Как выбрать паз в доске циркуляркой
Ручная циркулярная пила, стала довольно универсальным инструментом. Её используют как циркулярный станок, соответственно при помощи её можно вырезать шип на торце заготовки.
Но оказывается при помощи небольших приспособлений, ручной циркуляркой можно сделать и паз, для «Т» образного соединения, в середине доски, который обычно делают при помощи фрезера. Достаточно ограничить передвижение ручной циркулярной пилы, на ширину паза.
Для этого изготавливаем два угольника, с прямыми углами с длинной прилегающего по длине доски бруска на размер реза циркулярной пилы. Расстояние от края подошвы, до линии реза. Один справа, другой слева, по подошве циркулярной пилы. Затем при их помощи устанавливаем ширину паза. Глубину выбираемого паза выставляем при помощи высоты погружения пилы.
Вначале делаем пропилы по толщине размера вставляемой доски или щипа. А затем проходим по середине паза несколько раз, (поперёк доски) на расстоянии пропила 2-3 мм. Образовавшиеся тонкие надрезы можно удалить при помощи молотка. Затем проходим пилой, которая ограничена приспособлением, в размере паза, вдоль доски, вычищая остатки надрезов.
Образовавшиеся тонкие надрезы можно удалить при помощи молотка. Затем проходим пилой, которая ограничена приспособлением, в размере паза, вдоль доски, вычищая остатки надрезов.
Автор РВТ
Когда человек приобретает электрорубанок, то в первую очередь он думает о ровных и гладких поверхностях на древесине, которые обеспечит инструмент. Но время идет, аппетиты растут, функциональность обычного рубанка с электроприводом уже перестает устраивать.
Порой нужно сделать фаску или выбрать четверть. Простая, на первый взгляд, операция требует внимательности и определенных навыков.
Фальц при помощи рубанка с электроприводом: назначение и применение
Четверть или другое название фальц – это выборка в виде ступеньки по краю доски или бруса. Предназначена она для возможности сборки заготовок внакладку. Это облегчает процесс, а также исключает необходимость изготовления соединения паз-шип в сопрягаемых деталях. Применяется доска с фальцем в основном для изготовления полов или щитовых конструкций.
Применяется доска с фальцем в основном для изготовления полов или щитовых конструкций.
Фальц при помощи рубанка с электроприводом: все за и против
Бытуют разные мнения по поводу целесообразности выполнения выборки четверти электрорубанком. Одни считают это напрасной тратой времени, утверждая, что сделать фальц лучше и быстрее при помощи циркулярки или фрезерного станка. Другие говорят, что качественнее исполнение будет после рубанка. Правы и те и другие. Однако, чтобы сделать технологическую выборку на станках, необходимо иметь их в наличии. Поэтому изготовление ступеньки электрорубанком хоть и кропотливое занятие, но имеет право на жизнь.
Еще один момент. Если человек не занимается столярным бизнесом, проживает в квартире, то выбирать четверть электроинструментом ему вряд ли придется. Живущим в частном доме такая опция может пригодиться, причем неоднократно.
Фальц при помощи рубанка с электроприводом: инструмент
Сделать выборку четверти электрорубанком не представляет особой трудности. Для этого необходимо:
Для этого необходимо:
- выбрать электроинструмент с функцией выборки фальца;
- нужно иметь угловой упор и ограничитель глубины резания.
Фальц при помощи рубанка с электроприводом: пошаговая инструкция
Шаг №1
Сначала на столярный верстак кладут заготовку и закрепляют ее максимально жестко струбцинами. Крепеж должен быть с противоположной стороны от зоны обработки.
Шаг №2
После этого готовят инструмент. Устанавливают угловой упор на требуемом расстоянии от детали. Таким образом он обеспечит необходимую ширину строгания и угол 90° между инструментом и кромкой детали.
Шаг №3
Справа на электроинструмент прикручивают ограничитель глубины.
Шаг №4
Режущий инструмент устройства следует установить максимально приближенным к правому краю подошвы.
Шаг №5
Когда все готово, включают электрорубанок и проход за проходом выбирают фальц. Установка максимальной глубины строгания за один проход нежелательна.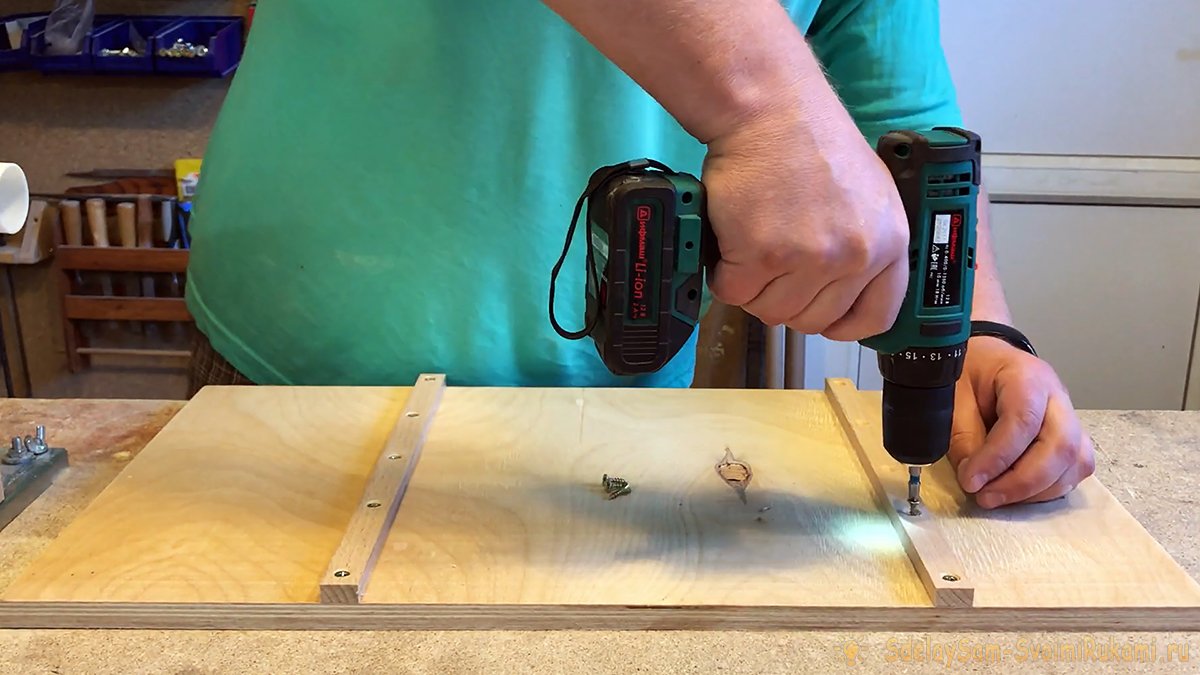 Этот момент нужно согласовать с рекомендациями завода-изготовителя инструмента.
Этот момент нужно согласовать с рекомендациями завода-изготовителя инструмента.
Шаг №6
После того как ограничитель глубины упирается в древесину, работу прекращают. Фальц готов.
При необходимости снимают фаску на кромках детали. Это поможет избежать расщепления края угловых поверхностей. Для удобства выполнения фасок на подошве электроинструмента предусмотрены прорези разного размера.
Ознакомившись со статьей, читатель сможет узнать о назначении и применении фальца в столярном деле, сможет сделать выборку четверти электрорубанком самостоятельно.
Поиск по сайту
Ручная циркулярная пила удобный инструмент плотника и столяра. Мастера применяют инструмент на ремонтных и строительных работах. Пилой можно распускать листовой материал, такой как ДСП, ЦСП, фанеру и МДФ. Только необходимо правильно выбрать пильный диск и использовать направляющие для точной разметки.
Ручная пила чаще применяется для грубой обработки деталей. Более чистый пропил получается при использовании диска с количеством зубов не менее 40. При распиливании досок лучше использовать направляющую линейку, самодельную или готовую промышленную.
С помощью пилы можно не только отпиливать доски по размеру, но и сделать поперечные пропилы на кромках заготовок. Такие пазы понадобятся для сборки плотницких и столярных изделий.
Для изготовления приспособления понадобится площадка из фанеры или МДФ толщиной 12-20 мм. . На передней кромке снизу крепится клеем и саморезами опорный брусок. Упор не дает площадке уходить вперед во время движения инструмента.
Сверху крепится продольная направляющая, по которой будет идти ручной инструмент. Линейку надо установить точно под углом 90* к передней кромке и параллельно боковой кромке основания.
После разметки пила выставляется по нужной высоте и делаются два крайних пропила. Пильный диск должен проходить внутри от линий разметки. Чтобы площадка случайно не сдвинулась, её надо зафиксировать струбцинами. Затем переставляя направляющую несколько раз прорезается внутренний массив углубления.
Чтобы площадка случайно не сдвинулась, её надо зафиксировать струбцинами. Затем переставляя направляющую несколько раз прорезается внутренний массив углубления.
Внутренняя часть паза выбивается молотком, а дно зачищается стамеской.
Поперечный брусок устанавливается в паз и фиксируется саморезами.
Точно так же выбрается паз под углом. Такие детали могут понадобиться для сборки столов с крестовыми ножками, стульев под старину или уличных беседок.
Направляющая линейка выставляется под нужным углом, зажимается струбциной и делаются пропилы нужной глубины.
Торцовочная каретка — шипорезка для ящичного соединения
При помощи этой универсальной каретки удобно торцевать деревянные заготовки и отпиливать их точно в размер с помощью накидных упоров. А при помощи нехитрых дополнений можно делать ящичное соединение «шип-паз» или изготавливать декоративные решетки.
Понадобится:
- Фанера толщиной 12 мм.
- Толстая доска (40-50 мм).

- Метизы.
- Клей ПВА.

Процесс изготовления
Из фанеры лобзиком или на циркулярной пиле выпиливаем основание каретки шириной в размер стола циркулярной пилы и глубиной около 40 см. Из древесины твердых пород (в данном случае бука) изготавливаем направляющие в размер пазов стола циркулярки и фиксируем их на клей и саморезами.
Ширину полозьев подгоняем под пазы так, чтобы основание каретки скользило свободно, но без поперечных люфтов. Для этого изначально полозья можно сделать точно по ширине пазов, а затем с помощью наждачной бумаги добиться плавного скольжения.
Теперь нужно сделать переднюю и заднюю планки каретки. Из доски или из фанеры, склеенной вдвое, делаем заднюю планку (ширина — по основанию, высота — произвольная). Она несет чисто механическую функцию и не требует особо точного крепления. Фиксируем ее снизу на клей и саморезы и делаем первый НЕПОЛНЫЙ пропил, не доводя его до переднего края на несколько сантиметров.
Из толстой доски или склеенной вдвое фанеры делаем переднюю планку (ширина — по основанию, высота 15 см). Ее особенность в том, что сверху делаем Т-образный паз под головку болта М8. Для этого сначала делаем глухой пропил на циркулярной пиле. Его глубина должна быть чуть больше высоты головки болта, а ширина — чуть больше расстояния между двумя параллельными гранями шестигранника головки болта. В данном случае каретку для циркулярки делаем тоже на циркулярке, без помощи фрезера.
Затем поверх получившегося паза на клей и саморезы монтируем планку из фанеры.
И делаем в ней пропил шириной 8 мм — как раз под диаметр болта М8.
Прикрепляем переднюю планку к основанию на клей и саморезы.
ВНИМАНИЕ: следим за соблюдением прямых углов относительно предварительно сделанного пропила и относительно плоскости основания каретки!
Теперь основание каретки можно пропилить до конца. А в качестве элемента безопасности из обрезков фанеры делаем ограждение, куда будет выходить пильный диск при пропилах.
Сама каретка готова. Нужно сделать два навесных упора, челнок и калибр.
Упор представляет собой две заготовки из фанеры, собранные на клей и саморезы под прямым углом. Упор удобно монтировать, используя в качестве базы с углом 90 градусов переднюю планку каретки. При этом участок монтажа необходимо предварительно оклеить скотчем, чтобы детали упора не приклеились к планке каретки. После высыхания скотч нужно удалить. Таким способом делаем два упора и просверливаем в их верхней части по два отверстия под болты М8.
Челнок размером 25х15 см делаем из склеенной вдвое фанеры и деревянной планки шириной 16 мм, высотой 5 мм и произвольной длины, в данном примере около 80 мм. Планку вклеиваем заподлицо с нижней гранью челнока в предварительно выбранный паз.
Калибр делаем из такой же планки шириной 16 и высотой 5 мм. С одной стороны оставляем ширину 16 мм, а с другой она уменьшена на ширину пропила h.
Всё готово для того, чтобы протестировать изготовление ящичного соединения. Сначала выставляем челнок так, чтобы край язычка находился от пильного диска на расстоянии калибра шириной 16 мм. Таким образом мы задали параметры будущего соединения «шип-паз»: ширина шипа будет 16 мм, и размер паза тоже будет 16 мм. Пододвигаем к челноку упор Б и фиксируем его барашковыми гайками.
Сначала выставляем челнок так, чтобы край язычка находился от пильного диска на расстоянии калибра шириной 16 мм. Таким образом мы задали параметры будущего соединения «шип-паз»: ширина шипа будет 16 мм, и размер паза тоже будет 16 мм. Пододвигаем к челноку упор Б и фиксируем его барашковыми гайками.
Чтобы найти положение для упора А, используем вторую сторону калибра, имеющий ширину язычка, уменьшенную на толщину пропила пильного диска. Фиксируем упор А.
Выпускаем пильный диск на высоту используемого материала. В этом примере взяты куски фанеры толщиной 10 мм. То есть поднимаем пильный диск над основанием каретки на 10 мм. Пододвигаем челнок вплотную к упору Б, упираем заготовку в язычок и делаем первый крайний пропил.
Пододвигаем челнок к упору А, упираем заготовку в язычок и делаем второй крайний пропил.
Затем постепенно сдвигаем челнок и выбираем древесину между крайними пропилами.
Таким образом формируется паз глубиной 10 мм и шириной 16 мм. Накидываем заготовку пазом на язычок челнока, и повторяя действия по формированию крайних пропилов и выборки древесины между ними, делаем второй паз и последующие пазы вплоть до конца заготовки. Если последний паз не кратен длине заготовки — ничего страшного.
Накидываем заготовку пазом на язычок челнока, и повторяя действия по формированию крайних пропилов и выборки древесины между ними, делаем второй паз и последующие пазы вплоть до конца заготовки. Если последний паз не кратен длине заготовки — ничего страшного.
Переворачиваем заготовку на 180 градусов, накидываем первым целым пазом на язычок, пододвигаем челнок к упору Б, подставляем вторую сопрягаемую деталь из фанеры и делаем первый пропил.
Убираем первую деталь и делаем пазы на второй, как описано выше.
Сопрягаем получившиеся детали и убеждаемся, что ящичное соединение сделано корректно.
Заключение
Получилась удобная универсальная каретка, которая с успехом может заменить торцовочную пилу. Также с помощью этой каретки можно делать ящичное соединение «шип-паз» или изготавливать декоративные решетки.
Смотрите видео
Архивы паз — Изделия Своими Руками
На фрезерование шипа и паза Вам не нужна циркулярная пила с лезвием Дадо. Нужен только фрезерный стол и несколько общих деталей (фрез). Шпоночно-пазовые соединение образует прочное, взаимозаменяемое соединение с большим количеством Продолжить чтение →
Нужен только фрезерный стол и несколько общих деталей (фрез). Шпоночно-пазовые соединение образует прочное, взаимозаменяемое соединение с большим количеством Продолжить чтение →
Метки: паз, фреза, фрезерном столе, фрезерный, шип
Моя торцовочная пила видила много разных действий при изготовление рамок для картин. Чтобы облегчить себе жизнь, я сделал это регулируемое приспособление, скользящий упор. Оно предназначено для резки большого количества деталей одинаковой длины. Продолжить чтение →
Метки: паз, упор
Рассмотрим вопрос создания слота или паза внутри изделия. Обычно такая работа забирает большую часть времени. Допустим когда мне нужны на детали слоты или пазы, то я обращаюсь к настольной циркулярной пиле. Она снабжена пильным диском с победитовыми напайками (диск Дадо). Такой подход отлично Продолжить чтение →
Метки: заготовка, паз, слот, стол, упор, фреза, фрезер
Для ящиков в шкаф, решено было использовать врезное соединение фальцевый замок, которое будет расположено в передней части ящика. Такое комбинированное соединение гораздо сильнее, чем простое соединение в фальц и его не так сложно выполнить в сравнении с таким соединением, как ласточкин хвост. На самом деле, чтобы сделать двойной шип и все необходимые работы, не потребуется большого количества деталей и приспособлений. Нужны всего лишь пара фрез и несколько Продолжить чтение →
Такое комбинированное соединение гораздо сильнее, чем простое соединение в фальц и его не так сложно выполнить в сравнении с таким соединением, как ласточкин хвост. На самом деле, чтобы сделать двойной шип и все необходимые работы, не потребуется большого количества деталей и приспособлений. Нужны всего лишь пара фрез и несколько Продолжить чтение →
Метки: двойной шип, паз, фальц, шип, шип паз фланец, шпунт
Любой фрезерный станок отлично подходит для изготовления шипов, пазов. Но вначале нужно сделать приспособление, долбежный станок из ручного фрезера, чтобы правильно управлять инструментом и получить требуемую точность для шипа, паза в момент резки. Это универсальное приспособление позволяет регулировать длину и место расположения врезки шипа, паза. Плюс его можно Продолжить чтение →
Метки: долбежный станок по дереву, долбежный станок своими руками, паз, приспособление, станок, станок долбежно фрезерный, фрезерный, шип
Паз, салазки для фрезера и фрезер не сравнимы в изготовлении простых соединений.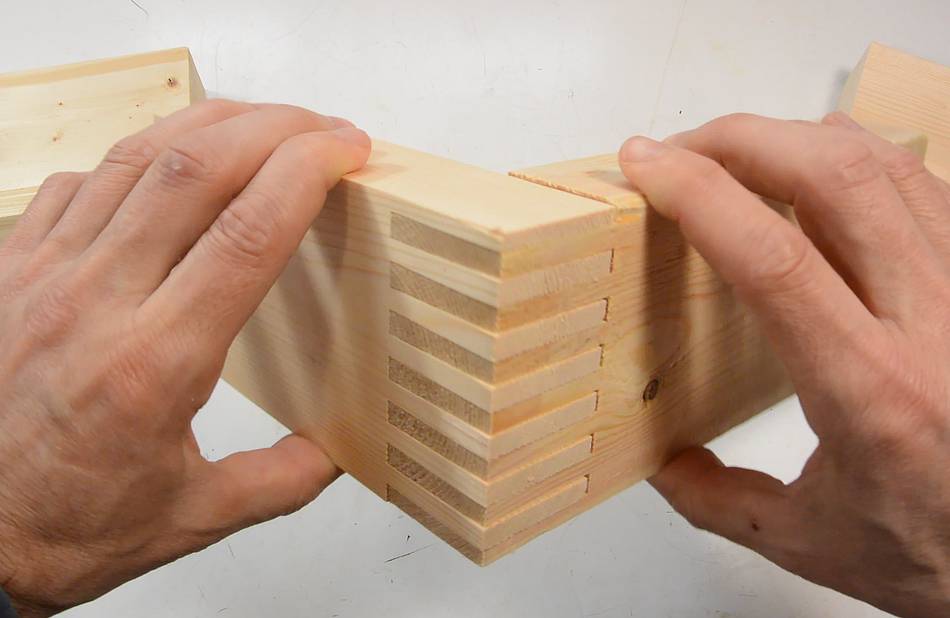 Потому салазки для фрезера помогут изготовить точный паз. Дело в том, что из-за неточностей в изготовлении пазов растет риск получить не точное соединение, с каждым изготовленным пазом, получить не точное совпадение в шипах. Это приспособление обеспечит быструю настройку размера паза с повторяющейся точностью. Более того, это приспособление может создавать шипы-пазы разных размеров. Первоклассная точность начинается с хорошего приспособления.
