8. Стоматологические установки. Стоматологические наконечники. Режущие и абразивные инструменты, их назначение.
Универсальная
стоматологическая установка
– ключевой элемент стоматологического
кабинета, которая обеспечивает врачу
условия, необходимые для эффективного
и технологичного проведения основных
видов стоматологического лечения и
является сложным высокотехнологичным
устройством.
Оснащена:
—
специальным стоматологическим
светильником,
—
гидроблоком с плевательницей,
—
имеет электрический и воздушный приводы
для работы стоматологических наконечников,
—
пистолет «вода-воздух».
Подключается
-к
воздушному компрессору,
-водопроводу
и канализации.
Оборудуется
—
аспирационной системой (слюноотсос,
«пылесос»),
—
системой воздушного и водяного охлаждения
боров и т. д.
д.
Стоматологическое
кресло обеспечивает
—
удобство для врача и пациента во время
лечения как при положении пациента
лежа, так и при положении сидя.
Универсальные
стоматологические установки могут
оснащаться дополнительными инструментами,
приспособлениями и аппаратурой:
—
системой подсветки кариозной полости
через наконечник,
—
встроенной лампой для фотополимеризации
светоотверждаемых материалов,
—
ультразвуковым скейлером для удаления
зубных отложений,
—
компьютером,
—
эндодонтическим микроскопом и т.д.
Стоматологический
наконечник
– это инструмент, преобразующий энергию,
подаваемую от стоматологической
установки, в соответствующие движения
рабочего инструмента (бора, полировочной
головки и т.д.).
Стоматологический
наконечник применяют:
—
при препарировании твердых тканей
зубов,
—
обработке пломб,
-эндодонтическом
лечении,
—
профессиональной гигиене полости рта.
Виды
стоматологических наконечников.
1.
Турбинный.
—
бор приводится в движение при помощи
сжатого воздуха
—
имеет систему воздушно – водяного
охлаждения препарируемой поверхности
—
высокая скорость вращения бора ( 160 –
400 тыс об/мин )
—
диаметр хвостовика 1,60 мм
—
боры фиксируются цанговым устройством
или специальным ключом
2. Угловые наконечники
—
низкоскоростной
-многообразие
применяемых рабочих инструментов и
видов движений при препарировании
—
скорость вращения бора от 1000 до 40000
об/мин
—
имеют систему воздушно – водяного
охлаждения
—
диаметр стержня 2,35 мм
—
фиксируются поворотной защелкой или
кнопочной цангой
3. Прямые наконечники
—
скорость вращения как у угловых
—
диаметр стержня 2,35 мм
—
фиксируются при помощи цангового зажима
Стоматологические
боры –
это режущие или абразивные вращающиеся
инструменты, используемые при работе
наконечником для препарирования твердых
тканей зубов, обработки пломб и т. д.
д.
Предназначены
для углового, прямого или турбинного
наконечника.
По
материалу изготовления рабочей части:
стальные,
твердосплавные,
абразивные с алмазным покрытием
(алмазные).
По
форме рабочей части: шаровидные,
цилиндрические, конусовидные,
обратноконусовидные, грушевидные,
колесовидные и т.д.
Боры
имеют разный размер рабочей части.
Обычно диаметр головок от 1 до 3 мм.
1) Стальные боры:
—
на рабочей части имеют 6-8 лезвий,
—
эффективно иссекают только дентин и
при небольших скоростях вращения,
поэтому используются в низкоскоростных
наконечниках (угловых и прямых),
—
финиры (с мелкими насечками) и полиры
(без насечек) применяют для обработки
металлических пломб.
Абразивные инструменты — Режущий инструмент
Абразивный инструмент — это инструмент, предназначенный для механической обработки поверхностей различных материалов. К абразивным инструментам относятся шлифовальные круги, головки, бруски, сегменты, шкурки, порошки, пасты.
Шлифовальные круги
Шлифовальные круги являются самой распространенной группой абразивных инструментов. Они представляют собой тела вращения, состоящие из зерен абразивного материала, сцементированных связкой. Такой шлифовальный круг при обработке вращается вокруг своей оси с определенной скоростью резания.
При обработке рабочая поверхность круга приводится в соприкосновение с поверхностью детали. В результате на поверхности детали будет сформирована линия (участок) ее касания с поверхностью круга. Чтобы образовать полностью поверхность детали, схема обработки должна включать также движения скольжения поверхности детали «самой по себе».
Движение сближения круга и детали до их соприкосновения, а также скольжение поверхности детали «самой по себе» могут осуществляться различными комбинациями составляющих движений круга и заготовки.
Так, при шлифовании наружной цилиндрической поверхности может использоваться способ обработки с продольной подачей (рис. 2.22, о), при котором движение поверхности детали «самой по себе» осуществляется за счет ее вращения вокруг своей оси и возвратно-поступательных движений вместе со столом станка (источник).
2.22, о), при котором движение поверхности детали «самой по себе» осуществляется за счет ее вращения вокруг своей оси и возвратно-поступательных движений вместе со столом станка (источник).
Движение сближения круга и детали до требуемого положения создается перемещением круга к оси заготовки на небольшую величину по окончании каждого одинарного или двойного хода стола. В этом случае припуск снимается за несколько проходов. Шлифование с продольной подачей применяется при обработке относительно длинных деталей.
Черновое круглое шлифование с продольной подачей производится по глубинному способу (рис. 2.22, б), при котором весь припуск снимается за один-два прохода при увеличенной глубине резания и уменьшенной продольной подаче. В этом случае шлифовальному кругу придается при правке скошенный или ступенчатый про- филь. Глубинное шлифование применяют при обработке относи- тельио жестких деталей. Этот способ шлифования является более производительным, чем шлифование с продольной подачей.
Шлифование способом врезания (рис. 2.22, в) используется при об- работке деталей небольшой длины. При этом способе наряду с вращением шлифовальный круг получает поперечное перемещение, приближаясь к оси заготовки. Заготовка только вращается вокруг своей оси. Ширина круга обычно принимается равной длине обработанной поверхности.
Иногда для равномерности износа и лучшей чистоты поверхности круг получает возвратно-поступательное перемещение с небольшим ходом вдоль оси детали. Способ шлифования врезанием при г меняется часто в случаях, когда шлифуемая часть детали ограничена с двух сторон буртиками.
Ось шлифовального круга относительно зоны шлифования детали занимает разнообразные положения. Каждому положению оси соответствует определенная форма круга, рабочая поверхность которого будет определяться как поверхность вращения, касающаяся поверхности детали.
Шлифовальные круги предназначены для обработки винтовой поверхности при различных расположениях оси инструмента: пальцевые (рис. 2.22, г) и дисковые (рис. 2.22; д) — для полной обработки одной впадины; чашечные (рис. 2.22, е), тарельчатые (рис. 2.22, ж) и кольцевые (рис. 2.22, и) — для обработки только одной стороны впадины; разнообразные, охватывающие круги,— для обработки одной стороны впадины или с обеих сторон. При охватывающем шлифовании, когда рабочей поверхностью круга является внутренняя поверхность отверстия, круг устанавливается в прочное металлическое кольцо. Металлическое кольцо охватывает круг по периферии, что повышает прочность конструкции и позволяет вести обработку с повышенными скоростями резания и соответственно более производительно.
2.22, г) и дисковые (рис. 2.22; д) — для полной обработки одной впадины; чашечные (рис. 2.22, е), тарельчатые (рис. 2.22, ж) и кольцевые (рис. 2.22, и) — для обработки только одной стороны впадины; разнообразные, охватывающие круги,— для обработки одной стороны впадины или с обеих сторон. При охватывающем шлифовании, когда рабочей поверхностью круга является внутренняя поверхность отверстия, круг устанавливается в прочное металлическое кольцо. Металлическое кольцо охватывает круг по периферии, что повышает прочность конструкции и позволяет вести обработку с повышенными скоростями резания и соответственно более производительно.
Наряду с рассмотренными схемами шлифования находят применение схемы шлифования методом обкатки. Так, подобно обработке зубчатых колес червячными фрезами шлифование зубчатых колес производят абразивным эвольвентным червяком. Этот способ является производительным, но в силу относительно низкой стойкости инструмента он используется главным образом при шлифовании мелкомодульных колес и зуборезных инструментов: долбяков, шеверов. Основными характеристиками шлифовальных кругов являются: форма и размеры круга, материал зерна, зернистость, связка, твердость и структура.
Основными характеристиками шлифовальных кругов являются: форма и размеры круга, материал зерна, зернистость, связка, твердость и структура.
В соответствии с разнообразными условиями работы шлифовальные круги изготовляются различных форм и размеров (рис. 2.23). Наиболее широкое применение имеют круги плоские прямого профиля (рис. 2.23, а), используемые для круглого наружного, внутреннего, бесцентрового и плоского шлифования. Отрезные работы и шлифование узких пазов производятся тонкими кругами — дисками (рис. 2.23, б). Для плоского шлифования торцом круга применяются круги-кольца, имеющие относительно большое отверстие и сравнительно тонкие стенки (рис. 2.23, в). Кругами этих форм могут выполняться все основные виды шлифования.
Большинство форм остальных кругов являются модификациями рассмотренных. Так, для увеличения прочности крепления кругов колец к планшайбе с помощью цементирующего вещества применяют круги с конусообразной выточкой (рис. 2.23, г). Более прочное крепление при небольшой толщине стенки круга-кольца достигается при использовании чашечных кругов, закрепляемых на шпинделе с помощью зажимных фланцев (рис. 2.23, д…л).
2.23, д…л).
Для более надежного крепления круга прямого профиля во фланцах используют плоские круги с выточкой в виде ласточкина хвоста. В тех случаях, когда зажимные фланцы могут помешать подводке круга прямого профиля к шлифуемой зоне, для них с одной или двух сторон предусматривают выточки (рис. 2.23, е, ж). Для уменьшения зоны шлифования, что уменьшает тепловыделение и улучшает отвод стружки, при подрезке фланцев и буртиков на круглошлифовальных станках применяют круги плоские прямого профиля с коническими выточками на боковых поверхностях (рис. 2.23, и, к), а для плоского шлифования — круги, имеющие рифленую рабочую поверхность. В том случае, когда кругами-кольцами или чашками цилиндрическими невозможно подойти к обрабатываемой поверхности, как, например, при заточке фрез по передней поверхности, выбирают круги- чашки конические (рис. 2.23, л) или круги-тарелки (рис. 2.23, м…о). На кругах прямого профиля для аналогичных операций предусматривают конический профиль (рис. 2. 2З, n…с).
2З, n…с).
Кроме рассмотренных кругов, используемых на различных операциях, применяются круги специального назначения, предназначенные для обработки определенных деталей и имеющие соответствующую им форму.
В некоторых случаях целесообразно применять сборные конструкции шлифовальных инструментов. Так, круги, состоящие из отдельных сегментов, которые закреплены тем или иным способом в головке, применяются при шлифовании плоскостей. При повреждении одного из сегментов он легко заменяется другим; при повреждении же части целого круга необходимо заменять весь круг.
Сборная конструкция шлифовальных инструментов облегчает также подвод смазочно-охлаждающей жидкости в зону резания, а также отвод стружки и отработанных частиц круга. Для создания сборных конструкций шлифовальных инструментов используются шлифовальные сегменты и бруски.
Шлифовальные круги малых размеров (диаметром до 50 мм) называют шлифовальными головками, которые бывают цилиндрическими, угловыми, коническими, сводчатыми, шаровыми.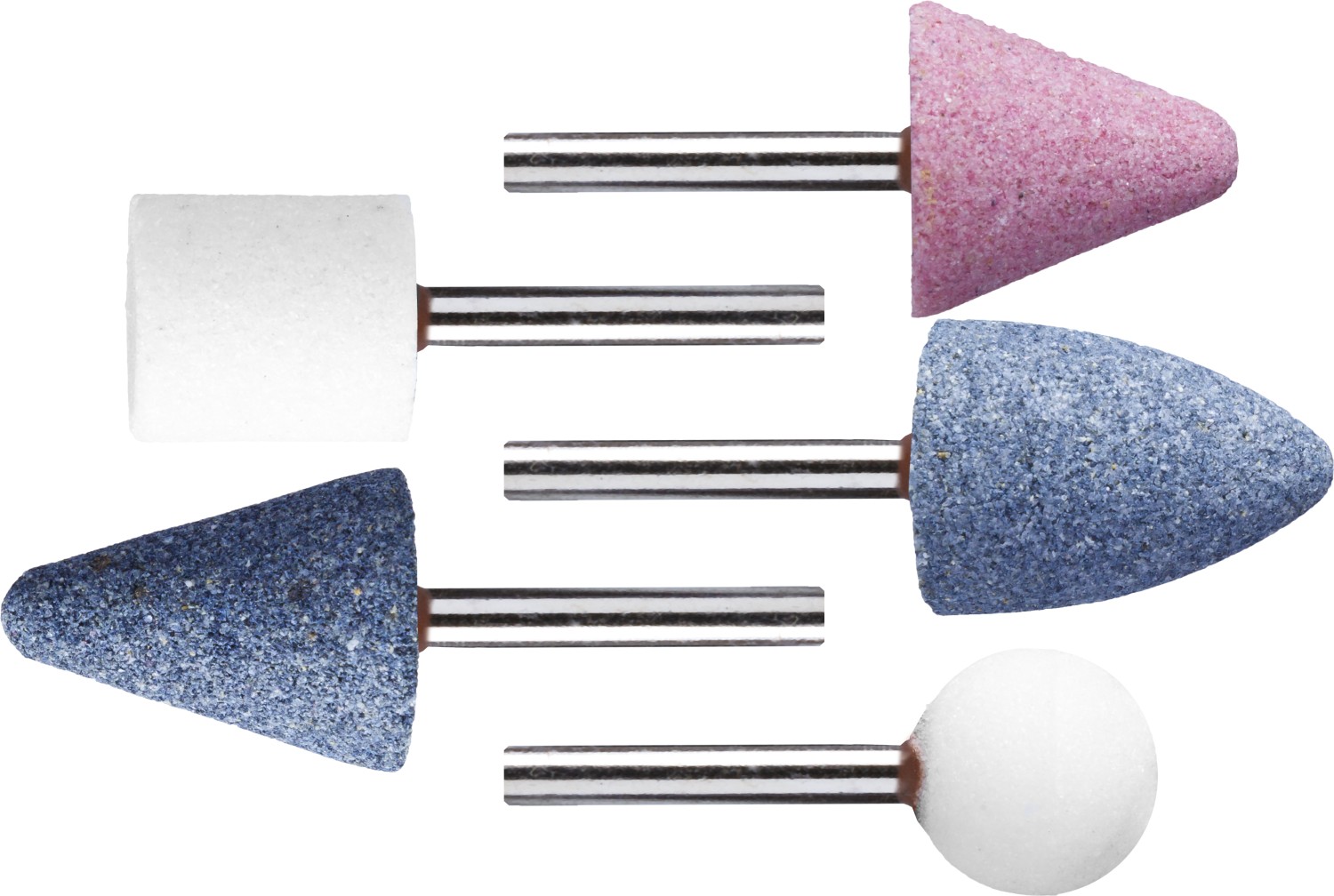 Они закрепляются обычно на гибком валу и используются для зачистки фасонных поверхностей и снятия заусенцев.
Они закрепляются обычно на гибком валу и используются для зачистки фасонных поверхностей и снятия заусенцев.
Для понижения температуры в зоне шлифования и улучшения эксплуатационных характеристик обработанных поверхностей применяют круги, имеющие на рабочей поверхности ряд чередующихся выступов и впадин шириной от 2 до 45 мм. Они особенно целесообразны при шлифовании сталей, предрасположенных к образованию при- жогов и трещин. При шлифовании кругами с прерывистой рабочей поверхностью температура в зоне резания уменьшается в результате прерывания процесса резания, уменьшения интенсивности теплового источника и улучшения режущей способности круга. Кроме того, прерывистые круги, особенно с радиальным расположением впадин, имеют высокую вентилирующую способность и подают в зону резания мощную струю воздуха. Это способствует выдуванию стружки и уменьшению засаливания круга. Струя воздуха интенсифицирует также процесс окисления и сгорания стружки. При прерывистом шлифовании по сравнению с обычным силы резания снижаются на 20… 30 %. Для сохранения кромкостойкости твердость прерывистых кругов берется на 1…2 степени выше. Соединение абразивных зерен в целое тело производится с помощью связок, которые подразделяются на органические (бакелитовая, глифталевая и вулканитовая) и неорганические (керамическая, магнезиальная, силикатная).
Для сохранения кромкостойкости твердость прерывистых кругов берется на 1…2 степени выше. Соединение абразивных зерен в целое тело производится с помощью связок, которые подразделяются на органические (бакелитовая, глифталевая и вулканитовая) и неорганические (керамическая, магнезиальная, силикатная).
Бакелитовая связка
Бакелитовая связка приготовляется на основе бакелита (искусственной смолы) и формалина. Круги на этой связке обладают высокой прочностью и упругостью, допускают большие окружные скорости. Бакелитовая связка оказывает полирующее действие, что уменьшает шероховатость поверхности; по сравнению с другими связками она меньше нагревает обрабатываемые изделия. Круги на бакелитовой связке недостаточно устойчивы против действия охлаждающих жидкостей, особенно содержащих щелочи. Они имеют малую пористость, что затрудняет удаление стружки. При повышенных температурах (200… 250°) прочность рассматриваемой связки и сила ее сцепления с абразивными зернами падает, что ускоряет износ круга. Бакелитовая связка бывает трех основных видов: жидкий бакелит Б1, пульвербакелит Б2 и БЗ. Круги на бакелитовой связке применяются при плоском шлифовании торцом круга, отрезке заготовок и прорезке пазов, отделочном шлифовании мелкозернистыми абразивными инструментами.
Бакелитовая связка бывает трех основных видов: жидкий бакелит Б1, пульвербакелит Б2 и БЗ. Круги на бакелитовой связке применяются при плоском шлифовании торцом круга, отрезке заготовок и прорезке пазов, отделочном шлифовании мелкозернистыми абразивными инструментами.
Глифталевая связка
Глифталевая связка ГФ применяется для изготовления шлифовальных кругов, предназначенных для отделочного шлифования деталей из закаленных сталей. Глифталь — это синтетическая смола из глицерина и фталевого ангидрида. Круги на глифталевой связке обладают повышенной упругостью.
Вулканитовая связка
Вулканитовая связка состоит из искусственного каучука с вулканизирующими добавками. Абразивные инструменты на вулканитовой связке имеют большую упругость и плотность, обладают повышенным полирующим действием по сравнению с инструментами на бакелитовой связке, но они менее прочны и теплостойки.
Керамическая связка
Керамическая связка является самой распространенной. На керамической связке можно получить круги почти для всех видов шлифования. Эта связка огнеупорна, водостойка, обладает химической стойкостью, имеет относительно высокую прочность. Инструменты на керамической связке чувствительны к ударам и изгибающим нагрузкам и поэтому не могут использоваться при обрезке и прорезке узких пазов.
На керамической связке можно получить круги почти для всех видов шлифования. Эта связка огнеупорна, водостойка, обладает химической стойкостью, имеет относительно высокую прочность. Инструменты на керамической связке чувствительны к ударам и изгибающим нагрузкам и поэтому не могут использоваться при обрезке и прорезке узких пазов.
Керамическую связку приготовляют из огнеупорной глины, полевого шпата, кварца, талька, мела, жидкого стекла и других веществ, взятых в определенных пропорциях. Керамические связки разделяются на плавящиеся (стекловидные) и спекающиеся (фарфоровидные). Первые используются при изготовлении электро корундовых кругов, а вторые — кругов из карбида кремния.
Магнезиальная связка
Магнезиальная связка (М) приготовляется из магнезита и хлористого магния. Шлифовальные круги на этой связке гигроскопичны, имеют повышенный износ, нестойкий профиль, но работают с относительно, небольшим нагревом шлифуемой поверхности. Они применяются ограниченно: для плоского шлифования, заточки бритв и т. о. Предложено в качестве связки использовать также воду или другую соответствующим образом подобранную жидкость. Изготовление кругов в этом случае производится замораживанием воды вместе с абразивными зернами.
