Балка проверяется на прочность по наибольшим нормальным напряжениям, возникающие в поперечном сечении балки, где на эпюре наибольший по абсолютному значению изгибающий момент. При поперечном изгибе в балке возникают и касательные напряжения, но они невелики, и при расчете на прочность учитываются только для двутавровых балок.
Условие прочности при изгибе по нормальным напряжениям: ,
где допускаемое напряжение принимается, как и при растяжении (сжатии) стержня из такого же материала.
Формула условия прочности при изгибе по нормальным напряжениям позволяет осуществить подбор сечения балки при заданном материале и максимальном абсолютном значении изгибающего момента. Требуемый момент сопротивления балки при изгибе определяется из условия: .
При изменении положения сечения по отношению к действующей нагрузке прочность балки существенно изменяется, хотя площадь сечения и остается неизменной. Например, для балки прямоугольного поперечного сечения с отношением сторон , расположенной таким образом, что высота прямоугольника h перпендикулярна нейтральной оси x, прочнее той же самой балки повернутой на , в три раза, так как . В выражении для осевого момента сопротивления балки прямоугольного поперечного сечения при изгибе в квадрате стоит тот ее размер, который перпендикулярен нейтральной оси. Следовательно, сечение балки необходимо располагать таким образом, чтобы силовая плоскость совпадала с той из главных центральных осей, относительно которой момент инерции минимален ( ось, относительно которой главный момент инерции поперечного сечения максимален, является нейтральной осью). Это обстоятельство лишний раз подчеркивает важность темы «Определение положения главных центральных осей инерции поперечного сечения стержня».
Проверка прочности двутавров
Для тонкостенных балок, например балок двутаврового профиля, проверка прочности производится следующим образом:
в наиболее удаленных от нейтральной оси точках прочность проверяется по формуле ;
в точках, где полка соединяется со стенкой прочность определяется по главным напряжениям.
в точках, расположенных на нейтральной оси, прочность определяется по наибольшим касательным напряжениям:
Подбор сечения двутавровой балки | Главные особенности
Балка – это брус, который принимает на себя нагрузки и распространяет их на остальные конструкции. Двутавр имеет незамысловатую конструкцию. В сечении она выглядит буквой Н. Эта форма наиболее подходит для металлических брусьев, подверженных изгибам.
Стальная двутавровая балка с параллельным расположением граней полочек – высокопрочная конструкция, без которой невозможно ни одно строительное мероприятие. Она активно применяется при строительстве перекрытий и несущих элементов. Такие изделия снижают нагрузку на конструкцию и существенно уменьшают расход металла. Двутавры большой популярностью пользуются в строительстве опор мостов, стадионов, складов. Зачастую они применяются в вагоностроении, при укреплении стволов шахт, строительстве гидротехнических конструкций, металлоколонн и т.д.
По параметру прокатки они бывают:
«В» – стандартной точности;
«Б» – повышенной точности.
Отклонение массы двутавра не должно превышать 3% или быть менее 5%.
Такие изделия производят длиной от 4-х до 12-ти метров:
мерной длины;
немерной длины;
кратной мерной длины.
Свойства
Двутавровая балка имеет ряд положительных свойств, при этом имея один единственный недостаток – высокую стоимость. Она используется при перекрытии пролетов с высокой нагрузкой, устойчива к внешним воздействиям и не имеет горючих свойств.
Тем не менее, она склонна к коррозии, если даже отсутствует воздействие агрессивной среды и защитное напыление. В некоторых случаях металлический двутавр имеет в наличии шарнирные опоры – не зафиксированы ее концы так же жестко, как и в металлической каркасной конструкции.
Расчет сечения
Подбор сечения двутавровой балки осуществляется следующим образом. Нагрузку на перекрытие с металлическими двутавровыми изделиями с учетом их веса нужно рассчитать без стяжки как 350 кг/м и 500 кг со стяжкой. Между металлическими двутавровыми балками длина сечения должна быть длиной один метр, но в некоторых случаях также возможно увеличение сечения до 1200 см. Теперь вы знаете, как произвести подбор сечения двутавровой балки.
подбор сечения. Виды колонная, широкополочная, монорельсовая балки
Размеры и характеристики
Самые востребованные номера двутавра
Сегодня ассортимент предложений рынка стройматериалов настолько велик, что позволяет выбрать без проблем требуемый, в полном соответствии со своими предпочтениями и возможностями. Когда речь заходит о консольных конструкциях, то в первую очередь упоминают БДК-1 и ее металлических собратьев. Как же правильно выбрать двутавр?
Конструктивно двутавр для перекрытия – это мерный отрезок профиля прокатного или сварного типа, имеющий постоянное сечение. В основе его правильного выбора лежит сортамент двутавровых балок, то есть размеры, характеристики, сечение и другое.
Металлическая двутавровая балка по способу производства бывает двух типов:
сварная, которую изготавливают методом сваривания, ее размеры начинаются от 60 мм;
горячекатаная, изготовленная из стальной заготовки по технологии горячей прокатки, размеры – до 60 мм.
Начиная от процесса производства, типоразмерных характеристик и требований к качеству исходного сырья, все регламентировано соответствующими ГОСТами (межгосударственный стандарт), с которыми вы можете ознакомиться в нашей рубрике “СНиПы и нормы”.
Размеры и характеристики ↑
Все возможные размеры и описание основных характеристик собраны в таблицах ГОСТа. Сортамент двутавровых балок – это не что иное, как совокупность всех этих данных, сгруппированная в списки по видам изделия, что значительно облегчает подбор.
Группы двутавров по конструкции полок ↑
Конструктивно двутавровая полка может иметь параллельные или наклонные грани. В первую группу по условию применения включены:
нормальная (маркируется буквой «Б»). Сортамент ее включает профили,имеющие номера 10 – 60. Толщина стенок у них минимальная и может равняться величине, достигающей до 1/55 высоты самого элемента. Чем тоньше окажется стенка, тем их сечение будет лучше работать на изгиб.
широкополочная («Ш»). Они, в свою очередь, подразделяются на разрезной вариант и неразрезной. Первые, с облегченным весом и одинаковой высоты и ширины устанавливают в один пролет. Неразрезные, соответственно, укладывают одновременно на несколько. Соотношение высоты к ширине полки в этом случае: 1 к 2,5 – 1 к 1,16. Полки с увеличенной шириной обеспечивают особую устойчивость, поэтому такие изделия можно устанавливать без вспомогательных элементов как самостоятельные. Это приводит к уменьшению объема выполняемых работ, а, значит, и к сокращению расходов.
Наиболее характерное преимущество разрезных вариантов перед неразрезными в простоте монтажа и меньшей чувствительности к осадкам опор. Однако себестоимость их производство выше из-за большего расхода металла – примерно на 10–12%, что, несомненно, можно отнести к недостаткам. Консольные конструкции могут быть обоих типов, разрезными и многопролетными.
двутавровая балка колонная («К») – с большой толщиной полок. Это дает возможность применять их в качестве несущего элемента строения. Изготавливают подобные изделия по технологии проката. Основная область применения – значительные пролеты и высокие крановые нагрузки. На фоне других конструкций этого типа они самые тяжелые и устойчивые к износу.
Во вторую группу входят, соответственно:
обычные ГОСТ 8239-89, заменившие в 1989 году ГОСТ 8239 72:
Сортамент этих изделий изменяется в пределах №№ 10–100, скажем, двутавровая балка 12, 18, 16, 27, 30, 35, 36, 61. Они характеризуются следующим размерами:
высотой – 10-100 см,
шириной полки – 5,5–32 см,
толщиной стенки – 0,41–1,9 5 см и более.
Выбирают изделие соответственно предназначению и ГОСТ. Подбор сечения двутавровой балки основан на величине воздействующей на нее нагрузки.
Приведем всего лишь несколько примеров из огромного разнообразия видов и подвидов как обычных, так и специальных.
Сортамент двутавра № 20 ↑
20 используют при устройстве перекрытий и возведении несущих элементов межэтажных перекрытий (до 4 м), армировании изделий из бетона, железнодорожном строительстве и автомобилестроении. Последние сферы применения связаны с низким процентом содержания углерода, что позволяет сваривать. Их отличают повышенная устойчивость к сгибанию и скручиванию. Высота изделия – 200 мм. Изготавливают их исключительно прокатным способом.
Длина – мерная и изменяется в пределах 4–12 м. Существует возможность заказать подобные изделия, имеющие меньшую или большую длину. Индивидуально можно заказать также конструкции с нестандартной толщиной стенок или полок. Номинальные размеры изделия, включая толщину, регламентирует ГОСТ 8239-89.
Данные конструкции показывают высокие характеристики при воздействии горизонтальных нагрузок, чего абсолютно не скажешь о вертикальных. Этим объясняется, что во втором случае, к примеру, в вертикальных опорах, необходимо одновременно использовать другие элементы, которые обеспечат устойчивость к горизонтальным нагрузкам. Позиций – порядка 22.
№ 30 ↑
Основная область применения – крупнопанельное и каркасно-монолитное строительство. Из них возводят колонны, перекрытия, опоры и мостовые конструкции, используют как направляющие для мощной подъемной техники. В производстве используют два вида стали: низколегированную и углеродистую. Их также подразделят по точности изготовления на обычные (В) и с повышенной точностью (Б).
Цифра 30 указывает только на высоту изделия, при этом вариантов исполнения может быть два как с параллельными гранями полок, так и с наклонными. Это фактически – условный размер. Имеет порядка 38 позиций.
↑№ 18
Стандартная конструкция имеет мерную длину – 400–12000 мм, изготавливаются также изделия, имеющие немерную и кратную длину.
Специальная, соответственно, 400–13 000 мм, в номенклатуру изделия включены также виды с мерных и кратно мерных с остатком.
↑№ 25К1
Как видно из литеры «К», эти изделия чаще используют при возведении колонн. Число же 25 в номере указывает на высоту изделия. Это может быть совершенно самостоятельный элемент. В этом случае не требуются дополнительные усилия по обработке.
Оптимизация металлической двутавровой балки по массе с сохранением требуемой несущей способности Текст научной статьи по специальности «Строительство и архитектура»
Ходяков В.А., магистрант Белорусский национальный технический университет
ОПТИМИЗАЦИЯ МЕТАЛЛИЧЕСКОЙ ДВУТАВРОВОЙ БАЛКИ ПО МАССЕ С СОХРАНЕНИЕМ ТРЕБУЕМОЙ НЕСУЩЕЙ СПОСОБНОСТИ
Экономия объёмов материалов при производстве строительных конструкций является актуальной задачей. Проектирование облегчённой оптимизированной металлической двутавровой балки с криволинейными очертаниями полок и поясов с применением алгоритмов оптимизации позволило сократить объём металла на производство более чем на треть. Уменьшение массы балки достигается плотной корреляцией параметров поперечного сечения балки с усилиями, возникающими в балке под действием расчётной нагрузки. Однако существует большое количество нерешённых вопросов касательно работы оптимизированной балки под нагрузкой. Особенно остро стоят вопросы, касающиеся местной и общей устойчивости балки. Учитывая тенденции развития способов и возможностей производства строительных конструкций, можно предположить, что уже скоро станет возможным промышленное производство металлических оптимизированных балок.
Введение. В процессе проектирования строительных конструкций сегодня всё чаще прибегают к параметрическому компьютерному моделированию [1]. Одной из причин актуальности такого рода моделирования является возможность удобного поиска решений сложных многопараметрических проектных задач. Таким образом, параметрическое проектирование неизбежно приходит к задаче оптимизации сложных моделей. Одним из наиболее эффективных алгоритмов оптимизации является генетический алгоритм [2, 3]. В этой работе мы не будем останавливаться на принципах работы алгоритмов. Основной интерес представляют несущие конструкции, которые можно получить методом оптимизации. Уже существует несколько примеров эффективного проектирования несущих конструкций с применениями различных алгоритмов оптимизации [4, 5]. В качестве объекта данного исследования был принят простейший элемент конструкции типа балка. Известно, что для балки, работающей на изгиб, наиболее эффективным решением поперечного сечения является двутавр. Предметом исследования стали работа модели оптимизированной двутавровой балки под расчётной нагрузкой и топология самой балки.
Методика. Оптимизация рассматриваемой двутавровой балки, в сущности, представляет собой оптимизацию каждого поперечного сечения балки по её длине. Оптимизируемыми параметрами являются геометрические характеристики каждого поперечного сечения балки, а именно, высота и толщина стенки двутавра, ширина и толщина полки двутавра. Задачу оптимизации можно охарактеризовать как многопараметрическую.
Основным алгоритмом оптимизации, применяемым в работе, является генетический алгоритм, также в отдельных случаях применялся алгоритм отжига [6]. Задача оптимизации являлась однокритериальной. Основным критерием, целевой функцией, стало уменьшение площади каждого поперечного сечения балки.
Так как при критическом уменьшении поперечных сечений балки может произойти потеря несущей способности по первой группе предельных состояний, граничными условиями оптимизации являются потеря местной устойчивости стенки и полки балки, а также максимальные напряжения, возникающие в сечениях.
Расчёт балки в процессе оптимизации проводился методом конечных элементов в соответствии со СНИП 11-23-81*. Также в отдельных случаях учитывались требования ТКП 45-3.03232-2011 и ТКП БК 1993 [7]. Для упрощения эксперимента никакие нормативные коэффициенты не учитывались.
Результаты оптимизации балки. Расчётная схема оптимизируемой балки представляет собой шарнирно опёртую по концам однопро-лётную балку. Длина пролёта балки составила 20м. Расчётная нагрузка, приложенная к балке, представляла собой равномерно распределённую нагрузку 100кН/м. Нагрузка от собственного веса балки так же была учтена. В качестве эталонной балки был выбран прокатной двутавр 100Б4. В качестве материала для изготовления балок была принята мостовая сталь 10ХСНД. Следует отметить, что эталонная прокатная балка пролётом 20м под указанной нагрузкой имела перегруз порядка 2% в центре пролёта.
В процессе оптимизации было получено несколько видов оптимизированных балок (табл. 1). Первой стала двутавровая балка с постоян-
ными по длине оптимизируемыми параметрами (рис. 1). Оптимизированная балка постоянного сечения имела массу на 14,43 % меньше чем эталонная.
Во втором случае балка имела переменное сечение. Оптимизировались все параметры каждого поперечного сечения по длине балки (рис. 2). Оптимизированная балка имела массу на 36,75 % меньшую, чем у эталонной балки.
В третьем случае двутавровая балка имела переменное сечение, однако толщина полок и стенок были постоянными, а высота стенки линейно изменялась от значения 1000мм в центре балки до 500 мм на опорах (рис. 3). Толщина полки двутавра 28 мм, а толщина стенки 14 мм. Минимальная ширина полок была ограничена величиной 100 мм. Оптимизированная таким образом балка имела массу на 26,02 % меньшую по сравнению с эталонной балкой.
Сравнения параметров
В четвёртом случае двутавровая балка имела переменное сечение, толщина полок и стенок были постоянными, ширина полки линейно изменялась от значения 500мм в центре балки до 100 мм на опорах (рис. 4). Толщина полки двутавра 28 мм, толщина стенки 14 мм. Оптимизированная таким образом балка имела массу на 29,51 % меньшую по сравнению с эталонной балкой.
В пятом случае двутавровая балка имела переменное сечение, толщина полок и стенок остались теми же, что и в предыдущих двух случаях, высота стенки изменялась по закону окружности от значения 1000мм в центре балки до 500 мм на опорах (рис. 5). Подобный подход к формообразованию балки переменного сечения уже применялся в железобетонных балках [8]. Оптимизированная таким образом балка имела массу на 29,86 % меньшую по сравнению с эталонной балкой.
