Основные типы сварных соединений и виды сварных швов
Соединение металлических деталей сварки давно и прочно вошло в производство, широко применяется в быту и продолжает развиваться в направлениях повышения качества и снижения себестоимости. У этой популярности есть свои плюсы и минусы.
1 / 1
Соединение металлических деталей сварки давно и прочно вошло в производство, широко применяется в быту и продолжает развиваться в направлениях повышения качества и снижения себестоимости. У этой популярности есть свои плюсы и минусы. Плюс в доступности технологии для широких народных масс. Минус в том, что большое количество непрофессионалов вносит неопределенности в терминологию и описание сварочных процессов. Действующий ныне ГОСТ 5264 – 80 говорит о характеристиках и типах сварных соединений, а также видах сварных швов.
Что представляет собой сварочное соединение
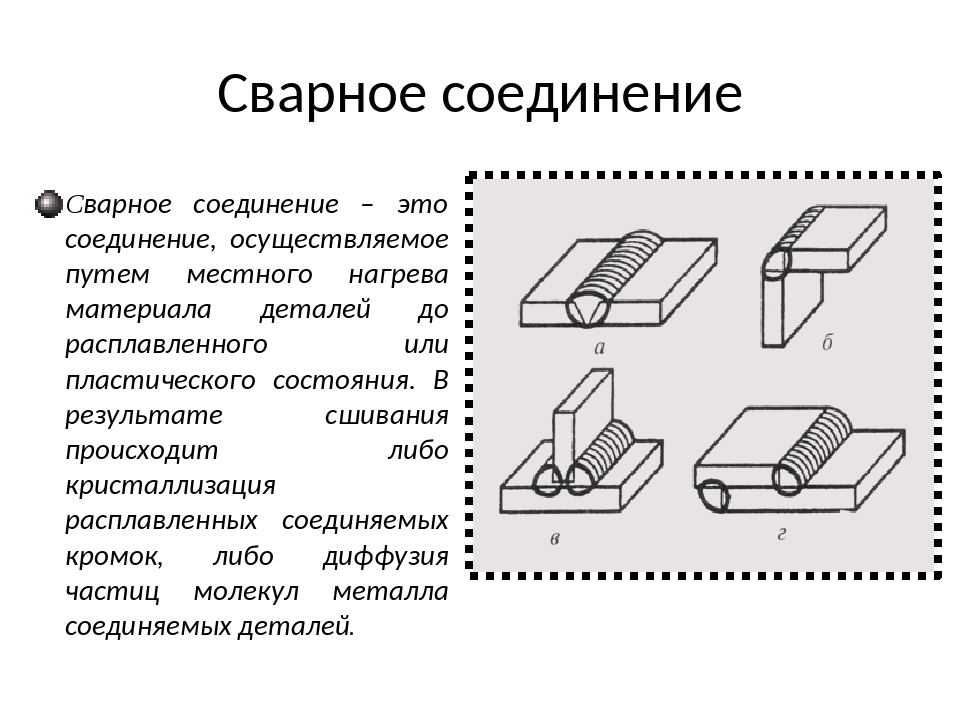
Прежде всего, это неразъемное соединение, которое выполняется сваркой. Существует множество способов выполнения таких работ. Их популярность легко объясняется отличным качеством и высокой прочностью. Низкая стоимость и высокая скорость выполнения позволили этой технологии проникнуть во все сферы народного хозяйства. При этом интерес к сварке не снижается и множество ученых и инженеров продолжают работать над усовершенствованием процесса.
Типы сварных соединений
В сварочной технологии рассматривают следующие типы:
-
стыковое – этот тип соединения предполагает сваривание торцевых поверхностей деталей; -
нахлесточное – в этом случае детали располагают параллельно, с частичным заходом одной на другую; -
угловое – детали устанавливают под углом и сваривают вдоль линии примыкания; -
тавровое – торец одной детали приваривают к боковой поверхности другой детали; -
торцевое – сваривание производится по примыкающим боковым поверхностям.
Наибольшее распространение имеет стыковое. Оно не требуют высокой квалификации сварщика, отличается надежностью и качеством. Выполняются с разделкой кромок или без, в зависимости от толщины металла.
Преимущество нахлесточного соединения состоит в том, что отпадает необходимость подготовки свариваемой поверхности. Этот тип наиболее актуален для листов толщиной 8 – 12 мм. Чаще всего встречается при точечной, контактной и роликовой сварке.
При необходимости сваривания деталей под некоторым углом применяют угловые соединения. Надежный провар соединения возможен только при наличии скосов кромок. Выполнение скосов более трудоёмкая операция, чем сама сварка.
Тавровое соединение требует выполнения скосов и большого количества наплавляемого металла, что увеличивает расход электродов и себестоимость изделия. Его форма повторяет литеру «Т». Без разделки торцов можно выполнять односторонние швы на металле толщиной не более 4 мм.
Классификация сварных швов
Чаще всего встречается следующая классификация сварных швов:
-
по положению в пространстве; -
по конфигурации; -
по степени выпуклости; -
по количеству проходов; -
по направлению действующего усилия и вектору действия внешних сил; -
по виду сварки; -
по протяженности.
От пространственного положения шва зависит технология и сложность его выполнения. По этому признаку выделяют следующие виды сварных швов: нижние, горизонтальные, вертикальные и потолочные. Нижние – это азбука всех сварщиков. Они наиболее просты в исполнении и не требуют высокой квалификации сварщика. Самый сложный вид – потолочный. Кроме сложности он неудобен и опасен, возможностью попадания на сварщика капель расплавленного металла.
Они наиболее просты в исполнении и не требуют высокой квалификации сварщика. Самый сложный вид – потолочный. Кроме сложности он неудобен и опасен, возможностью попадания на сварщика капель расплавленного металла.
Разделение по конфигурации не требует особых разъяснений и не отличается особыми приемами. По этому признаку их делят на следующие виды: прямолинейные, криволинейные и кольцевые.
Сварные швы получаются вогнутыми, выпуклыми или плоскими. На этом признаке создали еще одно разделение: по степени выпуклости. Этот признак имеет существенное значение потому, что от него зависят физико-механические свойства. Плоские и вогнутые более гибкие и экономные, по сравнению с выпуклыми. А выпуклые более прочные, но при чрезмерной выпуклости склонны к концентрации напряжений.
С количеством проходов и вектором действия внешних сил все понятно, а вот по виду сварки сварные соединения разделяют по методу:
-
дуговой сварки; -
автоматической и полуавтоматической сварки под флюсом; -
дуговой сварки в защитных газах; -
электрошлаковой сварки; -
электрозаклепочные; -
контактной электросварки; -
паяных соединений.
По признаку протяженности различают сплошные и прерывистые швы. У прерывистых есть свои преимущества – сниженное тепловложение и низкая стоимость. Они, в свою очередь, делятся на цепные и шахматные. Встречаются крайне редко в связи с тем, что не имеют должной прочности и непроницаемости. На стороне сплошных главные козыри – качество, прочность и непроницаемость.
Требования к сварным швам
К разным швам предъявляют разные требования, но есть и общие положения, применимые ко всем. Швы должны обладать определенными механическими свойствами и соответствовать их основным показателям:
Швы должны обладать определенными механическими свойствами и соответствовать их основным показателям:
-
относительное удлинение в пределах 14 – 16%; -
предел прочности не менее чем у свариваемого металла; -
показатель твердости не менее чем у свариваемого металла.
Технологические требования сводятся, в основном, к обеспечению полного провара. Иначе трудно гарантировать надежную работу изделия. От внешнего вида шва требуется отсутствие прожогов, наплывов, непроваров и подрезов. Также требуют наличие плавных переходов к основному металлу.
Что влияет на качество сваривания
На этот вопрос можно ответить легко и сложно одновременно. Простым ответом может быть слово «всё». Возьмите любой из множества параметров технологического процесса сваривания, нарушьте его и вы не получите приемлемого качества.
Единственно верным подходом для получения надежной сварки можно считать следующий: технологи готовят полноценное технологическое описание процесса, менеджеры обеспечивают условия, материалы, специалистов, в соответствии с описанием; а сварщики выполняют работу без отклонения от техпроцесса. Только так можно получить изделие, которому можно доверять.
Основные виды сварных соединений и швов
Приветствую вас, уважаемые читатели. В сегодняшней статье мы расскажем вам об основных видах сварных соединений и швов. Многие специалисты сварочного производства называют данные соединения сварными, некоторые – сварочными, хотя от этого смысл не меняется.
В этой статье они так же будут упоминаться по разному, в зависимости от оборота речи, но помните: сварной и сварочный по отношению к соединениям и швам – это одно и то же.
Сварные соединения и швы классифицируются по нескольким признакам
Существует ряд типов сварных швов в зависимости от вида соединения:
- — шов стыкового соединения
- — шов таврового соединения
- — шов нахлесточного соединения
- — шов углового соединения
Стыковое соединение
Стыковое соединение представляет собой соединение двух листов или труб их торцевыми поверхностями. Данное соединение является самым распространенным, благодаря меньшему расходу металла и времени на сварку.
Данное соединение является самым распространенным, благодаря меньшему расходу металла и времени на сварку.
Стыковое соединение может быть, в зависимости от расположения шва:
- — Односторонним
- — Двусторонним
По подготовке соединения под сварку, в зависимости от толщины свариваемых изделий:
- — Без скоса кромок
- — Со скосом кромок
Одностороннее соединение без скоса кромок предполагает сварку листов толщиной до 4 мм (исключение — процесс Laser Hybrid Weld). Двусторонне соединение бес скоса кромок рекомендуется выполнять при сварке толщин до 8 мм. В обоих случаях для обеспечения качественного провара, необходимо делать небольшой зазор при соединении листов под сварку, оклоло 1- 2 мм.
Скос кромок при одностороннем сварном соединении рекомендуется делать при толщинах от 4 до 25 мм. Наиболее популярным является соединение со скосом кромок V-образного типа. Менее популярными, но также применяются односторонние скосы кромок и скосы U-образного типа. Для предотвращения возможностей прожогов во всех случаях делается небольшое притупление кромок.
При толщинах от 12 мм и более при двусторонней сварке рекомендуется делать X-образную разделку, которая имеет ряд преимуществ перед V-образной разделкой. Эти преимущества заключаются в уменьшении объема требуемого металла для заполнения разделки (почти в 2 раза), и соответственно увеличении скорости сварки и экономии сварочных материалов.
Тавровое соединение
Тавровое соединение представляет собой два листа, когда между ними образуется соединение в виде буквы «Т». Как и в случае со стыковыми соединениями, в зависимости от толщины металла выполняется сварка с одной или с обеих сторон, с разделкой или без. Основные типы таврового сварного соединения представлены на рисунке.
Некоторые советы по сварке таврового соединения:
- 1. При сварке таврового соединения тонкого металла с более толстым, необходимо, чтобы угол наклона электрода или сварочной горелки был около 60° к более толстому металлу. Как это показано ниже:
 Как это показано ниже:
Как это показано ниже:
- 2. Сварку таврового соединения (и углового в такой же степени) можно значительно упростить, расположив его для сварки «в лодочку». Это позволяет проводить сварку преимущественно в нижнем положении, увеличивая скорость сварки и уменьшая вероятность появления подрезов, которые являются очень частым дефектом таврового сварного соединения, наряду с непроваром. В некоторых случаях одного прохода будет недостаточно, поэтому для заполняющих швов требуется осуществлять колебания горелки.
