Материалы для режущих инструментов | МеханикИнфо
Режущая способность инструмента для токарных работ определяется физико-механическими свойствами материала, из которого он изготовлен. К основным свойствам, определяющим работоспособность инструмента относятся твердость, теплостойкость, износостойкость, теплопроводность и адгезионная способность.
Твердость материала, из которого изготовлен инструмент, должна превышать твердость обрабатываемого материала. В связи с тем, что на рабочую часть инструмента действуют значительные силы резания, создающие деформации изгиба, инструментальный материал должен обладать прочностью. На твердость и прочность инструментального материала существенное влияние оказывает соотношение легирующих компонентов и углерода, входящих в их состав в виде карбидов. С увеличением количества карбидов и уменьшением их зернистости твердость и износостойкость инструмента повышается, а прочность понижается.
Теплостойкость инструмента определяется температурой, выше которой снижается твердость и возрастает износ.
Износостойкость инструмента характеризуется сопротивляемостью инструмента истиранию под действием сил трения, возникающих в процессах резания.
Теплопроводность инструмента определяется способностью его отводить возникающее в процессах резания тепло от режущих граней инструмента. Чем выше теплопроводность, тем лучше отводится тепло от режущих кромок, благодаря чему повышается стойкость инструмента.
Адгезионная способность инструментального и обрабатываемого материала характеризуется температурой, при которой происходит налипание обрабатываемого материала на режущие грани инструмента. Она зависит от молекулярных сил, развивающихся при высоких температурах и давлениях в точках контакта режущего инструмента с обрабатываемой поверхностью. Чем выше температура налипания обрабатываемого материала на инструмент, тем качественней должен быть материал, из которого инструмент изготовлен.
Инструментальные стали.
Инструментальные стали делят на:
- углеродистые;
- легированные;
- быстрорежущие.
Углеродистые инструментальные стали.
Для того, чтобы изготовить режущий инструмент применяют углеродистые стали марки У10А, У11А, У12А и У13А. Буква У означает, что сталь углеродистая инструментальная. Число после буквы указывает, сколько примерно углерода в десятых долях процента содержится в данной стали.
Если в конце названия марки стали есть буква А, то это говорит о том, что сталь относится к группе высококачественных (У10А; У12А).
После закалки и отпуска твердость инструмента из этих сталей составляет HRC 60—64. Однако при нагреве до температуры свыше 220—250°С твердость инструмента резко снижается. Поэтому в настоящее время на токарных станках такой инструмент используется только на работах, связанных с невысокими скоростями резания (некоторые типы метчиков, зенкеров и разверток).
Легированные инструментальные стали.
Легированные инструментальные стали — это такие, в состав которых с целью повышения физико-механических свойств вводятся специальные примеси (легирующие элементы).
При введении хрома, молибдена, вольфрама, ванадия, титана и марганца твердость стали повышается, так как они образуют с углеродом простые или сложные соединения (карбиды), которые обладают высокой твердостью (особенно карбиды вольфрама и ванадия). При этом у стали сохраняется достаточная вязкость. Никель, кобальт, алюминий, медь и кремний, растворяясь в железе, упрочняют сталь.
При соответствующей термообработке инструмент имеет твердость HRC 62—64 и сохраняет ее при нагреве до температуры 250—300°С. Зенкера, развертки, метчики, протяжки изготовляют из сталей марок 9ХС, ХВГ и ХВ5.
Быстрорежущие инструментальные стали.
Быстрорежущие инструментальные стали — это легированные стали со значительным содержанием вольфрама, кобальта, ванадия и молибдена. Они сохраняют полученную после термообработки твердость HRС 62 – 64 при нагреве до температуры 600°, а некоторые марки комплексно легированных сталей сохраняют свою твердость даже при нагреве до температуры 700—720°С.
Эти качества быстрорежущих сталей позволяют увеличивать в процессе обработки скорости резания в два-три раза по сравнению с инструментом, изготовленным из углеродистой и обычной легированной инструментальной стали.
Все марки быстрорежущей стали обозначаются буквой Р (Р9, Р12, Р18), число, проставленное после буквы Р, показывает среднее процентное содержание вольфрама в этой стали.
Широкое применение имеют быстрорежущие стали, содержащие 3—5% молибдена (Р6М3, Р6М5). Эти стали по прочности превосходят сталь Р18, хотя имеют несколько меньшую теплостойкость. Их обычно применяют для инструментов, работающих в условиях тяжелых силовых режимов.
При обработке легированных, жаропрочных и нержавеющих сплавов и сталей эффективно применение быстрорежущих сталей повышенной производительности, в состав которых входит ванадий и кобальт (Р10КФ5, Р18К5Ф2), или комплекснолегированных сталей (марки Р18МЗК25, Р18М7К25 и Р10М5К25). При наличии в стали 10% и более кобальта твердость ее после термообработки составляет 67—68 и сохраняется до температуры нагрева 640 – 720°С.
Быстрорежущие инструментальные стали применяются для изготовления резцов, сверл, зенкеров, разверток, метчиков, плашек и другого инструмента. .
Твердые сплавы.
Твердые сплавы состоят из карбидов тугоплавких металлов, которые равномерно распределены в кобальтовой связке. Их изготовляют методом прессования и спекания. Твердые сплавы имеют высокие показатели плотности и твердости, которая не снижается даже при нагреве до 800— 900°С. По составу твердые сплавы разделяются на три группы:
По составу твердые сплавы разделяются на три группы:
- вольфрамовые;
- титановольфрамовые;
- титанотантало-вольфрамовые.
Основными марками твердого сплава вольфрамовой группы, применяемыми для изготовления режущего инструмента являются ВКЗ, ВКЗМ, ВК4, ВК4М, ВК6 ВК6М ВК6В, ВК8, ВК8В, ВК10. В обозначении марки твердого сплава этой группы буква В обозначает группу, буква К и число, следующее за ней — процентное содержание кобальта, являющегося связывающим металлом. Буква М обозначает, что структура сплава мелкозернистая, а буква В — что она крупнозернистая.
Твердые сплавы титановольфрамовой группы.
Твердые сплавы титановольфрамовой группы состоят из зерен твердого раствора карбида вольфрама в карбиде титана, избыточных зерен карбида вольфрама и кобальта, являющегося связкой. Основными марками сплава этой группы являются Т5К10, Т5К12, Т14К8, Т15К6. В обозначении сплавов этой группы число после буквы Т показывает процентное содержание карбида титана, а число после буквы К — содержание кобальта в процентах. Остальное в сплаве — карбиды вольфрама.
Твердые сплавы титанотанталовольфрамовой группы.
Твердые сплавы титанотанталовольфрамовой группы состоят из зерен карбидов титана, тантала, вольфрама и связки, в качестве которой также использован кобальт. Марками этой группы сплавов являются ТТ7К12, ТТ8К6, ТТ10К8Б и ТТ20К9. В обозначении этой группы сплавов число после букв ТТ показывает содержание карбидов титана и тантала, а число после буквы К — содержание кобальта в процентах.
В зависимости от содержания карбида вольфрама, карбида титана, карбида тантала и кобальта твердые сплавы имеют различные свойства. Чем больше кобальта, тем сплав более вязок и лучше сопротивляется ударной нагрузке. Поэтому для изготовления инструментов, которыми выполняют обдирочные работы, используют сплавы с большим содержанием кобальта. При обработке стали применяют твердые сплавы, содержащие карбид титана, так как на инструмент из этих сплавов стальная стружка меньше налипает.
При обработке стали применяют твердые сплавы, содержащие карбид титана, так как на инструмент из этих сплавов стальная стружка меньше налипает.
Вольфрамокобальтовые твердые сплавы.
Согласно ГОСТ 3882 – 74 твердые сплавы группы ВК (вольфрамокобальтовые) рекомендуются для обработки хрупких материалов (чугун, бронза). Сплавы группы ТК (титановольфрамокобальтовые) рекомендуются для обработки вязких материалов (сталь, латунь). Сплавы титанотанталовольфрамовой группы применяются при неблагоприятных условиях работы инструмента с ударными нагрузками, при обработке стальных отливок и поковок.
Минералокерамические материалы.
Минералокерамические материалы для режущего инструмента изготавливают в виде пластинок из окиси алюминия Al2O3 (глинозема) методом прессования под большим давлением с последующим спеканием. Они имеют высокую твердость, температуростойкость (до 1200°С), износостойкость и достаточную прочность на сжатие. К недостаткам этих материалов относится большая хрупкость и малая ударная вязкость. Инструменты, оснащенные минералокерамикой, обычно используются при чистовой обработке при точении с постоянной нагрузкой и в случае отсутствия вибрации.
Синтетические материалы.
Синтетический алмаз характеризуется высокими твердостью и износостойкостью, химически мало активен. Имеет небольшой коэффициент трения и слабую склонность к налипанию стружек обрабатываемого материала. Недостатки алмаза его хрупкость и сравнительно низкая температуростойкость (750—850°). Алмазные резцы применяют для финишной обработки цветных металлов, сплавов и неметаллических материалов.
Кубический нитрид бора (КНБ) — синтетический сверхтвердый материал (эльбор, кубанит, гексанит) состоящий из соединений бора и азота. Твердость его несколько ниже твердости алмаза, но температуростойкость значительно выше (1200 – 1300°С). Он химически инертен к материалам, содержащим углерод, поэтому при обработке сталей и чугунов его износостойкость значительно выше износостойкости алмазов. Вставками из КНБ оснащаются токарные резцы для обработки закаленной стали и высокопрочных чугунов.
Он химически инертен к материалам, содержащим углерод, поэтому при обработке сталей и чугунов его износостойкость значительно выше износостойкости алмазов. Вставками из КНБ оснащаются токарные резцы для обработки закаленной стали и высокопрочных чугунов.
Материалы для режущих инструментов
Режущий инструмент в процессе резания
металлов подвергается большому давлению срезаемого слоя и нагреву, что
вызывает его износ. Поэтому основным требованием к материалам режущих
инструментов является износоустойчивость при высокой температуре нагрева в
течение продолжительного времени. Это требование обеспечивается большой
твердостью материала в нагретом состоянии и его красностойкостью.
В настоящее время в машиностроении для изготовления режущих
инструментов применяют инструментальные углеродистые, легированные и
быстрорежущие стали. Кроме перечисленных сталей, применяют также пластины
твердых металлокерамических и минералокерамических материалов.
Инструментальные углеродистые стали в настоящее время имеют
ограниченное применение вследствие низкой красностойкости. Инструменты из этой
стали хотя и имеют твердость после термообработки HRC 60 — 63, но при нагреве до
200 — 250°С твердость резко падает и инструмент тупится.
Из инструментальной углеродистой стали марок У10А, У12А изготовляют режущие
инструменты, работающие с малыми скоростями резания (V ≤ 10 м/мин), например
напильники, ножовочные полотна, метчики, плашки и т. д.
Инструментальные легированные стали отличаются от
углеродистых инструментальных сталей тем, что в них введены легирующие металлы:
хром, вольфрам, молибден, ванадий, никель и др. Эти стали содержат 0,85 ÷1,5%С.
Они после закалки имеют твердость HRC 62 — 64, обладают высокой вязкостью и
высокими механическими качествами σпч = 160 — 170 кГ/мм2. Однако их
красностойкость не превышает 350 — 400°С, поэтому эти стали применяют при
изготовлении режущих инструментов для обработки металлов (отбеленный чугун,
нагартованную сталь и т. п.) при малых и умеренных скоростях резания (примерно в
п.) при малых и умеренных скоростях резания (примерно в
1,2 ÷ 1,5 раза больших, чем при работе инструментами, изготовленными из
инструментальной углеродистой стали). Легированная хромокремнистая сталь 9ХС и
особенно хромовольфрамовые марок ХВГ и 9ХВГ мало деформируются при закалке, что
очень важно приизготовлении таких сложных режущих инструментов, как протяжки,
длинные развертки, метчики, сверла, фрезы и т. п.
Быстрорежущие стали — это хромовольфрамовые стали с
содержанием вольфрама от 8,5 до 19% и от 3,8 до 4,4% хрома. Режущий инструмент
из быстрорежущих сталей имеет после термообработки твердость HRC 62 — 65,
повышенную сопротивляемость износу и сохраняет режущие свойства при нагреве до
600 — 650°С. Это позволяет работать инструментом, изготовленным из быстрорежущей
стали со скоростями, в 2 — 4 раза большими, чем инструментами, изготовленными из
инструментальной углеродистой стали.
В настоящее время широко применяют быстрорежущие стали марок Р9 и Р18 с
содержанием вольфрама в среднем соответственно 9 и 18%. Кроме этих основных
марок, при обработке жаропрочных и других сплавов применяют кобальтовые и
ванадиевые инструментальные быстрорежущие стали марок Р9Ф5, Р14Ф4, Р18Ф2, Р8К5,
Р9К10, Р10К5Ф5, Р18К5Ф2.
В приведенных марках буква Р обозначает вольфрам, буква Ф — ванадий, буква К
— кобальт, а следующие за буквой цифры обозначают содержание данного металла в
процентах. Например, марка стали Р10К5Ф5 содержит десять процентов вольфрама,
пять процентов кобальта и пять процентов ванадия.
Твердые сплавы представляют раствор карбидов вольфрама и карбидов
титана в металлическом кобальте. Их изготовляют в виде пластин необходимой формы
путем спекания при температуре около 1900°С. Получающиеся пластины обладают
очень высокой твердостью HRC 88 — 92, большой износостойкостью и
красностойкостью (900 — 1000°С). Пластины твердых сплавов припаивают или
механически крепят специальными прижимами к корпусу (державке) из
конструкционной или инструментальной углеродистой стали (У7А, У8А).
Режущие инструменты с пластинами из твердых сплавов применяют для
обработки самых твердых металлов, включая закаленную сталь и неметаллические
материалы (стекло, фарфор, пластмассы) при скоростях резания в 3 — 4 раза
больше, чем скорость обработки инструментом из быстрорежущей стали.В настоящее
время заводы твердых сплавов выпускают две основные группы этих сплавов:
вольфрамовая группа, основные марки которой ВК2, ВКЗ, ВК4, ВК6, ВК6М, ВК8, ВК8В,
и титановольфрамовая с основными марками Т5К10, Т5К12В, Т14К8, Т15К6, Т30К4 и
Т60К6, и тантало-титановольфрамовая ТТ7К12. Твердые сплавы группы ВК
предназначены для обработки чугуна и других твердых, хрупких металлов и
неметаллических материалов; сплавы группы ТК предназначаются для обработки
сталей.
Во всех приведенных марках твердых сплавов цифры после буквы К обозначают
содержание кобальта в процентах, а цифры после буквы Т — содержание карбида
титана в процентах; остальное до 100% — карбиды вольфрама. Например, твердый
сплав ВК6 содержит 6% кобальта и 94% карбидов вольфрама; сплав Т60К6 — 60%
карбида титана, 6% кобальта и 34% карбида вольфрама.Среди перечисленных марок
твердых сплавов марки ВК4, ВК6М и ВК8В включены в ГОСТ в 1958 г. Они
предназначаются для обработки резанием металлов и неметаллических материалов и
по ряду свойств — твердости, эксплуатационной прочности и износоустойчивости —
превосходят некоторые старые марки твердых сплавов (ВКЗ, ВК6, ВК8).
Минералокерамический материал для изготовления пластин к режущим
инструментам состоит из окиси алюминия (Аl2Оз) и получается методом прессования
с последующей термообработкой. Минералокерамические пластины крепят механически
к металлическим державкам или же припаивают их, предварительно подвергая
металлизации. В промышленности применяют минералокерамические пластины марок
Т-48 и ЦМ-332. Эти материалы, обладая очень большой твердостью (HRC 91 — 93) и
красностойкостью 1200ºС, позволяют обрабатывать металлы резанием со скоростью до
2000 м/мин, т.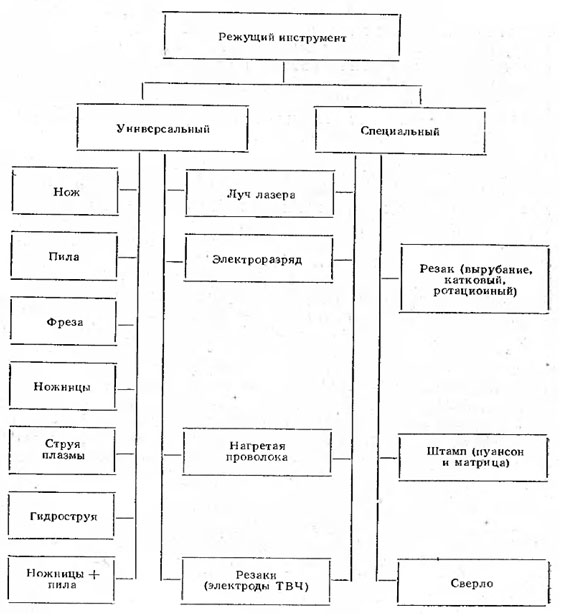 е. превышающую скорость резания твердыми сплавами в 1,5 — 2 раза.
е. превышающую скорость резания твердыми сплавами в 1,5 — 2 раза.
Но существенным недостатком минерало-керамического материала является высокая
хрупкость, препятствующая его широкому внедрению в промышленность.
Наиболее эффективно минералокерамические материалы используют для режущего
инструмента при получистовой и чистовой обработке сталей, чугуна и цветных
металлов в условиях безударной нагрузки.
Материалы, применяемые для изготовления режущих инструментов
Материалы режущих инструментов должны обладать высокой твердостью и прочностью, износостойкостью, теплостойкостью. К таким материалам относятся инструментальные стали, твердые сплавы, минералокерамика, абразивно-алмазные материалы, являющиеся работоспособными в условиях высоких температур, усилий и интенсивного трения.
Углеродистые инструментальные стали имеют низкую теплостойкость (красностойкость 200 – 250° С). Поэтому из них изготовляют главным образов развертки, метчики, ножовочные полотна, зубила и другой инструмент, используемый с низкой скоростью резания. Рабочую часть инструмента из углеродистых инструментальных сталей закаливают до твердости HRC 60 – 62.
Легированные инструментальные стали после термообработки имеют твердость HRC 62 – 64 и красностойкость 300 – 400° С, что позволяет применять их для изготовления инструментов, работающих при скоростях больших, чем инструмент из углеродистой стали. Наиболее применимыми являются стали хромистые (Х12М, 9Х), хромокремнистые (6ХС, 9ХС), хромованадиевые (8ХФ), хромовольфрамомарганцовистые (ХВГ, 9ХВГ). Высокая вязкость инструмента позволяет использовать его при обработке хрупких материалов с ударными на-грузками. Ряд сталей (ХВГ, 9ХВГ) при термообработке мало деформируются, поэтому из них изготовляют сложные и длинные инструменты, например развертки, протяжки, длинные сверла и др.
Инструмент из быстрорежущей стали обладает более высокими режущими свойствами (красностойкость до 600 – 650° С, твердость HRC 62 – 65), что – позволяет увеличить скорости резания до 100 м/мин.
Быстрорежущие стали могут иметь нормальную и повышенную стойкость. Инструмент из стали нормальной стойкости (Р18, Р9) применяют для обработки стали с пределом прочности 90 – 100 кгс/мм 2 и чугуна с. твердостью НВ 270 – 280. Из стали Р9 изготовляют инструменты простой формы – резцы, фрезы, зенкеры, а из стали Р18 – более сложные инструменты для зубо-резьбона – резных работ. Сталь Р18Ф2 обладает более высокими режущими свойствами, чем стали Р9 и Р18, и применяется для изготовления режущего инструмента при обработке стали повышенной прочности.
Стали повышенной стойкости (кобальтовые стали Р9К5, Р9КЮ, Р18К5Ф2, Р10К5Ф5) обладают большей, чем Р18, твердостью, красностойкостью и износостойкостью, поэтому их применяют для обработки главным образом жаропрочных сплавов и нержавеющих и легированных сталей твердостью НВ 300 – 350, титановых сплавов и других труднообрабатываемых материалов в условиях прерывистого резания с вибрациями. Режущие свойства и износостойкость инструмента из быстрорежущей стали могут быть повышены хромированием, сульфидированием, цианированием и т. д.
