ЧПУ расшифровка | что такое ЧПУ: как переводится аббревиатура оборудования
Программы для станка создаются одним из трех методов: ручным программированием, программированием с пульта оперативной системы ЧПУ, при помощи САD- и СAM-систем. Аббревиатурой CAD обозначают процесс автоматизированного проектирования, CAM — автоматизированного производства. В CAD-программах создают трехмерный дизайн изготавливаемых объектов, посредством CAM-программ превращают виртуальные модели в трехмерные предметы.
Что такое станок ЧПУ и как расшифровывается аббревиатура?
Аббревиатура ЧПУ расшифровывается как числовое программное управление. Такие станки оснащены компьютеризированными системами, обеспечивающими оптимальное функционирование столов, суппортов и шпинделей на протяжении технологического процесса. Операторы контролируют процесс специальными командами — кодами M- и G-типа.
Программы для станка создаются одним из трех методов: ручным программированием, программированием с пульта оперативной системы ЧПУ, при помощи САD- и СAM-систем. Аббревиатурой CAD обозначают процесс автоматизированного проектирования, CAM — автоматизированного производства.
Аббревиатурой CAD обозначают процесс автоматизированного проектирования, CAM — автоматизированного производства.
В CAD-программах создают трехмерный дизайн изготавливаемых объектов, посредством CAM-программ превращают виртуальные модели в трехмерные предметы.
Из каких компонентов состоит система ЧПУ?
В систему ЧПУ входят следующие компоненты:
- Шкаф с операторским пультом.
- Дисплей.
- Контроллер управления.
- Запоминающие устройства.
Одно из запоминающих устройств является оперативным, второе постоянным.
Назначение станков с ЧПУ и целесообразность применения
Станки с ЧПУ востребованы для металлообработки, шлифовки камней и прочих твердых природных материалов, изготовления мебели, производства ювелирных украшений, выпуска пластиковых деталей, игрушек и сувениров (в том числе с криволинейными формами). Но стоят такие устройства недешево — поэтому там, где можно обойтись без ЧПУ, на них экономят.
Насущная потребность в ЧПУ возникает в следующих случаях:
- В деталь в процессе изготовления могут вноситься незначительные конструктивные изменения, и тогда оператор с пульта подкорректирует программу.
- Присутствует необходимость особо точного исполнения. Благодаря дискретному шагу привода отклонения колеблются в диапазоне до 3 мкм.
- Сложная поверхность заготовок требует проведения ряда технологический операций в процессе механической обработки.
- Готовые детали будут применяться для особо ответственных заданий — например, они станут элементами медицинских аппаратов либо комплектующими для авиатехники.
В большинстве случаев ЧПУ-станки закупают для выпуска регулярных или крупносерийных партий изделий.
Принцип работы современного станка с системой ЧПУ
Микроконтроллер выдает на исполнительные механизмы станка управляющее воздействие, то есть электрические импульсы определенной продолжительности. В роли исполнительных механизмов выступают электродвигатели привода, электромотор шпинделя, вспомогательные системы. Также контроллер обеспечивает движение режущих инструментов по поверхности детали в соответствии с заданной программой обработки.
Также контроллер обеспечивает движение режущих инструментов по поверхности детали в соответствии с заданной программой обработки.
Классификация оборудования с числовым программным управлением
В зависимости от способа обработки материала, ЧПУ-станки бывают:
- Сверлильными. Сверло вращается и перемещается вокруг блока исходного материала и в контакте с ним.
- Токарными. Блоки сырьевых материалов вращаются против головок бура.
- Фрезерными. Материал удаляют из заготовок с помощью вращающихся режущих инструментов.
- Оснащенными иными режущими инструментами. Резка может выполняться с помощью лазера, плазмы, кислорода либо водоструйной технологии.
- Для химической и электрической обработки. Материал можно резать посредством следующих типов обработки: электрохимической, электронно-лучевой, электроэрозионной, фотохимической, ультразвуковой.
ЧПУ-станки применяются для обработки обширного разнообразия материалов: стали, дерева, титана, меди, латуни, алюминия, стекловолокна, полипропилена, пластмассы.
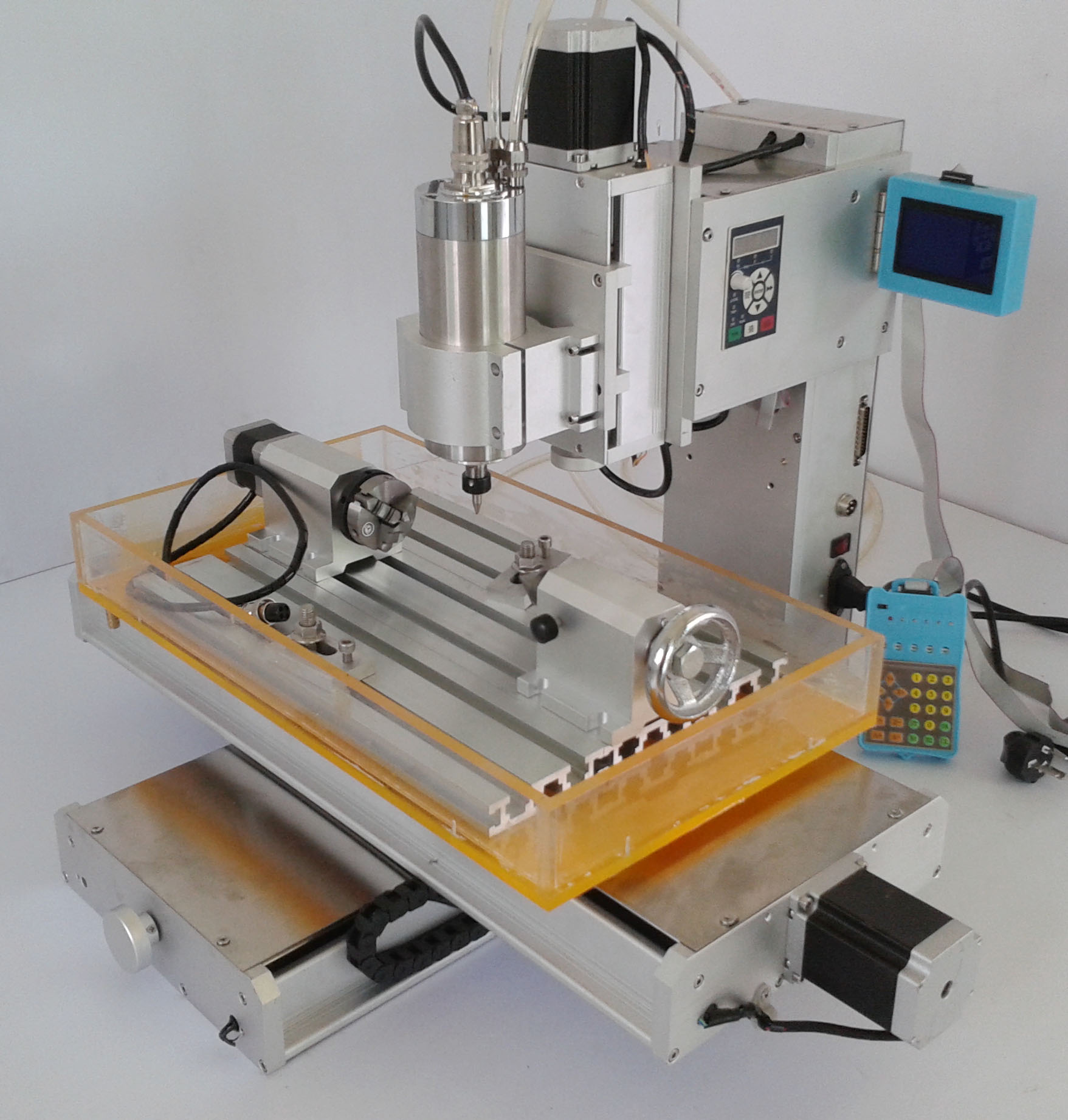
Фрезерный станок с ЧПУ
Фрезерные ЧПУ-станки способны заменить собой до 300 инструментов. Они режут заготовки любых форм, в том числе сложных пространственных, раскраивают металлические листы, выбирают пазы, загибают углы. Расположение шпинделя у них бывает горизонтальным либо вертикальным. Станки для фрезеровки могут быть консольными либо нет, с одной или несколькими деталями. Контроль может осуществляться одновременно по двум, трем или более координатам. На позиционных фрезерных станках выполняют сверлильные работы, на контурных — обрабатывают криволинейные поверхности сложных форм, с помощью комбинированных — решают комплексные задачи.
ЧПУ-станки для фрезеровки обладают мощными корпусами и станинами. Ребра жесткости придают их шпинделям повышенную прочность. Чтобы инструменты быстро перемещались по горизонтали, в комплекте к таким устройствам идут рельсы и точные винты.
В группе фрезерных ЧПУ-станков насчитывается несколько сотен моделей: от компактных с мощностью менее 750 Вт до габаритных, с 10-метровыми рабочими столами.

Токарный станок с ЧПУ
Такие устройства оснащены резцами со сменными пластинами. На центровых токарных станках точат фасонные поверхности, конические и цилиндрические заготовки. На патронных — зенкеруют, создают резьбу, обтачивают внутренние и внешние плоскости под втулки, диски, шестерни и фланцы. На универсальных моделях выполняют операции, свойственные обоим вышеперечисленным типам станков. На карусельных — обрабатывают крупногабаритные и неправильные по форме элементы. Компоновка станков бывает вертикальной или с крутым наклоном.
Шлифовальный станок с ЧПУ
С помощью таких станков различные поверхности подвергают обработке абразивными материалами. При шлифовке снимается гораздо больший объем металла или иного вещества, чем при обтачивании и фрезеровке. Только такой способ обработки позволяет выполнять хрупкие детали для электронных и точных вычислительных приборов.
Зубообрабатывающий станок с ЧПУ
На таких станках нарезают и отделывают зубья для колес различных передач. Колеса нарезаются методом следа или обкатки. Зубообрабатывающие станки для мелкосерийного производства автоматизированы в большей степени, чем модели для серийного выпуска деталей.
Колеса нарезаются методом следа или обкатки. Зубообрабатывающие станки для мелкосерийного производства автоматизированы в большей степени, чем модели для серийного выпуска деталей.
Многоцелевой станок с ЧПУ
Такие устройства предназначены для комплексных обработок заготовок и оснащены комбинированными системами программного обеспечения. Они одинаково успешно обработают как плоскую, так и сложную криволинейную форму, нарежут фаски и резьбу, выполнят расточку и раскрой, осуществят фрезерование. Ради облегчения предварительной настройки инструментов многоцелевые станки укомплектовывают сменными магазинами. Компоновка таких устройств может быть горизонтальной либо вертикальной.
Степень автоматизации
В управляющих системах ЧПУ-станков выделяют следующие ключевые параметры:
- Разновидность привода. Двигатель может быть шаговый, ступенчатый либо регулируемый.
- Метод контроля: непрерывный, позиционный, прямоугольный, смешанный.
- Как загружается программное обеспечение: через flash-носитель, на диске, с помощью магнитной или перфорированной ленты.

- Сколькими координатами можно управлять одновременно и каков диапазон допустимой погрешности при их введении.

Та цифра, что идет в артикуле станка после буквы Ф, характеризует степень автоматизированности устройства:
- 1 — данные набираются на клавиатуре, предусмотрена цифровая индикация.
- 2 — у фрезерного или токарного станка это означает прямоугольный метод контроля, у сверлильно-расточного — позиционный.
- 3 — управление контурное или непрерывное. Таким способом удобно обрабатывать сложные детали.
- 4 — многооперационное оперирование. Оно сочетает в себе вышеперечисленные функции.
Если вместо цифры стоит буква «Ц», это означает «циклический тип». Алгоритм у таких станков дешевый и простой, но этого достаточно для производства серий заготовок одинакового типа.
Преимущества систем с ЧПУ
Системы ЧПУ являются техникой полного цикла. Она исключительно надежная, обладает обширным функционалом, поддается гибкой настройке, рассчитана на длительную интенсивную эксплуатацию. Производственные затраты и процент брака минимизируются.
Производственные затраты и процент брака минимизируются.
С помощью таких устройств удается выполнять чрезвычайно точную и сложную обработку, которая ранее была не под силу ни предыдущим поколениям станков, ни мастерам ручного труда. Производительность ЧПУ-станка в 5 раз выше, чем аналога без ЧПУ. Наладить и запустить нужную схему сможет даже оператор без профильного образования токаря или фрезеровщика.
- 24 августа 2020
- 1176
Какая расшифровка у ЧПУ аббревиатуры и как работают станки на основе ЧПУ
Многие начинающие мастера по изготовлению мебели сталкиваются с необходимостью создания фасадов на основе плит МДФ. Причем требования к изделиям в условиях высокой конкуренции – достаточно высоки.
Изделия должны быть качественными, отвечать современным стандартам и трендам, кроме того, чтобы иметь стабильный поток клиентов, их заказы предприниматель должен выполнять как можно быстрее. Сделать работу качественно и быстро можно лишь при условии применения технологичных приспособлений для работы. В данном случае – это станки с ЧПУ. Что они представляют собой и как работают, мы и расскажем ниже.
Сделать работу качественно и быстро можно лишь при условии применения технологичных приспособлений для работы. В данном случае – это станки с ЧПУ. Что они представляют собой и как работают, мы и расскажем ниже.
Что означает данная аббревиатура?
Расшифровка этого понятия такая: Числовое Программное Управление. То есть, станок, работающий на числовом программном управлении, способен совершать те или иные действия, которые ему задаются при помощи специальной программы. Параметры работы станка задаются посредством цифр и математических формул, после этого он выполняет работу согласно указанным программой требованиям. Программа может задавать такие параметры, как:
- мощность;
- скорость работы;
- ускорение;
- вращение и многое другое.
Особенности станков с ЧПУ
Техника создания мебельных деталей на современном приборе данного типа включает в себя несколько этапов работы:
- формируется модель будущей заготовки посредством специальных графических программ на компьютере, она может быть выполнена как в двухмерном, так и трехмерном виде;
- с помощью специальной программы для оборудования с ЧПУ готовая модель отцифровывается в управляющую программу;
- далее файл с управляющей программой вводят в память ЧПУ, и станок приступает к выполнению работы.

Все механические действия, которые выполняет оборудование, являются воплощением последовательности, которая прописана в управляющей программе.
Современные станки с ЧПУ являются сложными электромеханическими приборами и требуют квалифицированного применения. В основном работа станка осуществляется посредством двух человек:
- наладчика;
- оператора станка с ЧПУ.
Наладчику вверяется более сложный массив работы, он выполняет действия по наладке и переналадке прибора, а оператор должен следить за рабочим процессом и осуществлять легкую наладку.
Действия наладчика и оператора станка с ЧПУ
Этапы работы наладчика выглядят следующим образом:
- подбор режущего инструмента согласно карте, проверка его целостности и заточки;
- подбор по карте наладки заданных размеров;
- установка режущего инструмента и зажимного патрона, проверка надежности крепления заготовки;
- установка переключателя в положение «От станка»;
- проверка рабочей системы на холостом ходу;
- введение перфоленты, которое проводится после проверки лентопротяжного механизма;
- проверка правильности заданной программы для пульта и станка ЧПУ и системы световой сигнализации;
- крепление заготовки в патрон и установка переключателя в режим «По программе»;
- обработка первой заготовки;
- измерение готовой детали, внесение поправок на специальные переключатели-корректоры;
- обработка детали в режиме « По программе» второй раз;
- осуществление замеров;
- перевод переключателя режима в положение «Автомат».
На этом процесс наладки окончен и к работе приступает оператор станка ЧПУ. Он должен выполнить такие действия:
- менять масла;
- чистить рабочую зону;
- смазывать патроны;
- проверять станок на пневматику и гидравлику;
- проверять точные параметры оборудования.
Перед тем как приступить к работе, оператор станка ЧПУ должен проверить его на работоспособность посредством специальной тестовой программы, также ему следует убедиться в том, что подана смазочная жидкость и в том, что в гидросистеме и ограничивающих упорах присутствует масло.
Помимо этого, он должен проверить, насколько надежно крепление всех приборов и инструментов, а также то, насколько мебельная заготовка соответствует заданному технологическому процессу станка. Далее следует провести замеры на предмет возможных отклонений от точности настройки нуля на приборе и других параметров.
И только после этих манипуляций можно включать сам станок ЧПУ:
- заготовку устанавливают и закрепляют;
- потом вводится программа работы;
- в считывающее устройство заправляется перфолента и магнитная лента;
- нажимаем «Пуск»;
- после того как первая деталь обработана, производятся ее замеры на предмет соответствия с заданной ранее моделью.
Сферы применения станков с ЧПУ
Станки на основе ЧПУ применяются в разных отраслях по оказанию услуг и производстве:
- для обработки древесины и плит из дерева;
- для обработки пластика;
- камней;
- сложных изделий из металла, включая ювелирные изделия.
Приборы с ЧПУ имеют ряд таких функций, как:
- фрезерование;
- сверление;
- гравировка;
- распил;
- лазерная резка.
Некоторые модели станков с ЧПУ имеют возможность совмещать одновременно разные виды обработки материалов, тогда их называют обрабатывающими центрами на основе ЧПУ.
Преимущества станков с ЧПУ
Применение на производстве станков и обрабатывающих центров на основе ЧПУ позволяет вовремя выполнить такие работы, которые бы без их использования были неосуществимыми. Например, при производстве таким способом мебельных фасадов из МДФ, можно выполнить сложные рельефные декоры, которые вручную сделать просто невозможно. Так, благодаря специальным графическим программам для проектирования можно воплотить самые смелые дизайнерские решения.
Так, благодаря специальным графическим программам для проектирования можно воплотить самые смелые дизайнерские решения.
Кроме того, массовое производство фасадов МДФ с помощью широкоформатных станков с ЧПУ возможно без необходимости предварительно раскраивать плиты и позволяет делать полный цикл их обработки, это значительно экономит время и рабочую силу.
Цена оборудования на основе ЧПУ такова, что нужно перед его покупкой хорошо подумать, будет ли это экономически выгодно конкретно для ваших производственных мощностей. Если у вас есть стабильный поток клиентов, и они готовы платить за оригинальные дизайнерские решения, то можете смело вкладывать средства в такое оборудование.