Сварка «в лодочку» используется также при автоматической и роботизированной сварке, где изделие кантуется при помощи специального кантователя в нужное для сварки положение.
- 3. В настоящее время существуют специальные сварочные процессы для увеличенного проплавления. Применяя их, можно добиться односторонней сварки достаточно толстого металла с гарантированным проваром и формированием обратного валика с другой стороны. Подробнее о сварочном процессе Rapid Weld можно ознакомиться здесь. О сварочном оборудовании для односторонней сварки таврового шва с обратным вормированием валика можно узнать в разделе «сварочный полуавтомат QINEO TRONIC PULSE»
Соединение внахлестку
Данный тип соединения рекомендуется применять при сварке листов толщиной до 10 мм, причем сваривать листы требуется с обеих сторон. Делается это из-за того, чтобы не было возможности попадания влаги между ними. Так как сварочных швов при этом соединении два, то соответственно увеличивается и время на сварку и расходуемые сварочные материалы.
Угловое соединение
Угловым сварочным соединением называют тип соединения двух металлических листов, расположенных друг к другу под прямым или другим углом. Данные соединения также могут быть со скосом кромок или без, в зависимости от толщин. Иногда угловое соединение проваривается и изнутри.
Классификация по другим признакам
Сварные соединения и швы также классифицируют по другим признакам.
Типы соединений по степени выпуклости:
- — нормальные
- — выпуклые
- — вогнутые
Выпуклость шва зависит как от применяемых сварочных материалов, так и режимов сварки. Например, при длинной дуге шов получается пологим и широким, и, наоборот, при сварке на короткой дуге шов получается более узким и выпуклым. Так же на степень выпуклости влияет скорость сварки и ширина разделки кромок.
Типы соединений по положению в пространстве:
- — нижнее
- — горизонтальное
- — вертикальное
- — потолочное
Наиболее оптимальным для сварки является нижнее положение шва. Поэтому при проектировании изделия и составлении технологии сварочного процесса следует это учитывать. Сварка в нижнем положении способствует высокой производительности, является наиболее простым процессом с получением качественного сварного шва.
Горизонтальное и вертикальное положение сварного соединения требует от сварщика повышенной квалификации, а потолочное является наиболее трудоемким и не безопасным.
Типы сварных соединений по степени протяженности:
- — сплошные (непрерывные)
- — прерывистые
Прерывистые сварные швы применяются в соединениях, где не требуется герметичности.
Надеюсь, данная информация по типам сварных швов и соединений будет полезна вам и поможет увеличить качество и производительность ваших сварных конструкций при проектировании. А так же поможет сделать сам сварочный процесс безопасным и наиболее оптимальным. Спасибо за внимание, читайте также другие статьи.
© Смарт Техникс
Данная статья является авторским продуктом, любое её использование и копирование в Интернете разрешена с обязательным указанием гиперссылки на сайт www.smart2tech.ru
Виды сварочных швов и техника их выполнения
Сварочный шов – неразъемное соединение, получаемое в результате сварки. Задача каждого сварщика – получение качественного сварного шва, которое гарантирует надежное соединение элементов. Для выполнения поставленной задачи нужно знать виды сварочных швов и техники их выполнения.
Задача каждого сварщика – получение качественного сварного шва, которое гарантирует надежное соединение элементов. Для выполнения поставленной задачи нужно знать виды сварочных швов и техники их выполнения.
Основные виды сварочных швов
В первую очередь все швы делят по способу соединения деталей. По данному признаку выделяют следующие виды швов:
- стыковые – получаемые между заготовками, примыкающими торцевыми поверхностями друг к другу,
- нахлесточные – получаемые за счет наложения деталей друг на друга с частичным перекрытием,
- тавровые – получаемые за счет приваривания торцевой поверхности одной заготовки к плоскости другой заготовки,
- угловые – получаемые между заготовками, расположенными под углом друг к другу, шов получается в месте примыкания деталей,
- торцевые – получаемые за счет сваривания торцов заготовок.
Стыковые швы
Стыковые швы являются самыми распространенным видом швов. Они используются при сварке металлических листов или труб различной толщины. Для сварки заготовки должны быть надежно зафиксированы. Между деталями остается небольшой зазор – около 1-2мм. В процессе сварки он заполняется расплавленным металлом заготовок или присадочным материалом.
Различают односторонние и двухсторонние швы. При односторонней сварке шов формируется только на одной стороне деталей. В случае двухстороннего шва сварка проводится на обеих сторонах заготовок.
В зависимости от толщины свариваемых деталей для стыковых швов по-разному готовят сварочные кромки. Соответственно этому различают формы:
- с отбортовкой – для деталей толщиной до 4мм,
- без скоса – для деталей толщиной до 8мм,
- с V-образным скосом – для деталей толщиной от 3 до 60мм,
- с X-образным скосом – для деталей толщиной от 8 до 120мм,
- с K-образным скосом – для деталей толщиной от 8 до 100мм,
- с криволинейным скосом – для деталей толщиной от 15 до 100мм.

Для тонких деталей возможна стыковая сварка без обработки кромок или с обработкой только на одной стороне.
Нахлесточные швы
При выполнении швов внахлест поверхности свариваемых деталей параллельны друг другу и частично друг друга перекрывают. Такие швы считаются самыми простыми и удобными для практики неопытных сварщиков.
Сварка швами внахлест всегда выполняется с двух сторон. Кромка каждой заготовки должна быть приварена к поверхности другой. Кромки подготавливаются без скоса. Угол наклона электрода при выполнении сварки должен быть в пределах 15o-45o. Если угол наклона будет выходить за эти пределы, то шов «заползет» на одну и сторон стыка.
Тавровые швы
Тавровые швы выполняются привариванием торца одной заготовки к боковой поверхности другой заготовки и в разрезе напоминают букву Т. Чаще всего сварка проводится под прямым углом, но возможно и другие варианты. В процессе сварки заполняется угол, образованный между деталями. Поэтому важно обеспечить глубокое проплавление деталей. Обычно это достигается за счет использования методов автоматической сварки.
Тавровые швы всегда двухсторонние. Форма подготовленных кромок возможна без скоса и с одним или двумя скосами одной кромки. Обрабатывается только привариваемый торец. Как правило, без скоса свариваются детали небольшой толщины – от 2 до 40мм. Для деталей толщиной от 8 до 100мм производится обработка кромки.
При сваривании тавровых швов важно знать их особенность: получаемые швы в итоге прочнее основного металла. Поэтому перед сварочными работами нужно проводить расчеты по получаемому сопротивлению материалов. Это необходимо, чтобы избежать неравномерной прочности деталей, разной стойкости к нагреву и охлаждению и другим скрытым дефектам.
Угловые швы
Угловые швы часто относят к подвиду тавровых швов. Но при этом угловые швы больше распространены, чем тавровые. По форме угловые швы напоминают букву Г. Угол между деталями может быть любой, но чаще всего – прямой. В работе необходимо выполнять правила геометрии шва: ширину, изогнутость, выпуклость шва и корень стыка.
Но при этом угловые швы больше распространены, чем тавровые. По форме угловые швы напоминают букву Г. Угол между деталями может быть любой, но чаще всего – прямой. В работе необходимо выполнять правила геометрии шва: ширину, изогнутость, выпуклость шва и корень стыка.
При работе с угловыми швами главной проблемой является стекание металла по углу или с вертикальной поверхности на горизонтальную. Поэтому важно контролировать ровное ведение электрода, соблюдая углы наклона. Так для сварки листов разной толщины нужно держать электрод под углом 60o по отношению к более толстой заготовке. В результате основное тепло придется на более толстую деталь, а более тонкая не перегреется и не прогорит.
Угловые швы бывают односторонние и двухсторонние. Для двухстороннего шва сварка выполняется и на внутреннем, и на внешнем угле. Возможна сварка без обработки кромок или скосами. Скос может выполняться с одной или с двух сторон одной кромки. Вторая кромка при этом не обрабатывается.
Прочность угловых швов ниже прочности основного металла. Этот момент нужно учитывать при проектировании и проведении работ.
Торцевые швы
Торцевые швы используются для сваривания деталей разной формы, прилегающими друг к другу боковыми поверхностями. Угол прилегания может находиться в пределах от 0o до 30o. Такая сварка подходит для работы как с тонкими, так и с толстыми металлами, а также для сварки деталей разной толщины. Перед сваркой выполняется разделка кромок под односторонние скосы.
Торцевые швы отличаются высокой выносливостью к нагрузкам. Но при этом возможно попадание влаги или загрязнений между поверхностями деталей, что в будущем приведет к коррозии. Особенно это вероятно при наличии непроваров.
Другие критерии классификации сварных соединений
Кроме способа соединения деталей швы различаются по другим параметрам:
- по форме шва различают выпуклые и плоские швы,
- по протяженности бывают сплошные и прерывистые швы,
- по положению свариваемых поверхностей в пространстве бывают горизонтальные, вертикальные, потолочные и нижние швы и другие классификации.
Перед началом работ важно определить вид сварочного шва по всем параметрам. Это поможет подобрать оптимальную технику выполнения сварки в каждом конкретном случае. Например, сварка углового соединения в вертикальном положении потребует более тщательной подготовки, чем сварка стыкового шва в нижнем положении.
Швы сварных соединений — Сварка металлов
Швы сварных соединений
Категория:
Сварка металлов
Швы сварных соединений
Сварной шов — участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла. Сварной шов является частью сварного соединения, которая по своей структуре отличается от структуры основного металла.
Сварные швы по виду соединения и форме поперечного сечения подразделяются на стыковые и угловые. Стыковые швы применяют для выполнения стыковых и, значительно реже, угловых и тавровых соединений. Угловые швы применяют в угловых, тавровых и нахлесточных соединениях.
Стыковой шов характеризуется шириной шва (е) и глубиной проплавления (ft). Характеристиками углового шва служат ширина шва (е), толщина шва (а) и катет шва (К).
Глубина проплавления стыкового шва (ft) — наибольшая глубина расплавления основного металла в сечении шва.
Толщина углового шва (а)—наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла.
Катет углового шва (К) — кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части. При симметричном угловом шве за расчетный катет принимается любой из равных катетов, при несимметричном шве — меньший.
Выпуклость сварного шва (g)—выпуклость шва, определяемая расстоянием между плоскостью, проходящей через видимые линий границы сварного шва с основным металлом, и поверхностью сварного шва, измеренным в месте наибольшей выпуклости.
Рис. 1. Сварные швы стыковой и угловой:
е — ширина шва; h — глубина проплавления; g — выпуклость (усиление) шва; а — толщина шва; с — катет шва
Швы сварных соединений можно классифицировать по различным признакам.
По форме наружной поверхности. Сварные швы могут быть выпуклыми, плоскими, вогнутыми. Стыковые швы выполняются выпуклыми (с усилением) и плоскими. Вогнутость стыковых швов недопустима, это является серьезным браком сварки.
Угловые швы выполняются выпуклыми, плоскими, вогнутыми. Вогнутость (А) угловых швов при сварке во всех пространственных положениях допускается не более 3 мм.