о. Предложено в качестве связки использовать также воду или другую соответствующим образом подобранную жидкость. Изготовление кругов в этом случае производится замораживанием воды вместе с абразивными зернами.
Сопротивляемость связки вырыванию абразивных зерен с поверхности круга под действием внешних сил характеризуется твердостью шлифовального круга. По твердости абразивные инструменты разделяются на весьма мягкие ВМ (номер твердости 0,1), мягкие М (2, 3, 4), среднемягкие (5,6), средние С (7,8), среднетвердые СТ (9, 10, И), твердые Т (12, 13), весьма твердые ВТ (14, 15), чрезвычайно твердые ЧТ (16, 17). Круг относится к мягким, если его зерна относительно легко вырываются из связки, и, наоборот, к твердым, если зерна прочно удерживаются связкой. Цифры 1, 2, 3 в обозначении номера твердости характеризуют твердость в порядке ее возрастания. Твердость абразивных инструментов зависит от количества и качества связки, вида абразивного материала, степени шероховатости и конфигурации абразивных зерен и технологического процесса изготовления…
Правильный выбор круга по твердости имеет огромное значение для его работоспособности.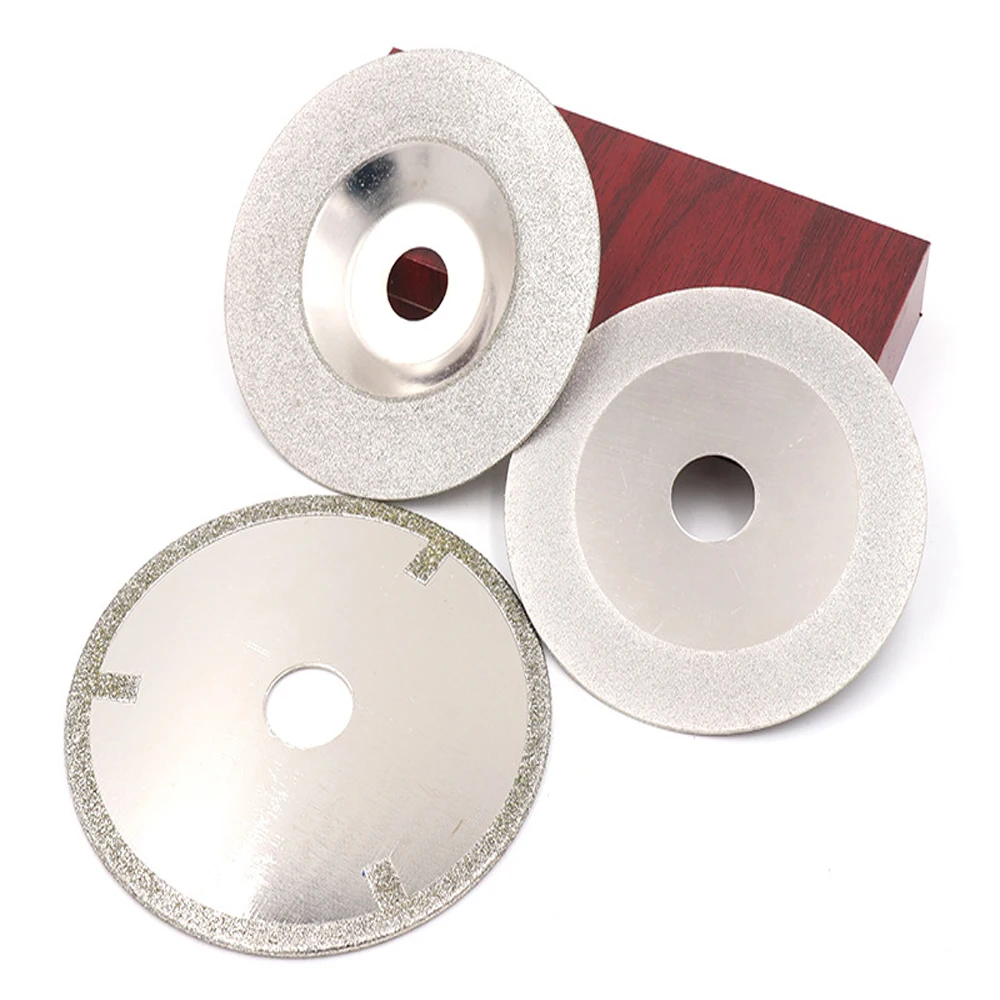 Если выбран слишком твердый круг, будут возникать прижоги шлифуемой поверхности и засаливание круга, так как в этом случае затупившиеся зерна, несмотря на возросшие усилия резания, воздействующие на них, будут удерживаться на поверхности круга. При слишком мягком круге происходит осыпание еще работоспособных зерен и круг быстро теряет свой профиль.
Если выбран слишком твердый круг, будут возникать прижоги шлифуемой поверхности и засаливание круга, так как в этом случае затупившиеся зерна, несмотря на возросшие усилия резания, воздействующие на них, будут удерживаться на поверхности круга. При слишком мягком круге происходит осыпание еще работоспособных зерен и круг быстро теряет свой профиль.
При подборе кругов по твердости следует учитывать, что при шлифовании мягких материалов абразивные зерна незначительно изнашиваются; в этих случаях применяются более твердые круги. При обработке твердых и закаленных материалов берут круги на 1…2 степени мягче. Исключение составляют такие очень вязкие и мягкие материалы, как свинец, медь и латунь, для обработки которых следует применять мягкие круги, так как вязкая стружка быстро заполняет поры твердого круга и он засаливается. При обдирочных работах, когда снимаются большие припуски (особенно при шлифовании черной поверхности) применяются круги большей твердости, чем при чистовых операциях.
При шлифовании одной и той же стали мелкозернистые круги должны быть более мягкими, чем крупнозернистые, так как у последних на каждое зерно приходится относительно большая нагрузка. Важно при выборе твердости круга учитывать состояние станка. Если обработка производится на изношенном станке, необходимо выбирать круг с повышенной твердостью. Твердость кругов должна понижаться с увеличением площади зоны шлифования, с уменьшением разницы между диаметрами круга и заготовки, с повышением скорости резания и подачи, жесткости и виброустойчивости станков. Основные шлифовальные операции производятся кругами, твердость которых лежит в пределах от мягких до среднетвердых.
Количественное соотношение в круге зерен, связки и пор характеризует структуру круга. Структура определяет число режущих зерен, приходящихся на единицу рабочей площади круга, а также число и размер пор между зернами. Принято обозначать «структуры номерами. Чем меньше номер структуры, тем больше плотность расположения зерен. В структуре № 1 объемное содержание зерна составляет 60 %. Каждый последующий номер структуры имеет объемное содержание зерен на 2 % меньше предыдущего номера. Структуры № 0…4 относят к плотным. Они имеют наиболее высокое содержание абразивных зерен. Структуры № 5…8 включительно называют среднеплотными, а — № 9… 12 — открытыми. Бывают и более высокие номера структур у высоко пор истых кругов. Открытая структура обеспечивает большое расстояние между абразивными зернами, лучший отвод стружки и позволяет работать на повышенных режимах. Однако круги открытой структуры обладают меньшей прочностью. Следует выбирать круги с меньшим номером структуры при увеличении твердости обрабатываемого материала, при переходе от грубой к чистовой обработке. Для обычных работ рекомендуется применять круги со структурой № 5…8.
В структуре № 1 объемное содержание зерна составляет 60 %. Каждый последующий номер структуры имеет объемное содержание зерен на 2 % меньше предыдущего номера. Структуры № 0…4 относят к плотным. Они имеют наиболее высокое содержание абразивных зерен. Структуры № 5…8 включительно называют среднеплотными, а — № 9… 12 — открытыми. Бывают и более высокие номера структур у высоко пор истых кругов. Открытая структура обеспечивает большое расстояние между абразивными зернами, лучший отвод стружки и позволяет работать на повышенных режимах. Однако круги открытой структуры обладают меньшей прочностью. Следует выбирать круги с меньшим номером структуры при увеличении твердости обрабатываемого материала, при переходе от грубой к чистовой обработке. Для обычных работ рекомендуется применять круги со структурой № 5…8.
В процессе шлифования круг периодически правится для удаления затупившихся зерен и сохранения требуемой формы профиля. Правка производится алмазами, закрепленными в специальные оправки, алмазными карандашами, состоящими из алмазных зерен и металлической связки, кругами из карбида кремния, твердосплавными дисками либо чугунными и стальными гофрированными дисками.
Крепление кругов на станках, за исключением кольцевых, состоит в том, что круг своим отверстием надевается с зазором на цилиндрическую посадочную часть и зажимается между фланцами или другими деталями с помощью гаек или винтов. Между кругом и фланцами помещают прокладку из эластичного материала для более равномерного распределения давления по поверхности соприкосновения.
Алмазные круги
Алмазные круги состоят из корпуса и алмазоносного слоя, закрепленного на нем. Корпус круга изготовляют из стали 45 или СтЗ, алюминиевого сплава АК6, алюмобакелитового пресс-порошка и керамики. Алмазоносный слой состоит из алмазов, связки и наполнителя. Толщина алмазоносного слоя у большинства кругов находится в пределах 1,5…3,0 мм. В некоторых случаях у больших инструментов толщина алмазоносного слоя повышается до 5 мм и более. Ширина алмазоносного слоя зависит от условий работы круга и может колебаться в значительных пределах.
Для изготовления алмазно-абразивного инструмента применяются в основном органическая, металлическая и керамическая связки.
Роль связующего вещества у кругов на органической связке выполняют фенолформальдегидные смолы и различные наполнители. В качестве наполнителя используются абразивные материалы, металлические порошки и более сложные композиции. Чтобы исключить влияние наполнителя на чистоту обработанной поверхности, его зернистость выбирают на 2…3 степени мельче зернистости алмазного порошка. В зависимости от наполнителя различают несколько марок органических связок: Б1—с карбидом бора, Б2 — с железным порошком, БЗ — с электрокорундом белым, Б4 — с карбидом кремния зеленым, Т02 и Б156 — с медным и оловянным порошками, карбидом бора и др. Наполнитель влияет на физико-механические свойства алмазного слоя — прочность, теплостойкость, износоетойкость; он создает прочную и жесткую опору для алмазных зерен. Алмазные круги на органической связке с наполнителем из железного порошка являются более стойкими, чем круги с наполнителями из карбида бора. Это объясняется тем, что железный порошок, обладая способностью деформироваться, создает максимальный поверхностный контакт с алмазными зернами, в результате чего алмазы лучше удерживаются в связке.
Круги на органической связке обладают хорошими режущими свойствами, обеспечивают высокую чистоту обработанной поверхности, более низкие температуры и силы резания, чем круги на других связках.
Однако алмазоносный слой у этих кругов менее прочный. Поэтому инструменты на этой связке имеют повышенный расход алмазов и применяются в основном на чистовых операциях.
Металлическая связка применяется в кругах, предназначенных для предварительного и фасонного шлифования. Металлические связки могут быть на медно-оловянной, железо никелевой, вольфрамокобальтовой и других основах. Наиболее распространены металлические связки Ml и М5.
Связка Ml состоит из 80 % меди и 20 % олова, а связка М5 имеет цинково-алюминиевую основу. Круги на металлической связке обладают высокой износоустойчивостью, прочно удерживают алмазные зерна, но быстро засаливаются и, как правило, работают с охлаждением. Круги на связках М013 и МС6 обладают меньшей склонностью к засаливанию, допускают обработку твердого сплава без охлаждения.
Круги на керамической связке К1 и К5 в основном предназначены для одновременной обработки твердого сплава и стальной державки, а также для обработки некоторых высоколегированных сплавов.
Эффективность работы алмазными кругами определяется концентрацией алмазов, т. е. количеством алмазного зерна в одном кубическом миллиметре алмазоносного слоя. Круги бывают 25, 50, 100, 150 и 200 %-й концентрации. Концентрацию считают 100 %-й, если в одном кубическом сантиметре алмазоносного слоя содержится 0,878 мг алмаза, или 4,39 кар.
При 100 %-й концентрации алмазный порошок фактически занимает только 25 % объема круга, а 75 % приходятся на долю связки с наполнителем и порошком.
Наиболее распространены круги 50, 100 и 150 %-й концентрации. С увеличением концентрации повышаются стойкость кругов и способность сохранять первоначальную форму.
Зернистость алмазных кругов выбирается в зависимости от вида обработки и требуемой чистоты поверхности. С увеличением зернистости повышается производительность обработки, снижается расход алмазов, но повышается шероховатость обработанной поверхности.
Для предварительного шлифования выбирают алмазные круги зернистостью 63/50…50/40, чистового — 40/28… 14/10.
Перспективным является применение алмазных кругов с ориентированными и равномерно расположенными алмазными зернами в круге, что позволяет, по сравнению с хаотическим расположением зерен, улучшить условия шлифования и соответственно повысить стойкость инструмента. Ориентация алмазных зерен, которые вначале закрепляются на рабочей поверхности инструмента синтетическим клеем, производится в электрическом поле.
Алмазоносный слой прочно соединяется с корпусом путем совместного прессования корпуса и алмазоносного слоя, приклеивания алмазоносного слоя синтетическим клеем, напрессовывания технологического кольца, имеющего алмазоносный слой.
Алмазные шлифовальные круги по форме аналогичны абразивным кругам из Электр о корунда и карбида кремния. Они могут быть плоские прямого профиля (обозначение — 1А1), плоские с одной или двумя выточками 6А2, 9АЗ, чашечные круги конические с углом 45° (12А2-45), тарельчатые круги 2А-20 и др.
Фасонные алмазные круги могут быть получены путем прессования в фасонных пресс-формах и спекания. Пластическим деформированием алмазоносного слоя в ненагретом состоянии могут быть получены такие фасонные алмазные круги, как многониточные круги для резьбо- шлифования. Формирование профиля этих кругов производится методом накатывания роликами алмазных кругов прямого профиля.
Ленточное шлифование
Прогрессивным процессом обработки деталей абразивным инструментом является ленточное шлифование. К основным преимуществам этого процесса относятся: высокая производительность из-за большой режущей поверхности, легкая приспосабливаемость к условиям обработки, обеспечение достаточно высокой точности и чистоты, относительная простота конструкции станков, отсутствие необходимости в балансировке и правке лент, возможность их быстрой и легкой замены, обеспечение более равномерной отделки поверхности с приложением меньшего усилия и меньшей опасности прижогов обрабатываемой поверхности по сравнению с обработкой кругами.
Ленты, обладая большой эластичностью, позволяют успешно обрабатывать разнообразные поверхности, в том числе сложные криво-, линейные поверхности с образующими переменного вида.
Абразивные ленты изготовляют из шлифовальной шкурки разрезанием на полосы требуемой ширины и склеиванием концов либо нанесением клея и абразивных зерен на бесконечную тканевую, бумажную или другую основу.
Для обработки абразивными лентами создано большое количество разнообразных станков. При ленточном шлифовании натянутая между шкивами бесконечная лента движется с большой скоростью, соответствующей принятой скорости резания, а обрабатываемая заготовка 2 получает те или иные движения подачи в зависимости от вида шлифования. В месте контакта с заготовкой лента 1 поддерживается роликом плитой (рис. 2.22, к) или копиром, воспринимающими усилия прижима детали к рабочей поверхности ленты. Выпускаются также станки, у которых шлифовальная лента соприкасается с заготовкой на свободной ветви в зоне, расположенной между ведущим и натяжным шкивами. Ленточное шлифование используется для очень большого диапазона размеров деталей: можно вести внутреннее шлифование отверстий в трубах длиной в несколько метров, В этом случае абразивная лента вводится в обрабатываемое отверстие, затем сшивается или склеивается. Полученная таким образом бесконечная лента, одна ветвь которой располагается в обрабатываемом отверстии, натянутая на ведущий и натяжной шкивы, перемещается относительно заготовки, благодаря чему создается определенная скорость резания. Чтобы обработать всю поверхность отверстия, заготовке сообщают вращение вокруг оси отверстия. Прижим ленты к обрабатываемой поверхности осуществляется с помощью контактного ролика, закрепленного на штоке и передвигающегося возвратно-поступательно внутри отверстия. Ленточное шлифование позволяет вести обработку фасонных поверхностей.
Ленточное шлифование используется для очень большого диапазона размеров деталей: можно вести внутреннее шлифование отверстий в трубах длиной в несколько метров, В этом случае абразивная лента вводится в обрабатываемое отверстие, затем сшивается или склеивается. Полученная таким образом бесконечная лента, одна ветвь которой располагается в обрабатываемом отверстии, натянутая на ведущий и натяжной шкивы, перемещается относительно заготовки, благодаря чему создается определенная скорость резания. Чтобы обработать всю поверхность отверстия, заготовке сообщают вращение вокруг оси отверстия. Прижим ленты к обрабатываемой поверхности осуществляется с помощью контактного ролика, закрепленного на штоке и передвигающегося возвратно-поступательно внутри отверстия. Ленточное шлифование позволяет вести обработку фасонных поверхностей.
Для обработки фасонных поверхностей методом копирования используются фасонные контактные плиты, рабочая поверхность которых является копией поверхности детали. Находит применение также ленточное шлифование методом обкатки.
Находит применение также ленточное шлифование методом обкатки.
В технике находит применение также обработка незакрепленными абразивными зернами всевозможных деталей, в частности гидроабра- зивная обработка, вибрационная обработка деталей в абразивной среде и т. п.
Сущность процессов гидроабразивной обработки состоит в том, что струя жидкости, включающая абразивные зерна, направляется на обрабатываемую поверхность детали. При ударе о поверхность заготовки абразивные зерна снимают с нее частицы материала и таким образом формируют ее поверхность. Так можно обрабатывать детали, имеющие сложную конфигурацию. Обработка фасонных поверхностей закрытого типа, глубоких и особенно профильных отверстий может осуществляться способом гидроабразивной прокачки. В этом случае жидкость, насыщенная абразивным порошком, подается под давлением к рабочему месту и, проходя по каналам заготовки, обрабатывает их поверхности.
Для деталей типа рабочих колес центробежных насосов целесообразно применять способ гидроабразивной обработки, при котором обрабатываемая заготовка погружается в бак с абразивной суспензией и приводится во вращение с большой скоростью. При вращении колесо засасывает суспензию, которая, проходя по каналам колеса, производит их обработку.
При вращении колесо засасывает суспензию, которая, проходя по каналам колеса, производит их обработку.
Вибрационная обработка в абразивной среде представляет собой механический или химико-механический процесс съема мельчайших частиц материала о обрабатываемой поверхности частицами рабочей среды. При обработке заготовки загружаются в камеру, заполненную рабочей средой. В зависимости от назначения выполняемой операции состав рабочей среды может быть различным. Основную роль в рассматриваемом процессе выполняют абразивные материалы, такие как электрокорунд, карбид кремния и др.
Кроме абразивных материалов в состав рабочей среды входят наполнители: стальная и чугунная дробь, звездочки, рубленая проволока, стальные шлифовальные шарики, древесная крошка и т. п. В качестве жидкости используются водные растворы химических соединений с различными добавками, обладающие травящими, блескообразующими и другими свойствами. Смонтированной на пружинах рабочей камере, заполненной средой и заготовками, сообщаются определенные вибрации и таким путем обеспечивается колебание всей загруженной массы. В результате частицы рабочей среды наносят удары по обрабатываемой поверхности и производят микрорезание. Обработка может протекать всухую или с подачей жидкого раствора.
В результате частицы рабочей среды наносят удары по обрабатываемой поверхности и производят микрорезание. Обработка может протекать всухую или с подачей жидкого раствора.
Наряду с обработкой свободно загруженных деталей вибрационная отделка может происходить при закрепленных деталях, которым сообщаются принудительные дополнительные движения, способствующие повышению интенсивности и точности обработки.
Виброобработка позволяет осуществлять такие операции, как очистка литья, снятие заусенцев, скругление острых кромок, декоративное полирование и т. п.
