трехзаходная, правая, класс точности 4Н.
S80x10 LH- 6е – резьба упорная, номинальный диаметр 80 мм, шаг 10 мм, левая, класс точности 6е.
Обозначаются на чертеже как и трапецеидальные резьбы, только со своим обозначением.
Размеры трубных и конических резьб, указываемые в обозначениях, являются условными, так как они в большинстве случаев относятся к внутренним диаметрам труб, а не к наружным диаметрам резьбы. Например, если в обозначении трубной цилиндрической резьбы стоит размер 2″ (2 дюйма), то наружный диаметр резьбы согласно стандарту на размеры трубных резьб будет равен 59,616 мм, при внутреннем диаметре трубы — 50 мм.
Изображение и обозначение резьбы на чертежах — Работа по чертежу и технологической карте с точностью обработки до 0,1 мм — Комплексные работы
Резьбу на стержнях изображают по наружному диаметру сплошными основными линиями, а по внутреннему — сплошными тонкими.
Изображение резьбы на стержне винта
Основные элементы метрической резьбы (наружный и внутренний диаметры, шаг резьбы, длину и угол резьбы) вы изучали в пятом классе. На рисунке указаны некоторые эти элементы, но на чертежах таких надписей не делают.
Резьбу в отверстиях изображают сплошными основными линиями по внутреннему диаметру резьбы и сплошными тонкими по наружному.
Изображение резьбы в отверстии
Условное обозначение резьбы показано на рисунке. Читать надо так: резьба метрическая (М) с наружным диаметром 20 мм, третьего класса точности, правая, с крупным шагом — «Резьба М20 кл. 3».
Обозначение правой резьбы с крупным шагом
На рисунке обозначение резьбы «М25Х1,5 кл. 3 левая» следует читать так: резьба метрическая, наружный диаметр резьбы 25 мм, шаг 1,5 мм, мелкая, третьего класса точности, левая.
Обозначение левой резьбы
Вопросы
- Какими линиями изображают резьбу на стержне?
- Какими линиями показывают резьбу в отверстии?
- Как обозначают резьбу на чертежах?
- Прочитайте записи «М10Х1 кл. 3» и «М14Х1,5 кл. 3 левая».
Рабочий чертеж
Каждое изделие — машина или механизм — состоит из отдельных, соединенных между собой, деталей.
Детали обычно изготовляют литьем, ковкой, штамповкой. В большинстве случаев такие детали подвергают механической обработке на металлорежущих станках — токарных, сверлильных, фрезерных и других.
Чертежи деталей, снабженные всеми указаниями для изготовления и контроля, называют рабочими чертежами.
На рабочих чертежах указывают форму и размеры детали, материал, из которого ее надо изготовить. На чертежах проставляют чистоту обработки поверхностей, требования к точности изготовления — допуски. Способы изготовления и технические требования к готовой детали указывают надписью на чертеже.
Чистота обработки поверхности. На обработанных поверхностях всегда остаются следы обработки, неровности. Эти неровности, или, как говорят, шероховатость поверхности, зависят от инструмента, которым обрабатывают.
Например, поверхность, обработанная драчёвым напильником, будет более шероховатой (неровной), чем после обработки личным напильником. Характер шероховатости зависит также от свойств материала изделия, от скорости резания и величины подачи при обработке на металлорежущих станках.
Для оценки качества обработки установлено 14 классов чистоты поверхностей. Классы обозначают на чертежах одним равносторонним треугольником (∆), рядом с которым проставляют номер класса (например, ∆ 5).
Способы получения поверхностей разной чистоты и их обозначения на чертежах. Чистота обработки одной детали бывает не везде одинаковая; поэтому на чертеже указывают, где и какая требуется обработка.
Условное обозначение чистоты поверхности на чертеже
Знак со вверху чертежа указывает, что для грубых поверхностей требований к чистоте обработки не предъявляют. Знак ∆ 3 в правом верхнем углу чертежа, взятый в скобки, ставят, если к обработке поверхности детали предъявляют одинаковые требования. Это поверхность со следами обработки драчёвыми напильниками, обдирочными резцами, абразивным кругом.
Знаки ∆ 4 — ∆ 6 — получистая поверхность, с малозаметными следами обработки чистовым резцом, личным напильником, шлифовальным кругом, мелкой шкуркой.
Знаки ∆ 7 — ∆ 9 — чистая поверхность, без видимых следов обработки. Такой обработки достигают шлифованием, опиливанием бархатным напильником, шабрением.
Знак ∆ 10 — очень чистая поверхность, достигнутая тонким шлифованием, доводкой на оселках, опиливанием бархатным напильником с маслом и мелом.
Знаки ∆ 11 — ∆ 14 — классы чистоты поверхности, достигают специальными обработками.
Способы изготовления и технические требования к готовой детали на чертежах указывают надписью (например, притупить острые кромки, закалить, воронить, сверлить отверстие вместе с другой деталью и другие требования к изделию).
Вопросы
- Какими значками обозначают чистоту обработки поверхности?
- После какого вида обработки можно получить чистоту поверхности ∆ 6?
Задание
Прочитайте чертеж на рисунке и ответьте письменно на вопросы по предлагаемой форме.
| Вопросы для чтения чертежа | Ответы |
| 1. Как называется деталь? | – |
| 2. Где ее применяют? | – |
| 3. Перечислите технические требования к детали | – |
| 4. Как называется вид чертежа? | – |
| 5. Какие условности имеются на чертеже? | – |
| 6. Какова общая форма и габарит детали? | – |
| 7. Какая резьба нарезана на стержне? | – |
| 8. Укажите элементы и размеры детали | – |
Чертеж винта
«Слесарное дело», И.Г.Спиридонов,
Г.П.Буфетов, В.Г.Копелевич
Обозначение резьбы на чертеже согласно ГОСТ
Самое большое распространение получили крепежные изделия, которые имеют резьбовую поверхность. За счет определенного сочетания витков и впадин обеспечивается надежное крепление, выдерживающее большое давление. Существует просто огромное количество различных крепежей, все они характеризуются определенными эксплуатационными характеристиками.
Обозначение резьбы
Классификация резьбы
Резьбовая поверхность может классифицироваться по достаточно большому количеству различных признаков. Применяемые обозначения позволяют определить основные параметры, за счет чего упрощается выбор подходящих крепежных элементов. В зависимости от того, какая поверхность обрабатывается, выделяют наружную и внутреннюю резьбу. Для внутренней и наружной резьбы свойственны свои одинаковые характеристики. Кроме этого, выделяют следующие типы соединений:
- Метрические.
- Метрические конического типа.
- Трубные цилиндрического типа.
- Конические трубные.
- Конические двойные.
- Упорная резьба.
- Круглая.
- Трапецеидальная.
Классификация резьбы
Витки могут быть левыми и правыми. Распространение левой резьбы довольно большое, она служит для крепления обычных и ответственных деталей.
Профили и параметры резьбы
Наибольшее распространение получил метрический профиль. Для регламентирования основных параметров был принят ГОСТ 9150-81, который затем сменился ГОСТ 9150-2002 . Среди особенностей подобной поверхности можно отметить следующие моменты:
- Витки напоминают равносторонний треугольник, угол профиля 60 градусов. Наружные витки обладают несколько иным углом притупления витков и впадин Основными параметрами считаются номинальный диаметр и шаг расположения витков.
- Варианты исполнения с мелким шагом применяются в случае, когда нужно обеспечить высокую герметичность получаемого соединения.
- При обозначении применяется буква «М», после которой указывается диаметр. Допуски и другая информация отображается на чертеже только в случае, когда он используется для получения высокоточных и качественных изделий.
- Профили резьбы
- Профили и обозначения резьбы с примерами
Меньшее распространение получил дюймовый тип крепежных изделий. Сегодня на территории СНГ практически отсутствуют стандарты, регламентирующие основные параметры подобной поверхности. Дюймовые варианты исполнения, как правило, применяются при проведении ремонта. Особенность подобного варианта исполнения заключается в выражении основных размеров в дюймах.
Дюймовые варианты исполнения, как правило, применяются при проведении ремонта. Особенность подобного варианта исполнения заключается в выражении основных размеров в дюймах.