Выпуклость (усиление) сварных швов допускается не более 2 мм при сварке в нижнем положении и не более 3 мм при сварке в остальных положениях. Допускается увеличение усиления сварных швов, выполненных в вертикальном, горизонтальном и потолочном положениях на 1 мм при толщине основного металла до 26 мм и на 2 мм при толщине основного металла свыше 26 мм.
Сварные соединения с выпуклыми (стыковыми и угловыми) швами лучше работают на статическую нагрузку. Но швы с чрезмерным усилением нежелательны по двум причинам:
а) повышенный расход электродов и электрической энергии;
б) концентрация напряжений в точках пересечения поверхности шва с основным металлом.
Сварные соединения с плоскими (стыковыми и угловыми) и вогнутыми (угловыми) швами лучше работают на переменную и динамическую нагрузку.
По положению сварки. В соответствии с ГОСТ 11969—79 (СТ СЭВ 2856—81) («Сварка плавлением. Основные положения и их обозначения») сварные швы классифицируются в зависимости от положений сварки. Положение сварки определяется углом наклона продольной оси шва (а) и углом поворота поперечной оси шва ((3) относительно их нулевых положений.
Рис. 2. Классификация швов по форме наружной поверхности: а — стыковой выпуклый; б — стыковой плоский; в — стыковой вогнутый; г — угловой выпуклый; д — угловые плоский и вогнутый
Рис.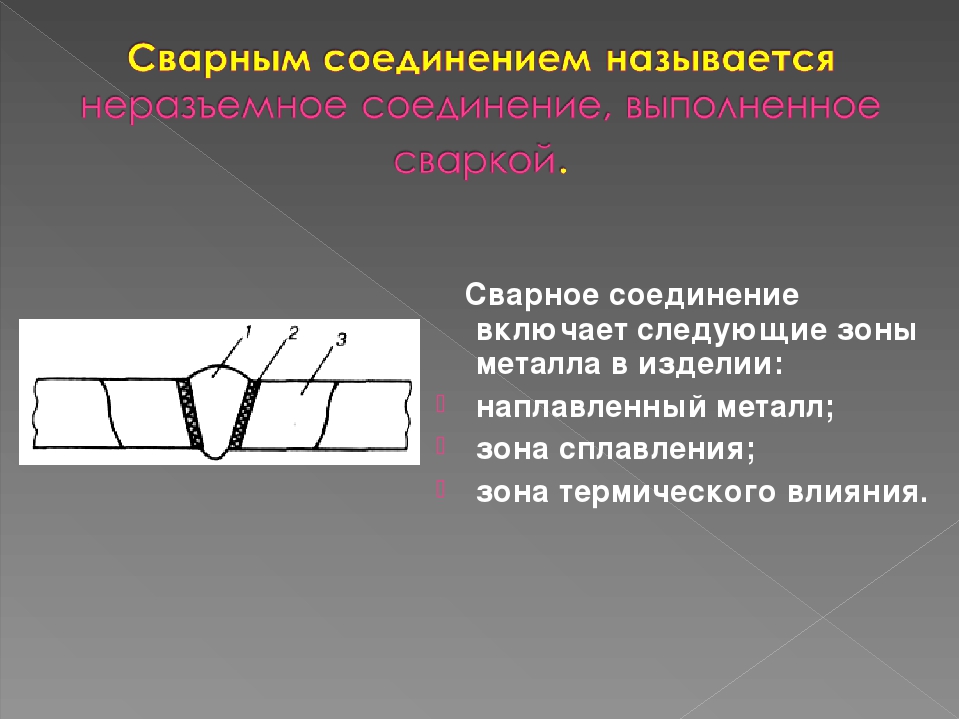 3. Положение швов в пространстве:
3. Положение швов в пространстве:
а — нижнее; б — вертикальное; в — горизонтальное; г — потолочное
Установлены следующие положения сварки и их обозначения: нижнее — Н, в лодочку — Л, горизонтальное — Г, полугоризонтальное — Пг; вертикальное — В, полувертикальное — Пв; потолочное — IT, полупотолочное — Пп.
Сварка в нижнем положении наиболее удобна, легко осваивается. В заводских условиях с помощью различных приспособлений удается почти полностью сваривать конструкции в нижнем положении. Сварка швов в вертикальном, горизонтальном и потолочном положениях выполняется в строительно-монтажном производстве.
По протяженности. Различают сварные швы непрерывные и прерывистые. Непрерывный шов — сварной шов без промежутков по длине. Непрерывные швы по длине условно делят на короткие (до 300 мм), средние (до 1000 мм) и длинные (свыше 1000 мм).
Прерывистый шов — сварной шов с промежутками по длине. Расстояние от начала одного участка шва до начала следующего участка называется шагом шва (t). Прерывистые швы могут быть цепными и шахматными.
Цепной прерывистый шов — двусторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один против другого.
Шахматный прерывистый шов — двусторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой ее стороны.
По отношению к направлению действующего усилия. Различают сварные швы фланговые (боковые), лобовые, косые, комбинированные.
Фланговый шов расположен параллельно направлению действующего усилия.
Лобовой шов расположен перпендикулярно (нормально) к направлению действующего усилия.
Рис. 3. Прерывистые сварные швы:
а — цепной; б — шахматный; в — шаг прерывистого шва; г — длина участка шва
Рис. 4. Виды сварных швов по способу заполнения сечения шва:
а — однослойный; б — многослойный; в — многослойный многопроходный
Косой шоё расположен под углом к направлению действующего усилия. Комбинированный шов представляет сочетание» флангового и косого, флангового и лобового.
Комбинированный шов представляет сочетание» флангового и косого, флангового и лобового.
По способу заполнения сечения шва. Различают сварные швы однослойные (однопроходные), многослойные, многослойные многопроходные (рис. 4).
В многослойном шве число слоев равно числу проходов. Если в многослойном шве некоторые слои выполняются в несколько проходов, то такой шов называется многослойным многопроходным.
В стыковых сварных соединениях в основном применяются однослойные и многослойные швы. В угловых, тавровых и нахле-сточных соединениях чаще применяются однослойные и многослойные многопроходные швы.
По условиям и месту выполнения. Различают сварные швы заводские и монтажные. Заводские швы, как правило, выполняются в помещениях (цех, мастерские или участок монтажных заготовок), т. е. в наиболее благоприятных для сварки производственных условиях. Монтажный шов — сварной шов, выполняемый при монтаже конструкций или сооружения. Монтажные швы чаще выполняются в неблагоприятных для сварки условиях (на больших высотных отметках, в различных пространственных положениях сварки, на открытом воздухе, зимой и летом).
Реклама:
Читать далее:
Типы сварных соединений
Статьи по теме:
Обзор типов сварных соединений и швов
Выполняемые ручной дуговой сваркой, различные типы сварных соединений из сталей и сплавов требуют предварительной подготовки сопрягаемых кромок путем придания им определенной формы и тщательной зачистки свариваемых поверхностей.
Различают такие типы сварных соединений: стыковое, угловое, тавровое и нахлесточное. Каждое из изделий, подвергаемых сварке, должно иметь определенную форму поперечного сечения подготовленных кромок, выполненных с отбортовкой или без нее, со скосом или без скоса. Кроме того, каждому из них соответствует определенный характер сварного шва. Сварные швы делят на односторонние и двухсторонние. Каждому типу сварных соединений соответствует его условное обозначение, состоящее из первой заглавной буквы названия соединения и определенного числа, например: С1, У2 и т. д.
Каждому типу сварных соединений соответствует его условное обозначение, состоящее из первой заглавной буквы названия соединения и определенного числа, например: С1, У2 и т. д.
Стыковое сварное соединение состоит из расположенных в одной плоскости двух, сваренных кромками, элементов конструкции. Сварку, как правило, выполняют непрерывными односторонними или двухсторонними сварными швами. Основные типы стыковых швов включают такие виды: с отбортовкой и без отбортовки кромок; без скоса и с одним или двумя симметричными скосами; с V-образным, Х-образным и криволинейным скосом. Условное обозначение стыкового соединения имеет такой вид: С1, С2, …, С45.
Угловое сварное соединение представляет собой конструкцию, в которой выполнена сварка кромок деталей, расположенных под определенным углом друг к другу. Подлежащие сварке кромки в них могут быть выполнены: без скоса; со скосом; со скосом одной кромки и с двумя симметричными скосами одной кромки. Условное обозначение углового соединения записывают в таком виде: У1, У2,…, У10.
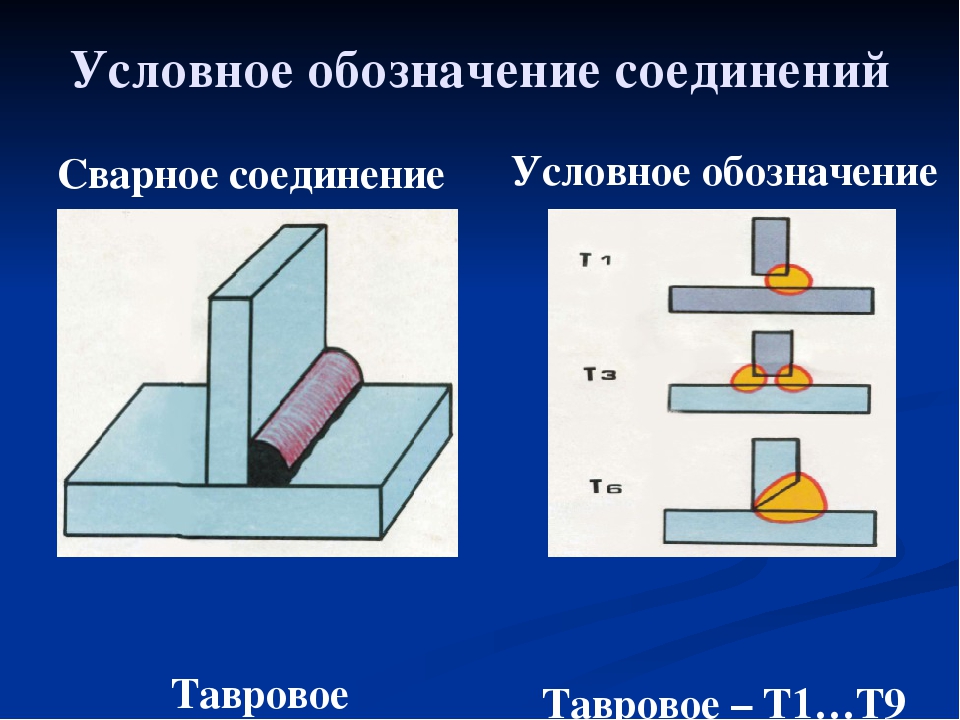
Тавровое сварное соединение – вид соединения, в котором элементы сварной конструкции находятся под определенным углом друг к другу таким образом, чтобы кромка одного из них примыкала к боковой поверхности другого. Односторонние и двухсторонние швы при сварочных работах выполняют у изделий: с кромками, выполненными без скоса; с прямолинейным или криволинейным скосом одной кромки; с двумя симметричными и с двумя симметричными криволинейными скосами одной кромки. Условное обозначение таврового соединения имеет вид: Т1, Т2,…, Т9.
Нахлесточное сварное соединение – соединение, в котором оба элемента конструкции частично перекрывают друг друга. Торцы каждого из элементов приварены к боковой поверхности примыкающего элемента. Сварку производят односторонними или двухсторонними швами без скоса кромок. Условное обозначение нахлесточного соединения: Н1, Н2.
