Таблица основных размеров метрических шагов резьбы — стандартные диаметры по параметрам ГОСТа
12Ноя
Содержание статьи
- Сфера применения
- Основные параметры
- Геометрические размеры
- Применение табличной информации
- Правила обозначения
- Поля допусков
- Основной шаг
- Таблица значений диаметров метрической спирали </li
- Полная таблица метрических резьб до 10 мм согласно ГОСТ 24705-2004
Такие соединения могут применяться на разных материалах – на металле, пластмассе, дереве. Их основное достоинство в том, что они такие же прочные, как и при сварных конструкциях, но при этом имеют возможность разъединения. В статье мы расскажем про основные размеры и параметры метрических резьб в таблицах с диаметрами и шагом.
Сфера применения
Используются повсеместно – в автомобилестроении, станкостроении, в изготовлении бытовой техники и в быту. Особенность технологии в том, что она прочно вошла в нашу жизнь из-за своего удобства, а также захватила все области производства, так как конструкции могут производиться как крупные, так и миниатюрные. Самые простые примеры – это гайка и болт. В первом случае произведена внутренняя нарезка с помощью метчика, а во втором – внешняя, с использованием плашки.
Гайки и шурупы из разных материалов используются везде. От самых миниатюрных креплений, например, при закручивании крышки мобильного телефона, до огромных гаек, на которых держался колеса большегрузных автомобилей.
Территориально способ применяется во всем мире. В России есть ГОСТы, у нас маркировка измеряется в мм. За рубежом используется дюймовое измерение. Мы предлагаем таблицу, как соотносятся миллиметры и дюймы:
Диаметр в дюймах | Наружное сечение в мм | Внутреннее сечение в мм |
| 0,25 | 6,35 | 4,724 |
| 0,375 | 9,525 | 7,492 |
| 0,5 | 12,7 | 9,989 |
| 0,75 | 19,05 | 15,798 |
| 1 | 25,4 | 21,334 |
| 1,125 | 28,575 | 23,929 |
| 1,025 | 31,75 | 27,104 |
| 1,375 | 34,925 | 29,504 |
| 1,5 | 38,1 | 32,679 |
Основные параметры
Трудно подобрать болт и гайку друг под друга, если у них были разные размеры и конструкция. Но они зеркально повторяют друг друга, поэтому можно говорить о характеристиках, которые подходят для обеих деталей:
Но они зеркально повторяют друг друга, поэтому можно говорить о характеристиках, которые подходят для обеих деталей:
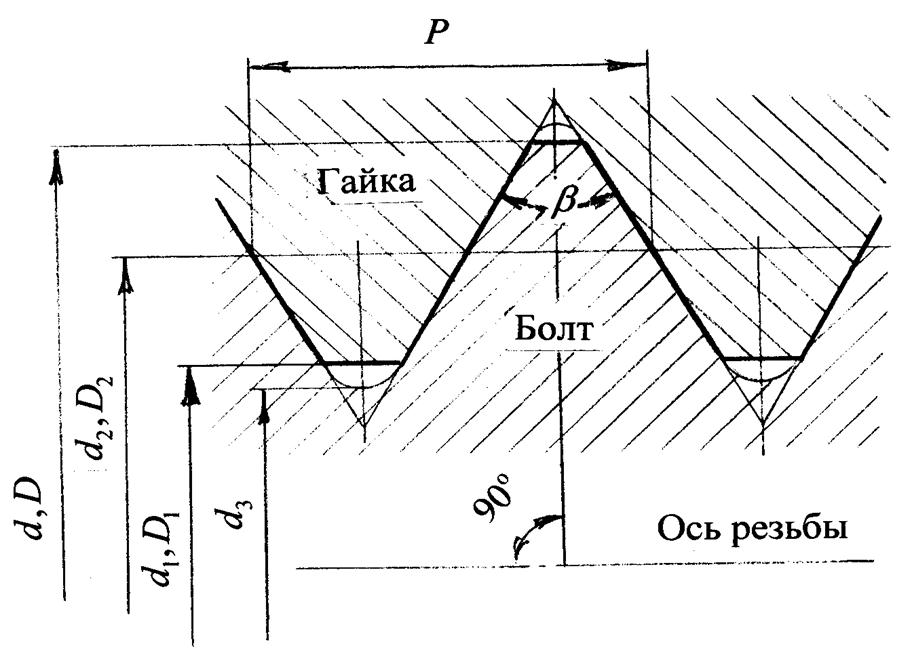
- Наружный диаметр. По нему определяется большинство процедур, в том числе именно на него ориентируются тогда, когда требуется просверлить отверстие под метчик. На схемах записывается как d или D у болта и гайки соответственно.
- Средний – d2 и D2. Если взять базовую единицу витка, то требуется разделить ее пополам, чтобы найти эти точки.
- Внутренний – d1 и D1. Определяется по верхним граням. Если по ним провести воображаемую линию, то можно увидеть цилиндр, который и будет отображать этот размер.
- Шаг (Р) – если мы берем нить, то каждое ее вращение приводит к образованию линии на одной из сторон. Расстояние между двумя точками (гребнями, лезвиями) – это и есть параметр. Найти его можно, линейкой обозначив на поверхности 10 мм (измерения можно производить и в сантиметрах), затем посчитать, сколько витков находится в этих пределах, и разделить полученное число на 10.
- Ход – (t) он равен предыдущему значению, если рассматривать болты однозаходные, с одной нитью. Но так как чаще встречаются двухзаходные, то t = 2Р. Или 3Р, если имеет место быть трехзаходный элемент. То есть это полный оборот к исходной точке одного витка.
Следующие:
- Угол профиля – очень важно его рассчитать. Он индивидуален для разных заготовок в зависимости от толщины и плотности материала. Не может превышать 140 градусов.
- Длина свинчивания или высота гайки – это расстояние, на продолжении которого есть витки, которые приходят во взаимодействие с зеркальной внутренней резьбой.
Геометрические размеры
От перечисленных выше параметров зависят эксплуатационные характеристики. От всех трех диаметров зависит то, какое отверстие нужно делать с помощью сверла при работе с метчиком. От шага и хода – насколько прочно будет происходить завинчивание, чем больше витков, и чем они чаще, тем лучше. Такая работа является более тонкой, поэтому выполнить ее в домашних условиях фактически невозможно, только на специальном оборудовании.
От того, насколько глубокие канавки, зависит прочность соединения. Здесь тоже есть ограничения. Если болтик будет выполнен в миниатюре, то слишком сильный перепад между углублениями и гребнями делать нельзя, это повышает хрупкость.
Угол профиля определяет то, насколько хорошо будет входить передняя часть метчика в материал. Ведь не так просто начать вращения, к тому же сделать это достаточно ровно, без перекосов. Чем мягче материал (например, медь или алюминий), тем лучше происходит вкручивание. Очень важна соразмерность двух элементов, которые приходят во взаимодействие.
Применение табличной информации
Как и для многих других способов металлообработки, есть стандарты резьбы метрической. Они прописываются в нормативных актах. Ниже мы перечислим документы, в которые необходимо обращаться для того, чтобы найти подходящую таблицу:
- ГОСТ 8724-2002. Здесь предложены стандартные требования по диаметрам и шагам. Наш отечественный норматив был издан еще во времена СССР, но затем дополнялся и обновлялся. В 2004 году был проверен на соответствие международной системе. Оказалось, что наши рамки значительно шире, мы рассматриваем как миниатюрные детали от 0,25 мм, так и большие – до 60 см. В то время как зарубежная номенклатура типизированных размеров варьируется в рамках от 1 до 300 мм.
- ГОСТ 9150-81. Здесь предлагаются нормы, по которым определяется взаимозаменяемость запасных частей. Ведь многие детальки входят если не идеально, то просто подходят и могут использоваться в быту.
- ГОСТ 16093-81. Определяет уровень точности, а также правила маркировки. Необходим скорее для изготовителей и в повседневной жизни не используется.
Эти нормативы применяются изготовителями, покупателями для домашнего обихода, а также для работы на станках.
Правила обозначения
В маркировке присутствует несколько параметров. Каждый из них находит буквенное или числовое отображение. Если такого набора нет на торце изделия (плашки и метчика, готовых металлических крепежей), то, возможно, это подделка. Что обозначается:
Что обозначается:
- Уровень допуска, то есть точность соответствия заявленным размерам.
- Тип. Для метрической – буква М. Для остальных вариантов другие маркировки, например для цилиндрической – G.
- Внутренний диаметр. Шаг не указывается, так как согласно стандартам все конструкции имеют аналогичный ход, если обладают одинаковым сечением.
Также есть обозначение длины свинчивания. Она может быть:
- N – средней.
- S – мелкой.
- L – крупной.
Все вышеперечисленное указывается как на чертеже при проектировании и изготовлении изделий, так и уже в момент производства – обычно применяется метод гравировки. Он наиболее долговечный, а при попытке сэкономить используется краска.
Поля допусков
Для ряда производственных циклов важно максимальное соответствие соединяемых деталей. Такие значения называются точными. Это приводит к:
- повышенной герметичности – никаких лишних зазоров;
- прочность;
- отсутствие вибраций.
Изготовление происходит исключительно на станках для металлообработки, которые основаны на дистанционном пульте управления. Здесь оператор не отвечает за процесс, а только заносит проект, разработанный с помощью автоматизированной программы для проектирования, в компьютер. Инструменты с высокой точностью до 0,001 мм вытачивают зубцы.
Второй стандартный размер точности метрических резьб – это средний. Он является нормой, применяется наиболее часто. Именно к этой категории относится крепеж, который поставляется на прилавки строительных магазинах. Изготовление – машинное, но с применением ручной установки и закрепления детали, направления сверла и пр.
Третий класс – грубый. К нему можно причислить нарезки, которые производятся умельцами в домашних условиях. Часто не имеют трехслойной обработки, во многих случаях концы витков обломаны или готовы к тому, чтобы крошиться.
Основной шаг
Представим эти нормы в виде таблицы, но отметим, что есть стандартизированные разъемы, а есть нестандартные. Для последних используют специальные параметры, чтобы создать пару. Предлагаем табличные данные:
Для последних используют специальные параметры, чтобы создать пару. Предлагаем табличные данные:
| Размер, мм | 1,4 | 2 | 2,5 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 |
| Основной шаг, мм | 0,3 | 0,4 | 0,45 | 0,5 | 0,7 | 0,8 | 1 | 1,25 | 1,5 | 1,75 | 2 | 2 |
Таблица значений диаметров метрической спирали
Здесь мы приводим не только нормативный показатель, а все три.
Шаг, мм | Внешний d, мм | Средний d, мм | Внутренний d, мм |
| 0,4 | 2 | 1,74 | 1,567 |
| 0,45 | 2,5 | 2,201 | 2,013 |
| 0,5 | 3 | 2,675 | 2,459 |
| 0,6 | 3,5 | 3,11 | 3,85 |
| 0,7 | 4 | 3,546 | 3,242 |
| 0,75 | 4,5 | 4,013 | 3,688 |
| 0,8 | 5 | 4,48 | 4,134 |
| 1 | 6 | 5,35 | 4,819 |
| 0,25 | 2 | 1,838 | 1,729 |
| 0,35 | 2,5 | 2,273 | 2,121 |
| 1,25 | 10 | 9,188 | 8,647 |
| 1,5 | 12 | 11,026 | 10,376 |
| 2 | 18 | 16,701 | 15,835 |
| 3 | 30 | 28,051 | 26,752 |
| 4 | 42 | 39,402 | 37,67 |
Это далеко не все сведения, полную информацию можно узнать из ГОСТ. Например, для шага в 2 мм есть не одно, а целых 37 значений. Это обусловлено тем, что именно столько различных поперечных сечений гаек может иметь витки, которые разнесены друг между другом на расстоянии 2 мм. В приведенной выше сводке занесены только самые минимальные диаметры.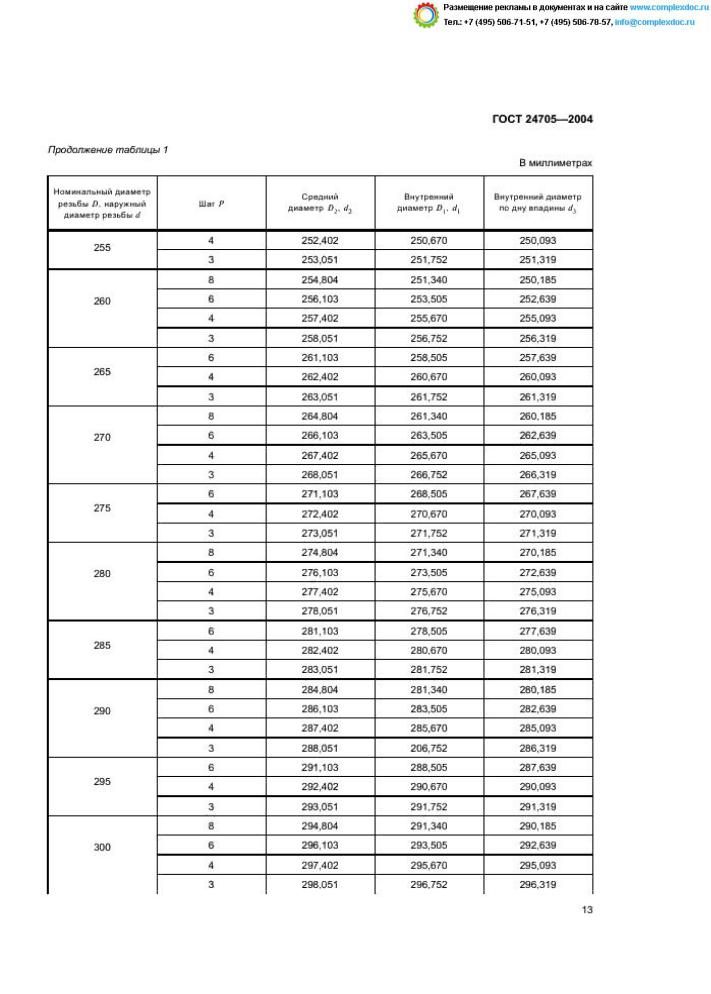
Полная таблица метрических резьб до 10 мм согласно ГОСТ 24705-2004
Номинальный, d. Наружный, D | Внутренний, D1, d1 | Средний, D2, d2 | Внутренний, по дну впадины d3 | Шаг, P |
| 0,25 | 0,169 | 0,201 | 0,158 | 0,075 |
| 0,3 | 0,213 | 0,248 | 0,202 | 0,08 |
| 0,35 | 0,253 | 0,292 | 0,240 | 0,09 |
| 0,4 | 0,292 | 0,335 | 0,277 | 0,1 |
| 0,45 | 0,342 | 0,385 | 0,327 | 0,1 |
| 0,5 | 0,365 | 0,419 | 0,347 | 0,125 |
| 0,55 | 0,415 | 0,469 | 0,397 | 0,125 |
| 0,6 | 0,438 | 0,503 | 0,416 | 0,15 |
| 0,7 | 0,511 | 0,586 | 0,485 | 0,175 |
| 0,8 | 0,583 | 0,670 | 0,555 | 0,2 |
| 0,9 | 0,656 | 0,754 | 0,624 | 0,225 |
| 1 | 0,729 | 0,838 | 0,693 | 0,25 |
| 0,783 | 0,870 | 0,755 | 0,2 | |
| 1,1 | 0,829 | 0,938 | 0,793 | 0,25 |
| 0,883 | 0,970 | 0,855 | 0,2 | |
| 1,2 | 0,929 | 1,038 | 0,893 | 0,25 |
| 0,983 | 1,070 | 0,955 | 0,2 | |
| 1,4 | 1,075 | 1,205 | 1,032 | 0,3 |
| 1,183 | 1,270 | 1,155 | 0,2 | |
| 1,6 | 1,221 | 1,373 | 1,171 | 0,35 |
| 1,383 | 1,470 | 1,355 | 0,2 | |
| 1,8 | 1,421 | 1,573 | 1,371 | 0,35 |
| 1,583 | 1,670 | 1,555 | 0,2 | |
| 2 | 1,567 | 1,740 | 1,509 | 0,4 |
| 1,729 | 1,838 | 1,693 | 0,25 | |
| 2,2 | 1,713 | 1,908 | 1,648 | 0,45 |
| 1,929 | 2,038 | 1,893 | 0,25 | |
| 2,5 | 2,013 | 2,208 | 1,948 | 0,45 |
| 2,121 | 2,273 | 2,071 | 0,35 | |
| 3 | 2,459 | 2,675 | 2,387 | 0,5 |
| 2,621 | 2,773 | 2,571 | 0,35 | |
| 3,5 | 2,850 | 3,110 | 2,764 | 0,6 |
| 3,121 | 3,273 | 3,071 | 0,35 | |
| 4 | 3,242 | 3,545 | 3,141 | 0,7 |
| 3,459 | 3,675 | 3,387 | 0,5 | |
| 4,5 | 3,688 | 4,013 | 3,580 | 0,75 |
| 3,959 | 4,175 | 3,887 | 0,5 | |
| 5 | 4,134 | 4,480 | 4,019 | 0,8 |
| 4,459 | 4,675 | 4,387 | 0,5 | |
| 5,5 | 4,959 | 5,175 | 4,887 | 0,5 |
| 6 | 4,917 | 5,350 | 4,773 | 1 |
| 5,188 | 5,513 | 5,080 | 0,75 | |
| 5,459 | 5,675 | 5,387 | 0,5 | |
| 7 | 5,917 | 6,350 | 5,773 | 1 |
| 6,188 | 6,513 | 6,080 | 0,75 | |
| 6,459 | 6,675 | 6,387 | 0,5 | |
| 8 | 6,647 | 7,188 | 6,466 | 1,25 |
| 6,917 | 7,350 | 6,773 | 1 | |
| 7,188 | 7,513 | 7,080 | 0,75 | |
| 7,459 | 7,675 | 7,387 | 0,5 | |
| 9 | 7,647 | 8,188 | 7,466 | 1,25 |
| 7,917 | 8,350 | 7,773 | 1 | |
| 8,188 | 8,513 | 8,080 | 0,75 | |
| 8,459 | 8,675 | 8,387 | 0,5 | |
| 10 | 8,376 | 9,026 | 8,160 | 1,5 |
| 8,647 | 9,188 | 8,466 | 1,25 | |
| 8,917 | 9,350 | 8,773 | 1 | |
| 9,188 | 9,513 | 9,080 | 0,75 | |
| 9,459 | 9,675 | 9,387 | 0,5 |
Мы рассказали о стандартных резьбах метрических и шагах, представили данные в таблицах. В качестве завершения статьи посмотрим несколько видео:
В качестве завершения статьи посмотрим несколько видео:
Чтобы уточнить интересующую вас информацию, свяжитесь с нашими менеджерами по телефонам 8 (908) 135-59-82; (473) 239-65-79; 8 (800) 707-53-38. Они ответят на все ваши вопросы.