Потому салазки для фрезера помогут изготовить точный паз. Дело в том, что из-за неточностей в изготовлении пазов растет риск получить не точное соединение, с каждым изготовленным пазом, получить не точное совпадение в шипах. Это приспособление обеспечит быструю настройку размера паза с повторяющейся точностью. Более того, это приспособление может создавать шипы-пазы разных размеров. Первоклассная точность начинается с хорошего приспособления.
Продолжить чтение →
Метки: паз, салазки, фрезер, шип
Рассмотрим фрезы из трех специальных наборов, которыми можно сделать чрезвычайно крепкие соединения, но на это требуется немного больше усилий и времени (фото слева). На всех моих проектах, края фугованные до использования фрез. Сращивая панель для двери я использую фрезы в простом наборе в количестве двух штук — первая под паз с толщиной резца Продолжить чтение →
Метки: мебельный щит, паз, ручная фреза по дереву, шип
Заделать щель изъяны на изделии, чтобы ваши проекты выглядели еще лучше и не имели лишних затрат. Один из секретов в создании красивых изделий качественное изготовление всех деталей. Но даже самое пристальное вниманием при изготовлении деталей, не дает гарантии, что в конечном итоге не будет на изделии небольших пятен, червоточин у сучков, или даже небольших зазоров в соединениях деталей, которые испортят весь внешний вид. Продолжить чтение →
Метки: как заделать стык между досками, как заделать щель между шипом и пазом, клей, отделка, паз, шип
Прямая фреза это способ, как изготовить точные паз и шип, фрезер и фрезерный стол — это то, что нужно. Шип и Паз. Это самое сильное столярное соединение, не требует специальных навыков у столяра. На самом деле, все, что вам нужно это стол, упор, фрезер и прямая фреза. В нашем случае рассмотрен способ
Продолжить чтение →
Метки: паз, ручной фрезер, фреза, фрезер, фрезеры ручные, фрезы для ручного фрезера, фрезы для фрезера, шип
Двери в шкаф, рассмотрим три не сложных способа, которые помогут придать любой двери красивый внешний вид и вы сделаете это сами. Один из способов в изготовлении дверей, есть способ связки столярных изделий — шип и паз. Составные элементы соединения показаны на фото справа ниже. Фанерная панель фиксируется во внутренних пазах дверной рамы. Продолжить чтение →
Один из способов в изготовлении дверей, есть способ связки столярных изделий — шип и паз. Составные элементы соединения показаны на фото справа ниже. Фанерная панель фиксируется во внутренних пазах дверной рамы. Продолжить чтение →
Метки: изготовление дверей для шкафа, изготовление мебели, паз, поделки, филенки, шип
Фреза, пазы и шипы в соединении сторон коробки, шкатулки вот, что вы получите когда сделаете приспособление для фрезерного стола, используя наши простые рекомендации шаг за шагом. Продолжить чтение →
Метки: паз, паза, пазы, салазки, упор, фреза, фреза концевая, шип, шипа
Приспособление фрезер, как долбежное, создано для успешной работы применяя любой фрезер и позволит быстро изготовить пазы одного размера и одинаковой формы. Шип и паз это одно из самых распространенных соединений в столярном деле. Давайте рассмотрим специальное фрезерное устройство — фрезер, как долбежное приспособление. Такое оборудование Продолжить чтение →
Такое оборудование Продолжить чтение →
Метки: паз, паза, пазов, приспособление, ручной, ручной по дереву, упор, фрезер
Приспособление для ленточной пилы мне часто помогает при пилении тонких реек для изделий. Процесс изготовления тонкой рейки не простой, так как трудно отрезать заготовку одинаковой толщины по всей длине. Вот почему и пришлось создать приспособление с направляющим роликом. Оно создано для удобства работы на ленточной пиле или любом другом инструменте, которые имеют параллельную направляющую на циркулярном столе или столе фрезера. Это прекрасно работает в Продолжить чтение →
Метки: лобзик, паз, приспособление для ленточных пил, приспособление для разводки ленточных пил, распилы, фрезер, циркулярка, электролобзиком
Циркуляркой ровные торцы, вот один из самых безопасных и самых точных способов проверить торцовочное приспособление на «точный квадрат». Используйте два бруска древесины, а для этого уложите их один поверх другого и Продолжить чтение →
Метки: как пилить ровно циркуляркой на станке, как ровно отрезать доску ручной циркуляркой, как ручной циркуляркой пилить ровно, направляющая, паз, приспособления, торцовочное приспособление
Для циркулярки многоцелевые салазки многоцелевые салазки — это всего лишь девять деревянных заготовок использованных в создании торцовочного и шипорезного приспособления для циркулярки. Продолжить чтение →
Продолжить чтение →
Метки: паз, приспособление, салазки, салазки циркулярки, стола циркулярки, упор, циркулярка с кареткой, шипорезное
Приемы работы с шипорезным приспособлением и далее в статье на рисунке отображено, как правильно используя данное приспособление изготовить шипы на любой заготовке за четыре приема, как настроить высоту и глубину пропила , настроить жесткий упор, и сделать хороший шип. Продолжить чтение →
Метки: заготовки, заплечика, заплечики, изготовить, паз, соединения, станок шипорезный, шип, щечки
На шипорезное приспособление после того, как ручка закреплена , следующий шаг, добавляем деревянную направляющую полосу (бегунок) из лиственных пород дерева. Направляющая полоса вставляется в паз расположенный в нижней части основания и удерживает приспособление (и заготовки) параллельно полотну циркулярной пилы. Единственная проблема при использовании деревянной направляющей полосы это сезонные изменения температуры и влажности. Чтобы решить эту проблему, я сделал бегунок уже, чем слот на циркулярном столе. Затем я добавил регулировочные винты, см. фото вверху. Таким образом, бегунок можно регулировать и он скользит гладко. Продолжить чтение →
Чтобы решить эту проблему, я сделал бегунок уже, чем слот на циркулярном столе. Затем я добавил регулировочные винты, см. фото вверху. Таким образом, бегунок можно регулировать и он скользит гладко. Продолжить чтение →
Метки: бегунок, блок, блока, болты, заготовки, отверстия, паз, приспособление, приспособление шипорезное, стол циркулярный, стопорные, упор
Простой фрезерный стол заводского изготовления вещь довольно таки дорогая. Отмечу, что самый примитивный стол стоит как минимум $60-70 у.е. Изготовить стол самостоятельно можно и самому из подручного материала и не вкладывая больших затрат. Важнейшая составляющая на любой фрезерный стол та, что верх Продолжить чтение →
Метки: паз, стола, фрезами, фрезер, шип
Изготовление шипового соединения
Очередной мастер класс, надо сказать, что достаточно подробный и не менее полезный от Александра Шульца. Сегодня мы поговорим о шиповом соединении. Прямой шип- это основа столярного дела. Как его выполнить в кустарных условиях (а заодно и в оборудованной столярной мастерской) и расскажет наш сегодняшний урок.
Прямой шип- это основа столярного дела. Как его выполнить в кустарных условиях (а заодно и в оборудованной столярной мастерской) и расскажет наш сегодняшний урок.
Рассмотрим основные принципы изготовления соединения на шип на примере двух заготовок на широкой и узкой, толщина всех деталей будет 30 мм. Для начала отмечаем ширину заготовок.Затем необходимо отложить плечики, обычно это 1/3 материала — отступаем по 1 см вовнутрь, делаем заметкуУдобнее всего разметку проводить с помощью столярного угольникаЕсли с узкой заготовкой все просто, то для широкой заготовки необходимо сделать сегментированный шип (для лучшего сцепления). Сегментированный, то естьсорстоящий из нескольких небольших шипов. Для этого находим центр отступаем в каждую сторону по 1 см, т.е. по заплечику, отмечаем.Вот что у нас получается. Заштрихованные части будут выпазовываться.Глубина паза должна составлять половину стоевой, в данном случае это 30 мм, но должна быть на 2-3 мм глубже, для того чтобы клей имел место для выхода. Отмечаем глубину на сверле изолентой. Сверло выставляется по центру заготовки.
С помощью сверлильно-присадочного станка — егомы уже рассматривали ранее. (кстати, можно пользоваться обычным сверлильным станком). Сначала сверлим несколько рядом расположенных отверстий.
Затем поводя заготовкой из стороны в строну с заглубленным сверлом, срезаем оставшиеся перемычки.Вот такой получается паз — с помощью примитивного сверлильно-пазовального устройства. Конечно, он не идеально красив, да и края закруглены, но онимеет точно заданные размеры и располагается точно по центру заготовки.В профессиональной мастерской применяется пот такой долбежный станок.
Вот такой получается паз — с помощью профессионального сверлильно-пазовального устройства, после которого не нужно круглить шипыПереходим к ихготовлению самих шипов. Начнем с любительской методики -выпиливание шипа на циркулярке с кареткой.
Сначала делаем рез по разметочной линии, затем сдвигая заготовку постепенно убираем излишки материала.
Переворачиваем заготовку и повторяем манипуляции со всех сторон.
В результате получается вот такой аккурытнй шип. Но его надо немного доработатьДля того, чтобы шип вошел в паз есть два способа. Первый — взять долото и выдолбить закругления пазалибо второй вариант — взять рашпиль и закруглить края шипа под пазШирокую заготовку делаем на профессиональном устройстве — фрезер с широкой фрезой.
точно так же обходим шип со всех сторон. Все получается в один проход — значительно быстрее, чем кареткой.
Сегментируем шип той же циркуляркой.
Убираем промежуток, подстроив вылет диска.Профессиональное долото на станке и шиповка на профессиональном инструменте — гнезда квадратные, шипы квадратные, ничего не нужно дорабатывать, все идеально подходит
Что ж, шип с пазом изготовлены,перейдем к их соединению. Оно должно быть клеевым.
При поклейке надо смазывать паз изнутри или проушину, так же необходимо промазывать поверхность шипа.
“Торец заготовки я вам не рекомендую смазывать, т.
Промазывать следует и шип и проушину.Соединяем детали, сначала наводим киянкой,
затем посредством пресса (ваймы).За неимением такового можно весь процесс осуществить киянкой.Вытираем излишки клея
Такие же манипуляции проводим с широкой заготовкой: наносим клей, соединяемнаживляем
Запрессовываем.Подведем итог:
- При изготовлении шиповых соединений и рамочных конструкций необходимо стоевую делать длиннее, т.е. оставлять хвосты. Хвост стоевой должен быть длиннее вашего фасада с каждой стороны на одну толщину материала, это делается для того, чтобы заготовка не разошлась по волокнам при запрессовке.
- Для широких заготовок необходимо применять сегментарный шип. Толщина шипа всегда делается по стандартам — 1/3 толщины материала, допускается не менее 1/4 толщины материала.
- Шип в любом случае должен быть толще. Для хвойных (мягких) пород на 0,2 мм толще, для твердых пород на 0,1 мм толще, все это связано с усадкой древесины.
 к. он все равно не приклеится к пласти — держать будут только шип и внутренняя поверхность проушка. Сильно много смазывать не надо, потому, что шип и проушко под воздействием воды, содержащейся в клее будут разбухать, таким образом создадутся условия для крепкого шва.”
к. он все равно не приклеится к пласти — держать будут только шип и внутренняя поверхность проушка. Сильно много смазывать не надо, потому, что шип и проушко под воздействием воды, содержащейся в клее будут разбухать, таким образом создадутся условия для крепкого шва.” Заплечики — 1/3 толщины материала, промежуток между шипами 2/3 толщины материала.
Заплечики — 1/3 толщины материала, промежуток между шипами 2/3 толщины материала.видео-инструкция как сделать своими руками, особенности крепления для стен, цена, фото
Все фото из статьи
Тип соединения, основанный на вхождение шипа в паз, появился в Европе практически одновременно с половой доской и вагонкой. Отделочный материал прост и удобен в монтаже и имеет массу достоинств. Правда, по стоимости он дороже обычных досок и планок, зато стыки получаются намного аккуратнее, да и срок службы на порядок выше.
Пазовое соединение увеличивает прочность покрытия.
Разновидности пазовых досок
Симметричный паз.
Многие пользователи не представляют, как выбрать паз в доске, полагая, что в магазине им предложат только один вариант соединения и материала.
Это далеко не так, там вас встретит большой ассортимент:
- Симметричный паз. Это наиболее простой тип. В нем длины верхней и нижней полок одинаковы, они и выступают на одно расстояние.
Асимметричное соединение.
- Ассиметричный паз. Здесь верхние полки длиннее нижних.
- Блок хаус, используемый в основном для отделки стен и потолков. Планки часто имитируют рельеф бруса и имеют полукруглый или фасонный профиль на лицевой стороне.
- Евро вагонка также как и блок хаус, часто снабжается рельефным рисунком.
- Террасная доска, изготовленная из дерева и полимера, тоже имеет шипы и пазы, упрощающие установку.
Обратите внимание!
Если запланировано крепление без пазовой доски стен не выровненных, с выступами и вмятинами, не ждите хорошего качества от результата.
Облицовка не ляжет ровно, перепад высот и щели неизбежны.
Изготовление планок с пазами в домашних условиях
Нередко приходится мастерить дома мебель или делать ремонт, обходясь самыми простыми методами и тем, что под рукой.
Если возникла необходимость проделать паз в доске своими руками, запаситесь терпением и нужными инструментами:
- Циркулярная пила. Наиболее практичный инструмент, но есть она, к сожалению, не у всех.
- Обычная ножовка для дерева. Работать ею придется дольше, зато уж эту принадлежность можно найти в каждом доме.
- Электрическая дрель. Она тоже довольно доступна, но перед тем, как сделать паз в доске дрелью, желательно потренироваться на ненужном бруске, отрабатывая навык.
Изготовление паза дисковой пилой
Производство паза дисковой пилой.
В качестве материала оптимальны деревянная доска, бруски и тому подобное. Цена на исходное сырье минимальная, в крайнем случае, используется то, что найдется в хозяйстве. Наиболее удачное решение – концевое соединение сквозной, одинарной открытой прямой.
Стык получится прочным и надежным:
- Рекомендуется выполнять шипы с толщиной ¼ от толщины планки и паз такого же размера.
- Высота и длина паза должны соответствовать размерам планки.
- Приготовьте карандаш и линейку для разметки.
- Определитесь с координатами пропила и отметьте его.
- Пропил должен выполняться по линии внутри той стороны, которая будет затем отделена.
- Для циркулярной пилы инструкция рекомендует ширину полотна в 2-4 мм.
- Пропиливание посередине отмеченной линии снимает 1-2 мм лишних, так как на каждой планке проделывается по две борозды.
Обратите внимание!
Чтобы заготовка не была испорчена, выполняйте пропилы по внутренним сторонам расчерченных линий.
При этом делается визуальная поправка на толщину полотна.
- Если вам нужно соединить две запчасти под углом в 90º, разрежьте заготовки под 45º на концах.
- Для концевого сквозного открытого на ус соединения (одинарного прямого) отметьте места пропилов на косых срезах планок.
- Перед тем как с доски снять паз, еще раз проверьте правильность пропила со всех сторон.
- Под угловое одинарное несквозное в проушину соединение вместо паза делается проушина. В данном случае ширину шипа оставляют неизменной, а длина составит 0,3-0,8 ширины присоединяемой доски.
- Так как циркулярка закругляет края проушины, оставляя неизменной форму шипа, желательно доработать углы, обточив их рашпилем.
Паз при помощи дрели
На фото – выемка паза дрелью.
Метод довольно трудоемкий, но его можно назвать альтернативой выше описанному. Если вам не удалось достать ручной фрезер, подготовьте дрель и стамеску, линейку и карандаш.
Далее:
- Подберите сверло с диаметром, соответствующим ширине будущей бороздки.
- Чтобы угадать с глубиной паза, можно сделать отметку на самом сверле (например, нарисовать яркой краской).
- Прочертите две параллельные линии по бруску на нужном расстоянии друг от друга.
- Закрепив заготовку в тисках, высверливайте борозду, внимательно контролируя ровное по вертикали положение дрели и выдерживая глубину.
- Все лишнее по окончании снимите острой стамеской и зачистьте наждачной шкуркой.
Обратите внимание!
Бывает, требуется борозда с вогнутым дном и шип с выпуклым торцом.
Перед тем как сделать лунный паз в доске окончательно, высверливайте на глубину чуть меньшую требуемой.
Последующую обработку и подгонку удобно сделать крупнозернистой шкуркой или круглым напильником.
Использование ножовки по дереву
Изготовление поперечного паза ножовкой.
Здесь ощутимо поможет грамотно сделанная разметка.
Полотно ножовки подберите ровное и прочное:
- Чтобы не ошибиться, проведите две линии по длине доски, с противоположных сторон. Расстояние от верхней плоскости до них и будет глубиной.
- Надежно зафиксируйте брусок и начинайте пропиливать.
- Важно следить, сверяясь с линиями, насколько входит полотно в дерево.
- При перекосе инструмента можно все испортить, поэтому периодически смотрите за вхождением ножовки в материал с боковых ракурсов.
- При широком пазе и тонком полотне эффективнее проделать два пропила, опять – по внутренним сторонам прочерченного.
- Все лишнее аккуратно убирается стамеской и зачищается.
Вывод
Для небольших объемов отделочных работ и тем более для бытовых самоделок необязательно покупать готовый дорогостоящий материал. Достаточно уделить немного свободного времени и сделать заготовки самостоятельно. Тем более что для рачительного хозяина это не составит труда.
Подробно и доходчиво процесс опишет видео в этой статье, где мастера раскроют маленькие хитрости столярной науки. Если вам что-либо не понято, вы можете задать вопросы в комментариях.