Товары каталога:
Please enable JavaScript to view the comments powered by Disqus.
comments powered by
Сварные соединения и швы, типы
Соединение встык, при котором части изделий соединяются по своим торцовым поверхностям (рис. 1, 1). Это наиболее рациональная форма сварного соединения. При сварке встык листовых элементов шов может быть расположен перпендикулярно к действующим силам (прямой шов) или под углом к ним (косой шов). Косой стык более прочен, чем прямой.
Стыковые соединения различают в зависимости от толщины листов и подготовки кромок:
- бесскосное соединение, при котором свариваемые кромки частей не скашиваются. При односторонней сварке бесскосное соединение делают в том случае, если толщина листов не превышает шести мм.
При двусторонней сварке возможно бесскосное соединение и листов большей толщины. - У-образное соединение, при котором свариваемые кромки скашиваются для образования шва с одной стороны. Это соединение применяется при толщине листов от 6 до 25 мм (рис. 1, 1а).
- Х-образное соединение, при котором свариваемые кромки для образования шва скашиваются с обеих сторон. К этому соединению прибегают в том случае, когда возможна двусторонняя сварка (обычно для листов толщиной более 20 мм) (рис. 1, 1б).
Сварные швы, как правило, имеют с обеих сторон утолщение, компенсирующее неровности наружной поверхности шва и возможные ослабления из-за внутренних пороков.
Соединение внахлестку, при котором боковые поверхности соединяемых изделий частично перекрывают друг друга (рис. 1, 2).
Рис.1. Типы сварных соединений 1- встык, 2- внахлестку, 3- впритык
Для соединения внахлестку применяются валиковые швы. Валиковый шов, направленный перпендикулярно к действующему усилию, называется лобовым (рис. 1, 2а). Валиковый шов, направленный параллельно действующему усилию, называется фланговым (рис. 1,2б) Соединение впритык (в тавр), при котором торец одного из изделий соединяется с боковой поверхностью другого (рис. 1, 3).
1,2б) Соединение впритык (в тавр), при котором торец одного из изделий соединяется с боковой поверхностью другого (рис. 1, 3).
Положение шва в пространстве может оказать влияние на качество сварки.
Сварка, при которой электрическая дуга находится над свариваемыми частями, называется нижней; она наиболее легкая и обычно обеспечивает лучшее качество шва.
Сварка вертикальная, при которой сварной шов располагается вертикально на вертикальной поверхности изделия, значительно сложнее.
Труднее горизонтальная сварка, при которой сварной шов располагается горизонтально на вертикальной поверхности. Наиболее трудной является верхняя (потолочная) сварка, когда электрическая дуга находится под свариваемыми частями. Такая сварка обычно поручается только высококвалифицированному сварщику.
При проектировании сварной конструкции нужно предусмотреть возможность нижней сварки для наибольшего количества швов.
Техника сварочных швов
Обозначение сварных швов | Сварка и сварщик
Сварные конструкции характеризуются широким диапазоном применяемых толщин, форм и размеров соединяемых элементов, а также многообразием взаимного расположения свариваемых деталей. В зависимости от взаимного расположения свариваемых деталей различают пять типов сварных соединений (согласно ГОСТ 5264-80 «Швы сварных соединений, ручная дуговая сварка» и ГОСТ 14771-76 «Швы сварных соединений, сварка в защитных газах»):
- стыковое – «С»
- торцевое – «С»
- нахлесточное – «Н»;
- тавровое – «Т»;
- угловое – «У».
В стыковом (С) сварном соединение поверхности свариваемых элементов располагаются в одной плоскости или на одной поверхности, а сварка выполняется по смежным торцам.
Стыковое соединение обеспечивает наиболее высокие механические свойства сварной конструкции, поэтому широко используется для ответственных конструкций. Однако, оно требует достаточно точной подготовки деталей и сборки.
Однако, оно требует достаточно точной подготовки деталей и сборки.
Торцовое (С) соединение сваривается по торцам соединяемых деталей, боковые поверхности которых примыкают друг к другу.
Такие соединения используют, как правило, при сварке тонких деталей во избежание прожога.
В нахлесточном (Н) сварном соединении поверхности свариваемых элементов располагаются параллельно так, чтобы они были смещены и частично перекрывали друг друга.
Нахлесточные соединения менее чувствительны к погрешностям при сборке, но хуже чем стыковые работают при нагрузках, особенно знакопеременных.
Тавровое (Т) сварное соединение получается, когда торец одной детали под прямым или любым другим углом соединяется с поверхностью другой.
Тавровые соединения обеспечивают высокую жесткость конструкции, но чувствительны к изгибающим нагрузкам.
Угловым (У) называют соединение, в котором поверхности свариваемых деталей располагаются под прямым, тупым или острым углом и свариваются по торцам.
Все сварные соединения могут быть выполнены:
| односторонними (SS)*, когда источник нагрева перемещается с одной стороны соединения; | |
| двусторонними (BS)*, когда источник нагрева перемещается с двух сторон соединения. В таком сварном соединении корень стыкового шва находится внутри сечения. |
* — обозначения, принятые в международных стандартах.
При сварке плавлением для обеспечения необходимой глубины проплавления выполняют разделку кромок. Форма разделки кромок, а также размеры параметров разделки (угол раскрытия кромок, величина зазора, притупление и др.) зависит от материала, толщины, способа сварки. На рисунке ниже приведены примеры некоторых разделок кромок.
Условное изображение сварных швов на чертежах согласно ГОСТ 2.312-72 «Условные изображения и обозначения швов сварных соединений»
В соответствии со стандартом ГОСТ 2. 312-72 для условного изображения сварного шва независимо от способа сварки используется два типа линий: сплошная, если шов видимый или штриховая, если шов невидимый.
312-72 для условного изображения сварного шва независимо от способа сварки используется два типа линий: сплошная, если шов видимый или штриховая, если шов невидимый.
На линию шва указывает односторонняя стрелка.
Стрелка может выполняться с полкой для размещения условного обозначения шва и при необходимости вспомогательных знаков. Условное обозначение размещают над полкой, если стрелка указывает на лицевую сторону сварного шва (т.е. если он видимый), или под полкой, когда шов расположен с обратной стороны (т.е. если шов невидим). При этом, за лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку. За лицевую сторону двухстороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва. За лицевую сторону двухстороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
Вспомогательные знаки.
На приведенной ниже схеме показана структура условного обозначения стандартного сварного шва.
Буквенно–цифровое обозначение шва по соответствующему стандарту представляет собой комбинацию состоящую из буквы определяющей тип сварного соединение и цифры указывающей вид соединения и шва, а также форму разделки кромок. Например: С1, Т4, Н3.
Для обозначения сварных соединений используются следующие буквы:
- С – стыковое;
- У – угловое;
- Т – тавровое;
- Н – нахлесточное;
- О – особые типы, если форма шва не предусмотрена ГОСТом.
Условные обозначения швов для некоторых способов сварки представлены в таблице:
| Стандарт | Соединение | Условные обозначения швов |
|---|---|---|
| ГОСТ 5264-80. Швы сварных соединений, ручная дуговая сварка | Стыковое | С1 — С40 |
| Тавровое | Т1 — Т9 | |
| Нахлесточное | Н1 — Н2 | |
| Угловое | У1 — У10 | |
ГОСТ 14771-76. Швы сварных соединений, сварка в защитных газах Швы сварных соединений, сварка в защитных газах | Стыковое | С1 — С27 |
| Тавровое | Т1 — Т10 | |
| Нахлесточное | Н1 — Н4 | |
| Угловое | У1 — У10 |
Обозначения способа сварки (А, Г, УП и другие) указывается в стандарте, по которому выполняется указанный на чертеже процесс сварки.
Условные обозначения некоторых способов сварки представлены ниже, например:
- А – автоматическая сварка под флюсом без применения подкладок и подушек и подварочного шва;
- Аф – автоматическая сварка под флюсом на флюсовой подушке;
- ИН – сварка в инертных газах вольфрамовым электродом без присадочного металла;
- ИНп – сварка в инертных газах вольфрамовым электродом, но с присадочным металлом;
- ИП – сварка в инертных газах плавящимся электродом;
- УП – сварка в углекислом газе плавящимся электродом.
Примеры обозначения сварных швов.
Пример 1.
| Форма поперечного сечения шва | а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний выполняемый дуговой ручной сваркой (С13 по ГОСТ 5264 — 80) при монтаже изделия (). Усиление снято с обеих сторон (). Параметр шероховатости поверхности шва: с лицевой стороны – Rz 20 мкм; с оборотной стороны — Rz 80 мкм.
Пример 2.
| Форма поперечного сечения шва | а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов углового соединения без скоса кромок, двусторонний (У2 по ГОСТ 11533–75) выполняемый автоматической дуговой сваркой под флюсом (А по ГОСТ 11533–75) по замкнутой линии.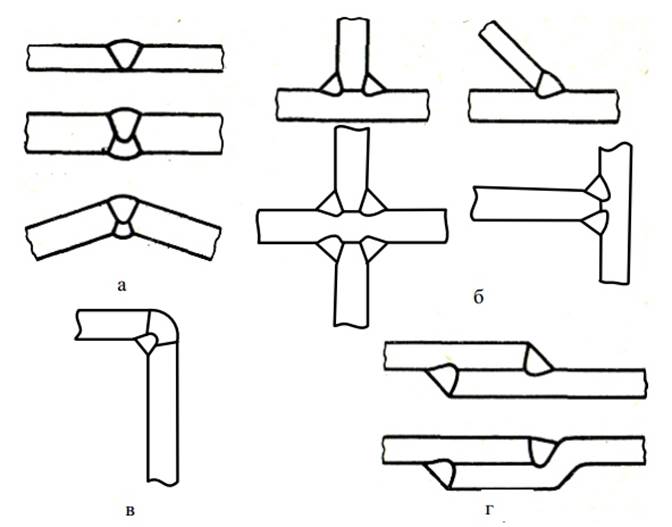
Пример 3.
| Форма поперечного сечения шва | а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов стыкового соединения без скоса кромок, односторонний, на остающейся подкладке (C3 по ГОСТ 16310–80), выполняемый сваркой нагретым газом с присадкой (Г по ГОСТ 16310–80).
Пример 4.
Шов таврового соединения без скоса кромок, двусторон-ний прерывистый с шахматным расположением (Т3 по ГОСТ 14806-80) выполняемый дуговой ручной сваркой в защитных газах неплавящимся металлическим электродом (РИНп по ГОСТ 14806-80). Катет шва 6 мм (Δ6 ), длина провариваемого участка 50 мм, шаг 100 мм (Z).
t ш — длинна провариваемого участка шва
t пр — длинна участка шага прерывистого шва
Пример 5.
Шов соединения внахлестку без скоса кромок, односторонний (Н1 по ГОСТ 14806-80), выполняемый дуговой сваркой в защитных газах плавящимся электродом (ПИП по ГОСТ 14806-80). Шов по незамкнутой линии (). Катет шва 5 мм (?5).
Пример 6.
Шов соединения внахлестку без скоса кромок, односторонний (Н1 по ГОСТ 14806-80), выполняемый дуговой полуавтоматической сваркой в защитных газах плавящимся электродом (ПИП по ГОСТ 14806-80) . Шов по замкнутой линии (круговой шов ). Катет шва 5 мм (?5).