Материалы для изготовления режущего инструмента
МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА
[c.7]
Минералокерамика считалась возможным инструментальным материалом еще в начале столетия. Работы по применению минералокерамических материалов для изготовления режущего инструмента возобновились приблизительно два десятилетия назад и сейчас эти материалы приобрели коммерческое значение. В свое время были испытаны различные керамические материалы на основе карбидов, боридов и оксидов. Однако наилучшие резуль-182 [c.182]
Материалы для изготовления режущих инструментов [c.329]
Инструментальные углеродистые стал и служили основным материалом для изготовления режущего инструмента до 70-х годов прошлого века. Основной составляющей примесью их является углерод (0,6—1,4%), от содержания которого в основном зависят свойства стали. [c.13]
[c.13]
МАТЕРИАЛЫ ДЛЯ Изготовления режущего инструмента [c.19]
Материалы для изготовления режущих инструментов должны по возможности содержать наименьшее количество дефицитных элементов. [c.421]
Требования, предъявляемые к материалам для изготовления режущего инструмента [c.423]
Материалы для изготовления режущих инструментов…………865 [c.832]
Инструменты для обработки нержавеющих и жаропрочных сплавов, а также твердых материалов для изготовления режущих инструментов. нагревающихся в процессе работы до высоких температур [c.43]
Быстрорежущие стали продолжают оставаться основным инструментальным материалом для изготовления режущего инструмента (метчиков, плашек, протяжек, сверл) массового производства. [c.5]
Металлокерамические твердые сплавы являются наиболее высококачественным материалом для изготовления режущего инструмента. Пластинки твердых сплавов обладают твердостью HRA 85 и более и красностойкостью до 1200° С. Они припаиваются к державке инструмента, изготовленной из углеродистой стали. Основой этих сплавов являются карбиды вольфрама, титана, тантала. В качестве связующего материала применяют кобальт. [c.54]
Материалы для изготовления режущих инструментов. Режущие кромки инструментов в процессе работы находятся под действием больших давлений и, кроме того, нагреваются до высоких температур в результате деформирования обрабатываемого материала и наличия сил трения. Поэтому инструментальные материалы должны обладать высокой твердостью HR 60—65), значительной теплостойкостью и износостойкостью, высокой механической прочностью и вязкостью. [c.28]
Твердые сплавы широко применяются в качестве наиболее стойких материалов для изготовления режущих инструментов. Внедрение их в промышленность позволило во много раз повысить скорости резания. [c.160]
[c.160]
Материалы для изготовления режущего инструмента 15 [c.15]
До последнего времени основными путями повышения стойкости инструмента являлось изыскание и создание новых материалов для изготовления режущего инструмента, поиск оптимальной геометрии заточки инструмента и оптимальных режимов резания, применение различных методов дополнительной обработки рабочих поверхностей инструмента, применение в процессе резания различных методов охлаждения, внесения изменений в конструкцию инструмента. [c.43]
Инструментальные материалы. Материалы для изготовления режущих инструментов должны обладать а) высо
[c.278]
Инсгрументальныг углеродистые стали служили основным материалом для изготовления режущего инструмента еще до 70-х годов прошлого века. Содержание углерода в сталях, от величины которого во многом зависят свойства стали, составляет 0,6—1,4%. [c.7]
Углеродистые стали служили основным материалом для изготовления режущего инструмента еще до 70-х годов прошлого века. Содержание углерода в сталях, от величины которого во многом зависят свойства стали, составляет 0,6—1,4%. Марки инструментальных углеродистых сталей и их химический состав приведены в ГОСТ 1435—74- После соответствующей термической обработки эти стали могут иметь твердость HR 58—64. Однако инструмент из углеродистых сталей при резании выдерживает нагрев до температуры 200—250° С. При большей температуре нагрева твердость инструмента резко снижается (рис. 1, кривая 8), и он быстро выходит из строя. Для изготовления некоторых металлорежущих и деревообрабатывающих инструментов наибольшее применение находят инструментальные углеродистые стали марок У10А и У12А. [c.7]
Повышение режимов резания. Предпосылки для повышения режимов резания (скоростей главйого рабочего движения и подач) создаются в связи с появлением новых материалов для изготовления режущего инструмента (новых марок твердых сплавов, быстрорежущих сталей, минералокер,амических материалов) и усовершенствованием конструкции и геометрии режущих инструментов. Для полного использования возможностей современного режущего инструмента проектируемые станки должны обладать достаточной быстроходностью и мощностью.
[c.115]
Для полного использования возможностей современного режущего инструмента проектируемые станки должны обладать достаточной быстроходностью и мощностью.
[c.115]
Материалы для режушего инструмента должны обладать высокой твердостью и износостойкостью достаточной прочностью и вязкостью (для инструмента ударного действия) высокой красностойкостью — способностью сохранять большую твердость при высоких температурах нагрева. Материалы для изготовления режущих инструментов должны по возможности содержать наименьшее количество дефицитных легирующих элементов. [c.717]
Применяется для обра ботки нержавеющих и жаропрочных сплавов, твердых материалов, для изготовления режущих инструментов, нагревающихся в работе до высоких температур. Сталь с 5% кобальта (марка Р9К5) более пригодна для работы ударом так как обладает большей вязкостью, чем сталь с 10% кобальта (марка Р9КЮ), но последняя имеет более высокую красностойкость [c.393]
Материалы для производства режущих инструментов
В настоящее время наука находится на таком уровне развития, при котором ещё нет материала для режущего инструмента, который бы идеально подходил для работы с любыми материалами и отвечал бы всем вышеперечисленным требованиям. Но не всё так плохо, инструментальные материалы уже достаточно хорошо изучены и сгруппированы по назначению и характеристикам, среди которых можно выделить:
- синтезированные твердые минералы — кубический нитрид бора;
- естественные твёрдые минералы — рубин, сапфир, алмаз;
- минералокерамические составы;
- твёрдые сплавы;
- дисперсионно-твердеющие инструментальные сплавы;
- быстрорежущие стали;
- легированная сталь;
- углеродистая сталь.
Инструментальные стали и сплавы
Углеродистая режущая сталь. Первым материалом для производства режущего инструмента применяли углеродистую режущую сталь, это материал известен уже давно, хорошо изучен и представляет собой следующие марки стали: У9А, У10А, У12А и У13А, число в которых указывает на десятые доли % углерода в его составе. Материал закаливается до показателя твёрдости 61 — 63 HRC. Механическая прочность режущего инструмента из этого материала достаточно высока, но этот материал имеет минимальный ресурс работы из всех известных инструментальных сталей и сплавов в связи с его низкой теплостойкостью и износостойкостью.
Материал закаливается до показателя твёрдости 61 — 63 HRC. Механическая прочность режущего инструмента из этого материала достаточно высока, но этот материал имеет минимальный ресурс работы из всех известных инструментальных сталей и сплавов в связи с его низкой теплостойкостью и износостойкостью.
Низколегированные инструментальные стали — это углеродистая инструментальная сталь с невысоким содержанием (до 1%) легирующих добавок, таких как: ванадий, кремний, вольфрам, марганец, хром. Данный режущий материал имеет соответствующую маркировку, например: Х6ВФ, 95ХГСВФ, 9ХС, ХВГ. Указанные марки являются также самыми широкоприменяемыми из этой группы и закалены до твёрдости в 65 HRC. Повышенная износостойкость, по сравнению с обычными углеродистыми сталями, и столь же низкая теплостойкость в 250-350 °С — не позволяет обрабатывать твёрдые материалы и сплавы. Данные характеристики позволяют производить стандартные ручные и машинные инструменты для не отвественных и невысокоточных работ, для обработки материалов на низкой скорости и малых нагрузках. Преимуществом является низкая стоимость изготовления режущего материала из углеродистых и низколегированных углеродистых сталей.
Высоколегированная инструментальная сталь — изготовленная на основе высокоуглеродистой быстрорежущая сталь с содержанием углерода (С) 0,7-1,4% со значительным содержанием карбидов (карбид хрома, карбид молибдена, карбид ванадия, карбид вольфрама) — это значительно повышает теплостойкость материала (до 670 °С), повышает прочность инструмента и износостойкость. Эти характеристики позволяют увеличить скорость обработки в 2-4 раза по сравнению с предыдущими материалами в этой группе (УС и НЛИС). Ниже мы приводим сгруппированный список высоколегированных инструментальных сталей в хронологическом порядке появившихся в инструментальной промышленности с описанием их характеристик:
- Р9 и Р18 — марки быстрорежущей инструментальной стали, которые впервые появились в производстве.
 Химический состав быстрорежущей стали Р9 — 0,8% углерода, 4% хрома, 9% вольфрама, 2% ванадия. Химический состав быстрорежущей стали Р18 — 0,8% углерода, 4% хрома, 18% вольфрама, 1% ванадия. Обладают одинаково высокой теплостойкостью. Повышенная в 2 раза износостойкость быстрорежущей стали Р18 по сравнению с Р9 из-за более высокого содержания свободных карбидов (примерно в 3 раза). Р18 значительно лучше шлифуется, чем Р9, и меньше «прижигается»*. В виду всех этих преимуществ и положительных качеств уже давно принято считать быстрорежущую сталь Р18 эталоном, в сравнении с которой оценивают другие марки режущего материала этой группы.
Химический состав быстрорежущей стали Р9 — 0,8% углерода, 4% хрома, 9% вольфрама, 2% ванадия. Химический состав быстрорежущей стали Р18 — 0,8% углерода, 4% хрома, 18% вольфрама, 1% ванадия. Обладают одинаково высокой теплостойкостью. Повышенная в 2 раза износостойкость быстрорежущей стали Р18 по сравнению с Р9 из-за более высокого содержания свободных карбидов (примерно в 3 раза). Р18 значительно лучше шлифуется, чем Р9, и меньше «прижигается»*. В виду всех этих преимуществ и положительных качеств уже давно принято считать быстрорежущую сталь Р18 эталоном, в сравнении с которой оценивают другие марки режущего материала этой группы. - В попытках сократить расход дорогостоящего вольфрама и повысить режущие свойства режущего инструмента учёные и инженеры отечественных НИИ разработали множество марок молибденовых режущих сталей: Р9М4, Р6М5, Р6М3; кобальтовых режущих сталей: Р9К10, Р9К5; ванадиевых режущих сталей: Р18Ф2, Р14Ф4, Р12Ф3, Р9Ф5; и быстрорежущих сталей с комбинацией легирующих добавок: Р18Ф2К5, Р12Ф2М3К8, Р12Ф4К5, Р6М5К5. Эти марки быстрорежущих сталей, всего их более 40 видов, подразделяются по производительности и теплостойкости на группы: нормальная, повышенная и высокая:
- Режущая сталь с нормальной теплостойкостью — это инструментальная сталь с содержанием вольфрама Р9, Р12 и Р18, а также современные их аналоги — Р6М5 (импортный аналог — HSS), Р6М3.
- Режущая сталь с повышенной теплостойкостью — это инструментальная сталь с содержанием 2% молибдена, от 2% до 4% вольфрама с 6% — 8% ванадия или 9% — 10% вольфрама с 4% — 5% ванадия. В эту группу также включены стали с легирующими добавками в виде 5% кобальта, 3,5% — 4% ванадия и ≤ 12% вольфрама. А также стали с 6% — 8% кобальта, 1,5% — 2% ванадия и ≤ 10% вольфрама. Примеры — Р6М5К5 (HSS Co), Р6М5К8, Р9К5.
- Режущая сталь с высокой теплостойкостью — это высоколегированная углеродистая сталь, содержащит ≥ 12% кобальта, ≤ 18% вольфрама и ≤ 3,5% ванадия. В некоторых марках долю вольфрама уменьшают ≤ 14%, путём введения дополнительного количества молибдена.
 Химический состав быстрорежущей стали Р9 — 0,8% углерода, 4% хрома, 9% вольфрама, 2% ванадия. Химический состав быстрорежущей стали Р18 — 0,8% углерода, 4% хрома, 18% вольфрама, 1% ванадия. Обладают одинаково высокой теплостойкостью. Повышенная в 2 раза износостойкость быстрорежущей стали Р18 по сравнению с Р9 из-за более высокого содержания свободных карбидов (примерно в 3 раза). Р18 значительно лучше шлифуется, чем Р9, и меньше «прижигается»*. В виду всех этих преимуществ и положительных качеств уже давно принято считать быстрорежущую сталь Р18 эталоном, в сравнении с которой оценивают другие марки режущего материала этой группы.
Химический состав быстрорежущей стали Р9 — 0,8% углерода, 4% хрома, 9% вольфрама, 2% ванадия. Химический состав быстрорежущей стали Р18 — 0,8% углерода, 4% хрома, 18% вольфрама, 1% ванадия. Обладают одинаково высокой теплостойкостью. Повышенная в 2 раза износостойкость быстрорежущей стали Р18 по сравнению с Р9 из-за более высокого содержания свободных карбидов (примерно в 3 раза). Р18 значительно лучше шлифуется, чем Р9, и меньше «прижигается»*. В виду всех этих преимуществ и положительных качеств уже давно принято считать быстрорежущую сталь Р18 эталоном, в сравнении с которой оценивают другие марки режущего материала этой группы. В некоторых марках долю вольфрама уменьшают ≤ 14%, путём введения дополнительного количества молибдена.
В некоторых марках долю вольфрама уменьшают ≤ 14%, путём введения дополнительного количества молибдена.Все инструменты для работы на станках в основном изготавливают из быстрорежущих сталей. Технологи и руководители металлообрабатывающих организаций обязаны разбираться в марках быстрорежущей стали, их характеристиках и свойствах легирующих добавок, поскольку эти данные позволят им обоснованно подойти к выбору марки быстрорежущей стали, которая будет оптимальной для конкретных условий работы и обрабатываемого материала. Этот выбор можно сделать только на основании технологических и эксплуатационных свойствах, обусловленных легирующими добавками входящими в состав быстрорежущих сталей.
Влияние легирующих добавок кобальта, ванадия, молибдена и вольфрама на свойства быстрорежущей стали
- Вольфрам — является легирующей добавкой и придаёт быстрорежущей стали теплостойкость, повышает износостойкость и значительно повышает твёрдость. Принимаемая за эталон быстрорежущая сталь Р18 с содержанием 18% вольфрама в свободной форме отлично закаливается и шлифуется. Высокая теплостойкость (≤620°С) по отношению углеродистым и низколегированным углеродистым сталям обусловлена высоким содержанием вольфрама. Вольфрам незначительно снижает прочность и теплопроводность. Сталь Р18 менее пластична, чем Р9 и Р12. Высокая карбидная неоднородность (карбидные ликвации у неё несколько больше), поэтому она менее пластична, чем те же Р9 и Р12 и сложнее обрабатывается под давлением в нагретом состоянии.
- Молибден — легирующая добавка для быстрорежущей стали с более выраженными характеристиками, чем у вольфрама. Содержание молибдена в стали снижают в 1,5 раза в сравнении с вольфрамом, сохраняя при этом тот же уровень теплостойкости. Сталь с содержанием молибдена в горячем состоянии более пластична, чем с вольфрамом, её легче обрабатывать на прессовом и кузнечном оборудовании. Кроме этого, молибден значительно повышает теплопроводность (отвод тепла из рабочей зоны). Повышенная прочность в сталях с содержанием молибдена ≤5%. Карбидная неоднородность в сталях с молибденом меньше, увеличивается интервал температур закалки. Минусом является обезуглероживание при нагревании перед закаливанием.
- Ванадий — легирующая добавка для быстрорежущей стали, наделяющая её повышенной твёрдостью (≤ 67 HRC), повышает теплостойкость (≤ 635 °С). Несколько отрицательно воздействует на такие показатели как хрупкость, прочность и теплопроводность. Ванадий в стали ухудшает шлифуемость из склонности этих сталей к прижогам*, которая зависит от концентрации карбидов ванадия, поскольку они имеют малую теплопроводность и твёрже основного состава стали, чем больше ванадия — тем хуже в этом смысле.
- Кобальт — как легирующая добавка в быстрорежущей стали образует в её составе мелкодисперсные интерметаллиды, а не карбиды как с хромом, молибденом, ванадием и вольфрамом, что увеличивает теплостойкость до 670 °С и твёрдость до 65 HRC. Кобальт значительно повышает теплопроводность, превосходя по этому показателю молибден. Быстрорежущая сталь с кобальтом, например Р6М5К5 (импортный аналог — HSS-Co), шлифуется лучше, чем ванадиевые стали. Несмотря на эти положительные характеристики, кобальт снижает прочность и повышает хрупкость, высокая карбидно-интерметаллидная неоднородность. Кроме того, кобальтовые свёрла дороже свёрл Р18 практически на 100%.
 Повышенная прочность в сталях с содержанием молибдена ≤5%. Карбидная неоднородность в сталях с молибденом меньше, увеличивается интервал температур закалки. Минусом является обезуглероживание при нагревании перед закаливанием.
Повышенная прочность в сталях с содержанием молибдена ≤5%. Карбидная неоднородность в сталях с молибденом меньше, увеличивается интервал температур закалки. Минусом является обезуглероживание при нагревании перед закаливанием.Применение режущего инструмента из сталей с повышенной и высокой теплостойкостью рационально только при работе на повышенных скоростях и обработке труднообрабатываемых материалов, посколько только в этом случае можно получить преимущество за счет более быстрой скорости обработки (в 3-4 раза более быстро), чем инструментами из быстрорежущих сталей нормальной теплостойкости. Стали нормальной теплостойкости имеют ряд преимуществ — низкая цена, более высокая прочность, легче обрабатываются. Очень важно учитывать профессионализм и оснащение производственной площадки всем необходимым инструментом для выполнения работ и заточки. В случае, если нарушаются рекомендации по закалке, отпуску, заточке и шлифования, то преимущества таких сталей не будут реализованы, кроме того инструмент будет испорчен (характеристики инструмента станут хуже, чем у инструмента из режущей стали с нормальной теплопроводностью) и возрастут расходы.
В случае, если нарушаются рекомендации по закалке, отпуску, заточке и шлифования, то преимущества таких сталей не будут реализованы, кроме того инструмент будет испорчен (характеристики инструмента станут хуже, чем у инструмента из режущей стали с нормальной теплопроводностью) и возрастут расходы.
Дополнительно режущие свойства стали могут быть повышены добавлением в их состав азота в количестве 0,06% — 0,09%. Маркируется она очень просто, ставится буква А, например: Р6М5 — Р6АМ5 (АР6М5), АР18, АР12. Введение в состав быстрорежущей стали азота повышает на 1-2 HRC твёрдость и увеличивает режущие свойства на 20% — 30%.
Применение технологии порошковой металлургии в производстве режущих инструментов существенно увеличивает свойства быстрорежущих сталей. Процесс заключается в прессовании из порошка, прокатом и в конце процесса — ковка заготовки (упрочнение и придание формы). Данная технология позволяет получить режущую сталь более однородную по своей структуре, уменьшить деформацию при термобработке и улучшить износостойкость инструмента до 2-х раз.
Поскольку вольфрам имеет ограниченные запасы на Земле и при этом процесс получения вольфрама достаточно дорогостоящий, то в мире, как впрочем и в нашей стране, начали разрабатывать безвольфрамовые марки режущей стали, такие как: ЭК-42, ЭК-41, 11М5Ф и тд. Эти марки режущей стали по своим характеристикам аналогичны марке Р6М5.
Относительно недавно появились безуглеродные высоколегиронанные сплавы (дисперсионно-твердеющие ДТС) с содержанием углерода до 0,06%, например: В16М4К16Х4Н2, ЗВ20К20Х4, Р10М5К25, Р18М7К25, Р18МЗК25. Дисперсионное твердение данных сплавов во время закалки и отпуска приводит к повышению твёрдости до 69 HRC и теплостойкости ≤ 720 °С. Имеющие высокую прочность ≤2000 Н/мм2 режущие инструменты, изготовленные из этого материала, используются для работы с труднообрабатываемыми материалами, при это скорость резания возрастает в 1,5-2 раза в сравнении с быстрорежущей сталью Р18. Экономически нецелесообразно инструментами изготовленными из ДТС обрабатывать углеродистые и умеренно легированные конструкционные материалы, поскольку они имеют высокую стоимость и при обработке обычных материалов их свойства проявляются на уровне Р18Ф2 и Р9К5, не более.
Экономически нецелесообразно инструментами изготовленными из ДТС обрабатывать углеродистые и умеренно легированные конструкционные материалы, поскольку они имеют высокую стоимость и при обработке обычных материалов их свойства проявляются на уровне Р18Ф2 и Р9К5, не более.
Металлокерамические твёрдые сплавы
Получаемые сплавы при помощи прессования и спекания при температуре 1500°С-2000°С порошка различных тугоплавких карбидов (тантала, титана, вольфрама) и свободного тугоплавкого кобальта имеют название — металлокерамические твёрдые сплавы, в которой в качестве связующего вещества выступает кобальт, а режущая часть — карбиды и их смеси.
Существуют три группы металлокерамических твёрдых сплавов для режущего инструмента на основе карбидов и кобальта:
- Однокарбидные (Вольфрамокобальтовые), которые обозначаются первой буквой основных рабочих компонентов и процентным коэффициентом содержания кобальта: ВК25, ВК20, ВК15, ВК10 (Победит), ВК8, ВК6, ВК4, ВК3, ВК2 — эти сплавы имеют средний показатель теплостойкости из этой группы, которая составляет 800°С — 850°С.
- Двухкарбидные, состоящие из карбида титана и карбида вольфрама в кобальтовой связке, иначе называемые Титановольфрамокобальтовые твёрдые сплавы, обозначаются двумя буквами Т и К, а также цифрами, указывающими на процентное содержание карбида титана и кобальта: Т60К6, Т30К4, Т15К6, Т15К10, Т14К8, Т5К10, Т5К12. Эти сплавы являются самыми термостойкими из этой группы твёрдых сплавов, предназначенных для режущего инструмента — 850°С — 900°С.
- Трёхкарбидные (Танталотитановольфрамокобальтовые) твёрдые сплавы, состоящие из кобальтовой связки трёх карбидов: тантала, титана, вольфрама. Обозначаются как ТТК (не третье транспортное кольцо в Москве), с указанием процентного содержания основных компонентов: ТТ21К9, ТТ20К9, ТТ10К8, ТТ7К15, ТТ8К7, ТТ7К12. Группа этих сплавов имеет наиболее низкую теплостойкость в ≈750°С.
Эти сплавы могут иметь различную зернистость карбидов и соответствующую маркировку: ОМ — особомелкозернистые (ВК10ОМ), М — мелкозернистые (ВК6М), нормальные — без дополнительного обозначения (ВК8), В, К, КС — крупнозернистые (ВК8В, Т5К10В, ВК15К, ВК20КС).
Твердые сплавы, в отличие от быстрорежущей стали, дороже в несколько раз и изготавливаются в форме пластинок, которыми оснащают составные и сборные инструменты. Инструменты малого размера разрешается выпускать полностью из твердого сплава. Применение твердого сплава в оснастке режущих инструментов позволяет увеличить, в отличие от быстрорежущей стали, скорость рабочей подачи в несколько раз — экономически выгодно только тогда, когда скорость резания может быть увеличена не менее чем в 1,5 раза.
Высокую твердость (до 92 HRA), теплостойкость и износостойкость сплавам обеспечивают карбиды. Чем больше карбидов содержится в сплаве, тем выше ранее рассмотренные показатели, но их прочность ниже. При этом сплавы с карбидами тантала обладают наиболее высокой прочностью, и только затем следуют сплавы на основе карбидов вольфрама. Наименьшую прочность имеют сплавы с содержанием карбида титана. Твердость, теплостойкость, износостойкость изменяют свои показатели обратно пропорционально показателю прочности. Кроме того, чем выше содержание кобальта в сплаве и больше толщина его оболочки (обволакивающие зерна карбидов), тем выше прочность сплава. Именно поэтому крупнозернистые сплавы обладают более высокой и низкой, в случае с мелкозернистыми сплавами, прочностями, чем обыкновенные сплавы фракционного состава, однако, износостойкость крупнозернистых сплавов ниже, а мелкозернистых выше износостойкости подобных аналогов.