Скачать ГОСТ 9150-2002
Трубная цилиндрическая резьба характеризуется профилем, который свойственен метрической. Поверхность образуется за счет треугольников с равными сторонами и углом при вершине 55 градусов. В качестве стандартов был принят ГОСТ 6367-81. Применяется она для соединения труб и тонкостенных цилиндрических изделий. Для конической был разработан собственный ГОСТ 6211-81, профиль в этом случае соответствует дюймовой. Трубные варианты исполнения встречаются сегодня крайне часто. Процесс их нарезания был существенно упрощен за счет появления специальных инструментов и оборудования.
Трубная цилиндрическая резьба
Встречается крепежный элемент в виде трапеции. В этом случае профиль напоминает равнобокую трапецию, угол между отдельными сторонами составляет 30 градусов. Применяется подобная форма в случае, если заготовка имеет диаметр от 10 до 640 мм. Обозначения и многие другие моменты указываются в ГОСТ 9481-81. Область применения – передача вращения.
Упорная стандартизирована ГОСТ 24737-81. Форма в этом случае напоминает неравнобокую трапецию, одна из сторон накланяется на угол 3 градуса. Область применения – передача одностороннего усилия, которое оказывает воздействие в осевом направлении
Каждый крепежный элемент характеризуется своими определенными особенностями, от которых зависит и их предназначение.
Параметры резьбы
В нормативной документации можно встретить все распространенные обозначения и размеры, требующиеся для определения размеров и других качеств резьбовой поверхности.
Назначение резьбы и ее элементы
Назначение рассматриваемого крепежного элемента заключается в соединении и фиксации отдельных элементов. Рассматриваемые изделия могут быть предназначены для передачи вращения или некоторых усилий. Основными элементами можно назвать:
Основными элементами можно назвать:
- Профиль рассматривается в сечении, которое образуется при прохождении через ось. Другими словами, создаваемая ось рассекает изделие по полам, в результате чего отображается определенная форма. На основе полученного изображения можно определить некоторые другие наиболее важные параметры.
- Витком называют часть поверхности, которая образуется при полном обороте. В некоторых случаях указывается число витков рабочей части. Определить этот показатель можно при делении протяженности рабочей части на показатель шага.
- Угол профиля образуется между боковыми сторонами. В некоторых случаях этот параметр указывается на чертежах. Для обозначения угла применяется плоскость, проходящая через ось изделия.
- Шаг резьбы считается наиболее важным параметром, который указывается в технической документации и на чертежах. Подобный параметр определяет расстояние между параллельными точками двух рядом лежащих впадин. В метрических указанное расстояние обозначается в миллиметрах.
- Высота профиля считается также важным параметром. Он учитывается при проектировании различных изделий. Высота профиля – расстояние, которое образуется между вершиной витков и основанием. С увеличением этого параметра существенно повышается прочность получаемого соединения, но усложняется процесс свинчивания.
- Наружный, средний и внутренний диаметр. На чертежах и в другой технической документации, как правило, указывается наружный диаметр – диаметральный размер, который описывает около резьбовую поверхность. Другие показатели учитываются крайне редко, но также заносятся в специальные таблицы.
- Элементы резьбы
- Схематическое изображение элементов резьбы
Некоторые из приведенных выше параметров указываются на чертежа специальными обозначениями, другие можно найти в специальной технической документации. При нарезании витков уделяется информация наружному диаметру и шагу их расположения.
Изображение и обозначение резьбы на чертежах
Резьбовая поверхность представлена сложной формой, которая образуется при винтовом движении плоского контура. Подобное соединение сегодня применяется крайне часто. Именно поэтому были приняты определенные стандарты по их обозначению на чертеже. Для упрощения задачи по созданию проектной документации сложный профиль обозначается условно. Обозначение резьбы можно охарактеризовать следующим образом:
- Зачастую при отображении разреза применяется тонкая линия, которая немного заходят на штриховку. Для обозначения подобного соединения на выносных размерных линиях указывается тип соединения (к примеру, «М» указывает на метрическую). Следующая цифра отображает диаметральный размер.
- В некоторых случаях применяется условное обозначение резьбы, связанное с отображением профиля. Подобная выноска требуется для обозначения угла между отдельными витками.
- При создании ответственных и высокоточных изделий указывается допуск размеров. Как правило, для этого отображается выносная полка или обычные размерные линии.
- Шероховатость образующейся поверхности также имеет важное значение при создании качественных и ответственных крепежных элементов.
Схематическое обозначение конической резьбы практически не отличается от метрической. В некоторых случаях витки изображаются в оригинальном виде. Однако, изобразить ее довольно сложно, поэтому чаще всего применяется условное обозначение.
Крепежные резьбы
Наибольшее распространение получили крепежные изделия. Их предназначение заключается в свинчивании и закреплении отдельных деталей. Среди особенностей отметим следующие моменты:
- Витки должны быть рассчитаны на большое усилие. Для этого уменьшается шаг или увеличивается высота профиля.
- Если получаемое изделие должно обладать высокой герметичностью, то уделяется внимание форме вершин витков и впадин. Они должны идеально подходит друг к другу.
- Уделяется внимание твердости применяемого материала при изготовлении, так как при воздействии осевой нагрузки часто происходит срезание рабочей части.


Крепежные элементы рассматриваемого типа характеризуются надежностью и практичностью в применении.
Крепежные и ходовые резьбы
Ходовые резьбы
В некоторых случаях предназначение рассматриваемой поверхности заключается в не креплении деталей, а обеспечении плавного хода в определенном диапазоне. К особенностям подобных изделий можно отнести следующие моменты:
- Профиль имеет форму, которая обеспечивает плавный ход. Для этого создается поверхность с наименьшим количеством углов.
- Как правило, рабочая часть длинная, в начале и в конце есть ограничители хода.
- Применяемый материал при создании заготовки должен обладать высокой износостойкостью.
Встречаются подобные изделия сегодня крайне редко, так как их надежность и срок службы относительно невысокие.
Размеры согласно ГОСТ 6211-81
Рассматриваемый ГОСТ применяется для обозначения трубной конической резьбы. В таблице отображается следующая информация:
- Шаг.
- Диаметр в основной плоскости.
- Длина рабочей части.
Скачать ГОСТ 6211-81
В технической документации также могут указывать допуски и некоторые другие параметры. Для каждого значения применяются свои условные обозначения, которые можно выбрать из специальных таблиц.
обозначение на чертеже, применение, отличия от правой
Соединение деталей и узлов в механизмах при помощи винтовой резьбы является одним из старых распространенных видов крепежа. Такое гениальное изобретение человечества помогает в решении многих технических задач, начиная с времен античности. Отдельные детали конструкций для выполнения каких-то определенных функций без соединения между собой нельзя привести к действию. Сейчас работу механизмов невозможно представить без резьбовых соединений, которые отличаются универсальностью и надежностью, подлежат сборке и разборке.
Отдельные детали конструкций для выполнения каких-то определенных функций без соединения между собой нельзя привести к действию. Сейчас работу механизмов невозможно представить без резьбовых соединений, которые отличаются универсальностью и надежностью, подлежат сборке и разборке.
Для крепежа изделий с помощью винтов, болтов, гаек, шпилек и других элементов используется в основном резьба правая. Такое резьбовое соединение наблюдается при вкручивании шурупов и саморезов. Однако при вероятности откручивания детали от вращающегося вала в промышленности применяется нестандартная резьба левая.
Отличия левой резьбы от правой
Одной из главных характеристик винтового соединения является направление резьбы при вращении деталей. От качества соединений, считающихся ответственным и важным элементом, зависит полноценная работа механизма и целостность любой конструкции.
Различают в механике два основных типа крепежа изделий. При стандартной резьбе линии витков удаляются к смотрящему по часовой стрелке. При левосторонней нарезке выступы на винте приближаются к нему слева, двигаясь против часовой стрелки.
Таким образом, направление вращения витков (спирали) на винте дает возможность отличить правую резьбу от левой. На шестиграннике болтов, шпильках, гайках и штуцерах левостороннюю резьбу отмечают буквой Л.
Как отличить правую резьбу в крепежах?
Существуют простые способы, с помощью которых несведущий в механике сможет определить тип резьбового соединения. Для визуального определения надо расположить шпильку, винт или болт перед собой фаской вверх на ладони, чтобы спираль с витками смотрела на наблюдателя.