Таблица 1
гимизированных балок
№ Вид балки Объём 3 стали, м Относительное количество материала, %
3 Двутавр оптимизированный переменного сечения с линейно изменяемой высотой стенки, толщины элементов постоянные 0,5927 73,98 86,45 116,95
4 Двутавр оптимизированный переменного сечения с линейно изменяемой шириной полки, толщины элементов постоянные 0,5648 70,49 82,38 111,44
5 Двутавр оптимизированный переменного сечения с высотой стенки изменяемой по закону окружности, толщины элементов постоянные 0,5620 70,14 81,97 110,89
Рис. 1. Общий вид оптимизированной балки постоянного сечения
Рис. 2. Общий вид оптимизированной балки переменного сечения. Оптимизация всех параметров поперечного сечения
Рис. 3. Общий вид оптимизированной балки переменного сечения с линейно изменяемой высотой стенки. Толщины элементов постоянные
Рис. 4. Общий вид оптимизированной балки переменного сечения с линейно изменяемой шириной полки. Толщины элементов постоянные
Рис. 5. Общий вид оптимизированной балки переменного сечения
с высотой стенки изменяемой по закону окружности. Толщины элементов постоянные
Особенности и проблемы оптимизированных балок. Сегодняшние методики расчёта, описываемые в нормативных документах и методических пособиях, ориентированы в основном на расчёт балок постоянного сечения. При этом часть этих расчётов имеет эмпирическую составляющую и не может быть применена для сложных балок переменных сечений.
Одним из открытых вопросов является расчёт местной и общей устойчивости. В нормативных документах есть рекомендации по подбору соотношений высоты стенки двутавра и её толщины, а так же соотношений вылета полки двутавра и её толщины. Эти рекомендации были учтены в процессе оптимизации вышерассмот-ренных булок. Однако сложно сказать могут ли эти рекомендации использоваться для полок и стенок сложного переменного сечения. Возможность постановки диафрагм в данном исследовании не рассматривалась.
Во втором случае оптимизации, при оптимизации всех параметров поперечного сечения без дополнительных ограничений, наличие полок у узлов опирания не требуется, так как изгибающий момент воспринимается одной стенкой, высота которой определяется поперечным усилием в балке. Таким образом, вопрос местной устойчивости стенки на участке без полок переходит в вопрос общей устойчивости прямоугольного сечения.
Вопрос оценки общей устойчивости балок переменного сечения остаётся не решённым. Однако это условие можно обойти раскреплением оптимизированных балок другими элементами в составе несущей конструкции.
В расчёте так же стоит учесть совместное действие напряжений от изгибающего момента и поперечного усилия. Данный расчёт также имеет некоторые сложности для оптимизированных балок.
При изменении сечения балки по её длине, помимо главного изгибающего момента возникает дополнительный изгибающий момент в поперечном сечении, действующий в той же плоскости. Возникновение последнего обусловлено постоянным смещением центра тяжести сечения.
Оптимизированные балки переменного сечения имеют несколько меньшую жесткость, чем балки постоянного сечения. Требования к жёсткости балок по нормативным документам устанавливаются в зависимости ситуации, в которой их используют. Поэтому при прикладном проектировании, вероятно, возникнет необходимость ввода ещё одного граничного условия по максимальному прогибу, помимо уже учтён-
ных условий максимальных напряжений и условий устойчивости.
Ввиду того, что при превышении величины расчётной нагрузки потеря несущей способности должна произойти, в теории, по всей длине балки, возникает необходимость ввода дополнительного коэффициента безопасности для оптимизированных балок. Ввод этого коэффициента также можно обосновать вероятным понижением общей надёжности оптимизированных конструкций.
Также из-за снижения общей жёсткости балок уменьшаются собственные частоты колебаний конструкций. Это стоит учесть при использовании таких балок под гармоничными динамическими нагрузками. Например, при использовании таких балок в железнодорожных мостах можно ожидать снижения критических скоростей подвижного состава.
Касательно транспортных сооружений, стоит отметить, что оптимизировать балку необходимо по огибающим эпюрам усилий от подвижных нагрузок. Это на порядок осложнит алгоритм оптимизации конструкции и топологию самой балки.
Выводы. Основной проблемой вышеуказанных балок является сложность их производства. На сегодняшний день расходы на процесс изготовления превосходят экономию материала. На данный момент исследования имеют академический интерес. Однако, учитывая тенденции развития и популяризации современных технологий производства, можно предположить, что в ближайшем будущем результаты исследования могут получить массовое практическое применение.
Несмотря на сложности изготовления натурной модели, без её испытания сложно говорить об эффективности комбинации алгоритмов расчёта и оптимизации конструкции. Поэтому конечной задачей исследования является создание натурной модели оптимизированной балки и её испытание.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1.Петров, М.П. Переход на BIM-технологии в проектировании на примере Autodesk Revit // Модернизация и научные исследования в транспортном комплексе. 2015. Т. 1. С. 447-449.
2. Юрьев А.Г., Лесовик Р.В., Клюев СВ., Клюев А.В. Генетические алгоритмы и их применение для оптимального проектирования строительных конструкций // Вестник Белгородского государственного технологического университета им. В.Г. Шухова. 2008. №1. С. 11-16.
3. Кирсанов М.Н. Генетический алгоритм
оптимизации стержневых систем // Строительная механика и расчет сооружений. 2010. №2. С. 60-63.
4. Алексейцев А.В., Серпик И.Н. Эволюци-онно-триангуляционный способ формирования оптимальной структуры строительных ферм // Известия Юго-Западного государственного университета. 2011. № 5-2. С. 128-131.
5. Гребенюк Г.И., Вешкин М.С. Дискретные модели расчета и оптимизации стержневых конструкций при импульсном нагружении // Известия Алтайского государственного университета. 2012. № 1-1. С. 36-38.
6. Лисин А.В. Алгоритм имитации отжига для задач непрерывной оптимизации // Ползу-новский вестник. 2014. № 4-2. С. 175-179.
7. Пастушков, Г.П., Пастушков В.Г. О переходе европейские нормы проектирования мостовых конструкций в Республике Беларусь // Транспорт. Транспортные сооружения. Экология. 2011. № 2. С. 113-121.
8. Пат. 2562077 С1 Российская Федерация, МПК Е 04 С 3/02. Строительная конструкция типа балки / Б.В. Гусев; заявитель и патентообладатель Б.В. Гусев. — № 2014148693/03, заявл. 03.12.14; опубл. 10.09.15, Бюл. № 25. 6 с.
Khadziakou V.A.
OPTIMIZATION OF METAL I-BEAM BY WEIGHT WITH BEARING CAPACITY PRESERVING. RESULTS ANALYSIS
Saving materials volumes in the production of building structures is an actual task. Design metal lightweight I-beam with curved contours of flanges and web by using optimization algorithms has allowed reducing metal volume to production of more than on third. Reducing the beam weight is achieved by tight correlation of beam cross section parameters with the stresses that arise in the beam under the design load. However, there are many unresolved issues concerning the work of the optimized beam under load. Especially important are issues relating to local and general buckling of the beam. In view trends in development methods and capabilities of structures fabrication, we can assume that soon the industrial production of optimized metal beams will be possible.
Ходяков Вячеслав Андреевич, магистрант кафедры мосты и тоннели. Белорусский национальный технический университет. Адрес: Беларусь, 220014, Минск, просп. Независимости, д. 150. E-mail: [email protected]
Расчет прочности и жесткости сварной балки двутаврового сечения
а – схема изменения сечения по длине балки; б – сечение балки и эпюры напряжений.
Цель: Проверка режима расчета сопротивления сечений в постпроцессоре «Сталь» вычислительного комплекса SCAD
Задача: Проверить расчетное сечение сварного двутаврового профиля для главных балок пролетом 18 м в балочной клетке нормального типа. Верхний пояс главных балок раскреплен балками настила, расположенными с шагом 1,125 м.
Источник: Металлические конструкции : учебник для студ. Учреждений высш. проф. Образования / [Ю. И. Кудишин, Е. И. Беленя, В. С. Игнатьева и др.] ; под. Ред. Ю. И. Кудишина. — 13-е изд., испр. — М. : Издательский центр «Академия», 2011. С 195.
Соответствие нормативным документам: СНиП II-23-81*, СП 16.13330, ДБН В.2.6-163:2010.
Iy = 1290962,5 см4 Sy = 9108,75 см3 iy = 63,715 см, iz = 4,265 см
двутавра с полками 240×25 мм и стенкой 1650×12 мм;
Параметры SCAD Постпроцессор СТАЛЬ: [Элемент № 1] Усилия
N
Макс. 0 Т Привязка 0 м
Макс. 0 Т Привязка 0 м
My
Макс. 0 Т*м Привязка 0 м
Макс. 353,65 Т*м Привязка 3,75 м
Mz
Макс. 0 Т*м Привязка 0 м
Макс. 0 Т*м Привязка 0 м
Mk
Макс. 0 Т*м Привязка 0 м
Макс. 0 Т*м Привязка 0 м
Qz
Макс. 94,31 Т Привязка 0 м
Qy
Макс. 0 Т Привязка 0 м
Макс. 0 Т Привязка 0 м
Длина стержня 3,75 м Длина гибкой части 3,75 м Загружение L1
Расчет выполнен по СНиП II-23-81* Конструктивный элемент Section
Сталь: C255
Длина элемента 3,75 м Предельная гибкость для сжатых элементов: 220 Предельная гибкость для растянутых элементов: 300 Коэффициент условий работы 1 Коэффициент надежности по ответственности 1 Расчетная длина в плоскости XoY 1,125 м Расчетная длина в плоскости XoZ 18 м Расстояние между точками раскрепления на плоскости 1,125 м
Сечение
Результаты расчета
Проверка
Коэффициент использования
п.5.12
Прочность при действии изгибающего момента My
0,99
пп.5.12,5.18
Прочность при действии поперечной силы Qz
0,41
пп.5.24,5.25
Прочность при совместном действии продольной силы и изгибающих моментов без учета пластики
0,99
п. 5.14*
Прочность по приведенным напряжениям при одновременном действии изгибающего момента и поперечной силы
0,86
п.5.15
Устойчивость плоской формы изгиба
0,99
пп.6.15,6.16
Предельная гибкость в плоскости XoY
0,09
пп.{2} \]
4. Гибкость элемента в плоскости действия момента:
Прочность при совместном действии продольной силы и изгибающих моментов без учета пластики
–
15083,826/15187,794 = 0,993
0,993
0,0
Устойчивость плоской формы изгиба
–
15083,826/1/15187,794 = 0,993
0,993
0,0
Предельная гибкость в плоскости XoY
–
26,3775/300 = 0,088
0,088
0,0
Предельная гибкость в плоскости XoZ
–
28,2508/300 = 0,094
0,094
0,0
Расчет прочности и жесткости сварной балки двутаврового сечения
а – план перекрытия; б – расчетная схема главной балки; в – сечение балки; 1 – грузовая площадь
Цель: Проверка режима расчета сопротивления сечений в постпроцессоре «Сталь» вычислительного комплекса SCAD
Задача: Проверить расчетное сечение сварного двутаврового профиля для главных балок пролетом 18 м в балочной клетке нормального типа. Верхний пояс главных балок раскреплен второстепенными балками, расположенными с шагом 1,0 м.
Источник: Металлические конструкции: учебник для студ. Учреждений высш. проф. Образования / [Ю. И. Кудишин, Е. И. Беленя, В. С. Игнатьева и др.]; под. Ред. Ю. И. Кудишина. — 13-е изд., испр. — М. : Издательский центр «Академия», 2011. С 192.
Соответствие нормативным документам: СНиП II-23-81*, СП 16.13330, ДБН В.2.6-163:2010.
двутавра со стенкой 1650×12 мм и полками 530×25 мм;
Результаты SCAD Постпроцессор СТАЛЬ:
[Элемент № 1] Усилия
N
Макс. 0 Т Привязка 0 м
Макс. 0 Т Привязка 0 м
My
Макс. 0 Т*м Привязка 0 м
Макс. 636,6 Т*м Привязка 18 м
Mz
Макс. 0 Т*м Привязка 0 м
Макс. 0 Т*м Привязка 0 м
Mk
Макс. 0 Т*м Привязка 0 м
Макс. 0 Т*м Привязка 0 м
Qz
Макс. 35,37 Т Привязка 0 м
Qy
Макс. 0 Т Привязка 0 м
Макс. 0 Т Привязка 0 м
Длина стержня 18 м Длина гибкой части 18 м Загружение L1
Расчет выполнен по СНиП II-23-81* Конструктивный элемент section
Сталь: C255
Длина элемента 18 м Предельная гибкость для сжатых элементов: 250 Предельная гибкость для растянутых элементов: 250 Коэффициент условий работы 1 Коэффициент надежности по ответственности 1 Коэффициент расчетной длины XoZ — 1 Коэффициент расчетной длины XoY — 1 Расстояние между точками раскрепления на плоскости 1,125 м
Сечение
Результаты расчета
Проверка
Коэффициент использования
п.5.12
Прочность при действии изгибающего момента My
1
пп.5.12,5.18
Прочность при действии поперечной силы Qz
0,14
пп.5.24,5.25
Прочность при совместном действии продольной силы и изгибающих моментов без учета пластики
1
п.5.15
Устойчивость плоской формы изгиба
1
пп.6.15,6.16
Предельная гибкость в плоскости XoY
0,62
пп.6.15,6.16
Предельная гибкость в плоскости XoZ
0,1
Коэффициент использования 1 — Прочность при действии изгибающего момента My
Прочность при совместном действии продольной силы и изгибающих моментов без учета пластики
–
27152,174/27153,848 = 1,0
1,0
0,0
Устойчивость плоской формы изгиба
–
27152,174/1/27153,848 = 1,0
1,0
0,0
Предельная гибкость в плоскости XoZ
–
25,4939/250 = 0,102
0,102
0,0
Предельная гибкость в плоскости XoY
–
155,481/250 = 0,622
0,622
0,0
Комментарии:
Проверка прочности балки с учетом развития ограниченных пластических деформаций не выпонялась, поскольку согласно норм такой рачет возможен только при соответствующем оребрении стенки балки. В исходных данных примера балка настила задавалась без промежуточных ребер жесткости.
Проверка устойчивости плоской формы изгиба при автоматизированном расчете выполнялась согласно норм при φb = 1,0 для расчетной длины lef = 1м.
Расчёт балок на прочность при изгибе
Задача 1
В некотором сечении балки прямоугольного сечения 20×30см М=28 кНм, Q=19 кН.
Требуется:
а) определить нормальное и касательное напряжения в заданной точке К, отстоящей от нейтральной оси на расстоянии 11 см,
б) проверить прочность деревянной балки, если [σ]=10 МПа, [τ]=3 МПа.
Решение
а) Для определения σ(К), τ(К) и maxσ,maxτ потребуется знать величины осевого момента инерции всего сечения IН.О., осевого момента сопротивления WН.О., статического момента отсечённой части и статического момента половины сечения Smax:
Тогда:
б) Проверка прочности:
— по условию прочности нормальных напряжений:
— по условию прочности касательных напряжений:
Задача 2
В некотором сечении балки М=10кНм, Q=40кН. Поперечное сечение – треугольное. Найти нормальное и касательное напряжения в точке, отстоящей от нейтральной оси на расстоянии 15 см.
где
Тогда
где:
Тогда
Задача 3
Подобрать сечение деревянной балки в двух вариантах: круглое и прямоугольное (при h/b=2), если [σ]=10 МПа, [τ]=3 МПа, и сравнить их по расходу материала.
Задаёмся направлениями опорных реакций А и В и составляем уравнения статики:
(1) ∑М(В) = F·8 – М – А·6 + (q·6)·3 =0,
откуда
(2) ∑М(А) = F·2 – М + В·6 — (q·6)·3 =0,
откуда
Iучасток
∑М(С) = М(z1) +F·z1=0,
ММ(z1) = —F·z1= — 30 ·z1 —
– уравнение прямой.
При z1 = 0: М = 0,
z1 = 2: М =- 60 кНм.
∑у= — F — Q(z1) = 0,
Q(z1) = — F = -30 кН – постоянная функция.
II участок
откуда
— уравнение параболы.
При z2=0: М = 0,
z2=3м: М = 30 · 3 – 5 · 32 = 90 — 45 = 45кНм,
z2=6м: М = 30 · 6 – 5 · 62 = 180 — 180 = 0.
∑у= Q(z2) — q·z2 + B= 0,
Q(z2) = q·z2 — B= 10·z2 – 30 – уравнение прямой,
приz2 = 0: Q = -30,
z2 = 6м: Q = 10·6 – 30 = 30.
Определение аналитического максимума изгибающего момента второго участка:
из условиянаходим :
И тогда
Заметим, что скачок в эп.М расположен там, где приложен сосредоточенный момент М = 60кНм и равен этому моменту, а скачок в эп.Q – под сосредоточенной силой А = 60 кН.