Фракционный состав сплава определяется цифрами в марке после знака химического элемента, например: сплав ВК6 содержит 6% кобальта, остальное – карбиды вольфрама; сплав Т15К6 содержит 6% кобальта, 15% карбидов титана, остальное – карбиды вольфрама и т.п. Вместе с изменениями размера зерен карбида, повышение технико-физических свойств, твердых сплавов, реализуется с помощью покрытия пластинок сплавов ВК тонким слоем (до 6 мкм) карбидов или нитридов титана, которое обеспечивает значительное (в 3-5 раз) увеличение стойкости, при сохранении высокой прочности. Ещё большего значения стойкости можно достигнуть при двухслойном покрытии пластин – 6 мкм карбидов титана и 1 мкм окиси алюминия.
Ещё большего значения стойкости можно достигнуть при двухслойном покрытии пластин – 6 мкм карбидов титана и 1 мкм окиси алюминия.
Более высокими режущими свойствами, в сравнение с традиционными, обладают сплавы группы МС: МС101, МС121, МС146 и т.д.
Твердые сплавы без вольфрама ТМ-1, МНТ-2, МНТА – 2, КТН-16 изготовлены на основе карбидов и карбонитридов титана, тантала, ниобия, и на связки никелевомолибдена. Отсутствие вольфрама, с целью экономии, обеспечивает сплавам в 1,5- 3 раза повышение стойкости, в сравнении со сплавами Т30К4 и Т15К6, при их тонком и чистовом точении.
Подавляющее большинство инструментов оснащают твердыми сплавами, но если брать от общего объема производства металлорежущего инструмента, то их доля не будет превышать 30%. Узконаправленное применение твердых сплавов связано: с их повышенной хрупкостью; предел прочности на изгиб ниже, чем у стали Р18 в 2,5 раза, а ударная вязкость в 1,5-3 раза. Поэтому инструменты из твердых сплавов имеют невысокие технико-физические свойства. Нередко бывают случаи поломок и крошение пластин, когда условия работы обусловлены высокими ударными нагрузками, а так же малой жесткости технологической системы. Учитывая, высокую твердость и малую теплопроводность твердых сплавов, которые затрудняют шлифование и заточку, из-за высоких трудозатрат и возможности образования трещин, можно сделать вывод: твердые сплавы недостаточно пригодны для изготовления мелкоразмерного или мелко профильного инструмента. Для расширения номенклатуры твердосплавных инструментов, их возможности в применении, т.е. достичь реализацию такового же объема как у резцов и фрез, которые состоят из твердых сплавов на 75% и 45% соответственно, необходимо: совершенствование твердых сплавов; применение современных методов изготовления инструментов; широкое применение алмазных кругов для шлифования и заточки.
Минералокерамика
Изготавливается минералокерамика методом прессования и спекания, в температурном режиме 1720-1760 градусов Цельсия, микроизмельченного порошка корунда, или искусственной окиси алюминия (AL2O3) с окисью магния (MgO) около 1%. Окись магния является связующим компонентом, а покрытие зернами корунда – режущим.
Окись магния является связующим компонентом, а покрытие зернами корунда – режущим.
Преимуществом, при выборе материала из минералокерамики является: отсутствие дефицитных компонентов; низкая себестоимость – цена порошка электрокорунда в 125 раз ниже порошка карбида вольфрама; высокая твердость — 93 HRA; высокая теплостойкость – 2000 градусов Цельсия. При этом нужно учитывать: низкую прочность на изгиб – ниже в 3-4 раза относительно твердых сплавов; сниженная ударная вязкость – ниже в 7-10 раз, чем твердых сплавов; особо низкая сопротивляемость периодичному изменению тепловой нагрузки. Поэтому область применения ограничена получистовым точением цветных и черных металлов с высокими скоростями резания в жестких условиях.
Стремление повысить прочность оксидной минеральной керамики привело к образованию керметов, содержащих добавки молибдена, вольфрама титана или сложных карбидов, боридов или силицидов этих элементов, а также окиси алюминия. Такие добавки металлов увеличивают прочность минералокерамики в 1,5 раза, однако стойкость уменьшается в 4-5 раз, а теплостойкость снижают до 1400 градусов Цельсия. Исключение – новые марки В3, ВОК-60, ВОК-63 карбидно-оксидной керамики, но стоимость их в два выше, чем твердого сплава. Например ВРК-20, относительно новая марка нитридной керамики, обладает стойкостью в два раза выше, чем карбидная ВОК-60.
Для увеличения вязкости, керамику легируют ZrO2, а для повышение прочности армируют монокристалами, в виде волокон SiC. Главным промышленным представителем минеральной керамики является микролит ЦМ-332, изготавливаемый в виде пластинок, таких же форм и размеров, что и твердые сплавы.
Сверхтвердые инструментальные материалы
Компонентами сверхтвердых материалов являются: искусственные и естественные алмазы, рубины, сапфиры; не редко встречающийся кубический нитрид бора. Чаще всего, из этой группы, находят широкое применение алмаз и кубический нитрид бора, а рубин и сапфир используется редко и только для тонкого точения цветных металлов.
Алмаз, представляющий собой одну из форм строений углерода, обладает: высокой твердостью выше в 3 раза, чем у карбида титана; высокой теплопроводностью; небольшую склонность к адгезии. Однако он имеет низкую прочность как микролит. Однородная и плотная структура алмаза позволяет получить режущую кромку с малым радиусом округления, обеспечивая работу с небольшими сечениями среза. Успешное применение в тонком точении цветных металлов нашли алмазные лезвийные инструменты. Алмазы малопригодны для обработки черных металлов, из-за увеличенной хрупкости и невысокой стойкости, которая вызвана растворением алмазов в железе, при температуры более 750 градусов Цельсия. Так же алмазами оснащают торцевые фрезы и сверла.
Кубический нитрид бора синтезируется из порошка нитрида бора и, в зависимости от метода изготовления и строения кристаллической решетки, называется боразоном, эльбором, кубонитом, гексанитом, исмитом и т.п. На базе кубического нитрида бора с использованием других компонентов, например A12O4 или Si3N4, были получены композиты, превосходящих по своим свойствам основу.
Благодаря высокой твердости кубического нитрида бора (по твердости не уступает алмазу), высокой теплостойкости (1200-1500 градусов Цельсия), химической инертности по отношению к железу и углероду, позволили применять его для чистовой и тонкой обработки чугуна и стали с высокой скоростью рабочей подачи. Оснащенные инструменты на основе нитрида бора не имеют замены при обработке закаленных сталей, с твердостью до 64 HRA. Именно поэтому, их стойкость в десятки раз выше, чем у твердосплавных инструментов, а при обработки чугуна в 4-5 раз. На данный момент кубическим нитридом бора оснащают резцы и торцевые фрезы.
Со времени появления быстрорежущей стали (начало ХХ века) до современных твердых сплавов, 70-е годы прошлого века, производительность обработки, согласно документации Шведской фирмы «Coromant», увеличилась более чем в 30 раз. Так, обработка валика углеродистой стали диаметром 100 мм и длинной 500 мм составляла: 26 минут — резцами из быстрорежущей стали; 15 минут — резцами из стеллита или литые твердые сплавы; 3 минуты — резцами из современных твердых сплавов.
Материалы для корпусов инструментов
Материалы для корпусов должны обладать следующими требованиями: высокая прочность и теплопроводность; соблюдать и сохранять точность размеров и формы после обработки; качественно обрабатываться и гарантировать прочное соединение с режущим элементом после сварки, наварки или напайки; обладать невысокой ценой; не должны содержать дефицитных элементов. В полной мере, этими качествами обладают конструкционные углеродистые стали – марки 40,45,50, и качественные стали – 40Х, 45Х, 40ХН.
Свое применение углеродистые стали нашли в таких сборных конструкциях, как державки резцов, корпуса сборных разверток, втулок, клиньев, винтов и т.п. Остальные корпуса составных и сборных инструментов выпускают из качественных сталей, в том числе и ножи под напайные пластины из твердых сплавов. Основной маркой качественной стали, для таких корпусов, считается 40Х, которая обладает повышенной прочностью и обеспечивает наименьшее коробление в процессе термической обработки.
В неблагоприятных условиях работы, где особенно требуется высокая твердость и износостойкость, корпуса изготавливают из инструментальных сталей У7А, У8А, 9ХС. Например, в случае, где корпус у сверл с напаянными пластинами из твердого сплава трется об обработанную часть детали с определенной скоростью резания — его изготавливают из стали 9ХС.
Абразивные материалы
Абразивные материалы применяются для изготовления абразивных инструментов (кругов, брусков и пр.), а так же в форме зерен, которые являются режущими компонентами, поэтому они должны обладать высокой твердостью и теплостойкостью, нормально дробиться при затуплении, для образования новых острых кромок. Размеры зерен – в диапазоне от 2000 до 1 мкм:
- От 2000 до 160: шлифзерно;
- От 120 до 30: шлифпорошки;
- 28 и ниже: микропорошки.
Абразивные материалы, полученные естественным путем, например наждак или корунд, которые состоят из окиси алюминия A12O3, имеют большое количество посторонних примесей и обладают малой производительностью и на сегодняшний день, для изготовления промышленных абразивных инструментов применяются редко. В искусственных абразивных материалах нашли свое широкое применение электрокорунд, карбид кремния, карбид бора, синтетический алмаз и кубический нитрид бора (эльбор).
Электрокорунд включает в себя кристаллическую окись алюминия A12O3 и продукты плавки бокситов, и в зависимости от содержания окиси алюминия (от 92 до 99%) и метода изготовления делится:
- Электрокорунд нормальный: 16А…12А;
- Электрокорунд белый: 25А…22А;
- Электрокорунд хромистый: 34А…32А;
- Монокорунд: 45А…43А;
- Элетрокоруд титанистый: 37А.
Отличной режущей способностью и прочностью зерен обладают электрокорунд титанистый, хромистый и монокорунд, их применяют в долговременном режиме шлифования.
В результате спекания кварцевого песка с углеродом образуется карбид кремния (SiC) или корборунд. Выпускается в виде карбида кремния зеленого (64С…62С), с содержанием SiC не менее 98% и в виде карбида черного (55С…52С), с содержанием SiC в 95-97%.
Карбид кремния зеленый наиболее качественный и применяется для заточки твердосплавных инструментов, а карбид черный используется для шлифования материалов с низким пределом прочности, например чугуна, бронзы, латуни и других подобных материалов.
Карбид Бора (B4C) получают в процессе плавки борной кислоты и нефтяного кокса. По своей твердости он практически соответствует алмазу и изготавливается в виде порошков и паст. Предназначен для доводки твердосплавного инструмента и обработки твердых минералов – рубин, корунд, кварц.
Алмазы нормальной, повышенной и высокой прочности (в большинстве случаях искусственные) являются самыми твердыми материалами и обеспечивают самую высокую скорость обработки. Вследствие этого, именно их используют для высококачественной и производительной обработки твердых сплавов, твердых минералов, цветных металлов и их сплавов.
Кубический нитрид бора практически не уступает по своим свойствам алмазу, но применяется для обработки черных металлов или железосодержащих, потому как химически инертен к железу и углероду.
Свойства режущего инструмента станков ЧПУ
Металлокерамические твердые сплавы токарных резцов разделяются на три группы:
- вольфрамовые;
- титано-вольфрамовые;
- титано-тантало-вольфрамовые.
Режущий инструмент на основе вольфрамовых твердых сплавов предназначается для обработки чугуна, цветных металлов и их сплавов и неметаллических материалов. Для изготовления токарных резцов используются вольфрамовые твердые сплавы марок ВК2, ВКЗМ, BK4, BK6, BK6M, ВК8В. Буква “В” в каждой из этих марок означает карбид вольфрама, буква К — кобальт; цифра, стоящая в марке после буквы К — указывает количество (в процентах) содержащегося в данном сплаве кобальта. Остальное — карбид вольфрама. Таким образом, например, в сплаве марки ВК2 содержится 2% кобальта и 98% карбида вольфрама.
Буква М, приведенная в конце некоторых марок, означает, что данный сплав режущего инструмента мелкозернистый (величина зерен 0,5-1,5 мк). Буква В приписывается к марке сплава, если он крупнозернистый (величина зерен 3-5 мк).
Мелкозернистость сплава из которого состоит режущий инструмент сообщает ему износостойкость большую износостойкости нормального сплава данной марки, при меньшей прочности и сопротивляемости ударам, вибрациям и выкрашиванию. Крупнозернистость сплава режущего инструмента, наоборот, повышает его прочность и сопротивляемость ударам, вибрациям и выкрашиванию и понижает износостойкость сплава.
Благодаря свойствам режущего инструмента из титано-вольфрамовых твердых сплавов, его применяют для обработки всех видов сталей. При токарной обработке используются сплавы марок Т5К10, Т5К12В, Т14К8, Т15К6, Т30К4. В каждой из этих марок буква “Т” и поставленная за ней цифра указывают количество (в процентах) содержащегося в данном сплаве карбида титана, а цифра после буквы К — содержание (в процентах) кобальта. Остальное в данном сплаве карбид вольфрама. Таким образом, например, в сплаве марки Т5КЮ содержится 5% карбида титана, 10% кобальта и 85% карбида вольфрама.
Режущий инструмент из титано-тантало-вольфрамовых сплавов используется в особо тяжелых случаях обработки сталей. В ГОСТ введена лишь одна марка этого сплава, а именно ТТ7К12, содержание которого — 7% карбидов титана и тантала, 12% кобальта и 81% карбида вольфрама. Инструмент для станков из металлокерамических сплавов выпускается в виде сменных пластинок различных форм и размеров.
При определенных условиях, в качестве инструментального материала находят применение минералокерамические материалы, основной частью которых является окись алюминия. В состав режущего инструмента из этих материалов не входят относительно редкие элементы: вольфрам, титан, кобальт и др. Основное свойство режущего инструмента из металлокерамики это теплостойкость, этот показатель очень высокий и достигает 1200°С и более. В этом главное преимущество минералокерамических материалов в сравнении с твердыми сплавами, основными составляющими которых являются редкие и дорогие элементы и теплостойкость которых ниже. Недостатком минералокерамического сплава является его хрупкость. Поэтому он применяется при получистовой и чистовой обработке чугуна, стали и цветных сплавов. Минералокерамические материалы представляют из себя сменные пластины для резцов и фрез металлообрабатывающих станков
Для изготовления токарных резцов используются быстрорежущие стали марок Р18 и Р9. Основными элементами быстрорежущей стали марки Р18, наиболее широко применяемой для изготовления резцов, являются вольфрам (17,5-19%) и хром (3,8-4,4%), сообщающие режущему инструменту свойство самозакаливаемости и теплостойкости при нагревании примерно до 600°С. Углерод (0,70-0,80%), входящий в состав рассматриваемой стали, соединяясь с вольфрамом и хромом, повышает ее твердость. Кроме того, в быстрорежущей стали марки Р18 содержится небольшое количество (1,0-1,4%) ванадия.
В менее распространенной быстрорежущей стали марки Р9 содержится вольфрам (8,5-10,0%), хром (3,8-4,4%), углерод (0,85-0,95%), ванадий (2,0-2,6%) и другие не оказывающие существенного влияния элементы.
Кроме сталей Р18 и Р9 для изготовления токарных резцов используются быстрорежущие стали марок Р18Ф2, Р14Ф4, Р9Ф5, Р18К5Ф2, Р10К5Ф5 и Р9К9. Буква Р в этих марках обозначает вольфрам, буква Ф — ванадий, буква К — кобальт. Цифры, стоящие после букв, определяют содержание в данной стали этих элементов в процентах. Кроме характеризующих данные марки стали элементов, указанных в их обозначениях, эти стали содержат также углерод, хром, молибден и другие составляющие. Определить материал токарного резца, при отсутствии на нем маркировки, можно «по искре».
При затачивании резца по металлу из быстрорежущей стали образуется небольшое количество искр красного цвета, похожих на звездочки. Чем больше в стали вольфрама, тем темнее искры и тем их меньше.
Из углеродистых сталей для изготовления резцов применяются стали марок У12А и У10А. В этих марках буква У условно обозначает, что сталь углеродистая; следующие за ней цифры указывают среднее содержание углерода в десятых долях процента, а буква А также условно указывает, что сталь высококачественная. Таким образом, маркой У12А обозначается высококачественная углеродистая сталь со средним содержанием углерода 1,2%.
Кроме углерода, в этих сталях режущих инструментов содержится марганец, кремний, хром, никель, сера и фосфор.
При затачивании токарного резца из углеродистой стали образуется много желтых искр в виде прямых линий.
Свойства режущего инструмента из углеродистой стали следующие, при нагреве до 200°С резцы теряют стойкость и становятся негодными для дальнейшей работы. Поэтому в настоящее время они применяются очень редко и главным образом для обработки материалов мягких и средней твердости, при небольших скоростях резания.
Особенности режущего инструмента с многофункциональным покрытием для резания труднообрабатываемых материалов
Библиографическое описание:
Дачева, А. В. Особенности режущего инструмента с многофункциональным покрытием для резания труднообрабатываемых материалов / А. В. Дачева. — Текст : непосредственный // Технические науки: проблемы и перспективы : материалы I Междунар. науч. конф. (г. Санкт-Петербург, март 2011 г.). — Санкт-Петербург : Реноме, 2011. — С. 45-48. — URL: https://moluch.ru/conf/tech/archive/2/49/ (дата обращения: 14.04.2021).
- Приведены основные принципы разработки
оптимального состава твердого сплава и многофункционального покрытия
для резания труднообрабатываемых материалов, а также результаты
испытаний разработанных комплексов.
В современном мире все большее применение
находят новые конструкционные материалы с повышенными
эксплуатационными свойствами. Это напрямую связано с увеличением
требований к характеристикам конечных изделий, будь то авиационный
двигатель или протез сустава, находящийся в теле человека.
Несомненно, что требования к материалам в данном случае различны.
Где-то лимитирующим фактором будет теплостойкость, где-то
коррозионная стойкость, а где-то это инертность по отношению к
мышечным тканям человеческого тела. Однако и тот, и это материал
нужно обработать, прежде чем запустить его на следующий этап
жизненного цикла. В большинстве случаев по ряду причин (как
технологических, так и экономических) в качестве метода обработки
выбирается обработка резанием. В итоге встает задача разработки
твердого сплава оптимального состава и многофункционального покрытия
для повышения эффективности режущего инструмента при обработке
труднообрабатываемых материалов.
Какие материалы относятся к группе
труднообрабатываемых? Это жаропрочные, коррозионностойкие,
композиционные, порошковые, полимерных и др. Обработка этих
материалов требует совершенствования существующих технологических
процессов и создания новых инструментальных материалов. Типичные
представители группы труднообрабатываемых материалов (как стали, так
и сплавы) приведены в табл. 1, 2. Здесь же представлены
характеристики жаропрочности и теплостойкости данных материалов [1].
В качестве протезов часто используют титан и его сплавы, что
обусловлено относительной инертностью этих материалов к телу
человека. Титан и его сплавы обычно относят к материалам, имеющим
плохую обрабатываемость. Твердость титановых сплавов может
изменяться в широком диапазоне (НВ 1800-4000 МПа) [2].
Таблица 1
Свойства некоторых жаропрочных сталей и сплавов
|
Марка |
Кратковременная прочность, МПа |
Длительная прочность, МПа | |||
|
600°С |
700°С |
800°С |
600°С |
700°С | |
|
08Х18Н10Т
|
350
|
300
|
250
|
250
|
120
|
|
ХН77ТЮ
|
880
|
680
|
550
|
580
|
360
|
- Под влиянием теплофизических характеристик
скорости резания при обработке титановых сплавов должны быть
уменьшены примерно в 5 раз по сравнению с конструкционными сталями.
Отсутствие нароста и застойных явлений играет и отрицательную
роль. Она проявляется в неблагоприятной схеме износа режущего
лезвия — в деформации и округлении режущей кромки, в уменьшении
действительного переднего угла и, в конечном счете, вразрушении режущего лезвия.
Зачастую разрушение начинается с вершины инструмента.
Термическая обработка является одним из эффективных способов
улучшения обрабатываемости резанием труднообрабатываемых материалов,
в частности, титановых сплавов [2]. Вместе с тем при термической
обработке изменяется структура сплава, возможно снижение
эксплуатационных характеристик, что недопустимо в ответственных
узлах и механизмах. Данный способ повышения обрабатываемости не
универсален, применим в неответственных деталях, где изменение
структуры не окажет воздействия на весь узел в целом.
Процесс резания представляет собой комплекс
чрезвычайно сложных явлений, зависящих от физико-механических
свойств обрабатываемого материала, качества режущего инструмента,
условий резания, состояния станка, жесткости технологической
системы. При резании труднообрабатываемых материалов основной
негативный фактор – это высокая температура в зоне резания,
которая приводит к разупрочнению стандартных твердых сплавов, что
приводит к снижению стойкости режущего инструмента и вынужденному
снижению скорости резания. Понижение скорости резания влечет за
собой увеличение времени обработки, что сказывается на
производительности и себестоимости обработки в целом. Таким образом,
твердый сплав оказывается огромное влияние на процесс резания
труднообрабатываемых материалов.
В настоящее время примерно 400 фирм в мире
производят твердые сплавы. Менее 30 из них мощные современные с
объемом производства не менее 150 — 200 т/год производят
субмикронные твердые сплавы, различные по составу. Это Kermametal
Inc.
