2.1.2. ОБОЗНАЧЕНИЕ РЕЗЬБЫ
В общем случае в
обозначение резьбы входят :
1.
буквенный
знак резьбы;
2.
номинальный
размер в миллиметрах или дюймах;
3.
размер
шага;
4.
для многозаходной
резьбы – значение хода с указанием шага;
5.
буквы LH для левой резьбы;
6.
буквенно-цифровое
обозначение поля допуска или буквенное обозначение класса точности;
7.
цифровое
значение или буквенное обозначение длины свинчивания, если она отличается от
нормальной.
Условное
обозначение метрической резьбы регламентирует ГОСТ 8724-81. Оно состоит из буквы М (символа
метрической резьбы), номинального диаметра резьбы, шага и направления резьбы
(если она левая). Многозаходные метрические резьбы обозначают (после
номинального диаметра) буквами Рh, значением хода резьбы, буквой Р и числовым значением шага. Пример
Пример
обозначения трехзаходной левой метрической резьбы с номинальным диаметром 24 мм, с шагом 1 мм и значением хода 3 мм: М24´Рh4Р1-LH.
Примеры обозначения
метрической резьбы и варианты его нанесения на чертеже приведены на рис. 2.14.
Варианты нанесения обозначений на рис. 2.14, а и 2.14, в
предпочтительней.
Условное обозначения
метрической конической резьбы (ГОСТ 25229-82) включает
буквенное обозначение (МК), диаметр резьбы в основной плоскости, шаг и
направление (если оно левое). Обозначение наносят, как показано на рис. 2.15,
2.16 . Варианты нанесения обозначения на рис. 2.15, а и 2.16, а
предпочтительней.
Условное обозначение
трубной цилиндрической резьбы регламентирует ГОСТ 6357-81. Оно состоит
из буквы G и условного размера – внутреннего диаметра трубы в дюймах.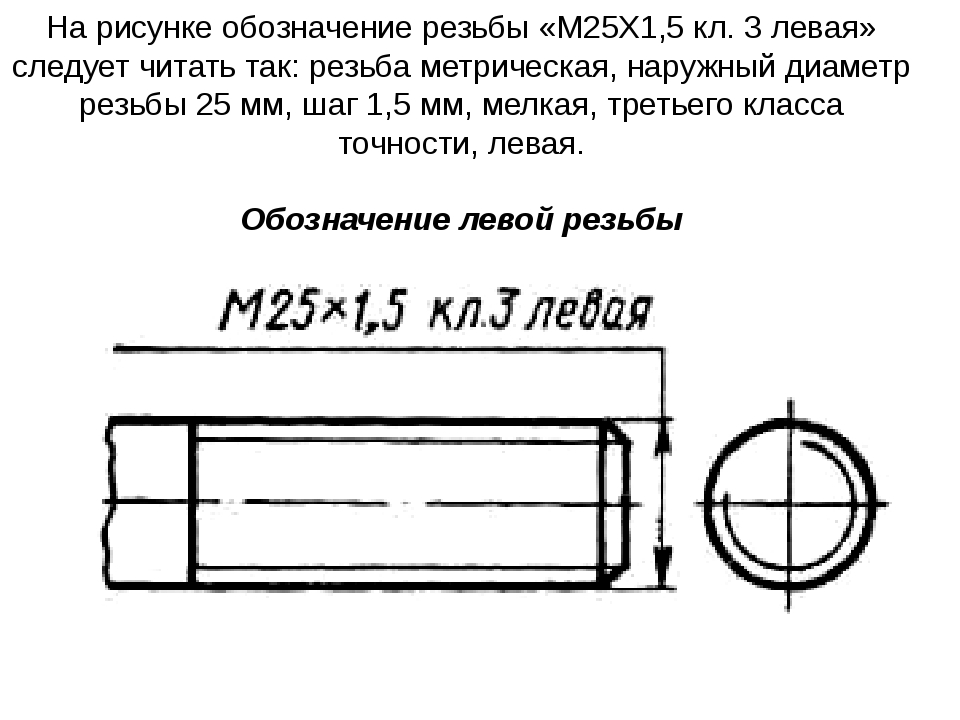
Обозначение наносится на изображение, как показано на рис. 2.17, 2.18. Варианты
нанесения обозначения на рис. 2.17, а
и 2.18, а предпочтительней.
Условное обозначение трубной
конической резьбы (ГОСТ
6211-81) состоит из буквенного обозначения R (наружная резьба) и Rс (внутренняя резьба), диаметра резьбы в основной плоскости
в дюймах (рис. 2.19 и 2.20). Варианты нанесения обозначения на рис. 2.19, а и 2.20, а предпочтительней.
Условное обозначение
трапецеидальной резьбы.
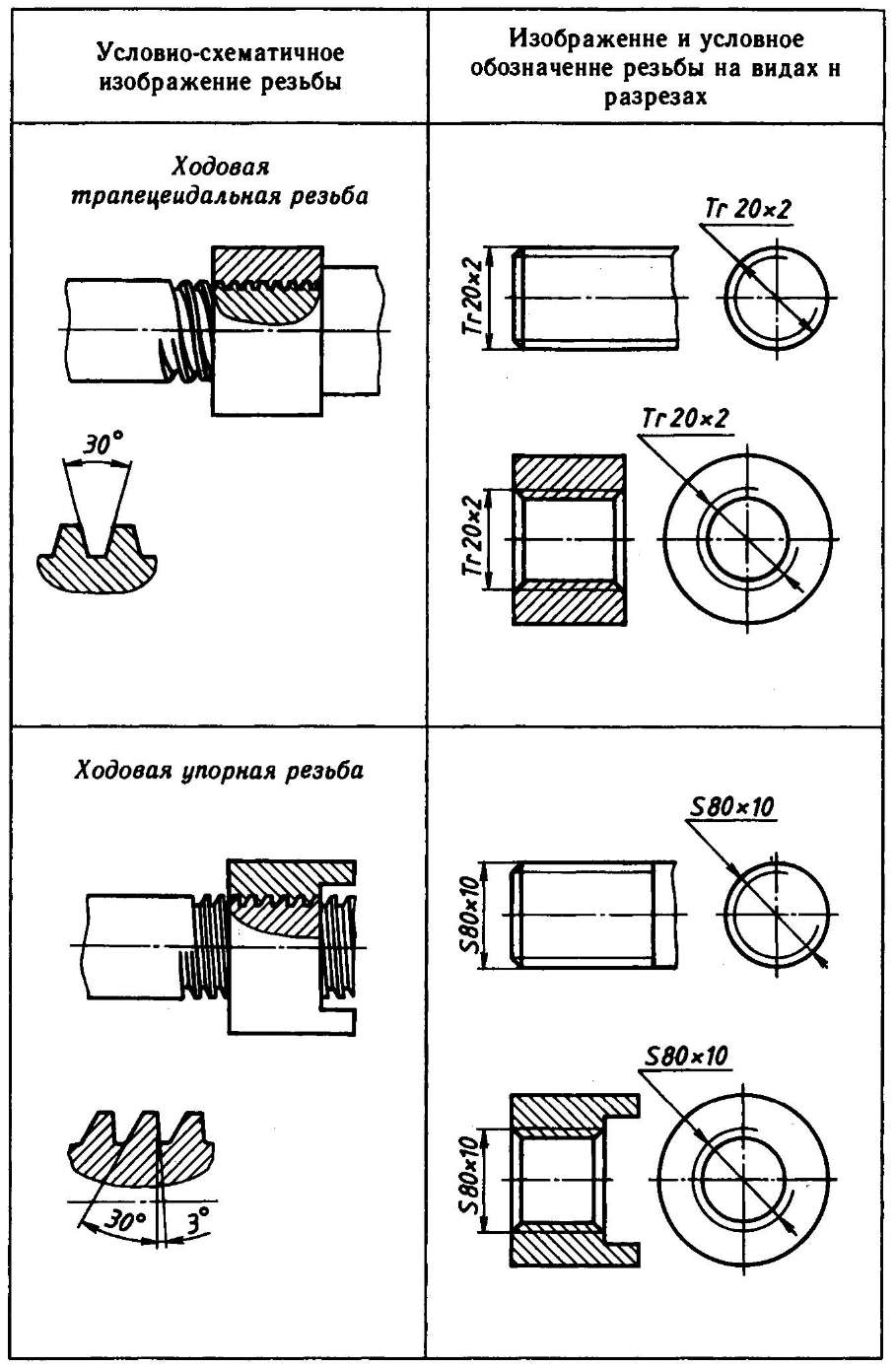
Обозначение однозаходной трапецеидальной резьбы (ГОСТ 9484-81) состоит из букв Tr, наружного диаметра и шага (рис. 2.21 и 2.22). Варианты нанесения
обозначения на рис. 2.21, а и 2.22, а предпочтительней.
Обозначение многозаходной трапецеидальной резьбы (ГОСТ 24739-81) состоит из
букв Tr, наружного диаметра, хода и шага (рис. 2.23 и
2.24). Варианты нанесения обозначения на рис. 2.23, а и 2.24, а
предпочтительней.
Условное обозначение упорной
резьбы (ГОСТ 10177-82) состоит из буквы S,
наружного диаметра и шага резьбы: S28×5. Для
многозаходной резьбы обозначение состоит
из буквы S, наружного диаметра, хода и шага: S28×10(Р5)LH. Варианты нанесения
обозначения на рис. 2.25, а и 2.26, а предпочтительней.
Условное обозначение круглой резьбы для электротехнической арматуры по ГОСТ
28108-89 состоит из букв Е (серия) и
наружного диаметра, например, Е27 (рис.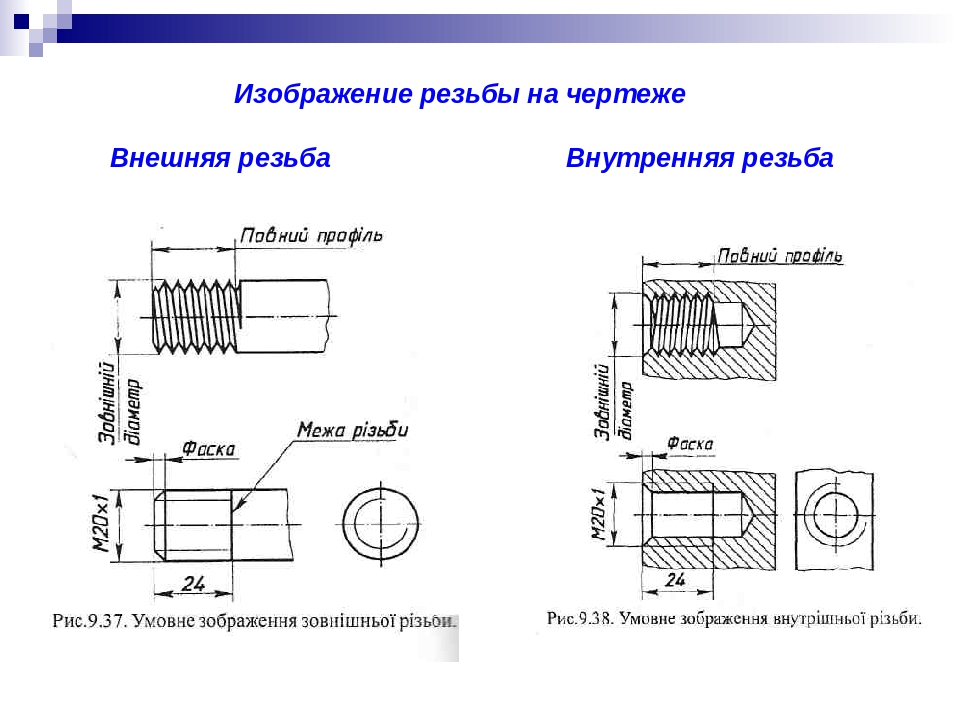 2.27).
2.27).
Резьба прямоугольная не
стандартизованная на чертежах задается всеми конструктивными размерами:
наружным и внутренним димаметрами, шагом, шириной зуба. Варианты нанесения
размеров резьбы с прямоугольным профилем показаны на рис. 2.28, а, б,
в. Рекомендуется показывать в масштабе увеличения профиль данной резьбы
и все ее размеры.
Изображение и обозначение резьбы на чертежах — Работа по чертежу и технологической карте с точностью обработки до 0,1 мм — Комплексные работы
Резьбу на стержнях изображают по наружному диаметру сплошными основными линиями, а по внутреннему — сплошными тонкими.
Изображение резьбы на стержне винта
Основные элементы метрической резьбы (наружный и внутренний диаметры, шаг резьбы, длину и угол резьбы) вы изучали в пятом классе. На рисунке указаны некоторые эти элементы, но на чертежах таких надписей не делают.
На рисунке указаны некоторые эти элементы, но на чертежах таких надписей не делают.
Резьбу в отверстиях изображают сплошными основными линиями по внутреннему диаметру резьбы и сплошными тонкими по наружному.
Изображение резьбы в отверстии
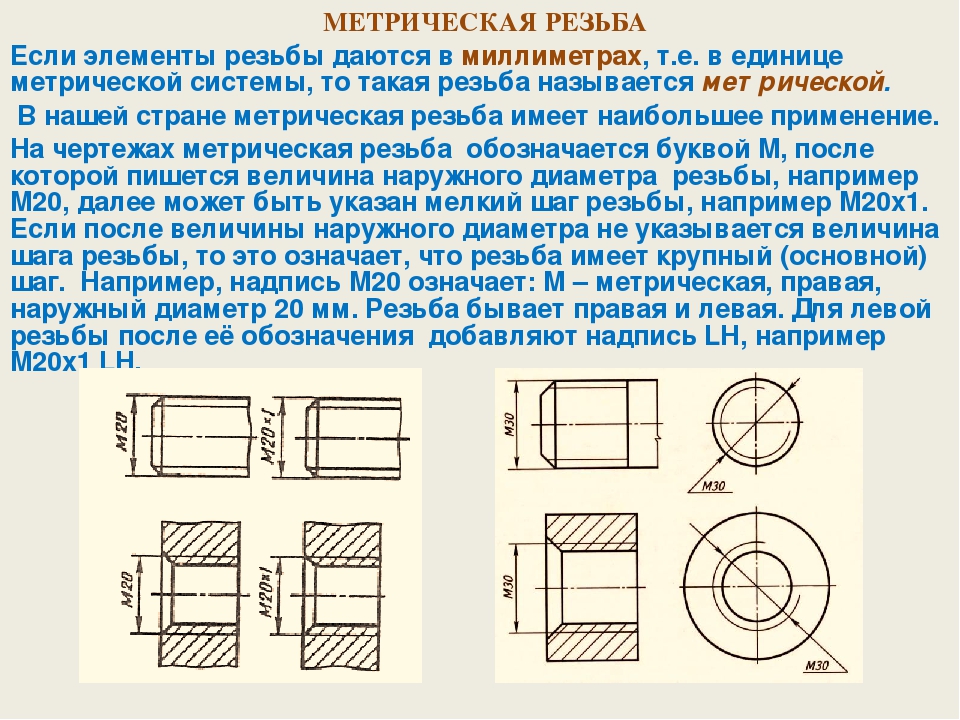
Условное обозначение резьбы показано на рисунке. Читать надо так: резьба метрическая (М) с наружным диаметром 20 мм, третьего класса точности, правая, с крупным шагом — «Резьба М20 кл. 3».
Обозначение правой резьбы с крупным шагом
На рисунке обозначение резьбы «М25Х1,5 кл. 3 левая» следует читать так: резьба метрическая, наружный диаметр резьбы 25 мм, шаг 1,5 мм, мелкая, третьего класса точности, левая.
Обозначение левой резьбы
Вопросы
- Какими линиями изображают резьбу на стержне?
- Какими линиями показывают резьбу в отверстии?
- Как обозначают резьбу на чертежах?
- Прочитайте записи «М10Х1 кл.
 3» и «М14Х1,5 кл. 3 левая».
3» и «М14Х1,5 кл. 3 левая».
 3» и «М14Х1,5 кл. 3 левая».
3» и «М14Х1,5 кл. 3 левая».Рабочий чертеж
Каждое изделие — машина или механизм — состоит из отдельных, соединенных между собой, деталей.
Детали обычно изготовляют литьем, ковкой, штамповкой. В большинстве случаев такие детали подвергают механической обработке на металлорежущих станках — токарных, сверлильных, фрезерных и других.
Чертежи деталей, снабженные всеми указаниями для изготовления и контроля, называют рабочими чертежами.
На рабочих чертежах указывают форму и размеры детали, материал, из которого ее надо изготовить. На чертежах проставляют чистоту обработки поверхностей, требования к точности изготовления — допуски. Способы изготовления и технические требования к готовой детали указывают надписью на чертеже.
Чистота обработки поверхности. На обработанных поверхностях всегда остаются следы обработки, неровности. Эти неровности, или, как говорят, шероховатость поверхности, зависят от инструмента, которым обрабатывают.
Например, поверхность, обработанная драчёвым напильником, будет более шероховатой (неровной), чем после обработки личным напильником. Характер шероховатости зависит также от свойств материала изделия, от скорости резания и величины подачи при обработке на металлорежущих станках.
Характер шероховатости зависит также от свойств материала изделия, от скорости резания и величины подачи при обработке на металлорежущих станках.
Для оценки качества обработки установлено 14 классов чистоты поверхностей. Классы обозначают на чертежах одним равносторонним треугольником (∆), рядом с которым проставляют номер класса (например, ∆ 5).
Способы получения поверхностей разной чистоты и их обозначения на чертежах. Чистота обработки одной детали бывает не везде одинаковая; поэтому на чертеже указывают, где и какая требуется обработка.
Условное обозначение чистоты поверхности на чертеже
Знак со вверху чертежа указывает, что для грубых поверхностей требований к чистоте обработки не предъявляют. Знак ∆ 3 в правом верхнем углу чертежа, взятый в скобки, ставят, если к обработке поверхности детали предъявляют одинаковые требования. Это поверхность со следами обработки драчёвыми напильниками, обдирочными резцами, абразивным кругом.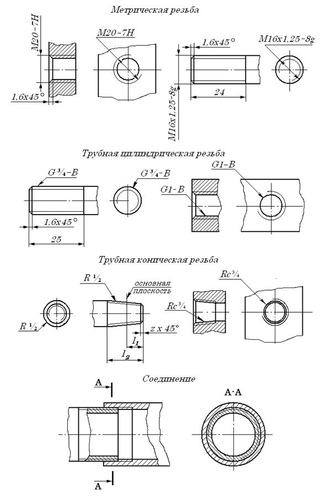
Знаки ∆ 4 — ∆ 6 — получистая поверхность, с малозаметными следами обработки чистовым резцом, личным напильником, шлифовальным кругом, мелкой шкуркой.
Знаки ∆ 7 — ∆ 9 — чистая поверхность, без видимых следов обработки. Такой обработки достигают шлифованием, опиливанием бархатным напильником, шабрением.
Знак ∆ 10 — очень чистая поверхность, достигнутая тонким шлифованием, доводкой на оселках, опиливанием бархатным напильником с маслом и мелом.
Знаки ∆ 11 — ∆ 14 — классы чистоты поверхности, достигают специальными обработками.
Способы изготовления и технические требования к готовой детали на чертежах указывают надписью (например, притупить острые кромки, закалить, воронить, сверлить отверстие вместе с другой деталью и другие требования к изделию).
Вопросы
- Какими значками обозначают чистоту обработки поверхности?
- После какого вида обработки можно получить чистоту поверхности ∆ 6?
Задание
Прочитайте чертеж на рисунке и ответьте письменно на вопросы по предлагаемой форме.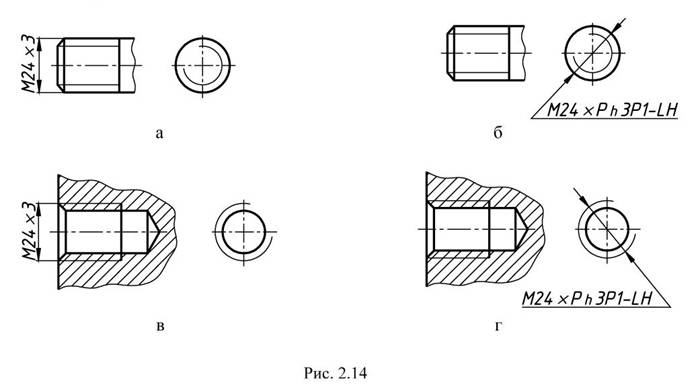
| Вопросы для чтения чертежа | Ответы |
| 1. Как называется деталь? | – |
| 2. Где ее применяют? | – |
| 3. Перечислите технические требования к детали | – |
| 4. Как называется вид чертежа? | – |
| 5. Какие условности имеются на чертеже? | – |
| 6. Какова общая форма и габарит детали? | – |
| 7. Какая резьба нарезана на стержне? | – |
8. Укажите элементы и размеры детали Укажите элементы и размеры детали | – |
Чертеж винта
«Слесарное дело», И.Г.Спиридонов,
Г.П.Буфетов, В.Г.Копелевич
Обозначение резьбы
В обозначение метрической цилиндрической резьбы входят буква М и номинальный диаметр резьбы, причем крупный шаг не указывают: М5; М56. В обозначении резьбы с мелким шагом дополнительно указывают шаг резьбы М5×0,5; М56×2. В конце условного обозначения левой резьбы ставят буквы LH, например: М5LH; М56x2LH. В обозначении резьбы также указывают класс точности: М5-6g.
Резьба метрическая коническая
Метрическая коническая резьба обозначается буквами МК, например: МКx30; левая резьба МК30x2LH. В обозначении внутренней цилиндрической резьбы, свинчиваемой с конической, приводят номер стандарта конической резьбы М30×2 ГОСТ 25229-82.
Резьба трубная цилиндрическая
Условное обозначение резьбы состоит из буквы G, обозначения номинального диаметра резьбы в дюймах, и класса точности среднего диаметра.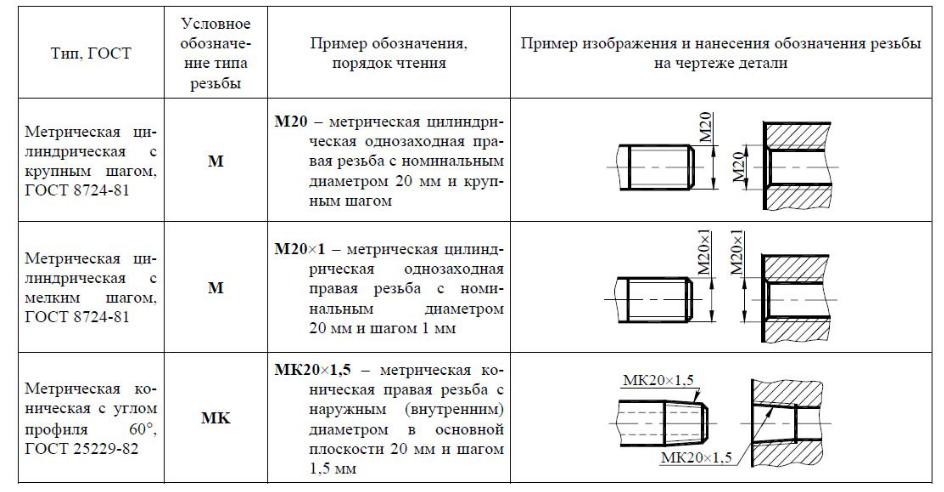 Для левой резьбы обозначение дополняется буквами LH. G1½ — В — резьба трубная цилиндрическая, номинальный диаметр 1½ дюйма, класс точности В. G1½ LH — В — резьба трубная цилиндрическая, номинальный диаметр 1½ дюйма, класс точности В, левая. Длину свинчивания указывают в миллиметрах после обозначения класса точности: G1½-В-40.
Для левой резьбы обозначение дополняется буквами LH. G1½ — В — резьба трубная цилиндрическая, номинальный диаметр 1½ дюйма, класс точности В. G1½ LH — В — резьба трубная цилиндрическая, номинальный диаметр 1½ дюйма, класс точности В, левая. Длину свинчивания указывают в миллиметрах после обозначения класса точности: G1½-В-40.
Резьба трубная коническая
Условное обозначение резьбы состоит из букв R, размера номинального диаметра в дюймах. Обозначение Rc используют для трубной конической внутренней резьбы. Условное обозначение левой резьбы дополняется буквами LH.
R1 ½ — наружная трубная коническая резьба, номинальный диаметр 1 ½ дюйма.
R1 ½ LH — наружная трубная коническая резьба, номинальный диаметр 1 ½ дюйма, левая.
Резьба трапецеидальная
Трапецеидальные резьбы обозначаются буквами Tr, затем указывают номинальный диаметр резьбы в миллиметрах, шаг резьбы (ход и шаг, если эта резьба многозаходная), направление резьбы (для правой резьбы не указывают, для левой буквами LH), и класс точности резьбы.
Tr 20×4 (Р2)- 8е — Резьба трапецеидальная, номинальный диаметр 20 мм, ход 4 мм, шаг 2 мм, двухзаходная, правая, класс точности 8е.
Tr 20×4 (Р2)LH- 8е — Резьба трапецеидальная, номинальный диаметр 20 мм, ход 4 мм, шаг 2 мм, двухзаходная, левая, класс точности 8е.
Tr 80×4 — 6h – резьба трапецеидальная, номинальный диаметр 80 мм, шаг 4 мм, правая, класс точности 6h.
Резьба упорная
Упорные резьбы обозначаются буквами S, затем указывают номинальный диаметр резьбы в миллиметрах, шаг резьбы (ход и шаг, если эта резьба многозаходная), направление резьбы (для правой резьбы не указывают, для левой буквами LH), и класс точности резьбы.
S100x60 (Р20) – 4H — резьба упорная, номинальный диаметр 100 мм, ход 60 мм, шаг 20 мм, трехзаходная, правая, класс точности 4Н.
S80x10 LH- 6е – резьба упорная, номинальный диаметр 80 мм, шаг 10 мм, левая, класс точности 6е.
Обозначаются на чертеже как и трапецеидальные резьбы, только со своим обозначением.
Размеры трубных и конических резьб, указываемые в обозначениях, являются условными, так как они в большинстве случаев относятся к внутренним диаметрам труб, а не к наружным диаметрам резьбы. Например, если в обозначении трубной цилиндрической резьбы стоит размер 2″ (2 дюйма), то наружный диаметр резьбы согласно стандарту на размеры трубных резьб будет равен 59,616 мм, при внутреннем диаметре трубы — 50 мм.
Обозначение метрической резьбы на чертежах
ГОСТ 24705 – 2004
Метрическая резьба, с диапазоном диаметров от 1 до 600 мм, нашла широкое применение в промышленности и бытовой техники. Шаг резьбы измеряется в миллиметрах и имеет разброс его цифровых значений от 0,25 до 6 мм.
Размеры резьбы
Профиль метрической резьбы, представляет собой, геометрический равносторонний треугольник с углом при вершине 60°.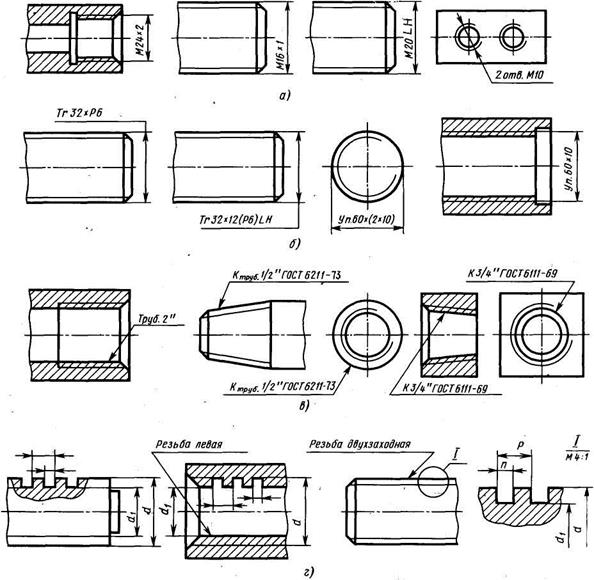 Высота профиля метрической резьбы рассчитывается по формуле
Высота профиля метрической резьбы рассчитывается по формуле Н = 0,866025404 × Р, где Н это высота, а Р шаг резьбы.
| d СР = M – 2 | 3
8 | H = M – 0.649519053 × Р |
| d ВН = M – 2 | 5
8 | H = M – 1.082531755 × Р |
| d В = M – 2 | 17
24 | H = M – 1.226869322 × Р |
Метрическая цилиндрическая резьба широко используется при изготовлении сложных технических резьбовых соединений в приборостроении, машиностроении, а также при массовом производстве крепёжных изделий таких как: винты, болты, шпильки, гайки и др.
