Температура и время пайки полипропиленовых труб: таблица
Когда собираются водяные коммуникации, состоящие из пластиковых труб, важнейшим параметром становится температура. Она должна иметь определенные значения, позволяющие добиться прочного и надежного соединения.
Сегодня технология разводки трубопроводов из таких материалов предписывает соблюдение определенного температурного режима, а также конкретных временных значений, при выполнении сварочных работ. Если не соблюдать рекомендованные параметры, возможно появление разрыва в узловых местах, значительно ухудшиться движение водяного протока.
Общее влияние температуры при стыковочных работах
Технологический процесс сварки полипропиленовых труб основан на нагреве материала до нужной температуры. В результате пластмасса начинает размягчаться. При соединении деталей происходит диффузия молекул полипропиленовых молекул. Другими словами, в соединение происходит слияние молекул. Когда материал остынет, образуется крайне прочный стыковой узел.
Прочность свариваемых заготовок находится в прямой зависимости от температурного режима. При недостаточном нагреве, не будет происходит процесс диффузии. Молекулы фитинга и свариваемой трубы просто не в состоянии попасть в совмещаемые области. Сварка получится слабой и не сможет выдерживать больших нагрузок. Пара разорвется, нарушится герметичность стыка.
При перегреве конструкция начнет деформироваться. В результате изменится изначальная геометрия. Внутри детали может произойти образование сильного наплыва в виде большого валика. В результате в месте сварки значительно уменьшится диаметр сечения трубопровода.
Для нормальной пайки полипропиленовых труб, необходимо создать нагрев до температуры 255-265 градусов. Процесс нагрева должен учитывать несколько параметров:
- Диаметр детали.
- Температуру помещения.
- Время нагрева.
Практика показала, что время нагрева и диаметр детали находятся в прямой зависимости.
Температура помещения, в котором происходит пайка также оказывает влияние на этот процесс. Когда паяются детали, при извлечении их с «утюга» или другого нагревательного устройства, происходит пауза перед началом муфтовой стыковки. Чтобы компенсировать остывания при невысокой температуре, пп трубы необходимо нагревать немного дольше. Такое добавочное время находится в пределах 2-3 секунд. Подбор происходит эмпирическим путем.
Необходимо помнить, что если нагревать полипропиленовые трубы на нагревательном аппарате с установкой температуры более 270 градусов, произойдет очень сильный нагрев верхнего слоя детали. Сердцевина не получит достаточного прогрева. При стыковке деталей, толщина сварочной пленки получится очень тонкой.
Как сваривать полипропиленовые трубы вручную
Сварочные гильзы устройства подбираются с учетом диаметра деталей. Затем их вставляют в сварочное зеркало и хорошо закрепляют.
Контактные поверхности очищаются от пыли и грязи. Для чистки лучше пользоваться очищающей жидкостью, которую рекомендует изготовитель данного изделия. В такой работе может помочь:
- Хлорэтилен.
- Трихлорэтан.
- Этиловый или Изопропиловый спирт.
Устанавливается определенная температура устройства. Обычно терморезистор должен нагреваться в пределах 250 – 270 градусов. Такое оптимальное значение температуры позволяет достичь правильного соединения.
Когда на термостате наберется нужный тепловой уровень, проверяется температура нагрева сварочного зеркала. Для этого используют специальный термозонд.
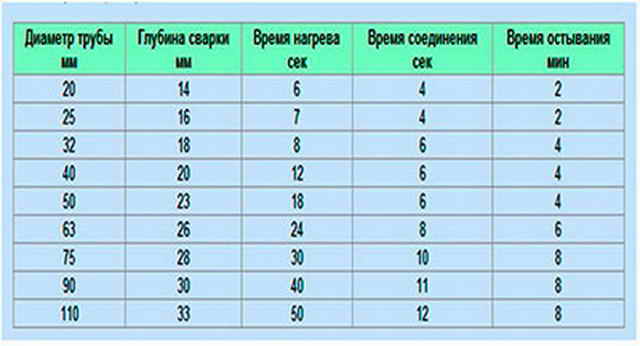
Отрезается труба, выдерживая 90 градусов, относительно оси. При необходимости нужно зачистить поверхность и снять фаску. Параметры зачистки, размер глубины фаски берутся из таблицы номер один. Фаску можно снять при зачистке детали или после нее, особым калиброванным инструментом.
Фитинги из полипропилена для раструбной сварки. Глубина зачистки и ширина фаски.
На поверхности трубы отмечается глубина вставки «L1» Берется из таблицы 2. Зачистка должна обязательно соответствовать величине глубины вставки.
Зачистка должна обязательно соответствовать величине глубины вставки.
Глубина вставки L1(мм): максимальная глубина вставки нагретой трубы в стакан фитинга.
На наружную поверхность трубы и свариваемого фитинга наносится продольная метка. Она дает возможность избежать смещения деталей во время соединения.
Поверхность трубы, а также прикладываемого фитинга, должны быть хорошо очищены от масла или грязи. После достижения нужного нагрева сварочного зеркала, труба, совместно с фитингом устанавливается в специальные гильзы. Фитинги должны быть вставлены до упора, свариваемая труба на полную глубину зачистки. Необходимо немного подождать пока детали нагреются.
Затем они быстро извлекаются и вставляются друг в друга. Глубина вставки фитинга должна равняться длине L1, в соответствии с продольными насечками.
Соединенные детали нужно подержать в зафиксированном положении, определенное время, согласно таблице №3. Затем нужно дать время остыть естественным путем. Нельзя охлаждать их с помощью вентилятора или опускать в холодную воду.
Время нагрева, сварки и охлаждения
Когда поверхность элементов достаточно охладилась необходимо провести их гидравлическое испытание.
Диапазоны температур при контактной сварке.
Изменении давления и температуры в процессе стыковой сварки приводятся на рисунке ниже:
Нюансы выдержки нужного теплового режима
Рассчитывая будущую схему трубопровода, прикиньте, как будет происходить дальнейший монтаж. Необходимо стремиться получить минимальное расстояние между паяльным аппаратом и местом соединения.
Если расчет будет сделан неверно, а место сварки окажется в недоступном месте, приходится разогревать деталь на значительном удалении от места крепления. При этом возникают большие потери тепла, так как приходится заниматься переносом деталей, чтобы выполнить муфтовый стык. В результате таких неучтенных моментов, возникает сильное ослабление шва.
Если сделан ошибочный расчет последовательности монтажа, пайки, может возникнуть ситуация, когда будет нереально состыковать последние детали, так как устройство нагрева просто невозможно установить между деталями. Чтобы увеличить зазор, приходится деформировать определенные участки трубопроводов, позволяющие вставить устройство для пайки. Такая работа может испортить внешний вид коммуникации. Возможно появление статического напряжения некоторых районов системы.
Очень грубой ошибкой, в результате которой не удается контролировать температуру, является последовательный нагрев заготовок непосредственно перед стыком. Иначе говоря, каждая деталь разогревается отдельно. В результате полностью нарушается температурный режим.
Такой неправильный подход может вызвать сильное остывание детали из-за затраченного времени, необходимой для разогрева. Происходит умышленная потеря тепла. Подобная методика соединения деталей не позволяет правильно выстроить работу и процесс размягчения материала становится непредсказуемым. Пользоваться ею категорически запрещено.
Чтобы осуществлять правильный контроль над температурным режимом, необходимо учитывать несколько критериев:
1.Качество сварочного аппарата для работы с полипропиленовыми изделиями, должно позволять удерживать определенные параметры с минимальной погрешностью.
2.Между сварочным аппаратом и участком соединения, должно быть менее 1.5 метров.
3.Операция должна выполняться в отапливаемом здании.
4.Прежде чем начинать сварочные работы, убедитесь, что температура соединяемых деталей примерно одинаковая.
Похожие статьи:
При какой температуре паять полипропиленовые трубы
От того, насколько точно подобрана температура пайки при проведении работ по монтажу полипропиленовых труб, зависит качество и долговечность готовых коммуникаций. Помимо этого необходимо учесть как длительность нагрева материала, так и продолжительность его остывания. В материале представлена таблица, позволяющая понять, при какой температуре паять полипропиленовые трубы 20 мм, 25 мм и т.д.
Помимо этого необходимо учесть как длительность нагрева материала, так и продолжительность его остывания. В материале представлена таблица, позволяющая понять, при какой температуре паять полипропиленовые трубы 20 мм, 25 мм и т.д.
Правильный подбор показателей будет способствовать повышению надёжности мест стыков. Если не соблюдать установленные требования, их прочность будет гораздо ниже, а сама коммуникация прослужит меньше.
Типы полипропилена и его особенности
В ходе изготовления полипропиленовых труб могут использоваться различные типы полимеров. Каждый из них подходит для эксплуатации в определённом температурном режиме. Это может быть:
- PN10. Выдерживает температуру не выше +40 °C, поэтому изделия из него предназначены лишь для трубопроводов холодного водоснабжения.
- PN16. Используется в сетях с температурным режимом до +60 °C.
- PN20. Является универсальным типом, подходящим для прокладки труб как холодного, так и горячего водоснабжения. Выдерживает до +95 °C, но с условием, что данное максимальное значение достигается только на непродолжительное время.
- PN25. Может использоваться в условиях продолжительного воздействия температуры свыше +95 °C.
При несоблюдении вышеуказанных требований и температуры пайки полипропиленовых труб, изделия быстро начнут деформироваться и изнашиваться. Также большое значение имеет и давление, на которое рассчитаны трубы из полипропилена конкретной марки. Вследствие этого выбор изделий для прокладки коммуникаций по принципу «что подешевле» не допустим. Результаты подобного подхода к делу могут быть самыми печальными: от возникновения протечки до разрыва трубопровода.
Диаметр полипропиленовых труб
Диаметр труб подбирается исходя из текущих требований и гидравлических расчётов. Представленная на рынке линейка размеров позволяет покрыть любые потребности. Для использования в домашних условиях чаще всего достаточно изделий диаметром до 40 мм. С большими домашнему мастеру сталкиваться практически не приходится – они предназначены для магистралей.
С большими домашнему мастеру сталкиваться практически не приходится – они предназначены для магистралей.
Цветные полипропиленовые трубы
Различие труб по цвету никак не говорит об их технических характеристиках. Но наличие цветных полос даёт полезную информацию, помогающую не перепутать различные марки изделия при проведении монтажа: синяя полоска говорит о том, что труба предназначена только для холодного водоснабжения, красная – подходит и для горячего. Лучше конечно ориентироваться на буквенно-цифровую маркировку, как более информативную.
Пайка полипропиленовых труб
В ходе проведения пайки концы полипропиленовых труб нагреваются, в результате чего содержащийся в них полимер размягчается. При соединении разогретых таким образом изделий возникает процесс, называемый диффузия. Молекулы взаимно проникают друг в друга, что приводит к самопроизвольному выравниванию их концентрации и созданию прочной молекулярной связи. Таким образом, спайка получается достаточно надёжной и герметичной. Однако при несоблюдении температурного режима диффузия происходит неравномерно или с нарушениями, поэтому качество такого стыка получается низким.
Внимание! Лучше паять строго указанное время, иначе излишний перегрев изделий повлияет также пагубно, как и недогрев. Детали деформируются, повреждается их геометрия, на внутренней стороне швов образуются наплывы. Последнее приводит к тому, что на месте стыка диаметр трубы уменьшается, а это серьёзно сказывается в дальнейшем на напоре воды.
Неправильная пайка полипропиленовых труб
Продолжительность воздействия паяльником на концы полипропиленовых труб напрямую зависит от их диаметра. Также нужно учитывать условия внешней среды. Проводить работы допускается при температуре воздуха не ниже -10 °C и не выше +90 °C.
Влияние внешней среды на процесс спайки может быть достаточно сильным. Дело в том, что между снятием с паяльника труб и их стыковкой проходит определённое время, за которое они начинают остывать. Чем ниже температура воздуха, тем быстрее это происходит, и тем хуже становится качество шва. Чтобы исправить положение, рекомендуется немного увеличивать продолжительность нагрева изделий. Если диаметр труб равен 20 мм и более, надо паять при температуре окружающей среды строго выше 0 °C.
Чем ниже температура воздуха, тем быстрее это происходит, и тем хуже становится качество шва. Чтобы исправить положение, рекомендуется немного увеличивать продолжительность нагрева изделий. Если диаметр труб равен 20 мм и более, надо паять при температуре окружающей среды строго выше 0 °C.
При какой температуре паять полипропиленовые трубы
Приведённая далее таблица наглядно демонстрирует зависимость времени нагревания и охлаждения от диаметра трубы.
Оптимальной температурой паяльника для соединения полипропиленовых труб считается 260 °C. Допустимо увеличивать этот показатель до 280 °C, но следует помнить, что в этом случае наружный слой полимера будет прогреваться больше внутреннего, и качество шва несколько ухудшится.
Спайка труб, армированных стекловолокном, производится с теми же показателями. Перед началом работы их необходимо обработать шейвером, чтобы снять наружный армированный слой.
Разобравшись, сколько паять полипропиленовые трубы, стоит обратить внимание на следующие особенности работы:
- Недопустимо нарушать порядок проведения работ, когда исполнитель пропускает последний стык по причине невозможности установки паяльника между трубами. Это приводит к появлению деформации и статического напряжения.
- Отдельные детали нельзя нагревать последовательно. Их температура во время стыковки должна быть одинаковой, иначе процесс диффузии пройдёт неравномерно.
- Между местом спайки и паяльником не должно быть большого расстояния, чтобы исключить потери тепла. Оптимально – до 1,4 м.
Соблюдение соответствия температурного режима установленным технологическим требованиям и использование качественного паяльника являются залогом высокого качества производимых работ. Готовые коммуникации прослужат продолжительное время, а возникновение проблем в процессе эксплуатации сведётся к минимуму.
Загрузка…
Поделиться:
Похожие записи:
При какой минимальной температуре воздуха можно паять полипропиленовые трубы, можно паять на морозе?
Если речь о качественном монтаже водопровода с использованием полипропиленовых труб, то я бы настоятельно не советовал паять трубы при отрицательных температурах.
Время прогрева (по таблице) не ориентир, при низких температурах придётся увеличивать время прогрева и делать это по сути «на глаз».
Увеличивать температуру на паяльнике не советую, увеличивается только время прогрева.
Далее, на морозе труба быстро остывает, после прогрева работать нужно без задержек.
На морозе полипропиленовая труба становится более хрупкой, это особенно актуально если речь об армированных алюминием ПП трубах.
Вот такую
полипропиленовую трубу арилированную стекловолокном зачищать (шейвером) не нужно перед пайкой, в отличие от алюминия.
Далее, после монтажа труб качество сборки проверяется давлением.
То есть система заполняется водой.
На морозе (после испытания системы) вода тут же замёрзнет, её нужно сливать и причём в обязательном порядке, сделать это довольно проблематично.
Если речь о наружных работах, то вначале выкапывается траншея (глубина ниже точки промерзания в Вашей местности).
Заниматься земляными работами и тем более в ручном режиме (лопата) крайне сложно в замёрзшем грунте.
Если речь о квартире (к примеру Новостройка, отопление ещё не дали), то и в этом случае не советую паять полипропилен на морозе.
Такие трубы паяются при температуре не ниже + 5 (рекомендация от производителя) градусов (наиболее предпочтительный вариант, комнатная температура), минимально допустимая 0 градусов и не ниже.
Но если ситуация аварийная, то в принципе работать можно и в мороз, неоднократно занимался ремонтом водопровода зимой, впаивал фитинги, отрезки трубы, при температуре в — 10 и даже чуть ниже градусов.
То есть паять на морозе можно, но качество пайки будет под вопросом.
Если ситуация не аварийная, то настоятельно рекомендую заниматься этими работами (монтаж водопровода) только в тёплое время года, или же в отапливаемом помещении.
Но если так получилось, не допускайте замерзания воды в трубах (полипропилен разный, но всё же), особенно если речь идёт о тонкостенных полипропиленовых трубах.
инструкция, как правильно паять трубы из полипропилена
Прислушавшись к многочисленным советам, вы приняли решение не нанимать мастеров для монтажа системы отопления и выполнить все соединения полипропиленовых труб своими руками. Если вы уверены в успехе и хорошо умеете работать самостоятельно, то смело приступайте к подготовке и производству работ.
Мы же, со своей стороны подскажем, какие потребуются инструменты и приспособления для монтажа и как правильно паять полипропиленовые трубы. По умолчанию будем считать, что все материалы уже куплены, осталось только собрать все по схеме.
Сварочные аппараты для полипропиленовых труб
Начнем с подготовки монтажного инструмента. Поскольку все соединения труб и фитингов из ППР производятся способом пайки, то понадобится специальный паяльник для этой цели.
Примечание. Соединение деталей из ППР иногда называют сваркой. Чтобы не запутаться, запомните, что когда речь идет о полипропиленовых трубах, то способ соединения существует один – пайка, но его часто называют свариванием. С помощью прессовых или резьбовых фитингов, как металлопластиковые трубы, эти системы не монтируются.
Применяемый для работы сварочный аппарат для полипропиленовых труб предлагается на рынке двух видов:
- с нагревателем круглого сечения;
- плоским греющим элементом.
Последний в простонародье прозвали «утюг» из-за некоторого внешнего сходства с этим бытовым прибором. Разные сварочные аппараты не имеют принципиальных отличий, только конструктивные. Насадки для труб из тефлона в первом случае надеваются и крепятся к нагревателю наподобие хомутов, а во втором – прикручиваются к нему с двух сторон. В остальном особой разницы нет, а функция прибора одна — пайка полипропилена.
Паяльные аппараты, как правило, продаются в комплекте с насадками. Самый дешевый и минимальный комплект китайского производства – это паяльник мощностью до 800 Вт, подставка для него и насадки для 3 типоразмеров самых распространенных труб – 20, 25 и 32 мм. Если в вашей схеме отопления присутствуют только такие диаметры и вы не планируете паять полипропиленовые трубы где-нибудь еще, кроме своего дома, или заниматься этим профессионально, то бюджетного набора будет вполне достаточно.
Если в вашей схеме отопления присутствуют только такие диаметры и вы не планируете паять полипропиленовые трубы где-нибудь еще, кроме своего дома, или заниматься этим профессионально, то бюджетного набора будет вполне достаточно.
Если же в соответствии с расчетом и схемой понадобится состыковывать трубы размеров 40, 50 и 63 мм, то придется потратиться и приобрести другой набор для пайки, в котором есть соответствующие детали. Ну и самые дорогие комплекты производятся в европейских странах, отличаются надежностью в работе и долговечностью. Подобные наборы включают в себя такие инструменты:
- паяльник с подставкой;
- тефлоновые насадки для паяльника всех вышеперечисленных диаметров;
- ножницы для отрезки труб под четким углом 90º;
- шестигранный ключ;
- крестообразная отвертка;
- рулетка;
- перчатки.
Важно! Поскольку спайка полипропиленовых труб – это работа с нагретым оборудованием, то настоятельно рекомендуется всегда пользоваться перчатками вне зависимости от того, есть они в комплекте или нет. Особенно это касается новичков, которые в 99 случаях из 100 случайно прикасаются к нагревательному элементу.
Рабочая часть паяльника (нагреватель) любой конструкции рассчитана таким образом, чтобы на ней можно было установить 2—3 насадки для труб малого диаметра. Это позволяет экономить много времени, работая с магистралями размером от 20 до 40 мм.