(США), Krupp
Widia
GmbH,
Hertel
Kermametal
AG
(Германия), Sandvik
Coromant
(Швеция), Tizit
AG
(Австрия), Exstra-met
(Швейцария). У каждой из перечисленных компаний до сих пор стоит
вопрос разработки оптимальных твердых сплавов для
труднообрабатываемых материалов, ведутся поисковые работы,
проводятся исследования.
В России к этому классу сплавов относятся
твердые сплавы мелкозернистые (марки ВКЗ-М, ВК6-М, ВК10-М),
особомелкозернистые (марки ВК6-ОМ, ВК10-ОМ, ВК10-ХОМ, ВК15-ХОМ) [3].
- Одним из перспективных направлений в
разработке твердых сплавов для обработки труднообрабатываемых
является использование высокопрочных связок повышенной
теплостойкости, содержащих, кроме кобальта, тугоплавкие металлы, не
взаимодействующие с углеродом с образованием устойчивых карбидов. И
конечно многофункциональное наноструктурированное покрытие особого
состава, выступающее в качестве промежуточной среды между
обрабатываемым и инструментальным материалами, и обладающее
комплексом свойств для выполнения основных своих функций [4].
Повышения теплостойкости связки твердого
сплава можно добиться легированием стандартной связки тугоплавким
металлом. В случае использования твердого сплава WC-Co
есть определенные требования к легирующему элементу. В качестве
легирующего элемента, наиболее подходящего по требованиям, взят
рений (Re).
В табл. 2 показаны основные свойства данного элемента.- Под влиянием теплофизических характеристик
Таблица 2
Некоторые металлы, применяемые в твердых
сплавах
|
Металл |
Группа |
Порядковый номер |
Атомный вес |
Тпл,
|
Удельный вес, г/см |
|
Хром Сг |
VI |
24 |
51,99 |
1890 |
7,19 |
|
Молибден Мо |
VI |
42 |
95,94 |
2622±10 |
10,3 |
|
Ванадий
|
V |
23 |
50,95 |
1720 |
5,8 |
|
Рений Re |
VII |
75 |
186,207 |
3180±20 |
21,03 |
- Рений обладает рядом уникальных свойств:
-
высокая температура плавления и рекристаллизации; -
высокий модуль упругости; -
не образует устойчивых карбидов; -
взаимодействует с кобальтом с образованием непрерывного ряда твердых
растворов.
- Также рений обладает очень хорошими
технологическими свойствами. При производстве твердых сплавов
большое значение имеет его способность непосредственно не
реагировать с азотом и водородом [6].
В результате исследований был получен сплавы
группы ВРК: ВРК-15 и ВРК-13, разработанный специально под нанесение
износостойкого покрытия специального состава, что в комплексе
увеличивает основные характеристики режущего инструмента.- В мировой практике производства режущего
инструмента разрабатываются составы износостойких покрытий на основе
композиционно-многослойного принципа [5]. Данный сплав ВРК-13
используется в качестве основы для нанесения на него
наноструктурированного износостойкого покрытия. При разработке
комбинации и состава слоев покрытия пользовались следующими
положениями [5]:
-
Слой, непосредственно примыкающий к
инструментальному материалу, должен обеспечивать прочную связь
покрытия с рабочими поверхностями инструмента. Поэтому
кристаллохимическое строение этого слоя и инструментального
материала должно быть идентично, в этом случае обеспечивается
хорошая адгезия покрытия и инструментального материала. -
Слой, непосредственно контактирующий с
обрабатываемым материалом, должен максимально отличаться по
кристаллохимическому строению от соответствующего строения
обрабатываемого материала. -
Слои, находящиеся между перечисленными выше,
обеспечивают адгезионную связь этих слоев. Кроме этого эти
промежуточные слои могут обладать барьерными функциями, т.е.,
например, увеличивать или снижать термодинамическую устойчивость
покрытия или его теплопроводность.
- За основу износостойкого комплекса взят
твердый сплав ВРК-13 ввиду более высокой прочности при изгибе по
сравнению со сплавом ВРК-15. На этот субстрат был нанесен слой
покрытия Zr-ZrN-(Zr,Cr)N
методом КИБ.- На рис. 1 приводятся результаты испытания режущих свойств
твердых сплавов (пластины SNUN-120412)
при точении стали 50Г. Основные режимы обработки: скорость резания
V=180 м/мин, глубина резания t=0,5
мм, подача S=0,15 мм/об. - На рис. 1 приводятся результаты испытания режущих свойств
Рисунок 1. График зависимости
износа по задней поверхности hз
от времени
резания T
пластин из твердого сплава ВРК-13 без покрытия и с
наноструктурированным покрытием Zr-ZrN-(Zr,Cr)N
-
- По результатам испытаний можно сделать
вывод: лучший результат при точении жаропрочных сплавов обеспечивали
резцы, оснащенные пластинами ВРК-13 с композиционно-многослойным
покрытием Zr-ZrN-(Zr,Cr)N,
которые в 2 раза превосходили стойкость контрольных пластин ВРК-13
без покрытия.- Литература:
- По результатам испытаний можно сделать
- Гуляев А.П. Металловедение. Учебник для вузов. М.: Металлургия,
1986. 544 с. -
Кривоухов В.А., Чубаров
А.Д. Обработка резанием титановых сплавов — М.: -
Машиностроение, 1970. -
180 с. -
Васин С.А., Верещака А.С., Кушнер В.С. Резание материалов:
Термомеханический подход к системе взаимосвязей при резании: Учеб.
для техн. вузов. – М.: Изд-во МГТУ им. Баумана, 2001. –
448 с. -
Верещака А.С. Работоспособность режущего инструмента с износостойким
покрытием – М.; Машиностроение,1993.С.368. - Верещака А.С. Некоторые методологические принципы создания
функциональных покрытий для режущих инструментов. В кн. «Современные
технологии в машиностроении, — Харьков: НТУ «ХПИ»,2007.
С. 210-231. - Исследование структуры и свойств твердых сплавов на основе
карбида вольфрама со связкой, содержащей рений, испытания сплавов в
производственных условиях (Отчет), тема №19-76-044, ВНИИТС, Чапорова
И.Н., Кудрявцева Н.А., Москва, 1979.
Основные термины (генерируются автоматически): твердый сплав, сплав, материал, режущий инструмент, инструментальный материал, обрабатываемый материал, кристаллохимическое строение, многофункциональное покрытие, оптимальный состав, термическая обработка.
Похожие статьи
Покрытие для режущего инструмента | Статья в журнале…
Особенности режущего инструмента с многофункциональным покрытием для резания. В России к этому классу сплавов относятся твердые сплавы мелкозернистые (марки ВКЗ-М, ВК6-М, ВК10-М).
Повышение усталостной выносливости вибрирующих элементов…
твердый сплав, сплав, режущий инструмент, материал, инструментальный материал, обрабатываемый материал, кристаллохимическое строение, многофункциональное покрытие, оптимальный состав, термическая обработка.
Применение
режущих инструментов из синтетических…
Режущий инструмент из кубического нитрида бора выводит обработку закаленных материалов на новый уровень [6,7]. Основные преимущества обработки закаленных материалов инструментом из КНБ
Развитие направления модификации поверхности. Экономическая…
твердый сплав, сплав, режущий инструмент, материал, инструментальный материал, обрабатываемый материал, кристаллохимическое строение, многофункциональное покрытие, оптимальный состав…
Создание твердосплавного
инструмента сверхскоростным…
Современные твердые сплавы являются основным инструментальным материалом
Покрытие для режущего инструмента | Статья в журнале…
Режущий инструмент из кубического нитрида бора выводит обработку закаленных материалов на новый уровень [6,7].
Оптимальная обработка изделий из композиционных материалов
«Молодой. Скорость резания при обработке материалов инструментом из КНБ.
Технология плазменной обработки режущего инструмента. А при выполнении комплекса упрочнений по режимам, включая финишный объемный отпуск, разрушение резца значительно замедляется.
Основы проектирования
инструмента для методов обработки без…
твердый сплав, сплав, режущий инструмент, материал, инструментальный материал, обрабатываемый материал.
Изучение процесса ударного резания
материалов для выбора…
Оптимальная обработка изделий из композиционных материалов.
Особенности режущего инструмента с многофункциональным покрытием для резания труднообрабатываемых материалов.
Теоретические основы повышения стойкости
режущего…
Применение износостойких покрытий и новых инструментальных материалов повышает стойкость инструмента в два и более раз, что положительно сказывается на производительности и себестоимости лезвийной обработки.
5 Типы режущих инструментов Материалы станков
Существует пять основных материалов, которые обычно используются для изготовления режущих инструментов на станках.
Давайте проанализируем, почему инструменты, сделанные из следующих пяти материалов, прорезали железо так, как будто это была грязь.
Быстрорежущая сталь — это инструментальная сталь с высокой твердостью, высокой износостойкостью и высокой термостойкостью за счет добавления большего количества легирующих элементов, таких как вольфрам, молибден, хром и ванадий.
Также известна как быстрорежущая инструментальная сталь или передняя сталь, широко известная как белая сталь.
Таким образом, он в основном используется для изготовления сложных легких режущих и ударопрочных металлорежущих инструментов.
Процесс производства инструментов из быстрорежущей стали прост и легко заточен до острых режущих инструментов.
Таким образом, несмотря на появление различных новых инструментальных материалов, инструменты из быстрорежущей стали по-прежнему составляют значительную долю в металлообработке.
Цементированный c арбид
Цементированный карбид представляет собой сплав, изготовленный из твердых соединений тугоплавких металлов и связанных металлов с помощью методов металлургиче- ской обработки методом P / M.
Потому что он обладает рядом превосходных свойств, таких как высокая твердость, износостойкость, хорошая прочность и ударная вязкость, термостойкость и коррозионная стойкость.
В частности, его высокая твердость и износостойкость практически не меняются даже при температуре 500 ° C, и он по-прежнему имеет высокую твердость при 1000 ° C.
Таким образом, режущая способность твердого сплава намного выше, чем у быстрорежущей стали, а долговечность инструмента может быть увеличена в несколько или десятки раз.
При одинаковой прочности скорость резания можно увеличить в 4-10 раз.
Твердый сплав широко используется в качестве инструментального материала, а также для резки труднообрабатываемых материалов, таких как жаропрочная сталь, нержавеющая сталь, сталь с высоким содержанием марганца, а также инструментальная сталь.
Алмаз
Алмаз в настоящее время является самым твердым веществом с лучшей теплопроводностью среди известных минеральных материалов.
Износ от трения с различными металлическими и неметаллическими материалами составляет всего 1 / 50–1 / 800 твердого сплава, который является наиболее идеальным материалом для режущих инструментов.
Однако инструменты в основном изготавливаются из искусственного монокристаллического алмаза.
Режущая кромка алмазного инструмента очень острая (это важно для стружки с очень маленькими участками).
Шероховатость режущей кромки очень мала, а коэффициент трения низкий.
Получение сколов при резке непросто, поэтому качество обрабатываемой поверхности может быть высоким.
Существует три типа алмазных режущих инструментов: инструменты из природного монокристалла алмаза, инструменты из твердого синтетического монокристалла алмаза и инструменты из алмазного компаунда.
Инструменты из натуральных алмазов редко используются в реальном производстве из-за высокой стоимости.
Кубический нитрид бора
Это новый тип искусственно синтезированного материала, разработанный в 1950-х годах, который спекается с помощью кубиков CBN и небольшого количества связующего (Co.Ni или TiC 、 TiN 、 A1203) при высокой температуре и высоком давлении, а также под воздействием катализатора.
Он имеет высокую твердость, хорошую стойкость к истиранию, отличную химическую стабильность, гораздо более высокую термическую стабильность, чем алмазные инструменты.
Не вступает в реакцию с металлами группы железа при 1200-1300 ° C и может использоваться для обработки стали.
Таким образом, режущие инструменты из PCBW в основном используются для эффективной обработки и обработки труднообрабатываемых материалов и имеют широкий спектр применения в обрабатывающей промышленности.
Керамика
Основными преимуществами керамических инструментальных материалов являются: высокая твердость и стойкость к истиранию, минимальное снижение прочности на изгиб и сопротивление изгибу при высоких температурах.
Керамика обладает высокой химической стабильностью, низким сродством к металлам и хорошей стойкостью к окислению при высоких температурах.
Не взаимодействует со сталью даже при температурах плавления.
Следовательно, инструмент имеет меньший адгезионный, диффузионный и окислительный износ; у него более низкий коэффициент трения, меньше вероятность прилипания стружки к режущим инструментам, и из нее трудно производить сколы.
Но недостатками керамических инструментов являются: высокая хрупкость, низкая прочность и ударная вязкость, а также более низкая прочность на изгиб, чем у твердосплавных материалов.
Заключение
Эти пять материалов в основном обладают характеристиками высокой твердости, высокой износостойкости, высокой термостойкости и так далее.
Проверьте это
Применение режущего инструмента, Глава 1: Материалы режущего инструмента
В современной металлообрабатывающей промышленности в качестве режущего инструмента используются многие типы инструментальных материалов, от высокоуглеродистой стали до керамики и алмазов. Важно знать, что существуют различия между материалами инструмента, каковы эти различия и правильное применение для каждого типа материала.
Различные производители инструментов присваивают своей продукции множество наименований и номеров. Хотя многие из этих названий и номеров могут показаться похожими, применение этих инструментальных материалов может быть совершенно другим. В большинстве случаев производители инструментов предоставляют инструменты, изготовленные из подходящего материала для каждого конкретного случая применения. В некоторых конкретных областях применения будет оправдана более высокая или более высокая цена материала.
Это не означает, что самый дорогой инструмент всегда лучший инструмент.Пользователи режущего инструмента не могут позволить себе игнорировать постоянные изменения и улучшения, которые происходят в области технологии инструментальных материалов. Когда требуется или ожидается смена инструмента, перед выбором инструмента для работы следует провести сравнение производительности. Оптимальный инструмент не обязательно является наименее дорогим или самым дорогим, и это не всегда тот же инструмент, который использовался для работы в последний раз. Лучший инструмент — это тот, который был тщательно выбран для быстрого, эффективного и экономичного выполнения работы.
Режущий инструмент должен обладать следующими характеристиками, чтобы изготавливать детали хорошего качества и экономичности:
Твердость — жгут и прочность режущего инструмента должны поддерживаться при повышенных температурах, также называемых жаропрочностью (Рисунок 1.1)
Прочность — прочность режущего инструмента необходима для того, чтобы инструменты не выкрашивались и не ломались, особенно во время прерывистых операций резания.
Износостойкость — износостойкость означает достижение приемлемого срока службы инструмента до его замены.
Материалы, из которых изготовлены режущие инструменты, отличаются твердостью и прочностью. Существует широкий спектр инструментальных материалов, доступных для операций механической обработки, и здесь представляет интерес общая классификация и использование этих материалов.
Инструментальные стали и литые сплавы
Обычная углеродистая инструментальная сталь — самый старый из инструментальных материалов, созданный сотни лет назад. Проще говоря, это высокоуглеродистая сталь, которая содержит около 1,05% углерода.Такое высокое содержание углерода позволяет упрочнять сталь, обеспечивая большую устойчивость к абразивному износу. Обычная высокоуглеродистая сталь хорошо служила своему назначению в течение многих лет. Однако, поскольку он быстро закаляется (размягчается) при относительно низких температурах резания (от 300 до 500 ° F), в настоящее время он редко используется в качестве материала для режущего инструмента, за исключением напильников, пильных полотен, долот и т. Д. Использование простого высокоуглеродистого материала. сталь ограничивается низкотемпературными применениями.
Быстрорежущая инструментальная сталь. Потребность в инструментальных материалах, которые могли бы выдерживать повышенные скорости резания и температуры, привела к разработке быстрорежущих инструментальных сталей (HSS).Основное различие между HSS и простой высокоуглеродистой сталью заключается в добавлении легирующих элементов для упрочнения и упрочнения стали, а также повышения ее устойчивости к нагреванию (высокая твердость).
Некоторыми из наиболее часто используемых легирующих элементов являются марганец, хром, вольфрам, ванадий, молибден, кобальт и ниобий. Хотя каждый из этих элементов будет добавлять определенные конкретные желательные характеристики, в целом можно сказать, что они добавляют HSS способность к глубокой закалке, высокую жаропрочность, устойчивость к абразивному износу и прочность.Эти характеристики обеспечивают относительно более высокие скорости обработки и улучшенные характеристики по сравнению с простой высокоуглеродистой сталью.
Наиболее распространенные быстрорежущие стали, используемые в основном в качестве режущих инструментов, делятся на серии M и T. Серия M представляет собой инструментальные стали молибденового типа, а серия T представляет собой вольфрам. Хотя кажется, что среди этих HSS много подобных, каждый из них служит определенной цели и предлагает значительные преимущества в своем специальном применении.
Важно помнить, что ни один из легирующих элементов для любой из серий HSS отсутствует в изобилии, и стоимость этих элементов стремительно растет.Кроме того, производители США должны полагаться на зарубежные страны в поставках этих очень важных элементов.
Некоторые из HSS теперь доступны в виде порошка металла (PM). Разница между порошкообразными и обычными металлами заключается в способе их изготовления. Большая часть обычной HSS разливается в слиток, а затем в горячем или холодном состоянии обрабатывается до желаемой формы. Порошковый металл именно такой, как указывает его название. В основном те же элементы, которые используются в обычной быстрорежущей стали, получают в виде очень мелкого порошка.Эти порошкообразные элементы тщательно смешиваются друг с другом, прессуются в матрицу под чрезвычайно высоким давлением, а затем спекаются в печи с контролируемым атмосферным давлением. (Метод производства режущих инструментов PM объясняется далее в этой главе.)
Обработка поверхности из быстрорежущей стали. Многие способы обработки поверхности были разработаны в попытке продлить срок службы инструмента, снизить энергопотребление и контролировать другие факторы, влияющие на условия эксплуатации и затраты. Некоторые из этих методов лечения использовались в течение многих лет и доказали свою ценность.Например, черные оксидные покрытия, которые обычно появляются на сверлах и метчиках, представляют ценность как средство, препятствующее образованию отложений на инструменте. Черный оксид — это в основном «грязная» поверхность, которая препятствует накоплению рабочего материала.
Одним из последних достижений в области покрытий для HHS является нитрид титана методом физического осаждения из паровой фазы (PVD). Нитрид титана наносится на поверхность инструмента в печи одного из нескольких различных типов при относительно низкой температуре, что не оказывает значительного влияния на термическую обработку (твердость) инструмента, на который наносится покрытие.Известно, что это покрытие значительно продлевает срок службы режущего инструмента или позволяет использовать инструмент на более высоких рабочих скоростях. Срок службы инструмента может быть увеличен до трех раз, а рабочие скорости могут быть увеличены до 50%.
Литые сплавы. Легирующие элементы в HSS — в основном кобальт, хром и вольфрам — значительно улучшают режущие свойства, поэтому исследователи-металлурги разработали литые сплавы, семейство материалов без железа.
Типичный состав для этого класса: 45% кобальта, 32% хрома, 21% вольфрама и 2% углерода.Целью было получение режущего инструмента с горячей твердостью, превышающей HSS.
При использовании инструментов из литых сплавов следует учитывать их хрупкость и всегда обеспечивать достаточную опору. Литые сплавы обеспечивают высокую стойкость к истиранию и, таким образом, полезны для резки чешуйчатых материалов или материалов с твердыми включениями.
цементированный карбид вольфрама
Анри Муассан открыл карбид вольфрама в 1893 году во время поиска метода изготовления искусственных алмазов.Загрузив сахар и оксид вольфрама, он расплавил субкарбид вольфрама в дуговой печи. Углекислый сахар уменьшил оксид и науглерожил вольфрам. Муассан зафиксировал, что карбид вольфрама был чрезвычайно твердым, приближаясь к твердости алмаза и превышая твердость сапфира. Он был более чем в 16 раз тяжелее воды. Материал оказался чрезвычайно хрупким и серьезно ограничил его промышленное использование.
Коммерческий карбид вольфрама с 6% кобальтовой связкой был впервые произведен и продан в Германии в 1926 году.Производство того же карбида началось в США в 1928 году и в Канаде в 1930 году.
В то время твердые карбиды состояли из основной системы карбида вольфрама с кобальтовыми связующими. Эти карбиды показали превосходные характеристики при обработке чугуна, цветных и неметаллических материалов, но разочаровались при использовании для обработки стали.
Большинство последующих разработок твердых карбидов были модификациями исходных патентов, в основном включающими замену части или всего карбида вольфрама другими карбидами, особенно карбидом титана и / или карбидом тантала.Это привело к разработке современных материалов для режущего инструмента с несколькими твердыми сплавами, позволяющих производить высокоскоростную обработку стали.
Новое явление было введено с разработкой цементированных карбидов, снова сделав возможным более высокие скорости. Предыдущие материалы режущего инструмента, продукты расплавленной металлургии, в значительной степени зависели от термической обработки для их свойств, и эти свойства, в свою очередь, могли быть разрушены дальнейшими температурами нагрева, эти продукты расплавленной металлургии не выдержали.
Для цементированных карбидов существуют другие условия. Твердость карбида выше, чем у большинства других инструментальных материалов при комнатной температуре, и он обладает способностью в большей степени сохранять свою твердость при повышенных температурах, так что более высокие скорости могут быть адекватно поддержаны.
Производство карбидных изделий
Термин «карбид вольфрама» описывает обширное семейство твердых карбидных композиций, используемых для металлорежущих инструментов, штампов различных типов и быстроизнашивающихся деталей.Как правило, эти материалы состоят из карбидов вольфрама, титана, тантала или некоторой их комбинации, спеченных или цементированных в матричном связующем, обычно кобальте.
Смешивание. Первой операцией после восстановления порошка металлического вольфрама является измельчение вольфрама и углерода перед операцией науглероживания. Здесь 94 части по весу вольфрама и шесть частей по весу углерода, обычно добавляемые в виде сажи, смешиваются во вращающемся смесителе или шаровой мельнице.Эта операция должна выполняться в тщательно контролируемых условиях, чтобы обеспечить оптимальное диспергирование углерода в вольфраме. Оборудование для смешения карбидов, более известное как шаровая мельница, показано на рисунке 1.2.