Подбор сечения балок производится из условия прочности по нормальным напряжениям, куда следует подставлять наибольший по абсолютной величине изгибающий момент из эпюры М.
В данном случае максимальный момент по модулю М = 60кНм
откуда: :
а) сечение круглой формы d=?
б) сечение прямоугольной формы при h/b = 2:
тогда
Размеры сечения, определенные из условия прочности по нормальным напряжениям, должны удовлетворять также условию прочности по касательным напряжениям:
Для простых форм сечений известны компактные выражения наибольшего касательного напряжения:
— для круглого сечения
— для прямоугольного сечения
Воспользуемся этими формулами. Тогда
— для балки круглого сечения при :
— для балки прямоугольного сечения
Чтобы выяснить, какое сечение требует меньшего расхода материала, достаточно сравнить величины площадей поперечных сечений:
Апрямоугольного = 865,3см2 < Акруглого = 1218,6см2, следовательно, балка прямоугольного сечения в этом смысле выгоднее, чем круглого.
Задача 4
Подобрать двутавровое сечение стальной балки, если [σ]=160МПа, [τ]=80МПа.
Задаёмся направлениями опорных реакций А и В и составляем два уравнения статики для их определения:
(1) ∑М(А) = – М1– F ·2 — (q·8)·4 + М2 + В·6 =0,
откуда
(2) ∑М(В) = – М1– А · 6 + F · 4 + (q·8)·2 + М2 =0,
откуда
Проверка:
∑у = А – F – q · 8 + В = 104 – 80 – 20 · 8 +136 = 240 – 240 ≡ 0.
а) В эпюре М скачок на правой опоре величиной 24кНм (от 16 до 40) равен сосредоточенному моменту М2=24, приложенному в этом месте.
б) В эпюре Q три скачка:
первый из них на левой опоре соответствует сосредоточенной реакции А=104кН,
второй – под силой F=80кН и равен ей (64+16=80кН),
третий – на правой опоре и соответствует правой опорной реакции 136кН (94+40=136 кН)
Наконец, проектируем двутавровое сечение.
Подбор его размеров производится из условия прочности по нормальным напряжениям :
В сортаменте двутавровых профилей профиля с точно таким моментом сопротивления Wх нет. Есть № 40а с Wх=1190 см3 и № 45а с Wх=1430 см3
Попробуем меньший из них. Если принять двутавр № 40а, у которого Wх=1190 см3 , то наибольшее напряжение в опасном сечении будет:
и перенапряжение составитчто превышает рекомендуемую величину отклонения, равную 5%.
Поэтому приходится принимать ближайший больший размер двутавра, а именно №45а, у которого Wх=1430 см3. В этом случае балка будет работать с недонапряжением:
3. Подбор сечений (опасное сечение по σ: |maxМ|=131,25кНм,
опасное сечение по τ: |maxQ|=130кН).
Вариант 1. Деревянное прямоугольное ([σ]=15МПа, [τ]=3МПа)
Принимаем: В=0,24м,
Н=0,48м.
Проверяем по τ:
Вариант 2. Деревянное круглое
Принимаем d=0,45м,
Проверяем по τ:
Вариант 3. Чугун : ([σР]=30МПа, [σс]=120МПа, [τ]=15МПа)
Принимаем b=0,19м, тогда h=0,38м, d=0,076м.
Проверка по τ:
b(у)= b — d= 0,19 — 0,076 = 0,114м
Вариант 4. Сталь, двутавр : ([σ]=160МПа, [τ]=80МПа).
по сортаменту Wх=953см3. Это №40: Ix=19062см4, Sх=545см3, d=0,83см.
Проверка по τ:
Вариант 5. Сталь, круглая труба
ПринимаемD=0,22м → d = 0,6·D =0,132м.
Проверка по τ:
Вариант 6. Сталь, прямоугольная труба
b1= b — 2t = b — 2·0,1b = 0,8b,
h1= h — 2t = 0,8h,
Принимаем b=0,13м, h=0,26м.
Проверка по τ:
Кстати: какое из сечений стальной балки выгодней по расходу материала?
Двутавр — А = 72,6см2 = 72,6·10-4 = 0,00726м2,
круглая труба –
прямоугольная труба —
Самый лёгкий: двутавр → самый выгодный с точки зрения изгиба.
Как спроектировать стальную двутавровую балку: выбор стали правильного размера для характеристик нагрузки
Стальная двутавровая балка обычно имеет следующие важные характеристики или размеры. (См. Рисунок ниже):
Терминология двутавровой балки
Толщина фланца: Верхняя и нижняя горизонтальные пластинчатые секции двутавровой балки называются фланцевыми. Толщина фланцев называется толщиной фланца.
Ширина фланца: Ширина фланца называется шириной фланца.
Глубина балки: Высота между верхней и нижней поверхностями стальной двутавровой балки называется глубиной балки.
Толщина стенки: Вертикальное сечение стальной двутавровой балки называется стенкой, а толщина стенки называется толщиной стенки.
Радиус скругления: Изогнутая часть, где происходит переход между стенкой и полкой, называется скруглением. Радиус скругления называется радиусом скругления.
Шаги для выбора двутавровой балки правильного размера
Общая процедура выбора правильного размера двутавровой балки основана на основных расчетах механического проектирования, как показано ниже:
Первый вход, который вам понадобится, — это нагрузка на стальную двутавровую балку. спецификации или детали загрузки на стальную двутавровую балку.
Нарисуйте диаграмму изгибающего момента для заданных нагрузок, и вы найдете значение максимальных изгибающих моментов (скажем, M ), которые ожидаются для стальной двутавровой балки.
Выберите приблизительный размер стальной двутавровой балки из стандартной таблицы двутавровых балок.
Определите момент инерции площади (например, I) выбранной стальной двутавровой балки.
Получите глубину балки (, скажем, d) выбранной стальной двутавровой балки.
Теперь используйте следующие формулы для расчета напряжения, развиваемого ( f) в балке:
f / (d / 2) = M / I
f — напряжение изгиба
M — момент на нейтральной оси
y — перпендикулярное расстояние к нейтральной оси
I — момент инерции площадки относительно нейтральной оси x
Сравните рассчитанное значение напряжения изгиба с пределом текучести стали, чтобы проверить коэффициент безопасности вашей конструкции.
Заключение
Выбор двутавровой балки правильного размера — первый шаг к правильному проектированию конструкции. Описанная выше процедура основана на технических характеристиках статической двутавровой балки. В случаях, когда возникают динамические нагрузки, вам необходимо использовать инструменты FEA, такие как ANSYS, Pro Mechanica и т. Д.
См. Также
Bentley — Документация по продукту
MicroStation
Справка MicroStation
Ознакомительные сведения о MicroStation
Справка MicroStation PowerDraft
Ознакомительные сведения о MicroStation PowerDraft
Краткое руководство по началу работы с MicroStation
Справка по синхронизатору iTwin
ProjectWise
Служба поддержки Bentley Automation
Ознакомительные сведения об услуге Bentley Automation
Сервер композиции Bentley i-model для PDF
Подключаемый модуль службы разметки
PDF для ProjectWise Explorer
Справка администратора ProjectWise
Справка службы загрузки данных ProjectWise Analytics
Коннектор ProjectWise для ArcGIS — Справка по расширению администратора
Коннектор ProjectWise для ArcGIS — Справка по расширению Explorer
Коннектор ProjectWise для ArcGIS Справка
Коннектор ProjectWise для Oracle — Справка по расширению администратора
Коннектор ProjectWise для Oracle — Справка по расширению Explorer
Коннектор ProjectWise для справки Oracle
Коннектор управления результатами ProjectWise для ProjectWise
Справка портала управления результатами ProjectWise
Ознакомительные сведения по управлению поставками ProjectWise
Справка ProjectWise Explorer
Справка по управлению полевыми данными ProjectWise
Справка администратора геопространственного управления ProjectWise
Справка ProjectWise Geospatial Management Explorer
Сведения о геопространственном управлении ProjectWise
Модуль интеграции ProjectWise для Revit Readme
Руководство по настройке управляемой конфигурации ProjectWise
Справка по ProjectWise Project Insights
ProjectWise Plug-in для Bentley Web Services Gateway Readme
ProjectWise ReadMe
Матрица поддержки версий ProjectWise
Веб-справка ProjectWise
Справка по ProjectWise Web View
Справка портала цепочки поставок
Услуги цифрового двойника активов
PlantSight AVEVA Diagrams Bridge Help
Справка по мосту PlantSight AVEVA PID
Справка по экстрактору мостов PlantSight E3D
Справка по PlantSight Enterprise
Справка по PlantSight Essentials
PlantSight Открыть 3D-модель Справка по мосту
Справка по PlantSight Smart 3D Bridge Extractor
Справка по PlantSight SPPID Bridge
Управление эффективностью активов
Справка по AssetWise 4D Analytics
AssetWise ALIM Web Help
Руководство по внедрению AssetWise ALIM в Интернете
AssetWise ALIM Web Краткое руководство, сравнительное руководство
Справка по AssetWise CONNECT Edition
AssetWise CONNECT Edition Руководство по внедрению
Справка по AssetWise Director
Руководство по внедрению AssetWise
Справка консоли управления системой AssetWise
Анализ моста
Справка по OpenBridge Designer
Справка по OpenBridge Modeler
Строительное проектирование
Справка проектировщика зданий AECOsim
Ознакомительные сведения AECOsim Building Designer
AECOsim Building Designer SDK Readme
Генеративные компоненты для справки проектировщика зданий
Ознакомительные сведения о компонентах генерации
Справка по OpenBuildings Designer
Ознакомительные сведения о конструкторе OpenBuildings
Руководство по настройке OpenBuildings Designer
OpenBuildings Designer SDK Readme
Справка по генеративным компонентам OpenBuildings
Ознакомительные сведения по генеративным компонентам OpenBuildings
Справка OpenBuildings Speedikon
Ознакомительные сведения OpenBuildings Speedikon
OpenBuildings StationDesigner Help
OpenBuildings StationDesigner Readme
Гражданское проектирование
Помощь в канализации и коммунальных услугах
Справка OpenRail ConceptStation
Ознакомительные сведения по OpenRail ConceptStation
Справка по OpenRail Designer
Ознакомительные сведения по OpenRail Designer
Справка по конструктору надземных линий OpenRail
Справка OpenRoads ConceptStation
Ознакомительные сведения по OpenRoads ConceptStation
Справка по OpenRoads Designer
Ознакомительные сведения по OpenRoads Designer
Справка по OpenSite Designer
Файл ReadMe OpenSite Designer
Инфраструктура связи
Справка по Bentley Coax
Bentley Communications PowerView Help
Ознакомительные сведения о Bentley Communications PowerView
Справка по Bentley Copper
Справка по Bentley Fiber
Bentley Inside Plant Help
Справка по OpenComms Designer
Ознакомительные сведения о конструкторе OpenComms
Справка OpenComms PowerView
Ознакомительные сведения OpenComms PowerView
Справка инженера OpenComms Workprint
OpenComms Workprint Engineer Readme
Строительство
ConstructSim Справка для руководителей
ConstructSim Исполнительное ReadMe
ConstructSim Справка издателя i-model
Справка по планировщику ConstructSim
ConstructSim Planner ReadMe
Справка стандартного шаблона ConstructSim
ConstructSim Work Package Server Client Руководство по установке
Справка по серверу рабочих пакетов ConstructSim
ConstructSim Work Package Server Руководство по установке
Справка управления SYNCHRO
SYNCHRO Pro Readme
Энергетическая инфраструктура
Справка конструктора Bentley OpenUtilities
Ознакомительные сведения о Bentley OpenUtilities Designer
Справка по подстанции Bentley
Ознакомительные сведения о подстанции Bentley
Справка подстанции OpenUtilities
Ознакомительные сведения о подстанции OpenUtilities
Promis.e Справка
Promis.e Readme
Руководство по установке Promis.e — управляемая конфигурация ProjectWise
Руководство по настройке подстанции
— управляемая конфигурация ProjectWise
Геотехнический анализ
PLAXIS LE Readme
Ознакомительные сведения о PLAXIS 2D
Ознакомительные сведения о программе просмотра вывода PLAXIS 2D
Ознакомительные сведения о PLAXIS 3D
Ознакомительные сведения о программе просмотра 3D-вывода PLAXIS
PLAXIS Monopile Designer Readme
Управление геотехнической информацией
Справка администратора gINT
Справка gINT Civil Tools Pro
Справка gINT Civil Tools Pro Plus
Справка коллекционера gINT
Справка по OpenGround Cloud
Гидравлика и гидрология
Справка Bentley CivilStorm
Справка Bentley HAMMER
Справка Bentley SewerCAD
Справка Bentley SewerGEMS
Справка Bentley StormCAD
Справка Bentley WaterCAD
Справка Bentley WaterGEMS
Управление активами линейной инфраструктуры
Справочная служба AssetWise ALIM Linear Referencing Services
Руководство администратора мобильной связи TMA
Справка TMA Mobile
Картография и геодезия
Справка карты OpenCities
Ознакомительные сведения о карте OpenCities
OpenCities Map Ultimate для Финляндии Справка
Карта OpenCities Map Ultimate для Финляндии Readme
Справка по карте Bentley
Справка по мобильной публикации Bentley Map
Ознакомительные сведения о карте Bentley
Проектирование шахты
Справка по транспортировке материалов MineCycle
Ознакомительные сведения по транспортировке материалов MineCycle
Моделирование мобильности и аналитика
Справка по подготовке САПР LEGION
Справка по построителю моделей LEGION
Справка по API симулятора LEGION
Ознакомительные сведения об API симулятора LEGION
Справка по симулятору LEGION
Моделирование и визуализация
Bentley Посмотреть справку
Ознакомительные сведения о Bentley View
Анализ морских конструкций
SACS Close the Collaboration Gap (электронная книга)
Ознакомительные сведения об экспортере завода Bentley
Bentley Raceway and Cable Management Help
Bentley Raceway and Cable Management Readme
Bentley Raceway and Cable Management — Руководство по настройке управляемой конфигурации ProjectWise
Справка по OpenPlant Isometrics Manager
Ознакомительные сведения о диспетчере изометрических данных OpenPlant
Справка OpenPlant Modeler
Ознакомительные сведения для OpenPlant Modeler
Справка по OpenPlant Orthographics Manager
Ознакомительные сведения для менеджера орфографии OpenPlant
Справка OpenPlant PID
Ознакомительные сведения о PID OpenPlant
Справка администратора проекта OpenPlant
Ознакомительные сведения для администратора проекта OpenPlant
Техническая поддержка OpenPlant Support
Ознакомительные сведения о технической поддержке OpenPlant
Справка PlantWise
Ознакомительные сведения о PlantWise
Выполнение проекта
Справка рабочего стола Bentley Navigator
Моделирование реальности
Справка консоли облачной обработки ContextCapture
Справка редактора ContextCapture
Файл ознакомительных сведений для редактора ContextCapture
Мобильная справка ContextCapture
Руководство пользователя ContextCapture
Справка Декарта
Ознакомительные сведения о Декарте
Структурный анализ
Справка по концепции RAM
Справка по структурной системе RAM
STAAD Close the Collaboration Gap (электронная книга)
STAAD.Pro Help
Ознакомительные сведения о STAAD.Pro
STAAD.Pro Physical Modeler
Расширенная справка по STAAD Foundation
Дополнительные сведения о STAAD Foundation
Детализация конструкций
Справка ProStructures
Ознакомительные сведения о ProStructures
ProStructures CONNECT Edition Руководство по внедрению конфигурации
ProStructures CONNECT Edition Руководство по установке — Управляемая конфигурация ProjectWise
Разработка эффективной секции стальной балки для модульной конструкции на основе Six-Sigma
В этом исследовании представлен систематический подход к разработке эффективной секции стальной балки для модульного строительства на основе Six-Sigma.Хотя «Шесть сигм» часто применяют в обрабатывающей промышленности и других сферах услуг, это относительно новая концепция в области проектирования и строительства зданий. В качестве первого шага в этом подходе проводятся маркетинговые исследования и опросы для выяснения мнений потенциальных клиентов. Затем мнения клиентов преобразуются в качественные характеристики стальной балки с использованием методологии развертывания функции качества. Стальной полый фланцевый канал выбран в качестве основной модульной балки, а концепция проекта получена и разработана с применением методологии матрицы Пью.Для проверки эффективности разработанной секции пучка было проведено пилотное испытание. Результаты показали, что разработанная секция швеллера показала отличные характеристики и сохранила высокую точность изготовления, что привело к значительному снижению расхода стали.