При наличии на чертеже нескольких одинаковых швов условное обозначение шва указывается только у одного из них, а применительно к остальным одинаковым швам указывается только их порядковые номера (на месте где должно быть расположено условное обозначение шва). При этом, на линии выноске, имеющей полку с нанесенным обозначением шва также, допускается указывать количество одинаковых швов (26, как показано на этом примере).
Швы считаются одинаковыми, если:
- одинаковы их типы и размеры конструктивных элементов в поперечном сечении;
- к ним предъявляются одни и те же технические требования.
Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией выноской.
Обозначение чистоты механически обработанной поверхности шва (шероховатости) наносят после условного обозначения шва, или приводят в технических требованиях чертежа.
| а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображают с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу.
В результате неравномерного нагрева сварного соединения при сварке возникает остаточная пластическая деформация укорочения, приводящая к образованию остаточных напряжений. Характер распределения этих напряжений зависит от многих факторов (геометрических размеров сварного соединения, режима сварки и др.). В зависимости от толщины свариваемых элементов в сварном соединении может иметь место плоское или объемное напряженное состояние.
При сварке небольших толщин, как правило, имеет место плоское напряженное состояние. Принято компоненты такого напряженного состояния называть продольными (действующими вдоль оси шва) и поперечными (действующими перпендикулярно оси шва).
Ниже рассмотрены эпюры распределения остаточных напряжений в типовых сварных соединениях. При сварке встык достаточно широких небольшой толщины пластин характер распределения остаточных напряжений представлен на рисунке справа. Как это видно, остаточные продольные напряжения распределены в поперечном сечении по ширине неравномерно. В сварном шве и прилегающей к нему зоне действуют напряжения растяжения, а в остальной части сечения действуют напряжения сжатия. Причем, как правило, максимальные напряжения в зоне сварного шва достигают значения, равного значению предела текучести (σт) металла. Таким образом, в продольном направлении в стыковом сварном соединении можно выделить две зоны: зона действия напряжений растяжения и зона действия напряжений сжатия.
Таким образом, в продольном направлении в стыковом сварном соединении можно выделить две зоны: зона действия напряжений растяжения и зона действия напряжений сжатия.
Поперечные напряжения также распределены неравномерно. Срединная часть испытывает напряжения растяжения, а концевые участки — напряжения сжатия. Величина максимальных напряжений σу зависит от длины шва и, как правило, не превышает значения 0,3 σт. Поэтому их не всегда принимают во внимание.
При сварке встык пластин большой толщины имеет место объемное напряженное состояние.
Как показали исследования и опыт эксплуатации сварных конструкций при действии остаточного напряжения остаточные сварочные напряжения не оказывают влияния на прочность, если материал изделия достаточно пластичный, что является характерным для большинства металлов. При действии переменных нагрузок остаточные сварочные напряжения сжатия повышают усталостную прочность, а напряжения растяжения, складываясь с рабочими напряжениями в месте их концентрации, существенно снижают сопротивляемость усталостному разрушению.
Поскольку напряжения не являются физической величиной непосредственное их определение не возможно. Их можно определить через измерение какой-либо физической величины, которая связана с напряжением расчетной зависимостью. Такой величиной может быть упругое линейное изменение, т.е. деформация. Связь между напряжениями и упругими деформациями описывается законом Гука. Таким образом, под термином измерение напряжений следует понимать его определение путем измерения деформации (это так называемый механический метод. Существуют и другие методы, например, оптический, магнито-упругий, ультразвуковой и т.д.). Следовательно, все сводится к измерению упругой деформации в направлениях соответствующего вида напряженного состояния. Линейное — в одном направлении, плоское — в двух, объемное — в трех.
Полностью проклеенные или критически проклеенные и сварные швы
Мужская куртка Arcteryx Alpha SL со всеми герметичными швами.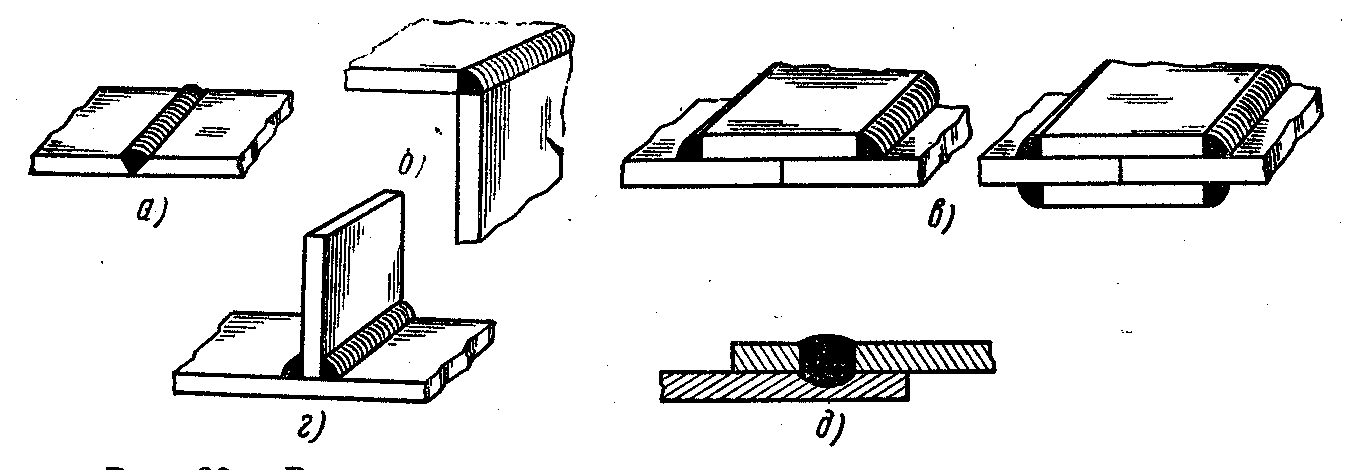
Я уверен, что вы видели термины полностью проклеенные швы, критически проклеенные швы и сварные швы. Это всегда где-то упоминается в описании палаток, непромокаемых курток, ботинок и обуви. Так о чем это?
Независимо от того, насколько водонепроницаема ткань, если швы не герметичны, у вас нет водонепроницаемого инструмента. Лента и герметик накладываются на шов изнутри, а идея состоит в том, чтобы не допустить попадания воды через прошитые отверстия в материале.Это создает воздухонепроницаемый и водонепроницаемый слой, а также может добавить немного прочности вашему снаряжению. Итак, давайте посмотрим, в чем разница.
Швы проклеенные
Критически заклеенные швы
Это означает, что проклеены только некоторые швы , известные как обычные швы падения. В случае куртки это должно быть на плечах и на капюшоне. В общем, лучше избегать такого снаряжения, оно будет отстойным и не является водонепроницаемым.
У меня есть одна старая куртка Sprayway Gore-Tex с таким дизайном, так что могу сказать по собственному опыту, как это бывает. Это отличная куртка со свободно свисающей сеткой внутри — одна из причин ее покупки; Я люблю куртки с таким слоем внутри, и я указала на это в нескольких своих обзорах курток. Но герметичен только капюшон и возможно плечи. Я говорю «возможно», потому что не вижу швов, сетка их закрывает. Так, например, с первого дня использования у меня была вода в карманах после прогулки под дождем.Это не так уж и здорово, поверьте мне.
Полностью проклеенные швы
Очевидно, что это более дорогой вариант, когда каждый шов на одежде заклеивается лентой независимо от его положения. Посмотрите на один отличный пример на картинке ниже одной из моих собственных курток. Таким образом, у вас должен быть прочный водонепроницаемый инструмент. У нас дома есть несколько таких курток от Eider, The North Face, Jack Wolfskin, Sprayway и еще нескольких, и то же самое с моими водонепроницаемыми штанами.
Полностью проклеенные швы в моей технической полностью водонепроницаемой куртке.
Конечно, у меня такие швы есть и на ботинках, и на ботинках. На самом деле, в Бельгии, где я живу, я ношу практически только непромокаемую обувь, у нас здесь много дождя. Мне больше всего нравятся низкие кроссовки Merrell Moab, но у меня есть и несколько других брендов. Не очень известный бренд — это мои туфли Oriox, которые мне очень нравятся, они с низким вырезом, но значительно тяжелее и крупнее, чем Moab.
В этом видео вы можете увидеть процесс заделки швов лентой:
Сварные швы
В этом случае части материала сплавлены вместе с помощью тепла и давления.Как вы понимаете, это означает, что здесь нет отверстий для стежков, ниток, швейных машин, используемых в процессе, никаких лент для швов, так что это может снизить затраты.
Очевидно, что это работает не со всеми материалами, но большинство термопластов поддаются сварке, например, ПЭТ (полиэтилентерефталат), ПЭТГ, ПВХ, ПП, ТПУ, полиуретаны с открытыми ячейками, ПЭНП / ЭВА. Вот почему вы встретите термин «сварка пластмасс». Таким образом, сам пластик используется в качестве застежки для скрепления шва, в отличие от шитья, клея, шовной ленты и т. Д.
Эти материалы можно сваривать отдельно или комбинировать с другими. В целом это создает прочные и устойчивые к истиранию уплотнения без разрушения и разрушения шва. Сварные швы могут быть даже прочнее, чем исходный материал.
Посмотрите, как работает сварка пластмасс, в этом коротком видео:
Неуплотненные швы
Такие примеры, видимо, тоже есть, но я их не использовал и больше сказать не могу. Лучше избегать этого типа.
Лучше избегать этого типа.
Заключение
В любом случае всегда проверяйте, чтобы швы были полностью герметизированы / заклеены лентой или сварены. Только тогда у вас будет надежное уличное оборудование. В обзорах, доступных здесь, на сайте, эта информация всегда приводится. Так что осмотритесь, на сайте представлено много качественных палаток и укрытий, водонепроницаемой одежды и обуви.
Если у вас водонепроницаемая куртка, то все швы на штанах должны быть заклеены. Это связано с тем, что много воды из куртки будет стекать в нижнюю часть тела, и вам необходимо запечатать все это там.На сайте представлено несколько отличных водонепроницаемых штанов, недорогих, но надежных, как для женщин, так и для мужчин.
Спасибо за внимание, в случае комментариев и вопросов используйте поле для комментариев ниже. Хорошего дня.
Что такое шовная сварка? — TWI
Шовная сварка — это соединение деталей из одинаковых или разнородных материалов вдоль непрерывного шва. Сварку швов можно разделить на два основных метода: сварку контактным швом и сварку швом трением.
Нажмите здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .
Сварка контактным швом
Сварка контактным швом — это разновидность контактной точечной сварки, основное отличие которой состоит в том, что сварочные электроды представляют собой колеса с приводом от двигателя, а не неподвижные стержни. Этот метод сварки, идеально подходящий для изготовления листового металла, пропускает электрический ток через соединяемые металлические листы, удерживая их вместе за счет механической силы в конфигурации нахлеста между профилированными медными электродами.Как и в случае с другими типами контактной сварки, сплавление происходит там, где поверхности листов соприкасаются, поскольку это точка наивысшего электрического сопротивления и, следовательно, место, где выделяется наибольшее количество тепла.