Для доводки и полирования поверхностей деталей с целью повышения точности и улучшения их качества применяются абразивные пасты. Абразивные пасты представляют собой смеси абразивных материалов с различными наполнителями. Они могут быть жидкие, мазеобразные и твердые. При доводке пасты наносятся на специальный инструмент — притир, которому сообщают перемещение относительно обрабатываемой поверхности с одновременным его прижимом к ней с давлением 0,15…0,2 МПа.
Притиры изготовляются из чугуна, стали, меди, бронзы, стекла и других материалов. Их рабочие поверхности выполняются сопряженными с обработанными поверхностями деталей. Так, при обработке отверстий притир выполняется в виде стержня, а при обработке плоскостей — в виде плиты или вращающегося диска.
Абразивные инструменты — виды и назначение
Что такое абразивный инструмент
Понятие «абразивный инструмент» объединяет в себе различные приспособления, предназначенные для обработки определенных поверхностей.
Наибольшим спросом в этой категории пользуются разные шлифовальные круги, сегменты, головки, бруски и шкурки.
Важной особенностью этих обрабатывающих устройств и приспособлений является их самозатачиваемость. На практике данное свойство проявляется следующим образом: во время эксплуатации верхний слой абразива стирается, но процесс трения задействует следующие толщи зёрен и свежее покрытие снова затачивается.
Иногда процесс самозатачивания нарушается и появляется необходимость в правке средства. Для этого с устройства удаляется верхний слой абразивного материала. Подобные меры приводят приспособление в должный вид.
Назначение абразивных инструментов
Абразивный инструмент нашел широкое применение во многих сферах промышленности и быта. Он используется в различной обработке металлических и неметаллических поверхностей, например, в процессе шлифования, полирования, подрезки и т.д. Поэтому материалы и устройства с частицами абразива применяются в производстве машин, приборов, станков, деталей, подшипников, предметов быта (пемзы и пилочки) и т.п. Также эта категория активно используется в строительных работах – для удаления шероховатостей, неровностей, царапин и сколов с покрытия.
Виды абразивных приспособлений
В последнее время абразивные инструменты используются во многих сферах нашей жизни. Они применяются в отрасли машиностроения, строительных и ремонтных работах. Поэтому для каждого участка требуются соответствующие приспособления: одни удаляют неровность, другие идеально подходят для шлифования поверхностей пола или стен. Ассортимент этой категории очень большой, он отличается по своей форме, размеру и твердости деталей. Выделяют следующие виды приспособлений из абразива:
Поэтому для каждого участка требуются соответствующие приспособления: одни удаляют неровность, другие идеально подходят для шлифования поверхностей пола или стен. Ассортимент этой категории очень большой, он отличается по своей форме, размеру и твердости деталей. Выделяют следующие виды приспособлений из абразива:
- Жесткие средства.
- Изделия на гибкой основе.
К первому типу относят следующие изделия:
- болгарка;
- станок;
- шлифовально-полировальная машина;
- шлифовальные круги, бруски, головки и сегменты.
Болгарки, станки и шлифовочные приспособления имеют разные режимы и скорости, использование которых позволяет максимально быстро и эффективно обработать определенный тип покрытия. Подобные устройства активно применяются в шлифовании, затирании, подрезке режущей кромки, твердых материалов и т.д.
Абразивные круги, используемые для этой категории устройств, имеют следующие типы:
- шлифовальные;
- отрезные;
- зачистные;
- заточные.


Каждый тип имеет свои особенности и специфику. Шлифовальные круги применяются в обработке каменных, деревянных и металлических поверхностей. Они позволяют менять форму и убирать шероховатости. Выпускаются в форме чашек, цилиндрических, конических, тарельчатых, а также в виде плоских кругов с профилем.
Плоский круг прямого профиля применяется для плоского, бесцентрового, наружного и внутреннего шлифования, а также для заточки инструментария.
Плоский двухсторонний конический профиль позволяет провести идеальную отделку резьбы и зубьев шестерни.
Конические и цилиндрические чаши позволяют провести заточку устройств, а также подходят для шлифования торцом.
Тарельчатая форма нашла применение в обработке граней фрезы, зубьев долбяка и т.д. С её помощью осуществляют заточку и доводку.
Помимо кругов существуют еще такие шлифовочные элементы:
- головка – это маленький круг, диаметр которого 3-40 мм, на практике чаще всего приклеивается к стальному хвостовику и зачищает определенные заготовки;
- брусок – совершает возвратно-поступательные движения в слесарной работе, а также в процедуре суперфиниширования, где крепится на специальную стальную головку;
- сегмент – задействуют в плоской шлифовки.

Отрезные круги используются в подрезке керамических, кирпичных, деревянных, каменных изделий. Положительным качеством этой разновидности является её скорость, точность и простота в работе.
Название заточного вида говорит само за себя – применяется для заточки приборов: ножей, пил, ножниц, лезвий, подшипников и т.д. Такая разновидность кругов нашла широкое применение в промышленности и сельском хозяйстве.
Зачистной тип используется в обработке стальных, каменных, деревянных поверхностей. Придает изделию форму и удаляет его дефекты. Подобный вид кругов пользуется спросом в процессе металлообработки для удаления следов сварочных работ.
Помимо жестких средств на рынке представлен огромный ассортимент абразива на гибком основании. Наибольшей популярностью в этой категории пользуются наждачные шкурки.
Шкурки представляют собой определенную основу, на которую нанесен шлифовальный слой, скрепленный особой связкой. Выпускаются на бумажном, тканевом, металлическом и комбинированном основании. Есть в листах и в виде абразивной ленты.
Есть в листах и в виде абразивной ленты.
Структура шкурки бывает закрытой и открытой. Закрытой считается такая бумага, на которой шлифовочный порошок занимает 100% поверхности. Открытой же называют, если площадь зернистого материала равна 60%.
Шлифовальные шкурки обеспечивают высокую точность и эффективность в обработке деревянных, каменных, металлических и синтетических изделий.
Также к гибким абразивным инструментам можно отнести полировальную пасту. Она представляет собой шлифовальную смесь, в состав которой входят микропорошок и связка. По текстуре выделяют твердые пасты и мазеобразные. Основа смеси может быть водной и жировой. Последние содержат масла, жирные кислоты и парафин. После обработки плоскости такой пастой её не смывают, а протирают сухим чистым материалом.
Твердые пасты используются в процессе ручной и полумеханической обработки. В станках для полирования применяют суспензии.
Из каких материалов изготавливается
В процессе изготовления абразивного инструмента используются природные и синтетические материалы. К природным относят: алмаз, корунд, кварц, наждак, пемза, песок и т.д. Синтетическими составляющими являются: карбид кремния и бора, электрокорунд и т.п. Самым твердым среди природных компонентов считается алмаз, а среди искусственных – карбид бора.
К природным относят: алмаз, корунд, кварц, наждак, пемза, песок и т.д. Синтетическими составляющими являются: карбид кремния и бора, электрокорунд и т.п. Самым твердым среди природных компонентов считается алмаз, а среди искусственных – карбид бора.
В настоящее время синтетические вещества пользуются большим спросом, нежели природные. Это связано с тем, что искусственные зарекомендовали себя лучшим качеством и стойкостью, чем натуральные.
Карбид бора – это соединенный в электрической печи сплав борной кислоты и нефтяного кокса. Он не входит в состав самого устройства, а применяется только в процессе его доводки.
Алмаз – в изготовлении приборов из этого составляющего используется алмазообразная кубическая аллотропическая форма элементарного углерода. Наилучшими считаются карбонадо и борт. Также задействую порошок и осколки этого минерала. Такой абразив применяется на стадии обработки твердых камней, а также при полировании и шлифовании самого алмаза.
Наждак получают из определенной горной породы, в состав которой входят корунд и железная руда. Широко используется в изготовлении шкурок. В шлифовальных кругах и брусках практически не применяется.
Широко используется в изготовлении шкурок. В шлифовальных кругах и брусках практически не применяется.
Корунд представляет собой окись алюминия.Задействован в процессах, где на зерна не оказывается серьезная нагрузка, так как этой разновидности природного соединения не свойственна большая вязкость.
Кварц или кварцевый песок – это кристаллизованная кремневая кислота. Применяется в производстве главных кругов для бесцентровых шлифовальных станков. Маркируется буквой «П».
Электрокорунд – это расплавленная в электрической печи глина. Существует три разновидности:
- нормальный – содержит 86-91 % окиси алюминия, используется в обработке углеродистой, закаленной, незакаленной и высоколегированной стали, маркировка «Э»;
- белый и розовый – содержит 96-99% окиси алюминия, применяется в производстве качественных абразивных инструментов, при помощи которых осуществляется чистовая обработка всех видов стали, а также шлифовка резьбы. Белый электрокорунд уступает вязкостью зерна нормальному, поэтому его используют в процессах с меньшей глубиной шлифовочных работ. На приборы, изготовленные из этого материала, наносят обозначение «ЭБ»;
- монокорунд – содержит 97% и больше чистого окиси алюминия, самый прочный, твердый и режущий из трех видов электрокорунда. Применяется в изготовлении устройств, предназначенных для скоростного шлифования закаленной стали. На технику из монокорунда наносится буква «М».
 На приборы, изготовленные из этого материала, наносят обозначение «ЭБ»;
На приборы, изготовленные из этого материала, наносят обозначение «ЭБ»;
Карбид кремния состоит из двух компонентов: кремния и углерода. Выделяют два вида этого компонента: черный и зеленый. По своим свойствам они мало чем отличаются друг от друга, но по составу зеленый считается более чистым. Зёрна инструментов, изготовленных из карбида кремния, имеют острые режущие кромки, высокую твердость и сильную хрупкость. Поэтому при помощи этого абразива обрабатывают покрытие с низкой прочностью: металлические и неметаллические изделия, например, фарфор, стекло, резина, мрамор и т.д. На приборы из черного карбида наносят маркировку – «КЧ», а из зеленого «КЗ».
Методы обработки абразивным инструментом
Абразивные инструменты применяются в тех случаях, когда использование металло- и деревообрабатывающих станков невозможно или нецелесообразно. С их помощью можно обработать поверхность и придать ей определенные свойства и формы. Выделяют следующие процессы абразивного воздействия, которые требуются для получения необходимых параметров:
С их помощью можно обработать поверхность и придать ей определенные свойства и формы. Выделяют следующие процессы абразивного воздействия, которые требуются для получения необходимых параметров:
- Шлифование.
- Полирование.
- Доводка.
- Хонингование.
Шлифование – это способ обработки, при котором шлифуется плоскость, а также затачиваются различные инструменты: ножи, ножницы, топоры, пилы и т.д. Для подобного процесса используются бруски, круги, сегменты и головки.
В процессе полирования поверхностям становится идеально гладкой. Для этого задействуют специальные круги, изготовленные из сукна или фетра, а также пасту или разведенный микропорошок.
Процедура доводки придает изделиям более точный размер и стыкование различных деталей. Такой метод обработки осуществляется при помощи специального инструмента – притира. На его покрытие размещены очень мелкие шлифовальные частицы, смоченные водой.
При хонинговании обрабатываются конические и цилиндрические поверхности. Такой процесс удаляет неровности и шероховатости на заготовках, изменяет форму и размеры.
Такой процесс удаляет неровности и шероховатости на заготовках, изменяет форму и размеры.
Ассортимент устройств и приспособлений из абразива очень велик, поэтому их выбор должен осуществляться на основании двух критериев: назначение и показатели твердости. Именно эти факторы помогают провести эффективную и быструю обработку поверхностей.
Посмотрите также:
Абразивный режущий инструмент — Студопедия
На станках шлифовальной группы применяется абразивный режущий инструмент.
Абразивным инструментом называется тело определенной геометрической формы, состоящее (или содержащее рабочий слой) из абразивных зерен, скрепленных между собой связкой.
К абразивным инструментам относятся шлифовальные круги, шлифовальные головки, бруски, сегменты, абразивные ленты.
Достоинства абразивных инструментов по сравнению с лезвийными: высокая точность обработки, низкая шероховатость обработанной поверхности, возможность обработки твердых материалов и закаленных металлов.
Недостатки: снижение эксплуатационных свойств поверхностного слоя деталей вследствие больших растягивающих напряжений, прижогов и шаржирования обработанной поверхности абразивными отходами. Чтобы уменьшить отрицательное влияние указанных факторов, обработку ведут при малой глубине резания, с обильной подачей охлаждающей жидкости в зону резания.
| Рис. 41. Основные виды шлифования: а) – круглое шлифование с продольной подачей; б) – круглое шлифование с поперечной подачей; в) – плоское шлифование периферией круга; г) – плоское шлифование торцом круга |
Шлифовальные круги
Из всех видов абразивного инструмента шлифовальные круги наиболее распространены. Они представляют собой тела вращения различного профиля. Насчитывается 17 видов шлифовальных кругов. Они приведены на рис. 7.7.1.
В зависимости от формы и назначения круги бывают плоские прямого профиля (ПП, наиболее распространены), плоские с цилиндрическими и коническими выточками (ПВ, ПВД, ПВК, ПВКД), плоские с двух- и односторонним коническим профилем (2П, 3П, 4П), диски (Д), кольца (1К, 2К), чашки цилиндрические (ЧЦ) и конические (ЧК), тарелки с различным углом профиля (1Т, 2Т, 3Т) и круги специального назначения: (С, И, Кс, М).
Круги ПП и ПВ используются для круглого наружного, внутреннего, бесцентрового и плоского шлифования. Цилиндрические выточки с одной или с двух сторон (ПВ, ПВД) делают тогда, когда зажимные фланцы могут помешать подводить круг к зоне шлифования. Конические выточки у плоских кругов ПВК и ПВКД служат для уменьшения площади контакта боковой поверхности круга с заготовкой при шлифовании буртиков, что уменьшает тепловыделение и улучшает качество шлифуемой поверхности. Плоские круги с коническим профилем (2П, 3П, 4П) применяют при ограниченном пространстве в зоне шлифования для заточки многолезвийных инструментов.
Рис. 7.7.1. Шлифовальные круги
Диски (Д) изготовляют тонкими 0,5–5 мм, диаметром 80–500 мм и используют для разрезания заготовок, прорезания канавок и шлифования глубоких пазов. Кольца (1К и 2К) применяют для плоского шлифования. К планшайбе шлифовального станка их крепят цементирующим веществом. Форма 2К обеспечивает более надежное крепление. Круги ЧЦ и ЧК используются для заточки инструментов и для плоского шлифования. Тарелки 1Т, 2Т, 3Т применяют для заточки режущих инструментов, когда свободное пространство в зоне шлифования резко ограничено: 1Т – для заточки передней поверхности зубьев фрез, 2Т – для заточки червячных фрез, более узкие 3Т – для шлифования долбяков и цилиндрических зубчатых колес.
Круги ЧЦ и ЧК используются для заточки инструментов и для плоского шлифования. Тарелки 1Т, 2Т, 3Т применяют для заточки режущих инструментов, когда свободное пространство в зоне шлифования резко ограничено: 1Т – для заточки передней поверхности зубьев фрез, 2Т – для заточки червячных фрез, более узкие 3Т – для шлифования долбяков и цилиндрических зубчатых колес.
Специальные круги имеют наименование в соответствии с родом работы: С – для шлифования калибровых скоб, И – для заточки иголок, Кс – для заточки ножей косилок, М – для разрезания минералов.
Шлифовальные головки
Шлифовальными головками называют шлифовальные круги малых размеров. Существует семь разновидностей шлифовальных головок, основные из которых приведены на рис. 7.7.2.
Рис. 7.7.2. Шлифовальные головки Рис. 7.7.3. Шлифовальные сегменты
Их применяют для внутреннего шлифования, а также для обработки фасонных поверхностей и снятия заусенцев. На шпинделе станка головку закрепляют при помощи резьбовой шпильки. На другом конце шпилька имеет насечку, которая входит в глухое отверстие головки и фиксируется клеящим веществом.
На шпинделе станка головку закрепляют при помощи резьбовой шпильки. На другом конце шпилька имеет насечку, которая входит в глухое отверстие головки и фиксируется клеящим веществом.
Шлифовальные сегменты
Шлифовальные круги больших размеров делают сборной конструкции, состоящими из нескольких сегментов. Сегменты зажимают в гнездах патрона, который крепится на шпинделе станка. После закрепления сегменты образуют прерывистую плоскую кольцевую поверхность. Изготовляют сегменты различной формы: плоские, выпукло-вогнутые и т. д. На рис. 7.7.3 показаны основные разновидности шлифовальных сегментов.
Различная форма и размеры сегментов обусловлены существующими конструкциями корпусов для их крепления. Сегментные круги применяют для плоского торцового шлифования деталей больших размеров.
Абразивные бруски, ленты и шкурки. Алмазные круги
Брусками называют абразивный инструмент, имеющий по длине одинаковый профиль. Бруски изготовляют квадратными, плоскими, трехгранными, круглыми, полукруглыми диаметром 2–90 мм и длиной до 200 мм. Их применяют для слесарных работ, для хонинговальных и суперфинишных головок.
Их применяют для слесарных работ, для хонинговальных и суперфинишных головок.
Ленты и шкурки – абразивный инструмент, представляющий собой тонкую гибкую основу с закрепленным на ней слоем абразивного зерна. Основа – металлическая лента, тканевое или бумажное полотно. Закрепление абразивных зерен производится мездровым клеем, техническим казеином, лаком ЯН-153 или синтетическим лаком ПФШ-4. Шлифование лентами выполняется на специальных станках, шкурками – на станках и вручную.
Алмазные круги выпускают 16 типов. Их формы и обозначения те же, что и абразивных кругов, только впереди ставятся буквы А для природных алмазов и АС – для синтетических алмазов, например, АПП, АЧК, АСПП, АСЧК и т. д. Толщина алмазоносного слоя на круге 1–5 мм.
Маркировка шлифовальных кругов
Маркировка включает в себя основные характеристики круга. Например, маркировка
ПП–500´50´305–14А–25–С2–7–К5–35 м/с расшифровывается следующим образом:
ПП– форма круга (плоский прямой профиль, см. рис. 7.7.1).
рис. 7.7.1).
500´50´305 – габаритные размеры круга (наружный диаметр 500 мм, внутренний посадочный диаметр 305 мм, ширина круга 50 мм).
14А– вид абразивного материала (электрокорунд нормальный марки 14А). В качестве абразивного материала может использоваться электрокорунд нормальный (марок 12А … 16А), электрокорунд белый (марок 22А … 25А), легированный электрокорунд (марок 32А … 34А, 37А, 38А), монокорунд (марок 43А … 45А), карбид кремния черный (марок 52С … 55С), карбид кремния зеленый (марок 62С … 64С), природные и синтетические алмазы (марок АСО, АСР, АСВ, АСК, АСС, АСМ, АСН), эльбор и другие материалы.
25 – зернистость шлифовального круга (номер 25, шлифзерна, размер зерен основной фракции 250 мкм). Зернистость характеризует крупность зерен. Существует 26 номеров зернистости для всех абразивных материалов, кроме алмазов. Размер абразивных зерен и их обозначение приведены в табл. 7.7.1. Для алмазных зерен принято другое обозначение зернистости в виде дроби, в которой числитель соответствует наибольшему, а знаменатель – наименьшему размеру основной фракции зерен в мкм. Размер алмазных зерен и их обозначение приведены в табл. 7.7.2.
Размер алмазных зерен и их обозначение приведены в табл. 7.7.2.
Таблица 7.7.1. Размер абразивных зерен и их обозначение
| Интервал номеров | 200…16 | 12…3 | М40…М5 |
| Размер зерен
основной фракции | 2000…160 мкм | 125…28 мкм | 40…3 мкм |
| Название зерен | Шлифзерна | Шлифпорошки | Микропорошки |
Таблица 7.7.2. Размер алмазных зерен и их обозначение
| Интервал
размеров зерен | от 630/500 до 50/40 мкм | от 60/40 до 1/0 мкм |
| Название
зерен | Шлифпорошки | Микропорошки |
С2 – степень твердости круга (средний класс твердости). Под твердостью абразивного инструмента понимают сопротивление связки вырыванию абразивных зерен внешней силой. Установлено 7 классов твердости, которые приведены в табл. 7.7.3.