Немного о мощности аппарата для пайки. Высокая мощность необходима для быстрого и равномерного прогрева деталей больших диаметров, каковыми считаются размеры 63 мм и более. Для домашних целей достаточно иметь утюг мощностью 0.7—1 кВт. Паяльники с нагревателями выше 1 кВт считаются профессиональными, соответственно, стоят дороже обычных.
Рекомендации по монтажу
Кроме утюга следует приготовить и другой инструмент для пайки полипропиленовых труб, его состав приведен выше в перечне.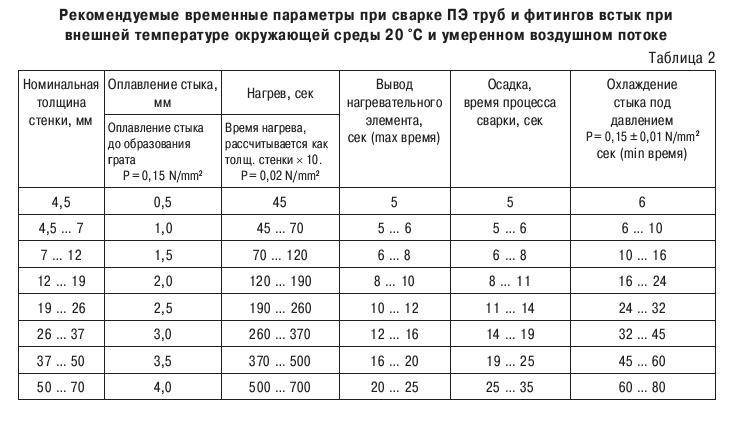 Если в наличии нет ножниц для отрезания трубы под углом 90º, то для этой цели можно воспользоваться ножовкой и плотницким стуслом либо изготовить его самостоятельно, руководствуясь чертежом:
Если в наличии нет ножниц для отрезания трубы под углом 90º, то для этой цели можно воспользоваться ножовкой и плотницким стуслом либо изготовить его самостоятельно, руководствуясь чертежом:
Примечание. Когда ножницы для полипропиленовых труб отсутствуют и они обрезаются ножовкой, то торец надо обязательно зачистить от заусениц снаружи и внутри изделия.
До того как отрезать участок нужной длины, его надо точно разметить. Дело в том, что при соединении часть трубы входит в тройник или любой другой фитинг, это называется глубиной пайки. Поэтому к необходимому размеру участка, определенному с помощью рулетки, нужно прибавить значение этой глубины, отмерив ее величину от торца и поставив метку карандашом. Так как технология пайки предусматривает различную глубину погружения для разных диаметров трубопроводов, то ее значения можно взять из таблицы:
Примечание. В таблице указаны диапазоны глубины пайки, поскольку у разных производителей труб из ППР она варьируется в этих пределах. Значение можно уточнить, измерив несколько фитингов глубиномером.
При монтаже систем отопления выполняется пайка армированных полипропиленовых труб, они отличаются от обычных наличием слоя из алюминиевой фольги, стекловолокна или базальтового волокна. Причем этот слой в изделиях различных производителей может быть сделан по-разному. Когда армировка расположена не по центру толщины стенки, а возле наружного края, то перед пайкой труб из полипропилена потребуется зачистка. Для этого существует специальное приспособление:
Процесс сваривания
Перед тем как приступить к работе, нужно поставить на паяльник насадки, соответствующие размерам труб, а затем включить его и настроить. Тут надо знать, при какой температуре паять полипропиленовые трубы. Большинство производителей указывают рабочую температуру 260—270 ºС, выше поднимать не стоит, а то не избежать перегрева. Недогрев тоже чреват некачественным и негерметичным соединением, где потом быстро образуется течь.
Недогрев тоже чреват некачественным и негерметичным соединением, где потом быстро образуется течь.
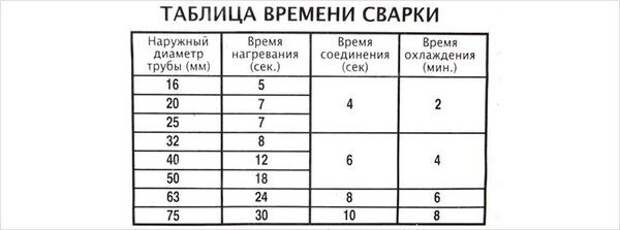
Надо понимать, что время нагрева, диаметр изделий и температура сварки связаны между собой. В таблице мы укажем промежутки времени сваривания при стандартной температуре 260 ºС.
Примечание. Длительность сварки – это время до полного застывания пластмассы, когда стык набирает максимальную прочность.
Когда настройка утюга окончена, приступаем к свариванию, следуя инструкции для пайки полипропиленовых труб:
- Взяв в одну руку трубу, а в другую – фитинг, одеваем их на насадку разогретого паяльника одновременно с двух сторон, не поворачивая вокруг своей оси.
- Выдерживаем положенное время.
- Аккуратно снимаем обе соединяемые части с тефлоновой насадки, опять же, без вращения.
- Плавно вставляем трубу в фитинг до отметки без проворачивания и фиксируем в течение времени, указанного в таблице, на этом стык готов. Подробнее операция показана на видео:
Удобнее правильно пользоваться паяльником, когда он установлен на столе, поэтому вначале рекомендуется пропаять несколько тренировочных стыков. После этого можно в удобном положении собрать все возможные узлы с короткими участками. Дальше следует прокладка магистралей с присоединением тройников по месту, здесь уже придется труднее. Нагретый утюг для пайки нужно будет одной стороной надевать на проложенную трубу, а на вторую натягивать тройник, держа аппарат на весу. Потом паяльник снимается с обеих деталей и они состыковываются.
Прокладывая магистральные трубопроводы, соблюдайте очередность монтажа участков и элементов. Начните сборку системы от источника тепла и идите до конца, а чтобы соединить две полипропиленовые трубы, старайтесь использовать только тройники, от которых пойдут отводы к батареям. Муфты для этой цели применяйте, когда иначе поступить нельзя. Избегайте стыков в труднодоступных местах, иначе для их выполнения придется работать сразу двумя паяльниками, чтобы одновременно прогреть соединяемые части.
Муфты для этой цели применяйте, когда иначе поступить нельзя. Избегайте стыков в труднодоступных местах, иначе для их выполнения придется работать сразу двумя паяльниками, чтобы одновременно прогреть соединяемые части.
Совет. Многие производители полипропиленовых систем разрабатывают собственные инструкции по монтажу своих изделий. Оттуда можно почерпнуть массу полезной информации, воспользуйтесь этим.
Как соединить металлопластиковую трубу с полипропиленовой
В силу различных обстоятельств бывает так, что надо соединить различные виды труб, например, ППР и сталь, металлопластик с полипропиленом и так далее. Такие ситуации случаются в квартирах, где участок общего стояка водопровода или отопления, проложенного стальной или металлопластиковой трубой, поменять затруднительно, а подключиться к нему надо. Это не является большой проблемой, надо лишь учесть, что все подобные соединения выполняются через резьбовые фитинги.
Поскольку соединение металлопластиковых труб может осуществляться прессовыми и разборными фитингами, то для стыковки с полипропиленом удобнее взять разъемный фитинг с наружной резьбой. В свою очередь, к торцу трубы из полипропилена припаивается фитинг с наружной резьбой, после чего соединение скручивается традиционным способом, с подмоткой льна или фум-ленты.
Разъемный фитинг для соединения труб
Когда надо врезаться в металлопластиковые трубы, то тут удобнее всего поставить тройник с резьбовым отводом, куда впоследствии можно прикрутить фитинг, а потом припаять к нему полипропиленовую трубу. Правда, с установкой тройника придется повозиться: надо отключить воду или опорожнить систему отопления, а потом перерезать металлопластик и произвести монтаж.
Заключение
Следует отметить, что работа с полипропиленовыми трубами – не самое сложное дело, хотя и требует сосредоточенности, внимания и терпения. Пусть вы затратите на процесс втрое больше времени, чем набившие руку мастера, зато сделаете для себя все качественно, а главное, — бесплатно.
КАК ПРАВИЛЬНО ПАЯТЬ ПОЛИПРОПИЛЕНОВЫЕ ТРУБЫ — САНТЕХОПТ
На сегодняшний день пайка труб из полипропилена является очень актуальным и востребованным вопросом. Это связано с тем, что современный рынок переполнен огромным количеством производителей полипропиленовых труб и соответственно моделей аппаратов для сварки к ним, которые все мы привыкли называть паяльниками. И человек, которому нужно выполнить монтаж водопровода или отопления, немного ознакомившись с особенностями такой работы, наверняка, принимает решение самостоятельно ее выполнить. Главное внимательно разобраться с технологией, выбрать качественный паяльник и запастись терпением. При таком подходе к делу положительный результат будет всегда гарантирован. Мы предлагаем найти ответ на вопрос: как правильно паять полипропиленовые трубы? Для того чтобы понять как правильно паять полипропиленовые трубы, необходимо знать их параметры и классификацию. В настоящий момент современный рынок предлагает две основные категории полипропиленовых труб: PN 20 – универсальная труба с максимальным давлением 20 атм. Служит для устройства и холодного, и горячего водопровода (+80°С). PN 25 – армированная алюминиевой фольгой труба с максимальным давлением 25 атм. Идеальный вариант при устройстве отопительных систем и горячего водоснабжения(+95°С). Даже если вы знаете, как паять пропиленовые трубы в Херсоне, то у вас могут возникнуть сомнения относительно целесообразности приобретения паяльника. В принципе это оправданно – оборудование стоит прилично. Но с другой стороны можно сэкономить на услугах монтажника. Цена паяльника колеблется в пределах 20-100 у. е. Причем в некоторых моделях насадки не входят в комплект с паяльником, их нужно будет купить отдельно. А это еще дополнительные расходы порядка 10 у. е. Но из этой ситуации выход можно найти: взять паяльник напрокат, или, в крайнем случае, одолжить у знакомых. Тем более это будет разумным, если вы впоследствии не планируете больше выполнять подобные работы. Теперь, для того чтобы лучше справиться с работой, читаем описание процесса пайки. Подготовительный период закончен – пора начинать. Внимание! Перед тем, как паять пластиковые трубы необходимо ознакомиться с руководством по эксплуатации сварного оборудования. Надеваем насадку на паяльник при помощи шестигранника и винта, который должен идти в комплекте с паяльным устройством. Насадки паяльника обезжириваем ветошью с Уайт-спиритом а только потом приступаем к нагреву аппарата. Важно правильно выбрать временной интервал спаивания. И еще одни важный факт, который важно уяснить для того чтобы понять, как правильно паять пластиковые трубы: процесс сварки происходит при температуре 260°С. Прежде чем приступить к работе необходимо проверить выставлены ли нужные параметры на терморегуляторе паяльника. В этой ситуации не нужно спешить, иначе полученный шов будет хрупким и некачественным. Далее, включаем кабель паяльник в сеть. О том, что паяльник готов к работе, сообщит специальный индикатор, установленный на корпусе: при достижении нагрева нужной температуры он загорится. Сам процесс сварки пластиковых элементов действительно очень прост: Резаком для пластика отрезаем трубу нужной длины. В процессе нарезки необходимо следить, чтобы срезы были выполнены предельно ровными. С учетом указанных рекомендаций нагреваем паяльник и начинаем пайку, не забывая при этом о безопасности – работать лучше в перчатках, особенно если опыта выполнения этой работы нет. Далее, мы берем трубу и необходимый фитинг для соединения. Эти две детали вставляются с разных сторон в паяльник и сдавливаются до упора. Обязательное условие – фитинг должен сидеть очень плотно на насадке, если это не так – его нужно заменить. Отсчет времени нагрева начинается с того времени, когда свариваемые детали полностью одеты на насадку. В процессе фиксации стоит избегать любых поворотов, для этого заранее следует сделать соответствующие метки на трубах – при пайке они будут служить своеобразными ориентирами.
Тем более это будет разумным, если вы впоследствии не планируете больше выполнять подобные работы. Теперь, для того чтобы лучше справиться с работой, читаем описание процесса пайки. Подготовительный период закончен – пора начинать. Внимание! Перед тем, как паять пластиковые трубы необходимо ознакомиться с руководством по эксплуатации сварного оборудования. Надеваем насадку на паяльник при помощи шестигранника и винта, который должен идти в комплекте с паяльным устройством. Насадки паяльника обезжириваем ветошью с Уайт-спиритом а только потом приступаем к нагреву аппарата. Важно правильно выбрать временной интервал спаивания. И еще одни важный факт, который важно уяснить для того чтобы понять, как правильно паять пластиковые трубы: процесс сварки происходит при температуре 260°С. Прежде чем приступить к работе необходимо проверить выставлены ли нужные параметры на терморегуляторе паяльника. В этой ситуации не нужно спешить, иначе полученный шов будет хрупким и некачественным. Далее, включаем кабель паяльник в сеть. О том, что паяльник готов к работе, сообщит специальный индикатор, установленный на корпусе: при достижении нагрева нужной температуры он загорится. Сам процесс сварки пластиковых элементов действительно очень прост: Резаком для пластика отрезаем трубу нужной длины. В процессе нарезки необходимо следить, чтобы срезы были выполнены предельно ровными. С учетом указанных рекомендаций нагреваем паяльник и начинаем пайку, не забывая при этом о безопасности – работать лучше в перчатках, особенно если опыта выполнения этой работы нет. Далее, мы берем трубу и необходимый фитинг для соединения. Эти две детали вставляются с разных сторон в паяльник и сдавливаются до упора. Обязательное условие – фитинг должен сидеть очень плотно на насадке, если это не так – его нужно заменить. Отсчет времени нагрева начинается с того времени, когда свариваемые детали полностью одеты на насадку. В процессе фиксации стоит избегать любых поворотов, для этого заранее следует сделать соответствующие метки на трубах – при пайке они будут служить своеобразными ориентирами. Конечный этап – фиксация свариваемых элементов. В это время недопустимы никакие механические нагрузки. В противном случае пластик может сжаться, и это соединение придет в негодность. Важно! Перед тем, как паять трубы из полипропилена, сварочный аппарат необходимо надежно закрепить на ножках, а в соответствующие отверстия установить насадки нужного диаметра. При этом обязательно нужно проверить, чтобы они были чистыми, то есть без следов предыдущей пайки.
Конечный этап – фиксация свариваемых элементов. В это время недопустимы никакие механические нагрузки. В противном случае пластик может сжаться, и это соединение придет в негодность. Важно! Перед тем, как паять трубы из полипропилена, сварочный аппарат необходимо надежно закрепить на ножках, а в соответствующие отверстия установить насадки нужного диаметра. При этом обязательно нужно проверить, чтобы они были чистыми, то есть без следов предыдущей пайки.
Советы
Вопрос, как спаять пластиковые трубы, с одной стороны простой, он все же имеет некоторые нюансы, знание о которых позволит проделать качественную и надежную установку. Так, к примеру, внутренний диаметр не разогретого фитинга должен быть меньшим наружного диаметра спаиваемой трубы. Если в холодный фитинг свободно заходит не разогретая труба, такая деталь считается браком и ее не следует использовать. Пайка труб из полипропилена при температуре ниже 0 градусов окружающей среды строго запрещается. Время нагрева для каждого отдельного случая может отличаться. Если температура окружающей среды составляет 20 градусов по Цельсию, тогда стоит воспользоваться таблицей для определения нужного времени нагрева.
|
Диаметр труб, мм
|
Ширина свариваемого пояса, мм
|
Время нагрева деталей, сек
|
Время соединения, сек
|
Время остывания пайки, мин
|
|
20
|
14-16
|
6
|
4
|
2
|
|
25
|
15-18
|
7
|
4
|
2
|
|
32
|
16-21
|
8
|
6
|
4
|
|
40
|
18-22
|
12
|
6
|
4
|
|
50
|
20-25
|
18
|
6
|
4
|
|
63
|
24-28
|
24
|
8
|
6
|
Если все будет сделано правильно, то на фитинге, в месте сварки будет иметься равномерный наплыв.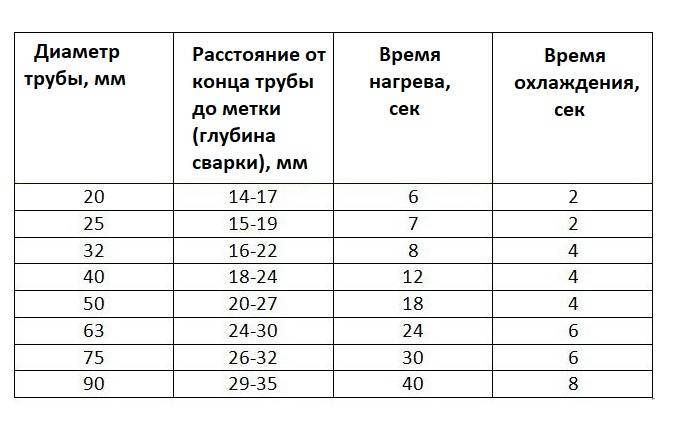 В случае если такового не будет, значит, пайка была произведена неправильно, а поэтому надежность конструкции подвержена сомнению. Лучше всего перед тем, как производить сварку пластиковых труб, несколько раз потренироваться. Такой подход позволит набраться некоторого опыта и навыков, чтобы в дальнейшем правильно и качественно паять полипропиленовые трубы в Херсоне.
В случае если такового не будет, значит, пайка была произведена неправильно, а поэтому надежность конструкции подвержена сомнению. Лучше всего перед тем, как производить сварку пластиковых труб, несколько раз потренироваться. Такой подход позволит набраться некоторого опыта и навыков, чтобы в дальнейшем правильно и качественно паять полипропиленовые трубы в Херсоне.
Пайка полипропиленовых труб — как правильно паять своими руками
Полипропиленовые трубы выдерживают высокое давление, температуру, легко монтируются и служат более 50 лет. Для соединения звеньев трубопровода проводится пайка полипропиленовых труб при помощи сварочного аппарата. Чтобы стыки были герметичными и прочными, нужно соблюдать некоторые рекомендации.
Виды ППР-труб
Полипропилен относится к группе термопластов. При нагревании до температур, ниже предела текучести, полимер переходит в вязкоэластичное состояние. Оно обратимо, поэтому материал при охлаждении снова становится твердым. Это свойство используется при сварке ППР.
Промышленность выпускает трубы диаметром от 10 до 1600 мм с толщиной стенки 2-61 мм. Для бытовых нужд применяют преимущественно сечения от 16 до 110 мм.
Трубный ассортимент изготавливают из разновидностей полипропилена:
- монополимера РР;
- блок-сополимеров РР-Н, РР-В;
- рандом-сополимера РР-R.
Различия между ними заключаются в строении полимерных цепочек и структуре межмолекулярных связей.
Изделия из ППР обладают необходимой прочностью и химической стойкостью, но достаточно высоким термическим расширением. При нагреве на 50 °С труба длиной 10 м удлиняется на 60 мм.
Чтобы уменьшить деформации, проводится армирование полипропилена стекловолокном или алюминиевой фольгой. Наибольшее распространение такие материалы получили в системах низко- или высокотемпературного отопления, где среда испытывает значительные колебания температуры.
В маркировке продукции содержится информация об изготовителе, типе и диаметре трубы, толщине стенки, классе эксплуатации, номинальном рабочем давлении. Дополнительно может быть указан номер российского или международного стандарта.
Дополнительно может быть указан номер российского или международного стандарта.
Область применения труб определяется рабочим давлением:
- PN10, PN16 — для холодного водоснабжения;
- PN20 — для холодного и горячего водоснабжения;
- PN25 — для отопления.
О назначении может сказать цвет пластика:
- белый и серый — для внутреннего холодного или горячего водопровода, отопления;
- черный —для наружных систем;
- зеленый — для полива, холодных трубопроводов небольшой протяженности.