Тепло от дискообразных электродных колес создает непрерывный сварной шов, поскольку детали проходят между ними, что приводит к сварке сопротивлением качению или негерметичной сварке шва.
Сварка контактным швом может использовать либо прерывистое движение, когда скорость ролика не определена заранее, либо шовную сварку непрерывным движением, когда скорость электродного ролика предварительно определяется до подачи тока.
Сварка сварочного шва методом сопротивления проволоки
Альтернативный метод, называемый контактной сваркой плавящимся электродом, аналогичен стандартной контактной сварке, за исключением того, что электродное колесо имеет канавки, так что фигурная медная проволока может быть введена между колесом и соединяемым материалом. Эта медная проволока подается с катушки и проходит вокруг электродного колеса со скоростью сварки, а затем выгружается в контейнер для отходов. Это гарантирует, что для работы всегда будет чистая, незагрязненная поверхность.
Подходит для сварки стали с покрытием и нержавеющей стали, этот процесс очень надежен и позволяет достигать скорости сварки более 70 метров в минуту. Хотя расходная проволока увеличивает стоимость этого типа сварки, эти расходы компенсируются возвращаемой стоимостью лома меди.
Меры предосторожности при контактной сварке швов
Как и в любом процессе, в котором используется электрический ток, следует принимать меры предосторожности в отношении силы тока, подаваемого сварочным оборудованием. Если сила тока слишком высока, поверхность раздела между роликом и материалами будет слишком горячей.Тепло, выделяемое электродами, можно уменьшить, промывая зону сварки водой, которая поддерживает охлаждение роликов во время процесса соединения.
Также важно следить за скоростью сварки, чтобы обеспечить хорошее качество соединения по всему шву.
Преимущества контактной сварки швов
Сварка контактным швом имеет преимущество в том, что она создает чистые сварные швы без образования газов или сварочного дыма. Также нет необходимости использовать присадочные материалы для соединения . может быть герметичным как для газа, так и для жидкости , предлагая ряд применений.
Также нет необходимости использовать присадочные материалы для соединения . может быть герметичным как для газа, так и для жидкости , предлагая ряд применений.
Процесс может быть полностью автоматизированным , что делает его очень повторяемым процессом. Кроме того, контактная сварка позволяет одновременно создавать как одинарный, так и параллельный шов.
Недостатки контактной сварки швов
В то время как контактная сварка подходит для выполнения соединений по прямой линии, ролики не могут выполнять более сложные криволинейные сварные швы. Сварка также невозможна во внутренних углах или там, где другие детали компонентов затрудняют доступ к электродам колеса.
Этот процесс также не подходит для соединения листов металла толщиной более 3 мм . Из-за скорости ролика для обеспечения качества сварки может потребоваться высококвалифицированный оператор, а сварочное оборудование также стоит дорого.
Применения для контактной сварки швов
Благодаря способности выполнять герметичные соединения для газа или жидкости, этот процесс хорошо подходит для создания таких предметов, как стальные топливные баки для транспортных средств, а также консервные банки, радиаторы или стальные бочки.Сопротивление сварным швам также можно найти на многих типах стволов и выхлопных систем.
Широко используется для соединения баков самолетов, холодильников и масляных трансформаторов, этот процесс может использоваться для сварки нержавеющей стали, никелевых и магниевых сплавов.
Сварка трением
В этом методе соединения вместо электродов используется трение для нагрева сварного шва. Как и в случае других процессов сварки трением, детали соединяются в твердой фазе без плавления материалов, что означает отсутствие плавления и, таким образом, практически отсутствие взаимной диффузии между расходным материалом и подложкой.
Идеально подходит для соединения материалов, которые трудно сваривать с использованием традиционных методов дуговой сварки. Сварка трением создает тепло за счет вращающегося расходного материала, который в осевом направлении вдавливается в V- или U-образную канавку. Заготовки перемещаются под вращающийся расходный материал, поскольку в канавке откладывается осадок.
Сварка трением создает тепло за счет вращающегося расходного материала, который в осевом направлении вдавливается в V- или U-образную канавку. Заготовки перемещаются под вращающийся расходный материал, поскольку в канавке откладывается осадок.
Сварные швы: свойства, преимущества и советы по ремонту
Сварные швы для защиты в ветреную и влажную погоду
Преданные на открытом воздухе мужчины и женщины обычно не планируют свои поездки в зависимости от времени года или даже погоды в этом отношении.Пока высота снега не превышает метра, ничто не мешает им идти, даже неблагоприятные погодные условия. Конечно, в таких условиях правильная одежда абсолютно необходима.
Другими словами, вам нужна непромокаемая одежда. Но что делает одежду водонепроницаемой и как сделать водонепроницаемыми такие слабые места на куртке, как молнии и швы?
Это может показаться неожиданным, но ответ на этот вопрос не так сложен, как может показаться.Чтобы сделать швов , которые, по сути, представляют собой набор дырок в ткани, на куртках и брюках из твердого и софтшелл , водонепроницаемых , производители либо сваривают, либо склеивают. Это вместе с водонепроницаемой тканью одежды заставляет капли воды скатываться с лицевой ткани, не давая ей проникнуть внутрь.
Еще одним преимуществом сварных швов является то, что они делают одежду еще и ветрозащитной . Если при изготовлении одежды используется ветрозащитный материал, он может предотвратить попадание ветра и через ранее открытые швы, в результате чего одежда сохраняет тепло и тепло , одновременно сохраняя при этом сильный холод .
Как работает сварка
В основном сварочные швы работают так же, как и любой другой метод, используемый в сварочном аппарате, а именно: прикладывает тепло и давление, чтобы соединить два материала вместе , в нашем случае водонепроницаемый материал поверх края шва. Это приводит к бесшовному соединению между обоими частями материала, что дает твердую поверхность . После этого швы выглядят как полоски.
Это приводит к бесшовному соединению между обоими частями материала, что дает твердую поверхность . После этого швы выглядят как полоски.
Одежда со сварными швами должна быть воздухопроницаемой
Сварные швы на уличной куртке
Сваривая швы, вы в основном делаете их герметичными.Обычные швы по-прежнему позволяют воздуху просачиваться сквозь них, что приводит к циркуляции воздуха и воздухопроницаемости, которую мы так жаждем на открытом воздухе! Поскольку это предотвращается сваркой швов, сама ткань должна иметь воздухопроницаемых свойств . Только так можно предотвратить перегрев и чрезмерное потоотделение. Как вы понимаете, это абсолютно необходимо для высокоинтенсивных физических нагрузок , поскольку помогает поддерживать высокий уровень комфорта.
Еще один способ повысить воздухопроницаемость — использовать вентиляционные молнии .Поскольку они также водонепроницаемы, в закрытом состоянии вода не проникает внутрь. Но когда вы открываете их, вы чувствуете чудесный прохладный воздух на своем теле, дающий вам необходимое облегчение, когда дела идут тяжело. Это отличная функция, потому что она в основном дает вам ручную систему вентиляции, которую вы можете настроить по своему вкусу.
Где используются сварные швы
Зимние ботинки Sorel 1964 Premium с полностью проклеенными швами
Сварные швы настолько эффективны, что теперь их используют и для другого уличного снаряжения, например, палаток .Как могло быть иначе? В конце концов, вы же не хотите спать в палатке, которая не соответствует вашей куртке с точки зрения водонепроницаемости, верно?
Помимо одежды и палаток, вы также найдете сварные швы в обуви , что необходимо по понятным причинам. Без этой водонепроницаемой защиты ваши ноги неизбежно промокнут даже в слабый дождь. Сварные швы также имеют особое значение осенью и зимой, поскольку тропы и лесные тропы часто бывают мокрыми, грязными и / или изобилуют лужами, которые могут намокать ногами, пока тащимся по ним. Если вам когда-либо приходилось проходить приличное расстояние в мокром состоянии, вы знаете, как это весело! По этой причине водонепроницаемые прогулочные ботинки идут в комплекте с сварными швами , чтобы ваши ноги оставались сухими и были защищены от сырости.
Если вам когда-либо приходилось проходить приличное расстояние в мокром состоянии, вы знаете, как это весело! По этой причине водонепроницаемые прогулочные ботинки идут в комплекте с сварными швами , чтобы ваши ноги оставались сухими и были защищены от сырости.
Как правильно и эффективно отремонтировать герметичные швы
Качественная функциональная одежда идет с невероятно прочными герметичными швами, и на то есть веские причины. Части одежды, которые считаются зонами повышенного напряжения, такими как плечи, значительно выигрывают от указанной прочности.Ведь всякий раз, когда вы носите рюкзак, плечевые ремни будут тереться о материал, используемый для герметизации швов, и со временем могут повредить их, если они недостаточно жесткие. Хотя это и неудобно, это не такая уж большая проблема, если сварные швы действительно повредятся. К счастью, вам не придется покупать еще одну дорогую куртку. Вы можете просто отремонтировать их самостоятельно!
McNett Seam Grip поможет вам исправить швы.
Для повторной герметизации швов вам понадобится специальная лента .Иногда это самоклеющиеся или с клеевым покрытием , которое реагирует на нагрев. При глажении шовной ленты на рассматриваемую область на внутренней стороне одежды лента прилипает к материалу в результате нагрева и снова герметизирует его. Гладить его следует, не прибегая к настройке пара. И этот метод следует использовать только на термостойких тканях. Чтобы предотвратить более серьезные повреждения, попробуйте заранее на небольшом или менее очевидном участке.
Также: вы можете использовать шовную ленту для заплатки небольших разрывов и отверстий в вашей одежде. Все, что вам нужно сделать, это погладить их на , таким образом запечатывает дефектную зону .
Положитесь на качество, и вы останетесь сухими.
Как и все продукты, есть отдельные предметы одежды, которые значительно отличаются по качеству. То же самое и с герметичными швами. Более дешевая одежда , как правило, имеет проклеенных швов в отличие от сварных швов.Обратной стороной первого является то, что они довольно легко отделяются и не очень хорошо герметизируют область. Таким образом, вы можете довольно быстро промокнуть. Для лучшей водонепроницаемости стоит потратить немного больше , чтобы получить что-то с сварными швами . Таким образом, вам не придется беспокоиться о плохой погоде в следующий раз, когда вы отправитесь в путь!
Если у вас есть вопросы, смело задавайте их нашим специалистам по обслуживанию клиентов. Доступны в будние дни с 9.00 до 16.00.м. с ним можно связаться по телефону 03 33 33 67058 или по электронной почте.
5 видов сварных швов
Для разных работ требуются разные типы сварных швов. Сварные соединения создаются с учетом потребностей и сил каждого отдельного применения. Давайте рассмотрим 5 типов сварных швов ниже.
Угловые сварные швы
Угловые сварные швы — это еще одна терминология для угловых, нахлесточных и тройниковых соединений. Угловые сварные швы являются наиболее распространенным типом сварных соединений и составляют почти 75% соединений, выполненных с помощью дуговой сварки.Вам не нужно подготавливать кромку, и этот тип соединения упрощает сварку трубопроводных систем. Стыковые швы дороже угловых. Угловые швы в основном используются в системах трубопроводов для соединения труб с раструбными соединениями.