1. Введение
Модульная конструкция — это промышленная строительная система, процесс которой в основном состоит из заводского производства предварительно спроектированных строительных элементов, доставки готовых элементов на строительную площадку и их быстрой сборки [1].Структурную систему модульных зданий со стальным каркасом можно в основном разделить на два типа. Первая — это балочно-колонная каркасная система, которая подходит для использования в школьных зданиях или военных казармах, где требуется относительно большое открытое пространство [2]. Вторая — это система несущих стен, и общежития или помещения для бакалавров являются хорошими приложениями этого типа, поскольку они могут быть построены с помощью ряда переносных модулей единичных комнат [3, 4].
Как правило, модульный элемент каркасной системы балка-колонна создается путем соединения конструктивных элементов, таких как угловые колонны, внутренние колонны, балки перекрытия и потолочные балки, посредством болтов или сварки.На рисунке 1 показан пример стандартных модулей для начальных школ в Корее. Размеры: 9,8 м (длина), 7,5 м (расстояние от колонны до колонны), 3 м (ширина) и 3,2 м (высота). В таблице 1 представлены соотношения составов основных конструктивных элементов, используемых в этом стандартном модуле. В системе балка-колонна верхняя балка блока нижнего уровня соединяется с нижней балкой блока верхнего уровня. Такая схема соединения получила название двухбалочной системы. В результате балочные элементы составляют большую часть структурных компонентов стандартного модуля, которая составляет 81%, как показано в таблице 1.Элементы балки играют важную роль, поскольку они не только вносят большой вклад в общую стоимость строительства модульных зданий, но также могут влиять на различные факторы, такие как высота этажа и вибрация пола. Следовательно, выбор соответствующих балок имеет важное значение для повышения рентабельности и производительности модульных зданий.
(a) Каркасный модульный блок (b) Конструктивные элементы модульного блока (a) Каркасный модульный блок (b) Структурные элементы модульного unit
Шесть-сигма была впервые разработана Motorola в 1980-х годах [5] и стала я был хорошо известен в 1990-х годах, когда Джек Уэлч сделал это центральным элементом своей бизнес-стратегии в General Electric.С конца 1990-х годов большинство производственных компаний в Корее применяют «шесть сигм» для повышения производительности, улучшения процессов и разработки новых продуктов. Хотя «Шесть сигм» применялись к управлению строительством и проектированию жилья несколько раз, например [5, 6], это одно из очень немногих исследований, в которых концепция «шести сигм» используется для разработки новых стальных конструктивных элементов для модульного строительства.
Как правило, проекты «Шесть сигм» следуют методологии DMAIC или DFSS.DMAIC фокусируется на улучшении существующего бизнес-процесса, в то время как DFSS направлен на создание новых продуктов или проектов процессов. Основываясь на этом обсуждении, в этом исследовании предлагается систематический подход к разработке стальной модульной балки, которая может быть использована в системе балка-колонна, и подтверждается ее эффективность с помощью пилотных испытаний.
2. Методология QFD и вывод CTQ
2.1. Методология QFD
Философия подхода «шесть сигм» делает упор на отражение потребностей клиентов при разработке производственных процессов.Для достижения этого требуются идентификация и категоризация потенциальных клиентов, а также необходимо оценить важность каждой группы клиентов. В методологии шести сигм эти требования клиентов называются голосом клиентов (VOC), который получают в ходе опросов и интервью и используются в качестве базовых данных для разработки продукта. Согласно результатам интервью, производители модулей требуют снижения стоимости производства, а также сокращения сроков доставки заказа, в то время как проектировщики ожидают удовлетворения различных требований, связанных со строительством.VOC владельца здания в основном сосредоточен на отличных характеристиках производимых модулей.
В данном исследовании используется методология развертывания функции качества (QFD) для преобразования потребностей клиентов в качественные характеристики разрабатываемых продуктов. Методология QFD, впервые предложенная Акао в 1960-х годах [7], представляет собой инструмент, который может обеспечить количественную оценку взаимосвязи между требованиями потребителей и характеристиками продукта с использованием корреляционной матрицы [8, 9].На рисунке 2 показан дом качества (HOQ), который требуется для проведения QFD.
В целом методология QFD следует ряду процедур: (1) определение требуемого качества; (2) рейтинг важности для нужд клиентов; (3) определение качественных характеристик; (4) корреляционный анализ требуемых качественных и качественных характеристик; (5) техническая оценка; (6) анализ взаимосвязи качественных характеристик при необходимости; (7) установка целевой спецификации для качественных характеристик.В этом исследовании требуемое качество определяется на основе ЛОС, полученных в ходе первого раунда интервью, а затем характеристики качества определяются по приоритетам на основе оценок клиентов и экспертов. Наконец, присваиваются целевые значения и рейтинги важности качественных характеристик.
В этом исследовании методика QFD используется для разработки новой стальной модульной балки. Результаты рейтингов приоритета для ЛОС, в которых учитываются требования как заказчиков, так и разработчиков продукта, представлены в таблице 2.Пункт с пометкой «требуемое качество клиентов» в таблице 2 представляет собой реорганизацию ЛОС каждой группы клиентов для анализа QDF, и его приоритетные рейтинги определяются на основе результатов опросов клиентов. Результаты таблицы показывают, что товары с высоким приоритетом имеют «низкую стоимость производства», «небольшое количество стали», «небольшую производственную деформацию» и «короткое время для складирования после заказа». При определении рейтинга приоритета в Таблице 2 важность требований клиентов и их удовлетворенность существующими продуктами определяются на основе опросов.«Качество планирования» и «точка продаж» в Таблице 2 являются показателями достижимого качества и количества продаж с точки зрения разработчиков, соответственно.
Качество, необходимое для клиентов
(1) Рейтинг важности
(2) Рейтинг удовлетворенности
(3) Возможные уровни качества
(4) Коэффициент повышения уровня (
) 5) Пункт продажи
(6) Абсолютный приоритет
Коэффициенты приоритета
Рейтинги
Небольшое количество стали
4.6
2,8
4
1,4
○
7,7
10%
2
Низкая стоимость производства
4,6
2,6
5
1,9
1,9
17%
1
Простое конструктивное проектирование
3,6
3,4
4
1,2
4,3
5%
7
66
9056
3,4
4
1,2
4,3
5%
7
Простое соединение
3,6
3,4
4
5,3
905 905 905 905 905 905 905 905
7
Транспортировка с низкорамным прицепом
3,6
3,2
4
1,3
4,7
6%
5
Транспортировка на грузовом автомобиле 60 360
3
3
1
3
4%
15
Простая установка сантехнического оборудования
3.4
3,2
4
1,3
4,4
6%
6
Короткое время для складирования после заказа
3,6
2,8
1,4
905 905 6
8%
4
Ложа заранее закреплена
3
2,6
3
1,2
○
4,3
5%
Малая производственная деформация 7
3.8
3
4
1,3
◎
7,4
9%
3
Меньше дефектов поверхности
1,1
2,8
4 905 905 905 905 905 905 905
5%
12
Простое нанесение высокопрочной стали
3
2,8
3
1,1
3,3
4%
14
Конструкционная безопасность .6
3,6
4
1,1
4
5%
12
Меньшая вибрация пола
4,2
4
4
4,2
11
(1) Рейтинг важности: значения получены из опроса клиентов (1 ~ 5). (2) Рейтинг удовлетворенности: значения, полученные в результате опроса клиентов (1 ~ 5). (3) Уровни качества, которые могут быть получены с точки зрения разработчиков (1 ~ 5). (4) Коэффициент повышения уровня: (3) / (2). (5) Точка продаж с точки зрения разработчиков ( ◎ : 1.5, ○: 1.2). (6) Абсолютный приоритет: (1) (4) (5).
2.2. Получение CTQ
На основе анализа корреляции между требуемыми качествами и характеристиками качества могут быть получены параметры, которые имеют решающее значение для качества (CTQ) с точки зрения клиентов. Качественным характеристикам присваиваются разные значения веса ( ◎ : 5 баллов, ○: 3 балла и △: 1 балл) в зависимости от взаимосвязи с соответствующими требованиями заказчика.Общую важность можно рассчитать путем суммирования произведений взвешенного значения и абсолютной важности в таблице 3. Качественные характеристики с высокой оценкой важности могут быть выбраны в качестве потенциальных CTQ.
Качество, необходимое для клиентов
Характеристика качества
Цена балок
Вклад в конкурентоспособность модулей
Конструктивное исполнение балки Абсолютный приоритет
Этот процесс получения CTQ важен в методологии шести сигм, которая максимально отражает потребности клиентов.ЛОС не содержит каких-либо прямых заявлений о характеристиках качества, но их можно преобразовать в проектируемые характеристики качества с помощью анализа QFD. В таблице 3 перечислены рейтинги важности, полученные на основе корреляционного анализа требуемых качественных и качественных характеристик.
Анализ QFD показал, что наиболее важными качественными характеристиками являются «длина сварного шва на единицу длины», «момент инерции на единицу площади сечения балки» и «вес балок перекрытия на единицу площади плана.Эти элементы выбираются как CTQ на следующем этапе и выражаются количественно. Среди 15 характеристик качества три основных элемента выбраны как CTQ и определены, как показано в таблице 4, где показаны их определения, методы измерения, текущий и целевой уровни. Целевые уровни определяются с использованием существующих построенных RHS (прямоугольные полые секции) и каналов в качестве эталонов.
CTQ
Определение
Метод измерения
Текущий уровень
Целевой уровень
905 905 905 905 905 905 905 905 905 905 905 длина на единицу длины
Длина сварки на 1 м длины балки
Измерение длины сварки
4
0
Менее 2
Момент инерции на площадь сечения балки
Момент инерции, деленный на площадь сечения балки
Расчет момента инерции и площади сечения балки
127 см 2 (7.Пролет 5 м)
132 см 2 (пролет 7,5 м)
Более 150 см 2 (пролет 7,5 м)
Вес балок перекрытия на единицу площади плана
Общий вес балки, используемые для модулей, разделенные на площадь в плане модуля
Расчет веса балок после перепроектирования модулей
0,30 кН / м 2 (пролет 7,5 м)
0,25 кН / м 2 (пролет 7,5 м )
Менее 0,28 кН / м 2 (7.5 м)
3. Дизайн продукта с использованием методологии матрицы Пью
3.1. Функциональный анализ и матрица Пью
Определены основные функции стальной модульной балки и разработана ее оптимальная конструкция с использованием CTQ, полученных на предыдущем этапе. В таблице 5 описаны основные процессы, необходимые для производства стальной модульной балки, и классифицируются функции, необходимые для каждого процесса, по одной из трех функций, а именно: основная функция (необходимая), функция притяжения (функция разглаживания) и функция различения (основная функция). удовлетворительнее).Основные функции должны быть удовлетворены, в то время как привлекательные и дифференцированные функции могут быть дополнительно учтены в процессе проектирования.
Основной процесс
Производство балок
Сборка модулей
Транспортировка и установка
Обеспечение структурных характеристик
905 905 905 905 905 905 905 Сварка концевой панели Соединительная балка и колонна Соединительная балка и плита Соединительная балка и потолочная направляющая Соединительная балка и настенная направляющая
Транспортировка модулей
Прочность на изгиб балки Прочность на сдвиг балки Минимизировать прогиб балки Минимизировать пол вибрация Устойчивость к землетрясениям и ветру Огнестойкость
Функции гасителя
—
—
Проникновение в сантехническое оборудование
—
Основные функции удовлетворения
Минимизируйте место для складских запасов
—
—
Ключевые функции можно определить на основе корреляционного анализа между характеристиками качества и связанными функциями, применив тот же метод, который использовался для создания CTQ в таблице 3.В таблице 6 показана взаимосвязь между характеристиками качества и ключевыми функциями. Исходя из этого соотношения, в качестве ключевых функций выбираются «минимизация прогиба и вибрации балки», «прочность балки на изгиб», «устойчивость к землетрясениям и ветру» и «проникновение в трубопроводное оборудование».
Характеристика качества
Основная функция
Сборка модулей
Обеспечение конструктивных характеристик
Вспомогательная функция
Соединительная балка
5
Соединительная балка и плита
Соединительная балка и потолочная направляющая
Соединительная балка и настенная направляющая
Прочность на изгиб балки
Минимизация прогиба и вибрации балки
Землетрясение и сопротивление ветру
Огнестойкость
Прохождение сантехнического оборудования
Транспортировка модулей
Цена балки
905 905 905 905 905 905 905 905 905 905 на единицу длины
905 функции Необходимо разработать оптимальную концепцию дизайна, удовлетворяющую производным ключевым функциям.Для этого можно использовать различные методы, такие как сравнительный анализ передовых технологий, мозговой штурм экспертами, ТРИЗ и ментальное отображение. В этом исследовании созданы различные решения, которые могут удовлетворить ключевые функции, и несколько возможных вариантов дизайна получены путем объединения этих решений. Наконец, матрица Пью используется для выбора оптимального дизайна среди полученных дизайнов.
В таблице 7 перечислены доступные решения для каждой из ключевых функций стальной модульной балки.В таблице указано, что существует два решения для «проникновения трубопроводного оборудования» и «соединения балки и плиты», четыре решения для конструктивных функций, в частности, «прочность балки на изгиб», «минимизация прогиба и вибрации балки» и «землетрясение и ветер. сопротивление »и одно решение для всех остальных функций. Эти решения можно комбинировать для создания оптимальной концепции дизайна. Комбинируя решения, перечисленные в Таблице 7, можно получить семь концепций дизайна. Они удовлетворяют различным функциям, необходимым для балок перекрытия и потолка модульной системы балок-колонн, и демонстрируют разные характеристики в отношении стоимости производства, расхода стали и доступности как балок перекрытия, так и балок перекрытия.Их характеристики приведены в Таблице 8.
Ключевые функции
Решения
Проникновение в трубопровод
25
Арматурное устройство
Проникать без армирования Раствор B
Транспортировка модулей
Ограничение высоты модуля менее 3,3 м
Приварная концевая пластина
Ограничение ширины фланца менее 120 мм
Соединительная балка и столбик Крепление
пространство для болтов на концевой пластине
Соединительная балка и плита
Объединение балки и опоры плиты Решение a
Отдельная опора балки и плиты Решение b
Соединение балки и направляющей потолка
Соединить направляющую с полотном балка с винтом
9056 6
Соединительная балка и направляющая стены
Обеспечение ширины полки 60 мм
Прочность балки на изгиб
Используйте полый фланец (толщина полки = толщина стенки) Решение I
Используйте полый фланец (толщина полки> толщины стенки ) Solution II
Используйте открытый фланец (толщина фланца = толщина стенки) Solution III
Используйте открытый фланец (толщина фланца> толщины стенки) Solution IV
Минимизируйте прогиб и вибрацию балки
Землетрясение и сопротивление ветру
Комбинация решений
Решения A + a + I
905 + B Решения 906 + a + II
Решения A + b + II
Решения B + a + III
Sol иции B + b + III
Решения B + b + IV
Концепции дизайна
Очень высокая цена высокий
Очень высокий
Средний
Средний
Очень высокий
Количество стали
Очень низкий
Низкий
Очень низкий
Очень низкий
66 Низкий
Низкий
Совместимость
Низкий
между балкой перекрытия и потолка
Несовместимо
Совместимо
Несовместимо
Совместимо
Несовместимо
Совместимо
Совместимо
9000 Оптимальный дизайн Выбрать среди оптимального дизайна 9000 кандидатов, перечисленных в таблице 8, создается матрица Пью. ред в таблице 9.В этой методологии относительная оценка проводится для каждого кандидата путем сравнения его с эталонным дизайном по каждому из ключевых критериев. В качестве эталонного дизайна для этого сравнения выбрана созданная RHS. Таким образом, если кандидат показывает лучшую производительность, чем эталонный дизайн, это обозначается как +. Если кандидат хуже или равен эталонному дизайну, он обозначается как — или S соответственно. В качестве оптимального дизайна выбирается кандидат с наибольшей разницей между суммой плюсов и минусов.Результаты в таблице 9 показывают, что концепция дизайна 2 является оптимальной. Таким образом, он выбран в качестве прототипа стальной модульной балки сечения.