Установлено 7 классов твердости, которые приведены в табл. 7.7.3.
Таблица 7.7.3. Твердость абразивного инструмента
| Класс твердости | Обозначения |
| Мягкий | М1, М2, М3 |
| Среднемягкий | СМ1, СМ2 |
| Средний | С1, С2 |
| Среднетвердый | СТ1, СТ2, СТ3 |
| Твердый | Т1, Т2 |
| Весьма твердый | ВТ1, ВТ2 |
| Чрезвычайно твердый | ЧТ1, ЧТ2 |
7 – номер структуры (объемное содержание зерна в круге 48 %). Структурой абразивного инструмента называют соотношение в процентах объемов, занятых в нем абразивными зернами, связкой и порами. Различают 12 основных номеров структур. Большей пористости круга отвечает больший номер. Объем связки при увеличении номера также возрастает. Основой системы обозначения структур является объемное содержание зерна в инструменте, которое приведено в табл. 7.7.4.
Объем связки при увеличении номера также возрастает. Основой системы обозначения структур является объемное содержание зерна в инструменте, которое приведено в табл. 7.7.4.
Таблица 7.7.4. Структуры абразивного инструмента
| Номер
Структуры | ||||||||||||
| Объемное
содержание зерна, % |
Структуры № 1…4 называют закрытыми или плотными, № 5…8 – средними, № 9…12 – открытыми. При шлифовании на обычных скоростях (до 35 м/с) чаще используют круги с закрытыми структурами, на повышенных скоростях (35. ..50 м/с) круги со средними структурами, при больших скоростях – с открытыми структурами.
..50 м/с) круги со средними структурами, при больших скоростях – с открытыми структурами.
К5 – вид материала связки круга (керамическая связка марки К5).
Связка может быть неорганической, органической и металлической.
Из неорганических связок наиболее широко используются керамическая (К) и силикатная (С) связки.
Из органических связок наиболее распространены бакелитовая (Б) и вулканитовая (В) связки. Бакелит – синтетическая смола. Вулканит – синтетический каучук, подвергнутый вулканизации. Также применяется глифталевая связка (ГФ), которая представляет собой синтетическую смолу, состоящую из глицерина и фталевого ангидрида.
Металлические связки (М) состоят из металлической основы (порошки олова, алюминия, меди) и наполнителя. Они обычно применяются в алмазных кругах, так как прочнее удерживают зерна и позволяют полнее использовать режущие свойства алмазов;
35 м/с – допустимая окружная скорость резания при шлифовании. Предельная скорость вращения круга зависит от вида абразивного материала и вида связки, обрабатываемого материала и характера обработки (вид шлифования, глубина резания, подача и т. д.). Она ограничивается в первую очередь прочностью круга на разрыв. На кругах диаметром более 150 мм обязательно должна быть указана предельная окружная скорость. Если на круге нет указания скорости, то для кругов на керамической и бакелитовой связках она не должна превышать 35 м/с, на вулканитовой связке – 40 м/с. Любой круг перед использованием должен быть испытан при скорости вращения в 1,5 раза выше предельной.
Предельная скорость вращения круга зависит от вида абразивного материала и вида связки, обрабатываемого материала и характера обработки (вид шлифования, глубина резания, подача и т. д.). Она ограничивается в первую очередь прочностью круга на разрыв. На кругах диаметром более 150 мм обязательно должна быть указана предельная окружная скорость. Если на круге нет указания скорости, то для кругов на керамической и бакелитовой связках она не должна превышать 35 м/с, на вулканитовой связке – 40 м/с. Любой круг перед использованием должен быть испытан при скорости вращения в 1,5 раза выше предельной.
Режущие и абразивные инструменты
К ручным режущим инструментам относятся: эмалевый нож, экскаватор, триммер десневого края, мотыга, долото, топорик.
Боры – это стандартные рабочие инструменты, они бывают:
1. вольфрам-карбидные (твердосплавные)
Применять рекомендуется:
препарирование полости
экскавация полости
финирование стенок полости
высверливание пломб.
“Земное кольцо” – маркировка, обозначающая твердосплавные боры с ↑ режущей эффективностью.
Для боров с продольными режущими кромками применяется следующая маркировка:
отсутствие кольца – 8 лезвий
желтое кольцо – 16 лезвий
белое кольцо – 30 лезвий
2. Стальные боры рекомендованы: экскавация поврежденного дентина 500-2000 об/мин.
3. Алмазные боры (код 806, 806/500). Маркировка боров в зависимости от размера алмазного
- черное кольцо – супергрубые (150 мкм)
- зеленое кольцо – грубые (120мкм)
- отсутствие кольца – средние (100 мкм)
- красное кольцо – мелкие (30 мкм)
- желтое кольцо – супермелкие (15 мкм)
Рекомендованы: препарирование полости финирование композитов
Абразивы – предназначены для универсального шлифования. Мах. допустимые V до 120000 об/мин.
Полиры – бывают: белые – для полирования эмали, композитов, амальгамы
- черные – для амальгамы
- коричневые – для предварительной полировки
- зеленые – глянцевые полиры.

Применяются для предварительного и окончательного полирования на V – не больше 30.000 об/мин.; если используется алмазная полировальная паста, то V = 3.000 об/мин.
Стандартизация ISO (1986 г.)
15-значный цифровой код каждого инструмента
Первые три цифры несут информацию о характере материала, из которого изготовлена рабочая часть (головка) инструмента.
Например: 310 – хромисто-ванадиевый сплав
312 – хромисто-вольфрамовый сплав
500 – «твердосплавные»
806 – «алмазные»
Четвертая, пятая, шестая цифры отражают характеристику хвостовика вращающего инструмента и общую длину инструмента.
Например: 103 – диаметр бора 2,35 мм; длина – 34 мм.
104 – диаметр – 2,35 мм; длина – 44,5 мм. для
105 – диаметр — 2,35 мм; длина – 64 мм. прямого
106 – диаметр – 2,35 мм; длина – 70 мм наконечника
202 – диаметр – 2,35 мм; длина – 16,0 мм.
203 – диаметр – 2,35 мм; длина – 18,5 мм для углового
204 – диаметр – 2,35 мм; длина – 22 мм наконечника
205 – диаметр – 2,35 мм; длина – 26 мм
206 – диаметр – 2,35 мм; длина – 34 мм
313 – диаметр – 1,6 мм; длина – 16,5 мм
314 – диаметр – 1,6 мм; длина – 19 мм для турбинного
315 – диаметр – 1,6 мм; длина – 21 мм наконечника
316 – диаметр – 1,6 мм; длина – 25 мм
Седьмая, восьмая, девятая цифры отражают информацию о форме рабочей части (головки). Более 30 видов.
Более 30 видов.
Например: 001-007 – шаровидная
010-039 – обратноконусная
040-100 – колесовидная
107-158 – цилиндрическая
159-223 – конусная
239-252 – пламевидная
277-281 – эллипсовидная
303-316 – лентикулярная
320-392 – диски
с 417 – эндодонтический инструмент
Десятая, одиннадцатая, двенадцатая цифры отражают тип режущей рабочей части. Более 100 разновидностей типа режущей части.
Тринадцатая, четырнадцатая, пятнадцатая цифры – диаметр головки, выражен числом, составляющем 0,1 мм..
Например: № 0,05 – диметр головки – 0,5 мм
№ 0,06 – диаметр головки – 0,6 мм
№ 0,12 – диаметр головки – 1,2 мм
Размеры от 0,05 – до 760.
Фиксация бора в наконечнике производится следующими приемами:
а) в угловых наконечниках при помощи поворотной или скользящей планки,
б) в прямых наконечниках смещением частей наконечника относительно друг друга или автоматически при включении бор машины,
в) в турбинных наконечниках специальными приспособлениями (ключами).
Средства изоляции от слюны:
1) ватные валики
2) коффердам-система (состав: рамка – металлическая или пластмассовая, завесы латексные, кламмера, пробойник, щипцы для фиксации кламмеров)
3) слюноотсос
Тестовый контроль
1. Перечислите ручные режущие инструменты:
А) эмалевый нож
Б) зонд
В) штопфер
Г) экскаватор
2. Вакуумная система, предназначена для удаления водяного тумана, возникающего при работе наконечника с охлаждающим спреем – это _____
3. После смазывания наконечник следует хранить:
А) головкой вверх
Б) головкой вниз
Г) не имеет значения
4. Найдите соответствие маркировки абразивных режущих инструментов со степенью зернистости:
А) Желтая 1) ультратонкая
Б) Красная 2) грубая
В) Черная 3) сверхтонкая
Г) Белая 4) сверхгрубая
Д) Зеленая 5) тонкая
5. Вакуумная система для удаления жидкости из полости рта в процессе работы – это _________________________________________
6. Укажите возможные длины боров для турбинного наконечника:
Укажите возможные длины боров для турбинного наконечника:
А) 16 мм
Б) 19 мм
Г) 29 мм
Д) 25 мм
Е) 21 мм
7. Низкоскоростные моторы обеспечивают скорость вращения роторного инструмента:
d) 10000- 10000 об/мин
e) 10000-30000 об/мин
f) 100000-500000 об/мин
Режущая поверхность абразивного инструмента — Энциклопедия по машиностроению XXL
Элементы срезаемого слоя при шлифовании относятся не к единичным режущим зернам, а к их совокупности — режущей поверхности абразивного инструмента. Основными элементами режима резания при шлифовании являются окружная скорость круга окружная скорость заготовки v,, глубина резания / и подача S.
[c.523]
| Рис. 17.9. Рельеф режущей поверхности абразивного инструмента |
ИЗНОС РЕЖУЩЕЙ ПОВЕРХНОСТИ. Абразивные инструменты со степенью твердости М и СМ изнашиваются преимущественно благодаря их способности к самозатачиванию. Абразивные зерна этих кругов вырываются или выкрашиваются действующими силами резания и трения. Более твердые абразивные инструменты (со степенью твердости С, СТ и Т) изнашиваются вследствие частичного раскрашивания зерен и частичного изнашивания вершин зерен от истирающего действия обрабатываемого материала. В результате изнашивания на вершинах абразивных зерен образуются изношенные площадки, которые препятствуют внедрению абразивных зерен в обрабатываемый материал. Такие круги считаются изношенными и для дальнейшей работы непригодны.
[c.288]
Абразивные зерна этих кругов вырываются или выкрашиваются действующими силами резания и трения. Более твердые абразивные инструменты (со степенью твердости С, СТ и Т) изнашиваются вследствие частичного раскрашивания зерен и частичного изнашивания вершин зерен от истирающего действия обрабатываемого материала. В результате изнашивания на вершинах абразивных зерен образуются изношенные площадки, которые препятствуют внедрению абразивных зерен в обрабатываемый материал. Такие круги считаются изношенными и для дальнейшей работы непригодны.
[c.288]
РЕЖУЩАЯ ПОВЕРХНОСТЬ АБРАЗИВНОГО ИНСТРУМЕНТА [c.62]
Наиболее полной характеристикой шероховатости режущей поверхности абразивных инструментов является понятие о режущей площади поверхности абразивных зерен. В этом понятии комплексно учитывается форма вершин режущих кромок, углы при их вершинах, количество режущих кромок, приходящихся на единицу площади, и расстояние между абразивными зернами.
[c.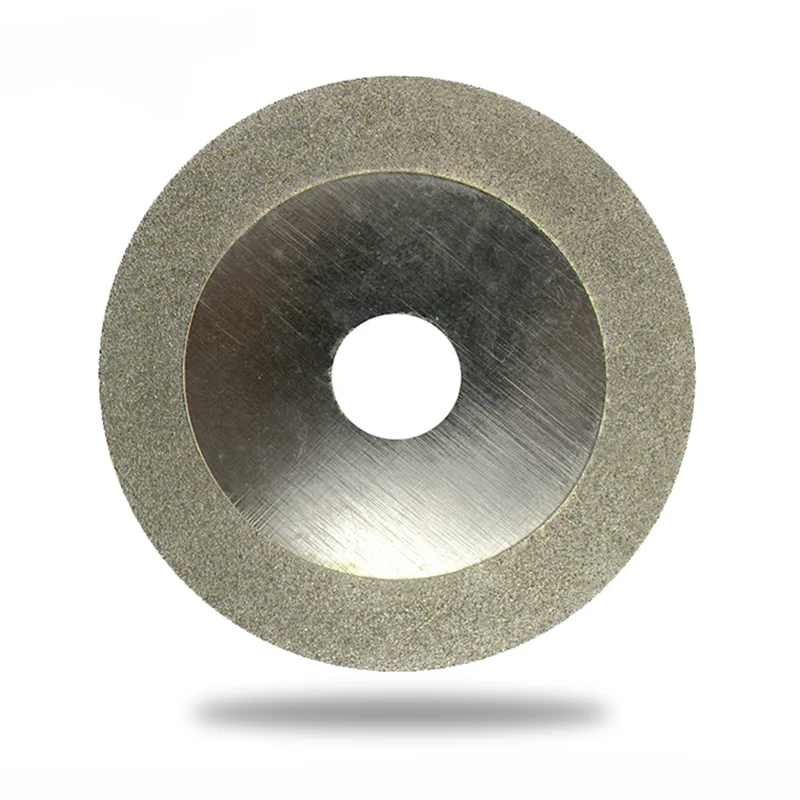 63]
63]
Какие параметры характеризуют режущую поверхность абразивного инструмента [c.64]
Режущая поверхность абразивного инструмента не имеет определенных геометрических параметров режущей части, присущих металлическому инструменту. Пространственное расположение и распределение режущих граней и поверхностей абразивных зерен разнообразной формы и размеров определяет существенное отличие процесса образования поверхности при абразивной обработке от процесса резания обычными инструментами. Радиус округления режущих кромок на абразивных зернах по сравнению с толщиной слоя, срезаемого каждым зерном, сравнительно велик его размеры соизмеримы с толщиной срезаемого слоя (алмазные круги) или превосходят ее в несколько раз (абразивные круги). [c.65]
Очень важной характеристикой качества поверхности является направление штрихов, образующихся при механической обработке режущим или абразивным инструментом. При различных видах механической обработки согласно американскому проекту стандарта
[c. 22]
22]
Наибольшую производительность обеспечивает применение специальной головки, оснащенной вращающимся режущим или абразивным инструментом, с помощью которого производится съем материала с поверхности ротора в тяжелом месте . Однако точность балансировки при этом невелика, так как режущий инструмент оказывает давление на ротор. Этого недостатка лишены бесконтактные (физические) методы удаления материала. Так как измерение и устранение дисбаланса происходят во время вращения, число циклов балансировки может быть большим и точность балансировки высокой при невысокой точности измерения дисбаланса в каждом цикле. [c.78]
Для непосредственной установки режущего и абразивного инструмента за крепежную часть используются присоединительные поверхности металлообрабатывающих станков. Наиболее распространенные конструк-щш концов щпинделей, шпонок, гаек и т.п. приведены в табл. 4.16-4. 25.
[c.135]
25.
[c.135]
Процессы самозатачивания и правки инструмента предопределяют принудительное удаление части абразивных зерен с рабочей поверхности инструмента, режущая способность и объем которых полезно использованы неполностью. При этом вращение инструмента одностороннее. Традиционное одностороннее вращение абразивного инструмента позволяет использовать режущие свойства зерен только с одной стороны. Хотя очевидно, что хаотическое расположение зерен в инструменте предопределяет и хаотическое распределение их режущих кромок. По закону равновероятности в реальном инструменте абразивные зерна располагаются любой частью с благоприятной и неблагоприятной геометрией по отношению к обрабатываемой поверхности как в одном, так и в другом направлениях. В результате этого большая часть зерен при одностороннем вращении инструмента имеет неблагоприятное положение для резания. Они не совершают полезную работу резания, а производят только упругое и пластическое оттеснение металла обрабатываемой поверхности и изнашиваются с образованием площадок.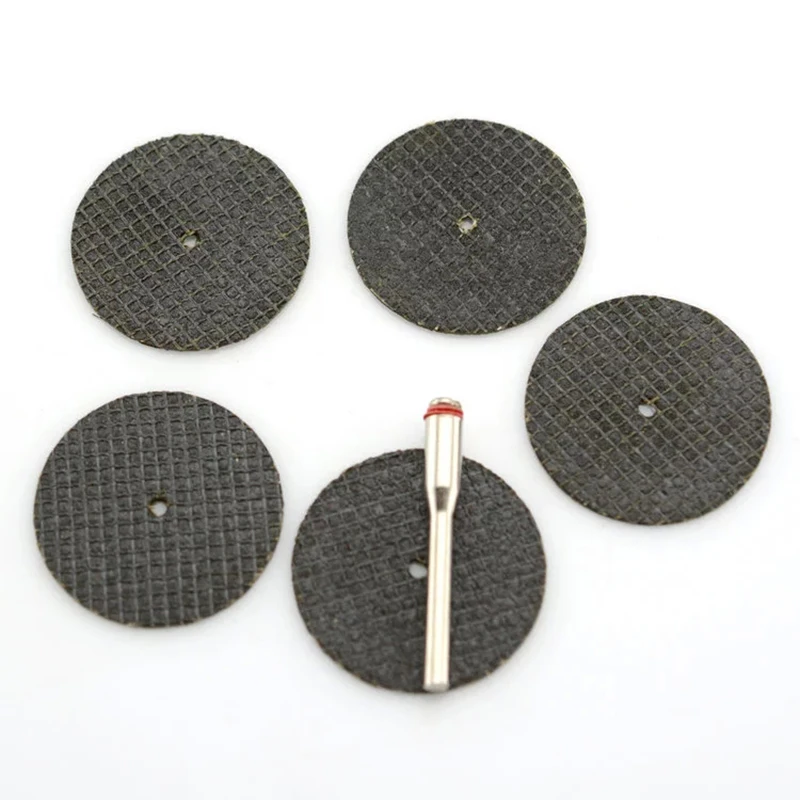 Площадки износа (рис. 8.10) автоматически затачивают эти зерна и создают им благоприятную геометрию для резания с другой стороны. Реализация режущих свойств абразивных зерен с противоположной стороны может быть обеспечена при изменении вращения инструмента на обратное. В процессе шлифования растут площадки износа, увеличивается радиус закругления и передний угол у. При достижении передним углом значения тах абразивные зерна перестают резать, увеличивается работа на преодоление трения, пластическую деформацию, повышается тепловыделение, или же возросшими силами резания затупившиеся зерна вырываются из связки, хотя их полезный объем полностью еще не использован. Если же силы удерживания зерна в связке велики, то для восстановления режущей способности абразивного инструмента применяют специальную операцию принудительного удаления затупленных зерен — правку.
[c.199]
Площадки износа (рис. 8.10) автоматически затачивают эти зерна и создают им благоприятную геометрию для резания с другой стороны. Реализация режущих свойств абразивных зерен с противоположной стороны может быть обеспечена при изменении вращения инструмента на обратное. В процессе шлифования растут площадки износа, увеличивается радиус закругления и передний угол у. При достижении передним углом значения тах абразивные зерна перестают резать, увеличивается работа на преодоление трения, пластическую деформацию, повышается тепловыделение, или же возросшими силами резания затупившиеся зерна вырываются из связки, хотя их полезный объем полностью еще не использован. Если же силы удерживания зерна в связке велики, то для восстановления режущей способности абразивного инструмента применяют специальную операцию принудительного удаления затупленных зерен — правку.
[c.199]
Скорости подач определяются режущей способностью абразивного инструмента, требованиями к точности и шероховатости обработанной поверхности. Помимо этого, в станках осуществляются и другие дни-
[c.5]
Помимо этого, в станках осуществляются и другие дни-
[c.5]
Рабочая поверхность инструмента подготавливается к работе точением — подрезкой торца на токарном станке. При этом происходит раскалывание микросфер, находящихся на рабочей поверхности абразивного инструмента, с образованием режущих элементов, а также пор, возникающих в местах выпадания [c.252]
Основным видом окончательной обработки уплотнительных поверхностей жестких металл-металлических КУ с упругим и упругопластическим контактом является притирка. Притирка и ее влияние на качество поверхности исследованы достаточно полно [57, 68]. Вместе с тем требования к инструментам и режимам обработки режущими и абразивными инструментами при предшествующих притирке операциях отработаны недостаточно. В практике арматуростроения геометрия инструмента и режимы обработки уплотнительных поверхностей назначаются главным образом из соображений обеспечения высокой производительности на данной операции без учета специфики поверхностей уплотнения. Специальная термическая обработка, направленная на обеспечение стабильности свойств уплотнительных поверхностей, не проводится.