Приспособление для изготовления соединения шип паз. Как сделать соединение шип-паз своими руками. Соединения в шпунт и гребень
Даже небольшая неточность, умноженная на число шипов, способна испортить шиповое соединение, которое считается одним из самых капризных в изготовлении. Описанное ниже приспособление обеспечивает точное и быстрое изготовление шипового соединения для ящиков. Кроме того, с помощью одного-единственного приспособления можно делать шипы разного размера.
Приспособление состоит из трех основных частей — основания, которое крепится струбцинами к фрезерному столу, подвижных салазок с вертикальным упором и сменных накладок для изготовления шипов разного размера. Все детали этого приспособления сделаны из березовой фанеры толщиной 19 мм и твердой древесины. Детали просто склеены друг с другом. Длина основания зависит от ширины фрезерного стола. Измерьте расстояние от правого края до оси фрезы. Для измерения вставьте в цингу V-образную фрезу. Острый кончик фрезы расположен точно на оси вращения. Добавьте к полученному размеру 70 мм, чтобы определить длину основания (в нашем случае — 356 мм). Затем изготовьте приспособление, показанное на рисунке.
Чтобы салазки легко скользили вдоль основания, при сборке обеспечьте небольшой зазор, вставив между основанием и полозками кусочки бумаги. Если вы планируете использовать приспособление для изготовления шипов разного размера, сделайте несколько сменных накладок. Вам придется устанавливать новую накладку при переходе на другой размер. Чтобы сделать в накладке Т-образный паз, сначала выберите его центральную часть с помощью прямой фрезы, а затем, используя Т-образную фрезу, сделайте заключительный проход.
Размеры проушин и шипов зависят от диаметра используемой фрезы, но так как регулируемые накладки можно менять, вы имеете возможность выбрать фрезу любою размера. Чтобы соединения выглядели аккуратными, то есть начинались и заканчивались целыми шипами и проушинами, ширина деталей должна быть кратной диаметру фрезы. Для настройки сделайте из обрезков две пробные заготовки, имеющие такую же длину и толщину, как стенки ящика, но шириной на 3 мм больше окончательной высоты ящика.
Даже небольшие отклонения размеров суммируются при многочисленных проходах, формирующих соединение. Поэтому оставляйте на заготовках небольшой запас по ширине, чтобы впоследствии избежать неприятных сюрпризов. Вы сможете без труда удалить остаток припуска, когда соединения будут готовы.
Теперь установите приспособление на фрезерный стол, настройте его и сделайте ящик за 12 простых шагов.
Выберите фрезу в соответствии с толщиной деталей, например, чтобы сделать шипы шириной 6 мм в стенках толщиной 6 мм. Но можно взять фрезу большего диаметра для изготовления более крупных шипов.
Закрепите основание приспособления на фрезерном столе, выровняв фрезу по центру выреза. Положите на основание заготовку и установите вылет фрезы так, чтобы она чуть выступала сверху.
Установите поверх основания салазки с вертикальным упором и зафиксируйте накладку, выровняв ее торцы вровень с полозками. Сдвиньте салазки вперед, чтобы фрезой сделать в накладке вырез-проушину.
Сделайте из обрезков Т-образную рейсшину для фиксации расстояния от края фрезерного стола до накладки. Рейсшина должна иметь достаточную высоту, чтобы ее торец упирался в накладку.
Выпилите из твердой древесины рейку-шаблон квадратного сечения, плотно входящую в вырез накладки. Распилите ее на две части и сложите их вместе, чтобы передвинуть накладку.
Удалите рейсшину и рейки, затем сделайте в накладке второй вырез-проушину. Обрежьте штыревой упор до длины 51 мм и вклейте его в новую проушину вровень с задней стороной накладки.
Для проверки настроек прижмите край пробной заготовки к штыревому упору. Сдвиньте салазки вперед, чтобы сделать в заготовке первую проушину.
Наденьте первую проушину на штыревой упор и отфрезеруйте вторую проушину. Продолжайте операцию до завершения, каждый раз надевая новую проушину на штыревой упор.
Для формирования первого выреза на углу смежной заготовки вставьте между ней и штыревым упором вторую часть рейки. Сделав первый проход, отложите рейку в сторону.
Прижмите угловой вырез к штыревому упору и сделайте второй проход. Последовательно сформируйте все шипы и проушины соединения. Опилите стенки ящика до окончательной ширины, удаляя неполные шипы.
Проведите пробную сборку соединения. Оно должно легко соединяться усилием рук, но не разъединяться под собственной массой. Если требуется, измените настройки.
Фирменные прижимы для склейки ящиков позволяют сжимать детали с выступающими торцами шипов, но при этом распределяют давление на все соединение.
Чтобы шиповые соединения ящиков получались безупречными, следуйте советам:
- Перед изготовлением соединений расположите стенки ящика так, как они будут окончательно склеиваться, и поставьте метки. Чтобы не перепутать их ориентацию, пометьте внешнюю и верхнюю сторону каждой стенки. Помните, что на противоположных стенках соединения должны выполняться одинаково.
- Фреза с восходящей спиралью дает более чистый рез с минимумом сколов. Кроме того, режущие усилия при работе такой фрезы направлены вниз, прижимая заготовку к столу и не давая ей приподниматься.
- Обрабатывая древесину, склонную к образованию сколов, прикрепите к переднему краю заготовки ненужный обрезок с помощью двухстороннего скотча.
- Всегда делайте шипы чуть длиннее; их выступающие торцы нетрудно удалить с помощью шлифовки или копирующей фрезы после сборки ящика. Чтобы на крайних шипах не возникали сколы, прижмите к ним струбциной обрезок бруска или доски.
- Если дно ящика с прямыми шипами должно вставляться в шпунты стенок, насухо соберите ящик, зафиксируйте стенки струбцинами и выберите шпунты изнутри с помощью шлицевой фрезы с подшипником. Затем сделайте закругления на уголках дна в соответствии с радиусом фрезы.
- Склеивайте ящики в течение суток после изготовления соединений. Если оставить детали на несколько дней, шипы могут усохнуть или разбухнуть, что затруднит сборку, или даже сделает ее невозможной.
- Склейка четырех соединений с большим числом шипов и проушин заставляет торопиться. Экономьте время, нанося клей только на внутренние грани шипов.
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Использование соединений типа шип-паз в домашних условиях позволит самостоятельно создавать красивую мебель, которая так же отличается надёжностью. Даже каркасы малоэтажных домов соединяются при помощи данной схемы, особенно когда речь идёт о серьёзных нагрузках во время эксплуатации. Потому будет полезно разобраться в том, как сделать шип паз ручным фрезерами.
Используемые инструменты
Выборка материала в данном случае проводится на поверхности брусьев и досок сбоку. Главное, чтобы у предполагаемого соединения выдерживались размеры с точки зрения геометрии.
Чтобы закончить процесс при помощи фрезера, допускается применять инструменты, снабжённые хвостовиками с диаметром 8, либо 12 миллиметров. Так называемая пазовая фреза станет универсальным вариантом при выполнении работ любого вида. Устройство снабжается режущей частью, у которой основной принцип работы описывается таким образом:
- Поверхность сбоку участвует в формировании сторон сбоку у шипа, стеновой части пазов.
- Сторона с торцевой частью применяется при обработке дна. После этого необходимый слой материала снимается с основания шипа.
Результат – одновременное формирование на поверхности по бокам и шипов, и пазов. Для размеров допускается индивидуальная регулировка, и у владельца достаточно широкие возможности в этом смысле.
Иногда для пазов и шипов выбирают не форму прямоугольника, а вид так называемого «ласточкиного хвоста». Этот вариант актуален, если к надёжности соединения предъявляются повышенные требования. Соответственно, используемая фреза тоже называется «ласточкин хвост» в этом случае. Такая работа без проблем выполняется ручными инструментами, если возникает необходимость.
Изготовление приспособления для выборки шипа
Когда детали обрабатываются вручную, сам фрезер не имеет дополнительной пространственной фиксации. А ведь от этого зависит общий результат работы, точность самого соединения в дальнейшем.
Чтобы собрать простейшую конструкцию, способную справиться с задачей, нужно будет использовать:
- Несколько направляющих, которые остаются неподвижными. Они должны быть боковыми и верхними или нижними.
- Длина у выборки регулируется за счёт использования соответствующей подвижной планки.
Для изготовления применяется следующая последовательность действий:
- Берётся фанерный лист, с одного края которого монтируют боковые элементы в вертикальной плоскости. По центру материала необходимо создать соответствующие вырезы.
- Боковые стороны снабжаются направляющими. По ним подошва ручного фреза перемещается в дальнейшем.
- Боковые планки фиксируются на верхних направляющих. Тогда у хода рабочего фрезера, связанного с этими деталями, появляются ограничения.
- Фанерный лист, ставший основанием для установки, служит и поверхностью для установки подвижного элемента. Тогда величину вылета края для будущей заготовки проще контролировать при любых обстоятельствах. Фиксацию обеспечивают обычными винтами, другими видами фиксирующих приспособлений.
Существует несколько моментов при изготовлении, требующих отдельного учёта:
- Верхние направляющие имеют высоту, соответствующую сумме толщины для детали под обработкой и небольшого зазора, на котором устанавливают клин, участвующий в фиксации.
- Формирующийся шип обладает определённой длиной, которая учитывается при определении толщины вырезов у боковых элементов по вертикали.
Когда используются подобные приспособлении – работа проводится с участием ручных фрезеров любой современной модели.
Следующим образом изготавливаются приспособления, если требуется использовать соединения типа «ласточкин хвост».
- Внутри листа фанеры с несколькими слоями создаётся отверстие. Часть для резания у самой фрезы выступает из этой детали.
- Заранее готовится фанерный лист, на нижней части которого фиксируют сам ручной фрезер. Хомуты и саморезы отлично подойдут при выполнении работы, как и крепления других видов.
- Доска толщиной на 2,5 сантиметра крепится к фанерному листу, который в дальнейшем участвует при передвижении заготовленной детали. Функция направляющих перенимается конструкцией. Доски относятся к расходным материалам с одноразовым применением.
Создание шипов на брусках и досках
Обработка выполняется при помощи следующей последовательности действий:
- Деталь, подвергаемая обработке, устанавливается на плоскости с нижней стороны.
- Край детали, где происходит формирование шипа, вмещают вырезы у направляющих вверху. Конструкция движется внутрь, пока не упрётся в конец.
- Элемент подвижного типа должен фиксироваться, с сохранением определённого положения.
- Применяем клиновой инструмент, чтобы соединить друг с другом направляющие и плоскость, расположенные вверху.
- Соединение ручного фрезера с верхними направляющими.
- При помощи фрезерного инструмента на домашнем фрезерном столе производится снятие древесины у одной стороны.
- Когда обработана первая сторона заготовки, начинают вторую.
Операция будет успешной только при высоких параметрах производительности и точности. Настройка относится к обязательным действиям перед тем, как инструменты включаются.
Для решения вопроса действия выполняются со следующей последовательностью:
- Фрезерный инструмент опускают до тех пор, пока он не дойдёт до поверхности основания.
- Измерение толщины детали.
- Результат по толщине делится на 4. Итог – параметр расстояния, которого придерживаются, поднимая фрезу над основанием.
Фреза по дереву «Ласточкин Хвост»
У пазов и шипов при подобных обстоятельствах: только половина от обычной ширины. Это объясняется особенностями, которыми обладают соединения данной разновидности.
Главное – правильно настроить приспособление, зафиксировать его в подходящем положении.
Соединение в шип паз должно в результате иметь некоторый зазор. Он необходим, чтобы потом можно было удобно воспользоваться клеевым составом.
Как выбрать паз фрезером?
Решение задачи зависит от того, где располагаются пазы, какой размер они имеют. Можно привести несколько рекомендаций домашним мастерам:
- Использование открытых пазов предполагает закрепление у столешницы, проведение заготовки вдоль фрезы.
- Точность определяется высотой фрезы, местом расположения планки.
- Рекомендуется пользоваться древесными отходами для пробных операций. Это позволяет избежать ошибок.
- Выборка проводится поэтапно, при этом осуществляется несколько проходов.
Главное после завершения каждого этапа вовремя избавляться от отходов из древесины. Тогда инструмент точно не будет страдать от перегрева. При выполнении работы легче всего использовать вырезанный из фанеры шаблон.
По нему проходят самой фрезой, с установленным подшипником.
Очередной мастер класс, надо сказать, что достаточно подробный и не менее полезный от Александра . Сегодня мы поговорим о шиповом соединении. Прямой шип- это основа столярного дела. Как его выполнить в кустарных условиях (а заодно и в оборудованной столярной мастерской) и расскажет наш сегодняшний урок.
Рассмотрим основные принципы изготовления соединения на шип на примере двух заготовок на широкой и узкой, толщина всех деталей будет 30 мм. Для начала отмечаем ширину заготовок.Затем необходимо отложить плечики, обычно это 1/3 материала — отступаем по 1 см вовнутрь, делаем заметку
Удобнее всего разметку проводить с помощью столярного угольника
Если с узкой заготовкой все просто, то для широкой заготовки необходимо сделать сегментированный шип (для лучшего сцепления). Сегментированный, то естьсорстоящий из нескольких небольших шипов. Для этого находим центр
отступаем в каждую сторону по 1 см, т.е. по заплечику, отмечаем.
Вот что у нас получается. Заштрихованные части будут выпазовываться.
Глубина паза должна составлять половину стоевой, в данном случае это 30 мм, но должна быть на 2-3 мм глубже, для того чтобы клей имел место для выхода. Отмечаем глубину на сверле изолентой. Сверло выставляется по центру заготовки.
С помощью сверлильно-присадочного станка — егомы уже рассматривали . (кстати, можно пользоваться обычным сверлильным станком). Сначала сверлим несколько рядом расположенных отверстий.
Затем поводя заготовкой из стороны в строну с заглубленным сверлом, срезаем оставшиеся перемычки.
Вот такой получается паз — с помощью примитивного сверлильно-пазовального устройства. Конечно, он не идеально красив, да и края закруглены, но онимеет точно заданные размеры и располагается точно по центру заготовки.
В профессиональной мастерской применяется пот такой долбежный станок.
Вот такой получается паз — с помощью профессионального сверлильно-пазовального устройства, после которого не нужно круглить шипы
Переходим к ихготовлению самих шипов. Начнем с любительской методики -выпиливание шипа на циркулярке с кареткой.
Сначала делаем рез по разметочной линии, затем сдвигая заготовку постепенно убираем излишки материала.
Переворачиваем заготовку и повторяем манипуляции со всех сторон.
В результате получается вот такой аккурытнй шип. Но его надо немного доработать
ля того, чтобы шип вошел в паз есть два способа. Первый — взять долото и выдолбить закругления паза
либо второй вариант — взять рашпиль и закруглить края шипа под паз
Широкую заготовку делаем на профессиональном устройстве — фрезер с широкой фрезой.
точно так же обходим шип со всех сторон. Все получается в один проход — значительно быстрее, чем кареткой.
Сегментируем шип той же циркуляркой.
Убираем промежуток, подстроив вылет диска.
Что ж, шип с пазом изготовлены,перейдем к их соединению. Оно должно быть клеевым.
При поклейке надо смазывать паз изнутри или проушину, так же необходимо промазывать поверхность шипа.
“Торец заготовки я вам не рекомендую смазывать, т.к. он все равно не приклеится к пласти — держать будут только шип и внутренняя поверхность проушка. Сильно много смазывать не надо, потому, что шип и проушко под воздействием воды, содержащейся в клее будут разбухать, таким образом создадутся условия для крепкого шва.”
Промазывать следует и шип и проушину.
затем посредством пресса (ваймы).За неимением такового можно весь процесс осуществить киянкой.
Вытираем излишки клеяТакие же манипуляции проводим с широкой заготовкой: наносим клей, соединяем
наживляем
Запрессовываем.
Подведем итог:
- При изготовлении шиповых соединений и рамочных конструкций необходимо стоевую делать длиннее, т.е. оставлять хвосты. Хвост стоевой должен быть длиннее вашего фасада с каждой стороны на одну толщину материала, это делается для того, чтобы заготовка не разошлась по волокнам при запрессовке.
- Для широких заготовок необходимо применять сегментарный шип. Толщина шипа всегда делается по стандартам — 1/3 толщины материала, допускается не менее 1/4 толщины материала. Заплечики — 1/3 толщины материала, промежуток между шипами 2/3 толщины материала.
- Шип в любом случае должен быть толще. Для хвойных (мягких) пород на 0,2 мм толще, для твердых пород на 0,1 мм толще, все это связано с усадкой древесины.
Добрый день, друзья!
Сегодня давайте разберем один из способов изготовления классического столярного соединения шип — паз
. Соединение будем делать не просто само по себе, а сделаем полноценное изделие — небольшой декоративный столик. У нас будет возможность попрактиковаться, ведь для такого изделия необходимо сразу 8 примыканий царг к ножкам. Попутно рассмотрим некоторые другие приемы работы с ручным фрезером.
Изготовления соединение шип — паз начнем с вырезки паза ручным фрезером. Для этого нам понадобится фрезер с параллельным упором и прямая пазовая фреза. В данном примере пазы выбираются на ножках стола в местах соединения с царгами. На фотографиях вы видете пример изготовления ножек стола из покупных балясин — так стол выглядит очень эффектно. Однако, при желании можно использовать и обычный деревянный брусок.
Размечаем место будущего паза следующим образом: находим центр заготовки, ведь мы хотим, чтобы паз находился ровно посередине (в данном случае толщина бруска 50мм, соответственно центр 25мм). Отмечаем границы будущего паза. В качестве царг будет использована доска шириной 100мм, соответственно паз будем делать 90мм. После разметки, устанавливаем фрезер с параллельным упором таким образом, чтобы центр фрезы располагался точно по осевой линии и приступаем к выборке паза.
Для уменьшения нагрузки на фрезу, выборку лучше производить постепенно — за несколько проходов, с каждым разом опуская фрезу все ниже. В данном случае, глубина паза 20мм, выборка производилась за 4 прохода с шагом 5мм. Как видно на фото, на первой заготовке, мне не удалось точно соблюсти границы фрезерования и паз получился чуть больше чем надо. В данном случае это не проблема — все равно паз будет полностью закрыт царгой, но стоит быть внимательным и стараться соблюдать разметку. Не меняя настройки фрезера, делаем одинаковые пазы на всех заготовках.
Для избежания такого дефекта, часто к заготовке прижимают накладки, которые физически не позволяют фрезеру пройти дальше нужного места, но в данном случае, так как выбирается паз слишком близко к краю заготовки — нет возможности применить этот способ и приходится рассчитывать только на свои силы. Если вы часто планируете изготавливать соединение шип — паз, стоит задуматься об изготовлении шаблона, который позволит
точно делать пазы близко к краям заготовок. Также стоит быть внимательным с возможным смещением фрезы в боковом направлении — всегда плотно прижимайте параллельный упор к заготовке.