Cliffswelding утверждает, что сварные швы можно приготовить различными способами, в том числе:
- Отливка
- Стрижка
- Механическая обработка
- Ковка
- Подача
- Штамповка
- Кислородно-ацетиленовая резка (процесс термической резки)
- Маршрут
- Шлифовальный
- Плазменная резка (процесс термической резки)
Угловые внешние швы
Угловые наружные швы — один из самых популярных сварных швов в производстве листового металла.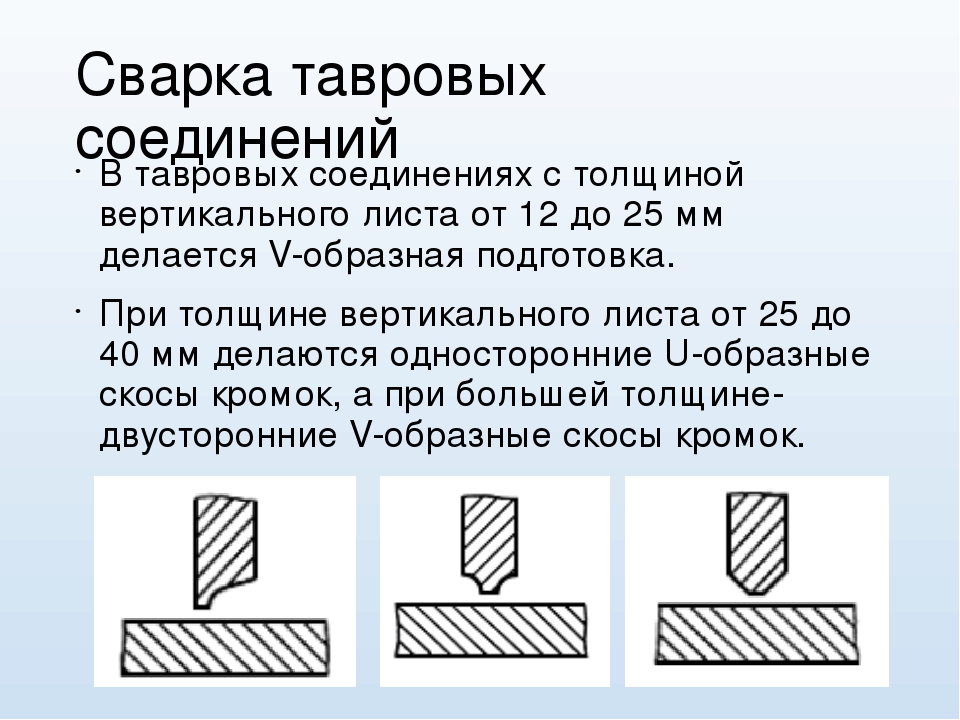 Угловое сварное соединение используется на внешнем крае детали.Этот сварной шов представляет собой тип соединения, которое соединяется под прямым углом между двумя металлическими частями, образуя L. Они распространены в конструкции коробок, коробчатых рам и подобных конструкций.
Угловое сварное соединение используется на внешнем крае детали.Этот сварной шов представляет собой тип соединения, которое соединяется под прямым углом между двумя металлическими частями, образуя L. Они распространены в конструкции коробок, коробчатых рам и подобных конструкций.
Стили сварки, используемые для создания угловых соединений:
- Точечная сварка
- Угловой шов
- Сварной шов с V-образной канавкой
- Сварной шов с квадратной канавкой или стыковой сварной шов
- Сварной шов с U-образной канавкой
- Сварной шов под фаску
- Сварной шов с развальцовкой и V-образной канавкой
- Сварной шов с J-образной канавкой
- Уголок приварной.
- Торцевой сварной шов
X-швы
Двойной V-образный шов также известен как X-образный шов и двойной V-образный шов. Это тип стыковой сварки, состоящий из комбинации двух V-образных швов на каждой из двух сторон соединяемых компонентов
.
Одиночные стыковые сварные швы аналогичны скошенным стыкам, но вместо того, чтобы иметь скошенную кромку только на одной стороне, скошены обе стороны сварного шва. В толстых металлах, когда сварка может выполняться с обеих сторон детали, используется соединение с двойным V-образным вырезом.При сварке более толстых металлов двойное V-образное соединение требует меньше присадочного материала, поскольку есть два более узких V-образных соединения по сравнению с более широким одинарным V-образным соединением. Также двойной V-образный шарнир помогает компенсировать деформационные силы. В случае соединения с одним V-образным вырезом напряжение имеет тенденцию к деформации детали в одном направлении, когда V-образный шов заполнен, но с двойным V-образным соединением с обеих сторон материала имеются сварные швы, имеющие противоположные напряжения, выпрямляющие материал. .
V-образный шов
Для получения V-образного угла, типичного для V-образного шва, заготовки либо скошены, либо расположены под соответствующим углом
друг к другу.
Швы внахлест
Шов внахлест — это когда один шов перекрывает другой, образуя непрерывный и герметичный шов. Этот шов выглядит чистым и собранным. Идеально подходит для сварки полов и крыш.
Возникла проблема с утечкой? Вот видео, как исправить протекающий шов. Мы надеемся, что эти 5 сварных швов дадут вам лучшее понимание и помогут в вашем следующем проекте.
Магазинные сварочные комплекты и инструменты:
Если у вас есть инструмент и вам необходимо обслуживание инструментов с горячим воздухом Leister, позвоните нам по телефону 800.694.1472!
Chelsea Huber
Chelsea Huber — эксперт по цифровому маркетингу, создатель контента, любитель социальных сетей и разбирается в моде и стиле. Когда ее нет за компьютером, вы можете найти ее на пляже, которая играет со своим догом Хенли.
Что такое сварной шов при сварке?
При сварке очень важно знать все типы сварных швов. Один сварной шов, с которым я был совершенно незнаком, но понимал, насколько он важен, был сварной шов.
Так что же такое сварной шов? Шовная сварка — это процесс контактной сварки, при котором медные электроды подходящей формы прикладывают давление для создания области высокого сопротивления между металлическими листами. Ток, проходящий через эту область, генерирует тепло из-за высокого электрического сопротивления. Шовный сварной шов создается плавлением.
Читайте дальше, чтобы узнать больше о сварке швов и различных процессах, с помощью которых она может выполняться.
Для чего применяется шовная сварка?
Шовная сварка — один из наиболее широко используемых сварочных процессов.Узнайте об основах шовной сварки, ее применении и методах выполнения высококачественных сварных швов.
Качество готовых металлических изделий зависит от качества сварочного процесса, используемого для соединения сборки. Инженеры должны знать, какие методы сварки подходят для различных ситуаций, а также они должны знать методы сварки, которые дадут наилучшие результаты.
Сварщики и инженеры могут выбирать из двух различных стилей сварки. Эти методы — сварка швом и сварка швом.Основное различие между ними заключается в том, что сварка стежками является прерывистой, а сварка швов — непрерывной.
Оба метода основаны на подводе тепла для плавления и плавления металла для соединения металлических деталей. Это может привести к изменению свойств металла, в частности, в зоне термического влияния.
Следует иметь в виду, что методы шовной и стыковой сварки обладают разными свойствами. Следовательно, они используются для разных целей. Правильный выбор сварки может стать разницей между надежным и слабым сварным швом.
В основном проектировщик определяет, следует ли использовать шовную сварку или сварку стежком. Необходимо учитывать различные факторы, такие как требуемая прочность соединения, применение изготовленного продукта, а также другие факторы проектирования.
Таким образом, на производственном чертеже будет указана техника сварки, которая должна быть реализована, а также перечислены другие инструкции. Это дает сварщику много полезной информации, например, о том, следует ли использовать шовную сварку или сварку стежком.
Что такое шовная сварка и ее виды?
При шовной сварке вдоль сварного шва создается непрерывный сварной шов. Эта процедура может выполняться как для плоских, так и для угловых швов.
Шовная сварка почти всегда выполняется всякий раз, когда необходимо соединить трубы и трубки. Шовные сварные швы более прочные и прочные, чем сварные швы, поскольку они покрывают всю длину сварного шва.
Равномерно спаянная область создается швом, так как поверхности соединяются плавлением.Фактически, во многих случаях сварной шов, выполненный контактной сваркой, может быть прочнее, чем соединяемый основной металл.
Благодаря этим неоспоримым преимуществам, шовная сварка является стандартным выбором при сварочных операциях, где прочность готового сварного соединения является первостепенным фактором. Однако сварка стежком может сэкономить время и деньги для сварочных работ, где требования к прочности могут быть ослаблены. Он также лучше подходит для более тонких секций, поскольку вызывает меньшую деформацию в результате меньшего тепловложения.
Шовная сварка также известна как контактная сварка. В этой сварочной процедуре вместо сварочного стержневого электрода используется ролик.
Сварку швов можно разделить на 2 типа сварочных процессов: сварка швом трением и сварка контактным швом. Имейте в виду, что оба метода сварки могут использоваться для соединения разнородных металлов в дополнение к аналогичным металлам.
Сварка контактным швом
Сварка контактным швом имеет некоторые сходства с точечной сваркой.Ключевым изменением является то, что при контактной сварке швом сварочные электроды состоят из колес с приводом от двигателя, тогда как при контактной точечной сварке используются неподвижные стержни.
Благодаря применяемой технологии сварки, контактная сварка швом является идеальным методом соединения металлических листов. Таким образом, он является основой производства изделий из листового металла.
Вот как это делается. При контактной сварке швом соединяемые кромки плотно удерживаются сильной механической силой, в то время как через эту область проходит ток.Конфигурация нахлеста создается между контурными медными электродами. Поскольку применяется контактная сварка, сплавление происходит там, где листы удерживаются вместе под действием большой силы, поскольку это область наибольшего электрического сопротивления.
Дисковые электродные колеса выделяют тепло в результате прохождения тока через точку контакта. Поскольку это место наибольшего электрического сопротивления, тепловыделение здесь максимально. Между этими электродными колесами подаются металлические листы.Таким образом получают непрерывный контактный сварной шов. Это также известно как негерметичный сварной шов.
Расходный медный провод
Сварка сопротивлением также осуществляется плавящейся проволокой. Этот альтернативный метод имеет определенное сходство с обычной сваркой швом. Ключевое отличие состоит в том, что в электродном колесе имеется канавка, так что расходуемую медную проволоку можно вставить между основным металлом, который необходимо соединить, и электродным колесом. Катушка подает медную проволоку, которая в конечном итоге выгружается как металлолом.Благодаря такому расположению для сварки доступна чистая поверхность.
Этот метод сварки подходит для сплавления нержавеющей стали и металлов с покрытием. Этот процесс дает стабильные результаты, а также позволяет достигать высоких скоростей сварки, превышающих 70 метров в минуту.
Расходный провод определенно увеличивает стоимость. Однако эти дополнительные расходы компенсируются стоимостью медного лома, а также высоким качеством сварки. У шовной сварки есть и другие преимущества, такие как отсутствие сварочного дыма и стабильное качество за счет автоматизации.Помимо стабильного качества, производительность также высока благодаря сварке швов.
Что такое сварка стежком и чем она отличается?
Сварка стежком легко распознать, поскольку она не является непрерывной. Скорее, это прерывистый характер. Это отличает его от шовной сварки, которая является непрерывной. Он включает в себя повторение одного и того же набора процедур по всей длине сварного зазора. Сварщик должен начать сварку, продолжить сварку на определенном расстоянии вдоль сварного зазора, а затем приостановить.