Метрическая резьба: таблица размеров и стандартный шаг метрических резьб
Время прочтения статьи: 15 минут
Автор статьи: pkmetiz.ru
Надежность крепежных соединений достигается за счет резьбы. Она представляет собой чередование впадин и выступов на внутренней и внешней поверхности вращающихся деталей. Существует множество разновидностей резьбы: дюймовая, трубная, шуруповертная и метрическая. В этой статье более подробно описана метрическая резьба и ее особенности, поскольку именно она является наиболее универсальной и востребованной из всех перечисленных.
Резьбовые соединения применяются везде, где нужен крепеж, и для передачи движения. У каждой разновидности резьбовых соединений есть ряд типовых характеристик:
- Профиль резьбы — рисунок «гребенки», которая проходит вдоль оси крепежа.
- Шаг резьбы — расстояние между двумя соседними вершинами, замеренное вдоль оси стержня элемента крепежа.
- Наружный диаметр — измеряется по верхним точкам профиля.
- Внутренний диаметр — размер вписанного цилиндра в углубления наружной резьбы, либо по точкам вершин внутренней.
- Ход резьбы — расстояние от одной вершины профиля до другой в проекции на ось крепежа.

- Угол профиля резьбы — угол между боковыми сторонами профиля.
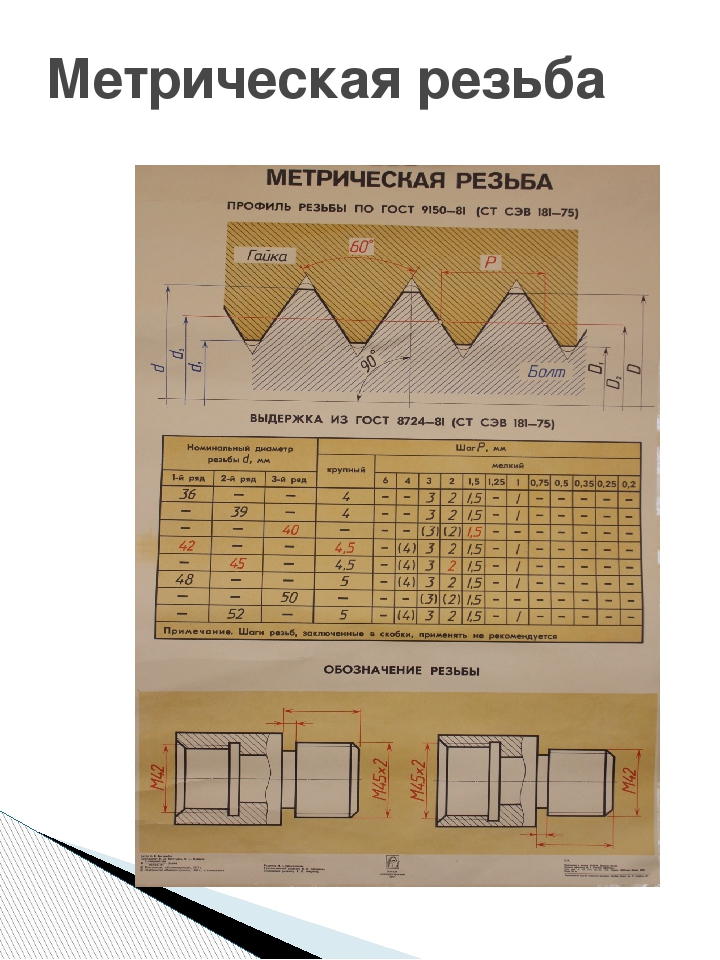
Также существуют другие параметры резьбы: высота профиля, длина ввинчивания, количество витков. В метрической резьбе профиль состоит из равносторонних треугольников. Угол профиля метрической резьбы составляет 60º. Нормативы размеров стандартного шага устанавливает ГОСТ 8724-81 (ИСО 261-98) «Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги». Согласно этому документу, на поверхностях диаметром 1–68 мм шаг резьбы может быть крупным или мелким. При диаметре поверхности крепежного элемента свыше 68 мм метрическая резьба может иметь только мелкий шаг. Каждому диаметру соответствует один вариант крупного шага резьбы, и несколько вариантов мелкого шага. Например, при диаметре 10 мм возможен крупный шаг в 1,5 мм и три варианта мелкого шага. Крупный шаг в обозначении метрической резьбы опускается, поскольку его значение всегда неизменно, и его можно узнать по таблице.
Полное наименование резьбы состоит из следующих данных:
- М — метрическая резьба.
- Диаметр резьбы в миллиметрах.
- Размер мелкого шага в миллиметрах.
- Направление хода (есть левосторонняя и правосторонняя резьба).
- Обозначение хода для многозаходной резьбы.
Шаг метрической резьбы определяют по таблице, или по маркировке крепежного элемента. Кроме табличных и справочных данных, существуют и практические способы определения шага резьбового профиля:
- Можно сравнить резьбу на разных изделиях, и определить искомое значение путем сопоставления.
- Для измерения шага применяют резьбовые калибры — специальные инструменты без шкалы. Калибры помогают определить различные параметры резьбового профиля: диаметры, высоту треугольника, длину шага.
- Если наружная резьба легко и без сопротивления ввинчивается во внутреннюю, так можно предположительно установить шаг наружного профиля.
- Проведите измерения: с помощью штангенциркуля определите длину резьбы и разделите полученное значение на число витков.
Еще один важный параметр резьбового соединения — поле допуска. Эта величина обозначает максимальную длину сопряжения сторон резьбовых профилей винта и гайки, и других разновидностей крепежных изделий. Существует три класса полей допусков. Если крепеж принадлежит к первому классу допусков, он является надежным и применяется в областях, где требуется высокая точность и надежная фиксация. Второй класс полей допусков — это наиболее часто используемый стандарт. Грубый класс допусков используется там, где не требуется большая точность резьбового соединения.
При выборе крепежа тип резьбового соединения имеет решающее значение. На территории Российской Федерации наиболее востребованы метизы с крупным шагом резьбы. Крепежные элементы с мелким шагом применяются для соединения изделий, подверженных вибрации, экспериментальным и переменным динамическим нагрузкам. Область применения метизов с мелким шагом резьбового профиля — автомобиле- и судостроение, производство станков, электроники и бытовой техники. В строительстве и других сферах в основном используется крепеж с крупным шагом метрической резьбы. Если требуется рассчитать, какие болты требуются для определенных строительных или иных задач, современные специалисты используют расчетные формулы, либо специальное программное обеспечение. Расчет параметров крепежа онлайн доступен на многих специализированных интернет-ресурсах бесплатно. Также существуют онлайн-калькуляторы для подсчета параметров метрической резьбы по набору исходных размеров. Необходимые размеры рекомендуется замерять с помощью штангенциркуля.
Под метрической резьбой также принято подразумевать любую резьбу, обозначение которой указано в миллиметрах. По форме профиля различают следующие типы резьбы:
- Дюймовая — профиль состоит из равнобедренных треугольников, угол при вершине у которых составляет 55о.
- Трубная цилиндрическая — разновидность дюймовой резьбы, соответствует стандартам ГОСТ 6357-81. Номинальный размер резьбы соотносится с внутренним диаметром трубы или условно определенного отверстия.
- Трапецеидальная — профиль выглядит как трапеция с равными боковыми сторонами и острым углом при основании. Этот вид резьбы применяется в подвижных соединениях и служит для передачи возвратно-поступательного движения. Трапецеидальная резьба бывает однозаходной и многозаходной.
- Упорная — разновидность трапецеидальной, профиль выглядит как не равнобочная трапеция. Соответствует нормам ГОСТ 10177-82.
- Прямоугольная — этот вид резьбы выполняется на ходовых винтах, испытывающих высокие нагрузки, для передачи поступательно-вращательного движения.
- Круглая — профиль выглядит как частный случай синусоиды. Этот тип резьбы отличается значительной устойчивостью к частому закручиванию и раскручиванию. Пример использования — цоколь лампочки (резьба Эдисона), шпиндели, вентили, сантехнический крепеж и арматурные изделия.
 Номинальный размер резьбы соотносится с внутренним диаметром трубы или условно определенного отверстия.
Номинальный размер резьбы соотносится с внутренним диаметром трубы или условно определенного отверстия.Кроме миллиметров для измерения резьбовых соединений также используют другие системы мер: дюйм, модуль — отношение шага в миллиметрах к числу пи, питч — отношение числа пи к шагу, длина которого указана в дюймах.
Таблица метрических резьб
| Шаг резьбы Р | Диаметр резьбы | |||
| наружный | средний | внутренний | внутренний по дну впадины | |
| С к р у п н ы м ш а г о м | ||||
| 0,40 | 2,0 | 1,740 | 1,567 | 1,509 |
| 0,45 | (2,2) | 1,908 | 1,713 | 1,648 |
| 0,45 | 2,5 | 2,208 | 2,013 | 1,948 |
| 0,50 | 3,0 | 2,675 | 2,459 | 2,387 |
| 0,60 | (3,5) | 3,110 | 2,850 | 2,764 |
| 0,70 | 4 | 3,546 | 3,242 | 3,141 |
| 0,75 | (4,5) | 4,013 | 3,688 | 3,580 |
| 0,80 | 5 | 4,480 | 4,134 | 4,019 |
| 1 | 6 | 5,350 | 4,918 | 4,773 |
| 1,25 | 8 | 7,188 | 6,647 | 6,466 |
| 1,50 | 10 | 9,026 | 8,376 | 8,160 |
| 1,75 | 12 | 10,863 | 10,106 | 9,853 |
| 2 | (14) | 12,701 | 11,835 | 11,546 |
| 2 | 16 | 14,701 | 13,835 | 13,546 |
| 2,5 | (18) | 16,376 | 15,294 | 14,933 |
| 2,5 | 20 | 18,376 | 17,294 | 16,933 |
| 2,5 | (22) | 20,376 | 19,294 | 18,933 |
| 3 | 24 | 22,051 | 20,752 | 20,319 |
| 3 | (27) | 25,051 | 23,752 | 23,319 |
| 3,5 | 30 | 27,727 | 26,211 | 25,706 |
| 3,5 | (33) | 30,727 | 29,211 | 28,706 |
| 4 | 36 | 33,402 | 31,670 | 31,093 |
| 4 | (39) | 36,402 | 34,670 | 34,093 |
| 4,5 | 42 | 39,077 | 37,129 | 36,479 |
| 4,5 | (45) | 42,077 | 40,129 | 39,479 |
| 5 | 48 | 44,752 | 42,587 | 41,866 |
| 5 | (52) | 48,752 | 46,587 | 45,866 |
| 5,5 | 56 | 52,428 | 50,046 | 49,252 |
| 5,5 | (60) | 56,428 | 54,046 | 53,252 |
| 6 | 64 | 60,103 | 57,505 | 56,639 |
| 6 | (68) | 64,103 | 61,505 | 60,639 |
| С м е л к и м ш а г о м | ||||
| 0,25 | 2,0 | 1,838 | 1,729 | 1,693 |
| 2,2 | 2,038 | 1,929 | 1,893 | |
| 0,35 | 2,5 | 2,273 | 2,121 | 2,071 |
| 3 | 2,773 | 2,621 | 2,571 | |
| (3,5) | 3,273 | 3,121 | 3,071 | |
| 0,5 | 4 | 3,675 | 3,459 | 3,387 |
| (4,5) | 4,175 | 3,959 | 3,887 | |
| 5 | 4,675 | 4,459 | 4,387 | |
| 6 | 5,675 | 5,459 | 5,387 | |
| 8 | 7,675 | 7,459 | 7,387 | |
| 10 | 9,675 | 9,459 | 9,387 | |
| 12 | 11,675 | 11,459 | 11,387 | |
| (14) | 13,675 | 13,459 | 13,387 | |
| 16 | 15,675 | 15,459 | 15,387 | |
| (18) | 17,675 | 17,459 | 17,387 | |
| 20 | 19,675 | 19,459 | 19,387 | |
| (22) | 21,675 | 21,459 | 21,387 | |
| 0,75 | 6 | 5,513 | 5,188 | 5,080 |
| 8 | 7,513 | 7,188 | 7,080 | |
| 10 | 9,513 | 9,188 | 9,080 | |
| 12 | 11,513 | 11,188 | 11,080 | |
| (14) | 13,513 | 13,188 | 13,080 | |
| 16 | 15,513 | 15,188 | 15,080 | |
| (18) | 17,513 | 17,188 | 17,080 | |
| 20 | 19,513 | 19,188 | 19,080 | |
| (22) | 21,513 | 21,188 | 21,080 | |
| 24 | 23,513 | 23,188 | 23,080 | |
| (27) | 26,513 | 26,188 | 26,080 | |
| 30 | 29,513 | 29,188 | 29,080 | |
| (33) | 32,513 | 32,188 | 32,080 | |
| 1,0 | 8 | 7,350 | 6,917 | 6,773 |
| 10 | 9,350 | 8,917 | 8,773 | |
| 12 | 11,350 | 10,917 | 10,773 | |
| (14) | 13,350 | 12,917 | 12,773 | |
| 16 | 15,350 | 14,917 | 14,773 | |
| (18) | 17,350 | 16,917 | 16,773 | |
| 20 | 19,350 | 18,917 | 18,773 | |
| (22) | 21,350 | 20,917 | 20,773 | |
| 24 | 23,350 | 22,917 | 22,773 | |
| (27) | 26,350 | 25,917 | 25,773 | |
| 30 | 29,350 | 28,917 | 28,773 | |
| 36 | 35,350 | 34,917 | 34,773 | |
| (39) | 38,350 | 37,917 | 37,773 | |
| 42 | 41,350 | 40,917 | 40,773 | |
| (45) | 44,350 | 43,917 | 43,773 | |
| 48 | 47,350 | 46,917 | 46,773 | |
| (52) | 51,350 | 50,917 | 50,773 | |
| 56 | 55,350 | 54,917 | 54,773 | |
| (60) | 59,350 | 58,917 | 58,773 | |
| 64 | 63,350 | 62,917 | 62,773 | |
| (68) | 67,350 | 66,917 | 66,773 | |
| 72 | 71,350 | 70,917 | 70,773 | |
| (76) | 75,350 | 74,917 | 74,773 | |
| 80 | 79,350 | 78,917 | 78,773 | |
| 1,25 | 10 | 9,188 | 8,647 | 8,466 |
| 12 | 11,188 | 10,647 | 10,467 | |
| (14) | 13,188 | 12,647 | 12,466 | |
| 1,5 | 12 | 11,026 | 10,376 | 10,160 |
| (14) | 13,026 | 12,376 | 12,160 | |
| 16 | 15,026 | 14,376 | 14,160 | |
| (18) | 17,026 | 16,376 | 16,160 | |
| 20 | 19,026 | 18,376 | 18,160 | |
| (22) | 21,026 | 20,376 | 20,160 | |
| 24 | 23,026 | 22,376 | 22,160 | |
| (27) | 26,026 | 25,376 | 25,160 | |
| 30 | 29,026 | 28,376 | 28,160 | |
| (33) | 32,026 | 31,376 | 31,160 | |
| 36 | 35,026 | 34,376 | 34,160 | |
| (39) | 38,026 | 37,376 | 37,160 | |
| 42 | 41,026 | 40,376 | 40,160 | |
| (45) | 44,026 | 43,376 | 43,160 | |
| 48 | 47,026 | 46,376 | 46,160 | |
| (52) | 51,026 | 50,376 | 50,160 | |
| 56 | 55,026 | 54,376 | 54,160 | |
| (60) | 59,026 | 58,376 | 58,160 | |
| 64 | 63,026 | 62,376 | 62,160 | |
| (68) | 67,026 | 66,376 | 66,160 | |
| 72 | 71,026 | 70,376 | 70,160 | |
| (76) | 75,026 | 74,376 | 74,160 | |
| 80 | 79,026 | 78,376 | 78,160 | |
| (85) | 84,026 | 83,376 | 83,160 | |
| 90 | 89,026 | 88,376 | 88,160 | |
| (95) | 94,026 | 93,376 | 93,160 | |
| 100 | 99,026 | 98,376 | 98,160 | |
| 110 | 109,026 | 108,376 | 108,160 | |
| (115) | 114,026 | 113,376 | 113,160 | |
| (120) | 119,026 | 118,376 | 118,160 | |
| 125 | 124,026 | 123,376 | 123,160 | |
| (130) | 129,026 | 128,376 | 128,160 | |
| 140 | 139,026 | 138,376 | 138,160 | |