Далее приступаем к изготовлению шипа. В моем распоряжении была циркулярная пила, при помощи которой в этом нет ничего сложного. Берем заготовки под царги, выставляем на пиле 20мм — высоту будущего шипа, а пильный диск поднимаем над столом на расстояние, равное половине толщины паза. В данном случае использовалась фреза толщиной 15мм, соответственно пильный диск выдвигаем на 7-8мм.
Таким образом, не меняя настройки пилы, обрабатываем все 4 заготовки под царги с обоих сторон. Затем, при необходимости изменяем высоту пильного диска, и таким же образом обрабатываем их с торцов для получения полноценного шипа.
Осталось лишь немного скруглить углы шипа ножом, для точного совпадения с пазом и соединение готово!
После отпила ножек в размер, можно переходить к склейке ножек и царг.
Нам осталось сделать столешницу. В данном случае она была вырезана фрезером из клеенего щита толщиной 30мм. Подробнее о том как это было сделано смотрите в В принципе, столешница может быть любой формы.
Затем кромка столешницы была обработана кромочной калевочной фрезой. И приклеена на шканты к царгам.
Столик готов! Согласитесь, благодаря ножкам из балясин он выглядит очень эффектно.
В ближайшие дни не пропустите еще одну заметку о приемах работы с ручным фрезером. Будет интересно!
Всем удачи в ремесле!
Читайте новые заметки раньше всех – подписывайтесь на канал в
Телеграм
!
Итак, в каких случаях нужно соединение «шип паз»
Вертикальные перемычки
В большинстве изделий (например, столах) перемычки или распорки соединяются с вертикальными ножками (рис. 1). При таком расположении волокна на склеиваемых поверхностях деталей — взаимно перпендикулярны.
Горизонтальные перемычки
Ситуация с перемычками, например, на пристенном столике. как сделать который мы расскажем в одной из следующих статей, несколько другая. Чтобы получить отсеки для выдвижных ящиков, перемычки устанавливаются горизонтально относительно ножек, и вместо одного широкого шипа с большой поверхностью склейки у вас появляются две маленькие склеиваемые поверхности.
Решение
Для решения этой проблемы придётся выпилить два паза и два шипа (рис. 2). Это может выглядеть как ослабление соединения, но это не совсем так. Двойные шипы увеличивают площадь склейки за счёт двух больших щёчек.
Итак,изготовление соединения двойной паз шип — хороший вариант соединения ножек с узкими (тонкими) перемычками, но при этом в два раза возрастает количество запилов. Это не означает, что в два раза увеличивается количество настроек станка.
В пристенном столике (о нем в следующей статье) перемычки и ножки одинаковой толщины. Это означает, что внешние щёчки шипов (и пазов) могут быть на одинаковом расстоянии от рёбер детали.
Поэтому два паза на каждой ножке (и две внешние щёчки шипов) могут быть выпилены с одной установки станка.
Как в любом соединении паз/шип, необходимо сначала выбрать пазы (рис. 3 и 4). Для их высверливания требуется всего одна установка сверлильного станка. Затем концы пазов можно спрямить стамеской.
Как сделать двойные шипы
Внешние щечки
Сначала для выпиливания заплечика установите продольную линейку, которая будет служить ограничителем (рис. 5-7), определяющим длину шипа. Затем поднимите диск и перекрывающимися запилами выпилите первую щёчку. Затем разверните деталь и выпилите вторую щёчку. Проверьте подгонку и. если необходимо, поднимите диск.
Внутренние щёчки
Разметьте их непосредственно по пазам. Для этого поставьте деталь над пазами и сделайте соответствующие отметки (фото 2). Как и для внешних щёчек, для выпиливания внутренних нужна только одна установка диска. Но на этот раз деталь надо поставить на торец (рис. 8-13).
Затем подрезкой острой стамеской подгоните шипы к пазам.
Двойное соединение шип-паз – как сделать: инструкция к фото
1. Чтобы создать проём для выдвижных ящиков, вместо одной перемычки устанавливают две. Но тогда на шипах уменьшится поверхность склейки.
2. При использовании двойных шипов и пазов площадь склейки удваивается, что увеличивает прочность соединения деталей.
3. Чтобы определить длину пазов, на каждой детали отметьте их верхние и нижние концы. Затем, чтобы определить ширину пазов, разметьте все их боковые стороны.
10. Не меняя установки диска, разверните деталь так, чтобы к блоку-ограничителю прижалась противоположная грань детали. Выпилите щёчку и удалите лишнюю древесину.
11. Грубо выпилив шипы, проверьте их подгонку к пазам. Для точной подгонки щёчки и заплечики придётся подрезать стамеской.
12. Если шипы не входят точно в пазы, несколькими проходами острой стамески надо удалить неровности на внешних сторонах щёчек.
13. Чтобы шипы полностью сели в пазы, надо подрезать их заплечики, при этом внутренний заплечик может быть немного утоплен.
Разные виды столярных соединений – какие прочнее других
Вам требуется рамочное соединение, которое не развалится, когда дети превратят дверцу шкафа в игровой снаряд для своих забав?
Или ящичное соединение, выдерживающее рывки и толчки без повреждений?
Мы испытали 12 образца обоих типов, чтобы выбрать из них два лучших.
Ранее мы подвергли жестокому испытанию различные пазовые, шиповые, стыковые и усовые соединения, чтобы выяснить, какие из них наиболее. Теперь, чтобы узнать, какие рамочные и ящичные соединения самые крепкие, мы изготовили дюжины образцов для испытаний и подтолкнули их к гибели (в буквальном смысле).
Для дверных рамок мы сделали по шесть образцов с контрпрофильными соединениями, в шпунт и гребень, вполдерева и с полупотайными шипами.
Также изготовили опытные образцы ящичных соединений:
- с пазом и гребнем,
- с прямыми ящичными шипами,
- с открытыми и полупотайными шипами «ласточкин хвост»,
- шпоночные с пазом «ласточкин хвост»,
- пазо-гребневые с двумя плечиками,
- в фальц и ус с замком.
Для обеспечения равных условий все соединения были изготовлены из ш древесины примерно одинаковой плотности с применением одного и того же клея. В образцах рамочных соединений (за исключением отдельных указанных случаев) использовался красный дуб сечением 18×50 мм. Образцы ящичных соединений – из тополя 12×100 мм.
На испытательном оборудовании в каждое соединение двумя способами. В первом измерялось сопротивление соединений разрыву, как в случае грубого открывания выдвижного ящика или резкого бокового рывка сдвижной дверцы.
В другом испытании проверялась способность соединений противостоять излому до нарушения прямоугольности деталей и разрушения склейки. (Представьте себе ребёнка, раскачивающегося на дверце шкафа или широкий бельевой ящик, перекосившийся от резкого выдёргивания.)
Когда утихли треск и хруст ломающейся древесины, мы обнаружили, что все соединения выдержали значительно большую нагрузку на разрыв, чем на излом, что показалось довольно необычным для реальных условий. Например, ящичные соединения в среднем выдерживали усилие на разрыв около 675 кгс, а на излом только 36 кгс.
Рамочные соединения в дверцах в среднем выдержали усилие на разрыв около 550 кгс, но только 231 кгс на излом. Сравнить относительную прочность соединений в каждой категории можно по таблицам. Проанализировав столбцы цифр, мы выяснили несколько особенностей, которые вы сможете применить в своей мастерской, чтобы сделать соединения прочнее.
РАМОЧНЫЕ СОЕДИНЕНИЯ
Соединения вполдерева
Результат. В испытании на излом соединения вполдерева выдержали вдвое большую нагрузку, чем следующее по прочности соединение. Вывод. Большая площадь склейки вдоль волокон придает этому соединению исключительную прочность. Применяйте его в рамах для зеркал и тяжелых дверцах, чтобы быть уверенными в их надежности.
Результат. В испытаниях на разрыв у большей части соединений вполдерева лопнула не склейка, а древесина на стойках. Вывод. Это соединение способно удержать в дверцах тяжелые вставки, например, стеклянные витражи.
Результат. В соединениях с разрушенной склейкой можно было увидеть грубые следы пильного диска. Вывод. Для прочного склеивания гладко шлифуйте контактирующие поверхности соединения.
Результат. Несмотря на то, что соединения вполдерева примитивны и легко выполняются, они превосходят по прочности другие, более трудоёмкие соединения, например, контрпрофильные. Вывод. Большая сложность не гарантирует большей прочности.
Соединения с полупотайным шипом
Результат. В каждом испытании на разрыв стойка с гнездом разрывалась по древесине вдоль прежде, чем ломался шип на перекладине. Вывод. Склейка вдоль волокон стенок гнезда и щёчек шипа достаточно прочна, но слабее, чем в соединениях вполдерева.
Результат. В испытаниях на разрыв во всех образцах трещины в стойках совпадали с дном гнезда. Вывод. Длинные шипы уменьшают вероятность появления трещин и усиливают соединение, как и в предыдущих испытаниях.
Результат. Ни в одном из испытанных образов шипы не сломались и даже не проявили признаков слабости. Вывод. Неоднократно проверенное практикой правило делать шипы толщиной равной трети толщины деталей в очередной раз доказало достаточную продольную прочность шипов.
Результат. В нескольких образцах, испытанных на излом, шипы выламывали древесину между гнездом и торцом стойки (см. фото), но не раньше, чем стойки лопались вдоль. Вывод. Применяйте это соединение для случаев, когда требуется повышенная надёжность. Прочности склейки шипа более чем достаточно, несмотря на уязвимость тонкой стенки гнезда.
Результат. Соединение ослабляется, когда торец шипа не достигает дна гнезда. Вывод. Зазор между дном гнезда и шипом для сбора излишков клея ослабляет соединение. Старайтесь уменьшать его до минимума и не наносить слишком много клея.
Соединения в шпунт и гребень
Результат. Как и в соединениях с полупотайными шипами, стойки разламываются по дну шпунта при испытаниях на разрыв. Во всех случаях короткие гребни-шипы длиной 10 мм прочно удерживались прилегающими стенками пазов.
Вывод. Так как длина таких шипов ограничена глубиной шпунтов в стойках, уделите особое внимание тщательной подгонке и склейке всех элементов такого соединения, в том числе торцам и заплечикам шипов.
Результат. Торцы шипов отрывали волокна древесины на дне шпунтов. Вывод. Клей плохо заполняет зазоры в соединениях. Точно подогнанный по длине шип увеличивает прочность и улучшает внешний вид соединения.
Контрпрофильные соединения
Результат. Несмотря на профилированные кромки стоек и перекладин, эти соединения в испытаниях на разрыв и излом оказались примерно равными по прочности соединениям в шпунт и гребень. Вывод. Профильные стыки не ослабляют соединение.
Результат. Во всех испытаниях на разрыв стойки расщеплялись у конца шипа перекладины. Вывод. Соединение, показанное справа, разрушается в местах со свилеватыми или направленными под углом волокнами. Для прочных рам подбирайте прямослойную древесину.
Результат. Даже склейка торцевых и продольных волокон в таких соединениях превосходит прочностью окружающую древесину. Вывод. Соединение вполне пригодно для рам с филёнками.
Заключение
Нельзя считать случайным совпадением то, что двумя самыми прочными оказались соединения с наибольшей площадью склейки продольных волокон. Для рам с тяжёлыми стёклами или зеркалами выбирайте соединения вполдерева, особенно в тех случаях, когда ширина рамы больше её высоты. Соединения с полупотайными шипами работают так же, при этом шпунты в стойках и перекладинах делаются в заготовках до начала изготовления самих соединений. Используйте их в часто открываемых дверцах.
Не стоит также пренебрегать контрпрофильными соединениями, а также в шпунт и гребень. В реальных условиях четыре таких соединения в углах дверцы дадут вчетверо большую прочность, а заполнение филёнкой дополнительно усилит конструкцию. Оба этих соединения достаточно прочны для нормальной эксплуатации, не выдерживая лишь слишком грубого обращения. Повысить прочность любого соединения можно применением прямослойной древесины и тщательной подгонкой и склейкой элементов с гладкими поверхностями.
Ящичные соединения
Прямые ящичные шипы
Результат. Склейка прямых шипов оказалась довольно прочной – в испытаниях на разрыв расщеплялись волокна и края шипов на обеих деталях соединения. Даже в склейке торцевых волокон с продольными скалывались углы отдельных шипов. Вывод. В соединении с прямыми ящичными шипами деталей толщиной 12 мм площадь склей ки составляет 24 см2, и половина этой площади приходится на склейку продольных волокон. Применяйте эти соединения в тех местах, где требуется наибольшая прочность на разрыв, например, в ящиках для хранения тяжёлых предметов.
Результат. К нашему удивлению, прочность этих соединений на излом оказалась намного меньше и составила только 4 процента от прочности на разрыв. Вывод. Усиливайте такие соединения тонкими гвоздями, вбивая их в крайние шипы на обеих кромках.
Соединение на ус с замком
Результат. На всех образцах сужающийся гребень оставался приклеенным к ответному пазу. Прочность соединения обеспечивается склейкой продольных волокон. Вывод. В этих соединениях сочетаются прочность и красота благодаря аккуратным стыкам на внешних углах.
Результат. Узкие скосы у внешнего и внутреннего углов снижают прочность склейки.
Вывод. Выбирайте профиль фрезы, чтобы минимизировать ширину этих скосов.
Результат. В обоих испытаниях образцы разрушались почти одинаково, когда гребень ломался у основания.
Вывод. Так как формируемый фрезой гребень расширен у основания, такие соединения прочнее пазо-гребневых.
Соединение в паз и гребень
Результат. Несмотря на то, что на каждом участке продольные волокна контактируют с торцевыми, прочность склейки пазо-гребневых соединений превосходит прочность самой древесины. Соединения разрушаются, когда внешняя стенка паза отламывается полностью от кромки до кромки. Вывод. Применяя пазо-гребневое соединение для крепления задней стенки ящика к боковым, можно повысить прочность, расположив пазы в боковых стенках на большем расстоянии от торцов.
Результат. На разрушенных соединениях мы обнаружили участки с прижогами, где прочность склейки оказалась невысокой. Вывод. Древесина с прижогами плохо впитывает клей. Делая эти соединения, уменьшите частоту вращения фрезы или отшлифуйте прижоги, оставленные пильным диском.
Открытое соединение «ласточкин хвост»
Результат. В испытаниях на разрыв торцевые грани проушин отделялись от продольных волокон боковой стенки, почти не оставляя следов.
Вывод. Для большей прочности тщательно наносите клей на грани шипов и проушин с продольными волокнами.
Результат. Несмотря на тщательность работы, на некоторых шипах почти не было следов клея. Вывод. Смазывайте клеем обе детали, чтобы после выдавливания излишков в соединении оставалось достаточно клея.
Результат. Даже после разрушения склейки из-за превышения нагрузки детали остаются механически связанными. Вывод. В отличие от других соединений слабая склейка не приводит к полному разрушению ящика, если шипы расположены на передней и задней стенках, а проушины на боковых.
Шпоночное соединение с пазом «ласточкин хвост»
Результат. Все образцы в обоих испытаниях разрушались, когда отламывалась 3-миллиметровая стенка между пазом и торцом доски. Вывод. Это соединение лучше применять для ящиков, у которых деталь с гребнем может быть установлена дальше от торца детали с пазом.
Результат. В обоих испытаниях эти соединения оказались менее прочными, чем похожие пазо-гребневые соединения, которые можно просто выпилить на пильном станке. Вывод. Учитывая, что одну деталь соединения необходимо вдвигать в другую, и это затрудняет установку дна, возможно, вам будет проще делать ящики с пазо-гребневыми соединениями.
Фальцевое соединение, усиленное гвоздями
Результат. Несмотря на отсутствие деталей с мелкими элементами, такими как в соединениях на ус с замком или в шпоночных соединениях с пазом «ласточкин хвост», здесь толщина деталей не приводит к увеличению прочности соединения. При испытании на разрыв только на одном из трёх образцов появилась трещина вдоль торца детали с фальцем. У остальных разрушение происходило по клеево му шву, соединяющему продольные волокна с торцевыми. Вывод. Даже при механическом усилении с помощью трёх гвоздей склейка торцевых и продольных волокон намного уступала прочности древесины, в отличие от большинства других соединений.
Результат. Шляпки гвоздей частично или полностью прошли сквозь деталь с фальцем при испытаниях на разрыв, и только два гвоздя вели себя так же в образцах, испытанных на излом. Вывод. Гвозди помогают фиксировать детали в процессе сборки ящика, но не надейтесь, что они компенсируют непрочную склейку.
Пазо-гребневое соединение с двумя плечиками
Результат. Слабым местом таких соединений оказалась тонкая полоска между стенкой паза и торцом детали. Вывод. Такое соединение лучше применять, когда паз можно расположить дальше от торца боковой стенки ящика.
Результат. Гребни имели толщину 4 мм, но ни один из них не сломался в ходе обоих испытаний. Вывод. Качественная склейка обеспечивает прочность даже тонких шипов и гребней.
Результат. В испытаниях на разрыв у двух образцов при максимальной нагрузке появились трещины, но соединения не разрушились. Вывод. При первых признаках растрескивания обильно нанесите клей на стенки паза с торцевыми волокнами, и, возможно, вам удастся сохранить деталь.
Полупотайное соединение «ласточкин хвост» (вверху справа)
Результат. В испытаниях на разрыв клеевые швы быстро разрушались, но детали оставались вместе благодаря форме элементов, обеспечивающих механическое запирание. Вывод. Вы можете разобрать рассохшееся соединение, удалить старый клей и заново склеить ящик.
Результат. В испытаниях на разрыв закруглённая внутренняя часть некоторых шипов отрывалась под нагрузкой. Вывод. Уменьшайте частоту вращения фрезы, чтобы избежать появления при-жогов на обеих деталях соединения. Затем наносите клей на обе детали, а не только в гнёзда.
Заключение
Выбирайте соединения с прямыми шипами для ящиков, подвергаемых грубому обращению, выдёргиванию или если они используются для хранения тяжёлых вещей. Если важен внешний вид, и на углах не должны быть видны торцевые поверхности, выбирайте соединения на ус с замком, имеющие почти такую же прочность. Пазо-гребневые соединения делаются просто, и они достаточно прочны для крепления задней стенки ящика, расположенной с отступом не менее 2 5 мм от торцов боковых стенок. Открытым соединениям «ласточкин хвост», сформированным фрезой, не хватает прочности на излом, но они считаются одними из наиболее пригодных к ремонту, поэтому столь популярны при изготовлении фамильных предметов мебели. Шпоночные соединения «ласточкин хвост» не отличаются прочностью или практичностью.