Правосторонняя резьба направляется от конца спирали по часовой стрелке вправо. Если направление витков (спирали) влево, то деталь закручивается в левую сторону против часовой стрелки.
Сферы использования
Левосторонняя резьба используется в машиностроении для закрепления деталей к валу, вращающемуся вправо. Если гайка закручена по направлению вращения вала, то она под действием силы вращения будет затягиваться. При закручивании в противоположном направлении гайка будет откручиваться. Соединение с помощью левостороннего крепежа предотвращает вероятность откручивания во время эксплуатации механизма.
Если гайка закручена по направлению вращения вала, то она под действием силы вращения будет затягиваться. При закручивании в противоположном направлении гайка будет откручиваться. Соединение с помощью левостороннего крепежа предотвращает вероятность откручивания во время эксплуатации механизма.
В каких сферах применяют левостороннюю резьбу
Для предотвращения раскручивания соединений
Вот простые примеры, когда необходимо применение такого нестандартного крепежа:
- В узлах и деталях, вращающихся в правую сторону, при действии механизма детали могут раскрутиться. Мощная вращательная сила механизма раскручивает гайку, поэтому, чтобы предотвратить раскручивание, применяется левый крепеж в направлении вращения вала.
- Ниппель у радиаторов отопительной системы оснащен разнонаправленной резьбой. Соединительная муфта при скручивании специальным ключом приводит к стягиванию резиновой прокладки в секциях радиаторов.
- В колесах грузовых машин ГАЗ, МАЗ, ЗИЛ используется левостороннее крепление.
- Патрон дрели со сверлом крутится вправо. Чтобы предотвратить расслабление соединения деталей, патрон крепится к валу левой резьбой.
- Лопасти домашнего вентилятора.
- Редуктор передает крутящий момент от двигателя к ножам мотокосы.
- Педали велосипеда.
- Крепление фрезы на вал, диски шлифовальных машин.
- Некоторые детали в торцовках и циркулярных пил.
В стягивающих конструкциях
Представим такую картину: хозяйки вывешивают мокрое белье на веревку на просушку. От постоянного использования веревка начинает провисать. Натяжку для белья приходится частенько регулировать. В таких случаях используют здесь болты с двухсторонней нарезкой. Одна сторона болта направляется вправо, а другая — налево. То есть в данном случае левая резьба используется, чтобы отрегулировать степень натяжки.
То есть в данном случае левая резьба используется, чтобы отрегулировать степень натяжки.
Обозначение на чертеже левой резьбы
Принцип действия можно представить так: на одном конце гайки нарезается правая резьба, а на другом –левая, вкручиваются болты. При вращении гайки в одну сторону получается удлинение, в другую – укорачивание.
Использование левостороннего крепления в стяжных конструкциях является ярким примером.
Такое устройство, используемое в такелажных работах, — талреп относится к разновидности винтовой стяжки. В данной конструкции действует пара грузозахватных элементов. На одной из них – стандартная резьба, на другой соответственно – левая. При вращении конструкции во время работы корпус элемента вращается, происходит ослабление стяжки, а изменение направления вращения приводит к нагружению (натяжению).
То есть при вращении детали механизма удаляются друг от друга или сближаются.
Натягиванием тросов устанавливаются мачты на кораблях.
Для защиты от опасных действий
Для защиты от повышенной опасности при выполнении некоторых операций требуется тщательный контроль рабочего оборудования. В газовом хозяйстве вентиль редуктора баллона со сжатым пропаном оснащен левосторонней резьбой, а кислородный баллон – правой. Следовательно, присоединить к кислородному баллону баллон с пропаном невозможно. Применение такого способа помогает уменьшить вероятность печальных последствий.
В брендировании
Для защиты от использования поддельных деталей в автомобилестроении изготовители прибегают в коммерческих целях к маркетинговому ходу, используя левостороннюю нарезку, от которого их продукция приобретает уникальность и индивидуальность.
Такая идея дает гарантию, что клиенты будут покупать запасные части для ремонта или замены только у официального изготовителя.
Обозначение метрической резьбы на чертежах
ГОСТ 24705 – 2004
Метрическая резьба, с диапазоном диаметров от 1 до 600 мм, нашла широкое применение в промышленности и бытовой техники. Шаг резьбы измеряется в миллиметрах и имеет разброс его цифровых значений от
Шаг резьбы измеряется в миллиметрах и имеет разброс его цифровых значений от 0,25 до 6 мм.
Размеры резьбы
Профиль метрической резьбы, представляет собой, геометрический равносторонний треугольник с углом при вершине 60°. Высота профиля метрической резьбы рассчитывается по формуле Н = 0,866025404 × Р, где Н это высота, а Р шаг резьбы.
| d СР = M – 2 | 3
8 | H = M – 0.649519053 × Р |
| d ВН = M – 2 | 5
8 | H = M – 1.082531755 × Р |
| d В = M – 2 | 17
24 | H = M – 1.226869322 × Р |
Метрическая цилиндрическая резьба широко используется при изготовлении сложных технических резьбовых соединений в приборостроении, машиностроении, а также при массовом производстве крепёжных изделий таких как: винты, болты, шпильки, гайки и др.
Обозначается метрическая резьба буквой М:
M16,М42,М64– с крупным шагомМ16×0,5;М42×2;М64×3– с мелким шагомМ42×3 (Р1)– это означает, что резьба многозаходная с диаметром42 мм, шагом1 мми её ход составляет3 мм(трёхзаходная)M14LH,M40×2LH,M42×3(P1)LH– если нужно обозначить левую резьбу, то после условного обозначения ставят буквыLH
Современное машиностроение нельзя себе представить без резьб. Резьба является главным элементом во всех резьбовых соединениях. Основными положительными качествами резьбовых соединений являются относительная простота изготовления, удобство в использовании, способность выдерживать высокие нагрузки, универсальность и надежность. Все резьбовые соединения по назначению и характеру использования подразделяются на подвижные (кинематические) и неподвижные.
Все резьбовые соединения по назначению и характеру использования подразделяются на подвижные (кинематические) и неподвижные.
Выбор шага резьбы
Шаг является одной из главных характеристик любой резьбы, причем он может быть как мелким, так и крупным.
В тех соединениях, которые подвержены высоким нагрузкам (в том числе и ударного характера) используются резьбы с крупным шагом.
Чтобы получить герметичное сочленение или соединить между собой тонкостенные детали, используются резьбы с мелким шагом. Помимо этого, они часто применяется в различных установочных и регулировочных винтах и гайках для достижения максимально точных настроек.
Нарезание резьбы резцами
И наружные, и внутренние резьбы на токарно-винторезных станках нарезаются при помощи таких инструментов, как резьбовые резцы и гребенки. Поскольку нарезание резьбы резцами имеет относительно невысокую производительность, то этот метод сейчас используется преимущественно для изготовления штучных или мелкосерийных деталей, а также в процессе выпуска ходовых винтов, точных винтов и калибров.
Накатывание резьбы
Этот способ изготовление резьб используется при крупносерийном производстве деталей на специализированном резьбонакатном оборудовании. Он характеризуется высокой производительностью и относительно низкими затратами. В основе этого метода лежит пластическая деформация поверхности металлов, и поэтому он не предполагает снятия стружки.
Фрезерование резьбы
Как наружную, так и внутреннюю резьбу можно нарезать методом фрезерования, и для этого используются специальные резьбофрезерные станки. В качестве режущих инструментов в них применяются гребенчатые фрезы, которые врезаются в тело детали при радиальной подаче, в результате чего на поверхности и появляется резьба.
Шлифование точной резьбы
Точные резьбы, которые наличествуют, к примеру, на различных калибрах, резьбовых роликах и т. п. изготавливаются чаще всего с помощью такого метода, как шлифование. Для этого также используется специализированное оборудование.
п. изготавливаются чаще всего с помощью такого метода, как шлифование. Для этого также используется специализированное оборудование.
Понятие о допусках резьбовых соединений
Когда изготавливаются резьбы, их действительные профили имеют некоторые отклонения от теоретических. Поэтому для того, чтобы гарантированно обеспечить сопряжение резьбовых деталей, а также достичь их взаимозаменяемости, эти отклонения регламентируются допусками.