| (150) | 149,026 | 148,376 | 148,160 | |
| 2,0 | (18) | 16,701 | 15,835 | 15,546 |
| 20 | 18,701 | 17,835 | 17,546 | |
| (22) | 20,701 | 19,835 | 19,546 | |
| 24 | 22,701 | 21,835 | 21,546 | |
| (27) | 25,701 | 24,835 | 24,546 | |
| 30 | 28,701 | 27,835 | 27,546 | |
| (33) | 31,701 | 30,835 | 30,546 | |
| 36 | 33,701 | 32,835 | 32,546 | |
| (39) | 37,701 | 36,835 | 36,546 | |
| 42 | 40,701 | 39,835 | 39,546 | |
| (45) | 43,701 | 42,835 | 42,546 | |
| 48 | 46,701 | 45,835 | 45,546 | |
| (52) | 50,701 | 49,835 | 49,546 | |
| 56 | 54,701 | 53,835 | 53,546 | |
| (60) | 58,701 | 57,835 | 57,546 | |
| 64 | 62,701 | 61,835 | 61,546 | |
| (68) | 66,701 | 65,835 | 65,546 | |
| 72 | 70,701 | 69,835 | 69,546 | |
| (76) | 74,701 | 73,835 | 73,546 | |
| 80 | 78,701 | 77,835 | 77,546 | |
| (85) | 83,701 | 82,835 | 82,546 | |
| 90 | 88,701 | 87,835 | 87,546 | |
| (95) | 93,701 | 92,835 | 92,546 | |
| 100 | 98,701 | 97,835 | 97,546 | |
| (105) | 103,701 | 102,835 | 102,546 | |
| 110 | 108,701 | 107,835 | 107,546 | |
| (115) | 113,701 | 112,835 | 112,546 | |
| (120) | 118,701 | 117,835 | 117,546 | |
| 125 | 123,701 | 122,835 | 122,546 | |
| (130) | 128,701 | 127,835 | 127,546 | |
| 140 | 138,701 | 137,835 | 137,546 | |
| (150) | 148,701 | 147,835 | 147,546 | |
| 160 | 158,701 | 157,835 | 157,546 | |
| (170) | 168,701 | 167,835 | 167,546 | |
| 180 | 178,701 | 177,835 | 177,546 | |
| (190) | 188,701 | 187,835 | 187,546 | |
| 200 | 198,701 | 197,835 | 197,546 | |
| 3,0 | 30 | 28,051 | 26,752 | 26,319 |
| (33) | 31,051 | 29,752 | 29,319 | |
| 36 | 34,051 | 32,752 | 32,319 | |
| (39) | 37,051 | 35,752 | 35,319 | |
| 42 | 40,051 | 38,752 | 38,319 | |
| (45) | 43,051 | 41,752 | 41,319 | |
| 48 | 46,051 | 44,752 | 44,319 | |
| (52) | 50,051 | 48,752 | 48,319 | |
| 56 | 54,051 | 52,752 | 52,319 | |
| (60) | 58,051 | 56,752 | 56,319 | |
| 64 | 62,051 | 60,752 | 60,319 | |
| (68) | 66,051 | 64,752 | 64,319 | |
| 72 | 70,051 | 68,752 | 68,319 | |
| (76) | 74,051 | 72,752 | 72,319 | |
| 80 | 78,051 | 76,752 | 76,319 | |
| (85) | 83,051 | 81,752 | 81,319 | |
| 90 | 88,051 | 86,752 | 86,319 | |
| (95) | 93,051 | 91,752 | 91,319 | |
| 100 | 98,051 | 96,752 | 96,319 | |
| (105) | 103,051 | 101,752 | 101,319 | |
| 110 | 108,051 | 106,752 | 106,319 | |
| (115) | 113,051 | 111,752 | 111,319 | |
| (120) | 118,051 | 116,752 | 116,319 | |
| 125 | 123,051 | 121,752 | 121,319 | |
| (130) | 128,051 | 126,752 | 126,319 | |
| 140 | 138,051 | 136,752 | 136,319 | |
| (150) | 148,051 | 146,752 | 146,319 | |
| 160 | 158,051 | 156,752 | 156,319 | |
| (170) | 168,051 | 166,752 | 166,319 | |
| 180 | 178,051 | 176,752 | 176,319 | |
| (190) | 188,051 | 186,752 | 186,319 | |
| 200 | 198,051 | 196,752 | 196,319 | |
| (210) | 208,051 | 206,752 | 206,319 | |
| 220 | 218,051 | 216,752 | 216,319 | |
| (240) | 238,051 | 236,752 | 236,319 | |
| 250 | 248,051 | 246,752 | 246,319 | |
| (260) | 258,051 | 256,752 | 256,319 | |
| 280 | 278,051 | 276,752 | 276,319 | |
| (300) | 298,051 | 296,752 | 296,319 | |
| 4,0 | 42 | 39,402 | 37,670 | 37,093 |
| (45) | 42,402 | 40,670 | 40,093 | |
| 48 | 45,402 | 43,670 | 43,093 | |
| (52) | 49,402 | 47,670 | 47,093 | |
| 56 | 53,402 | 51,670 | 51,093 | |
| 60 | 57,402 | 55,670 | 55,093 | |
| 64 | 61,402 | 59,67 | 59,093 | |
| 72 | 69,402 | 67,670 | 67,093 | |
| (76) | 73,402 | 71,670 | 71,093 | |
| 80 | 77,402 | 78,670 | 75,093 | |
| (85) | 82,402 | 80,670 | 80,093 | |
| 90 | 87,402 | 85,670 | 85,093 | |
| (95) | 92,402 | 90,670 | 90,093 | |
| 100 | 97,402 | 95,670 | 95,093 | |
| (105) | 102,402 | 100,670 | 100,093 | |
| 110 | 107,402 | 105,670 | 105,093 | |
| (115) | 112,402 | 110,670 | 110,093 | |
| (120) | 117,402 | 115,670 | 115,093 | |
| 125 | 122,402 | 120,670 | 120,093 | |
| (130) | 127,402 | 125,670 | 125,093 | |
| 140 | 137,402 | 135,670 | 135,093 | |
| (150) | 147,402 | 145,670 | 145,093 | |
| 160 | 157,402 | 155,670 | 155,093 | |
| (170) | 167,402 | 165,670 | 165,093 | |
| 180 | 177,402 | 175,670 | 175,093 | |
| (190) | 187,402 | 185,670 | 185,093 | |
| 200 | 197,402 | 195,670 | 195,093 | |
| (210) | 207,402 | 205,670 | 205,093 | |
| 220 | 217,402 | 215,670 | 215,093 | |
| (240) | 237,402 | 235,670 | 235,093 | |
| (260) | 257,402 | 255,670 | 255,093 | |
| 280 | 277,402 | 275,670 | 275,093 | |
| 300 | 297,402 | 295,670 | 295,093 | |
Таблица метрических резьб
по ГОСТ 24705-2004
| Номинальный диаметр резьбы d, мм | Шаг Р, мм | Диаметры резьбы, мм | |||
| d = D | d2 = D2 | d1 = D1 | d3 | ||
| 0,25 | 0,075 | 0,250 | 0,201 | 0,169 | 0,158 |
| 0,3 | 0,08 | 0,30 | 0,248 | 0,213 | 0,202 |
| 0,35 | 0,09 | 0,350 | 0,292 | 0,253 | 0,240 |
| 0,4 | 0,1 | 0,40 | 0,335 | 0,292 | 0,277 |
| 0,45 | 0,450 | 0,385 | 0,342 | 0,327 | |
| 0,5 | 0,125 | 0,50 | 0,419 | 0,365 | 0,347 |
| 0,55 | 0,550 | 0,469 | 0,415 | 0,397 | |
| 0,6 | 0,15 | 0,60 | 0,503 | 0,438 | 0,416 |
| 0,7 | 0,175 | 0,70 | 0,586 | 0,511 | 0,485 |
| 0,8 | 0,2 | 0,80 | 0,670 | 0,583 | 0,555 |
| 0,9 | 0,225 | 0,90 | 0,754 | 0,656 | 0,624 |
| 1 | 0,25 | 1,0 | 0,838 | 0,729 | 0,693 |
| 0,2 | 1,0 | 0,870 | 0,783 | 0,755 | |
| 1,1 | 0,25 | 1,10 | 0,938 | 0,829 | 0,793 |
| 0,2 | 1,10 | 0,970 | 0,883 | 0,855 | |
| 1,2 | 0,25 | 1,20 | 1,038 | 0,929 | 0,893 |
| 0,2 | 1,20 | 1,070 | 0,983 | 0,955 | |
| 1,4 | 0,3 | 1,40 | 1,205 | 1,075 | 1,032 |
| 0,2 | 1,40 | 1,270 | 1,183 | 1,155 | |
| 1,6 | 0,35 | 1,60 | 1,373 | 1,221 | 1,171 |
| 0,2 | 1,60 | 1,470 | 1,383 | 1,355 | |
| 1,8 | 0,35 | 1,80 | 1,573 | 1,421 | 1,371 |
| 0,2 | 1,80 | 1,670 | 1,583 | 1,555 | |
| 2 | 0,4 | 2,0 | 1,740 | 1,567 | 1,509 |
| 0,25 | 2,0 | 1,838 | 1,729 | 1,693 | |
| 2,2 | 0,45 | 2,20 | 1,908 | 1,713 | 1,648 |
| 0,25 | 2,20 | 2,038 | 1,929 | 1,893 | |
| 2,5 | 0,45 | 2,50 | 2,208 | 2,013 | 1,948 |
| 0,35 | 2,50 | 2,273 | 2,121 | 2,071 | |
| 3 | 0,5 | 3,0 | 2,675 | 2,459 | 2,387 |
| 0,35 | 3,0 | 2,773 | 2,621 | 2,571 | |
| 3,5 | 0,6 | 3,50 | 3,110 | 2,850 | 2,764 |
| 0,35 | 3,50 | 3,273 | 3,121 | 3,071 | |
| 4 | 0,7 | 4,0 | 3,545 | 3,242 | 3,141 |
| 0,5 | 4,0 | 3,675 | 3,459 | 3,387 | |
| 4,5 | 0,75 | 4,50 | 4,013 | 3,688 | 3,580 |
| 0,5 | 4,50 | 4,175 | 3,959 | 3,887 | |
| 5 | 0,8 | 5,0 | 4,480 | 4,134 | 4,019 |
| 0,5 | 5,0 | 4,675 | 4,459 | 4,387 | |
| 5,5 | 0,5 | 5,50 | 5,175 | 4,959 | 4,887 |
| 6 | 1 | 6,0 | 5,350 | 4,917 | 4,773 |
| 0,75 | 6,0 | 5,513 | 5,188 | 5,080 | |
| 0,5 | 6,0 | 5,675 | 5,459 | 5,387 | |
| 7 | 1 | 7,0 | 6,350 | 5,917 | 5,773 |
| 0,75 | 7,0 | 6,513 | 6,188 | 6,080 | |
| 0,5 | 7,0 | 6,675 | 6,459 | 6,387 | |
| 8 | 1,25 | 8,0 | 7,188 | 6,647 | 6,466 |
| 1 | 8,0 | 7,350 | 6,917 | 6,773 | |
| 0,75 | 8,0 | 7,513 | 7,188 | 7,080 | |
| 0,5 | 8,0 | 7,675 | 7,459 | 7,387 | |
| 9 | 1,25 | 9,0 | 8,188 | 7,647 | 7,466 |
| 1 | 9,0 | 8,350 | 7,917 | 7,773 | |
| 0,75 | 9,0 | 8,513 | 8,188 | 8,080 | |
| 0,5 | 9,0 | 8,675 | 8,459 | 8,387 | |
| 10 | 1,5 | 10,0 | 9,026 | 8,376 | 8,160 |
| 1,25 | 10,0 | 9,188 | 8,647 | 8,466 | |
| 1 | 10,0 | 9,350 | 8,917 | 8,773 | |
| 0,75 | 10,0 | 9,513 | 9,188 | 9,080 | |
| 0,5 | 10,0 | 9,675 | 9,459 | 9,387 | |
| 11 | 1,5 | 11,0 | 10,026 | 9,376 | 9,160 |
| 1 | 11,0 | 10,350 | 9,917 | 9,773 | |
| 0,75 | 11,0 | 10,513 | 10,188 | 10,080 | |
| 0,5 | 11,0 | 10,675 | 10,459 | 10,387 | |
| 12 | 1,75 | 12,0 | 10,863 | 10,106 | 9,853 |
| 1,5 | 12,0 | 11,026 | 10,376 | 10,160 | |
| 1,25 | 12,0 | 11,188 | 10,647 | 10,466 | |
| 1 | 12,0 | 11,350 | 10,917 | 10,773 | |
| 0,75 | 12,0 | 11,513 | 11,188 | 11,080 | |
| 0,5 | 12,0 | 11,675 | 11,459 | 11,387 | |
| 14 | 2 | 14,0 | 12,701 | 11,835 | 11,546 |
| 1,5 | 14,0 | 13,026 | 12,376 | 12,160 | |
| 1,25 | 14,0 | 13,188 | 12,647 | 12,466 | |
| 1 | 14,0 | 13,350 | 12,917 | 12,773 | |
| 0,75 | 14,0 | 13,513 | 13,188 | 13,080 | |
| 0,5 | 14,0 | 13,675 | 13,459 | 13,387 | |
| 15 | 1,5 | 15,0 | 14,026 | 13,376 | 13,160 |
| 1 | 15,0 | 14,350 | 13,917 | 13,773 | |
| 16 | 2 | 16,0 | 14,701 | 13,835 | 13,546 |
| 1,5 | 16,0 | 15,026 | 14,376 | 14,160 | |
| 1 | 16,0 | 15,350 | 14,917 | 14,773 | |
| 0,75 | 16,0 | 15,513 | 15,188 | 15,080 | |
| 0,5 | 16,0 | 15,675 | 15,459 | 15,387 | |
| 17 | 1,5 | 17,0 | 16,026 | 15,376 | 15,160 |
| 1 | 17,0 | 16,350 | 15,917 | 15,773 | |
| 18 | 2,5 | 18,0 | 16,376 | 15,294 | 14,933 |
| 2 | 18,0 | 16,701 | 15,835 | 15,546 | |
| 1,5 | 18,0 | 17,026 | 16,376 | 16,160 | |
| 1 | 18,0 | 17,350 | 16,917 | 16,773 | |
| 0,75 | 18,0 | 17,518 | 17,188 | 17,080 | |
| 0,5 | 18,0 | 17,675 | 17,459 | 17,387 | |
| 20 | 2,5 | 20,0 | 18,376 | 17,294 | 16,933 |
| 2 | 20,0 | 18,701 | 17,835 | 17,546 | |
| 1,5 | 20,0 | 19,026 | 18,376 | 18,160 | |
| 1 | 20,0 | 19,350 | 18,917 | 18,773 | |
| 0,75 | 20,0 | 19,513 | 19,188 | 19,080 | |
| 0,5 | 20,0 | 19,675 | 19,459 | 19,387 | |
| 22 | 2,5 | 22,0 | 20,376 | 19,294 | 18,933 |
| 2 | 22,0 | 20,701 | 19,835 | 19,546 | |
| 1,5 | 22,0 | 21,026 | 20,376 | 20,160 | |
| 1 | 22,0 | 21,350 | 20,917 | 20,773 | |
| 0,75 | 22,0 | 21,513 | 21,188 | 21,080 | |
| 0,5 | 22,0 | 21,675 | 21,459 | 21,387 | |
| 24 | 3 | 24,0 | 22,051 | 20,752 | 20,319 |
| 2 | 24,0 | 22,701 | 21,835 | 21,546 | |
| 1,5 | 24,0 | 23,026 | 22,376 | 22,160 | |
| 1 | 24,0 | 23,350 | 22,917 | 22,773 | |
| 0,75 | 24,0 | 23,513 | 23,188 | 23,080 | |
| 25 | 2 | 25,0 | 23,701 | 22,835 | 22,546 |
| 1,5 | 25,0 | 24,026 | 23,376 | 23,160 | |
| 1 | 25,0 | 24,350 | 23,917 | 23,773 | |
| 26 | 1,5 | 26,0 | 25,026 | 24,376 | 24,160 |
| 27 | 3 | 27,0 | 25,051 | 23,752 | 23,319 |
| 2 | 27,0 | 25,701 | 24,835 | 24,546 | |
| 1,5 | 27,0 | 26,026 | 25,376 | 25,160 | |
| 1 | 27,0 | 26,350 | 25,917 | 25,773 | |
| 0,75 | 27,0 | 26,513 | 26,188 | 26,080 | |
| 28 | 2 | 28,0 | 26,701 | 25,835 | 25,546 |
| 1,5 | 28,0 | 27,026 | 26,376 | 26,160 | |
| 1 | 28,0 | 27,350 | 26,917 | 26,773 | |
| 30 | 3,5 | 30,0 | 27,727 | 26,211 | 25,706 |
| 3 | 30,0 | 28,051 | 26,752 | 26,319 | |
| 2 | 30,0 | 28,701 | 27,835 | 27,546 | |
| 1,5 | 30,0 | 29,026 | 28,376 | 28,160 | |
| 1 | 30,0 | 29,350 | 28,917 | 28,773 | |
| 0,75 | 30,0 | 29,513 | 29,188 | 29,080 | |
| 32 | 2 | 32,0 | 30,701 | 29,835 | 29,546 |
| 1,5 | 32,0 | 31,026 | 30,376 | 30,160 | |
| 33 | 3,5 | 33,0 | 30,727 | 29,211 | 28,706 |
| 3 | 33,0 | 31,051 | 29,752 | 29,319 | |
| 2 | 33,0 | 31,701 | 30,835 | 30,546 | |
| 1,5 | 33,0 | 32,026 | 31,376 | 31,160 | |
| 1 | 33,0 | 32,350 | 31,917 | 31,773 | |
| 0,75 | 33,0 | 32,513 | 32,188 | 32,080 | |
| 35 | 1,5 | 35,0 | 34,026 | 33,376 | 33,160 |
| 36 | 4 | 36,0 | 33,402 | 31,670 | 31,093 |
| 3 | 36,0 | 34,051 | 32,752 | 32,319 | |
| 2 | 36,0 | 34,701 | 33,835 | 33,546 | |
| 1,5 | 38,0 | 35,026 | 34,376 | 34,160 | |
| 1 | 36,0 | 35,350 | 34,917 | 34,773 | |
| 38 | 1,5 | 38,0 | 37,026 | 36,376 | 36,160 |
| 39 | 4 | 39,0 | 36,402 | 34,670 | 34,093 |
| 3 | 39,0 | 37,051 | 35,752 | 35,319 | |
| 2 | 39,0 | 37,701 | 36,835 | 36,546 | |
| 1,5 | 39,0 | 38,026 | 37,376 | 37,160 | |
| 1 | 39,0 | 38,350 | 37,917 | 37,773 | |
| 40 | 3 | 40,0 | 38,051 | 36,752 | 36,319 |
| 2 | 40,0 | 38,701 | 37,835 | 37,546 | |
| 1,5 | 40,0 | 39,026 | 38,376 | 38,160 | |
| 42 | 4,5 | 42,0 | 39,077 | 37,129 | 36,479 |
| 4 | 42,0 | 39,402 | 37,670 | 37,093 | |
| 3 | 42,0 | 40,051 | 38,752 | 38,319 | |
| 2 | 42,0 | 40,701 | 39,835 | 39,546 | |
| 42 | 1,5 | 42,0 | 41,026 | 40,376 | 40,160 |
| 1 | 42,0 | 41,350 | 40,917 | 40,773 | |
| 45 | 4,5 | 45,0 | 42,077 | 40,129 | 39,479 |
