Бандажное соединение элементов воздуховода — РВК Вент
Бандажное соединение элементов воздуховода
Качество выполнения работ у нас в приоритете, но и экономичность проектов стоит не на последнем месте. Мы предлагаем клиентам максимально выгодные конструктивные решения. В промышленных объемах имеет значение цена каждого винтика, если таких винтиков сотни. Поэтому при монтаже аспирационных систем мы используем оптимальное с точки зрения надежности и экономии бандажное (бесфланцевое) соединение воздуховодов. Вместо громоздких фланцев используются тонкие соединительные элементы — бандажи. Это незамкнутые кольца из тонколистовой стали с “ушками” для болтов. Они идеально подходят для монтажа воздуховодов с высокой пропускной способностью.
Преимущества бандажного соединения перед фланцевым
- Скорость. Для фиксации бандажа нужно закрутить всего 2 болта, тогда как у фланца их 8-10.

- Надежность. Бандаж захватывает по 10 мм от концов обеих труб, обеспечивая идеальное сцепление.
- Герметичность. По всей внутренней окружности бандажа проходит канал с герметизирующей мастикой.
- Простота демонтажа. При необходимости бандаж легко разбирается. Достаточно раскрутить болты и снять кольцо с трубы. Остатки мастики удаляются без труда.

Бандажное соединение выполняется в два этапа. На место соединения торцов труб надевают бандаж и фиксируют его болтами. Для герметичности соединения стык “ушек” заполняют герметиком;
Как это выглядит на практике, вы можете посмотреть на видео. И трубы, и сам бандаж — продукция компании «РВК Вент».
Расход комплектующих на 1 соединение:
- 1 бандаж
- 2 болта
- 2 гайки
- 4 мл герметика.
Для сравнения: при фланцевом методе на то же соединение понадобятся 2 фланца, 8-10 болтов+ уплотнительная прокладка. Если учесть, что фланцы из оцинкованной стали стоят почти столько же, сколько и бандажи, разница в цене очевидна.
Если учесть, что фланцы из оцинкованной стали стоят почти столько же, сколько и бандажи, разница в цене очевидна.
Компания «РВК Вент» всегда за разумную экономию. Если вы хотите узнать цену монтажа аспирационной системы на своем производстве — звоните, посчитаем!
Назад
как соединить круглые вентиляционные трубы с прямоугольными
Здравствуйте, уважаемый читатель! Эффективность современных вентиляционных устройств во многом зависит от качества сборки её элементов. Если будет нарушена технология установки, даже при грамотно выполненном аэродинамическом расчёте не удастся изготовить надежную систему.
Важную роль играет при этом соединение воздуховодов между собой. Рассмотрим их способы, особенности применения в различных ситуациях.
Методы крепления воздуховодов
Крепят воздушные рукава чаще всего к потолку или стенам помещения, а технология крепления зависит от их типоразмеров и конфигурации.
По профилю сечения они подразделяются на прямоугольные и круглые отводы. Методы крепления применяют к ним разные.
Для крепежа прямоугольных каналов используют технологию с применением:
- Шпильки и профилей Z и L-образных форм.
- Шпильки и траверса.
Используют данные методы при монтаже тяжелых конструкций.
Для каналов круглого сечения применяют:
- Хомут и шпильку.
- Перфоленту и хомут.
Подобные способы крепежа распространены при сборке небольших систем.
Виды соединения металлических воздуховодов
Круглые отводы монтируются на следующих соединениях:
- Фланцевых.
- Ниппельных.
- Муфтовых.
- Бандажных.
Для прямоугольных каналов используются:
- Соединения на шинах.
- Реечные.
- Фланцевые.
Наряду с ними применяются классические соединения раструбом и сваркой.
Монтажная шина еврошина
Как правило, прямоугольные воздуховоды и фасонные детали стыкуются фланцевыми соединениями, созданными на основе монтажной шины. Другие названия этой уникальной конструкции – «еврошина», шинорейка.
Другие названия этой уникальной конструкции – «еврошина», шинорейка.
Представляет она собой профиль L-образной конфигурации, благодаря которой стороны короба жестко фиксируются во фланце.
Изделие производится шириной 20 и 30 мм. Для создания фланца шинорейка нарезается по размеру на четыре части, собирается с помощью уголков, вставляется в отвод и прикрепляется к нему саморезами или болтами.