Обозначается метрическая резьба буквой М:
M16,М42,М64– с крупным шагомМ16×0,5;М42×2;М64×3– с мелким шагомМ42×3 (Р1)– это означает, что резьба многозаходная с диаметром42 мм, шагом1 мми её ход составляет3 мм(трёхзаходная)M14LH,M40×2LH,M42×3(P1)LH– если нужно обозначить левую резьбу, то после условного обозначения ставят буквыLH
Современное машиностроение нельзя себе представить без резьб.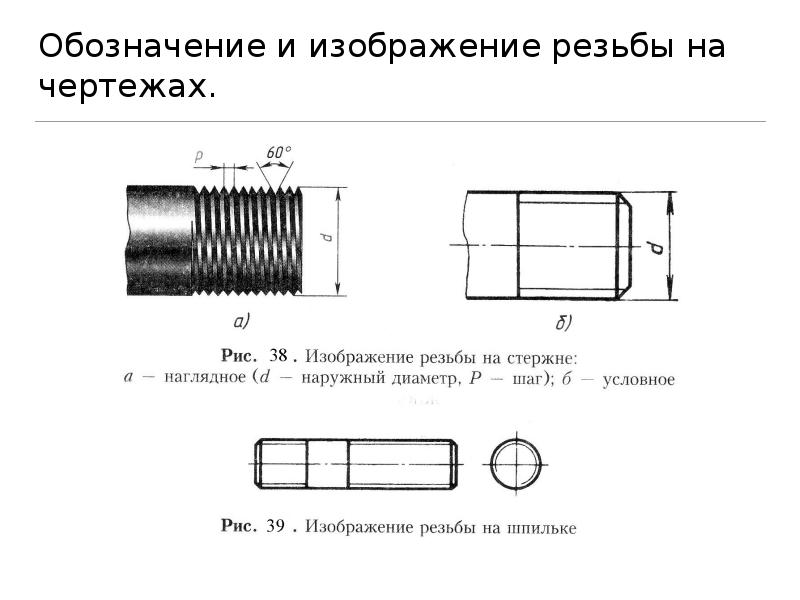 Резьба является главным элементом во всех резьбовых соединениях. Основными положительными качествами резьбовых соединений являются относительная простота изготовления, удобство в использовании, способность выдерживать высокие нагрузки, универсальность и надежность. Все резьбовые соединения по назначению и характеру использования подразделяются на подвижные (кинематические) и неподвижные.
Резьба является главным элементом во всех резьбовых соединениях. Основными положительными качествами резьбовых соединений являются относительная простота изготовления, удобство в использовании, способность выдерживать высокие нагрузки, универсальность и надежность. Все резьбовые соединения по назначению и характеру использования подразделяются на подвижные (кинематические) и неподвижные.
Выбор шага резьбы
Шаг является одной из главных характеристик любой резьбы, причем он может быть как мелким, так и крупным.
В тех соединениях, которые подвержены высоким нагрузкам (в том числе и ударного характера) используются резьбы с крупным шагом.
Чтобы получить герметичное сочленение или соединить между собой тонкостенные детали, используются резьбы с мелким шагом. Помимо этого, они часто применяется в различных установочных и регулировочных винтах и гайках для достижения максимально точных настроек.
Нарезание резьбы резцами
И наружные, и внутренние резьбы на токарно-винторезных станках нарезаются при помощи таких инструментов, как резьбовые резцы и гребенки. Поскольку нарезание резьбы резцами имеет относительно невысокую производительность, то этот метод сейчас используется преимущественно для изготовления штучных или мелкосерийных деталей, а также в процессе выпуска ходовых винтов, точных винтов и калибров.
Поскольку нарезание резьбы резцами имеет относительно невысокую производительность, то этот метод сейчас используется преимущественно для изготовления штучных или мелкосерийных деталей, а также в процессе выпуска ходовых винтов, точных винтов и калибров.
Накатывание резьбы
Этот способ изготовление резьб используется при крупносерийном производстве деталей на специализированном резьбонакатном оборудовании. Он характеризуется высокой производительностью и относительно низкими затратами. В основе этого метода лежит пластическая деформация поверхности металлов, и поэтому он не предполагает снятия стружки.
Фрезерование резьбы
Как наружную, так и внутреннюю резьбу можно нарезать методом фрезерования, и для этого используются специальные резьбофрезерные станки. В качестве режущих инструментов в них применяются гребенчатые фрезы, которые врезаются в тело детали при радиальной подаче, в результате чего на поверхности и появляется резьба.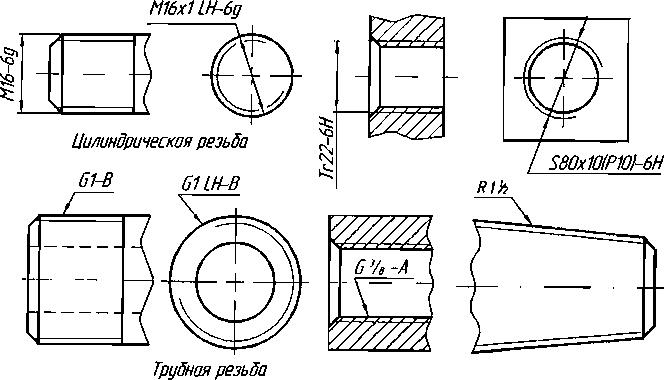
Шлифование точной резьбы
Точные резьбы, которые наличествуют, к примеру, на различных калибрах, резьбовых роликах и т.п. изготавливаются чаще всего с помощью такого метода, как шлифование. Для этого также используется специализированное оборудование.
Понятие о допусках резьбовых соединений
Когда изготавливаются резьбы, их действительные профили имеют некоторые отклонения от теоретических. Поэтому для того, чтобы гарантированно обеспечить сопряжение резьбовых деталей, а также достичь их взаимозаменяемости, эти отклонения регламентируются допусками.
Средний диаметр резьбы является тем основным показателем, который характеризует резьбовое соединение. Наиболее широко применяемой посадкой при резьбовых соединениях является скользящая, когда этот показатель равняется наименьшему среднему диаметру резьбы гайки и наибольшему среднему диаметру резьбы болта.
Обозначение резьбы на чертеже согласно ГОСТ
Выполнение трубной резьбы
Методы выполнения резьбы для труб зависят от доступного оборудования, серийности производства и необходимой точности.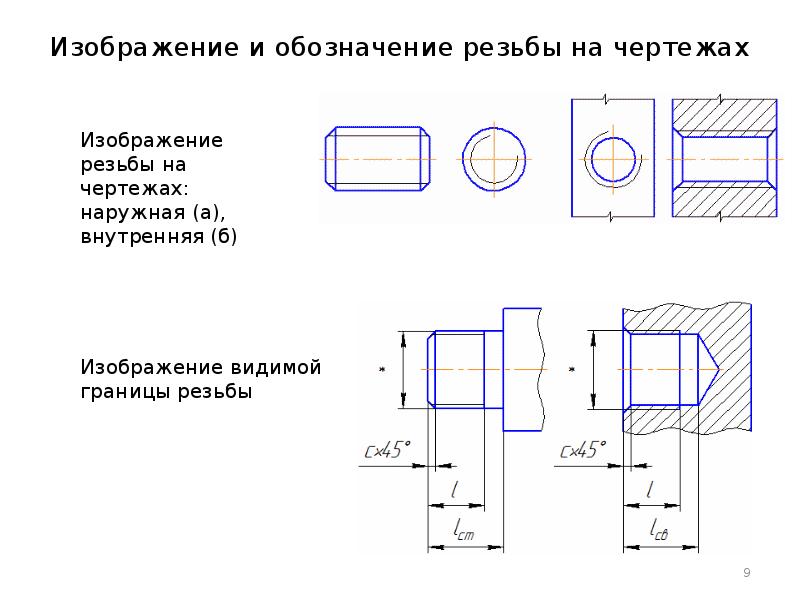 Так, накатка применяется в основном при выпуске больших серий изделий, поскольку гарантирует высокую производительность, и низкую себестоимость операции.
Так, накатка применяется в основном при выпуске больших серий изделий, поскольку гарантирует высокую производительность, и низкую себестоимость операции.
Способы нарезки резьбы
- Нарезка на токарно-винторезном станке характеризуется высокой точностью и весьма низкой производительностью. Применяется в индивидуальном и мелкосерийном производстве.
- Нарезка плашками и метчиками обладает также невысокой производительностью и осуществляется, как правило, в несколько проходов разным по степени точности инструментом.
- Накатка – это основной промышленный способ, формирование профиля происходит не за счет снятия стружки, а в результате пластической деформации металла накатными плашками. Высокая производительность обеспечивается за счет автоматизации операции снятия и постановки детали на станок.
- Фрезерование резьбы выполняется на специализированных резьбофрезерных станках.
- Литье. Прогрессивные методы литья — литье под высоким давлением и порошковая металлургия — позволяют получать точный и прочный резьбовой профиль прямо на отливке, без последующей механической обработки
В условиях стройки и ремонта доступен, как правило, только ручной способ выполнения.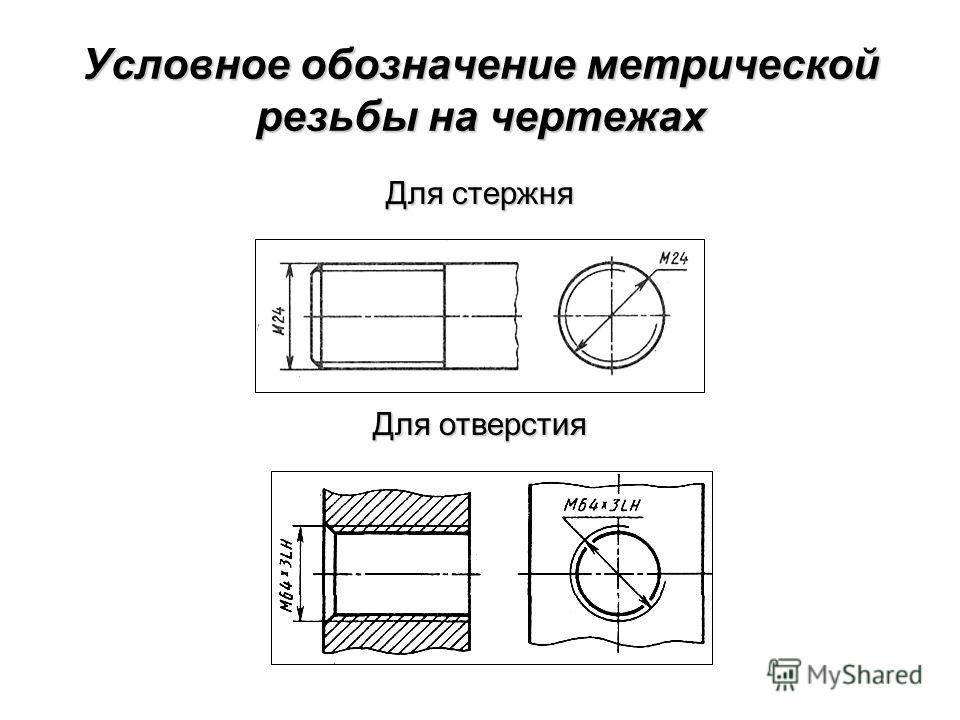
Резьба метрическая
ГОСТ 8724-2002 (ИСО 261-98)
Стандарт распространяется на метрические резьбы общего назначения и устанавливает их диаметры от 0,25 до 600 мм и шаги от 0,075 до 8 ммОсновной профиль по ГОСТ 9150-2002 (ИСО 68-1-98)
В условное обозначение размера резьбы должны входить: буква М, номинальный диаметр резьбы и шаг резьбы, выраженные в миллиметрах и разделенные знаком « х ».
Пример: М8х1,25
Крупный шаг в обозначении резьбы может быть опущен.
Пример: М8
Условное обозначение левой резьбы должно дополняться буквами LH
Пример: M8х1 — LHМногозаходная резьба должна обозначаться буквой М, номинальным диаметром резьбы, знаком х, буквами Ph, значением хода резьбы, буквой Р и значением шага.
Пример условного обозначения двухзаходной резьбы с номинальным диаметром 16 мм, ходом 3 мм и шагом 1,5 мм:М16хРh4Р1,5
То же, для левой резьбы:M16хРh4Р1,5 — LH
Для большей ясности в скобках текстом может быть указано число заходов резьбы.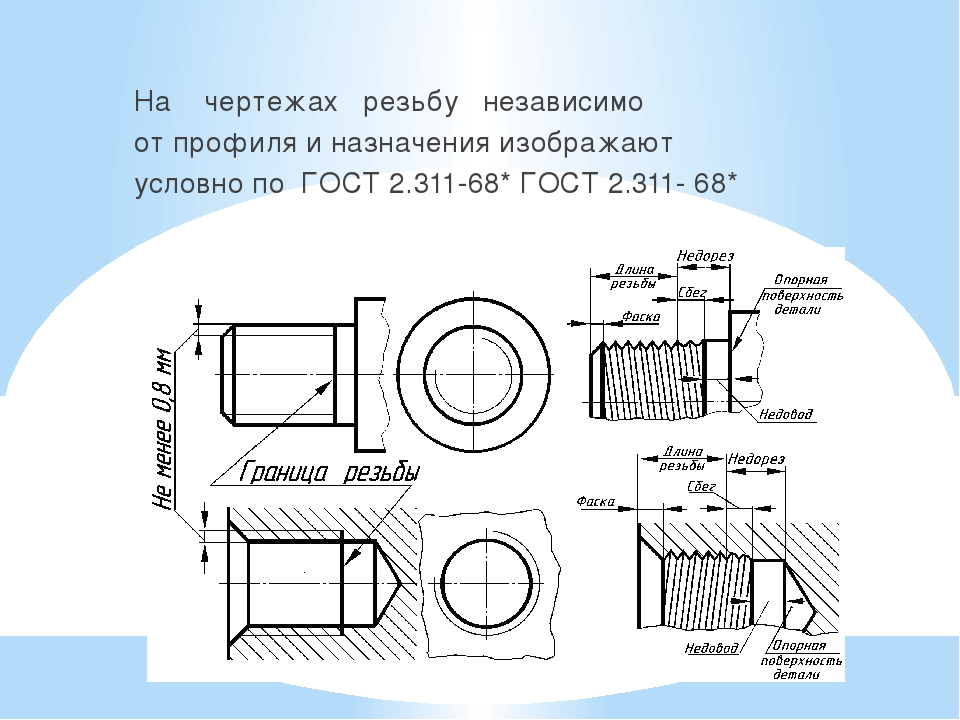 Пример: M16хPh4P1,5 (два захода)
Пример: M16хPh4P1,5 (два захода)
Примеры условных обозначений для каждого вида резьбы по ГОСТу
- Метрическая. Указывает на тип, номинальный диаметр, шаг и направление (для левых). Многозаходные варианты (Ph) прописывают за диаметром — вместе со значением хода, буквой Р и параметром шага. Пример: М25*Рh5Р2-LH.
- Метрическая (конический тип). Та же схема, что и в случае выше, за исключением отсутствия многозаходных вариантов и буквы, обозначающей тип: МК*20*1,5.
- Трубная цилиндрическая. Это буква G. Также указывается внутренний диаметр ее трубы, измеряемый дюймами: G2-LH.
- Трубная коническая. Это либо R (для наружной), либо Rc (для внутренней) рез-ы. Для них указывается диаметр основной плоскости и самой резьбы.
- Трапецеидальная. Однозаходный вариант скрывается за сочетанием букв Tr, которое дополняется показателем наружного диаметра и шага: Tr14*3. Многозаходный — Tr14*3(Р4)LH (добавляется значение хода).
- Упорная. Ей присвоена буква S. В однозаходном варианте нужно указать еще наружный диаметр и шаг резьбы. В многозаходном — добавляется ход.
- Круглая. Дается обозначение типа — буква Е, и показатель наружного диаметра.
- Прямоугольная. Для нее указывают все возможные конструктивные размеры.
 В однозаходном варианте нужно указать еще наружный диаметр и шаг резьбы. В многозаходном — добавляется ход.
В однозаходном варианте нужно указать еще наружный диаметр и шаг резьбы. В многозаходном — добавляется ход.Оборудование для нарезания
Для нарезания в зависимости от выбранной технологии используется следующее оборудование:
- Токарно-винторезные станки.
- Наборы плашек, метчиков и воротков (выполняется вручную).
- Резьбонакатные станки (для холодной или горячей накатки).
- Фрезерные станки или обрабатывающие центры.
- Шлифовальные станки.
Фрезерный станок
Токарно-винторезный станок
Токарно — винторезные и фрезерные станки, установки горячей накатки применяются только в условиях производств. Для бытовых применений используют наборы плашек и метчиков или устройство КЛУПП, которое не требует смены плашек при последовательных проходах. Режущие гребенки, охватывающие трубу с трех сторон, можно понемногу выдвигать внутрь корпуса, обеспечивая чистовые проход.
Назначение резьбы и ее элементы
Назначение рассматриваемого крепежного элемента заключается в соединении и фиксации отдельных элементов. Рассматриваемые изделия могут быть предназначены для передачи вращения или некоторых усилий. Основными элементами можно назвать:
- Профиль рассматривается в сечении, которое образуется при прохождении через ось. Другими словами, создаваемая ось рассекает изделие по полам, в результате чего отображается определенная форма. На основе полученного изображения можно определить некоторые другие наиболее важные параметры.
- Витком называют часть поверхности, которая образуется при полном обороте. В некоторых случаях указывается число витков рабочей части. Определить этот показатель можно при делении протяженности рабочей части на показатель шага.
- Угол профиля образуется между боковыми сторонами. В некоторых случаях этот параметр указывается на чертежах. Для обозначения угла применяется плоскость, проходящая через ось изделия.
- Шаг резьбы считается наиболее важным параметром, который указывается в технической документации и на чертежах. Подобный параметр определяет расстояние между параллельными точками двух рядом лежащих впадин. В метрических указанное расстояние обозначается в миллиметрах.
- Высота профиля считается также важным параметром. Он учитывается при проектировании различных изделий. Высота профиля – расстояние, которое образуется между вершиной витков и основанием. С увеличением этого параметра существенно повышается прочность получаемого соединения, но усложняется процесс свинчивания.
- Наружный, средний и внутренний диаметр. На чертежах и в другой технической документации, как правило, указывается наружный диаметр – диаметральный размер, который описывает около резьбовую поверхность. Другие показатели учитываются крайне редко, но также заносятся в специальные таблицы.

Некоторые из приведенных выше параметров указываются на чертежа специальными обозначениями, другие можно найти в специальной технической документации.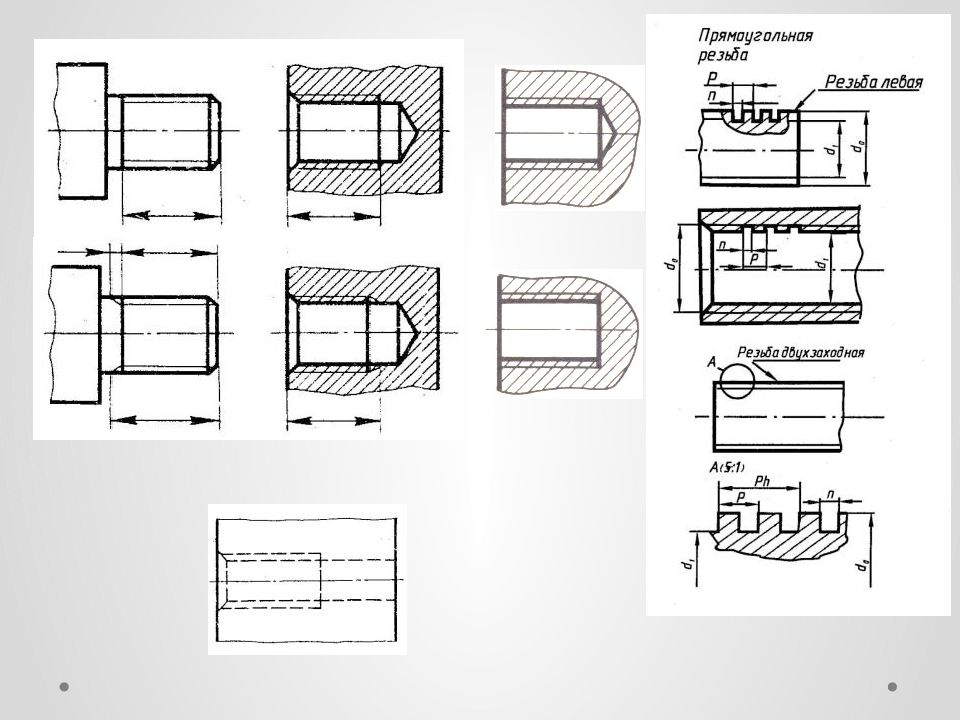 При нарезании витков уделяется информация наружному диаметру и шагу их расположения.
При нарезании витков уделяется информация наружному диаметру и шагу их расположения.
Обозначение трубной резьбы на чертеже и ее разновидности |
Сегодня поговорим об обозначении трубной резьбы на чертеже. Почему это актуально – объяснять не надо, не найдется в доме помещения, где бы не использовались трубы.
Пара слов о теории. Трубная резьба (ТР) получается в результате нарезки спиралевидных каналов на теле трубы (или внутри ее).
Такая резьба предназначена для монтажа разъемного (это обязательное условие) соединения любых трубопроводов (полимерных, металлических и др.).
Когда мы имеем дело с ТР, необходимо помнить, что она обычно исполняется у двух видах.
- Цилиндрическом (G-тип). В этой версии нарезается спиралевидная канавка, имеющая треугольный профиль и угол 55° градусов на вершине.
- Коническом (R-тип). В этом случае нарезается аналогичная канавка на пологом участке с конусностью 1:16.
- Следует добавить, что существует еще дюймовый вариант. Это тот случай, когда треугольного профиля канавка с углом в 60° градусов на вершине нарезается на конической поверхности. Этот вариант в настоящее время применяется очень редко, его обозначение не рассматриваем.
 Это тот случай, когда треугольного профиля канавка с углом в 60° градусов на вершине нарезается на конической поверхности. Этот вариант в настоящее время применяется очень редко, его обозначение не рассматриваем.
Это тот случай, когда треугольного профиля канавка с углом в 60° градусов на вершине нарезается на конической поверхности. Этот вариант в настоящее время применяется очень редко, его обозначение не рассматриваем.Следует помнить, что цилиндрический вариант применяется при стыковке газо- и водонапорных трубопроводов. Коническая же версия идёт на монтаж нагруженных узлов топливопроводов, маслопроводов или гидроприводов. Таким образом, на чертеже трубная резьба будет обозначено либо G-типом, либо R-типом. Но каким конкретно будет обозначение? Есть ли какие-то отличия в идентификации? Что мы должны увидеть?
Стандартные обозначения трубной резьбы на чертеже
Все параметры цилиндрической трубной нарезки канавки регламентирует ГОСТ 6357-81. Такое изделие на чертеже будет выглядеть следующим образом.
Параметры конической ТР закреплены в ГОСТ 6211-81, на чертеже она будет обозначена вот так.
Поскольку трубная цилиндрическая нарезка применяется наиболее часто, добавим еще несколько слов о ней.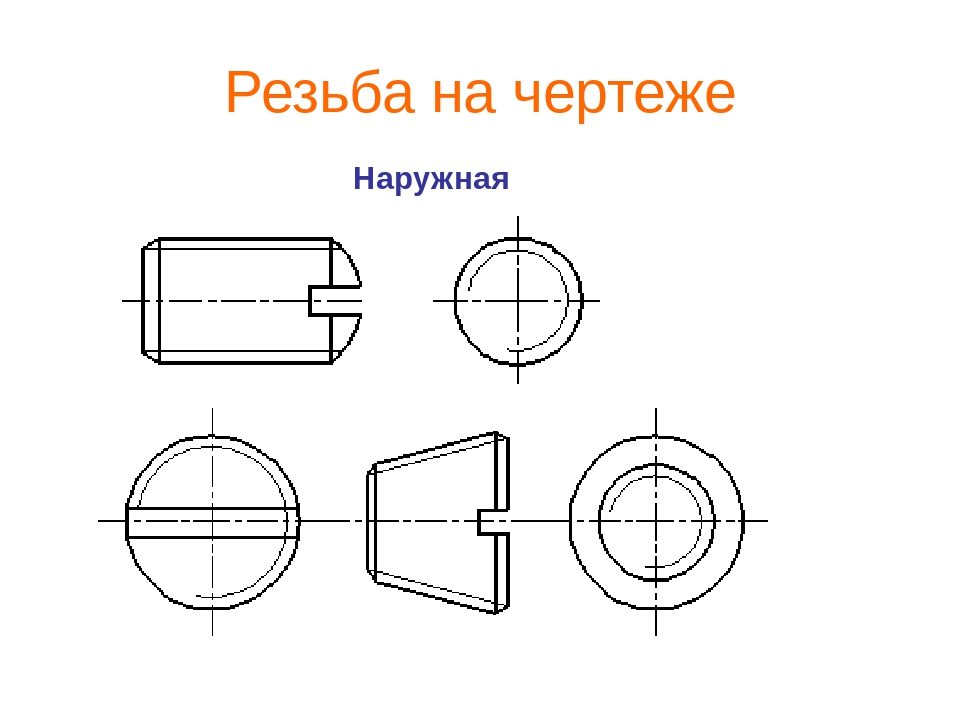
Она представляет собой равнобедренной треугольник, угол которого при вершине, как уже говорилось, равен 55°. Помимо этого впадины и вершины закруглены, это делает резьбу ещё более герметичной по сравнению с метрической.
Можно с полным основанием сказать, что такое соединение можно классифицировать, как крепёжноуплотнительное. Помимо прочего, трубная резьба всегда имеет несколько более мелкий шаг, чем метрическая.
В заключение повторим ещё раз.
- Трубная коническая резьба применяется для соединения труб, работающих при повышенной температуре и давлении.
- Цилиндрическая резьба применяется на любых газо- и водопроводных трубах, а также на всех деталях для их соединения и монтажа, так называемых фитингах (уголках, тройниках, муфтах), а также на деталях запорной арматуры (клапанах и задвижках).
Вот таким образом обозначается обычно на чертежах трубная резьба.
27.11.2017Egor11
stroydombystro.ru
Изображение и обозначение резьбы на чертежах валов (стержней) и отверстий.