Лучше + То же S Хуже —
Ссылка
Концепция 1
Концепция 2
Концепция 3
Концепция 4
905
Концепция 4
Концепция 4
Концепция 7
Ключевые критерии
Вес
Стоимость производства
5
S
905 905 905 905 905 905 905 905 905 905 905 905
+
—
Стоимость противопожарной защиты
4
S
—
—
—
—
—
—
— количество
905 905 905 905 905 905
S
+
+
+
+
—
—
+
Простота изготовления
3
S
+
+
+
+
+
+
+
Новые инвестиции
560
560
5
—
—
+
+
—
Совместимость
4
S
—
+
—
5 —
905 905 905 905 905 905 905 905
Творчество
3
S
+
+
+
+
S
S
S
905 905 905 905
3
4
3
4
2
Сумма —
0
3
2
3
2
3
2
4
Сумма S
7
0
0
1
1
1
1
Ср. 0
15
19
10
14
13
17
7
Взвешенная сумма —
0
13
9
905 605
9
9 8
18
Прототип имеет полые фланцы как в верхней, так и в нижней частях секции, как показано в Таблице 9.Его можно изготавливать методом профилирования, при котором тонкие стальные листы пропускаются через несколько валков и последовательно сгибаются при комнатной температуре. Форма поперечного сечения проиллюстрирована на рисунке 3. Стальной балочный элемент с формой поперечного сечения, показанной на рисунке 3, в дальнейшем для удобства называется балкой с оптимизированной модульной конструкцией (MCO).
3.2. Детальный проект балки MCO
В этом разделе обсуждается детальный проект балки MCO с учетом производственного процесса.С детализированными компонентами проекта поперечное сечение имеет изменяемую часть, а также неизменную часть, как показано на рисунке 4. Хотя балки MCO, изготовленные с помощью процесса профилирования, требуют меньших производственных затрат, чем обычные сборные балки, различие по глубине также необходим для их применения в модульных зданиях с различными пролетами. Поэтому верхняя и нижняя полые части фланца выполнены как неизменные части и производятся с использованием одного валка. Напротив, толщина и ширина секции полотна могут изменяться.Конструктивные требования для каждого расчетного фактора балки MCO перечислены в Таблице 10. Сталь SPA-H используется для изготовления балок MCO, поскольку она обладает высокой прочностью, а также высоким пределом прочности на разрыв 490 МПа.
Расчетный коэффициент
Расчетные требования
Неизменное сечение
905 ширина фланца меньше фланца ширина колонны (ширина колонны: 125 мм или 150 мм) (ii) Требуется минимальная ширина плоского фланца (50 мм) для присоединения к стойке стены
Радиус изогнутого сечения
(i) Минимальный радиус изогнутого секция с меньшей вероятностью вызовет трещину
Высота фланца
(i) Отношение фланца к толщине больше 61 (> ( h — 61 t ) / 2)
Длина сварки
( i) Предотвращение местного коробления
Переменное сечение
Толщина стального листа
(i) Переменное сечение для переменных нагрузок на пол и пр. ANS
Высота перемычки
(i) Переменные секции для переменных нагрузок на пол и пролетов (ii) Способен проходить через трубы
Процедуры проектирования балки MCO неизменное поперечное сечение (полый фланец) можно резюмировать следующим образом.
Шаг 1 (настройка диапазона ширины фланца, как показано на рисунке 5). (i) Если минимальная ширина колонны составляет 125 мм, ширина полки находится в диапазоне 100 ~ 120 мм. (ii) Минимальная ширина горизонтального плоского фланца должна составлять не менее 50 мм.
Шаг 2 (определение и показано на рисунке 6). Эти параметры являются постоянными независимо от толщины стального листа, если используется один и тот же процесс профилирования. (I) Способность изгиба стали SPA-H: если угол изгиба составляет 180 градусов, внутренний радиус должен быть не менее 1.В 5 раз больше толщины фланца. (Ii) Максимальная толщина стального листа ограничена 10 мм. (Iii) Если угол изгиба находится в диапазоне от 90 до 180 градусов, = 15 мм. (Iv) Если угол изгиба составляет 90 градусов, = 12 мм.
Шаг 3 (определение ширины фланца). (i) Если толщина стального листа составляет 10 мм и 15 и 12 мм соответственно, ширина плоского фланца находится в диапазоне от 53 до 73 мм, что удовлетворяет условию этапа 1. (ii) Фланец ширина определяется как 120 мм, что является максимальным значением, допустимым условием шага 1, учитывая его легкое крепление к потолку и направляющим пола.
Шаг 4 (определение). Это значение является постоянным, если используется один и тот же процесс профилирования независимо от толщины фланца. (I) Если угол изгиба меньше 90 градусов, = 12 мм, что то же самое, что и.
Шаг 5 (настройка диапазона высоты фланца, показанного на рисунке 7). (i) Если предполагается, что верхний и нижний фланцы параллельны друг другу, а толщина фланца составляет 10 мм, = 10 + 15 + 15 + 10 = 50 мм. (ii) Высоту полки можно рассчитать, учитывая максимальную высоту балки 400 мм и минимальную толщину стального листа 4.5 мм и применяя максимальное отношение ширины к толщине 61 для предотвращения упругого местного коробления как = (400 — 61 × 4,5) / 2 = 63 мм.
Шаг 6 (окончательный выбор неизменных размеров верхнего полого фланца). (i) Передняя сварка выполняется на соединении стальной пластины, как показано на Рисунке 8.
Следующие расчетные условия для изменяемой части поперечного сечения балки MCS приняты для трех пролетов модуля: 6, 7,5 и 8,1 м: нагрузка на балку перекрытия в диапазоне 2 ~ 5 кН / м 2 , временная нагрузка на балку перекрытия в диапазоне 2 ~ 5 кН / м 2 , нагрузка на балку перекрытия в диапазоне 0.3 ~ 0,5 кН / м 2 , а переменная нагрузка на потолочную балку находится в диапазоне 0,5 ~ 1 кН / м 2 . Различные формы поперечного сечения балки MCO разрабатываются путем изменения толщины стального листа и высоты стенки в качестве переменных конструкции, при соблюдении требований к размерам поперечного сечения, описанным выше. Как показано в Таблице 11, в качестве расчетных значений используются 6 значений толщины стального листа и 7 значений высоты стенки. Эффективный момент инерции для поперечных сечений в таблице находится в диапазоне от 1530 до 18 218 см 4 .Всего на рисунке 9 показаны 42 спроектированных формы поперечного сечения балки MCO.
Расчетные факторы
Проектные требования
Расчетные значения
55
66
66
Толщина стального листа
Используйте стандартные стальные изделия
(i) 4,5 мм, 6 мм, 7 мм, 8 мм, 9 мм, 10 мм
Глубина балки
Примените модульную координату
(i) Пол балка: 270 мм, 300 мм, 330 мм, 360 мм, 390 мм (ii) Потолочная балка: 200 мм, 240 мм
4.Проверка конструкции и пилотные испытания
В качестве заключительного этапа методологии DFSS балочные валки MCO производятся с использованием оборудования для профилирования местной компании в Корее, и оценивается их формуемость и пригодность для сварки. На рисунке 10 показана процедура опытного производства разработанных секций балки MCO. Длинная полоса из рулонной стали пропускается через комплекты валков до тех пор, пока не будет получена форма с полыми верхними и нижними полками. Затем изготовление секции балки MCO завершается сваркой гнутой формы.На рисунке 11 показан пример собранной модульной установки с изготовленными балками MCO.
Результаты CTQ и оценки производительности конечных продуктов приведены в Таблице 12. Уровень деформации балки MCO, возникающий во время ее производства, составляет менее 5 мм на 10 м. Хотя некоторая деформация может иметь место во время вторичной обработки, такой как сварка кронштейнов и концевых пластин, дополнительная коррекция может быть выполнена в процессе сборки модуля, что приведет к погрешности менее 3 мм на единицу модуля.Чтобы подтвердить, что изготовленные балки обладают достаточным моментом инерции на единицу площади поперечного сечения, в общей сложности 150 случаев тестируются для различных пролетов перекрытия и условий нагружения. Результаты теста показывают, что средний пролет пола составляет 183,38 см 2 , а стандартное отклонение составляет 16 см 2 . Таким образом, среднее значение намного выше проектной цели, которая составляет 160 см 2 . Для трех пролетов по 6, 7,5 и 8,1 м выбираются балки перекрытия с оптимальным сечением, а затем оценивается вес балок перекрытия на единицу площади для каждого случая.Из результатов таблицы видно, что целевые значения достигнуты для всех трех случаев.
Расчетные факторы
Расчетные цели
Результаты испытаний
Проверка CTQ
905 905 м)
Менее 2
2
Момент инерции на единицу площади сечения балки (см 2 )
Больше 150
Среднее 183.86
Вес балок перекрытия на единицу площади (кН / м 2 )
пролет 6 м
Менее 0,25
0,18
пролет 7,5 м 905 0,28
0,25
Пролет 8,1 м
Менее 0,35
0,32
Пилотное испытание
Пилотное производство балки не превышает деформации при изгибе 005%
Менее 0,05%
Пилотная сборка модуля
Допуск 3 мм
Менее 3 мм
В этом исследовании был представлен системный подход разработка эффективной секции стальной балки для модульного строительства на основе Six-Sigma. В качестве первого шага этого подхода проводятся исследования рынка и опросы для выяснения мнений потенциальных клиентов.Затем мнения заказчиков были преобразованы в качественные характеристики швеллерной стальной балки с использованием методологии развертывания функции качества. Стальной полый фланцевый канал был выбран в качестве основной модульной балки, а концепция проекта была получена и разработана с применением методологии матрицы Пью. Для проверки эффективности разработанной секции пучка было проведено пилотное испытание. Основные выводы этого исследования заключаются в следующем: (1) Чтобы отразить потребности клиентов в разработке производственных процессов, была применена методология QFD, а также «длина сварки на единицу длины», «момент инерции на площадь сечения балки, »И« вес балок перекрытия на единицу площади плана »были выбраны в качестве CTQ.Были также установлены количественные целевые значения для этих элементов. (2) Семь концепций дизайна были разработаны на основе анализа ключевых функций стальной модульной балки для удовлетворения производных CTQ. Методология матрицы Пью была применена для получения оптимальной конструкции стальной модульной балки, которая имеет полые фланцы вверху и внизу. (3) В окончательной конструкции изделия поперечное сечение балки MCO имеет верхнюю и нижнюю полые части. части фланца как неизменяемая часть и секция стенки как изменяемая часть.Результаты опытного производства балки MCO показывают, что вес балок перекрытия на единицу площади можно снизить в среднем до 0,25 кН / м 2 для стандартного пролета 7,5 м, что на 18% меньше соответствующего значение для наростной балки RHS. Все модули, собранные с балочными изделиями MCO, показывают погрешность менее 3 мм на единицу модуля, что соответствует целевому значению. (4) Основываясь на методологии шести сигм DFSS, в этом исследовании была предложена методология, которая может эффективно отражать запросы клиентов. потребности, такие как снижение стоимости производства, меньшее использование материалов и уменьшение структурной деформации модульных единиц, при проектировании продукта.Ожидается, что предложенный метод может быть использован для разработки других типов структурных модульных балок и сможет удовлетворить разнообразные требования различных групп потребителей.
Конкурирующие интересы
Авторы заявляют об отсутствии конфликта интересов в отношении публикации этой статьи.
Благодарности
Это исследование было поддержано грантом Корейского национального исследовательского фонда (грант № NRF-2016 R1D1A1B01010615).
Полуфабрикаты, блюмы, балочные заготовки и плиты из процесса непрерывной разливки превращаются в различные строительные изделия с помощью различных процессов нагрева и механической обработки. Полученные продукты используются либо непосредственно в производстве стальных компонентов, которые впоследствии собираются в конструкции на месте, либо превращаются в другие продукты для использования в строительстве.
В этой статье рассматриваются различные формы изделий из стальных конструкций и описывается, как они производятся. Свойства материалов для изделий обсуждаются в отдельной статье.
[вверху] Профилегибочная сталь
Прокатные балки универсального стана
Сталь
— прочный материал, обладающий высокой устойчивостью к деформированию при нормальных температурах, но это сопротивление значительно снижается при более высоких температурах.По этой причине заготовки, блюмы, заготовки балок и слябы, полученные в процессе выплавки стали, формуются в базовые изделия при тщательно контролируемых повышенных температурах.
Метод, который чаще всего используется для формовки, заключается в нагреве стали примерно до 1280 ° C в печи для повторного нагрева и затем прокатке стали, сжимая ее между наборами валков. Рулоны располагаются попарно, либо просто по горизонтали, либо по горизонтали и вертикали, и помещаются в «стойку».
Для изменения формы такого прочного материала, как сталь, валки должны прилагать усилия, измеряемые сотнями тонн, а также должны непрерывно протягивать сталь через валки при уменьшении толщины.Производятся два основных класса продукции — плоские изделия, такие как пластины, листы или полосы одинаковой толщины, и длинномерные изделия, которые имеют длину определенного поперечного сечения, от прямоугольных стержней до двутавровых H-образных профилей.
Для плоских изделий два горизонтальных валка устанавливаются один над другим в открытом корпусе. Эти рабочие валки, которые контактируют с горячей сталью, часто поддерживаются валками большего диаметра, чтобы предотвратить их изгиб под нагрузкой прокатки, чтобы гарантировать однородную толщину продукта.
Для сортового проката есть два типа станов; конструкционные и универсальные. В строительном стане имеется несколько клетей, каждая из которых содержит валки особой формы, где полный набор валков постепенно формирует горячую сталь, последовательно проходя через отдельные зазоры валков. Продукт проходит через каждый зазор между валками только один раз. В универсальном стане клети содержат как вертикальные, так и горизонтальные валки, и горячая сталь проходит назад и вперед через один и тот же стан несколько раз, при этом форма формируется за счет уменьшения зазора между валками при последовательных проходах.На рисунке изображена клеть универсального стана для создания открытых профилей.
Формовка готовых металлоконструкций
Прокат стальной
[вверх] Плоский прокат — плиты
Станина толстолистовая
Таблички доступны в широком диапазоне марок и размеров. Для использования в строительных конструкциях плиты обычно привариваются к сборным секциям.
Обычные размеры листов варьируются от 5 до 200 мм толщиной, шириной до 3,5 м и длиной до 18,0 м. Плиты с номинальным пределом текучести 275 МПа или 355 МПа, обычно используемые в строительстве, могут поставляться в состоянии прокатки, нормализованной (N) или нормализованной прокатки (NR) и прокатываются из непрерывнолитых слябов.
Поддерживается тщательный контроль химического состава для производства чистых сталей с постоянными характеристиками прочности и вязкости, которые соответствуют всем применимым национальным стандартам, как и для всех конструкционных изделий, а современные выравниватели производят плоские листы с контролируемым остаточным напряжением.
Стальной лист обычно используется во многих различных и сложных приложениях, включая:
Строительство
Землеройное оборудование
Машиностроение и машиностроение
Горнодобывающая промышленность и разработка карьеров
Морская нефть, газ и трубопроводы
Сосуды под давлением
Возобновляемая энергия
Судостроение.
[наверх] Плоский прокат — полоса
Тонкая полоса стальная, свернутая в рулон
Стальная лента
используется для производства множества различных продуктов и во многих сферах применения.Он доступен в трех основных формах.
Самая распространенная форма стальной полосы, используемой в строительстве, — это горячеоцинкованный рулон. Типичная толщина, используемая в строительстве, составляет от 0,4 до 3,2 мм. Обычно он выпускается в рулонной форме шириной от 900 до 1800 мм.
Черновая клеть уменьшает непрерывнолитые слябы до промежуточных размеров за счет серии реверсивных сквозных проходов через стан. Затем этот промежуточный сляб прокатывают до окончательного размера в чистовой клети.