Если дно будет вставляться в шпунты всех четырёх стенок ящика, необходимо выбрать другой вариант соединения для передней или задней стенки. Усиленные гвоздями фальцы выглядят не слишком элегантно, но они легко делаются и подходят для крепления передней и задней стенок, что, несомненно, делает их очень удобными для изготовления обычных ящиков, к которым не предъявляются повышенные требования.
Вместо пазо-гребневых соединений с двумя плечиками лучше выбрать соединение на ус с замком, если только вы не вынуждены работать только с пильным станком. Полупотайные соединения «ласточкин хвост» уступают прочностью остальным соединениям, но они эффектно выглядят, не видны на передней стенке ящика, и их можно заново склеить, как и открытое соединение «ласточкин хвост».
ИНСТРУМЕНТ ДЛЯ МАСТЕРОВ И МАСТЕРИЦ, И ТОВАРЫ ДЛЯ ДОМА ОЧЕНЬ ДЕШЕВО. БЕСПЛАТНАЯ ДОСТАВКА. РЕКОМЕНДУЕМ — ПРОВЕРЕНО 100% ЕСТЬ ОТЗЫВЫ.
Как сделать кровать с балдахином…
Материал, о котором…
Ингибирование инфекции SARS-CoV-2 (ранее 2019-nCoV) с помощью сильнодействующего ингибитора слияния панкоронавируса, нацеленного на его спайковый белок, обладающий высокой способностью опосредовать слияние мембран
Способность белка SARS-CoV-2 S- опосредованное слияние мембран
На платформе GISAID (https://platform.gisaid.org) мы получили полноразмерную аминокислотную последовательность белка S SARS-CoV-2 (BetaCoV 2019–2020) (GenBank: QHD43416) . Посредством выравнивания с белками SARS-CoV и SL-CoVs S мы локализовали функциональные домены в белке SARS-CoV-2 S, который содержит субъединицу S1 и субъединицу S2 с сайтом расщепления в R685 / S686. 15 Субъединица S1 расположена внутри N-концевых 14–685 аминокислот S-белка, содержащего N-концевой домен (NTD), рецепторсвязывающий домен (RBD) и рецепторсвязывающий мотив (RBM). Субъединица S2 содержит слитый пептид (FP), гептадный повтор 1 (HR1), гептадный повтор 2 (HR2), трансмембранный домен (TM) и цитоплазматический домен (CP) (рис. 1b).
Недавние биофизические и структурные данные показали, что белок SARS-CoV-2 S связывает hACE2 с аффинностью от 10 до 20 раз выше, чем белок SARS-CoV S, что свидетельствует о более высокой инфекционности нового вируса. 12 В отличие от других коронавирусов β-B, S-белок SARS-CoV-2 содержит специальный фурин-узнаваемый сайт S1 / S2, что указывает на то, что его S-белок может обладать некоторыми уникальными инфекционными свойствами. Действительно, в живой инфекции SARS-CoV-2 мы обнаружили типичный феномен синцития, естественным образом образованный инфицированными клетками, который редко встречается при инфекции SARS-CoV (рис. 1c). Для дальнейшего изучения особых характеристик инфекции SARS-CoV-2 мы клонировали ген S в вектор PAAV-IRES-GFP и создали S-опосредованную систему межклеточного слияния, используя клетки 293T, которые экспрессируют S-белок SARS-CoV-2. и EGFP (293T / SARS-CoV-2 / EGFP) в качестве эффекторных клеток и клетки ACE2 / 293T, экспрессирующие человеческий рецептор ACE2, в качестве клеток-мишеней (рис.1d и дополнительная информация, рис. S1a). После совместного культивирования эффекторных клеток и клеток-мишеней при 37 ° C в течение 2 часов слитые клетки показали, по крайней мере, в 2 раза больший размер, чем нормальные клетки и множественные ядра, и эти клетки наблюдались в группе SARS-CoV-2, но не группа SARS-CoV. После совмещения в течение 24 часов сотни клеток-мишеней слились вместе в один большой синцитий, содержащий несколько ядер (рис. 1d). Еще через 24 часа синцитий увеличился в размерах и его можно было легко наблюдать как под световой, так и под флуоресцентной микроскопией (рис.1д). Аналогичные результаты наблюдались при слиянии клеток 293T / SARS-CoV-2 / EGFP и клеток Huh-7, которые естественным образом экспрессируют человеческий рецептор ACE2 на поверхности клетки. Их синцитий, очевидно, образовался после совпадения в течение 48 часов, как и синцитий, образованный живыми клетками Huh-7, инфицированными SARS-CoV-2 (рис. 1c, f). Напротив, белок SARS-CoV S лишен способности опосредовать слияние клетки с клеткой в тех же условиях (рис. 1d), основываясь на необходимом присутствии экзогенного трипсина для завершения слияния мембран в наших предыдущих исследованиях.Следовательно, по сравнению с SARS-CoV, белок SARS-CoV-2 S показал гораздо большую эффективность в опосредовании слияния вирусной поверхности и проникновения в клетки-мишени. 14 Между тем, не наблюдалось слияния клеток 293T / EGFP без S-экспрессии или клеток 293T без экспрессии ACE2 (рис. 1d и дополнительная информация, рис. S1b), подтверждая, что взаимодействие S-рецептора необходимо для S- опосредованное вирусное слияние и проникновение.
Рентгеноструктурный анализ ядра слияния 6-HB, образованного доменами HR1 и HR2 в субъединице S2 белка SARS-CoV-2 S
Ранее мы определили, что 6-HB, образованные доменами HR1 и HR2 Субъединица S2 играет очень важную роль в процессе слияния мембран, опосредованном S-белком MERS-CoV или SARS-CoV. 16,17 Аналогичным образом, наше недавнее исследование показало, что HR1 и HR2 в субъединице S2 SARS-CoV-2 также взаимодействуют с образованием комплекса спиральной спирали для поддержки слияния мембран и вирусной инфекции 15 (рис. 2a и дополнительная информация, Рис. S2). Однако специфические характеристики связывания SARS-CoV-2 6-HB еще предстоит изучить.
Рис. 2: Общая структура пост-слияния 6-HB в SARS-CoV-2.
a Выравнивание последовательностей доменов HR1 и HR2 в SARS-CoV и SARS-CoV-2. b Структура SARS-CoV-2 6-HB показана в карикатуре, где HR1 окрашен в зеленый цвет, а HR2 — в голубой. Конструктивные размеры указаны в ангстремах. c Тример HR1 SARS-CoV-2 6-HB показан на электростатической поверхности, а домен HR2 показан на мультипликационном изображении, важные связывающие остатки которого показаны в виде карандашей и помечены. d Суперпозиция структуры 6-HB SARS-CoV (запись PDB 1WYY), MERS-CoV (запись PDB 4NJL) и SARS-CoV-2 показана на ленте.Указывается среднеквадратичное отклонение между конструкциями. e Сравнение последовательностей структуры 6-HB различных HCoV показано в виде карикатуры с разными цветами для HR1 и HR2. Обозначены области ядра спирального слияния.
Чтобы понять структурную основу взаимодействий между областями HR1 и HR2 SARS-CoV-2, гибридного белка, содержащего основные части HR1 (остатки 910–988) и HR2 (остатки 1162–1206) с гибким линкером ( L6, SGGRGG) между ними было построено для кристаллографических исследований.Кристаллическая структура HR1-L6-HR2 представляет собой каноническую структуру 6-HB с стержнеобразной формой длиной 115 Å и диаметром 25 Å (рис. 2b). Три домена HR1 образуют параллельный тримерный центр спиральной спирали, вокруг которого антипараллельно переплетаются три домена HR2. Взаимодействие между этими двумя доменами является преимущественно гидрофобной силой. Каждая пара двух соседних спиралей HR1 образует глубокую гидрофобную бороздку, обеспечивая сайт связывания для гидрофобных остатков домена HR2, включая V1164, L1166, I1169, I1172, A1174, V1176, V1177, I1179, I1183, L1186, V1189, L1193, L1197 и I1198 (рис.2в). Гидрофобные взаимодействия между HR1 и HR2 в основном расположены в области ядра спирального слияния, что будет обсуждаться позже.
Общая структура 6-HB SARS-CoV-2 аналогична структуре других HCoV со среднеквадратичным отклонением (RMSD) 0,36 Å для SARS-CoV 6-HB и 0,66 Å для MERS-CoV 6- HB для всех атомов Cα (рис. 2г). Это открытие предполагает, что общая конформация 6-HB является важным и высококонсервативным компонентом этих опасных коронавирусов. При сравнении с 6-HB других распространенных коронавирусов, вызывающих легкое респираторное заболевание, таких как 229E и NL63, SARS-CoV-2 6-HB имеет аналогичную общую структуру, за исключением разной длины спирали HR2 в 6-HB. .Домен HR2 229E или NL63 образует более длинную и изгибающуюся спираль для взаимодействия с тримерным ядром HR1 (Fig. 2e). Связь между структурными различиями и патогенностью этих HCoV еще предстоит выяснить.
Согласно выравниванию последовательностей субъединицы S2 SARS-CoV-2 и SARS-CoV являются высококонсервативными, с общей гомологией 92,6% и 100% в доменах HR1 и HR2, соответственно. Внутри области ядра слияния домена HR1 находится 8 различных остатков (рис. 3a), которые могут способствовать усилению взаимодействий между HR1 и HR2 и стабилизации конформации 6-HB SARS-CoV-2, как показывает кристаллографический анализ, по сравнению с те из SARS-CoV.Эта значительная разница не наблюдалась у других SARS-подобных вирусов, таких как WIV1, Rs3367 и RsSHC014. Как показано на рис. 3b, K911 в SARS-CoV HR1 может связываться с E1176 в HR2 через солевой мостик на расстоянии 2,9 Å. Однако при замене Lys-Ser S929 в SARS-CoV-2 связывается с S1196 посредством прочной водородной связи на расстоянии 2,4 Å. При SARS-CoV Q915 в домене HR1 не связывается с доменом HR2. Однако при замене Q-K в новом вирусе K933 в домене HR1 связывается с карбонильным кислородом N1172 в HR2 через солевой мостик 2.Расстояние 7 Å (рис. 3б). В SARS-CoV E918 в домене HR1 связывается с R1166 в домене HR2 через слабый солевой мостик на расстоянии 3,7 Å. В SARS-CoV-2 E918 мутирован в D936 и связывается с R1185 в домене HR2 через солевой мостик на расстоянии 2,7 Å (рис. 3c). В SARS-CoV K929 в HR1 связывается с E1163 в HR2 через солевой мостик на расстоянии 3,2 Å, в то время как T925 не участвует во взаимодействии. Однако, когда T925 был мутирован в S943, он мог связываться с E1182 в домене HR2 с помощью водородной связи 2.6 Å на расстоянии, и K947 может также связываться с E1182 через солевой мостик на расстоянии 3,0 Å (рис. 3d). Эти результаты предполагают, что множественные замены в домене HR1 появляющегося вируса SARS-CoV-2 могут усилить взаимодействия между доменом HR1 и HR2 для дальнейшей стабилизации структуры 6-HB, что может привести к повышению инфекционности вируса.
Рис. 3. Взаимодействие между HR1 и HR2 SARS-CoV-2 и SARS-CoV.
a — d Структура 6-HB SARS-CoV-2 и SARS-CoV показана в карикатуре.Домен HR1 показан зеленым для SARS-CoV-2 и лесом для SARS-CoV, в то время как домен HR2 показан голубым для SARS-CoV-2 и оранжевым для SARS-CoV. Важные остатки показаны в палочках и помечены.
Дизайн и анализ взаимосвязи структура-активность (SAR) липопептидов с заметно улучшенной ингибирующей активностью слияния
Ранее мы обнаружили, что пептид EK1 может нарушать образование 6-HB вируса и эффективно ингибировать инфекцию SARS-CoV-2 PsV. Однако высокая стабильность структуры 6-HB SARS-CoV-2 может снизить противовирусную эффективность EK1.В последнее время многочисленные сообщения показали, что стратегия липидирования может эффективно улучшать противовирусную активность пептидов, ингибирующих слияние, таких как пептид против ВИЧ-1 LP-19, 18 и липопептиды против вируса Нипах. 19 Чтобы улучшить ингибирующую активность EK1, холестерин (Chol) и пальмитиновая кислота (Palm) были ковалентно присоединены к C-концу последовательности EK1 с помощью гибкого спейсера из полиэтиленгликоля (PEG), и соответствующий липопептиды EK1C и EK1P, соответственно (рис.4а). Оба они могут полностью ингибировать опосредованное SARS-CoV-2 слияние клеток с клетками в концентрации 2,5 мкМ (рис. 4b). Ингибирующая активность со средней 50% ингибирующей концентрацией (IC 50 ) составляет 48,1 нМ для EK1C и 69,2 нМ для EK1P, соответственно (фиг. 4c). Между тем, пептид, скремблированный с EK1, не проявлял ингибирующей активности при концентрации до 5 мкМ (фиг. 4c). Эти результаты убедительно свидетельствуют о том, что липидирование EK1 является многообещающей стратегией для улучшения его ингибирующей активности слияния против инфекции SARS-CoV-2, особенно модификации холестерина.
Рис. 4. Липопептиды EK1 показали сильную ингибирующую активность против инфекции SARS-CoV-2.
a Аминокислотные последовательности сконструированных пептидов EK1, EK1P и EK1C. Пунктирные линии представляют собой солевой мостик E – K с расположением от i до i + 3 или i + 4. b Опосредованное белком SARS-CoV-2 S клеточно-клеточное слияние в присутствии EK1-scramble (I), EK1 (II), EK1C (III) и EK1P (IV) при 2,5 мкМ (масштабная линейка: 400 мкм). c Ингибирующая активность EK1-scramble, EK1, EK1C и EK1P против SARS-CoV-2 S-опосредованного клеточно-клеточного слияния. d Конструктивная схема EK1-липопептидов с холестериновой модификацией, в том числе EK1C1-EK1C7. e Ингибирующая активность липопептидов EK1 в отношении SARS-CoV-2 S-опосредованного клеточно-клеточного слияния. f Ингибирующая активность липопептидов EK1 в отношении инфекции SARS-CoV-2 PsV. Эксперименты повторяли дважды, и данные выражали в виде средних значений ± стандартное отклонение (шкала ошибок).
На основе структуры EK1C был сконструирован ряд холестерила EK1 с множественными линкерами, где линкер на основе глицина / серина, т.е.е., между EK1 и холестериновым фрагментом использовали GSG или спейсер на основе PEG (фиг. 4d). По сравнению с EK1C1, EK1C2 и EK1C показали аналогичную ингибирующую активность. Поразительно, что пептид EK1C3, содержащий как линкер из 3 аминокислот «GSG», так и спейсер на основе PEG4, проявлял в 4 раза большую эффективность, чем EK1C1. Примечательно, что замена «GSG» в EK1C3 на более длинный 5-аминокислотный линкер «GSGSG» значительно увеличивала ингибирующую способность гибридной молекулы, и EK1C4 имел значение IC 50 , равное 1.3 нМ, что в 43 раза сильнее, чем EK1C1. Эти данные показывают, что длина линкера оказывает значительное влияние на общую активность липопептидов. Сравнение увеличения длины плеч на основе PEG в EK1C4 показывает, что эффективность ингибиторов немного снижается в анализе слияния клеток (Fig. 4e). Данные свидетельствуют о том, что линкер «GSGSG-PEG4» был оптимальным для связывания обеих частей конъюгатов. Аналогичным образом, EK1C4 продемонстрировал наиболее сильную ингибирующую активность против инфекции SARS-CoV-2 PsV, со значением IC 50 , равным 15.8 нМ, обеспечивая в 149 раз более сильную активность против SARS-CoV-2, чем у EK1 (IC 50 = 2375 нМ) (рис. 4f).
Липопептид EK1C4 проявляет наиболее сильную ингибирующую активность против слияния мембран, опосредованного S-белками, и проникновения псевдотипированных коронавирусов
Ранее мы продемонстрировали, что EK1 может эффективно ингибировать дивергентную инфекцию HCoV, воздействуя на домены HR1, включая α-HCoV и β- HCoV. Здесь мы также систематически оценивали ингибирующую активность EK1C4 в отношении поверхностного слияния широкого спектра в отношении клеточно-клеточного слияния, опосредованного S-белками дивергентных коронавирусов, включая SARS-CoV, MERS-CoV, HCoV-OC43, HCoV-NL63 и HCoV-229E. .Среди них SARS-CoV является ближайшим родственником SARS-CoV-2, и его клеточно-клеточное слияние, опосредованное S-белком, может эффективно ингибироваться EK1C4 с IC 50 , равным 4,3 нМ, что примерно в 94 раза активнее. чем у ЭК1 (IC 50 = 409,3 нМ) (рис. 5а). Точно так же EK1C4 показал чрезвычайно сильную ингибирующую активность в отношении MERS-S- и OC43-S-опосредованного межклеточного слияния с IC 50 2,5 нМ и 7,7 нМ, которые были в 95 и 101 раз более эффективными по сравнению с EK1, соответственно, что указывает на то, что EK1C4 может мощно и широко ингибировать опосредованное S-белком межклеточное слияние различных β-HCoV (рис.5б, в). Для α-HCoVs EK1C4 также эффективно блокировал процесс слияния, опосредованный S-белком HCoV-229E и HCoV-NL63, с IC 50 5,2 нМ и 21,4 нМ, соответственно, в то время как EK1 проявлял ингибирующую активность IC 50 в диапазоне от 207,4 до 751,0 нМ (рис. 5г, д). Более того, с их потенциалом заражения человека SL-CoV, включая WIV1, Rs3367 и RsSHC014, процесс слияния которых опосредуется S-белком, также могут быть значительно предотвращены с помощью EK1C4 с IC 50 в диапазоне от 4.От 3 до 8,1 нМ, а также EK1 с IC 50 в диапазоне от 237,0 до 279,6 нМ (рис. 5f – h). В качестве контроля скремблированный пептид EK1 не проявлял ингибирующей активности с концентрацией до 5 мкМ во всех этих анализах слияния клеток с коронавирусом (рис. 5a-h).
Рис. 5: EK1C4 широко и эффективно ингибирует межклеточное слияние и инфекцию PsV, опосредованную S-белком дивергентных HCoV.
a — ч Ингибирующая активность EK1C4 в клеточно-клеточном слиянии, опосредованная S-белками SARS-CoV ( a ), MERS-CoV ( b ), HCoV-OC43 ( c ) , HCoV-229E ( d ), HCoV-NL63 ( e ), WIV1 ( f ), Rs3367 ( г, ) и SHC014 ( h ). i — o Ингибирующая активность EK1C4 в анализах на инфекцию PsV против SARS-CoV ( i ), MERS-CoV ( j ), HCoV-OC43 ( k ), HCoV-229E ( l ). ), NL63 ( м ), WIV1 ( n ) и 3367 рупий ( o ). Эксперименты повторяли дважды, и данные выражали в виде средних значений ± стандартное отклонение.