Вы думаете, а в чем разница между изображение или обозначение? Изображение — это то как она прочерчивается на чертеже самой детали, а обозначение говорит о том какая она (метрическая, дюймовая и др.). Вроде понятно, а то так закрутил . В процессе рассмотрения темы все станет понятно.
p, blockquote 5,0,0,0,0 –>
Изображение резьбы на валах. Наружная резьба.
p, blockquote 6,0,0,0,0 –>
Наружная резьба как видите обозначается в виде тонкой линии которая проходит на расстоянии 0,8 мм от основной линии. Я скажу так, если вы чертите от руки (простым карандашом), то в вашем арсенале должен быть со специальной тонкой заточкой карандаш. Да золотые времена учебы в колледже . У меня при оформлении чертежей всегда лежали несколько карандашей один для основных линий, второй для обозначений, третий для штриховки и тд.
p, blockquote 7,0,0,0,0 –>
Сегодня молодежь не пользуется услугами простых карандашей и это очень хорошо. На компьютере любые обозначение специальных элементов на чертеже можно сделать быстро и очень красиво.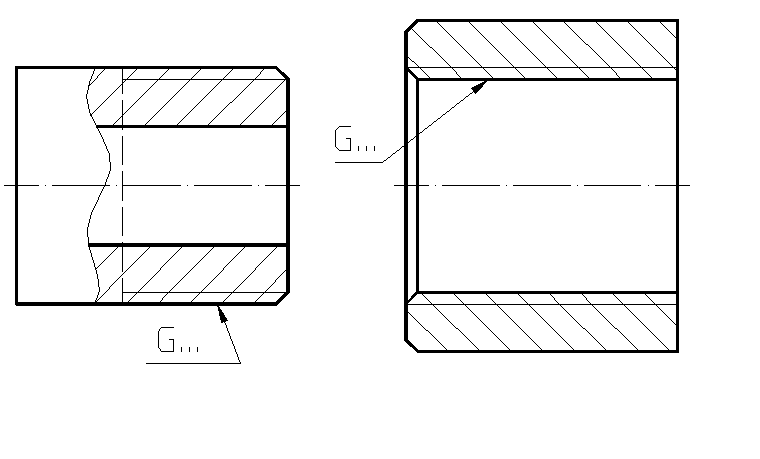
p, blockquote 8,0,1,0,0 –>
Обратите внимание на то, что резьба идет не по всей поверхности вала. Она чертится на определенное расстояние
Она не может быть нарезана по всей длине вала. Ведь должен быть участок обеспечивающий выход инструмента.
p, blockquote 9,0,0,0,0 –>
Если посмотреть с торца детали, то резьба обозначается в виде незаконченного круга который пересекает 3 из 4 кусков осевой линии.
p, blockquote 10,0,0,0,0 –>
Изображение резьбы в отверстиях деталей. Внутренняя резьба.
p, blockquote 11,0,0,0,0 –>
В отверстии резьба выглядит так же как и на валах. Только тут есть небольшая особенность — граница резьбы обозначается жирным (контурным) шрифтом и выходит за пределы контура отверстия. Торцевой вид резьбы ни чем не отличается от вала, да это и видно на эскизе.
p, blockquote 12,0,0,0,0 –>
Сейчас вот смотрю на эти эскизы и понимаю, что они не совсем правильные (как я не заметил ). Но переделывать не хочется да и наглядно будет показана основная ошибка при изображении резьбы на чертеже.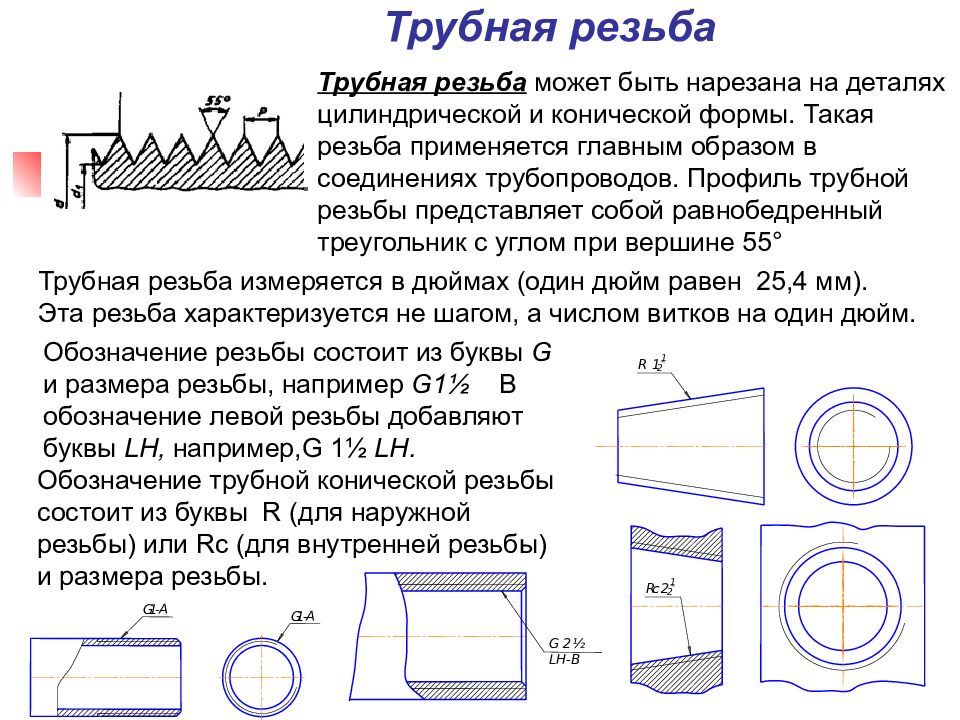 Увидели ее?
Увидели ее?
p, blockquote 13,0,0,0,0 –>
Да именно тонкая линия должна всегда идти от наружного диаметра фаски, а на данном эскизе задано от балды , простите не заметил.
А вообще для правильного обозначения элементов на чертеже ГОСТ вам в помощь. Его номер (ГОСТа) кстати зависит от вида резьбы, но об этом читайте дальше.
p, blockquote 15,0,0,0,0 –>
Нет все таки решил для наглядности исправить чертеж резьбы. Тут изображена правильно красным цветом и указывает на резьбовую линию зеленая стрелочка.
p, blockquote 16,1,0,0,0 –>
p, blockquote 17,0,0,0,0 –>
Трубная цилиндрическая, трубная коническая и коническая дюймовая
Трубная цилиндрическая резьба нашла свое применение при сооружении трубопроводов. Производители выпускают изделия, на которых наносят резьбу от 1/16 до 6 дюймов. При этом, на один дюйм может быть нанесено до 28 до 11 ниток резьбы.
Трубная коническая резьба
Она этого вида применяется как крепежно-уплотняющая. Требования к ней определены в ГОСТ 6211-81. В этом документе говорится о том, что профиль должен соответствовать дюймовому профилю. Ее изготавливают на конусе с углом 1:16.
Требования к ней определены в ГОСТ 6211-81. В этом документе говорится о том, что профиль должен соответствовать дюймовому профилю. Ее изготавливают на конусе с углом 1:16.
В основании лежит угол в 55⁰.
Она обеспечивает герметичность соединения без применения, каких либо дополнительных приспособлений (шайб, герметиков и пр.). Использование этого вида соединения резко снижает время на сборку/разборку соединения. Ее можно встретить в системах подачи масла, топлива, пара и пр.
Дюймовая коническая резьба
Ее чаще все применяют для соединения элементов, входящих в топливные, масляные и другие трубопроводы. Еще не так давно, она была стандартизирована на основании дюймовой системы мер.
Плашка дюймовая коническая
В основании лежит треугольник с углом в 60 ⁰.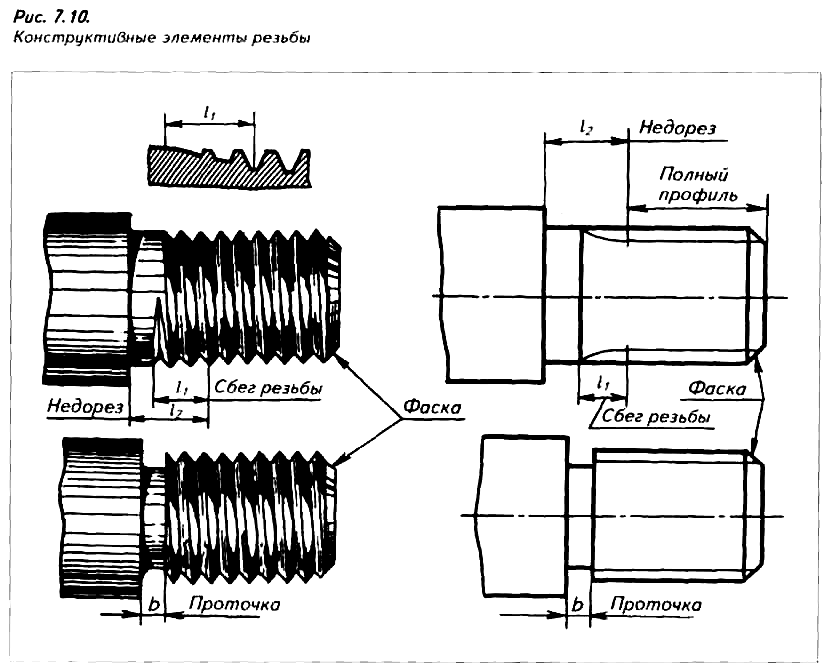 Но, в последние годы, на практике стали чаще использовать конический профиль изготовленный на основании метрической системы мер.
Но, в последние годы, на практике стали чаще использовать конический профиль изготовленный на основании метрической системы мер.
Как определить диаметр и вид нарезки
При подборе совместимого резьбового соединения к существующему изделию требуется определить его параметры. Это можно сделать следующими путями:
- Использовать мерные калибры. Специальные калиброванные плоские гребенки вставляют по очереди в витки профиля, пока не добьются полного совпадения профилей. Для определения параметров внутренней резьбы применяют цилиндрические калибры. На каждом калибре выгравировано обозначение профиля, к которому он подходит.
- Измерить параметры штангенциркулем диаметр и шаг, определить профиль по таблицам.
Измерения резьбы для труб следует проводить высокоточным поверенным инструментом до сотых долей миллиметра.
Оборудование для нарезания
Для нарезания в зависимости от выбранной технологии используется следующее оборудование:
- Токарно-винторезные станки.
- Наборы плашек, метчиков и воротков (выполняется вручную).
- Резьбонакатные станки (для холодной или горячей накатки).
- Фрезерные станки или обрабатывающие центры.
- Шлифовальные станки.
Фрезерный станок
Токарно-винторезный станок
Токарно — винторезные и фрезерные станки, установки горячей накатки применяются только в условиях производств. Для бытовых применений используют наборы плашек и метчиков или устройство КЛУПП, которое не требует смены плашек при последовательных проходах. Режущие гребенки, охватывающие трубу с трех сторон, можно понемногу выдвигать внутрь корпуса, обеспечивая чистовые проход.
Отличия метрической и дюймовой резьбы. Элементы резьб
Отличия метрической и дюймовой резьбы. Элементы резьб.
Резьбы по системе мер делятся на метрическую и дюймовую. Метрическая и дюймовая резьба применяется в резьбовых соединениях и винтовых передачах. Резьбовыми называют разъемные соединения, выполняемые с помощью резьбовых крепежных деталей – болтов, винтов, гаек, шпилек или резьбы, непосредственно нанесенной на соединяемые детали.
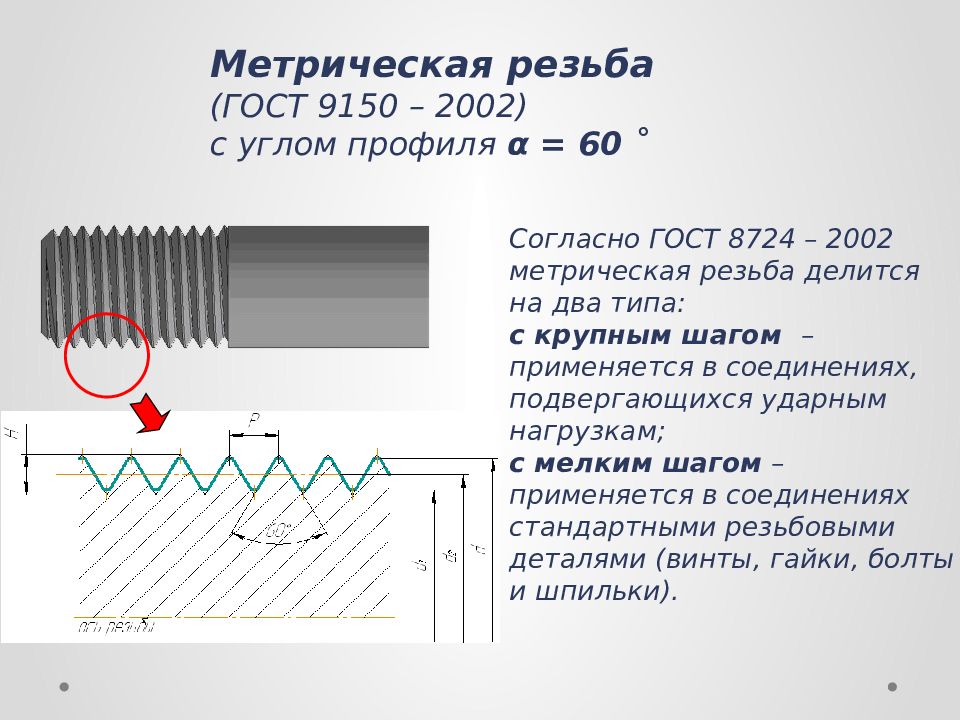
1. Метрическая резьба (рис. 1) имеет в профиле вид равностороннего треугольника с углом при вершине, равном 60°. Вершины выступов сопрягающихся винта и гайки срезаны. Характеризуется метрическая резьба диаметром винта в миллиметрах и шагом резьбы в миллиметрах. Метрическую резьбу выполняют с крупным и мелким шагом. За основную принята резьба с крупным шагом. Мелкую резьбу применяют для регулировки, для свинчивания тонкостенных, а также динамически нагруженных деталей. Метрическую резьбу с крупным шагом обозначают буквой М и числом, выражающим номинальный диаметр в миллиметрах, например М20. Для мелкой метрической резьбы дополнительно указывают шаг, например М20х1,5
Рис. 1 Метрическая резьба
2. Дюймовая резьба (рис. 2) имеет в профиле такой же вид, как метрическая резьба, но у нее угол при вершине равен 55° (резьба Витворта — британский стандарт BSW (Ww) и BSF), угол при вершине равен 60° (американский стандарт UNC и UNF). Hаpужный диаметp pезьбы измеpяется в дюймах (1″ = 25,4мм) — штpихи («) обозначают дюйм.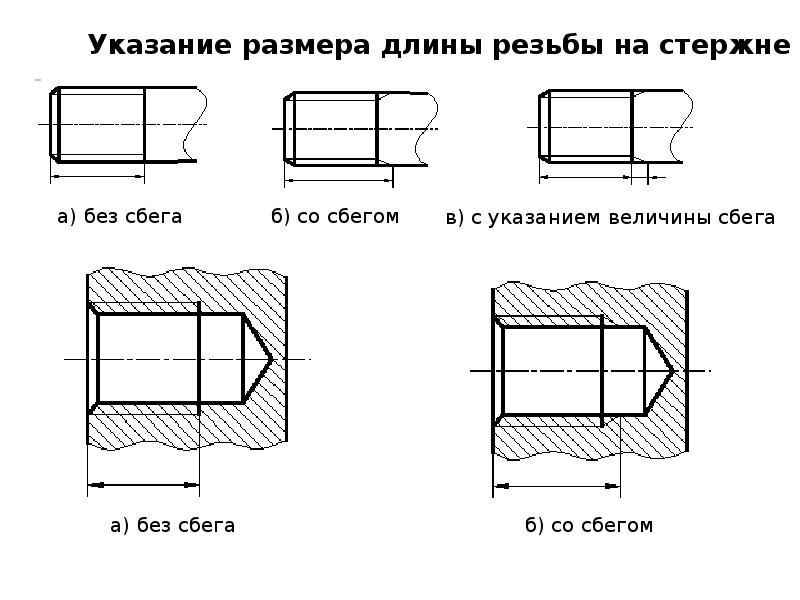 Характеризуется эта резьба числом ниток на один дюйм. Дюймовую американскую резьбу выполняют с крупным (UNC) и мелким (UNF) шагом.
Характеризуется эта резьба числом ниток на один дюйм. Дюймовую американскую резьбу выполняют с крупным (UNC) и мелким (UNF) шагом.
Рис. 2 Дюймовая резьба
Табл1. Таблица размеров крепежных изделий для американской дюймовой машиностроительной резьбы UNC с крупным шагом (угол профиля 60 градусов)
| Размер в дюймах | Размер в мм | Шаг ниток / дюйм |
| UNC № 1 | 1.854 | 64 |
| UNC № 2 | 2.184 | 56 |
| UNC № 3 | 2.515 | 48 |
| UNC № 4 | 2.845 | 40 |
| UNC № 5 | 3.175 | 40 |
| UNC № 6 | 3.505 | 32 |
| UNC № 8 | 4.166 | 32 |
| UNC № 10 | 4.826 | 24 |
| UNC № 12 | 5.486 | 24 |
| UNC 1/4 | 6.35 | 20 |
| UNC 5/16 | 7.938 | 18 |
| UNC 3/8 | 9.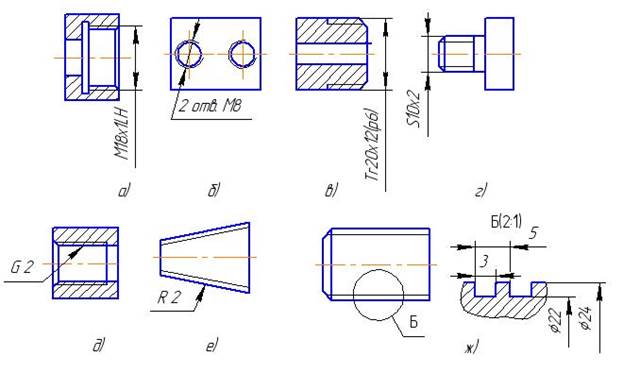 525 525 | 16 |
| UNC 7/16 | 11.11 | 14 |
| UNC 1/2 | 12.7 | 13 |
| UNC 9/16 | 14.29 | 12 |
| UNC 5/8 | 15.88 | 11 |
| UNC 3/4 | 19.05 | 10 |
| UNC 7/8 | 22.23 | 9 |
| UNC 1″ | 25.4 | 8 |
| UNC 1 1/8 | 28.58 | 7 |
| UNC 1 1/4 | 31.75 | 7 |
| UNC 1 1/2 | 34.93 | 6 |
| UNC 1 3/8 | 38.1 | 6 |
| UNC 1 3/4 | 44.45 | 5 |
| UNC 2″ | 50.8 | 4 1/2 |
Резьба может быть внутренней и наружной.
Ø На болтах, шпильках, винтах, штифтах и на разных других цилиндрических деталях нарезают наружную резьбу;
Ø В фасонных частях, гайках, во фланцах, в пробках, деталях машин и металлических конструкциях нарезают внутреннюю резьбу.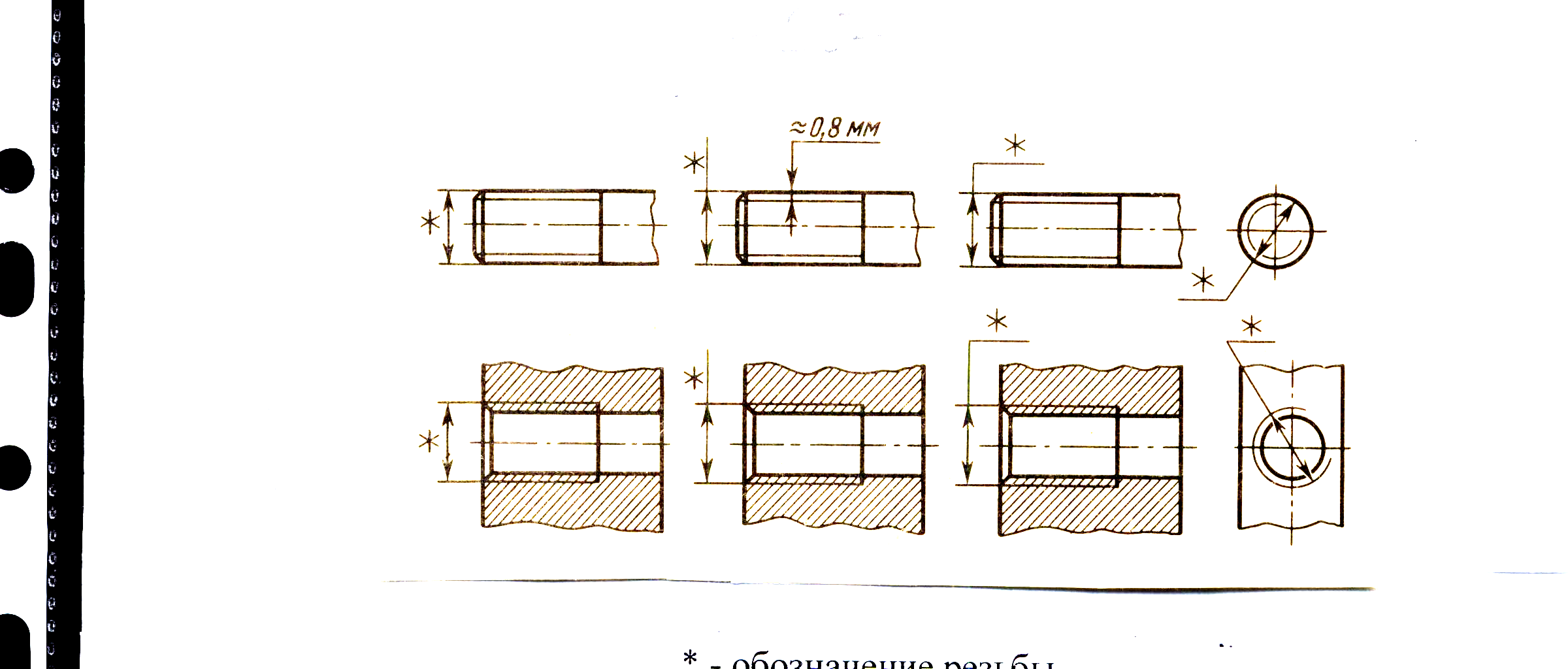
Рис. 3 Элементы резьбы
Основные элементы резьб представлены на рис. 3
К ним относятся следующие элементы:
— шаг резьбы — расстояние между вершинами или основаниями двух соседних витков;
— глубина резьбы — расстояние от вершины резьбы до ее основания;
— угол профиля резьбы — угол, заключенный между боковыми сторонами профиля в плоскости оси;
— наружный диаметр — наибольший диаметр резьбы болта, измеряемый по вершине резьбы перпендикулярно к оси резьбы;
— внутренний диаметр — расстояние, равное диаметру цилиндра, на которой навернута нитка резьбы.
Геометрические параметры
Рассмотрим геометрические параметры, которые характеризуют основные элементы резьбы метрического типа.
Номинальный диаметр резьбы обозначается буквами D и d. При этом под буквой D понимают номинальный диаметр наружной резьбы, а под буквой d – аналогичный параметр внутренней.
Средний диаметр резьбы в зависимости от ее наружного или внутреннего расположения обозначается буквами D2 и d2.
Внутренний диаметр резьбы в зависимости от ее наружного или внутреннего расположения имеет обозначения D1 и d1.
Внутренний диаметр болта используется для расчета напряжений, создаваемых в структуре такого крепежного изделия.
Шаг резьбы характеризует расстояние между вершинами или впадинами соседних резьбовых витков. Для резьбового элемента одного и того же диаметра различают основной шаг, а также шаг резьбы с уменьшенными геометрическими параметрами
Для обозначения этой важной характеристики используют букву P.
Ход резьбы представляет собой расстояние между вершинами или впадинами соседних витков, сформированных одной винтовой поверхностью. Ход резьбы, которая создана одной винтовой поверхностью (однозаходная), равен ее шагу
Кроме того, значение, которому соответствует ход резьбы, характеризует величину линейного перемещения резьбового элемента, совершаемого им за один оборот.
Такой параметр, как высота треугольника, который формирует профиль резьбовых элементов, обозначается буквой H.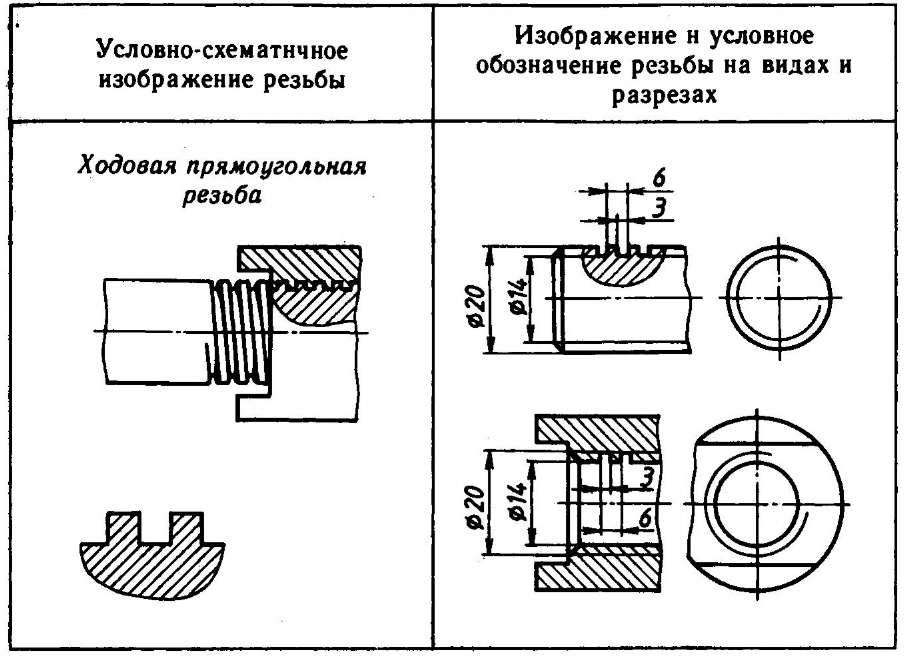
Геометрические параметры основного профиля метрической резьбы
Значения диаметров метрической резьбы (мм)
Полная таблица метрических резьб согласно ГОСТ 24705-2004
ГОСТ 8724
Этот стандарт содержит требования к параметрам шага резьбы и ее диаметра. ГОСТ 8724, действующая редакция которого вступила в силу в 2004 году, является аналогом международного стандарта ISO 261-98. Требования последнего распространяются на метрические резьбы диаметром от 1 до 300 мм. По сравнению с этим документом, ГОСТ 8724 действует для более широкого диапазона диаметров (0,25–600 мм). В настоящий момент актуальна редакция ГОСТа 8724 2002, вступившего в действие в 2004 году вместо ГОСТа 8724 81. Следует иметь в виду, что ГОСТ 8724 регламентирует отдельные параметры метрической резьбы, требования к которой оговаривают и другие стандарты резьб. Удобство использования ГОСТа 8724 2002 (как и других подобных документов) состоит в том, что вся информация в нем содержится в таблицах, в которые включены метрические резьбы с диаметрами, находящимися в вышеуказанном интервале.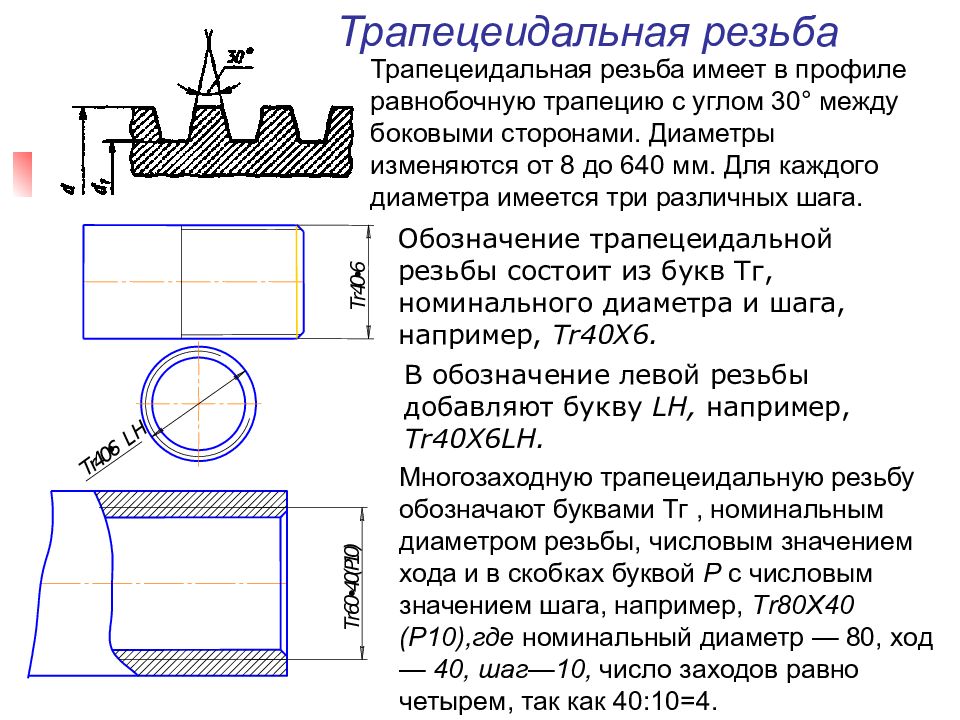 Требованиям данного стандарта должна соответствовать как левая, так и правая резьба метрического типа.
Требованиям данного стандарта должна соответствовать как левая, так и правая резьба метрического типа.
ГОСТ 24705 2004
Данный стандарт оговаривает, какие должна иметь резьба метрическая основные размеры. ГОСТ 24705 2004 распространяется на все резьбы, требования к которым регламентируются ГОСТом 8724 2002, а также ГОСТом 9150 2002.
ГОСТ 9150
Это нормативный документ, в котором оговорены требования к профилю метрической резьбы. ГОСТ 9150, в частности, содержит данные о том, каким геометрическим параметрам должен соответствовать основной резьбовой профиль различных типоразмеров. Требования ГОСТа 9150, разработанного в 2002 году, как и двух предыдущих стандартов, распространяются на метрические резьбы, витки которых поднимаются слева вверх (правого типа), и на те, винтовая линия которых поднимается влево (левого типа). Положения данного нормативного документа тесно перекликаются с требованиями, которые приводит ГОСТ 16093 (а также ГОСТы 24705 и 8724).
ГОСТ 16093
Данный стандарт оговаривает требования к допускам на метрическую резьбу. Кроме того, ГОСТ 16093 предписывает, как должно осуществляться обозначение резьбы метрического типа. ГОСТ 16093 в последней редакции, которая вступила в действие в 2005 году, включает в себя положения международных стандартов ISO 965-1 и ISO 965-3. Под требования такого нормативного документа, как ГОСТ 16093, подпадает как левая, так и правая резьба.
Кроме того, ГОСТ 16093 предписывает, как должно осуществляться обозначение резьбы метрического типа. ГОСТ 16093 в последней редакции, которая вступила в действие в 2005 году, включает в себя положения международных стандартов ISO 965-1 и ISO 965-3. Под требования такого нормативного документа, как ГОСТ 16093, подпадает как левая, так и правая резьба.
Трубное крепление цилиндрической формы
Высокой прочностью и надежностью характеризуется состыковка методом скручивания, хотя этот вариант достаточно прост в использовании. Единственным недостатком является необходимость использования пакли для большей герметизации. Такая ситуация возникает очень редко, когда требуется максимальная прочность соединения.