Места сопряжения стыкуемых фланцев по периметру прокладывают уплотнителем или смазывают герметиком. Прилегающие фланцы соединяют между собой болтами. Для придания дополнительной плотности прилегания устанавливают через каждые 50 см по периметру узла зажимные скобы (струбцины).
Монтажные шины обеспечивают герметичное соединение, создают дополнительную жесткость в вентиляционной конструкции.
Ниппель и муфта
Эти виды соединения используются в работе с круглыми вентиляционными трубами на прямолинейных участках.
Ниппель представляет собой отрезок трубы, середину которого опоясывает выпуклое ребро.
Деталь вставляют в трубу, где она фиксируется этим выступом. На неё надевается следующий сегмент вентиляционной системы. Стыковочный узел обклеивается алюминиевым скотчем.
Основное требование к соединителю – соответствие размеров и материала параметрам собираемой вентиляции.
Муфта по сути является внешним ниппелем и отличается от него только бортиком, выступающим внутрь, и размером сечения: оно больше диаметра трубопровода. Соответственно, муфта надевается на стыкуемые отводы с внешней стороны и закрывает место сопряжения.
Схема муфтового соединения
Реечное
Реечный способ состыковки используют при монтаже прямоугольных воздуховодов, длина сторон которых составляет 40 см и меньше.
Примыкающие торцы каналов с отгибами бортов соединяют, в изгибы вставляют рейку и загоняют её на всю длину сторон. Затем стык уплотняют молотком. Способ востребован в местах, ограниченных высотой.
Недостатком реечных стыков является утечка воздуха через них. Чтобы улучшить герметичность узла, применяют уплотняющие материалы из резины или полимера.
Чтобы улучшить герметичность узла, применяют уплотняющие материалы из резины или полимера.
Способ соединения прямоугольных отводов на рейке
Бандажное
Ещё одним из бесфланцевых способов соединения является стыковка каналов бандажом. Он изготавливается из тонколистовой оцинкованной стали и предназначается для сборки круглых воздуховодов малого и среднего диаметра.
Соединитель надевают на отбортованные торцы соединяемых труб, предварительно заполнив его выемку герметиком. Стягивают концы бандажа, к которым приварены угольники, струбциной или специальным приспособлением. Затем болтовым соединением закрепляют бандаж на отводах.
Схема установки бандажа: а — соединитель, б — узел стыковки; 1 —бандаж, 2 — воздуховоды
Раструбное
Самый простой и быстрый способ монтажа воздушных каналов. Отводы изготовляются слегка конусообразной формы и собираются в единую вентиляционную систему путем вставления следующего отвода в предыдущий элемент.
Для герметизации применяют герметик.
Используют при монтаже круглых воздуховодов, сборке сэндвич-дымоходов, пригоден для оборудования вытяжного канала естественной вентиляции.
Видео: трубы из нержавеющей стали, способы соединения
Как соединять пластиковые и гибкие воздуховоды
Монтаж пластиковых вентиляционных труб не представляет никаких сложностей. Для сборки пластиковых систем производителями выпускаются специально подобранные фасонные детали и переходники, подходящие по своим типоразмерам воздуховодам. Эти соединители просто вставляются друг в друга и промазываются силиконом.
Эти соединители просто вставляются друг в друга и промазываются силиконом.
Гибкие отводы в виде гофрированных каналов соединяют «алюминиевым» скотчем, винтовыми соединителями или обычными хомутами.
Отводы от компрессора соединяются быстросъемами и фитингами, которые бывают металлическими или пластиковыми.
Как соединить вытяжку с воздуховодом
Главное правило – диаметр подключаемого канала не должен быть меньше сечения выходного фланца вытяжки. Если же мощность вытяжки небольшая и возникла необходимость подключения отвода меньшего сечения, или прямоугольного канала, применяется соответствующий переходник, который надевается на выходное отверстие вытяжки. Соединения герметизируются силиконом.
Подробно монтаж пластикового воздуховода описан в данном видео
Заключение
Мы рассмотрели наиболее популярные соединения воздушных каналов. Надеемся, что представленная информация будет полезной для вас. Желаем успехов в благоустройстве вашего жилища, подписывайтесь на наши статьи, делитесь полученными знаниями в социальных сетях.