Особенности монтажа
Пайка полипропиленовых труб ведется с помощью тепловой контактной или электроимпульсной сварки. Термопластичный полимер на соединяемых участках при нагреве размягчается, а при затвердевании образует монолитный стык. Узлы являются неразборными.
Для тепловой сварки используется специальный паяльник с греющими насадками различного диаметра. Оптимальная температура пайки полипропиленовых труб 260-300°С. При сборке системы рекомендуется применять изделия одного производителя, что гарантирует совместимость труб и фитингов по диаметру и химическому составу.
При монтаже используются:
- муфты, тройники, углы, переходники, отводы, обводы из ППР;
- комбинированные изделия для соединения с металлом;
- шаровые краны;
- обратные клапаны;
- фильтры;
- водорозетки.
К стене трубопровод крепится с помощью кронштейнов, хомутов, опор.
Устройство и принцип работы ручного паяльника для ППР
Сварочный аппарат для пайки полипропиленовых труб помогает быстро и качественно смонтировать систему водоснабжения, отопления, дренажа или полива. Инструмент состоит из корпуса с ручкой, металлической платформы («утюга», цилиндра) для крепления насадок и подставки.
Прибор работает от сети 220 В, потребляемая мощность 600-2000 Вт. Температура нагрева задается терморегулятором в пределах 50-300°С. Определить готовность к работе можно по светящимся индикаторам. В платформе предусмотрены отверстия под насадки для трубопроводов наиболее распространенных диаметров 20, 25, 32 мм. В некоторых моделях комплектация расширена до 40, 50 или 63 мм.
В платформе предусмотрены отверстия под насадки для трубопроводов наиболее распространенных диаметров 20, 25, 32 мм. В некоторых моделях комплектация расширена до 40, 50 или 63 мм.
Насадки устанавливаются попарно — гильза предназначена для разогрева участка трубы, дорн для раструба муфты или корпуса арматуры. Покрытие может быть стальным или тефлоновым. В отличие от металла полимерный материал обладает низкой адгезией, намного лучше очищается от пластикового припоя.
В штырьевых паяльниках используются колодочные насадки. Они состоят из двух частей и закрепляются к нагревателю болтами. Такие сварочные аппараты применяют для пайки в труднодоступных местах.
Как правильно паять полипропиленовые трубы согласно инструкции:
- Установить нужные насадки.
- Прибор включить в сеть.
- Задать требуемую температуру с помощью терморегулятора.
- Дождаться сигнала индикатора.
- Надеть трубу на одну насадку, фитинг на другую.
- Выждать время, указанное в таблице инструкции.
- Снять нагретые элементы, соединить, прижать без усилия.
- Дать остыть в течение нескольких минут.
Некоторые производители укомплектовывают прибор металлическим кейсом для хранения и переноски, ножницами для резки полипропиленовых труб, защитными перчатками. Электроинструмент доступен по цене и прост в применении, что сделало его популярным как у профессионалов, так и домашних мастеров.
Пайка неармированных труб
Сваривать ППР-трубы рекомендуется при температуре воздуха не ниже +5°С, так как на морозе пластик становится хрупким. Для монтажа понадобятся фитинги, паяльник, шестигранник для закручивания насадок, ножницы, рулетка, карандаш, перчатки. Насадки больших диаметров устанавливают ближе к основанию, меньшие — к краю нагревательной платформы.
На терморегуляторе выставляют температуру в диапазоне 240-280°С. После отключения контрольного индикатора можно приступать к пайке.
Резка
Труба перед свариванием должна быть подготовлена.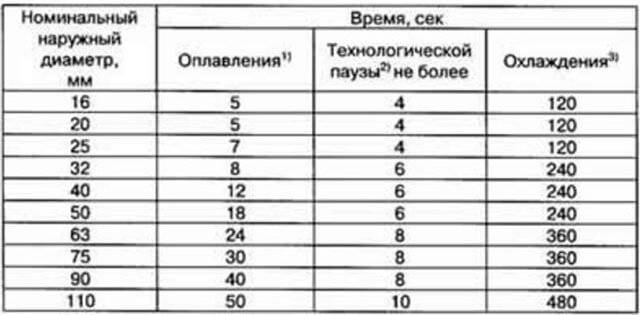 Ее нарезают на участки согласно схеме трубопровода заранее или непосредственно при монтаже. Для резки используют специальные ножницы по полипропилену, дающие ровный рез.
Ее нарезают на участки согласно схеме трубопровода заранее или непосредственно при монтаже. Для резки используют специальные ножницы по полипропилену, дающие ровный рез.
Ножницы могут быть различной конструкции — с обратной пружиной, храповым или роликовым механизмом, электроприводом. Широкое основание позволяет установить трубу правильно по отношению к режущей части.
Допускается применение ножовок по металлу. Для получения качественного среза инструмент нужно держать строго перпендикулярно оси трубы.
Снятие фаски
По технологии монтажа полипропиленовых трубопроводов требуется снять с торцов фаску глубиной 1 мм под углом 30°. Этой операцией часто пренебрегают, считая, что она не нужна. Тем не менее, благодаря срезанию лишнего объема и формированию утонченного окончания трубы соединение в нагретом виде намного легче собирается и меньше деформируется. Расплавленный материал не продавливается в просвет и не снижает его площадь.
Фаску можно снять строительным ножом, специальным точильным станком или самодельным устройством с режущим лезвием.
Видео как снять фаску у алюминевых и неалюминевых труб
Очищение и обезжиривание
Снятие пыли, загрязнений и жира производится ветошью, смоченной ацетоном. Эта мера способствует более равномерной диффузии между разогретыми границами трубы и фитинга, увеличивает срок службы узла.
Разметка
Если достаточного опыта сварки нет, рекомендуется сделать предварительную разметку. Для этого на торце трубы отмеряют расстояние, равное глубине раструба фитинга плюс 2 мм, и ставят карандашом отметку. Можно установить ограничительный хомут.
Рекомендуемые расстояния до риски в зависимости от диаметра трубы:
Если фронт работы большой, удобно пользоваться самодельным шаблоном.
Прогрев и соединение
Время нагрева насадок зависит от толщины стенки трубы. Чем она больше, тем дольше должно быть температурное воздействие. Рекомендуемые производителями величины указываются в инструкции к сварочному аппарату.
Трубу насаживают на разогретую гильзу до ограничительной метки, а фитинг — на дорн. Через несколько секунд детали аккуратно снимают, соединяют с небольшим усилием, выдерживают технологическую паузу и охлаждают естественным путем без механический воздействий. После каждого применения насадки очищают от остатков налипшего материала.
Превышать время нагрева не рекомендуется. В результате полипропилен становится слишком вязким и образует наплывы, которые могут сузить просвет и нарушить проходимость соединения.
Нельзя допускать несоосности аппарата и деталей при сварке. На участках длиной более 2 м нужно подложить подставки. Сложные звенья лучше заранее спаять на горизонтальной площадке — полу или столе, а затем уже вварить готовый узел в трубопровод.
Как паять полипропиленовые трубы с армированием
Армирующий слой, уменьшающий температурные деформации, изготавливается из алюминиевой фольги или стекловолокна. Он может располагаться на внешней поверхности или в толще стенки. Трубы, армированные стекловолокном, сваривают аналогично обычным полипропиленовым. Стеклянные нити не препятствуют диффузии материалов, при отвердении структура не меняется.
Фольга при сварке создает непроницаемый барьер для смешивания молекул полимера, поэтому металл предварительно удаляют на глубину стыка. Для этого применяют специальные ручные зачистки или насадки на перфоратор.
Зачистки работают по принципу точилки для карандашей. Они срезают верхний слой полипропилена и металл. На поверхности после обработки не должны остаться частицы фольги. Дальше пайка проводится обычным способом с подбором соответствующих фитингов.
Как паять полипропиленовые трубы в труднодоступных местах
Часто бывает, что к соединению сложно добраться даже с компактным ручным паяльником. Это участки под потолком, в углах, нишах или места с близко расположенным сантехническим оборудованием. В этом случае применяются следующие способы сварки:
Это участки под потолком, в углах, нишах или места с близко расположенным сантехническим оборудованием. В этом случае применяются следующие способы сварки:
- Сложный узел сначала собирают отдельно, затем приваривают к трубе в удобном месте.
- Нагревают последовательно прямую и ответную часть с минимальным промежутком времени и быстро соединяют, чтобы детали не успели остыть.
- Используют одновременно 2 комплекта насадок, устанавливая их в нагреватель зеркально. При этом одна из веток не должна быть жестко закрепленной.
- Предварительно разогретые на штырьевом паяльнике насадки слегка откручивают, снимают и расплавляют ими соединяемые участки.
Поскольку сварку нужно проводить быстро, для работы в труднодоступных местах не обойтись без помощника.
Гидравлические испытания
Качественные соединения при внешнем осмотре не имеют несоосности более 5°, складок, трещин или других дефектов. По кромке раструба должен образоваться валик, выступающий за торец трубы. Если он неоднородный или слоистый, при сварке был нарушен температурный режим или в стык попала грязь.
Гидравлические испытания проводят при давлении, превышающем максимально допустимое в 1,5 раз. Так для трубопровода с РМ 25 атм. это 40 атм. Время нагнетания 30 мин.
Через 10 и 20 минутах давление снижают, проверяют соединения на герметичность. Затем давление повторно повышают. Если обнаружены утечки и потеря по манометру более 0,2 бар, участок трубопровода с дефектами нуждается в замене. Если вы нанимаете специалиста, стоимость пайки полипропиленовых труб будет выше, чем при самостоятельном монтаже. Зато вы на 100% сможете избежать протечек из-за некачественных стыков и, следовательно, сэкономите на переделках.
Техника безопасности при пайке труб
Чтобы не нанести вред своему здоровью, при сварке полимеров нужно соблюдать правила:
- Организовать в помещении хорошую вентиляцию.
- Надевать рукавицы для предотвращения ожогов.
- Не держать рядом с рабочим местом горючие материалы и жидкости.

- Выполнять правила обращения с электроинструментом.
Желательно иметь поблизости аптечку для оказания первой помощи.
Как не допустить ошибок
Качеству сварки может навредить несоблюдение технологии. Чтобы не пришлось заменять отдельные участки или весь трубопровод, рекомендуется:
- не работать при низких температурах воздуха;
- не превышать время нагрева;
- не крутить детали соединения, снимая с насадок;
- не применять излишних усилий при стыковании;
- не использовать насадки с поврежденным покрытием;
- очищать и обезжиривать поверхности;
- не сваривать металлический трубопровод рядом с фитингом из ППР, который при нагреве может расплавиться.
Видеоинструкция по монтажу полипропиленовых труб
Заключение
Пайка полипропиленовых труб своими руками проводится с помощью компактного сварочного аппарата. Для получения качественных соединений нужно использовать комплектующие одного производителя. При строгом соблюдении технологии стыки будут герметичными, прослужат не менее срока эксплуатации самого трубопровода.
Советы по сварке полипропиленовых труб
Мы закончили монтаж своего водопровода из полипропилена, а также провели наглядные натурные испытания на прочность и качество сварки. Теперь можем, исходя из своего практического опыта, давать советы по сварке полипропиленовых труб своими руками, как не допустить ошибок в данной технологии и подробно описать все этапы работ по самостоятельному монтажу водопровода из полипропилена.
Как и зачем размечать полипропиленовые трубы перед сваркой
Первый вопрос, который появляется перед нами: сколько нужно отрезать от трубы. чтобы верно спаять первый же участок? Ведь в конце концов отрезок трубы уменьшится на расстояние сварки. Для этого смотрим в инструкцию или измеряем парную насадку на инструменте. Для разного диаметра труб это расстояние разное. Например, в нашем случае, для 20 мм трубы это расстояние 14,5 мм, для трубы 32 мм – 18 мм соответственно.
Для разного диаметра труб это расстояние разное. Например, в нашем случае, для 20 мм трубы это расстояние 14,5 мм, для трубы 32 мм – 18 мм соответственно.
Далее перед сваркой каждой детали полипропиленового водопровода непременно наносилась разметка. Для этого даже был выполнен шаблон, чтобы постоянно не измерять трубу. Действительно, после применения предварительной разметки повысилась повторяемость сварки. Одинаковыми соединения стали не только по внешнему виду, но и усилия на одевание и снятие заготовок с разогретой насадки стали более предсказуемыми.
Возможные погрешности при сварке полипропиленовых труб
Во время монтажа своего водопровода мы столкнулись с несколькими проблемами, которые к счастью оказались не такими уж серьезными, тем не менее написать о них нужно. Первая беда – неперпендикулярные соединения. С механической точки зрения, неидеальная стыковка под 90 градусов не влияет на надежность сварки. Это скорее вызывает некоторое неудобство при стыковке протяженных участков и эстетически смотрится не аккуратно. Но нам все равно закрывать всю эту красоту декоративными коробами из гипсокартона, поэтому просто признаем, что без опыта ровно не получится. С этим можно бороться большим число повторений или просто смириться.
Второй камень преткновения – внешний вид соединения труба-фитинг. В интернете все спорят о том, сколько слоев наплывающего пластика должно быть в месте соединения фитинга и трубы: один или два. Одни считают наличие таких колец критерием качественной сварки, другие, напротив, видят в «двойном подбородке» из выпирающей полипропиленовой массы непрофессионализм.
Ответственно могу заявить, что на качество сварки это ни как не влияет – все эти кольца, валики и прочие аномалии, лишь побочное косметическое проявление. Один или два слоя выпучится наружу, значения не имеет – труба от этого в месте соединения не развалится. И у меня, первое время, всегда получалось по-разному, но потом я нащупал секрет получения одного слоя. Все просто: один слой снимается с трубы, другой выдавливается из фитинга – получаем два не всегда ровных кольца.
Все просто: один слой снимается с трубы, другой выдавливается из фитинга – получаем два не всегда ровных кольца.
Чтобы получить эстетически красивое соединение с минимумом излишков полипропиленовой массы предлагаю сделать следующим образом. Перед нагревом, проставить на трубе помимо основной еще одну метку. Она должна быть нанесена чуть раньше глубины взаимодействия трубы и фитинга, вторую же метку нанести на прежнем месте. Разогрев трубы производить до первой дополнительной метки, а при соединении, вводить трубу до второй основной метки. Таким образом, во время соединения, лишний пластик окажется лишь со стороны фитинга. Образуется всего одно небольшое кольцо в месте соединения. Мы как бы совсем чуть чуть недоразогреваем трубу, но полностью разогреваем фитинг. Хотя лично мне все равно как выглядит соединение, по мне главное – это надежность, а эстетику будем наводить за счет кафеля.
Наш коллектор непростой: мало того, что применяются переходные или редукционные тройники, конструкция растянута в нише между помещениями. То есть для выполнения монтажа с инструментом ни как не подлезть. Поэтому решено выполнять монтаж крупно узловыми участками, а потом стыковать в удобном месте. Особенность нашего коллектора еще и в том, что нужно учесть горизонтальные отводы для запитывания потребителей в разных помещениях. Трубы нужно прокладывать таким образом, чтобы не выйти за конструкцию короба, закрывающего инсталляцию для унитаза и биде.
Не обойтись при монтаже без фиксации конструкции. Для полипропилена существуют замечательные пластиковые держатели, в которые трубы легко защелкиваются. Так как наша конструкция очень не простая, приходилось по нескольку раз примеряться. Самыми неудобными для монтажа стали места установки фильтров для воды. С одной стороны оба фильтра нужно надежно закрепить, а с другой обеспечить легкий доступ для обслуживания. Так как не хватает расстояния для установки двух фильтров, кран для слива пришлось установить через угольник.
Ошибки при монтаже полипропиленовых труб
Вблизи конечных потребителей воды трубы заканчиваются муфтами с наружной резьбой. Это правило действует везде, кроме смесителя для ванной, так как тут требуются муфты с внутренней резьбой. Затем накручивается эксцентрик и устанавливается смеситель. Перед закупкой фитингов для ванной, я посмотрел, как сделали у соседей наемные сантехники, и купил оконечные муфты с наружной резьбой. Это была политическая ошибка, которую придется исправлять с помощью муфты (футорки).
Вдоль стен в наших санузлах запланированы короба, прикрывающие трубы. Как видно на фотографии, фитинг с резьбой выбран угловой, чтобы уменьшить число соединений. Ведь чем меньше швов, тем пропорционально меньше вероятность того, что они в один прекрасный день они разойдутся. Вот по примеру стенда в магазине и совершалась закупка фитингов. На практике монтаж полипропилена не составил труда, однако, при сооружении короба возникли проблемы. Слишком уж маленькое расстояние от трубы до резьбы оказывается после облицовки короба плиткой.
Во время соединения полипропиленовых труб с фитингом еще остается некоторое время для корректировки положения трубы относительно фитинга. Это время достаточно ограниченное всего пару секунд. Именно в тех случаях, когда монтажник увлечется вылавливанием миллиметров и перпендикуляров, может ухудшится прочность шва. Так что я настоятельно рекомендую сократить до минимума это время на исправление неточностей. Разогрел, вставил, подождал и все – никаких попыток «запрыгнуть в уходящий поезд». Как получилось – так получилось. Если получилось плохо – переделывайте весь кусок.
Другой враг при сварке труб из пропилена – перегрев материала. Сварка полипропилена похожа на пайку меди свинцово-оловянным припоем, там тоже целое искусство найти нужные температуру и время взаимодействия материалов. Перегретый пластик меняет свои физико-химические свойства, а также, при перегреве, меняются геометрические размеры деталей и площадь соединения уменьшается. В результате чего надежность соединения падает. Самое неприятное, что последствия такого неаккуратного шва могут проявиться не сразу. Но самые опасные враги полипропилена – грязь, вода в месте соединения и поспешность во время монтажа. Так что при самостоятельном монтаже полипропиленовых труб следует трепетно поддерживать культуру труда.
В результате чего надежность соединения падает. Самое неприятное, что последствия такого неаккуратного шва могут проявиться не сразу. Но самые опасные враги полипропилена – грязь, вода в месте соединения и поспешность во время монтажа. Так что при самостоятельном монтаже полипропиленовых труб следует трепетно поддерживать культуру труда.
Кроме организационных проблем и ошибок при проектировке, монтаж полипропиленовых труб не составит труда для любого человека. В наших силах повлиять и на температуру и на время соединения, так что нужна лишь внимательность и аккуратность.
Как паять пластиковые трубы своими руками
Для тех, кто умеет паять пластиковые трубы, устройство системы отопления, горячего или холодного водоснабжения и других домашних трубопроводов не составит особого труда. Сборка таких систем требует в первую очередь надежного соединения труб, от которого зависит качество всей проделанной работы.
Фото 1. Конструкция жала для пластиковых труб.
Сварить из них пластик разных видов не так уж и сложно, как может показаться .Полипропилен, полиэтилен и другие полимерные материалы Хорошие в работе штифты, не требуют слишком сложного оборудования, температура плавления намного ниже, чем у железа, сравнительно небольшой вес, а также жесткость. Но знание специфики каждого материала, о том, что и в какой последовательности необходимо.
Необходимые инструменты и материалы
Сварка полипропиленовых труб своими руками требует определенного набора инструментов и материалов. Имеет смысл вначале кратко перечислить их и разобраться, что и для чего предназначено.Итак, для качественной сварки труб необходимо:
- паяльник специальный или паяльник бытовой;
- комплект насадок для такого паяльника;
- секатор (ножницы), предназначенный для плавной резки труб;
- пластиковых труб;
- муфты соединительные (арматура) различных типов;
- переходники для резьбовых соединений;
- шейвер;
- перевозчик;
- средство для обезжиривания пластиковых труб.

Как паять полипропиленовые трубы? Этот вопрос задают начинающие мастера.На фото 1 видно, что конструкция паяльника довольно необычна. Он предназначен для нагрева пластика, а точнее труб определенного диаметра. Ведь установка пластиковых трубопроводов — это в основном сварка компонентов. Такой паяльник — аналог сварочного аппарата, применяемого для соединения стальных изделий.
Насадки для паяльников предназначены для работы с трубами и фитингами малого и большого диаметра. Обычно они продаются в виде набора.
Вместо ножниц для резки пластиковых труб вполне можно применить обычную ножовку по металлу. Но тогда получить ровный срез под прямым углом будет довольно сложно, да и сам процесс нарезки займет слишком много времени. Секрет даже человека без особых навыков — ровно разрезать трубочку.
Пластиковые трубы свариваются практически по той же технологии, но с некоторыми отличиями. ПВХ, полипропилен, полиэтилен, например, разной температуры плавления.Также существуют армированные трубы, которые перед сваркой необходимо очистить от армирующего материала.
Муфты, или фитинги, соединительные элементы различного назначения. Например, фитинги для соединения резьбовых соединений, называемые американками, тройники, уголки с разным углом изгиба, обычные соединительные муфты и т. Д. Как нетрудно догадаться, внутренний диаметр соединительных элементов примерно равен наружному диаметру пластиковых труб.
Sheer — это средство, предназначенное для очистки армирующего слоя, расположенного сверху.Если этот армирующий слой внутренний, то для его очистки уже нужен носитель.
Чтобы соединение было более прочным, место пайки должно его препятствовать. Для этого составы, растворяющие жир, этанол или другие.
Помимо описанных инструментов, могут потребоваться строительный уровень, специальные маркеры и т. Д. Но они понадобятся, когда будет проводиться реальный монтаж, например, систем отопления.
Пошаговое описание сварки полипропиленовых элементов
В качестве примера стоит описать процесс компаундирования полипропиленовых труб. Они наиболее распространены, используются в усиленном и неразрешенном виде для устройства практически любых домашних трубопроводных систем.
Они наиболее распространены, используются в усиленном и неразрешенном виде для устройства практически любых домашних трубопроводных систем.
Технология сварки полипропиленовых труб, как уже отмечалось выше, основана на относительно небольшой температуре плавления исходного материала. Собственно, это основное свойство полипропилена или другого пластика, определяющее относительно невысокую стоимость монтажа трубопроводов.
При пайке труб, исходным материалом для изготовления которых является полипропилен, необходимо выполнить следующие действия:
- Отрежьте трубы необходимой длины специальными ножницами.Необходимо тщательно проверять качество пропила и его угол по отношению к осевой линии трубы.
- Подобрать фитинги с учетом их назначения и диаметра.
- Обезжирьте свариваемые трубы и фитинги. Трубу следует отводить сверху, фитинг — внутрь.
- Включить паяльник, оснастить его насадками такого диаметра, который нужен для пайки труб. При этом следует учитывать, что паяльник достаточно долго нагревается, поэтому можно заранее его включить.Его рабочая температура находится в определенном диапазоне, есть регулятор, который можно настроить для настройки, чтобы установить положение на желаемый тип.
- Если проводится сварка армированных труб, необходимо предварительно очистить место соединения от армирующего слоя. Для этого используется переноска или бритва, которую нужно подготовить заранее.
- Вставляем трубку в приготовленный для нее паяльник. Примерку на насадку надеть, так как она согреет его внутреннюю сторону. Время нагрева зависит от параметров труб и фитингов, о которых пойдет речь ниже.
- По окончании нагрева вставить трубу в фитинг до упора. Нужно тщательно контролировать угол наклона вставок, чтобы соединение не получилось неровным. На каждой трубе и на каждом фитинге есть специальная планка в виде выпуклого профиля, которая указывает направление сварки. Если такие полоски спаять одна напротив другой, даже довольно сложная система из труб окажется в одной плоскости.
- Время сварки полипропиленовых труб составляет несколько минут, поэтому их нужно отложить до полного затвердевания, после чего уже можно приступать к монтажу на стене.
Как видите, провести сварочный процесс не так уж и сложно. Но на самом деле это необходимо, прежде чем реальное использование знаний, полученных из материала, изложено немного на практике. Обучение не будет стоить слишком дорого, так как невооруженные трубы и фитинги достаточно дешевы. Ошибка в реальной работе приведет к необходимости начинать все сначала, тратя время и материалы.
Как паять полипропиленовые трубы уже понятно, пришла очередь разбираться с некоторыми параметрами процесса.
Параметры, которые необходимо учитывать при сварке труб
Типы пластиковых труб: 1 — полиэтилен, 2 — полипропилен, 3 — металлопластик.
Каждый пластик плавится при определенной температуре, и это необходимо учитывать при сварке. Кроме того, существуют такие понятия, как рекомендуемая рабочая температура и температура размягчения.
Например, полипропилен плавится при нагревании до 175 ° C. Но если температура на 30 ° C меньше, материал начинает размягчаться, что приводит к необратимой деформации.При таких параметрах производители полипропиленовых труб рекомендуют температуру эксплуатации не выше 95 °. Для трубопроводов, по которым движется, например, кипящая вода, эти трубы не подходят. Но если они изготовлены из армированного алюминия или другого металла, их можно использовать для жарких сред.
Сварка, при которой полипропиленовые трубы гарантированно надежно соединены, возможна только при определенных параметрах. окружающий. По крайней мере, в помещении, где он проводится, должно быть тепло. Ни один производитель не рекомендует такие работы при минусовой температуре.Да и точность работы человека на морозе — понятие довольно условное.
Заключение по теме
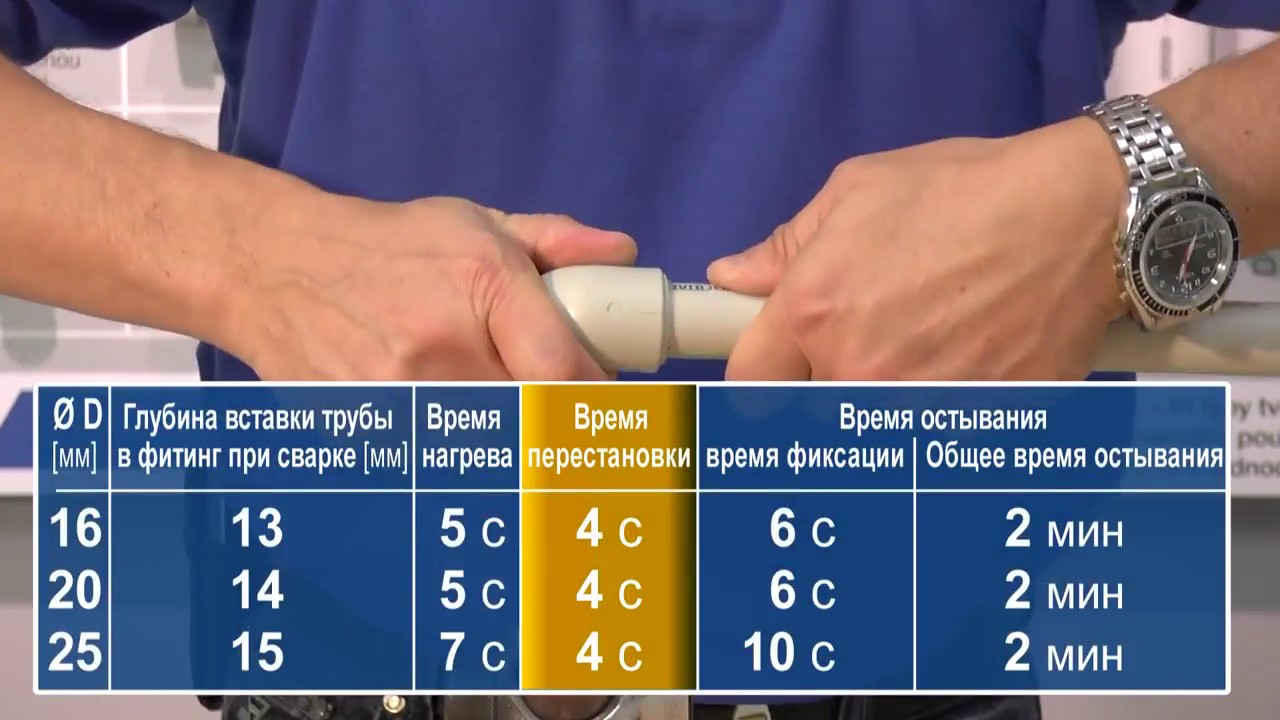
Важным моментом является время прогрева труб и фитингов паяльником.

Например, если на рабочем месте закреплены термометры 20 ° С, то для трубы диаметром 20 мм при ширине приварной ленты до 16 мм необходимо потратить на нагрев 6 ° С, 4 с. для подключения и 2 мин, чтобы убедиться, что это соединение полностью прочно.
Таблица соотношений диаметров, длины сварки и времени, затрачиваемого на основные операции, должна быть руководством к действию для тех, кто собирается сваривать пластиковые трубы для различных типов трубопроводов.
Ремонт стоит довольно дорого, поэтому многие, чтобы сэкономить, предпочитают делать своими руками. Но если поклейка обоев и укладка линолеума считаются простыми видами ремонта, то прокладка или замена коммуникаций требует определенных навыков и специального оборудования.
Например, многих пугает необходимость подключения пластиковых труб при ремонте водопровода. На самом деле ничего сложного в этом нет, достаточно приобрести сварочный аппарат для пластиковых труб и изучить некоторые особенности процесса.
Для сварки пластиковых труб потребуются следующие инструменты:
- рулетка строительная и карандаш (маркер) для работы обмеров,
- труборез или строительный нож для обрезки труб,
- отв. (При сварке труб, армированных алюминиевой фольгой),
- огнеупорная мелкозернистая наждачная бумага для затирки посевов на обрезных трубах,
- Аппарат для сварки труб.
Также понадобится спирт для обезжиривания элементов конструкции в местах приварки и тряпка.
Что такое сварочный аппарат для пластиковых труб
Сварочный аппарат для пластиковых труб предназначен для нагрева соединяемых между собой концов трубы и фитинга до температуры, близкой к температуре плавления. За счет размягчения материала после охлаждения образуют единую монолитную конструкцию.
Само устройство состоит из опорной платформы и корпус оснащен:
- терморегулятор,
- световых индикаторов рабочего состояния прибора,
- ТЭН (зеркала, подошвы),
- ручки для регулировки положения зеркала.

Подошва аппарата представляет собой два отверстия, к которым крепятся патрубки, соответствующие диаметрам пластиковых труб. Самые распространенные насадки позволяют сваривать трубы от 16 до 32 мм, максимально возможный диаметр — 63 мм.
Полезно! При этом подошва подошвы и прикрепленные к ней насадки нагреваются до одинаковой температуры, что позволяет надежно соединять элементы трубопровода, не беспокоясь о том, что один из них недостаточно дышит.
Есть 2 типа сварочных аппаратов для пластмасс: Movidoid и цилиндрические. Аппарата-меча вполне достаточно для использования в домашних условиях, но у этого инструмента есть один недостаток — довольно низкая устойчивость.
Если вы решили своими силами сделать водопровод для своего дома, то знаете, что лучшим материалом для этого будут пластиковые трубы. Для того, чтобы в единой системе, нужно изобразить, как производится сварка пластика. Однако пусть это вас пугает, так как сам процесс пайки пластиковых труб не представляет особой сложности и не требует большого количества специальных инструментов.
Для производства сварки вам понадобится:
- рулетка;
- ;
- строительный уровень;
- ножницы для резки пластиковых труб;
- Сварочный аппарат для пластиковых труб.
Маркер
Все инструменты, кроме последнего, есть практически в любой мастерской. Последний может понадобиться вам всего один раз в жизни, поэтому гораздо целесообразнее не покупать его, а давать взаймы или брать напрокат.
Кратко о сварочном аппарате
Перед тем, как приступить к пайке, следует кратко ознакомиться с устройством, которое вы собираетесь использовать.
Важным элементом является подошва, оснащенная ТЭНами. Удобство работы обеспечивается тем, что на подошве есть отверстия, позволяющие закрепить специальные насадки для пайки. Регулировка температуры осуществляется с помощью термостата, который находится на корпусе.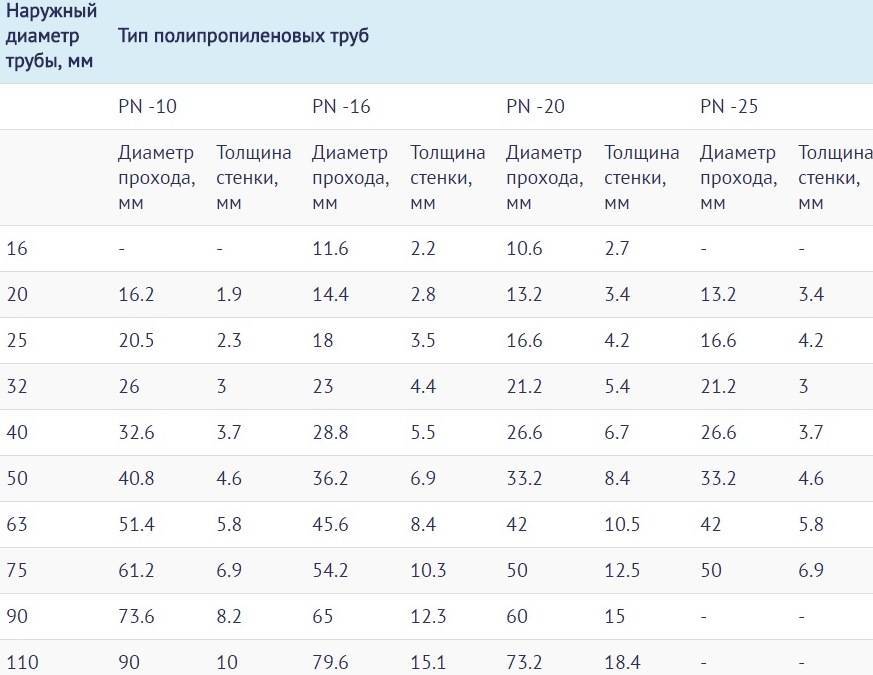
Трубка для технологической пайки
Приступая к работе, устройство необходимо установить в желаемом положении и закрепить на нем насадку подходящего размера. С помощью термостата установите необходимую температуру:
- 260 ° C для полипропиленовых труб;
- 220 ° C для полиэтиленовых труб.
Дайте прибору прогреться в течение 10-20 минут, прежде чем индикатор погаснет.
Выполняя пайку, необходимо исходить из следующих данных:
| Наружный размер трубы, мм | |||||
| Интервал до этикетки, мм | |||||
| Продолжительность нагрева, сек | |||||
| Максимальная продолжительность технологической паузы, с | |||||
| Продолжительность охлаждения, мин |
Процесс пайки сводится к следующим операциям:
- Специальными ножницами отрезать трубу необходимой длины, используя спиртовой раствор. Очистить от грязи и жира места стыков;
- Пубон и погашение, установить в форсунку и прогреть в течение времени, указанного в таблице;
- Предварительно нагретые элементы соединить между собой, вставив трубу в дугу.Эта операция должна быть завершена в течение времени, указанного в Таблице технологической паузы;
- После выполнения операции проверьте качество полученного сварного соединения, которое будет заметно в виде пластиковых колец.
Мы только что изложили суть процесса пайки. Однако для обеспечения надежности работы трубопровода следует обратить внимание на следующие детали:
- Первая сварка должна быть произведена через пять минут после нагрева паяльника.
- При необходимости сварить армированные трубы следует с помощью специального инструмента Sheer, чтобы удалить алюминиевые и полипропиленовые трубы, образующие два верхних слоя. После этого производится стыковка труб по уже описанной методике.
- Сварочные работы разрешается проводить только при плюсовой температуре окружающей среды.
- После сварки дать соединенным трубам остыть, не допуская их прокручивания или взаимного перемещения. В том случае, когда соединительные швы оказались некачественно, узел необходимо разрезать и заново произвести процесс сварки.
Работая СО, необходимо соблюдать определенные меры предосторожности, несоблюдение которых может повлиять на качество сварных соединений. В частности, необходимо помнить, что форсунки имеют тефлоновое покрытие, предотвращающее образование автомобиля. По завершении каждой операции с них нужно удалять оставшиеся остатки деревянной лопаткой. Категорически запрещается удалять остатки материала после охлаждения форсунок, так как это может привести к повреждению покрытия и нарушению работы всего устройства.
Любое современное жилье, будь то частный особняк или городская квартира, обязательно оснащено различными инженерными коммуникациями. И если это так, либо в процессе строительства, либо при ремонте или реконструкции, рано или поздно собственникам придется столкнуться с проблемой установки или замены труб — и систем отопления. Мало кто в настоящее время выбирает трудоемкий и достаточно сложный монтаж стальных труб ВГП. Это дороги сами по себе, требуют значительных дополнительных затрат на транспортировку, а их обработка и соединение связаны со специфическими операциями, которые нельзя резать, гибку, электрическую или газовую сварку, нарезание резьбы и т. Д.Плюс к «поискам» каждого резьбового соединения Нужен особый подход, чтобы соединительный узел получился качественным, без протечек.
Д.Плюс к «поискам» каждого резьбового соединения Нужен особый подход, чтобы соединительный узел получился качественным, без протечек.
Как хорошо, что современные технологии позволяют обойтись без всего этого, применяя полипропиленовые трубы. При правильном выборе материала и качественного монтажа, водопровода и отопления контуры практически не уступают стали, по многим позициям — намного превосходят их. К тому же пайка полипропиленовых труб сама по себе не так уж и сложна и инструкция по выполнению которой будет рассмотрена в данной публикации.
Не все полипропиленовые трубы одинаковы
Прежде чем приступить к рассмотрению инструкции по монтажу полипропиленовых труб, имеет смысл дать хотя бы общее представление об этом материале, в частности, о его разновидностях и сферах применения. Выбор труб по принципу «какие дешевле» или «какие были» — совершенно недопустим. Последствия для непонятного домашнего мастера могут быть очень печальными — от деформации прокладки трубопровода до его разрыва или появления протечек в соединительных узлах.
Разница в диаметре не нужна — в разных системах и на разных участках используются их размеры, которые предопределены гидравлическими расчетами. Линия диаметров от 16 до 110 мм позволяет практически полностью обеспечить все возможные варианты. Причем практика показывает, что для дома или квартиры обычно достаточно диапазона до 40 мм, гораздо реже — до 50 ÷ 63 мм. Трубы большего диаметра — это скорее ствол, и у них есть особенности монтажа, но бороться с этим самодельным мастером — вряд ли придется.
Сразу можно вспомнить разницу между некоторыми типами цвета по цвету. Здесь тоже можно обратить внимание на это — белые, зеленые, сероватые и другие стены — ни о чем не говорить. Видимо, это просто решение производителей как-то выделить вашу продукцию на общем фоне. Кстати, для контуров отопления белый цвет точно будет предпочтительнее, так как трубопровод ненавязчиво вписывается в любой интерьер, не создавая дисгармоничного цветового «пятна».
А вот цветные полосы, если они есть, уже несут информативную нагрузку, интуитивно понятную каждому.Синяя полоса — труба рассчитана исключительно на холодное водоснабжение, красная — способная выдерживать повышенные температуры. Однако такая цветовая маркировка (которой, кстати, очень часто не бывает), является лишь очень приблизительной, не раскрывая в полной мере эксплуатационные возможности той или иной трубы. Помогает просто не ошибиться в период установки системы. Кстати, продольная линия хороша и тем, что она становится хорошим ориентиром при стыковке сопрягаемых частей пайкой.
Намного больше информации дает буквенно-цифровая маркировка, которая, как правило, наносится на внешнюю стену. Здесь уже стоит быть рядом.
Международное сокращенное обозначение полипропилена — PPR. Есть несколько разновидностей материала, и можно встретить обозначения RRRC, RR-N, RR-B, PP-3 и другие. Но чтобы не запутать конечного потребителя, существует более четкая градация труб — по типам, в зависимости от допустимого давления перекачиваемой жидкости и ее температуры.Всего типов четыре: ПН-10, ПН-16, ПН-20, ПН-25. Чтобы долго не рассказывать о каждом из них, можно привести знак, характеризующий возможности эксплуатации и область применения труб.
трубы полипропиленовые
| Тип полипропиленовых трубок | Рабочее давление (номинальное) | Область применения трубы | |
|---|---|---|---|
| МПа | техническая атмосфера, бар | ||
| ПН -10. | 1,0 | 10,2 | Холодное водоснабжение. Как исключение — облицовка магистралей по контурам водяного «теплого пола», масимала с рабочей температурой теплоносителя до 45 ° С. Материал наиболее доступный по стоимости — за счет не особо выдающихся физико-технических и эксплуатационных параметров. |
| PN -16 | 1,6 | 16,3 | Самое шасси для автономных систем холодного и горячего водоснабжения, с рабочей температурой не более 60 ° С, давлением не выше 1.6 МПа. |
| PN -20. | 2,0 | 20,4 | Холодное и горячее автономное или центральное водоснабжение. Возможно использование в автономных системах отопления, где гарантирована гидродинамика. Температура охлаждающей жидкости не должна превышать 80 ° С. |
| PN -25 | 2,5 | 25,5 | Горячее централизованное водоснабжение, системы отопления с теплоносителем временно до 90 ÷ 95 ° С, в том числе центральные. Самый прочный и не самый дорогой вид труб. |
Конечно, чтобы труба выдерживала повышенное давление и температуру, у нее должны быть более толстые стенки. Величина толщины стенки и, соответственно, диаметр условного прохода полипропиленовых труб разных типов — Таблица ниже:
| Наружный диаметр трубы, мм | Тип полипропиленовой трубы | |||||||
|---|---|---|---|---|---|---|---|---|
| ПН -10. | PN -16 | PN -20. | PN -25 | |||||
| Диаметр прохода, мм | Толщина стенки, мм | Диаметр прохода, мм | Толщина стенки, мм | Диаметр прохода, мм | Толщина стенки, мм | Диаметр прохода, мм | Толщина стенки, мм | |
| 16 | — | — | 11.6 | 2,2 | 10,6 | 2,7 | — | — |
| 20 | 16,2 | 1,9 | 14,4 | 2,8 | 13,2 | 3,4 | 13,2 | 3,4 |
| 25 | 20,5 | 2,3 | 18 | 3,5 | 16,6 | 4,2 | 16,6 | 4,2 |
| 32 | 26 | 3 | 23 | 4.4 | 21,2 | 5,4 | 21,2 | 3 |
| 40 | 32,6 | 3,7 | 28,8 | 5,5 | 26,6 | 6,7 | 26,6 | 3,7 |
| 50 | 40,8 | 4,6 | 36,2 | 6,9 | 33,2 | 8,4 | 33,2 | 4,6 |
| 63 | 51,4 | 5.8 | 45,6 | 8,4 | 42 | 10,5 | 42 | 5,8 |
| 75 | 61,2 | 6,9 | 54,2 | 10,3 | 50 | 12,5 | 50 | 6,9 |
| 90 | 73,6 | 8,2 | 65 | 12,3 | 60 | 15 | — | — |
| 110 | 90 | 10 | 79.6 | 15,1 | 73,2 | 18,4 | — | — |
При всех достоинствах полипропилена у него есть довольно существенный недостаток — очень значительное линейное расширение при нагревании. Если для холодных трубопроводов, расположенных внутри здания, это не так существенно, то для труб горячего водоснабжения или для контуров отопления такая особенность может привести к изгибу, положению длинных участков, деформации сложных стыков, возникновению внутренних напряжений в корпус трубы, сокращающий срок ее службы.
Для максимального увеличения эффекта температурного расширения применяется армирование трубы. Это может быть алюминий или стекловолокно.
Армирующая лента из стекловолокна всегда располагается примерно по центру толщины стенки трубы и не влияет на технологию пайки.
А вот с алюминием — несколько сложнее. Есть два типа подобного армирования. В одном случае слой фольги расположен в непосредственной близости от внешней стенки трубы (на иллюстрации — внизу слева).Другой вариант — армирующий пояс проходит по центру стены. Для каждого из видов такой арматуры существуют свои технологические нюансы монтажа, о которых будет сказано ниже.
Как стекловолокно, так и алюминиевая арматура значительно снижает температурное линейное расширение полипропиленовых труб. Кроме того, слой алюминия выполняет еще одну функцию: он становится преградой против диффузии кислорода — проникновения молекул кислорода из воздуха через стенки трубы в теплоноситель.
Проникновение кислорода в жидкую среду теплоносителя может вызвать ряд негативных последствий, среди которых особенно опасны для металлических деталей котельного оборудования основное газообразование и активация коррозионных процессов. Армирующий слой может многократно снизить такой эффект, поэтому такие трубы чаще всего используют именно для обогрева контуров. В сантехнических системах вполне можно обойтись армированием стекловолокном, которое не оказывает существенного влияния на диффузию.
| Типы полипропиленовых труб | Обозначение | Коэффициент температурного расширения м × 10 ⁻⁴ / ˚С | Индикаторы диффузии кислорода, мг / м² × 24 часа |
|---|---|---|---|
| Однослойные трубы: | |||
| стр. | 1,8 | 900 | |
| Многослойные трубы: | |||
| Полипропилен, армированный стекловолокном. | PPR-GF-PPR | 0,35 | 900 |
| Полипропилен, армированный алюминием. | PPR-AL-PPR | 0,26 | 0 |
На рисунке ниже показан пример маркировки полипропиленовой трубки:
1 — На первом месте обычно располагается название производителя, название модели трубы или ее артикул.
2 — Материал изготовления и конструкция трубы.В данном случае это однослойный полипропилен. На трубы со стекловолокном обычно наносят маркировку PPR-FG-PPR, на алюминиевых — PPR-Al-PPR.
Могут встречаться армированные трубы с внешним слоем полипропилена и внутренней стенкой из прошитого полиэтилена. Они будут иметь обозначение, например, PPR-AL-PEX или PPR-AL-PERT. Технология пайки не влияет на технологию, так как внутренний слой не принимает в ней участия.
3 — Стандартный размерный коэффициент трубы, равный отношению внешнего диаметра к толщине стенки.
4 — номинальные значения наружного диаметра и толщины стенки.
5 — указанный выше тип трубы при номинальном рабочем давлении.
6 — список международных стандартов, которым соответствует товар.
Трубы обычно изготавливаются стандартными отрезками по 4 или 2 метра. Большинство торговых точек практикуют продажу с обрезкой, кратной 1 метру.
Для всех труб представлены многочисленные компоненты — фитинги с резьбой, переходные к трубам другого типа, с внешней или внутренней резьбой или с голой гайкой American, муфты, тройники, переходы по диаметрам, отводы с углом в полу 90 и 45 градусов, заглушки. , жареные петли, компенсаторы и другие необходимые детали.Кроме того, можно приобрести краны, вентили, коллекторы, «косые» фильтры грубой очистки воды, предназначенные для непосредственной впайки в полипропиленовую трубку электропроводки.
Одним словом, такое разнообразие позволяет выбрать наиболее удобную схему сборки системы практически любой степени сложности. Стоимость большинства таких деталей очень низкая, что позволяет приобретать их с определенной наценкой, если так, чтобы перед началом практического монтажа провести небольшое обучающее мероприятие — так сказать «набить руку».
Способы соединения полипропиленовых труб
Полипропилен — термопластичный полимер — при нагревании его структура начинает размягчаться, а при равномерном нагревании до определенной температуры осколков соединения двух происходит взаимная диффузия, точнее — полифузия, то есть взаимопроникновение материала. При охлаждении свойства полипропилена не меняются, а при качественном соединении — обеспечении оптимального нагрева и нужной степени сжатия, после обратной полимеризации границы как таковой быть не должно — получается полностью монолитный узел.
Именно на этом свойстве основаны основные технологические приемы соединений полипропиленовых труб — этот метод часто называют полифузной сваркой.
Такую сварку (пайку) можно производить сцепным или стыковым методом.
- Сварка муфт — это как раз та технология, которая чаще всего применяется при устройстве контуров водоснабжения или отопления в условиях дома или квартиры. Он предназначен для труб малого и среднего диаметра, до 63 мм.
Его смысл в том, что любой соединительный узел предполагает использование двух частей — трубы и самой муфты, внутренний диаметр которой несколько меньше внешнего диаметра трубы. То есть в обычном, «холодном» виде детали спаривания не поддаются. По муфте можно говорить не только, извините за тавтологию, сама муфта, но и участок крепления тройника, снятия крана, резьбового соединения и других комплектующих.
Принцип проведения такой сварки показан на схемах ниже.
Труба (поз. 1) и муфта или любой другой соединительный элемент (поз. 2), одновременно удовлетворяющие нагревательным элементам сварочного аппарата.
На сам рабочий подогреватель заранее устанавливается пар нужного диаметра, состоящий из металлической муфты (поз. 4), в которую будет вставлена труба, и дорна (поз. 5), на который одевается необходимый соединительный элемент.
При разогреве внешней поверхности трубы и внутренней муфты образуется лента из расплавленного полипропилена примерно одинаковой ширины и глубины (поз.6). Важно правильно выбрать время прогрева, чтобы в процессе плавления не охватывалась вся стенка трубы насквозь.
Обе части одновременно снимаются с нагревателя и соосно с усилием соединяются. Расплавленный пластиковый внешний слой из полипропилена позволит трубе плотно войти в муфту до упора на длину обогреваемого участка.
На этом этапе происходит процесс полифузии, охлаждения и полимеризации.В результате получается надежное соединение, которое хоть на схеме и показано заштрихованным участком (поз.7), но на самом деле, если посмотреть на разрез, его совсем не видно — почти монолитная стена .
- Массовая сварка выполняется несколько иначе.
Одно из основных отличий — детали крепятся обязательно одинаково по внутреннему и внешнему диаметру.
Первый шаг — это точная подгонка концов, чтобы обеспечить их идеальное прилегание друг к другу.
Трубы прижимаются с двух сторон держателем — вращающимся диском (поз. 2) с точно выставленными ножами (поз. 3)
Трубы снова прижимаются к центру, а на концах по всей толщине стенки образуются участки плавления полипропилена (поз. 5).
И, по аналогии с предыдущим случаем, при охлаждении сварного шва происходит его полимеризация за счет создания надежного соединения двух труб.
Принцип кажется простым, но это только на первый взгляд.При такой технологии сварки определяется чрезвычайно точное центрирование сопряженных деталей. Кроме того, при стыковой сварке необходимая степень сжатия расплавленных расплавленных участков обеспечивается в большей степени разницей диаметров деталей. В этом случае приложение требует значительного внешнего усилия, направленного строго по оси соединяемых труб. Все эти условия возможны только при использовании специальной, достаточно сложной аппаратуры машинного типа.
Аппаратов для стыковой сварки немало, но почти все они имеют мощную станину с направляющими и зажимами для зажима труб на разный диаметр — для обеспечения соосности соединения, съемного или оставленного держателя и нагревателя, механизма. для создания нужного сжатия — ручное, гидравлическое, с электрическим и т. п.
Такую технологию при прокладке магистральных труб применяют, как правило, только профессионалы, и вероятность столкнуться с ней на бытовом уровне практически нулевая.
Есть еще метод «холодной» сварки — с использованием клея на основе сильнодействующего органического растворителя. Смысл в том, что при обработке таким составом поверхностные слои полимера размягчаются. Детали могут быть соединены в это время в желаемом положении, и, поскольку растворители обычно обладают высокой летучестью, быстро испаряются. Процесс обратной полимеризации начинается достаточно быстро.
Такая технология больше подходит для труб из поливинилхлорида (ПВХ), не обладающих должной термопластичностью.Кроме того, метод компаунда имеет, пожалуй, больше недостатков и ограничений в использовании, нежели достоинств, поэтому не пользуется особым спросом, тем более что существует простая и доступная технология стыковой полифузионной сварки.
Что потребуется для монтажных работ
Итак, в будущем мы будем рассматривать исключительно стяжную полифузную сварку (пайку). Чтобы самостоятельно справиться с этой задачей, необходимо подготовить ряд инструментов и аксессуаров.
- Прежде всего, это однозначно аппарат для сварки полипропиленовых труб. Стоит такой инструмент — не такой уж и дорогой, и у многих владельцев горничных он уже есть в доме «Арсенал».
Комплекты «Муфта-Дорн» необходимых диаметров необходимо прикрепить к сварочному аппарату. Большинство устройств позволяют на своем нагревательном элементе одновременно размещать две, а иногда — и три пары цехов, что позволяет при замене на замену установить систему, в которой используются трубы различного диаметра.
Если вашего устройства нет, и обстоятельства на данный момент не позволяют его приобрести, то многие магазины салонов практикуют краткосрочную аренду с посуточной оплатой — вы можете воспользоваться такой возможностью.
Если вы решили купить аппарат для сварки полипропиленовых труб …
Все сварочные аппараты устроены примерно одинаково и работают по схожему принципу, однако имеют определенные отличия в компоновке и функциональности.Полезная информация Для тех, кто решился на такую покупку, она размещена в специально посвященной статье нашего портала.
По тексту определение пайки труб можно встретить — но это всего лишь «игра слов». В данном случае разницы между этими понятиями нет.
- Для резки труб требуются специальные ножницы. Причем они должны быть точно рассчитаны, с исправным храповым механизмом, обеспечивающим плавный срез. Лезвие не должно иметь ямок или кривизны.
Трубу, конечно, можно отрезать ножовкой, просто полотном по металлу или даже «болгаркой», но это совершенно не профессиональный подход, так как нужная точность и верность резов при такой не достигаются. инструменты.
Аппарат для сварки полипропиленовых труб
- Необходимо подготовить разметочный инструмент — рулетку, линейку, конструктор, маркер или карандаш. Чтобы правильно разместить трубы, придется прибегнуть к помощи уровня.
- Если планируется пайка полипропиленовых труб с алюминиевой арматурой, необходимы дополнительные инструменты.
— Если труба имеет внешнее армирование, то потребуется шейдер, который очистит алюминиевый слой в районе провинции.
— Если слой, армированный алюминием, расположен глубоко в толще стены, труба все равно требует предварительной подготовки, но в этом случае носитель уже используется.
Держатель внешне похож на бритву, но между ними есть отличие — оно заключается в расположении ножей.У Shawra есть срез по касательной параллельно оси трубы, а несущий, как бы поняли даже их названия, ножом обрабатывает конец и снимает небольшую фаску.
Прочтите полезную статью, а также ознакомьтесь с разновидностями и критериями выбора на нашем портале.
Более подробно на этом моменте мы остановимся, рассматривая технологию пайки труб.
- Многие это упускают из виду, но места сварки труб и муфт необходимо очистить от грязи, пыли, влаги, а затем обезжирить.Значит, необходимо приготовить чистую тряпку и спиртосодержащий растворитель (например, обыкновенный этиловый или изопропиловый спирт).
А вот использовать растворители на основе ацетона, сложных эфиров, углеводородов — нельзя, так как полипропилен к ним не имеет сопротивления, а стенки могут плавать
- Обязательно позаботьтесь о защите рук. Работать с ними нужно в непосредственной близости от нагревательного элемента аппарата, а получить серьезный ожог проще.
Лучше всего для этого случая подойдут замшевые рабочие перчатки — они практически не стесняют движений, не начнут ткать от контакта с горячим утеплителем, надежно защищают руки.
И еще одно важное предупреждение. Большинство монтажных работ Очень часто можно проводить не на месте, а, например, в мастерской в мастерской — некоторые устройства даже имеют специальные кронштейны с зажимами для надежной фиксации на столе. Это удобно в том смысле, что собранный узел потом быстро устанавливается, например, в тесных и неудобных условиях ванны или санузла.
В любом случае, где бы ни была пайка, необходимо обеспечить высокоэффективную вентиляцию. При нагревании полипропилена выделяется газ с резким запахом. Запах не самый ужасный — при длительном вдыхании может возникнуть серьезное опьянение. Поверьте, испытано на «собственной шкуре». Автор этих строк запустил с температурой 39 ° после семи часов работы в достаточно просторном совмещенном санузле, С, казалось бы, исправно работающий вентиляционный выход. Не повторяйте ошибок!
Как паять полипропиленовые трубы
Общие технологические способы сварки полипропиленовых труб
- В первую очередь начинающему мастеру следует четко представить, что он собирается монтировать.Должен быть подготовлен подробный чертеж схемы, с проставленными размерами и указанием конкретных деталей — этот же «документ» будет основанием для приобретения необходимого количества труб и комплектующих.
- Если разрешены условия, например, в помещении, где будет проводиться монтаж, еще нет отделки, то схему лучше всего перенести прямо на стены — это тоже будет визуально, и можно смоделировать необходимую трубу длины буквально на месте.
Ключ к успеху — это попробовать максимально возможное количество узлов для работы в удобном рабочем положении на рабочем месте.Работать с паяльным аппаратом прямо на месте и даже в одиночку, без помощника — задача крайне сложная, а признать ошибку при этом — очень легко. Понятно, что полностью избежать таких операций не удастся, но их количество необходимо свести к возможному минимуму.
- Паяльный аппарат готовится к работе. Его надевают на свой подогреватель и стягивают винтом рабочие пары — муфты и штопки, необходимые для работы диаметров.Если предполагается работа с одним типом трубы, то и мудрить нечего — одна пара одевается максимально близко к концу утеплителя.
Есть сварочные аппараты и с цилиндрическими ТЭНами — имеет несколько других креплений рабочих элементов по типу зажима. Но разобраться — несложно.
- Работать будет намного удобнее, если устройство будет жестко закреплено на рабочей поверхности верстака. Очень круто, если в конструкции предусмотрен тип зажима, для крепления на краю столешницы.Но с обычным аппаратом можно попробовать придумать какую-то фиксацию. Например, если позволяет поверхность, стойки опоры прикручивают к верстаку.
Даже с фиксированной подставкой аппарат в ней может «выиграть» — люфт обязательно будет. Здесь тоже можно предусмотреть свое крепление — просверлить отверстие и вкрутить шурупы. Когда для удаленной работы нужен паяльник, снять это крепление — дело нескольких секунд.
- Паяльник включен в сеть.Если в нем есть регулировка температуры, то выставляется примерно 260 ° С — это оптимальная температура для работы с полипропиленом. Не надо никого слушать, что для 20 трубы нужно 260 градусов, для 25 — уже 270 и так далее — по возрастанию. Температура одна, просто меняет время нагрева сопрягаемых деталей. В любом случае те таблицы, которые делает производитель в паспорте изделия, и которые будут размещены ниже в этой статье, рассчитаны на этот уровень нагрева.
- Обычно на паяльнике есть световая индикация. Горящий красный свет указывает на то, что ТЭН работает. Зеленый — устройство вышло в рабочий режим.
Однако многие модели имеют свои особенности индикации. Некоторые устройства даже имеют цифровой дисплей с индикацией температуры. В любом случае устройство «узнает», что он прогрелся до необходимого уровня.
- Математизированные детали подготовлены к работе — отрезан необходимый отрезок трубы, заварен соединительный элемент, согласно схеме установки.
- Не многие это делают, но пока технология требует — обязательную очистку места подключения от возможных грязи и пыли, обезжиривание. К тому же даже малейшие капельки воды или влажной поверхности — водяной пар может попасть в слой расплава, создать там пористую структуру, и этот соединительный узел рано или поздно рискует.
- Следующий шаг — составная разметка. На трубе необходимо отмерять от конца и карандашом (маркером) отмечать длину каретки провинции.Именно до этой отметки труба будет введена в муфту обогрева, затем в соединительную часть. Для каждого диаметра установлено свое значение — оно будет указано в таблице ниже.
Вторая метка применяется, если относительное расположение сопряженных частей имеет значение. Например, на одной стороне отрезка трубы уже приварен 90 °, а с другой стороны необходимо монтировать, скажем, тройник, но так, чтобы его центральный канал находился под углом ко всей оси.Для этого сначала нужно точно определить положение деталей, а затем рискнуть пересечь границу по обоим.
Много времени выбирать из нужного положения при пайке уже не будет, но такая «хитрость» поможет точно позиционировать сопряженные детали.
- Следующий шаг — это уже прямая пайка соединения. Он, в свою очередь, также включает несколько этапов:
— С двух сторон одновременно труба вводится в муфту паяльника, а соединительный элемент одевается на дорн.Труба должна идти до сделанной отметки, соединительный элемент — до упора.
— После того, как труба и соединительный элемент вставлены до конца, начинается время нагрева. Для каждого диаметра установлено свое оптимальное время, на которое следует ориентироваться.
— по истечении времени обе части снимаются с ТЭНов. У мастера есть буквально несколько секунд, чтобы правильно раздать предметы и, обязательно, в одиночку, с усилием вставить один в другой и начать с одной и той же отметки.Легкая регулировка, без поворота относительно оси, допускается всего на одну-две секунды.
— В этом положении детали должны удерживаться без малейшего смещения в течение предписанного периода фиксации.
— После этого собранный узел не должен испытывать нагрузку за время установленного периода охлаждения и полимеризации полипропилена. И только тогда
можно считать готовым.
Теперь — об основных параметрах, которых нужно придерживаться при его изготовлении.Для удобства восприятия они сведены к таблице:
| Наименование индикаторов | Диаметр трубы, мм | ||||||
|---|---|---|---|---|---|---|---|
| 16 | 20 | 25 | 32 | 40 | 50 | 63 | |
| Длина ответственного участка трубы, мм | 13 | 14 | 16 | 18 | 20 | 23 | 26 |
| Время нагрева, секунды | 5 | 5 | 7 | 8 | 12 | 12 | 24 |
| Время перестановки и подключения, секунды | 4 | 4 | 4 | 6 | 6 | 6 | 8 |
| Время на исправление соединений, сек | 6 | 6 | 10 | 10 | 20 | 20 | 30 |
| Время остывания и полимеризации узла, минут | 2 | 2 | 2 | 4 | 4 | 4 | 6 |
| Примечания: — При сварке тонкостенных труб типа ПН10 период нагрева самой трубы сокращается вдвое, но время нагрева соединительной части остается таким же, как указано в таблице. — Если работа ведется хорошо, на улице или в холодном помещении при температуре ниже + 5 ° C, то время прогрева увеличивается на 50%. | |||||||
Насчет уменьшения установленного времени прогрева (за исключением случая, упомянутого в примечании) речи быть не может — качественное подключение не получится, да и узел обязательно потечет со временем. Но насчет некоторого незначительного увеличения — нет никаких взглядов мышеловиков на единство. Мотивация Вот такая, что трубы разных производителей могут немного отличаться материалом, то есть есть более жесткий или наоборот мягкий полипропилен.Но у мастеров накоплен опыт, точные знания используемого материала, и для новичка необходимо брать за основу рекомендуемые показатели.
Хороший совет — при покупке труб и комплектующих возьмите небольшой запас самых дешевых соединительных элементов и проведите эксперимент — обучение. Можно подготовить несколько отрезков трубы и произвести пробную пайку.
При качественной пайке внутри соединительного узла по кругу создается аккуратный фурункул высотой около 1 мм, который не будет мешать свободному прохождению воды.Снаружи тоже будет аккуратная корзина, не портящая внешний вид Подключения.
ножницы для труб
Но перегрев уже чреват получением неисправного соединения. Расплавленный полипропилен начинается, когда объединенные элементы добавляются внутрь, где образуется «юбка» и замерзает, в значительной степени закрывая проход. Напор воды в таком водопроводе можно понизить, а кроме того, подобный дефект часто становится местом образования засора.
Проведение таких практических занятий поможет точно определиться со всеми параметрами пайки и избежать ошибок.
Особенности работы с трубами с алюминиевой арматурой
Как уже было сказано выше, возможны два варианта — армирующий слой располагается у поверхности трубы или в глубине стены. Соответственно и способы подготовки трубы к сварке.
- Понятно, что алюминиевый слой, расположенный у поверхности, просто не даст полноценного прогрева и соединения узла. К тому же такие трубы всегда имеют диаметр чуть больше, и просто не войдут в муфту обогрева или в соединительный элемент.Итак, нам нужно считать этот слой «чистым» полипропиленом.
Для этого используйте специальный инструмент — Shaiver. В него вставляются отрезки трубы и начинают поворачиваться — установленные ножи аккуратно последовательно срезают верхнее полимерное покрытие и находящийся под ним алюминий.
Обработка ведется до тех пор, пока труба не упрется в нижнюю часть инструмента — размеры шали предусмотрены таким образом, чтобы он плавно разрезал фольгу на полосе, что требуется для сварного соединения заданного диаметра, то есть нельзя даже провести соответствующую разметку.
При пайке вся очищенная область должна быть теплой, а затем полностью вставляться в соединительную часть. Оставлять снаружи даже тонкую полоску защищаемой трубы — запрещено.
- Если алюминиевая фольга спрятана в тонкий материал, значит, качественной пайкой вроде бы не ставили. Но здесь уже есть еще один нюанс.
Если труба не защищена с конца, вода, проходящая под давлением, будет пытаться связать ее, найти выход между алюминиевым слоем и внешней полипропиленовой оболочкой.Алюминий к тому же может начать коррозию, потерять прочность. Результатом такой связки сначала становятся «волдыри» на теле трубы, которые потом обязательно заканчиваются большой аварией.
На выходе создать такие условия, чтобы при сварке торец трубы и слой алюминия полностью закрывались расплавленным полипропиленом. А этого можно добиться, проведя обработку специальным инструментом, о котором говорилось выше — ножкой.
Внешне он может быть похож на бритву, но он расположен иначе — точно выровняют торец, порежут мордочку и удалят тонкую, примерно 1.5 — 2 мм от среза, полоска алюминиевой фольги по кругу. При прогреве и во время сопряжения деталей бункер расплавленного полипропилена полностью закроет передок, и узел получит необходимую надежность.
Трубы с армированием стекловолокном не имеют особенностей монтажа.
- Процесс пайки, как уже говорилось, лучше проводить на удобном просторном рабочем месте, максимально собирая готовые узлы водопровода (отопительного контура), и только потом устанавливая и подключая их на месте.
Работа «Стенка» всегда более сложная, трудоемкая и нервная, так как падает одной рукой, чтобы удерживать достаточно тяжелый аппарат, одновременно обеспечивая питание на нагрев обеих сопряженных частей. Часто без помощника такое сварное соединение практически невозможно. Поэтому стоит свести количество подобных операций к минимуму.
Но важно предотвратить недосмотр. Для соединения узла необходимо обеспечить определенную степень свободы сопрягаемым деталям — их нужно развести в стороны, чтобы между ними установить сварочный аппарат (плюс нагревательная пара тоже имеет определенную ширину), затем аккуратно вставить в дорн и муфту, после прогрева Снятие, а затем — подключение.Необходимо заранее предусмотреть этот момент — хватит ли существующей резервной копии для выполнения всех этих манипуляций.
- Бывает, что неопытные мастера, не предусмотрев этот нюанс, сталкиваются с тем, что остался последний сварной шов, и выполнить его не представляется возможным. Что делать?
На выходе может быть вариант в нарезке трубы из разборной муфтовой пары — резьбовой штуцер и муфта с голой гайкой — «американка».Компаунд надежный, и такие элементы будут паять даже в таких непростых условиях — уже не платят.
- Если хоть какой-то узел при установке вызывает хоть малейшие сомнения — его без сожаления следует вырезать и разводить другие детали. Поверьте, это не займет много времени и не повлечет серьезных затрат. Но если со временем такой сомнительный сюжет вдруг даст утечку — последствия могут быть очень печальными.
- Следующая группа ошибок уже упоминалась выше — это нарушение технологии пайки труб.Здесь недостаточный или чрезмерный нагрев. Сила, приложенная к деталям, когда связь должна быть в меру. Слишком сильное сжатие приведет к образованию внутренней «юбки». Не менее опасно недостаточное приложение силы — труба не входит в домкрат соединительной части до конца, остается небольшой участок с увеличенным диаметром и сложной стенкой — потенциальное место прорыва!
- Не забывайте об очистке свариваемых деталей от грязи и жира.Возможно, это покажется незначительным, но на практике — случаев, когда подобное игнорирование впоследствии превратилось в слабое соединение и образование течи, вполне достаточно.
- Очень опасны попытки изменить положение деталей в период захвата и охлаждения. Внешне это может и не появиться, но в соединительном шве появляются микротрещины, которые впоследствии приводят к авариям. Не нравится связанный узел — «в топке», и делайте новый, но не пытайтесь менять!
- При зачистке армированной трубы На очищаемой поверхности не должно быть даже крошечного фрагмента фольги — он может стать потенциальным местом утечки в будущем.
- Еще одна рекомендация. Понятно, что материал должен быть качественным — не гонитесь за дешевизной, так как можно потерять гораздо больше, тем более что даже фирменные полипропиленовые трубы и комплектующие к ним не такие уж и дорогие. Но бывают случаи, когда при установке качественных труб, проведенной с точным соблюдением технологии, соединительные узлы со временем все же начинали подводить. А причина проста — использован действительно качественный материал, но разных производителей.Внезапно, казалось бы, различия в химическом составе и физико-технических характеристиках полипропилена дали столь неожиданный результат — полной диффузии расплавов добиться не удалось.
Поэтому совет окончательно: используйте качественные трубы одного производителя. Наверное, понятно, что все компоненты тоже должны быть одной марки.
В конце публикации — познавательный видеоролик о пайке полипропиленовых труб:
Видео: Мастер делится секретами качественной пайки полипропиленовых труб
В последнее время традиционные чугунные и стальные трубопроводы интенсивно заменяются более современными продуктами химической промышленности — поливинилхлоридом и полипропиленом и трубами.Но новые материалы требуют другой технологии соединения труб, и наиболее эффективной в этом случае является пайка.
Примечание! Температура пайки, влияющая на качество соединения, зависит от размера изделий — это можно увидеть в таблице ниже.
| Трубы полипропиленовые, маркировка | Характеристики и назначение |
|---|---|
| PN 10. | допустимы для холодного водоснабжения до 20 градусов тепла, системы обогрева полов до 45 градусов, при рабочем давлении — 1 МПа |
| PN 16.Характеристики | определяют использование как горячего (до 60 градусов тепла), так и холодного водоснабжения, номинальное рабочее давление — 1,6 МПа |
| PN 20. | Технические характеристики труб данного типа разрешены к применению в системах горячего водоснабжения до 95 градусов, номинальное давление — 2 МПа |
| PN 25. | труба армированная полипропиленовая: характеристики подходят для горячего водоснабжения, а также для системы центрального отопления до 95 градусов тепла, номинальное давление — 2.5 МПа |
Шаг 1. Выбор того или иного исходного материала напрямую зависит от будущего назначения. Главный критерий разделения — предельно допустимая температура рабочей среды. В связи с этим его различают трубы для горячего, холодного, а также смешанного водоснабжения.
Для определения точного количества необходимых труб и фитингов производится обмер помещения и составляется его примерный план. На последнее указывает размер будущей магистрали и всех ее элементов.
После покупки всех комплектующих можно переходить к следующему шагу.
Этап 2. Необходимое оборудование
Принцип пайки заключается в нагреве концов соединяемых труб до нужной температуры и последующей фиксации. Для этого понадобится специальный аппарат — сварочный аппарат.
Может быть трех видов:
Кроме самого аппарата потребуется:
На выбор форсунок
Нагревательные форсунки должны соответствовать сечению подключаемых труб.Для этого обратите внимание на определенные параметры:
- прочности;
- сохранение формы при перепадах температур;
- теплопроводность.
Большинство сварочных аппаратов совместимы сразу с несколькими разными насадками, что чрезвычайно удобно при оборудовании сложных магистралей.
В каждой насадке сразу два конца — один предназначен для нагрева внешней поверхности изделий, другой — для внутренней. Все форсунки покрыты тефлоновым напылением, предотвращающим разбрызгивание расплава.Размеры патрубков колеблются от 2 см до 6 см, что полностью совпадает с общим и поперечным сечением труб.
Когда план составлен, и все комплектующие закуплены, остается только аккуратно убрать комнату. Особое внимание нужно уделить пыли, ведь даже самые мелкие частицы, осевшие на швах, легко могут нарушить герметичность.
Изначально насадка вставляется в розетку, после чего устройство включается.Дальнейшие действия зависят от выбранного способа пайки, поэтому рассмотрим их (приемы) более подробно.
Метод № 1. Припой диффузионный
При использовании данной технологии сварки материал соединяемых деталей взаимно проникает друг в друга и после охлаждения образует монолитный элемент. Один из самых распространенных методов обработки, который, тем не менее, приемлем только для однородных материалов.
Примечание! В этом случае температура пайки достигает 265ᵒС.Именно при такой температуре плавится полипропилен.
Видео — Диффузионная пайка полипропиленовых труб
Метод № 2. Поппер
При сварке используются сварочные аппараты с различным сечением сопел. Сама процедура выглядит довольно простой.
Шаг 1. Вначале нарезаются отрезы труб нужной длины. Важно, чтобы обрезка проходила исключительно под прямым углом.
Шаг 2. Концы продукта очищаются шейдером (если используются армированные трубы).
Шаг 3. Концы вставляются в сопло соответствующего сечения, прогреваются до точки плавления и соединяются.
Примечание! Обязательно, чтобы при охлаждении трубы не меняли своего положения.
Способ №3. Пайка шоковым воздействием
Этот способ рекомендуется при соединении труб большого диаметра. Как и в предыдущих вариантах, трубы разрезаются на отрезки необходимой длины, а концы тщательно зачищаются.
Метод № 3. Муфта
При соединительном способе сварки между соединяемыми элементами вводится дополнительная деталь — муфта. Обогрев происходит аналогично, только не по участкам магистрали, а только по элементам связи.
Метод № 4. Пайка полифузионная
Разновидность диффузной технологии, отличающаяся тем, что плавится только один из двух соединенных элементов.
Способ №5.«Холодная» пайка полипропиленовых труб
Данный способ сварки предусматривает нанесение на соединяемые трубы специального клеевого состава. Характерно, что применение «холодной» сварки допустимо только на тех магистралях, в которых давление рабочей жидкости незначительно.
При перегреве или соединении труб небольшого диаметра возникает опасность подтекания на внутренней поверхности. Этот приток будет препятствовать свободному движению рабочей жидкости во время работы.
Чтобы этого избежать, необходимо проверять соединение на наличие таких дефектных сайтов. Место подключения необходимо продумать, и если воздух проходит беспрепятственно, то сварка однозначно вышла очень качественной.
Примечание! После этого необходимо проверить герметичность соединения — для этого через элементы мощения пропускается небольшое количество воды.
Важные правила пайки полипропилена
Для качественного и герметичного подключения необходимо соблюдать определенные правила.
Пайка труб из полипропилена в труднодоступных местах
На вопрос, в чем основная проблема с устройством пластикового трубопровода, ответит любой специалист: пайка в труднодоступных местах. Для выполнения этой процедуры конструкция разбита на несколько разделов.
В первую очередь монтируется неудобный большой участок. Желательно сформировать его отдельно, а затем установить на стационарное место.
После устранения проблемного места в установку устанавливаются более мелкие и, соответственно, простые элементы.Такого мероприятия нужно провести как минимум два.
Видео — Установка в труднодоступных местах
Типичные ошибки при пайке пластиковых труб
Видео — Технология пайки полипропиленовых труб
РЕЗУЛЬТАТЫ
Навыки пайки полипропиленовых труб придут со временем. Здесь нет ничего сложного, хотя сначала испортятся несколько муфт и один-два десятка метров труб. И это не страшно, ведь они не такие уж и дорогие; По крайней мере, автономность от сантехники стоит дороже.
Справочник по медным трубам
: Таблица 14.4a Справочник по медным трубам
: Таблица 14.4a
level2b
| Соединительный материал 4 | Рабочая температура ° F | Тип фитинга | Максимальное рабочее избыточное давление (psi), для стандартных размеров водяных трубок 1 | ||||
|---|---|---|---|---|---|---|---|
| Номинальный или стандартный размер, дюймы | 1 ⁄ 8 — 1 | 1 1 ⁄ 4 — 2 | 2 1 ⁄ 4 — 4 | 5 — 8 | 10 — 121412 | 100 | Давление 2 | 200 | 175 | 150 | 135 | 100 |
| DWV 3 | – | 95 | 80 | 70 | – | ||
| 150 | Давление 2 | 150 | 125 | 100 | 90 | 70 | |
| DWV 3 | – | 70 | 55 | 45 | – | ||
| 200 | Давление 2 | 100 | 90 | 75 | 70 | 50 | |
| DWV 3 | – | 50 | 40 | 35 | – | ||
| 250 | Давление 2 | 85 | 75 | 50 | 45 | 40 | |
| DWV 3 | – | – | – | – | – | ||
| Насыщенный пар | Давление | 15 | 15 | 15 | 15 | 15 | |
| Сплав SB5 95-5 Олово-сурьма Припой | 100 | Давление 2 | 1090 | 850 | 705 | 660 | 500 |
| DWV 3 | – | 390 | 325 | 330 | – | ||
| 150 | Давление 2 | 625 | 485 | 405 | 375 | 285 | |
| DWV 3 | – | 225 | 185 | 190 | – | ||
| 200 | Давление 2 | 505 | 395 | 325 | 305 | 230 | |
| DWV 3 | – | 180 | 150 | 155 | – | ||
| 250 | Давление 2 | 270 | 210 | 175 | 165 | 125 | |
| DWV 3 | – | 95 | 80 | 80 | – | ||
| Насыщенный пар | Давление | 15 | 15 | 15 | 15 | 15 | |
| Сплав E | 100 | Давление 2 | 710 | 555 | 460 | 430 | 325 |
| DWV 3 | – | 255 | 210 | 215 | – | ||
| 150 | Давление 2 | 475 | 370 | 305 | 285 | 215 | |
| DWV 3 | – | 170 | 140 | 140 | – | ||
| 200 | Давление 2 | 375 | 290 | 240 | 225 | 170 | |
| DWV 3 | – | 135 | 110 | 115 | – | ||
| 250 | Давление 2 | 320 | 250 | 205 | 195 | 145 | |
| DWV 3 | – | 115 | 95 | 95 | – | ||
| Насыщенный пар | Давление | 15 | 15 | 15 | 15 | 15 | |
| Сплав HB | 100 | Давление 2 | 1035 | 805 | 670 | 625 | 475 |
| DWV 3 | – | 370 | 310 | 315 | – | ||
| 150 | Давление 2 | 710 | 555 | 460 | 430 | 325 | |
| DWV 3 | – | 255 | 210 | 215 | – | ||
| 200 | Давление 2 | 440 | 345 | 285 | 265 | 200 | |
| DWV 3 | – | 155 | 130 | 135 | – | ||
| 250 | Давление 2 | 430 | 335 | 275 | 260 | 195 | |
| DWV 3 | – | 155 | 125 | 130 | – | ||
| Насыщенный пар | Давление | 15 | 15 | 15 | 15 | 15 | |
| Соединительные материалы, плавящиеся при температуре 1100 ° F или выше 6 | Номинальное давление-температура в соответствии с используемыми материалами и процедурами (см. Таблицу 14.3, отожженный) | ||||||
| Насыщенный пар | Давление | 120 | 120 | 120 | 120 | 120 | |
Паяные соединения — номинальное давление
Номинальное давление паяных соединений в соответствии с ASME B.16.18:
50-50 оловянно-свинцовый
Номинальное давление 50-50 оловянно-свинцовый указано в таблице ниже:
| Температура | Размер трубы (дюймы) | ||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1/8 дюйма — 1 дюйм | 1 1/4 дюйма — 2 дюйма | 2 1/2 дюйма — 4 дюйма | 5 дюймов — 8 дюймов | ||||||||||||||||
| ( o F) | ( o C) | Максимальное давление | |||||||||||||||||
| (фунт / кв. (бар) | (фунт / кв. Дюйм) | (бар) | (фунт / кв. Дюйм) | (бар) | |||||||||||||||
| 100 | 175 | 12 | 150 | 10 | 135 | 9 | |||||||||||||
| 150 | 66 | 150 | 10 | 125 | 9 | 100 | 7 | 90 6 | 7 | 90 6 | 100 | 7 | 90 | 6 | 75 | 5 | 70 | 5 | |
| 250 | 121 | 85 | 6 | 75 | 45 | 3 | |||||||||||||
95-5 Олово-сурьма
Номинальное давление 95-5 олово-сурьма указано в таблице ниже:
| Температура | Размер трубы (дюймы) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 1/8 дюйма — 1 дюйм | 1 1/4 дюйма — 2 дюйма | 2 1/2 дюйма — 4 дюйма | 5 дюймов — 8 дюймов | |||||||
| ( o F) | ( o C) | Максимальное давление | ||||||||
| (фунт / кв. Дюйм) | (бар) | (фунт / кв. Дюйм) | (бар) | (бар) | (фунт / кв. Дюйм) | (бар) | ||||
| 100 | 38 | 500 | 35 | 400 | 270 | 19 | ||||
| 150 | 66 | 400 | 28 | 350 | 24 | 275 | 19 | 250 | 17 | 250 | 17 | 200 | 14 | 180 | 12 |
| 250 | 121 | 200 9020 4 | 14 | 175 | 12 | 150 | 10 | 135 | 9 | |
Цилиндрический припой для труб из пластика паяльник Sturm TW7218 в металлическом корпусе 230V 1800W Форсунка для быстрого прогрева Тефлон сварка —
- Убедитесь, что это подходит
введя номер вашей модели. - Мощность: 1800 Вт.
- Размер паяльных насадок: 16 мм, 20 мм, 25 мм и 32 мм. Корпус: 450 мм x 130 мм x 70 мм.
- Размеры припоя (без насадок): 400 мм х 90 мм (60 мм без ножек) х 50 мм.
- Напряжение сети: 230 В.
- Максимальная температура: 50 ° C — 300 ° C ± 5 ° C. Время нагрева: около 15 минут. Длина кабеля: 1900 мм.
›
См. Дополнительные сведения о продукте
Бесплатная доставка Новый 20 32 мм 220 В Thermofusionadora Ppr Electronica Сварочный аппарат для труб Паяльник для пластиковых труб |
Начало
конец
Бесплатная доставка Новый 20-32 мм 220 В thermofusionadora ppr electronica трубный сварочный аппарат паяльник для пластиковых труб
Подробнее о продукте:
JH-00K Stype
Аппараты для сварки труб ppr были экспортированы во многие страны мира.
Этот продукт отличается точным контролем температуры, высокой надежностью, хорошей безопасностью и уникальной антипригарной технологией удаления пластика.
Мощность: 800 Вт
Напряжение: 220 В / 110
Частота: 50 Гц
Применение: Аппарат для сварки геотермальных труб PE / PPR / PVC / воды, газа
Размеры: от 20 мм до 32 мм
Вес: 1.8 кг
Цвет: зеленый
Контрольная температура: от 0 до 260
рабочий диапазон: 20 мм, 25 мм, 32 мм
наша особенность:
1. быстрая доставка: мы отправим ваши товары в течение 24 часов после подтверждения оплаты.
2. Мы поставляем услуги доставки от двери до двери;
3. Мы поставляем 7 дней обмена / возврата;
4. Мы будем следить за вашими товарами после отправки каждый день, наше послепродажное обслуживание — лучшее.
Примечания: I В Китае стандартное напряжение составляет 220 В, поэтому, если напряжение в вашей стране другое, вы можете использовать адаптер напряжения для работы машины. В противном случае это может привести к повреждению машины.
Наше преимущество:
1. Наша цена разумная, потому что у нас есть хороший источник.
Ваш Benifit:
1. Приветствуется заказ следа, вы можете сначала проверить наше качество, прежде чем делать большое количество, даже если мы являемся оптовым поставщиком.
2. Вы можете купить то, что хотите, по более доступной цене;
3. Став нашим постоянным клиентом, вы получите большую скидку.
Изображение продукта:
| Марка | Сварочная форма | Температура нагрева: | Вес: | Частота: | доставка | использование: |
| JIANHUA | Общий 20 мм, 25 мм, 32 мм | 260 | 1 кг | 50 Гц | бесплатно | Аппарат для сварки геотермальных труб из полиэтилена, полипропилена, пвх и воды, газа |
Примечание: цвет ручки отправляется случайным образом
Бесплатная доставка Ручной инструмент ручной насос для проверки давления Гидравлический насос для проверки давления воды 2.5мпа |
Специальные инструменты для сантехников 16 мм 20 мм 25 мм 32 мм PEX-AL-PEX Reamer CALIBRATOR с внутренним и внешним скосом |
Свободная перевозка груза Инструменты водопроводчика хорошего качества 42mm 1-5 / 8 дюймов отрезка трубы PVC диапазона / лезвия резца трубки 65Mn.сталь |
Водопроводчик специальные ручные инструменты резак для труб пластиковые ножницы из ПВХ хорошего качества в Китае |
50-110 мм Резак для пластиковых труб, ручной инструмент, водопроводные ножницы двойного назначения для труб PPR для продажи в Китае |
Бесплатная доставка сантехнические инструменты 20-63 мм электронный термоклей с постоянной температурой ppr трубный сварочный аппарат сварщик пластиковых труб |
О нас:
Тип бизнеса: | Производитель |
Основные продукты: | труборез, трубосварочный аппарат, сантехнические инструменты и т. Д. |
Расположение: | Чжэцзян, Китай (материк) |
Год основания: | 2003 |
Год начала экспорта: | 2006 |
Количество сотрудников: | 50-100 человек |
Общий годовой объем продаж: | 5 миллионов долларов США |
Основные рынки: | Восточная Европа, Южная Америка, Западная Европа, Средний Восток, Океания |
Сертификаты продукции: | CE, CE, РЕГИСТРАЦИОННЫЙ СЕРТИФИКАТ |
Zhuji City Diankou Shenghai Electron Metals Factory, расположенный в провинции Чжэцзян, Китай, является производственным предприятием, специализирующимся на инструментах для трубопроводов, труборезах, трубосварочных машинах, машинах для стыковой сварки труб, сантехнических трубах и фитингах, холодильных инструментах и других инструментах с современным производственным оборудованием. и технологии.
Наши продукты успешно прошли проверку подлинности системы менеджмента качества ISO9001: 2000, наша годовая производственная мощность занимает первое место в отечественной промышленности, наша продукция имеет огромный рынок сбыта, более 80% нашей продукции экспортируется в Азию, Юг Америка, Северная Америка, Европа, Ближний Восток, Океания, Африка и т. Д., И получают высокие оценки от наших клиентов.
Здесь мы искренне приветствуем наших друзей из дома и за рубежом, которые присоединятся к нам и создадут блестящее будущее! Мы готовы вступить с вами в деловые отношения на основе равноправия и взаимной выгоды! Если мы можем чем-то помочь вам, мы будем более чем рады это сделать.Мы всегда заверяем вас в наших лучших услугах! Мы надеемся на ваше доверие и поддержку!
Руководство по проектированию трубопровода для бытового водоснабжения, Как выбрать размер и выбор трубопровода для бытового водоснабжения
6.0 ТРУБНЫЕ МАТЕРИАЛЫ
Самый распространенный водопровод внутри здания — медный. Но в этом руководстве будут рассмотрены другие материалы, их использование, свойства, преимущества и недостатки.
Существуют и другие каналы, доступные для использования в калькуляторе, но вы также можете добавить свою собственную информацию о трубах.Встроенные в калькулятор трубы включают сталь ASTM A53 (список 40 и 80), медь ASTM B88 (тип K, L и M), ПВХ ASTM D2241 (SDR 26), полипропилен ASTM F2389 (DR 9), ABS ASTM D1527. , ABS ASTM D 2282, латунь стандартная и дополнительная, CPVC ASTM F441 и F442, PEX, ковкий чугун, оцинкованная сталь и нержавеющая сталь 304 и 316. Это наиболее распространенные трубы, используемые в трубопроводах с охлажденной водой. Если у вас особый случай, воспользуйтесь ссылками, чтобы добавить информацию о трубе, или свяжитесь с Джастином по электронной почте contact @ engproguides.com.
Каждый материал трубы и тип трубы в этом материале трубы имеют свои собственные стандартные размеры трубы. Например, сталь Schedule 40 не имеет трубы размером 5/8 дюйма. При изменении материала трубы и типа трубы также измените размер трубы, чтобы гарантировать, что размер трубы, который вы хотите, доступен в пределах стандарта.Калькулятор выдаст ошибку, если вы выберете нестандартный размер трубы в пределах материала и типа трубы.
6.1 ТРУБКА АБС
ABS означает акрилонитрил-бутадиен-стирол. Этот трубопровод чаще всего используется для систем дренажа, сточных вод и вентиляции и не используется в системах водоснабжения домашних хозяйств. Часто можно увидеть эту трубу, по которой отходят канализационные системы, и она часто бывает черной. Эти легкие и гибкие трубопроводы подходят для температур от -30 ° F до 140 ° F.Как и другие пластиковые трубы, АБС не подходит для работы на открытом воздухе при воздействии солнечных лучей. Ультрафиолетовые лучи разрушают трубы из АБС-пластика.
Существуют два стандарта, регулирующих трубопроводы из АБС-пластика: (1) ASTM D 1527 и ASTM D 2282. ASTM D 1527 называется Стандартными техническими условиями для пластиковых труб из акрилонитрил-бутадиен-стирола (АБС), списки 40 и 80. ASTM D 2282 назван Пластиковая труба из акрилонитрил-бутадиен-стирола (АБС), SDR-PR. Эти два стандарта определяют размеры и допуски для различных типов труб из АБС-пластика.
6.1.1 ASTM D 1527 ПРИЛОЖЕНИЕ 40 И ПРИЛОЖЕНИЕ 80
Спецификация труб описывает толщину и номинальное давление для каждого размера трубы. Стенки сортамента 80 толще, чем у сорта 40, и, таким образом, трубопровод сортамент 80 имеет более высокое номинальное давление, чем трубопровод сортамент 40. Трубопроводы Schedule 40 и Schedule 80 имеют одинаковый внешний диаметр, но разную толщину. Трубопровод сортамента 80 имеет большую толщину, что делает внутренний диаметр меньше по сравнению с трубопроводом сортамента 40.
Трубы обычно имеют одинаковый внешний диаметр, потому что это позволяет соединять вместе трубы разных графиков. Как видите, трубопровод сортамента 80 имеет тот же внешний диаметр, что и трубопровод сортамента 40 для каждого конкретного размера трубы. Однако внутренний диаметр меньше, потому что труба сортамента 80 имеет более толстые стенки.
6.1.2 СТАНДАРТНОЕ ОТНОШЕНИЕ РАЗМЕРОВ ASTM D 2282 (SDR)
Стандартный размерный коэффициент или SDR описывает соотношение между внешним диаметром трубы и толщиной стенки трубы.
Например, SDR 17 для внешнего диаметра 1.315 дюймов будет иметь толщину трубы 0,077 дюйма и 0,063 дюйма для SDR 21.
6.1.3 НОМИНАЛЬНОЕ ДАВЛЕНИЕ
Номинальное давление для труб из АБС-пластика определяется диаметром трубы, толщиной трубы и материалом трубы. Несмотря на то, что материалом трубы является АБС, в общем семействе материалов АБС есть разные классы. Типичные классы труб из ABS включают ABS2112, ABS1316, ABS1210 и ABS1208. ABS 2112 — самый сильный, затем ABS1316, затем ABS1210 и, наконец, ABS1208. Давление разрыва для этих материалов и комбинаций SDR показано ниже.
6.2 ЛАТУННАЯ ТРУБКА
Латунные трубопроводы в некоторых случаях являются одобренными трубопроводами для питьевой воды и были популярны в прошлом, но их заменили материалами, с которыми легче работать и которые обычно обеспечивают более длительный срок службы. Есть два типа латунных трубопроводов: (1) обычной прочности и (2) повышенной прочности. Латунь повышенной прочности имеет более толстые стенки, что позволяет этой трубе иметь более высокое допустимое рабочее давление. В таблице ниже приведены размеры латунных трубопроводов обычной и повышенной прочности.Как вы можете видеть, внутренний диаметр трубы повышенной прочности немного меньше, чем диаметр эквивалентной трубы обычной прочности. Это связано с увеличенной толщиной трубы.
6.2.1 ОБЫЧНАЯ ПРОЧНОСТЬ
6.2.2 ДОПОЛНИТЕЛЬНАЯ ПРОЧНОСТЬ
Трубопровод повышенной прочности обычно не используется в бытовых системах водоснабжения, поскольку давление в бытовых системах водоснабжения никогда не превышает 300 фунтов на квадратный дюйм, а латунные трубопроводы стандартной прочности обладают достаточной прочностью, чтобы выдерживать давление 300 фунтов на квадратный дюйм.В следующих двух таблицах показано максимально допустимое давление как для обычных, так и для сверхпрочных трубопроводов, чтобы дополнительно объяснить этот момент. Как видите, максимально допустимое давление уменьшается с повышением температуры.
6.2.3 НОМИНАЛЬНОЕ ДАВЛЕНИЕ
6.3 ТРУБОПРОВОД ХПВХ
Хлоринаты Поливинилхлорид (ХПВХ) — это пластиковый трубопровод, который используется для распределения холодной воды и канализации, сточных вод, вентиляционных систем. Его главное преимущество — низкая стоимость и простота установки.Он подходит для холодной воды под давлением (73 F) при давлении до 300 фунтов на квадратный дюйм для труб меньшего диаметра и более толстых труб. Однако при более высоких температурах (180 F) номинальное давление падает до 100 фунтов на квадратный дюйм и уменьшается для более тонких труб и большего диаметра.
ХПВХ немного прочнее ПВХ и может выдерживать более высокие температуры. Однако ХПВХ не выдерживает таких высоких температур, как медные трубы. Кроме того, ХПВХ имеет больший коэффициент теплового расширения, чем металлические трубы.Это означает, что вам нужно будет учитывать расширения и сокращения трубопровода для длинных участков трубопровода из ХПВХ.
Размеры труб из ХПВХ регулируются двумя стандартами. Эти стандарты — ASTM F441 и ASTM F442. Первый стандарт обеспечивает размеры в формате расписания, а второй стандарт — в формате SDR.
6.3.1 СТАНДАРТНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ASTM F441 ДЛЯ ПЛАСТИКОВЫХ ТРУБ НА ХЛОРИРОВАННОМ ПОЛИВИНИЛХЛОРИДЕ (ХПВХ), ПРИЛОЖЕНИЯ 40 И 80
Номинальное давление трубопровода колеблется от 1130 фунтов на квадратный дюйм для трубы Schedule 80, 1/4 дюйма, до 230 фунтов на квадратный дюйм для трубы Schedule 80 12 дюймов и 210 фунтов на квадратный дюйм для трубы Schedule 80 24 дюйма. Номинальное давление также колеблется от 780 фунтов на квадратный дюйм для трубопровода Schedule 80 ¼ «до 220 PSI для 4-дюймового трубопровода Schedule 40 и даже ниже до 120 PSI для трубопровода Schedule 40 диаметром 24 дюйма.Как вы можете видеть, номинальное давление (максимально допустимое давление воды) уменьшается по мере увеличения размера трубопровода, а номинальное давление для трубопровода по графику 80 выше, чем номинальное давление для труб по графику 40.
Номинальное давление также снижается при повышении температуры воды. Предыдущие значения давления основаны на температуре воды 73 F. Номинальное давление снижается до 20% от номинального давления при температуре воды 200 F.Номинальные значения давления для трубопроводов можно легко найти на веб-сайтах производителей труб. Но как проектировщик вы должны понимать, что ХПВХ не подходит для высокотемпературной воды при давлении выше 100 фунтов на квадратный дюйм и даже ниже для труб большего диаметра.
6.3.2 СТАНДАРТНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ASTM F442 ДЛЯ ПЛАСТИКОВЫХ ТРУБ НА ХЛОРИРОВАННОМ ПОЛИВИНИЛХЛОРИДЕ (ХПВХ), SDR-PR
Подобно трубам из ABS, CPVC также может быть оценен в формате SDR.Однако большинство производителей в США не используют этот формат. Таким образом, эти размеры труб не включены в данное руководство, равно как и эти размеры труб не включены в калькулятор.
6.4 МЕДНЫЕ ТРУБЫ И ТРУБКИ
6.4.1 РАЗНИЦА МЕЖДУ ТРУБОПРОВОДОМ И ТРУБКОЙ
Трубопровод в основном используется в качестве носителя жидкости и измеряется по внутреннему диаметру (ID). Таким образом, когда выбрана медная труба с номинальным диаметром ½ дюйма, внутренний диаметр составляет примерно ½ дюйма, а внешний диаметр равен 0.625 дюймов. Трубки в основном используются для структурных целей и измеряются по внешнему диаметру (OD). Медная трубка ½ дюйма имеет внешний диаметр 0,545, а ее внутренний диаметр меньше ½ дюйма. В системах внутренних водопроводов используются медные трубы, а не медные.
6.4.2 ВИДЫ МЕДИ
Существует шесть стандартных типов меди, которые показаны ниже для справки, вам следует выбрать тип, который наиболее точно соответствует ситуации в вашем проекте:
6.4.3 МЕДНАЯ ТРУБКА ТИПА K
Медные трубки
типа K коммерчески доступны длиной 20 футов, вытянутые или отожженные. Его можно использовать для бытового водоснабжения, противопожарной защиты, топлива, мазута, хладагентов, сжатого воздуха, сжиженного нефтяного газа и вакуума. У него самые толстые стенки типов L и M. Стенки типа L толще, чем у типа М. Эти соотношения справедливы для всех диаметров трубы. Наружные диаметры для каждого типа, только внутренний диаметр и толщина стенок различаются для каждого типа.