С помощью трубной резьбы достигается герметичное скручивание не только труб, но и других тонкостенных конструкций, имеющих цилиндрическую форму. В разрезе винтовая насечка имеет вид равнобедренного треугольника, верхний угол которого равен 550. Главный параметр винтовой насечки для цилиндров – условный диаметр
Если при нанесении винтовой насечки во внимание принимается внешний и внутренний диаметр, то условный важен для качественного монтажа сантехники
Под определением условного диаметра понимается показатель, который определяет пропускную способность трубного изделия.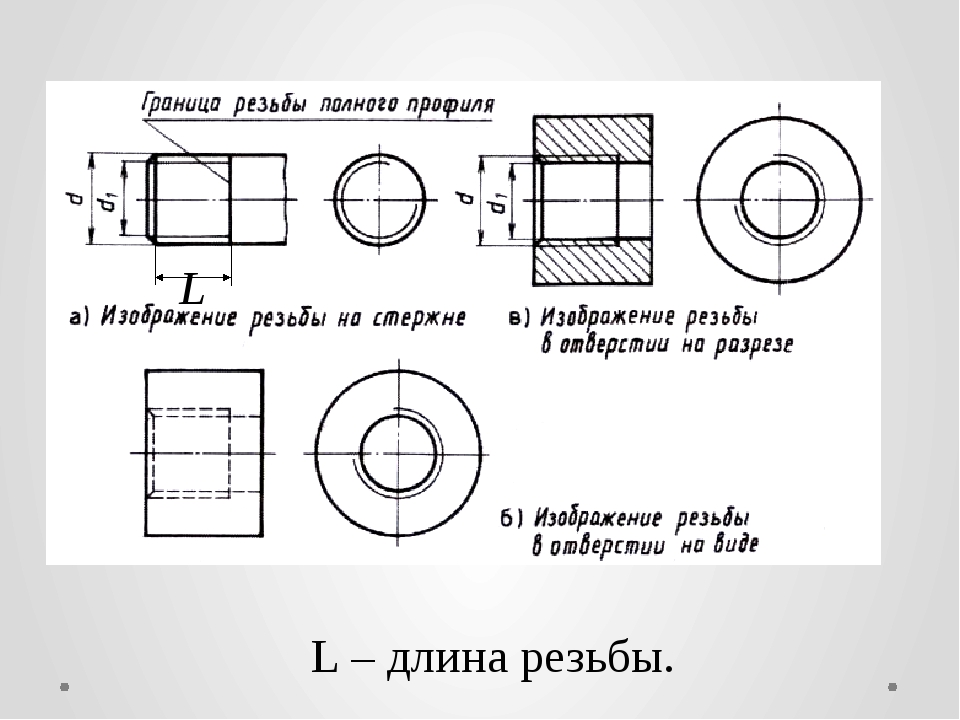 Измеряется данный показатель в дюймах. У каждого условного значения имеется соответствующие параметры внешнего и внутреннего диаметра.
Измеряется данный показатель в дюймах. У каждого условного значения имеется соответствующие параметры внешнего и внутреннего диаметра.
Метод скручивания допускается использовать на трубах, диаметр которых не превышает 6 дюймов. В остальных случаях применяется сварочное оборудование.
Для транспортировки горячей и холодной воды в большинстве случаев используются чугунные трубы с трубной резьбой из стали. Объясняется это качественными характеристиками материала. Чугунные изделия более хрупкие, стальные – более прочные, что способствует повышению качества креплений. Допускается нанесение цилиндрических насечек на трубные изделия, имеющие диаметр от 1/16 до 6 дюймов.
Ленточная резьба гост видео — Лепка.рф
Таблица диаметров под резьбу и др …
Наружный и внутренний диаметры под резьбу, число ниток, шаг резьбы, диаметр шестигранника…. От автора Sergejs Belov…. Добавлено 11 мес. назад. Подробнее…
Pipe clamps: How to thread pipe
Woodworking, making end grain cutting boards, chessboards, jewelry boxes, etc.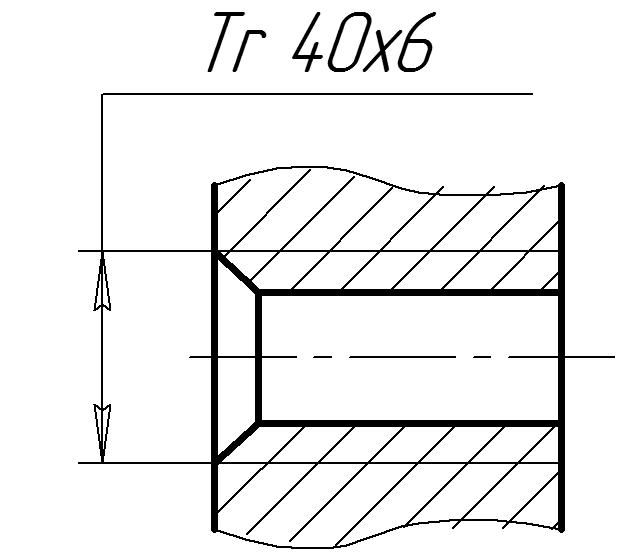 — Woodworking plans … От автора mtmwood. Добавлено 9 мес. назад. Подробнее…
— Woodworking plans … От автора mtmwood. Добавлено 9 мес. назад. Подробнее…
Многозаходная резьба…
Измерение многозаходной трапецеидальной резьбы. По вопросам обращаться по тел. www.lapic.ru…. От автора LapicLLC. Добавлено 2 год. назад. Подробнее…
Нарезка трапецеидальной резьбы…
Тр 68*6. Длина 750. 40Х. 1К62. Привіт, я — Дядько Максим…… За мат, політику і пропаганду = БАН довічний. Тут тільки…… От автора Дядько Максим…. Добавлено 5 год. назад. Подробнее…
Видеоуроки Компас 10 Как сделать ре…
Изучайте на сайте программу Инженерной графики для колледжей. Как сделать объемную резьбу на…… От автора Anna Veselova. Добавлено 4 год. назад. Подробнее…
Нарезание различных резьб резцом.av…
Показан процесс нарезания различных наружных резьб резьбовым резцом. Заготовка вращается, а резец соверша…… От автора rezaniemateri…. Добавлено 7 год. назад. Подробнее…
Плоское шлифование V образного блок…
Шлифование блоков цилиндров и ГБЦ в Бишкеке.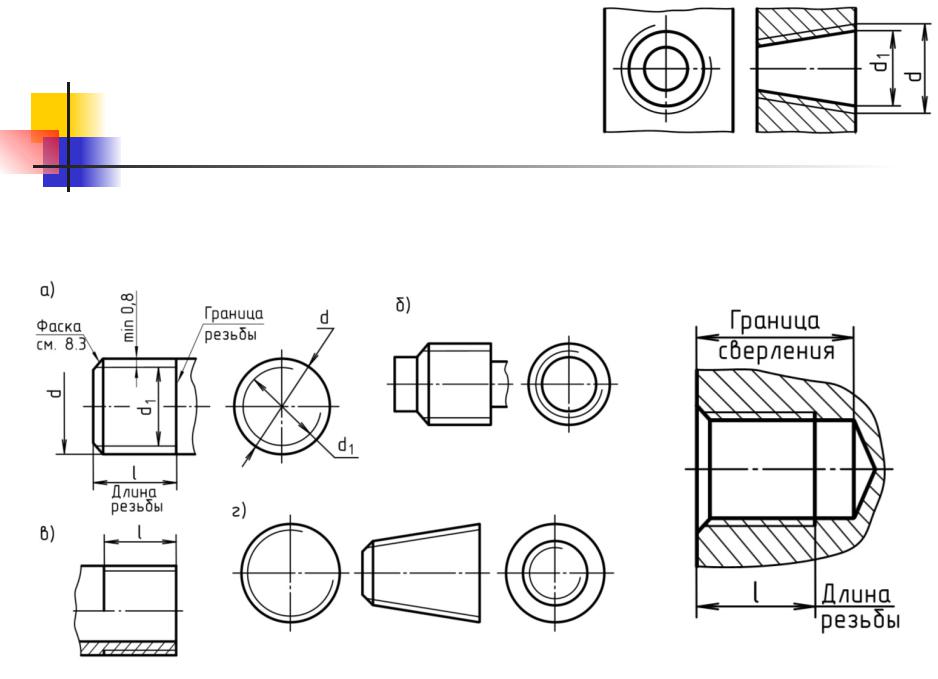 Любая сложность. +996 (555) 970 242. От автора СТО «Механик»…. Добавлено 1 год. назад. Подробнее…
Любая сложность. +996 (555) 970 242. От автора СТО «Механик»…. Добавлено 1 год. назад. Подробнее…
ЛЕНТОЧНЫЕ ПИЛЫ ПО ДЕРЕВУ, ПОЛОТНО В…
— Ленточные пилы для распиловки кругляка и другой древесины — Ро-ма, Польша. LISDEREVMASH 2013, Украина,…… От автора Тимберзилла…. Добавлено 5 год. назад. Подробнее…
‘Гнутые’ ножки. Просто!…
Скачайте мою книгу о столярничестве: § Подписывайтесь на канал: … От автора Юрий Примачен…. Добавлено 5 год. назад. Подробнее…
Ножеточка ТЧН
Ширина затачиваемого ножа, мм — 25 — 200 Толщина затачиваемого ножа, мм — 3 — 25 Угол поворота стола, град — 15 —…… От автора Александр Дья…. Добавлено 3 год. назад. Подробнее…
Заглушка резьбовая нержавеющая с вн…
Тринокс — поставка деталей из нержавеющей стали — Заглушка с внутренней резьбой из нержавеющей…… От автора Trinox AISI30…. Добавлено 2 год. назад. Подробнее…
Как показывать резьбу на чертеже
В общем случае в обозначение резьбы входят * :
1. б уквенный знак резьбы;
б уквенный знак резьбы;
2. н оминальный размер в миллиметрах или дюймах;
4. д ля многозаходной резьбы – значение хода с указанием шага;
5. б уквы LH для левой резьбы;
6. б уквенно-цифровое обозначение поля допуска или буквенное обозначение класса точности;
7. ц ифровое значение или буквенное обозначение длины свинчивания, если она отличается от нормальной.
Условное обозначение метрической резьбы регламентирует ГОСТ 8724-81. Оно состоит из буквы М (символа метрической резьбы), номинального диаметра резьбы, шага и направления резьбы (если она левая). Многозаходные метрические резьбы обозначают (после номинального диаметра) буквами Р h , значением хода резьбы, буквой Р и числовым значением шага. Пример обозначения трехзаходной левой метрической резьбы с номинальным диаметром 24 мм , с шагом 1 мм и значением хода 3 мм: М 24 ´ Р h 3 Р 1- LH .
Примеры обозначения метрической резьбы и варианты его нанесения на чертеже приведены на рис. 2.14. Варианты нанесения обозначений на рис. 2.14, а и 2.14, в предпочтительней.
2.14. Варианты нанесения обозначений на рис. 2.14, а и 2.14, в предпочтительней.
Условное обозначения метрической конической резьбы (ГОСТ 25229-82) включает буквенное обозначение (МК), диаметр резьбы в основной плоскости, шаг и направление (если оно левое). Обозначение наносят, как показано на рис. 2.15, 2.16 . Варианты нанесения обозначения на рис. 2.15, а и 2.16, а предпочтительней.
Условное обозначение трубной цилиндрической резьбы регламентирует ГОСТ 6357-81. Оно состоит из буквы G и условного размера – внутреннего диаметра трубы в дюймах. Обозначение наносится на изображение, как показано на рис. 2.17, 2.18. Варианты нанесения обозначения на рис. 2.17, а и 2.18, а предпочтительней.
Условное обозначение трубной конической резьбы (ГОСТ 6211-81) состоит из буквенного обозначения R (наружная резьба) и R с (внутренняя резьба), диаметра резьбы в основной плоскости в дюймах (рис. 2.19 и 2.20). Варианты нанесения обозначения на рис. 2.19, а и 2.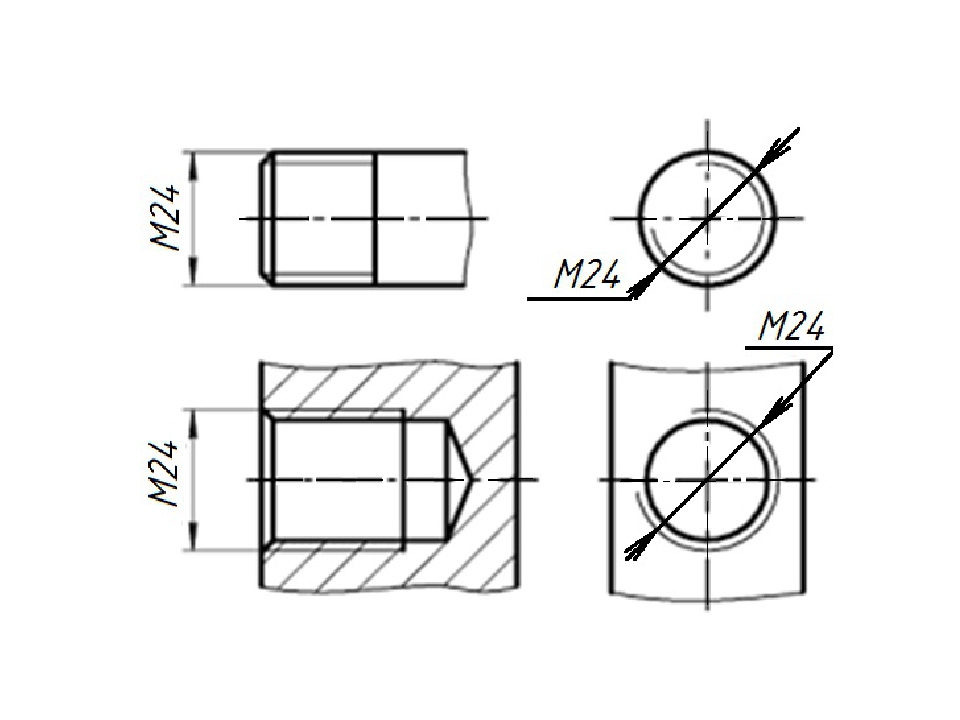 20, а предпочтительней.
20, а предпочтительней.
Условное обозначение трапецеидальной резьбы. Обозначение однозаходной трапецеидальной резьбы (ГОСТ 9484-81) состоит из букв Tr , наружного диаметра и шага (рис. 2.21 и 2.22). Варианты нанесения обозначения на рис. 2.21, а и 2.22, а предпочтительней.
Обозначение многозаходной трапецеидальной резьбы (ГОСТ 24739-81) состоит из букв Tr , наружного диаметра, хода и шага (рис. 2.23 и 2.24). Варианты нанесения обозначения на рис. 2.23, а и 2.24, а предпочтительней.
Условное обозначение упорной резьбы (ГОСТ 10177-82) состоит из буквы S, наружного диаметра и шага резьбы: S 28×5. Для многозаходной резьбы обозначение состоит из буквы S, наружного диаметра, хода и шага: S 28×10( Р5) LH . Варианты нанесения обозначения на рис. 2.25, а и 2.26, а предпочтительней.
Условное обозначение круглой резьбы для электротехнической арматуры по ГОСТ 28108-89 состоит из букв Е (серия) и наружного диаметра, например, Е27 (рис.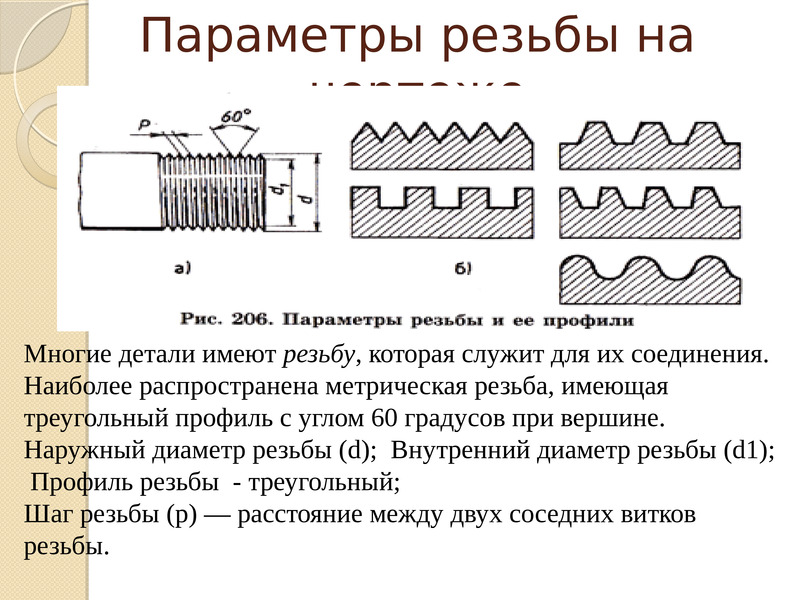 2.27).
2.27).
Резьба прямоугольная не стандартизованная на чертежах задается всеми конструктивными размерами: наружным и внутренним димаметрами, шагом, шириной зуба. Варианты нанесения размеров резьбы с прямоугольным профилем показаны на рис. 2.28, а, б, в. Рекомендуется показывать в масштабе увеличения профиль данной резьбы и все ее размеры.
* В данном пособии пункты 6, 7 в обозначение резьбы не включены.
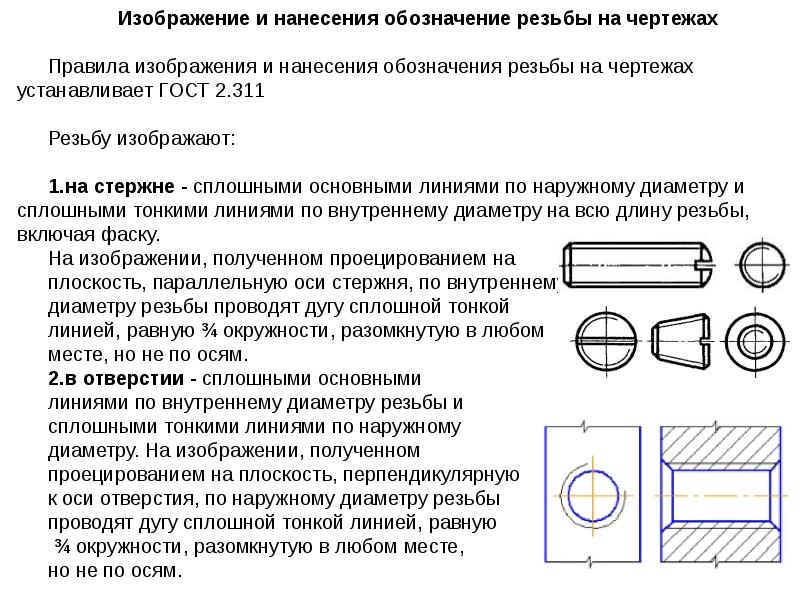
На чертежах резьба изображается условно, по правилам, установленным ГОСТ 2.311-68.
Резьбу на стержне (наружную резьбу) независимо от ее профиля изображают сплошными толстыми основными линиями по наружному диаметру и сплошными тонкими линиями по внутреннему диаметру резьбы (рис. 41).
Сплошную тонкую прямую линию по внутреннему диаметру резьбы проводят на всю ее длину, включая фаску. На видах, где стержень с резьбой проецируется в виде окружности, контур его очерчивают сплошной основной линией, а внутренний диаметр резьбы изображают дугой окружности, проведенной тонкой линией приблизительно на 3/4 окружности, разомкнутой в любом месте (только не на центровых линиях). Сплошную тонкую линию при изображении резьбы проводят на расстоянии не менее 0,8 мм от сплошной основной линии и не более величины шага резьбы (рис. 41).
Сплошную тонкую линию при изображении резьбы проводят на расстоянии не менее 0,8 мм от сплошной основной линии и не более величины шага резьбы (рис. 41).
Линию, определяющую границу резьбы, наносят на стержне и в отверстии с резьбой в конце полного профиля резьбы (до начала сбега). Границу резьбы на стержне проводят до линии наружного диаметра и изображают сплошной толстой основной линией (рис. 41). Когда резьбу на стержне или в отверстии изображают в разрезе, границу нарезанного участка резьбы наносят штриховой линией.
Рис. 41. Изображение наружной резьбы на чертеже
Резьбу в отверстии в продольном разрезе изображают сплошными тонкими линиями по наружному диаметру и сплошными толстыми основными линиями по внутреннему диаметру. Границу резьбы показывают сплошной толстой основной линией, доводя ее до наружного диаметра резьбы (рис. 42).
Резьбу в отверстии, показываемую как невидимую, изображают штриховыми линиями.
Если отверстие с резьбой проецируется в виде окружности, то по наружному диаметру резьбы тонкой линией проводят дугу окружности, приблизительно равную 3/4 окружности, разомкнутую в любом месте, только не на центровых линиях, а контур отверстия (внутренний диаметр резьбы) очерчивают сплошной толстой основной линией (рис.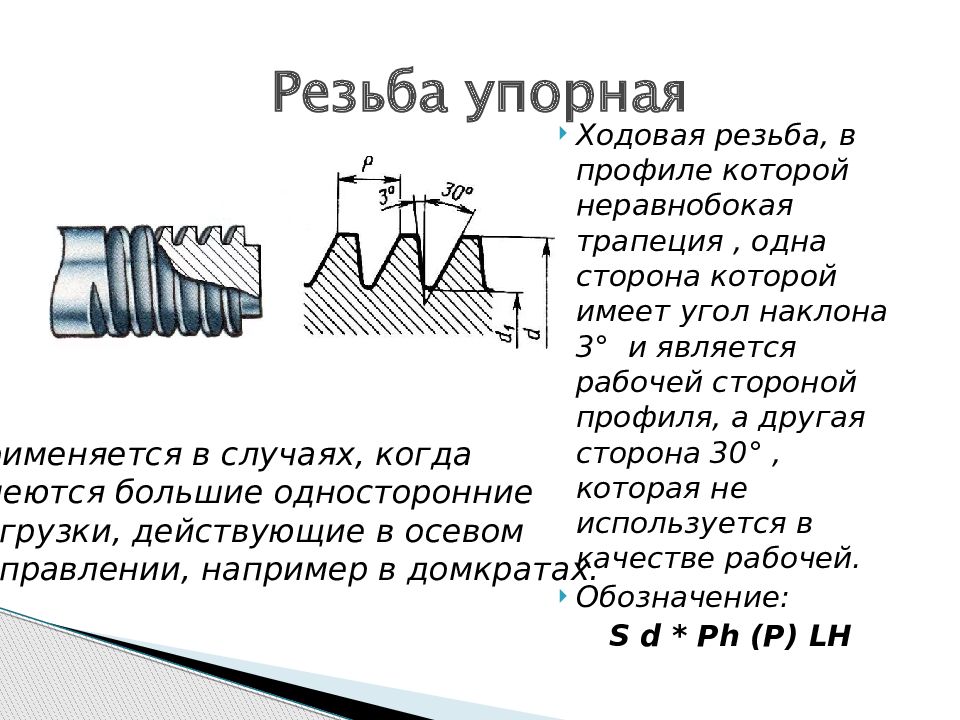 42). Чтобы определить внутренний диаметр резьбы (для вычерчивания), ее наружный диаметр нужно умножить на 0,85, т. е.
42). Чтобы определить внутренний диаметр резьбы (для вычерчивания), ее наружный диаметр нужно умножить на 0,85, т. е.
Изображение резьбового соединения слагается из изображений составляющих его деталей, как показано на рис. 43. На разрезах резьбового соединения в изображениях на плоскости, параллельной его оси, в отверстии показывается только часть резьбы, которая не закрыта резьбой стержня.
Так как резьбы всех типов в основном стандартные, то стандартные резьбы изображаются на чертежах одинаково. Тип резьбы и ее основные размеры указывают на чертежах надписью – обозначением резьбы.
Рис. 43. Изображение резьбового соединения на чертеже
Прежде чем нанести обозначение резьбы, следует провести выносные и размерную линии. Обозначения стандартных резьб, кроме трубных и конических, пишут над размерной линией.
Обозначение наружной резьбы (кроме трубной и конической) показано на рис. 44, где 1 – длина резьбы полного профиля.
Обозначение внутренней резьбы (кроме трубной и конической) показано на рис. 45, где 1 – длина резьбы полного профиля.
45, где 1 – длина резьбы полного профиля.
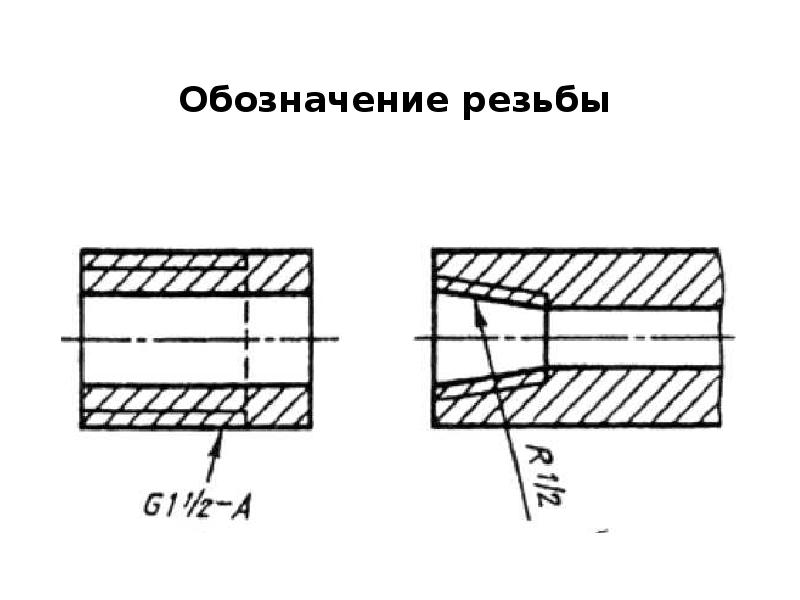
Обозначение трубной конической резьбы наносят, как показано на рис. 46, трубной цилиндрической, – так, как показано на рис. 47.
Согласно ГОСТ 16093-2004 точность резьб обозначают полем допуска, где цифра показывает степень точности, а буква – основное отклонение. Например, для резьбы на стержне 4/г, 6g, 8d, а в отверстии – 4Н, 1G.
Рис. 44. Обозначение наружной резьбы
Рис. 45. Обозначение внутренней резьбы
Рис. 46. Обозначение трубной конической резьбы
Рис. 47. Обозначение трубной цилиндрической резьбы
Резьбу на стержнях изображают по наружному диаметру сплошными основными линиями, а по внутреннему — сплошными тонкими.
Изображение резьбы на стержне винта
Основные элементы метрической резьбы (наружный и внутренний диаметры, шаг резьбы, длину и угол резьбы) вы изучали в пятом классе.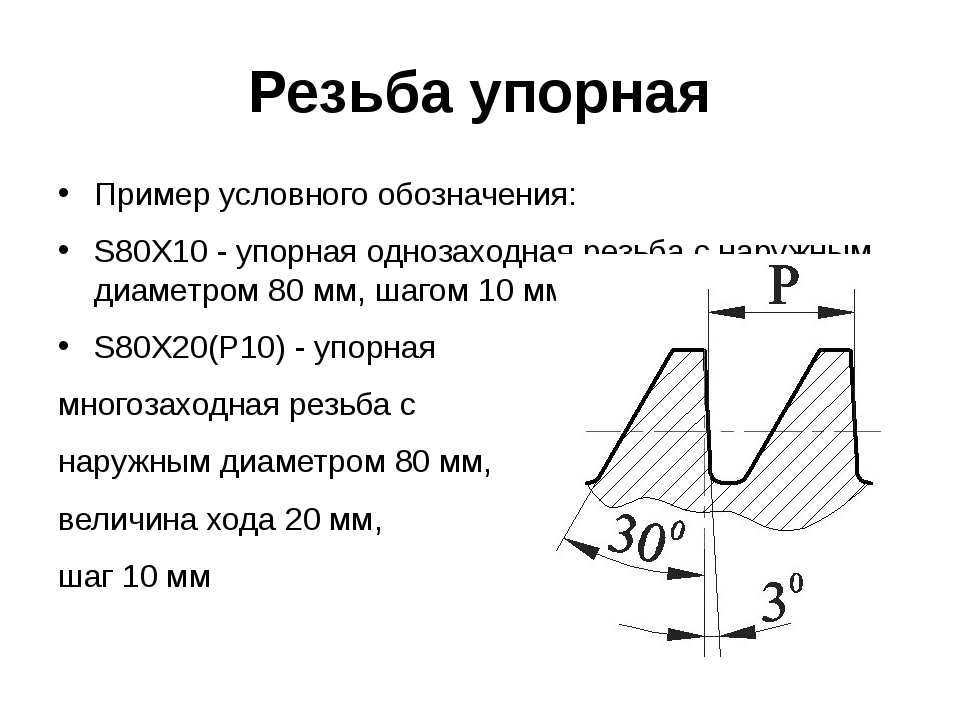 На рисунке указаны некоторые эти элементы, но на чертежах таких надписей не делают.