Соединение звеньев воздуховодов
Навигация:
Главная → Все категории → Изготовление вентиляционных систем
Соединение звеньев воздуховодов
Соединение звеньев воздуховодов
Отдельные звенья и детали воздуховодов соединяют различными способами.
Соединение комбинированными заклепками. Соединение отдельных звеньев в воздуховоды и подсоединение к воздуховодам деталей систем может быть выполнено с помощью комбинированных заклепок односторонней клепки. Корпус заклепки изготовляют из алюминиевой проволоки диаметром 4 и 5 мм, а стержни — из стальной проволоки соответственно 2 и 2,5 мм.
Корпус заклепки изготовляют из алюминиевой проволоки диаметром 4 и 5 мм, а стержни — из стальной проволоки соответственно 2 и 2,5 мм.
Комбинированными заклепками односторонней клепки соединяют детали, суммарная толщина которых не более 5 мм. При суммарной толщине деталей до 4 мм применяют заклепки диаметром 4 мм. Длина такой заклепки с головкой 8 мм, а цилиндрической части 6 мм. Если суммарная толщина склепываемых деталей больше 4 мм, используют заклепки диаметром 5 мм. Длина такой заклепки с головкой 10 мм, а цилиндрической части 8 мм.
Технологический процесс соединения двух деталей комбинированными заклепками заключается в следующем. Склепываемые детали плотно соединяют, после чего в них просверливают сверлильной машиной отверстие нужного диаметра. Стержень комбинированной заклепки вставляют в отверстие рабочего органа ручного пистолета СТД-96 односторонней клепки до соприкосновения с упором. Пистолет СТД-96 приводится в действие ручным или каким-либо другим (электрическим, пневматическим) способом, в результате чего цанга начинает затягивать стержень заклепки. Корпус заклепки под давлением головки стержня начинает развальцовываться. При достижении определенных усилий стержень обрывается в ослабленном сечении (концентраторе напряжения). Обрыв стержня происходит в тот момент, когда детали достаточно плотно соединены между собой.
Корпус заклепки под давлением головки стержня начинает развальцовываться. При достижении определенных усилий стержень обрывается в ослабленном сечении (концентраторе напряжения). Обрыв стержня происходит в тот момент, когда детали достаточно плотно соединены между собой.
При работе с электроинструментом во время клепки необходимо соблюдать правила техники безопасности. Применение электроинструмента, работающего под напряжением 220 В, разрешается при наличии устройства защитного отключения или надежного заземления корпуса электроинструмента с обязательным использованием защитных средств (диэлектрических перчаток, галош, ковриков).
Рис. 1. Заклепка односторонней клепки:
1 – стержень, 2 – корпус, 3 – концентратор напряжения
Рис. 2. Соединение двух деталей:
1,2 — склепываемые детали, 3 — корпус заклепки, 4 — головка стержня, 5 — концентратор напряжений, 6 — упор, 7 — цанга, 8 — стержень
Рис. 3. Клепка различных соединений воздуховодов:
а — раструбного соединения, б — прямого отвода, в — патрубков, г — фланцев
Комбинированные заклепки односторонней клепки применяют: при сборке воздуховодов круглого сечения на бесфланцевых раструбных соединениях; при врезке отводов под углом 90° в магистральные воздуховоды круглого сечения; при соединении патрубков ответвления к магистральным участкам воздуховодов прямоугольного сечения; для закрепления фланцев на воздуховодах прямоугольного сечения.
Бесфланцевые соединения. Такое соединение воздуховодов, позволяющее производить монтаж в непосредственной близости от стен, перекрытий, полов, колонн, сокращает расход дефицитных болтов, профильного металла, а также значительно облегчает массу воздуховодов.
Прямоугольные воздуховоды с бесфланцевым соединением изготовляют на автоматизированной линии СТД-352. На этой линии делают прямоугольные воздуховоды с размерами сторон от 250 до 1600 мм из рулонной стали; при этом получается значительно меньше отходов, чем при изготовлении таких же воздуховодов из листовой стали.