Для обеспечения необходимой прочности связующий агент, обычно кобальт, добавляется к вольфраму в виде порошка, и эти два вещества измельчаются вместе в шаровой мельнице в течение нескольких дней для образования очень однородной смеси. Для получения однородного однородного продукта необходимо тщательно контролировать условия, включая время.(См. Рисунок 1.3)
Уплотнение. Наиболее распространенный метод уплотнения сортовых порошков заключается в использовании штампа, придающего форму конечному желаемому продукту. Размер матрицы должен быть больше, чем размер конечного продукта, чтобы учесть размерную усадку, которая имеет место при окончательной операции спекания. Эти матрицы дорогие и обычно изготавливаются с гильзами из карбида вольфрама. Следовательно, требуется достаточное количество конечного продукта (прессовок), чтобы оправдать затраты, связанные с изготовлением конкретной матрицы.Оборудование для прессования карбида, более известное как пресс для таблеток, показано на рисунке 1.4, а различные детали из карбида, прессованные в форме таблеток, показаны на рисунке 1.5.
Если количество невелико, можно прессовать брикет или заготовку большего размера. Эта заготовка затем может быть разрезана (обычно после предварительного спекания) на более мелкие части и сформирована или предварительно сформирована до требуемой конфигурации, и, опять же, необходимо сделать припуск на усадку. Обычно давление, используемое в этих операциях холодного прессования, составляет около 30 000 фунтов на квадратный дюйм.На рис. 1.6 показаны различные предварительно отформованные детали из карбида.
Второй метод прессования — горячее прессование качественных порошков в графитовых фильерах при температуре спекания. После охлаждения деталь приобрела полную твердость. Поскольку графитовые матрицы являются одноразовыми, эта система обычно используется только в том случае, если изготавливаемая деталь слишком велика для холодного прессования и спекания.
Третий метод уплотнения, обычно используемый для больших деталей, — это изостатическое прессование. Порошки помещают в закрытый гибкий контейнер, который затем суспендируют в жидкости в закрытом сосуде под давлением.Давление в жидкости повышается до точки, при которой порошки должным образом уплотняются. Эта система выгодна для прессования больших деталей, потому что давление, действующее на порошки, действует одинаково со всех сторон, в результате чего получается прессованный пресс с однородной плотностью.
Спекание. Кобальтовый брикет нагревают в атмосфере водорода или в вакуумной печи при температурах от 2500 до 2900 ° F, в зависимости от состава. И время, и температура тщательно регулируются в сочетании, чтобы обеспечить оптимальный контроль над свойствами и геометрией.Компактная форма сжимается примерно на 16% по линейным размерам или на 40% по объему. Точная величина усадки зависит от нескольких факторов, включая размер частиц порошка и состав марки. Контроль размера и формы является наиболее важным и наименее предсказуемым во время цикла охлаждения. Это особенно верно для марок цементированных карбидов с более высоким содержанием кобальта.
Поскольку кобальт имеет меньшую плотность, чем вольфрам, он занимает большую часть объема, чем указано в расчетном содержании кобальта в данной марке.И поскольку содержание кобальта в жидкой фазе обычно составляет гораздо больший процент от массы, требуется особая осторожность для контроля и прогнозирования с точностью величины и направления усадки. На рис. 1.7 показаны детали из карбида, загружаемые в печь для спекания, а более подробная схематическая диаграмма процесса производства цементированного карбида вольфрама показана на рис. 1.8.
Классификация твердосплавных инструментов
Изделия из твердого сплава подразделяются на три основные категории:
• Степени износа , используется в основном в штампах, направляющих для станков и инструментов, а также в повседневных предметах, таких как направляющие лески на удилищах и катушках. .Используется везде, где требуется хорошая износостойкость.
• Impact Grades, также используется для штампов, особенно для штамповки и формовки, а также в таких инструментах, как головки горного сверла.
• Марки режущего инструмента, Марки режущего инструмента из твердых сплавов делятся на две группы, в зависимости от их основного применения. Если карбид предназначен для использования в чугуне, который не является пластичным материалом, его классифицируют как карбид чугуна. Если он будет использоваться для резки стали, пластичного материала, его классифицируют как твердый сплав.
Карбиды чугуна должны быть более стойкими к абразивному износу. Карбиды стали требуют большей устойчивости к образованию кратеров и нагреванию. Характеристики износа инструмента для разных металлов различны, поэтому требуются разные свойства инструмента. Высокая абразивность чугуна вызывает главным образом износ кромок инструмента. Причиной является длинная стружка, которая течет по инструменту при обычно более высоких скоростях резания.
Джордж Шнайдер-младший является автором Cutting Tool Applications, справочника по материалам, принципам и конструкциям станков.Он является почетным профессором инженерных технологий Технологического университета Лоуренса и бывшим председателем Детройтского отделения Общества инженеров-технологов.
Материалы различных типов режущих инструментов и их свойства
Существует множество способов резки, выполняемых в разных условиях. В таких условиях наряду с общими требованиями к режущему инструменту им необходимы некоторые уникальные свойства. Для достижения этих свойств режущие инструменты изготавливаются из разных материалов.Выбор материала для конкретного применения зависит от обрабатываемого материала, типа обработки, количества и качества продукции.
По используемому материалу инструменты классифицируются на
- Углеродистая инструментальная сталь
- Инструмент из быстрорежущей стали (HSS)
- Твердый сплав
- Инструмент для керамики
- Инструмент для кубического нитрида бора (CBN)
- Инструмент алмазный
Углеродистая инструментальная сталь
Углеродистая инструментальная сталь — один из недорогих металлорежущих инструментов, используемых для низкоскоростной обработки.Этот режущий инструмент из простой углеродистой стали имеет состав 0,6-1,5% углерода и очень небольшое количество (менее 0,5%) Mn, Si. Другие металлы, такие как Cr, V, добавляются для изменения твердости и размера зерна. Высокоуглеродистые стали устойчивы к истиранию и сохраняют остроту режущей кромки. Углеродистые инструментальные стали обладают хорошей обрабатываемостью . Этот материал быстро теряет твердость при температуре около 250 ° C. Поэтому его нельзя использовать при высоких температурах. Он не является предпочтительным в современной механической обработке.
Инструмент из углеродистой стали используется в спиральных сверлах, фрезерных инструментах, токарных и формовочных инструментах, используется для обработки мягких материалов, таких как латунь, алюминий, магний и т. Д.
Температура — 450 ° C
Твердость — до HRC 65
Быстрорежущая сталь (HSS)
Это высокоуглеродистая сталь со значительным количеством легирующих элементов, таких как вольфрам, молибден, хром и т. Д., Для улучшения прокаливаемости, ударной вязкости и износостойкости. Это дает более высокую скорость съема металла. Теряет твердость при умеренной температуре около 650 ° C.Поэтому для увеличения стойкости инструмента следует использовать охлаждающую жидкость. Его можно использовать многократно за счет переточки. Некоторая обработка поверхности сделана на HSS, чтобы улучшить ее свойства.
Чтобы узнать о влиянии легирующего материала на сталь, щелкните здесь
Обработка поверхности, используемая в HSS
Суперфинишная обработка — Уменьшение трения
Азотирование — Повышение износостойкости
Гальваническое покрытие хрома — Уменьшение трения
Окисление — Уменьшение трения
Высокий- Инструменты из быстрорежущей стали используются в сверлах, фрезах , , токарных одноточечных инструментах, протяжках.
Диапазон скорости резания — 30-50 м / мин
Температура — 650 ° C
Твердость — до HRC 67
Тип T — Тип с преобладанием вольфрама
Тип M — Тип с преобладанием молибдена
Инструмент из твердого сплава и металлокерамика
| Твердосплавное сверло |
Режущий инструмент из твердого сплава изготавливается методом порошковой металлургии. Он состоит из вольфрама, тантала и карбида титана с кобальтом в качестве связующего (когда связующим является никель или молибден, его называют керметом).Инструменты из цементированного карбида чрезвычайно твердые; они могут выдерживать очень высокоскоростную резку. Твердосплавный инструмент не теряет твердости до 1000 ° C. Инструмент с высоким содержанием кобальта используется для черновой обработки, а инструмент с низким содержанием кобальта — для чистовых операций.
Диапазон скоростей резания — 60-200 м / мин
Температура — 1000 ° C
Твердость — до HRC 90
Керамика
Наиболее распространенными керамическими материалами являются оксид алюминия и нитрид кремния. Порошок керамического материала уплотнен в форме вставки, затем спечен при высокой температуре.Керамические инструменты химически инертны и обладают устойчивостью к коррозии. У них высокая прочность на сжатие. Они стабильны до температуры 1800 ° C. Они в десять раз быстрее, чем HSS. Трение между торцом инструмента и стружкой очень низкое и обладает низкой теплопроводностью, обычно охлаждающая жидкость не требуется. Они обеспечивают превосходную отделку поверхности.
Скорость резания 300-600 м / мин
Температура — 1200 ° C
Твердость — до HRC 93
Кубический нитрид бора (CBN)
Это второй по твердости материал после алмаза.Обычно они используются в ручных станках. Они обладают высокой устойчивостью к истиранию и используются в качестве абразива в шлифовальных кругах. Не рекомендуется использовать острые края.
Скорость 600-800 м / мин
Твердость — выше HRC 95
Бриллиант
Это самый твердый из известных материалов, к тому же он дорогой. Обладает очень высокой теплопроводностью и температурой плавления. Diamond предлагает отличную стойкость к истиранию, низкий коэффициент трения и низкое тепловое расширение. Он используется для обработки очень твердых материалов, таких как карбиды, нитриды, стекло и т. Д.Алмазные инструменты обеспечивают хорошее качество поверхности и точность размеров. Они не рекомендуются для обработки стали.
| Горячая твердость материала режущего инструмента |
5 основных типов режущего инструмента свойства материалов | автор: Рита Сонг
Существует множество способов резки, выполняемых в разных условиях. В этом случае и в соответствии с общими требованиями к режущим инструментам им требуются некоторые уникальные свойства.Для достижения этой производительности режущие инструменты изготавливаются из разных материалов. Выбор материала для конкретного применения зависит от обрабатываемого материала, типа обработки, количества и качества продукции.
В зависимости от используемых материалов инструменты делятся на следующие:
1. Углеродистая инструментальная сталь, один из наиболее распространенных материалов для режущих инструментов.
Углеродистая инструментальная сталь. Углеродистая инструментальная сталь — один из самых дешевых используемых металлорежущих инструментов. для низкоскоростных операций механической обработки.Эти обычные режущие инструменты из углеродистой стали имеют содержание углерода 0,6–1,5% и очень небольшое количество (менее 0,5%) Mn, Si. Добавьте другие металлы (например, Cr, V), чтобы изменить твердость и размер зерна. Высокоуглеродистая сталь обладает износостойкостью и может сохранять острую режущую кромку. Углеродистая инструментальная сталь обладает хорошей обрабатываемостью. Материал быстро теряет твердость при температуре около 250 ° C. Поэтому его нельзя использовать при высоких температурах. Это не популярно в современных операциях механической обработки.
Инструменты из углеродистой стали можно использовать для спиральных сверл, фрез, токарных и формовочных инструментов, а также для обработки мягких материалов, таких как латунь, алюминий и магний.
Температура-450 ° C
Твердость-Макс HRC 65
Углеродистую инструментальную сталь можно условно разделить на две категории: сталь, закаленная в воде и сталь, закаленная в масле.
Чем выше содержание углерода, тем выше износостойкость инструмента. Фактически, при нагревании закаленного инструмента из обычной углеродистой стали с закаленной мартенситной структурой более мелкие частицы цементита будут растворяться, и соответствующее количество цементита будет выпадать в осадок на более крупных частицах, пока эти частицы соседний углерод успевает переместиться на место. .
Конечным результатом является то, что меньшее количество более крупных частиц карбида диспергировано в ферритной матрице, поэтому структура становится более мягкой. В быстрорежущей стали эту проблему можно решить, добавив вольфрам и молибден в сочетании с карбидом железа с образованием сложных карбидов.
2. Инструмент из быстрорежущей стали (HSS), другой тип материалов для режущего инструмента
Это высокоуглеродистая сталь с большим количеством легирующих элементов, таких как вольфрам, молибден, хром и т. Д., которые могут улучшить прокаливаемость, ударную вязкость и износостойкость. У него более высокая скорость съема металла. Он теряет твердость при умеренной температуре около 650 ° C. Поэтому для продления срока службы инструмента следует использовать СОЖ. Его можно использовать много раз, затачивая его. Поверхность HSS подверглась некоторой обработке для улучшения характеристик.
В первой категории наиболее распространенным типом быстрорежущей стали является инструментальная сталь 18–4–1, которая является типичным представителем быстрорежущей стали с высоким содержанием вольфрама.18–4–1 указывает, что инструментальная сталь содержит 18 частей вольфрама, 4 части хрома и 1 часть ванадия.
Во время Первой мировой войны, столкнувшись с нехваткой вольфрама и осознав, что вольфрам и молибден ведут себя примерно одинаково, они попытались заменить вольфрам молибденом. Таким образом, два других УСЗ были созданы в первой категории. Можно отметить, что по весу молибден составляет лишь половину от вольфрама для достижения того же эффекта.
Ниже приводится состав трех первоклассных популярных быстрорежущих сталей:
Все сплавы в приведенной выше таблице содержат приблизительно 0.025% примесей серы и 0,25% марганца. Марганец соединяется с серой и образует сульфид марганца, предотвращая охрупчивание.
Иногда кобальт (в соотношении 4, 8 или 12%) добавляют к любому из этих трех типов быстрорежущей стали. Если его добавить, это приведет к увеличению термической твердости стали, даже превышающей 18–4–1.
Три элемента — вольфрам, молибден и кобальт — все способствуют высокой термической твердости. Первые два достигаются за счет образования сложных карбидов.Кобальт образует сплав в виде твердого раствора в ферритной матрице, тем самым повышая температуру рекристаллизации, поэтому материал может сохранять твердость, полученную деформационным упрочнением при более высокой температуре. .
Замечательные преимущества инструментов из быстрорежущей стали, содержащих кобальт, особенно при резке с высокой шероховатостью, обусловлены их тенденцией к затвердеванию на поверхности при трении или царапинах.
Ванадий в быстрорежущей стали образует очень твердые карбиды (карбид железа-ванадия — самый твердый компонент в быстрорежущей стали), поэтому он может улучшить износостойкость инструмента при всех рабочих температурах.Ванадий также помогает подавить рост зерен при высоких температурах, необходимых для термообработки.
По указанным выше причинам повышенное содержание ванадия в инструментах используется для обработки высокоабразивных материалов, таких как высокоуглеродистая высокохромистая штамповая сталь с хромом и ванадием в качестве основных компонентов. Это самые идеальные инструменты для обработки высокоабразивных материалов.
3. Твердосплавный Керамический инструмент, немного меньше материалов для режущего инструмента
Твердосплавный инструмент изготавливается методом порошковой металлургии.Он состоит из вольфрама, тантала, карбида титана и кобальта в качестве связующих (когда связующим является никель или молибден, его называют керметом). Инструменты из цементированного карбида очень твердые. Они могут выдерживать очень высокие скорости резания. Инструменты из цементированного карбида не теряют твердость при температуре ниже 1000 ° C. Инструменты с высоким содержанием кобальта используются для черновой обработки, а инструменты с низким содержанием кобальта — для чистовой обработки.
Диапазон скоростей резания -60–200 м / мин
Температура-1000 ° C
Твердость — до HRC 90
Хотя давно было обнаружено, что карбид вольфрама является очень твердым материалом, но возникли трудности с соединением мелких кристаллов карбидов вольфрама в насадки путем спекания (продолжительное нагревание сжатого материала чуть ниже точки плавления), поскольку требуемая температура была настолько высокой, что материал разложился.
Таким образом, цементированный карбид является типичным продуктом порошковой металлургии. Твердые сплавы очень эффективны при обработке чугуна и некоторых абразивных цветных сплавов, но как таковые не подходят для резки стали, поскольку на поверхности инструмента образуются кратеры от износа.
Твердый сплав имеет высокую твердость в широком диапазоне температур. По сравнению со сталью степень теплового расширения невелика, а относительно высокая теплопроводность позволяет легко формировать сварные швы под давлением при низких скоростях резания.Однако их коэффициент натяжения относительно невелик. Их высокая твердость при высоких температурах позволяет использовать их при более высоких скоростях резания (низкоуглеродистая сталь 3–4 м / сек).
Эти исключительные свойства цементированного карбида требуют особого внимания при разработке инструментов из цементированного карбида. Поскольку цементированные карбиды обладают высокой жесткостью, они должны хорошо опираться на ручки достаточной толщины. Инструмент должен быть пропорциональным, чтобы растягивающее напряжение оставалось небольшим.
Коэффициент расширения цементированного карбида относительно невелик, поэтому необходимо использовать тонкий слой припоя, чтобы припой не нарушался из-за большого растягивающего напряжения, создаваемого разной усадкой карбида и припоя. при остывании.металл. Учитывая характеристики сварки противодавлением инструментов из твердого сплава, их рабочая скорость должна значительно превышать скорость, используемую высокоскоростными инструментами.
Можно отметить, что, поскольку характеристики износа при обработке чугуна полностью отличаются от характеристик износа стали, при обработке чугуна и стали необходимо использовать твердые сплавы с разными свойствами. Ни одна марка не может удовлетворить все максимальные значения трех важных идеальных характеристик (износостойкость кромок, сопротивление усадке и ударопрочность).Следовательно, выбор должен быть компромиссным.
4. Инструмент из кубического нитрида бора (CBN), второй по твердости среди материалов режущего инструмента
Это второй по твердости материал после алмаза. Обычно они используются в карманных компьютерах. Они обладают высокой износостойкостью и используются в качестве абразивов в шлифовальных кругах. Не рекомендуется использовать острые края.
Скорость 600–800 м / мин
Твердость выше HRC 95
5. Алмазный инструмент, самый твердый из материалов для режущего инструмента
Это самый твердый из известных и дорогих материалов.Обладает высокой теплопроводностью и температурой плавления. Алмаз обладает отличной износостойкостью, низким коэффициентом трения и низким тепловым расширением. Он используется для обработки очень твердых материалов, таких как карбиды, нитриды, стекло и т. Д. Алмазные инструменты имеют хорошее качество поверхности и точность размеров. Они не рекомендуются для обработки стали.
Критическое сырье в режущих инструментах для обработки: Обзор инструмент, использование передовых технологий обработки и нанесение защитных покрытий.Эти методы рассматриваются в следующих подпунктах.
2.1. Материалы на основе WC – Co
Твердые сплавы относятся к наиболее распространенным и наиболее долго используемым инструментальным материалам, производимым методами порошковой металлургии. Спеченные карбиды характеризуются высокой прочностью и стойкостью к истиранию и включают один или несколько тугоплавких карбидов металлов, составляющих основной компонент вместе с металлической связующей фазой [13]. В соответствии с этим стандартом спеченные карбиды делятся на группы: те, которые используются для производства инструментов для обработки металлов, пластической формовки и для использования горных инструментов.Основным компонентом цементированных карбидов является WC, который, в зависимости от производителя и группы применения материала, может составлять от 50% до 90% от массы спеченного содержимого. Другими ингредиентами являются карбиды титана (TiC), тантала (TaC) и ниобия (NbC), содержание которых может составлять от 0% до 35% по весу. Эти карбиды растворяют друг друга, а также могут растворять большое количество карбида вольфрама. Остальной состав обычно кобальт. Кобальт характеризуется очень хорошей смачиваемостью с большинством материалов, входящих в состав спеченных инструментальных материалов, и довольно высокой температурой плавления, которая составляет 1493 ° C.Такая микроструктура, характерная для спеченных карбидов, допускает наличие вязкой связующей фазы; Кроме того, твердая и хрупкая карбидная фаза позволяет склеивать противоположные элементы в одном материале, такие как высокая стойкость к истиранию и твердость, с высокой прочностью и довольно хорошей пластичностью. Многие карбиды обладают очень хорошей стойкостью к истиранию, которая зависит от химического состава.
Двухкомпонентные твердые сплавы типа WC – Co с низким содержанием кобальта характеризуются наивысшей стойкостью к истиранию.Эти марки можно использовать, если во время работы нет ударов, а истирание является основным механизмом износа.
Универсальность WC – Co обусловлена его очень хорошими механическими и трибологическими свойствами. Технологический процесс получения цементированных карбидов характеризуется относительно легким формованием, температурами спекания ниже, чем у керамических материалов, и электропроводностью, что положительно сказывается на возможности формования изделий сложной геометрии с помощью эрозионной обработки, а также на простоте их обработки. нанесение противоизносных и антикоррозионных покрытий.Недостатком этого материала является то, что режущие инструменты из твердых сплавов работают при относительно низких скоростях резания, и эти материалы склонны к окислению уже при температурах выше 400 ° C. Наиболее часто используемые карбиды — это вольфрам, титан, тантал или другие легкоплавкие металлические элементы в количестве от 75 до 94 мас.%, А в качестве связующей матрицы обычно используются кобальт, никель или молибден, а иногда и другие металлы. Вязкость WC – Co может быть увеличена за счет увеличения содержания кобальта, в то время как износостойкость увеличивается за счет уменьшения содержания кобальта и уменьшения размера зерна карбида.Замена WC на кубические карбиды (TiC, NbC и TaC) приводит к повышению износостойкости и устойчивости к пластической деформации. Микроструктура твердого сплава WC – Co состоит из частиц карбида вольфрама в сочетании с кобальтом, которые получаются в процессе спекания с участием жидкой фазы. При обработке металла с высокой пластичностью, такого как чистое железо, с использованием обычного твердого сплава WC-Co, стружка имеет тенденцию прилипать к передней поверхности режущего инструмента, что приводит к серьезному адгезионному износу из-за наличия кобальта, который имеет более низкая температура плавления по сравнению с WC.Например, присутствие кобальта в твердых сплавах во время обработки стали приводит к прилипанию стружки к режущему диску. Кратерный износ вызывается химическим взаимодействием передней поверхности и горячей стружки. Износ происходит из-за диффузии материала инструмента в стружку или за счет адгезии стружки к инструменту с последующим разрывом ниже приклеенной поверхности раздела в материале инструмента. Кратерный износ можно уменьшить за счет повышения химической стабильности материала инструмента, уменьшения растворимости заготовки или барьерной защиты за счет легирования подложки или покрытия [14].Трещины, вызванные термическим ударом, возникают из-за большого перепада температур на режущей кромке. Между кобальтом и карбидом вольфрама существует большая разница в коэффициентах теплового расширения, из-за чего на лезвии могут появиться трещины во время его работы. Поэтому цементированные карбиды часто используются в качестве подложек для покрытий.