На рисунке указаны некоторые эти элементы, но на чертежах таких надписей не делают.
Резьбу в отверстиях изображают сплошными основными линиями по внутреннему диаметру резьбы и сплошными тонкими по наружному.
Изображение резьбы в отверстии
Условное обозначение резьбы показано на рисунке. Читать надо так: резьба метрическая (М) с наружным диаметром 20 мм, третьего класса точности, правая, с крупным шагом — «Резьба М20 кл. 3».
Обозначение правой резьбы с крупным шагом
На рисунке обозначение резьбы «М25Х1,5 кл. 3 левая» следует читать так: резьба метрическая, наружный диаметр резьбы 25 мм, шаг 1,5 мм, мелкая, третьего класса точности, левая.
Обозначение левой резьбы
Вопросы
- Какими линиями изображают резьбу на стержне?
- Какими линиями показывают резьбу в отверстии?
- Как обозначают резьбу на чертежах?
- Прочитайте записи «М10Х1 кл. 3» и «М14Х1,5 кл. 3 левая».
 3» и «М14Х1,5 кл. 3 левая».
3» и «М14Х1,5 кл. 3 левая».Рабочий чертеж
Каждое изделие — машина или механизм — состоит из отдельных, соединенных между собой, деталей.
Детали обычно изготовляют литьем, ковкой, штамповкой. В большинстве случаев такие детали подвергают механической обработке на металлорежущих станках — токарных, сверлильных, фрезерных и других.
Чертежи деталей, снабженные всеми указаниями для изготовления и контроля, называют рабочими чертежами.
На рабочих чертежах указывают форму и размеры детали, материал, из которого ее надо изготовить. На чертежах проставляют чистоту обработки поверхностей, требования к точности изготовления — допуски. Способы изготовления и технические требования к готовой детали указывают надписью на чертеже.
Чистота обработки поверхности. На обработанных поверхностях всегда остаются следы обработки, неровности. Эти неровности, или, как говорят, шероховатость поверхности, зависят от инструмента, которым обрабатывают.
Например, поверхность, обработанная драчёвым напильником, будет более шероховатой (неровной), чем после обработки личным напильником.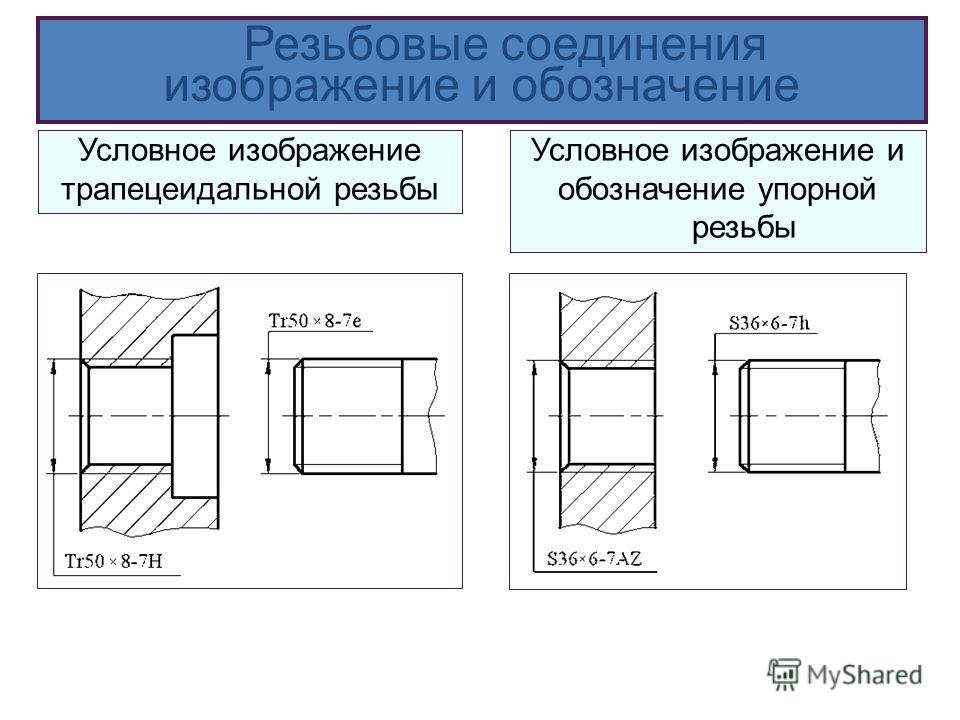 Характер шероховатости зависит также от свойств материала изделия, от скорости резания и величины подачи при обработке на металлорежущих станках.
Характер шероховатости зависит также от свойств материала изделия, от скорости резания и величины подачи при обработке на металлорежущих станках.
Для оценки качества обработки установлено 14 классов чистоты поверхностей. Классы обозначают на чертежах одним равносторонним треугольником (∆), рядом с которым проставляют номер класса (например, ∆ 5).
Способы получения поверхностей разной чистоты и их обозначения на чертежах. Чистота обработки одной детали бывает не везде одинаковая; поэтому на чертеже указывают, где и какая требуется обработка.
Условное обозначение чистоты поверхности на чертеже
Знак со вверху чертежа указывает, что для грубых поверхностей требований к чистоте обработки не предъявляют. Знак ∆ 3 в правом верхнем углу чертежа, взятый в скобки, ставят, если к обработке поверхности детали предъявляют одинаковые требования. Это поверхность со следами обработки драчёвыми напильниками, обдирочными резцами, абразивным кругом.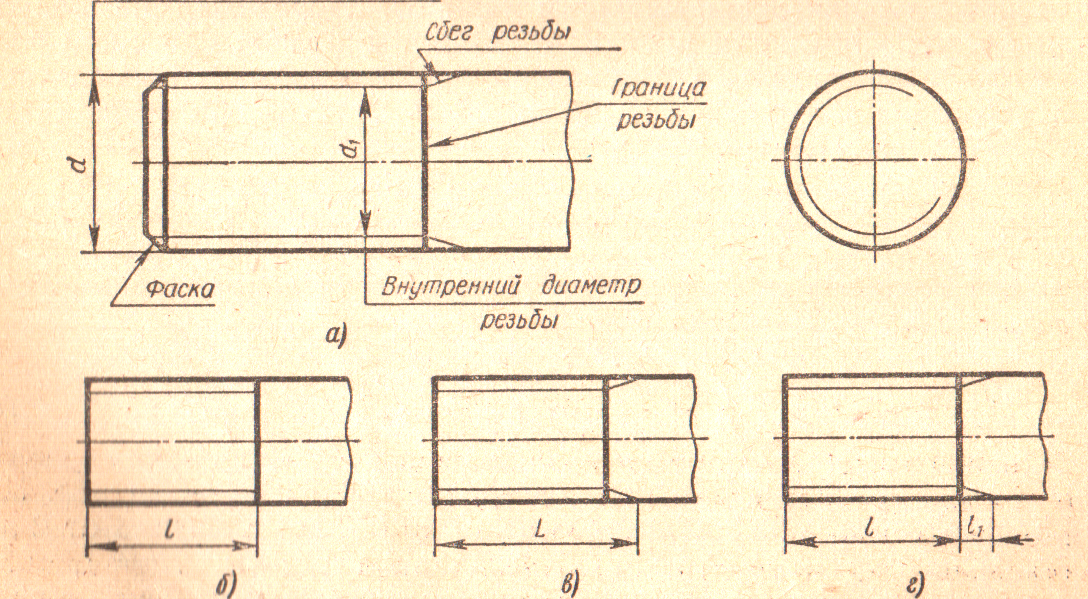
Знаки ∆ 4 — ∆ 6 — получистая поверхность, с малозаметными следами обработки чистовым резцом, личным напильником, шлифовальным кругом, мелкой шкуркой.
Знаки ∆ 7 — ∆ 9 — чистая поверхность, без видимых следов обработки. Такой обработки достигают шлифованием, опиливанием бархатным напильником, шабрением.
Знак ∆ 10 — очень чистая поверхность, достигнутая тонким шлифованием, доводкой на оселках, опиливанием бархатным напильником с маслом и мелом.
Знаки ∆ 11 — ∆ 14 — классы чистоты поверхности, достигают специальными обработками.
Способы изготовления и технические требования к готовой детали на чертежах указывают надписью (например, притупить острые кромки, закалить, воронить, сверлить отверстие вместе с другой деталью и другие требования к изделию).
Вопросы
- Какими значками обозначают чистоту обработки поверхности?
- После какого вида обработки можно получить чистоту поверхности ∆ 6?
Задание
Прочитайте чертеж на рисунке и ответьте письменно на вопросы по предлагаемой форме.
| Вопросы для чтения чертежа | Ответы |
| 1. Как называется деталь? | – |
| 2. Где ее применяют? | – |
| 3. Перечислите технические требования к детали | – |
| 4. Как называется вид чертежа? | – |
| 5. Какие условности имеются на чертеже? | – |
| 6. Какова общая форма и габарит детали? | – |
| 7. Какая резьба нарезана на стержне? | – |
8. Укажите элементы и размеры детали Укажите элементы и размеры детали | – |
Чертеж винта
«Слесарное дело», И.Г.Спиридонов,
Г.П.Буфетов, В.Г.Копелевич
Деталь — это часть машины, изготовленная из одного куска материала (например, болт, гайка, шестерня, ходовой винт токарного станка). Узел — это соединение двух или нескольких деталей. Изделие собирают по сборочным чертежам. Чертеж такого изделия, в которое входит несколько узлов, называют сборочным, он состоит из чертежей каждой детали или узла и изображает сборочную единицу (чертеж единого…
Технологическая карта — это инструкция на выполнение задания. Технологические карты, чертежи, эскизы, инструкционные карты — все это техническая документация, в которой описаны характер и порядок выполнения задания. В технологических картах указывают последовательность изготовления деталей, эскизы обработки, применяемый инструмент, вид и материал заготовки. Последовательность изготовления может быть подробной и краткой. Все зависит от сложности детали. В…
Последовательность изготовления может быть подробной и краткой. Все зависит от сложности детали. В…
Вам знакомы обозначение масштаба (М), проекции чертежа: виды спереди, сверху, сбоку, — вы знаете обозначение диаметра (0), радиуса (R) окружности, метрической резьбы (например, М10,М6). На рабочих чертежах, помимо видов спереди, сверху, сбоку, бывает необходимо показать внутреннюю форму детали. Внутренние формы диска можно показать на видах при помощи штриховых линий. Изображение диска а — на рисунке;…
Штангенциркуль ШЦ-II Штангенциркуль ШЦ-II — с точностью отсчета по нониусу 0,05 мм состоит из следующих частей: губок для наружных измерений и разметки; губок для наружных и внутренних измерений; штанги; подвижной рамки со шкалой нониуса; винта рамки; движка и зажима микрометрической подачи; винта и гайки микрометрической подачи. Предназначен штангенциркуль для наружных, внутренних измерений и разметки. У…
Отверстия и проемы деталей измеряют губками для внутренних измерений. При внутренних измерениях к показаниям шкалы прибавляют ширину губок, указанную на них (обычно она равна 10 мм). Нельзя измерить отверстия, величина которых меньше 10 мм. Делают это так: губки вставляют в проем (отверстие) и разводят до стенок отверстия, по шкале читают показания и к ним прибавляют…
При внутренних измерениях к показаниям шкалы прибавляют ширину губок, указанную на них (обычно она равна 10 мм). Нельзя измерить отверстия, величина которых меньше 10 мм. Делают это так: губки вставляют в проем (отверстие) и разводят до стенок отверстия, по шкале читают показания и к ним прибавляют…
Левая резьба обозначение на чертеже, применение, отличия от правой
Соединение деталей и узлов в механизмах с помощью винтовой резьбы считается одним из старых популярных крепежных вариантов. Такое блестящее открытие человечества помогает в решении многих технических задач, начав с времен древности. Некоторые детали конструкций для выполнения каких-то конкретных функций без соединения между собой нельзя привести к действию. В настоящий момент работу механизмов нельзя представить без соединений с резьбой, которые отличительны многофункциональностью и надежностью, подлежат сборке и разборке.
Для крепежа изделий при помощи винтов, болтов, гаек, шпилек и иных элементов применяется как правило резьба правая.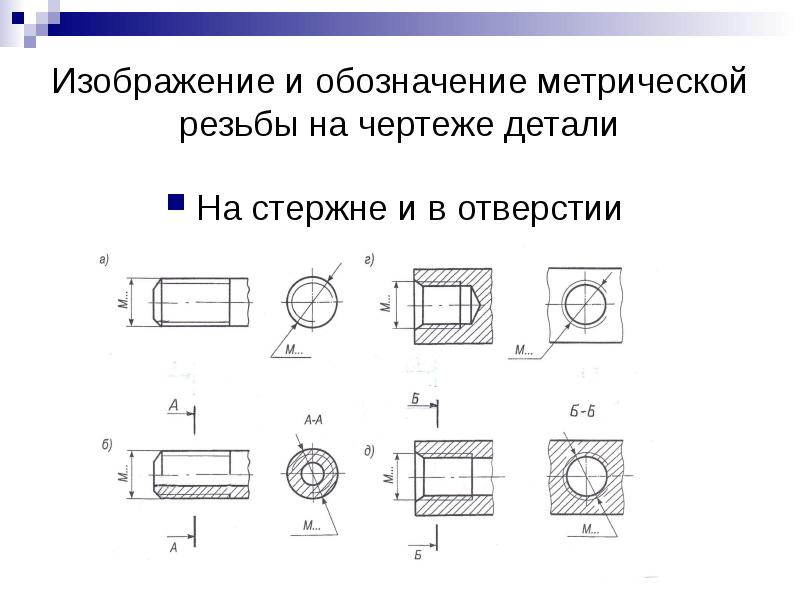 Такое крепёжное соединение в виде резьбы встречается при вкручивании саморезов и шурупов. Но при допустимости откручивания детали от крутящегося вала в промышленности применяется оригинальная резьба левая.
Такое крепёжное соединение в виде резьбы встречается при вкручивании саморезов и шурупов. Но при допустимости откручивания детали от крутящегося вала в промышленности применяется оригинальная резьба левая.
Отличия левой резьбы от правой
Одной из основных параметров винтового соединения считается направление резьбы во время вращения деталей. От качества соединений, считающихся ответственным и центральным элементом, зависит настоящая работа механизма и целость самой разной конструкции.
Отличают в механике два основных типа крепежа изделий. При типовой резьбе линии витков убираются к смотрящему по часовой стрелке. При левосторонней нарезке выступы на винте приближаются к нему слева, двигаясь против часовой стрелки.
Аналогичным образом, направление вращения витков (спирали) на винте позволяет отличить правую резьбу от левой. На шестиграннике болтов, шпильках, гайках и штуцерах левостороннюю резьбу отмечают буквой Л.
Как отличить правую резьбу в крепежах?
Есть обычные способы, благодаря которым несведущий в механике сможет определить вид крепёжного соединения в виде резьбы.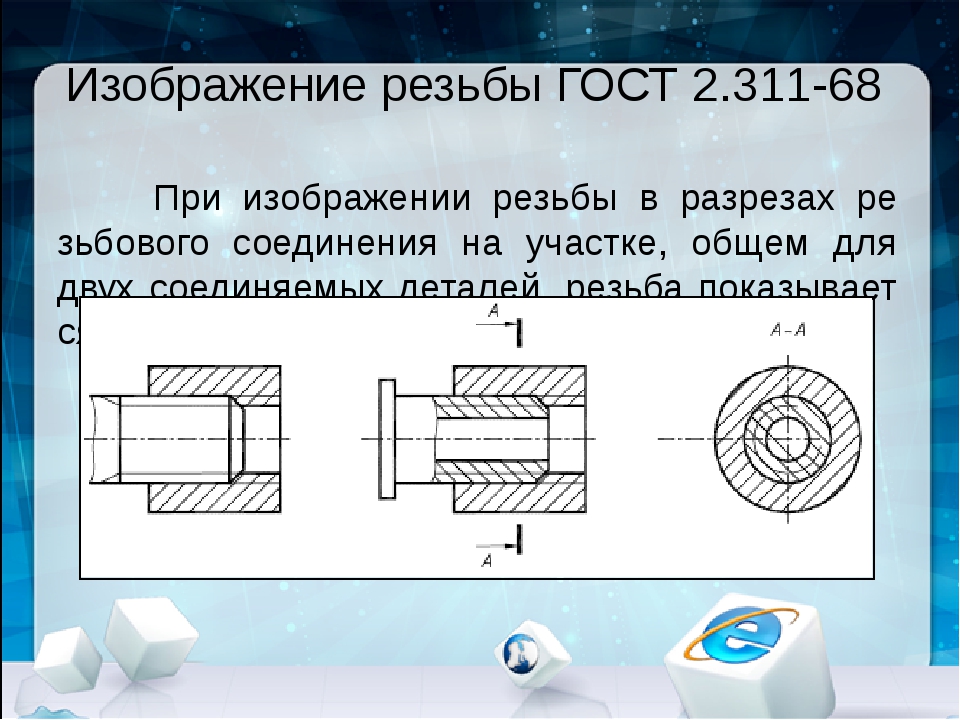 Для зрительного определения нужно разместить шпильку, винт или болт перед собой фаской вверх на ладони, чтобы спираль с виточками смотрела на наблюдателя.
Для зрительного определения нужно разместить шпильку, винт или болт перед собой фаской вверх на ладони, чтобы спираль с виточками смотрела на наблюдателя.
Правосторонняя резьба направляется от конца спирали по часовой стрелке вправо. Если направление витков (спирали) влево, то деталь закручивается в левую сторону против часовой стрелки.
Области применения
Левосторонняя резьба используется в автомобилестроении для закрепления деталей к валу, крутящемуся вправо. Если гайка закручена в направлении вращения вала, то она под воздействием силы вращения будет затягиваться. При завинчивании в противоположном направлении гайка будет откручиваться. Соединение при помощи левостороннего крепежа предохраняет вероятность откручивания в результате эксплуатации механизма.
В каких сферах используют левостороннюю резьбу
Для устранения раскручивания соединений
Вот обычные примеры, когда нужно использование такого оригинального крепежа:
- В узлах и деталях, крутящихся в правую сторону, при действии механизма детали могут раскрутиться. Мощная вращательная сила механизма раскручивает гайку, таким образом, чтобы устранить раскручивание, применяется левый крепеж по направлению вращения вала.
- Ниппель у батарей системы для отопления оборудован разнонаправленной резьбой. Соединительная муфта при скручивании специализированным ключом приводит к стягиванию прокладки из резины в секциях отопительных приборов.
- В колесах грузовых машин ГАЗ, МАЗ, ЗИЛ применяется левостороннее крепление.
- Патрон дрели со сверлом вращается вправо. Чтобы устранить релаксация соединения деталей, патрон фиксируется к валу левой резьбой.
- Лопасти домашнего вентилятора.
- Редуктор передает вращающий момент от мотора к ножам мотокосы.
- Педали велосипеда.
- Крепление фрезы на вал, диски машин для шлифовочных работ.
- Кое-какие детали в торцовках и циркулярных пил.
 Мощная вращательная сила механизма раскручивает гайку, таким образом, чтобы устранить раскручивание, применяется левый крепеж по направлению вращения вала.
Мощная вращательная сила механизма раскручивает гайку, таким образом, чтобы устранить раскручивание, применяется левый крепеж по направлению вращения вала.В стягивающих конструкциях
Представим подобную картину: домохозяйки вывешивают мокрое белье на веревку для просушивания. От постоянного применения веревка начинает провисать. Натяжку для белья приходится часто настраивать. В данных случаях применяют тут болты с двухсторонней нарезкой. Одна сторона болта направляется вправо, а остальная — налево. Другими словами в этом случае левая резьба применяется, чтобы настроить степень натяжки.
От постоянного применения веревка начинает провисать. Натяжку для белья приходится часто настраивать. В данных случаях применяют тут болты с двухсторонней нарезкой. Одна сторона болта направляется вправо, а остальная — налево. Другими словами в этом случае левая резьба применяется, чтобы настроить степень натяжки.
Обозначение на чертеже левой резьбы
Рабочий принцип можно представить так: на одном конце гайки режется правая резьба, а на другом –левая, закручиваются болты. Во время вращения гайки в одну сторону выходит удлинение, в иную – укорачивание.
Применение левостороннего крепления в стяжных конструкциях считается прекрасным примером.
Такое приспособление, которое применяется в такелажных работах, — талреп относится к разновидности винтовой стяжки. В этой конструкции действует пара грузозахватных компонентов. На одной из них – типовая резьба, на другой исходя из этого – левая. Во время вращения конструкции в рабочий период корпус элемента крутится, происходит ослабление стяжки, а изменение направления вращения приводит к нагружению (натяжению).
Другими словами во время вращения детали механизма удаляются относительно друг друга или сближаются.
Натягиванием тросов ставятся мачты на кораблях.
Для защиты от опасных действий
Для защиты от очень высокой опасности при выполнении отдельных операций требуется внимательный контроль рабочего оборудования. В газовом хозяйстве вентиль редуктора баллона со сжатым пропаном оборудован левосторонней резьбой, а кислородный баллон – правой. Стало быть, подсоединить к кислородному баллону баллон с пропаном невозможно. Использование подобного варианта помогает сделать меньше вероятность мрачных последствий.
В брендировании
Для защиты от применения поддельных деталей в машиностроении производители прибегают для коммерции к рекламному ходу, применяя левостороннюю нарезку, от которого их продукция приобретает уникальность и оригинальность.
Такая идея предоставляет гарантию, что клиенты будут приобретать запасные части для работ по ремонту либо замены только у официального производителя.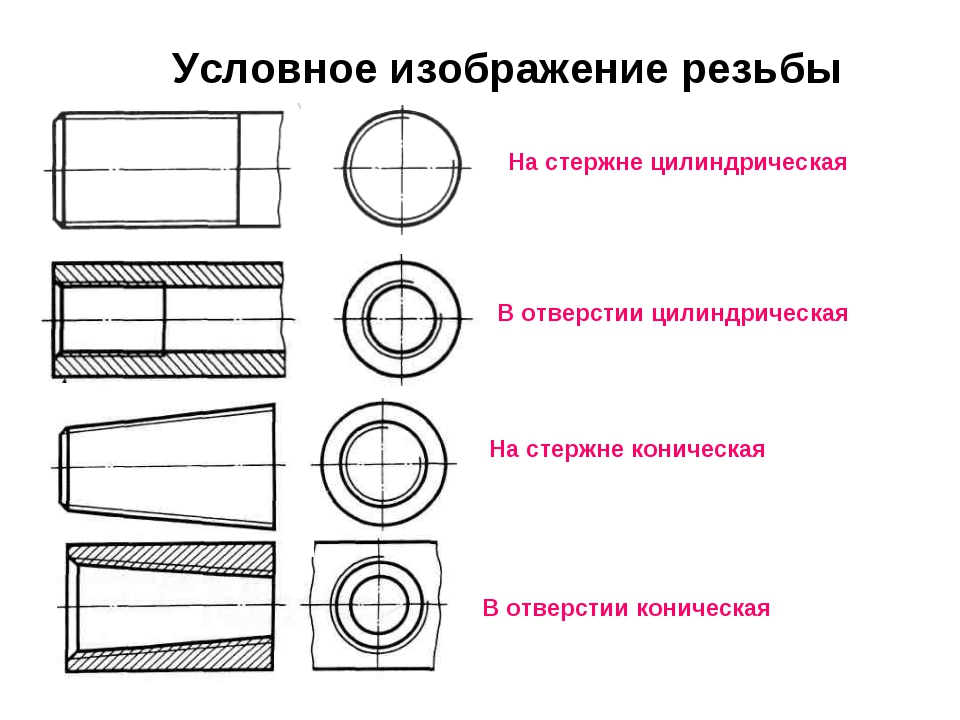
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Похожие статьи
Левосторонняя и правосторонняя крепежная резьба: использование и сравнение
Крепежные детали — это гайки, болты, винты и другие мелкие компоненты, которые удерживают машины и компоненты вместе в рабочем состоянии. Многие крепежные детали работают за счет эффективного использования резьбы (левая резьба и правая резьба), которая позволяет эффективно скручивать гайки и болты.
Но как работают потоки? Направление, в котором рабочие заворачивают и откручивают крепежные детали, во многом зависит от области применения, в которой они появляются.Кроме того, существует множество различных типов ниток для оптимизации различных способов крепления предметов. В этом блоге мы исследуем несколько из множества различных разновидностей потоков, а также их использование.
Распространенное использование и применение крепежной резьбы
Винтовая резьба помогает во многих областях, например:
- Крепление: Резьба винтов появляется на традиционных крепежных изделиях, таких как гайки, болты и винты, а также помогает соединять трубы с резьбой, шланги, крышки и приспособления
- Редуктор: Резьба винта помогает редуктору с помощью червячной передачи
- Линейное движение объекта: Крепежная резьба может использоваться для преобразования вращательного движения в линейное движение
 youtube.com/embed/xNLC3mlx5ng?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/xNLC3mlx5ng?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Понимание правшей vs.Левая резьба
Терминология резьбы и различные типы
Резьба представляет собой непрерывные спиральные выступы на цилиндрических крепежных деталях. Для таких деталей, как винты, выступы будут снаружи, а у таких деталей, как гайки, выступы будут внутри цилиндрических корпусов.
Существует ряд общих терминов для описания различных аспектов потоков, которые мы определяем ниже:
- Наружная резьба: Резьба, которая наматывается на внешнюю часть стержня застежки
- Внутренняя резьба: Резьба, проходящая по внутренней части застежки
- Ось: Продольные линии, используемые для измерения длины застежки
- Шаг: Расстояние от точки одной резьбы до точки другой резьбы
- Наибольший диаметр: Наибольший диаметр внутренней или внешней резьбы
- Малый диаметр: Наименьший диаметр внутренней или внешней резьбы
Крепежная резьба: что такое винтовая резьба?
Винтовая резьба — это наклонные спирали, которые спускаются по цилиндрической поверхности таких деталей, как винты и болты. Они отвечают за преобразование энергии между вращательным и линейным движением и силой. Крепежные детали с совместимой резьбой могут обеспечить герметичное уплотнение для самого различного оборудования.
Они отвечают за преобразование энергии между вращательным и линейным движением и силой. Крепежные детали с совместимой резьбой могут обеспечить герметичное уплотнение для самого различного оборудования.
Направление винта: левая и правая резьба
Ручка винта — это направление, в котором резьба винта наматывается на вал. Правая резьба проходит по часовой стрелке, а левая — против часовой стрелки. Происхождение рукоятки нити уходит корнями в физиологию человека: винты с разной рукояткой эргономичны для людей в зависимости от их доминирующей руки.
Большинство винтов сегодня используют правую резьбу, и редко можно найти левый винт, используемый в любом приложении, которое специально не требует этого. Однако есть некоторые приложения, в которых специально рекомендуется использовать левосторонние застежки.
Использование и применение левосторонней резьбы
Левая резьба также известна как обратная резьба. Эти резьбы используются в специализированных приложениях, в которых приложение давления вынуждает ослабить винт или болт с правой резьбой.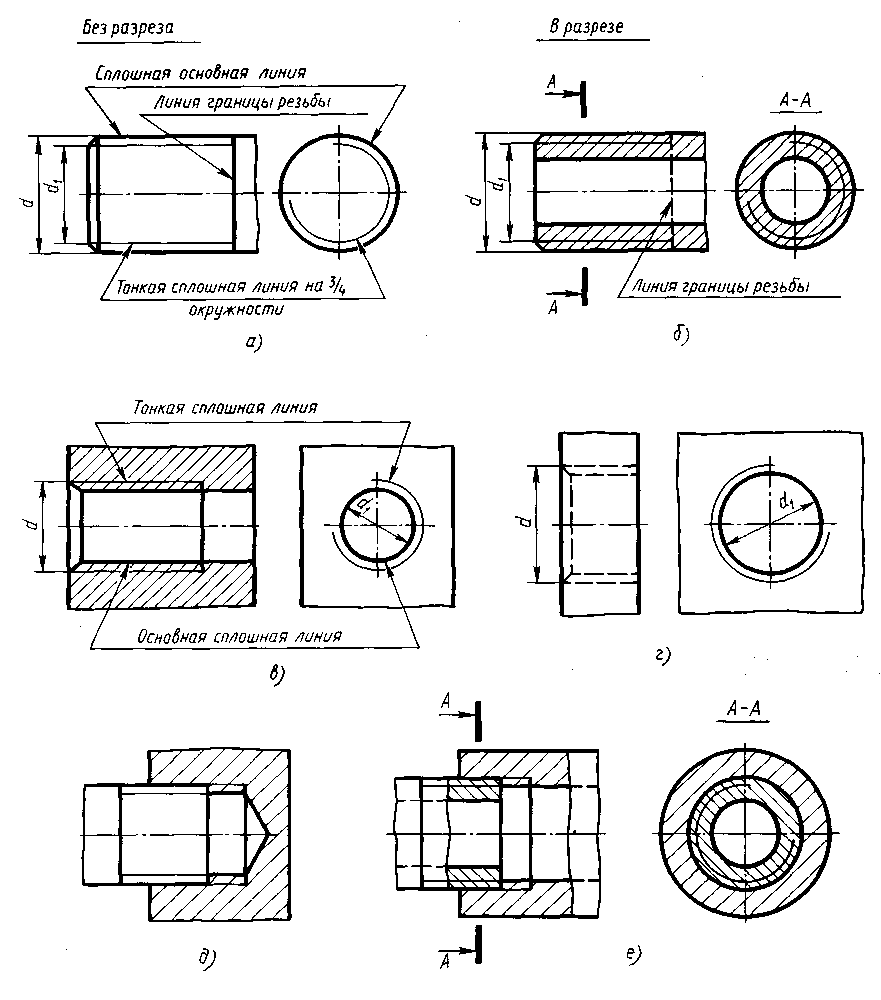
Некоторые области применения, в которых используется левостороннее крепление, включают:
- Автомобильная промышленность: Болты некоторых шин имеют обратную резьбу для предотвращения ослабления крутящего момента.