На автоматизированной линии СТД-352 технологические операции осуществляются в следующем порядке. Рулонная сталь с разматы-вателя поступает в кромкообрезной механизм, откуда через правильный механизм подается в петлевой компенсатор. Механизм шаговой подачи отмеряет заготовки, равные по длине развернутому периметру сечения, и подает его к механизму высечки уголков и отрезному механизму. Отрезная мерная заготовка по роликовому конвейеру передается в механизм прокатки жесткостей, откуда роликовый конвейер-распреде-литель передает по две заготовки, расположенные параллельно, в блок прокатки бесфланцевого соединения.
Рис. 4. Последовательность (а…в) подготовки воздуховода к бесфланцевому соединению:
1 — профиль замка, 2 — капроновый уголок, 3 — уголок жесткости, 4 — резиновый уплотнитель
После блока прокатки обе заготовки сшиваются продольным швом на блоке сшивки, после чего на листогибочном механизме происходит гибка воздуховода. Согнутый воздуховод поступает на блок сшивки замыкающего шва и оттуда на роликовый конвейер, на котором воздуховод укомплектовывается всем необходимым до монтажного положения, т. е. привариваются уголки жесткости, устанавливаются капроновые уголки и пластмассовые бобышки, закладываются резиновые уплотнители.
Такой способ изготовления прямоугольных воздуховодов резко сокращает трудоемкость монтажа воздуховодов, уменьшает расход металла на соединения (уголки, полосы, болты и др.) и обеспечивает качественное бесфланцевое соединение.
Производительность автоматизированной линии СТД-352 600 тыс. м2 воздуховодов в год. Линию обслуживают 10 слесарей.
На рис. 4, а показан торец прямоугольного воздуховода с прокатанным профилем замка бесфланцевого соединения на каждой стороне воздуховода, изготовленного на автоматизированной линии СТД-352. Прокатанный профиль на углах воздуховода имеет разрыв. Чтобы замкнуть этот разрыв, в углы воздуховода вставляют капроновые уголки, выполненные по профилю проката борта воздуховода. Затем к торцу воздуховода приваривают уголки жесткости и в профиль замка вставляют резиновый уплотнитель. Перед транспортированием такого воздуховода с бесфланцевым соединением в отверстия уголков помещают пластмассовые бобышки, которые предотвращают повреждения профилированного торца воздуховода. В таком виде воздуховод прямоугольного сечения поступает на объект к месту монтажа.
При монтаже прямоугольных воздуховодов с бесфланцевым соединением совмещают торцы воздуховодов, используя отверстия в уголках жесткости, и надвигают соединительные рейки. На углы соединения устанавливают декоративные уголки.
Автомат СТД-516 для профилирования деталей бесфланцевого соединения прямоугольных воздуховодов предназначен для прокатки и мерной отрезки реек специальных профилей, размеры которых соответствуют технической характеристике автомата.
К станине автомата, изготовленной из швеллеров, приварены две стальные плиты, на которые установлены два электродвигателя. На среднем поясе станины на приваренных электроплитах закреплены два редуктора, которые приводят в движение через клиноременную передачу электродвигатели. В верхней части станины помещен привод нижних роликов, к корпусу которых приварены планки. На планках шарнирно закреплены приводы двадцати верхних роликов 2 и зафиксированы гайками на штанге.
Привод верхних роликов представляет собой сварной корпус, на котором смонтирован на подшипниках вал с зубчатым колесом. На свободном конце вала находится верхний формирующий ролик. Выравнивающее устройство 5 служит для устранения кривизны реек. Механизм отрезает готовые рейки.
В задней части станины на специальном кронштейне находится пневмоцилиндр прижима, который фиксирует рейку перед ее отрезкой.
Механизм снабжен рулонницей, в которой находится рулон стальной ленты. Рулонница состоит из стального диска, стакана, станины и тормоза. В диске рулонницы имеются четыре прорези, в которых перемещают четыре прижима, центрирующих рулон и фиксирующих его.
В диске рулонницы имеются четыре прорези, в которых перемещают четыре прижима, центрирующих рулон и фиксирующих его.