Однако проводятся исследования WC – Co без покрытия, предназначенного для обработки материалов. Примером, согласующимся с идеей сокращения использования критических материалов в цементированных карбидах, является карбид без кобальта.Первые безкобальтовые карбиды были получены традиционными методами из микропорошков [15]. Эти материалы характеризовались высокой твердостью и стойкостью к истиранию, но проявляли большую хрупкость по сравнению с цементированным карбидом WC – Co. Для карбида вольфрама без связки спекание происходило в твердой фазе, что для обычного спекания без давления означает более высокие температуры спекания и / или более длительное время спекания, что, в свою очередь, вызывает рост зерен в поликристаллическом материале. Использование нанопорошков и методов спекания под давлением (искровое плазменное спекание, спекание горячим прессованием) улучшило свойства безкобальтовых цементированных карбидов [16,17,18,19].
Добавление свободного углерода к WC без связки снижает количество хрупкой фазы W 2 C, Co 3 W 3 C и образование оксидов [20,21,22].
Искровое плазменное спекание (SPS, также называемое «технологией спекания в полевых условиях») и спекание горячим прессованием, благодаря более короткому времени и давлению спекания, позволяют уменьшить рост зерен и пористость материалов, спеченных в твердой фазе [23 ].
Композиционные материалы с добавлением керамических порошков — еще одна идея, разработанная в отношении цементированных карбидов.В случае ZrO 2 используется дополнительное армирование, которое является результатом напряжений, возникающих во время фазового превращения ZrO 2 . Обычно их добавляют в количестве от 5% до 15 мас.% В виде оксидов, карбидов и нитридов [24,25].
Эта идея согласуется с заменой критических материалов W и Co. Композитные материалы на матрицу WC или WC – Co в последнее время очень интенсивно развиваются благодаря методу SPS [26]. Уже есть отдельные примеры промышленного применения таких решений.
Исследования, связанные с уменьшением расхода цементированного карбида, также связаны с попытками повысить их долговечность. В WC – Co вводятся сверхтвердые материалы, такие как алмаз и кубический нитрид бора (cBN) [27]. Композиты, содержащие сверхмелкозернистый карбид вольфрама / кобальта (WC – Co) и 30 об.% CBN, были изготовлены в основном методами FAST (технология спекания в полевых условиях). Композиты WC – Co / cBN считаются материалом следующего поколения для использования в кромках режущих инструментов и характеризуются оптимальным сочетанием твердости и вязкости.Основной проблемой при спекании этих композитов является создание прочной границы раздела между матрицей WC – Co и частицами cBN [28,29,30,31].
Вискерная закалка в основном используется для карбида вольфрама без связки. Известны исследования, в которых использовались вискеры SiC w , Si 3 N 4w и Al 2 O 3 . Участие усов составляло до 10 об.% [32,33].
В литературе описаны исследования, связанные с закалкой с использованием нанотрубок и графена для улучшения теплопроводности цементированных карбидов.Исследование показало, что термическое напряжение является основной причиной выхода из строя инструментов для проходки щитов из цементированного карбида, когда проходка щитов выполняется в неровных мягких и твердых грунтах [34].
2.2. Передовые методы обработки
Обработка «труднообрабатываемых материалов», таких как суперсплавы на основе никеля, используемые в лопатках турбин, требует увеличенного срока службы инструмента для беспрепятственной обработки [35]. Традиционные твердосплавные инструменты могут работать только в диапазоне от 30 до 70 м / мин из-за их плохой термохимической стабильности; однако их можно использовать при высоких подачах из-за их высокой прочности.Улучшению плохой термохимической стабильности инструментов из цементированного карбида может способствовать расширенное моделирование. Технология аддитивного производства [36] и новые методы обработки открыли новые возможности для изготовления инструментов сложной формы. В этом разделе представлен краткий обзор недавних попыток продлить срок службы инструмента либо за счет уменьшения нагрузки на режущий инструмент, либо за счет отсрочки известного пути механизма ускоренного износа. В любом случае конечным результатом является улучшенное качество обработанной детали.
2.2.1. Обработка с помощью лазера (термическая обработка)
Для решения проблем, связанных с материалами, которые трудно обрабатывать, во всем мире была принята лазерная помощь для интеграции с механической микрообработкой. На сегодняшний день зарегистрировано семь основных патентов (в 1982 [37,38], 2006 [39], 2013 [40], 2011 [41], 2014 [42], 2016 [43] и 2017 [44])) выдано в США в отношении использования лазерной помощи при механической микрообработке. Все эти патенты могут быть связаны единой цепочкой процесса, который сейчас хорошо известен как термическая обработка (ТАМ) [45].Концепция TAM схематично показана на a и основана на предварительном нагреве зоны резания материала перед режущим инструментом. Эта методология снижает физическую твердость заготовки, делая ее более подходящей для резки за счет снижения удельной энергии резания (то есть работы, выполняемой инструментом при удалении единицы объема материала).
Важные достижения в технологии обработки. ( a ) Термообработка [46]; ( б ) криогенная обработка [47]; ( c ) схематическая диаграмма для иллюстрации механизма обработки с использованием вибрации [48].
2.2.2. Криогенная обработка
Как показано на рисунке b, криогенная обработка основана на замораживании режущего инструмента до экстремальных температур примерно -196 ° C с помощью жидкого азота или жидкого углекислого газа [49]. Криогенная обработка служит двум целям: (i) увеличивает градиент относительной твердости между инструментом и заготовкой; и (ii) задерживает кинетику любой химической диффузии, которая может вызвать трибохимический износ инструмента. С. Ракеш подчеркнул, насколько криогенная технология экологична, нетоксична и невзрывоопасна [50].
Криогенное охлаждение выполнялось в операциях резания различными способами с использованием жидкого азота для предварительного охлаждения заготовки, охлаждения стружки и охлаждения режущего инструмента и зоны резания [51]. В многочисленных исследованиях сравнивались традиционные стратегии резки и методы криогенного охлаждения. Однако исследования, проведенные в попытке определить лучшую технику, обнаружили много противоречий, так как выводы, описанные выше, могут измениться в зависимости от пары инструмент – инструмент, условий резания и общих параметров оценки.
Литература, посвященная режущим инструментам из карбида вольфрама при криогенной обработке, значительно меньше по сравнению с литературой по стальным инструментам, и лишь в нескольких статьях рассматривается параметр оценки срока службы инструмента [52]. В этом контексте все эти исследования показывают, что криогенная обработка положительно влияет как на срок службы инструментов, так и на качество обработки поверхности продукта. Криогенная обработка материалов показала значительные положительные эффекты, такие как повышение износостойкости, снижение остаточных напряжений, повышение твердости и сопротивления усталости.
Seah et al. [53] провели серию экспериментов с целью изучения аспектов холодной и криогенной обработки непокрытых вставок из WC для углеродистой стали ASSAB 760. Они показали, что при разных скоростях резания криообработанные вставки проявляли большую износостойкость, чем пластины необработанный и восстановленный аналог. Кроме того, они обнаружили, что холодная и криогенная обработка значительно повысили устойчивость режущей пластины к удалению стружки, что становилось все более важным по мере увеличения скорости резания.
Yong et al. [54] подвергали непокрытые вставки из WC охлаждению до -184,5 ° C в течение 24 часов, а затем нагревали вставку до комнатной температуры, сохраняя неизменной скорость 0,28 ° C / мин как при повышении, так и при понижении температуры. Они разработали серию операций торцевого фрезерования с использованием различных скоростей резания, но сохранили все остальные параметры обработки постоянными с использованием необработанных и криообработанных пластин. Были выделены две части информации: первая касалась криообработанных вставок, которые в целом работали лучше, чем их необработанные аналоги; а второй был посвящен увеличению срока службы инструмента на 28–38% во время криогенной обработки при мокрой обработке по сравнению с сухой обработкой.
Sreeramareddy et al. [55] изучали износ инструмента, силы резания и чистоту поверхности деталей, обработанных с использованием пластины из WC с многослойным покрытием и подвергнутых криогенной обработке. Они показали, что криогенная обработка снижает износ боковых сторон пластин, а также силы резания и шероховатость поверхности детали, обработанной с использованием необработанных пластин.
Эти исследования показывают, что криогенная обработка твердосплавных инструментов способна повысить производительность и качество конечного продукта, поскольку она гарантирует большую износостойкость и чистоту поверхности.Сообщалось об улучшении красной твердости криогенно обработанных пластин, что привело к низкому износу по задней поверхности [56].
Брайсон [57] утверждал, что увеличение износостойкости с последующим увеличением срока службы твердосплавного инструмента произошло из-за большей прочности связки после криогенной обработки.
Thakur et al. [58] подчеркнули, что инструменты из WC претерпевают менее сильную микроструктурную модификацию при криогенной обработке по сравнению с таковой, обнаруженной при традиционной термообработке; Некоторые физические преобразования действительно происходят в отношении уплотнения кобальта, что вызывает увеличение захвата карбидных частиц и повышение стойкости инструмента, что приводит к увеличению износостойкости на 27%.Криогенная обработка инструмента — это один из подходов к улучшению его свойств за счет внесения микроструктурных изменений. Образование комплексных соединений, таких как Co 6 W 6 C или Co 3 W 3 C, могло повысить твердость образцов из-за принудительного воздушного охлаждения и закалки в масле.
В другой работе было показано, что влияние криогенной обработки на инструмент включает увеличение срока службы инструмента, меньшее усилие резания и лучшее качество поверхности по сравнению с необработанным состоянием [59].
Reddy et al. [60] исследовали обрабатываемость стали C45 с необработанными и обработанными (−110 ° C в течение 24 часов) пластинами из карбида вольфрама ISO P-30, измеряя износ по задней поверхности, основное усилие резания и чистоту поверхности. Они пришли к выводу, что обнаруженная лучшая обрабатываемость была вызвана увеличением теплопроводности карбида вольфрама, вызванным криогенной обработкой. Шероховатость поверхности детали была примерно на 20% ниже, когда деталь обрабатывалась с помощью глубоко криогенно обработанных режущих пластин из карбида вольфрама по сравнению с необработанными пластинами для скоростей резания в диапазоне от 200 до 350 м / мин.Vadivel et al. [61] исследовали микроструктуру криогенно обработанных (TiCN + Al 2 O 3 ) покрытых и необработанных пластин при токарной обработке чугуна с шаровидным графитом. Их результаты показали, что инструменты с покрытием и обработкой обладают лучшими свойствами, которые помогают режущему инструменту работать в неблагоприятных условиях в течение более длительного времени.
A. Swamini et al. [62] составил обзор металлургии криогенной обработки режущего инструмента; их результаты в отношении инструментов WC – Co можно резюмировать следующим образом:
Криогенная обработка вызывает структурные изменения с образованием карбидов эта-фазы и перераспределением или уплотнением Со, что увеличивает его твердость;
Микротвердость обработанных инструментов выше, чем у необработанных инструментов;
Криогенная обработка пластин из карбида вольфрама увеличивает срок службы инструмента при обработке аустенитной стали AISI 316;
Характер износа более плавный и регулярный;
Криогенная обработка увеличивает сопротивление выкрашиванию;
Радиус чипа катушки, а также толщина самого чипа меньше после обработки криогенно обработанными вставками или в условиях криообработки.
М.И. Ахмед и др. [63] использовали модифицированный держатель инструмента для эффективного использования криогенного охлаждения для машинной резки. В модифицированном держателе инструмента используется прямой непрерывный контакт жидкого азота с режущей пластиной для идеального охлаждения режущего инструмента. Результаты показали, что срок службы твердосплавных инструментов увеличился в среднем в 30 раз.
M. Dhananchezian [64] описал характеристики обрабатываемости токарной обработки Hastelloy C-276 с помощью режущего инструмента из наноразмерного многослойного карбида TiAlN, покрытого методом физического осаждения из паровой фазы (PVD), с использованием методов сухого точения и охлаждения жидким азотом.Улучшение характеристик режущего инструмента было достигнуто при охлаждении жидким азотом за счет управления механизмами износа, что, в свою очередь, снизило скорость износа. Йилдирим [65] исследовал влияние некоторых условий охлаждения на обрабатываемость, которая может быть альтернативой традиционному охлаждению. Результаты показали, что метод охлаждения 0,5 об.% HBN, используемый в сочетании с жидким азотом, дал наилучшие результаты с точки зрения производительности обработки и срока службы твердосплавных инструментов.
Особого внимания заслуживает недавняя работа Biswal et al.[66], которые, основываясь на экспериментальных результатах, подчеркнули, что криогенно обработанные закаленные металлокерамические вставки без покрытия работают лучше, чем другие металлокерамические вставки, благодаря их лучшей износостойкости, микротвердости и ударной вязкости. Несмотря на все это, технология криогенной обработки еще не вытеснила традиционную промышленную обработку. Необходимы дальнейшие исследования криогенной обработки, чтобы подчеркнуть увеличение срока службы инструментов WC с последующей экономией критических материалов, таких как W и Co.
2.2.3. Вибрационная обработка
В литературе вибрационная обработка (VAM) называется процессом прерывистого резания. Заявленные преимущества включают низкий уровень износа инструментов, меньшее образование заусенцев на заготовке и достигаемую большую глубину резания.
Достижимые скорости резания во время VAM ограничены аппаратным обеспечением и системой, и, следовательно, ультразвуковые методы обработки классифицируются как методы низкоскоростной обработки [67].Также процесс виброподдержки может быть реализован двумя способами:
(i)
одноосное движение инструмента (1D VAM), когда инструмент вибрирует в плоскости, параллельной поверхности заготовки; и
(ii)
эллиптическое движение инструмента [68] (EVAM), при котором инструмент колеблется с эллиптическим движением. Оба метода могут быть как резонансными, так и нерезонансными.
Резонансная система работает на дискретных частотах, обычно выше 20 кГц и с амплитудами менее 6 мкм, тогда как нерезонансная система работает на частотах от 1 до 40 кГц и с амплитудами в 10 раз выше, чем резонансная система. .Как показано в c, инструменту задается колебательное движение с помощью функции покачивания, или инструмент вибрирует с высокой частотой. Некоторые из заявленных преимуществ выделены в.
Таблица 1
Сводная таблица недавних усилий, предпринятых в области механической обработки с использованием вибрации (VAM) титановых сплавов и стали.
| Рабочий материал | Используемые параметры резания | Параметры колебаний (частота (f), амплитуда (a)) | Сравнение силы резания при обычной токарной обработке | Дополнительные выводы | fr = 0.1 мм / об; v = 10–60 м / мин; d = 0,2 мм | f = 20 кГц; a = 10 мкм | Уменьшение на 74% | Шероховатость поверхности улучшилась на 50% |
|---|---|---|---|---|
| Ti-15333 (β-сплав) [70] | fr = 100 мкм / об; v = 10 м / мин; d = 100–500 мкм | F = 20 кГц a = 8 мкм | Уменьшение на 80% –85% | Шероховатость поверхности улучшилась на 50% за счет нагрева во время ультразвуковой обработки |
| Ti6Al4V [ 71] | fr = 0.1 мм / об; v = 10–300 м / мин d = 0,1 мм | f = 20 кГц a = 20 мкм | Уменьшение на 40% –45% | Шероховатость поверхности улучшена на 40% |
| Ti 15-3 -3-3 (β-Ti-сплав) [72] | Fr = 0,1 мм / об; v = 10–70 м / мин; d = 50–500 мкм | f = 17,9 кГц a = 10 мкм | Уменьшение на 71% –88% | Шероховатость поверхности улучшена на 49% |
| Низколегированная сталь (DF2) [73] | Fr = 0,1 мм / об; v = 50 м / мин; г = 0.2 мм | F = 19 кГц; a = 15 мкм | Уменьшение на 50% | Износ инструмента на 20% меньше |
2.2.4. Обработка поверхностных дефектов
Было продемонстрировано, что метод обработки поверхностных дефектов (SDM) использует комбинированные преимущества механической обработки пористости [74] и обработки с предварительной обработкой импульсным лазером [75], как показано на a, путем первоначальной обработки детали. путем создания поверхностных дефектов на глубине меньше толщины неразрезанной стружки с помощью механических и / или термических средств с последующей обычной обычной операцией механической обработки.SDM обеспечивает легкость деформации за счет сдвига материала при пониженной подводимой энергии [76,77]. Кроме того, из-за большой доли концентрации напряжений в зоне резания, а не на подповерхности, становится возможным снижение связанных остаточных напряжений на обрабатываемой поверхности.
( a ): схематическая диаграмма, показывающая различия между режимом деформации во время традиционной механической обработки и обработкой поверхностных дефектов (SDM), наблюдаемые с помощью моделирования FEA (анализ методом конечных элементов) твердой стали и моделирования MD (молекулярной динамики) кремния. карбид соответственно; ( b ) эффект создания наноканавок на инструменте [78].( a ) Обработка поверхностных дефектов. ( b ) Создание наноканавок на инструменте.
b показывает расположение структурированных поверхностей на передней поверхности режущего инструмента. В частности, подразумевается, что, когда эти структурированные поверхности изготавливаются под углом 90 ° к поверхности реза, они помогают снизить степень трения на границе раздела инструмент-стружка. Напротив, прощупывание этих структур в направлении резания довольно невыгодно, так как нарушает целостность кромки инструмента.В целом, краткое изложение этих последних разработок в этой области обработки в качестве дополнения к существующим станкам для улучшения обрабатываемости заготовки приведено в.
Таблица 2
Измененная форма мер, предложенная для улучшения обрабатываемости [37].
| S.No. | Теоретический подход | Экспериментальная реализация |
|---|---|---|
| Модификация процесса | ||
| 1 | Снижение скорости химической реакции между инструментом и заготовкой | Криогенное точение [79] |
| времени контакта между инструментом и деталью | Резка с помощью вибрации [68,69,73,80,81,82,83,84,85,86] | |
| 3 | Снижение повышения температуры и химический контакт | Использование соответствующей СОЖ [87,88] |
| Модификация режущего инструмента | ||
| 4 | Создание диффузионного барьера на режущем инструменте | Использование защитных покрытий [89] |
| 5 | Модификация геометрия режущего инструмента | Создание наноканавок на режущем инструменте |
| 6 | Использование альтернативного режущего инструмента материал | Использование cBN |
| Модификация заготовки | ||
| 7 | Модификация поверхностного слоя заготовки перед резкой | Ионная имплантация |
| 8 | Лазерная обработка поверхностных дефектов заготовка снижает прочность на сдвиг, что очевидно при соблюдении более низкого угла плоскости сдвига [90,91,92] | |
2.3. Защитные покрытия
Несколько типов механизмов разрушения, таких как расслоение, истирание, окисление, диффузия и т. Д., Возникают из-за поверхности режущего инструмента. Отказ возникает из-за взаимодействия на границе раздела между инструментом и заготовкой или инструментом и окружающей средой соответственно. Это приводит к выводу, что можно защитить инструмент обработкой поверхности, созданием некоторого дополнительного интерфейса или покрытием с индивидуально разработанными функциями. показано распределение режущих инструментов из цементированного карбида без покрытия и с покрытием, где рост последнего отчетливо виден на временной шкале.
Мировой рынок режущего инструмента из твердого сплава. Данные Dedalus Consulting, взяты из [7].
Защитные покрытия могут значительно увеличить срок службы инструментов и, таким образом, снизить расход содержания CRM в сыпучих материалах. Кроме того, большинство современных покрытий не содержат CRM. Эволюция защитного эффекта покрытий за счет увеличения срока службы инструментов и сравнение покрытий с имеющимися данными из избранных опубликованных работ показаны в. Видно, что режущие инструменты с покрытием могут иметь дополнительный срок службы 200–500% или более при тех же скоростях резания.Это также может привести к увеличению рабочих скоростей (на 50–150%) при том же сроке службы режущих инструментов [93]. Покрытия улучшают свойства, связанные с износостойкостью, и возможные отказы от износа могут быть устранены путем разумного применения методов, изложенных в Разделе 4.
Сравнение коэффициентов улучшения инструментов с покрытием по сравнению с инструментами без покрытия (на основе их срока службы). Анализируемые данные взяты из избранных опубликованных работ [94,95,96,97,98]. Результаты сильно зависят от условий эксплуатации, таких как метод и скорость резки, материал заготовки и толщина защитного покрытия.
Каждая область применения требует определенных свойств защитных покрытий для достижения максимальной эффективности. Экстремальные условия эксплуатации режущего инструмента означают, что рабочие детали подвергаются высокому износу, высокому давлению, повышенным температурам, вызванным высокими скоростями обработки, окислением и коррозией из-за смазочных материалов или охлаждающих агентов. Обобщены основные критерии оценки защитных покрытий, хотя необходимо достичь компромисса между различными предпосылками. Обычно наиболее успешный по одному из критериев может плохо работать по многим другим.Улучшение всех необходимых свойств по-прежнему является проблемой для современного материаловедения и мощной движущей силой для усилий по компьютерному скрининговому моделированию во всем мире (см. Раздел 4).