| 4 | 45,0 | 42,402 | 40,670 | 40,093 | |
| 3 | 45,0 | 43,051 | 41,752 | 41,319 | |
| 2 | 45,0 | 43,701 | 42,835 | 42,546 | |
| 1,5 | 45,0 | 44,026 | 43,376 | 43,160 | |
| 1 | 45,0 | 44,350 | 43,917 | 43,773 | |
| 48 | 5 | 48,0 | 44,752 | 42,587 | 41,866 |
| 4 | 48,0 | 45,402 | 43,670 | 43,093 | |
| 3 | 48,0 | 46,051 | 44,752 | 44,319 | |
| 2 | 48,0 | 46,701 | 45,835 | 45,516 | |
| 1,5 | 48,0 | 47,026 | 46,376 | 46,160 | |
| 1 | 48,0 | 47,350 | 46,917 | 46,773 | |
| 50 | 3 | 50,0 | 48,051 | 46,752 | 46,319 |
| 2 | 50,0 | 48,701 | 47,835 | 47,546 | |
| 1,5 | 50,0 | 49,026 | 48,376 | 48,160 | |
| 52 | 5 | 52,0 | 48,752 | 46,587 | 45,866 |
| 4 | 52,0 | 49,402 | 47,670 | 47,093 | |
| 3 | 52,0 | 50,051 | 48,752 | 48,319 | |
| 2 | 52,0 | 50,701 | 49,835 | 49,546 | |
| 1,5 | 52,0 | 51,026 | 50,376 | 50,160 | |
| 1 | 52,0 | 51,350 | 50,917 | 50,773 | |
| 55 | 4 | 55,0 | 52,402 | 50,670 | 50,093 |
| 3 | 55,0 | 53,051 | 51,752 | 51,319 | |
| 2 | 55,0 | 53,701 | 52,835 | 52,546 | |
| 1,5 | 55,0 | 54,026 | 53,376 | 53,160 | |
| 56 | 5,5 | 56,0 | 52,428 | 50,046 | 49,253 |
| 4 | 56,0 | 53,402 | 51,670 | 51,093 | |
| 3 | 56,0 | 54,051 | 52,752 | 52,319 | |
| 2 | 56,0 | 54,701 | 53,835 | 53,546 | |
| 1,5 | 56,0 | 55,026 | 54,376 | 54,160 | |
| 1 | 56,0 | 55,350 | 54,917 | 54,773 | |
| 58 | 4 | 58,0 | 55,402 | 53,670 | 53,093 |
| 3 | 58,0 | 56,051 | 54,752 | 54,319 | |
| 2 | 58,0 | 56,701 | 55,835 | 55,546 | |
| 1,5 | 58,0 | 57,026 | 56,376 | 56,160 | |
| 60 | 5,5 | 60,0 | 56,428 | 54,046 | 53,252 |
| 4 | 60,0 | 57,402 | 55,670 | 55,093 | |
| 3 | 60,0 | 58,051 | 56,752 | 56,319 | |
| 2 | 60,0 | 58,701 | 57,835 | 57,546 | |
| 1,5 | 60,0 | 59,026 | 58,376 | 58,160 | |
| 1 | 60,0 | 59,350 | 58,917 | 58,773 | |
| 62 | 4 | 62,0 | 59,402 | 57,670 | 57,093 |
| 3 | 62,0 | 60,051 | 58,752 | 58,319 | |
| 2 | 62,0 | 60,701 | 59,835 | 59,546 | |
| 1,5 | 62,0 | 61,026 | 60,376 | 60,160 | |
| 64 | 6 | 64,0 | 60,103 | 57,505 | 56,639 |
| 4 | 64,0 | 61,402 | 59,670 | 59,093 | |
| 3 | 64,0 | 62,051 | 60,752 | 60,319 | |
| 2 | 64,0 | 62,701 | 61,835 | 61,546 | |
| 1,5 | 64,0 | 63,026 | 62,376 | 62,160 | |
| 1 | 64,0 | 63,350 | 62,917 | 62,773 | |
| 65 | 4 | 65,0 | 62,402 | 60,670 | 60,093 |
| 3 | 65,0 | 63,051 | 61,752 | 61,319 | |
| 2 | 65,0 | 63,701 | 62,835 | 62,546 | |
| 1,5 | 65,0 | 64,026 | 63,376 | 63,160 | |
| 68 | 6 | 68,0 | 64,103 | 61,505 | 60,639 |
| 4 | 68,0 | 64,402 | 63,670 | 63,093 | |
| 3 | 68,0 | 66,051 | 64,752 | 64,319 | |
| 2 | 68,0 | 66,701 | 65,835 | 65,546 | |
| 1,5 | 68,0 | 67,026 | 66,376 | 66,160 | |
| 1 | 68,0 | 67,350 | 66,917 | 66,773 | |
| 70 | 6 | 70,0 | 66,103 | 63,505 | 62,639 |
| 4 | 70,0 | 67,402 | 65,670 | 65,093 | |
| 3 | 70,0 | 68,051 | 66,752 | 66,319 | |
| 2 | 70,0 | 68,701 | 67,835 | 67,546 | |
| 1,5 | 70,0 | 69,026 | 68,376 | 68,160 | |
| 72 | 6 | 72,0 | 68,103 | 65,505 | 64,639 |
| 4 | 72,0 | 69,402 | 67,670 | 67,093 | |
| 3 | 72,0 | 70,051 | 68,752 | 68,319 | |
| 2 | 72,0 | 70,701 | 69,835 | 69,546 | |
| 1,5 | 72,0 | 71,026 | 70,376 | 70,160 | |
| 1 | 72,0 | 71,350 | 70,917 | 70,773 | |
| 75 | 4 | 75,0 | 72,402 | 70,670 | 70,093 |
| 3 | 75,0 | 73,051 | 71,752 | 71,319 | |
| 2 | 75,0 | 73,701 | 72,835 | 72,546 | |
| 1,5 | 75,0 | 74,026 | 73,376 | 73,160 | |
| 76 | 6 | 76,0 | 72,103 | 69,505 | 68,639 |
| 4 | 76,0 | 73,402 | 71,670 | 71,093 | |
| 3 | 76,0 | 74,051 | 72,752 | 72,319 | |
| 2 | 76,0 | 74,701 | 73,835 | 73,546 | |
| 1,5 | 76,0 | 75,026 | 74,376 | 74,160 | |
| 1 | 76,0 | 75,350 | 74,917 | 74,773 | |
| 78 | 2 | 78,0 | 76,701 | 75,835 | 75,546 |
| 80 | 6 | 80,0 | 76,103 | 73,505 | 72,639 |
| 4 | 80,0 | 77,402 | 75,670 | 75,093 | |
| 3 | 80,0 | 78,051 | 76,752 | 76,319 | |
| 2 | 80,0 | 78,701 | 77,835 | 77,546 | |
| 1,5 | 80,0 | 79,026 | 78,376 | 78,160 | |
| 1 | 80,0 | 79,350 | 78,917 | 78,773 | |
| 82 | 2 | 82,0 | 80,701 | 79,835 | 79,546 |
| 85 | 6 | 85,0 | 81,103 | 78,505 | 77,639 |
| 4 | 85,0 | 82,402 | 80,670 | 80,093 | |
| 3 | 85,0 | 83,051 | 81,752 | 81,319 | |
| 2 | 85,0 | 83,701 | 82,835 | 82,546 | |
| 1,5 | 85,0 | 84,026 | 83,376 | 83,160 | |
| 90 | 6 | 90,0 | 86,103 | 83,505 | 82,639 |
| 4 | 90,0 | 87,402 | 85,670 | 85,093 | |
| 3 | 90,0 | 88,051 | 86,752 | 86,319 | |
| 2 | 90,0 | 88,701 | 87,835 | 87,546 | |
| 1,5 | 90,0 | 89,026 | 88,376 | 88,160 | |
| 95 | 6 | 95,0 | 91,103 | 88,505 | 87,639 |
| 4 | 95,0 | 92,402 | 90,670 | 90,093 | |
| 3 | 95,0 | 93,051 | 91,752 | 91,319 | |
| 2 | 95,0 | 93,701 | 92,835 | 92,546 | |
| 1,5 | 95,0 | 94,026 | 93,376 | 93,160 | |
| 10 | 6 | 100,0 | 96,103 | 93,505 | 92,639 |
| 4 | 100,0 | 97,402 | 95,670 | 95,093 | |
| 3 | 100,0 | 98,051 | 96,752 | 96,319 | |
| 2 | 100,0 | 98,701 | 97,835 | 97,546 | |
| 1,5 | 100,0 | 99,026 | 98,376 | 98,160 | |
| 105 | 6 | 105,0 | 101,103 | 98,505 | 97,639 |
| 4 | 105,0 | 102,402 | 100,670 | 100,093 | |
| 3 | 105,0 | 103,051 | 101,752 | 101,319 | |
| 2 | 105,0 | 103,701 | 102,835 | 102,546 | |
| 1,5 | 105,0 | 104,026 | 103,376 | 103,160 | |
| 110 | 6 | 110,0 | 106,103 | 103,505 | 102,639 |
| 4 | 110,0 | 107,402 | 105,670 | 105,093 | |
| 3 | 110,0 | 108,051 | 106,752 | 106,319 | |
| 2 | 110,0 | 108,701 | 107,835 | 107,546 | |
| 1,5 | 110,0 | 109,026 | 108,376 | 108,160 | |
| 115 | 6 | 115,0 | 111,103 | 108,505 | 107,639 |
| 4 | 115,0 | 112,402 | 110,670 | 110,093 | |
| 3 | 115,0 | 113,051 | 111,752 | 111,319 | |
| 2 | 115,0 | 113,701 | 112,835 | 112,546 | |
| 1,5 | 115,0 | 114,026 | 113,376 | 113,160 | |
| 120 | 6 | 120,0 | 116,103 | 113,505 | 112,639 |
| 4 | 120,0 | 117,402 | 115,670 | 115,093 | |
| 3 | 120,0 | 118,051 | 116,752 | 116,319 | |
| 2 | 120,0 | 118,701 | 117,835 | 117,546 | |
| 1,5 | 120,0 | 119,026 | 118,376 | 118,160 | |
| 125 | 8 | 125,0 | 119,804 | 116,340 | 115,185 |
| 6 | 125,0 | 121,103 | 118,505 | 117,639 | |
| 4 | 125,0 | 122,402 | 120,670 | 120,093 | |
| 8 | 125,0 | 123,051 | 121,752 | 121,319 | |
| 2 | 125,0 | 123,701 | 122,835 | 122,546 | |
| 1,5 | 125,0 | 124,026 | 123,376 | 123,160 | |
| 130 | 8 | 130,0 | 124,804 | 121,340 | 120,185 |
| 6 | 130,0 | 126,103 | 123,505 | 122,639 | |
| 4 | 130,0 | 127,402 | 125,670 | 125,093 | |
| 3 | 130,0 | 128,051 | 126,752 | 126,319 | |
| 2 | 130,0 | 128,701 | 127,835 | 127,546 | |
| 1,5 | 130,0 | 129,026 | 128,376 | 128,160 | |
| 135 | 6 | 135,0 | 131,103 | 128,505 | 127,639 |
| 4 | 135,0 | 132,402 | 130,670 | 130,093 | |
| 3 | 135,0 | 133,051 | 131,752 | 131,319 | |
| 2 | 135,0 | 133,701 | 132,835 | 132,546 | |
| 1,5 | 135,0 | 134,026 | 133,376 | 133,160 | |
| 140 | 8 | 140,0 | 134,804 | 131,340 | 130,185 |
| 6 | 140,0 | 136,103 | 133,505 | 132,639 | |
| 4 | 140,0 | 537,402 | 135,670 | 135,093 | |
| 3 | 140,0 | 138,051 | 136,752 | 136,319 | |
| 2 | 140,0 | 138,701 | 137,835 | 137,546 | |
| 1,5 | 140,0 | 139,026 | 138,376 | 138,160 | |
| 145 | 6 | 145,0 | 141,103 | 138,505 | 137,639 |
| 4 | 145,0 | 142,402 | 140,670 | 140,093 | |
| 3 | 145,0 | 143,051 | 141,752 | 141,319 | |
| 2 | 145,0 | 143,701 | 142,835 | 142,546 | |
| 1,5 | 145,0 | 144,025 | 143,376 | 143,160 | |
| 150 | 8 | 150,0 | 144,804 | 141,340 | 140,185 |
| 6 | 150,0 | 146,103 | 143,505 | 142,639 | |
| 4 | 150,0 | 147,402 | 145,670 | 145,093 | |
| 3 | 150,0 | 148,051 | 146,752 | !46,319 | |
| 2 | 150,0 | 148,701 | 147,835 | 147,546 | |
| 1,5 | 150,0 | 149,026 | 148,376 | 148,160 | |
| 155 | 6 | 155,0 | 151,103 | 148,505 | 147,639 |
| 4 | 155,0 | 152,402 | 150,670 | 150,093 | |
| 3 | 155,0 | 153,051 | 151,752 | 151,319 | |
| 2 | 155,0 | 153,701 | 152,835 | 152,546 | |
| 160 | 8 | 160,0 | 154,804 | 151,340 | 150,185 |
| 6 | 160,0 | 156,103 | 153,505 | 152,639 | |
| 4 | 160,0 | 157,402 | 155,670 | 155,093 | |
| 3 | 160,0 | 158,051 | 156,752 | 156,319 | |
| 2 | 160,0 | 158,701 | 157,835 | 157,546 | |
| 165 | 6 | 165,0 | 161,103 | 158,505 | 157,639 |
| 4 | 165,0 | 162,402 | 160,670 | 160,093 | |
| 3 | 165,0 | 163,051 | 161,752 | 161,319 | |
| 2 | 165,0 | 163,701 | 162,835 | 162,546 | |
| 170 | 8 | 170,0 | 164,804 | 161,340 | 160,185 |
| 6 | 170,0 | 166,103 | 163,505 | 162,639 | |
| 4 | 170,0 | 167,402 | 165,670 | 165,093 | |
| 3 | 170,0 | 168,051 | 166,752 | 166,319 | |
| 2 | 170,0 | 168,701 | 167,835 | 167,546 | |
| 175 | 6 | 175,0 | 171,103 | 168,505 | 167,639 |
| 4 | 175,0 | 172,402 | 170,670 | 170,093 | |
| 3 | 175,0 | 173,051 | 171,752 | 171,319 | |
| 2 | 175,0 | 173,701 | 172,835 | 172,546 | |
| 180 | 8 | 180,0 | 174,804 | 171,340 | 170,185 |
| 6 | 180,0 | 176,103 | 173,505 | 172,639 | |
| 4 | 180,0 | 177,402 | 175,670 | 175,093 | |
| 3 | 180,0 | 178,051 | 176,752 | 176,319 | |
| 2 | 180,0 | 178,701 | 177,835 | 177,546 | |
| 185 | 6 | 185,0 | 181,103 | 178,605 | 177,639 |
| 4 | 185,0 | 182,402 | 180,670 | 180,093 | |
| 3 | 185,0 | 183,051 | 181,752 | 181,319 | |
| 2 | 185,0 | 183,701 | 182,835 | 182,546 | |
| 190 | 8 | 190,0 | 184,804 | 181,340 | 180,185 |
| 6 | 190,0 | 186,103 | 183,505 | 182,639 | |
| 4 | 190,0 | 187,402 | 185,670 | 185,093 | |
| 3 | 190,0 | 188,051 | 186,752 | 186,319 | |
| 2 | 190,0 | 188,701 | 187,835 | 187,546 | |
| 195 | 6 | 195,0 | 191,103 | 188,505 | 187,639 |
| 4 | 195,0 | 192,402 | 190,670 | 190,093 | |
| 3 | 195,0 | 193,051 | 191,752 | 191,319 | |
| 2 | 195,0 | 193,701 | 192,835 | 192,546 | |
| 200 | 8 | 200,0 | 194,804 | 191,340 | 190,185 |
| 6 | 200,0 | 196,103 | 193,505 | 192,639 | |
| 4 | 200,0 | 197,402 | 195,670 | 195,093 | |
| 3 | 200,0 | 198,051 | 196,752 | 196,319 | |
| 2 | 200,0 | 198,701 | 197,835 | 197,546 | |
| 205 | 6 | 205,0 | 201,103 | 198,505 | 197,639 |
| 4 | 205,0 | 202,402 | 20,670 | 200,093 | |
| 3 | 205,0 | 203,051 | 201,752 | 201,319 | |
| 210 | 8 | 210,0 | 204,804 | 201,340 | 200,185 |
| 6 | 210,0 | 206,103 | 203,505 | 202,639 | |
| 4 | 210,0 | 207,402 | 205,670 | 205,093 | |
| 3 | 210,0 | 208,051 | 206,752 | 206,319 | |
| 215 | 6 | 215,0 | 211,103 | 208,505 | 2,07,639 |
| 4 | 215,0 | 212,402 | 210,670 | 210,093 | |
| 3 | 215,0 | 213,051 | 211,752 | 211,319 | |
| 220 | 8 | 220,0 | 214,804 | 211,340 | 210,185 |
| 6 | 220,0 | 216,103 | 213,505 | 212,639 | |
| 4 | 220,0 | 217,402 | 215,670 | 215,093 | |
| 3 | 220,0 | 218,051 | 216,752 | 216,319 | |
| 225 | 6 | 225,0 | 221,103 | 218,505 | 217,639 |
| 4 | 225,0 | 222,402 | 220,670 | 220,093 | |
| 3 | 225,0 | 223,051 | 221,752 | 221,319 | |
| 230 | 8 | 230,0 | 224,804 | 221,340 | 220,185 |
| 6 | 230,0 | 226,103 | 223,505 | 222,639 | |
| 4 | 230,0 | 227,402 | 225,670 | 225,098 | |
| 3 | 230,0 | 228,051 | 226,752 | 226,319 | |
| 235 | 6 | 235,0 | 231,103 | 228,505 | 227,639 |
| 4 | 235,0 | 232,402 | 230,670 | 230,093 | |
| 3 | 235,0 | 233,051 | 231,752 | 231,319 | |
| 240 | 8 | 240,0 | 234,804 | 231,340 | 230,185 |
| 6 | 240,0 | 236,103 | 233,505 | 232,639 | |
| 4 | 240,0 | 237,402 | 235,670 | 235,093 | |
| 3 | 240,0 | 238,051 | 236,752 | 236,319 | |
| 245 | 6 | 245,0 | 241,103 | 238,505 | 237,639 |
| 4 | 245,0 | 242,402 | 240,670 | 240,093 | |
| 3 | 245,0 | 243,051 | 241,752 | 241,319 | |
| 250 | 8 | 250,0 | 244,804 | 241,340 | 240,185 |
| 6 | 250,0 | 246,103 | 243,505 | 242,639 | |
| 4 | 250,0 | 247,402 | 245,670 | 245,093 | |
| 3 | 250,0 | 248,051 | 246,752 | 246,319 | |
| 255 | 6 | 255,0 | 21,103 | 248,505 | 247,639 |
| 4 | 255,0 | 252,402 | 250,670 | 250,093 | |
| 3 | 255,0 | 253,051 | 251,752 | 251,319 | |
| 260 | 8 | 260,0 | 254,804 | 251,340 | 250,185 |
| 6 | 260,0 | 256,103 | 253,505 | 252,639 | |