[c.118]
Специальная термическая обработка, направленная на обеспечение стабильности свойств уплотнительных поверхностей, не проводится.
[c.118]
Обработка материала осуществляется за счет откалывания при помощи режущих кромок абразивных частиц, мелких кусочков обрабатываемой поверхности. Энергия, которая необходима абразивной частице для совершения такой работы, сообщается поверхностью инструмента, обращенной к обрабатываемой поверхности того или иного материала. [c.226]
Трение между стружкой и передней поверхностью лезвия инструмента и между его главной задней поверхностью и поверхностью резания заготовки вызывает износ режущего инструмента. В условиях сухого и полусухого трения преобладает абразивное изнашивание инструмента. Высокие температуры и контактные давления вызывают следующие виды изнашивания окислительное — разрушение поверхностных оксидных пленок адгезионное — вырывание частиц материала инструмента стружкой или материалом заготовки вследствие их молекулярного сцепления термическое — структурные превращения в материале инструмента. [c.313]
[c.313]
Правка необходима для восстановления режущих свойств рабочей поверхности (устранение заступления абразивных зерен и «засаливания» микрорельефа инструмента), а также для восстановления необходимой геометрической формы рабочей поверхности инструмента. Время между двумя правками, измеряемое в минутах шлифования, называется периодом стойкости абразивного инструмента.
[c.653]
Все режущие инструменты, предназначенные для удаления припуска с заготовки и превращения его в стружку, делятся на лезвийные и абразивные и те, и другие, проработав определенное время, теряют свои режущие свойства, которые должны быть восстановлены. Процесс восстановления режущих свойств принципиально разный для лезвийных и абразивных инструментов. Для первых это переточка с образованием новых поверхностей и режущих кромок, которая должна происходить [c.664]
Для восстановления режущих свойств лезвийного инструмента необходимо образовать новые режущие кромки. Неразборный инструмент (цельный, паяный, клееный) надо отправить на участок переточки для образования новых передней и задней поверхностей и, таким образом, образования новых режущих кромок. Для сборного инструмента со сменными многогранными пластинками (СМП) достаточно заменить или повернуть СМП. Абразивный инструмент подвергается правке на рабочей позиции специальным правящим инструментом, который удаляет слой затупившихся абразивных зерен и образует новую режущую поверхность, попутно исправляя и восстанавливая ее правильную геометрическую форму.
[c.665]
Неразборный инструмент (цельный, паяный, клееный) надо отправить на участок переточки для образования новых передней и задней поверхностей и, таким образом, образования новых режущих кромок. Для сборного инструмента со сменными многогранными пластинками (СМП) достаточно заменить или повернуть СМП. Абразивный инструмент подвергается правке на рабочей позиции специальным правящим инструментом, который удаляет слой затупившихся абразивных зерен и образует новую режущую поверхность, попутно исправляя и восстанавливая ее правильную геометрическую форму.
[c.665]
Шлифование — это процесс обработки металлов резанием при помощи абразивного инструмента с режущими элементами в виде зерен абразивных материалов, имеющих весьма высокую твердость. Шлифование является чистовой, отделочной операцией, обеспечивающей высокую точность и малую шероховатость поверхности. В ряде случаев оно применяется для обдирочных работ со снятием слоя до 6 мм. Шлифованием обрабатываются детали как из мягких, так и из твердых материалов. [c.523]
[c.523]
Выхваты Углубления, полученные при обработке абразивным инструментом Сокращают срок службы изделия и портят вид поверхности. Выхваты на режущей части инструмента понижают качество его работы [c.86]
Абразивный инструмент представляет собой матрицу, содержащую твёрдые режущие включения. Поскольку матрица изнашивается значительно быстрее включений, именно включения являются выступающими элементами, находящимися в контакте с обрабатываемой поверхностью. Это даёт основание моделировать поверхность инструмента системой штампов (включений), связанных между собой (заключенных в матрицу). Обрабатываемую поверхность будем моделировать упругим полупространством, поверхность которого остаётся плоской в про- [c.445]
В книгу включены сведения о новых инструментальных материалах (твердые сплавы и быстрорежущие стали), об алмазном инструменте, инструментах для автоматических линий, инструментах для нарезания зубчатых колес рассмотрены новые, более совершенные конструкции режущего инструмента, высокопроизводительные режимы резания, новые ГОСТы на шероховатость обработанной поверхности, на абразивный инструмент и др. [c.3]
[c.3]
Помещены справочные данные, необходимые для конструирования и рациональной эксплуатации режущего и абразивно-алмазного инструмента. Приведены сведения о современных инструментальных материалах, режущих и вспомогательных инструментах, в том числе об инструментальной оснастке станков с ЧПУ, методах модификации рабочих поверхностей металлообрабатывающего инструмента, режимах термообработки, методах затачивания, контроля, маркировки, консервации и упаковки инструмента. [c.2]
При полировании из-за эластичной связки в абразивном инструменте каждое режущее абразивное зерно как бы подпружинено и под действием сил резания частично углубляется в связку. Степень углубления зерна зависит от обрабатываемой поверхности на выступающих участках абразивные зерна углубляются больше, сохраняя исходный профиль обрабатываемой поверхности. Таким образом, полированием достигается снижение шероховатости на плоских, цилиндрических и фасонных поверхностях без изменения профиля и геометрических параметров обрабатываемой поверхности. [c.631]
[c.631]
Для фрезерования пазов автором совместно с сотрудниками разработан специальный инструмент из СТМ, работающий по принципу абразивных инструментов [2]. Конструкция инструмента приведена на рис. 6.6. Этот инструмент является универсальным, так как позволяет прорезать глухие пазы и сверлить отверстия. Он представляет собой полую металлическую оправку, состоящую из хвостовика 1 и режущей части 2. На режущей части с торцовой и боковой сторон нанесен алмазоносный слой 3. Продольные канавки 4 на боковой поверхности соединены с внутренней полостью оправки через канавки 5 на торцовой поверхности и сквозные отверстия 6. [c.138]
Характеристика режущей поверхности абразивного инструмента зависит от числа режущих кромок абразивных зерен, приходящихся на единицу площади поверхности инструмента расстояния между режущими кромками разновысотности режущих кромок, характеризующая их распределение по высоте, величины режущей площади поверхности абразивных зерен. [c.62]
[c.62]
Соприкосновение режущей поверхности круга с поверхностью летали осуществляется отдельными зернами, через которые передается давление. Поэтому оценка режущей поверхности абразивных инструментов по числу режущих кромок, их разновысотности и расстоянию между ними является недостаточной. [c.63]
Правка эльборовых кругов. Правку эльборовых кругов осуществляют различными методами обтачиванием режущей поверхности правящими инструментами из сверхтвердых материалов (алмазами в оправе, алмазными иглами, алмазными карандашами типа 01,02, 03, 04 Славутич и др.) обкатыванием режущей поверхности правящими роликами (алмазными, абразивными, металлическими и др.) шлифованием режущей поверхности правящими кругами вскрытием режущей поверхности абразивными брусками по методу обтачивания притиркой режущей поверхности чугунными притирами со свободным абразивным зерном форсированием износа режущей поверхности круга физико-химическим воздействием на режущую поверхность круга (электрохимическое растворение связки, химическое травление связки и т. д.).
[c.225]
д.).
[c.225]
Псследуемая поверхность образца обрабатывается режущим или абразивным инструментом, а затем шлифуется наждачной бумагой с постепенным переходом от грубой к мелкой.
[c.660]
Основой метода профилографирования является определение статистических характеристик геометрии рельефа режущей поверхности абразивных кругов путем «ощупывания» алмазной иглой. Статистические характеристики изотропных поверхностей являются независимыми от направления сечения и начала отсчета профиля в любом сечении. Для таких поверхностей любой профиль достаточной длины содержит в себе информацию, которую можно распространять на всю поверхность. Применительно к абразивному инструменту все основные характеристики профилей, записанных в двух вза-имно-перпендикулярных направлениях, практически совпадают. [c.229]
Абразивные инструменты. Абразивные инструменты успешно применяются для выполнения различных операций по шлифованию, зачистке и т. п. Шлифовальными кругами удобно очишать поверхности металла перед сваркой и зачищать сварные швы после сварки, снимать заусенцы и наплывы после кислородной резки, производить грубую шлифовку поверхностей, подвергающихся опиливанию и шабровке, затачивать режущий инструмент. Для всех указанных операций используются шлифовальные машины. Различают корпусные шлифовальные машины и машины с гибким шлангом. Последние имеют меньший вес рабочей головки и поэтому более удобны в эксплуатации.
[c.131]
п. Шлифовальными кругами удобно очишать поверхности металла перед сваркой и зачищать сварные швы после сварки, снимать заусенцы и наплывы после кислородной резки, производить грубую шлифовку поверхностей, подвергающихся опиливанию и шабровке, затачивать режущий инструмент. Для всех указанных операций используются шлифовальные машины. Различают корпусные шлифовальные машины и машины с гибким шлангом. Последние имеют меньший вес рабочей головки и поэтому более удобны в эксплуатации.
[c.131]
В процессе суперфиниширования работоспособность брусков быстро снижается из-за заполнения режущей поверхности и пор металлической стружкой, вызывающей засаливание брусков. Поэтому наиболее эффективным для суперфиниширования является применение абразивных брусков, у которых поры заполнены серой, стеарином, кумарином и други)ми органически1ми веществами, выполняющи)ми роль твердого смазочного материала. Под влиянием выделяющейся теплоты в зоне резания на режущей контактной поверхности бруска смазочный материал частично плавится и смазывает рабочие участки инструмента и детали, уменьшает работу трения и препятствует налипанию металлической стружки на режущую поверхность бруска. В результате достигается увеличенный съем металла при одновременном снижении параметра шероховатости обрабатываемой поверхности и повышении стойкости брусков.
[c.437]
В результате достигается увеличенный съем металла при одновременном снижении параметра шероховатости обрабатываемой поверхности и повышении стойкости брусков.
[c.437]
Обдирочные операции зачистка заготовок, отливок, поковок, проката, штампованных деталей Плоское шлифование торцом круга, заточка резцов, правка абразивных инструментов, отрезание Предварительное и окончательное шлифование деталей, заточка режущего инструмента Чистовое шлифование деталей, обработка профильных поверхностей, заточка мелкого инструмента, шлифование хрупких материалов Доводочное шлифование, доводка режущего инструмента, предварительное хонииговаиие, заточка тонких лезвий Доводочное шлифование металлов, стекла и т. п., резьбошлифова-ние, чистовое хонингование Окончательное хонингование, суперфиниширование, доводка тонких лезвий и мерительных поверхностей калибров, резьбошлифование изделий с мелким шагом [c.345]
Шлифованием называют процессы обработки заготовок резанием режущим инструментом, рабочая часть которого содержит частицы абразивного материала. Такой режущий инструмент называют абразивным. Измельченный абразивный материал (абразивные зерна), твердость которого превышает твердость обрабатываемого материала и который способен в измельченном состоянии осуществлять обработку резанием, называют шлифовальным. В зависимости от вида используемого шлифовального материала различают алмазные, эльборовые, электроко-рундовые, карбидкремниевые и другие абразивные инструменты (шлифовальные круги). Абразивные зерна расположены в круге беспорядочно и удерживаются связующим материалом. При вращательном движении круга в зоне его контакта с заготовкой часть зерен срезает материал в виде очень большого числа тонких стружек (до 100 ООО ООО в минуту). Шлифовальные крути срезают стружки на очень больших скоростях — от 30 м/с и выше (порядка 125 м/с). Процесс резания каждым зерном осуществляется почти мгновенно. Обработанная поверхность представляет собой совокупность микроследов абразивных зерен и имеет малую шероховатость, Часть зерен ориентирована так, что резать не может.
Такой режущий инструмент называют абразивным. Измельченный абразивный материал (абразивные зерна), твердость которого превышает твердость обрабатываемого материала и который способен в измельченном состоянии осуществлять обработку резанием, называют шлифовальным. В зависимости от вида используемого шлифовального материала различают алмазные, эльборовые, электроко-рундовые, карбидкремниевые и другие абразивные инструменты (шлифовальные круги). Абразивные зерна расположены в круге беспорядочно и удерживаются связующим материалом. При вращательном движении круга в зоне его контакта с заготовкой часть зерен срезает материал в виде очень большого числа тонких стружек (до 100 ООО ООО в минуту). Шлифовальные крути срезают стружки на очень больших скоростях — от 30 м/с и выше (порядка 125 м/с). Процесс резания каждым зерном осуществляется почти мгновенно. Обработанная поверхность представляет собой совокупность микроследов абразивных зерен и имеет малую шероховатость, Часть зерен ориентирована так, что резать не может. Такие зерна производят работу трения по поверхности резания.
[c.409]
Такие зерна производят работу трения по поверхности резания.
[c.409]
Для абразивного инструмента износ режущей поверхности выражается в образовании площадок износа на каждом абразивном зер-ныщке и засаливании режущей поверхности (заполнение пространства между абразивными зернами шламом). [c.665]
Применение шлифовальных кругов из синтетических алмазов и кубического нитрида бора при заточке и доводке режущего инструмента, по сравнению с абразивными кругами, обеспечивает более качественный поверхностный слой режущих лезвий инструмента. Ал-мазно-эльборовая обработка не вызывает на рабочих поверхностях обработанного инструмента высоких температур, не сопровождается структурно-фазовыми превращениями. [c.684]
В процессе резания ийструмент затупляется, теряет свои режущие свойства. Изнашивание инструмента происходит в результате трения сходящей стружки о переднюю поверхность резца и его задних поверхностей о поверхность заготовки. Механизм изнашивания инструмента достаточно сложен и включает в себя следующие виды изнашивания абразивное, адгезионное, диффузионное и окислительное. [c.461]
Способность связки удерживать абразивные зерна на поверхности инструмента в процессе резания называется твердостью круга. Правильно выбранная твердость обеспечивает самозатачивание, т. е. обновление режущей способности круга за счет выкрашивания затупившихся зерен. Для шлифования твердых сталей применяют мягкие круги, и наоборот, мягкйе стали шлифуют твердыми кругами. Вязкие материалы (медь, латунь) шлифуют крупнозернистыми мягкими кругами, так как твердые круги быстро засаливаются, их поры забиваются стружкой. Абразивные инструменты имеют различные степени твердости мягкие (М), средне мягкие (СМ), средние (С), средне твердые (СТ), твердые (Т), весьма твердые (ВТ) и чрезвычайно твердые (ЧТ). Каждая группа твердости имеет несколько подгрупп и на маркировке круга степень твердости указывают индексом (например, СТ2). [c.531]
Обкатка роликами существенно уменьшает неблагоприятное влияние шлифования и улучшает чистоту поверхности. Правка азотированных деталей снижает предел выносливости. Стойкость против образования питингов у азотированных конструкционных сталей невелика. При повышенных контактных напряжениях глубина азотированного слоя должна быть не менее 0,4—0,5 мм. Азотирование следует использовать в тех случаях, когда контактные напряжения не слишком велики и деталь работает в условиях трения скольжения (или абразивного износа). Азотирование повышает сопротивление стали кавитационной эрозии. Азотирование режущего и накатного инструмента (сверл, метчиков, накатников и т. д.) из быстрорежущей стали повышает [c.351]
Зернистость инструмента. Выбирается в зависимости от условий обработки. Так, зернистость 160 и более рекомендуется при обдирочном силовом шлифовании 125 — 80 — при обдирочных операциях, при зачистке отливок, поковок, штамповочных и других заготовок 80 — 50 — при плоском шлифовании торцом крута, заточке средних и крупных резцов, правке абразивного инструмента, отрезке 63 — 25 — при предварительном и комбинированном шлифовании (предварительное и окончательное шлифование выполняются без съема изделия со станка), заточке режущего инструмента 32 — 16 — при чистовом шлифовании, обработке профильных поверхностей, заточке мелкого инструмента, шлифовании хрупких материалов 12 — 6 — при отделочном шлифовании, доводке твердых сплавов, доводке режущего инструмента, предварительном хо-нинговании, заточке тонких лезвий 6 — 4 — при отделочном шлифовании металлов, стекла, мрамора и т.п., резьбошлифовании, чистовом хонинго-вании М40 и мельче — при суперфинишировании, окончательном хонин-говании, доводке тонких лезвий измерительных поверхностей калибров, резьбошлифовании изделий с мелким шагом. [c.357]
Параметры работоспособности абразивного инструмента обычно изменяются во времени. Восстановление заданной геометрической формы и режущей способности рабочей поверхности инструмента называют правкой. Необходимость в правке отпадает для тех инструментов, которые обладают самозатачиваемостью, т. е. свойством абразивного инструмента сохранять работоспособное состояние в течение всего периода эксплуатации. В режиме самозатачивания работают сегментные торцешлифовальные круги, хонинговальные и суперфинишные бруски, обдирочные круги, шлифовальные круги с определенными характеристиками и ряд других инструментов. Для большинства абразивных инструментов параметры работоспособности определяются состоянием рельефа рабочих поверхностей, отклонениями от геометрической формы и их взаимного расположения.
[c.355]
Каков уровень требований, которые следует выдвигать при синтезе СОЖ В принципе,. как полагает М. Б. Гордон, реальны.м является полное устранение адгезии на поверхностях трения и достижение там гомогенного граничного трения. Одновременно реальным является требование предотвратить разрушающее влияние естественной среды (кислорода) в тех условиях, когда оно вызывает деструкцию твердых сплавов или в условиях, когда Окисные пленки затрудняют обработку новерхности методами резания (шлифования), а также в тех случаях, когда на стружке и поверхности резания интенсивно образуются, разрушаются и вновь регенерируются толстые и твердые окионые пленки, абразивно разрушающие контактные поверхности режущего инструмента. Охлаждающее действие СОЖ наиболее сильно молсет понизить температуру обрабатываемой детали и массы режущего инструмента, а моющее действие — предотвратить преждевременный выход и строя абразивного инструмента по причине засаливания, многократно уменьшить из нос лезвийных инструментов и способствовать резкому улучшению шероховатости обработанных поверхностей. [c.54]
Механизм действия твердых смазок состоит в том, что под влиянием тепла в зоне резания они плавятся и смазывают контактные участки инструмента и детали, уменьшают работу трения и препятствуют налипанию металлической стружки на режущую поверхность бруска. По сравнению со стандартными абразивными брусками импре-гнированные твердой смазкой бруски обеспечивают повышение на 2— 3 класса шероховатости поверхности и до 5 раз повышение стойкости инструмента. [c.94]
Абразивное изнашивание твердосплавного инструмента заключается как в некотором износе частиц карбида вольфрама, так и истирания более мягкой кобальтовой связки. В первоначальный момент резания более интенсивно изнашивается мягкая кобальтовая связка, что приводит к оголению и выступанию частиц карбидов, которые осуществляют микрорезание. Выступающие зерна карбидов изнашиваются главным образом путем округления. Износ зерен карбидов приводит к увеличению сил резания, что в свою очередь может вызвать выпадение отдельных зерен. Причиной износа является и цикличность действующих на отдельные зерна нагрузок. Абразивное изнашивание лезвийных инструментов из синтетических алмазов происходит за счет истирания и образования на поверхности инструмента большого количества микрокромок, которые в процессе резания постоянно обновляются, что позволяет в течение длительного времени сохранять режущие свойства инструмента. Стойкость алмазного инструмента на несколько порядков выше, чем твердосплавного. Абразивное изнашивание алмазно-абразивного инструмента происходит из-за истирания связки и выпадения отдельных зерен с поверхности инструмента. Наблюдаются и затупление зерен, а также развитие имеющихся микротрещин и разрушение вследствие этого самих зерен. [c.43]
Критерий затупления сверл. Интенсивное изнашивание сверл при обработке ВКПМ обусловлено рядом причин, к числу которых относятся трение стружки и заготовки о поверхности инструмента, пластическая деформация и выкрашивание режущей кромки, абразивное воздействие армирующих волокон и т. д. В результате износа снижаются точность и качество обработки, особенно на входе и выходе сверла, а также производительность из-за частой смены инструмента. [c.103]
Виды абразивов. Маркировка абразивного инструмента
Абразивные инструменты (шлифовальные круги или шлифовальные головки) состоят из зерен абразивных материалов, скрепленных в одно целое каким-либо связующим веществам. Данные виды абразивного инструмента изготавливаются в основном, из искусственных и, в небольшом количестве, из природных абразивных материалов преимущественно путем прессования массы, состоящей из шлифовального зерна и связки, с последующей термической и механической обработкой полученных заготовок. Кроме того, абразивные инструменты изготовляются способом горячего прессования, литья, литья под давлением, экструдированием и др.