В процессе непрерывного горячего цинкования рулоны стального проката непрерывно разматываются и проходят через секции очистки и отжига перед поступлением в ванну с расплавленным цинком со скоростью до 200 метров в минуту. Когда сталь выходит из ванны с расплавленным цинком, газовые «ножи» стирают излишки покрытия со стального листа, чтобы контролировать толщину покрытия. Затем стальная полоса подвергается серии механических или химических обработок. В зависимости от требований заказчика листовая сталь с покрытием может быть пассивирована, смазана и размотана, разрезана по длине и укладывается на поддоны перед отправкой производителю.Все оцинкованные покрытия металлургически связаны со сталью, которую они защищают. Это обеспечивает адгезию покрытия, что имеет решающее значение для производственных процессов, когда сталь штампуется, прокатывается или вытягивается в конечную форму изделия.
Помимо металлических покрытий, некоторые строительные изделия из полосовой стали, особенно изделия для облицовки, имеют органические покрытия, наносимые для улучшения долговечности и эстетических свойств изделия.
Механические свойства полосовой стали, используемой в строительстве, приведены в BS EN 10346 [1] и кратко изложены ниже.
Механические свойства горячеоцинкованной полосовой стали из Таблицы 7 BS EN 10346 [1]
Обозначение
Механические свойства
Марка стали
Обозначения типов имеющихся покрытий
Мин. Прочность 0,2% (Н / мм 2 )
Мин. предел прочности при растяжении (Н / мм 2 )
Мин.удлинение (%)
Название стали
Стальной номер
S220GD
1.0241
+ Z, + ZF, + ZA, + ZM, + AZ
220
300
20
S250GD
1.0242
+ Z, + ZF, + ZA, + ZM, + AZ, + AS
250
330
19
S280GD
1.0244
+ Z, + ZF, + ZA, + ZM, + AZ, + AS
280
360
18
S320GD
1.0250
+ Z, + ZF, + ZA, + ZM, + AZ, + AS
320
390
17
S350GD
1,0529
+ Z, + ZF, + ZA, + ZM, + AZ, + AS
350
420
16
S390GD
1.0238
+ Z, + ZF, + ZA, + ZM, + AZ
390
460
16
S420GD
1.0239
+ Z, + ZF, + ZA, + ZM, + AZ
420
480
15
S450GD
1.0233
+ Z, + ZF, + ZA, + ZM, + AZ
450
510
14
S550GD
1.0531
+ Z, + ZF, + ZA, + ZM, + AZ
550
560
—
В обозначениях марок, приведенных в таблице:
S — обозначает конструкционную качественную сталь
Значение, например 220, обозначает предел текучести стали в Н / мм²
GD — указывает на то, что изделие окунутое, оцинкованное
Z и ZF и т. Д. Указывают на металлическое покрытие, нанесенное на сталь, т.е.е. цинк (Z) и сплав цинка с железом (ZF), сплав цинк с алюминием (ZA), сплав цинк с магнием (ZM), сплав алюминия с цинком (AZ) или сплав алюминия с кремнием (AS).
Стальные прогоны для холодной прокатки
Количество металлического покрытия, наносимого на сталь, варьируется в зависимости от нанесенного покрытия и области применения. Для строительных изделий из полосовой стали обычно наносится покрытие из цинка 275 г / м².Это общий вес покрытия на обеих поверхностях. Он указан как Z275. Для внутренних легких компонентов, не несущих нагрузку, таких как перегородки шпилек, стандартный вес покрытия составляет Z140.
Оцинкованный методом горячего цинкования рулон используется для изготовления многих различных строительных изделий, в том числе:
В конечном производственном процессе рулоны стали разматываются, разрезаются на соответствующую ширину, а затем в холодном состоянии формируются в рулонах в конечную форму продукта. Некоторые более мелкие и более сложные изделия, такие как перемычки, формуются с помощью листогибочного пресса.На изображении показана профилированная обрешетка из полосовой стали, оцинкованной горячим способом.
[вверх] Сортовой прокат — открытые профили
Стан средний сортовой
Открытые секции варьируются от больших балок и свай, которые в основном используются в строительстве, до небольших изделий, включая рельсы, стержни и стержни. Для производства сортового проката используются разные типы станов. Станы тяжелого и среднего сортового проката имеют три или четыре клети с рифлеными валками, соответствующими начальной черновой, промежуточной и чистовой стадиям прокатки.Балочные станы включают клети с горизонтальными и вертикальными валками, опирающимися на заготовку. Высокоскоростные стержневые и прутковые мельницы используются для прокатки изделий небольших размеров, иногда квадратных или шестиугольных, а также круглых.
[вверху] Стандартные открытые профили
Британские, европейские и международные стандарты определяют размеры для самых разных форм открытых профилей, таких как двутавровые и Н-образные профили, уголки и швеллеры.
Номинальные размеры «универсальных балок» (UB), «универсальных колонн» (UC) и «параллельных фланцевых каналов» (PFC) указаны в BS EN 10365 [2] .Эти секции обычно определяются серийным размером (номинальной шириной фланца и глубиной профиля) и весом на метр, полученным путем изменения толщины стенки и фланцев. (Обратите внимание, что «внутренняя» ширина между фланцами постоянна для любого серийного размера — она определяется роликами — и увеличение толщины фланца приводит к соответствующему увеличению глубины.)
Номинальные размеры «углов» приведены в BS EN 10056 [3] , и эти секции обычно определяются последовательным размером, включающим длину ножек, равную или неравную, и толщину ножек.
Размеры для проектирования и детализации приведены в SCI P363.
Профили открытые горячекатаные выпускаются длиной до 25 м. В строительстве чаще всего используется номинальный предел текучести 355 МПа, хотя также доступны секции S460 МПа. Такие секции обычно поставляются в состоянии поставки в виде прокатки (AR) или термомеханической прокатки (TM) и прокатываются из непрерывнолитых блюмов, заготовок или «собачьих костей».
Европейские балки (секции IPE, HE и HL) и колонны (секции HD) также определены в BS EN 10365 [2] .
Стандартные открытые секции
[вверх] Собственные открытые разделы
[вверх] Асимметричные балки перекрытия неглубокие
Система USFB (Изображение любезно предоставлено Kloeckner Metals UK Westok)
Асимметричные стальные балки часто используются как часть системы неглубокого перекрытия. Их ключевой особенностью является более широкий нижний фланец, чем верхний фланец, что позволяет плите располагаться на верхней поверхности нижнего фланца с соответствующей опорой, а не на верхней поверхности верхнего фланца, как это бывает с опорными балками.Плита перекрытия в таких системах может быть в виде сборной бетонной плиты или композитной плиты с металлическим настилом (может использоваться как неглубокий, так и глубокий настил).
Доступен ряд асимметричных неглубоких балок перекрытия, в том числе балки сверхмалого перекрытия (USFB) от Kloeckner Metals UK Westok.
Kloeckner Metals UK USFB компании Westok — это мелкие и асимметричные ячеистые балки Westok, которые изготавливаются из стандартных прокатных профилей и доступны с шагом в 1 мм.Обычно они имеют глубину 150–300 мм, размеры и дизайн разработаны с использованием свободно доступного программного пакета Westok Cellbeam. USFB могут экономично пролетать до 10 м со структурной глубиной, которая очень выгодна по сравнению с R.C. плоские плиты. Таким образом, они популярны во многих секторах, особенно в образовании, коммерции и жилом секторе.
[вверх] Профили конструкционные пустотелые
Существует два основных метода производства полых профилей: цельный процесс, при котором отверстие пробивается в горячем сплошном стержне, чтобы сформировать отверстие, а затем стержень прокатывается для образования круглой трубы, и процесс сварки, при котором стальной лист или полосе придают цилиндрическую форму и края сваривают вместе.Последний чаще всего используется для строительных работ. Метод высокочастотной электросварки сопротивлением (HFERW) составляет основную часть производства труб малых и средних размеров до 508 мм в диаметре. Стальная полоса разматывается и направляется в холодном состоянии через комплекты формовочных валков для получения цилиндрической формы. В точке пересечения кромок на кромки полосы вводится высокочастотный ток либо за счет индукции с использованием кольцевой катушки, либо за счет скольжения контактов по поверхности полосы.Электрический ток производит достаточно тепла, чтобы расплавить края полосы, когда они свариваются. Сварной шов образуется мгновенно. Трубы с толщиной стенки более 16 мм или диаметром более 508 мм производятся несколькими последовательными процессами формовки и дуговой сваркой под флюсом (SAW).
Квадратные и прямоугольные полые профили получают «квадратную форму», пропуская их через подходящую серию рабочих валков, которые постепенно меняют форму. Этот процесс восстановления и изменения формы может осуществляться горячим или холодным способом, что приводит к различию между продуктами «горячей обработки» и «холодной штамповки».Для прямоугольного профиля холодной штамповки радиус закругления не такой узкий, как можно получить с помощью горячего процесса (что позволяет легко различать два типа визуально).
Полые профили обычно производятся длиной от 6 до 14,5 м, в зависимости от размера и толщины. В строительстве чаще всего используется номинальный предел текучести 355 МПа, хотя доступны также полые профили с горячей обработкой 420 МПа. Полые секции обычно определяются серийным размером, включающим внешний размер (размеры) и толщину стенки.Размеры полых профилей определены в BS EN 10210-2 [4] для горячекатаных профилей и BS EN 10219-2 [5] для холодногнутых профилей.
Определения охватывают очень широкое сочетание ширины поперечного сечения и толщины стенки; производится только ограниченный выбор, и этот выбор может время от времени меняться в зависимости от спроса и коммерческого мнения. Помимо различий в размерах (и, следовательно, свойств сечения) между горячими и холодными прямоугольными размерами, выбор процесса влияет на остаточное напряжение в сечении, что приводит к требованию в BS EN 1993-1-1 [6] для разных кривых продольного изгиба.Следовательно, замена горячекатаных профилей на холодногнутые профили не должна производиться без предварительной проверки последствий для конструкции.
Технологический процесс изготовления полых профилей
Tata Steel производит полые профили под торговыми марками Celsius® 355 NH для горячекатаных профилей и Hybox® 355 для холодногнутых профилей.
Профили конструкционные пустотелые
[вверх] Готовые изделия
[вверху] Плоские балки
Балки плоские. (Изображение любезно предоставлено William Hare Ltd.)
Современные плоские балки изготавливаются путем сварки вместе двух фланцев и перегородки. Пластинчатые балки используются там, где стандартные прокатные профили недостаточны с точки зрения несущей способности или жесткости. Типичное применение — длиннопролетные полы в зданиях, мосты и подкрановые балки в промышленных зданиях.
Пластинчатые балки спроектированы таким образом, чтобы противостоять приложенным воздействиям, и имеют пропорции, обеспечивающие низкий собственный вес и высокое сопротивление нагрузке.Для эффективного проектирования обычно используют относительно глубокую балку, чтобы минимизировать площадь полки для заданного приложенного момента. Глубокая балка также обеспечивает глубокую перегородку, площадь которой можно минимизировать, уменьшив ее толщину до минимума, необходимого для выдерживания приложенного сдвига. Такая глубокая стенка может быть довольно тонкой (высокое отношение глубины стенки к толщине) и может быть подвержена сдвигу и местному короблению. Поэтому относительно часто используются поперечные или продольные ребра жесткости.
[вверх] Ячеистые балки
Ячеистые балки с равномерно расположенными отверстиями в стенке двутавровой балки можно изготавливать одним из двух способов.
Путем разрезания вдоль стенки секции балки (обычно универсальной балки) до определенного профиля, разделения двух частей и последующей сварки этих тройников вместе, чтобы сформировать более глубокую секцию балки. Этот процесс проиллюстрирован ниже. Обычно для обеих половин ячеистой балки используется один размер секции, но асимметричные секции могут быть созданы путем использования различных прокатных секций для каждой части новой секции.
Путем вырезания отверстий в перегородке и затем приваривания двух фланцевых пластин.Примеры ячеистых балок, произведенных с помощью этого процесса, доступны здесь.
Эти готовые профили производятся такими специализированными компаниями, как Kloeckner Westok, Fabsec и Jamestown, и закупаются подрядчиком по изготовлению металлоконструкций для изготовления элементов для конкретного проекта.
Изготовление ячеистой балки
(изображения любезно предоставлены Kloeckner Metals UK Westok)
[вверх] Профили из легкой стали
Типовые легкие стальные профили
Путем холодной штамповки тонкого полосового материала до определенных профилей сечения производится очень широкий ассортимент легких конструктивных профилей.Их часто называют легкими стальными профилями. В большинстве случаев используется стальная оцинкованная лента. Легкие стальные профили производятся в больших объемах путем холодной прокатки и в небольших объемах путем прессового торможения. Толщина обычно варьируется от 1,2 до 3,2 мм.
Легкие стальные профили производятся многими различными компаниями, и их форма и размеры различаются. Наиболее распространенные разделы показаны справа; Использование выступов на свободных краях и профилей с выемками (таких, как показано в среднем примере ниже) позволяет использовать тонкие элементы, которые не выходят из строя преждевременно из-за местного коробления.
Легкие стальные профили широко используются в качестве вспомогательных металлоконструкций в одноэтажных зданиях.
Для таких вторичных стальных конструкций (например, холоднокатаные прогоны), изготовленных из предварительно оцинкованной стальной полосы (например, марки S450GD + Z275 в соответствии с BS EN 10346 [1] , оцинкованное покрытие имеет среднюю толщину 20 микрон с каждой стороны. Расчетный срок службы такого покрытия зависит от коррозионной активности окружающей среды вокруг стальных конструкций.Рекомендации по скорости коррозии цинка в различных средах доступны в Руководстве инженера и архитектора: горячее цинкование
Процесс холодной прокатки
Листогибочный пресс
[вверх] Профнастил
Тонкую оцинкованную стальную полосу также формуют холодным способом в листы правильного профиля.Такие листы сначала производились с простым изогнутым профилем и хорошо известны как «гофрированные крыши». Сегодня были разработаны более эффективные профили для использования в качестве кровельного покрытия, облицовки стен и настила полов, которые производятся рядом специализированных производителей.
[вверх] Профнастил для полов
Профнастил для полов в первую очередь предназначен для использования с бетоном для создания композитных плит перекрытия. Существует два широких класса: мелкие профили глубиной примерно до 175 мм, которые используются для небольших пролетов, и «глубокие профили», обычно глубиной 225 мм, для более длинных пролетов.Неглубокие профили обычно имеют либо «трапециевидный», либо «возвратный» профиль, как показано ниже. Глубокий настил — это трапециевидный профиль с углублениями и рельефами, предназначенными для улучшения структурных характеристик. Большинство профилей изготавливаются из полосы толщиной не более 2 мм.
Профили настилочные
[вверх] Облицовка и кровля
Профилированная пленка часто используется для формирования водонепроницаемой оболочки здания, и для этой цели листы производятся с профилями, которые эффективны при перекрытии между опорными элементами и отводом стока, размеров, которые легко обрабатываются на месте и которые легко притираются во время монтаж.Поскольку конверт является основным видимым элементом, предлагаются системы цветного покрытия.
Составные листовые системы состоят из двух отдельных профилированных листов, внешнего листа с высоким профилем и слегка профилированного внутреннего листа облицовки. Листы разделены распорными планками и изоляцией. Лист футеровки и распорки прикреплены к конструкции, а внешний лист прикреплен к распорке. Обычный метод крепления — саморезы.
Сборная система облицовки
Изолированная панель
Облицовочные системы из композитных панелей производятся в виде многослойной конструкции, состоящей из двух профилированных листов, скрепленных с обеих сторон изоляционного сердечника из пенопласта, минерального волокна или аналогичного материала.Поскольку панели действуют составно, можно использовать неглубокие профили.
Отдельные производители производят широкий спектр систем облицовки и кровли и предоставляют исчерпывающую литературу с деталями крепления и таблицами, показывающими допустимые нагрузки. Более подробную информацию о системах облицовки можно найти на сайте Tata Colorcoat в Интернете.
Цветное покрытие
[вверх] Изделия из нержавеющей стали
Нержавеющая сталь — это семейство коррозионно-жаропрочных сталей, содержащее не менее 10.5% хрома. Существует широкий ассортимент нержавеющих сталей с различными уровнями коррозионной стойкости и прочности благодаря контролируемым добавкам легирующих элементов. Для достижения оптимальной экономической выгоды важно выбрать нержавеющую сталь, которая подходит для применения, но не является излишне высоколегированной и, следовательно, дорогой.