| 4 | 260,0 | 257,402 | 255,670 | 255,093 | |
| 3 | 260,0 | 258,051 | 256,752 | 256,319 | |
| 265 | 6 | 265,0 | 261,103 | 258,505 | 257,639 |
| 4 | 265,0 | 262,402 | 260,670 | 260,093 | |
| 3 | 265,0 | 263,051 | 261,752 | 261,319 | |
| 270 | 8 | 270,0 | 264,804 | 261,340 | 260,185 |
| 6 | 270,0 | 266,103 | 263,505 | 262,639 | |
| 4 | 270,0 | 267,402 | 265,670 | 265,093 | |
| 3 | 270,0 | 268,051 | 266,752 | 266,319 | |
| 275 | 6 | 275,0 | 271,103 | 268,505 | 267,639 |
| 4 | 275,0 | 272,402 | 270,670 | 270,093 | |
| 3 | 275,0 | 273,051 | 271,752 | 271,319 | |
| 280 | 8 | 280,0 | 274,804 | 271,340 | 270,185 |
| 6 | 280,0 | 276,103 | 273,505 | 272,639 | |
| 4 | 280,0 | 277,402 | 275,670 | 275,093 | |
| 3 | 280,0 | 278,051 | 276,752 | 276,319 | |
| 285 | 6 | 285,0 | 281,103 | 278,505 | 277,639 |
| 4 | 285,0 | 282,402 | 280,670 | 280,093 | |
| 3 | 285,0 | 283,051 | 281,752 | 281,319 | |
| 290 | 8 | 290,0 | 284,804 | 281,340 | 280,185 |
| 6 | 290,0 | 286,103 | 283,505 | 282,639 | |
| 4 | 290,0 | 287,402 | 285,670 | 285,093 | |
| 3 | 290,0 | 288,051 | 286,752 | 286,319 | |
| 295 | 6 | 295,0 | 291,103 | 288,505 | 287,639 |
| 4 | 295,0 | 292,402 | 290,670 | 290,093 | |
| 3 | 295,0 | 293,051 | 291,752 | 291,319 | |
| 300 | 8 | 300,0 | 294,804 | 291,340 | 290,185 |
| 6 | 300,0 | 296,103 | 293,505 | 292,639 | |
| 4 | 300,0 | 297,402 | 295,670 | 295,093 | |
| 3 | 300,0 | 298,051 | 296,752 | 296,319 | |
| 310 | 6 | 310,0 | 306,103 | 303,505 | 302,639 |
| 4 | 310,0 | 307,402 | 305,670 | 305,093 | |
| 320 | 8 | 320,0 | 314,804 | 311,340 | 310,185 |
| 6 | 320,0 | 3!6,103 | 313,505 | 312,639 | |
| 4 | 320,0 | 317,402 | 315,670 | 315,093 | |
| 330 | 6 | 330,0 | 326,103 | 323,505 | 322,639 |
| 4 | 330,0 | 327,402 | 325,670 | 325,093 | |
| 340 | 8 | 340,0 | 334,804 | 331,340 | 330,185 |
| 6 | 340,0 | 336,103 | 333,505 | 332,639 | |
| 4 | 340,0 | 337,402 | 335,670 | 335,093 | |
| 350 | 6 | 350,0 | 346,103 | 343,505 | 342,639 |
| 4 | 350,0 | 347,402 | 345,670 | 345,093 | |
| 360 | 8 | 360,0 | 354,804 | 351,340 | 350,185 |
| 6 | 360,0 | 356,103 | 353,505 | 352,639 | |
| 4 | 360,0 | 357,402 | 355,670 | 355,093 | |
| 370 | 6 | 370,0 | 366,103 | 363,505 | 362,639 |
| 4 | 370,0 | 367,402 | 365,670 | 365,093 | |
| 380 | 8 | 380,0 | 374,804 | 371,340 | 370,185 |
| 6 | 380,0 | 376,103 | 373,505 | 372,639 | |
| 4 | 380,0 | 377,402 | 375,670 | 375,093 | |
| 390 | 6 | 390,0 | 386,103 | 383,505 | 382,639 |
| 4 | 390,0 | 387,402 | 385,670 | 385,093 | |
| 400 | 8 | 400,0 | 394,804 | 391,340 | 390,185 |
| 6 | 400,0 | 396,103 | 393,505 | 392,639 | |
| 4 | 400,0 | 397,402 | 395,670 | 395,093 | |
| 410 | 6 | 410,0 | 406,103 | 403,505 | 402,639 |
| 420 | 8 | 420,0 | 414,804 | 411,340 | 410,185 |
| 6 | 420,0 | 416,103 | 413,505 | 412,639 | |
| 430 | 6 | 430,0 | 426,103 | 423,505 | 422,639 |
| 440 | 8 | 440,0 | 434,804 | 431,340 | 430,185 |
| 6 | 440,0 | 436,103 | 433,505 | 432,639 | |
| 450 | 6 | 450,0 | 446,103 | 443,505 | 442,639 |
| 460 | 8 | 460,0 | 454,804 | 451,340 | 450,185 |
| 6 | 460,0 | 456,103 | 453,505 | 452,639 | |
| 470 | 6 | 470,0 | 466,103 | 463,505 | 462,639 |
| 480 | 8 | 480,0 | 474,804 | 471,340 | 470,185 |
| 6 | 480,0 | 476,103 | 473,505 | 472,639 | |
| 490 | 6 | 490,0 | 486,103 | 483,505 | 482,639 |
| 500 | 8 | 500,0 | 494,804 | 491,340 | 490,185 |
| 6 | 500,0 | 496,103 | 493,505 | 492,639 | |
| 510 | 6 | 510,0 | 506,103 | 503,505 | 502,639 |
| 520 | 8 | 520,0 | 514,804 | 511,340 | 510,185 |
| 6 | 520,0 | 516,103 | 513,505 | 512,639 | |
| 530 | 6 | 530,0 | 526,103 | 523,505 | 522,639 |
| 540 | 8 | 540,0 | 534,804 | 531,340 | 530,185 |
| 6 | 540,0 | 536,103 | 533,505 | 532,639 | |
| 550 | 6 | 550,0 | 546,103 | 543,505 | 542,639 |
| 560 | 8 | 560,0 | 554,804 | 551,340 | 550,185 |
| 6 | 560,0 | 556,103 | 553,505 | 552,639 | |
| 570 | 6 | 570,0 | 566,103 | 563,505 | 562,639 |
| 580 | 8 | 580,0 | 574,804 | 571,340 | 570,185 |
| 6 | 580,0 | 576,103 | 573,505 | 572,639 | |
| 590 | 6 | 590,0 | 586,103 | 583,505 | 582,639 |
| 600 | 8 | 600,0 | 594,804 | 591,340 | 590,185 |
| 6 | 600,0 | 596,103 | 593,505 | 592,639 | |
Резьба метрическая: применение, параметры, таблицы, ГОСТ
Метрическая резьба является одним из основных типов, используемых в крепежных элементах. Применяется при создании винтовых пар инструментов и приборов. Профиль нарезки — равнобедренный треугольник, имеющий угол вершины 60°. Профиль болтов и гаек совпадает. Метрической она называется потому, что геометрические характеристики измерены в миллиметрах. Создается как на цилиндрических, так и конических деталях.
Применяется при создании винтовых пар инструментов и приборов. Профиль нарезки — равнобедренный треугольник, имеющий угол вершины 60°. Профиль болтов и гаек совпадает. Метрической она называется потому, что геометрические характеристики измерены в миллиметрах. Создается как на цилиндрических, так и конических деталях.
Особенности
- В России основная масса крепежных соединений и деталей основана на метрическом типе.
- Угол профилей нарезки – 60 градусов.
- Миллиметры в качестве измерителя размеров.
Разделяется на крупный и мелкий шаг:
- Крупный используется в диаметрах от 1 до 68 миллиметров, а мелкий может использоваться от 1 до 600.
- Крупная нарезка актуальна для соединений, испытывающих ударные нагрузки.
- Мелкая – для создания соединений повышенной герметичности.
- Мелкий шаг активно применяется в создании регулировочных соединений, так как позволяет с легкостью проводить регулировку параметров.
- Вся современная техника и машины проектируется на основе метрического типа.
Области применения и характеристики
В основной мере используется в создании разнообразных крепежей:
- Анкерные и обычные болты;
- Гайки;
- Шпильки;
- Винты.
При этом крупный шаг используется при воздействии излишних нагрузок, а маленький, соответственно, при наличии малых.
Конические детали с метрической резьбой применяются тогда, когда стыку требуется создание повышенной герметичности. За счет профилей на конической поверхности удается создавать особую плотность без применения дополнительного уплотнителя. За счет этого свойства она активно применяется во время монтажа трубопроводов, создании пробок.
Необходимо обратить внимание на то, что профиль метрического типа будет идентичен как на цилиндрической, так и на конической поверхности.
К числу основных характеристик можно отнести:
- Размер – диаметр и шаг;
- Направление – левое или правое;
- Месторасположение – внутри или снаружи.

Существует еще ряд параметров, которые определяют разделение на типы.
Геометрия
Геометрические характеристики метрической резьбы следующие:
- Номинальное значение диаметра определяется буквами D и d. Заглавная обозначает наружное значение, а прописная – внутреннее.
- Среднее значение диаметра исходя из размещения внутри или снаружи маркируется D2 и d.
Внутренний диаметр, который также зависит от размещения внутри или снаружи, обозначается D1 и d. - Внутренние диаметры болтов необходимы для определения напряжения, которое будет возникать в крепежном соединении.
- Шаг определяется как промежуток между вершиной или впадиной близлежащих витков.
- Высота профиля резьбового элемента маркируется буквой H.
Поля допусков
Бывают одного из 3 типов:
- Точные –с повышенными требованиями к точности;
- Средние – для элементов общего применения;
- Грубые – используются, например, при нарезке в глубоких глухих отверстиях или горячекатаном прутке.
Данный параметр определяется по соответствующим таблицам. Во время выбора необходимо соблюдать следующую последовательность:
- Выбор полей допусков, выделенные жирным.
- Которые прописаны светлыми буквами.
- Значения, размещенные в круглых скобках.
- Размещенные в квадратных скобках.
Обозначения
Резьба обладает двумя основными характеристиками
- Номинальный диаметр.
- Шаг.
Используются цифробуквенные обозначения, например, стандартные М40. В этом случае:
- М- тип нарезки, что значит «метрическая».
- 40 – номинальный диаметр, то есть сорок миллиметров.
- При наличии крупного шага он не обозначается в маркировке. Определяется исключительно по ГОСТ.
Для другого примера стоит разобрать еще один вариант, имеющий мелкий шаг – М30х2.
- Диаметр – 30 мм;
- М- наличие метрической нарезки;
- Шаг – 2 мм.

Существуют еще важные особенности, которые имеют данные резьбы. Так как существует лево- и правосторонняя, то эта характеристика может быть в маркировке. Однако, по традиции, правосторонняя в обозначении также не отражается. При наличии левосторонней маркировка будет выглядеть, например, так – М30 LH.
Число заходов. В однозаходном варианте количество также не отражается, так как оно равно 1. При наличии многозаходной нарезки обозначение будет выглядеть так – М20х3 (Р2).
При маркировке еще определяется одна из трех групп по длине свинчивания:
- N – нормальная. Обычно не прописывается.
- S – короткая.
- L – длинная.
Укороченная или удлиненные нарезки прописываются в обозначении после полей допуска и отграничиваются от них горизонтальной линией.
Помимо этого, определяется посадка. Записывается в форме дроби: числитель – параметр внутренней резьбы, относящийся к полю допуска, знаменатель –допуск для наружной.
Размеры резьбы — таблицы переводов
Приводим таблицу диаметров метрической резьбы, которая поможет отличить и понимать особенности дюймовых и метрических резьб. Все значения с диаметрами и шагом приведены в миллиметрах.
Данные также помогают осуществить перевод, понять разницу и калибры рассматриваемой нарезки.
Особенности нарезки
После того как определен диаметр и прочие параметры необходимой резьбы, следует подбирать метчик и выполнять процесс нарезания. Методика предполагает следующую последовательность нанесения:
- Деталь закрепляется в тисках.
- Ось будущего отверстия должна располагаться перпендикулярно плоскости стола.
- Метчик помещается в заранее подготовленную фаску в отверстии детали.
- С небольшим усилием метчик прижимается к заготовке и осуществляется вращение по часовой стрелке.
- Движение должно производится плавное и равномерное.
- Следует совершить 2 полных оборота. Затем на пол-оборота инструмент выворачивается.
Необходимо обратить внимание, что внутреннюю резьбу желательно выполнять несколькими метчиками. Для начала совершается проход черновым инструментом, после средним, а в завершение чистовым. Убрав из процесса один из них, ускорить процедуру не получится, а вот ухудшить результат легко.

Для создания наружной нарезки используется лерка (плашка), работа которой строится аналогичным образом.
Создать метрическую резьбу не составит труда даже неопытному мастеру. Необходимо лишь применять соответствующий инструмент, использовать справочник и учитывать данные таблиц. Изображения и фото же, представленные на сайте, помогут понять, чем отличаются различные размеры и типы.
Действующие стандарты
Наиболее используемым действующим государственным стандартом является ГОСТ 24705-2004 «Резьба метрическая. Основные размеры». Европейские стандарты предполагают действие ISO 724:1993. Этот же документ регламентирует ГОСТ 9150 – 59 и ГОСТ 8724—2002.
Также следует учитывать ГОСТ 11708—82 и ГОСТ 16093—2004.
Размеры резьбы метрической
Метрические размеры резьбы М5-М48.
Диаметры отверстий и диаметры сверл под нарезание метрической резьбы с различными шагами.