- Отопление и водопровод: Трубы часто имеют как правую, так и левую резьбу, чтобы обеспечить дополнительный уровень защиты от протечек.
- Безопасность: Клапаны подачи газа используют левую резьбу, чтобы отличать их от клапанов, контролирующих кислород
Качественные крепежные решения от National Bolt
Компания
National Bolt производит нестандартные крепежные детали, изделия большого диаметра и многое другое на заказ, и мы гордимся своей быстрой производительностью и сроками доставки.
Если вы хотите узнать больше о наших решениях для крепления на заказ, не стесняйтесь обращаться к нам или запрашивать расценки сегодня!
% PDF-1.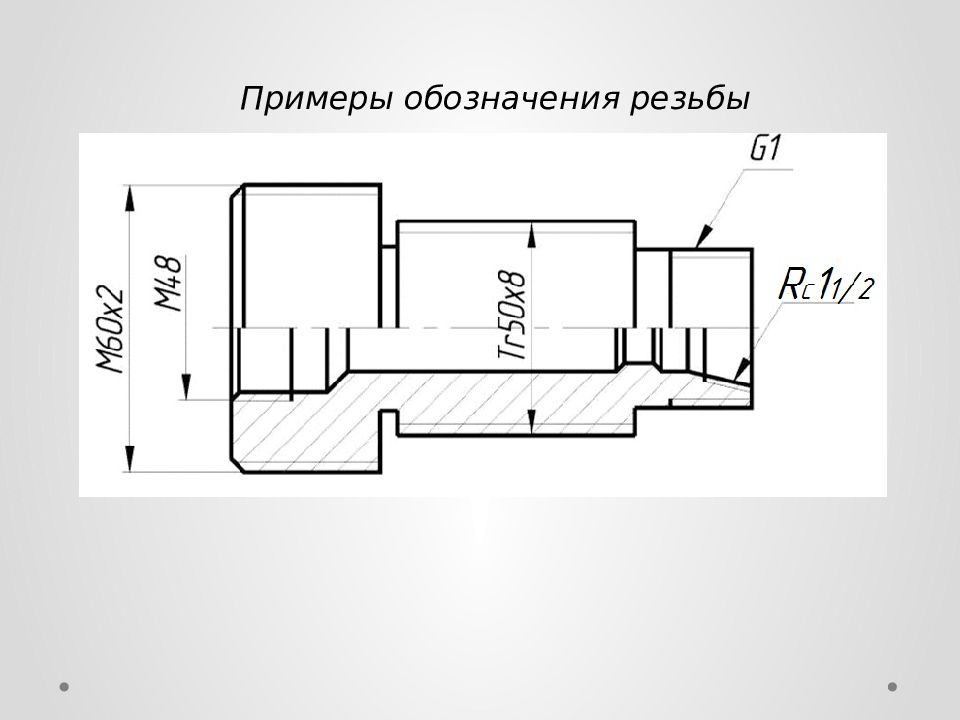 4
4
%
183 0 объект
ноль
эндобдж
184 0 объект
ноль
эндобдж
181 0 объект
ноль
эндобдж
182 0 объект
ноль
эндобдж
187 0 объект
ноль
эндобдж
188 0 объект
ноль
эндобдж
185 0 объект
ноль
эндобдж
186 0 объект
ноль
эндобдж
180 0 объект
ноль
эндобдж
174 0 объект
ноль
эндобдж
175 0 объект
ноль
эндобдж
172 0 объект
ноль
эндобдж
173 0 объект
ноль
эндобдж
178 0 объект
ноль
эндобдж
179 0 объект
ноль
эндобдж
176 0 объект
ноль
эндобдж
177 0 объект
ноль
эндобдж
200 0 объект
ноль
эндобдж
201 0 объект
ноль
эндобдж
198 0 объект
ноль
эндобдж
199 0 объект
ноль
эндобдж
204 0 объект
ноль
эндобдж
205 0 объект
ноль
эндобдж
202 0 объект
ноль
эндобдж
203 0 объект
ноль
эндобдж
197 0 объект
ноль
эндобдж
191 0 объект
ноль
эндобдж
192 0 объект
ноль
эндобдж
189 0 объект
ноль
эндобдж
190 0 объект
ноль
эндобдж
195 0 объект
ноль
эндобдж
196 0 объект
ноль
эндобдж
193 0 объект
ноль
эндобдж
194 0 объект
ноль
эндобдж
149 0 объект
ноль
эндобдж
150 0 объект
ноль
эндобдж
147 0 объект
ноль
эндобдж
148 0 объект
ноль
эндобдж
153 0 объект
ноль
эндобдж
154 0 объект
ноль
эндобдж
151 0 объект
ноль
эндобдж
152 0 объект
ноль
эндобдж
146 0 объект
ноль
эндобдж
140 0 объект
ноль
эндобдж
141 0 объект
ноль
эндобдж
138 0 объект
ноль
эндобдж
139 0 объект
ноль
эндобдж
144 0 объект
ноль
эндобдж
145 0 объект
ноль
эндобдж
142 0 объект
ноль
эндобдж
143 0 объект
ноль
эндобдж
166 0 объект
ноль
эндобдж
167 0 объект
ноль
эндобдж
164 0 объект
ноль
эндобдж
165 0 объект
ноль
эндобдж
170 0 объект
ноль
эндобдж
171 0 объект
ноль
эндобдж
168 0 объект
ноль
эндобдж
169 0 объект
ноль
эндобдж
163 0 объект
ноль
эндобдж
157 0 объект
ноль
эндобдж
158 0 объект
ноль
эндобдж
155 0 объект
ноль
эндобдж
156 0 объект
ноль
эндобдж
161 0 объект
ноль
эндобдж
162 0 объект
ноль
эндобдж
159 0 объект
ноль
эндобдж
160 0 объект
ноль
эндобдж
251 0 объект
ноль
эндобдж
252 0 объект
ноль
эндобдж
249 0 объект
ноль
эндобдж
250 0 объект
ноль
эндобдж
255 0 объект
ноль
эндобдж
256 0 объект
ноль
эндобдж
253 0 объект
ноль
эндобдж
254 0 объект
ноль
эндобдж
248 0 объект
ноль
эндобдж
242 0 объект
ноль
эндобдж
243 0 объект
ноль
эндобдж
240 0 объект
ноль
эндобдж
241 0 объект
ноль
эндобдж
246 0 объект
ноль
эндобдж
247 0 объект
ноль
эндобдж
244 0 объект
ноль
эндобдж
245 0 объект
ноль
эндобдж
268 0 объект
ноль
эндобдж
269 0 объект
ноль
эндобдж
266 0 объект
ноль
эндобдж
267 0 объект
ноль
эндобдж
272 0 объект
ноль
эндобдж
273 0 объект
ноль
эндобдж
270 0 объект
ноль
эндобдж
271 0 объект
ноль
эндобдж
265 0 объект
ноль
эндобдж
259 0 объект
ноль
эндобдж
260 0 объект
ноль
эндобдж
257 0 объект
ноль
эндобдж
258 0 объект
ноль
эндобдж
263 0 объект
ноль
эндобдж
264 0 объект
ноль
эндобдж
261 0 объект
ноль
эндобдж
262 0 объект
ноль
эндобдж
217 0 объект
ноль
эндобдж
218 0 объект
ноль
эндобдж
215 0 объект
ноль
эндобдж
216 0 объект
ноль
эндобдж
221 0 объект
ноль
эндобдж
222 0 объект
ноль
эндобдж
219 0 объект
ноль
эндобдж
220 0 объект
ноль
эндобдж
214 0 объект
ноль
эндобдж
208 0 объект
ноль
эндобдж
209 0 объект
ноль
эндобдж
206 0 объект
ноль
эндобдж
207 0 объект
ноль
эндобдж
212 0 объект
ноль
эндобдж
213 0 объект
ноль
эндобдж
210 0 объект
ноль
эндобдж
211 0 объект
ноль
эндобдж
234 0 объект
ноль
эндобдж
235 0 объект
ноль
эндобдж
232 0 объект
ноль
эндобдж
233 0 объект
ноль
эндобдж
238 0 объект
ноль
эндобдж
239 0 объект
ноль
эндобдж
236 0 объект
ноль
эндобдж
237 0 объект
ноль
эндобдж
231 0 объект
ноль
эндобдж
225 0 объект
ноль
эндобдж
226 0 объект
ноль
эндобдж
223 0 объект
ноль
эндобдж
224 0 объект
ноль
эндобдж
229 0 объект
ноль
эндобдж
230 0 объект
ноль
эндобдж
227 0 объект
ноль
эндобдж
228 0 объект
ноль
эндобдж
137 0 объект
ноль
эндобдж
86 0 объект
ноль
эндобдж
85 0 объект
ноль
эндобдж
88 0 объект
ноль
эндобдж
87 0 объект
ноль
эндобдж
84 0 объект
ноль
эндобдж
81 0 объект
ноль
эндобдж
80 0 объект
ноль
эндобдж
83 0 объект
ноль
эндобдж
82 0 объект
ноль
эндобдж
89 0 объект
ноль
эндобдж
96 0 объект
ноль
эндобдж
95 0 объект
ноль
эндобдж
98 0 объект
ноль
эндобдж
97 0 объект
ноль
эндобдж
94 0 объект
ноль
эндобдж
91 0 объект
ноль
эндобдж
90 0 объект
ноль
эндобдж
93 0 объект
ноль
эндобдж
92 0 объект
ноль
эндобдж
67 0 объект
ноль
эндобдж
66 0 объект
ноль
эндобдж
69 0 объект
ноль
эндобдж
68 0 объект
ноль
эндобдж
65 0 объект
ноль
эндобдж
62 0 объект
ноль
эндобдж
61 0 объект
ноль
эндобдж
64 0 объект
ноль
эндобдж
63 0 объект
ноль
эндобдж
70 0 объект
ноль
эндобдж
77 0 объект
ноль
эндобдж
76 0 объект
ноль
эндобдж
79 0 объект
ноль
эндобдж
78 0 объект
ноль
эндобдж
75 0 объект
ноль
эндобдж
72 0 объект
ноль
эндобдж
71 0 объект
ноль
эндобдж
74 0 объект
ноль
эндобдж
73 0 объект
ноль
эндобдж
124 0 объект
ноль
эндобдж
123 0 объект
ноль
эндобдж
126 0 объект
ноль
эндобдж
125 0 объект
ноль
эндобдж
122 0 объект
ноль
эндобдж
119 0 объект
ноль
эндобдж
118 0 объект
ноль
эндобдж
121 0 объект
ноль
эндобдж
120 0 объект
ноль
эндобдж
127 0 объект
ноль
эндобдж
134 0 объект
ноль
эндобдж
133 0 объект
ноль
эндобдж
136 0 объект
ноль
эндобдж
135 0 объект
ноль
эндобдж
132 0 объект
ноль
эндобдж
129 0 объект
ноль
эндобдж
128 0 объект
ноль
эндобдж
131 0 объект
ноль
эндобдж
130 0 объект
ноль
эндобдж
105 0 объект
ноль
эндобдж
104 0 объект
ноль
эндобдж
107 0 объект
ноль
эндобдж
106 0 объект
ноль
эндобдж
103 0 объект
ноль
эндобдж
100 0 объект
ноль
эндобдж
99 0 объект
ноль
эндобдж
102 0 объект
ноль
эндобдж
101 0 объект
ноль
эндобдж
108 0 объект
ноль
эндобдж
115 0 объект
ноль
эндобдж
114 0 объект
ноль
эндобдж
117 0 объект
ноль
эндобдж
116 0 объект
ноль
эндобдж
113 0 объект
ноль
эндобдж
110 0 объект
ноль
эндобдж
109 0 объект
ноль
эндобдж
112 0 объект
ноль
эндобдж
% PDF-1.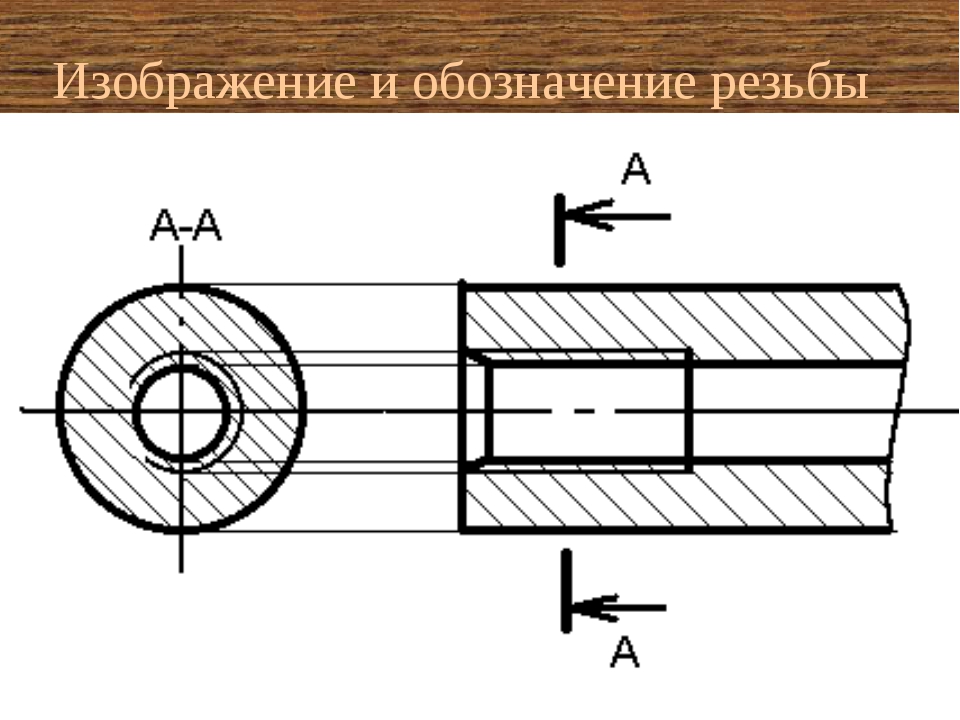 4
4
%
274 0 объект
>
эндобдж
292 0 obj> поток
xb«b«`a`Sge @
Резьба винтов и условные изображения
Резьба винтовая
Чаще всего спираль применяется для винтовой резьбы, которая повторяет траекторию спирали. Резьба винтов может быть левой или правой, и они показаны на рис. 15.1. Обратите внимание на наклон нити и положение указательных пальцев на каждой руке. Левая резьба используется для специальных применений, а правая резьба обычно используется для гаек и болтов.Показанная резьба имеет V-образное сечение.
Участок №
Miwi
Левая резьба Рис. 15.1
Участок
Правая резьба
С винтовой резьбой связаны следующие термины:
Шаг резьбы — это расстояние между соответствующими точками на соседних резьбах. Измерения необходимо проводить параллельно оси резьбы.
Главный диаметр или внешний диаметр — это диаметр по гребням резьбы, измеренный под прямым углом к оси резьбы.
Гребень — это самая выступающая часть резьбы, внутренняя или внешняя.
Корень лежит на дне канавки между двумя соседними резьбами.
Боковая сторона резьбы — это прямая сторона резьбы между вершиной и корнем.
Младший диаметр, диаметр основания или диаметр стержня — это наименьший диаметр резьбы, измеренный под прямым углом к оси резьбы.
Эффективный диаметр измеряется под прямым углом к оси резьбы и представляет собой диаметр, при котором ширина промежутков равна ширине резьбы.
Шаг резьбы — это осевое перемещение винта за один оборот.
Термины показаны на рис. 15.2.
Участок 2
Крест
Участок 2
Crest
- Рис. 15.2 Внешний вид для иллюстрации условий резьбы
Метрическая резьба ISO
На рис. 15.3 показана форма метрической резьбы ISO для гайки (внутренней) и болта (внешней). В случае ореха корень на практике округляется.Для ответного болта вершина резьбы может быть закруглена в пределах максимального контура, как показано, а корень — закруглен до заданного размера.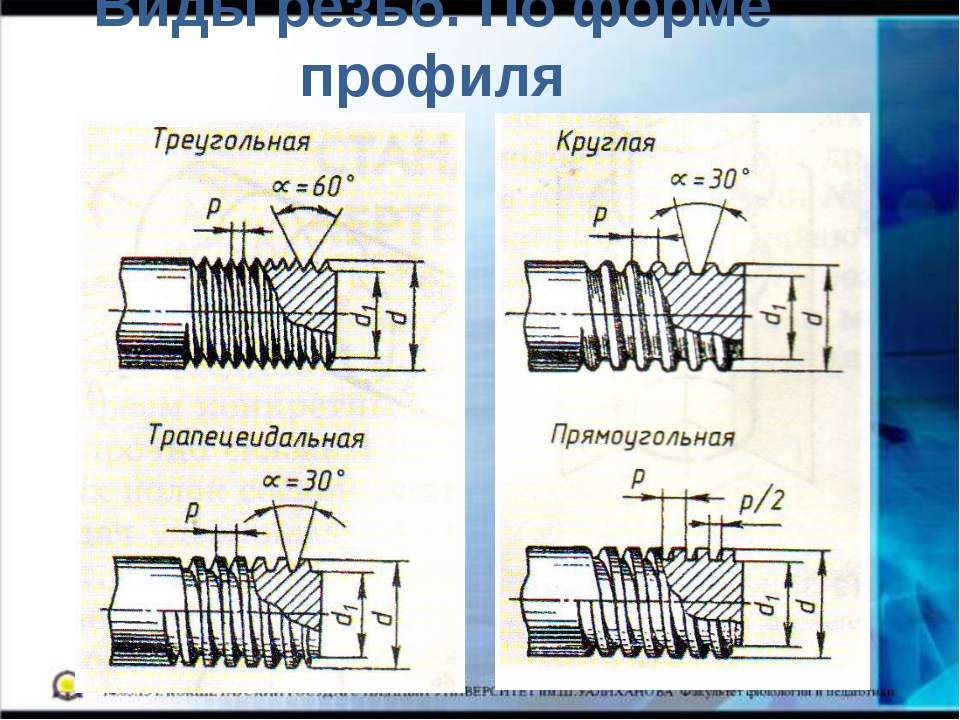 Как наружная, так и внутренняя резьба подлежат производственным допускам, и для получения полной информации следует обратиться к BS 3643-1.
Как наружная, так и внутренняя резьба подлежат производственным допускам, и для получения полной информации следует обратиться к BS 3643-1.
BS 3643-2 определяет две серии диаметров с градуированными шагами для общего использования в гайках, болтах и резьбовых соединениях: одна серия с крупным шагом, а другая с мелким шагом. В выдержке из стандарта, приведенной в таблице 15.1, указаны размеры резьбы от 1.Диаметр от 6 до 24 мм. Обратите внимание, что указаны первый, второй и третий варианты основных диаметров, чтобы ограничить количество размеров в каждом диапазоне.
На чертеже резьба обозначается буквой M, за которой следует размер номинального диаметра и требуемый шаг, например M10 x 1
Если размер резьбы рассчитывается без привязки к шагу, например M16, то предполагается, что требуется грубая резьба.
1 2 3 | 4 | 5 | 6 | 7 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 |
Основные основные диаметры | Крупная серия с шагами | |||||||||||
Выбор | Штраф | серия | с постоянным шагом | |||||||||
1-я 2-я 3-я | 6 | 4 | 3 2 | 1. | 1,25 | 1 | 0,75 | 0,5 | 0,35 | 0,25 | 0,2 | |
1,6 | 0,35 | – | – | — — | – | – | – | – | – | – | – | 0.2 |
1,8 | 0,35 | – | – | — — | – | – | – | – | – | – | – | 0,2 |
2 | 0,4 | – | – | — — | – | – | – | – | – | – | 0. | – |
2,2 | 0,45 | – | – | — — | – | – | – | – | – | – | 0,25 | – |
2,5 | 0.45 | – | – | — — | – | – | – | – | – | 0,35 | – | – |
3 | 0,5 | – | – | — — | – | – | – | – | – | 0.35 | – | – |
3,5 | 0,6 | – | – | — — | – | – | – | – | – | 0,35 | – | – |
4 — — | 0. | – | – | — — | – | – | – | – | 0,5 | – | – | – |
4,5 | 0,75 | – | – | — — | – | – | – | – | 0.5 | – | – | – |
5 | 8,8 | – | – | — — | – | – | – | – | 0,5 | – | – | – |
5.5 | – | – | – | — — | – | – | – | – | 0,5 | – | – | – |
6 | 1 | – | – | — — | – | – | – | 0. | – | – | – | – |
7 | 1 | – | – | — — | – | – | – | 0,75 | – | – | – | – |
8— | 1.25 | – | – | — — | – | – | 1 | 0,75 | – | – | – | – |
9 | 1,25 | – | – | — — | – | – | 1 | 0.75 | – | – | – | – |
10 — — | 1,5 | – | – | — — | – | 1,25 | 1 | 0,75 | – | – | – | – |
— — 11 | 1. | – | – | — — | – | – | 1 | 0,75 | – | – | – | – |
12 — — | 1,75 | – | – | — — | 1.5 | 1,25 | 1 | – | – | – | – | – |
— 14 — | 2 | – | – | — — | 1,5 | 1,25 * | 1 | – | – | – | – | – |
15 | – | – | – | — — | 1. | – | 1 | – | – | – | – | – |
16 | 2 | – | – | — — | 1,5 | – | 1 | – | – | – | – | – |
17 | – | – | – | — — | 1.5 | – | 1 | – | – | – | – | – |
18 | 2,5 | – | – | 2 | 1,5 | – | 1 | – | – | – | – | – |
20 | 2.5 | – | – | 2 | 1,5 | – | 1 | – | – | – | – | – |
22 | 2,5 | – | – | 2 | 1.5 | – | 1 | – | – | – | – | – |
24 | 3 | – | – | 2 | 1,5 | – | 1 | – | – | – | – | — |
 5
5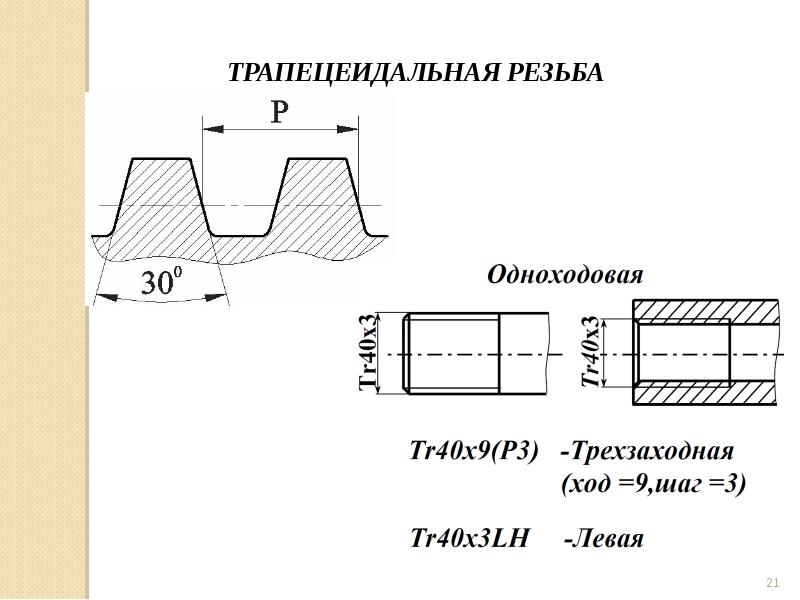 25
25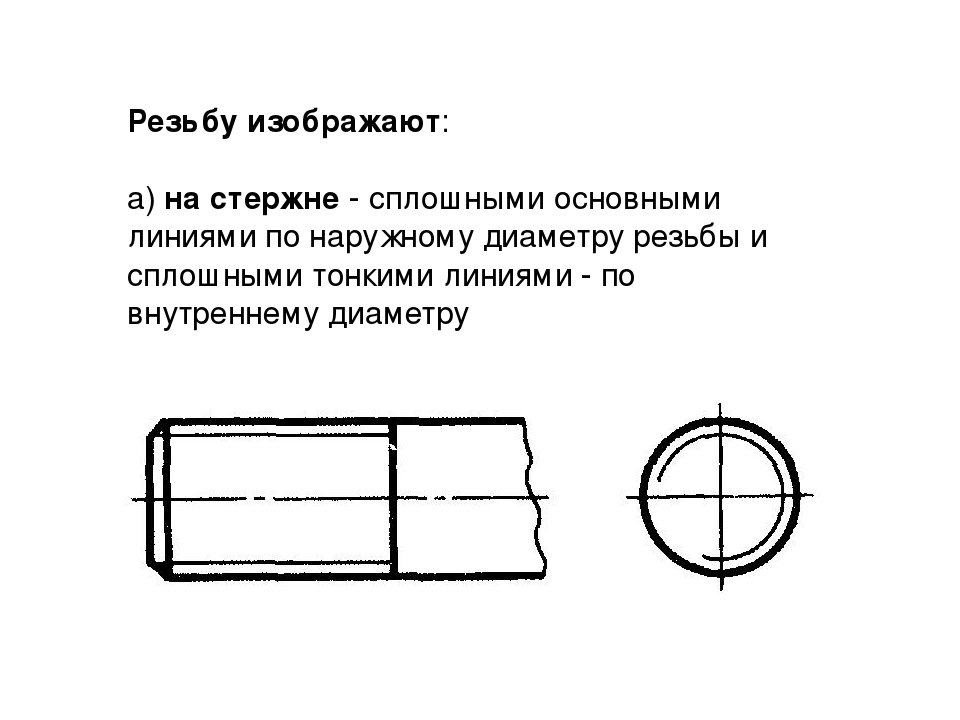 7
7 75
75 5
5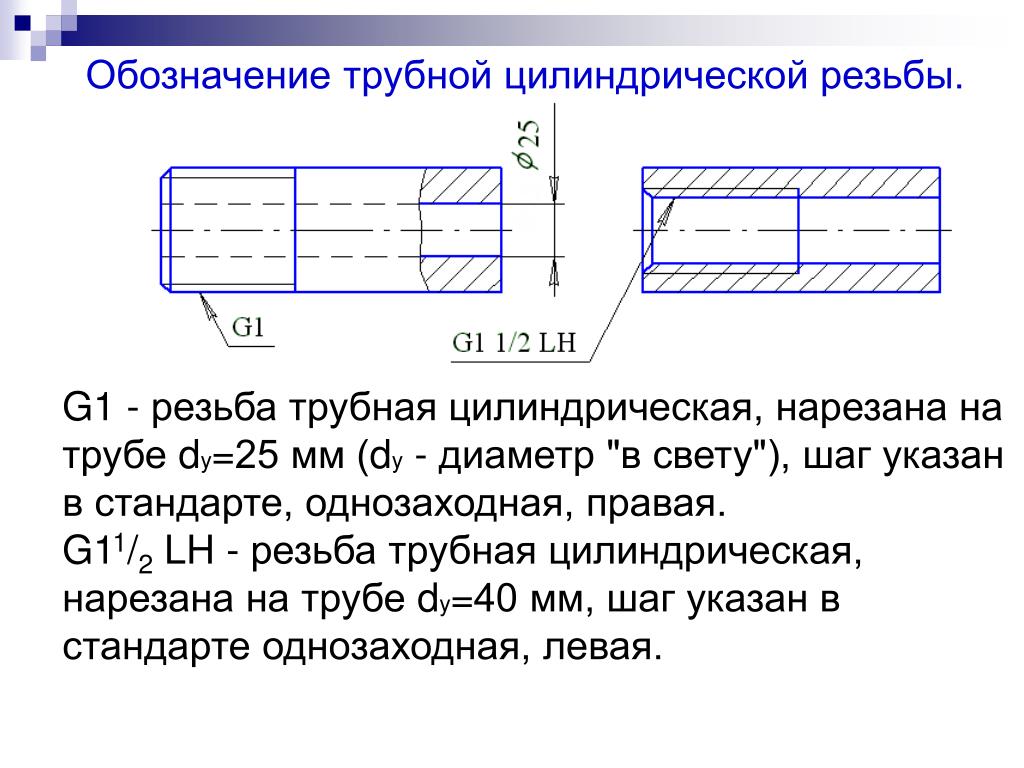 5
5Примечание.Предпочтительно выбирать диаметры, указанные в столбце 1. Если они не подходят, выберите из столбца 2 или, наконец, из столбца 3. * Шаг 1,25 мм для диаметра 14 мм должен использоваться только для свечей зажигания.