Средний диаметр резьбы является тем основным показателем, который характеризует резьбовое соединение. Наиболее широко применяемой посадкой при резьбовых соединениях является скользящая, когда этот показатель равняется наименьшему среднему диаметру резьбы гайки и наибольшему среднему диаметру резьбы болта.
Метки на деталях с левой резьбой
Источник: ГОСТ 2904-91
1. Детали с левой резьбой должны иметь метку
2. Меткой левой резьбы является выпуклая или углублённая стрелка, указывающая направление ввинчивания (навинчивания) резьбовой детали.
3. Метку левой резьбы в виде стрелки наносят на торцевую поверхность резьбовой детали
4. Выступание меток над торцевой поверхностью детали
Диаметр детали, мм | до 8 | от 8 до 12 | свыше 12 |
Выступание, не более, мм | 0,1 | 0,2 | 0,3 – 0,5 |
5. Другие способы нанесения меток
Наименование деталей | Места для меток |
Детали, имеющие шестигранник | На боковых гранях или в виде углублённой стрелки на боковой поверхности
|
Гайки, не имеющие граней, и детали с внутренней резьбой. | Или в виде кольцевой прорези на торце детали |
Маркировка в виде прорезей, параллельных шлицу для отвёртки | |
Винты для металла с шестигранным или иным углублением. | Или в виде кольцевой прорези на торце детали |

6. Размеры метки указывают на рабочем чертеже конкретной детали.
7. Метки не должны уменьшать прочность детали и должны отличаться от конструктивных элементов детали.
8. Допускается маркировать детали буквой “L”.
9. Метки деталей с левой резьбой должны быть хорошо видны на собранном изделии.
10. В собранном агрегате метка может быть видна только на одной из сопряжённых деталей с левой резьбой, например, только на гайке.
К оглавлению
Левосторонняя и правосторонняя крепежная резьба: использование и сравнение
Крепежные детали — это гайки, болты, винты и другие мелкие компоненты, которые удерживают машины и компоненты вместе в рабочем состоянии. Многие крепежные детали работают за счет эффективного использования резьбы (левая резьба и правая резьба), которые позволяют эффективно скручивать гайки и болты.
Но как работают потоки? Направление, в котором рабочие заворачивают и откручивают крепежные детали, во многом зависит от области применения, в которой они появляются.Кроме того, существует множество различных типов ниток для оптимизации различных способов крепления предметов. В этом блоге мы исследуем несколько из множества различных разновидностей потоков, а также их использование.
Распространенное использование и применение крепежной резьбы
Винтовая резьба помогает во многих областях, например:
- Крепление: Резьба винтов появляется на традиционных крепежных деталях, таких как гайки, болты и винты, а также помогает соединять трубы с резьбой, шланги, крышки и приспособления
- Редуктор: Резьба винта помогает редуктору с помощью червячной передачи
- Линейное движение объекта: Крепежная резьба может использоваться для преобразования вращательного движения в линейное движение
Что такое правша vs.Левая резьба
Терминология резьбы и различные типы
Резьба представляет собой непрерывные спиральные выступы на цилиндрических крепежных деталях. Для таких деталей, как винты, выступы будут снаружи, а у таких деталей, как гайки, выступы будут внутри цилиндрических корпусов.
Существует ряд общих терминов для описания различных аспектов потоков, которые мы определяем ниже:
- Наружная резьба: Резьба, которая наматывается на внешнюю часть стержня застежки
- Внутренняя резьба: Резьба, проходящая по внутренней части застежки
- Ось: Продольные линии, используемые для измерения длины застежки
- Шаг: Расстояние от точки одной резьбы до точки другой резьбы
- Наибольший диаметр: Наибольший диаметр внутренней или внешней резьбы
- Малый диаметр: Наименьший диаметр внутренней или внешней резьбы
Крепежная резьба: что такое винтовая резьба?
Винтовая резьба — это наклонные спирали, которые спускаются по цилиндрической поверхности таких деталей, как винты и болты.Они отвечают за преобразование энергии между вращательным и линейным движением и силой. Крепежные детали с совместимой резьбой могут обеспечить герметичное уплотнение для самого различного оборудования.
Направление винта: левая и правая резьба
Ручка винта — это направление, в котором резьба винта наматывается на вал. Правая резьба проходит по часовой стрелке, а левая — против часовой стрелки. Происхождение рукоятки нити уходит корнями в физиологию человека: винты с разной рукояткой являются эргономичными для людей в зависимости от их доминирующей руки.
Сегодня в большинстве винтов используется правосторонняя резьба, и редко можно встретить винт с левым концом, используемый в любом приложении, для которого это специально не требуется. Однако есть некоторые приложения, в которых специально рекомендуется использовать левосторонние застежки.
Использование и применение левосторонней резьбы
Левая резьба также известна как обратная резьба. Эти резьбы используются в специализированных приложениях, в которых приложение давления вынуждает ослабить винт или болт с правой резьбой.
Некоторые области применения, в которых используется левостороннее крепление, включают:
- Автомобильная промышленность: Болты некоторых шин имеют обратную резьбу для предотвращения ослабления крутящего момента.
- Отопление и водопровод: Трубы часто имеют как правую, так и левую резьбу, чтобы обеспечить дополнительный уровень защиты от протечек.
- Безопасность: Клапаны подачи газа используют левую резьбу, чтобы отличать их от клапанов, контролирующих кислород
Качественные крепежные решения от National Bolt
National Bolt производит нестандартные крепежи, изделия большого диаметра и многое другое на заказ, и мы гордимся своей быстрой производительностью и сроками доставки.
Если вы хотите узнать больше о наших решениях для крепления на заказ, не стесняйтесь обращаться к нам или запрашивать расценки сегодня!
Что означает левая резьба?
Подавляющее большинство крепежных изделий имеют правую резьбу, так зачем вообще были созданы крепежи с левой резьбой?
Во-первых, мы должны показать вам, что такое ручность нити на самом деле. Направленность относится к направлению, в котором внешняя спиральная резьба наматывается на вал винта, при этом правая резьба проходит по часовой стрелке, а левая — против часовой стрелки.
С точки зрения нашей физиологии, большинство людей правши и используют правую руку для вращения или пронации, что делает установку винта более склонной к использованию правой руки.
Вы будете удивлены, узнав, что винты для левшей не предназначены для левшей.
Для чего предназначена левая резьба?
Левосторонние винты используются чаще всего ради преимущества обратной нарезки резьбы — например, в некоторых автомобилях используется левая резьба на своих левых колесах, которые в отличие от правых колес тем, что они вращаются против часовой стрелки.Такое использование креплений с обратной резьбой помогает предотвратить постепенное ослабление крутящего момента колес.
Это наиболее распространенное использование этих винтов и наиболее распространено в механизмах с вращающимся ножом, велосипедными педалями или талрепами. В других случаях они могут использоваться для создания преднамеренной несовместимости в качестве индикатора безопасности и часто считаются лучшей защитой водной печи или легковоспламеняющегося крана для сантехника.
Распространены ли левые резьбы?
Как объяснено выше, левые винты обычно используются только в определенных приложениях, поэтому, если не указано иное, винты обычно поставляются с правосторонней резьбой.
Крепежные детали с левой резьбой в основном изготавливаются на заказ, и при необходимости любое изделие с резьбой может быть изготовлено с левой резьбой.
Следующие продукты имеют левую резьбу, доступную на складе:
Стержни с левой резьбой, класс 4.8 (DIN 976)
Стержни с левой резьбой, класс 8,8 (DIN 976)
, а также гайки для левой руки
Запрос на крепления с левой резьбой
Общие сведения об именах потоков — как читать обозначения потоков для национальных унифицированных потоков (UNC, UNF, UNEF, UN)
Введение
Как уже говорилось в первой части серии стандартов резьбы, существует множество стандартов резьбы, используемых в разных странах.Резьба ISO (обозначенная в соответствии со стандартом DIN) используется в Европе и имеет метрические размеры, как и резьба в Великобритании (стандарты BSP). Резьба UNC-UNF имеет размеры в дюймах и используются в системах, разработанных в США. Есть и более экзотические резьбы — например, UNJF и NPT (используются в трубных системах). Каждая ветка обозначается в соответствии с определенными правилами — и в этой статье мы дадим обзор этих правил.