Мы также оценили противовирусную активность EK1C4 в отношении инфекции PsV дивергентными коронавирусами. Как и ожидалось, EK1C4 показал гораздо более сильную активность, чем EK1 (IC 50 в диапазоне от 631.От 8 до 3237 нМ) против инфекции SARS-CoV, MERS-CoV и HCoV-OC43 с IC 50 11,7, 11,1 и 37,7 нМ, соответственно (рис. 5i-k). EK1C4 также эффективно блокировал PsV-инфекцию α-HCoV, включая HCoV-229E и HCoV-NL63, с IC 50 , равным 12,4 нМ и 76,6 нМ, соответственно, что было примерно в 319 и 99 раз активнее, чем EK1 (IC 50 в диапазоне от 3963 до 7666 нМ) (рис. 5л, м). Точно так же путем модификации холестерина линкером «GSGSG-PEG4» ингибирующая активность EK1 может быть значительно увеличена при инфицировании PsV от SL-CoV, включая WIV1 и Rs3367, где EK1C4 проявляет мощную ингибирующую активность с IC 50 из 30.8 нМ и 66,9 нМ, соответственно, что в 175-89 раз сильнее, чем у EK1 (фиг. 5n, o).
EK1C4 обладает наиболее мощной ингибирующей активностью против заражения in vitro живыми коронавирусами
Мы дополнительно оценили ингибирующую активность EK1C4 против инфекции живых вирусов гепатита В, включая SARS-CoV-2, MERS-CoV, HCoV-OC43, HCoV-229E, и HCoV-NL63. Важно отметить, что EK1C4 эффективно блокировал инфекцию SARS-CoV-2 на клеточном уровне дозозависимым образом с IC 50 из 36.5 нМ, что в 67 раз активнее, чем у EK1 (IC 50 = 2468 нМ) (рис. 6a), что согласуется с результатами анализа клеточно-клеточного слияния и анализа инфекции PsV, опосредованной SARS-CoV- 2 S. белок. Аналогичным образом, EK1C4 также показал более сильную противовирусную активность, чем EK1, против инфекции MERS-CoV, HCoV-OC43, HCoV-229E и HCoV-NL63 с IC 50 4,2 нМ, 24,8 нМ, 101,5 нМ и 187,6 нМ, соответственно, что в 190, 62, 42 и 19 раз более эффективны, чем EK1, соответственно (рис.6б – д). Затем мы оценили цитотоксичность EK1C4 на различных клетках-мишенях и обнаружили, что половина цитотоксической концентрации (CC 50 ) превышала 5 мкМ, что является самой высокой концентрацией обнаружения EK1C4 (дополнительная информация, рис. S3). Следовательно, индекс селективности (SI = CC 50 / IC 50 ) EK1C4> 136, что позволяет предположить, что EK1C4 является многообещающим ингибитором слияния SARS-CoV-2 с небольшим токсическим действием in vitro или даже без него. Кроме того, мы исследовали мощный противовирусный механизм EK1C4 и обнаружили, что комплексы EK1C4 / SARS-HR1, EK1C4 / MERS-HR1 и EK1C4 / SARS-2-HR1 обладают более высокой стабильностью и повышенными значениями Tm , чем комплексы комплексов. образованы EK1 и HR1 (дополнительная информация, рис.S4). Эти результаты предполагают, что повышенная противовирусная активность EK1C4 должна быть связана с его повышенным сродством связывания с HR1, но их детальное взаимодействие требует дальнейших исследований.
Фиг. 6: EK1C4 эффективно ингибирует инфицирование живыми CoVs in vitro и in vivo.
a — e Ингибирующая активность EK1C4 в отношении репликации живого HCoV для SARS-CoV-2 ( a ), MERS-CoV ( b ), HCoV-OC43 ( c ), HCoV-229E ( d ) и HCoV-NL63 ( e ). f — г Профилактическая эффективность EK1C4 in vivo против инфекции HCoV-OC43 у мышей. Изменение массы тела ( f ) и кривые выживаемости ( г ) мышей, зараженных HCoV-OC43. ч — i Терапевтическая эффективность EK1C4 in vivo против инфекции HCoV-OC43 у мышей. Изменение массы тела ( ч ) и кривые выживаемости (—) мышей, зараженных HCoV-OC43. Эксперименты повторяли дважды, и данные выражали в виде средних значений ± стандартное отклонение.
Интраназально введенный EK1C4 показал сильную защиту мышей от инфекции HCoV-OC43
В последнее время SARS-CoV-2 быстро распространился среди людей, передаваясь через дыхательные пути. Здесь мы использовали модель инфекции HCoV-OC43 на мышах для дальнейшего изучения потенциального профилактического эффекта EK1C4 в клинических применениях через интраназальный путь введения (рис. 6f, g). В модели мышей, инфицированных OC43, мы лечили новорожденных мышей EK1C4 в однократной дозе 0,5 мг / кг 0.5 часов (Pre-0,5), 2 часа (Pre-2), 4 часа (Pre-4), 12 (Pre-12) и 24 часа (Pre-24) до заражения HCoV-OC43 при 100 TCID 50 (50% инфекционная доза культуры ткани). Начиная с 4 дней после инфицирования (dpi), масса тела мышей в вирусной контрольной группе значительно снизилась вместе со 100% смертностью (фиг. 6f, g). Конечные показатели выживаемости мышей в группах Pre-0,5, Pre-2, Pre-4, Pre-12 и Pre-24 составляли 100%, 100%, 100%, 83 и 0% соответственно (рис. 6f, g). . Напротив, EK1 с однократной дозой 20 мг / кг, вводимой через нос, показал очень многообещающий профилактический эффект в Pre-0.5 часов и Pre-1 h группы, тогда как все мыши в группе EK1-Pre-2 h в конечном итоге умерли так же, как и мыши в вирусной контрольной группе (дополнительная информация, рис. S5). Эти результаты свидетельствуют о том, что EK1C4 имеет лучшую стабильность, противовирусную активность и более длительный период полураспада в среде дыхательных путей по сравнению с EK1.
Затем мы протестировали терапевтический эффект EK1C4 через 0,5 часа (группа после 0,5) и через 2 часа (группа после 2) после заражения HCoV-OC43 (рис. 6h, i). Мыши из группы Post-0.5 и группы Post-2 показали 100% и 16.7% выживаемости соответственно, что свидетельствует о том, что EK1C4 обладает хорошим терапевтическим эффектом после короткого периода инфекции HCoV-OC43, возможно, в результате установления инфекции HCoV-OC43 в мозге мышей, где EK1C4 не может проникнуть через гематоэнцефалический барьер через нос. 14 Как показано в дополнительной информации, рис. S6, высокий титр вируса был обнаружен в мозге всех 5 мышей в группе Pre-24 и 4 из 5 мышей в группе Post-2, но не был обнаружен в тканях мозга всех мыши в Pre-0.5, Pre-2, Pre-4 и Post-0.5 группы, в то время как только умеренный уровень вирусного титра был обнаружен в ткани мозга у одной из 5 мышей в группе Pre-12 (дополнительная информация, рис. S6a, b). Подобно мышам вирусного контроля, мыши в группах Pre-24 и Post-2 демонстрировали аналогичные гистопатологические изменения в тканях мозга, включая вакуолизацию, дегенерацию и инфильтрацию. Однако ткани мозга мышей в группах Pre-0.5, Pre-2, Pre-4, Pre-12 и Post-0.5, а также в нормальной контрольной группе не показали явных гистопатологических изменений (дополнительная информация, рис.S6c).
Связыватель малой бороздки ДНК Hoechst 33258 дестабилизирует спаривание оснований рядом с его сайтом связывания
Термическая диссоциация нативной и H-ДНК
Связывание H с малой бороздкой ДНК стабилизирует дуплекс и приводит к структурным изменениям, вызванным образование водородных связей с лигандом и потеря гидратации 26,36 . В качестве первоначальной оценки мы выполнили температурно-зависимые измерения FTIR в диапазоне от 5 до 100 ° C, чтобы отследить переход от плавления двойной цепи (ds) к одноцепочечной (ss) ДНК (рис.1а). При высоких температурах ИК-спектр оцДНК не сильно отличается от взвешенной по составу суммы индивидуальных свободных нуклеотидов 32 . При низких температурах для дуплексной ДНК соединение колебательных мод между основаниями, которое является результатом взаимодействия водородных связей и стэкинга, сильно влияет на их частоту, интенсивность и форму линий 32 . Доминирующей особенностью диссоциации пары оснований A: T является резкое усиление интенсивности кольцевой моды A на 1622 см -1 , которое подавляется при наложении водородных связей пар Уотсона-Крика.Точно так же кольцевые моды G на 1564 и 1575 см -1 также подавляются в дуплексной структуре. Эти особенности сообщают о состоянии пар G: C, хотя они перекрываются с кольцевой модой A на 1574 см -1 , интенсивность которой незначительно изменяется с повышением температуры (дополнительный рисунок 1).
Рис. 1: Инфракрасные спектры 1 мМ ДНК (слева) и H-ДНК (справа).
a Спектры FTIR с изменением температуры от 5 до 100 ° C. b 2D-ИК-поверхности ДНК и H-ДНК, измеренные при 70 ° C с параллельной поляризацией. c Разница спектров между поверхностями 85 и 70 ° C. d Кривая плавления, полученная с помощью SVD-анализа спектров FTIR для 1 мМ ДНК и 1 мМ H-ДНК (кружки) и нормализованной зависимой от температуры интенсивности флуоресценции при 446 нм для 200 нМ и 2 мкМ H-ДНК (ромбы). Подгоночные кривые, полученные из модели с двумя состояниями, показаны сплошными черными линиями. e Переходные 2D-ИК-спектры нативной ДНК при 500 нс и 1 мс и спектры H-ДНК при 500 нс и 4 мс, измеренные при T i = 70 ° C и T f = 85 ° C с параллельной поляризацией.Спектральная характеристика, связанная с потерей пар оснований A: T, обведена желтым прямоугольником.
Для конкретной характеристики пар оснований A: T или G: C используется 2D-ИК-спектроскопия для получения дополнительной структурной информации через форму линий пиков и кросс-пики между различными резонансами 37 . Сравнивая спектры ДНК и H-ДНК при 70 ° C (рис. 1b), наиболее очевидные спектральные различия наблюдаются в диапазоне 1610–1660 см, –1 и около 1700 см –1 , что указывает на лиганд. -индуцированная термостабильность и структурные вариации дуплексов ДНК.Наиболее заметные различия интенсивности наблюдаются на диагональном пике 1622 см −1 и перекрестном пике при ω 1 / ω 3 = 1677/1639 см −1 , что указывает на относительно нестабильную структуру. дуплексов нативной ДНК. Кроме того, диагональный пик на 1702 см -1 H-ДНК явно сильнее, чем у нативной ДНК, проявляясь с перекрестным пиком ω 1 / ω 3 = 1670/1702 см — 1 , образованный тимином (T) C 2 = O карбонил.Эти изменения подобны изменениям, наблюдаемым Hunt и соавторами для связывания H с дуплексом 5′-GCAAATTTGC-3 ‘ 26 . Такое поведение также наблюдалось в спектрах FTIR: пик плеча появляется при 1702 см -1 при связывании лиганда (выделено стрелкой на рис. 1a), который возникает из-за режима растяжения карбонила Т при 1698 см -1. (дополнительные рисунки 2 и 3). За исключением карбонильной особенности Т, спектры разницы температур нативной и Н-ДНК схожи (рис.1в), состоящий из трех доминирующих контуров дублета на диагонали, отражающих усиление интенсивности при плавлении ДНК. Как кольцевая мода A на 1622 см −1 , так и кольцевая мода G на 1540–1580 см −1 увеличиваются в интенсивности с потерей стэкинга пар оснований.
ИК-спектры H-ДНК показывают гораздо меньшие изменения по сравнению с нативной ДНК в том же диапазоне температур, что указывает на сильный эффект стабилизации дуплекса при связывании H 30,31 . Чтобы описать глобальные спектральные изменения, которые происходят при термической диссоциации, мы проанализировали зависимые от температуры ИК-спектры с использованием разложения по единственному значению (SVD).Поскольку пиковая интенсивность свободного лиганда H примерно в 100 раз меньше, чем у ДНК и нечувствительна к температуре, кривые плавления, полученные из нормализованного второго компонента SVD, в основном отражают переход дцДНК в оцДНК (рис. 1d). Из-за ограничений чувствительности в измерениях ИК-излучения использовали концентрированный 1 мМ раствор H-ДНК со стехиометрией 1: 1 H-to-dsDNA; однако переход плавления для H-ДНК продолжается выше 100 ° C при этой концентрации. Чтобы охарактеризовать полное термическое плавление H-ДНК, флуоресцентная спектроскопия используется для исследований при более низких концентрациях.После связывания с малой бороздкой дуплекса H стабилизируется в жесткой форме, что приводит к увеличению флуоресценции при 446 нм (дополнительный рис. 4), что можно использовать для характеристики концентрации H-ДНК. Нормализованные температурно-зависимые изменения интенсивности 2 мкМ и 200 нМ H-ДНК показаны на рис. 1d с цветными ромбами. Кривые плавления H-ДНК демонстрируют четкую концентрационную зависимость с точкой перегиба от ~ 50 до ~ 100 ° C.
Диссоциация H-ДНК при равновесии
На кривые плавления, полученные с помощью FTIR или флуоресцентной спектроскопии, влияют переход плавления дцДНК-оцДНК и разрушение пар оснований в дуплексе.ИК-спектры чувствительны к разрывам водородных связей и флуктуациям укладки, которые происходят во время истирания или образования пузырьков, тогда как интенсивность флуоресценции коррелирует с изменениями структурной жесткости H в результате конформационных изменений ДНК. В результате кривые плавления, наблюдаемые с помощью ИК- и флуоресцентных измерений (рис. 1d), показывают долю интактных пар оснований θ (дополнительное уравнение S2). Диссоциация нативной ДНК представляет собой простой переход между двумя состояниями (D ⇄ 2S), включающий диссоциацию дуплекса (D) на две одиночные цепи (S), который можно описать с помощью константы диссоциации K d .Напротив, диссоциация H-ДНК является более сложным механистически процессом из-за задействованных трех партнеров связывания, двух S и одного лиганда (H).
Термодинамика связывания H-ДНК подробно обсуждается в дополнительном разделе 4. Вкратце, есть три возможных схемы анализа кривых плавления H-ДНК. Поскольку H не связывается с оцДНК в буфере с pH 7 из-за наличия противокатионов (Na + ), которые нарушают неспецифические электронные взаимодействия, мы можем пренебречь схемами со связанными S и H 13 . 0 = — RT \ ln (K _ {\ mathrm {d}}) $$
(1)
Результаты моделирования кривых плавления ДНК с присутствием H и без него суммированы в Таблице 1 с подробным процессом подбора, обсуждаемым в Дополнительном Разделе 5.0 = 0 \) вместо традиционной зависящей от концентрации температуры плавления T m , при которой доля дуплекса составляет 0,5. T 0 не зависит от концентрации для диссоциации H-ДНК и на 45 ° C выше, чем у нативной ДНК, что указывает на сильный стабилизирующий эффект связывания лиганда. Обратите внимание, что в температурном диапазоне 85–100 ° C и при концентрации 1 мМ существуют условия, при которых дуплексная ДНК нестабильна без связи с H. Изменение энтальпии Δ H d диссоциации H-ДНК отражает изменения внутренней энергии, возникающие в результате нарушения нековалентных взаимодействий между тремя партнерами по связыванию и реорганизации растворителя, особенно вблизи границы связывания, и имеет несколько большее значение, чем это нативной ДНК.Напротив, изменение энтропии Δ S d H-ДНК на ~ 9% меньше, чем у нативной ДНК, в основном из-за большого изменения энтропии растворителя из-за высвобождения молекул воды в массу 23,24 . Внутренняя конфигурационная энтропия и вклады уменьшения поступательных / вращательных степеней свободы незначительны по сравнению с 23 .
Таблица 1 Термодинамические параметры перехода плавление.
Диссоциация H-ДНК, наблюдаемая с помощью T-скачка IR
Для дальнейшего исследования влияния связывания лиганда на путь диссоциации дуплекса мы проследили изменение ИК-спектров за семь десятилетий во времени в ответ на наносекундный T-скачок.Переходные измерения в 2D-ИК-диапазоне, показанные на рис. 1e, показывают спектральные изменения при задержках 500 нс и 4 мс после T-скачка на 15 ° C от начальной температуры T i = 70 ° C. В этом примере временные задержки выбраны намного короче и приблизительно равны шкале времени диссоциации дуплекса, а использование одинаковых температур позволяет правильно сравнивать кинетику диссоциации. Миллисекундные спектры H-ДНК аналогичны спектральным изменениям, наблюдаемым для того же диапазона температур в условиях равновесия (рис.1в), что свидетельствует о том, что диссоциация дуплексов к этому времени почти завершена. Напротив, временные 2D-ИК-спектры ДНК и H-ДНК за 500 нс четко различаются в диапазоне 1600–1650 см, –1 , соответствующем колебанию A-кольца. Спектр ДНК при 500 нс разделяет спектральные изменения, аналогичные пикам при более длительных задержках, сообщающих о быстром разрыве контактов G: C и A: T, хотя и с гораздо меньшей амплитудой. Напротив, спектр 500 нс для H-ДНК не показывает изменений в характеристиках A: T и значительно увеличивает изменение сигнала для пика G: C, показывая, что быстрый ответ H-ДНК происходит только от G: C пар оснований.Вычисляя интегральную интенсивность спектральных характеристик G: C и A: T, показанных на рис. 1e, мы обнаруживаем, что 62% G: C и 32% A: T пар оснований в дуплексе нативной ДНК разрываются на 500 нс до полного разрыва. диссоциация на 1 мс. При связывании H все пары оснований G: C диссоциировали на 500 нс, но разрушение пары A: T не различимо. Эти наблюдения иллюстрируют, как связывание H с центральными трактами AAATTT стабилизирует ядро дуплекса к диссоциации, но за счет дестабилизации и быстрого разрушения концов G: C.