Критерии успешности нанесения защитных покрытий на режущий инструмент.
По основным свойствам и функциональным возможностям защитные покрытия можно разделить в основном на твердые покрытия, покрытия с повышенной термической стабильностью, покрытия с высокой стойкостью к окислению и коррозии и покрытия с термическим барьером.Для покрытий режущего инструмента необходима высокая твердость. Помимо обычно увеличенного срока службы инструмента, это помогает добиться гладкой высококачественной поверхности и формы обрабатываемых деталей. Однако твердые материалы часто бывают хрупкими и склонны к растрескиванию, поэтому для защитных покрытий крайне важно иметь как высокую твердость, так и вязкость. Только сочетание нескольких параметров обеспечивает высокую износостойкость и долгий срок службы режущего инструмента в экстремальных условиях. В следующем разделе приводится краткое описание основных свойств твердых покрытий, используемых в основном для покрытия инструментов из WC-Co и других инструментальных материалов.
2.3.1. Покрытия из алмаза и алмазоподобного углерода (DLC)
Алмаз по своей природе является самым твердым материалом из-за его сильных неполярных ковалентных связей C-C (sp 3 ) и короткой длины связи. Он относится к классу сверхтвердых материалов с H = 70–100 ГПа [99]. Алмаз демонстрирует самую высокую теплопроводность при комнатной температуре ∼20 Вт / см · К и чрезвычайно низкий коэффициент теплового расширения ∼0,8 × 10 −6 K −1 при 300 K. При комнатной температуре он инертен к подвержен воздействию кислот и щелочей, устойчив к тепловым ударам.Топография поверхности алмаза может сильно различаться в зависимости от степени полировки и ориентации кристаллографических плоскостей, начиная от чрезвычайно гладкой поверхности с коэффициентом трения всего 0,1 в воздухе до очень шероховатой поверхности с выступающими краями [100] . Благодаря этим свойствам алмаз нашел широкое применение в области трибологии, особенно в качестве защитного покрытия для режущих инструментов. Поликристаллические алмазные пленки лучше всего синтезировать методами химического осаждения из паровой фазы (CVD) (но не ограничиваясь этим) [101,102]; наиболее распространенными являются CVD с использованием горячей нити накала (HFCVD), CVD с постоянным током в плазме (DC PACVD), CVD с использованием микроволновой плазмы (MPCVD) и CVD с пламенным сжиганием (CFACVD) [100].Однако большинство металлов и керамики имеют гораздо более высокий коэффициент теплового расширения, чем очень низкий коэффициент теплового расширения алмазных покрытий. Это часто может вызвать остаточное напряжение и дальнейшее растрескивание покрытий, тем самым ограничивая количество обрабатываемых материалов для режущих инструментов с алмазным покрытием. Карбид вольфрама (WC) имеет наиболее близкий к алмазу коэффициент теплового расширения, что позволяет наносить алмазную пленку на подложки из WC практически без напряжения. Тем не менее, диффузия кобальта, содержащегося в инструментах из WC, способствует более высокой графитизации на границе раздела алмаз-карбид, что вызывает отслоение покрытия во время обработки.Чтобы уменьшить такие эффекты и улучшить адгезию, можно применять осаждение промежуточного слоя с определенным составом, легирующие примеси, многослойную структуру покрытий, травление поверхности и другие методы обработки поверхности [103,104,105,106,107,108]. Это также должно помочь в случае нанесения алмазного покрытия на поверхности, отличные от WC, с более высоким коэффициентом теплового расширения.
Алмазоподобный углерод (DLC), как ясно из названия, обладает некоторыми свойствами, присущими алмазу.Среди них наиболее важными факторами для применения в режущих инструментах являются его твердость на сверх- и сверхтвердом уровне, высокая износостойкость и низкий коэффициент трения (∼0,1). Большинство пленок DLC структурно аморфны и могут быть синтезированы методами плазменного PVD и CVD. Метод осаждения и тип источника углерода существенно влияют на химический состав структуры получаемых пленок, что приводит к большим изменениям их свойств. С 1970-х годов DLC-пленки хорошо развиваются и обсуждаются [109,110,111].Конструктивно они состоят из атомов углерода, связанных с sp 2 и sp 3 , и могут быть классифицированы в зависимости от их структуры и содержания водорода, а также наличия других примесей. Покрытия DLC с более низким процентным содержанием водорода (≤40%) и более высокой долей связки sp 3 в структуре имеют более высокую твердость. Таким образом, безводородный тетраэдрический аморфный углерод (та-С) с самым высоким содержанием sp 3 (80–88%) имеет сверхтвердость 80 ГПа. Пленки DLC не только твердые, но и гладкие; кроме того, их трибологические свойства можно легко изменить, вводя легирующие примеси, такие как азот, кремний и т. д.[112]. Они также помогают добиться высококачественных форм обработанной поверхности или режущей кромки, которые являются чистыми, гладкими и без сколов или закруглений (см.). Однако нанесение толстых покрытий (от 2 мкм и более) довольно сложно из-за отслоения из-за внутреннего напряжения; кроме того, существуют ограничения на выбор подложки с клейкой пленкой. Кроме того, такие покрытия склонны к графитизации при температурах выше 300 ° C с дальнейшим снижением их твердости [100]. С другой стороны, когда внешний слой алмазоподобного углерода превращается в графит во время эксплуатации инструмента, как трение, так и скорость износа должны уменьшаться [113].
Микрофотографии с помощью сканирующего электронного микроскопа (SEM) передней и боковой поверхности сплава AlCu 2,5 Si 18 после испытания на сухое фрезерование [109].
2.3.2. Соединения переходных металлов
Нитриды переходных металлов (TMN), карбиды (TMC) и бориды (TMB) широко используются в качестве твердых защитных покрытий в индустрии режущего и формовочного инструмента. Они вызывают интерес благодаря своим исключительным свойствам, таким как высокая твердость, химическая инертность, электронные свойства, высокая температура плавления и термическая стабильность в суровых условиях окружающей среды (окисление, радиация и т. Д.)). Такие свойства в основном обусловлены разнообразием химической связи [114,115,116]. Основываясь на преобладающем типе связи в нитридах, карбидах и боридах ТМ, Холлек [117] упорядочил их свойства от низкого до высокого уровня; некоторые из них показаны на. Таким образом, в зависимости от приоритетных свойств и подходящей техники нанесения покрытия можно выбрать наиболее подходящее для области применения покрытие.
Свойства нитридов, карбидов и боридов переходных металлов [117].
Первым промышленным покрытием инструмента на цементированный карбид с покрытием CVD было TiC в 1969 году, а в 1980 году TiN стал первым покрытием PVD.Более низкие температуры в процессе PVD сделали возможным нанесение покрытий на стальные инструменты [7]. С 1970-х – 80-х годов и по настоящее время TiN, TiC, TiB 2 , CrN и ZrN являются наиболее часто используемыми бинарными покрытиями.
TiN является наиболее изученным защитным покрытием TMN и широко используется с конца 1960-х годов. Однако он имеет некоторые ограничения и едва ли преодолевает современные проблемы термической стабильности и стойкости к окислению. Фактически, при температуре выше 500 ° C на поверхности может образоваться оксидный слой, который создает в покрытии напряжение, достаточно высокое, чтобы повредить или разрушить защитный слой.
2.3.3. Многоэлементные соединения и защитные покрытия из высокоэнтропийных сплавов
Чтобы преодолеть современные проблемы, связанные с работой в экстремальных условиях, были предложены новые, более сложные композиции покрытий, такие как тройные и четвертичные соединения, которые демонстрируют некоторые превосходные и специфические характеристики. свойства (например, термическая стабильность и стойкость к окислению). Важным примером этого являются Al-содержащие тройные соединения TMN типа TM x Al 1-x N, где TM представляет собой переходный металл, такой как Ti, Cr, Zr, Nb, Hf, Ta, V, и т.п.Самыми популярными являются системы Ti-Al-N и Cr-Al-N, которые долгое время оставались «современными» покрытиями и хорошо обсуждаются в исследовательских и обзорных статьях [118,119,120]. Их исключительная твердость и стойкость к окислению в основном вызваны перенасыщенным твердым раствором гексагонального AlN со структурой B4 в кубической структуре B1 TiN, что приводит к большому несоответствию объема, энергии упругой деформации и упрочнению твердого раствора [119]. Механические и химические свойства покрытий TM x Al 1 − x N обычно улучшаются с увеличением доли Al, но только до определенного критического содержания Al (обычно около 40% –50%).Образование оксидов Al, Ti или Cr увеличивает стойкость к окислению при повышенных температурах. Более того, метастабильные пересыщенные пленки, такие как системы TM x Al 1 − x N, демонстрируют явление упрочнения старения, вызванного разложением с изменением температуры или времени отжига, что приводит к увеличению твердости (что более существенно в Ti- Система Al-N, чем в Cr-Al-N) [119]. Эта особенность может иметь высокий потенциал для эффективного увеличения срока службы инструмента.
Недавно группы T. Polcar и A. Cavaleiro провели исследования по добавлению Cr в систему Ti-Al-N и его влиянию на термическое сопротивление, устойчивость к окислению, трибологические характеристики и режущие характеристики путем осаждения четвертичного Ti- Покрытия Al-Cr-N [121,122]. Покрытие, которое демонстрирует относительно низкую износостойкость при комнатной температуре (система Ti-Al-Cr-N) по сравнению с другим (в данном случае системой Ti-Al-N), может демонстрировать гораздо более высокие характеристики износа при повышенных температурах (650 ° C), что соответствует реальным условиям рабочих температур режущего инструмента.
Другими тройными покрытиями, которые сочетают в себе превосходные свойства карбидов и нитридов переходных металлов, являются карбонитриды переходных металлов (TMC x N 1 − x ), такие как TiC x N 1 − x , структура которых может быть описана в виде матрицы TiN с замещением атомов N на атомы C, что приводит к деформационному упрочнению и увеличению сопротивления движению дислокаций [123]. В зависимости от метода осаждения и условий осаждения пленка также может состоять из смеси фаз TiN, TiC и C 3 N 4 [124].Нитрид переходного металла способствует упрочнению и упрочнению покрытий, в то время как углерод образует графитовый смазывающий слой во время работы и, таким образом, значительно снижает скорость износа.
Помимо алюминия, в многоэлементные покрытия могут быть добавлены и другие элементы для придания улучшенных свойств. Кремний очень часто вводят в нитридные покрытия для формирования твердых нанокомпозитных материалов, где аморфный Si 3 N 4 окружает зерна нитрида твердого металла [125], или может применяться аналогичная многослойная конфигурация [126].Тугоплавкие металлы (Nb, Mo, Ta, W, Re) [127] значительно улучшают термическую стабильность покрытий и позволяют им работать в экстремальных условиях и с высокой скоростью, но большинство из них являются элементами CRM (см.).
Более сложные соединения, такие как покрытия из высокоэнтропийных сплавов, также могут использоваться в качестве защитных покрытий. Сплавы с высокой энтропией (HEA) в основном идентифицируются как сплавы, которые содержат по крайней мере пять основных элементов с концентрацией каждого от 5 до 35 ат.% И возможное включение второстепенных элементов для изменения конечных свойств [128,129], которые, в конечном итоге, зависят от на состав материала, микроструктуру, электронную структуру и другие особенности сложными и чувствительными способами.ВЭА могут быть нанесены в качестве защитных покрытий, как в [130], где Йе и Лин экспериментировали с сухой резкой стали 304 с чистым TiN, TiAlN и высокоэнтропийными нитридами (HEN) (Al 0 . 34 Cr 0,22 Nb 0,11 Si 0,11 Ti 0,22 ) 50 N 50 Пластины из WC-Co с покрытием и обнаружили, что только пластина с покрытием HEN может давать длинную изогнутую стружку, что указывает на то, что режущая кромка Пластина с покрытием HEN оставалась очень острой благодаря своей превосходной стойкости к окислению.Из-за большого разнообразия возможных вовлеченных элементов в составе покрытия HEN имеют высокий риск содержания CRM; однако соответствующий метод скрининга может позволить отобрать HEN с пониженным или нулевым критическим содержанием сырья (см. раздел 4).
2.3.4. Нанокомпозитные сверхтвердые покрытия
Нанокомпозитные (nc) покрытия образованы частицами нанометрового размера (обычно MeN, MeC), внедренными в аморфную или кристаллическую матрицу, и вызывают значительный интерес из-за их превосходной твердости, которая может позволить использовать современные режущие инструменты. быть преодоленным.Причина их твердости заключается в уменьшении размера зерна. Эти так называемые «керамические покрытия третьего поколения» представляют собой новый класс материалов, которые демонстрируют не только исключительные механические свойства, но также отличные электронные, магнитные и оптические характеристики благодаря своим наноразмерным разделенным по фазам доменам размером примерно 5–10 нм. Наиболее известным объяснением их улучшенных характеристик является увеличение объема их границ зерен, поскольку границы зерен препятствуют движению и активации дислокаций.Так называемое упрочнение Холла – Петча [89, 131] дает высокую твердость H с относительно низким модулем Юнга E, обеспечивая высокую вязкость, повышенную износостойкость, высокое упругое восстановление, сопротивление образованию и распространению трещин, высокую термическую стабильность (до 1100 ° C) и пониженной теплопроводностью [132]. Таким образом, измельчение зерна позволяет контролировать и оптимизировать механические и трибологические свойства покрытий, что способствует увеличению срока службы инструмента. Обратное происходит, когда размер зерна продолжает уменьшаться до значений менее 10 нм, когда достигается максимальная твердость.Заросшие объемы границ и мелкие зерна вызывают потерю твердости материала. Это явление получило название обратного или обратного соотношения / эффекта Холла – Петча.
В настоящее время появляется все больше свидетельств того, что критическое соотношение H 3 / E 2 (> 0,5 ГПа) должно быть выполнено для обеспечения надлежащей трибологической защиты покрытия [133] (). В этом отношении покрытия с химическим осаждением из паровой фазы (PECVD) и PVD на основе металлов являются очень подходящими кандидатами благодаря их оптимальным трибологическим свойствам, которые могут быть достигнуты путем своевременного управления параметрами процесса осаждения (время осаждения, заданная мощность или катодная мощность). ток, напряжение смещения, приложенное к подложке, температура, давление, поток газов и т. д.) и элементный состав покрытий.
Трибологические характеристики пленок TiN и нанокомпозитов nc-TiN / SiN 1,3 в зависимости от соотношения H 3 / E 2 : ( a ) коэффициент износа; ( b ) скорость эрозии [132].
Нанокомпозитные покрытия могут обеспечивать более высокие характеристики, чем сверхрешетки (многослойные, в которых один слой имеет толщину не более 10 нм), свойства которых сильно зависят от точного контроля толщины отдельных слоев, составляющих многослойный пакет, так что любая ошибка несоответствие может повлиять на характеристики покрытия.
Твердые нанокомпозитные покрытия для режущих инструментов в целом можно разделить на две группы: (1) nc-Me 1 N / a-Me 2 N (твердофазные / твердофазные композиты) и (2) nc-Me. 1 N / Me 3 (композиты с твердой фазой / мягкой фазой), где Me 1 = Ti, Zr, W, Ta, Cr, Mo, Al и т. Д. Являются элементами, образующими твердые нитриды, Me 2 = Si, B и т. Д. И Me 3 = Cu, Ni, Ag, Au, Y и т. Д. [133]. Наиболее часто используемыми и интересными покрытиями для режущих инструментов являются Ti-Al-Si-N с nc- (Ti x Al 1 − x ) N + a-Si 3 N 4 фаз [134,135,136], Cr -Al-Si-N nc- (Cr x Al x − 1 ) N + a-Si 3 N 4 , TiZrSiN твердого раствора c- (Ti, Zr) N + a-SiN x [137], nc-TiC + aC [138,139] Ti-Si-N [140,141], Ti-Si-BC [142,143,144], Ti-Si-BCN [145], AlTiN-Ni [146], ZrN / SiN x [147], nc-W 2 N / a-Si 3 N 4 [148], (Zr-Ti-Cr-Nb) N [149 150], Mo 2 BC [151], нк-AlN / a-SiO 2 [152].В частности, некоторые из этих покрытий, такие как Ti-Al-Si-N, Ti-Si-N и AlTiN-Ni, были нанесены и испытаны на подложках на основе цементированного карбида WC-Co, как в [135, 136, 140, 146]. Нанокомпозитные твердые покрытия подробно обсуждаются в последних фундаментальных обзорах J. Musil [133], S. Veprek et al. [153,154], А.Д. Погребняк и др. [155,156], C.S. Kumar et al. [157].
2.3.5. Многослойные и градиентные покрытия
Многослойная архитектура — один из наиболее эффективных и многообещающих современных подходов к повышению твердости и ударной вязкости защитных покрытий.Существует несколько способов их создания: нанесение набора пленок в особом порядке в соответствии с их функциональностью (например, подложка> адгезионная пленка> сверхтвердая пленка> устойчивая к окислению пленка), чередование пленок с аналогичной кристаллической решеткой для эпитаксиального роста, твердокристаллические пленки с тонкими аморфными слоями, чередующиеся пленки TMN, TMC или TMB, нанокомпозиты, покрытия HEA и т. д. Многие исследовательские группы по всему миру работали над этой темой, и было опубликовано множество статей, в которых анализируется и оценивается недавний прогресс в этой области [ 127 133 155 158 159 160].Среди самых последних и интересных многослойных решений для защитных покрытий — TiN / TiAlN [161,162], TiAlN / TaN [163], Ti (Al) N / Cr (Al) N [121], (TiAlSiY) N / MoN [164]. ], CrN / AlSiN [165], AlCrN / TiAlTaN [166], TiSiC / NiC [167], TiN / MoN [168, 169], TiN / WN [170], TiN / ZrN [171], Zr / ZrN [172] , Ta / TaN [173], CrN / MoN [174,175,176], (TiZrNbHfTa) N / WN [177] и многослойные твердые / мягкие покрытия DLC [178]. В частности, следующие многослойные покрытия были также нанесены на подложки из цементированного карбида или вставки для обрабатывающего инструмента, включая пластины на основе WC – Co, для механических испытаний в лабораториях или для промышленных испытаний: TiN / TiAlN [162], TiAlN / TiSiN [ 179], CrAlSiN / TiVN [180], AlCrN / TiVN [181], TiVN / TiSiN [182], CrN / CrCN [183], AlTiCrSiYN / AlTiCrN [184] TiCrAlN / TiCrAlSiYN [185].Однако К. Андерсен и др. [162] не наблюдали различий в свойствах покрытий при использовании различных подложек (например, быстрорежущей стали и цементированных карбидов). Кроме того, следует отметить, что основы и инструменты на основе цементированного карбида обычно могут подвергаться воздействию более высоких рабочих температур.
Следует упомянуть по крайней мере три значительных преимущества многослойных покрытий: первое — это возможность создания двумерных нанокомпозитных многослойных пленок с наноразмерной толщиной каждого отдельного слоя для улучшения механических и трибологических свойств [99]; второй — регулировка размера зерна путем изменения толщины двухслойного покрытия, поскольку размер зерна уменьшается в более тонких слоях, как сообщается во многих работах; Третьей и основной отличительной чертой многослойной конструкции покрытий является способность противостоять внешним силам и трещинам и прерывать их распространение к подложке на межслоевых границах раздела, что предотвращает прямое воздействие деструктивных факторов на материал заготовки режущего инструмента. ([158]).
Механизмы закалки и упрочнения многослойных покрытий (взяты из [158]).
Было обнаружено, что сочетание многослойных покрытий NC и криообработки улучшает режущие характеристики твердосплавной резки суперсплава Inconel 718 [186].
Градиентные покрытия — это слои, состав и микроструктура которых постепенно меняются по толщине от границы раздела с подложкой к внешней поверхности. Покрытия этого типа, входящие в так называемый класс FGM (функционально классифицированные материалы), представляют собой эффективный способ улучшения характеристик инструмента за счет улучшения таких свойств покрытия / инструмента, как адгезия, ударная вязкость, термическая стабильность, устойчивость к коррозии, трению, истиранию. , износ и т. д.[187], тем самым помогая увеличить срок службы инструмента и, следовательно, снизить потребление CRM, содержащихся в инструменте или самом покрытии. В FGM правильный градиент свойств покрытия (модуль Юнга, коэффициент теплового расширения и т. Д.) Может снизить остаточные напряжения из-за несоответствия решеток и различных тепловых характеристик подложки и покрытия, тем самым уменьшая возможность отслоения покрытия и расслоения. Последовательные покрытия на основе нитридных, карбидных и карбонитридных материалов, таких как TiN, TiC, TiCN, обычно используются для режущих инструментов на основе твердого сплава или других материалов, содержащих CRM, таких как W, Co и редкоземельные элементы [188, 189, 190].
Градиентные покрытия часто используются в качестве промежуточных слоев для облегчения сцепления между подложкой и последующим слоем. Например, покрытия DLC, нанесенные непосредственно на поверхность детали, часто приводят к возникновению высокого остаточного напряжения и, как следствие, плохой адгезии, что препятствует превосходным защитным свойствам DLC, описанным в предыдущем абзаце. Таким образом, как показано в [191], промежуточный слой с составом, постепенно изменяющимся от Ti к TiC (Ti / TiN / TiCN / TiC), может быть нанесен на сплав на основе Ti, чтобы способствовать сцеплению окончательного покрытия DLC.Аналогичным образом, алмазное покрытие с градиентным слоем, легированным бором, действующее в качестве переходного слоя между нерегулируемым алмазным покрытием, легированным бором, и нанокристаллическим алмазным покрытием, было исследовано с целью улучшения рабочих характеристик режущего инструмента из карбида вольфрама [103 ]. Другие сложные структуры покрытия, в которых используется градиентный состав, могут быть реализованы с помощью различных комбинаций нескольких слоев, как в [192], где слоистое покрытие было сделано из нижнего тонкодисперсного периодического многослойного TiAlYN / CrN, переходящего в верхний аморфный оксинитрид TiAlY. слой, чтобы получить повышенную стойкость к окислению и пониженный коэффициент трения в инструментах из карбида вольфрама для высокоскоростной резки.