Рис. 5. Бесфланцевое соединение воздуховода прямоугольного сечения:
1 — декоративный уголок, 2 — резиновый уплотнитель, 3 — соединительная рейка
Рис. 6. Автомат СТД-516 для профилирования деталей бесфланцевого соединения прямоугольных воздуховодов:
I — формующие ролики, 2, 3 — приводы роликов, 4 — силовой шкаф, 5 — выравнивающее устройство, 6 — механизм обрезки, 7 — станина, 8 — рулонница
Рис. 7. Бандажное соединение звеньев воздуховодов:
а — с резиновым уплотнителем, б — с бутопроловым уплотнителем, в — стальной бандаж; 1 — бандаж, 2 — уплотнитель, 3 — стальные уголки, 4 — болты
На станине автомата размещено пневмооборудование, которым управляют с пульта кнопками. Перед формующими роликами на станине смонтирована направляющая для ленты в виде сварной стойки.
Вся электрическая аппаратура находится в силовом шкафу.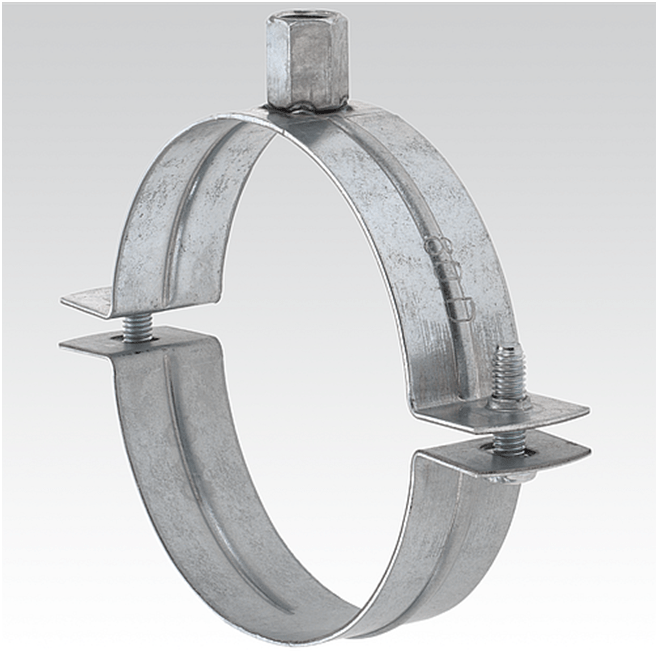 Управляют автоматом с панели управления.
Управляют автоматом с панели управления.
Конструкция автомата предусматривает возможность перехода на ручной наладочный режим работы.
До начала работы на автомате оператор обязан ознакомиться с его паспортными данными; проверить электрооборудование и проводку и исправность основных сборочных единиц, наличие ограждений у подвижных частей и исправность заземления автомата; получить инструктаж по технике безопасности при работе на автомате.
Раструбное соединение. Один из простейших видов соединения — раструбное. Воздуховоды прямоугольного сечения под раструбное соединение изготовляют на полуавтомате СТД-361, который последовательно выполняет три операции: изгибает лист, прокатывает фальц и уплотняет фальцевый продольный шов. На механизме из листовой стали размером 1,25 X 2,5 м, толщиной 0,8 мм можно изготовить царги прямоугольного сечения с фальцевым продольным швом. При использовании полуавтомата СТД-361 ручные операции полностью исключаются. На полуавтомате СТД-361 изготовляют воздуховоды длиной 2,5 м, сечениями 150X100, 150X150; 200X100; 200X150; 200X200; 250X150, 250 X 200, 250 X 250, 300 X 200, 300 X 250, 400 X 200, 400 X 250 мм. Электродвигатель, установленный на механизме, потребляет мощность 1,7 кВт.
Электродвигатель, установленный на механизме, потребляет мощность 1,7 кВт.
Бандажное соединение звеньев. Такое соединение используют для круглых воздуховодов диаметром до 630 мм, толщиной стенок до 1 мм. Бандаж 1 (рис. 139, а) изготовляют из листовой стали шириной 100.. 150 мм. Длина полосы должна быть равна ширине развертки соединяемых звеньев. К концам бандажа на ширине расстояния между валиками приваривают обрезки угловой стали размером 25 X 25 X 4 мм. В отверстия уголка вставляют болты, которые стягивают бандаж и делают соединение прочным и герметичным. Для большей плотности зиг уплотняют резиновым уплотнителем 2—шнуром.
Бандажное соединение воздуховодов круглого сечения с бутопроловым уплотнителем монтажные организации широко применяют. При соединении воздуховодов на них надевается бандаж, предварительно заполненный уплотнителем. Затем бандаж стягивается струбцинами и натяжные петли затягиваются болтами.