Для контроля кинетики с более точными временными шагами были записаны нестационарные гетеродифицированные дисперсные колебательные эхо-спектры (t-HDVE) с задержками от 10 нс до 50 мс вместо полных 2D-ИК-поверхностей, чтобы сократить время сбора данных. Эти спектры обеспечивают проекцию 2D-ИК-спектров на ось детектирования ω 3 . Отслеживая изменения в кольцевой моде G (1546 см -1 ) и кольцевой моде A (1607 см -1 ), спектры могут независимо отслеживать диссоциацию пар G: C и A: T.Спектральная эволюция T-скачка ДНК и H-ДНК как функция временной задержки различна при 1607 и 1668 см -1 (рис. 2a, d). Эти кривые показывают частичное изменение сигнала относительно изменения сигнала в условиях равновесия для временных задержек от 10 нс до 50 мс. Из-за скачка температуры увеличенные тепловые флуктуации в растворителе и ДНК вызывают изменение сигнала в спектре t-HDVE через 10 нс. При 70 ° C максимальные спектральные интенсивности нативной и H-ДНК почти равны, поскольку обе находятся преимущественно в димерной форме.В целом, реакция T-скачка ДНК в отсутствие H больше, чем у H-ДНК, что согласуется с изменениями доли дуплекса, ожидаемыми из кривых плавления в этом температурном диапазоне 70–85 ° C (рис. 1d). . Для H-ДНК не наблюдаются четкие изменения интенсивности при 1607 см -1 до 100 мкс, что соответствует связыванию лиганда, сильно стабилизирующему пары оснований A: T (фиг. 2e). Напротив, в течение первых 100 нс после Т-скачка изменения сигнала для H-ДНК на 1668 см -1 возрастают до 66% от своего максимума (рис.2a, кривая R) вместо 17% нативной ДНК (фиг. 2b, кривая R), что указывает на дестабилизирующий эффект на G: C-концы. Кинетическая трасса G: C для H-ДНК отличается от кривой A: T, показывающей бимодальную кинетику (фиг. 2e), тогда как характерные кинетические трассы нативной ДНК почти идентичны (фиг. 2b).
Рис. 2: Кинетика диссоциации ДНК и H-ДНК, наблюдаемая в экспериментах с T-скачком, измеренными при T i = 70 ° C и T f = 85 ° C с параллельной поляризацией.
a , d Типичные спектры t-HDVE при заданных задержках. b , e Одночастотные кинетические следы в логарифмической шкале времени, представляющие диссоциацию A: T (A = 1607 см, −1 ), G: C (G = 1546 см, −1 ) и всех пары оснований (R = 1668 см −1 ). Амплитуда кривых R масштабируется с коэффициентом 0,5. Частотные сегменты обозначены цветными линиями в ( c ) и ( f ). c , f Распределение скорости данных T-прыжка.Положительные и отрицательные амплитуды показаны оранжевым и фиолетовым соответственно. Заштрихованные области показывают кинетику релаксации одновременно с повторным уравновешиванием температуры. Изменение сигнала T-скачка масштабируется на максимальную спектральную интенсивность в состоянии равновесия, описываемую как \ ({\ Delta} S \ prime (t) = {\ Delta} S (t) / \ max \ left ({S _ {{\ mathrm {eq}}} (T _ {\ mathrm {i}})} \ right) \).
Чтобы обеспечить краткое описание сложных релаксационных процессов, наблюдаемых в этих экспериментах, к данным T-скачка применяется численное обратное преобразование Лапласа с использованием метода максимальной энтропии (MEM) для иллюстрации распределения наблюдаемых скоростей релаксации obs , связанный с каждой спектральной характеристикой 38,39 .Репрезентативное распределение MEM λ obs для ДНК и H-ДНК показано для скоростей релаксации от 10 8 до 10 1 с -1 (рис. 2c, f). Оранжевый и фиолетовый контуры соответствуют положительным и отрицательным изменениям спектральных амплитуд соответственно. Характеристики со скоростями ниже 4 × 10 2 с −1 в заштрихованной области возникают в результате повторного теплового уравновешивания образца во время охлаждения. Пунктирные линии служат частотными маркерами для диссоциации пар A: T и G: C и имеют цветовую кодировку в соответствии с временными графиками на рис.2б, д. При наличии H две отрицательные особенности с центрами 1570 и 1665 см −1 наблюдаются на λ набл. = 3 × 10 7 с −1 (рис. 2f), которые относятся к переход к G-кольцу и карбонильной моде при потере пар G: C соответственно. Амплитуда этих особенностей последовательно уменьшается с повышением температуры, однако их средняя скорость демонстрирует четкую температурную зависимость, изменяясь только примерно на 3 × 10 7 с −1 и подвергаясь воздействию импульса T-скачка длительностью 8 нс (дополнительный рис. .9).
Переход дцДНК к оцДНК может быть охарактеризован диссоциацией пар A: T, которая наблюдается как парные положительные / отрицательные особенности с центром на 1606/1627 см -1 на графике распределения скорости. Обратите внимание, что спектральные особенности, отражающие потерю пар G: C, также наблюдаются в той же шкале времени, указывая на то, что оставшиеся интактные пары оснований G: C и A: T диссоциируют согласованно. Средняя наблюдаемая скорость составляет ~ 10 5 с -1 для нативной ДНК, но резко снижается до ~ 2 × 10 3 с -1 в присутствии H.
Для количественной оценки энергии активации для этих процессов были получены измерения T-скачка с T f , изменяющейся от 60 до 95 ° C и фиксированным Δ T = 15 ° C (рис. 3a и дополнительная таблица S4). Эти температуры лежат в режиме, когда дуплекс в отсутствие H дестабилизируется. λ obs H-ДНК незначительно меняется с T f в диапазоне от 410 ( T f = 70 ° C) до 810 s −1 ( T f = 95 ° C), тогда как у нативной ДНК резко возрастает с температурой от 1.От 6 × 10 3 с −1 ( T f = 60 ° C) до 6,5 × 10 5 с −1 ( T f = 90 ° C). Чтобы лучше сравнить и количественно оценить скорости диссоциации нативной и H-ДНК, было вычислено средневзвешенное по амплитуде скорость по всем частотам. Чтобы избежать неточности, вызванной спектральным шумом, в расчет для каждой частоты включаются только распределения скорости с амплитудой выше половины максимума.
Фиг.3: Скорость перехода и барьеры свободной энергии.
a Средняя наблюдаемая частота ( λ наблюдений ), рассчитанная на основе амплитудно-взвешенного среднего по максимуму. Планки погрешностей представляют собой стандартное отклонение усредненных значений. b Расчетные константы скорости ассоциации ( k a ) и диссоциации ( k d ) ДНК (кружки) и H-ДНК (треугольники) и их соответствия из уравнения. (2). * Единица k a — это M -1 с -1 в ассоциации ДНК и M -2 с -1 в ассоциации H-ДНК.\ dagger \)) ДНК и H-ДНК.
Кинетика диссоциации H-ДНК
Как обсуждалось ранее, диссоциация H-ДНК может быть осложнена прохождением через различные возможные метастабильные промежуточные соединения, такие как H-свободный дуплекс, D, или H, связанный с одиночными цепями, HS . Поскольку олигонуклеотид дцДНК нестабилен при исследованных нами температурах, D не будет существовать в качестве стабильного промежуточного состояния в схеме диссоциации H-ДНК. Таким образом, мы описываем кинетику диссоциации как нативной ДНК, так и H-ДНК с той же моделью двух состояний, что и выше, DH ⇄ H + 2S.\ dagger}} {{RT}}} \ right], $$
(3)
, где i = a или d для процесса ассоциации и диссоциации, соответственно. Частота попыток k 0 равна k B T / h , где h — постоянная Планка, а k B — постоянная Больцмана. При оценке скоростных выражений мы предположили, что конечная температура Т-скачка, T f , была рабочей температурой для кинетики.\ dagger \) значение для нативной ДНК, которое составляет половину значения для H-ДНК.
Таблица 2 Параметры энергии активации, полученные в результате двухуровневого анализа кинетики T-скачка.
Эффект связывания лиганда, выявленный с помощью МД-моделирования
Для дополнительного понимания структурных и динамических изменений, вызванных связыванием лиганда, мы использовали МД-моделирование при температурах 27, 60 и 70 ° C. Ширина малой канавки, винтовой гребной винт и скручивание оцениваются в соответствии с траекториями 5 мкс, чтобы гарантировать статистическую сходимость каждой системы (дополнительный раздел 11).Моделирование показывает, что H предпочтительно связывается с малой бороздкой ДНК посредством водородных связей с участием T7, T8, A6 * и T7 *, причем его положительно заряженный N-метилпиперазин располагается рядом с парой оснований T9-A4 * (рис. 4a), в соответствии с кристаллографическими исследованиями 33 . В литературе обычно идентифицируют четыре водородные связи (дополнительный рис. 22). Однако эта интерпретация предполагает, что связи N – H H одновременно передают две водородные связи, что нетипично. При моделировании мы обнаруживаем, что водородные связи с T7 и T8 являются доминирующими, но иногда наблюдаются водородные связи с T7 * и A6 *.По сути, моделирование согласуется со стандартным представлением о том, что H может образовывать четыре водородные связи с ДНК, но только две удовлетворяют как расстоянию, так и угловому критерию для водородных связей в любой момент времени (дополнительный раздел 13). Связывание H вызывает увеличение ширины малой бороздки (~ 1 Å) и неравномерное изменение ширины вдоль последовательности (дополнительный рис. 18), что наблюдалось с помощью ЯМР и рентгеновских исследований 36,40 . Для размещения объемного H требуется расширенная бороздка для связывания, что вызывает искажение ступени пары оснований T8-A6 * (дополнительные рис.19 и 20) 25,41 . При повышении температуры ширина малой бороздки в месте связывания увеличивается незначительно.
Рис. 4: Результаты МД моделирования.
a Снимок комплекса H-ДНК. Нуклеооснования C, G, A и T имеют цветовую кодировку в дуплексе ДНК. T7, T8, A6 * и T7 * помечены как азотные основания, где водородные связи с H сообщаются рентгеновскими данными 33 . b Распределение расстояния h2 – N3 на концах GC показано в ( c ).Распределение с h2 – N3 больше 3 Å (отмечено розовыми пунктирными линиями) умножается на коэффициент масштабирования 10. d Расстояние h2 – N3 на концах ШС при 60 и 70 ° C в зависимости от траектории. длина. e Конфигурация концевой пары G: C, когда расстояние N1 – h4 отклоняется до 15 Å при 60 ° C ( e , вверху) и плато при ~ 5,5 Å при 70 ° C ( e , внизу). Катионы натрия представлены фиолетовым цветом. f Средняя ширина малых бороздок для структуры ДНК по всей траектории при 27, 60 и 70 ° C.Нуклеооснования, участвующие в образовании водородных связей с H, отмечены оранжевыми прямоугольниками.
Длина водородной связи между концевой парой G: C дает представление о событии истирания, поэтому для этой цели исследуется расстояние h2 – N3 (рис. 4c). Истирание концов G: C четко наблюдается при распределении расстояния h2 – N3 более 3 Å (рис. 4b). Ослабление стабильности дуплекса на концах с повышением температуры видно по изменению доли неповрежденных водородных связей в этом сайте с 23 до 53% между 27 и 70 ° C в ДНК и от 27 до 44% в H-ДНК.Однако температурная зависимость расстояния h2 – N3 в H-ДНК менее четкая, с необычным распределением около 14 Å, наблюдаемым при 60 ° C, и большим расстоянием h2 – N3, составляющим ~ 5,5 Å при 70 ° C. На траектории для расстояния h2 – N3 (рис. 4d) изнашивание концов G: C видно как пики с пиковыми значениями выше 3 Å. Каждая точка представляет собой расстояние на одном снимке 10 пс траектории, а сплошная линия отображает усредненное значение снимков в блоках по 5 нс. Большое расстояние h2 – N3 ~ 14 Å сохраняется в течение 3–3.2 мкс при 60 ° C происходит из-за сворачивания основания G в направлении тракта AT и стабилизируется катионами натрия за счет электростатических взаимодействий (рис. 4e). Молекула воды играет роль в разделении концов G: C посредством водородных связей и вызывает плато при ~ 5,5 Å в диапазоне 1–1,6 мкс при 70 ° C.
|
| Schistosoma mansoni | 140 мкм x 66 мкм.Диапазон 114-180 мкм x 45-73 мкм. | Удлиненный, с выступающим боковым шипом около заднего конца. Передний конец заостренный и слегка изогнутый. | Желтый или желто-коричневый. | Зародыш. Содержит зрелый мирацидий. | Боковой позвоночник. Найдено в кале; в редких случаях и в моче. Яйца выделяются нерегулярно и могут быть обнаружены не в каждом образце стула. Редко встречаются при хронических стадиях инфекции. |
|---|---|---|---|---|---|
| Schistosoma japonicum | 90 мкм x 70 мкм.Диапазон, 68-100 мкм x 45-80 мкм. | Овал. Небольшой боковой шип часто виден или может выглядеть как небольшой крючок или «бугорок», расположенный в углублении в раковине. | Желтый или желто-коричневый. | Зародыш. Содержит зрелый мирацидий. | Найдено в кале. Часто покрывается мусором и может не замечаться. |
| Schistosoma haematobium | 143 мкм x 60 мкм. Диапазон 112-170 мкм x 40-70 мкм. | Удлиненный, с закругленным передним концом и концевым шипом на заднем конце. | Желтый или желто-коричневый. | Зародыш. Содержит зрелый мирацидий. | Концевой корешок. Обнаруживается в моче, иногда в кале. Яйцо часто покрыто мусором. |
| Schistosoma intercalatum | 175 мкм x 60 мкм. Диапазон 140-240 мкм x 50-85 мкм. | Удлиненный, с заостренным передним концом и концевым ости. Иногда «веретенообразной». | Желтый или желто-коричневый. | Зародыш. Содержит зрелый мирацидий. | Концевой шип длинный, тонкий, с загнутым концом. Напоминает яйцо S. haematobium , за исключением того, что оно длиннее, тоньше и длиннее корешок. Найдено в кале. Возможно, на корпусе есть обломки. |
| Schistosoma mekongi | 69 мкм x 56 мкм * Диапазон, 51-73 мкм x 39-66 мкм. | Сферический. Небольшой боковой шип, не всегда виден или может выглядеть как небольшая «бугорка» в углублении на раковине. | Желтый или желто-коричневый. | Зародыш.Содержит зрелый мирацидий. | Найдено в кале. Очень похоже на яйцо S. japonicum , за исключением меньшего размера. Может быть покрыт мусором. |
| Clonorchis sinensis | 30 мкм x 16 мкм. Диапазон 27-35 мкм x 11-20 мкм. | Маленькие, яйцевидные или продолговатые, с широким закругленным задним концом и выпуклой крышечкой, опирающейся на «плечи». На заднем конце можно увидеть небольшую «шишку». | Желто-коричневый. | Зародыш.Содержит зрелый мирацидий. | Маленький размер, жаберная крышка и «выступ» на заднем конце. Раковина часто покрыта налипшим мусором. |
| Opisthorchis spp. | 30 мкм x 12 мкм. Диапазон 26-30 мкм x 11-15 мкм. | Удлиненный, с крышечкой на переднем конце и заостренной терминальной «бугоркой» на заднем конце. | Желто-коричневый. | Зародыш. Содержит зрелый мирацидий. | Не имеет выступающих плеч, характерных для Clonorchis , и имеет более заостренный конец. |
| Heterophyes heterophyes | 28 мкм x 15 мкм. Диапазон 28-30 мкм x 15-17 мкм. | Маленький, удлиненный или слегка яйцевидный. Operculum. Незначительный «выступ» на заднем конце. | Желто-коричневый. | Зародыш. Содержит зрелый мирацидий. | Напоминает яйцо Clonorchis , но с менее отчетливыми лопатками. Жаберная крышка шире, чем у Clonorchis . |
| Metagonimus yokogawai | 28 мкм x 17 мкм.Диапазон, 26-30 мкм x 15-20 мкм. | Маленький, удлиненный или яйцевидный. Operculum. На переднем конце нет «плеч». Небольшая «бугорка», часто встречающаяся на заднем конце. | Желтый или желто-коричневый. | Зародыш. Содержит зрелый мирацидий. | Напоминает яиц Clonorchis и Heterophyes . Оболочка немного тоньше, чем Heterophyes . Жаберная крышка шире, чем у Clonorchis . |
| Paragonimus westermani | 85 мкм x 53 мкм.Диапазон, 68-118 мкм x 39-67 мкм. | Яйцевидной или удлиненной формы с толстой оболочкой. Жаберная крышка слегка приплюснута и входит в лопатку раковины. Задний конец утолщен. Яйцо часто несимметричное, с одной слегка приплюснутой стороной. | От желто-коричневого до темно-коричневого. | Без эмбриона. Наполнен желточным материалом, в который встроена зародышевая клетка. Клетки неправильного размера. | Обнаруживается в мокроте, иногда в кале. Напоминает яйцо D. latum , но больше, немного асимметрично, а жаберная крышка меньше и более плоская.Самая широкая часть яйца Paragonimus обычно находится впереди центра; в D. latum самая широкая область находится вокруг центра. |
| Fasciola hepatica | 145 мкм x 80 мкм. Диапазон 120-150 мкм x 63-90 мкм. | Эллипсоидальная тонкая оболочка. Жаберная крышка небольшая, нечеткая. | От желтого до светло-коричневого. | Без эмбриона. Заполнен желточными клетками, в которые встроена нечеткая зародышевая клетка. | Большой размер.Яйца широкоовальные. |
| Fasciolopsis buski | 140 мкм x 80 мкм. Диапазон 130-159 мкм x 78-98 мкм. | Эллипсоидальная тонкая оболочка. Жаберная крышка небольшая, нечеткая. | Желто-коричневый. | Без эмбриона. Заполнен желточными клетками, в которые встроена нечеткая зародышевая клетка. | Большой размер. Напоминает яйцо F. hepatica , и его нелегко отличить от Fasciola . |
Рощи | Версальский дворец
Зеленые беседки в лесных массивах в стороне от дорожек, рощи образуют небольшие сады, закрытые стенами из зелени или решеток, и к их воротам можно добраться по незаметным тропинкам.Маркиз де Данго, современник Людовика XIV, называл их «закрытыми фонтанами». Украшенные фонтанами, вазами и статуями, они привносили элемент неожиданности или фантазии в большой сад и служили настоящими салонами под открытым небом.
При Людовике XIV в садах Версаля было пятнадцать рощ. В отличие от строгой регулярности общей планировки садов, они имели разнообразный декор и формы и неизменно удивляли посетителей своим разнообразием.Андре Ленотр создал большую часть рощ, но некоторые были изменены Жюлем Ардуэном-Мансаром. Однако некоторые рощи быстро пришли в упадок, так как они были дорогими и трудными в обслуживании, и исчезли в 18 веке. Один из самых известных, Лабиринт, был разрушен, когда сады были заново засажены в 1775–1776 годах. Другие, такие как Ванны Аполлона, были преобразованы в англо-китайский стиль, который был очень модным во время правления Людовика XVI и Марии-Антуанетты. В 19 веке Королевский остров был засыпан и стал Королевским садом, засаженным редкими и экзотическими деревьями.