Градиентные слои также могут быть получены путем непосредственного внесения изменений в одну и ту же поверхность инструмента; например, посредством имплантации ионов металлов или диффузии / реакции газа на поверхность. В первом случае, например, ионы Cr могут быть имплантированы для создания градиентного слоя и смешивания ионов металлов в межфазной области для усиления адгезии защитных покрытий на основе CrN или TiAlN на быстрорежущих сталях (HSS) [193,194], которые обычно используются для режущих инструментов и содержат значительное количество CMR, таких как W, V или Co.Во втором случае модификация поверхности подложки достигается за счет диффузии газа и / или реакции для создания градиентного слоя. Сообщается, что плазменное азотирование, науглероживание или нитроцементация являются эффективными способами улучшения поверхностных свойств сталей для рабочих инструментов и металлокерамики (содержащих, например, W, Co и V) и повышения адгезии нитридных или алмазоподобных покрытий, благодаря развитию градиентный диффузионный слой и образование промежуточных межфазных соединений [195,196,197,198]. В качестве альтернативы, азотирование поверхности с изменяющимся составом и микроструктурой может быть достигнуто на поверхности материала непосредственно в процессе его производства.Этот метод особенно полезен для улучшения поверхностных свойств инструментов WC-Co, например, в случае так называемых функционально-градиентных цементированных карбидов (FGCC) или функционально-градиентных твердых металлов (FGHM), которые являются широко изученным классом инструментов. материалы, в которых градиентный слой получают путем смешивания и прессования порошков подходящего состава с последующими стадиями спекания в контролируемой атмосфере. Путем правильной настройки различных параметров процесса можно настроить состав и структурный градиент FGCC () в соответствии с желаемыми свойствами, улучшая трибологические свойства поверхности материала и усиливая адгезию дополнительных защитных покрытий, нанесенных впоследствии [199,200,201].
СЭМ-изображение поперечного сечения поверхности материала градиентного цементированного карбида, полученное в [201].
2.3.6. Термобарьерные покрытия
Во время обработки в зоне резания выделяется большое количество тепла. Существует три различных зоны, откуда тепловой поток поступает в режущий инструмент: зона первичного сдвига (пластическая деформация и вязкая диссипация), вторичная зона сдвига (энергия трения и пластического сдвига) и трение поверхности среза о режущий инструмент. инструмент вставки по боковой поверхности.Распространение тепла на заготовку или корпус инструмента отрицательно влияет на срок службы и производительность работы. Существует множество покрытий с термобарьерными свойствами при нанесении на металлические поверхности, которые заставляют их работать при повышенных температурах, но большинство из них существует для случаев, когда непосредственно не прикладывается высокая механическая нагрузка, таких как газовые турбины или детали авиационных двигателей. В случае режущих инструментов влияние покрытия на распределение тепла рабочей поверхности раздела неизвестно или очень мало изучено.Неясно, влияют ли покрытия на процесс резки из-за изоляционного эффекта (более низкий тепловой поток, передаваемый в основу) или, скорее, за счет трибологического эффекта (более низкий уровень тепла, выделяемого трением) [202]. Довольно сложно проводить экспериментальные исследования термобарьерных покрытий in-situ или ex-situ или найти данные о тепловых свойствах в литературе из-за отсутствия стандартной методологии для количественной оценки этих свойств в случае очень тонких слоев. Таким образом, большинство существующих подходов основано на методах моделирования, и можно ожидать улучшений, применяя методы, описанные в разделе 4.
J. Rech et al. [202] предложили аналитическое решение для моделирования теплопередачи, чтобы охарактеризовать влияние покрытия на тепловой поток, поступающий в основание инструмента. Он показал, что покрытия не обладают способностью изолировать подложку при непрерывном резании, но в приложениях с очень короткой продолжительностью контакта инструмента со стружкой, таких как высокоскоростное фрезерование, покрытия удерживают большое количество тепла в зоне взаимодействия, что может повысить износостойкость инструмента. Экспериментальные исследования тех же авторов были найдены в соответствии с результатами расчетных исследований [203].Кроме того, было показано, что чем больше толщина покрытия, тем больше оно влияет на теплопередачу. Более того, было отмечено, что тепловой поток, передаваемый к подложке, в гораздо большей степени зависит от трибологического явления на границе раздела резания, чем от термобарьерных свойств покрытия [202].
M.A. Shalaby et al. В [204] сообщается, что улучшение характеристик инструмента из керамики из чистого оксида алюминия пропорционально скорости резания может быть связано с термобарьерными свойствами трибослоя ZrO 2 , индуцированными при высокой скорости (температуре) резания.В случае керамики SiAlON (Si 3 N 4 + Al 2 O 3 ) они указали, что высокие характеристики были обусловлены большим количеством трибо-муллита (Al-Si-O). пленка, образующаяся на торце инструмента — фаза, которая снижает теплопроводность и служит слоем термозащиты. W. Song et al. [205] сообщили о вкладе теплового барьера в износостойкость инструмента при покрытии Ti-MoS 2 / Zr. Gengler et al. [206] исследовали перенос тепла для керамических пленок Si-B-C-N и пришли к выводу, что их свойства идеальны для применения термобарьеров в высокотемпературных защитных системах в самолетах, а также для поверхностей режущих инструментов и оптических устройств.
Многие защитные покрытия от износа и коррозии, которые могут применяться для режущих инструментов, здесь не рассматриваются из-за огромного разнообразия их типов и бесконечного количества конкретных задач; однако были обсуждены некоторые общие принципы и тенденции, а дополнительная информация доступна в специализированных статьях и обзорах [7,155,207,208,209,210,211]. Хотя химическое осаждение из паровой фазы и физическое осаждение из паровой фазы являются двумя основными методами изготовления защитных покрытий, рекомендуется глубоко изучить тематические статьи и обзоры, чтобы узнать о различных методах [212, 213] или найти подробную информацию о методах осаждения в исследовательских работах, касающихся конкретных материалов и конструкции.
Типы режущих инструментов — Руководство по покупке Thomas
В обрабатывающей промышленности доступны различные типы режущих инструментов. Этот процесс требует, чтобы свойства режущего инструмента были сделаны из разных материалов. Каждый режущий инструмент выбирается по типу обрабатываемого материала, включая тип обработки, количество и качество продукции. Для выполнения резки используются одноточечные или многоточечные инструменты. Одноточечные инструменты используются при токарной обработке, строгании и других подобных методах для удаления материала с использованием одной режущей кромки.
Инструменты классифицируются по обширной линейке используемых материалов, например:
- Углеродистая инструментальная сталь — недорогой металлорежущий инструмент, используемый для операций малой скорости обработки. Эти углеродистые стали устойчивы к истиранию и могут сохранять острую режущую кромку. Углеродистые стали обладают отличной обрабатываемостью. Однако они теряют твердость при температуре около 250 градусов Цельсия и не подходят для современных операций механической обработки. Инструмент из углеродистой стали используется в фрезерных, токарных, формовочных и спиральных сверлах, а также для обработки мягких материалов, таких как магний, алюминий и латунь.
- Быстрорежущая сталь (HSS) — высокоуглеродистая сталь со значительным содержанием легирующих элементов, таких как вольфрам, молибден, хром и т. Д. Охлаждающая жидкость используется для увеличения срока службы инструмента из-за потери твердости при температурах до 650 градусов Цельсия. HSS используются в сверлах, фрезах, токарных станках с продольной точкой и протяжках.
- Твердый сплав — Режущий инструмент из твердого сплава состоит из карбида тантала, вольфрама и титана с кобальтом в качестве связующего. Эти твердосплавные инструменты очень твердые и могут выдерживать температуры значительно выше 1000 градусов Цельсия.
- Инструменты для керамики — оксид алюминия и нитрид кремния считаются наиболее распространенными керамическими материалами. Они обладают высокой прочностью на сжатие и выдерживают температуру до 1800 градусов Цельсия. Благодаря низкому трению между поверхностью инструмента и стружкой и низкой теплопроводностью, они обычно не требуют охлаждающей жидкости и обеспечивают отличную чистоту поверхности.
- Инструмент из кубического нитрида бора (CBN) — CBN — второй по твердости материал после алмаза. Они обладают высокой устойчивостью к истиранию и используют абразивные материалы в шлифовальных кругах.
- Алмазный инструмент. Алмазы — самый твердый материал, не говоря уже о том, что он довольно дорогой. Обладает очень высокой теплопроводностью и температурой плавления. Они обладают низким коэффициентом трения, низким тепловым расширением и высокой устойчивостью к истиранию. Алмазы отлично подходят для точности размеров и обработки поверхности.
Типы режущих инструментов
Типы режущих инструментов, которые мы сосредоточим здесь, — это фрезерные и токарные режущие инструменты, включая концевые фрезы, сверла и метчики.
Концевые фрезы
являются наиболее распространенными режущими инструментами для ЧПУ и ручных фрез и обычно используются для обработки боковых и торцевых сторон заготовки.
- Материалы для концевых фрез из быстрорежущей стали предназначены для различных процессов фрезерования большинства материалов. Эти инструменты доступны в различных размерах и могут быть односторонними или двусторонними.
- предназначены для общего фрезерования всех материалов.
- Performance предназначены для специальных применений, таких как обработка пластика, стали и алюминия.
Стандартные твердосплавные концевые фрезы
Твердосплавные концевые фрезы
Сверла используются при фрезерных и токарных работах для сверления отверстий в заготовке. Сверла доступны в различных размерах и стилях. Центровочные сверла, точечные сверла, сверла для винторезных станков и сверла для продольной резки — вот лишь некоторые из них.
- Центровочные сверла изготовлены из двухсторонней быстрорежущей стали и идеально подходят для установки подвижного центра (аналогично мертвой точке). Он может резать под углом 60 градусов на конце заготовки.
- Сверла для точечного и снятия фаски из твердосплавной стали идеально подходят для зенкования или точечного сверления, сверления и снятия фаски.
- могут использоваться для универсального сверления большинства материалов, включая сталь, и доступны в различных размерах, включая дробные, проволочные и буквенные системы.
- Jobber Length Drills также могут использоваться для универсального сверления большинства материалов, включая сталь.
Сверла для винтовых станков
Сверла
Метчики, такие как метчики со спиральным острием или метчики со спиральной канавкой, идеально подходят для нарезания резьбы в ранее просверленных отверстиях. Доступны ответвители как для универсальных, так и для высокопроизводительных операций.
- Метчики со спиральной канавкой общего назначения идеально подходят для нарезания резьбы на фрезерном станке с ЧПУ.
- могут использоваться для обработки большинства металлов и идеально подходят для создания резьбы и сквозных отверстий в деталях фрезерного станка с ЧПУ.
- идеально подходят для нарезания резьбы деталями из алюминия и нержавеющей стали.
- могут использоваться для нарезания резьбы деталями из алюминия и нержавеющей стали.
Метчики со спиральным острием общего назначения
Высокопроизводительные метчики со спиральной канавкой
Высокопроизводительные метчики со спиральной канавкой
Сводка
В этой статье представлено понимание типов режущих инструментов.Для получения дополнительной информации о сопутствующих продуктах обратитесь к другим нашим руководствам или посетите платформу Thomas Supplier Discovery Platform, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
Источники:
- https://www.datron.com/tools/datron-cutting-tools.php
- https://www.travers.com/end-mills/c/297630/
Прочие изделия для резки
Прочие «виды» изделий
Другие товары из категории Машины, инструменты и расходные материалы
Материал режущего инструмента, углеродистая сталь, быстрорежущая сталь Hish, карбиды, карбиды титана, прямые карбиды вольфрама, устойчивые к кратерам карбиды, карбиды с покрытием, многослойный карбид
МАТЕРИАЛЫ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА
Режущие инструменты должны быть изготовлены из материала более твердого, чем материал, который должен быть разрезан.Инструмент должен выдерживать тепло, выделяемое в процессе резки металлических материалов.
или процесс резки неметаллических материалов. Многие типы инструментальных материалов, начиная от высокоуглеродистых.
сталь, керамика и алмазы, используются в современной металлообрабатывающей промышленности в качестве режущего инструмента.
Важно знать, что существуют различия между материалами инструмента, что это
есть отличия и правильное применение для каждого типа материала. Режущий инструмент должен
иметь следующие характеристики для производства качественных и экономичных деталей.Твердость, ударная вязкость, износостойкость, выдерживает удары при резке, имеет такую форму
край может проникать в работу. Твердость; жгут и прочность режущего инструмента должны быть
выдерживается при повышенных температурах, также называемых жаростойкостью. Прочность; стойкость
режущие инструменты необходимы, чтобы инструменты не скалывались и не ломались, особенно во время
прерванные операции резания. Износостойкость; износостойкость означает достижение
приемлемого срока службы инструмента до его замены.Различные производители инструментов
присваивать своим продуктам множество наименований и номеров. Хотя многие из этих имен и номеров
могут показаться похожими, применение этих инструментальных материалов может быть совершенно другим.
В большинстве случаев производители инструментов предоставляют инструменты, изготовленные из подходящего материала для каждого конкретного случая применения.
Углеродистые стали: Их использование ограничено резкой мягких металлов и дерева.
Плохая производительность при температуре выше 250 ℃ (482 ℉). Углеродистая сталь используется в первую очередь для получения меньшего
дорогие сверла, метчики и развертки.Углеродистая сталь редко используется для изготовления одноточечных режущих инструментов.
Закалка углеродистых сталей происходит очень мелко, хотя некоторые из них имеют небольшое количество
ванадий и хром добавлены для улучшения их качества отверждения. Используемая скорость резки
для простой углеродистой инструментальной стали должна составлять примерно половину рекомендуемой скорости для
быстрорежущей стали.
Быстрорежущие стали: Они широко используются, особенно для многоточечных инструментов.
Они были в значительной степени заменены карбидами для одноточечных инструментов.Их основное приложение
предназначен для инструментов форм и сложных форм, например для зубонарезания и протяжки.
Они также используются для спиральных сверл, разверток и т. Д.
Некоторые из наиболее часто используемых легирующих элементов быстрорежущих сталей — вольфрам (W),
молибден (Mo), хром (Cr), ванадий (V) вместе с углеродом (C). Есть несколько сортов
быстрорежущих сталей, которые делятся на два типа: вольфрамовые быстрорежущие стали и молибденовые быстрорежущие стали.
Вольфрам Быстрорежущие стали обозначаются префиксом буквой T перед номером, обозначающим марку. Молибден быстрорежущие стали обозначаются префиксом буквой M . Мало производительности
разница между сопоставимыми марками быстрорежущей стали вольфрама или молибдена.
Добавление от 5% до 12% кобальта в быстрорежущую сталь увеличивает ее твердость при высоких температурах.
встречается при резке, тем самым улучшая ее износостойкость и эффективность резания.
Кобальт немного увеличивает хрупкость быстрорежущей стали, делая ее восприимчивой к
сколы на режущей кромке.По этой причине кобальтовые быстрорежущие стали в основном производятся
в одноточечные режущие инструменты, которые используются для тяжелых черновых работ в абразивных материалах
и через грубую абразивную поверхностную чешую. Серии M40 и T15 относятся к группе высокой твердости или
так называемые сверхскоростные стали, упрочняемые до 70 Rc; однако они, как правило,
хрупкая и трудно шлифуемая. Для резки они обычно подвергаются термообработке до 67–68 Rc.
чтобы уменьшить их ломкость и склонность к сколам.Серия M40 значительно легче шлифуется, чем T15.
Они рекомендуются для обработки прочной штамповой стали и других труднообрабатываемых материалов; они есть
не рекомендуется для применений, в которых хорошо работают обычные быстрорежущие стали. Быстрорежущие стали
изготовленные методом порошковой металлургии, прочнее и обладают улучшенной шлифовальной способностью по сравнению с
с аналогичными сортами, изготовленными обычным способом. Инструменты из этих сталей можно закаливать.
примерно на 1 Rc выше, чем у сопоставимых быстрорежущих сталей, изготовленных обычным способом без
Жертвовать стойкостью.Они особенно полезны в приложениях, связанных с прерывистым
резка и где срок службы инструмента ограничен выкрашиванием. Все эти стали скорее дополняют, чем заменяют
обычные быстрорежущие стали.
Их можно закаливать до высокой начальной твердости или твердости при комнатной температуре в диапазоне от 63
Rc до 65 Rc для обычных быстрорежущих сталей и до 70 Rc для так называемых сверхскоростных сталей.
Они могут сохранять достаточную твердость при температурах от 1000 ° F до 1100 ° F (от 538 ° C до 593 ° C).
чтобы позволить им резать на скоростях резания, которые будут вызывать эти температуры инструмента, и они
вернется к своей первоначальной твердости при охлаждении до комнатной температуры.Они очень глубоко затвердевают,
возможность шлифования быстрорежущих сталей до формы инструмента из цельной заготовки и переточки
много раз без ущерба для твердости режущей кромки. Быстрорежущие стали можно изготавливать
мягкие путем отжига, чтобы их можно было обрабатывать в сложных режущих инструментах, таких как сверла, развертки,
и фрезы, а затем закалены.
Карбиды Их также называют спеченными карбидами или спеченными карбидами.
Они тверже быстрорежущих сталей и обладают отличной износостойкостью.Они состоят из порошкообразных
карбиды вольфрама, титана, тантала, ниобия и др. с порошкообразным кобальтом в качестве связующего.
Их получают прессованием порошка в фильерах и спеканием при высокой температуре.
Затем они шлифуются до окончательной формы. Обычно они используются в качестве наконечников и могут работать до
1000 ° С (1832 ° F). Спеченные карбиды сохраняют очень высокую степень твердости при температурах до
1400 ° F (760 ° C) и даже выше; следовательно, можно использовать очень высокие скорости резания.При использовании в
высокая скорость резания, они обеспечивают хорошее качество поверхности обрабатываемой детали. Карбиды больше
хрупкая, чем быстрорежущая сталь. Карбиды следует использовать с большей осторожностью. Сотни сортов
карбиды доступны, и попытки классифицировать эти марки по областям применения не дали результатов.
полностью успешно разработан. Существует четыре различных типа карбидов:
a) Карбиды титана
b) Прямые карбиды вольфрама
c) Устойчивые к кратерам карбиды
d) Карбиды с покрытием / многослойный карбид
Карбиды титана: Эти карбиды полностью изготовлены из карбида титана.
и небольшое количество никеля и молибдена.Обладают отличной стойкостью к образованию кратеров.
и нагреть. Их высокая жаропрочность позволяет им работать на более высоких скоростях резания,
но они более хрупкие и менее устойчивы к механическим и термическим ударам. Следовательно,
они не рекомендуются для тяжелых или прерывистых порезов. Карбиды титана бывают
менее устойчив к истиранию и не рекомендуется для прорезания окалины или оксидных пленок на стали.
Хотя устойчивость карбидов титана к образованию кратеров отличная, отказ
вызванный образованием кратера, иногда может происходить из-за того, что стружка имеет тенденцию закручиваться очень близко
к режущей кромке, образуя в этой области небольшой кратер, который может прорваться.
Прямой карбид вольфрама: Это наиболее устойчивый к истиранию твердый сплав.
и используется для обработки серого чугуна, большинства цветных металлов и неметаллических материалов,
где устойчивость к истиранию является основным критерием. Прямой карбид вольфрама быстро
образуют кратер на торце инструмента при обработке стали, что снижает срок службы инструмента.
Карбид титана добавляют к карбиду вольфрама, чтобы противодействовать быстрому образованию кратера.Кроме того, карбид тантала обычно добавляют для предотвращения деформации режущей кромки при
подвергается сильному нагреву и давлению, возникающим при выполнении тяжелых порезов.
Кратеростойкие карбиды: Эти карбиды, содержащие карбиды титана и тантала.
помимо карбида вольфрама используются для резки сталей, легированных чугунов и других материалов.
которые имеют сильную тенденцию к образованию кратеров.
Карбиды с покрытием / ламинированный карбид: Их можно назвать ламинированным карбидом.Они состоят из твердого тонкого слоя карбида титана, прикрепленного к телу из карбида вольфрама.
Поверхность имеет очень высокую прочность при высоких температурах, в то время как тело имеет высокую термическую стойкость.
проводимость и, следовательно, эффективный отвод тепла. Они доступны только как индексируемые
вставки, потому что покрытие будет удалено шлифованием. Основные материалы покрытия
представляют собой карбид титана (TiC), нитрид титана (TiN) и оксид алюминия (Al2O3). Очень тонкий
слой (примерно 0.0002 дюйма) материала покрытия наносится на твердый сплав.
вставлять; материал под покрытием называется субстратом. Общая производительность
покрытого карбида ограничивается подложкой, которая обеспечивает необходимую прочность
и устойчивость к деформации и термическому удару. При равной стойкости инструмента твердые сплавы с покрытием
могут работать на более высоких скоростях резания, чем твердые сплавы без покрытия. Увеличение может составлять от 20 до 30%.
а иногда до 50% быстрее. Карбиды с покрытием из карбида титана и нитрида титана обычно
работают в среднем диапазоне скоростей резания (200–800 футов в минуту) и покрыты оксидом алюминия
карбиды используются в более высоком диапазоне скоростей резания (800–1600 футов в минуту).Слой
карбид с покрытием показан на рисунке ниже;
Твердосплавные инструменты с тройным покрытием обеспечивают сопротивление износу и пластической деформации при обработке стали,
абразивный износ чугуна и образование наростов на кромках. TiC остается основным материалом покрытия
подложка для прочности и износостойкости. Второй слой — это Al2O3, химически доказавший свою эффективность.
стабильность при высоких температурах и устойчивость к абразивному износу. Третий слой представляет собой тонкое покрытие из
TiN для снижения коэффициента трения пластины и уменьшения образования кромок.
.