Обозначения резьбы по американскому стандарту
В основных американских стандартах используется следующий код: DD-PP-SS-XA / B- (LH)
DD — наибольший диаметр резьбы.Таким образом, резьба 3/8 дюйма будет иметь 3/8 слева от спецификации резьбы. Размеры обычно указаны с полями в один дюйм (1/2, ¼, 1/8, 1/16 и т. Д.). Следует отметить, что резьбам диаметром меньше присвоены специальные номера от 0 до 10.
PP обозначает количество витков на дюйм. Таким образом, -20 означает, что на каждом дюйме резьбы имеется 20 ниток.
SS — стандарт резьбы. В основном это определяется диаметром и количеством витков, но иногда существует несколько стандартов (например, UNC и UNJC), в которых используются одни и те же числа.Таким образом, это не следует упускать — это также помогает предотвратить ошибки. Если вы напишите ¼-30 –UNF рядом с вашей веткой, любой, кто взглянет на это, заметит, что что-то не так, поскольку стандарты Unified National Fine определяют 28 ниток на дюйм.
X — это уровень закрытия между наружной и внутренней резьбой, называемый классом. 1 — самая свободная резьба, что означает меньший контакт между резьбой и больший зазор. 2 — наиболее распространенный класс, а 3 — наиболее точная подгонка, используемая в точных приложениях.
A или B используется, чтобы указать, является ли это внешней или внутренней резьбой. Наружная резьба обозначается А, а внутренняя — В.
LH используется для обозначения необычной левой руки — иногда используется для блокировки против силы вращения или других специальных приложений.
Примеры типовых обозначений
Итак, прочитав предыдущий абзац, вы должны знать, что:
2-56 UNF 2A означает, что это поток №2 (иногда его также называют 0.086, так как это 0,086 дюйма) с резьбой 56 на дюйм, изготовленной, рассчитанной и проверенной в соответствии с Единым национальным стандартом чистоты, и это обычная наружная резьба.
¼ -20 — UNC -3B –LH означает, что это резьба диаметром ¼ дюйма с резьбой 20 на дюйм, изготовленная в соответствии с Единым национальным грубым стандартом. Резьба внутренняя и точная, также левосторонняя.
7/8 — 20 — UNEF -2B обозначает внутреннюю резьбу нормальной точности диаметром 7/8 дюйма и 20 витков на дюйм, которая является единым национальным стандартом сверхтонкой очистки.
Глоссарий — Electronic Fasteners, Inc.
В этом глоссарии приведены определения и объяснения многих терминов, обычно используемых в индустрии крепежных изделий, а также расшифровка сокращений, используемых для крепежных изделий. Это отличный ресурс для тех, кто не знаком со всеми типами застежек. Взгляните — возможно, вы узнаете что-то новое!
# 3 или # 7: Относится к конструкции головки болта плуга
& NT: С гайкой
18-8: Нержавеющая сталь с 18% хрома и 8% никеля
2, 5 или 8: Класс прочности винта или гайки
2A (3A): Класс резьбы под дюймовые винты
2B (3B): Класс резьбы под дюймовые гайки
2H: Обозначение уровня прочности гайки (тяжелая шестигранная гайка ASTM A194, класс 2H)
6G: Класс резьбы метрических винтов
6H: Класс резьбы для метрических гаек
A325: Тяжелый конструктивный болт с шестигранной головкой (ASTM A325), аналогичный классу 5
A490: Тяжелый конструктивный болт с шестигранной головкой (ASTM A490), аналогичный классу 8
A574: Класс прочности для винтов с головкой под торцевой ключ (ASTM A574)
АБС: АБС-пластик. Класс пластмасс на основе сополимеров акрилонитрил-бутадиен-стирол.
Acme Screw Threads: Перемещаемая форма резьбы, используемая на крепежных деталях с особыми требованиями к резьбе.
AISI: Американский институт черной металлургии, определяет химический состав сталей
ALU: Алюминий, укажите 5052-h42, 6061-T6 или другой
AN: Предшествует спецификации размеров для авиационных креплений, разработанной Группой авиационных стандартов.
ANSI: Американский национальный институт стандартов
AS: Легированная сталь
ASME: Американское общество инженеров-механиков
ASTM: Американское общество испытаний и материалов.Используется перед стандартным номером, разработанным этой группой.
B: Если за ним следует число (например: B-90), твердость измеряется по шкале Роквелла
.
Обжиг (отжиг): Процесс термообработки, используемый при нанесении покрытия для предотвращения водородного охрупчивания
Опорная поверхность: Та часть болта или крепежной детали, которая подвергается нагрузке на стенку отверстия.
Поверхность или поверхность подшипника: Нижняя сторона головки болта, головки винта или гайки.
Belleville: Стиля пружинной шайбы, которая также называется коническая пружинная шайба
Фаска: Тип шайбы (квадрат с конусом) для двутавровых балок
BHCS: Винт с полукруглой головкой
BHN: Твердость измерена с помощью твердомера по Бринеллю
BHR: Button Head Робертсон
BHS: Шестигранная головка с полукруглой головкой
BHT: Головка Torx с полукруглой головкой
Корпус: Область винта или болта, не имеющая резьбы между резьбой и головкой.
Болт: Зажим с головкой, с внешней резьбой. Обычно используется через отверстие с контргайкой, в отличие от винта, который обычно используется в резьбовом отверстии.
BR: Латунь
BRS: Латунь Материал
BRZ: Бронза
BS: Британский стандарт
BSF: British Standard Fine
BSW: Британский стандарт Whitworth
BT: Болт (на чертежах)
НО: Клемма стыкового провода
C: Национальная крупная резьба, или если за ней следует число (например, C-35), твердость измеряется по шкале С Роквелла
C / R: Привод с крестообразным шлицем (типично Phillips) или фаска / радиус
CAD: Кадмиевое покрытие или компьютерное проектирование / черчение
CAD / WAX: Кадмиевое покрытие с верхним слоем воска
CAR: Болт с квадратным подголовком / винт
Закалка гильзы: Закалка черного сплава, при которой внешняя часть гильзы становится более твердой, чем внутренняя.
Castellated: Имеет канавки или прорези на верхней поверхности.
CH: Цементная закалка (вид термообработки)
CL: Класс (метрические характеристики материала / прочности)
Класс резьбы: Система, используемая для обозначения различий в допусках резьбы. Классы 1A, 2A и 3A применяются к внешней резьбе, а 1B, 2B и 3B — к внутренней резьбе. Классы 2 и 3 применимы как к внешней, так и к внутренней резьбе.
Полная резьба: Часть резьбы, имеющая полную форму как у вершины, так и у основания.Также для определения резьбы, которая простирается на все расстояние указанной длины резьбы крепежа.
COO: Страна происхождения
Потайная головка: Крепежный элемент со скошенной нижней стороной головки для развальцовки. Большинство типов головок имеют опорную поверхность, перпендикулярную оси корпуса.
CPR: Медь
CR: Хром
CRES: Коррозионно-стойкая сталь (обычно относится к нержавеющей стали 18-8 или 316)
Гребень: Термин, применяемый к самому внешнему кончику наружной резьбы или самому внутреннему кончику внутренней резьбы.
CRS: Холоднокатаная / волоченная / готовая сталь, 1008-1020, если не указано иное
CS: Углеродистая сталь или потайная
CSL: Гайка зубчатая
CSS: Винт с потайной головкой (с плоской или овальной головкой)
CT: Крупная резьба
Гайка D / C: Гайка с двойной фаской (отличить от шайбы)
D / E: Двухсторонняя шпилька
DAC (DAC 320): Dacromet Coating (зарегистрированная торговая марка Coatings International)
Deltaseal: Покрытие Magnigard (зарегистрированная торговая марка Magni Engineered Coatings)
Dorritech: Покрытие Magnigard (зарегистрированная торговая марка Magni Engineered Coatings)
Driseal: Трубная резьба (зарегистрированная торговая марка Parker Hannifin)
DIN: Аббревиатура Deutsches Institut für Normung, немецкого органа по стандартизации.Что касается крепежных элементов, DIN указывает крепежные элементы, соответствующие определенному метрическому стандарту и предшествующие стандартному номеру.