Рис. 15.3 Метрическая резьба ISO
H = 0,86603P, H = 0,21651P, 3H = 0,32476P 4 8
Рис. 15.3 Метрическая резьба ISO
H = 0,86603P, H = 0,21651P, 3H = 0,32476P 4 8
5 H = 0,54127P, где P — шаг резьбы 8
Продолжить чтение здесь: Унифицированная резьба
Была ли эта статья полезной?
Шаг резьбы — обзор
5 Обсуждение
После завершения всех тестов по установке винтов, сбора данных, анализа данных и представления данных окончательные результаты могут быть рассмотрены и интерпретированы в более широком контексте некоторых важных клинических, биомеханических и / или или технологические соображения, как указано ниже.
Остановочный момент не измеряется во время ортопедической операции. Вместо этого хирурги используют ручную хирургическую отвертку с «субъективным ощущением» для адекватной затяжки. Хирурги достигают соотношения крутящего момента остановки / снятия от 66–92%; таким образом, винты могут быть недостаточно или слишком затянуты. 1–4 В качестве альтернативы можно выполнить предоперационное сканирование МПК пациента, чтобы позволить инженерные прогнозы момента снятия изоляции, а затем использовать цифровую динамометрическую отвертку для достижения надлежащего момента остановки.
Момент снятия изоляции можно спрогнозировать для стандартного винта, резьба которого идеально входит в изотропный однородный материал. 7 Предположим, что это предел прочности на разрыв основного материала, L — длина резьбы винта в зацеплении, D — диаметр шага винта = D o — 0,6495 p , D o — внешний диаметр винта, p — шаг резьбы винта и f — коэффициент трения между винтом и материалом основы. Таким образом, снятие крутящего момента.
Момент снятия изоляции связан с силой, необходимой для вытягивания или выталкивания винта в кости. 7–10 Теоретически это можно рассчитать как момент снятия изоляции T = FD AVG (1/ t + fD AVG ) / (2 D AVG — 2 f / t ), где F — усилие отрыва, D AVG — среднее значение внешнего и внутреннего диаметра винта, f — коэффициент трения винт-кость, и т — количество резьб на единицу длины. 7 Экспериментально, например, тесты пилы с кортикальным винтом диаметром 4,5 мм могут дать соотношение F / T = исходное усилие отрыва / исходный момент зачистки = 0,498 мм −1 в диапазоне плотностей . 8
Моменты снятия изоляции имеют широкий диапазон значений. 1,3,4,9,11 Тесты кортикальных винтов показали 1089–2173 Н · мм (диафиз плечевой кости человека), 1126-2179 Н · мм (диафрагма бедренной кости человека), 3265 Н · мм (диафиза большеберцовой кости человека), 1612–2331 Н · мм (пилообразный стержень плечевой кости) и 2012 Н · мм (пилообразный стержень бедренной кости).Тесты на губчатые винты показали 308–1176 Н · мм (головка плечевой кости человека), 554–2710 Н · мм (мыщелки бедренной кости человека) и 1594–1675 Н · мм (головка плечевой кости с пилой).
Соотношение крутящего момента остановки / снятия остается постоянным в широком диапазоне плотности для данного типа кости, когда операция выполняется одним и тем же хирургом-ортопедом. Например, в тестах на пилообразных бедрах и бедрах человека одно исследование сообщает о соотношении 80,6 ± 6,6% (кортикальные винты в пилообразных бедрах), 76,8 ± 6,4% (губчатые винты в пилообразных бедрах), 66.6 ± 10,4% (кортикальные винты в бедрах человека) и 84,5 ± 9,7% (губчатые винты в бедрах человека). 3
Соотношение крутящего момента остановки / снятия остается постоянным для разных типов кости при оценке одним и тем же хирургом-ортопедом. Тесты кортикальных винтов в пяти группах плечевой кости не показали статистической разницы в соотношении крутящего момента между свежезамороженным человеком, забальзамированным человеком, высушенным / обезвоженным человеком, «нормальной» пилой и «остеопоротической» пилой ( P = 0,1), тогда как губчатые тесты также не показывают статистической разницы для 9 из 10 сравнений между группами ( P > 0.05). 4
Конструкция винта может изменить качество контакта между винтом и костью и момент установки винта и, таким образом, может повлиять на работу хирурга-ортопеда. Конструкция винта может быть определена количественно как коэффициент формы резьбы TSF = 0,5 + 0,57735 d / p , где d — глубина резьбы винта, а p — шаг резьбы винта. 12 Глубина резьбы и шаг резьбы влияют на общий угол резьбы. Это означает, что более глубокие нити, которые захватывают кость с лучшим «прикусом», могут «ощущаться» более плотными для хирурга-ортопеда.
Машина для испытания на кручение может улучшить согласованность между испытаниями, вставляя винты с фиксированной скоростью изгиба, как описано в стандартизированной методике ASTM. 2,13–15 Этот подход полезен для определения свойств костного материала (т. Е. Момента снятия изоляции). Однако это не повторяет клиническую практику, в которой хирурги закручивают винты «на ощупь» с помощью хирургической отвертки. Последний метод более полезен при имитации клинических условий (например, при остановке крутящего момента).
Ручная резьба — обзор
1.2.2 Экспериментальная установка для испытаний на динамическое одноосное растяжение
Для испытания на динамическое одноосное растяжение требуется изменение установки SHPB на разрезную планку на растяжение Хопкинсона (SHTB). Образец обычно нарезается резьбой или связывается между падающими стержнями и стержнями передачи. Импульс растяжения создается непосредственно в падающем стержне за счет включения фланца на свободном конце падающего стержня и ударной трубки, окружающей падающий стержень (Yin and Wang 2010; Xu et al. 2016). Затем ударная планка перемещается к фланцу от образца, чтобы вызвать падающий импульс растяжения, как показано на рисунке 1.13.
Рисунок 1.13. Иллюстрация использования фланца и ударной трубки для генерации импульса растяжения. Цветную версию этого рисунка см. На сайте www.iste.co.uk/zhang/polycarbonate.zip
. Альтернативный метод — использовать разделенную манжету для передачи начального импульса сжатия в импульс растяжения (Sarva and Boyce 2007). Как показано на рисунке 1.14, разрезной воротник окружает образец и плотно зажат между двумя стержнями. Эта манжета позволяет передавать начальный импульс сжатия на второй стержень без нагрузки на образец. Последующий отраженный импульс растяжения от свободного заднего конца второго стержня нагружает образец.
Рисунок 1.14. Иллюстрация использования разрезной манжеты для генерации импульса растяжения. Цветную версию этого рисунка см. На сайте www.iste.co.uk/zhang/polycarbonate.zip
В этом исследовании SHTB, включающий фланец и ударную трубку, используется для проведения испытаний на динамическое растяжение поликарбонатов.Используются экземпляры в форме гантелей. Как и в случае с SHPB-тестом, предлагается короткая измерительная длина для облегчения раннего динамического равновесия в образце. Размеры использованного образца показаны на рисунке 1.15. Следует отметить, что правая и левая резьбы связаны с падающими и трансмиссионными стержнями. Все образцы тщательно изготовлены из поликарбонатных стержней, подвергнутых процессу экструзии, и хранятся в сухой атмосфере при комнатной температуре (25 ° C) для снятия остаточного напряжения, вызванного производственным процессом.
Рисунок 1.15. Размеры образца поликарбоната для испытания SHTB
На рисунке 1.16 показана схема установки SHTB, которая состоит из системы пневматического пистолета, ударной трубки, падающей штанги с передаточным фланцем на одном конце, передаточной штанги, ловушки импульса. панель и система сбора данных. Трубка ударника и все стержни изготовлены из стали 18Ni и во время испытания ведут себя упруго. Ударная труба имеет длину 380 мм, внешний диаметр 26 мм и внутренний диаметр 19 мм.Натяжные стержни падающего и трансмиссионного типа имеют длину 2800 и 1200 мм соответственно, и оба имеют диаметр 19 мм. Длина стержня ловушки импульса составляет 430 мм, диаметр — 19 мм. Как падающая, так и передающая штанги содержат резьбовые отверстия для соединения образца. Система пневматического пистолета используется для приведения в движение ударной трубы. Подробную иллюстрацию принципа работы системы воздушного пистолета можно найти в Xu et al. (2012).
Рисунок 1.16. Установка SHTB
Ударная труба, ускоряемая воздушным пистолетом, скользит по падающей планке, которая ударяется о фланец, создавая импульс растяжения в падающей планке.Длительность импульса растяжения можно контролировать, регулируя длину ударной трубки. Как показано на рис. 1.16 (a), зазор точно задан для разделения стержня улавливания импульса и передаточного фланца падающего стержня. Конец стержня улавливателя импульса и поверхность передаточного фланца приводят в контакт после того, как импульс растяжения, генерируемый ударной трубкой, полностью передается на падающий стержень через передаточный фланец. Генерируемый импульс растяжения проходит вдоль падающего стержня, а затем распространяется в образец.Волна напряжения распространяется по образцу и создает деформацию растяжения внутри образца. После этого волна напряжения частично передается в передающую планку и частично отражается в виде сжимающего импульса обратно в падающую планку. Отраженный сжимающий импульс затем передается в стержень улавливания импульса и отражается от свободного конца этого стержня как импульс растяжения. Поскольку контактный интерфейс с передаточным фланцем не может выдерживать натяжение, этот импульс растяжения задерживается в стержне улавливания импульса.Таким образом эффективно предотвращается повторная загрузка образца отраженным импульсом.
Теоретическое значение расстояния между стержнем ловушки импульса и передаточным фланцем, u s , можно оценить как (Xu et al. 2012)
[1,16] us = 2Cb∫0tεftdt
, где C b — скорость распространения волны в стержне, которую можно определить с помощью уравнения 7, а ε f ( t ) — деформация сжатия во фланце.На практике вычисленное u s будет дополнительно оптимизировано с помощью нескольких испытаний.
Для тестов SHTB можно использовать те же принципы анализа данных, которые описаны для тестов SHPB в разделе 1.1.2.
Глава 19. Резьбовые соединения — Инженерный чертеж, 2-е издание — Dev Guis
19
Крепежные детали с резьбой
Прочитав эту главу, вы сможете:
Построение ортогональных проекций различных типов болтов, гаек, шайб и установочных винтов
Построение ортогональных проекций специальных винтов, болтов, гаек, фундаментных болтов и фиксаторов гаек
Построение ортогональных проекций различных типов профилей винтовой резьбы
Нарисуйте ортогональные проекции внутренней и внешней резьбы в условном представлении, а также различных типов концов винтов
19.1 ВВЕДЕНИЕ
Крепежные элементы с резьбой — временные. Они полезны, потому что части, соединенные резьбовыми зажимами, могут быть легко отделены по мере необходимости. Некоторые распространенные примеры резьбовых крепежных изделий — это болты, гайки и винты.
Обычно машина создается путем сборки различных частей, которые соединяются друг с другом резьбовыми соединениями, чтобы их можно было легко отсоединить для ремонта и обслуживания.
В этой главе обсуждение ограничивается различными типами профилей резьбы, их обычным представлением и чертежами различных типов винтов, болтов, гаек, фундаментных болтов и стопорных устройств для гаек.
19.2 РЕЗЬБА ВИНТА
Непрерывный винтовой гребень равномерного поперечного сечения на цилиндрической поверхности известен как винтовая резьба . Обычно он образуется путем вырезания непрерывной винтовой канавки на цилиндрической поверхности [см. Рисунок 19.1 (a)].
19.2.1 Терминология для потоков
Следующие термины используются в связи с резьбой [см. Рисунки 19.1 (a) — (c)].
- Наружная резьба: Это непрерывный винтовой гребень на внешней поверхности цилиндра.Резьба на болтах, шпильках или винтах — это примеры наружной резьбы. На рисунке 19.1 (а) показана внешняя резьба.
РИСУНОК 19.1 (a) Правая резьба (b) Внутренняя левая резьба (c) Наружная левая резьба
- Внутренняя резьба: Это резьба на внутренней поверхности цилиндра. Резьба на поверхности отверстия гайки — это внутренняя резьба. На рис. 19.1 (b) показано сечение объекта с внутренней резьбой.
Наружная резьба болта или шпильки входит в зацепление с соответствующей внутренней резьбой гайки. Два таких элемента, имеющих внешнюю и соответствующую внутреннюю резьбу, образуют винтовую пару. Одна или несколько таких пар используются для соединения двух частей.
- Правая и левая резьбы: Если смотреть на резьбовой элемент в осевом направлении, если точка, движущаяся по часовой стрелке вдоль резьбы, удаляется от наблюдателя, резьба называется правой резьбой; если точка, движущаяся по нити против часовой стрелки, удаляется от наблюдателя, нить называется левой.На рисунке 19.1 (a) показана правая резьба, а на рисунках 19.1 (b) и (c) — левая резьба.
- Шаг (P): Расстояние между соответствующими точками на соседних резьбах, измеренное параллельно оси, называется шагом резьбы.
- Свинец: Это осевое расстояние, которое проходит точка, перемещающаяся вдоль резьбы за один оборот.
- Однозаходная и многозаходная резьба: Если резьбовой элемент имеет один и только один непрерывный винтовой гребень, резьба называется однозаходной резьбой . Если несколько спиральных выступов начинаются с одного конца и проходят параллельно по всей длине резьбы, резьба называется многозаходной резьбой . Очевидно, шаг резьбы равен шагу в случае однозаходной резьбы. Шаг равен удвоенному шагу в случае двойного захода и в три раза больше шагу в случае тройного захода резьбы.
- Наклон : Это осевое расстояние, которое проходит точка, перемещающаяся по резьбе за половину оборота.Следовательно, наклон равен половине опережения.
- Crest : Это край поверхности резьбы, наиболее удаленный от оси в случае внешней резьбы и ближайший к оси в случае внутренней резьбы.
- Корень : Это край поверхности резьбы, ближайший к оси в случае внешней резьбы и самый дальний от оси в случае внутренней резьбы.
- Боковая поверхность : Это поверхность, соединяющая гребень и основание.
- Угол резьбы : Угол между боковыми поверхностями, измеренный в осевой плоскости, известен как угол резьбы .
- Глубина резьбы : Это расстояние между вершиной и основанием резьбы, измеренное перпендикулярно оси.
- Большой диаметр : Это диаметр воображаемого коаксиального цилиндра, касающийся вершин внешней резьбы или оснований внутренней резьбы. Это самый большой диаметр винтовой резьбы.В случае внешней резьбы большой диаметр также известен как внешний диаметр или диаметр вершины.
- Малый диаметр : Это диаметр воображаемого коаксиального цилиндра, непосредственно касающийся основания внешней резьбы или вершины внутренней резьбы. Это наименьший диаметр винтовой резьбы. В случае внешней резьбы меньший диаметр также известен как диаметр стержня или диаметр основания.
- Номинальный диаметр : Это диаметр, по которому обозначена резьба.Обычно это диаметр цилиндра, из которого вырезается внешняя резьба.
- Форма винтовой резьбы : Участок резьбы, нарезанный плоскостью, содержащей ось, известен как форма винтовой резьбы. Его еще называют профилем резьбы. Этот термин более подробно рассматривается в следующем разделе.
19.2.2 Формы винтовой резьбы
Как упоминалось выше, участок резьбы, нарезанный плоскостью, содержащей ось, известен как форма винтовой резьбы (см. Рисунок 19.2).
В зависимости от формы (профиля) существует два основных типа резьбовых соединений:
- Квадратная резьба
- Треугольная или V-образная резьба
Квадратная резьба : Форма квадратной резьбы показана на Рисунке 19.2 (b). Шаг резьбы квадратного сечения обычно больше, чем шаг резьбы V для того же номинального диаметра винта. Глубина квадратной резьбы равна половине шага.
РИСУНОК 19.2 (a) Квадратная резьба (b) Форма или профиль резьбы в (a)
Треугольная или V-образная резьба : Для взаимозаменяемости винтов и гаек одного номинального диаметра и формы в разных странах используются стандартизованные профили с V-образной резьбой. Поскольку они независимо стандартизированы в разных странах, для систем с V-образной резьбой доступен большой диапазон. Для взаимозаменяемости деталей, производимых в разных странах, Международная организация по стандартизации (ISO) рекомендует стандарты для форм резьбы, которые могут быть легко приняты всеми странами-членами с небольшими изменениями в их собственных национальных стандартах.Таким образом, используются национальные и международные стандарты. Различные формы резьбы некоторых таких стандартов следующие:
- Индийская стандартная метрическая V-образная резьба : Профиль ISO принят для системы метрической винтовой резьбы. Профили внешней и внутренней резьбы подробно показаны на рисунке 19.3.
Угол резьбы этих резьб составляет 60 °. Различные пропорции формы резьбы даны с точки зрения угловой глубины H основного треугольника.Поскольку угол резьбы составляет 60 °, H будет равно 0,866 шагу.
Фактические пропорции внутренней и внешней резьбы немного отличаются. Фактические профили, вырезанные на болтах, гайках и других подобных элементах, являются расчетными профилями, как показано на рисунке 19.3. ( Расчетный профиль фактически представляет собой форму отрезка резьбы, когда режущая плоскость, содержащая ось резьбовой части, разрезает его. )
Размер винтовой резьбы обозначается буквой M , за которой следует номинальный диаметр и шаг.Например, болт диаметром 24 мм с шагом 2 мм обозначается как « M 24 × 2». Если высота звука не указана, это означает, что подразумевается грубая высота звука. Стандартные шаги для крупной и мелкой серий приведены в таблице 19.1.
РИСУНОК 19.3 Стандартные шаги профилей метрической резьбы
ТАБЛИЦА 19.1 Стандартные шаги для зубчатой резьбы
- Резьба Витворта : Наиболее широко используемая форма резьбы в британской практике — это британская стандартная резьба Витворта (BSW).Форма резьбы показана на рисунке 19.4. В этой категории угол резьбы составляет 55 °, и, следовательно, угловая глубина H основного треугольника равна 0,96 шагу.
РИСУНОК 19.4 Нить Уитворта
- Резьба Британской ассоциации (BA) : В Великобритании система резьбы BA используется для диаметров менее одной четвертой дюйма. Увеличенный разрез профиля резьбы BA с его пропорциями показан на рисунке 19.5.
РИСУНОК 19.5 Вид в разрезе профиля резьбы BA
- Резьба по американскому (национальному) стандарту или резьба продавца : Этот профиль резьбы используется в США (см. Рисунок 19.6). Он имеет угол резьбы 60 °, и одна восьмая его теоретической глубины срезана по гребням и корням.
РИСУНОК 19.6 Американский стандарт или поток продавцов
- Резьба Acme : Эта резьба представляет собой модифицированную квадратную резьбу.Угол резьбы 29 °. Форма резьбы с ее пропорциями показана на рисунке 19.7. Базовая глубина резьбы равна 0,5 шагу, но обычно к этой базовой глубине добавляется зазор. Минимальный добавляемый зазор C составляет 0,25 мм для крупного шага и 0,125 мм для малого шага.
Благодаря скошенным краям резьба с трапециевидной резьбой прочнее, чем квадратная, и ее легче нарезать.
РИСУНОК 19.7 Резьба Acme
- Поперечная резьба : Эта форма резьбы показана на рисунке 19.8. Угол резьбы обычно составляет 45 °, а теоретическая угловая глубина H равна шагу. Одна восьмая его теоретической угловой глубины отсечена по гребням и корням. Контрольная резьба используется для передачи энергии только в одном направлении.
РИСУНОК 19.8 Контрольная резьба
- Резьба поворотная : Имеет полностью закругленный профиль, что позволяет катать его из листового металла. Следовательно, в электрических лампочках и розетках используется поворотная резьба.Форма резьбы показана на рисунке 19.9.
РИСУНОК 19.9 Резьба костяшки
19.3 ПРЕДСТАВЛЕНИЕ РЕЗЬБЫ
В реальных проекциях края резьбы должны быть представлены спиральными кривыми. На построение таких кривых уходит много времени. Для более быстрого выполнения чертежей резьбы обычно отображаются следующими стандартными методами:
- Условное изображение правой наружной квадратной резьбы : Полная процедура рисования обычной правой квадратной резьбы показана на рисунке 19.10. Давайте посмотрим на каждый шаг:
Шаг I:
Как показано в (i) на рисунке 19.10, нарисуйте тонкими линиями прямоугольник, представляющий цилиндр с диаметром, равным номинальному диаметру болта, и длиной, равной длине резьбы болта. Отметить деления, равные половине поля P.
Шаг II:
Нарисуйте наклонные линии, учитывая, что однозаходная резьба имеет наклон, равный 0.В 5 раз больше шага. Также обратите внимание, что направление наклона соизмеримо с определением правой резьбы, данным в разделе 19.2.1.
Шаг III:
Проведите две линии, параллельные оси и на расстоянии, равном половине шага от линий вершины, чтобы обозначить корни резьбы.
Шаг IV:
Линии гребня и корня держатся на расстоянии половины шага.Завершите рисунок.
Шаг V:
Стандартная практика состоит в том, что протягивается только часть резьбы, а две тонкие линии, представляющие корни, продлеваются до полезной длины резьбы. Осевой вид, то есть вид сверху, нарисован как полный толстый круг диаметра гребня и неполный тонкий круг диаметра корня.
РИСУНОК 19.10 Чертеж обычной наружной правой квадратной резьбы
РИСУНОК 19.11 Многозаходная внешняя резьба
- Многозаходная квадратная резьба : Правосторонняя и левосторонняя двухзаходная наружная квадратная резьба показаны на рисунках 19.11 (a) и (b) соответственно. Шаг и наклон в двухзаходной резьбе следующие:
Вывод = 2 × шаг
Наклон = 0,5 × шаг
= шаг
Процедура рисования многозаходной традиционной резьбы аналогична процедуре для однозаходной резьбы.Обратите внимание на направление уклона левой наружной резьбы. В зависимости от количества пусков опережение рассчитывается следующим образом:
Шаг = количество пусков × шаг
и наклон = 0,5 × отведение
РИСУНОК 19.12 (a) Правая внутренняя квадратная резьба (b) Условное изображение правой внутренней квадратной резьбы
РИСУНОК 19.13 Левая внутренняя квадратная резьба
- Обычное представление внутренней квадратной резьбы : Когда резьбовое отверстие должно быть выполнено в секции, процедура остается аналогичной процедуре для внешней резьбы.Единственное отличие состоит в том, что направление наклона противоположно направлению наклона внешней резьбы, поскольку задняя половина резьбового отверстия видна в разрезе. Сечения отверстий с однозаходной правой и левой квадратной резьбой показаны на рисунках 19.12 (a) и 19.13, соответственно. Обычная практика состоит в том, что рисуется только часть резьбы, а две тонкие линии, представляющие корни, продлеваются до полезной длины резьбы, как показано на рисунке 19.12 (b).
- Условное изображение внешней V-образной резьбы : Построение ортогональных проекций винтовой резьбы — очень трудоемкий процесс.Следовательно, используется упрощенный метод. В соответствии с этим на продольных изображениях нарисованы две непрерывные толстые линии и две непрерывные тонкие линии, представляющие гребни и корни соответственно (см. Рисунок 19.14). Предел полезной длины резьбы обозначен толстой линией, перпендикулярной оси [см. Рисунок 19.14 (a)]. Тонкие линии, представляющие корни, либо заканчиваются на этом пределе, либо изгибаются за пределами этого предела, чтобы обозначить неполную глубину резьбы.
На осевом виде круг гребня представлен толстым кругом, а корневой круг представлен тонким неполным кругом.
Наружная резьба в разрезе показана на Рисунке 19.14 (b). Можно отметить, что линии сечения заканчиваются толстыми линиями, определяющими вершины резьбы, а тонкие линии, представляющие корни, пересекают линии сечения.
РИСУНОК 19.14 V-образная резьба
- Условное изображение внутренней винтовой резьбы : На рисунке 19.15 (b) показан вид в разрезе резьбового отверстия на возвышении. На продольном виде толстые и тонкие линии обозначают гребни и корни соответственно.Можно отметить, что линии сечения продлены до толстых линий, как в случае внешней резьбы. Внутренняя резьба представлена двойными пунктирными линиями на внешнем виде, как показано на Рисунке 19.15 (a). На осевом виде гребни представлены толстым кружком, а корни — неполным тонким кружком (как на рис. 19.15c).
РИСУНОК 19.15 Условное изображение внутренней V-образной резьбы
- Условное изображение резьбового отверстия : Резьбовое отверстие обычно изготавливается в два этапа.Сначала просверливается отверстие диаметром, равным малому диаметру болта или шпильки, а затем метчиком нарезается резьба. Вид в разрезе просверленного глухого отверстия показан на рис. 19.16 (а). Угол резания спирального сверла обычно составляет 118 °. Для удобства рисования этот угол принят равным 120 °, и соответственно конец отверстия показан коническим с углом при вершине, равным 120 °.
В случае глухих отверстий нарезать резьбу на всю глубину до конца отверстия сложно и дорого.Следовательно, резьба на всю глубину не нарезается до конца отверстия. Обычный разрез такого резьбового отверстия показан на рис. 19.16 (b).
Когда требуется показать сборку деталей с резьбой, показаны внешние резьбы, покрывающие внутреннюю резьбу. Такая сборка резьбовых деталей показана на рисунке 19.16 (c).
РИСУНОК 19.16 (a) Просверленное отверстие (b) Просверленное отверстие с резьбой (c) Просверленное отверстие с резьбой и установленной шпилькой
19.4 БОЛТА, ГАЙКИ И ШАЙБЫ
Болт состоит из цилиндрического корпуса, один конец которого имеет резьбу, а другой конец превращен в головку. Гайка — это элемент машины с резьбовым отверстием, который входит в зацепление с резьбовым концом болта. Шайба — это тонкая круглая пластина с коаксиальным отверстием. Графический вид шестигранной гайки, шайбы и болта с шестигранной головкой показан на рисунке 19.17.
РИСУНОК 19.17 Блот, гайка и шайба
Болт проходит через чистые отверстия в деталях и принимает гайку на резьбовом конце, чтобы удерживать детали вместе.Две пластины, соединенные между собой болтом с шестигранной головкой, шестигранной гайкой и шайбой, показаны на рис. 19.18. Если соединяемая деталь возле гайки имеет гладкую поверхность, шайба не предусмотрена.
ШЕСТИГРАННЫЕ ГАЙКИ 19,5
Шестигранная гайка — это наиболее часто используемый тип гаек. Это шестиугольная призма с осевым резьбовым отверстием и конической фаской на одной торцевой поверхности (см. Рисунок 19.19). Когда углы гайки скошены коническим срезом, торцевая поверхность преобразуется в круг из шестиугольника, и на каждой боковой поверхности образуется кривая пересечения.Фактическая кривая, образованная на каждой боковой грани, является гиперболой, но для быстрого выполнения чертежа эти кривые пересечения аппроксимируются дугами окружности, когда гайка рисуется в ортогональных проекциях.
РИСУНОК 19.18 Вид спереди в разрезе двух пластин, скрепленных болтом, гайкой и шайбой
РИСУНОК 19.19 Шестигранная гайка
19.5.1 Ортографические проекции шестигранной гайки
Размеры шестигранных гаек стандартизированы различными национальными стандартами.Но эти гайки требуется рисовать так часто, чтобы рисовать их с подходящими приблизительными размерами. Однако, когда важна точность, например, при определении зазоров, необходимо использовать точные размеры, взятые из стандартных таблиц. Если точность не важна, рисуется гайка со следующими размерами, исходя из номинального диаметра d фиксирующего болта (см. Рисунок 19.20):
РИСУНОК 19.20 Ортографические выступы шестигранной гайки
Приблизительный диаметр гребня d ′ = d 2 шаг
Ширина квартиры w = 1.5 d + 3 мм
Высота гайки h = d
Угол фаски = 30 °
Процедура построения трех видов гайки с этими приблизительными размерами объясняется в Примере 19.1.
Пример 19.1 Нарисуйте три вида шестигранной гайки для болта диаметром 24 мм и шагом 3 мм, используя приблизительные размеры.