Металлоемкость бандажных соединений сокращается по сравнению с фланцевыми в шесть раз. Для одного соединения требуется всего лишь два болта. Место стыковки и затяжки бандажа может находиться в любом месте, что дает возможность соединить воздуховоды, проложенные в непосредственной близости у стены или оборудования. Трудозатраты при производстве бандажных соединений резко сокращаются.
Для одного соединения требуется всего лишь два болта. Место стыковки и затяжки бандажа может находиться в любом месте, что дает возможность соединить воздуховоды, проложенные в непосредственной близости у стены или оборудования. Трудозатраты при производстве бандажных соединений резко сокращаются.
В настоящее время промышленность выпускает бандажи штампованные для воздуховодов диаметром 100… 180 мм и прокатные для воздуховодов диаметром 200…900 мм.
Телескопическое соединение. Телескопическое соединение на самонарезающих шурупах и упрочненное заклепками применяют для круглых воздуховодов Диаметром до 630 мм и прямоугольных со сторонами до 600 мм.
Планочное и реечное соединения. С помощью планочных или реечных соединений можно собирать отдельные звенья воздуховодов прямоугольного сечения в участки различной длины. Существует несколько типов планочных соединений. Для воздуховодов с размером большей стороны до 400 мм рекомендуются соединения, показанные на рис. 9, а. Планками типа соединяют короткие стороны воздуховода, а планками типа II—длинные. Планки изготовляют из той же листовой стали, что и воздуховоды.
Планками типа соединяют короткие стороны воздуховода, а планками типа II—длинные. Планки изготовляют из той же листовой стали, что и воздуховоды.
Рис. 8. Телескопическое соединение воздуховодов:
а — на самонарезающих шурупах, б — упрочненное заклепками; 1 — самонарезаюший шуруп, 2 — заклепка односторонней клепки
Рис. 9. Планочное соединение стальных воздуховодов:
а — общий вид, б – типы планок
Рис. 10. Звено прямоугольного воздуховода с высечками:
а — положение высечек на воздуховоде, 6 — форма высечки, в — вид высечки сбоку
Рис. 11. Воздуховод прямоугольного сечения, соединенный на рейках:
а — общий вид, б — типы реек
Рис. 12. Последовательность изготовления планок и реек
Для прочности и герметичности шов соединения прокатывают на приводной или ручной зиг-машине косыми гофрированными роликами. Дополнительный отгиб во внутрь на планках типа II удерживает соседнее звено воздуховодов за счет того, что на каждой его стороне делают по две высечки, в которые и упираются отогнутые кромки края планки.
При соединении воздуховодов со сторонами более 400 мм используют Т-образные планки, которые обеспечивают не только надежное соединение, но и создают дополнительную жесткость. Т-образные планки типа I применяют для воздуховодов со сторонами размером от 400 до 800 мм, типа II—от 800 до 1000 мм, типа III— при стороне размером более 1000 мм. Как видно из рисунка, планка типа III усилена полосовой сталью размером 35 X 3 мм.
Воздуховоды прямоугольного сечения можно соединять с помощью планок и реек. Рейки типа I применяют, если сторона воздуховода не более 500 мм, рейки типа II и III, создающие повышенную жесткость, используют, если сторона более 500 мм. На рис. 12 показана последовательность изготовления планок и реек.
Клеевые соединения. В настоящее время находят применение клеевые и клеешурупные соединения воздуховодов. Для клеевых соединений используют эпоксидные составы, к которым добавляют пластификатор, отвердитель и наполнители. При клеешурупных соединениях дополнительно применяют самонарезающие шурупы. Чтобы обеспечить жесткость, прочность и плотность стыка, воздуховоды должны иметь телескопическое соединение.
Чтобы обеспечить жесткость, прочность и плотность стыка, воздуховоды должны иметь телескопическое соединение.
Фланцевые соединения. Фланцы для воздуховодов изготовляют из полосовой, угловой и тонколистовой сталей.
Фланцы для фальцевых круглых воздуховодов диаметром до 315 мм изготовляют из полосовой стали 25X4 мм, для воздуховодов большего размера — из угловой стали.
Рис. 13. Фланцы для воздуховодов:
Для соединения звеньев стальных воздуховодов диаметром 100…160 мм выпускают фланцы из тонколистовой стали толщиной 3 мм с бортиками. Для удобства монтажа отверстия под болты делают овальными размерами по осям от 7 X 10 до 12,5 X 18 мм.