DLN: Derlin Материал, термопластичный полимер ацеталь
Приводной винт: Многопозиционный крепежный элемент приводного типа, образующий сопряженную резьбу при вбивании в отверстие.
Паз: Различные типы пазов или углублений в головке крепежа, предназначенные для установки приводного инструмента.
DWS: Винт для гипсокартона
ESL: Внешняя стопорная шайба
ЭСН: Эластичный Стоп Гайка, обычно представляет собой шестигранную гайку с нейлоновой вставкой замок
ET: Наружная резьба
Наружная резьба: Наружная резьба находится вне поверхности цилиндра.
F: с полной резьбой
F436: Закаленная плоская шайба с размерами согласно ASTM F436
FAB: Ткань
FB: Болт с фланцем
FDR: Шайба крыла
FH: Плоская головка
FHCS: Винт с плоской головкой
FHH: Винт с внутренним шестигранником и плоской головкой
FHP: Винт с плоской головкой и крестообразным шлицем
FHR: Винт Робертсона с плоской головкой
FHS: Винт с плоской головкой и шлицем
FHT: Винт с головкой под торцевой ключ Torx
FIL: Головка Fillister
FIM: Измерение полного индикатора
FIN: Чистовая (шайба)
Ребро: Тонкое внешнее ребро на застежках специальной конструкции.
Готовая застежка: Крепежная деталь с жестким допуском, все поверхности которой обработаны для обеспечения превосходного внешнего вида.
FIP: Винт с полукруглой головкой и крестообразным шлицем
FIS: Винт со шлицевой головкой Fillister
FLA: Обжимной зажим для флажка
FLG: Гайка фланца с зубцами
Фланец: Болт или гайка с шестигранной головкой
FLT: Плоская шайба
FNDR: Крыло (шайба)
FT: Мелкая или полностью нарезанная резьба
FW: Плоская шайба
G: Марка
Оцинковка: Оцинковка (обычно горячее цинкование)
Galvi: Оцинковка
Оцинковка: Антикоррозийная обработка стальных деталей в ванне из свинца и цинка.
GR: класс , относится к уровню прочности винта или гайки (например: степень 2, степень 5 или степень 8)
GV: Оцинкованный
Закаленный: Продукт, прошедший термообработку
Закалка: Термическая обработка металлов до заданной температуры, не превышающей критического диапазона, в течение заданного времени с последующим быстрым охлаждением металла.
HB: Болт с шестигранной головкой или значение твердости, измеренное по шкале Бринелля
HCS: Винт с шестигранной головкой или высокоуглеродистая сталь
HD: Головка
HDG (H.D.G.): горячеоцинкованная
Шестигранник: Стандартная шестигранная гайка или винт
Болт с шестигранной головкой: Может обозначать «болт» или «болт с головкой»
HHCS: Винт с шестигранной головкой (также сокращение от Heavy Hex Cap Screw)
HHMB: Болт с шестигранной головкой
Горячее цинкование: Процесс погружения готовой стали в котел или чан с расплавленным цинком.
HRB: Твердость измерена по шкале Роквелла
HRC: Твердость измерена по шкале Роквелла
HRS: Горячекатаная сталь, 1008-1020, если не указано иное
HSS: Установочный винт с внутренним шестигранником, точка чашки
HT (H.Т.): Термическая
HVHX: Болт с шестигранной головкой усиленной формы
HWH: Винт с шестигранной шайбой и шлицевой головкой
HX: шестигранник
HYD: Гидравлический
Водородное охрупчивание: Процесс, при котором различные металлы, в первую очередь высокопрочная сталь, становятся хрупкими и разрушаются под воздействием водорода.
ID: Идентификация (обычно относится к логотипу производителя)
IFI: Институт промышленного крепежа
IH: Головка с выступом
дюйм.: дюймов
INS: Изолированный
Внутренняя резьба: Внутренняя резьба находится на внутренней поверхности цилиндра или конуса, как в резьбовом отверстии или гайке.
IRS: Внутренний ограничитель ролика
ISIR: Отчет о первичной проверке образца
ISL: Внутренняя стопорная шайба со звездочкой
ISO: Международная организация по стандартизации
IT: Внутренняя резьба
J429: Стандарт SAE, определяющий уровни прочности винтов
J995: Стандарт SAE, определяющий уровни прочности гаек
JAM: Тонкая шестигранная гайка или стопорная гайка
JMNT: Контргайка
Keps: Гайка с несъемной шайбой
кипов: 1000 фунтов
KSI: Тысяч фунтов на квадратный дюйм
LB: Стяжной болт или длина корпуса на винтах
фунтов: Вес в фунтах
LCS: Низкоуглеродистая сталь
Шаг: Расстояние, на которое крепежная деталь с резьбой проходит вдоль своей оси за один полный оборот.
Левая резьба: Если смотреть с начального конца застежки, резьба наматывается против часовой стрелки, тогда как стандартная правая резьба следует по часовой стрелке.
Винт с чечевичной головкой: Термин для винта с овальной головкой — больше не используется.
LG: Длина захвата (расстояние от головки до полной резьбы) на винтах
LH: Левая резьба
Стопорная шайба: Не совсем гладкая или плоская шайба, предназначенная для предотвращения ослабления гайки, помещенная под гайку на винте или болте.
LTX: Латексный материал
LW: Стопорная шайба
M: Метрическая система
Magnigard: Magni Coating (зарегистрированная торговая марка Magni Engineered Coatings)
Большой диаметр: Наибольший диаметр винтовой резьбы. На крепежном винте это диаметр, измеренный на вершине внешней резьбы или впадине внутренней резьбы.
MB: Машинный болт
Производитель.: Производитель
Малый диаметр: Наименьший диаметр прямой резьбы, измеренный от основания внешней резьбы или вершины внутренней резьбы.
MS: Крепежный винт
MSNT: Гайка крепежного винта
MTR: Отчет об испытаниях двигателя или материалов
NC: Национальная крупная резьба
NE: Обозначения, который определяет толщину нейлона вставки контргайки
NF: Национальная тонкая резьба
Номинал: Номинал (справочный размер)
Номинальный диаметр: Обычно обозначаемый диаметр крепежа, как обычно заказывается, или как указано для целей сборки.
Цветной металл: Любой металл или сплав, не содержащий значительного количества железа, например медь, латунь, алюминий и т. Д.
Нормализация: Процесс для снижения внутреннего напряжения. Деталь нагревают до критической температуры и дают медленно остыть.
NPN: Неопрен
NPT: Национальная коническая трубная резьба
NT: Гайка
NTE: Обозначения, который определяет толщину нейлона вставки контргайки
NTU: Обозначения, который определяет толщину нейлона вставки контргайки
НУ: Обозначения, который определяет толщину нейлона вставки контргайки
NYL: Нейлон
OH: Овальная головка
OHP: Винт с овальной головкой (потайной) Phillips
OHS: Винт с овальной головкой (потайной) со шлицем
OV: Овальная головка
p: Шаг резьбы
P: Philips
P / N: Номер детали
Пассив: Обработка поверхности для нейтрализации нержавеющих сталей в качестве средства противодействия коррозии.Используется окисляющий раствор.
PB: Болт для плуга
PBK: Piggyback Slip Обжимной зажим
PEN: Полиэтилен
PH: Головка Philips
Ph Dr: Phillips Drive (крестовая выемка)
Фил. : Philips Drive
Phos (P&O): Фосфатное и масляное покрытие (обычно фосфат цинка и масло)
PHP: Винт с цилиндрической головкой и крестообразным шлицем
PHR: Винт Робертсона с цилиндрической головкой
PHS: Винт с цилиндрической головкой и шлицем
Диаметр шага: Диаметр винтовой резьбы, измеренный в точке, где ширина канавки равна ширине резьбы.
PL: Обычная отделка
Табличка: Электромеханическое покрытие металлической детали тонким слоем другого металла.
Болт для плуга: Тип крепежа, который используется для выполнения механических соединений, для которых требуется ровная поверхность в том месте, где выступает головка болта.