Решение [Рисунки 19.21 (a) и (b)]:
Требуемые приблизительные размеры могут быть рассчитаны в зависимости от пропорций, указанных в Разделе 19.5.1.
Приблизительный диаметр гребня гайки d ′ = d 2 шаг
d ′ = 24 2 3 = 21 мм
Ширина по квартирам w = 1,5 d + 3
т.е. w = 1,5 × 24 + 3 = 39 мм
Высота гайки h = d = 24 мм
- Чертеж следует начинать с вида сверху, так как расстояние между квартирами известно. Как показано на рисунке 19.21 нарисуйте круг с диаметром гребня d ′ равным 21 мм.
- Начертите неполный тонкий круг с номинальным диаметром d , равным 24 мм.
- Затем нарисуйте окружность с фаской диаметром, равным 39 мм, шириной по плоскости w , и опишите правильный шестиугольник.
РИСУНОК 19.21 (a) Три вида шестигранной гайки без изгибов фаски (b) Три вида шестигранной гайки с изгибами фаски
- Для рисования этого шестиугольника нарисуйте мини-стропой или Т-образным квадратом две горизонтальные линии, соприкасающиеся с окружностью фаски, и завершите шестиугольник, нарисовав оставшиеся линии, наклоненные под углом 60 ° к горизонтали и касательные к окружности фаски, используя 60 ° установить квадрат.
- Затем нарисуйте возвышение и вид с торца вертикальных краев шестигранной гайки. Возьмите высоту, равную 24 мм, и нарисуйте виды без кривых фаски, как показано на Рисунке 19.21 (a).
- Для построения кривых фаски получите точки A , B и так далее на верхней грани, проецируя окружность фаски [см. Рисунок 19.21 (b)].
- до A и B нарисуйте линии 30 °, чтобы получить точки C и D. Поскольку все вертикальные кромки гайки равны, отметьте точки E , F , G , H и I , совместив их с C и D.
- Теперь нарисуйте кривую пересечения на центральной грани в виде дуги окружности, проходящей через точки E и F и касающейся верхней грани гайки посередине. Центр этой дуги лежит по линии симметрии лица. Если M является средней точкой верхней линии, проведите серединный перпендикуляр к EM или FM , чтобы пересечь линию симметрии в точке O , требуемом центре.Обычно этот центр располагается в пробном порядке.
- Аналогичным образом нарисуйте дуги окружности на всех гранях и завершите рисунок, добавив скрытые линии для резьбового отверстия.
От
Несколько моментов, на которые следует обратить внимание, перечислены в таблице 19.2.
ТАБЛИЦА 19.2 Важные моменты, касающиеся ортогональных выступов шестигранных гаек
1 | Внешние верхние углы на трехстороннем виде (возвышении) скошены под углом 30 °. |
2 | Внешние верхние углы на виде с двух сторон (вид с торца) имеют квадратную форму и не имеют фаски. |
3 | Внешние вертикальные линии кромок на виде с двух сторон (вид с торца) продолжаются до верхней поверхности, в то время как остальные вертикальные линии кромок заканчиваются на дугах фаски. |
19.5.2 Символические виды шестигранной гайки
Иногда необходимо нарисовать чисто символические виды шестигранной гайки.Для таких иллюстративных целей используется ряд очень приближенных методов для быстрого рисования видов. Для одного из таких методов приблизительные размеры номинального диаметра d следующие (см. Рисунок 19.22):
Расстояние по диагонально противоположным углам = 2 d
Радиус дуги фаски на центральной грани на отметке R = 1,2 d до 1,5 d
Угол фаски = 30 °
Высота гайки h = d
Этот приблизительный метод поясняется в следующем примере.
Пример 19.2 Нарисуйте три условных изображения гайки для болта диаметром 24 мм с шагом 3 мм.
Решение (рисунок 19.22):
Очень приближенным методом получаем следующие размеры:
Расстояние между внешними вертикальными краями на отметке = расстояние по диагонально противоположным углам в плане = 2 d = 2 × 24 = 48 мм
Радиус дуги центральной фаски R = 1.2 d = 1,2 × 24 = 28,8 мм
Угол фаски = 30 °
Высота гайки h = d = 24 мм
Обратите внимание, что в этом случае, поскольку радиус R известен, отметку можно нарисовать без рисования вида сверху. Следовательно, когда требуется нарисовать только высоту гайки, обычно используется этот метод.
- Как показано на рис. 19.22 (a), сначала нарисуйте отметку. Примем расстояние между внешними вертикальными краями равным 48 мм, а расстояние между внутренними вертикальными краями равным 24 мм.
- Возьмем высоту х равную 24 мм.
- Нарисуйте дугу фаски на центральной грани с радиусом R , равным 28,8 мм, и получите точки A и B.
- Отметьте точки C и D , совместив их с A и B , и завершите дугу фаски на обеих боковых гранях.
- Нарисуйте линии фаски с наклоном 30 ° и завершите отметку, проведя горизонтальную линию верхней поверхности.
Для рисования вида сверху нарисуйте круг диаметром 48 мм тонкими линиями. Впишите требуемый шестиугольник внутри этого круга. Нарисуйте круг с фаской, касающийся шестиугольника, и завершите план, нарисовав толстый круг для гребней и тонкий неполный круг для корней.
Вид с торца можно нарисовать аналогично тому, как описано в Примере 19.1 [см. Рисунок 19.22 (b)].
РИСУНОК 19.22 Условные обозначения шестигранной гайки
19.6 ВЫПУСКОВ БОЛТА С ШЕСТИГРАННОЙ ГОЛОВКОЙ
Головка такого болта представляет собой шестигранную призму с конической фаской на внешнем торце. Все размеры, за исключением высоты (толщины) шестигранной головки, такие же, как и у шестигранной гайки. Приблизительная высота головки болта находится в диапазоне 0,8 d –1 d. Под длиной болта понимается его общая длина без учета высоты головки болта. Ортографические виды болта с шестигранной головкой показаны на рисунке 19.23. Различные приблизительные пропорции показаны на рисунке.
19,7 ШАЙБЫ
Шайба — это тонкая металлическая деталь цилиндрической формы с коаксиальным отверстием. Он помещается между соединяемой деталью и гайкой, чтобы обеспечить гладкую опорную поверхность для гайки. Шайбы могут быть гладкими или скошенными. Ортографические проекции таких шайб показаны на рисунке 19.24.
РИСУНОК 19.23 Выступы болта с шестигранной головкой
Квадратные орехи 19,8
Он изготовлен из квадратной призмы с коаксиальным резьбовым отверстием, аналогичным показанному на рисунке 19.25. На углах одного из торцов скошены фаски так же, как у шестигранной гайки. На рис. 19.26 показано графическое изображение квадратной гайки. В общем, кривые фаски аппроксимируются дугами окружностей. Как показано на рисунке 19.27, примерные пропорции квадратной гайки с точки зрения номинального диаметра d следующие:
Ширина квартиры = 1,5 d + 3 мм
Высота h = d
Угол фаски = 30 °
Примерный радиус R дуги фаски, когда видна только одна боковая грань = 2 d.
Способы вытяжки гайки показаны на рисунке 19.27. На рис. 19.27 (а) гайка показана, когда видна только одна грань. Цифра не требует пояснений.
Когда на фасаде видны две грани, как на рис. 19.27 (b), рисование начинается с плана. Затем проекция возвышения выполняется способом, аналогичным методу, применяемому для шестигранной гайки. Виды с торца квадратной гайки в обоих этих случаях в точности аналогичны соответствующим высотам.
РИСУНОК 19.24 Ортографические выступы шайб
РИСУНОК 19.25 Квадратная призма с коаксиальным резьбовым отверстием
РИСУНОК 19.26 Изображение квадратной гайки
19,9 ВИДОВ ОРЕХОВ
Различные типы гаек используются для специальных целей и при особых обстоятельствах. Несколько примеров таких гаек показаны на рисунках 19.28 (a) — (f).
РИСУНОК 19.27 Ортографические проекции квадратной гайки
- Гайка шпиля [Рис. 19.28 (а)]: также известна как круглая гайка или цилиндрическая гайка. Он имеет цилиндрическую форму и имеет ряд глухих отверстий на изогнутой поверхности. В одно из этих отверстий вставляется стержень, чтобы повернуть гайку.
РИСУНОК 19.28 (a) Гайка шпиля
- Гайка барашковая [Рисунок 19.28 (b)]: Эта гайка используется только в легких условиях. Его можно легко затянуть или ослабить большим пальцем или пальцем. Он используется везде, где часто требуется регулировка гайки без использования гаечного ключа.
РИСУНОК 19.28 (b) Гайка-барашек
- Гайка с канавкой [Рисунок 19.28 (c)]: Это цилиндрическая гайка с прорезями, параллельными ее оси, вырезанными на ее изогнутой поверхности. Эти гайки используются попарно для блокировки. Поэтому ее иногда называют стопорной гайкой с рифлением. Он также известен как кольцевая гайка.
РИСУНОК 19.28 (c) Рифленая гайка
- Гайка с фланцем [Рисунок 19.28 (d)]: Это шестигранная гайка с фланцем, кованным внизу.Фланец работает как шайба и позволяет использовать болты меньшего диаметра в большом отверстии.
РИСУНОК 19.28 (d) Гайка с фланцем
- Колпачковая гайка [Рисунок 19.28 (e)]: Это шестигранная гайка с одним закрытым концом. Для размеров более 24 мм предусмотрено резьбовое отверстие, которое закрывается установочным винтом. Поскольку конец болта остается внутри гайки, утечки наружу не происходит. Кроме того, он защищает конец болта от любых механических повреждений или коррозии.
РИСУНОК 19.28 (e) Накидная гайка
- Гайка с накаткой [Рисунок 19.28 (f)]: Это цилиндрическая гайка с рифленой изогнутой поверхностью. Это полезно там, где гайку часто приходится завинчивать и откручивать вручную.
РИСУНОК 19.28 (f) Гайка с накаткой
19.10 ТИПЫ ГОЛОВКИ БОЛТОВ
Помимо болтов с шестигранной головкой, для специальных целей используется ряд других типов головок болтов.Вот некоторые из этих специальных типов болтов:
- Болт с квадратной головкой: Болт с квадратной головкой показан на рисунке 19.29 (a). Внешний конец квадратной головки скошен. Чтобы предотвратить вращение болта во время затяжки, квадратная головка обычно помещается в квадратную выемку, как показано на рисунке 19.29 (b). Иногда болт с квадратной головкой снабжен квадратной шейкой, как показано на Рисунке 19.29 (c). Эта шейка входит в соответствующее квадратное отверстие и предотвращает вращение болта во время затяжки.Квадратная головка в этом случае остается выступающей за пределы соединенных между собой частей.
РИСУНОК 19.29 Болт с квадратной головкой
- Болт с Т-образной головкой : Как показано на Рис. 19.30 (a), его форма похожа на букву «T». Как правило, он имеет квадратную шею. Он широко используется для фиксации рабочих мест на столах станков, которые имеют Т-образные пазы для размещения Т-образных головок [см. Рисунок 19.30 (b)].
РИСУНОК 19.30 Болт с Т-образной головкой
- Болт с цилиндрической головкой или цилиндрической головкой : Как следует из названия, головка имеет цилиндрическую форму и снабжена штифтом (см. Рисунок 19.31). Выступающий штифт входит в соответствующую выемку в прилегающей части и предотвращает проворачивание при затяжке. Штифт вставляется либо в хвостовик, либо в головку, как показано на рисунке.
РИСУНОК 19.31 Болт с цилиндрической головкой
- Болт с полукруглой головкой : Как показано на рис. 19.32, форма головки похожа на чашечку. Для предотвращения проворачивания болта при затяжке либо на хвостовике рядом с головкой устанавливается плотный зажим [Рисунок 19.32 (a)] или квадратное горлышко [рисунок 19.32 (b)].
РИСУНОК 19.32 Болт с полукруглой головкой
- Болт с потайной головкой : Эта головка имеет коническую форму, на ней нанесено уплотнение для предотвращения вращения во время затяжки. Головка обычно размещается в соответствующей выемке соединительной детали, как показано на рисунке 19.33.
РИСУНОК 19.33 Болт с потайной головкой
- Рым-болт : Существуют различные типы рым-болтов.На рис. 19.34 показаны два вида рым-болтов. На рисунках 19.34 (a) и (b) головка состоит из полого цилиндра с осью, перпендикулярной оси болта. Этот рым-болт используется в приспособлениях и приспособлениях. На Рис. 19.34 (c) показан подъемный болт с проушиной. Обычно они привинчиваются к тяжелым машинам, чтобы облегчить их подъем с помощью крановых крюков.
- Болт с крючком : Он используется, когда пластина должна быть захвачена за край, в то время как другая часть, соединенная с ней, может быть просверлена [см. Рисунок 19.35 (а)]. Болт с крючком обычно имеет квадратную шейку, которая предотвращает его вращение при затяжке. На рис. 19.35 (b) показано графическое изображение крюкового болта.
РИСУНОК 19.34 Рым-болты для (а) приспособления и приспособления (b) для подъема
РИСУНОК 19.35 Болт с крючком
19.11 НАБОР ВИНТОВ
Установочный винт — это болт с резьбой по всей длине. Обычно он ввинчивается в резьбовое отверстие. Как показано на рис. 19.36, он используется для соединения двух частей.Кусок возле головки обычно имеет чистое отверстие, а другой — с резьбой. Установочные винты доступны с головками разной формы. Наиболее часто используемые типы показаны на рис. 19.37. Это (а) винт с буртиком с квадратной головкой; (б) круглая голова; (c) цилиндрическая или сырная головка; (d) головка филлистера; (e) потопленная головка; (f) винт без головки или установочный винт; (g) утоплен закругленный счетчик; и (h) головка с головкой под торцевой ключ.
Обычно используемые типы концов винтов показаны на Рисунке 19.38. Это (а) плоский конец; (б) полусобака; (c) полная собака; (d) конец чашки; (д) овальный конец; и (f) конический конец. В случае головок с пазами для установки отвертки ширина паза сохраняется 0,2 d + 0,1 мм в каждом случае. Глубина паза сохраняется равной 0,25 d для винтов с плоской вершиной и равной 0,4 d для винтов с закругленной вершиной.
РИСУНОК 19.36 Установочный винт в резьбовом отверстии
РИСУНОК 19.37 Различные типы головок установочных винтов
РИСУНОК 19.38 Концы винтов
19.12 ФУНДАМЕНТАЛЬНЫЕ БОЛТЫ
Для крепления машин к фундаменту используются специальные болты, известные как фундаментные болты. На рис. 19.39 показан очень простой скрученный фундаментный болт, изготовленный из круглого стержня из кованого железа или мягкой стали. Он проходит через основание машины и подвешивается в грубо высеченное отверстие в фундаменте. После выравнивания машины кольцевое пространство между болтом и отверстием заполняется цементным раствором.Иногда вместо цементного раствора вокруг болта заливается расплавленная сера или свинец.
На рис. 19.40 показан простой болт с квадратной головкой и квадратной шейкой, несущий пластину. На рисунке 19.41 показан фундаментный болт с проушиной, выкованный из круглого прутка. Длина примерно в шесть раз больше номинального диаметра болта. В глаз под прямым углом вставляется отрезок прямой планки. Это дает лучшее сцепление с бетонным фундаментом. На рисунке 19.42 показан тряпичный болт. Сверху он цилиндрический, а нижняя его часть в поперечном сечении прямоугольная.Прямоугольная часть сужается с максимальной шириной внизу. Его стороны или углы рифленые. Все вышеперечисленные болты обычно крепятся к фундаменту с помощью цементного раствора.
РИСУНОК 19.39 Закрученный фундаментный болт
Фундаментный болт Льюиса, помещенный в бетон, показан на рис. 19.43. Этот болт имеет одну коническую сторону, которая прилегает к стороне отверстия, имеющей такой же конус. Болт фиксируется на месте с помощью ключа, вставляемого на поверхность, противоположную конической поверхности.Этот болт используется как временное крепление, поскольку его можно легко отвинтить, вынув ключ.
РИСУНОК 19.40 Фундаментный болт с квадратной головкой, несущий пластину
РИСУНОК 19.41 Фундаментный болт с проушиной
РИСУНОК 19.42 Тряпичный фундаментный болт
РИСУНОК 19.43 Фундаментный болт Льюиса
Фундаментный болт с чекой, показанный на Рисунках 19.44 (a) и (b), представляет собой простой цилиндрический стержень с прямоугольной прорезью.Как показано на Рис. 19.44 (b), он закреплен ниже уровня фундамента с помощью шплинта против толстой шайбы. В фундаменте предусмотрено отверстие для руки (на рисунке не показано) для установки шплинта.
РИСУНОК 19.44 (a) Фундаментный болт с чекой (b) Фундаментный болт с чекой в собранном положении
19.13 БОЛТЫ НАБОР
Использование обычного болта и гайки для соединения двух частей требует достаточного пространства для опоры для головки болта с одной стороны и гайки с другой (см. Рисунок 19.18). Если с одной стороны недостаточно места, для соединения используется либо болт, либо шпилька.
Метчик — это обычный болт с резьбой почти по всей длине. Он проходит через отверстие с зазором в одной части и ввинчивается в резьбовое отверстие в другой части (см. Рисунок 19.45). Это исключает использование ореха. У болта с метчиком есть один недостаток: если его часто ввинчивать и вывинчивать, резьба резьбового отверстия будет повреждена, и соответствующая деталь станет бесполезной.Этот недостаток устраняется при использовании шпильки.
РИСУНОК 19.45 Болт в собранном состоянии
БОЛТЫ ШПИЛЬКИ 19,14
Как показано на рис. 19.46, шпилька представляет собой цилиндрический стержень с резьбой на обоих концах и плоский цилиндрический стержень в центральной области. Для соединения двух частей один конец шпильки ввинчивается в резьбовое отверстие в одной части, а другой конец пропускается через отверстие с зазором в другой части, так что гладкая часть шпильки остается внутри этого отверстия.Затем на открытый конец шпильки навинчивается гайка. По сравнению с резьбовыми шпильками, шпильки имеют то преимущество, что всякий раз, когда требуется открыть соединение, шпильки не нужно откручивать и вынимать из основного литого корпуса. Со шпилек нужно снять только гайки.
Шпилька, показанная на Рисунке 19.47, имеет квадратную шейку, с помощью которой можно использовать гаечный ключ для затягивания шпильки в резьбовое отверстие.
На рис. 19.48 показана шпилька с воротником. Такие шпильки используются для соединения сальников с корпусами сальников.
РИСУНОК 19.46 (a) Шпилька (b) Шпилька в положении
РИСУНОК 19.47 Шпилька с квадратным вырезом
РИСУНОК 19.48 Шпилька с воротником
19.15 ЗАПОРНЫЕ УСТРОЙСТВА ДЛЯ ГАЙК
Когда гайки, навинчиваемые на болты, подвергаются вибрации, они имеют тенденцию ослабляться. В таких случаях необходимы некоторые приспособления для фиксации гаек в нужном положении.
Гайки могут быть заблокированы в нужном положении с помощью:
- Повышение давления и, следовательно, увеличение силы трения между резьбой гайки и резьбой болта (которые собраны вместе).Примеры этого — стопорные гайки, пиленые гайки и пружинные шайбы.
- Обеспечивает стопор для предотвращения вращения или осевого перемещения гайки. Примеры этого — шплинты, шлицевые гайки, корончатые гайки и стопорные пластины. Давайте посмотрим на эти примеры.
- Блокировка контргайкой или контргайкой : На рисунке 19.49 показана конструкция, в которой гайка фиксируется в нужном положении с помощью другой гайки, называемой контргайкой. На обеих шестигранных гранях контргайки скошены фаски.Обычная гайка накручивается на болт обычным способом, а затем на нее накручивается и затягивается стопорная гайка. Удерживая эту гайку за гаечный ключ, первая гайка затем откручивается другим гаечным ключом. В результате резьбы двух гаек прижимают резьбу болта в противоположных направлениях и фиксируются в этих положениях. В этой конструкции осевая нагрузка воспринимается второй гайкой, которая должна иметь нормальную высоту, в то время как высота другой гайки может составлять половину или две трети нормальной высоты.На рис. 19.50 показана стопорная гайка в правильном положении. Но меньшая гайка внизу требует использования тонкого гаечного ключа. В качестве компромисса обе гайки имеют одинаковую высоту, равную примерно 0,8 нормальной высоты.
РИСУНОК 19.49 Фиксация контргайкой
РИСУНОК 19.50 Стопорная гайка в правильном положении
- Фиксация с помощью распиленной гайки или гайки Wiles : Как показано на рис. 19.51, распиленная гайка представляет собой обычную шестигранную гайку с пропилом, начинающимся от одной боковой кромки и доходящим до оси гайки.Эта гайка навинчивается на болт или шпильку обычным способом, а затем фиксируется в нужном положении путем затягивания установочного винта, который проходит через отверстие с зазором в верхней части разрезной стороны гайки. Он ввинчивается в резьбовое отверстие в нижней части гайки. Затягивание винта увеличивает давление между резьбой болта и гайки в сборе.
РИСУНОК 19.51 Гайка пропиленная
- Блокировка пружинной шайбой : Пружинная шайба аналогична одной (или двум) виткам винтовой пружины, изготовленной из прямоугольной проволоки (см. Рисунок 19.52). Когда такая шайба помещается под гайку, пружинящее действие шайбы постоянно прижимает резьбу гайки к резьбе болта, и тем самым предотвращается ослабление гайки.
РИСУНОК 19.52 Пружинная шайба
- Фиксация шплинтом : После того, как гайка закручена, шплинт, показанный на рис. 19.53 (a), вставляется в отверстие, просверленное в болте, в направлении, перпендикулярном его оси, и сразу над гайкой. , как показано на рисунке 19.53 (б). Этот шплинт предотвращает осевое перемещение гайки. После того, как шплинт вставлен на место, его концы расщепляются, чтобы он не выскользнул из отверстия. Выступающая часть болта выполнена гладкой цилиндрической формы и уменьшена в диаметре до диаметра стержня. Круглый конический штифт с разрезом на более тонком конце может служить той же цели, что и шплинт (см. Рисунок 19.54). Основным недостатком этого фиксирующего устройства является то, что положение отверстия для шплинта фиксируется, дальнейшее затягивание гайки приведет к тому, что шплинт останется в стороне от верха гайки; и гайка может ослабнуть до такой степени.
РИСУНОК 19.53 Штифт в позиции
РИСУНОК 19.54 Круглый конический штифт
- Фиксация шлицевой гайкой : Продольная гайка — это обычная шестигранная гайка с радиальными пазами, прорезанными на скошенной стороне. Концы пазов выступают по центру с противоположной стороны гайки. Как показано на рис. 19.55, блокировка гайки осуществляется шплинтом, вставляемым через прорезь, которая совпадает с отверстием, просверленным в болте.Затем концы штифта открываются. В этой гайке устранен недостаток блокировки шплинта, поскольку она может быть затянута позже с шагом поворота 60 °, что приведет к выравниванию следующего паза в направлении вращения с отверстием в болте. Но недостатком здесь является то, что из-за прорезанных в ней прорезей эта гайка имеет пониженную прочность.
РИСУНОК 19.55 Гайка с прорезью
- Фиксация замковой гайкой : Слабость шлицевой гайки преодолевается в замковой гайке путем прорезания пазов на дополнительной цилиндрической высоте, предусмотренной на открытой стороне гайки со скошенной фаской (см. Рисунок 19.56).
Увеличение общей высоты гайки компенсирует снижение прочности из-за прорезей. Эти гайки широко используются в вибрирующих машинах.
РИСУНОК 19.56 Корончатая гайка
- Блокировка стопорной пластиной : Как показано на рисунке 19.57, стопорная пластина помещается вокруг гайки и фиксируется винтом на прилегающей основной части закрепляемого объекта. Он предотвращает вращательное движение гайки и тем самым фиксирует гайку в нужном положении.На пластине выполнены канавки таким образом, чтобы на ней можно было установить гайку в любом положении, которое достигается поворотом гайки с шагом 30 °.
РИСУНОК 19.57 Блокировка стопорной пластиной
- С помощью аккуратных набросков от руки объясните следующие термины, используемые в связи с резьбой: гребень, корень, шаг, шаг, наклон, боковая поверхность, угол резьбы.
- Нарисуйте от руки следующие типы профилей резьбы и укажите их пропорции: внутренняя и внешняя V-образная резьба по индийскому стандарту, квадратная резьба, резьба Acme, резьба контрфорса, резьба поворотного кулака.
- Нарисуйте от руки пропорциональные эскизы следующих объектов:
- Условное изображение внешней и внутренней V-образной резьбы.
- Вид в разрезе шпильки, вставленной в глухое резьбовое отверстие.
- Двухзаходная обычная правосторонняя наружная квадратная резьба.
- Двухзаходная обычная правосторонняя внутренняя квадратная резьба.
- Однозаходная обычная левая наружная квадратная резьба.
- Нарисуйте три вида болта с шестигранной головкой и стержнем диаметром 24 мм.
- Нарисуйте три вида шестигранной гайки для болта диаметром 24 мм.
- Нарисуйте аккуратные эскизы от руки каждого из следующих элементов на двух видах: (i) Гайка шпинделя (ii) Барашковая гайка (iii) Гайка с фланцем (iv) Гайка с накаткой
- Нарисуйте не менее двух видов каждого из следующих элементов:
- Рым-болт для подъема
- Рым-болт для кондуктора и приспособлений
- Болт фундаментный с проушиной
- Болт с Т-образной головкой
- Крюк-болт
- Нарисуйте не менее двух видов каждого из следующих элементов:
- Любые три метода фиксации гайки
- Шпильки любой формы
- Любые четыре формы головок установочных винтов
- Любые четыре формы концов установочных винтов
- Фундаментный болт Льюиса
- Нарисуйте три вида болта с квадратной головкой и диаметром стержня 24 мм с квадратной шейкой.
- Нарисуйте три вида квадратной гайки для болта диаметром 24 мм.
- Нарисуйте два вида каждого из следующих элементов:
- A Гайка с канавкой
- A Накидная гайка
- Болт с полукруглой головкой и квадратной шейкой
- Болт с цилиндрической головкой и штифтом в головке
- Болт с потайной головкой
- A Болт фундаментный тряпочный
- Нарисуйте осевой и продольный вид каждого из следующих элементов:
- Шпилька с квадратным вырезом
- Шпилька с воротником
- Гайка шлицевая для фиксации
- Замковая гайка
- Нарисуйте три вида болта с квадратной головкой и стержнем диаметром 24 мм с квадратной шейкой, расположенной в положении, соединяющем две части с шайбой и шестигранной гайкой.
- Нарисуйте два вида фундаментного болта с проушиной, помещенного внутри фундамента, с отрезком прямого стержня, вставленным в проушину, и с опорной пластиной машины, а также с шайбой и шестигранной стопорной гайкой.
- Нарисуйте два вида фундаментного болта с чекой с чекой и ее шайбой, должным образом собранными и имеющими опорную плиту машины, а также шестигранную гайку на своем месте.
- Нарисуйте два вида болта, собранного в положение, удерживающее две пластины вместе, одна из которых имеет резьбовое отверстие, а другая — чистое отверстие.
- Нарисуйте два вида, на одном в разрезе показаны две части, соединенные вместе болтом с шестигранной головкой и квадратной гайкой с шайбой.
Что означает левая резьба?
Подавляющее большинство крепежных изделий имеют правую резьбу, так зачем вообще были созданы крепежи с левой резьбой?
Во-первых, мы должны показать вам, что такое ручность нити на самом деле. Направленность относится к направлению, в котором внешняя спиральная резьба наматывается на вал винта, при этом правая резьба проходит по часовой стрелке, а левая — против часовой стрелки.
С точки зрения нашей физиологии, большинство людей правши и используют правую руку для вращения или пронации, что делает установку винта более склонной к использованию правой рукой.
Вы будете удивлены, узнав, что винты для левшей не предназначены для левшей.
Для чего предназначена левая резьба?
Левосторонние винты используются чаще всего из-за преимущества обратной нарезки резьбы — например, в некоторых автомобилях используют левую резьбу на своих левых колесах, которые в отличие от правых колес тем, что они вращаются против часовой стрелки.Такое использование креплений с обратной резьбой помогает предотвратить постепенное ослабление крутящего момента колес.
Это наиболее распространенное использование этих винтов и наиболее распространено в механизмах с вращающимся ножом, велосипедными педалями или талрепами. В других случаях они могут использоваться для создания преднамеренной несовместимости в качестве индикатора безопасности и часто считаются лучшей защитой водной печи или легковоспламеняющегося крана для сантехника.
Распространены ли левые резьбы?
Как объяснено выше, левые винты обычно используются только в определенных приложениях, поэтому, если не указано иное, винты обычно поставляются с правосторонней резьбой.