Затем он должен повторить эту процедуру на небольшом расстоянии перед точкой, где закончился предыдущий сварной шов. Сварщик будет повторять этот процесс до тех пор, пока не будет достигнута конечная точка сварочного зазора.
Сварка стежком подходит как для плоских, так и для угловых швов.
Стежковая сварка применяется в ситуациях, когда необходимо ограничить подвод тепла, чтобы уменьшить искажение формы в результате сильного нагрева. Большое количество тепла может привести к деформации материала, что приведет к искажению размеров.
Помимо нежелательных изменений размеров, высокие уровни подводимого тепла могут также изменить механические и химические свойства свариваемого основного материала.
Тепловые эффекты сварки — одна из самых серьезных проблем, с которыми должны столкнуться сварщики. Поскольку соединяемые компоненты нагреваются сваркой, детали могут расширяться. Однако, когда детали соединяются в результате плавления, они начинают сжиматься из-за охлаждения. Это сжатие при охлаждении может вызвать высокий уровень напряжения в сварном шве и даже привести к растрескиванию.Это серьезный дефект сварного шва, который со временем может превратиться в трещину.
Подвод тепла также создает зону термического влияния, в которой металлургические свойства основного металла будут отличаться от остального материала. Это может привести к ряду неблагоприятных изменений свойств материала, которые могут ухудшить качество соединения.
В алюминии, например, нагрев при сварке может отменить отпуск, так что материал вернется к своим первоначальным свойствам. Точно так же при сварке стали существует риск образования хрупкой зоны термического влияния, которая более подвержена растрескиванию, чем остальной основной металл.
Высокое тепловложение — большая проблема для тонких металлических листов и деталей. При избыточном нагреве существует опасность прожога, то есть будет образовано отверстие в том месте, где основной металл выгорел или расплавился из-за высокой температуры.
Стыковая сварка — практичный способ уменьшить нежелательное воздействие высоких температур. У этой техники есть и другие преимущества. Сварка стежком означает, что расходуется меньше присадочного материала. Это приводит к экономии и снижению затрат.
Операция также выполняется за меньшее время, поскольку требуется меньше сварочных работ по сравнению со сваркой непрерывным швом.Такое сокращение времени сварки повысило производительность и ускорило процесс сварки.
Однако есть и серьезные недостатки, на которые следует обратить внимание. Поскольку общая длина сварного шва короче, прочность сварного соединения значительно ниже. Это серьезный недостаток, особенно в отношении критических применений, где прочность сварного шва является главным приоритетом.
Еще одним большим недостатком является то, что несваренные детали могут превратиться в щели, через которые может попасть грязь и другие посторонние предметы.В результате в сварном шве будет накапливаться нежелательный материал, что также может привести к коррозии.
Похожие сообщения:
Склеенные швы против сварных швов
Когда речь идет об инвестициях в надувную лодку, качество швов имеет решающее значение. Почти каждый плот состоит из нескольких панелей, скрепленных швами. Если эти швы выйдут из строя в середине поездки, весь воздух быстро вытечет из вашей лодки.
В общем, существует два метода склеивания швов надувной лодки: сварные швы и клеевые швы.Оценка того, какой метод соединения швов является правильным для вашей лодки, в первую очередь зависит от ваших ожиданий в отношении срока службы надувной лодки.
В этой статье приводятся аргументы в пользу сварных швов и объясняются различия между различными методами склеивания и их результаты, которые важны для опытных яхтсменов.
Недостаток клеевых швов
При оценке сварных швов и клеевых швов для надувных лодок следует учитывать недостатки клееных швов.
Клееные швы склонны к выходу из строя
Прежде всего, клееные швы склонны к выходу из строя. Удерживающая способность клея со временем уменьшается, поэтому плоты с клееными швами часто начинают протекать уже через несколько лет. Если вы живете в теплом и очень влажном месте, клей может выйти из строя даже раньше, поскольку под воздействием тепла шовный клей со временем разлагается (гидролиз).
Непостоянный процесс склеивания
Клей необходимо наносить на швы вручную, в результате чего одни швы имеют более стабильную адгезию, чем другие.Качество склеивания зависит от множества факторов, в том числе от температуры и влажности во время склеивания швов. Не помогает то, что клееные лодки обычно производятся за границей с использованием неквалифицированных рабочих.
Ремонт клееных швов в полевых условиях практически невозможен
Многие проблемы с утечками воздуха, о которых сообщалось в лодках, изготовленных CSM Hypalon, которые продаются как недорогие и удобные для новичков, связаны с тем, что гипалон можно только приклеивать. Как только на вашем плоту появится протечка из шва надувной лодки, надлежащий ремонт в полевых условиях станет практически невозможным.
Ущерб окружающей среде
Клей также оказывает негативное воздействие на окружающую среду, что вызывает беспокойство у большинства яхтсменов. Клеи на основе органических растворителей очень летучие и могут реально влиять на качество воздуха. Хотя доступны некоторые клеи, не содержащие растворителей, они могут выщелачивать химические вещества при контакте с водой. Возникающее в результате загрязнение нелегко подвергается биологическому разложению и может быть токсичным для речной жизни, разрушая саму экосистему, которая нравится большинству рафтеров и которую они стремятся сохранить.Хотя были разработаны новые клеи, которые более безвредны для окружающей среды, они все еще часто не являются полностью биоразлагаемыми и со временем усугубляют существующие проблемы с разрушением клея.
Клей токсичен для людей, работающих на производстве
Люди тоже страдают от производственного процесса, в котором используется клей для швов лодок, который токсичен для человека при вдыхании. Промышленные клеи связаны с такими проблемами со здоровьем, как воспаление дыхательных путей, астма и болезни легких.Фактически, по оценкам, более 200 000 американских рабочих обрабатывающих производств ежегодно выходят из строя из-за вредного воздействия воздуха, отчасти создаваемого клеями. Даже многие экологически чистые клеи опасны для здоровья человека, поэтому склеенные швы могут подвергнуть опасности как вас, так и людей, стоящих за постройкой вашей надувной лодки.
Чехол для сварных швов
Сварные швы обеспечивают превосходную прочность
Для прочной лодки, которая не пропускает воздух с течением времени, сварные швы превосходят клеевые швы.При сварке швов две тканевые панели непосредственно склеиваются друг с другом. Таким образом, нет клея, который со временем изнашивается или разрушается. Например, на реках на западе США плот со сварными швами может прослужить пятнадцать или более лет по сравнению с менее чем семью годами для аналогичных плотов со сварными швами.
Стабильность соединения швов
Сварные швы также намного более плотные, чем клееные. В процессе сварки используются высокие температуры, поэтому факторы окружающей среды во время изготовления лодки не влияют на прочность соединения швов лодки.
Сварные швы легко ремонтировать — даже в полевых условиях
Еще одно преимущество, которое особенно важно для судоводителей, заключается в том, что сварные швы можно ремонтировать. Термопластичные ткани, такие как ПВХ и термопластичный полиуретан, можно повторно сваривать даже в полевых условиях с помощью ручного сварочного устройства. Вы можете легко закрыть утечку воздуха и продлить срок службы лодки на несколько лет.
Сварные швы не вредны для людей и окружающей среды
Сварные швы не оказывают такого же вредного воздействия на окружающую среду или здоровье человека, как клей.Сварка, как правило, безопасна для производителей при соблюдении надлежащих мер предосторожности, а сварные швы не содержат никаких химикатов, которые могут загрязнить воду вокруг лодки.
Создание лучшей надувной лодки
Для того, чтобы надувная лодка выжила с максимальной отдачей, очень важно выбрать модель со сварными швами. Сварные швы значительно прочнее, ремонтопригоднее и надежнее клеевых швов. Эрез имеет многолетний опыт работы с производителями надувных лодок в поисках ткани с покрытием, необходимой им для строительства сварных плотов высочайшего качества.
Различия в сварке стежком и швом
Качество готового изделия из конструкционной стали зависит от качества сварного шва, который скрепляет его. Для инженера важно не только правильно выбрать сварной шов, но и применить технику сварки. Это может быть немного сложнее.
Две техники: швы и швы
Как правило, инженеры и сварщики могут выбрать одну из двух сварочных технологий в проекте; шовная сварка и сварка швом.Оба часто взаимозаменяемы, и многих часто путают с различиями в них. В обоих методах используется тепло для плавления и соединения металла. Это изменяет свойства металла и вызывает расширение и сжатие.
Вот здесь и возникает вопрос выбора правильной техники сварки.
Оба сварных шва имеют разные прочностные характеристики и используются для разных целей. Выбор правильного сварного шва может означать разницу между неисправным соединением и долговечным сварным швом.
Как правило, дизайнер решает, требует ли проект сварного шва или сварного шва. Требуемая прочность соединения, то, для чего будет использоваться изготовленное изделие, и другие конструктивные аспекты будут учтены при принятии решения о сварном шве, который будет использоваться. Инструкции по сварке будут нанесены на производственный чертеж. Это, помимо прочего, указывает сварщику, следует ли ему выполнять шовную или шовную сварку при завершении проекта.
Сварка стежком
Строчная сварка прерывистая.Он включает в себя начало сварного шва, сварку на части длины соединения, завершение сварного шва и затем повторный запуск вдоль соединения на заданном расстоянии от предыдущего сварного шва. Это можно сделать как для угловых, так и для плоских сварных швов.
Стежковая сварка (прерывистая сварка) может использоваться для ограничения количества тепла, передаваемого детали, поскольку большое количество тепла может вызвать деформацию детали. Высокая температура также может отрицательно повлиять на химические и механические свойства материала. При сварке стежком эти негативные эффекты могут быть ограничены.
Это также означает, что используется меньше присадочного металла, что экономит деньги, и сварка обычно выполняется за меньшее время, чем если бы она была непрерывной. Сокращение времени сварки ускоряет процесс изготовления.
Сварка стежком имеет некоторые недостатки. Уменьшение общей длины сварного шва часто приводит к снижению прочности сварного соединения. Кроме того, оставшиеся несваренными части сварного шва могут иметь форму щели. В этой щели может накапливаться посторонний материал, который может увеличить скорость коррозии основного материала.
Сварка швов
Шовный сварной шов — это непрерывный сварной шов вдоль стыка. Это также можно сделать как для угловых, так и для плоских сварных швов.
Это часто наблюдается при сварке трубы или трубки. Шовная сварка надежна и долговечна из-за большой площади поверхности, соединяемой сварным швом. Шовная сварка обеспечивает чрезвычайно прочный сварной шов, потому что соединение кованое из-за приложенного тепла и давления.
Полурасплавленные поверхности прижимаются друг к другу под действием сварочного давления, которое создает соединение плавлением, в результате чего получается однородная сварная структура.Правильно сваренное соединение, образованное контактной сваркой, легко может быть прочнее материала, из которого оно выполнено.
Сварка стежком обычно используется по умолчанию для большинства применений, поскольку она сводит к минимуму искажения и экономит немного денег, но бывают случаи, когда сварка швов дает лучший результат.
Изготовитель металла по индивидуальному заказу, такой как Swanton Welding, может спроектировать ваш проект и обеспечить надлежащие сварные швы, чтобы добиться успеха. Swanton Welding имеет опыт работы с несколькими типами сварочных технологий.Если у вас есть производственный проект или вам нужны индивидуальные производственные решения, позвоните нам сегодня по телефону 419-826-4816.