Особенность станков на основе ЧПУ – это их надежность и возможность бесперебойной работы в течение многих лет. Но при работе с ними нужно соблюдать все правила безопасности, а также подбирать только квалифицированных операторов и наладчиков. Некачественная работа персонала может вывести прибор из строя раньше положенного срока.
Оцените статью: Поделитесь с друзьями!
Что это такое станок ЧПУ: как расшифровывается
25.03.2020
- Целесообразность применения
- Особенности станков с ЧПУ: что это такое, в чем проявляются
- Классификация станков с программным управлением: их характеристика и обозначения
- Основные параметры
- Принцип программирования
- Станки фрезерные с ЧПУ
- Как работает ЧПУ-станок токарного типа
- Устройство станка ЧПУ многоцелевого типа
- Что делают на станках с ЧПУ: сферы применения
- Преимущества
- Проблемы
- Действия наладчика и оператора
Выбирая оборудование для проведения фрезерных, токарных и других подобных работ, каждое предприятие стремится найти максимально надежную, производительную, удобную модель. Стремясь облегчить эти поиски, подробно рассмотрим, что такое ЧПУ-станок: как он устроен, по каким принципам программируется и функционирует, каких видов может быть и так далее. Максимум информации – чтобы вам было проще определиться и решить, вкладываться в такую технику или нет.
Стремясь облегчить эти поиски, подробно рассмотрим, что такое ЧПУ-станок: как он устроен, по каким принципам программируется и функционирует, каких видов может быть и так далее. Максимум информации – чтобы вам было проще определиться и решить, вкладываться в такую технику или нет.
Сразу отметим: сегодня они востребованы, причем во всех основных отраслях. На них проводят металлообработку, вытачивая детали с особой точностью (даже если у заготовок сложная поверхность), изготавливают предметы мебели и деревянные панно, макеты, сувениры, игрушки из пластиков и многое другое. Активно используют их преимущества, в том числе и высокую производительность.
Отдельно скажем, как расшифровываются ЧПУ-станки: аббревиатура означает Числовое Программное Управление, то есть компьютеризированную систему, задающую условия нормального функционирования стола, суппорта, шпинделя в течение технологического процесса. Контроль осуществляется за счет специальных и своевременно поданных команд – кодов G и M-типа.
В результате 1 единица такого оборудования так же эффективна, как 5-6 обычных. Оператору остается только включить нужную схему, наладить ее и проследить за ее выполнением – ему необязательно быть квалифицированным токарем или фрезеровщиком.
Необходимо учитывать, что это сравнительно дорогостоящая техника. В условиях современного производства станок с числовым программным управлением выгодно покупать и эксплуатировать в следующих ситуациях:
- Изготавливаемые детали используются в особенно ответственных случаях – запчасти для авиатехники и транспорта, элементы медицинских аппаратов, лопатки или валы турбин для ГЭС.
- Выпускаемые заготовки отличаются сложностью поверхности, подразумевающей проведение целого ряда технологических операций в процессе механической обработки.
- Планируется, что изделия будут выходить регулярными и крупносерийными партиями.
- Актуально особо точное исполнение – в рамках одного из 6 первых квалитетов по допуску. Отклонения в этом случае устанавливает дискретный шаг привода, составляющий до 3 мкм.
- Существует вероятность внесения незначительных конструктивных изменений по ходу изготовления детали – путем корректировки программы с операторского пульта.
 Отклонения в этом случае устанавливает дискретный шаг привода, составляющий до 3 мкм.
Отклонения в этом случае устанавливает дискретный шаг привода, составляющий до 3 мкм.
Возможности такого оборудования довольно широки, сферы применения тоже, поэтому и классификация достаточно разнообразна. Но практически все модели, вне зависимости от конструкции, обладают следующими отличительными характеристиками:
- Сравнительно мощный привод – может быть постоянного тока, с бесступенчатой регулировкой шпинделя, или переменного, трехфазный, с частотой вращения до 2000 об/мин, но обязательно от 20 до 40 кВт.
- Независимая установка и коррекция каждой из двух координат, в результате чего рабочие органы способны перемещаться по самым сложным траекториям, зачастую даже невозможным для других методов контроля.
- Повышенная жесткость конфигурации при прецизионной (или высокой) точности обработки заготовки.
- Скорость установочных передвижений суппорта 4,8-10 об/мин, что минимизирует время холостого хода.
- Широчайшие рамки регулировки подачи бесступенчатого привода – с изменением до 1200-10000 раз (с 1 до 1200 или даже до 10000 об/мин). Благодаря этому не проблема настроить оптимальный режим выпуска любой детали.
- Развитые и многофункциональные инструментальные системы – от 12 органов.

Маркировка выпускаемых моделей осуществляется с помощью букв и цифр. Они и формируют артикул, который отражает назначение оборудования, степень его автоматизации, класс его точности. Разделение ведется по нескольким глобальным признакам – рассмотрим каждый из них подробнее.
Технологические группы
По характеру выполняемых операций (основных) могут быть:
- фрезерные и сверлильно-расточные – сравнительно универсальные, также обеспечивающие зенкерование;
- токарные – для создания резьбовых соединений и сверления, для патронных и центровых, а также сложных деталей;
- зубообрабатывающие – для обеспечения необходимой геометрии шестеренок и подобных им элементов;
- шлифовальные – для зачистки и выравнивания поверхностей;
- многоцелевые – для комплексной обработки без перебазирования заготовки.
Каждой группе присваивается свой номер – обращайте внимание на первую цифру в артикуле станка ЧПУ, эта расшифровка помогает сразу сориентироваться.
Степень автоматизации
Все модели также подразделяют по следующим параметрам управляющей системы:
- назначение – с позиционным, непрерывным, прямоугольным, смешанным методом контроля;
- вариант привода – со ступенчатым, шаговым или регулируемым двигателем;
- характер загрузки программного обеспечения – с установкой через диск, ленту (перфорированную или магнитную), flash-носитель;
- количество одновременно управляемых координат и допустимые погрешности при их введении.

В артикуле степень автоматизированности указана в конце – как Ф с номером (или буквой). Разберемся, что означает ЧПУ-станок со следующей маркировкой после Ф:
1 – с цифровой индикацией и данными, набираемыми на клавиатуре – для одного перемещения за кадр;
2 – с позиционным (для сверлильно-расточных) или прямоугольным (для фрезерных или токарных) методом контроля;
3 – с непрерывным или контурным управлением, для обработки особенно сложных деталей;
4 – с многооперационным оперированием, сочетающим вышеперечисленные возможности;
Ц – циклическая, отличающаяся дешевизной и простотой алгоритма, но весьма удобная для серийного выпуска однотипных заготовок.
Помимо этого, в маркировке также есть индексы АСИ, то есть устройств АвтоСмены Инструмента:
- Р – посредством поворота головки револьверного типа;
- М – из «магазина» – специально предназначенного барабана.
В артикуле эти литеры стоят перед ФN.
Взглянем, что такое станок с ЧПУ с точки зрения производства. Его ключевые характеристики зависят от того, к какой технологической группе он относится:
- для фрезерной это ширина поверхности рабочего стола;
- для сверлильно-расточной – максимально возможные диаметры сверла и шпинделя;
- для токарной – наибольшее из поддерживаемых сечение отверстия.
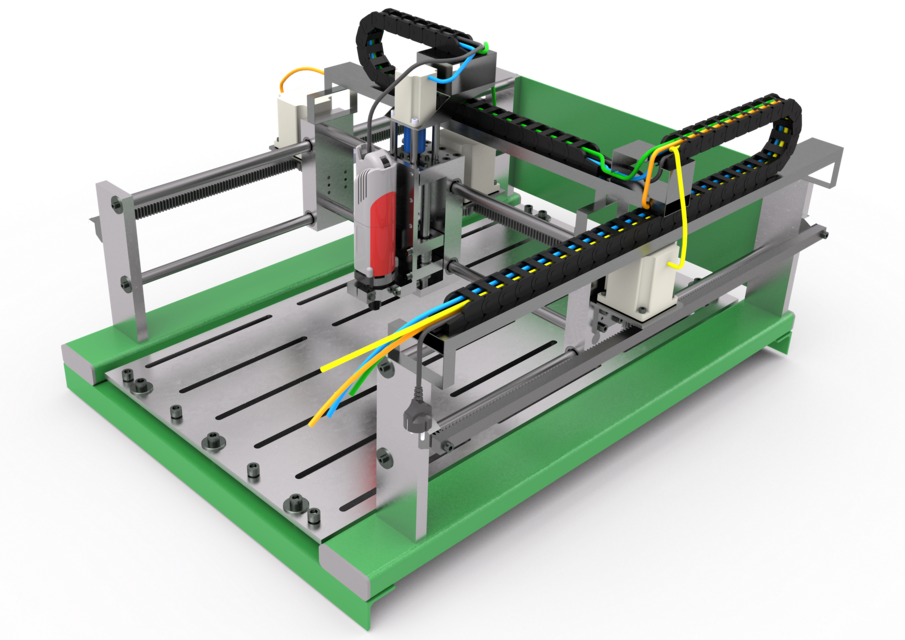
Любая модель рассматриваемого оборудования состоит из следующих функциональных узлов:
- память – постоянная и оперативная;
- шкаф, оснащенный операторским пультом;
- дисплей, на котором показываются результаты;
- контроллер – прибор, обрабатывающий введенные данные и отвечающий за функционирование приводов.
Все вместе они обеспечивают правильное выполнение команд, каждую из которых необходимо корректно составить. Сделать это можно одним из трех способов:
Сделать это можно одним из трех способов:
- Вручную – технолог вводит числовые комбинации и таким образом задает все координаты для перемещения инструментов. Не самый удобный вариант, ведь для его реализации даже у опытного специалиста, знающего, как работать на станке с ЧПУ, уйдет много времени и сил, а выпускать удастся лишь простейшие детали.
- С пульта оперативной системы – наладчик использует джойстик и сенсорный экран, в том числе и в диалоговом режиме (если оборудование довольно современное и у него есть эта опция). Уже более подходящий метод, также и потому, что команды можно протестировать и откорректировать.
- С помощью САМ и САПР – запись происходит в несколько этапов, проводится сравнительно большое количество операций, зато в результате можно придумать эффективный алгоритм выпуска даже самого сложного элемента, а в дальнейшем видоизменять его для производства других деталей.
Вот как настроить ЧПУ-станок в последнем случае:
- Создать электронный чертеж заготовки в AutoCAD, Компасе, Solid или другом профильном графическом редакторе.
- Преобразовать получившийся файл в подходящий формат (HPGL, DXF, Gerber, Exeilon) и загрузить его в САМ (в качестве наиболее используемых CorelDraw, SheetCam, MeshCam, Kcam). После данного импорта задать траектории движения инструментов, введя числа, выбрав варианты обработки, присвоив значения соответствующим органам машины. Проконтролировать правильность визуализации (происходит параллельно).
- Сделать промежуточный Cl-файл, загрузить его в паспорт (постпроцессор), получить программу управления с G- и М- кодами.

Понятно, что создавать такое ПО сможет непростой токарь.
Очень популярны, предназначены не только для резки заготовок любой формы (и простой плоской, и сложной пространственной), но и для раскройки металлических листов, для выборки пазов, для загибания углов. Могут содержать до 300 инструментов в одном магазине. Также отличаются обширной классификацией.
По расположению шпинделя выделяют:
- вертикальные – вал устанавливается перпендикулярно столу и позволяет проводить обработку с одной стороны детали;
- горизонтальные – фиксация уже параллельная, что делает возможным многостороннее выполнение технических операций.

По конструкции модель бывает консольной и нет, с одним или несколькими деталями, с контролем по 2,3 и более координатам одновременно.
Теперь о том, что значит станок ЧПУ с точки зрения управления – по характеру команд фрезерный может быть:
- позиционным – для сверлильных работ;
- контурным – ориентированным на криволинейные поверхности сложной формы;
- смешанным (комбинированным) – для комплексных задач.
Конструктивные особенности
Сравнительно мощные корпус и станина – за счет ребер жесткости, также обеспечивающих повышенные показатели прочности шпинделя. В комплектацию таких устройств входят точные винты и рельсы – для быстрого перемещения инструментов по горизонтали.
В комплектацию таких устройств входят точные винты и рельсы – для быстрого перемещения инструментов по горизонтали.
Все это обеспечивает одинаково хорошее качество выполнения технических операций как при попутном, так и при встречном направлении движения.
То, что можно сделать на ЧПУ станке, зависит от конкретной его модели, а их в номенклатуре фрезерной группы сразу несколько сотен. Есть габаритные варианты, длина рабочего стола которых превышает 10 м. Или наоборот – миниатюрные, предназначенные для мелкосерийного производства и частных мастерских, выпускающих типовые заготовки из металла и пластика, дерева и других материалов. Обычно они маломощные (до 750 Вт), но все равно сравнительно надежные, оснащенные сервоприводом, поворотные во всех угловых направлениях, регулируемые по высоте. Естественно, в их базовую комплектацию также входит ПО для контроля, которое можно загрузить, подключив оборудование к персональному компьютеру.
Его основной орган – резец со сменными пластинами, зафиксированный в держателе, который может быть кассетным и совершенно точно является важной частью суппорт-узла, вместе с поворотной плитой и салазками. Деталь крепится в патроне, который расположен на вращающемся валу, приводные механизмы заставляют перемещаться инструменты (до 12 сразу), со скоростью вспомогательного хода выше, чем основного.
Деталь крепится в патроне, который расположен на вращающемся валу, приводные механизмы заставляют перемещаться инструменты (до 12 сразу), со скоростью вспомогательного хода выше, чем основного.
Классификация по характеру выполняемых задач
- центровые – для точения фасонных поверхностей, цилиндрических и конических заготовок;
- патронные – для зенкерования, создания резьбы, обтачивания под фланцы, диски, шестерни и втулки, как внешних, так и внутренних плоскостей;
- универсальные – эти виды станков с ЧПУ могут выполнять все технологические операции, актуальные для двух предыдущих типов;
- карусельные – для крупногабаритных и неправильных по своей форме элементов; бывают одностоечными (рассчитаны на диаметры до 2 м) и двухстоечными (для сечений до 15 м).
Конструктивные характеристики
Их компоновка обычно либо вертикальная, либо с крутым наклоном, благодаря чему из функциональной зоны проще удалить стружку. Сравнительно компактны, к ним не проблема подключить почти любое автозагрузочное устройство.
Сравнительно компактны, к ним не проблема подключить почти любое автозагрузочное устройство.
Несущие конструкции отличаются повышенной жесткостью, достижимой утолщением металла и введением дополнительных ребер. Оснащены сменными магазинами для инструментов и/или револьверными головками, устанавливаемыми на позицию держателя.
Это настоящие центры, выполняющие комплексную обработку заготовки (без перебазирования) и оборудованные комбинированными системами ПО. Они предназначены для нарезки фасок и резьбы, зенкерования, расточки, раскроя, фрезерования. Подходят для действий как с плоскими поверхностями, так и со сложными криволинейными формами.
Конструктивные особенности
Зачастую укомплектованные сменными магазинами, делающими доступной предварительную настройку инструментов. Обычно обладают поворотными столами, нужными для перемещения детали, а также переналаживаемыми вспомогательными устройствами-спутниками.
Обычно обладают поворотными столами, нужными для перемещения детали, а также переналаживаемыми вспомогательными устройствами-спутниками.
Принцип работы станков с ЧПУ многоцелевого типа базируется на универсальности операций, которая возможна благодаря высокомоментному, но малоинерционному двигателю с хорошим быстродействием. Даже на небольших частотах он развивает крутящий момент до серьезных величин, что позволяет обеспечить производительность труда.
По вариантам компоновки могут быть:
- вертикальные – с головкой шпинделя, способной двигаться вдоль обеих осей; на них техпроцессы можно проводить с 2-5 сторон;
- горизонтальные – для элементов больших габаритов, закрепленных на столе; действуют только в одной плоскости (если отсутствуют дополнительные поворотные приспособления).
Такое оборудование востребовано в следующих случаях:
- производство плит и других плоских элементов из дерева, например, корпусной мебели;
- выпуск пластиковых деталей всевозможных форм, включая криволинейные;
- шлифовка камней и подобных им твердых материалов природного происхождения;
- изготовление сложных металлических изделий, в том числе и ювелирных.
Все вышеперечисленные цели решаются путем операций резки, фрезерования, распила, гравировки, сверления.
Эксплуатация столь точного механизма позволяет быстро решать ранее неосуществимые задачи: наносить рельефные декоры, которые невозможно выполнить вручную. За счет компьютеризации и автоматизации оно дает возможность избежать ошибок, вызванных человеческим фактором. Если знать, как пользоваться ЧПУ-станками, риск возникновения брака стремится к нулю.
Для большинства заготовок это техника «полного цикла», которая минимизирует затраты на производство. Она также отличается надежностью (может бесперебойно функционировать в течение лет), гибкостью настройки, широтой опций.
Она также отличается надежностью (может бесперебойно функционировать в течение лет), гибкостью настройки, широтой опций.
Минусы – в нюансах постпроцессирования: даже несмотря на то, что G- и М- коды универсальны, каждый программист компонует их по-своему. Поэтому возможны нестыковки при запуске ПО, которые требуется отдельно отлаживать.
Зачастую сложна ситуация с кадрами. Молодые и начинающие специалисты прекрасно понимают, как работает станок с ЧПУ, но им неизвестны практические свойства дерева или металла. Опытные слесари, фрезеровщики и токари, наоборот, «на ты» с материалами, но почти не знают компьютера.
Первый должен:
- подобрать инструмент по карте, проверить его целостность и остроту;
- определить нужные размеры;
- зафиксировать рабочий орган и зажимной патрон, убедиться в надежности крепления;
- установить переключатель в позицию «от»;
- выполнить проверку на холостом ходу;
- убедиться в нормальном состоянии лентопротяжного механизма и ввести перфоленту;
- закрепить деталь, включить режим «по программе»;
- обработать первый элемент, измерить его геометрию, внести корректировки;
- повторить техпроцесс, сравнить габариты;
- переключить машину в позицию «автомат».

Здесь действия наладчика закончены, в дело вступает оператор, который обязан своевременно:
- менять смазочные материалы и намасливать патроны;
- очищать зону проведения операций;
- проверять гидравлику, пневматику, точность заданных показателей.