PMP: Насос
PN: Головка с цилиндрической головкой
POP: Заклепка для глухих отверстий
Pozi Drive : Специальная крестообразная выемка (зарегистрированная торговая марка Camcar Textron)
PPAP: Процесс утверждения производственной части
PPN: Полипропилен
PSI: фунтов на квадратный дюйм
PSR: Винт Робертсона с цилиндрической головкой и шлицем
PT: Неполная резьба
ПВХ: Материал поливинилхлорид
PZ: Поперечная выемка в стиле Pozi-Drive
Закалка: Быстрое охлаждение металла, используемое в процессе закалки.
RB: Твердость измерена по шкале Роквелла
RBR: Резиновый материал
RC: Твердость измерена по шкале Роквелла
RD: Круглая головка
Ступица: Использование специального вращающегося инструмента для доводки отверстия до критических характеристик.
Утопленная головка: Любая головка крепежа со специальной выемкой, в которую можно вставить подходящий инструмент для забивки.
RH: с круглой головкой или правой резьбой
RHP: Винт с полукруглой головкой и крестообразным шлицем
RHR: Винт Робертсона с круглой головкой
RHS: Винт с полукруглой головкой и шлицем
Правая резьба: Намотка резьбы застежки по часовой стрелке (если смотреть с начального конца).
RNG: Кольцевой зажим
Нарезание резьбы на валке: Процесс прокатки заготовки между двумя рифлеными матрицами для образования резьбы.
Корень: Точка, в которой измеряется малый диаметр резьбы.
RT: Катушка с резьбой
S: Прорезь
S / S: Нержавеющая сталь
SAE: Образец SAE. При использовании с шайбами это означает, что шайбы имеют меньший внешний диаметр, чем узорчатые шайбы USS.При использовании с винтами или гайками это означает мелкую резьбу США.
SBR: Силиконовая бронза
SCL: Самозажимная гайка или винт «Pem»
Винт: Крепежный элемент с внешней резьбой и головкой любого типа.
SD: Квадратный привод
SEO: Зажим для бесступенчатого ушного шланга, смазанный маслом SST
SEMS: Предварительно собранная комбинация винта и шайбы. Перед заправкой ролика на заготовки ставят шайбы.Большой диаметр накатанной резьбы позволяет шайбе свободно вращаться, не соскальзывая.
Зазубренные: Замок Зубцы на опорной поверхности винта или гайки.
Хвостовик: Длина застежки между головкой и острием или начальным концом.
SHC: Винт с шестигранной головкой под торцевой ключ
SHCS: Винт с головкой под торцевой ключ
SKT: Разъем
SL: Щелевой
Слот: Диск с прорезями
SLP: Накидная обжимная клемма
SMI: Полутрубчатая заклепка
SMS: Винт для листового металла
SPL: Разъемная стопорная шайба
Кв .: Квадрат
SQR: Квадратная гайка или головка винта
SS: нержавеющая сталь или установочный винт
SSC: Винт с буртиком на заказ, требуется чертеж
SSS: Стяжной винт со стандартным шестигранником
SST: Нержавеющая сталь, 304, если не указано иное
ST: Сталь
СТАНДАРТ: Стандартный
STL: Сталь
Шпилька: Шток или цилиндр с резьбой по всей длине.
Самонарезающий винт: Винт с закаленной резьбой, нарезающий или образующий собственную сопряженную резьбу.
Taptite: Винт со специальной треугольной резьбой (зарегистрированная торговая марка Reminc)
ТРОЙНИК: Т-образная гайка или соединитель
TH: Сквозная закалка (тип термообработки)
THP: Винт с крестообразным шлицем и крестообразным шлицем
Шаг резьбы: Расстояние между резьбами при измерении на вершине или между любыми соответствующими точками на соседних резьбах.
Серия резьбы: Стандартизированные комбинации диаметра и шага с указанным числом резьб на дюйм для заданного диаметра. Всего таких групповых комбинаций одиннадцать.
THS: Винт с шлицевой головкой
TIR: Общее показание индикатора
Момент затяжки: Затяжка резьбового соединения с указанным крутящим моментом.
Torx: 6-лепестковый привод (Torx Drive, зарегистрированная торговая марка Camcar Textron)
TPI: Резьбы на дюйм
TS: Саморез
TT (TR): Taptite Thread (зарегистрированная торговая марка Reminc), также называемая Tri-Roundular
TTH: Резьба к головке
TWS: Устройство предупреждения о пороге
Тип 1 (23, 25): Самонарезающие винты со специальной резьбой или нарезкой
Тип AB (F, T): Самонарезающие винты со специальной резьбой или нарезкой
UNC: Единая национальная крупная резьба
UNF: Унифицированная национальная тонкая резьба
UNJ: Единая национальная резьба с большим радиусом корня (специальная устойчивая резьба)
UNR: Единая национальная резьба с радиусным корнем
UNRC: Единая национальная крупная резьба с радиусным корнем (стандартная катаная резьба)
UNRC: Унифицированная национальная мелкая резьба с радиусным корнем (стандартная катаная резьба)
Осадка: Осевое сжатие проволоки без предварительного нагрева с образованием головок на крепежных изделиях.Используется в процессе холодной высадки для производства почти безграничного разнообразия продуктов специального дизайна.
USS: Шаблон USS. При использовании с шайбами это означает, что шайбы имеют больший внешний диаметр, чем узорчатые шайбы SAE. При использовании с винтами или гайками это означает грубую резьбу США.
UTS: Предел прочности на разрыв
VNL: Виниловый материал
W / F: Шайба с торцевой поверхностью (может относиться к гайке или болту с головкой под ключ)
WAC: Ширина по углам
WAF: Ширина по квартирам
WDC: Хомут для шланга с червячным приводом
Whitworth: Британский стандарт резьбы (не то же самое, что резьба ООН)
WNG: Гайка барашковая или винт
WS: Шуруп по дереву
Y: Желтый хромат
YS: Предел текучести
Zn (Z): Цинк
Zn / C (ZC): Цинкование с прозрачным верхним слоем хромата
Zn Phos: Фосфат цинка и масло (то же, что и Phos and Oil)
Zn / Wax: Цинкование с верхним слоем воска
Zn / Y: Оцинковка с желтым верхним покрытием из хромата
Типы резьбы: наиболее распространенные типы и когда их использовать
Наиболее распространенными типами резьбы являются унифицированная крупная / тонкая резьба на дюймовой основе (UNC / UNF) и метрическая крупная резьба / отлично.Другие типы и их назначение описаны в конце этого раздела.
Грубая или мелкая? Для упрощения используйте грубую резьбу, если только вы не нарезаете резьбу по листу. Различия заключаются в следующем:
- Грубые зубья имеют меньше резьбы на дюйм, чем мелкие.
- Грубая резьба более распространена, и больше магазинов будут иметь грубые метчики.
- Грубая резьба менее подвержена перекрестной резьбе или заклиниванию из-за того, что винт вставлен под углом. Они также быстрее устанавливаются.
- Винты с мелкой резьбой немного прочнее. Это связано с тем, что мелкие мелкие нити занимают меньше доступной площади. См. Диаграммы нагрузки ниже, чтобы увидеть типичные различия между прочностью на разрыв мелкой и крупной резьбы. Резьба 1/4 UNF примерно на 14% прочнее, чем ее аналог UNC.
- Крупная резьба немного прочнее (против отслаивания) на длину зацепления, чем более тонкая резьба (см. Раздел «Прочность резьбы» ниже). Это может быть удивительно, учитывая почти универсальную рекомендацию использовать тонкую резьбу в листовом металле и других тонкостенных материалах.Если грубая резьба более прочная и доступная длина зацепления меньше оптимальной, не лучше ли использовать более прочную резьбу?
- Крупная резьба более устойчива к легким повреждениям или коррозии, чем мелкая резьба, поскольку в ней больше места для ошибок.
- Тонкая резьба обеспечивает более тонкую регулировку, поскольку она меньше продвигается за один оборот, чем крупная резьба.
- Метрическая крупная резьба фактически находится между крупной и мелкой резьбой UN, а метрическая мелкая резьба более тонкая, чем резьба UNF.В книге Блейка «Что должен знать каждый инженер о резьбовых крепежах: материалы и конструкция» не рекомендуется использовать мелкую метрическую резьбу.