Фланцы круглого сечения из угловой и полосовой сталей изгибают на приводном фланцегибочном механизме СТД-42 или СТД-747. Фланцы прямоугольного сечения изготовляют на механизме СТД-45 или посредством сварки.
Фланцы прямоугольного сечения из угловой стали размером 36X36X4 и 40X40X4 мм изготовляют из четырех частей на сварке.
Механизм СТД-42, предназначенный для гибки круглых фланцев из полосовой и угловой стали, состоит из тумбы, к которой крепится корпус с плитой. На плите установлен кронштейн блока роликов, опора шаблона, перемещающегося в направляющих с помощью винта с рукояткой, подвижный гибочный ролик в поворотном рычаге, который регулируется винтом, и неподвижные ролики. Механизм снабжен отжимом, позволяющим гнуть спиральную заготовку для фланцев. Гибочный ролик 8 приводится в действие от электродвигателя мощностью 3 кВт через систему передач. Система управления механизмом кнопочная.
Рис. 14. Механизм СТД42 для гибки круглых фланцев:
1 — тумба, 2 — корпус, 3 — плита, 4 — винт с рукояткой, 5 — опора шаблона, б — кронштейн блока роликов, 7 — кнопки управления, 8 — гибочный ролик, 9 — поворотный рычаг, 10 — регулировочный винт, 11 — неподвижные ролики, 12 — отжим
Механизм укомплектован сменными шаблонами, с помощью которых можно гнуть фланцы диаметром от 180 до 1120 мм. На механизме прокатывается полосовая сталь 25X4 мм и угловая размером от 25X25X3 до 36X36X4 мм. Габаритные размеры, мм: длина 1520, ширина 630, высота 1130.
На механизме прокатывается полосовая сталь 25X4 мм и угловая размером от 25X25X3 до 36X36X4 мм. Габаритные размеры, мм: длина 1520, ширина 630, высота 1130.
Механизм фланцегибочный СТД-747 предназначен для изготовления заготовок фланцев к воздуховодам круглого сечения. Механизм представляет собой роликовую профилегибочную машину, изгибающую заготовки из угловой и полосовой стали на свободно вращающемся шаблоне с горизонтальной осью вращения.
На станине 6 закреплена сварная стойка, в направляющих которой вертикально перемещается ползун с опорой шаблонов посредством винта, расположенного позади
стойки. На опоре укреплены сменные шаблоны. Ступицы опоры шаблонов выполнены на двух роликовых конических подшипниках. Винт приводится в движение электродвигателем через ременную передачу и червячный редуктор. Кроме того, винт может вращаться вручную с помощью штурвала ручного привода через кулачковую муфту и редуктор.
В нижней части стойки установлен блок роликов. Второй опорой оси роликов служит кронштейн 5. Ролики приводятся в движение от электродвигателя через клиноременную передачу, цилиндрический двухступенчатый редуктор, муфту и шестерню промежуточного вала.
Второй опорой оси роликов служит кронштейн 5. Ролики приводятся в движение от электродвигателя через клиноременную передачу, цилиндрический двухступенчатый редуктор, муфту и шестерню промежуточного вала.
Принцип работы механизма состоит в том, что изгибаемый материал направляется в паз вращающихся подающих роликов, которые захватывают его и подают в зону гибки, где три гибочных ролика обкатывают по наружному диаметру шаблона материал, формуя его в заготовку фланца.
Начинают работу с установки шаблона требуемого размера и, перемещая его приводом ползуна до зажатия заготовки, фиксируют требуемый зазор между шаблоном и нижним формующим роликом.
Для обеспечения нормальной работы механизма необходимо: ежедневно производить технический осмотр; ежемесячно проверять натяжение клиновых ремней; перед наладкой смазывать направляющие ползуна и винта солидолом; ролики и опоры шаблонов смазывать один раз в 3 месяца путем набивки солидола.
Механизм должен быть заземлен в соответствии с правилами техники безопасности. Работать на механизме разрешается только при наличии ограждений. Различные неисправности устраняют только при отключенном механизме.
Работать на механизме разрешается только при наличии ограждений. Различные неисправности устраняют только при отключенном механизме.