Основные виды абразивных кругов (ГОСТ 2424-83) и области их применения указаны в таблице.
Виды и маркировка кругов абразивных
| ||
| Абразивный инструмент | Обозначение (старое) | Области применения |
| Круги шлифовальные : прямого профиля | Тип 1 (ПП) | Шлифование круглое наружное, внутреннее, плоское периферией круга, обдирочное; зачистные работы |
| Круги шлифовальные: с двусторонним коническим профилем | Тип 4 (2П) | Шлифование резьбы, зубьев зубчатых колес, профиля шеверов и долбяков, зуборезного инструмента |
| Круги шлифовальные: с коническим профилем | Тип3 (ЗП) | Заточка пил |
| Круги шлифовальные: с выточкой | Тип 5 (ПВ) | Круглое внутреннее шлифование; шлифование шейки и торца |
| Круги шлифовальные: с двусторонней выточкой | Тип 7 (ПВД) | Круглое и внутреннее шлифование; бесцентровое шлифование (ведущие круги) |
| Круги шлифовальные: с конической выточкой | Тип 23 (ПВК) | Круглое шлифование шейки и торца |
| Круги шлифовальные: с двусторонней конической выточкой | Тип 26 (ПВДК) | Круглое наружное шлифование с одновременной подрезкой торца |
| Круги шлифовальные: кольцевые | тип 2 (К) | Плоское шлифование торцом круга |
| Круги шлифовальные: чашечные цилиндрические | Тип 6 (ЧЦ) | Заточка режущего инструмента; плоское шлифование торцом круга |
| Круги шлифовальные: чашечные конические | Тип 11 (ЧК) | Заточка режущего инструмента; плоское шлифование торцом круга; шлифование направляющих станин станков |
| Круги шлифовальные: тарельчатые | Тип 12, 13, 14 (Т, 2Т, 1Т) | Заточка и доводка многолезвийного режущего инструмента; шлифование зубьев шестерен и зуборезного инструмента |
Основные типы шлифовальных головок (ГОСТ 2447-82) и области их применения указаны в таблице.
| Абразивный инструмент | Обозначение (старое) | Области применения |
| Головки шлифовальные: цилиндрические | AW (ГЦ) | Обработка фасонных поверхностей штампов пресс-форм; зачистка отливок, сварных конструкций; внутреннее шлифование |
| Головки шлифовальные: угловые | DW (ГУ) | Обработка фасонных поверхностей штампов пресс-форм; зачистка отливок, сварных конструкций |
| Головки шлифовальные: конические | EW (ГК) | То же и зачистка центров |
| Головки шлифовальные: сводчатые | F-1W (ГСВ) | Обработка фасонных поверхностей штампов пресс-форм; зачистка отливок, сварных конструкций |
| Головки шлифовальные: конические с закругленной вершиной | KW (ГКЗ) | |
| Головки шлифовальные: шаровые | F-2W (ГШ) | |
| Головки шлифовальные: шаровые с цилиндрической боковой поверхностью | FW (ГШЦ) |
В характеристику абразивного инструмента, определяющую его рабочие свойства, кроме типа и размеров, входят вид и зернистость абразивного материала, твердость, номер структуры и вид связки. Все эти параметры определяют эксплуатационную характеристику абразивного инструмента, а потому строгое их соблюдение в процессе производства является важнейшим условием обеспечения уровня и стабильности режущих свойств абразивного инструмента на заводе-потребителе. Так же на основании этих параметров назначается маркировка абразивного инструмента.
Выбор абразивного инструмента
Большое значение имеет правильный выбор абразивного инструмента, поэтому нужно знать какие характеристики абразивов хороши для тех или иных условий абразивной обработки. Но, кроме того, для выбора абразивного инструмента, надо хорошо знать условия шлифования: станок, режимы его работы, марку обрабатываемого материала, припуск на обработку, требуемую шероховатость поверхности, вид и характер подачи, смазывающе-охлаждающую жидкость, способ и инструмент для правки шлифовального круга и т. д. Только при этом возможны правильный выбор и рациональное использование абразивного инструмента.
Виды абразивов — алмазный абразив
Алмазный абразивный инструмент, в большинстве случаев представляет собой корпус и алмазоносный слой, закрепленный на нем. Корпус алмазных абразивов обычно изготовлен из стали 45 или стали З, алюминиевого сплава АК6, алюмобакелитового пресс-порошка и керамики. Алмазоносный слой состоит из алмазов, связки и наполнителя. Алмазный абразивный инструмент также имеет свою маркировку, которая зависит от его характеристик (размеры, связка и т.д.).
От правильного выбора абразивного инструмента зависит качество обработанной поверхности. На сегодняшний день существую огромной количество видов абразивного инструмента (видов абразивных кругов, головок) и не всегда, получается, правильно выбрать инструмент, особенно когда, например, маркировка кругов абразивных отечественного производства отличается от маркировки импортных абразивов. Наши специалисты всегда готовы помочь с выбором инструмента. Имея собственное производство и партнерские отношения с другими производителями, мы сможем подобрать вам абразив под любые условия его работы, либо изготовить под заказ, если нет нужного инструмента среди стандартных абразивов.
Режущий инструмент | Нортон Абразивы
Безопасность — Руководство по абразивным ремням с покрытием — 8876
Руководство по безопасности для шлифовальных лент с покрытием. Прочтите перед установкой изделия на машину.
Основные сведения о шлифовальном круге — Что в круге
Шлифовальные круги играют важную роль во многих сферах применения и являются одними из наиболее часто используемых абразивных материалов. Узнайте, как они сделаны, и узнайте, как расшифровать характеристики вашего колеса.
Пример использования Norton Winter V-Prime — 8869
Узнайте, как круги Norton Winter V-Prime смогли улучшить операции шлифования для компаний, производящих твердосплавные концевые фрезы и высокопроизводительный круглый инструмент.
Рекламный проспект Norton Winter V-PRIME — 8839
Круги
Norton Winter V-PRIME обеспечивают превосходную стабильность кромок при шлифовании зазоров и заданных углов круглых инструментов и могут быть легко реализованы без каких-либо регулировок станка или процесса.
Рекламный проспект Norton VMT Bond Technology для шлифовальных кругов — 8777
Разработанная для кругов из карбида кремния, технология связки VMT обеспечивает более универсальное шлифование с улучшенными характеристиками, снижая потребляемую мощность и увеличивая срок службы круга.
Рекламный проспект Norton Winter Paradigm Diamond Wheels True and Dress — 8337
Используйте эти улучшающие производительность системы и методы правки и правки с нашими алмазными кругами Norton Winter Paradigm, чтобы добиться минимального времени цикла и минимальной стоимости детали.
Листовка с информацией о шлифовании периферии дисков Norton Winter Paradigm Wheels — 8464
Алмазные диски
Norton Winter Paradigm обеспечивают непревзойденное качество кромок и общую производительность, поэтому вы можете обойти конкурентов благодаря превосходным периферийным пластинам из карбида вольфрама и керамической пластине.
Листовка для шлифования пластин алмазных дисков Norton Winter Paradigm 8465
Алмазные диски
Norton Winter Paradigm позволяют быстро обрабатывать твердосплавные и керамические пластины с режущими кромками и режущими кромками с точным радиусом обработки и врезанием.
Рекламный проспект с алмазными колесами Norton Winter Paradigm для зарезки и концевых зубьев — 8456
Запатентованная система пористой связки Norton Winter Paradigm разрушает карбидные зазоры и препятствия на пути рабочих характеристик концевых зубьев за счет сокращения времени цикла и правки, а также улучшенного удержания формы, обеспечивая максимальную производительность.
Абразивный | материал | Британника
Абразивный , острый, твердый материал, используемый для истирания поверхности более мягких и менее стойких материалов. В этот термин входят как натуральные, так и синтетические вещества, от относительно мягких частиц, используемых в бытовых чистящих средствах и ювелирных полиролях, до самого твердого из известных материалов — алмаза. Абразивные материалы незаменимы при производстве практически любого продукта, производимого сегодня.
Абразивы используются в виде шлифовальных кругов, наждачных бумаг, хонинговальных брусков, полиролей, отрезных кругов, галтовочных и вибрационных масс для чистовой обработки, пескоструйной обработки, целлюлозных камней, шаровых мельниц и других инструментов и изделий.Только за счет использования абразивов промышленность может производить высокоточные компоненты и сверхгладкие поверхности, необходимые при производстве автомобилей, самолетов и космических аппаратов, механических и электрических устройств и станков.
В этой статье рассматриваются основные материалы, используемые в абразивных материалах, свойства этих материалов и их переработка в промышленные продукты. Большинство абразивных изделий изготовлено из керамики, в которую входят одни из самых твердых известных материалов.Истоки твердости (и других свойств) керамических материалов описаны в статье о составе и свойствах керамики.
История
Использование абразивов восходит к тому, что самые ранние люди терли один твердый камень о другой для придания формы оружию или инструменту. В Библии упоминается камень под названием шамир , который, скорее всего, был наждаком — природным абразивом, который до сих пор используется. Древние египетские рисунки показывают, что абразивные материалы используются для полировки ювелирных изделий и ваз. Статуя скифского раба под названием «Точильщик» в галерее Уффици во Флоренции изображает натуральный точильный камень неправильной формы, используемый для точения ножа.
Получите подписку Britannica Premium и получите доступ к эксклюзивному контенту.
Подпишитесь сейчас
Песок и кусочки гибкой кожи были наждачной бумагой древних людей. Позже мастера пытались закрепить абразивные зерна на гибких основах с помощью грубого клея. В китайском документе 13-го века описывается использование натуральных камедей для прикрепления кусочков морской ракушки к пергаменту. Примерно два столетия спустя швейцарцы начали наносить покрытие на бумажную основу из дробленого стекла.
Ранним абразивам для песка и стекла не хватало остроты, и к XIX веку абразивные материалы, такие как природный песчаник, из которого сформирован «шлифовальный круг», больше не отвечали потребностям развивающейся промышленности.В 1873 году Свен Пульсон, работавший в компании Norton and Hancock Pottery Company, Вустер, штат Массачусетс, США, выиграл кувшин пива, поспорив, что сможет сделать шлифовальный круг, соединив наждак с гончарной глиной и обожгнув их в печи. Пульсон преуспел с третьей попытки; Этот инцидент означал конец неудовлетворительного производства продуктов на клеевой и силикатной связке и рождение керамического шлифовального круга.
Незадолго до начала 20 века, когда природные абразивы наждак, корунд и гранат не соответствовали требованиям промышленности, американский изобретатель Эдвард Г.Ачесон открыл метод получения карбида кремния в электрических печах, а ученые из Ampere Electro-Chemical Company в Ампере, штат Нью-Джерси, США, разработали оксид алюминия. В 1955 году компания General Electric преуспела в производстве синтетических алмазов. Как и другие искусственные абразивы, синтезированный алмаз оказался во многих случаях лучше натурального продукта, который использовался в шлифовальных кругах с 1930 года.
Когда-то абразивные материалы использовались только тогда, когда требовались точная точность размеров и гладкие поверхности, а теперь они стали широко применяемым промышленным инструментом.Более высокая скорость шлифовального круга, более мощные шлифовальные станки и улучшенные абразивные материалы постоянно увеличивают их роль.
угловая шлифовальная машина
Рабочий использует угловую шлифовальную машину для шлифования куска металла.
© franckreporter /iStock.com
Абразивные материалы: их состав и свойства
Материалы, используемые для изготовления абразивов, в широком смысле можно разделить на натуральные и синтетические. Природные абразивы включают алмаз, корунд и наждак; они встречаются в естественных месторождениях и могут быть добыты и переработаны для использования с небольшими изменениями.Синтетические абразивы, с другой стороны, являются продуктом значительной переработки сырья или химических прекурсоров; они включают карбид кремния, синтетический алмаз и оксид алюминия (синтетическая форма корунда). Большинство природных абразивов были заменены синтетическими материалами, потому что почти все промышленные применения требуют постоянных свойств. За исключением природного алмаза, большинство природных абразивов слишком разнообразны по своим свойствам.
Одно из важнейших свойств абразивного материала — твердость.Проще говоря, абразив должен быть тверже материала, который нужно шлифовать, полировать или удалять. Твердость различных абразивных материалов можно измерить по ряду шкал, включая испытание на твердость по Моосу, испытание на твердость по Кнупу и испытание на твердость по Виккерсу. Шкала Мооса, впервые описанная в 1812 году, измеряет устойчивость к вдавливанию, исходя из того, какой материал поцарапает другой. Эта шкала, которая присваивает номера природным минералам, получила широкое распространение и используется минералогами.При испытаниях твердости по Кнупу и Виккерсу используются пирамидальные алмазные устройства для вдавливания и измеряют вдавливание, выполненное алмазами в данном исследуемом материале. Тест Виккерса был разработан в первую очередь для металлов. Однако с помощью теста Кнупа можно измерить твердость чрезвычайно хрупких материалов, включая стекло и даже алмазы, без повреждения индентора или образца.
Характеристики вязкости или прочности корпуса также важны для абразивной функции. В идеале отдельная абразивная частица заточена сама собой за счет разрушения тупой режущей или рабочей кромки, которая обнажает другую режущую кромку внутри той же частицы.В синтетических абразивах можно достичь некоторой степени контроля над этим свойством, изменяя форму зерна во время операции дробления или калибровки, изменяя чистоту абразива, легируя абразивы и контролируя кристаллическую структуру внутри абразивных зерен. Таким образом, абразивные материалы могут быть разработаны для соответствия условиям эксплуатации в различных областях применения.
Взаимодействие между абразивом и шлифуемым материалом предотвращает использование одного абразива в качестве универсальной среды.Например, когда карбид кремния используется для обработки стали или оксида алюминия на стекле, имеет место некоторая реакция, которую еще предстоит четко определить, но которая приводит к быстрому затуплению и неэффективному абразивному действию. Стойкость к истиранию — вот название, данное этому третьему, очень важному свойству.
В таблице перечислены известные природные и синтетические абразивные материалы. В таблице приведены ссылки на дополнительную информацию о материалах и шкалах твердости.
| абразивные материалы | твердость | |||
|---|---|---|---|---|
| Шкала Мооса | Шкала Виккерса | Шкала Кнупа | ||
| природные абразивы | промышленный алмаз | 10 | 10 000 | 8 000 |
| корунд | 9 | 2,200 | 1,600–2,100 | |
| наждак | 7–9 | 1,600 | 800–1 800 | |
| гранат | 7–8 | 1,100–1 300 | 1,300–1,350 | |
| кремень | 7 | 900–1 100 | 700–800 | |
| кварцевый | 7 | 1,100 | 700–800 | |
| пемза | 5–6 | – | 430–560 | |
| тальк | 1 | – | – | |
| синтетические абразивы | синтетический алмаз | 10 | 10 000 | 8 000–10 000 |
| нитрид бора (кубический) | 10 | 7,300–10,000 | 4,700–10,000 | |
| карбид бора | 9–10 | 3 300–4 300 | 2,200–5,100 | |
| карбид кремния | 9 | 2,800–3,300 | 2 000–3 700 | |
| глинозем | 9 | 2200 | 2 000–2 600 | |
Глава 16: Шлифовальные круги и операции | Применение режущего инструмента
Шлифование или абразивная обработка — это процесс удаления металла в виде мельчайших стружек под действием абразивных частиц неправильной формы.Эти частицы могут находиться в приклеенных колесах, ремнях с покрытием или просто незакрепиться.
Шлифовальные круги состоят из тысяч мелких абразивных зерен, скрепленных связующим материалом. Каждое зерно абразива — это режущая кромка. По мере того, как зерно проходит по заготовке, оно срезает небольшую стружку, оставляя гладкую и аккуратную поверхность. По мере того, как каждое абразивное зерно становится тусклым, оно отрывается от связующего материала.
Типы абразивов
В шлифовальных кругах используются два типа абразивов: натуральные и промышленные.Промышленные абразивы, за исключением алмазов, почти полностью заменили природные абразивные материалы. В некоторых случаях даже натуральные алмазы были заменены синтетическими алмазами.
Промышленные абразивы, наиболее часто используемые в шлифовальных кругах, — это оксид алюминия, карбид кремния, кубический нитрид бора и алмаз.
Оксид алюминия. При переработке бокситовой руды в электропечи образуется оксид алюминия. Бокситовая руда нагревается для удаления влаги, затем смешивается с коксом и железом, образуя шихту.Затем смесь плавится и охлаждается. Расплавленная смесь напоминает каменную массу. Его промывают, измельчают и просеивают для разделения зерен различного размера.
Круги из оксида алюминия изготавливаются с использованием абразивов разной степени чистоты, чтобы придать им определенные характеристики для различных операций шлифования и применения. Цвет и прочность круга зависят от степени чистоты.
Круги общего назначения из оксида алюминия, обычно серого цвета с чистотой 95%, являются наиболее популярными абразивами.Они используются для шлифования большинства сталей и других сплавов черных металлов. Они используются для шлифования большинства сталей и других сплавов черных металлов. Круги из белого оксида алюминия почти чистые и очень хрупкие (легко отделяются от материала). Они используются для шлифования высокопрочных, термочувствительных сталей.
Карбид кремния. Шлифовальные круги из карбида кремния изготавливаются путем смешивания чистого белого кварца, нефтяного кокса и небольшого количества опилок и соли, а затем путем обжига смеси в электрической печи.Этот процесс называется синтезом кокса и песка. Как и при изготовлении абразива из оксида алюминия, полученная кристаллическая масса измельчается и сортируется по размеру частиц.
Колеса из карбида кремния тверже и хрупче, чем круги из оксида алюминия. Есть два основных типа колес из карбида кремния: черные и зеленые. Черные круги используются для шлифования чугуна, цветных металлов, таких как медь, латунь, алюминий и магний, а также неметаллических материалов, таких как керамика и драгоценные камни. Круги из зеленого карбида кремния более хрупкие, чем черные круги, и используются для шлифования инструментов и фрез из твердого сплава.
Кубический нитрид бора (CBN). Кубический нитрид бора — чрезвычайно твердый, острый и холодный абразив для резки. Это один из новейших абразивов, который в 2,5 раза тверже оксида алюминия. Он может выдерживать температуру до 2500 ° F. CBN производится с помощью процессов высокой температуры и высокого давления, аналогичных тем, которые используются для производства синтетического алмаза, и по твердости почти не уступает алмазу.
CBN используется для шлифования сверхтвердых быстрорежущих сталей, инструментальной и штамповой стали, закаленного чугуна и нержавеющей стали.Сегодня в промышленности используются два типа колес из кубического нитрида бора. Один тип имеет металлическое покрытие для обеспечения хорошей адгезии связки и используется при шлифовании общего назначения. Второй тип — это абразив без покрытия для использования в системах гальванического покрытия металла и керамической связки.
Бриллиант. При производстве шлифовальных кругов используются два типа алмаза: натуральный и искусственный. Природный алмаз — это кристаллическая форма углерода, и он очень дорогой. В виде кругов на связке природные алмазы используются для шлифования очень твердых материалов, таких как твердые сплавы, мрамор, гранит и камень.