Также ему необходимо запустить тестовое ПО, а после убедиться в надежности всех креплений и отсутствии отклонений. Если все в порядке, можно:
- фиксировать заготовку;
- вводить программу;
- заправлять перфоленту;
- нажимать «Пуск»;
- замерять деталь, сравнивая с образцом.
На специальных курсах подробно расскажут и покажут, как научиться работать на станке с ЧПУ. На такую профильную подготовку просто необходимо отправить своих сотрудников, если вы хотите установить столь производительное оборудование на своем предприятии и эффективно использовать его преимущества.
Что такое станок с ЧПУ: виды, характеристики ✭ «ЧПУ24»
Станок не уходит в отпуск и декрет, ему не нужны выходные, он не опаздывает и не прогуливает, его работоспособность не зависит от настроения и вчерашней вечеринки с друзьями. Каждое предприятие заинтересовано во внедрении высокоэффективных технологий. Поэтому подбирает надежное, функциональное оборудование для выполнения таких работ как фрезерные, токарные, раскрой металла, дерева, фанеры с помощью лазера, нанесению маркировки и гравировки на изделия и многие другие.
В этой статье мы расскажем, про ЧПУ станки, их виды, устройство конструкции, принцип работы. Предоставим основную информацию, чтобы вы могли решить, нужна вам такая техника или нет.
Станки с ЧПУ: что это такое?
Давайте разберемся, что такое ЧПУ станок, и какая расшифровка аббревиатуры. ЧПУ это числовое программное управление. Представляет собой компьютеризированную систему, которая направлена на проведение расчетов и автоматизацию технических операций.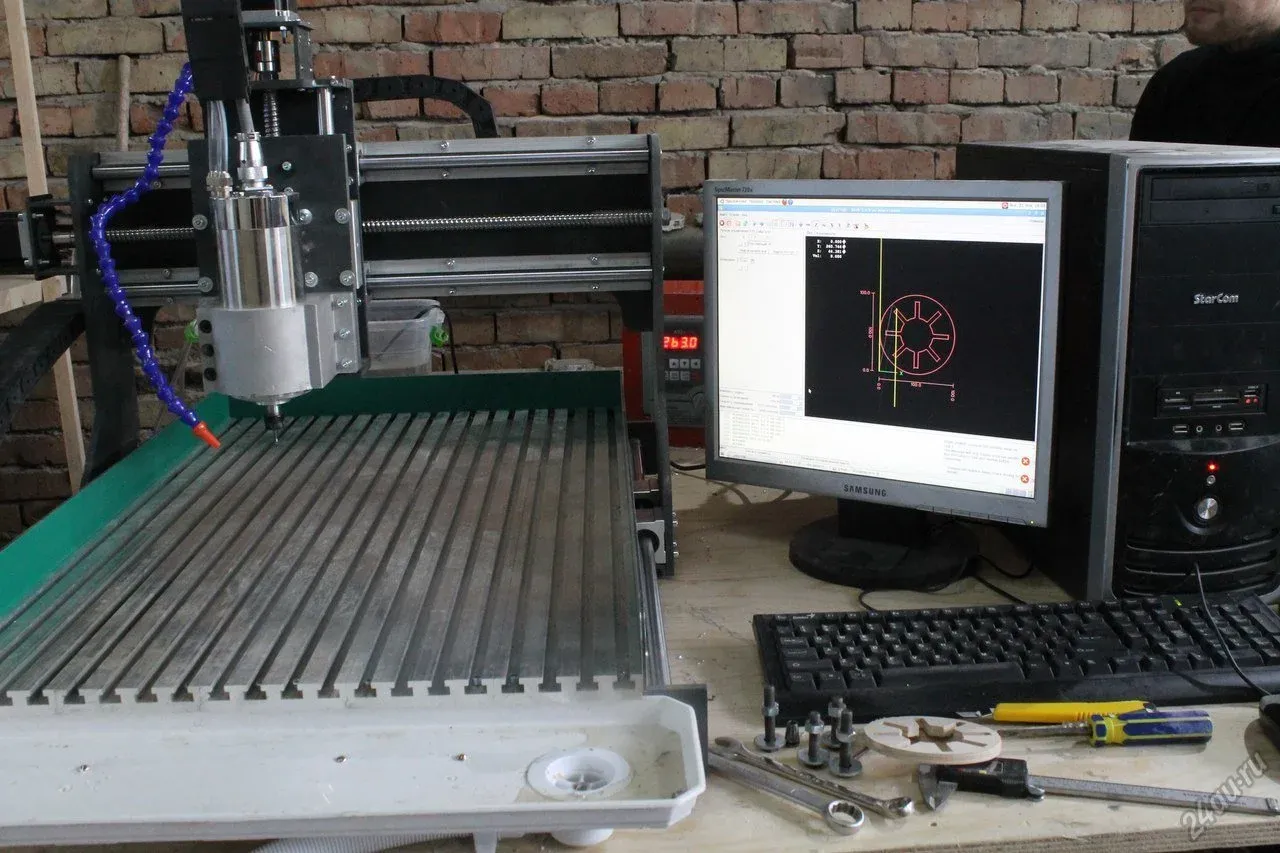 Контроль выполняется специальными командами ‒ G-кодами. Систему можно запрограммировать с внешних носителей или подключить к компьютеру.
Контроль выполняется специальными командами ‒ G-кодами. Систему можно запрограммировать с внешних носителей или подключить к компьютеру.
Состоит из таких элементов:
- пульт оператора;
- дисплей;
- контроллер;
- ПЗУ ‒ память долговременного хранения;
- ОЗУ ‒ временное хранение программ, используемых в настоящий момент.
Многих интересует вопрос: что делает ЧПУ станок? Он относится к самому востребованному оборудованию основных сфер промышленности. Считается дорогой, инновационной техникой. На нем обрабатывают металл, обтачивают сложные заготовки, изготавливают корпусную мебель, пластиковые игрушки, сувениры. Устройство позволяет с высокой точностью выполнить даже самые сложные работы. Изготавливает детали, к которым выдвигаются самые строгие требования касаемо точности размеров и допусков. Компьютеризация и автоматизация исключает ошибки, присущие человеческому фактору. Если правильно пользоваться устройством, риск бракованной продукции снизится к нулю.
Возьмем для примера фрезерный станок и изготовление панно.
Для того чтобы изготовить такое панно, раньше человек должен был обладать художественным видением, чтобы вручную или используя полуавтоматический инструмент отсечь от заготовки все лишнее. Если нужно было изготовить таких штук 10, то это превращалось из творческого процесса в некую рутину для мастера. Все изделия были разными и непохожими друг на друга. Человек мог заболеть или потерять интерес. Могла дрогнуть рука мастера и т.д. Сегодня, при наличии 3D модели такого панно, любой человек, даже не обладающий художественным видением с помощью ЧПУ станка способен изготавливать такие изделия. Творчество все равно присутствует т.к. создание 3D модели — это творческий процесс, доступный немногим и неважно, что на выходе у вас будет физическая модель, воплощенная дереве или на компьютере. После того как мы выбрали модель для изготовления, нам нужно «рассказать» станку что необходимо делать – составить управляющую программу (УП). В ней мы сообщаем станку, какого размера заготовка, каким инструментом мы это делаем, с какой скоростью, где начать и где закончить и т.д. Этим в зависимости от компании и организации рабочего процесса может заниматься как оператор станка, так и отдельный технолог. Также работа оператора заключается в установке заготовки и рабочего инструмента (при его наличии), запуске станка, съеме готового изделия. Необходимо вовремя менять смазочную жидкость, очищать зону выполнения операций. Один сотрудник может управлять несколькими аппаратами. Оператору не обязательно иметь специальность токаря или фрезеровщика. Достаточно научиться приемам управления программой и разбираться в особенностях применяемых инструментов.
В ней мы сообщаем станку, какого размера заготовка, каким инструментом мы это делаем, с какой скоростью, где начать и где закончить и т.д. Этим в зависимости от компании и организации рабочего процесса может заниматься как оператор станка, так и отдельный технолог. Также работа оператора заключается в установке заготовки и рабочего инструмента (при его наличии), запуске станка, съеме готового изделия. Необходимо вовремя менять смазочную жидкость, очищать зону выполнения операций. Один сотрудник может управлять несколькими аппаратами. Оператору не обязательно иметь специальность токаря или фрезеровщика. Достаточно научиться приемам управления программой и разбираться в особенностях применяемых инструментов.
Виды станков
Оборудование делится на несколько групп, которые отличаются способностью выполняемых операций. Виды станков с ЧПУ по типу воздействия на обрабатываемый материал:
- фрезерные, сверлильные, расточные ‒ используют для резки заготовок, раскроя листов, загибания углов, сверления отверстий;
- токарные ‒ для обработки наружной и внутренней поверхности, выполняют нарезку резьбы, позволяют создавать любые контуры.
- зубообрабатывающие ‒ позволяют создать необходимую геометрию шестеренок и других деталей;
- шлифовальные ‒ зачищают и выравнивают поверхность на конечном этапе обработки;
- многоцелевые ‒ сочетают в себе возможность выполнения всех видов работ;
- электромеханические ‒ включают в себя плазменные, лазерные, электрохимические, электроэрозионные агрегаты.

Фрезерный станок применяют на производстве, где важно соблюдать параметры точности. Бывает с вертикальным и горизонтальным расположением шпинделя. Работает с высокой скоростью. Есть габаритные и компактные модели.
Лазерный станок — это общее название станков, обработка материала на которых производится при помощи лазерного излучения (луча). Но источник этого излучения и соответственно его характеристики различаются. Например, источником луча может быть лазерная трубка с закаченной смесью различных газов основной из которых СО2. Это линейка станков применяется для обработки широкого спектра материалов, реже металла. Потому как длина волны лазерного излучения способна воздействовать на металл на мощности трубки от 100 вт. Обработка цветных металлов практически исключена. Для обработки металла, в том числе и цветного, используются лазеры с источниками на иттербиевого оптоволокна. Если мощность источника 10вт — 100вт, то их используют для маркировки и нанесения гравировки. Источники от 300вт используются для раскроя листового металла. Также на рынке можно встретить лазерное оборудование на твердотельных диодах. Из-за их несовершенства и низкого КПД используется, относительно, редко и в основном в хоббийных аппаратах.
Потому как длина волны лазерного излучения способна воздействовать на металл на мощности трубки от 100 вт. Обработка цветных металлов практически исключена. Для обработки металла, в том числе и цветного, используются лазеры с источниками на иттербиевого оптоволокна. Если мощность источника 10вт — 100вт, то их используют для маркировки и нанесения гравировки. Источники от 300вт используются для раскроя листового металла. Также на рынке можно встретить лазерное оборудование на твердотельных диодах. Из-за их несовершенства и низкого КПД используется, относительно, редко и в основном в хоббийных аппаратах.
Плазменный предназначен для точного и качественного раскроя листов из металла любой толщины.
Основные характеристики
Те, кто знают, что такое ЧПУ в современных станках, уже давно оценили его преимущества. Оборудование значительно увеличивает производительность труда. Удешевляет себестоимость товаров. Один ЧПУ станок заменяет до 6 единиц обычных. Может бесперебойно работать многие годы, отменно выполняя заданные команды. Для обработки разных деталей нужно просто заменить программу. Устройство позволяет быстро изготовить спроектированное на компьютере изделие. Отличается надежностью, разнообразием функций, гибкостью настроек, точностью обработки. Благодаря данным характеристикам станки ЧПУ широко применяются на производствах, которые стремятся увеличить объемы выпускаемой продукции.
Для обработки разных деталей нужно просто заменить программу. Устройство позволяет быстро изготовить спроектированное на компьютере изделие. Отличается надежностью, разнообразием функций, гибкостью настроек, точностью обработки. Благодаря данным характеристикам станки ЧПУ широко применяются на производствах, которые стремятся увеличить объемы выпускаемой продукции.
Что такое станок с ЧПУ
Современная история выдвинула новые требования для компаний, занимающихся производством. На данный момент трудно представить себе фабрику, стремящуюся увеличить объемы выпуска продукции, без автоматизации производства и внедрения новых технологий.
Одним из главных изобретений за последние годы стали станки с числовым программным управлением. С их появлением значительно возросли производственные мощности предприятий, увеличилось качество выпускаемой продукции, снизились себестоимости и возросли многократно прибыли.
Числовое Программное Управление или ЧПУ – компьютеризованная система управления, которая используя, команды, написанные на специализированном языке программирования, управляет механизмами станка.
Аббревиатура ЧПУ соответствует двум англоязычным — NC и CNC.
NC – Numerical Control. CNC – Computer Numerical Control.
Первым очевидным плюсом от использования станков с ЧПУ является более высокий уровень автоматизации производства. Случаи вмешательства оператора станка в процесс изготовления детали сведены к минимуму. Станки с ЧПУ могут работать практически автономно, день за днем, неделю за неделей, выпуская продукцию с неизменно высоким качеством. При этом главной заботой оператора являются в основном подготовительно-заключительные операции: установка и снятие детали, наладка инструмента и т.д. В результате один работник может обслуживать сразу несколько станков.
Вторым преимуществом является производственная гибкость. Это значит, что для обработки разных деталей нужно всего лишь заменить программу. А уже проверенная и отработанная программа может быть использована в любой момент и любое число раз.
Третьим плюсом является высокая точность и повторяемость обработки. По одной и той же программе вы сможете изготовить с требуемым качеством тысячи практически идентичных деталей.
По одной и той же программе вы сможете изготовить с требуемым качеством тысячи практически идентичных деталей.
Ну и наконец, числовое программное управление позволяет обрабатывать такие детали, которые не возможно изготовить на обычном оборудовании. Это детали со сложной пространственной формой, например, штампы и пресс-формы.
Таким образом, ЧПУ станок позволяет быстро получить спроектированное на компьютере изделие, причем ЧПУ станок производит изделия гораздо быстрее и качественнее чем вручную. Точный и легко приспосабливаемый ЧПУ станок позволяет осуществить проекты, которые, используя ручные технологии, оказались бы невыполнимыми или невыгодными.
Что такое ЧПУ? — Мастерская МДФ
Осваивая технологию изготовления мебельных фасадов из МДФ плиты в современной конкурентной среде, начинающий предприниматель сталкивается с необходимостью постоянно повышать качество своей продукции и сокращать сроки выполнения заказов, увеличивать производственные мощности и более рационально использовать труд работников. Если на вооружении предприятия нет станков с ЧПУ, то в сложившейся ситуации покупка данного высокотехнологичного оборудования становится первостепенной задачей.
Если на вооружении предприятия нет станков с ЧПУ, то в сложившейся ситуации покупка данного высокотехнологичного оборудования становится первостепенной задачей.
Так что такое ЧПУ? Расшифровка аббревиатуры ЧПУ звучит как Числовое Программное Управление. То есть, станок с ЧПУ (иногда говорят просто «станок ЧПУ») – это станок с числовым программным управлением, который по специально заданной программе совершает те или иные действия по отношению к обрабатываемой заготовке. Практически, с помощью математических алгоритмов и цифр задаются параметры работы отдельных рабочих органов, которые в совокупности отвечают за позиционирование основных агрегатов, их мощность, скорость перемещения, ускорения, вращения и т.п.
Как правило, алгоритм изготовления деталей на современных станках с ЧПУ состоит из нескольких этапов. На первом этапе, на компьютере при помощи графических программ обрисовывается модель заготовки, своего рода рабочий чертеж в 2D или 3D формате. На втором этапе, при помощи специальной программы для станка ЧПУ модель детали оцифровывается в управляющую программу (УП). На третьем этапе файл с УП вводится в память ЧПУ и выполняется. Таким образом, все механические действия станка соответствуют цифровой последовательности, прописанной в управляющей программе.
На третьем этапе файл с УП вводится в память ЧПУ и выполняется. Таким образом, все механические действия станка соответствуют цифровой последовательности, прописанной в управляющей программе.
Станки с ЧПУ используются в самых различных сферах производства и услуг: в обработке древесины и древесных плит, пластичных материалов, камня, сложных металлических изделий, в том числе ювелирных. По своему функциональному назначению станки с ЧПУ применяются для фрезерования, гравировки, сверления, распила, лазерной резки. Станки, которые позволяют использовать несколько видов обработки одновременно, называются обрабатывающие центры с ЧПУ.
Использование станков и обрабатывающих центров с ЧПУ на любом производстве позволяет осуществлять такие проекты, которые при обычных технологиях оказались бы невыполнимыми или невыгодными. При изготовлении мебельных фасадов МДФ в первую очередь решается задача со сложными рельефными декорами, которые невозможно выполнить вручную. Использование графических программ при проектировании фасадов не только позволяет раскрыть весь потенциал дизайнерской мысли, но и сохранять выполненные проекты и после несложной коррекции применять их в будущем.
При массовом производстве фасадов МДФ на широкоформатных станках с ЧПУ появляется возможность отказаться от предварительного раскроя плит МДФ и выполнять полный цикл обработки с минимальными затратами времени и рабочей силы. С другой стороны, установка ЧПУ в небольшом помещении позволяет увеличить выпуск продукции, не расширяя производственные площади.
Что касается стоимости оборудования с ЧПУ, то здесь следует обратиться к показателям экономической выгоды от его использования, в том числе роста потребительского спроса за счет повышения качества и эстетической ценности конечной продукции.
Если вопрос, что такое ЧПУ, раскрыт в данной статье достаточно полно, то возникающий следом вопрос о необходимости приобрести фрезерный станок с ЧПУ, считаю, отпадет сам собой.
Другие статьи…
Что такое ЧПУ. Видео
16К30Ф3 Станок токарный патронно-центровой с ЧПУСхемы, описание, характеристики
Сведения о производителе токарного станка с ЧПУ 16К30Ф3
Производитель токарного станка 16К30Ф3 — Рязанский станкостроительный завод РСЗ, основанный в 1949 году.
Свой первый станок Рязанский станкостроительный завод выпустил 21 февраля 1949 года — это был токарно-винторезный станок 164 серии. В течение короткого времени заводом были запущены в призводство еще три серии токарных станков — 166, 165 в 1953 году, 163 в 1956 году.
По мере совершенствования конструкции станков завод выпускал все более современные модели — 1М63, 1М63Б, 1М63БФ101, 1М63Н, 16К30, 1А64, 16К40, 1М65, 1Н65.
На основе универсальных токарных станков Рязанским станкостроительным заводом был освоен выпуск токарных станков с ЧПУ — 16К30Ф3, 16М30Ф3, 16К40РФ3, 16Р50Ф3 и др.