[вверху] Подходящие нержавеющие стали для строительных конструкций
Защита от коррозии нержавеющей стали
Нержавеющие стали подходят для применения в конструкциях, требующих длительного срока службы, хорошей коррозионной стойкости и / или высококачественной обработки поверхности.Аустенитные нержавеющие стали обычно выбирают для структурных применений, которые требуют сочетания коррозионной стойкости, формуемости и отличной свариваемости в полевых и заводских условиях. Там, где требуется более высокая прочность, лучше всего подходят дуплексные нержавеющие стали, поскольку часто можно сэкономить за счет использования более тонких профилей. Следующие нержавеющие стали чаще всего встречаются в конструкциях (хотя теперь доступны рекомендации по использованию ферритной нержавеющей стали в конструкциях [7] ).
[вверх] Аустенитная нержавеющая сталь
1.4301 (ранее известная как 304) и 1.4307 (ранее известная как 304L) 1.4401 (316) и 1.4404 (316L) Типы 1.4301 / 1.4307 являются наиболее часто используемыми стандартными аустенитными нержавеющими сталями и содержат 18-20% хрома и 8-11% никель. Типы 1.4401 / 1.4404 содержат около 17-18% хрома, 8-11% никеля и добавку 2-3% молибдена, улучшающую коррозионную стойкость. Примечание. 1.4307 и 1.4404 — это низкоуглеродистые нержавеющие стали с пониженным риском сенсибилизации и повышенной коррозионной стойкостью при сварке сечений толщиной более 3 мм.Когда производители используют самые современные методы производства, коммерчески выпускаемые нержавеющие стали часто имеют низкоуглеродистую основу и имеют «двойную сертификацию» для обоих обозначений. Когда используются менее современные технологии, этого нельзя предполагать, и может возникнуть надбавка к цене за низкоуглеродистую спецификацию. Таким образом, низкоуглеродистая версия должна быть явно указана в проектной документации, когда должны свариваться более тяжелые секции.
[вверху] Дуплексные нержавеющие стали
1.4162 (широко известный как LDX 2101®) 1.4462 (2205) 1.4162 — дуплексная нержавеющая сталь с бедным химическим составом. Он обладает высокой прочностью, характерной для всех дуплексных нержавеющих сталей, с коррозионной стойкостью между аустенитными нержавеющими сталями 1.4301 и 1.4401. Все дуплексные стали поддаются сварке, и их предел прочности примерно в два раза выше, чем у аустенитных нержавеющих сталей. Поэтому они хорошо подходят для использования в качестве структурных секций.
[вверх] Наличие профилей
Листы, пластины, прутки и полые круглые профили широко доступны из нержавеющей стали, упомянутой выше.Ряд конструкционных профилей (двутавры, уголки, швеллеры, тройники, полые прямоугольные профили) поставляются из аустенитных марок. Стандартный ассортимент дуплексных профилей из нержавеющей стали доступен от избранных производителей и складов, а размеры, выходящие за рамки стандартного диапазона, могут быть изготовлены по специальному заказу. Как правило, профили можно изготавливать путем холодной штамповки, горячей прокатки, экструзии, сварки или лазерного плавления.
[вверх] Отливки
Втулка для остекления из нержавеющей стали
В некоторых случаях, особенно с очень сложными деталями, стальная отливка может быть более эффективной, чем сборная деталь.Стальные отливки формуются путем заливки расплавленного металла в форму, содержащую полость, имеющую желаемую форму детали. Жидкий металл охлаждается и затвердевает в полости формы, а затем удаляется для очистки. Для достижения желаемых свойств может потребоваться термообработка, но нет необходимости в последующей горячей или холодной обработке.
Отливки могут изготавливаться как единичные детали, так и многие тысячи. Они могут быть изготовлены в широком диапазоне размеров и веса, причем верхние пределы зависят от конкретного используемого процесса литья, а также требуемых механических свойств и качества поверхности.В литой форме можно добиться высокой прочности, высокой пластичности и высокой ударной вязкости. Отливки могут иметь отличную чистоту поверхности и хорошие сварочные и механические характеристики.
Отливки могут работать при высоких и низких температурах, под высоким давлением и в суровых условиях. Они не проявляют влияния направленности на механические свойства, присущие некоторым деформируемым сталям. При условии, что выбран правильный сорт материала и реализован соответствующий режим проверки и испытаний, нет причин, по которым состав, свойства или характеристики отливок каким-либо образом должны быть хуже, чем у изготовленных компонентов.Механические свойства, качество, целостность и консистенция литых сталей в целом сопоставимы с характеристиками горячекатаных и готовых конструкционных сталей. Дополнительная информация о конструкциях отливок приведена в SCI P172.
[вверх] Крепежные и крепежные
Наиболее часто используемый крепеж в стальных конструкциях — это знакомая гайка и болт. Болты изготавливаются методом ковки из прутков круглого сечения, обычно с шестигранной головкой. Стальной материал для болтов имеет более высокую прочность, чем обычная конструкционная сталь, обычно с пределом прочности на разрыв 800 или 1000 Н / мм², а материал для гаек имеет аналогичную или более высокую прочность.Существует ряд международных стандартов на материалы и размеры болтов и гаек, включая различные стандарты, определяющие форму резьбы.
Существует множество запатентованных крепежей для специальных применений, например, для глухого крепления или для соединения деталей без сверления отверстий, а также креплений для крепления к бетонному фундаменту или другим конструкциям. Размеры и свойства этих крепежных элементов и креплений предоставлены производителями.
[вверху] Крепеж и детали из нержавеющей стали
Требования к химическому составу и механическим свойствам крепежных изделий из нержавеющей стали указаны в BS EN ISO 3506 [8] .Стандарт был пересмотрен в конце 2009 года (и в настоящее время проходит новый пересмотр, который впервые будет включать дуплексные стали) и теперь состоит из четырех отдельных частей. Часть 1 охватывает болты, винты и шпильки; Часть 2 охватывает орехи; Часть 3 охватывает установочные винты; и Часть 4 охватывает саморезы. В настоящем стандарте болты, винты и шпильки обозначаются буквой, за которой следуют три цифры, например А2-70 или А4-80. Буква относится к группе нержавеющей стали: аустенитной (А), мартенситной (С) или ферритной (F).За буквой следует число (1, 2, 3, 4 или 5), которое определяет диапазон композиции. Последние два числа обозначают класс прочности, который описывает механические свойства болта, винта, шпильки или гайки — см. Таблицу ниже.
Механические свойства болтов, винтов, шпилек и гаек аустенитного класса в соответствии с BS EN ISO 3506 [8] . (из AD342)
Класс имущества
Болты, винты и шпильки
Гайки
Предел прочности на разрыв (Н / мм 2 )
Напряжение 0.2% остаточная деформация (Н / мм 2 )
Испытательное напряжение нагрузки (Н / мм 2 )
50
500
210
500
70
700
450
700
80
800
600
800
Для большинства конструкций, как правило, рекомендуется использовать аустенитные болты класса A2 или A4 и класса прочности 70 или 80.Сталь марки А2 по коррозионной стойкости эквивалентна марке 1.4301. Стали марки А4 содержат молибден и обладают коррозионной стойкостью, эквивалентной марке 1.4401. Крепежные изделия класса прочности 70 изготавливаются из холоднотянутого проката. Крепежные детали класса прочности 80 изготавливаются из сильно твердого холоднотянутого прутка с механическими свойствами, аналогичными болтам из углеродистой стали и легированной стали класса 8.8 в соответствии с BS EN ISO 898 [9] .
При выборе крепежа из нержавеющей стали следует учитывать соответствие прочности и коррозионной стойкости болтов и основного материала.Во избежание риска биметаллической коррозии при соединении элементов из нержавеющей стали всегда следует использовать болты из нержавеющей стали. Болты из нержавеющей стали также подходят для соединения элементов из оцинкованной стали и алюминия.
[вверх] Исторические металлоконструкции
Время от времени необходимо отремонтировать существующие здания, о которых мало что известно, кроме приблизительного периода, когда велось строительство. Определить форму и размеры существующих металлоконструкций можно путем тщательного обследования помещения.После получения этой информации все еще требуется много дополнительных деталей, таких как:
Возможный материал, например, чугун, кованое железо или сталь
Геометрические свойства различных элементов
Механические свойства стальных конструкций, такие как прочность, ударная вязкость, пластичность и свариваемость
Пара очень полезных ресурсов для получения таких данных — это Справочник по историческим конструкционным стальным конструкциям и справочный документ Исторические профили конструкционного железа и стали — свойства исторического чугуна , кованые и стальные профили
Этот веб-сайт поддерживается Steel for Life при финансовой поддержке ряда отраслевых участников BCSA.К спонсорам, имеющим отношение к этой статье, относятся:
Заголовок
Группа Barrett Steel, являющаяся ведущими британскими акционерами сталелитейной отрасли, состоит из четырех подразделений: General Steels; Машиностроительная сталь; Tubes and Energy Products работают в Великобритании, Ирландии и США. Обслуживание клиентов по всему миру Barrett Steel стратегически работает вместе, руководствуясь дальновидной философией. Barrett Steel имеет международные аккредитации, включая сертификаты ISO 9001: 2008, ISO 14001: 2004 и CE до класса исполнения 4 в BS EN 1090-1: 2009.
Jamestown — ведущий поставщик структурных компонентов для промышленного, железнодорожного и автомобильного секторов. Имея многолетний опыт работы в тяжелом машиностроении, Джеймстаун вложил значительные средства в оборудование, предназначенное для производства тяжелых длиннопролетных мостов, каркасов из листовых балок, полностью изготовленных листовых балок, компонентов кранов, секций настила мостов и ячеистых балок.
Золото
акционеров National Tube (NTS) и Cleveland Steel & Tubes (CST) являются частью частной группы Bianco.Компания NTS специализируется на производстве полых профилей с горячим и холодным заполнением. CST специализируется на производстве строительных и свайных труб. У нас есть более 100 000 тонн стали на складе, и мы можем предложить дополнительные услуги по обработке.
voestalpine Metsec plc — одна из крупнейших в Великобритании компаний по производству холоднокатаных профилей, специализирующаяся на строительстве, и часть крупнейшего мирового лидера в области технологий и средств производства. Предлагая продукцию для строительной и обрабатывающей промышленности, мы уделяем особое внимание повышению ценности за счет квалифицированного проектирования, точного производства и своевременной поставки всей продукции.
Бронза
[наверх] Каталожные номера
↑ 1.0 1.1 1.2 BS EN 10346: 2015 Стальной плоский прокат с непрерывным горячим покрытием для холодной штамповки. Технические условия поставки. BSI
↑ 2,0 2,1 BS EN 10365: 2017 Швеллеры стальные горячекатаные, двутавровые и двутавровые. Размеры и масса. BSI
↑ BS EN 10056-1: 2017 Конструкционная сталь с равными и неравными углами опор.Размеры, BSI.
↑ BS EN 10210-2: 2019 Стальные конструкционные полые профили, обработанные горячим способом. Допуски, размеры и характеристики сечения, BSI.
↑ BS EN 10219-2: 2019 Стальные конструкционные полые профили из холодногнутой стали. Допуски, размеры и характеристики сечения, BSI.
↑ BS EN 1993-1-1: 2005 + A1: 2014, Еврокод 3: Проектирование стальных конструкций. Общие правила и правила для зданий, BSI
↑ Технический паспорт ED023. Конструктивное проектирование ферритных нержавеющих сталей.SCI
↑ 8,0 8,1 BS EN ISO 3506-1: 2020. Крепеж. Механические свойства крепежа из коррозионно-стойкой нержавеющей стали. Болты, винты и шпильки с указанными марками и классами прочности. BSI
↑ BS EN ISO 898-1: 2013 Механические свойства крепежных изделий из углеродистой и легированной стали. Болты, винты и шпильки с указанными классами прочности. Крупная резьба и резьба с мелким шагом. BSI
[наверх] Дополнительная литература
[вверх] Ресурсы
SCI P172 Отливки в строительстве, 1996
SCI P363 Проектирование стальных зданий: проектные данные, 2013 Также доступна интерактивная веб-версия «Синей книги».
Таблицы технических данных на продукцию британских профилей, British Steel
Справочник по историческим конструкционным металлоконструкциям, публикация № 11/84, BCSA 1984
Исторические профили конструкционного железа и стали, Свойства исторического чугуна, кованого железа и стальных профилей, Публикация No.61/19, BCSA 2019
[вверху] См. Также
Размеры стальной балки
| SkyCiv
Наличие хорошего ресурса для размеров двутавровых балок очень важно при проектировании конструкций. Для нас, как инженера-строителя, важно определить секции, которые не только безопасны, но и рентабельны. С помощью приведенной ниже таблицы размеров стальных балок SkyCiv стремится получить бесплатный ресурс, к которому можно будет получить доступ в любое время через браузер. Приведенная ниже таблица размеров стальных балок поможет инженерам-строителям найти подходящий размер и форму, которые вам нужны для вашего проекта.Эти свойства важны при проверке прочности секции, что является само определение конструкции конструкции.
Таблица размеров стальных балок — это интерактивная таблица, в которой перечислены размерные и геометрические свойства сечения. Эти свойства могут помочь инженерам найти желаемый стальной профиль, который они ищут. Просто выберите систему единиц измерения, библиотеку, прежде чем выбирать форму, чтобы отобразить размеры балки этой формы. Библиотека содержит разделы из Австралии, США, Канады, Великобритании и Европы.Программное обеспечение извлекает размеры балки непосредственно из базы данных Structural 3D, которая является основным программным обеспечением для трехмерного структурного анализа платформы SkyCiv, которое также доступно для использования в веб-браузере. Эта информация обычно требует, чтобы пользователь держал под рукой ручные или стальные диаграммы балок, что может быть неудобно, т. Е. Если у пользователя есть копия. Хотя приобретение руководства по стали требует денежных затрат, мы должны еще раз подчеркнуть, что справочная таблица SkyCiv легко доступна здесь бесплатно.
Некоторые из размеров, которые может отображать этот инструмент:
Размеры двутавровой балки
Размер S-образной балки
Квадрат полый / HSS Размеры
Круглый HSS, размер
Ширина балки с широким фланцем, размеры
Т-образная балка Размеры
Размер каналов
Размеры уголков
Имперские и метрические размеры балки
Приведенные выше размеры стальных секций должны дать пользователю возможность легко получить доступ к свойствам элементов и размерам часто используемых секций в различных библиотеках по всему миру.Мы надеемся, что инженеры найдут ссылки на эти размеры и размеры стальных балок, которые будут полезны для их рабочего процесса. Опять же, в настоящее время существуют размеры и размеры стали для профилей из Австралии, США, Великобритании, Европы и Канады. Если конкретная используемая вами библиотека недоступна, вы можете связаться с нами здесь. Мы открыты для улучшения и расширения нашей базы данных. Еще одним замечательным аспектом этого инструмента является то, что он может преобразовывать размеры балки из метрических в британские и наоборот. Это экономит время инженера при работе с единичными системами и снижает риск ошибки в расчетах.
Свойства сечения, отображаемые в приведенной выше таблице, включая площадь поперечного сечения (A), полярный момент инерции (J), момент площади (Iz, Iy), модуль сечения и постоянную деформации (Iw). Эти результаты чрезвычайно важны при выборе конструкционной стали для конструкций балок и колонн. Это свойства, которые контролируют количество и тип силы, которую может принять стальной элемент.
Здесь, в SkyCiv, у нас есть ряд программного обеспечения (бесплатного и платного), которое позволяет инженерам моделировать и проектировать свои конструкции.Наш калькулятор свободных балок — это простой в использовании калькулятор, который помогает анализировать консольные балки и балки с простой опорой. Вы также можете воспользоваться нашим калькулятором ферм для быстрого анализа 2D ферм. Для небольших 2D-рам вы можете воспользоваться нашим бесплатным калькулятором несущих рам. Для типичных форм нестандартных размеров стали калькулятор свободного момента инерции является хорошим средством для определения их геометрических характеристик и характеристик сечения.
SkyCiv предлагает инженерам широкий спектр программного обеспечения для структурного анализа и проектирования облачных вычислений.Как постоянно развивающаяся технологическая компания, мы стремимся внедрять инновации и совершенствовать существующие рабочие процессы, чтобы сэкономить время инженеров в их рабочих процессах и проектах.