Последние разработки в области производства искусственно изготовленных алмазов снизили их стоимость и привели к расширению их использования. Промышленные алмазы теперь используются для шлифования вязких и очень твердых сталей, режущих инструментов из твердого сплава и оксида алюминия.
Типы связок
Абразивные зерна удерживаются вместе в шлифовальном круге с помощью связующего материала. Связующий материал не режется во время шлифования. Его основная функция — удерживать зерна вместе с разной степенью прочности.Стандартные связки шлифовальных кругов — керамические, смоляные, силикатные, шеллаковые, резиновые и металлические.
Связка керамическая. Керамическая связка используется более чем на 75% всех шлифовальных кругов. Керамический связующий материал состоит из тонко измельченной глины и флюсов, с которыми абразив тщательно перемешан. Затем смесь связующего и абразива в форме круга нагревают до 2400 ° F для сплавления материалов.
Колеса из керамики прочные и жесткие. Они сохраняют высокую прочность при повышенных температурах и практически не подвержены воздействию воды, масел и кислот.Одним из недостатков является то, что они обладают плохой ударопрочностью. Поэтому их применение ограничено там, где происходят удары и большие перепады температур.
Смола на связке. Шлифовальные круги на полимерной связке уступают по популярности кругам на керамической связке. Фенольная смола в порошкообразной или жидкой форме смешивается с абразивными зернами и отверждается при температуре около 360 ° F. Круги из пластмассы используются для скоростей шлифования до 16 500 SFPM. Их основное применение — черновая шлифовка и отрезка.
Силикатная связка. Этот связующий материал используется, когда тепло, выделяемое при шлифовании, должно быть сведено к минимуму. Силикатный связующий материал освобождает абразивные зерна быстрее, чем другие типы связующего. Скорость ограничена до 4500 SFPM.
Связка шеллак. Это органическая связка, используемая для шлифовальных кругов, которые обеспечивают очень гладкую поверхность таких деталей, как валки, столовые приборы, распределительные валы и шатунные шейки. Как правило, они не используются при шлифовании в тяжелых условиях.
Резиновая связка. Колеса на резиновой связке чрезвычайно прочные и прочные. В основном они используются в качестве тонких отрезных кругов и ведущих кругов в бесцентрово-шлифовальных станках. Они также используются, когда требуется очень тонкая отделка поверхностей подшипников.
Металлическая связка. Металлические связки используются в основном в качестве связующего для алмазных абразивов. Они также используются при электролитическом шлифовании, где связка должна быть электропроводной.
Размер абразивного зерна
Размер абразивного зерна важен, потому что он влияет на скорость съема материала, зазор стружки в круге и качество получаемой поверхности.
Размер абразивного зерна определяется размером отверстия сита, через которое проходят абразивные зерна. Номер номинального размера указывает количество отверстий на дюйм в экране. Например, зерно размером 60 зерен пройдет через сито с 55 отверстиями на дюйм, но не пройдет через сито с размером 65. Низкое значение размера зерна указывает на крупную зернистость, а высокое значение — на мелкое зерно. .
Размер зерна в широком смысле определяется как крупный (от 6 до 24), средний (от 30 до 60), мелкий (от 70 до 180) и очень мелкий (от 220 до 1000.) Очень мелкое зерно используется для операций полировки и притирки, мелкое зерно — для чистовой обработки и шлифования малого диаметра. Зернистость среднего размера используется в операциях с большим съемом материала, когда требуется некоторый контроль качества поверхности. Крупнозернистый материал используется для операций по кондиционированию и заеданию заготовок на сталелитейных и литейных заводах, где скорость съема материала важна, а качество поверхности мало заботится.
Марка шлифовального круга
Марка шлифовального круга — это мера прочности связующего материала, удерживающего отдельные зерна в круге.Он используется для обозначения относительной твердости шлифовального круга. Марка или твердость относится к количеству связующего материала, используемого в круге, а не к твердости абразива.
Диапазон, используемый для обозначения сорта — от A до Z, где A представляет максимальную мягкость, а Z — максимальную твердость. Выбор правильной марки колеса очень важен. Слишком мягкие колеса имеют тенденцию слишком быстро отделять зерна, что приводит к значительному износу колес. Слишком твердые круги не высвобождают абразивные зерна достаточно быстро, а тусклые зерна остаются связанными с кругом, вызывая состояние, известное как «остекление».»
Структура шлифовального круга
Структура шлифовального круга относится к относительному расстоянию между абразивными зернами; это плотность круга. В круге с открытой структурой абразивных зерен меньше, чем в круге с закрытой структурой. Цифры от 1 до 15 обозначают структуру круга. Чем выше число, тем более открытой будет структура; и чем меньше число, тем более плотной будет структура.
Характеристики шлифовального круга
Шлифовальный круг производители согласовали систему стандартизации для описания состава колес, а также форм и поверхностей колес.
Маркировка шлифовальных кругов
Абразивные шлифовальные круги имеют другую систему маркировки, чем CBN и алмазные круги.
Круги абразивные шлифовальные. Эта система маркировки используется для описания состава круга в отношении типа абразива, размера зерна, марки, структуры и типа связки.
CBN и алмазные диски. Такая же стандартизация применима к CBN и алмазным кругам. Маркировка колес представляет собой комбинацию букв и цифр.
Формы и поверхности шлифовальных кругов
Большинство производителей шлифовальных кругов приняли восемь стандартных форм круга и 12 стандартных поверхностей круга для общего использования. На рисунке показаны наиболее распространенные стандартные формы круга, используемые на всех типах шлифовальных машин. На следующем рисунке показаны стандартные поверхности круга, используемые на большинстве форм шлифовальных кругов.
Гальванические шлифовальные круги
Из нескольких методов, используемых в настоящее время для закрепления суперабразивных частиц алмаза или CBN на рабочей поверхности абразивного инструмента, гальваника является наиболее быстрорастущей.Все больше и больше производственных операций включают комбинации трудно шлифуемых материалов и сложных форм кругов, что фактически диктует необходимость использования гальванических суперабразивных инструментов.
Характерно, что такие инструменты состоят из прецизионного инструмента или оправки с суперабразивными частицами, нанесенными на рабочую поверхность и зафиксированными электроосаждением связующей матрицы, чаще всего никеля. Частицы, закрепленные таким образом на поверхности инструмента, могут различаться по размеру и дисперсии в зависимости от назначения инструмента, но они должны лежать в одном слое.
Балансировка, правка и правка кругов
Все шлифовальные круги ломаются, а некоторые очень хрупкие. При обращении со шлифовальными кругами следует соблюдать особую осторожность. Новые колеса следует внимательно осмотреть сразу после получения, чтобы убедиться, что они не были повреждены во время транспортировки. Перед установкой на станок необходимо также проверить шлифовальные круги.
Чтобы проверить на наличие повреждений, подвесьте колесо пальцем и осторожно постучите по боковой стороне рукояткой отвертки для маленьких колес и деревянным молотком для больших колес.Неповрежденное колесо издаст чистый звонкий звук; треснувшее колесо вообще не будет звенеть.
Балансировка колес
Перед установкой на машину важно выполнить балансировку колес размером более 10 дюймов. Чем больше шлифовальный круг, тем более критичной становится балансировка. Баланс также становится более важным с увеличением скорости. Несбалансированные колеса вызывают чрезмерную вибрацию, ускоряют износ колеса, вызывают вибрацию, плохую отделку, повреждение подшипников шпинделя и могут быть опасны.
Правильная процедура балансировки колес — это сначала статическая балансировка колеса. Далее устанавливаем круг на шлифовальный станок и правим. Затем снимите колесо и повторно сбалансируйте его. Установите колесо и слегка оденьте его второй раз.
Перемещение грузов на колесной опоре уравновешивает колеса. Колесо устанавливается на балансировочной оправке и размещается на балансировочном приспособлении. Затем грузы перемещаются таким образом, чтобы удалить все тяжелые детали на колесном узле.
Правка и правка круга
Правка — это процесс, используемый для очистки и восстановления затупленной или нагруженной режущей поверхности шлифовального круга до первоначальной остроты.При правке удаляется стружка, затупившиеся абразивные зерна и излишки связующего материала. Кроме того, правка используется для настройки торца круга так, чтобы он давал желаемые результаты шлифования.
Правка — это процесс удаления материала с поверхности круга так, чтобы результирующая поверхность резания была абсолютно точной. Это очень важно при прецизионном шлифовании, потому что неправильный круг оставит нежелательные следы вибрации на заготовке. Новое колесо всегда следует отрегулировать перед использованием.Кроме того, рекомендуется выполнить чистовую обработку колеса, если оно переустанавливается на машину.
Правка и правка обычных шлифовальных кругов — это две отдельные и разные операции, хотя иногда они могут выполняться одним и тем же инструментом. Инструменты, используемые для обычной правки шлифовальных кругов, включают:
Механические правки, , обычно называемые звездообразными правками, прижимаются к кругу во время его работы. Захватывающее действие острия звездообразных колес в инструменте удаляет тусклые зерна, связку и другие частицы стружки.Звездчатые шлифовальные машины используются для обычных кругов с относительно крупным зерном, как правило, в ручных шлифовальных работах, где точность шлифования не является основным критерием.
Палочки для правки используются для правки обычных колес меньшего размера, особенно чашек и блюдце. Некоторые из этих стержней сделаны из чрезвычайно твердого абразива, называемого карбидом бора. При использовании стержень из карбида бора прижимается к поверхности круга, чтобы проткнуть тусклые абразивные зерна и удалить излишки связки.Другие стержни для напряжения содержат крупные зерна Crystolon или Alundum на твердой застеклованной связке.
Алмазные инструменты для правки используют непревзойденную твердость алмазного острия для очистки и восстановления шлифовальной поверхности круга. Хотя одноточечные алмазные инструменты когда-то были единственными продуктами, доступными для этого вида правки, растущий дефицит алмазов привел к развитию многоточечных алмазных инструментов.
В многоточечных алмазных инструментах для правки используется несколько маленьких алмазов, удерживаемых в матрице.При использовании инструмент надежно удерживается в держателе инструмента и прижат к поверхности рабочего колеса. По мере того, как он одевается, инструмент перемещается по поверхности колеса, пока работа не будет сделана. По мере того, как алмазы на поверхности инструмента изнашиваются, появляются новые новые алмазные наконечники, что продлевает срок их службы и увеличивает срок службы. Этот тип инструмента обеспечивает очень стабильную поверхность колеса от платья к платью.
Доступны многоточечные алмазные инструменты для правки с широким диапазоном диаметров хвостовика и форм торцов, чтобы удовлетворить требованиям широкого спектра шлифовальных станков.
Выбор шлифовального круга
Прежде чем пытаться выбрать шлифовальный круг для конкретной операции, оператор должен учесть следующие шесть факторов для максимальной производительности и безопасных результатов:
Материал, подлежащий шлифованию. Если шлифуемым материалом является углеродистая или легированная сталь, обычно выбираются колеса из оксида алюминия. Сверхтвердые стали и экзотические сплавы следует шлифовать кубическим нитридом бора (CBN) или алмазом. Для цветных металлов, большинства чугунов, неметаллов и твердых сплавов требуется круг из карбида кремния.Общее правило по размеру зерна — использовать мелкозернистый круг для твердых материалов и крупнозернистый для мягких и пластичных материалов.
Характер шлифовальной операции. При выборе колеса необходимо учитывать требуемую чистоту, точность и количество удаляемого металла. Прекрасная и аккуратная отделка лучше всего достигается с помощью мелкозернистых шлифовальных кругов на связке из смолы, резины или шеллака.
Зона контакта. Площадь контакта между кругом и заготовкой также важна.Если площадь соприкосновения мала, используются мелкозернистые диски, твердые диски и мелкозернистые.
Состояние машины. Вибрация влияет на качество обработки детали, а также на характеристики колеса.
Скорость шлифовального круга. Скорость вращения колеса влияет на связку и сплав, выбранные для данного колеса. Скорость вращения колес измеряется в футах на поверхности в минуту (SFPM). Керамические связки обычно используются до 6 500 SFPM или в отдельных операциях до 12 000 SFPM.Колеса на связке смолой могут использоваться для скоростей до 16 500 SFPM.
Давление шлифования. Давление измельчения — это скорость подачи, используемая во время операции измельчения; это влияет на класс колеса. Общее правило, которому следует следовать, заключается в том, что по мере увеличения давления при шлифовании необходимо использовать более твердые круги.
Джордж Шнайдер-младший является автором Cutting Tool Applications, справочника по материалам, принципам и конструкциям станков. Он является почетным профессором инженерных технологий Технологического университета Лоуренса и бывшим председателем Детройтского отделения Общества инженеров-технологов.
Абразивная резка Плюсы и минусы
Является ли этот неправильно понятый метод лучшим выбором для 2-осевой резки металла?
Абразивная резка — это метод прецизионной резки металла, который часто неправильно понимают. Из-за его названия некоторые потенциальные пользователи могут предположить, что этот метод дает шероховатости, множество заусенцев и другие дефекты поверхности.
Эти предположения не могут быть дальше от истины. Фактически, абразивная резка подходит для приложений, требующих точной резки, жестких допусков и большого объема по умеренной цене.
Но прежде чем вы выберете абразивную резку — или любой другой метод прецизионной резки металла, который вы можете рассмотреть — для двухкоординатной резки металлических деталей, важно понять преимущества и недостатки этого процесса. Таким образом, вы можете оценить и решить, будет ли метод соответствовать вашим потребностям и приоритетам.
Чем отличается абразивная резка
Основное отличие абразивной резки от многих других, более известных методов прецизионной резки заключается в способе удаления материала с заготовки.
Вместо того, чтобы резать зубьями пилы, абразивная резка удаляет материал путем шлифования и эрозии. Это достигается за счет использования очень тонкого, неармированного абразивного отрезного круга, состоящего из бесчисленных субмикронных режущих частиц, внедренных в связующий материал.
В отличие от многих режущих инструментов, которые затупляются при каждом последующем использовании, эти абразивные круги являются самозаточными. То есть, когда круг режет материал, крошечные острые абразивные частицы стираются, всегда обнажая новые и постоянно образуя новую режущую кромку.
Режущий металл не нагружает круг, что происходит с алмазными кругами. Прорезь небольшой — от 0,012 до 0,020 дюйма (от 0,3 до 0,5 мм) — и заусенцы проталкиваются через пропил и выбрасываются.
Другие заметные преимущества
В дополнение к режущим стержням и профилям, так называемая абразивная резка тонким кругом отличается от резки труб, поскольку позволяет использовать оправки, которые поддерживают трубки для точной резки. Оборудование для абразивной резки также может разрезать диэлектрические материалы.Это означает, что композиты и металлы с покрытием можно резать без каких-либо компромиссов или ограничений.
Абразивная отрезка работает намного быстрее, чем методы точной резки металла, такие как электроэрозионная и лазерная резка. Материал можно связывать вместе, что становится чрезвычайно эффективным преимуществом, поскольку диаметр становится меньше, а количество деталей в связке увеличивается. Это позволяет снизить затраты на большие объемы.
Даже при резке очень твердых материалов, правильно охлажденный абразивный отрезной круг с тонким кругом выделяет мало тепла и обеспечивает чистую обработку поверхности.Кроме того, метод может:
- Обеспечьте допуск по длине реза до 0,001 дюйма (0,025 мм)
- Диаметр реза от 0,0005 дюйма до 3,00 дюйма (0,0125 мм до 76,2 мм)
- Обеспечьте длину реза до 0,008 дюйма (0,20 мм)
- Работайте с любыми внутренний диаметр трубы — и обрезать стенки трубки толщиной до 0,001 дюйма (0,025 мм) — без деформации
- Обрезать детали с покрытием без повреждения покрытия
- Соблюдайте исключительно жесткие допуски на резку большой длины ± 0,005 дюйма (более 6,0 футов) (± 0.125 мм на 2 м)
- Обеспечивает лучшую чистоту поверхности «как обрез» по сравнению со всеми другими вариантами резки
Немного недостатков
Конечно, ни один метод точной резки металла не справится со всем этим. Абразивная резка тонким кругом не рекомендуется для больших диаметров, особенно диаметров более 1 дюйма (25,4 мм) для стержней и более 3 дюймов (76,2 мм) для труб.
Хотя абразивно-отрезной станок можно использовать практически со всеми металлами, сырье должно иметь прямую длину.Это означает, что абразивный метод нельзя использовать для резки материала с катушки. Кроме того, абразивные круги, как неалмазные, не могут резать карбиды.
Ваш выбор!
Решение о том, действительно ли тонкая абразивная резка является вашим лучшим выбором, требует глубокого понимания вашей уникальной области применения и ее конкретных параметров, а также понимания других вариантов 2-осевой резки металла.
Чем отличается абразивная резка тонким кругом от других прецизионных методов резки металла? Продолжайте читать, чтобы узнать.
Что такое абразивный инструмент? (Алмазный инструмент)
Инструменты предназначены для изготовления товаров. В их число входят не только долота, дрели и шуруповерты, но и лезвия, прикрепляемые к машинам. Пики каменного века — один из самых ранних инструментов, используемых человеком. Их использовали для охоты и других целей. Используемые в настоящее время инструменты примерно подразделяются на инструменты для резки, шлифования и полировки. Например, инструменты с острыми лезвиями или поверхностями используются для резки железных прутков, их полировки и сглаживания.
Инструменты широко используются на каждом производственном предприятии. Помимо производства автомобилей и электроприборов, инструменты используются для шлифования толстых слоев асфальта для дорожного строительства и резки кремниевых пластин, используемых в качестве материалов для полупроводников, устанавливаемых в персональных компьютерах и других машинах. Маленькие или большие товары для производства не имеет значения. Инструменты используются для изготовления изделий от малогабаритных до крупных на различных производственных предприятиях в различных отраслях промышленности.
Алмаз — самое прочное и твердое природное вещество в мире. Алмазы, хотя и имеют прочный имидж в качестве драгоценных камней, широко используются в промышленных целях. * Инструменты используются для резки, шлифовки и полировки. Если они не труднее, чем вещества для обработки с ними, достаточная точность (или прецизионность) не может быть гарантирована. Инструменты с алмазными наконечниками позволяют резать, точно шлифовать и полировать твердые камни и бетон.
Инструменты имеют различную форму в зависимости от использования. Например, круги для шлифования и полирования, а лезвия и фрезы для резки имеют форму бублика, диска. Между тем, существуют EcoMEP и другие инструменты в форме тонкой проволоки с крошечными гальваническими * алмазными кусочками для резки кремния и сапфира. Ленточные пилы представляют собой ленточные алмазные диски. Кроме того, существуют инструменты в форме стержней, такие как осевые колеса.
Большинство товаров вокруг нас каким-то образом обрабатывались с помощью инструментов.Например, инструменты используются для шлифования тонкого стекла для жидкокристаллических дисплеев телевизоров с плоским экраном и нарезки кремния для микросхем памяти в смартфонах и компьютерах. Круги для центрирования линз используются, в частности, для шлифовки линз с целью их адаптации к оправам для очков.
Алмазные инструменты используются повсюду вокруг нас в самых разных сферах применения.
Алмазный инструмент изготавливается в соответствии с производственными процессами наших клиентов, а именно различных производителей.В основном каждый инструмент изготавливается по конкретному запросу.
Например, алмазные инструменты могут резать материалы, которые не были обработаны другими инструментами. Они также могут полировать материалы, чтобы сделать их поверхность еще более гладкой. Можно сказать, что алмазный инструмент не только поддерживает производство, но и способствует инновациям. Алмазные инструменты используются для солнечных фотоэлектрических систем производства энергии и светодиодов, которые способствуют сохранению окружающей среды.Сами по себе эти инструменты имеют длительный срок службы из-за своей твердости и «безопасны для окружающей среды».
Режущие и шлифовальные круги: eReplacementParts.com
Как и другие принадлежности для инструмента, абразивные круги имеют свою терминологию и конструктивные особенности. В этой статье объясняются основы абразивных материалов для шлифовальных кругов.