Также заводом освоен выпуск современных токарных обрабатывающих центров с числом координат от 4 до 8, токарных станков с ЧПУ наклонной 1П756ДФ3 и горизонтальной компоновок, трубообрабатывающих станков 1А983, 1Н983 — для обработки концов труб диаметром до 460 мм, колесотокарных, вальцетокарных, станков для обработки глубоких отверстий и др.
Станки, выпускаемые Рязанским станкостроительным заводом РСЗ
16К30Ф3 Станок токарный патронно-центровой с числовым программным управлением (ЧПУ).
 Назначение, область применения
Назначение, область применения
Токарный станок с ЧПУ 16К30Ф3 предназначен для токарной обработки поверхностей деталей типа тел вращения со ступенчатым и простым криволинейным профилями и для нарезания резьбы; применяется в условиях единичного и мелкосерийного производства в цехах машиностроительных заводов и других отраслях промышленности.
Станок модели 16К30Ф3 оснащен системой программного управления Н22-1М.
Основные конструктивные особенности станка 16К30Ф3:
- широкий диапазон регулирования скоростей шпинделя и подач, жесткость основных узлов станка
- перемещение пиноли задней бабки и зажима патрона механизировано
- на четырехпозиционный резцедержатель можно устанавливать восемь инструментальных блоков
- применение накладных стальных закаленных направляющих в сочетании с опорами качения гарантирует длительное сохранение точности станка
- переключение 12 ступеней частоты вращения шпинделя автоматическое
- применены быстроходные приводы подач с обратной связью
- повышены нормы точности станка
- механизировано удаление стружки с помощью транспортера
- корректировка и редактирование программ производятся непосредственно на станке
Со станком 16К30Ф3 поставляются транспортер для уборки стружки и пневмопатрон.
Шероховатость обработанных на станке поверхностей:
- цилиндрических Ra 2,5 мкм по ГОСТ 2789—73;
- конических и фасонных Rz 20 мкм по ГОСТ 2789—73.
Класс точности станка П по ГОСТ 8—77.
Станок предназначен для внутренних и экспортных поставок.
Разработчик — Рязанское специальное конструкторское бюро станкостроения.
Модификации токарного станка 16К30Ф3
16К30Ф3 – Станок токарный с ЧПУ Н22-1М, класс точности Н
16К30Ф30 – Станок токарный с ЧПУ Электроника НЦ-31, класс точности Н
16К30Ф305, 16К30Ф325, 16К30Ф325 – Станок токарный с ЧПУ Н22-1М, класс точности Н
16К30Ф323 – Станок токарный с ЧПУ Электроника НЦ-31, класс точности П
16К30Ф333 – Станок токарный с ЧПУ Электроника НЦ-31, класс точности П
16К30Ф353 – Станок токарный с ЧПУ Электроника НЦ-31, класс точности П
Габарит рабочего пространства токарного станка с ЧПУ 16К30Ф3
Габарит рабочего пространства токарного станка с ЧПУ 16К30Ф3
Общий вид токарного станка с ЧПУ 16К30Ф3
Фото токарного станка с ЧПУ 16К30Ф3
Фото токарного станка с ЧПУ 16К30Ф3. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Фото токарного станка с ЧПУ 16К30Ф3
Фото токарного станка с ЧПУ 16К30Ф3
Фото токарного станка с ЧПУ 16К30Ф3. Смотреть в увеличенном масштабе
Фото токарного станка с ЧПУ 16К30Ф3
Фото токарного станка с ЧПУ 16К30Ф3
Кинематическая схема токарного станка с ЧПУ 16К30Ф3
Кинематическая схема токарного станка с ЧПУ 16К30Ф3
1. Кинематическая схема токарного станка с ЧПУ 16К30Ф3. Смотреть в увеличенном масштабе
2. Кинематическая схема токарного станка с ЧПУ 16К30Ф3. Смотреть в увеличенном масштабе
Схема установки подшипников на токарном станке с ЧПУ 16К30Ф3
Схема установки подшипников на токарном станке с ЧПУ 16К30Ф3
Схема установки подшипников на токарном станке с ЧПУ 16К30Ф3. Смотреть в увеличенном масштабе
Гидравлическая схема токарного станка с ЧПУ 16К30Ф3
Гидравлическая схема токарного станка с ЧПУ 16К30Ф3
Гидравлическая схема токарного станка с ЧПУ 16К30Ф3. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Поворотный резцедержатель станка 16К30Ф3
Поворотный резцедержатель токарного станка с ЧПУ 16К30Ф3
Установочный чертеж токарного станка с ЧПУ 16К30Ф3
Установочный чертеж токарного станка с ЧПУ 16К30Ф3
Чертеж фундамента токарного станка с ЧПУ 16К30Ф3
Чертеж фундамента токарного станка с ЧПУ 16К30Ф3
Читайте также: Российские производители современных систем ЧПУ
16К30Ф3 Станок токарный с числовым программным управлением (ЧПУ). Видеоролик.
Технические характеристики станка 16К30Ф3
| Наименование параметра | 16К30ФС353 | 16К30ФС333 |
|---|---|---|
| Основные параметры станка | ||
| Класс точности станка П по ГОСТ 8—77 | П | П |
| Обозначение системы ЧПУ | НЦ-31 | НЦ-31 |
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 630 | 630 |
| Наибольший диаметр обрабатываемого изделия над суппортом, мм | 320 | 320 |
| Наибольшая длина обрабатываемого изделия, мм | 1400 | 1400 |
| Шпиндель | ||
| Диаметр отверстия в шпинделе, мм | 71 | 71 |
| Наибольший диаметр прутка проходящего через отверстие в шпинделе, мм | 70 | 70 |
| Количество скоростей шпинделя (обшее/ по программе) | 24/ 12 | 24/ 12 |
| Пределы оборотов шпинделя, об/мин | 6,3. .1600 .1600 | 6,3..1250 |
| Центр шпинделя по ГОСТ 13214-67 | ||
| Конец шпинделя по ГОСТ 12593-72 | 11М | 11М |
| Наибольший крутящий момент на шпинделе, кгс*м | 340 | |
| Суппорт | ||
| Наибольшее перемещение суппорта: продольное/ поперечное, мм | 1200/ 300 | 1200/ 300 |
| Высота резца, устанавливаемого в резцедержателе, мм | 32 | 32 |
| Количество инструментов, устанавливаемых в резцедержатель, мм | 4, 8 | 4, 8 |
| Максимальная скорость продольной подачи при нарезании резьбы, мм/мин | 2400 | 2400 |
| Наибольшая величина подачи в режиме автоматического управления, мм/мин | 2400 | 2400 |
| Размеры нарезаемых метрических резьб, мм | 0,01…20,47 | 0,01…20,47 |
| Диапазон скоростей подач (продольных и поперечных), мм/мин | 0,01. ..20,47 ..20,47 | 0,01…20,47 |
| Скорость быстрых ходов (продольных/ поперечных), мм/мин | 6000/ 5000 | 6000/ 5000 |
| Дискретность перемещения (продольного/ поперечного, мм | 0,05/ 0,01 | |
| Наибольшая скорость в режиме ручного управления, мм/об | 1,5 | 1,5 |
| Наибольшее усилие подачи (продольное/ поперечное), кН | 15/ 5 | 15/ 5 |
| Задняя бабка | ||
| Центр шпинделя задней бабки по ГОСТ 13214-67 | Морзе 6 | |
| Наибольшее перемещение пиноли, мм | 240 | |
| Наибольшее перемещение пиноли от гидроцилиндра, мм | 100 | |
| Параметры систем ЧПУ | ||
| Обозначение системы ЧПУ | НЦ-31 | |
| Количество управляемых координат (всего/ одновременно | 2/ 2 | |
| Тип датчика нулевого положения | ||
| Тип датчика обратной связи | Фотоимпульсные | |
| Электрооборудование и приводы станка | ||
| Электросеть | 380/220 В,50 Гц | |
| Количество электродвигателей на станке | 6 | |
| Электродвигатель главного привода, кВт (об/мин) | 22 (1460) | 22 (1460) |
| Электродвигатель приводов подач, кВт (об/мин) | 2,8 (500) | 2,8/ 500 |
| Электродвигатель резцедержки, кВт (об/мин) | 0,5 (1415) | 0,5 (1415) |
| Электродвигатель станции смазки, кВт (об/мин) | 1,5 (1440) | 1,5 (1440) |
| Электродвигатель насоса охлаждения, кВт (об/мин) | 0,12 (2800) | 0,12 (2800) |
| Суммарная мощность электродвигателей, кВт | ||
| Суммарная мощность станка, кВт | ||
| Габариты и масса станка | ||
| Габариты станка (длина х ширина х высота), мм | 5290 х 3470 х 2105 | 5290 х 3470 х 2105 |
| Масса станка с ЧПУ, кг | 7800 | 7800 |
- Станок токарный с ЧПУ. Модель 16К30Ф333. Руководство по эксплуатации 16К30Ф333.00.000 РЭ, Рязань, 1984
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки., 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Список литературы:
 Модель 16К30Ф333. Руководство по эксплуатации 16К30Ф333.00.000 РЭ, Рязань, 1984
Модель 16К30Ф333. Руководство по эксплуатации 16К30Ф333.00.000 РЭ, Рязань, 1984Полезные ссылки по теме
Definitive Free Tutorial [2019]
Вы многому научились. Если вы прочитали последние 5 глав и потратили немного времени на изучение нашей шпаргалки по g-коду, вы готовы заняться некоторыми простыми программами. Есть еще одна вещь, которую вам нужно учитывать, — это работа по настройке станка, которая идет рука об руку с любой программой ЧПУ.
Если вы прочитали последние 5 глав и потратили немного времени на изучение нашей шпаргалки по g-коду, вы готовы заняться некоторыми простыми программами. Есть еще одна вещь, которую вам нужно учитывать, — это работа по настройке станка, которая идет рука об руку с любой программой ЧПУ.
Давайте начнем с нулевой части (также известной как программа Zero)
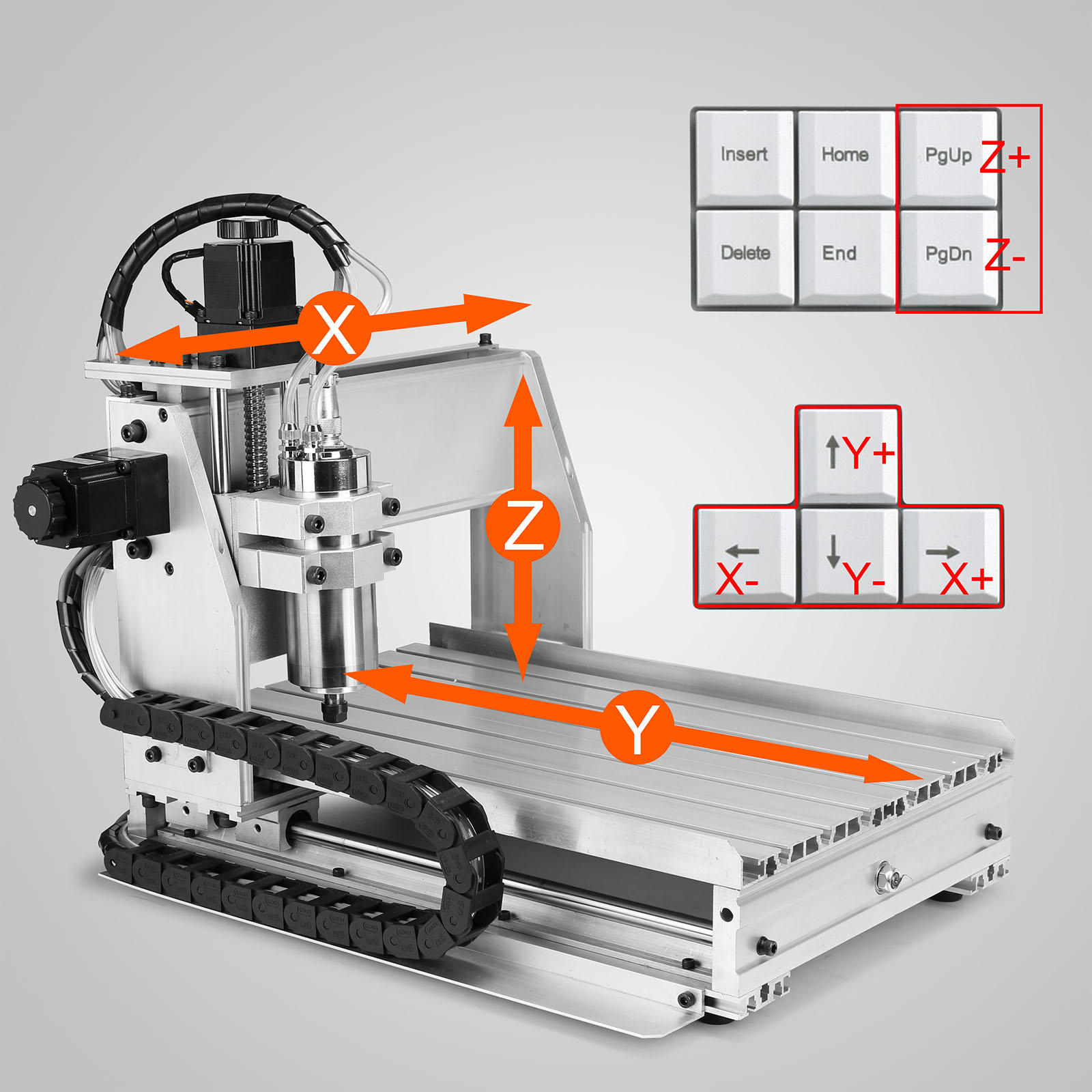
Мы уже обсуждали системы координат с ЧПУ в предыдущей главе, поэтому давайте поговорим о том, как настроить систему координат станка, чтобы она соответствовала детали, которую вы хотите изготовить.
Предположим, вы только что закончили рисовать деталь в своем программном обеспечении САПР и готовы сгенерировать для нее некоторый g-код. Одна из ключевых вещей, которую нужно понять, — это то, где будет Part Zero. В вашей программе САПР есть своего рода система координат, и ваша деталь позиционируется на чертеже относительно этой системы координат. Если вы никогда раньше не работали с ЧПУ, возможно, вы не обращали особого внимания на это позиционирование. Возможно, вы закрепили деталь далеко от начала координат 0, 0, 0 в программе САПР, чтобы ее было легче увидеть, если осевые линии не располагаются слишком близко.
Возможно, вы закрепили деталь далеко от начала координат 0, 0, 0 в программе САПР, чтобы ее было легче увидеть, если осевые линии не располагаются слишком близко.
Вы можете пересмотреть эту идею, по крайней мере, до тех пор, пока вы не освоитесь со всеми различными системами координат, которые вы будете использовать для ЧПУ. Вместо этого вы хотите поместить свою «нулевую деталь» (на данный момент, источник САПР или 0, 0, 0) в какое-нибудь место, которое имеет смысл, когда вы будете готовы обрабатывать материал. Когда ваша программа G-кода обращается к X0 Y0 Z0, это ваша Часть Ноль. Позже мы сможем по-новому взглянуть на рабочие смещения и другие способы преобразования координат, но когда вы впервые запускаете станок, думайте о X0 Y0 Z0 как о нулевой детали.
Существует множество различных теорий о том, где разместить Part Zero, и важно, насколько простой и естественной будет ваша работа с ЧПУ.
При фрезеровании большое внимание уделяется оси Z. Когда Z = 0, где это должно быть по отношению к детали?
Согласно одной теории, Z = 0 является вершиной заготовки перед обработкой. Это позволяет узнать, когда ваш резак режет заготовку, а когда режет воздух. Конечно, когда вы начинаете делать чипы, вы также создаете воздух ниже Z = 0, но все же приятно знать, где начиналась эта исходная граница.
Это позволяет узнать, когда ваш резак режет заготовку, а когда режет воздух. Конечно, когда вы начинаете делать чипы, вы также создаете воздух ниже Z = 0, но все же приятно знать, где начиналась эта исходная граница.
Другая теория предпочитает, чтобы Z = 0 было неким элементом, который не перемещается и не будет срезан. Например, это может быть верхняя часть губок тисков. Это удобно, если вам по какой-то причине нужно снять деталь. Вам не нужно повторно ссылаться на машину на новый Z0. Это также удобно, если вы обрабатываете детали с немного разными размерами. Например, даже если вы делаете одинаковые детали, вы можете начать с грубого распиленного материала. Точные координаты верха такого материала будут варьироваться от заготовки к заготовке, потому что распиловка не является прецизионной операцией.
Cookbook Рецепт : Мне нравится использовать нулевую деталь, которая соответствует фиксированной губе моих тисков, когда я буду использовать тиски для обработки. Как только вы привыкнете создавать свои чертежи САПР с учетом этого, это означает, что вы можете подойти к машине, вставить кусок материала в тиски, загрузить программу G-кода, разработанную с учетом этого понятия Part Zero, и немедленно начать обработка после того, как станок вернется в исходное положение. Поскольку тиски, как правило, остаются на станке, отталкивания не требуются, что является хорошим подспорьем для повышения производительности.Если мне действительно нужно переместить тиски или сменить губки, не беспокойтесь, я могу просто снова установить нулевое значение в этом месте.
Как только вы привыкнете создавать свои чертежи САПР с учетом этого, это означает, что вы можете подойти к машине, вставить кусок материала в тиски, загрузить программу G-кода, разработанную с учетом этого понятия Part Zero, и немедленно начать обработка после того, как станок вернется в исходное положение. Поскольку тиски, как правило, остаются на станке, отталкивания не требуются, что является хорошим подспорьем для повышения производительности.Если мне действительно нужно переместить тиски или сменить губки, не беспокойтесь, я могу просто снова установить нулевое значение в этом месте.
Независимо от того, что вы решите использовать для своей нулевой части, вы должны знать об этом, и стоит подумать о том, как выбрать нулевую часть, которая может сэкономить вам немного времени или упростить понимание.
В чем разница между машинным нулем, рабочим нулем и детальным нулем?
Нуль станка — начало системы координат, которая соответствует перемещению оси станка. Work Zero и Part Zero — это одно и то же, и они являются источником системы рабочих координат. Другими словами, Work Zero / Part Zero устанавливает WCS, определяя его происхождение. В вашей программе CAM будет возможность указать WCS или Part Zero. При настройке задания вы будете использовать кромкоискатели или другие датчики, чтобы точно сказать машине, где находится деталь ноль.