В этом разделе для каждой вкладки ввода мы рассмотрим только те элементы, которые уникальны для типа материала СТАЛЬ. Нажмите здесь, чтобы посмотреть видео:
Для получения общей информации о типичном вводе данных для всех балок см. Раздел «Лучи».
Этот модуль предлагает полную конструкцию однопролетных и многопролетных стальных элементов. Среди его возможностей:
• Балки однопролетные или многопролетные.
• Концевое крепление может быть штифтовым, фиксированным, свободным или комбинированным.
• Расчет и проектирование стальных элементов в соответствии с AISC 360-05.
• Можно выбрать методы проектирования ASD или LRFD.
• Предоставляется полная база данных стальных профилей.
• Длину кромок для свободного сжатия можно задавать различными способами.
• Обеспечен автоматический выбор элемента.
Общие данные
Когда используется сталь, эта вкладка включает поля ввода для установки значений предела текучести и модуля упругости, а также возможность установить коэффициент Cb равным 1, как показано на снимке экрана ниже:
Если для Cb не задано значение 1, программа автоматически вычисляет Cb на основе момента и направления кривизны в различных местах вдоль балки.
Для удобства в модуль встроена база данных стали. Нажмите кнопку справа от записи Fy, и вы увидите следующую таблицу, в которой представлен ряд обычно используемых марок стали:
Данные о размахе луча
Когда выбрана сталь, размер балки выбирается специально для стали. Вы можете выбрать раздел 4 способами:
1 — Просто введите имя AISC в поле «Имя стального сечения» и нажмите [Tab].
2 — Нажмите кнопку доступа к базе данных и выберите из встроенной базы данных раздела AISC.
3 — Нажмите кнопку [Проект], чтобы модуль оценил стальные профили из базы данных в соответствии с вашими критериями.
4 — Выберите стальной профиль на вкладке быстрого списка, как показано ниже:
Пролетные нагрузки
Отличий от других материалов нет.
Загружает все пролеты
Отличий от других материалов нет.
Сочетания нагрузок
Отличий от других материалов нет.
Вкладка результатов
Этот набор вкладок предоставляет подробные результаты текущего расчета. Вертикальные вкладки на левом краю экрана позволяют выбрать три основные области, доступные для просмотра: Расчеты, Эскиз и Диаграмма.
Вкладка «Расчеты» предлагает следующие варианты результатов:
Summary Results предоставляет подробную информацию о сдвиге, моменте и прогибе для управляющих комбинаций нагрузок.
Макс. Комбинации предоставляют подробные результаты для каждого сегмента балки для каждой комбинации нагрузок. В крайнем левом столбце перечислены рассматриваемые сочетания нагрузок и свободная длина.
Эти результаты представляют собой объединение подробных дополнительных результатов на вкладке M-V-D Summary.
M-V-D Сводка — «Напряжения» содержит подробную информацию о моменте и сдвиге для каждой балки и для каждой комбинации нагрузок.Для многопролетных балок, использующих автоматическое размещение несбалансированной динамической нагрузки, могут быть тысячи строк результатов.
M-V-D Сводка — прогибы показывает подробные результаты прогиба для всех комбинаций нагрузок.
Support Reactions показывает реакции для каждой поддержки для каждого условия нагрузки.
Вкладка «Эскиз» предоставляет графическое представление проектируемой балки:
Вкладка Диаграмма позволяет просматривать диаграммы сдвига, момента и прогиба для выбранных комбинаций нагрузок:
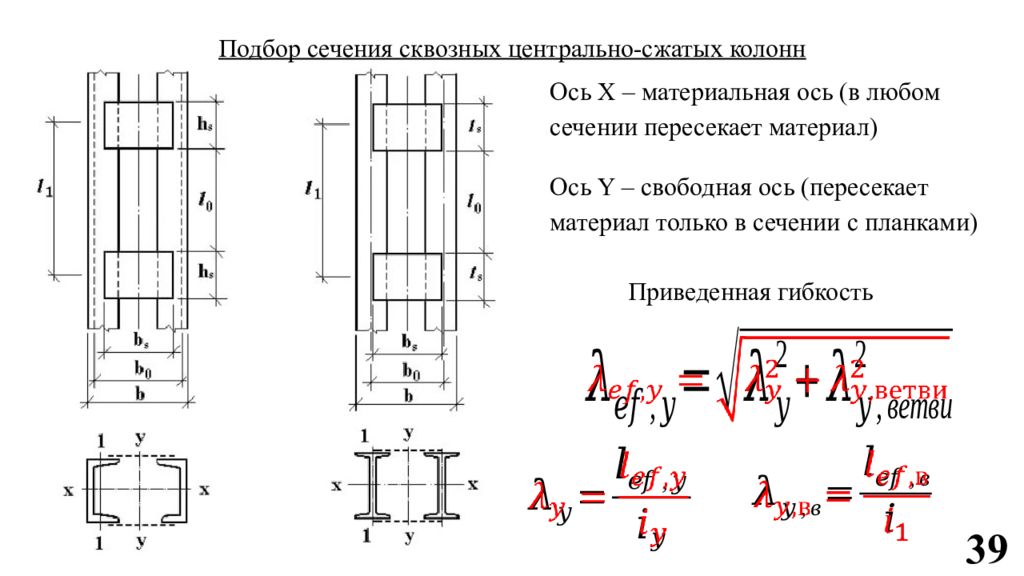 В выражении для осевого момента сопротивления балки прямоугольного поперечного сечения при изгибе в квадрате стоит тот ее размер, который перпендикулярен нейтральной оси. Следовательно, сечение балки необходимо располагать таким образом, чтобы силовая плоскость совпадала с той из главных центральных осей, относительно которой момент инерции минимален ( ось, относительно которой главный момент инерции поперечного сечения максимален, является нейтральной осью). Это обстоятельство лишний раз подчеркивает важность темы «Определение положения главных центральных осей инерции поперечного сечения стержня».
В выражении для осевого момента сопротивления балки прямоугольного поперечного сечения при изгибе в квадрате стоит тот ее размер, который перпендикулярен нейтральной оси. Следовательно, сечение балки необходимо располагать таким образом, чтобы силовая плоскость совпадала с той из главных центральных осей, относительно которой момент инерции минимален ( ось, относительно которой главный момент инерции поперечного сечения максимален, является нейтральной осью). Это обстоятельство лишний раз подчеркивает важность темы «Определение положения главных центральных осей инерции поперечного сечения стержня». Двутавр имеет незамысловатую конструкцию. В сечении она выглядит буквой Н. Эта форма наиболее подходит для металлических брусьев, подверженных изгибам.
Двутавр имеет незамысловатую конструкцию. В сечении она выглядит буквой Н. Эта форма наиболее подходит для металлических брусьев, подверженных изгибам.




 Это дает возможность применять их в качестве несущего элемента строения. Изготавливают подобные изделия по технологии проката. Основная область применения – значительные пролеты и высокие крановые нагрузки. На фоне других конструкций этого типа они самые тяжелые и устойчивые к износу.
Это дает возможность применять их в качестве несущего элемента строения. Изготавливают подобные изделия по технологии проката. Основная область применения – значительные пролеты и высокие крановые нагрузки. На фоне других конструкций этого типа они самые тяжелые и устойчивые к износу.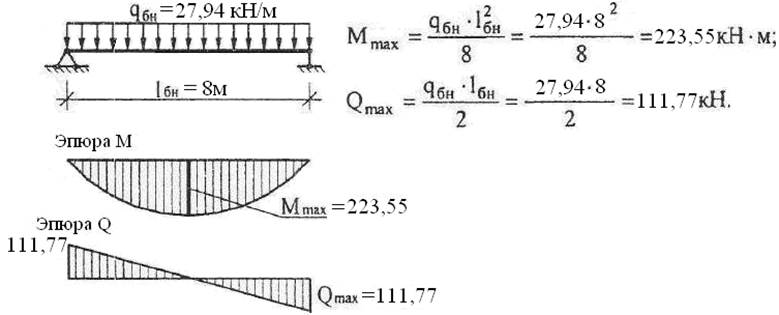
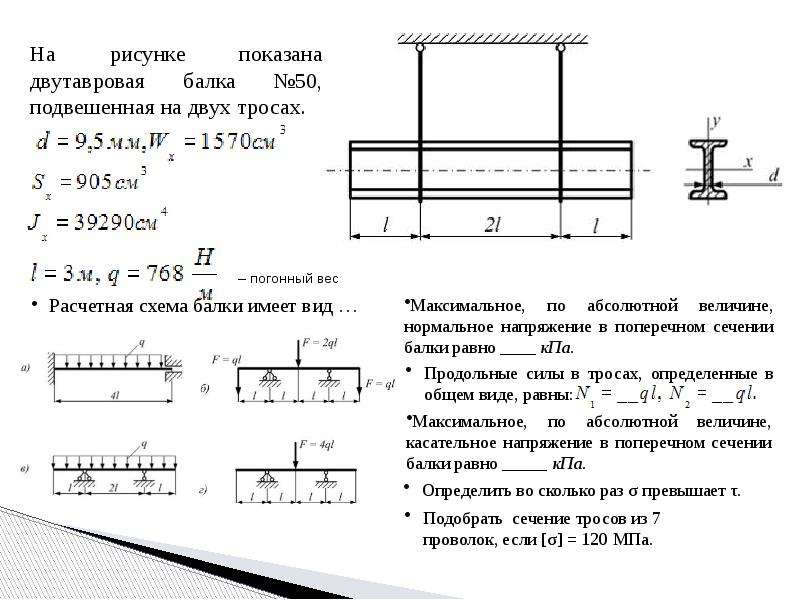 Позиций – порядка 22.
Позиций – порядка 22. Число же 25 в номере указывает на высоту изделия. Это может быть совершенно самостоятельный элемент. В этом случае не требуются дополнительные усилия по обработке.
Число же 25 в номере указывает на высоту изделия. Это может быть совершенно самостоятельный элемент. В этом случае не требуются дополнительные усилия по обработке. Уменьшение массы балки достигается плотной корреляцией параметров поперечного сечения балки с усилиями, возникающими в балке под действием расчётной нагрузки. Однако существует большое количество нерешённых вопросов касательно работы оптимизированной балки под нагрузкой. Особенно остро стоят вопросы, касающиеся местной и общей устойчивости балки. Учитывая тенденции развития способов и возможностей производства строительных конструкций, можно предположить, что уже скоро станет возможным промышленное производство металлических оптимизированных балок.
Уменьшение массы балки достигается плотной корреляцией параметров поперечного сечения балки с усилиями, возникающими в балке под действием расчётной нагрузки. Однако существует большое количество нерешённых вопросов касательно работы оптимизированной балки под нагрузкой. Особенно остро стоят вопросы, касающиеся местной и общей устойчивости балки. Учитывая тенденции развития способов и возможностей производства строительных конструкций, можно предположить, что уже скоро станет возможным промышленное производство металлических оптимизированных балок. Таким образом, параметрическое проектирование неизбежно приходит к задаче оптимизации сложных моделей. Одним из наиболее эффективных алгоритмов оптимизации является генетический алгоритм [2, 3]. В этой работе мы не будем останавливаться на принципах работы алгоритмов. Основной интерес представляют несущие конструкции, которые можно получить методом оптимизации. Уже существует несколько примеров эффективного проектирования несущих конструкций с применениями различных алгоритмов оптимизации [4, 5]. В качестве объекта данного исследования был принят простейший элемент конструкции типа балка. Известно, что для балки, работающей на изгиб, наиболее эффективным решением поперечного сечения является двутавр. Предметом исследования стали работа модели оптимизированной двутавровой балки под расчётной нагрузкой и топология самой балки.
Таким образом, параметрическое проектирование неизбежно приходит к задаче оптимизации сложных моделей. Одним из наиболее эффективных алгоритмов оптимизации является генетический алгоритм [2, 3]. В этой работе мы не будем останавливаться на принципах работы алгоритмов. Основной интерес представляют несущие конструкции, которые можно получить методом оптимизации. Уже существует несколько примеров эффективного проектирования несущих конструкций с применениями различных алгоритмов оптимизации [4, 5]. В качестве объекта данного исследования был принят простейший элемент конструкции типа балка. Известно, что для балки, работающей на изгиб, наиболее эффективным решением поперечного сечения является двутавр. Предметом исследования стали работа модели оптимизированной двутавровой балки под расчётной нагрузкой и топология самой балки.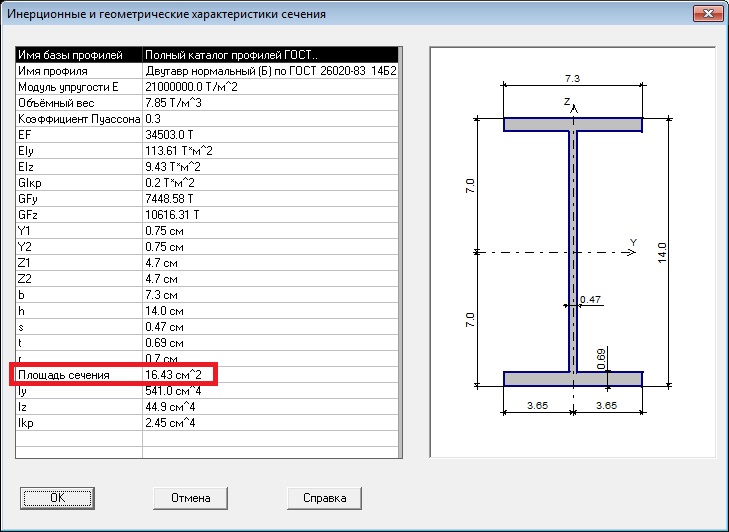 Оптимизируемыми параметрами являются геометрические характеристики каждого поперечного сечения балки, а именно, высота и толщина стенки двутавра, ширина и толщина полки двутавра. Задачу оптимизации можно охарактеризовать как многопараметрическую.
Оптимизируемыми параметрами являются геометрические характеристики каждого поперечного сечения балки, а именно, высота и толщина стенки двутавра, ширина и толщина полки двутавра. Задачу оптимизации можно охарактеризовать как многопараметрическую.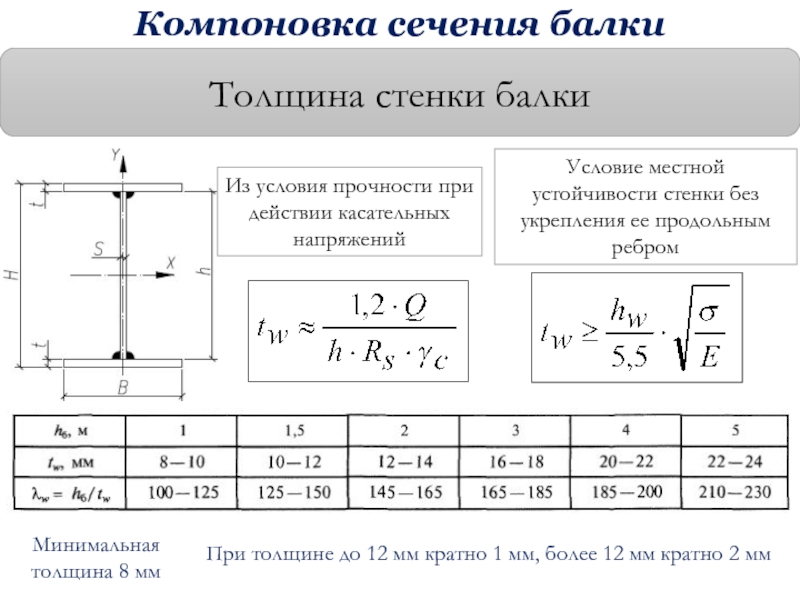 Также в отдельных случаях учитывались требования ТКП 45-3.03232-2011 и ТКП БК 1993 [7]. Для упрощения эксперимента никакие нормативные коэффициенты не учитывались.
Также в отдельных случаях учитывались требования ТКП 45-3.03232-2011 и ТКП БК 1993 [7]. Для упрощения эксперимента никакие нормативные коэффициенты не учитывались. 1). Оптимизированная балка постоянного сечения имела массу на 14,43 % меньше чем эталонная.
1). Оптимизированная балка постоянного сечения имела массу на 14,43 % меньше чем эталонная.