В индустрии электроинструмента используется специализированная система терминов для организации и наименования абразивных шлифовальных и отрезных кругов.Как и большинство других принадлежностей для электроинструментов, абразивные круги доступны в огромном разнообразии типов и стилей, подходящих для различных применений, и большинство из этих типов и стилей отличаются лишь небольшими вариациями материалов и конструктивных особенностей.
Отрезные и шлифовальные круги идеально подходят для своей работы за счет комбинации круга размера , абразивного материала , зерен , твердости , связующего материала и круга типа .Каждая из этих конструктивных особенностей абразивных кругов объясняется ниже, предоставляя покупателям информацию, необходимую им, чтобы быстро подобрать совместимые абразивные круги к их инструментам и областям применения.
Измерения абразивного круга
При покупке абразивных кругов важно учитывать некоторые размеры и спецификации.
Перечисленные ниже предметы помогают покупателям подобрать колесо к соответствующему инструменту, а также содержат некоторые рекомендации по использованию:
Диаметр —
Это измерение частично определяет совместимость колеса с инструментом.Для колёс с чашечкой измеряется наибольший диаметр колеса.
Размер беседки —
Также используется для согласования совместимости инструментов.
Толщина —
Способствует согласованию совместимости инструмента и области применения. Например, отрезные круги тоньше шлифовальных кругов.
Макс.об / мин —
Не измерение, а спецификация. Ряд производственных факторов определяют «радиальную прочность на растяжение» каждого абразивного круга (скорость вращения, при которой центробежные силы разрывают круг).
Спецификация максимальной скорости вращения сообщает пользователям максимальную скорость, на которой безопасно работать с каждым уникальным колесом.
[В начало]
Система нанесения с цветовой кодировкой
Большинство производителей следуют отраслевому цветовому коду , маркирующему систему , где обозначает предполагаемый материал применения для каждого абразивного круга.
Система цветовой кодировки абразивного круга
Этот цветовой код обычно расположен на этикетке колеса , где напечатано название системы маркировки ANSI.Иногда все поле, содержащее имя ANSI, окрашивается в соответствующий цвет приложения, а иногда только текст имени ANSI соответствует соответствующему цвету.
Шлифовальный круг из нержавеющей стали Milwaukee
[Вернуться к началу]
Стандартная система маркировки ANSI
Электроинструментальная промышленность также использует систему маркировки ANSI (Американский национальный институт стандартов) для обозначения типов материалов и спецификаций материалов, используемых при производстве абразивных кругов.Система маркировки ANSI — это система сокращенного наименования , которая передает большой объем информации об абразивных кругах в очень короткое время.
Система именования включает в себя информацию, касающуюся четырех вещей :
1. какой зернистость использует абразивный круг,
2. зернистость (или размер) абразивных частиц в круге,
3. общая твердость колесо, и
4. тип склеивания материал используемый.
Это синтаксис для системы маркировки ANSI:
[ Зернистость ] [ Зернистость ] [ Твердость ] — [ Связующий материал ]
Пример: « C24S-BF » — это название системы маркировки ANSI для обычного типа шлифовального круга по камню.
- « C » здесь означает материал зерна колеса (в данном случае карбид кремния).
- « 24 » — зернистость круга (на крупной стороне).
- « S » — твердость колеса (на более твердой стороне шкалы), а
- « BR » — это связующий материал, используемый в колесе (в данном случае армированный смолой).
- [ C ] [ 24 ] [ S ] — [ BF ]
Мы объясняем каждую часть системы маркировки ANSI более подробно ниже.
Материал зерна
Первая часть названия абразивного круга по стандарту ANSI — , одна или две буквы , которые обозначают тип материала абразивного зерна, используемого в круге.
Сокращение абразивного зерна
Свойства различных материалов абразивного зерна делают их лучше для различных применений и материалов.
Абразивные круги для электроинструментов обычно изготавливаются из одного из перечисленных ниже типов абразивных материалов:
Оксид алюминия —
Зерна оксида алюминия крупные и блочные.Абразивные круги из оксида алюминия прочные, широко используются и обеспечивают долгий срок службы круга.
Они лучше всего подходят для резки металла и шлифования, в том числе черных металлов.
Обозначение ANSI : « A »
Карбид кремния —
Карбид кремния с более острой формой зерна является отличным абразивом для бетонных и кирпичных поверхностей c . Это твердый абразив, но более хрупкий, чем оксид алюминия.
Карбид кремния также используется для шлифования цветных металлов , например, для обработки алюминия.
Обозначение ANSI : « C »
Алюминий Цирконий-
Алюминий цирконий — очень мелкозернистый абразив с плотным зерном и самый твердый абразив, полученный из алюминия.
Эти колеса используются для очень быстрого, агрессивного съема припуска и очень прочны .
Обозначение ANSI : « Z » и иногда « ZA »
Гель с посевом —
Эти высокопроизводительные диски изготовлены с использованием тщательно контролируемого производственного процесса с использованием зерен оксида алюминия. Зерна измельчаются очень мелко и медленно плавятся со связующим веществом.
Гелевые абразивные круги с семенами служат дольше всех описанных здесь, они дольше всего остаются острыми и требуют минимального ухода.
Обозначение ANSI : « SG »
[Вернуться к началу]
Зернистость
Зернистость просто относится к размеру абразивного зерна абразивных зерен , внедренных в круг. Различные размеры зерен придают абразивным кругам разную степень агрессивности и долговечности.
Вместо того, чтобы использовать фактические измерения абразивных зерен, инструментальная промышленность использует округлые цифры для измерения зернистости по так называемой шкале CAMI . (При необходимости можно легко найти таблицы преобразования между единицами измерения CAMI и размером частиц)
Приведенная ниже таблица дает общее представление о зернистости абразивных отрезных и шлифовальных кругов:
Таблица зернистости абразивных кругов
Зернистость занимает вторую часть ANSI-названия колеса.
[Вернуться к началу]
Твердость
Твердость абразивного круга частично определяет, насколько быстро круг изнашивается от различных материалов и насколько агрессивно круг очищает материал.
По этой причине твердость также помогает определить оптимальные материалы для применения колеса.
В инструментальной промышленности используется шкала твердости ANSI, которая изменяется от более мягкой к более жесткой от A до Z.
Шкала твердости абразивного круга
Эта буква является третьей частью ANSI-названия колеса.[Вернуться к началу]
Связующий материал
Абразивные зерна в отрезных и шлифовальных кругах должны удерживаться вместе каким-либо материалом, связующим материалом .
Существует несколько разновидностей склеивающих материалов и методов склеивания, в том числе армирование стекловолоконной сеткой.
Одна или две буквы составляют последнюю часть названия колеса по стандарту ANSI после тире, указывая на связующий материал, используемый в этом колесе.
Сокращение материала связки абразивного круга
[Вернуться к началу]
Типы отрезных и шлифовальных кругов
Наконец, форма и толщина шлифовального круга определяют его тип.Типы абразивных кругов используют систему нумерации типов.
Ниже мы объясняем особенности и применение наиболее распространенных типов абразивных кругов:
Прямой шлифовальный круг, тип 1
круглошлифовальный круг . Не используется для резки.
[Вернуться к началу]
Прямой отрезной круг, тип 1A
Более тонкий вариант шлифовальных кругов Типа 1. Колеса типа 1A используются для резки под углом 90 градусов .
[Вернуться к началу]
Шлифовальный круг с углубленным центром, тип 27
Шлифовальные круги с вдавленным центром, такие как круги Типа 27, используются для шлифования плоских поверхностей и очистки кромок .
[Вернуться к началу]
Режущий диск с углубленным центром, тип 27А
Отрезные круги типа 27A лучше всего подходят для легкой отрезки , так как они являются более тонкой версией кругов типа 27.
[Вернуться к началу]
Шлифовальный круг с блюдцем тип 28
Эта конструкция обеспечивает большую площадь покрытие и улучшенную видимость для пользователя для работ по удалению заусенцев и других работ по подготовке кромок.
[Вернуться к началу]
Гибкий шлифовальный круг тип 29
Благодаря гибкой конструкции эти абразивные круги способны сглаживать и шлифовать контурные поверхности .
[Вернуться к началу]
Шлифовальный круг с развальцованной чашкой, тип 11
Абразивные чашечные круги обеспечивают даже больший охват поверхности, чем диски в форме блюдца.
Они лучше всего подходят для очистки материала на больших плоских участках .
[Вернуться к началу]
Заключение
Владельцы электроинструментов получают максимальную отдачу от своих машин, когда у них есть в наличии нужные информационные инструменты, и то же самое касается принадлежностей для электроинструментов.Даже такие, казалось бы, незначительные предметы, как абразивные круги, имеют свои собственные контрольные списки терминологии, измерений и систем идентификации.
Если вы ищете абразивные круги, протестируйте наши информационные инструменты, посетив страницу eReplacementParts.com, посвященную аксессуарам для абразивных кругов.
Клиенты могут быстро найти в нашем инвентаре сотни абразивных кругов, сузив результаты поиска с помощью информации, представленной в этой статье.
[Вернуться к началу]
О чем мы.
Глоссарий терминов по электроинструментам
Абразивный круг (включая алмазные круги) — вращающийся аксессуар, предназначенный для шлифования, резки или удаления материала с различных материалов, таких как металл или бетон. Вот некоторые колеса, которые встречаются чаще всего:
Круг типа 1 — Круг с толстым диском, предназначенный для шлифования по периферии, как в настольных или прямых шлифовальных машинах.
Колесо типа 41 л (ранее отрезное колесо Тип 1А) — Диск в форме круга, предназначенный для резки по периферии круга, используемого с абразивно-отрезными станками или угловыми шлифовальными машинами, снабженными соответствующей защитой.
Круг типа 11 — круг в форме чашки, предназначенный для шлифования торцом круга, используемого с угловыми шлифовальными машинами, снабженными соответствующей защитой.
Круг, тип 27 — Круг с тарелкой / с углублением в центре, предназначенный для шлифования поверхности круга, используемого с угловыми шлифовальными машинами, снабженными соответствующим защитным кожухом.
Лепестковый круг типа 27 — Круглый шлифовальный круг с тарелкой / центральным углублением с абразивным покрытием, предназначенный для наплавки на лицевую поверхность круга, используемого с угловыми шлифовальными машинами, снабженными соответствующим кожухом.
Круг типа 28 — Круг с конической чашей, предназначенный для шлифования внешней поверхности круга, используемого с угловыми шлифовальными машинами, снабженными соответствующей защитой.
Круг, тип 29 — Круг с тарелкой / с углублением в центре, предназначенный для шлифования поверхности круга, используемого с угловыми шлифовальными машинами, снабженными соответствующей защитой.
Круглый шлифовальный круг типа 29 — Круглый шлифовальный круг с тарелкой / центральным углублением с абразивным покрытием, предназначенный для наплавки на лицевую поверхность круга, используемого с угловыми шлифовальными машинами, снабженными соответствующим защитным кожухом.
Круг Тип 42 (ранее Режущие круги Тип 27А) — Круглый диск с тарелкой / углублением по центру, предназначенный для резки с периферией круга, используемого с угловыми шлифовальными машинами, снабженными соответствующей защитой.
Сила тока (Ампер / Номинальная сила тока) — мера протекания электрического тока. Если представить себе воду через шланг, сила тока будет мерой объема воды, протекающей через шланг. Применительно к электроинструментам «Номинальная сила тока» — это сила тока, потребляемая инструментом при испытании в определенных условиях.Номинальная сила тока полезна при выборе правильного калибра и длины удлинительного шнура (см. Руководство по эксплуатации инструмента.
Устройство защиты от отдачи — Устройство, встроенное в некоторые электроинструменты, предназначенное для минимизации последствий отдачи (см. «Отдача»).
Собачка против отдачи — Устройство с зубьями, предназначенное для обеспечения движения в одном единственном направлении и помогающее минимизировать эффект отдачи. (См. «Устройство предотвращения отдачи».)
Защитный кожух — см. Защитный кожух.
Chip Shield — Насадка для инструментов, предназначенная для удерживания деревянной или металлической стружки и опилок, а также для защиты от них оператора.
Зажим — фиксирующее устройство, используемое для удержания заготовки на месте во время работы с ней.
Защитный кожух — см. Защитный кожух.
Двойная изоляция (DI) — форма электрической защиты с двумя отдельными системами изоляции для защиты от поражения электрическим током в результате внутренних неисправностей.Инструменты DI не имеют заземления (нет третьего заземляющего контакта) и оснащены поляризованной вилкой с двумя контактами (см. «Поляризованная вилка»). Инструменты с двойной изоляцией будут помечены «двойным квадратом» [[]] или словами «с двойной изоляцией» на паспортной табличке инструмента.
Средства защиты ушей — Устройства, такие как наушники или беруши, которые снижают интенсивность шума, попадающего в ваше ухо. Защита ушей будет иметь рейтинг шумоподавления NIOSH или «NRR», который указывает, насколько снижается уровень шума (в децибелах) при правильном использовании устройства.
Удлинитель — Электрический шнур, используемый между электроинструментами и розетками для увеличения диапазона инструментов. Чем больше сила тока, которую использует ваш инструмент, и чем больше расстояние, тем больший размер провода требуется для удлинителя (больший провод = меньший калибр).
Защита глаз — Очки или очки, предназначенные для защиты глаз. Средства защиты глаз должны соответствовать требованиям ANSI Z87.1 (США — эти продукты будут иметь маркировку «Z87.1 »или« Z94.3 ». Примечание: маска для лица не является «защитой глаз», если она не используется с очками или очками в соответствии с ANSI Z87.1.
Face Shield — Ударопрочный экран, который помогает защитить ваше лицо от сколов, искр, мелкого мусора или щетины от проволочного колеса. Маски для лица следует использовать только вместе с очками или защитными очками.
Перчатка — приспособление в виде нескольких пальцев, используемое для надежного удержания заготовки у упора или стола, когда вы протягиваете заготовку через инструмент.Устройство, используемое, когда ваши руки в противном случае должны были бы пройти рядом с лезвием или резаком. (См. Толкающий блок / толкающий стержень)
Забор — устройство, которое помогает находить и / или направлять вашу заготовку во время процесса резки.
Очки защитные (защитные очки) — см. «Защита глаз».
Прерыватель цепи при замыкании на землю (GFCI) — устройство безопасности, предназначенное для обнаружения утечки тока на землю и быстрого отключения цепи для предотвращения поражения электрическим током.
Розетки с заземлением (Розетки) — Электрическая розетка в типичном приложении на 120 В оборудована двумя вертикальными прорезями и третьим закругленным отверстием («заземление»). Использование адаптера с заземленной розеткой устраняет защиту от заземления.
Защитный кожух — Защитное устройство, которое образует барьер между опасным объектом, таким как лезвие, колесо или резак, и оператором.
Средства защиты органов слуха — см. «Средства защиты органов слуха.«
Прижимного — устройство, которое используется, чтобы помочь держать заготовку вниз к опорной поверхности во время работы. (См., Например, «Зажим» или «Перья».)
Лошадиная сила (л.с.) — мера мощности, то есть объем работы, выполненной за данный момент времени. В пересчете на электрическую мощность одна ЛС = 746 Вт. Мощность электроинструмента в лошадиных силах обычно указывается следующим образом:
Мощность двигателя только в лошадиных силах — измерение мощности в лошадиных силах, выполняемое только на выходе двигателя без понижающих передач или ремней.
Мощность инструмента в лошадиных силах — измерение мощности в лошадиных силах, выполняемое на «рабочем конце» инструмента, другими словами, в точке, где прикреплен аксессуар, выполняющий работу, то есть лезвие на шпинделе или сверло в патроне.
Continuous Horsepower — максимальная мощность, которая может производиться непрерывно без превышения номинального тока. Непрерывная мощность двигателя обычно ниже, чем его пиковая мощность. Иногда его называют «лошадиные силы для непрерывного режима работы».
Peak Horsepower — максимальная мощность, которую можно развить в реальных условиях.
Энергия удара — представляет собой объем работы, который может быть выполнен одним ударом ударного механизма. Обычно она измеряется в фут-фунтах (или дюймах-фунтах) энергии.
Руководство по эксплуатации (Руководство, Руководство пользователя / Оператора, Руководство по эксплуатации и уходу) — буклет, прилагаемый к вашему электроинструменту, в котором описаны опасности и безопасные процедуры эксплуатации, описаны основные операции с инструментом, уход и техническое обслуживание.
Отдача — Внезапное и непреднамеренное движение инструмента или заготовки. Обычно это вызвано заеданием или защемлением заготовки.
Внесено в список — Внесение в список UL означает, что продукт был протестирован на соответствие применимым национальным стандартам. Перечисленные продукты можно идентифицировать по «метке» на паспортной табличке инструмента (например, знак или символ «UL», «ETL» или «CSA»).
Двигатель — В электроинструментах обычно используются электродвигатели нескольких типов:
Электродвигатель переменного тока — Электродвигатель, работающий на «переменном токе» — источник питания, используемый в бытовых розетках.
Двигатель постоянного тока — электродвигатель, работающий на «постоянном токе».
Асинхронный двигатель — двигатель переменного тока без щеток, который обычно больше, тяжелее, медленнее и используется в настольном и стационарном оборудовании, таком как настольные пилы, строгальные станки, ленточные пилы и фуганки.
Универсальный двигатель — щеточный двигатель переменного или постоянного тока, небольшой, легкий и быстрый, обычно используется в аккумуляторных и проводных ручных электроинструментах (циркулярных пилах, фрезерных станках, дрелях и т. Д.) и некоторое стационарное оборудование.
Двигатель с постоянным магнитом — двигатель постоянного тока, который обычно используется в аккумуляторных инструментах.
NRTL — Национально признанная испытательная лаборатория — Программа OSHA признает организации частного сектора как NRTL, и признание означает, что организация соответствует необходимой квалификации, указанной в правилах программы. Примеры лабораторий, перечисленных OSHA как NRTL, включают CSA, ETL и UL.
Чрезмерное вытягивание — Вытягивание тела с инструментом или заготовкой в руке так, что вероятна потеря равновесия. Например: дотянуться до лезвия или резака; или тянуться от строительных лесов, чтобы вкрутить винт.
Поляризованная вилка — вилка, у которой один контакт больше другого, поэтому ее можно вставить в розетку только одним способом.
Источник питания — Бытовая электрическая розетка, аккумулятор или генератор на рабочем месте, обеспечивающие электроэнергию для вашего инструмента.Источник питания должен соответствовать требованиям, указанным на паспортной табличке инструмента; напряжение, сила тока, переменный или постоянный ток, частота.
Выключатель питания — устройство управления, которое подает питание на ваш инструмент в положении «включено» и обесточивает инструмент в положении «выключено».
Толкающий блок / Толкающая ручка — Ручное устройство подходящей формы и конструкции, используемое для проталкивания заготовки в режущие кромки и за их пределы на стационарных электроинструментах.
Защита органов дыхания — Устройство, размещаемое на вашем лице и предназначенное для фильтрации воздуха, которым вы дышите.Доступные в различных стилях (например, одноразовые пылезащитные маски, респираторы-полумаски и полнолицевые респираторы), устройства защиты органов дыхания обычно имеют рейтинг одобрения NIOSH (например, «N95»).
Оборотов в минуту (об / мин) — для инструмента, который вращает аксессуар (например, дрель, пилу, фрезерный станок…), RPM — это количество полных оборотов, которое аксессуар делает за одну минуту.
Защитные очки (Очки) — см. «Защита глаз».
Скорость
Максимальная скорость — максимальная скорость, с которой продукт (например, инструменты, аксессуары, навесное оборудование) может безопасно работать.
Скорость холостого хода — Скорость, измеренная, когда инструмент работает при номинальном напряжении, но не работает. Обычно он указан на паспортной табличке инструмента.
Номинальная скорость — Скорость, измеренная, когда инструмент работает при номинальном напряжении и нагружен для работы при номинальном токе нагрузки.
Крутящий момент — скручивающее действие, вызывающее вращение, обычно измеряемое в фут-фунтах или дюймах-фунтах.
Тиски — см. «Зажим».
Напряжение — Разность электрических потенциалов, измеренная между двумя проводниками, такими как «горячий» и «нейтральный» для источника питания переменного тока, или разность потенциалов между полюсами + и — источника постоянного тока.