Work Zero и Part Zero — это одно и то же, и они являются источником системы рабочих координат. Другими словами, Work Zero / Part Zero устанавливает WCS, определяя его происхождение. В вашей программе CAM будет возможность указать WCS или Part Zero. При настройке задания вы будете использовать кромкоискатели или другие датчики, чтобы точно сказать машине, где находится деталь ноль.
Когда вы запускаете машину, она не обязательно ничего знает о вашей предпочтительной системе координат. Что он действительно знает, так это то, что называется «Машинные координаты».Это фиксированная система координат, которая встроена в машину. Когда вы «возвращаете» машину в исходное положение или «ссылаетесь на оси», вы заставляете ее использовать свои переключатели исходного положения для точного определения своего местоположения относительно координат станка. Если ваша машина не возвращается в исходное положение автоматически при запуске, рекомендуется сначала привыкнуть к идее вернуть ее в исходное положение, прежде чем делать что-либо еще. В случае аварии или аварийной остановки также может быть хорошей идеей вернуть машину в исходное положение, чтобы она могла занять потерянное положение.
В случае аварии или аварийной остановки также может быть хорошей идеей вернуть машину в исходное положение, чтобы она могла занять потерянное положение.
«Рабочие координаты» — это координаты, о которых вы хотите подумать.Другими словами, рабочие координаты — это те координаты, при которых станок находится в нулевой позиции, когда на его дисплее отображается X0 Y0 Z0. По этой причине Part Zero можно также назвать Work Zero. Вы можете установить Рабочие координаты разными способами. Под «установлением» я имею в виду, что вы можете указать машине, как приравнять рабочие координаты к координатам машины.
Рабочая система координат — это то, что ваша машина будет помнить от одного вызова к другому, хотя вам, вероятно, не стоит рассчитывать на это, если вы не знаете наверняка, что можете.Поскольку я использую систему Part Zero, сопоставляющую точку на моих губках тисков, я могу запустить машину и вернуть ее в исходное положение, и я знаю, что рабочие координаты — это то, что я ожидаю. У вас также есть возможность установить несколько систем рабочих координат, что удобно по многим причинам. Подробнее об использовании нескольких систем рабочих координат мы поговорим в одной из следующих статей. А пока давайте сосредоточимся на одном.
У вас также есть возможность установить несколько систем рабочих координат, что удобно по многим причинам. Подробнее об использовании нескольких систем рабочих координат мы поговорим в одной из следующих статей. А пока давайте сосредоточимся на одном.
Создание системы рабочих координат с помощью «Touch Offs» или «обнуления»
Давайте поговорим о создании системы рабочих координат с помощью Touch Offs.Мы воспользуемся моей системой тисков, чтобы сделать обсуждение конкретным, но этот принцип работает для любой системы координат работы.
Проще говоря, «Touch Off» — это место, где вы используете резак, чтобы найти Work Zero. Мы делаем это по одной оси за раз, поэтому начнем с оси Z. Есть много способов сделать Touch Off. Каждый имеет разную точность и требует от вас немного поработать над своей техникой. В методе старой школы используется бумага — бумага для скручивания сигарет была очень тонкой и общедоступной. Используйте немного масла, чтобы удерживать бумагу на месте, и медленно толкайте вращающийся нож, пока он не сдвинет бумагу. Стоп. Резак теперь расположен в нулевом положении, за исключением толщины бумаги. Пробная резка и микрометр установят, что это такое. Обязательно используйте каждый раз бумагу одного и того же типа, чтобы толщина повторялась.
Стоп. Резак теперь расположен в нулевом положении, за исключением толщины бумаги. Пробная резка и микрометр установят, что это такое. Обязательно используйте каждый раз бумагу одного и того же типа, чтобы толщина повторялась.
Более современный и точный метод предполагает использование измерительного блока. Калибровочные блоки подвергаются прецизионной обработке с очень высоким допуском и включают отчет о проверке, в котором указывается, сколько ошибок в блоке.
НЕ ПЫТАЙТЕСЬ ОТКАЗАТЬ ИНСТРУМЕНТ ОТ КОНТРОЛЬНОГО БЛОКА!
Если вы используете мерные блоки, фреза не должна вращаться.Но независимо от того, вращается резак или нет, это плохо для ваших дорогих калибровочных блоков и плохо для ваших резцов. Вместо этого переместите резак вверх, остановите движение и попытайтесь вставить измерительный блок между резаком и заготовкой. В какой-то момент вы будете слишком сильно толкать тренажер и можете вернуться назад, пока не сможете скользить между ними.
Вот еще один совет от читателя (спасибо, Пол!), Если вы не хотите использовать измерительные блоки — попробуйте булавку от двигателя. Они выточены из закаленного материала, они точны, обычно имеют чистую отделку, и вы можете катать их под резаком, чтобы проверить соответствие.Фактически, со многих точек зрения форма цилиндра или шара (большие шарикоподшипники тоже точные!) Имеет большой смысл для этого измерения, поскольку они менее чувствительны к тому, является ли поверхность под ними плоской и ровной. С помощью микрометра определите диаметр штифта на запястье и убедитесь, что он не слишком сильно изношен, если используется.
Они выточены из закаленного материала, они точны, обычно имеют чистую отделку, и вы можете катать их под резаком, чтобы проверить соответствие.Фактически, со многих точек зрения форма цилиндра или шара (большие шарикоподшипники тоже точные!) Имеет большой смысл для этого измерения, поскольку они менее чувствительны к тому, является ли поверхность под ними плоской и ровной. С помощью микрометра определите диаметр штифта на запястье и убедитесь, что он не слишком сильно изношен, если используется.
Когда вы разместили станок на одной оси в точке, которую вы хотите «обнулить», ваш CNC Control сможет указать ему, что это ноль для этой оси.Это важная операция, поэтому убедитесь, что вы знаете, как ее выполнять на своем контроллере. Обычно есть одна кнопка для обнуления данной оси и, возможно, другая для обнуления всех осей.
Обратите внимание, что вам не нужно строго измерять нулевую долю. Ваш контроллер будет иметь возможность ввести произвольное значение и сообщить ему, где в настоящее время находится всплывающая подсказка. Это удобно во многих случаях, и вы будете делать это довольно часто, а также обнуление. Например, вы можете указать толщину сигаретной бумаги вместо «0».0000. ”
Измерители кромок и датчики для определения рабочих координат
Вам не придется долго работать с ЧПУ, прежде чем вы захотите приобрести Edge Finder или Probe. Это инструменты, которые позволяют быстро и легко найти край какого-либо объекта, чтобы вы могли обнулить его. Edge Finders бывают всех форм и размеров, от простых прядильных приспособлений до причудливых, точных и простых в использовании приспособлений, таких как Haimer 3D «Taster». Да, это не опечатка, с оригинального немецкого они называют их «дегустаторами».
Вот хороший видеоурок от Тормаха о том, как использовать простой кромкоискатель:
Простой кромкоискатель…
А вот и демонстрация Haimer 3D Taster:
Haimer 3D Taster…
Датчик может быть самым удобным для выполнения таких операций обнуления. Вот датчик Renishaw для настройки рабочих смещений:
Датчик Renishaw для настройки рабочих смещений на VMC…
Каждый из этих инструментов похож по назначению, только с увеличением возможностей, автоматизации и затрат.Существует множество других инструментов для точного определения местоположения деталей и заготовок. Некоторые из них более специализированы, например, коаксиальный индикатор Блейка, который используется для определения центров отверстий.
Вы захотите, чтобы некоторые из этих устройств были закреплены в держателе инструмента и были готовы к установке в шпиндель для настройки работы.
Еще больше примеров того, как найти нулевую часть, можно найти в нашей статье, в которой приведены 8 способов найти нулевую часть.
Мы не будем тратить больше времени на такие вещи, поскольку они являются более правильной частью настройки ЧПУ и общих методов измерения машинистом, чем программирование с помощью G-кода как таковое.
Еще больше способов установить ноль детали
8 способов найти нулевую деталь на вашем станке с ЧПУ
Упражнения
1. Возьмите руководство по эксплуатации станка с ЧПУ и выясните, как обнулить станок с ЧПУ для определения рабочих координат. Посмотрите, как читать координаты машины и рабочие координаты на панели управления.
2. Попробуйте немного коснуться вашей машины. Для начала используйте угол куска лома, застрявший в тисках, пока не научитесь.
3. Если у вас есть кромкоискатель, 3D-тестер или зонд, попробуйте его как способ точного определения нулевой точки детали.
4. Решите, каким будет ваше соглашение для Z = 0 и, возможно, нулевой части, и придерживайтесь его.
Объяснение G-кода | Список наиболее важных команд G-кода
Если ваша работа или хобби соотносятся с станками с ЧПУ или 3D-принтерами, то понимание того, что такое G-код и как он работает, имеет важное значение для вас. Итак, в этом руководстве мы изучим основы языка G-кода, каковы наиболее важные или распространенные команды G-кода, и мы объясним, как они работают.
Что такое G-код?
G-code — это язык программирования для станков с ЧПУ (числовое программное управление). G-код означает «геометрический код». Мы используем этот язык, чтобы сказать машине, что делать или как что-то делать. Команды G-кода указывают машине, куда двигаться, с какой скоростью двигаться и по какому пути двигаться.
В случае станка, такого как токарный станок или фрезерный станок, режущий инструмент приводится в действие этими командами, чтобы следовать определенной траектории инструмента, срезая материал, чтобы получить желаемую форму.
Аналогичным образом, в случае аддитивного производства или 3D-принтеров, команды G-кода инструктируют машину наносить материал слой за слоем, формируя точную геометрическую форму.
Как читать команды G-кода?
На первый взгляд, когда вы видите файл G-кода, он может показаться довольно сложным, но на самом деле его не так уж и сложно понять.
Если мы внимательно посмотрим на код, мы можем заметить, что большинство строк имеют одинаковую структуру.Кажется, что «сложная» часть G-кода — это все те числа, которые мы видим, которые являются просто декартовыми координатами.
Давайте взглянем на одну строку и объясним, как она работает.
G01 X247.951560 Y11.817060 Z-1.000000 F400.000000
Строка имеет следующую структуру:
G ## X ## Y ## Z ## F ##
- Первая — это команда G-кода , и в данном случае это G01 , что означает «двигаться по прямой в определенное положение».
- Мы объявляем положение или координаты со значениями X , Y и Z .
- Наконец, с помощью значения F мы устанавливаем скорость подачи или скорость, с которой будет выполняться перемещение.
Подводя итог, линия G01 X247.951560 Y11.817060 Z-1.000000 F400.000000 сообщает станку с ЧПУ двигаться по прямой от его текущего положения до координат X247.951560, Y11.817060 и Z- 1.000000 при скорости 400 мм / мин.Единица измерения — мм / мин, потому что, если мы посмотрим назад на изображение примера G-кода, мы увидим, что мы использовали команду G21, которая устанавливает единицы измерения в миллиметры. Если нам нужны единицы измерения в дюймах, мы используем вместо этого команду G20.
Самые важные / распространенные команды G-кода
Итак, теперь, когда мы знаем, как читать строку G-кода, мы можем взглянуть на наиболее важные или часто используемые команды G-кода. Мы узнаем, как работает каждый из них, на нескольких примерах, и к концу этого руководства мы сможем полностью понять, как работает G-код, как читать, как изменять и даже как писать наш собственный G-код.
G00 — быстрое позиционирование
Команда G00 перемещает станок с максимальной скоростью движения из текущего положения в заданную точку или координаты, указанные в команде. Станок будет перемещать все оси одновременно, поэтому они завершают движение одновременно. Это приводит к прямолинейному перемещению к новой точке положения.
G00 не является режущим движением, и его цель состоит в том, чтобы просто быстро переместить машину в желаемое положение, чтобы начать какую-либо работу, такую как резка или печать.
G01 — Линейная интерполяция
Команда G-кода G01 указывает станку двигаться по прямой с заданной скоростью подачи или скоростью. Мы указываем конечное положение значениями X , Y и Z , а скорость — значением F . Контроллер машины вычисляет (интерполирует) промежуточные точки, через которые нужно пройти, чтобы получить эту прямую линию. Хотя эти команды G-кода просты и интуитивно понятны, за ними контроллер машины выполняет тысячи вычислений в секунду, чтобы выполнить эти движения.
В отличие от команды G00, которая используется только для позиционирования, команда G01 используется, когда станок выполняет свою основную работу. В случае токарного или фрезерного станка — прямолинейная резка материала, а в случае 3D-принтера — прямолинейная экструзия материала.
G02 — круговая интерполяция по часовой стрелке
Команда G02 указывает машине двигаться по часовой стрелке по кругу. Это та же концепция, что и команда G01, и она используется при выполнении соответствующего процесса обработки.В дополнение к параметрам конечной точки здесь нам также необходимо определить центр вращения или расстояние начальной точки дуги от центральной точки дуги. Начальная точка фактически является конечной точкой предыдущей команды или текущей точкой.
Для лучшего понимания мы добавим команду G02 после команды G01 из предыдущего примера.
Итак, в первом примере у нас есть команда G01, которая перемещает станок в точку X5, Y12. Теперь это будет отправной точкой для команды G02.С помощью параметров X и Y команды G02 мы устанавливаем конечную точку. Теперь, чтобы добраться до этой конечной точки, используя круговое движение или дугу, нам нужно определить ее центральную точку. Мы делаем это с помощью параметров I и J. Значения I и J относятся к начальной или конечной точке предыдущей команды. Итак, чтобы получить центральную точку по X5 и Y7, нам нужно сделать смещение 0 по оси X и смещение -5 по оси Y.
Конечно, мы можем установить центральную точку где угодно, таким образом мы получим другую дугу, которая заканчивается в той же конечной точке.Вот пример:
Итак, здесь у нас все еще есть та же конечная точка, что и в предыдущем примере (X10, Y7), но теперь центральная точка находится в другом положении (X0, Y2). Благодаря этому мы получили более широкую дугу по сравнению с предыдущей.
G00, G01, G02 Пример — ручное программирование G-кода
Давайте рассмотрим простой пример фрезерования с ЧПУ с использованием этих трех основных команд G-кода: G00, G01 и G02.
Чтобы получить траекторию для формы, показанной на изображении выше, нам необходимо выполнить следующие команды G-кода:
G00 X5 Y5; точка B G01 X0 Y20 F200; точка C G01 X20 Y0; точка D G02 X10 Y-10 I0 J-10; точка E G02 X-4 Y-8 I-10 J0; точка F G01 X-26 Y-2; точка B
С помощью первой команды G00 мы быстро переводим станок из исходного или исходного положения в точку B (5,5).Отсюда мы начинаем с «резки» со скоростью подачи 200 с помощью команды G01 . Здесь можно отметить, что для перехода из точки B (5,5) в точку C (5,25) мы используем значения X и Y относительно начальной точки B. Итак, +20 единиц в направлении Y приведет нас к точке C (5,25). Фактически, это зависит от того, выбрали ли мы машину для интерпретации координат как абсолютных или относительных. Мы объясним это в следующем разделе.
Как только мы достигаем точки C (5,25), у нас есть еще одна команда G01 для достижения точки D (25,25).Затем мы используем команду G02, круговое движение, чтобы добраться до точки E (35,15) с центральной точкой (25,15). На самом деле у нас есть такая же центральная точка (25,15) для следующей команды G02, чтобы добраться до точки F (31,7). Однако мы должны отметить, что параметры I и J отличаются от предыдущей команды, потому что мы смещаем центр от последней конечной точки или точки E. Мы заканчиваем траекторию инструмента другой командой G01, которая выводит нас из точки F (31, 7) вернуться к точке Б (5,5).
Итак, вот как мы можем вручную запрограммировать G-код для создания этой формы.Однако мы должны отметить, что это не полный G-код, потому что нам не хватает еще нескольких базовых команд. Мы сделаем полный G-код в следующем примере, так как сначала нам нужно объяснить эти команды G-кода.
G03 — Круговая интерполяция против часовой стрелки
Как и G02, команда G-кода G03 определяет движение станка по круговой схеме. Единственная разница здесь в том, что движение идет против часовой стрелки. Все остальные функции и правила такие же, как у команды G02.
Итак, с помощью этих трех основных команд G-кода, G01 , G02 и G03 , мы можем сгенерировать траекторию инструмента буквально для любой формы, которую мы хотим. Теперь вам может быть интересно, как это возможно, но на самом деле это простая задача для компьютера и программного обеспечения CAM. Да, это правда, что иногда мы можем вручную создать программу G-кода, но в большинстве случаев мы делаем это с помощью соответствующего программного обеспечения, которое намного проще и безопаснее.
Тем не менее, теперь объясните еще несколько важных и часто используемых команд и в конце сделайте реальный пример G-кода.
G20 / G21 — Выбор единиц
Команды G20 и G21 определяют единицы G-кода: дюймы или миллиметры.
- G20 = дюймы
- G21 = миллиметры
Отметим, что единицы измерения должны быть установлены в начале программы. Если мы не укажем единицы, машина будет считать значения по умолчанию, установленные предыдущей программой.
G17 / G18 / G18 — выбор плоскости G-кода
С помощью этих команд G-кода мы выбираем рабочую плоскость станка.
- G17 — плоскость XY
- G18 — плоскость XZ
- G19 — самолет YZ
G17 используется по умолчанию для большинства станков с ЧПУ, но два других могут также использоваться для выполнения определенных движений.
G28 — Возвращение домой
Команда G28 указывает станку переместить инструмент в исходную точку или исходное положение. Чтобы избежать столкновения, мы можем включить промежуточную точку с параметрами X, Y и Z. Инструмент пройдет через эту точку, прежде чем перейти к контрольной точке. G28 X ## Y ## Z ##
Исходное положение может быть определено с помощью команды G28.1 X ## Y ## Z ## .
G90 / G91 — Команды G-кода позиционирования
С помощью команд G90 и G91 мы сообщаем машине, как интерпретировать координаты. G90 для абсолютного режима и G91 для относительного режима .
В абсолютном режиме инструмент всегда позиционируется от абсолютной точки или от нуля.Таким образом, команда G01 X10 Y5 переместит инструмент в эту точную точку (10,5), независимо от предыдущей позиции.