Южные рощи
Королевская роща
Эта роща заменила знаменитую рощу Лабиринт, построенную в 1665–1666 годах и дополненную в 1677 году серией из тридцати девяти окрашенных свинцовых фонтанов, которые реалистично изображали животных из басен Эзопа. Это чудо было уничтожено, когда в 1775–1776 годах сады были заново засажены и заменены сегодняшней рощей, первоначально называвшейся Рощей Венеры, а затем Рощей Королевы. Простая, но элегантная, новая планировка была разработана, чтобы выделить в ее центре новый тип дерева, недавно появившийся во Франции: тюльпанное дерево Вирджиния.Сегодняшний скульптурный декор был добавлен в конце 19 века.
Ballroom Grove
Бальная роща была последней рощей, разбитой в садах Ленотром. Работы начались в 1680 году и были завершены в 1685 году. Великий дофин, сын Людовика XIV, организовал здесь большой обед в честь своего открытия. Роща спроектирована как амфитеатр зелени. Центральная арена представляла собой небольшой остров, окруженный двухуровневым каналом, на который можно было подняться по четырем маленьким мостам.Предназначенный для танцев, остров был уничтожен Жюлем Ардуэном-Мансаром в 1707 году. Ле Нотр умело использовал значительный уклон, создаваемый пандусами к партеру Латоны, спроектировав большой каскад — единственный в Версале — занимающий весь восточный конец. амфитеатра. Каскад состоит из восьми уровней, перемежается мраморными пандусами и украшен жерновами и раковинами, а также высокими пьедесталами и позолоченными свинцовыми вазами. Ярусы, предназначенные для зрителей, были выделены живой изгородью из самшита.
Girandole Grove
Наряду с рощей Дофинов, соответствующей ей рощей на севере, роща Жирандоль была одной из первых рощ, заложенных Ле Нотром в 1663 году. В каждой из них есть зеленые беседки, каждая из которых имеет центральную камеру, украшенную фонтаном, установленным в 1669 году. К югу граница бассейна была украшена в 1682 году тростниковым мотивом: струи воды сходились к центру бассейна, где из металлической корзины с цветами, нарисованными в реалистичной манере, вырывалась струя воды.Форма излива, напоминающая жирандолу, дала название и бассейну, и роще. Бассейн исчез примерно в 1760 году. Сама роща, как и Роща Дофина, была уничтожена, когда сад был заново засажен в 1775-1776 годах и заменен обширным пространством, засаженным липами, расположенными в шахматном порядке. В 2000 году обе рощи и их фонтаны были восстановлены в первоначальном состоянии.
Роща колоннады
Возведенная в 1685 году Жюлем Ардуэном-Мансаром, колоннада заменила весеннюю рощу, созданную Ле Нотром в 1679 году.Круглый перистиль диаметром сорок метров поддерживается тридцатью двумя пилястрами, которые служат контрфорсами для аркад, поддерживающих тридцать две ионические колонны. Все пилястры изготовлены из мрамора Лангедока, а колонны чередуются между темно-синим мрамором, фиолетовым мрамором Бреше и мрамором Лангедока. Эта сдержанная цветовая гамма помогает компенсировать белизну каррарского мрамора в аркадах и вазах на карнизе. Скульптурный декор спандрелей был выполнен в 1682 и 1687 годах скульпторами Койсево, Ле Онгром, Туби, Мазьер, Леконтом, Гранье и Вижье и представляет собой херувимов, играющих музыку или участвующих в деревенских играх.Под двадцатью восемью из тридцати двух аркад, краеугольные камни которых украшены масками морских или деревенских божеств, прыгающие фонтаны врезались в канал, окружающий перистиль. В центре оригинальный бассейн был заменен в 1696 году групповой скульптурой Жирардона: Похищение Прозерпины Плутоном.
Каштановая роща
Планировка Каштановой рощи напоминает зеленую галерею, украшенную фонтаном на каждом конце. Он заменил рощу, спроектированную Ленотром в 1678 году: Древнюю галерею, где в 1680 году Людовик XIV приказал разместить замечательную коллекцию древних скульптур или скульптур, созданных по образцу древних скульптур, на пьедесталах, выходящих из канала, окружающего центральную часть с полихромной плиткой. .Края этого настоящего музея под открытым небом были украшены фонтанами. В 1704 году Жюль Ардуэн-Мансар ликвидировал фонтаны и центральный остров, заменив их двумя рядами каштанов.
Северные рощи
Роща Куполов
Эта роща часто перестраивалась, и ее название менялось по мере изменения декора. Созданный Ленотром в 1675 году, он имеет дизайн амфитеатра с центральной ареной, занятой шестиугольным бассейном, окруженным золотой металлической балюстрадой, украшенной восемнадцатью колоннами, каждая из которых изливает воду, льющуюся в бассейн.Выше амфитеатр окружает еще одна балюстрада из белого мрамора с красными мраморными пилястрами, украшенными барельефами. В центре бассейна статуя Славы дала название роще. Во время своего первого вмешательства в сады между 1677 и 1681 годами Жюль Ардуэн-Мансар построил два богато украшенных павильона, увенчанных куполами, по одному с каждой стороны амфитеатра. Они были снесены в 1820 году. Между 1684 и 1705 годами роща была домом для трех скульптурных групп из Грота Фетиды, который только что был снесен (Аполлон, обслуживаемый нимфами, и две группы Лошадей Солнца) и стал известен. как Банная роща Аполлона.Затем он получил свое окончательное название Роща Куполов. В 1705 году балюстрада у бассейна была заменена новой балюстрадой, состоящей из балясин из белого мрамора, с пандусами и столбами, вырезанными из красного мрамора, что сделало ее своего рода негативом верхней рампы. Наконец, в 1708 году центральный фонтан был заменен белой мраморной чашей, на которой стояли дельфины.
Роща Энцелада
Фонтан Энцелад был построен Гаспаром Марси из свинца между 1675 и 1677 годами.Сюжет заимствован из истории о падении Титанов, похороненных под скалами Олимпа богами, которых они хотели свергнуть. Скульптор изобразил великана Энцелада, наполовину погребенного под грудой камней, изо всех сил пытающегося выжить, и запечатлел его страдания, когда из его рта, как крик, вырывается мощная струя воды. Дизайн рощи, ее окрестности акцентированы решетчатыми павильонами, соединенными беседками, были полностью изменены в 1706 году Жюлем Хардуэном-Мансаром, который превратил это замкнутое пространство в открытый перекресток, убрав решетку, маленькие бассейны и первоначальные различия в уровнях. .Программа реставрации, проведенная с 1992 по 1998 год, восстановила первоначальный вид рощи.
Роща обелисков
Общий план — это все, что осталось от рощи Пиршественной камеры, заложенной Ле Нотром между 1671 и 1674 годами и полностью переработанной Жюлем Ардуэн-Мансаром в 1705–1706 годах. Архитектор установил на двух уровнях огромный прямоугольный бассейн с множеством струй, образующих жидкий обелиск. Верхний бассейн спускался по четырем каскадным лестницам в нижний.
Банная роща Аполлона
Сегодняшняя Роща Бани Аполлона датируется периодом правления Людовика XVI и была заложена между 1778 и 1781 годами. В том же месте Ле Нотр в 1670 году первоначально установил живописную Болотную рощу, главным украшением которой был бассейн, окаймленный реалистично окрашенными металлическими тростниками. и украшен в центре металлическим деревом, из которого бьет фонтан. В 1705 году эта фантастическая роща была уничтожена, чтобы освободить место для групп Аполлона, обслуживаемого нимфами и лошадьми Солнца, которые Жюль Ардуэн-Мансар поместил под позолоченными свинцовыми навесами и на пьедесталах, окруженных бассейном.Западная часть рощи была заложена при Людовике XV для дофина. Две части рощи были полностью изменены при Людовике XVI. Художник Юбер Роберт спроектировал сад в английском стиле, центр которого был занят озером, с видом на огромную искусственную скалу, украшенную каскадами, и грот, где была установлена группа Аполлонов, а две группы Лошадей Солнца были расположены по обе стороны. .
Звездная роща
Звездная роща, заложенная в 1666 году, получила свое название от формы, одной из самых сложных в саду.К нему вели четыре тропинки, ведущие из углов окружающего леса. Эти дорожки вели к круговой дорожке, окружающей рощу, из которой только две извилистые дорожки вели внутрь. Эти тропы, в свою очередь, вели к новой тропе в форме пятиугольника, из углов которой последние тропинки вели к центру рощи и ее пруду. В 1671 году было добавлено каменное украшение в виде большой скалы. Затем роща стала известна как Водяная гора. В начале 18 века роща была кардинально видоизменена, и ее сложная планировка была ликвидирована вместе с бассейном.В рамках программы реставрации недавно воспроизведена часть плана, используемого Ле Нотр (круговая дорожка и извилистые дорожки), при этом в центре рощи остается лужайка.
Роща водного театра
Роща водяного театра была заложена между 1671 и 1674 годами и позволила инженерам-гидравликам Франсуа и Пьеру Франсин в полной мере раскрыть свои таланты. Роща, спроектированная как театр под открытым небом, состояла из пространства, предназначенного для зрителей, и сцены, посвященной всевозможным комбинациям шоу фонтанов, часто образующих фигуры, которые считались чистым техническим волшебством.Водный театр был чрезвычайно дорогим в обслуживании, поэтому в конце 18 века его сменила более скромная Роща Зеленого кольца. В 2009 году Версальский дворец объявил о проведении международного конкурса на восстановление рощи. Проект, представленный ландшафтным дизайнером Луи Бенеком и художником Жан-Мишелем Отониэлем, был сохранен, и новая роща была открыта в 2015 году.
К западу от рощи в 1709 году был установлен небольшой бассейн, представляющий собой остров с играющими позолоченными металлическими детьми.
Золотой детский бассейн рядом с рощей Водного театра был построен Жюлем Ардуэн-Мансартом в 1709 году.Этот небольшой овальный бассейн украшен в центре группой из восьми свинцовых херувимов, созданных в 1704 году Жаном Харди и первоначально предназначенных для бассейнов в Марли-парке, а затем перенесенных в Версаль в 1709 году. Настоящий шедевр среди свинцовых статуй в Версальские сады свидетельствуют о детской любви Людовика XIV после того, как смерть его потомков омрачила конец его правления. Золотой детский бассейн был восстановлен в 2016 году при финансовой поддержке Fondation BNP Paribas и компании D’Huart Industrie, спонсирующей профессиональные навыки.
Роща Трех Фонтанов
Эта роща была создана Ленотром в 1677 году и является единственной рощей, которая упоминается на старой карте как «идея короля». Естественный склон, идущий параллельно Водной аллее, имел три отдельных уровня, соединенных каскадами. Отреставрированный в 2005 году, он восстановил свой дизайн и желанные государю эффекты воды: в нижнем бассейне струи воды образуют лилий, в среднем — водяной свод, а в верхнем бассейне — столб воды. на сто сорок водяных струй.
Роща Триумфальной Арки
Все, что осталось от Триумфальной арочной рощи, установленной Ле Нотром между 1677 и 1684 годами, — это нижняя часть, возле фонтана Нептуна. С верхней террасы к нему ведет и до сих пор ведет большая Триумфальная арка из золотого металла, сверкающая струями воды и каскадами. По бокам водные буфеты и золотые металлические пирамиды придавали роще великолепия. Под ним расположен Фонтан Победоносной Франции скульпторов Койсевокса, Туби и Пру, которые добавили смысла всей роще, отмечая военные победы короля.
Бревенчатых домов: виды строительства
Часть привлекательности бревенчатого дома заключается в том, что нет двух одинаковых бревенчатых домов. Помимо дизайна, некоторые структурные компоненты бревенчатых домов могут быть построены в различных формах, размерах и стилях. Даже порода дерева, используемого в бревенчатом доме, может быть разной; Десятки пород древесины используются в домах по всей стране. Пусть это введение во многие стили бревенчатых домов станет руководством, когда вы начнете создавать уникальный для вас бревенчатый дом — дом вашей мечты.
СТИЛИ ПРОФИЛЯ БРЕНДА
Из пиломатериалов для бревенчатого дома можно придать один из многих профилей. Эти бруски укладываются горизонтально, образуя стены вашего дома. В зависимости от профиля бревна, эти бревна могут быть прикреплены с помощью любого количества шипов, гвоздей или креплений, имеющихся на рынке (руководство по сборке вашего бревна может помочь в этом процессе). Бревна также могут иметь форму «шпунт и паз», когда пропилы по нижнему краю бревна входят в выступ, созданный в верхней части нижнего бревна. Некоторые производители бревенчатых домов также используют щели между горизонтальными бревнами.В зависимости от системы производителя, долбление может быть функциональным (закрывает воздушное пространство между бревнами) или косметическим. Различные профили:
1. Бревно квадратное и прямоугольное
Бревна обрезаны с четырьмя квадратными углами. Эти бревна могут быть одинаковыми по ширине и высоте или прямоугольными.
2. Круглое бревно
Бревна обрезаны круглыми, без углов и углов. В домах из оцилиндрованного бревна в качестве опоры часто используются сквозные болты. Бревна обрезаны круглыми с обоих концов, но с плоской верхней и нижней частью, их часто называют «круглыми / круглыми» или «двойными круглыми».
3. Swedish Cope
Бревна разрезаются круглыми, с полумесяцем, удаленным из нижней части бревна, так что каждое бревно может складываться поверх другого.
4. D-Log
Бревна разрезаются с одной круглой стороны и с одной плоской стороны для потребителей, которые хотят, чтобы одна сторона бревенчатой стены имела плоскую поверхность, а другая сохраняла закругленный край.
5. Ручная работа
Пиломатериалы окорены вручную, и каждое бревно сохраняет свою естественную форму. Бревенчатые дома ручной работы строятся таким образом, что каждое бревно находится в определенном месте в доме, что обеспечивает максимальную стабильность, сохраняя при этом деревенский вид.
1. Блокирующие углы
Древесина разрезается с четырех сторон бревна, делая углубления для фиксации в пересекающемся бревне и удерживания обоих бревен на месте во всех направлениях. (Похоже на «Бревна Линкольна», с которыми вы играли в детстве.)
2. Седловые углы
Используется со шведским рифленым профилем, из каждого бревна вырезается дополнительный полумесяц, чтобы бревна противоположной стены могли зафиксироваться в углу.
3. Хвост голубя
Конец бревна обрезается до веерообразного клина. По мере укладки бревен концы бревен одной стены сцепляются с перпендикулярными бревнами.
4. Butt & Pass
Одно бревно останавливается там, где оно встречается с перпендикулярным бревном, выходящим за угол дома.
5. Угловая стойка
Вертикальная стойка в каждом углу имеет паз по всей длине, в который фиксируются бревна.
Иллюстрации предоставлены Kuhns Bros. Log Homes Inc., Honest Abe Log Homes и The Original Lincoln Logs, Ltd.
Как работает уплотнительное кольцо?
Уплотнительные кольца из группы уплотнений Parker Hannifin
Уплотнительные кольца
, вероятно, являются наиболее распространенными гидравлическими уплотнениями. Их производят миллиарды производителей по всему миру, и они предотвращают утечки во всем, от насосов и клапанов до цилиндров и разъемов. Компактные и экономичные компоненты позволяют выполнять как статические, так и динамические операции в пневматических и гидравлических системах.
Эти простые уплотнения состоят из кольца в форме пончика (технически тороид) с круглым поперечным сечением. Обычно они изготавливаются из эластомеров, таких как Buna N, неопрен или силикон, но также бывают из пластмасс, таких как PTFE, металлов и других материалов. Размеры варьируются от долей дюйма в диаметре до нескольких метров в поперечнике.
Уплотнительные кольца уплотняют за счет механической деформации, которая создает барьер для потенциального пути утечки жидкости между двумя близко сопряженными поверхностями. Уплотнительные кольца обычно устанавливаются в канавку, которая механически обработана или отформована на одной из поверхностей, подлежащих уплотнению.Их резиноподобные свойства позволяют устройствам компенсировать изменения размеров сопрягаемых деталей.
При правильном размере зазор между поверхностями меньше наружного диаметра уплотнительного кольца. Таким образом, когда две поверхности соприкасаются, образуя сальник, они сжимают уплотнительное кольцо, которое деформирует круглое поперечное сечение. Это диаметрально сжимает уплотнение, и возникающая сила обеспечивает контакт поверхности с внутренней и внешней стенками сальника.
При небольшом давлении или без него естественная упругость эластомерного компаунда обеспечивает уплотнение и препятствует прохождению жидкости.Увеличение сжатия (например, за счет использования уплотнительного кольца большего диаметра в канавке того же размера) увеличивает деформацию и усилие уплотнения. Но это может привести к проблемам в динамических приложениях с более высоким давлением.
Приложение давления жидкости прижимает уплотнительное кольцо к стенке канавки на стороне низкого давления, увеличивая силу уплотнения. Столкновение между уплотнением и сопрягаемыми поверхностями позволяет уплотнительному кольцу продолжать работать без утечек. При более высоких давлениях уплотнительное кольцо деформируется до некоторой формы «D», и площадь контакта между эластомером и поверхностями сальника может удвоиться по сравнению с исходными условиями нулевого давления.Благодаря упругости эластомера, сброс давления позволяет уплотнительному кольцу вернуть свою первоначальную форму, готовую к следующему циклу давления. Это также позволяет правильно спроектировать уплотнительные кольца в обоих направлениях.
Однако при экстремальном давлении эластомерный материал может попасть в небольшой зазор между сопрягаемыми поверхностями сразу за канавкой. В конечном итоге материал уплотнительного кольца срезается и перетекает в так называемый экструзионный зазор, и уплотнение выходит из строя. Динамические приложения могут ускорить экструзию уплотнения. Но даже в статических приложениях высокое давление может растянуть болты сборки и открыть зазор экструзии в достаточной степени, чтобы допустить утечку.
Хотя уплотнительные кольца являются относительно простыми уплотнениями, при их выборе необходимо учитывать ряд конструктивных соображений. Во-первых, они бывают из широкого спектра материалов и бесчисленных составов и вариаций. Однако соответствие материала применению позволяет им обеспечивать отличную совместимость с жидкостями, выдерживать различные рабочие среды и выдерживать экстремальные температуры. Другие соображения включают статические и динамические (вращательные или осевые) условия, рабочее давление и то, видит ли система скачки давления.Это, в свою очередь, позволяет инженерам указывать такие параметры конструкции, как надлежащие размеры сальника, качество поверхности сальника, диаметр поперечного сечения уплотнения, твердость материала, начальное сжатие, зазоры и даже то, насколько уплотнение расширяется или сжимается по отношению к сопрягаемым поверхностям. изменение температуры. Правильно спроектированные уплотнительные кольца обеспечивают долгий и безотказный срок службы в бесчисленных областях применения.
.