| Номинальный диаметр резьбы | Шаг резьбы | После допуска резьбы | Диаметр сверла под резьбу | ||
| Крупный | Мелкий | 6H | Пред. откл. | ||
| 5 | 0,8 | — | 4,2 | 0,13 | 4,2 |
| 6 | 1 | — | 4,95 | 0,2 | 5 |
| — | 0,5 | 5,5 | 0,1 | 5,5 | |
| — | 0,75 | 5,2 | 0,17 | 5,25 | |
| 8 | 1,25 | — | 6,7 | 0,2 | 6,8 |
| — | 0,5 | 7,5 | 0,1 | 7,5 | |
| — | 0,75 | 7,2 | 0,17 | 7,25 | |
| — | 1 | 6,95 | 0,2 | 7 | |
| 10 | 1,5 | — | 8Л3 | 0,22 | 8,5 |
| — | 0,5 | 9,5 | 0,1 | 9,5 | |
| — | 0,75 | 9,2 | 0,17 | 9,25 | |
| — | 1 | 8,95 | 0,2 | 9 | |
| — | 1,25 | 8,7 | 0,2 | 8,8 | |
| 12 | 1,75 | — | 10,2 | 0,27 | 10,2 |
| — | 0,5 | 11,5 | 0,1 | 11,5 | |
| — | 0,75 | 11,2 | 0,17 | 11,25 | |
| — | 1 | 10,95 | 0,2 | 11 | |
| — | 1,25 | 10,7 | 0,2 | 10,8 | |
| — | 1,5 | 10,43 | 0,22 | 10,5 | |
| 14 | 2 | — | 11,9 | 0,3 | 12 |
| — | 0,5 | 13,5 | 0,1 | 13,5 | |
| — | 0,75 | 13,2 | 0,17 | 13,25 | |
| — | 1 | 12,95 | 0,2 | 13 | |
| — | 1,25 | 12,7 | 0,2 | 12,8 | |
| — | 1,5 | 12,43 | 0,22 | 12,5 | |
| 16 | 2 | — | 13,9 | 0,3 | 14 |
| — | 0,5 | 15,5 | 0,1 | 15,5 | |
| — | 0,75 | 15,2 | 0,17 | 15,25 | |
| — | 1 | 14,95 | 0,2 | 15 | |
| — | 1,5 | 14,43 | 0,22 | 14,5 | |
| 18 | 2,5 | — | 15,35 | 0,4 | 15,5 |
| — | 0,5 | 17,5 | 0,1 | 17,5 | |
| — | 0,75 | 17,2 | 0,17 | 17,25 | |
| — | 1 | 16,95 | 0,2 | 17 | |
| — | 1,5 | 16,43 | 0,22 | 16,5 | |
| — | 2 | 15,9 | 0,3 | 16 | |
| 20 | 2,5 | — | 17,35 | 0,4 | 17,5 |
| — | 0,5 | 19,5 | 0,1 | 19,5 | |
| — | 0,75 | 19,2 | 0,17 | 19,25 | |
| — | 1 | 18,95 | 0,2 | 19 | |
| — | 1,5 | 18,43 | 0,22 | 18,5 | |
| — | 2 | 17,9 | 0,3 | 18 | |
| 22 | 2,5 | — | 19,35 | 0,4 | 19,5 |
| — | 0,5 | 21,5 | 0,1 | 21,5 | |
| — | 0,75 | 21,2 | 0,17 | 21,25 | |
| — | 1 | 20,95 | 0,2 | 21 | |
| — | 1,5 | 20,43 | 0,22 | 20,5 | |
| — | 2 | 19,9 | 0,3 | 20 | |
| 24 | 3 | — | 20,85 | 0,4 | 21 |
| — | 0,75 | 23,2 | 0,17 | 23,25 | |
| — | 1 | 22,95 | 0,2 | 23 | |
| — | 1,5 | 22,43 | 0,22 | 22,5 | |
| — | 2 | 21,9 | 0,3 | 22 | |
| 27 | 3 | — | 23,85 | 0,4 | 24 |
| — | 0,75 | 26,2 | 0,17 | 26,25 | |
| — | 1 | 25,95 | 0,2 | 26 | |
| — | 1,5 | 25,43 | 0,22 | 25,5 | |
| — | 2 | 24,9 | 0,3 | 25 | |
| 30 | 3,5 | — | 26,3 | 0,48 | 26,5 |
| — | 0,75 | 29,2 | 0,17 | 29,25 | |
| — | 1 | 28,95 | 0,2 | 29 | |
| — | 1,5 | 28,43 | 0,22 | 28,5 | |
| — | 2 | 27,9 | 0,3 | 28,3 | |
| — | 3 | 26,85 | 0,4 | 27 | |
| 33 | 3,5 | — | 29,3 | 0,48 | 29,5 |
| — | 0,75 | 32,2 | 0,17 | 32,25 | |
| — | 1 | 31,95 | 0,2 | 32 | |
| — | 1,5 | 31,43 | 0,22 | 31,5 | |
| — | 2 | 30,9 | 0,3 | 31 | |
| — | 3 | 29,85 | 0,4 | 30 | |
| 36 | 4 | — | 31,8 | 0,48 | 32 |
| — | 1 | 34,95 | 0,2 | 35 | |
| — | 1,5 | 34,43 | 0,22 | 34,5 | |
| — | 2 | 33,9 | 0,3 | 34 | |
| — | 3 | 32,85 | 0,4 | 33 | |
| 39 | 4 | — | 34,8 | 0,48 | 35 |
| — | 1 | 37,95 | 0,2 | 38 | |
| — | 1,5 | 37,43 | 0,22 | 37,5 | |
| — | 2 | 36,9 | 0,3 | 37 | |
| — | 3 | 35,85 | 0,4 | 36 | |
| 42 | 4,5 | — | 37,25 | 0,55 | 37,5 |
| — | 1 | 40,95 | 0,2 | 41 | |
| — | 1,5 | 40,43 | 0,22 | 40,5 | |
| — | 2 | 39,9 | 0,3 | 40 | |
| — | 3 | 38,85 | 0,4 | 39 | |
| — | 4 | 37,8 | 0,48 | 38 | |
| 45 | 4,5 | — | 40,25 | 0,55 | 40,5 |
| — | 1 | 43,95 | 0,2 | 44 | |
| — | 1,5 | 43,43 | 0,22 | 43,5 | |
| — | 2 | 42,9 | 0,3 | 43 | |
| — | 3 | 41,85 | 0,4 | 42 | |
| — | 4 | 40,8 | 0,48 | 41 | |
| 48 | 5 | — | 42,7 | 0,6 | 43 |
| — | 1 | 46,95 | 0,2 | 47 | |
| — | 1,5 | 46,43 | 0,22 | 46,5 | |
| — | 2 | 45,9 | 0,3 | 46 | |
| — | 3 | 44,85 | 0,4 | 45 | |
| — | 4 | 43,8 | 0,48 | 44 | |
Отличие резьбы метрической от трубной: талицы размеров резьб
Автор Монтажник На чтение 9 мин. Просмотров 14.3k. Обновлено
Просмотров 14.3k. Обновлено
Резьбовые соединения являются одними из основных методов стыковки элементов трубопроводных магистралей, иногда при монтаже линий с трубами своими руками можно столкнуться с их различными типами. Поэтому при подборе материалов и комплектующих при самостоятельном устройстве трубопроводов, полезно знать отличие резьбы метрической от трубной.
По принятым стандартам трубную резьбу измеряют в специальных и обычных дюймах, она насчитывает несколько видов, которые в зависимости от назначения отличаются определенными параметрами. При самостоятельном ручном или механическом нарезании на токарных станках эти различия необходимо учитывать для того, чтобы правильно выбрать размеры, обеспечивающие наиболее качественные стыки для определенных условий эксплуатации.
Рис.1 Профильные размеры конусной резьбы
Почему в дюймах
Хотя в странах мира повсеместно распространена метрическая система измерений, и резьбовой шаг привязан к миллиметру, вся современная сантехника, насосное, отопительное оборудование и прочие системы с использованием трубопроводов рассчитаны на систему измерения в дюймах.
Связано это с тем, что неметрическая система вместе со всем оборудованием пришла к нам из развитых стран мира, где вся промышленность с 15 века были ориентирована на английский дюйм, приблизительно равный ширине большого пальца в 25,4 мм. Появившаяся значительно позднее в 19 веке система с основной размерной единицей в 1 метр используется везде, но так и не смогла вытеснить дюймы из измерений элементов оборудования, газовых и водопроводных магистралей.
Частично это произошло потому, что считать десятые доли миллиметров слишком неудобно и при этом страдает точность, в то время, как резьбовые элементы в полдюйма, три четверти, полтора и так далее проще обозначать и производить. При изготовлении бытовой сантехники стандартный дюймовый шаг составляет 1/4″ — это в 6 раз больше миллиметра и позволяет существенно уменьшить число типоразмеров соединительных патрубков сантехнической арматуры.
Рис.2 Цилиндрический профиль и его размерные показатели
Параметры резьбы
Любая резьба определяется показателями:
- Наружный диаметр. Соответствует расстоянию от вершин гребней на разных сторонах и равен окружности цилиндра, на который производится нарезание.
- Внутренний диаметр. Расстояние между впадинами диаметрально расположенных профильных гребней.
- Шаг или ход. Расстояние между вершинами профиля резьбы. В трубных накатках оно измеряется витками на дюйм.
- Профильный угол. Измеренный в градусах угол конусного гребня.
- Глубина. Высота гребня от верха до его основания.
Трубные резьбы, применяемые в быту
Отечественными ГОСТ регламентируется два основных вида трубной резьбы: конические и цилиндрические, главное отличие которых состоит в профиле заготовки. В первом случае он конической формы (конусность 1 к 16), во втором типе основанием является цилиндрическая заготовка.
Также известны американские разновидности стандартов трубных дюймовых накаток NPSM и NPT, главное отличие которых — профильный угол в 60 градусов. Отечественный аналог американского стандарта NPT — ГОСТ 6111-52 на коническую резьбу с углом конуса гребня в 60 градусов.
Рис. 3 Таблица резьбы трубной конической
Коническая трубная резьба по ГОСТ 6211-81 и ее маркировка
Резьбовые соединения этого вида предназначены для работы в условиях высокого давления, применяются в гидравлических системах мобильного инструмента, приводящих в движение тяжелые механизмы (гидростанции), для подключения гибких рукавов и муфт, рассчитанных на давление 700 и более бар. Данный вид резьбового соединения имеет следующие особенности:
- ГОСТ регламентирует не только максимальный наружный диаметр в 6″, но и длину нарезки, которая разбивается на полную длину и рабочую часть.
- Уклон конуса имеет соотношение 1:16 по всей длине, ход резьбовой насечки включает в себя четыре позиции и привязан к внешнему диаметру.
- Маркировка включает в себя номинальный диаметр резьбы в дюймах и тип изделия, который обозначается латинской буквой R с дополнительными символами C и Р, означающими внутреннюю коническую или внутреннюю цилиндрическую нарезку. Направление указывается для левостороннего исполнения, имеет символьное обозначение LH.

Рис.4 Трубная цилиндрическая дюймовая резьба
Цилиндрическая трубная резьба по ГОСТ 6357-81 и ее обозначение
Применяют дюймовые резьбы цилиндрической формы для состыковки металлических трубопроводов водопроводных и газовых систем, внутренняя накатка согласуется с наружной конической по ГОСТ 6211-81. При ее изготовлении за основу была принята мелкая резьба Уитворта (европейская маркировка BSW), она совместима еще с одним евростандартом BSP, ее основные параметры следующие:
- Как и в конической, максимальный размер окружности заготовок, на которые нарезается резьба, составляет 6 трубных дюймов.
- Шаг имеет 4 типоразмера с количеством нитей 11, 14, 19, 29 на стандартный дюйм, он привязан к наружному диаметру.
- Наружные диаметры разбиты на два ряда, которые при измерении принято обозначать номерами, при выборе размеров предпочтение отдается первому ряду. В отличие от конической, для цилиндрической длина не регламентируется.
- Обозначение цилиндрической резьбы состоит из символа G, размера и класса точности, левое исполнение дополняется символами LH, в обозначении могут быть приведены данные о длине свинчивания L в миллиметрах, которые добавляются в конце. Например обозначение G1 1/2 LH — B — 50 указывает на цилиндрическую левостороннюю резьбу класса точности В диаметром 1/2″ и длиной 50 мм.
Рис. 5 Таблица стандартов дюймовых конических резьб NPT и ГОСТ 6111-52
Отличие резьбы метрической от трубной
Основными показателями резьбовых накаток являются их диаметр и шаг, которые регламентируются соответствующими нормативами.
Широко распространенная метрическая резьба, применяемая во всех сферах промышленности, отличается от трубной по следующим параметрам:
Размеры. Трубная имеет наружный диаметр, кратный специальному фиксированному трубному дюйму (33,24 мм.) и его десятым долям, при этом дюйм не является величиной, кратно связанной с единицами измерения в миллиметрах. Понятно, что элемент с дюймовой нарезкой не может подойти по размерным показателям к изделию, выполненному по метрическим стандартам. В трубной резьбе шаг измеряется в количестве ниток на дюйм — из этого следует, шаг резьбы в миллиметрах не будет совпадать с дюймовым.
Трубная имеет наружный диаметр, кратный специальному фиксированному трубному дюйму (33,24 мм.) и его десятым долям, при этом дюйм не является величиной, кратно связанной с единицами измерения в миллиметрах. Понятно, что элемент с дюймовой нарезкой не может подойти по размерным показателям к изделию, выполненному по метрическим стандартам. В трубной резьбе шаг измеряется в количестве ниток на дюйм — из этого следует, шаг резьбы в миллиметрах не будет совпадать с дюймовым.
Все вышесказанное означает, что на практике метрическую гайку не накрутишь на болт с дюймовой накаткой — детали не совпадут по ходу и диаметру.
Профильный угол. Трубная нарезка, регламентированная отечественными ГОСТ 6211-81, 6357-81, имеет профиль равностороннего треугольника с углом конусного гребня в 55 град., в то время как в метрической этот показатель равен 60 град. Понятно, что помимо различного диаметра и шага, эти резьбовые соединения не смогут работать в паре по причине разного угла конусных гребней.
Рис. 6 Резьба NTPS
Накатка. Трубная резьбовая накатка проводится на заготовки с учетом толщины их стенок и внешних габаритов — это позволяет получить максимально прочную стыковку изделий, зависящую от их физических и механических характеристик заготовок. Трубная резьба отличается от метрической тем, что по стандарту для каждого диаметра установлен свой шаг — это позволяет при соблюдении нормативов обеспечить резьбовому стыку высокую и заранее рассчитанную прочность.
Маркировка и обозначение. В государственных стандартах основные трубные резьбовые размеры привязаны к дюйму (обозначается одной или двумя косыми чертами), в то время как метрические приведены в миллиметрах. Основная разница видов в указании хода — в дюймовом варианте указывается количество ниток на 1″.
Рис. 7 Таблица метрической конической резьбы
Нарезка трубной резьбы своими руками
Как и метрическая, трубная резьба бывает наружной и внутренней, выполняется ручными или механическими способами. Для создания нарезки ручным способом используют метчики (для внутренней насечки) и плашки (для нарезания внешних поверхностей).
Для создания нарезки ручным способом используют метчики (для внутренней насечки) и плашки (для нарезания внешних поверхностей).
Самостоятельная нарезка резьбы на трубе внутри и снаружи проводится в следующем порядке:
- Перед нарезанием стачивают внешнюю или внутреннюю кромки, делая небольшую фаску — это помогает установить режущий инструмент без перекосов. Также под рукой необходимо иметь машинное масло, которым будет смазываться поверхность трубы и режущий инструмент в процессе проведения работ.
- Труба надежно фиксируется в тисках и смазывается машинным маслом, плашка закрепляется в плашкодержателе, а метчик в воротке, после чего инструмент надевают или вставляют в трубу.
- Вращая плашку или метчик, вворачивают их в заготовку на необходимую глубину. Вращательные движения совершает в одну и другую сторону, при большой глубине нарезания плашку или метчик периодически извлекают и очищают от стружки вместе с поверхностью детали.
Рис.8 Ручной способ создания резьбы
Для качественного выполнения нарезаемой резьбы используются два типа плашек и метчиков: черновые и чистовые, первыми, более выработанными, проход совершают в начале, после чего проходку довершают чистовыми.
При наличии в домашнем хозяйстве токарного станка, применяют механический способ нарезания, при этом выполняемая работа состоит из следующих операций:
- Трубу фиксируют в патроне токарно-винтового станка, в его суппорт устанавливают специальный резец.
- Включают станок, выставляют заданные режимы скорости вращения шпинделя и движения суппорта с резцом, а также глубину погружения резца. Прорезание наружной трубной поверхности проводят с применением смазывающей охлаждающей жидкости или масла.
- В начале вырезают фаску, затем совершают проходы, с каждым постепенно увеличивая глубину погружения резца. Последний проход совершают с минимальным снятием металла на малых оборотах.
Рис.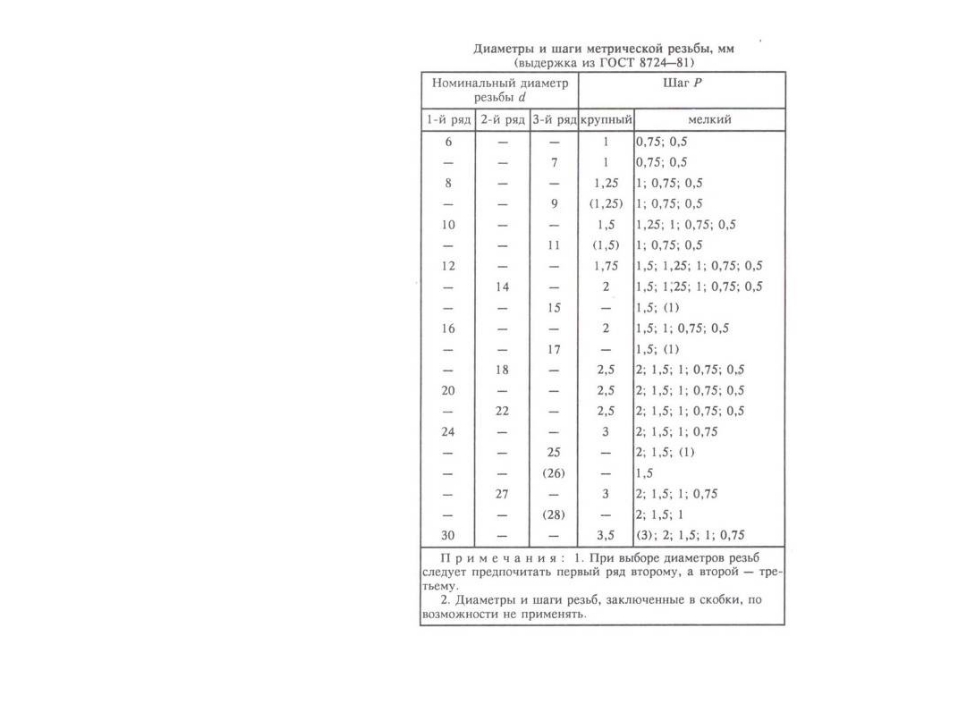 9 Изготовление резьбы на токарном станке
9 Изготовление резьбы на токарном станке
Определение размеров резьбы
Определение диаметра и хода дюймовой резьбы может понадобиться в случае подбора деталей по своим параметрам, аналогичным используемым.
Для установления данных значений используется инструменты, аналогичные метрическим — калибры, гребенчатые резьбомеры, штангенциркули. Еще одним бытовым вариантом получения необходимой информации является использование изделий, с известными характеристиками. В этом случае накручивание гайки с известным диаметром и шагом на болт или наоборот, если процесс прошел без затруднений и соединение плотно зафиксировано, помогает в определении искомых размеров.
Процесс определения диаметра при помощи штангенциркуля не вызовет затруднений даже у школьника, как и замер хода с помощью гребенчатого резьбомера. Для определения шага к нарезной поверхности прикладывают гребенчатые пластинки с порезанным профилем, при их взаимном совпадении шаг определяется по маркировке на гребенках.
Для точного определения внутреннего диаметра, шага и проверки качества выполнения изделия в промышленности используются специальные калибры. Определить резьбу на трубе с их помощью можно вкручиванием во внутренние или на внешние стенки изделия.
Рис.10 Инструмент для определения резьбового шага и диаметра
Параметров, по которым трубная резьба отличается метрической, довольно много: помимо того, что угол витка первой составляет 55 градусов, ее размерные показатели взаимосвязаны между собой (каждый диаметр имеет соответствующее количество витков) и привязаны к дюймам. При этом в ГОСТ для измерения диаметра указаны специальные трубные дюймы (соответствуют 33,24 мм.), а шаг определяется количеством витков на обычный дюйм (25,4 мм.) и включает четыре типоразмера.