С другой стороны, в относительном режиме инструмент позиционируется относительно последней точки. Таким образом, если станок в настоящее время находится в точке (10,10), команда G01 X10 Y5 переведет инструмент в точку (20,15). Этот режим также называется «инкрементным режимом».
Дополнительные команды и правила
Итак, команды G-кода, которые мы объяснили выше, являются наиболее распространенными, но их гораздо больше.Существуют такие команды, как компенсация резца, масштабирование, системы координат заготовки, выдержка и т. Д.
Помимо G-кода, существуют также команды M-кода, которые используются при генерации реальной полноценной программы G-кода. Вот несколько распространенных команд M-кода:
- M00 — Остановка программы
- M02 — Конец программы
- M03 — Шпиндель ВКЛ — по часовой стрелке
- M04 — шпиндель включен — против часовой стрелки
- M05 — Упор шпинделя
- M06 — Смена инструмента
- M08 — Жидкость для заливки ON
- M09 — Дымоход ВЫКЛ
- M30 — Конец программы
В случае 3D-принтера:
- M104 — Запуск нагрева экструдера
- M109 — Подождите, пока экструдер достигнет T0
- M140 — Пусковой подогрев станины
- M190 — Подождите, пока кровать не достигнет T0
- M106 — Установить скорость вентилятора
Для некоторых из этих команд требуются соответствующие параметры.Например, при включении шпинделя с помощью M03 мы можем установить скорость шпинделя с помощью параметра S. Итак, линия M30 S1000 включит шпиндель со скоростью 1000 об / мин.
Мы также можем отметить, что многие коды являются модальными , что означает, что они остаются в силе до тех пор, пока не будут отменены или заменены другим кодом. Например, скажем, у нас есть код для линейного движения резания G01 X5 Y7 F200 . Если следующее движение снова будет линейным резанием, мы можем просто ввести координаты X и Y, без надписи G01 спереди.
G01 X5 Y7 F200 X10 Y15 X12 Y20 G02 X5 Y5 I0 J-5 X3 Y6 I-2 J0
То же самое относится и к параметру скорости подачи F. Нам не нужно включать его в каждую строку, если мы не хотим изменить его значение.
В некоторых файлах G-кода вы также можете увидеть « N ## » перед командами. Слово N просто для нумерации строки или блока кода. Это может быть полезно для идентификации конкретной строки в случае ошибки в огромной программе.
Пример простой программы G-кода
Тем не менее, после прочтения всего этого, теперь мы можем вручную создать настоящий, актуальный код.Вот пример:
% G21 G17 G90 F100 M03 S1000 G00 X5 Y5; точка B G01 X5 Y5 Z-1; точка B G01 X5 Y15 Z-1; точка C G02 X9 Y19 Z-1 I4 J0; точка D G01 X23 Y19 Z-1; точка E G01 X32 Y5 Z-1; точка F G01 X21 Y5 Z-1; точка G G01 X21 Y8 Z-1; точка H G03 X19 Y10 Z-1 I-2 J0; пункт I G01 X13 Y10 Z-1; точка J G03 X11 Y8 Z-1 I0 J-2; точка K G01 X11 Y5 Z-1; точка L G01 X5 Y5 Z-1; точка B G01 X5 Y5 Z0 G28 X0 Y0 M05 M30 %
Описание программы G-кода:
- Инициализация кода.Этот символ (%) всегда присутствует в начале и в конце программы.
- Линия безопасности: установка программирования в метрической системе (все размеры в мм), плоскость XY, абсолютное позиционирование и скорость подачи 100 дюймов / мин.
- Шпиндель вращается по часовой стрелке со скоростью 1000 об / мин.
- Быстрое позиционирование в B (5,5).
- Управляемое движение в том же положении, но опускание инструмента до -1.
- Линейное движение резания в положение C (5,15).
- Круговое движение по часовой стрелке до точки D (9,19) с центром в точке (9,15).
- Линейная резка до точки E (23,19).
- Линейная резка до точки F (32,5).
- Такой же прямой пропил до точки G (21,5).
- Еще один прямой распил до точки H (21,8).
- Круговая интерполяция против часовой стрелки в положение I (19,10) с центром в (19,8).
- Линейный разрез до точки J (13,10).
- Круговая резка против часовой стрелки в положение K (11,8) с центром в точке (13,8).
- Линейная резка в положение L (11,5).
- Окончательное линейное перемещение резания в положение B (5,5).
- Поднимите инструмент.
- Перейти в исходное положение.
- Шпиндель выключен.
- Окончание основной программы.
Вот как выглядит этот код, готовый к отправке на наш станок с ЧПУ через программное обеспечение Universal G-code Sender:
Итак, используя эти основные команды G-кода, описанные выше, нам удалось написать наш собственный полноценный G-код. Конечно, этот пример довольно прост, и для более сложных фигур нам обязательно нужно использовать программное обеспечение CAM.Вот пример сложного G-кода фигуры лошади:
Для сравнения, в этом коде около 700 строк, но все они генерируются автоматически. G-код был создан с использованием Inkscape в качестве примера для моей DIY-машины для резки пенопласта Arduino с ЧПУ. Вот как получилась форма:
Вы можете проверить мое конкретное руководство для получения более подробной информации об этой машине.
Заключение
Итак, мы рассмотрели основы G-кода, объяснили наиболее важные и распространенные команды G-кода и вручную создали наш собственный G-код.В конце концов, я думаю, что понять G-код не так уж и сложно. Конечно, есть так много других команд и функций, используемых при обработке с ЧПУ или 3D-печати, о которых мы должны знать, но об этом подробнее в некоторых других руководствах.
Если вы нашли эту статью полезной, поделитесь ею с другими энтузиастами ЧПУ и 3D-печати. Также не стесняйтесь задавать любой вопрос в разделе комментариев ниже.
Расшифровка
Cnc. Расшифровка ЧПУ (аббревиатура), назначение, принцип работы и последовательность управления.Действия установщика и оператора станка с ЧПУ
Осваивая технологию изготовления мебельных фасадов из плит МДФ в современной конкурентной среде, начинающий предприниматель сталкивается с необходимостью постоянно улучшать качество своей продукции и сокращать сроки выполнения заказа, увеличивать производственные мощности и более рационально использовать труд рабочих. . Если в арсенале предприятия отсутствуют станки с ЧПУ, то в данной ситуации покупка этого высокотехнологичного оборудования становится первостепенной задачей.
Так что же такое ЧПУ? Расшифровка аббревиатуры CNC звучит как числовое управление. То есть станок с ЧПУ (иногда просто говорят «станок с ЧПУ») — это станок с числовым программным управлением, который в соответствии со специально определенной программой выполняет определенные действия по отношению к обрабатываемой детали. На практике с помощью математических алгоритмов и чисел устанавливаются рабочие параметры отдельных рабочих органов, которые в совокупности отвечают за расположение основных узлов, их мощность, скорость движения, ускорение, вращение и т. Д.
Как правило, алгоритм изготовления деталей на современных станках с ЧПУ состоит из нескольких этапов. На первом этапе на компьютере с помощью графических программ вычерчивается модель заготовки, своего рода рабочий чертеж в формате 2D или 3D. На втором этапе с помощью специальной программы для станка с ЧПУ модель детали оцифровывается в управляющую программу (УП). На третьем этапе файл с УП вводится в память ЧПУ и выполняется. Таким образом, все механические действия станка соответствуют цифровой последовательности, прописанной в программе управления.
Станки
с ЧПУ используются в различных сферах производства и оказания услуг: при обработке дерева и древесных плит, пластических материалов, камня, сложных металлических изделий, в том числе ювелирных. По своему функциональному назначению станки с ЧПУ используются для фрезерования, гравировки, сверления, пиления, лазерной резки. Станки, которые позволяют использовать несколько типов обработки одновременно, называются обрабатывающими центрами с ЧПУ.
Использование станков и обрабатывающих центров с ЧПУ в любом производстве позволяет реализовать проекты, которые были бы невозможны или невыгодны при использовании традиционных технологий.При изготовлении мебельных фасадов из МДФ первую задачу решают сложные рельефные декоры, которые невозможно выполнить вручную. Использование графических программ в дизайне фасадов не только раскрывает весь потенциал дизайнерских идей, но и сохраняет реализованные проекты и после несложной коррекции применяет их в будущем.
При массовом производстве фасадов из МДФ на широкоформатных станках с ЧПУ появляется возможность отказаться от предварительной резки плит МДФ и выполнить полный цикл обработки с минимальными затратами времени и труда.С другой стороны, установка ЧПУ в небольшом помещении позволяет увеличить объем производства без расширения производственных площадей.
Что касается стоимости оборудования с ЧПУ, то здесь следует обратиться к показателям экономической выгоды от его использования, включая рост потребительского спроса за счет повышения качества и эстетической ценности конечного продукта.
Если вопрос о том, что ЧПУ описывается в этой статье, достаточно полный, то следующий вопрос о необходимости приобретения фрезерного станка с ЧПУ, думаю, отпадет сам собой.
Правильный адрес веб-сайта ЧПУ позволяет самым прямым способом. От того, какой будет URL-адрес страниц сайта, зависит не только тип сайта в поиске, но и. Как создать грамотное ЧПУ страниц и как использовать ЧПУ в продвижении сайтов вы узнаете из этой статьи.
Что такое ЧПУ и где находится SEO
Адрес ЧПУ или удобный для человека URL-адрес — Это адрес страницы, который прост и понятен посетителю сайта и поисковым системам (Search Engine Friendly URL).Давайте разберемся со всеми преимуществами адресов ЧПУ, рассмотрим примеры ЧПУ для всех видов обстоятельств и научимся правильно использовать URL, понятные человеку, в любых ситуациях. Я часто пишу, что SEO — это комплекс многих факторов, и одним из них является URL-адрес страницы.
Не буду терять время и сразу перейду к примерам.
Пример адреса страницы без ЧПУ:
mysite.ru/index.php?category\u003d21&page\u003d713
Пример ЧПУ:
яутка.ru / blog / okazalos-svistok
Еще один пример плохого ЧПУ:
mysite.ru/category-436/24867341.html
Другой пример ЧПУ:
estpozvonit.ru/mobila/iphone-6-s-plus-pochti-novij.html
URL последней страницы выглядит и читается легче, чем другие.
Как использовать URL-адреса, понятные человеку
Первое, что приходит на ум -! Если человек ищет резиновую уточку , дайте ему простой адрес:
Rezinaoptom.ru/igrushki/utka-rezinovaja
Теперь, когда кто-то помещает вам адресную ссылку, она будет содержать ключевые слова, а не идентификационный номер страница, что ничего не значит.
Seoimba.ru/blog/seo
Этот URL легко ввести вручную и сразу понятно, что нас там ждет. То есть через адрес ЧПУ мы предоставляем посетителям дополнительную информацию о странице, на которую ведет ссылка. Ссылка, которая несет больше информации, более полезна и ценна.
Если ссылка ЧПУ содержит ключевые слова , тогда вся ссылка во фрагменте или его часть выделяется жирным шрифтом. Это делает ссылку на сайт более заметной и увеличивает CTR фрагмента страницы в поиске (они будут нажимать чаще, чем конкуренты).
Экран 2. Но Google знает толк в грузовиках КамАЗ.
Структура и шаблоны ЧПУ
Структура URL-адресов, понятных человеку, может быть выдана разными способами. Какой будет структура ЧПУ, может зависеть от особенностей движка сайта, тематики или общей структуры сайта. Вот несколько общих примеров. Шаблоны ЧПУ .
Пример прямого адреса ЧПУ:
Doktorzlo.ru/kontakty/
Пример прямого адреса ЧПУ с расширением:
Doktorzlo.narod.ru/kontakty.html
Статические страницы, такие как страница контактов, обычно имеют этот адрес.
Crazyshop.ru/devochki/sumochki/acho-tak-dorogo.html
Пример структуры блога ЧПУ:
Myblog.ru/2015/02/29/kto-zdes/
Обратите внимание, насколько это удобно чтобы извлечь данные для запроса с такого адреса и насколько сложно в дальнейшем переместить страницы из одной категории в другую.
Чтобы правильно переместить страницу, вам придется использовать редирект 301, иначе исходная страница станет недоступной, а страница по новому адресу будет дубликатом оригинала, который сейчас недоступен.
Поисковые системы не оценят такие маневры, и страница будет «вылетать» из поиска со всеми вытекающими.
Постарайтесь не углублять структуру адресов, чаще всего достаточно глубины одной категории и многих категорий:
Vypechka.ru/hlebushek/ vypechka.ru/bulochki/ vypechka.ru/tortiki/
Суммируем
- Мы можем использовать ключевые слова в заголовках страниц, чтобы упростить навигацию по сайту и понимание содержания ссылки на сайт.
- Поисковые системы понимают ключевых слов в ЧПУ, выделяют адреса ЧПУ в поиске, что в целом улучшается.
- Посетителям легче запомнить. имен страниц, часто идут напрямую и делятся страницами с адресами ЧПУ.
- CNC Увеличивает CTR фрагмент страницы в поиске, который улучшается.
- ЧПУ Улучшает SEO страниц, изображений и других документов, так как это важный фактор в поисковой оптимизации.
Все еще нужны причины для использования ЧПУ?
Вроде все, если забыл — пишите в комментариях.
Нравится, держи на стене.
Часто можно услышать об универсальных системах ЧПУ. Что это такое, можно объяснить простыми словами — умные машины, которые могут автоматически выполнять весь цикл обработки детали. От установщика требуется только скачать программу и вставить заготовку.
Принцип работы
Последние версии станков немыслимы без систем ЧПУ. Что это? Аббревиатура имеет несколько значений: H — числовое, P — программное, U — управление.Из расшифровки видно, что чтение состояния отдельных узлов машины происходит в кодовой форме. Единицы и нули без устали обрабатываются центральным процессором.
В ядре ЧПУ используются контроллеры двух типов. Что это? Все работает аналогично настольному компьютеру. Только один контроллер используется для отслеживания положения осей станка. Второй считывает состояние периферийных устройств, датчиков, систем безопасности.
Современные станки с ЧПУ оснащены дополнительным компьютером.Требуется для выполнения сложных задач одним щелчком мыши, а также реализует визуализацию текущего процесса. На жестком диске хранятся все данные, которые не будут потеряны при внезапном отключении электроэнергии.
Образное описание оборудования
Резка металла в настоящее время ассоциируется с аббревиатурой ЧПУ. Что это такое, можно пояснить на примере обычного сверла:
- Вы можете обработать заготовку руками с помощью сверла с обеих сторон.Точно так же на станке с несколькими осями можно вывести инструмент из любой координаты.
- Система ЧПУ выполняет одновременное перемещение осей. Копируется объемный механизм, и, соответственно, получаются идеальные по геометрической форме изделия.
- Микронные движения руками измерить невозможно. Станки с ЧПУ постоянно контролируют положение фрезы, автоматически корректируя при изменении нагрузки.
Сокращение
Для расшифровки ЧПУ:
- H (числовой) — все математические операции выполняются в двоичном коде.Круговые и линейные перемещения преобразуются в количественные величины с определенным шагом (часто бывает точность 0,01 мкм).
- P (программное обеспечение) — все этапы процесса записываются в виде простых циклов. Задача оператора — подобрать определенные параметры по чертежу детали. Обработка после загрузки в память не требует вмешательства человека. Иногда исправления вносятся в конце цикла резки.
- У (контроль) — процесс обработки полностью автоматизирован.Незаметно отслеживаются осевые нагрузки, положение круговых и линейных датчиков. Также учитывается механический люфт, заданные коэффициенты твердости заготовки и влияние температуры окружающей среды.
В сокращении ЧПУ расшифровка шире: система управления способна одновременно выполнять десятки сотен операций. Сложные конструкции могут иметь более 12 осей. Точность каждого движения больше 0.01 мкм. Детали, изготовленные на таких станках, используются в космических аппаратах, микрохирургии и точных механизмах.
Области применения
ЧПУ часто применяется в старом оборудовании, где сохранена приемлемая по допускам механика. Это могут быть станки для обработки дерева, для создания печатных плат, для работы с металлами. Практически любую конструкцию можно оснастить системами ЧПУ, где присутствует как минимум 2 управляемые оси.
На современных станках почти всегда установлено ЧПУ.Это могут быть:
- плазменных резаков;
- лагерей прокалывания;
- прессы гидравлические;
- фрезерные и токарные конструкции;
- порталы
- , где присутствует обработка координат;
- 3D-принтеры.
Сложные машины с визуализацией не требуют от оператора глубоких знаний технических узлов. Он может полностью сконцентрироваться на внедрении технологий. Основная задача — выбрать подходящий инструмент, выбрать точки привязки детали и проконтролировать полученные размеры.
Машина выполняет большинство математических вычислений. Таким образом, для выполнения кругового пропила достаточно указать центр, радиус и направление. Если фреза идет по контуру, то указывается только конечная точка каждого участка.
Управленческие команды
Программы ЧПУ имеют стандартный вид практически в любой системе производителя. Машинные коды понятны аппаратному обеспечению и легко переносятся с одной машины на другую. Визуальное оформление часто бывает разным.
Машины могут быть дополнены уникальными приложениями для быстрого создания управляющих программ. Такие разработки присутствуют в системах Heidenhain, Siemens. Оператору способствуют так называемые стандартные циклы.
Проще говоря, управляющие программы создаются на вашем собственном ПК и передаются в машину с помощью флэш-USB. Однако у многих производителей все еще есть строгие правила написания кодов. Но этот барьер совместимости системы легко преодолеть, установив дополнительное программное обеспечение.
Приложения для написания управляющих программ поставляются вместе с машиной и доступны в Интернете. Также их всегда можно купить у авторов. Взломанные версии являются незаконными, но они также находятся в открытом доступе.
Какие бывают системы?
В настоящее время в Российской Федерации распространено несколько систем ЧПУ: Fanuc для малогабаритных станков, Heidenhain позволяет легко создавать программы прямо с пульта оператора, Siemens выбирают из-за своей универсальности и возможности быстро модернизировать станок.
Перечисленные на бирже компании являются самыми продаваемыми. Существует ряд других систем: Balt Systems — отечественная компания с зарубежным прошлым, Okuma — азиатский конкурент (Япония), Mitsubishi Electric, Schneider Electric (Франция).
Многие начинающие производители мебели сталкиваются с необходимостью создания фасадов на основе плит МДФ. К тому же требования к продукции в условиях высокой конкуренции достаточно высоки.
Продукция должна быть качественной, соответствовать современным стандартам и тенденциям, кроме того, чтобы иметь стабильный поток покупателей, предприниматель должен выполнять их заказы как можно быстрее.Сделать работу качественно и быстро можно только при условии использования в работе технологических приспособлений. В данном случае это станки с ЧПУ. Что они такое и как работают, мы расскажем ниже.
Что означает это сокращение?
Интерпретация этого понятия следующая: ЧПУ . То есть машина, работающая с числовым программным управлением, способна выполнять определенные действия, которые ей задаются с помощью специальной программы.Параметры станка задаются числами и математическими формулами, после чего он выполняет работу в соответствии с требованиями, заданными программой. Программа может устанавливать такие параметры как: мощность
- ;
- скорость работы;
- ускорение;
- и более.
оборотов
Особенности станков с ЧПУ
Техника создания деталей мебели на современном устройстве этого типа включает несколько этапов работы:
Все механические действия, выполняемые оборудованием, являются воплощением той последовательности, которая прописана в программа управления.
Современные станки с ЧПУ представляют собой сложные электромеханические устройства и требуют квалифицированного применения. В основном работа станка выполняется двумя людьми:
- установщиком;
- Оператор станка с ЧПУ.
Более сложный комплекс работ поручается установщику, он выполняет настройку и переналадку инструмента, а оператор должен следить за рабочим процессом и выполнять простую настройку.
Действия установщика и оператора станка с ЧПУ
Этапы настройки выглядят так:
- выбор режущего инструмента по карте, проверка его целостности и заточки;
- выбор на карте настройки заданных размеров;
- установка режущего инструмента и патрона, проверка надежности крепления заготовки;
- установка переключателя в положение «С машины»;
- проверка работоспособности системы на холостом ходу;
- введение перфоленты, которое осуществляется после проверки ленточного механизма;
- проверка корректности заданной программы для пульта ДУ и станка с ЧПУ и световой сигнализации;
- закрепление заготовки в патроне и установка переключателя в режим «По программе»;
- обработка первой заготовки;
- обмер готовой детали, доработка специальных корректирующих выключателей;
- повторная обработка детали в режиме «По программе»;
- снятие мерок;
- перевод переключателя режимов в положение «Автоматический».
На этом процесс настройки завершен, и оператор станка с ЧПУ приступает к работе. Он должен выполнить следующие действия:
- заменить масло;
- очистить рабочую зону;
- картриджи смазывать;
- проверить машину на пневматику и гидравлику;
- проверьте точные параметры оборудования.
Перед началом работы оператор станка с ЧПУ должен проверить его работоспособность с помощью специальной программы испытаний, он также должен убедиться, что смазка подана, а масло в гидросистеме и концевых упорах.
Кроме того, он должен проверить, насколько надежно закреплены все инструменты и инструменты, а также насколько предмет мебели соответствует заданному технологическому процессу станка. Далее на сделайте замеры на предмет возможных отклонений от точности установки нуля на приборе и других параметров.
И только после этих манипуляций можно включать сам станок с ЧПУ:
- заготовка установлена и закреплена;
- затем вводится рабочая программа;
- перфолента и магнитная лента заправляются в ридер;
- нажмите «Пуск»;
- После обработки первой детали производятся ее замеры на соответствие ранее установленной модели.
Приложения для станков с ЧПУ
Станки с ЧПУ используются в различных отраслях промышленности для оказания услуг и производства:
- для обработки древесины и деревянных плит;
- для переработки пластмасс;
- камней;
- сложных металлических изделий, в том числе ювелирных.
Устройства ЧПУ имеют ряд таких функций , как:
- фрезерование;
- бурение;
- гравировка;
- разрез;
- лазерная резка.
Некоторые модели станков с ЧПУ имеют возможность одновременно совмещать разные виды обработки материалов, тогда их называют обрабатывающими центрами на базе ЧПУ.
Преимущества станков с ЧПУ
Использование станков с ЧПУ и обрабатывающих центров в производстве позволяет своевременно выполнять такие работы, которые без их использования были бы невозможны. Например, при производстве мебельных фасадов из МДФ таким способом можно выполнить замысловатых тисненых декоров , которые вручную выполнить просто невозможно.Итак, благодаря специальным графическим программам для дизайна вы сможете воплотить в жизнь самые смелые дизайнерские решения.
Кроме того, массовое производство фасадов из МДФ на широкоформатных станках с ЧПУ возможно без необходимости предварительной резки плит и позволяет производить полный цикл их обработки, что существенно экономит время и трудозатраты.
Цена на оборудование на базе ЧПУ такова, что нужно хорошо подумать, прежде чем покупать его. рентабельно специально для вашего производства.Если у вас стабильный поток клиентов, и они готовы платить за оригинальные дизайнерские решения, то вы можете смело вкладываться в такое оборудование.
Особенностью станков с ЧПУ является их надежность и возможность бесперебойной работы в течение многих лет. Но при работе с ними необходимо соблюдать все правила техники безопасности, а также выбирать только квалифицированных операторов и монтажников. Плохая работа персонала может преждевременно вывести устройство из строя.
При продвижении и оптимизации сайтов нужно учитывать абсолютно все, даже каждую мелочь, если это может хоть как-то улучшить позиции вашего сайта.Начинающие оптимизаторы очень часто задаются вопросом, что такое ЧПУ, и не зря. ЧПУ расшифровывается как URL-адрес, читаемый человеком. Рекомендую использовать такие адреса абсолютно на всех сайтах. Ведь они понятны и удобны для посетителей, а значит, учитываются поисковыми системами.
Смотрите сами, какой URL будет для вас более понятным. Это:
http: // site /? P = 3
Или еще этот:
Думаю все без исключения скажут, что второй вариант более понятный и читаемый.Но что вы можете сказать о содержимом страницы, если на ней есть адрес того же типа, что и в первом примере? Почти ничего. Но по второму адресу сразу можно сделать вывод, что речь пойдет об установке на сайт кнопок социальных сетей.
Это всего лишь один пример. Некоторые движки для создания сайтов автоматически генерируют такие адреса страниц, которые, как говорится, без бутылки не разобрать. Урлы иногда бывают настолько громоздкими, что даже адресной строки для них не хватает.ЧПУ легко понять, их можно запомнить, записать, продиктовать. Но это еще не все. Как было сказано выше, что удобно для пользователей Интернета, это не может не учитываться поисковыми системами. Не буду спорить о влиянии ЧПУ на позиции сайтов в поисковой выдаче, так как подобных экспериментов я не проводил, но есть мнения, которые на них влияют. Но то, что с помощью ЧПУ можно увеличить количество конверсий с поисковых систем — это факт. Почему? Убедитесь сами:
Благодаря этому простому поисковому запросу вы можете увидеть, что Яндекс выделяет ключевые слова в URL-адресах жирным шрифтом.Согласитесь, это привлекает внимание. И больше шансов, что пользователь перейдет на тот сайт, где ключевые слова будут выделены жирным шрифтом не только в заголовке и описании, но и в адресе веб-страницы.
Настроить ЧПУ на сайтах, сделанных на любой cms, обычно несложно. Чаще всего их можно включить прямо в админке сайта, иногда для этого все же приходится устанавливать надстройки. Я покажу вам, как сделать ЧПУ на примере wordpress.
Как настроить ЧПУ на wordpress
Вам понадобится всего несколько минут, чтобы настроить ЧПУ на wordpress.Сначала войдите в админ-панель сайта и перейдите к параметрам постоянной ссылки.
Вы увидите эти простые настройки. Изначально вы выберете вариант «по умолчанию», что, конечно, недопустимо с точки зрения оптимизации. Вам необходимо выбрать вариант, в примере которого есть надпись «образец-пост». На всех моих сайтах и блогах, созданных на wordpress, я выбираю «название публикации», потому что считаю, что даты в url бесполезны. Также можно выбрать вариант «случайно» и ввести в поле /% postname% /, получится то же самое.index \\ .php $ — [L] RewriteCond% (REQUEST_FILENAME)! -F RewriteCond% (REQUEST_FILENAME)! -D RewriteRule. /index.php [L]
После этих трех простых шагов ЧПУ будет включено на вашем сайте. На других двигателях настройка ЧПУ тоже ничего сложного, хотя есть исключения.
Беда в том, что начинающие веб-мастера слишком много думают обо всех тонкостях оптимизации сайта. Конечно, они не виноваты в этом. Ведь невозможно думать о том, что еще неизвестно.Чтобы избежать неприятных моментов, обязательно читайте про. Осведомленность о том, что такое ЧПУ и зачем они нужны, чаще всего приходит слишком поздно. Иногда к этому времени на сайте уже написано с десяток статей, и тогда перед вебмастером встает непростой выбор: оставить все как есть или перейти на ЧПУ. Если на вашем сайте пока мало внешних ссылок, а его позиция в результатах поиска все еще не так высока, то рекомендую вам настроить ЧПУ. Ведь оптимизация сайта по сути состоит из множества пунктов, и чем больше их будет выполнено, тем лучше.
Руководство по станкам с ЧПУ для начинающих
Система числового программного управления (ЧПУ) предлагает передовые навыки комбинирования и технологии, которые в основном контролируются с помощью кодированной буквенно-цифровой системы. Станок с ЧПУ состоит из пяти основных частей. Эти части имеют свои разные функции, но смешаны таким образом, что работают синхронно друг с другом. Эта синхронная работа основных частей ЧПУ делает его отличным и продвинутым инструментом.
Устройства ввода Поскольку ЧПУ управляется и управляется специальной системой, для него важно иметь средства согласования предварительно запрограммированных данных с разработанной системой.Это устройство ввода должно гарантировать, что оно эффективно координирует запрограммированные данные. Эти устройства ввода включают флэш-диски, компакт-диски и другие современные компоненты для передачи данных.
Обрабатывающий компонент Это высокоточная система, позволяющая обрабатывать конечные изделия. Он также содержит режущие шпиндели и системы управления обрабатываемыми деталями. Блок управления станком В основе системы ЧПУ лежит высокопроизводительная логическая панель управления, состоящая из блока обработки данных (DPU) и блока контура управления (CLU).Часть DPU позволяет эффективно принимать и декодировать программы. После декодирования на машинный язык интерполятор, установленный на DPU, вычисляет точные положения режущих шпинделей. После интерпретации декодированные данные передаются в CLU в виде электрических сигналов. Затем обрабатываемые части устройства инициируют движение в отношении передаваемых сигналов.
Приводная система Приводная система является важной частью станка с ЧПУ. Это часть, которая реагирует на заранее запрограммированные инструкции, позволяя разрезать конечный продукт по форме и дизайну.
Устройство обратной связи Чтобы система ЧПУ работала эффективно, необходимо передавать обратную связь о различных процессах во время и после завершения каждого процесса. Устройства обратной связи включают линейные преобразователи, а также шкалы и датчики прямого положения.
Расшифровка программы с ЧПУ. Описание G-кодов. Что такое G-код
Коды
, обозначаемые буквой М, называются вспомогательными и предназначены для управления режимами работы станка. М-код может быть как отдельно, так и в блоке с G-кодами.Некоторые коды M работают вместе с другими адресами. Например, M-код, отвечающий за направление вращения шпинделя, обычно обозначается адресом S, который требуется для задания количества его оборотов при вращении. Порядок выполнения команд и действий при нахождении кодов M и G в блоке зависит от модели ЧПУ. Некоторые системы ЧПУ позволяют указывать только один M-код для каждого блока.
Таблица 1 — Основные коды M
Остановить выполнение управляющей программы — M00 и M01. Очень часто возникают ситуации, когда необходимо временно прервать выполнение программы. Например, чтобы удалить стружку, проверьте размеры заготовки или переместите крепеж в другое положение.
Коды M00 и M01 временно приостанавливают выполнение программы обработки детали или, другими словами, приостанавливают производственный цикл станка. Когда TNC считывает код M00, происходит так называемая запрограммированная остановка. Все осевые движения прекращаются и возобновляются только после того, как оператор станка нажмет кнопку «Запуск цикла» на панели управления ЧПУ.В этом случае шпиндель продолжает вращаться, а другие функции остаются активными. Если оператор станка нажимает кнопку «Запуск цикла», выполнение программы продолжится с кадра, следующего за M00.
N40 M05 / стопор шпинделя
N50 M00 / Остановить выполнение управляющей программы
N60 M03 S1000 / Включить шпиндель 1000 об / мин
Код M01 — для дополнительной остановки. Он действует аналогично коду M00, однако дает оператору выбор, следует ли прерывать выполнение управляющей программы.На пульте ЧПУ практически любого станка есть клавиша (или переключатель) «М01». Если эта клавиша нажата, то при чтении блока с M01 происходит остановка. Если клавиша не нажата, то команда M01 пропускается и выполнение ЧПУ не прерывается.
Контроль вращения шпинделя — М0З, М04, М05. Вспомогательные коды M03 и M04 предназначены для управления вращением шпинделя. Код M03 отвечает за прямое (по часовой стрелке), а M04 — за обратное вращение шпинделя (против часовой стрелки).Направление вращения определяется в отрицательном направлении оси Z (от шпинделя к заготовке). При фрезеровании режущие инструменты должны иметь вращение вперед (M03). При извлечении метчика из отверстия, при нарезании левой резьбы, в циклах автоматического измерения диаметра инструмента может потребоваться обратное вращение шпинделя (M04). В конце программы обработки и перед сменой инструмента вращение шпинделя должно быть остановлено командой M05.
Рисунок 1 — Прямое и обратное вращение шпинделя
Адрес S используется для установки скорости шпинделя. За S следует числовое значение, выражающее скорость шпинделя в оборотах в минуту. Большинство систем управления принимают только целочисленное значение S. Обычно коды M03 и S находятся в одном блоке.
Контроль подачи смазочно-охлаждающей жидкости — M07, M08, M09. В процессе фрезерования охлаждающая жидкость подается в зону обработки для увеличения стойкости инструмента, улучшения качества обработанной поверхности и удаления (вымывания) стружки.Станки с ЧПУ оснащены автоматической системой подачи СОЖ. Эта система управляется несколькими М-кодами. Обычно M08 используется для включения подачи охлаждающей жидкости, а M09 — для отключения. Некоторые машины позволяют подавать в зону обработки разные типы охлаждающей жидкости. Например, код M08 может вызвать распыление охлаждающей жидкости, а код M07 — распыление.
Обычно перед сменой инструмента и в конце программы обработки отключают подачу СОЖ. Многие современные станки делают это автоматически при считывании кода M06 (смена инструмента), кодов M30 и M02 (конец программы).Помимо программного управления автоматической системой подачи СОЖ, существует также ручное управление, которое позволяет оператору станка с помощью определенных клавиш на панели ЧПУ включать или выключать подачу СОЖ при необходимости.
Обычно в программе указывается следующая команда для выполнения автоматической смены инструмента:
Адрес T указывает номер вызванного инструмента (в данном случае инструмент №1), а M06 обеспечивает изменение. Большинство систем управления допускают любой порядок слов данных в блоке смены инструмента.
Завершение программы — М30 и М02. В конце любой управляющей программы должен быть код ее завершения — M30 или M02. Когда выполняется любой из этих кодов, машина останавливается независимо от того, какую функцию она выполняла. Единственное различие между M30 и M02 состоит в том, что в конце программы обработки с M30 курсор текущей позиции перемещается в самое начало программы, а с M02 он остается в конце.
Обычно в конце программы обработки рабочий стол или инструмент перемещается в положение, которое облегчает оператору удаление готовой детали из станка.Это перемещение осуществляется с помощью кода возврата домой G74.
Для станков с ЧПУ существует специальный язык. Этот язык называется ISO 7 bit. Система G-кодов для ЧПУ — это специальная команда для работы фрезерных и токарных станков с пультом управления, в командах задаются специальные параметры. Программирование с ЧПУ преподается в техникумах или на курсах дополнительного образования.
Что такое G-код
Кодовая система для токарной обработки — это особая группа команд, которые распознаются станками с запрограммированными функциями управления.Кодовая система была разработана Electronic Industries Allience в 1960 году и усовершенствована в 1980 году. С 1982 года она действует в России. Кодовый язык является частью структуры основ программирования, он постоянно совершенствуется и изменяется.
Что такое G-коды
Программы с G-кодом написаны в текстовом формате, каждая строка называется блоком. Рамка состоит из буквенного символа — это адрес и цифра, в которой выражено числовое значение. Коды бывают основные и вспомогательные.На основе такой программы работает токарный и фрезерный станок с ЧПУ.
Команды группы G называются подготовительными. Они задают движение рабочих органов на станке с определенной скоростью. Скорость может быть круговой или линейной. Также G-код используется для обработки отверстий и резьбы. Другая функция — контролировать параметры и системы координат оборудования.
Основные команды программы направлены на выполнение следующих функций:
- G00 — функция позиционирования G04;
- G17 — переключатель рабочих параметров G19;
- G40 — G44 компенсация длины и диаметра различных элементов устройства;
- G54 — переключение систем координат G59;
- G71 — функция обработки отверстий;
- G80 — функция нарезания резьбы и сверления G84;
- G90 — G92 переключение между абсолютной и относительной системами координат.
Обозначения разные: M выполняет вспомогательные функции, такая команда необходима для смены инструмента, вызова подпрограммы и ее завершения, S — функция основного движения, F — подача, T, D, H — выражения функций инструмента.
Значение символа зависит от типа станка с ЧПУ. Программирование осуществляется на основе этих кодов.
Подготовительные функции
Подготовительные функции в кодовой системе обозначены символом G.Каждый код имеет определенное значение. Все подготовительные команды, такие как выбор рабочей плоскости или выбор скорости перемещения, указываются в программе первыми. В коде зашифрована определенная функция. Параметры задаются числовыми значениями.
Расшифровка основных G-кодов для ЧПУ
Перейдем к рассмотрению того, как декодируются базовые G-коды для станков с PU.
G00
Определяет скорость позиционирования. Используется, когда нужно быстро привести режущий инструмент в состояние готовности для начала работы или поместить его в безопасное положение.Ускоренный вариант при обработке деталей не используется, так как скорость, которая развивается в этом случае, очень высока. Эту команду можно отменить с помощью команды G01, G02, G03.