Спецификация резьбы — Как обозначены / обозначены резьбы:
пример Единое обозначение резьбы:
1 / 4-20 UNC-2A
- 1/4 — номинальный диаметр, а также самый большой / самый большой диаметр
- -20 — количество витков на дюйм
- UNC — UNC = Unified Coarse, UNF = Unified Fine.Вы также можете посетить UNRC или UNRF. Они относятся к внешней унифицированной скругленной резьбе (нет внутренней закругленной резьбы). UNRC и UNRF взаимозаменяемы со своими не-R коллегами. Единственное отличие состоит в том, что выступы (корни) внешней резьбы R имеют обязательную округлую форму, тогда как для резьбы UNC и UNF округлость не является обязательной.
- -2A — Представляет допуск / посадку резьбы. Существует 6 стандартных вариантов: 1A, 2A, 3A, 1B, 2B и 3B. A = внешний, B = внутренний.1 — самая свободная посадка, 3 — самая точная и плотная посадка с потенциально нулевым зазором. Если допуск не указан, скорее всего, это более распространенное обозначение 2A или 2B. 1 практически не используется, и только в тех случаях, когда требуется частая повторная сборка или резьба должна работать даже при значительных повреждениях. Класс 3 имеет немного большее сопротивление зачистке и широко используется в аэрокосмической промышленности.
пример обозначения резьбы ISO в метрической системе:
M6 x 1 -4g6g или M6-6g
- M6 — M для метрической системы, 6 — основной диаметр и номинальный размер в мм
- x 1 — Подача.Обратите внимание, что это отличается от того, как указываются унифицированные потоки. Резьба UN записывает количество ниток на дюйм после номинального размера, тогда как метрические обозначения пишут 1 / thread_per_inch после номинального размера. Если он отсутствует, предполагается крупный тон.
- -4g6g — это класс допуска / посадки. Число относится к окну производственных допусков, более высокие числа являются «более неряшливыми». Буква помещает это окно допуска относительно идеальной резьбы. Заглавные буквы обозначают внутреннюю резьбу, строчные — внешнюю.H / H имеет наименьшее количество припуска, т. Е. Не может быть зазора. g / G и ниже представляют собой больший припуск. Две пары букв относятся к шагу / допуску по шагу и классу / допуску по основному диаметру для наружной резьбы, шагу и малому диаметру для внутренней резьбы. Когда присутствует только одна пара (как в M6-6g), это относится как к шагу, так и к большому / второстепенному диаметру. 6g / 6H приблизительно эквивалентно 2A / 2B, 4h6h / 4H5H приблизительно эквивалентно 3A / 3B, хотя обычно используется 4g6g / 6H, что обеспечивает небольшой зазор по сравнению с 3A / 3B.
* a -LH на конце дюймовой или метрической резьбы указывает на левостороннюю резьбу.
* a (22) или другое число в конце относится к серии резьбы ANSI.
Некоторая история и информация о других резьбах:
В 1949 году Канада, Великобритания и США согласились на унифицированную резьбу, которая в значительной степени совпадает с американской национальной резьбой, которая была до нее, и винтами из обеих системы взаимозаменяемы. В новой унифицированной системе в основном были добавлены дополнительные производственные допуски и изменены некоторые другие.См. Подробности в ANSI / ASME B1.1 -1989 (R2001).
Метрическая резьба указана в ANSI B1.13M-1982 (R1995), что почти эквивалентно исходной спецификации ISO 68.
Резьба для крепления камеры: Это, как правило, более грубый старый стандарт, называемый «Витвортом» диаметром 1/4 дюйма и 20 витками резьбы на дюйм.
UNJ или MJ: Эти резьбы используются в ситуациях, когда крепежные детали должны выдерживать высокие усталостные нагрузки, особенно в аэрокосмической промышленности.Основное различие между UNJ и UN — больший радиус корня. Избегание острых углов имеет решающее значение для сопротивления усталости. Корневая часть имеет достаточно большой радиус, чтобы он потенциально мог мешать типичной внутренней резьбе UN, поэтому существуют как внешние, так и внутренние резьбы UNJ (и MJ). По словам Блейка, статистически высока вероятность того, что внешняя резьба UNJ подойдет для обычной внутренней резьбы UN.
Стандарты: В общем, геометрия определяется ANSI, ASME и ISO, а прочностные характеристики материала определяются ASTM, IFI, SAE и ISO.
Резьба нарезанная и накатанная: Это относится к способу изготовления резьбы. Накатанная резьба прочнее, чем нарезанная / шлифованная резьба, потому что при изготовлении она закаливается от деформации, а внутренние зерна металла не режутся. Единый стандарт не требует, чтобы корни (выступы) внешней резьбы были закруглены, но почти все крепежные детали размером менее 1 дюйма поступают таким образом, потому что их резьба скручена (см. Книгу Блейка, ссылка выше), а скручивание дает закругленные корни. .
Серия с постоянным шагом: Это относится ко многим сериям резьбы, где шаг не увеличивается с диаметром.Серия 8-UN (8 ниток / дюйм), очевидно, очень популярна с крепежными деталями диаметром более 1 дюйма. Обычно они используются для регулировочных устройств, а не для крепежа.
Очень мелкая резьба и маленькие винты: В Справочнике по машинному оборудованию есть списки размеров действительно маленьких винтов.
Силовые винты и резьба ACME: Работа силовых винтов заключается в преобразовании вращательного движения в поступательное. Из-за этого эффективность является проблемой, а профиль резьбы 60 градусов в стандартных крепежных деталях не подходит.Самая эффективная резьба будет квадратной с углами 90 градусов, но ее сложно изготовить, поэтому используется резьба ACME (она имеет угол 15,5 градусов между дном корня и стенкой зуба). Почему квадрат более эффективен? Никакая его сила не направлена на выталкивание наружу, в то время как резьба под углом 60 градусов имеет значительную составляющую силы вдали от осевого направления винта.
Нитки и системы резьб — Rust Magazine
Нитки Acme легче нарезать и могут выдерживать высокие нагрузки.Очень точная резьба Acme часто используется в качестве «поступательной» резьбы для таких приложений, как ходовые винты в токарных, фрезерных станках, резьбонарезных станках и другом прецизионном оборудовании. Компания Proto несколько лет назад перешла с V-образной резьбы на трапецеидальную на некоторых своих съемниках шестерен, чтобы добиться большей прочности.
Для некоторых специальных применений, где требуется грубая, но неглубокая резьба, доступна американская национальная короткая резьба Acme. Термин «заглушка» означает более мелкую резьбу, чем обычная.Существует также 60-градусная резьба V-образной формы для таких применений, как трубы, где резьба нормальной глубины серьезно ослабила бы тонкую стенку.
Другой вариант резьбы Acme Thread — это червячная резьба, которая имеет угол 29 градусов, но нарезана глубже и предназначена для использования с червячными передачами.
Резьба Buttress имеет квадратную или почти квадратную упорную поверхность и скошена с обратной стороны. Они могут выдерживать большие нагрузки, но только в одном направлении.Я видел резьбу контрфорса с поднутренными упорными поверхностями, используемую на тисках буровых станков. Поднутрение плотно захватывает половину гайки, но при ослаблении ее можно быстро вынуть из гайки.
Трубная резьба обычно выполняет две функции: они скрепляют фитинги вместе, а также герметично закрывают от давления жидкости. Сужение диаметра резьбы на 3/4 дюйма на фут позволяет легко получить герметичные соединения. Прямая трубная резьба используется в таких устройствах, как электрические лампы, где уплотнение не требуется.Трубная резьба, ранее известная как резьба Бриггса, в Америке — это коническая трубная резьба американского национального стандарта. Британия использует британскую стандартную трубную резьбу, имеющую форму резьбы Уитворта. Британская трубная резьба отличается, и ее не следует заменять на трубную резьбу американского стандарта. Фитинги по британскому стандарту часто можно приобрести у крупных поставщиков в Америке.
Некоторые трубные резьбы имеют очень крутой конус, поэтому стыки разъединяются всего за несколько оборотов.Бурильные трубы для скважин часто имеют этот тип резьбы, и я также видел галифе с прерывистой крутой конической резьбой. Прерывистая резьба имеет продольные участки резьбы, удаленные как на охватываемой, так и на внутренней части, поэтому части могут скользить вместе и затягиваться с частичным оборотом. Относящиеся стволы винтовок и ружей часто имеют оборванную резьбу.