Параметры резьбы
Размеры резьбы и точность ее профиля являются решающими факторами при определении следующего:
- возможно ли выполнение поверхностной обработки болта;
- возможно ли свободное соединение;
- сможет ли резьба выдерживать усилия, на которое рассчитано соединение деталей.
Расчет параметров резьбы основывается на номинальном диаметре резьбы, шаге резьбы и внутреннем диаметре резьбы:
|
D… Номинальный наружный диаметр внутренней резьбы (гайка)
d… Номинальный наружный диаметр наружной резьбы (болт)
_____________________________________________________
D/d Номинальный диаметр резьбы
D2/d2 Номинальный средний диаметр резьбы
D1/d3 Номинальный внутренний диаметр резьбы
P Шаг резьбы
|
Значение диаметров метрической резьбы вычисляют по формулам:
D2 (d2) = D(d) — 0,6495P
D1 (d1) = D(d) — 1,0825P
Размеры наружной резьбы (болта) измеряются калибрами, микрометрами или оптическими измерительными приборами, в то время как внутренняя резьба (гайка) измеряется цилиндрическими калибрами.
Основные параметры резьбы, учитываемые при соединении деталей:
Допуск на резьбу
Устанавливается допуски для двух диаметров резьбы – среднего диаметра и диаметра выступов (наружного диаметра наружной резьбы и внутреннего диаметра внутренней резьбы).
Допуск среднего диаметра резьбы определяет допустимую степень отклонения номинального среднего диаметра наружной (d2) и внутренней резьбы (D2).
Допуск на диаметр выступов устанавливает допустимую степень отклонения номинального наружного диаметра (d) крепежа с наружной резьбой (например, болты, винты) и номинального внутреннего диаметра (D) крепежа с внутренней резьбой (например, гайки).
Значение допуска среднего диаметра и диаметра выступов всегда отрицательное для крепежа с наружной резьбой и положительное для крепежа с внутренней резьбой.
Положительный допуск на внутреннюю резьбу и отрицательный на внешнюю позволяет оставлять необходимый допуск на возможную последующую обработку.
|
0 — нулевая отметка (h/H) — Номинальный диаметр
+/- — положительные/отрицательные зоны расположения допусков
e/g/G — положение допуска относительно 0 (h/H)
6/7/8 — степень точности допуска
* — стандартный размер допуска болта/гайки
Es/ei — максимальный размер границы поля допуска
Ei/es — минимальный размер границы поля допуска
↨ — допуск зазора для антикоррозийного покрытия
|
Поле допуска
Расстояние между максимальным и минимальным значением установленного ограничения (размер поля es-ei/EI-ES) определяет поле допуска. Поле допуска резьбы образуется сочетанием полей допусков среднего диаметра и диаметра выступов.
Положение поля допуска диаметра резьбы определяется основным отклонением (верхним для наружной резьбы и нижним для внутренней резьбы) и обозначается буквой латинского алфавита, строчной для наружной резьбы и прописной для внутренней.
Обозначение поля допуска отдельного диаметра резьбы состоит из цифры, указывающей степень точности, и буквы, указывающей основное отклонение. Например, 4h; 6g; 6H.
Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра помещаемого на первом месте, и обозначения поля допуска диаметра выступов: 7g 6g (поле допуска d2 и d).
Если обозначение поля допуска диаметров выступов совпадает с обозначением поля среднего диаметра, то оно в обозначении поля допуска резьбы не повторяется.
Рекомендованные поля допуска для длины свинчивания N (до нанесения антикоррозийного покрытия) на крепеж с DIN, ISO, DIN ISO, DIN EN ISO, ГОСТ стандартами:
|
Класс точности:
|
Средний
|
Грубый
| ||
|
Резьба
|
Номинальный наружный диаметр наружной резьбы (винт, болт)
|
Номинальный наружный диаметр внутренней резьбы(гайка)
|
Номинальный наружный диаметр наружной резьбы (винт, болт)
|
Номинальный наружный диаметр внутренней резьбы(гайка)
|
|
Без покрытия
|
6g
|
6H
|
8g
|
7H
|
|
Тонкое гальваническое покрытие
| ||||
|
Крупные размеры (без покрытия)
|
6e
|
6G
|
8e
|
7G
|
|
Толстое гальваническое покрытие
| ||||
|
Класс точности продукции:
|
A, B
|
C
| ||
|
ГОСТ
|
7798-70, 7805-70
|
5915-70, 5927-70
|
15589-70
| |
|
DIN
|
931, 933
|
934
|
558, 601
|
555
|
|
ISO
|
4014, 4017
|
4032
|
4018, 4016
|
4034
|
Длина свинчивания резьбы
Длины свинчивания резьбы подразделяются на 3 группы: «короткие» S, «нормальные» N, «длинные» L. Длина свинчивания традиционных соединений (группа N) зависит от шага резьбы согласно ISO 965/DIN 13-14
Длина свинчивания традиционных соединений (группа N) зависит от шага резьбы согласно ISO 965/DIN 13-14
Длина свинчивания N max для мелкой и крупной резьбы:
|
Диаметр резьбы
|
M5
|
M6
|
M8
|
M10
|
M12
|
M14-M16
|
M18-M22
|
M24-M27
|
M30-M33
|
M36-M39
|
M42-M45
| |
|
Шаг резьбы
|
Крупная резьба
|
0,8
|
1
|
1,25
|
1,5
|
1,75
|
2
|
2,5
|
3
|
3,5
|
4
|
4,5
|
|
Мелкая резьба
|
0,5
|
0,75
|
1
|
1,25
|
1,5
|
1,5
|
2
|
2
|
2
|
3
|
3
| |
|
Длина свинчивания N max
|
Крупная резьба
|
7,5
|
9
|
12
|
15
|
18
|
24
|
30
|
36
|
45
|
53
|
63
|
|
Мелкая резьба
|
4,5
|
7,1
|
9
|
12
|
13
|
16
|
16
|
25
|
25
|
36
|
36
| |
Размеры метрической резьбы (согласно ISO 965-2 / DIN 13-20, 21, 22, 27):
|
Номи-
нальный диаметр резьбы d/D
|
Шаг резьбы P
|
Средний диаметр нулевой линии h/H
|
Наружная резьба (болт, винт)
|
Внутренняя резьба (гайка)
| ||||||||||||
|
Поле допус-
ка / поло-
жение
|
Номиналь-
ный диаметр резьбы d
|
Номиналь-
ный средний диаметр резьбы d2
|
Номиналь-
ный внутренний диаметр резьбы d3
|
Поле допус-
ка / поло-
жение
|
Номи-
нальный диаметр резьбы D мин.
|
Номи-
нальный средний диаметр резьбы D2
|
Номи-
нальный внутренний диаметр резьбы D3
| |||||||||
|
Круп-
ный
|
Мел-
кий
|
макс.
|
мин.
|
макс.
|
мин.
|
макс.
|
мин.
|
макс.
|
мин.
|
макс.
|
мин.
|
макс.
|
мин.
| |||
|
M3
|
0,5
|
|
2,675
|
6g
|
2,980
|
2,874
|
2,655
|
2,580
|
2,367
|
2,273
|
6H
|
3,000
|
2,675
|
2,775
|
2,459
|
2,599
|
|
|
|
|
6e
|
2,950
|
2,844
|
2,625
|
2,550
|
2,337
|
2,243
|
6G
|
3,020
|
2,695
|
2,795
|
2,479
|
2,619
| |
|
M4
|
0,7
|
|
3,545
|
6g
|
3,978
|
3,838
|
3,523
|
3,433
|
3,119
|
3,002
|
6H
|
4,000
|
3,545
|
3,663
|
3,242
|
3,422
|
|
|
|
|
6e
|
3,944
|
3,804
|
3,489
|
3,399
|
3,085
|
2,968
|
6G
|
4,022
|
3,567
|
3,685
|
3,264
|
3,444
| |
|
M5
|
0,8
|
|
4,48
|
6g
|
4,976
|
4,826
|
4,456
|
4,361
|
3,995
|
3,869
|
6H
|
5,000
|
4,480
|
4,605
|
4,134
|
4,334
|
|
|
|
|
6e
|
4,940
|
4,790
|
4,420
|
4,325
|
3,959
|
3,833
|
6G
|
5,024
|
4,504
|
4,629
|
4,158
|
4,358
| |
|
M6
|
1
|
|
5,35
|
6g
|
5,974
|
5,794
|
5,324
|
5,212
|
4,747
|
4,596
|
6H
|
6,000
|
5,350
|
5,500
|
4,917
|
5,153
|
|
|
|
|
6e
|
5,940
|
5,760
|
5,290
|
5,178
|
4,713
|
4,562
|
6G
|
6,026
|
5,376
|
5,526
|
4,943
|
5,179
| |
|
M8
|
1,25
|
|
7,188
|
6g
|
7,972
|
7,760
|
7,160
|
7,042
|
6,438
|
6,272
|
6H
|
8,000
|
7,188
|
7,348
|
6,647
|
6,912
|
|
|
8e
|
7,937
|
7,602
|
7,125
|
6,935
|
6,403
|
6,165
|
6G
|
8,028
|
7,216
|
7,376
|
6,675
|
6,940
| |||
|
|
1
|
7,35
|
6g
|
7,974
|
7,794
|
7,324
|
7,212
|
6,747
|
6,596
|
6H
|
8,000
|
7,350
|
7,500
|
6,917
|
7,153
| |
|
M10
|
1,5
|
|
9,026
|
6g
|
9,965
|
9,732
|
8,994
|
8,862
|
8,128
|
7,938
|
6H
|
10,000
|
9,026
|
9,206
|
8,376
|
8,676
|
|
|
8e
|
9,933
|
9,558
|
8,959
|
8,747
|
8,093
|
7,823
|
6G
|
10,032
|
9,058
|
9,238
|
8,408
|
8,708
| |||
|
|
1,25
|
9,188
|
6g
|
9,972
|
9,760
|
9,160
|
9,042
|
8,438
|
8,272
|
6H
|
10,000
|
9,188
|
9,348
|
8,647
|
8,912
| |
|
M12
|
1,75
|
|
10,863
|
6g
|
11,966
|
11,701
|
10,829
|
10,679
|
9,819
|
9,602
|
6H
|
12,000
|
10,863
|
11,063
|
10,106
|
10,441
|
|
|
8e
|
11,929
|
11,504
|
10,792
|
10,556
|
9,782
|
9,479
|
6G
|
12,034
|
10,897
|
11,097
|
10,140
|
10,475
| |||
|
|
1,5
|
11,026
|
6g
|
11,968
|
11,732
|
10,994
|
10,854
|
10,128
|
9,930
|
6H
|
12,000
|
11,026
|
11,216
|
10,376
|
10,676
| |
|
M14
|
2
|
|
12,701
|
6g
|
13,962
|
13,682
|
12,663
|
12,503
|
11,508
|
11,271
|
6H
|
14,000
|
12,701
|
12,913
|
11,835
|
12,210
|
|
|
8e
|
13,929
|
13,479
|
12,630
|
12,380
|
11,475
|
11,148
|
6G
|
14,038
|
12,739
|
12,951
|
11,873
|
12,248
| |||
|
|
1,5
|
13,026
|
6g
|
13,968
|
13,732
|
12,994
|
12,854
|
12,128
|
11,930
|
6H
|
14,000
|
13,026
|
13,216
|
12,376
|
12,676
| |
|
M16
|
2
|
|
14,701
|
6g
|
15,962
|
15,682
|
14,663
|
14,503
|
13,508
|
13,271
|
6H
|
16,000
|
14,701
|
14,913
|
13,835
|
14,210
|
|
|
8e
|
15,929
|
15,479
|
14,630
|
14,380
|
13,475
|
13,148
|
6G
|
16,038
|
14,739
|
14,951
|
13,873
|
14,248
| |||
|
|
1,5
|
15,026
|
6g
|
15,968
|
15,732
|
14,994
|
14,854
|
14,128
|
13,930
|
6H
|
16,000
|
15,026
|
15,216
|
14,376
|
14,676
| |
|
M18
|
2,5
|
|
16,376
|
6g
|
17,958
|
17,623
|
16,334
|
16,164
|
14,891
|
14,625
|
6H
|
18,000
|
16,376
|
16,600
|
15,294
|
15,744
|
|
|
8e
|
17,920
|
17,390
|
16,296
|
16,031
|
14,853
|
14,492
|
6G
|
18,042
|
16,418
|
16,642
|
15,336
|
15,786
| |||
|
|
2
|
16,701
|
6g
|
17,962
|
17,682
|
16,663
|
16,503
|
15,508
|
15,271
|
6H
|
18,000
|
16,701
|
16,913
|
15,835
|
16,210
| |
|
M20
|
2,5
|
|
18,376
|
6g
|
19,958
|
19,623
|
18,334
|
18,164
|
16,891
|
16,625
|
6H
|
20,000
|
18,376
|
18,600
|
17,294
|
17,744
|
|
|
8e
|
19,920
|
19,390
|
18,296
|
18,031
|
16,853
|
16,492
|
6G
|
20,042
|
18,418
|
18,642
|
17,336
|
17,786
| |||
|
|
2
|
18,701
|
6g
|
19,962
|
19,682
|
18,663
|
18,503
|
17,508
|
17,271
|
6H
|
20,000
|
18,701
|
18,913
|
17,835
|
18,210
| |
|
M22
|
2,5
|
|
20,376
|
6g
|
21,958
|
21,623
|
20,334
|
20,164
|
18,891
|
18,625
|
6H
|
22,000
|
20,376
|
20,600
|
19,294
|
19,744
|
|
|
8e
|
21,920
|
21,390
|
20,296
|
20,031
|
18,853
|
18,492
|
6G
|
22,042
|
20,418
|
20,642
|
19,336
|
19,786
| |||
|
|
2
|
20,701
|
6g
|
21,962
|
21,682
|
20,663
|
20,503
|
19,508
|
19,271
|
6H
|
22,000
|
20,701
|
20,913
|
19,835
|
20,210
| |
|
M24
|
3
|
|
22,051
|
6g
|
23,952
|
23,577
|
22,003
|
21,803
|
20,271
|
19,955
|
6H
|
24,000
|
22,051
|
22,316
|
20,752
|
21,252
|
|
|
8e
|
23,915
|
23,315
|
21,966
|
21,651
|
20,234
|
19,803
|
6G
|
24,048
|
22,099
|
22,364
|
20,800
|
21,300
| |||
|
|
2
|
22,701
|
6g
|
23,962
|
23,682
|
22,663
|
22,493
|
21,508
|
21,261
|
6H
|
24,000
|
22,701
|
22,925
|
21,835
|
22,210
| |
|
M27
|
3
|
|
25,051
|
6g
|
26,952
|
26,577
|
25,003
|
24,803
|
23,271
|
22,955
|
6H
|
27,000
|
25,051
|
25,316
|
23,752
|
24,252
|
|
|
8e
|
26,915
|
26,315
|
24,966
|
24,651
|
23,234
|
22,803
|
6G
|
27,048
|
25,099
|
25,364
|
23,800
|
24,300
| |||
|
|
2
|
25,701
|
6g
|
26,962
|
26,682
|
25,663
|
25,493
|
24,508
|
24,261
|
6H
|
27,000
|
25,701
|
25,925
|
24,835
|
25,210
| |
|
M30
|
3,5
|
|
27,727
|
6g
|
29,947
|
29,522
|
27,674
|
27,462
|
25,653
|
25,306
|
6H
|
30,000
|
27,727
|
28,007
|
26,211
|
26,771
|
|
|
8e
|
29,910
|
29,240
|
27,637
|
27,302
|
25,616
|
25,146
|
6G
|
30,053
|
27,780
|
28,060
|
26,264
|
26,824
| |||
|
|
2
|
28,701
|
6g
|
29,952
|
29,577
|
28,003
|
27,803
|
26,271
|
25,955
|
6H
|
30,000
|
28,051
|
28,316
|
26,752
|
27,252
| |
|
M33
|
3,5
|
|
30,727
|
6g
|
32,947
|
32,522
|
30,674
|
30,462
|
28,653
|
28,306
|
6H
|
33,000
|
30,727
|
31,007
|
29,211
|
29,771
|
|
|
8e
|
32,910
|
32,240
|
30,637
|
30,302
|
28,616
|
28,146
|
6G
|
33,053
|
30,780
|
31,060
|
29,264
|
29,824
| |||
|
|
2
|
31,701
|
6g
|
32,962
|
32,682
|
31,663
|
31,493
|
30,508
|
30,261
|
6H
|
33,000
|
31,701
|
31,925
|
30,835
|
31,210
| |
|
M36
|
4
|
|
33,402
|
6g
|
35,940
|
35,465
|
33,342
|
33,118
|
31,033
|
30,655
|
6H
|
36,000
|
33,402
|
33,702
|
31,670
|
32,270
|
|
|
8e
|
35,905
|
35,155
|
33,307
|
32,952
|
30,998
|
30,489
|
6G
|
36,060
|
33,462
|
33,762
|
31,730
|
32,330
| |||
|
|
3
|
34,051
|
6g
|
35,952
|
35,577
|
34,003
|
33,803
|
32,271
|
31,955
|
6H
|
36,000
|
34,051
|
34,316
|
32,752
|
33,252
| |
Требования к метрической резьбе изделий, производимых в РФ, представлены в стандарте ГОСТ 16093-2004.
ГОСТ ISO 965-5-2015 Основные нормы взаимозаменяемости. Резьбы метрические ИСО общего назначения. Допуски. Предельные размеры внутренних резьб, сопрягаемых с горячеоцинкованными наружными резьбами, соответствующими до нанесения покрытия полям допусков с основными отклонениями до h включительно
Текст ГОСТ ISO 965-5-2015 Основные нормы взаимозаменяемости. Резьбы метрические ИСО общего назначения. Допуски. Предельные размеры внутренних резьб, сопрягаемых с горячеоцинкованными наружными резьбами, соответствующими до нанесения покрытия полям допусков с основными отклонениями до h включительно
ГОСТ ISO 965-5-2015
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Основные нормы взаимозаменяемости
РЕЗЬБЫ МЕТРИЧЕСКИЕ ИСО ОБЩЕГО НАЗНАЧЕНИЯ
Допуски
Предельные размеры внутренних резьб, сопрягаемых с горячеоцинкованными наружными резьбами, соответствующими до нанесения покрытия полям допусков с основными отклонениями до h включительно
Basic norms of interchangeability. ISO general purpose metric screw threads. Tolerances. Limits of sizes for internal screw threads to mate with hot-dip galvanized external screw threads with maximum size of tolerance position h before galvanizing
МКС 21.040.10*
_____________________
* По данным официального сайта Росстандарта ОКС 17.040,
здесь и далее. — .