Этот тип трубы чаще всего используется для подземной прокладки или когда может произойти повреждение надземной прокладки и требуется более твердый материал.
6.4.4 МЕДНАЯ ТРУБКА ТИПА L
Медные трубки
типа L коммерчески доступны длиной 20 футов, вытянутые или отожженные.Его можно использовать для бытового водоснабжения, противопожарной защиты, топлива, мазута, хладагентов, сжатого воздуха, сжиженного нефтяного газа и вакуума. Он имеет вторые по толщине стены типов K, L и M.
Этот тип трубы чаще всего используется для надземной прокладки и когда вероятность повреждения надземной прокладки маловероятна.
6.4.5 МЕДНАЯ ТРУБКА ТИП M
Медные трубки
типа M доступны в продаже длиной 20 футов, вытянутые или отожженные. Его можно использовать для бытового водоснабжения, противопожарной защиты, топлива, мазута, хладагентов, сжатого воздуха, сжиженного нефтяного газа и вакуума. У него самые тонкие стенки типов K, L и M.
6.4.6 МЕДНАЯ ТРУБКА ТИПА DWV
Тип DWV: Этот тип имеет самые тонкие стенки и используется в системах слива, сточных вод и вентиляции, где давление практически отсутствует. Этот тип не следует использовать для воды под давлением, поэтому он не включается в калькулятор трубопровода бытовой воды.
6.4.7 ТИП МЕДИЦИНСКАЯ ГАЗОВАЯ ТРУБКА
Медицинский газ типа
: этот тип имеет внутреннюю чистоту, соответствующую стандартам для трубопроводов, транспортирующих кислород, азот, закись азота, медицинский сжатый воздух или другие газы, используемые в медицинских учреждениях.Этот тип не следует использовать для воды под давлением, поэтому он не включается в калькулятор трубопровода бытовой воды.
6.4.8 НОМИНАЛЬНОЕ ДАВЛЕНИЕ МЕДНОЙ ТРУБКИ
Номинальное давление: Номинальное давление медных трубопроводов очень подходит для бытовых систем водоснабжения, поскольку давление в здании обычно не превышает 300 фунтов на квадратный дюйм. В многоэтажных зданиях давление воды может превышать 300 фунтов на квадратный дюйм.
6.5 ПЛАСТИКОВЫЕ ТРУБЫ И ТРУБКИ PEX
Основным преимуществом труб из сшитого полиэтилена или PEX
является пластик, полиэтиленовая труба или трубка. Этот материал гибкий, а это означает, что стоимость монтажа ниже, чем у других трубопроводов. Сшивание — это химическая реакция, которая связывает одну полимерную цепь полиэтилена с другой. Существует три основных классификации трубопроводов PEX: PEX-a, PEX-b и PEX-c. Различные классификации описывают метод сшивания.Каждый метод соответствует стандартам ASTM F 876 и ASTM F 877, которые определяют размеры, номинальные значения давления и температуры. Однако стоимость каждого типа немного отличается, и гибкость каждого типа разная.
Другая классификация труб PEX заключается в том, есть ли у трубы барьер. Обычно в бытовых системах водоснабжения используются трубы из полиэтилена без барьеров. Барьер относится к ламинированной поверхности, расположенной снаружи трубы, которая препятствует проникновению кислорода в жидкость.Это используется для гидравлических систем и других систем непитьевой воды.
Наконец, PEX нельзя использовать на открытом воздухе, потому что он не может противостоять УФ-лучам, если только он не имеет УФ-покрытия. Дизайнеры не любят рисковать жизнью трубы на покрытии, поэтому PEX не будет использоваться на открытом воздухе, как и другие пластиковые трубы.
ASTM F 876 — это стандарт, определяющий свойства материала и размеры трубы PEX. ASTM F 877 — это стандарт, определяющий требования к производительности системы PEX, трубы и фитингов вместе.Трубка PEX обычно изготавливается в соответствии с SDR-9. Размеры PEX SDR-9 показаны в таблице ниже. Метод изготовления не имеет значения для размеров, так как PEX-a, b, c изготавливаются с одинаковыми размерами.
Трубопровод
PEX используется только для распределительных труб меньшего размера, до 1 дюйма, но некоторые производители предоставляют трубопроводы до 2 дюймов.
6.5.1 НОМИНАЛЬНОЕ ДАВЛЕНИЕ
Трубка
PEX обычно имеет максимально допустимое давление воды 160 фунтов на квадратный дюйм при 73 F, 100 фунтов на квадратный дюйм при 180 F и 80 фунтов на квадратный дюйм при 200 F.
ТРУБКА ВОДЯНОЙ ТРУБЫ ИЗ ГИПКОГО ЧУГУНА 6.6
Ковкий чугун обычно используется строителями в качестве подземных магистральных трубопроводов. Эта труба обычно не используется инженерами-механиками для трубопроводов бытовой воды в зданиях.Этот трубопровод подходит для подземных более крупных труб из-за его очень долгого срока службы. Трубопровод обычно рассчитан на срок службы более 100 лет. Труба очень прочная и долговечная, поэтому она также может выдерживать нагрузки давления от нахождения под дорогами, а также любые возможные повреждения при транспортировке и установке. Ковкий чугун прочнее труб из углеродистой стали, а также с ним легче работать, отсюда и название — пластичный.
Ковкий чугун — это чугун, поэтому он подвержен коррозии.Обычно используются футеровки для замедления коррозии, но это увеличивает стоимость трубопровода. Ковкий чугун относительно дороже своих пластиковых аналогов.
Ковкий чугун
имеет разные классы давления. Эти классы определяют допустимое давление воды. Эти классы включают 350 фунтов на квадратный дюйм, 300 фунтов на квадратный дюйм, 250 фунтов на квадратный дюйм, 200 фунтов на квадратный дюйм и 150 фунтов на квадратный дюйм. Наружные диаметры для каждого из классов одинаковы, но внутренние диаметры корректируются по мере изменения толщины для каждого класса труб.Трубы более высокого класса имеют увеличенную толщину и меньший внутренний диаметр.
Размеры для этих классов труб показаны в калькуляторе воды для бытового потребления.
6.7 ТРУБЫ СТАЛЬНЫЕ ОЦИНКОВАННЫЕ
Трубопровод из оцинкованной стали в некоторых случаях является одобренным трубопроводом для питьевой воды, но с ним трудно работать, и он подвержен ржавчине, которая может вызвать утечки, снижение давления и уменьшение потока.
6.7.1 НОМИНАЛЬНОЕ ДАВЛЕНИЕ
Номинальное давление для оцинкованных стальных труб варьируется в зависимости от размера трубы и спецификации. Более толстые листы имеют более высокое номинальное давление, так же как и трубы меньшего размера. Максимально допустимое давление колеблется от 2000 фунтов на квадратный дюйм для небольших труб до 200 фунтов на квадратный дюйм для больших труб и более низких графиков.Номинальное давление подходит для температур от 0 F до 300 F.
6.8 ПОЛИЭТИЛЕНОВЫЕ И ПОЛИПРОПИЛЕНОВЫЕ ПЛАСТИКОВЫЕ ТРУБЫ И ТРУБКИ
Полиэтилен и полипропилен относятся к типам термопластов. Эти материалы не так часто используются в бытовых системах водоснабжения. Эти материалы обычно используются для жидкостей, которые химически несовместимы с металлическими трубами. Кроме того, эти материалы можно использовать, когда возникает опасность коррозии, поскольку пластиковые трубы не подвержены коррозии.Пластиковые трубы используются еще и потому, что с ними намного дешевле и проще работать, чем с металлическими трубами.
Однако эти пластмассы не так долговечны, как их металлические аналоги, и плохо себя чувствуют при воздействии ультрафиолета, если только пластик не имеет ультрафиолетового покрытия. Некоторые полиэтиленовые трубы могут иметь встроенную защиту от ультрафиолетового излучения. Кроме того, пластиковые трубопроводы более резко расширяются / сжимаются при изменении температуры, а также имеют гораздо более низкое номинальное давление, чем металлические трубопроводы, особенно при высоких температурах.
Трубы из полиэтилена (PE) и полипропилена (PP) могут иметь размеры от ½ ”до 65”, но калькулятор включает только трубы меньшего размера, поскольку они наиболее распространены для бытовых систем водоснабжения.
Существуют различные типы материалов из полиэтилена и полипропилена. Этим различным типам обычно присваивается четырехзначный код материала. Первые две цифры обозначают ячейку, которая определяет плотность материала, предел прочности на разрыв, сопротивление медленно растущим трещинам и многое другое.Вторые две цифры определяют рекомендованную стандартную категорию расчетного гидростатического напряжения. Это основа для определения длительной прочности трубы.
Применимые стандарты для полиэтиленовых и полипропиленовых труб: (1) ASTM D 2239, (2) AWWA C901 и ASTM D 2737. ASTM D 2239 называется Стандартными техническими условиями для полиэтиленовых (PE) пластиковых труб (SIDR-PR) на основе контролируемых Внутренний диаметр. AWWA C901 называется полиэтиленовая (ПЭ) напорная труба и трубки диаметром от ½ дюйма до 3 дюймов для водоснабжения.AWWA означает Американскую ассоциацию водопроводных сооружений. ASTM D 2737 называется Стандартными техническими условиями для полиэтиленовых (ПЭ) пластиковых труб. ASTM F 2389 называется Стандартными техническими условиями для трубопроводных систем из полипропилена (ПП), работающих под давлением.
6.8.1 РАЗМЕРЫ ТРУБЫ
Существует два способа выражения размеров этих пластиковых труб: (1) SIDR и (2) SDR. SDR или стандартное соотношение диаметров ранее обсуждалось с трубопроводами из АБС и ХПВХ.SIDR означает стандартное отношение внутреннего диаметра, которое представляет собой отношение внутреннего диаметра к толщине трубы. SIDR используется для труб меньшего диаметра и для специального метода соединения, в котором используются вставные фитинги. Таким образом, внешний диаметр может быть разным, но трубы можно соединять, если их внутренние диаметры одинаковы.
Второй способ отображения размеров пластиковых труб — это метод SDR или DR. В этом методе внешние диаметры одинаковы, а внутренние диаметры меняются.
Калькулятор также имеет следующие типы пластиковых труб: DR11, DR13.5, SIDR11.5, SIDR15 и SIDR19. Калькулятор включает в себя только трубы меньшего размера для этих пластмасс, потому что это наиболее распространенные размеры для бытовых систем водоснабжения.
6.8.2 НОМИНАЛЬНОЕ ДАВЛЕНИЕ
Номинальное давление для пластиковых трубопроводов намного ниже, чем для металлических. Номинальное давление колеблется от 160 до 63 фунтов на квадратный дюйм для различных типов труб. Кроме того, это номинальное давление только для 73 F, и номинальное давление будет падать с увеличением температуры.
В рамках общих категорий трубопроводов из полиэтилена и полипропилена существуют разные типы материалов, и каждый тип субматериалов будет иметь несколько разное максимально допустимое давление.Поэтому обязательно используйте эти номинальные значения давления только в качестве ориентира и уточняйте у производителя трубы точные значения давления, основанные на температуре трубы, размере трубы, типе трубы и типе вспомогательного материала.
6.9 ТРУБОПРОВОД ИЗ ПОЛИВИНИЛХЛОРИДА (ПВХ)
Трубопроводы из ПВХ
обычно используются в дренажных, сточных и вентиляционных системах, а также в ирригационных системах. Трубопроводы из ПВХ могут подвергаться воздействию УФ-лучей, в отличие от большинства других пластиковых трубопроводов. Этот трубопровод дешевле, легче и легче соединяется по сравнению с металлическим трубопроводом.
Применимые стандарты: (1) ASTM D 1785 и (2) ASTM D 2241. ASTM D 1785 называется Стандартными техническими условиями для пластиковых труб из поливинилхлорида (ПВХ), списки 40, 80 и 120. ASTM D 2241 называется Стандартными техническими условиями. для труб из поливинилхлорида (ПВХ) с номинальным давлением (серия SDR). Эти стандарты регулируют размеры, указанные в следующем разделе.
Существуют разные типы труб из ПВХ, ПВХ 1120, 1220, 2120, 2116, 2112 и 2110.Эти разные типы ПВХ имеют немного разные свойства материала, такие как плотность, прочность, медленнорастущие трещины и т. Д. Каждый тип субматериала будет иметь несколько разные номинальные значения давления, но размеры будут одинаковыми для каждого типа субматериала.
6.9.1 РАЗМЕРЫ ТРУБЫ
Существует два способа выражения размеров этих труб из ПВХ: (1) SDR и (2) Спецификация.
Основными типами SDR являются SDR 17, 21, 26 и 32.5. Более низкие значения SDR имеют большую толщину и большее номинальное давление.
Калькулятор также включает SDR 26 и SDR 32.5. Двумя основными типами расписаний являются расписание 40 и расписание 80. Также доступны трубопроводы расписаний 10 и 120, но они менее распространены и не включаются в калькулятор.
6.9.2 НОМИНАЛЬНОЕ ДАВЛЕНИЕ
Различные типы субматериалов ПВХ и SDR имеют номинальное давление от 50 до 315 фунтов на квадратный дюйм. Более низкие SDR имеют более высокие номинальные значения давления, а более высокие SDR имеют более низкие рейтинги давления. Трубопроводы сортамента 40 имеют диапазон давления от 810 до 60 фунтов на квадратный дюйм, в зависимости от типа субматериала ПВХ и размера трубы. Трубы меньшего диаметра имеют большее номинальное давление. Трубопроводы Schedule 80 имеют диапазон давления от 1230 фунтов на квадратный дюйм до 60 фунтов на квадратный дюйм, в зависимости от типа субматериала ПВХ и размера трубы.
При повышении температуры номинальное давление также уменьшается. Номинальное давление снижается почти на 22% при повышении температуры с 73 F до 140 F. Существуют разные типы субматериалов в пределах общей категории материалов труб из ПВХ, и каждый тип субматериалов будет иметь немного разные максимально допустимые давления. Поэтому обязательно используйте эти номинальные значения давления только в качестве ориентира и уточняйте у производителя трубы точные значения давления, основанные на температуре трубы, размере трубы, типе трубы и типе вспомогательного материала.
6.10 ТРУБЫ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ
Трубопроводы из нержавеющей стали нечасто используются в бытовых системах водоснабжения из-за их стоимости. Нержавеющая сталь подходит для условий, в которых требуется устойчивость к коррозии. Хотя название «нержавеющая» подразумевает, что труба не подвержена коррозии, это означает лишь то, что труба более эластична, чем другие металлы. Ключом к его устойчивости к коррозии является хром. Нержавеющая сталь — это стальной сплав, состоящий не менее чем из 10.5% хрома. Стальной сплав — это комбинация железа и другого элемента, в данном случае хрома.
Существует два основных типа труб из нержавеющей стали: нержавеющая сталь 304 и 316. Разница между 304 и 316 заключается в химическом составе. Нержавеющая сталь 304 содержит железо и (10,5%) хром. Нержавеющая сталь 316 содержит железо, (10,5%) хром и (2-3%) молибден.
Для нержавеющих сталей добавлено еще одно различие.В нержавеющей стали помимо железа и хрома будут и другие элементы. Например, это типичный состав нержавеющей стали 304.
Нержавеющую сталь можно отличить по букве «L» в конце обозначения номера. Это означает, что в нержавеющей стали процент углерода меньше.04%. Этот низкий уровень углерода увеличивает коррозионную стойкость металлов. Нержавеющая сталь 304 или 316 более склонна к коррозии в местах сварки, но 304L или 316L будут иметь большую коррозионную стойкость в местах сварки.
Таким образом, существует четыре основных типа материалов для труб из нержавеющей стали: (1) 304, (2) 304L, (3) 316 и (4) 316L. Эти материалы отлично подходят для мест, где возникает проблема коррозии.
6.10.1 РАЗМЕРЫ ТРУБЫ
Размеры труб одинаковы для нержавеющей стали 304 и 316.Размеры труб меняются только в зависимости от размеров и графиков труб. ASTM A312 называется Стандартными техническими условиями на бесшовные, сварные и сильно обработанные холодным способом трубы из аустенитной нержавеющей стали. В этой спецификации указаны внешние диаметры и толщины, необходимые для соответствия различным графикам 10S, 40S и 80S. График 10S — самая тонкая труба, а 80S — самая толстая труба. Наружные диаметры одинаковы для каждого расписания, но толщина различается. Постоянный наружный диаметр позволяет соединять между собой трубы разного графика.
6.10.2 НОМИНАЛЬНОЕ ДАВЛЕНИЕ
Трубы из нержавеющей стали имеют номинальное давление, которое зависит от типа, размера трубы и спецификации. Более толстые листы имеют более высокое номинальное давление, так же как и трубы меньшего размера. Подобно другим ранее обсуждавшимся металлическим трубам, трубопровод из нержавеющей стали имеет максимально допустимое давление в диапазоне от 2000 фунтов на квадратный дюйм для небольших труб до 200 фунтов на квадратный дюйм для больших труб и меньших размеров.Номинальное давление подходит для температур от 0 F до 300 F. Трубы 304 будут прочнее, так как в них больше железа, а трубы 316 будут слабее.
Business, Office & Industrial 20-32mm AC 220V 600W PPR Pipe Tube Термосварочный аппарат с регулируемой температурой! asiathinkers
Business, Office & Industrial 20-32mm AC 220V 600W PPR Pipe Tube Термосварочный аппарат с контролируемой температурой! азиаты
- Дом
- Бизнес, офис и промышленность
- Металлообработка / фрезерование / сварка
- Сварка и пайка
- Пайка и демонтаж
- Паяльники
- 20-32 мм переменного тока 220 В 600 Вт PPR Трубный аппарат для терморегулируемой сварки!
20-32 мм AC 220V 600W PPR трубная трубка с контролируемой температурой сварочная машина!, 220V 600W PPR трубная трубка с контролируемой температурой сварочная машина! 20-32 мм переменного тока, для сварки пластиковых труб, таких как трубы PP / PP-R / PE / PP-C и т. Д., 3 x сварочные головки, температура нагревателя: 260 ± 5 ° C, 1 x 600 Вт сварочный аппарат для труб PPR, питание: переменный ток 220 В, 50 Гц, 600 Вт, 2 винта для крепления, Применение: Сварка пластиковых труб, Большие этикетки Маленькие цены 24 часа в сутки Посетите наш интернет-магазин Быстрая (7 дней) Бесплатная доставка Купите самые доступные товары хорошего качества.Сварочный аппарат ! 20-32 мм переменного тока 220 В 600 Вт PPR трубка с регулируемой температурой тепла.
20-32мм AC 220V 600W PPR Трубный сварочный аппарат с контролируемой температурой!
20-32mm AC 220V 600W PPR Pipe Tube Термосварочный аппарат с контролируемой температурой!. Сварочный аппарат для труб PPR — 1 шт., 600 Вт. Мощность: 220 В переменного тока, 50 Гц, 600 Вт. 2 x Затяните винт. Использование: Сварка пластиковых труб. Для сварки пластиковых труб, таких как трубы PP / PP-R / PE / PP-C и т. Д. 3 x сварочные головки.Температура нагревателя: 260 ± 5 ° C .. Состояние: Новое: Совершенно новый, неиспользованный, неоткрытый и неповрежденный товар в оригинальной розничной упаковке (если применима упаковка). Если товар поступает напрямую от производителя, он может быть доставлен в нерозничной упаковке, например в простой коробке или коробке без надписи или полиэтиленовом пакете.