G01
Представляет линейную интерполяцию. Такая команда необходима для перемещения инструмента по прямой, скорость указывается символом F. Функцию можно отменить кодами G00, G02, G03. Пример записи команды: G01 X20 Y150 F60.
G02
Устанавливает движение по часовой стрелке, режущий инструмент начинает двигаться по дугообразной траектории, скорость задается символом F.Также задаются параметры в координатной плоскости. Символы I, J, K — определяют координаты дуги на плоскости. Аннулирование осуществляется кодами G00, G01, G03.
G03
Это движение происходит против часовой стрелки по дуге с заданной скоростью.
G04
Попросите перерыв в работе. продолжительность паузы задается символом X или P. Пауза обычно длится около одной секунды.
G17
Задает плоскость. Координаты XY выбираются кодом G17.Эта функция важна для вращательных движений и процесса сверления.
G18
Задает плоскость в координатах XZ, эта плоскость становится рабочей плоскостью во время круговой интерполяции, вращательных движений и сверления.
G19
Позволяет выбрать рабочую область в координатах YZ. Эта функция требуется для движения инструмента при круговой интерполяции и постоянного цикла для сверления.
G20
Позволяет вводить данные в дюймах.Функция предназначена для работы со значениями в дюймах.
G21
Позволяет работать с метрическими индикаторами. Требуется при работе с данными, выраженными в метрах.
G40
Отменяет функцию автоматической коррекции радиуса инструмента, заданную G41 и G42.
G41
Включает автоматическую коррекцию радиуса инструмента, который расположен слева от заготовки относительно ее движения. В программе также есть функция D.
G42
Как и код G41, он предназначен для автоматической корректировки радиуса, расположенного справа от заготовки.Программа также настраивается с помощью функции D.
G43
Требуется для компенсации длины инструмента, корректирует его положение и задается вместе с функцией инструмента H.
G52
Задает параметры локальной координаты в дополнение к стандартным параметры.
G53
Позволяет переключиться в систему координат рабочего станка.
G54 — G59
Заданное перемещение рабочего органа осуществляется относительно координатных параметров станка.Используя коды G54, G55, G56, G57, G58, G59, можно определить, в какой системе координат будет выполняться работа. Изменяя коды, программист может обрабатывать различные детали.
Если какая-либо система координат была указана кодами G54 — G59, то она будет действовать до тех пор, пока она не будет отменена и не будут введены другие параметры.
G64
Это режим резки, другие функции автоматически отменяются.
G68
Устанавливается поворот координат, команда позволяет сместить систему координат на определенный угол.Плоскость вращения, центр и угол поворота устанавливаются командами G17, G18, G19, R. Команда G69 отменяет эту функцию.
G71
Позволяет делать отверстия в изделиях.
G73
Это функция высокоскоростного сверления отверстий.
G74
Используется для левой нарезания резьбы.
G81, G82, G83
Используется для цикла сверления: стандартного, промежуточного и прерывистого.
G85 — G87
Позволяет использовать различные циклы растачивания.
G92
Позволяет установить аккумуляторы абсолютного положения.
G97
Устанавливает параметры оборотов, производимых за одну минуту.
Все коды взаимодействуют друг с другом и образуют отдельную группу. В программной системе одна функция заменяется другой. Пример кода программы можно найти в Интернете. Кодовая таблица должна быть видна во время программирования.
Требования к написанию программы
Программы, написанные для станка с ЧПУ на основе использования G-кодов, имеют определенную, полностью понятную структуру, состоящую из нескольких команд.Все команды для работы с автоматом объединены в группы — блоки. Конец одного кадра обозначается CR / LF, программа заканчивается вспомогательным кодом M02 или M30.
Если необходимо сделать комментарий к программе, он помещается в круглые скобки. Например, (перейти к начальной точке фрезерования). Комментарий может появиться сразу после кода, но вы также можете поместить его в отдельную строку.
Одна и та же команда может повторяться несколько раз, указанное количество раз в определенной последовательности.Программа написана с использованием основных и вспомогательных функций. Читается на токарных и фрезерных станках.
Специальные программы участвуют в генерации кодов для работы на станке в производстве. На каждом предприятии такая система работает бесперебойно и контролируется оператором. При необходимости любую программу можно сгенерировать самостоятельно с помощью специального программного обеспечения, которое можно скачать в Интернете.
Никаких специальных знаний для этого не требуется, достаточно иметь представление о декартовой системе координат, знать физические величины и определения из курса геометрии.В качестве примера можно использовать готовую программу. Для работы вам потребуются таблицы с кодами расшифровки.
Для создания кода необходимо иметь следующие знания:
- введение геометрических параметров и размеров заготовки;
- знать параметры инструментов и приспособлений, с которыми ведутся работы;
- толщина удаляемого слоя;
- глубина вставки долбежного инструмента.
На практике такие действия выполнить несложно.Для того, чтобы понять, как работает система, вы можете посмотреть пример записи команд, вам также понадобится вспомогательная таблица с кодами.
Существуют специальные сервисы, позволяющие создавать программы для станков в режиме онлайн, их можно сгенерировать на готовом примере. Вам не нужно устанавливать на свой компьютер какое-либо дополнительное программное обеспечение. Все, что вам нужно, это доступ в Интернет. При программировании требуется особая осторожность, если вы сделаете ошибку в поддержании числового считывания, вы можете повредить деталь или сломать станки.Созданные таким образом программы можно использовать на токарных, фрезерных, плазменных станках и при обработке самых разных материалов.
M00 — программный останов. Когда система управления выполняет команду M00, происходит так называемая программная остановка. Все осевые движения прекращаются и возобновляются только после того, как оператор станка нажмет кнопку запуска цикла на панели ЧПУ. В этом случае шпиндель продолжает вращаться (на большинстве станков), а другие функции остаются активными. Если оператор станка нажимает кнопку запуска цикла, выполнение программы продолжится с кадра, следующего за M00.
M01 — опциональная остановка. Код M01 предназначен для дополнительной остановки. Он действует так же, как код M00, однако предоставляет оператору выбор — нужно ли прерывать выполнение управляющей программы. На пульте ЧПУ практически любого станка есть клавиша (или переключатель) М01. Если эта клавиша нажата, то при чтении блока с M01 происходит остановка. Если клавиша не нажата, то кадр M01 пропускается и выполнение ЧПУ не прерывается.
M02 — конец программы.Код M02 сообщает контроллеру об окончании программы.
M03 — прямое вращение шпинделя. Код M03 разрешает прямое (по часовой стрелке) вращение шпинделя с запрограммированной скоростью (S-слово). Команда M03 остается действительной до тех пор, пока она не будет отменена с помощью M04 или M05.
M04 — обратное вращение шпинделя. С кодом M04 разрешается обратное (против часовой стрелки) вращение шпинделя с запрограммированной скоростью (слово S). Команда M04 остается действительной до тех пор, пока она не будет отменена с помощью M03 или M05.
M05 — стопор шпинделя. Команда M05 останавливает вращение шпинделя, но не останавливает осевые перемещения (кроме режима G95).
M06 — автоматическая смена инструмента. С помощью команды M06 инструмент, закрепленный в шпинделе, меняется на инструмент в резервном положении в инструментальном магазине.
M07 — включение подачи распыляемой охлаждающей жидкости. Команда M07 включает подачу распыляемой СОЖ в зону обработки, если станок имеет такую возможность.
M08 — включить подачу охлаждающей жидкости.Команда M08 включает подачу охлаждающей жидкости в зону обработки в виде струи.
М09 — отключение подачи теплоносителя. Команда M09 отключает подачу охлаждающей жидкости и отменяет команды M07 и M08.
M19 — центровка шпинделя. Команда M19 используется для радиального выравнивания шпинделя (поворота в определенное положение), чтобы привести носовую часть ведомого шпинделя в положение смены инструмента. В этом положении шпиндель обычно зажат и его нельзя повернуть вручную.
M20 — отменить центровку шпинделя.Команда M20 отменяет команду выравнивания шпинделя M19.
M30 — конец программы. Код M30 сообщает контроллеру об окончании программы.
M98 — вызов подпрограммы. Команда M98 предназначена для вызова подпрограммы. Вместе с этой командой программируется слово P-данных, которое обозначает номер вызываемой подпрограммы.
Пример:
М98 P1001 — вызов подпрограммы O1001.
M99 — это конец подпрограммы. В конце подпрограммы команда M99 возвращается к главной программе, из которой была вызвана подпрограмма.
Программа ЧПУ для станка состоит из последовательности кадров и обычно начинается с символа начала программы (%) и заканчивается M02 или M30.
Каждый кадр программы представляет один шаг обработки и (в зависимости от ЧПУ) может начинаться с номера кадра (N1 … N10 и т. Д.) И заканчиваться знаком конца кадра (;).
Кадр ЧПУ состоит из операторов в форме слов (G91, M30, X10 и т. Д.). Слово состоит из символа (адреса) и цифры, представляющей арифметическое значение.
Адреса X, Y, Z, U, V, W, P, Q, R, A, B, C, D, E представляют собой размерные перемещения, используемые для указания осей координат, по которым выполняются перемещения.
Слова движения могут иметь знак (+) или (-). При отсутствии знака движение считается положительным.
Адреса I, J, K обозначают параметры интерполяции.
G — это подготовительная функция.
M — вспомогательная функция.
S — это основная функция движения.
F — функция подачи.
T, D, H — функции инструмента.
Символы могут иметь различное значение в зависимости от конкретного устройства ЧПУ.
G-код выполняется для выполнения в управляющих программах станка
Системы числового программного управления (ЧПУ) программируются с использованием G-кода.
G-код — это общее название языка программирования, регламентируемого стандартом ISO 6983-1: 1982, стандартом ГОСТ 20999-83.
В технической литературе Советского Союза G-код упоминается как 7-битный код ISO (7-битный код ISO).
Несмотря на общие правила, G-код имеет множество реализаций и дополнений, введенных в основном разработчиками аппаратных средств для систем числового программного управления, что, тем не менее, не мешает ему оставаться основным стандартом в отрасли.
Как правило, программа, написанная с использованием G-кода, состоит из блоков, каждый блок содержит набор управляющих команд.
Управляющие команды могут следовать в блоке в любом порядке, но обычно для удобства чтения управляющей программы системы числового программного управления сначала идут подготовительные команды, затем команды для управления движением режущего инструмента, а затем команды выбора режимов обработки материала и завершения блока — технологические команды.
Текст управляющей программы начинается и заканчивается символом «%».
Это может сопровождаться названием программы после символа «O».
Комментарии в тексте управляющей программы заключаются в круглые скобки или им предшествуют символы «;» символ.
Каждая управляющая команда может иметь один или несколько параметров, которые обозначаются буквами латинского алфавита.
G-код позволяет использовать следующие основные параметры для команд управления:
X — координата точки траектории по оси X (например,),
Y — координата точки траектории по оси Y (например,),
Z — координата точки траектории по оси Z (например, G01 X25.4 Y2.3 Z0.2),
P — параметр (например, P120),
(например, G01 X10.5 F75),
S — скорость вращения шпинделя (например, S1500 M3),
R — параметр постоянного цикла или радиус дуги,
H — параметр коррекции выбранного инструмента,
I, J, K — параметры дуги для круговой интерполяции (например,).
Базовые команды
Команда G15 отменяет полярную систему координат.
Команда G16 — задание полярной системы координат (радиус X, угол Y).
Команды G54-G59 — переход в систему координат, заданную оператором.
Команда G80 отменяет циклы сверления, растачивания, нарезания резьбы и т. Д.
Команда G81 — это цикл сверления.
Команда G82 — цикл сверления с задержкой.
Команда G83 — это прерывистый цикл сверления (полный отвод).
Команда G84 — это цикл нарезания резьбы.
G97 Команда S (скорость) — задает скорость шпинделя с помощью слова S.
Основные вспомогательные (технологические) команды
Команда M03 — запустить шпиндель по часовой стрелке.
Команда M04 — запуск вращения шпинделя против часовой стрелки.
Команда M05 — остановить вращение шпинделя.
Команда M06 — Смена инструмента.
Команда M07 — включить дополнительное охлаждение.
Команда M08 — включить основное охлаждение.
Команда M09 — выключить охлаждение.
Команда M13 — выключить охлаждение и вращение шпинделя по часовой стрелке.
Команда M14 — выключить охлаждение и вращение шпинделя против часовой стрелки.
Команда M17 — конец подпрограммы.
Команда M25 — Смена инструмента вручную.
Приведены примеры различных программ ЧПУ для станков с числовым программным управлением
При написании и отладке управляющих программ для станков с числовым программным управлением вы можете использовать приложение, которое автоматически создает управляющие программы для станков с системами ЧПУ после ввода всех необходимых параметров и геометрических размеров.
Расшифровка ЧПУ (аббревиатуры), назначение, принцип работы и последовательность управления
Расшифровка ЧПУ (аббревиатуры) дословно — это ЭВМ с числовым программным управлением. В более широком смысле аббревиатура означает сложный комплекс управления станком с автоматическим циклом резки деталей. Для обслуживания таких систем требуются высококвалифицированные рабочие.
Что включает в себя концепция?
Расшифровка ЧПУ теперь вам известна. Это оборудование состоит из нескольких частей:
- электрическая — система управления и автоматика;
- механические — это пневматические и гидравлические системы;
- Внешний дизайн — это дизайн и удобство в использовании.
Числовое управление постепенно устраняет ручные методы.
Еще есть предприятия в стране, где перевод NC требуется для каждого сотрудника. Однако прогресс уходит в глубинку. В производство внедряются станки с программным управлением даже для самых простых операций.
Станки с ЧПУ выгодны в тех отраслях, где есть массовое производство однотипной продукции. Эти системы выбирают заказчики для выполнения высокоточных манипуляций, с которыми человек справляется с большим трудом.
Принцип работы оборудования с программным управлением
Расшифровка ЧПУ состоит из двух частей:
- ЧПУ. Все операции основаны на кодах счетной машины. Отслеживание состояния осей осуществляется снятием кодовых импульсов.
- Программное управление включает преобразование указанных команд в машинно-удобный код через приложения. Человеко-машинный интерфейс представлен в наглядной форме.
Для одного типа частей программа компилируется только один раз и сохраняется на внешнем носителе или во встроенном хранилище, если позволяет память.При необходимости машинный код переносится в основную память, и автоматический цикл перезапускается. Системы ЧПУ хороши на любом оборудовании с несколькими осями координат.
Для каждой продукции в наличии имеется идеальное решение. Важно учитывать все основные требования к оборудованию. Перечислим лишь некоторые из них: нагрузка на инструмент, интенсивность и скорость обработки, количество осей и возможность модернизации станка в будущем.
Производство мебели
Там, где мы говорим о производстве деревянных изделий из плит МДФ, подходит фрезерный станок с ЧПУ. Для потребителя стало важным качество продукта, которого можно достичь только путем обработки большого количества продуктов. Поражает плавность и точность получаемых рисунков, а обработка одновременно делает мебель более доступной.
Самые простые операции ранее создавались релейной логикой.Но 3D-изображения доступны только владельцам ЧПУ-систем. Скорость обработки может быть увеличена вдвое за счет использования двустороннего точения, когда одновременно выполняется несколько технологических операций. Лидерами в производстве контроллеров, способных справиться с подобными задачами, являются производители электроники:
- «Фанук»;
- «Сименс»;
- «Hyndenhain»:
- «Овен».
Самая простая реализация машины получается на базе типового настольного компьютера.Но для перемещения осей все же потребуется плата управления. Стоимость таких решений невысока по сравнению с прибылью, которую приносит автоматизация производства.
Принцип работы с многоосевыми системами
Фрезерный станок с ЧПУ должен получать определенную команду для выполнения любого действия. Большинство управляющих программ написано на так называемых G-кодах. Это стандартные простые движения, которые вшиты в память контроллера.
Говоря простым языком, для управления станком оператор выбирает направление, конечный путь, скорость инструмента и скорость шпинделя.Для получения большей части деталей этого достаточно. Но кроме команд требуется ввести параметры износа инструмента, смещения начальной точки обработки, типа инструмента, погрешности винтовой пары.
Последовательность управленческих действий строго регламентирована производителями станков. Каждый производитель закладывает в работу станка свои особенности, с которыми придется ознакомиться, прежде чем выполнять даже самый простой разрез.
Последовательность работы оборудования
Общий принцип работы станков с числовым программным управлением такой же.Запомнить все этапы легко, и как только вы научитесь запускать автоматический цикл, вы легко сможете управлять остальными машинами. Чтобы понимать человеческие команды, машина должна читать битовые данные. Для перевода на понятный тип контроллера используются стандартные приложения для станков.
Готовая модель, созданная по определенным правилам, загружается на ПК и переводится в нули и единицы. Далее полученные команды тестируются на станке без перемещения осей.Если все идет хорошо, отладка начинается с мелочей. Исправленные данные зависят от типа обрабатываемого материала, сложности выполняемых контуров и состояния инструмента.
Курсы программирования ЧПУ
Очень простой способ изучения основ обработки с ЧПУ. Я рекомендую этот курс инженерам, которые хотят углубить свои знания в области обработки с ЧПУ, и он будет очень полезным учебным пособием как для учеников, так и для новичков.Его можно использовать при фактическом использовании станка с ЧПУ или в классе. Молодцы, спасибо, что написали этот курс.
Питер — Базовый курс
Просто хочу сказать, что ваши курсы потрясающие, и это было то, что я отчаянно искал в Интернете!
Haris — набор из 4 курсов G-Code
Базовый курс дает быстрое представление о программировании G-кода с точки зрения начинающих, пошаговые руководства хорошо объяснены и просты в использовании.
Роберт — Базовый курс
Курсы
Марка в G-Code Tutor полностью меняют правила игры для всех, кто, как я, вступает в захватывающий мир промышленных операций с ЧПУ. В то время как типичные инструкции по учебникам могут сбивать с толку и разочаровывать, ясные, простые для понимания и пошаговые курсы Марка позволят любому мотивированному студенту настолько далеко, насколько он пожелает, твердо усвоить и использовать программирование машинного кода на своем рабочем месте.Курсы доставляют удовольствие и поддерживают ваш интерес и мотивацию на протяжении всего процесса. Я очень благодарен за эти курсы и всем их рекомендую.
Эндрю — комплект из 4 курсов G-Code
Курс 3D-принтера содержит очень полезные знания. Это делает понятными все эти строки gcode вместо стены текста.
Саймон — курс 3D-печати
.