Дата введения 2017-01-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены»
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом «Научно-исследовательский и конструкторский институт средств измерений в машиностроении» (ОАО «НИИизмерения») на основе собственного перевода на русский язык англоязычной версии международного стандарта, указанного в пункте 5
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 242 «Допуски и средства контроля»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 27 августа 2015 г. N 79-П)
За принятие проголосовали:
Краткое наименование страны по | Код страны по | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 13 ноября 2015 г. N 1785-ст межгосударственный стандарт ГОСТ ISO 965-5-2015 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2017 г.
5 Настоящий стандарт идентичен международному стандарту ISO 965-5:1998* «Резьбы метрические ИСО общего назначения. Допуски. Часть 5: Предельные размеры внутренних резьб, сопрягаемых с горячеоцинкованными наружными резьбами, соответствующими до нанесения покрытия полям допусков с основными отклонениями до h включительно» («ISO general purpose metric screw threads — Tolerances — Part 5: Limits of sizes for internal screw threads to mate with hot-dip galvanized external screw threads with maximum size of tolerance position h before galvanizing», IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. — .
Международный стандарт разработан Техническим комитетом ИСО/ТК 213 «Размерные и геометрические требования к изделиям и их проверка» Международной организации по стандартизации (ISO).
Наименование настоящего стандарта изменено относительно наименования международного стандарта для приведения в соответствие с требованиями ГОСТ 1.5 (подраздел 3.6).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Введение
Введение
Международный стандарт ISO 965-5 подготовлен Подкомитетом ПК 2 «Допуски» Технического комитета ИСО/ТК 1 «Резьбы» Международной организации по стандартизации (ИСО).
Международный стандарт ISO 965 состоит из имеющих общий заголовок «Резьбы метрические ИСО общего назначения. Допуски» следующих частей:
— Часть 1: Принципы и основные сведения;
— Часть 2: Предельные размеры резьб для болтов и гаек общего назначения. Средний класс точности;
— Часть 3: Отклонения размеров конструкционных резьб;
— Часть 4: Предельные размеры горячеоцинкованных наружных резьб, сопрягаемых с нарезанными метчиком внутренними резьбами, соответствующими после нанесения покрытия основным отклонениям Н и G;
— Часть 5: Предельные размеры внутренних резьб, сопрягаемых с горячеоцинкованными наружными резьбами, соответствующими до нанесения покрытия полям допусков с основными отклонениями до h включительно.
1 Область применения
Настоящий стандарт устанавливает предельные отклонения и предельные размеры для внутреннего, среднего и наружного диаметров внутренних метрических резьб ИСО общего назначения по ISO 262, с основным профилем по ISO 68-1.
Настоящий стандарт распространяется на внутренние резьбы, предназначенные для свинчивания с горячеоцинкованными наружными резьбами, размеры которых до нанесения покрытия соответствуют полям допусков с основными отклонениями d, е, f, g и h.
Предельные размеры резьб рассчитаны на основе значений допусков для 6-го квалитета, указанных в ISO 965-1.
Значения основного отклонения для внутренних резьб с основным отклонением AZ вычислены по формуле:
,
где — основное отклонение, выраженное в микрометрах;
Р — шаг резьбы, выраженный в миллиметрах.
Значения основного отклонения для внутренних резьб с основным отклонением АХ вычислены по формуле:
,
где — основное отклонение, выраженное в микрометрах;
Р — шаг резьбы, выраженный в миллиметрах.
Изделия с резьбами, изготовленными в соответствии с приведенными в настоящем стандарте допусками, могут не выдерживать разрушающей нагрузки при испытаниях в соответствии с ISO 898-2 без коррекции других механических свойств.
Внутренние резьбы с допусками, соответствующими настоящему стандарту, не предназначены для применения с наружными резьбами, имеющими допуски согласно ISO 965-4, т.к. такая комбинация будет создавать существенный риск среза ниток резьбы.
Примечание — Внутренние резьбы с классом допуска 6AZ предназначены в основном для свинчивания с наружными резьбами, центрифугированными после горячего цинкования.
Внутренние резьбы с классом допуска 6АХ предназначены в основном для свинчивания с горячеоцинкованными нецентрифугированными наружными резьбами с толстым покрытием.
2 Нормативные ссылки
Для применения настоящего стандарта необходимы следующие нормативные документы* (применяют только указанное издание ссылочного документа):
_______________
* Таблицу соответствия национальных стандартов международным см. по ссылке. — .
ISO 68-1:1998, ISO general purpose screw threads — Basic profile — Part 1: Metric screw threads (Резьбы ИСО общего назначения. Основной профиль. Часть 1. Метрические резьбы)
ISO 262:1998, ISO general purpose metric screw threads — Selected sizes for screw, bolts and nuts (Резьбы метрические ИСО общего назначения. Предпочтительные размеры для винтов, болтов и гаек)
ISO 898-2:1992, Mechanical properties of fasteners — Part 2: Nuts with specified proof load values — Coarse thread (Механические свойства крепежных изделий. Часть 2. Гайки с установленным классом прочности. Крупная резьба)
ISO 965-1:1998, ISO general purpose metric screw threads — Tolerances — Part 1: Principles and basic data (Резьбы ИСО общего назначения. Допуски. Часть 1. Принципы и основные сведения)
ISO 965-4:1998, ISO general purpose metric screw threads — Tolerances — Part 4: Limits of sizes for hot-dip galvanized external screw threads to mate with internal screw threads tapped with tolerance position H or G after galvanizing (Резьбы ИСО общего назначения. Допуски. Часть 4. Предельные размеры горяче-оцинкованных наружных резьб, сопрягаемых с нарезанными метчиком внутренними резьбами, соответствующими после нанесения покрытия основным отклонениям Н и G)
ISO 5408:1983, Cylindrical screw threads — Vocabulary (Резьбы цилиндрические. Словарь)
3 Термины и определения
В настоящем стандарте применены термины и определения, установленные в ISO 5408.
4 Обозначения
Для указания допуска внутренних резьб, соответствующих настоящему стандарту, применяют обозначения 6AZ или 6АХ.
Примеры: «M12-6AZ», «М12-6АХ».
5 Предельные отклонения
Приведенные в таблице 1 предельные отклонения размеров внутренних резьб вычислены с учетом значений допусков, указанных в ISO 965-1, и значений основных отклонений и , определенных по формулам:
и ,
где и — в микрометрах; Р — в миллиметрах.
Таблица 1 — Предельные отклонения
Резьба | Шаг Р, мм | Внутренняя резьба | ||||
Класс допуска | Средний диаметр | Внутренний диаметр | ||||
, мкм | , мкм | , мкм | , мкм | |||
М10 | 1,5 | 6AZ | +510 | +330 | +630 | +330 |
6АХ | +490 | +310 | +610 | +310 | ||
М12 | 1,75 | 6AZ | +535 | +335 | +670 | +335 |
6АХ | +565 | +365 | +700 | +365 | ||
М14, М16 | 2 | 6AZ | +552 | +340 | +715 | +340 |
6АХ | +632 | +420 | +795 | +420 | ||
М18, М20, М22 | 2,5 | 6AZ | +574 | +350 | +800 | +350 |
6АХ | +754 | +530 | +980 | +530 | ||
М24, М27 | 3 | 6AZ | +625 | +360 | +860 | +360 |
6АХ | +905 | +640 | +1140 | +640 | ||
М30, М33 | 3,5 | 6AZ | +650 | +370 | +930 | +370 |
6АХ | +1030 | +750 | +1310 | +750 | ||
М36, М39 | 4 | 6AZ | +680 | +380 | +980 | +380 |
6АХ | +1160 | +860 | +1460 | +860 | ||
М42, М45 | 4,5 | 6AZ | +705 | +390 | +1060 | +390 |
6АХ | +1285 | +970 | +1640 | +970 | ||
М48, М52 | 5 | 6AZ | +735 | +400 | +1110 | +400 |
6АХ | +1415 | +1080 | +1790 | +1080 | ||
М56, М60 | 5,5 | 6AZ | +765 | +410 | +1160 | +410 |
6АХ | +1545 | +1190 | +1940 | +1190 | ||
М64 | 6 | 6AZ | +795 | +420 | +1220 | +420 |
6АХ | +1675 | +1300 | +2100 | +1300 |
6 Предельные размеры внутренних резьб с крупным шагом
Класс точности: средний.
Длина свинчивания: нормальная.
Классы допуска: 6AZ и 6АХ.
Таблица 2 — Предельные размеры внутренних резьб класса допуска 6AZ
Размеры в миллиметрах
Резьба | Длина свинчивания | Наружный диаметр | Средний диаметр | Внутренний диаметр | |||
Св. | До (включ.) | мин. | макс. | мин. | макс. | мин. | |
М10 | 5 | 15 | 10,330 | 9,536 | 9,356 | 9,006 | 8,706 |
М12 | 6 | 18 | 12,335 | 11,398 | 11,198 | 10,776 | 10,441 |
М14 | 8 | 24 | 14,340 | 12,253 | 13,041 | 12,550 | 12,175 |
М16 | 8 | 24 | 16,340 | 15,253 | 15,041 | 14,550 | 14,175 |
М18 | 10 | 30 | 18,350 | 16,950 | 16,726 | 16,094 | 15,644 |
М20 | 10 | 30 | 20,350 | 18,950 | 18,726 | 18,094 | 17,644 |
М22 | 10 | 30 | 22,350 | 20,950 | 20,726 | 20,094 | 19,644 |
М24 | 12 | 36 | 24,360 | 22,676 | 22,411 | 21,612 | 21,112 |
М27 | 12 | 36 | 27,360 | 25,676 | 25,411 | 24,612 | 24,112 |
М30 | 15 | 45 | 30,370 | 28,377 | 28,097 | 27,141 | 26,581 |
М33 | 15 | 45 | 33,370 | 31,377 | 31,097 | 30,141 | 29,581 |
М36 | 18 | 53 | 36,380 | 34,082 | 33,782 | 32,650 | 32,050 |
М39 | 18 | 53 | 39,380 | 37,082 | 36,782 | 36,650 | 35,050 |
М42 | 21 | 63 | 42,390 | 39,782 | 39,467 | 38,189 | 37,519 |
М45 | 21 | 63 | 45,390 | 42,782 | 42,467 | 41,189 | 40,519 |
М48 | 24 | 71 | 48,400 | 45,487 | 45,152 | 43,697 | 42,987 |
М52 | 24 | 71 | 52,400 | 49,487 | 49,152 | 46,697 | 46,987 |
М56 | 28 | 85 | 56,410 | 53,193 | 52,838 | 51,206 | 50,456 |
М60 | 28 | 85 | 60,410 | 57,193 | 56,838 | 55,206 | 54,456 |
М64 | 32 | 95 | 64,420 | 60,898 | 60,523 | 58,725 | 57,925 |
Размеры после покрытия и нарезания резьбы увеличенным метчиком. Относится к воображаемому соосному с резьбой цилиндру, ограничивающему прямолинейные участки боковых сторон профиля резьбы. Размеры до гальванизации или после гальванизации и удаления фрагментов цинка. |
Таблица 3 — Предельные размеры внутренних резьб класса допуска 6АХ
Размеры в миллиметрах
Резьба | Длина свинчивания | Наружный диаметр | Средний диаметр | Внутренний диаметр | |||
Св. | До (включ.) | мин. | макс. | мин. | макс. | мин. | |
М10 | 5 | 15 | 10,310 | 9,516 | 9,336 | 9,986 | 8,686 |
М12 | 6 | 18 | 12,365 | 11,428 | 11,228 | 10,806 | 10,471 |
М14 | 8 | 24 | 14,420 | 13,333 | 13,121 | 12,630 | 12,255 |
М16 | 8 | 24 | 16,420 | 15,333 | 15,121 | 14,630 | 14,255 |
М18 | 10 | 30 | 18,530 | 17,130 | 16,906 | 16,274 | 15,824 |
М20 | 10 | 30 | 20,530 | 19,130 | 18,906 | 18,274 | 17,824 |
М22 | 10 | 30 | 22,530 | 21,130 | 20,906 | 20,274 | 19,824 |
М24 | 12 | 36 | 24,640 | 22,956 | 22,691 | 21,892 | 21,392 |
М27 | 12 | 36 | 27,640 | 25,956 | 25,691 | 24,892 | 24,392 |
М30 | 15 | 45 | 30,750 | 28,757 | 28,477 | 27,521 | 26,961 |
М33 | 15 | 45 | 33,750 | 31,757 | 31,477 | 30,521 | 29,961 |
М36 | 18 | 53 | 36,860 | 34,562 | 34,262 | 33,130 | 32,530 |
М39 | 18 | 53 | 39,860 | 37,562 | 37,262 | 36,130 | 35,530 |
М42 | 21 | 63 | 42,970 | 40,362 | 40,047 | 38,769 | 38,099 |
М45 | 21 | 63 | 45,970 | 43,362 | 43,047 | 41,769 | 41,099 |
М48 | 24 | 71 | 49,080 | 46,167 | 45,832 | 44,377 | 43,667 |
М52 | 24 | 71 | 53,080 | 50,167 | 49,832 | 48,377 | 47,667 |
М56 | 28 | 85 | 57,190 | 53,973 | 53,618 | 51,986 | 51,236 |
М60 | 28 | 85 | 61,190 | 57,973 | 57,618 | 55,986 | 55,236 |
М64 | 32 | 95 | 65,300 | 61,778 | 61,403 | 59,605 | 58,805 |
Размеры после покрытия и нарезания резьбы увеличенным метчиком. Относится к воображаемому соосному с резьбой цилиндру, ограничивающему прямолинейные участки боковых сторон профиля резьбы. Размеры до гальванизации или после гальванизации и удаления фрагментов цинка. |
Приложение ДА (справочное). Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Приложение ДА
(справочное)
Таблица ДА.1
Обозначение и наименование международного стандарта | Степень соответствия | Обозначение и наименование межгосударственного стандарта |
ISO 68-1:1998 | MOD | ГОСТ 9150-2002 (ИСО 68-1-98) «Основные нормы взаимозаменяемости. Резьба метрическая. Профиль» |
ISO 262:1998 | — | * |
ISO 898-2:1992 | — | * |
ISO 965-1:1998 | MOD | ГОСТ 16093-2004 (ИСО 965-1:1998, ИСО 965-3:1998) «Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором» |
ISO 965-4:1998 | — | * |
ISO 5408:1983 | — | * |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. Примечание — В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: — MOD — модифицированные стандарты. |
УДК 621.753.1/.2:006.354 | МКС 21.040.10 | IDT |
Ключевые слова: резьба, допуск, средний диаметр |
Электронный текст документа
и сверен по:
официальное издание
М.: Стандартинформ, 2016
ISO 724 — Метрическая резьба
ISO 724 определяет основные размеры метрической резьбы в соответствии с ISO 261. Размеры относятся к базовому профилю в соответствии с ISO 68.
Шаг варьируется от крупного до сверхтонкого, до 5 разные шаги для некоторых размеров. Угол резьбы составляет 60 o , а глубина резьбы составляет 0,614 x шаг.
Метрическая резьба — более грубая резьба
В таблице ниже указаны некоторые из наиболее часто используемых крупнозернистых резьб до размера M 68.Обратите внимание, что стандарт ISO 724 определяет резьбу до M 300. Таблица ниже не является полной.
1) Для метрической резьбы шаг — это расстояние между резьбами.
Загрузите и распечатайте таблицу метрических зазоров и метчиков для крупной резьбы
Метрическая резьба — более мелкая резьба
Обычно метрическую мелкую резьбу обозначают заглавной буквой M плюс указание их номинального внешнего диаметра и шага:
Размер M x шаг
Пример:
M 10 x 1.5
В таблице ниже указаны обычно используемые более мелкие резьбы до размера M 100. Обратите внимание, что стандарт ISO 724 определяет резьбу до M 300.
Соответствующие стандарты ISO
- ISO 68: 1973 Резьба ISO общего назначения — Базовый профиль
- ISO 261: 1973 Метрическая резьба ISO общего назначения — Общий план
- ISO 262: 1973 Метрическая резьба ISO общего назначения — Выбранные размеры для винтов, болтов и гаек
- ISO 724: 1993 Метрический винт общего назначения ISO резьба — Основные размеры
- ISO 965-1: 1980 Метрическая резьба ISO общего назначения — Допуски — Часть 1: Принципы и основные данные
- ISO 965-2: 1980 Метрическая резьба ISO общего назначения — Допуски — Часть 2: Пределы размеры для резьбы болтов и гаек общего назначения — Среднее качество
- ISO 965-3: 1980 Метрическая резьба ISO общего назначения — Допуски — Часть 3: Отклонения для конструкционной резьбы
- ISO 1502: 1996 Метрическая резьба ISO общего назначения — Калибры и калибровка
Резьба, произведенная в соответствии с этим стандартом, взаимозаменяема с резьбой, произведенной в соответствии с метрическим стандартом ANSI / ASME B1.Метрическая резьба 13M: профиль M .
UNC и UNF — унифицированная дюймовая резьба
- UNC — унифицированная национальная крупная резьба — сопоставима с метрической резьбой ISO
- UNF — унифицированная национальная мелкая резьба
- Внутренняя и наружная резьбы UNC / UNF параллельны
- Угол наклона боковой поверхности UNC / UNF составляет 60 °.
Унифицированная резьба бывает трех разных классов:
- для приложений, где требуется большой допуск, чтобы обеспечить легкую сборку даже с резьбой с небольшими зазубринами.
- наиболее часто используемый класс для общего назначения. приложения
- для приложений, где важны близость посадки и / или точность элементов резьбы.
UNC — унифицированная крупная резьба
резьба UNC согласно ANSI B1.1: