Люнеты токарные для станков: неподвижные (стационарные) и подвижные
Полезная информация
В данной рубрике представлены люнеты для токарных станков. Они необходимы для поддержания длинных и нежестких заготовок с целью предотвращения их деформации от усилия резания. Использование этой дополнительной оснастки повышает и виброустойчивость при обработке.
Все люнеты для токарных станков имеют опорное основание с отверстиями для болтов и С-образную скобу, в которой установлены подвижные кулачки. Заготовка закрепляется в кулачках. Их прижим регулируется по отдельности винтовыми механизмами. Такая оснастка служит для дополнительной фиксации обрабатываемой детали, что заметно повышает качество выполняемых работ.
Виды изделий
-
Люнет неподвижный – имеет три кулачка для удержания заготовки. Крепится на станине станка и остается неподвижным в процессе обработки детали, жестко фиксируя ее. -
Люнет подвижный – имеет два кулачка и устанавливается на продольном суппорте токарного станка. При обработке двигается вдоль заготовки параллельно резцу и повторяет движения режущего инструмента.
При обработке двигается вдоль заготовки параллельно резцу и повторяет движения режущего инструмента.
 При обработке двигается вдоль заготовки параллельно резцу и повторяет движения режущего инструмента.
При обработке двигается вдоль заготовки параллельно резцу и повторяет движения режущего инструмента.
Как выбрать люнет токарный?
Следует подбирать оснастку под конкретную марку и модель токарного станка. Это является залогом того, что она подойдет по размеру, конструкции и особенностям крепления. Также обратите внимание на кулачки. Многие люнеты имеют чугунные кулачки, хотя у некоторых есть специальное покрытие для защиты детали от трения. Сам корпус может быть окрашен для предотвращения коррозии металла.
В нашем интернет-магазине вы можете купить люнет неподвижный или подвижный для своего токарного станка. Мы предлагаем фирменную оснастку к оборудованию ведущих производителей, таких как JET, Optimum, PROMA, Энкор и др. Выбирайте то, что нужно для работы, и делайте заказ на сайте или звоните по телефону 8-800-333-83-28.
В нашем интернет-магазине вы можете приобрести люнеты токарные для станков в Москве, Санкт-Петербурге, Нижнем Новгороде, Челябинске, Екатеринбурге, Казани и других городах РФ с гарантией производителя.
Люнет подвижный и неподвижный для токарных станков
Описание подвижных и неподвижных люнетов для токарных станков:
Люнеты применяются при обработке длинных и недостаточно жестких изделий, прогибающихся от собственного веса и в особенности под действием резца.Люнеты бывают неподвижные и подвижные. Неподвижный люнет прикрепляется к направляющим станины планкой 1 и болтом 2 (одним или двумя). Поэтому основание корпуса 3 имеет снизу поверхность ровную или с канавками, в соответствии с сечением направляющих станины. Верхняя часть люнета откидная, одним концом 4 соединенная шарнирно с корпусом, а другим 5 по мере необходимости закрепляемая болтом. Обрабатываемое изделие поддерживается тремя роликами сухарей 6, из которых два находятся в нижней части (в корпусе) и один — в верхней откидной части люнета.
При установке изделие вставляют специально проточенной для этого шейкой в люнет, прикрывают его верхней частью, после чего винтами 7 сухари подводят к поверхности шейки и закрепляют неподвижно болтами 8. При работе между шейкой удерживаемого таким образом изделия и сухарями люнета возникает сильное трение, отчего, сильно нагреваясь, истираются сухари или портится обрабатываемое изделие. Поэтому в последнее время начали применять сухари, снабженные роликами 9. Подвижный люнет устанавливается на суппорте и крепится болтами. Спереди он делается как бы открытым. Два сухаря (реже три) люнета упираются роликами в изделие несколько сзади резца и, перемещаясь вместе с ним, воспринимают на себя его давление. При обработке очень тонких валов приходится ставить ряд люнетов, из которых несколько неподвижных и всегда один подвижный. При скоростном точении длинных валов применяются люнеты с сухарями, оснащенными твердым сплавом, или с роликовыми сухарями, которые меньше изнашиваются сами и не портят изделие. На центрование валов в люнетах расходуется обычно много времени. Этого не наблюдается при применении самоцентрирующих люнетов.
При работе между шейкой удерживаемого таким образом изделия и сухарями люнета возникает сильное трение, отчего, сильно нагреваясь, истираются сухари или портится обрабатываемое изделие. Поэтому в последнее время начали применять сухари, снабженные роликами 9. Подвижный люнет устанавливается на суппорте и крепится болтами. Спереди он делается как бы открытым. Два сухаря (реже три) люнета упираются роликами в изделие несколько сзади резца и, перемещаясь вместе с ним, воспринимают на себя его давление. При обработке очень тонких валов приходится ставить ряд люнетов, из которых несколько неподвижных и всегда один подвижный. При скоростном точении длинных валов применяются люнеты с сухарями, оснащенными твердым сплавом, или с роликовыми сухарями, которые меньше изнашиваются сами и не портят изделие. На центрование валов в люнетах расходуется обычно много времени. Этого не наблюдается при применении самоцентрирующих люнетов.
Особенности работы с люнетами для токарных станков: виды и их установка
Каждый домашний мастер, который имеет достаточно большой опыт работы с токарным станком, знаком с люнетами. Речь идет о специальных приспособлениях для металлорежущих станков, на которые возлагается роль дополнительной опоры для вращающихся при обработке деталей. При помощи люнета можно избежать прогиба детали, создаваемого усилиями при резании или собственным весом. Другим их положительным свойством является виброустойчивость.
Речь идет о специальных приспособлениях для металлорежущих станков, на которые возлагается роль дополнительной опоры для вращающихся при обработке деталей. При помощи люнета можно избежать прогиба детали, создаваемого усилиями при резании или собственным весом. Другим их положительным свойством является виброустойчивость.
Виды люнетов
Можно выделить два типа люнетов для токарных станков:
- неподвижный;
- подвижный.
Неподвижный люнет
Основное предназначение этого приспособления — обеспечение поддержки длинным заготовкам и создание условий для надежной обработки, исключающей образование вибрации. Его устанавливают на станину станка, используя для этого плиту с нижним зацеплением.
Подвижный люнет
Местом размещения этого приспособления выступает продольный суппорт токарных станков. За счет этого оно двигается по той же траектории, что и токарный резец. Благодаря подвижным элементам удается избежать упругого зажима длинных и тонких заготовок в результате давления, создаваемого токарным резцом.
Обработка нежестких деталей
В процессе работы за токарным станком часто не удается достичь желаемого результата при использовании деталей, длина которых превышает в 10-12 раз диаметр, в сочетании с традиционными методами зажима. Устранить этот недостаток можно путем добавочного закрепления детали. Решить эту задачу позволяют люнеты для токарных станков. Следует заметить, что люнеты бывают разными и предусматривают свои особенности в плане работы с ними.
Неподвижные люнеты для токарных станков и их использование
Местом размещения неподвижного люнета служит станина станка, а в качестве зажимного элемента используется болт и планка. В корпусе этого приспособления можно выделить несколько основных элементов:
- основание;
- крышка, которая скреплена с основанием при помощи шарнира.
Чтобы можно было зафиксировать крышку в рабочем положении, предусмотрен откидной болт с фасонной головкой. Особенностью конструкции люнета для токарных станков является наличие трех кулачков, среди которых два находятся в основании, а еще один на крышке. Подобные кулачки предусматривают возможность изменения их положения в отверстиях, сделанных в корпусе, что осуществляется при помощи регулировочных болтов. Чтобы зафиксировать кулачки в необходимом положении, используют соответствующие винты.
Подобные кулачки предусматривают возможность изменения их положения в отверстиях, сделанных в корпусе, что осуществляется при помощи регулировочных болтов. Чтобы зафиксировать кулачки в необходимом положении, используют соответствующие винты.
Традиционным материалом для кулачков люнетов служит чугун. Если условия работы создают вероятность того, что поверхность обрабатываемой заготовки будет повреждена в результате трения о кулачки, то нелишним будет дополнить разместить на стальные кулачки защиту в виде бронзовых наконечников. Альтернативным этому решением могут быть кулачки, рабочая поверхность которых имеет специальное покрытие на основе баббита. В тех случаях, когда предполагается слишком быстрый износ кулачков, защиту рабочих поверхностей обеспечивает покрытие из твердого сплава, создаваемого путем наплавления. Заменить их можно люнетами для токарных станков, у которых кулачки имеют встроенные ролики.
Неподвижный люнет для токарных станков устанавливают на токарном станке следующим образом.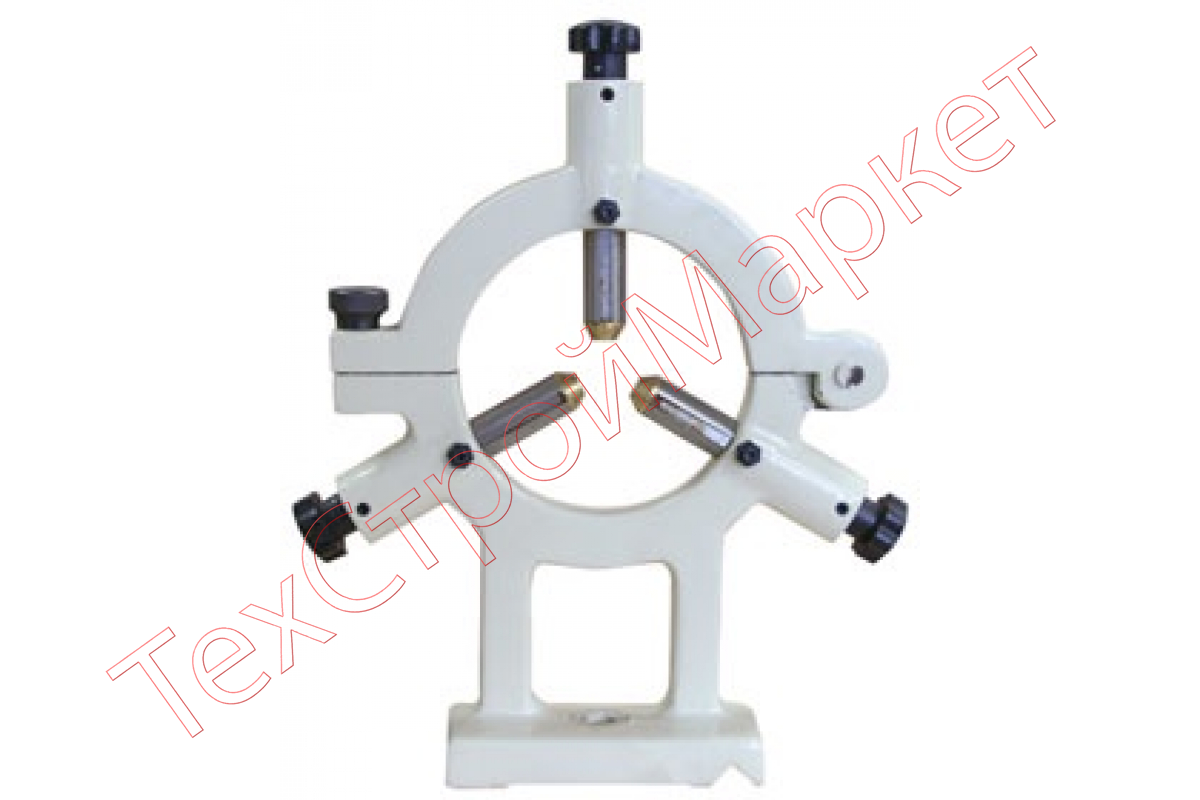 Саму заготовку фиксируют в центрах, а в качестве опоры для нее выступают три кулачка люнета, которые должны быть предварительно настроены. Если приходится иметь дело с заготовкой, имеющей точные размеры либо уже прошедшей обработку, то установка люнета может быть проведена без предварительного протачивания шейки на участках, где будут размещаться кулачки люнета для токарных станков. Иначе все же потребуется проточить шейку там, где заготовка будет контактировать с кулачками.
Саму заготовку фиксируют в центрах, а в качестве опоры для нее выступают три кулачка люнета, которые должны быть предварительно настроены. Если приходится иметь дело с заготовкой, имеющей точные размеры либо уже прошедшей обработку, то установка люнета может быть проведена без предварительного протачивания шейки на участках, где будут размещаться кулачки люнета для токарных станков. Иначе все же потребуется проточить шейку там, где заготовка будет контактировать с кулачками.
Процедура обработки шейки, которая по своей длине должна слегка превышать ширину кулачков люнета, может быть выполнена несколькими способами.
- Если работа осуществляется с заготовкой, имеющей большую длину и незначительную толщину, то ее зажимают в центрах, после чего приступают к точке шейки в заранее определенном месте. Важно по возможности минимизировать подачу и глубину резания, тем самым это позволит предотвратить прогиб вала и вибрации. Этим же руководствуются, когда выставляют наиболее максимальный главный угол резца, а радиус закругления вершины резца минимизируют, при этом передней поверхности следует придать выгнутую форму. Главной режущей кромке резца желательно придать отрицательный угол наклона. Это приведет к тому, что резец будет как бы натягивать детали на себя. Если для резца будет выставлен положительный угол наклона, то удастся обеспечить обратный эффект в виде отталкивания детали, что чревато образованием вибрации.
- Если приходится иметь дело с очень длинной и тонкой заготовкой, из-за чего не получается проточить шейку в центре, придерживаясь вышеперечисленных правил, то выходом может стать проточка временных шеек, которые должны находиться как можно ближе к передней бабке. Если шейка будет проточена на расстоянии от передней бабки, соответствующем одной четверти общей длины заготовки, то против нее размещается люнет, после чего процедуру повторяют, создавая еще одну временную или требуемую шейку.
 Главной режущей кромке резца желательно придать отрицательный угол наклона. Это приведет к тому, что резец будет как бы натягивать детали на себя. Если для резца будет выставлен положительный угол наклона, то удастся обеспечить обратный эффект в виде отталкивания детали, что чревато образованием вибрации.
Главной режущей кромке резца желательно придать отрицательный угол наклона. Это приведет к тому, что резец будет как бы натягивать детали на себя. Если для резца будет выставлен положительный угол наклона, то удастся обеспечить обратный эффект в виде отталкивания детали, что чревато образованием вибрации.Установка люнетов для токарных станков
Для установки люнетов можно использовать несколько методов.
Размещать это приспособление по заготовке можно при выполнении следующего условия: деталь имеет точные геометрические размеры либо уже была подвергнута обработке. Прибегать к этому методу допускается, лишь если планируется проводить грубые работы. В тех ситуациях, когда наблюдается прогиб заготовки, вызванным действием ее собственного веса, к ней нужно сперва подвести два кулачка, а лишь затем зафиксировать верхний.
Прибегать к этому методу допускается, лишь если планируется проводить грубые работы. В тех ситуациях, когда наблюдается прогиб заготовки, вызванным действием ее собственного веса, к ней нужно сперва подвести два кулачка, а лишь затем зафиксировать верхний.
Если предстоит выполнять чистовые и точные работы, то использовать подобный метод установки люнета недопустимо. Дело в том, что в случае совершения просчётов с размещением этого приспособления высока вероятность того, что заготовка будет иметь различные диаметры по всей длине.
В случае наличия у заготовки обработанной поверхности для установки люнета рекомендуется использовать короткую оправку, в качестве которой обычно выступает цилиндрический валик, диаметром, равным диаметру заготовки в том участке, где она будет контактировать с люнетом. Один конец оправки нужно зафиксировать в патроне, по другому же, который сначала нужно выверить, используя рейсмус или индикатор, или его можно обточить, выполняют установку кулачков люнета. Само же это приспособление должно в этот момент располагаться рядом с передней бабкой, а когда кулачки окажутся на своем рабочем месте, его сдвигают параллельно станине до того момента, пока он не примет необходимое положение.
Само же это приспособление должно в этот момент располагаться рядом с передней бабкой, а когда кулачки окажутся на своем рабочем месте, его сдвигают параллельно станине до того момента, пока он не примет необходимое положение.
Заключение
Во время обработки на токарном станке металлических заготовок приходится сталкиваться с таким неприятным явлением, как вибрации. Из-за них часто не удается обеспечить изделиям необходимые размеры. Решить эту проблему можно при помощи люнетов. Эти приспособления позволяют обеспечить более жесткую фиксацию обрабатываемого изделия, сводя к минимуму возможные погрешности по выдерживанию требуемых размеров.
Оцените статью: Поделитесь с друзьями!
| Наименование | Обозначение | Диапазон диаметров, мм | Цена, руб |
| Люнет подвижный к станку 1К62 | ЛП1К62-140 | 10-140 | по запросу |
| Люнет подвижный к станку 1К625 | ЛП1К625-150 | 10-150 | по запросу |
| Люнет неподвижный к станку 1К62 кулачковый | ЛН1К62-150К | 10-150 | по запросу |
| Люнет неподвижный к станку 1К62 роликовый | ЛН1К62-150Р | 10-150 | по запросу |
| Люнет подвижный к станку 16К20 | ЛП16К20-150 | 10-150 | по запросу |
| Люнет подвижный к станку 16К20 | оригинал, чугун | 10-80 | по запросу |
| Люнет неподвижный к станку 16К20 кулачковый | оригинал, чугун | 10-140 | по запросу |
| Люнет неподвижный к станку 16К20 кулачковый | ЛН16К20-160К | 10-160 | по запросу |
| Люнет неподвижный к станку 16К20 роликовый | ЛН16К20-150Р | 10-150 | по запросу |
| Люнет неподвижный к станку 16К20 роликовый | ЛН16К20-200Р | 50-200 | по запросу |
| Люнет неподвижный к станку 16К20 роликовый | ЛН16К20-270Р | 150-270 | по запросу |
| Люнет неподвижный к станку 1К62 роликовый | ЛН1К62-270Р | 150-270 | по запросу |
| Люнет неподвижный к станку 16К25, МК6056, МК6057, МК6058 роликовый | ЛН16К25-150Р | 10-150 | по запросу |
| Люнет неподвижный к станку 16К25, МК6056, МК6057, МК6058 роликовый | ЛН16К25-200Р | 50-200 | по запросу |
| Люнет неподвижный к станку 16К25, МК6056, МК6057, МК6058 роликовый | ЛН16К25-270Р | 150-270 | по запросу |
| Люнет неподвижный к станку 1К625 кулачковый | ЛН1К625-160К | 10-160 | по запросу |
| Люнет подвижный к станку 1М63, 163 (ДИП-300) | ЛП1М63-200 | 20-200 | по запросу |
| Люнет подвижный к станку 1М63, 163 (ДИП-300) | ЛП1М63-300 | 120-300 | по запросу |
| Люнет неподвижный к станку 1М63, 163 (ДИП-300) кулачковый | ЛН1М63-200-К | 12-200 | по запросу |
| Люнет неподвижный к станку 1М63, 163 (ДИП-300) роликовый | ЛН1М63-200Р | 12-200 | по запросу |
| Люнет неподвижный к станку 1М63, 163 (ДИП-300) роликовый | ЛН1М63-280Р | 80-280 | по запросу |
| Люнет неподвижный к станку 1М63, 163 (ДИП-300) роликовый | ЛН1М63-360Р | 160-360 | по запросу |
| Люнет неподвижный к станку 1М63, 163 (ДИП-300) роликовый | ЛН1М63-360Р-1 | 20-360 | по запросу |
| Люнет неподвижный к станку 1М63, 163 (ДИП-300) роликовый | ЛН1М63-500Р | 300-500 | по запросу |
| Люнет подвижный к станку 1М64, 16К40, 1А64 (ДИП-400) | ЛП1М64-200 | 20-200 | по запросу |
| Люнет подвижный к станку 1М64, 16К40, 1А64 (ДИП-400) | ЛП1М64-300 | 120-300 | по запросу |
| Люнет неподвижный к станку 1М64, 16К40, 1А64 (ДИП-400) кулачковый | ЛН1М64-200-К | 12-200 | по запросу |
| Люнет неподвижный к станку 1М64, 16К40, 1А64 (ДИП-400) роликовый | ЛН1М64-200Р | 12-200 | по запросу |
| Люнет неподвижный к станку 1М64, 16К40, 1А64 (ДИП-400) роликовый | ЛН1М64-360Р | 160-360 | по запросу |
| Люнет неподвижный к станку 1М64, 16К40, 1А64 (ДИП-400) роликовый | ЛН1М64-360Р-1 | 20-360 | по запросу |
| Люнет неподвижный к станку 1М64, 16К40, 1А64 (ДИП-400) роликовый усиленный | ЛН1М64-400Р | 20-400 | по запросу |
| Люнет неподвижный к станку 1М64, 16К40, 1А64 (ДИП-400) роликовый | ЛН1М64-550Р | 350-550 | по запросу |
| Люнет подвижный к станку 1М65, 165 (ДИП-500) | ЛП1М65-200 | 20-200 | по запросу |
| Люнет подвижный к станку 1М65, 165 (ДИП-500) | ЛП1М65-300 | 100-300 | по запросу |
| Люнет неподвижный к станку 1М65, 165 (ДИП-500) роликовый облегченный | ЛН1М65-360Р | 30-360 | по запросу |
| Люнет неподвижный к станку 1М65, 165 (ДИП-500) роликовый | ЛН1М65-400Р | 20-400 | по запросу |
| Люнет неподвижный к станку 1М65, 165 (ДИП-500) роликовый | ЛН1М65-500Р | 100-500 | по запросу |
| Люнет неподвижный к станку 1М65, 165 (ДИП-500) роликовый | ЛН1М65-650Р | 250-650 | по запросу |
| Люнет неподвижный к станку 1М65, 165 (ДИП-500) роликовый | ЛН1М65-710Р | 350-710 | по запросу |
| Люнет неподвижный к станку 1М65, 165 (ДИП-500) роликовый | ЛН1М65-800Р | 400-800 | по запросу |
Зачем нужен люнет при токарной обработке
Чем длиннее заготовка, тем сложнее токарю с ней работать. И тут на помощь приходят особые удерживающие устройства – люнеты. В некоторых случаях без их участия вообще нельзя обойтись.
И тут на помощь приходят особые удерживающие устройства – люнеты. В некоторых случаях без их участия вообще нельзя обойтись.
Что это за ситуации?
Причина первая: слишком длинная заготовка
Представьте, что вам нужно обработать очень длинное металлическое изделие небольшого диаметра. Во время резания возникает эффект провисания. Заготовка вращается, подобно веретену – образуя утолщение в центральной её части. Это ведёт к неравномерной обработке и может вызвать удары и вибрации, а также заклинивание и разрушение резца и самой болванки.
Токарный люнет – это своеобразная опора. Он помогает удерживать цилиндрическую заготовку в строго горизонтальном положении, но при этом за счёт своей конструкции не препятствует её вращению вокруг собственной оси.
Если обрабатываемая деталь очень длинная, то без люнета обработать её просто невозможно. Пренебрежение им не только ухудшит качество обработки, но и может быть крайне опасным, так как при повышенных оборотах болванка может сильно трястись, что грозит поломкой инструмента и даже станка.
Причина вторая: обработка торца
Впрочем, длина заготовки – не единственная причина использовать люнет во время токарной обработки. Если вам необходимо обработать её торец, то у вас просто нет возможности закрепить болванку за этот торец – ведь он будет подвергнут расточке.
В такой ситуации токарный люнет закрепляется максимально близко к обрабатываемому участку. Данная операция почти всегда выполняется на финальном этапе, когда вся остальная часть заготовки уже проточена начисто.
Как работает люнет?
Принцип работы токарного люнета довольно простой. Он основан на центровки обрабатываемой заготовки с помощью нескольких опор, расположенных равномерно по кругу. При этом деталь может свободно крутиться за счёт того, что в месте соприкосновения с болванкой опора имеет вращающийся ролик.
Виды люнетов для токарных станков
Люнеты для токарных станков бывают разными. Основное их отличие – в креплении. Бывают люнеты неподвижные, а бывают мобильные. Первые крепятся к станине станка и во время обработки остаются на одном и том же месте. Вторые крепятся не к станине, а на продольный суппорт. Поэтому их местоположение меняется в зависимости от того, куда перемещается токарный резец вдоль заготовки.
Основное их отличие – в креплении. Бывают люнеты неподвижные, а бывают мобильные. Первые крепятся к станине станка и во время обработки остаются на одном и том же месте. Вторые крепятся не к станине, а на продольный суппорт. Поэтому их местоположение меняется в зависимости от того, куда перемещается токарный резец вдоль заготовки.
Разберем подробнее обе конструкции.
Неподвижный люнет
имеет три кулачка, или ролика, для фиксации заготовки. Два из них удерживают деталь снизу, третий – сверху. По сути, болванка при расточке размещается на нижних опорах и прижимается сверху. Это исключает вибрации во время обработки, что значительно улучшает её качество.
Подвижный люнет
содержит два кулачка для упора детали: один – сверху, другой – с боку, напротив резца. Сам резец выступает в роли третьего упора. Таким образом конструкция помогает избежать изгибов тонких и длинных деталей под воздействием на них резца.
Подчеркнём, что подвижный люнет легче устанавливается, но стационарный вариант обеспечивает более высокую точность обработки и позволяет обрабатывать более длинные и габаритные детали.
Преимущества использования люнетов
Что самое главное на производстве? Качественная обработка и соблюдение техники безопасности. Люнет поможет и с тем, и с другим.
За счёт увеличения точности расточки значительно снизится количество бракованных изделий.
Безопасность рабочего процесса также повысится. Меньше шансов, что повышенные вибрации приведут к чрезвычайной ситуации, так как интенсивность тряски обрабатываемой детали при использовании люнетов сводится к нулю.
А надежность, длительный срок службы и простота эксплуатации лишь добавляют плюсов.
Только проверенные поставщики
Однако стоит сразу предостеречь, что качество обработки напрямую зависит от используемого инструмента. Он должен быть прочным и качественным. И изготовлен проверенным поставщиком.
Компания ТИГРОТЕХ может гарантировать надежность немецкой оснастки. Люнеты SMW Autoblok отлично зарекомендовали себя во всём мире. Они отличаются высокой точностью и износостойкостью. При этом цена на люнеты SMW-Autoblok ниже, чем у чем у аналогов соответствующего качества.
Люнеты SMW Autoblok отлично зарекомендовали себя во всём мире. Они отличаются высокой точностью и износостойкостью. При этом цена на люнеты SMW-Autoblok ниже, чем у чем у аналогов соответствующего качества.
В нашем каталоге собраны люнеты SMW-Autoblok и расходные материалы для них — цилиндрические ролики для рычагов люнета. Там же можно посмотреть актуальные цены и наличие. А ниже — видеоролик, где вы сможете подробнее узнать о конструкции люнетов SMW-Autoblok.
Люнет для токарного станка: устройство и другие нюансы
Люнет – это дополнительное приспособление для станка, которое исполняет роль основной или второстепенной опоры при работе с заготовками. Часто устройство используют, чтобы придать устойчивости обрабатываемым деталям и избежать их повреждений или деформаций. Люнет для токарного станка бывает нескольких видов, каждый из которых по-своему влияет на обработку заготовок. В этой статье мы проанализируем все функциональные возможности данного приспособления, его преимущества и недостатки.
Люнет для токарного станка бывает нескольких видов, каждый из которых по-своему влияет на обработку заготовок. В этой статье мы проанализируем все функциональные возможности данного приспособления, его преимущества и недостатки.
Статичный люнет и его строение
Статичное устройство устанавливается на станину при помощи нижнего зацепления. Основной задачей неподвижного люнета является поддерживание габаритных деталей во время работы с ними. Таким образом, удается избежать ненужных вибраций и повысить точность обработки заготовок. Статичный прибор имеет несколько ключевых элементов строения:
- основание;
- крышка на шарнирном креплении.
Для рабочей фиксации крышки в конструкции устройства имеется откидной болт со специальной головкой. В основании и на крышке люнета располагается три кулачка для фиксации. Посредством их регулировки оператор станка может подгонять прибор под размер обрабатываемых деталей. Для этого в конструкции прибора предусмотрены специальные болты.
Фиксаторы для люнетов изготовляют предпочтительно с чугуна. Чтобы избежать повреждения особо хрупких деталей кулачками прибора, на них устанавливают специальное защитное покрытие (как правило, бронзовое).
Некоторые производители создают люнеты сразу с защитным покрытием на кулачках. Но не только обрабатываемые детали страдают от фиксаторов устройства, но и сами кулачки изнашиваются в ходе работы. Именно поэтому их также создают на основе особо твердых сплавов.
Установка неподвижного люнета осуществляется в несколько этапов:
- Зафиксировать обрабатываемую деталь в центрах станка.
- Предварительно настраивают все три кулачка прибора.
- Шейку заготовки подтачивают в месте соприкосновения с кулачками люнета.
- Фиксируют заготовку для работы.
Стоит отметить, что не всегда требуется предварительная обточка шейки заготовки. Если деталь уже предварительно обработана или имеет фиксированные размеры, то обточку можно не делать.
Подвижный люнет и его строение
Данное устройство располагается на продольном суппорте станка. Благодаря такому расположению, мобильный люнет выполняет движения с той же траекторией, что и резец станка. Таким образом, уменьшается давление на деталь со стороны токарного резца. Подвижный тип прибора тоже имеет свою классификацию:
Благодаря такому расположению, мобильный люнет выполняет движения с той же траекторией, что и резец станка. Таким образом, уменьшается давление на деталь со стороны токарного резца. Подвижный тип прибора тоже имеет свою классификацию:
- По системе зажимов. Существуют роликовые и кулачковые системы фиксации. Крепление при помощи роликов обеспечивает удобное скольжение заготовки во время выполнения работ, в то время, когда кулачковые обеспечивают лучший контроль над положением детали.
- По специфике обработки. Для шлифовки, обточки или создания подшипников могут использоваться разные типы приборов.
- По типу настройки фиксаторов. В данных устройствах кулачки или ролики могут настраиваться вручную или при помощи гидравлического привода.
- По количеству фиксаторов. Большинство приборов производятся с тремя кулачками, но есть модели и с большим количеством фиксаторов.
Мобильный люнет прикрепляют к каретке суппорта и используют в тех случаях, когда есть необходимость произвести чистую обточку или сделать резьбу на длинных заготовках. Как и неподвижный люнет, благодаря настраиваемым кулачкам, имеет возможность фиксировать совершенно разные по диаметру детали.
Как и неподвижный люнет, благодаря настраиваемым кулачкам, имеет возможность фиксировать совершенно разные по диаметру детали.
Максимальный диаметр обрабатываемой заготовки зависит от модели устройства и находится в диапазоне от 20 до 250 мм. Ключевые элементы конструкции подвижного люнета:
- Откидная крышка.
- Заготовка для обработки.
- Колодки.
- Винты для установки.
- Корпус.
Перед началом работы на детали необходимо обточить зону, в которой она будет соприкасаться с фиксаторами люнета. Кулачки необходимо зажимать плавно и медленно для надежного и равномерного зажатия. При правильной фиксации заготовка будет оставаться неподвижной даже при очень серьезных нагрузках. После завершения работ кулачки постепенно отводятся или открывается крышка устройства.
Плюсы и минусы устройства
Правильно установленный люнет любого типа способен значительно повысить точность проводимых работ, целостность деталей, обезопасить и облегчить работу оператора. Устройство расширяет минимальные и максимальные параметры обрабатываемых заготовок, предоставляет дополнительные углы фиксации деталей. Прибор несложен в использовании и установке, надежен.
Устройство расширяет минимальные и максимальные параметры обрабатываемых заготовок, предоставляет дополнительные углы фиксации деталей. Прибор несложен в использовании и установке, надежен.
Мобильный люнет легче устанавливать, но неподвижный обеспечивает большую точность обработки. Перед началом работы особое внимание следует обратить на подгон кулачков и тщательно проверить фиксацию заготовки, что немного снижает интенсивность производства. Стоимость современных моделей данных приборов может несколько снизить область их применения.
Видео: люнеты для токарного станка.
Важные нюансы
Перед покупкой или применением этих устройств следует ознакомиться со следующими важными моментами:
- Обточку места соприкосновения детали с фиксаторами люнета можно проводить только в случае черновых работ. Если деталь имеет фиксированные размеры или ее поверхность уже была предварительно обработана, то не стоит проводить с ней предварительную обточку.
- Если оператор проводить чистовые работы, но есть необходимость надежно закрепить деталь, то можно использовать специальный валик-накладку цилиндрической формы. По диаметру он должен быть сходным с диаметром обрабатываемой заготовки в месте ее контакта с кулачками люнета. Одна часть накладки фиксируется в приборе, а другая в патроне станка.
- При работе с очень тонкими или длинными деталями не всегда есть возможность предварительно проточить шейку для установки в люнете. В этом случае рекомендуют делать несколько временных шеек с максимальным приближением к передней бабке.
- Резец станка желательно настроить с отрицательным углом. В противном случае он может отталкивать деталь от себя, вследствие чего будет снижаться точность обработки.

Основными производителями люнетов являются Jet (США), Днепропресс (Украина), Астраханский станкостроительный завод (Россия), Zmm (Болгария), Proxxon (Германия), SMTCL (Китай).
Republished by Blog Post Promoter
Люнет для токарного станка своими руками
Здравствуйте, уважаемые самоделкины!
Эта статья будет интересна всем, у кого в мастерской есть токарный станок. Как любителям, так и профессионалам. Автор канала Make it Extreme, часто сталкиваясь с необходимостью обработки больших деталей на токарном станке, решил изготовить для него люнет.
Как любителям, так и профессионалам. Автор канала Make it Extreme, часто сталкиваясь с необходимостью обработки больших деталей на токарном станке, решил изготовить для него люнет.
Это приспособление позволяет обрабатывать заготовки больших диаметров и длин с высокой точностью. При помощи него создается дополнительная опора для второго края заготовки, которую стандартной задней бабкой закрепить затруднительно.
У автора вот такой токарный станок, именно для него и будет делаться приспособление.
Инструменты.
1. Токарный станок.
2. Сверлильный станок.
3. Сварочный аппарат.
4. Плазменный резак.
5. Болгарка.
6. Торцовочная пила.
7. Мелочевка — молотки, сверла, и т.д.
Материалы.
Стальная пластина толщиной 25 мм.
Стальная полоса, лист.
Шпилька диаметром 12 мм.
Подшипники, болты, шайбы, гайки…
Краска.
Для начала, замеряет размеры направляющих.
Затем, из стальной пластины вырезает самую нижнюю часть основания, на котором и будет крепиться люнет.
Примеряет заготовку к направляющим, она будет находиться под ними.
В ее центре сверлит отверстие для зажима, начиная с малых диаметров сверел.
В роли зажима будет выступать болт, вставляет его в отверстие и зажимает гайками.
Теперь автор фиксирует головку болта при помощи сварки с одной стороны.
Затем переворачивает заготовку и проваривает вторую половинку головки болта.
Устанавливает под направляющие и надевает вторую часть, надевает шайбу и накручивает гайку.
Это — механизм фиксации положения люнета на направляющих. При отжатой гайке он легко двигается.
Закрутив гайку — положение фиксируется.
Размеры подошли, а так как верхняя часть была только прихвачена сваркой, проваривает швы.
Из такой же стальной пластины изготавливает последнюю, самую верхнюю часть основания. А для того, чтобы был доступ к зажимной гайке торцевым ключом, сверлит в ней отверстие коронкой.
Из листовой стали автор вырезал вот такие заготовки для корпуса люнета.
А вот и плазморез.
У заготовок корпуса срезает часть окружности, что бы они имели ровный край для установки на основание.
Зачищает срез болгаркой.
Сверлит отверстия для соединительных болтов.
Вставляет болт с надетой гайкой в просверленное отверстие, и накручивает удлиненную гайку.
Затем прикладывает вторую панель и фиксирует болтами.
Затягивает болты.
Готовит основание к сварке.
Шов получается — просто загляденье.
Устанавливает две панели на основание. Вот так они будут выглядеть вместе.
Приваривает раму корпуса к основанию.
Зачищает шов при помощи болгарки.
Обратите внимание на профиль основания.
Приступает к сборке корпусов регулируемых прижимов, их нужно будет три. Для них использует стальную полосу.
Удлиненные гайки вкладывает между полосами, зажимает струбциной.
Выкладывает еще две пары гаек, вставляет последнюю полосу.
Прихватывает сваркой точечно по всей длине, гайки не приваривает, только полосы между собой.
Убрав гайки, проваривает швы.
Разметив полученную прямоугольную профильную трубу, разрезает торцовочной пилой. Профиль трубы получился прямоугольный из-за формы гаек, шестигранник в квадрат не вписывается.
Из шпильки нарезает три заготовки.
Зажимает заготовку в патроне токарного станка и стачивает часть резьбы.
Нарезает новую резьбу сначала резцом, затем леркой.
Накручивает «барашек» (ручку — крутилку).
Вот так будут выглядеть прижимные механизмы в сборе.
Зажимает профиль в тисках, и сверлит отверстие для фиксирующего винта. Затем нарезает резьбу.
С торца профиля приварил квадрат, и просверлил отверстие для шпильки.
Расположив прижимы по местам на раме корпуса, приваривает их.
Установил на концы прижимов подшипники, проверяет схождение в центре и соосность патрону станка.
На гибочном станке из стальной полосы изготавливает остальные детали корпуса.
Нарезав кольцо на дуги, прилаживает их к раме. И проваривает швы.
После зачистки всех поверхностей — финишная покраска аэрозольной краской.
Все готово, можно проверять на заготовке из трубы. Между подшипником и трубой подкладывает очень тонкую пластинку, для того, что бы подшипник не раздавило.
После закручивания фиксирующего винта пластинку удаляет.
Тем же способом настраивает и остальные прижимы.
Все, можно обрабатывать!
Спасибо автору за прекрасное исполнение такого очень нужного приспособления!
Всем хороших идей и послушного инструмента!
Источник (Source)
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Подробнее здесь.
Руководство по выбору опор
и опор толкателя: типы, характеристики, применение
Токарные станки используются веками. Основные токарные инструменты, которые вращают заготовку, в то время как инструмент превращает деревянную «заготовку» в готовую деталь, восходят к древним временам. В то время как токарные станки по дереву производили ножки стола, шпиндели перил, чаши, деревянные духовые инструменты и мои любимые бейсбольные биты, казалось бы, когда-либо, именно тогда, когда токарная обработка металла стала освоена в конце 18 -х годов века, началась промышленная революция. .Основным стимулом использования токарного станка для токарной обработки металла было производство стволов для пушек и пушек на арсеналах по всему миру.
Характеристики
Чтобы повернуть металлическую или деревянную прядильную деталь на токарном станке, вы должны приложить достаточное усилие через инструмент к внешнему диаметру заготовки, чтобы «повернуть» небольшое количество материала и отделиться от готовой детали. По мере того, как детали становятся длиннее с большим отношением длины к диаметру (подумайте о рукоятках метлы и стволах оружия), в игру вступают механика материалов, модуль упругости и прогиб, и инструмент не может поддерживать надлежащее давление.Когда ваш инструмент отклоняет заготовку, страдает точность размеров, а снижение давления инструмента влияет на качество и эффективность токарной обработки.
По мере того, как детали становятся длиннее с большим отношением длины к диаметру (подумайте о рукоятках метлы и стволах оружия), в игру вступают механика материалов, модуль упругости и прогиб, и инструмент не может поддерживать надлежащее давление.Когда ваш инструмент отклоняет заготовку, страдает точность размеров, а снижение давления инструмента влияет на качество и эффективность токарной обработки.
Приложения
Люнеты и следящие опоры были разработаны для решения проблемы отклонения токарного станка. Люнеты и опоры толкателя удерживают длинную заготовку в устойчивом положении во время токарной обработки. Люнеты крепятся к станине токарного станка и не перемещаются вместе с токарным станком. Они обеспечивают соосность, но ограничивают длину поддерживающего пропила.Кроме того, для достижения наилучших результатов при токарной обработке необходимо свести к минимуму вибрацию. Вибрация проблематична при любой токарной обработке, но особенно при повороте длинных шпинделей или выдолблении глубоких сосудов. Для уменьшения вибрации люнет обеспечивает необходимую поддержку. Обычно люнеты выбираются для поддержки более длинных разрезов. И люнеты, и следящие опоры используются с цилиндрическими деталями и круглой ложей. Они также используются для предотвращения раскачивания заготовки и обеспечения того, чтобы просверленное отверстие было концентричным с внешним диаметром (OD) детали.
Для уменьшения вибрации люнет обеспечивает необходимую поддержку. Обычно люнеты выбираются для поддержки более длинных разрезов. И люнеты, и следящие опоры используются с цилиндрическими деталями и круглой ложей. Они также используются для предотвращения раскачивания заготовки и обеспечения того, чтобы просверленное отверстие было концентричным с внешним диаметром (OD) детали.
Следящие опоры названы так потому, что они прикрепляются к суппорту (компонент токарного станка, который удерживает инструмент) и перемещаются вместе с токарным станком или «следуют» за ним. Некоторые длинные тонкие валы, которые имеют тенденцию к изгибу и пружинению во время обработки, требуют использования толкателя. Опора толкателя прикреплена к каретке и перемещается вместе с режущим инструментом. Опора толкателя часто используется при нарезании резьбы на длинных гибких валах. По завершении каждого нарезания резьбы необходимо удалить все заусенцы, которые могли образоваться, чтобы они не привели к смещению детали.
Технические характеристики
Ключевым компонентом люнетов и опор толкателя являются губки. У челюстей есть столбы, называемые иглами, на которых вращается работа. Иглы могут быть фиксированными стойками или телами качения. Есть два основных способа размещения перьев. Роликовые люнеты не имеют верхней пиноли. Они предназначены для обработки деталей в тоннах, измеряемых двузначными числами, и диаметром до трех метров. Веса заготовки достаточно, чтобы она при точении удерживала соприкосновение с остальными.Более легкие работы нужно проводить по всем направлениям; в противном случае сила резания инструмента может поднять заготовку с упора. Это 360-градусное сдерживание достигается тремя или четырьмя иглами. Различные подходы позволяют перемещать верхнюю стойку на место после позиционирования заготовки. К ним относятся:
- столешницы разборные
- съемный верх
- поворотный стол
- c-образные формы, открытые с одной стороны
Люнеты и следящие опоры являются очень важными компонентами токарного станка при токарной обработке длинных и узких деталей. Используемые для предотвращения провисания при токарной обработке металла и других материалов, они оказали большое влияние на развитие многих важных продуктов и машин, используемых сегодня. Транспортировка, оборона и производство электроэнергии зависят от производства длинных валов и стволов. Люнеты и опоры толкателя — надежное дополнение ко многим типам токарных станков. Они могут быть представлены в широком диапазоне конструкций и конфигураций для удовлетворения конкретных потребностей выполняемой работы.
Используемые для предотвращения провисания при токарной обработке металла и других материалов, они оказали большое влияние на развитие многих важных продуктов и машин, используемых сегодня. Транспортировка, оборона и производство электроэнергии зависят от производства длинных валов и стволов. Люнеты и опоры толкателя — надежное дополнение ко многим типам токарных станков. Они могут быть представлены в широком диапазоне конструкций и конфигураций для удовлетворения конкретных потребностей выполняемой работы.
Дополнительная информация
Сообщество CR4 — Путешествующий устойчивый материал
Сообщество CR4 — лучший способ согнуть вал клюшки
Сообщество CR4 — Создание набора динамической балансировки
Сообщество CR4 — модификации для токарных станков
Сообщество CR4 — Сварка на токарном станке
Изображение предоставлено:
RichterLünetten / CC BY-SA 2.0 DE
Как использовать люнет на токарном станке по металлу — что такое люнет
Люнет позволяет создать зону жесткости вдали от патрона, фактически, вы можете создать жесткость в любом месте, где вам нужно По пути следите за тем, чтобы в том месте, где мы собираемся его поставить, нет фишек. Люнет находится на вашем пути, и в его центре есть какая-то система поддержки, которая может перемещаться по вашей работе, это могут быть ролики, латунь или бронзовые пальцы.С роликом легче контролировать натяжение рук, некоторые люди предпочитают латунные или бронзовые пальцы, они не склонны попадать под них столько стружки, сколько под роликами. Но они оба работают одинаково, и настройка в основном одинакова.
Как пользоваться люнетом токарного станка? Хитрость заключается в том, что вам нужно иметь обработанную область на детали, по которой пальцы люнета будут ездить, чтобы установить люнет, основной порядок установки — поставить центр на конце вашей детали, а затем поддержать ту часть с центром в задней бабке, а затем вы можете обработать участок для бега люнета, затем вы можете снять хвостовую опору, установить люнет и выполнять свою работу там.
1. Первое, что вам нужно сделать, это получить центр в конце вашей части, есть два разных способа сделать это. Первый из них самый простой, просто вставьте в него свой центр и высовывайтесь наружу. Нам нужно только сделать легкий пропил, чтобы получить обработанную область для люнета, чтобы вы могли разместить его в гораздо меньшем центре, чем вы бы. Существуют и другие методы поиска центра стержня стержня: используя макет, нарисуйте на нем линию, а затем поверните ее на 90 градусов, опишите другую линию, неплохо было бы сделать еще пару углов, эти линии все собираются пересекаться в основном в одной точке.Это будет очень близко к истинному центру ложи, и, как и при выполнении других операций по проделыванию отверстий, связанных с компоновкой, вы найдете центр этих линий и пробейте его по центру. Как теперь просверлить центр? Если мы не можем сделать это на токарном станке, вы можете сделать это на сверлильном станке, хороший трюк — просто повернуть стол в сторону, и вы можете зажать материал сбоку от стола, и вы сможете Чтобы получить большую длину, вы также можете просто вставить центральное сверло в ручное сверло и приложить все усилия, чтобы снова получить его прямо.
Первый из них самый простой, просто вставьте в него свой центр и высовывайтесь наружу. Нам нужно только сделать легкий пропил, чтобы получить обработанную область для люнета, чтобы вы могли разместить его в гораздо меньшем центре, чем вы бы. Существуют и другие методы поиска центра стержня стержня: используя макет, нарисуйте на нем линию, а затем поверните ее на 90 градусов, опишите другую линию, неплохо было бы сделать еще пару углов, эти линии все собираются пересекаться в основном в одной точке.Это будет очень близко к истинному центру ложи, и, как и при выполнении других операций по проделыванию отверстий, связанных с компоновкой, вы найдете центр этих линий и пробейте его по центру. Как теперь просверлить центр? Если мы не можем сделать это на токарном станке, вы можете сделать это на сверлильном станке, хороший трюк — просто повернуть стол в сторону, и вы можете зажать материал сбоку от стола, и вы сможете Чтобы получить большую длину, вы также можете просто вставить центральное сверло в ручное сверло и приложить все усилия, чтобы снова получить его прямо.
2. Мы можем просто вырезать центр с помощью стержня, который у нас есть, и обработать область, достаточно широкую для роликов или пальцев на нашем люнете. Люнет может занимать изрядное количество места, и вам нужно место, чтобы разместить стойку для инструмента вокруг люнета, поэтому вам, вероятно, потребуется больше места, чем вы думаете, спланировать заранее и создать небольшую поверхность, примерно 40000 центральных площадей. Затем мы можем принести люнет, убедитесь, что вы поставили каретку на правильную сторону, в зависимости от того, какую область вы собираетесь обрабатывать, вы не хотите стружки под люнетом, это может повлиять на жесткость люнета. установите или повредите любую из поверхностей, убедитесь, что дно люнета чистое.Начните с зажима основания, плотно затяните его. Когда дело доходит до реальной установки люнета, это посадка, пальцы или ролики на работе, некоторые люди говорят, что 1000 — это достаточный зазор для масляной пленки, по которой пальцы или ролики могут кататься, или вставьте пальцы, пока они не станут очень легко касаются, а затем вы начинаете болтать, затем прижимаете их еще немного, пока болтовня не утихнет, как только вы почувствуете, что вы захотите заблокировать их, а затем мы хотим нанести немного масла на эту поверхность . Следите за этой областью, не позволяйте ей быстро высохнуть, обратите внимание на безопасность, когда вы работаете с люнетом.
Следите за этой областью, не позволяйте ей быстро высохнуть, обратите внимание на безопасность, когда вы работаете с люнетом.
3. Вы можете увеличить скорость и начать обработку. Но люнет здесь пытается сделать то же самое, что и патрон, имеет две конкурирующие произвольные оси вращения вокруг одной, если вы будете осторожны с тем, как вы приложили пальцы, ось, которую вы создаете здесь, будет очень близка к истинному, этого будет достаточно для любой детали, которую вы делаете, если вы работаете на конце уже обработанного вала, поэтому область имеет определенную ось соосности, которую необходимо поддерживать, тогда вам может потребоваться Если серьезно, если вам нужно увидеть, что эта ось концентричности настолько близка к этой, насколько это возможно, мы можем проверить с помощью индикатора часового типа.Если ось совпадает с другой, то при перемещении индикатора вперед и назад он не должен двигаться.
Зажимная техника
Примечание
Теперь вас перенаправляют в нашу дочернюю компанию в Германии.
Обратите внимание, что контент для конкретной страны может быть недоступен в вашей стране.
Вы будете перенаправлены на сайт нашей дочерней компании в Испании.
Обратите внимание, что контент для конкретной страны может быть недоступен в вашей стране.
Вы будете перенаправлены на веб-сайт нашего французского филиала.
Обратите внимание, что контент для конкретной страны может быть недоступен в вашей стране.
Вы будете перенаправлены на веб-сайт нашей дочерней компании в Италии.
Обратите внимание, что контент для конкретной страны может быть недоступен в вашей стране.
Вы будете перенаправлены на сайт нашего китайского филиала.
Обратите внимание, что контент для конкретной страны может быть недоступен в вашей стране.
Вы будете перенаправлены на сайт нашего российского филиала.
Обратите внимание, что контент для конкретной страны может быть недоступен в вашей стране.
Вы будете перенаправлены на сайт нашего корейского филиала.
Обратите внимание, что контент для конкретной страны может быть недоступен в вашей стране.
Вы будете перенаправлены на сайт нашей голландской дочерней компании.
Обратите внимание, что контент для конкретной страны может быть недоступен в вашей стране.
Вы будете перенаправлены на сайт нашего чешского филиала.
Обратите внимание, что контент для конкретной страны может быть недоступен в вашей стране.
Теперь вы будете перенаправлены на сайт нашего польского филиала.
Обратите внимание, что контент для конкретной страны может быть недоступен в вашей стране.
Вы будете перенаправлены на сайт нашей дочерней компании в Словакии.
Обратите внимание, что контент для конкретной страны может быть недоступен в вашей стране.
Вы будете перенаправлены на сайт нашего японского филиала.
Обратите внимание, что контент для конкретной страны может быть недоступен в вашей стране.
% PDF-1.4
%
80 0 объект
>
эндобдж
xref
80 70
0000000016 00000 н.
0000002283 00000 н.
0000002382 00000 н.
0000002919 00000 н.
0000003611 00000 н.
0000004251 00000 п.
0000004391 00000 п.
0000004780 00000 н.
0000005104 00000 п.
0000005434 00000 п.
0000005741 00000 н.
0000005854 00000 п.
0000005965 00000 н.
0000006027 00000 н.
0000006225 00000 н.
0000006898 00000 н.
0000007081 00000 п.
0000007477 00000 н.
0000010432 00000 п.
0000010809 00000 п.
0000011190 00000 п.
0000011669 00000 п.
0000012040 00000 п.
0000012574 00000 п.
0000013055 00000 п.
0000013152 00000 п.
0000013475 00000 п.
0000013866 00000 п.
0000014433 00000 п.
0000014862 00000 п.
0000025830 00000 н.
0000027842 00000 п.
0000031711 00000 п.
0000032599 00000 п.
0000035968 00000 п.
0000036198 00000 п.
0000036281 00000 п.
0000036336 00000 п.
0000036371 00000 п.
0000036449 00000 н.
0000049652 00000 п.
0000049978 00000 н.
0000050044 00000 п.
0000050160 00000 п.
0000050730 00000 п.
0000051011 00000 п.
0000051316 00000 п.
0000051401 00000 п.
0000054170 00000 п.
0000054490 00000 п.
0000054863 00000 п.
0000056147 00000 п.
0000056459 00000 п.
0000056809 00000 п.
0000057883 00000 п.
0000058201 00000 п.
0000058551 00000 п.
0000060825 00000 п.
0000061157 00000 п.
0000061531 00000 п.
0000061609 00000 п.
0000061734 00000 п.
0000061999 00000 п.
0000064836 00000 п.
0000915955 00000 н.
0000917552 00000 н.
0001125126 00000 п.
0001128552 00000 п.
0001441746 00000 п.
0000001696 00000 н.
трейлер
] / Назад 8683552 >>
startxref
0
%% EOF
149 0 объект
> поток
hb«`a«gf`c`ADb @ Y?
7500> s * NI8A, dL4 ~ 29] wBrG3 / Q]% d9V7% 9Oɋ9B! 0SPʦYkZ۹qlXyQ | kItZ ¥ cPh _- # v`nsMc; @
Самостоятельный упор для токарного станка | Hackaday.io
Как указано в описании проекта, существует проблема с приобретением запасных частей и хороших принадлежностей для старых токарных станков.
В моем случае в моей мастерской стоит старый Emco Compact 8, и я не могу купить хороший люнет, подходящий для токарного станка. У этого люнета есть поставщик, и я его купил. Но с этим было несколько проблем. (1) он не подошел идеально. Центр люнета, в котором должна быть отцентрирована заготовка, смещен примерно на 5-10 мм.Таким образом, заготовка не могла хорошо поддерживаться. (2) каретка токарного станка не могла пройти через люнет, так как ширина нижней части люнета слишком велика (примерно на 1 мм) и (3) этот продукт примерно 144 евро без вкл. перевозки.
перевозки.
Есть много способов сделать люнет для вашего токарного станка. Очень прочный люнет создает канал Youtube «Сделай экстремальным». Они задокументировали процесс на видео. Но чтобы построить люнет и адаптировать его под свои нужды, потребуется сварочное оборудование, ленточная пила и прочее.Хотя планы онлайн, вы должны заплатить за подписку на патреоны. Еще один совсем другой проект люнета был создан Кертисом Хайеком. В отличие от стального люнета из «Make it extreme», Кертис строит его из дерева. Так что, на мой взгляд, он не может быть очень прочным. Канал «Soat Mon» на Youtube задокументировал еще один процесс создания устойчивого отдыха. Вроде бы очень хороший люнет, но может потребоваться литье из алюминия.
В этом проекте мы создаем люнет из блока алюминия для люнета и некоторой плоской латуни для подвижных частей.На фрезерном станке с ЧПУ из алюминиевого блока вырезается люнет. Эта же машина используется для создания подвижных частей из плоской латуни.
Конечно, не у всех есть доступ к фрезерному станку с ЧПУ, но поскольку планы публикуются здесь, каждый может заказать его в механической мастерской.
Люнет Clark Основная информация
Белый люнет предназначен для меньшего токарного станка и представляет собой плоское основание с 3 рычагами, повернутыми для очистки лазерной направляющей толщины.Этот стиль люнета Clark был построен для 16-дюймового токарного станка с поворотной струей и будет стоить 380 долларов. Доступны различные размеры, количества и положения рычагов с колесами, а также 2 базовые конфигурации. Примеры смотрите на других фото.
Когда вы будете готовы настроить свой люнет Clark, вы можете щелкнуть ссылку «СОЗДАТЬ свой люнет Clark» в раскрывающемся меню люнета или вверху на главной странице описания.
Опция БЕЗ ЦВЕТА теперь доступна со скидкой на отсутствие порошкового покрытия или окраски.Эта опция дает токарю возможность получить систему из необработанного металла. Он не будет подвергаться пескоструйной обработке и может иметь небольшую ржавчину, но это сэкономит деньги.
Он не будет подвергаться пескоструйной обработке и может иметь небольшую ржавчину, но это сэкономит деньги.
Посмотрите, что происходит, когда рука отсутствует…
Все люнеты изготавливаются по индивидуальному заказу в соответствии с вашими требованиями по размеру, цвету, количеству рычагов и т. Д. В БОЛЬШИХ опорах для поворотных токарных станков 24 дюйма используется прочное кольцо диаметром 31 дюйм — стальная конструкция толщиной 3/8 дюйма — порошковое покрытие для долговечности и красоты. отделка! Радиальные рычаги диаметром 1,25 дюйма изготовлены из алюминия.
Д. В БОЛЬШИХ опорах для поворотных токарных станков 24 дюйма используется прочное кольцо диаметром 31 дюйм — стальная конструкция толщиной 3/8 дюйма — порошковое покрытие для долговечности и красоты. отделка! Радиальные рычаги диаметром 1,25 дюйма изготовлены из алюминия.
Колеса различаются по цвету.Люнеты могут поставляться с 4-й трубкой, установленной примерно в положении на 1 час, что позволяет токарю сместить верхний рычаг не по центру, чтобы рычаг не мешал держателю лазера полой системы. Конечно, моя система полых отверстий разработана с шарнирным и регулируемым держателем лазера, чтобы обойти эту проблему. Радиальные рычаги перемещаются для регулировки шпинделей или стаканов диаметром от 1/2 до 23 дюймов для окончательного формования, шлифования или полировки! Монтажная пластина 1/2 дюйма с утопленным крепежным болтом. Вариант с плоской пластиной или опорной пластиной (позволяет нижнее положение рычага).
Сообщите, какой у вас токарный станок, и я создам нужную конфигурацию! Меньшие токарные станки при необходимости используют кольцевую структуру меньшего диаметра. Теперь у меня есть новый дизайн для тех, кому нужно стабилизировать тяжелые (мокрые) детали большого диаметра. Он использует Wrap-Around-Base и может иметь любое количество плеч. При более узком основании самые нижние рычаги могут быть больше под проектом. Вертикальные стойки имеют резьбовое отверстие для болта 5/8 дюйма, который может входить в контакт с корпусом токарного станка для дополнительной стабилизации.Расстояние между рычагами зависит от вас, но равномерное расстояние хорошо для проектов с пустотами, а 4-6 рычагов под ними лучше для тяжелых проектов.
Теперь у меня есть новый дизайн для тех, кому нужно стабилизировать тяжелые (мокрые) детали большого диаметра. Он использует Wrap-Around-Base и может иметь любое количество плеч. При более узком основании самые нижние рычаги могут быть больше под проектом. Вертикальные стойки имеют резьбовое отверстие для болта 5/8 дюйма, который может входить в контакт с корпусом токарного станка для дополнительной стабилизации.Расстояние между рычагами зависит от вас, но равномерное расстояние хорошо для проектов с пустотами, а 4-6 рычагов под ними лучше для тяжелых проектов.
УСТОЙЧИВЫЙ ОТДЫХ — поворачивайте осторожно!
Люнеты Clark являются неотъемлемым аксессуаром для
долбление. Система выдавливания создает огромные силы. В
дерево гораздо легче оторвать от лицевой панели или патрона без
устойчивый отдых. Любая токарная работа по дереву потенциально опасна! Правильный
защита, инструкция и опыт необходимы.Три руки устойчивы
отдых эффективен для небольших токарных станков, но я убеждаюсь, что
чем больше колес по дереву, тем лучше. Я считаю, что идеально круглый
Я считаю, что идеально круглый
деревянный брусок, который хорошо сбалансирован, будет плавно поворачиваться. Однако многие
иметь дело с очень тяжелыми, разбалансированными кусками дерева, которые на самом деле
изменить форму во время полого. Больше колес под тяжелой частью
помочь распределить вес. Но устойчивый занимает почти все
давление с лицевой панели, но, что наиболее важно, ПОДГОЛОВКА
токарный станок.При использовании большего количества колес уменьшается вибрация, когда деталь
меняет форму со временем. Изменение формы — главный фактор, который вызывает
вибрации. Есть дополнительный источник вибрации, реализованный Джоном.
Леггетт. Оставить проект на токарном станке с задействованными колесами, но не выключенными
поворот даже на короткое время приводит к появлению лыков на колесах. Сильнее
колеса восстанавливаются дольше, но работа токарного станка решает проблему.
Видимо, с автомобильными шинами тоже самое.
Люнет — Canadian Woodworking Magazine
Для достижения наилучших результатов при токарной обработке необходимо свести вибрацию к минимуму. Вибрация проблематична при любой токарной обработке, но особенно при повороте длинных шпинделей или выдолблении глубоких сосудов. Чтобы уменьшить вибрацию, вы можете соорудить опору, чтобы удерживать работу, которую вы поворачиваете.
Вибрация проблематична при любой токарной обработке, но особенно при повороте длинных шпинделей или выдолблении глубоких сосудов. Чтобы уменьшить вибрацию, вы можете соорудить опору, чтобы удерживать работу, которую вы поворачиваете.
Люнет как раз и является такой опорой. Это отличный аксессуар для снижения вибрации приклада.
Полностью выдвиньте колеса, и вы сможете поддерживать внешнюю поверхность сосуда диаметром до 11 дюймов.Поверните верхнее колесо в противоположном направлении, и вы сможете поддерживать шпиндель диаметром ¼ дюйма.
В продаже есть несколько люнетов, но я предпочитаю делать свои собственные.
Начните с создания трех ползунков. . Вырежьте их до нужного размера из куска клена (или аналогичной древесины). Отложите их для дальнейшего использования. Затем сделайте два одинаковых кольца (см. Иллюстрацию), используя фанеру хорошего качества, балтийскую березу или «накладку средней плотности».
Отметьте весь макет на одном куске материала ¾ «x 20» x 17 «. Убедитесь, что вы сделали вырез размером 1 дюйм для прорези слайдера на макете (для дальнейшего использования). Прикрепите его ко второму куску фанеры с помощью двусторонней ленты.
Убедитесь, что вы сделали вырез размером 1 дюйм для прорези слайдера на макете (для дальнейшего использования). Прикрепите его ко второму куску фанеры с помощью двусторонней ленты.
Обрежьте внешний профиль обоих колец одновременно Просверлите отверстие для доступа рядом с внутренней линией разметки и удалите центральную часть с помощью лобзика.
Только на макете вырежьте каждый из трех пазов для ползунков размером 1 дюйм с внутренней стороны линии. Соберите три части с помощью ползунков и поместите поверх второго кольца.Проверьте посадку.
Используйте ленточную шлифовальную машинку и отшлифуйте стороны 1-дюймовых прорезей до линии, часто проверяя прилегание. Все детали должны совпадать с ползунками и краями колец. Как только вы будете удовлетворены посадкой, приклейте три части кольца 1 (макет) к кольцу 2. Используйте ползунки, чтобы обеспечить правильное расстояние между прорезями ползунка. Сожмите два кольца вместе, снимите ползунки и удалите излишки клея.
Как только клей застынет , отшлифуйте все края до гладкости. Просверлите и расточите отверстия для гаек «T» с помощью зенковки размером ¾ «x ⅛».С помощью фрезера фрезеруйте прорези в ползунках. Просверлить и расточить под Т-образные гайки. Прежде чем фрезеровать прорезь в основании, проверьте толщину фанеры и размер прорези, чтобы обеспечить плотное прилегание.
Просверлите и расточите отверстия для гаек «T» с помощью зенковки размером ¾ «x ⅛».С помощью фрезера фрезеруйте прорези в ползунках. Просверлить и расточить под Т-образные гайки. Прежде чем фрезеровать прорезь в основании, проверьте толщину фанеры и размер прорези, чтобы обеспечить плотное прилегание.
Фрезеруем детали для основания и раскосов из обрезков, снятых с колец. Чтобы сделать арку на нижней скобе, вырежьте части квадратной формы, удерживайте их на месте и отметьте арку, используя кольца в качестве ориентира. Вырежьте арку ленточной пилой или лобзиком. Вам необходимо подобрать размер нижнего «зажимного кронштейна», чтобы он соответствовал вашему токарному станку.Колеса, которые я использовал, взяты из набора роликовых коньков, который я купил на дворовой распродаже. Если вы покупаете их подержанные, убедитесь, что вы проверили подшипники на предмет люфта. При желании вы можете приобрести новые колеса в магазине спортивных товаров.
Соберите основание и скобы (как показано).