Рис. 15. Механизм СТД-747:
1 — блок роликов, 2 — стойка. 3 — съемник, 4 — шаблон, 5 — кронштейн, 6 — станина, 7 — ручной привод
Фланцы, насаженные на готовые звенья воздуховодов, должны плотно прилегать к ним по всему периметру. Концы (стыки) фланцев скрепляют между собой. Угловые фланцы соединяют с воздуховодом заклепками (не менее четырех) диаметром 4…5 мм, которые размещаются на расстоянии 200…250 мм. Иногда вместо заклепок фланцы крепят к воздуховодам электроприхваткой.
Фланцы насаживают на звено так, чтобы остался свободный край (обычно шириной 10… 15 мм) воздуховода, который отбортовывают на фланец. Край не должен перекрывать отверстия для болтов на фланце. Надрезы и надрывы при отбортовке допустимы размером не более 5 мм.
На воздуховоды, изготовленные из листовой стали толщиной более 1 мм, фланцы можно насаживать без отбортовки. В этом случае приваривают фланец сплошным швом по окружности или периметру воздуховода снаружи. Закрепленные на воздуховодах фланцы должны быть перпендикулярны оси воздуховода, а плоскости двух соединенных фланцев — параллельны.
В этом случае приваривают фланец сплошным швом по окружности или периметру воздуховода снаружи. Закрепленные на воздуховодах фланцы должны быть перпендикулярны оси воздуховода, а плоскости двух соединенных фланцев — параллельны.
Механизм ВМС-60 применяют для одновременной двусторонней офланцовки цилиндрических прямых участков круглых воздуховодов. Рама механизма, выполненная из стального проката в виде сварной конструкции, служит основанием для всех сборочных единиц механизма. Слева на раме укреплен привод, который состоит из электродвигателя и редуктора, связанных между собой клино-ременной передачей. Выходной вал редуктора через соединительную муфту передает вращательное движение ходовому валу механизма. Рядом с приводом находится неподвижная рабочая головка механизма, а на противоположной стороне рамы — подвижная рабочая головка, которая установлена на ней на роликах и может перемещаться при вращении вручную штурвала. Положение подвижной головки на- раме во время работы станка определяется длиной воздуховода, подлежащего офланцовке.
Рис. 16. Механизм ВМС-60 для двусторонней офланцовки воздуховодов:
1 — рама, 2 — привод, 3 — электродвигатель, 4 — редуктор, 5, 8— рабочие головки, 6 — кнопочная система управления механизмом, 7 — ходовой вал
Подвижная и неподвижная рабочие головки состоят из корпусов, в которых находятся блоки шестерен, передающие крутящий момент на верхние и нижние шпиндели головок. Верхние шпиндели могут подниматься вверх и сближаться с нижними и одновременно совершать возвратно-поступательное движение, что позволяет быстро устанавливать и снимать воздуховоды со станка.
На шпинделях подвижной и неподвижной головок крепятся рабочие ролики. Для поддерживания офланцовываемых воздуховодов под рабочими роликами укреплены поддерживающие ролики, которые могут быть установлены при различных углах обхвата в соответствии с диаметром офланцовываемого воздуховода.
Подготовленная к офланцовке царга с фланцами, скатываясь с наклонного настила, устанавливается на поддерживающие ролики заранее зафиксированной в определенном положении по длине воздуховода подвижной головки. Поворотом рукоятки пневмокрана выдвигаются и опускаются рабочие ролики, в результате чего воздуховод оказывается зажатым. Нажимая кнопку «Вперед» кнопочной системы, включают электродвигатель, который приводит во вращение все рабочие ролики, в результате чего оба фланца забортовываются одновременно.
Поворотом рукоятки пневмокрана выдвигаются и опускаются рабочие ролики, в результате чего воздуховод оказывается зажатым. Нажимая кнопку «Вперед» кнопочной системы, включают электродвигатель, который приводит во вращение все рабочие ролики, в результате чего оба фланца забортовываются одновременно.
С внешней стороны воздуховода отгибается бортик на фланец, а изнутри выдавливается выпуклость, которая не дает перемещаться фланцу вдоль по воздуховоду. Сделав несколько больше одного оборота, офланцовка воздуховода заканчивается. После этого нажимают кнопку «Стоп» и поворотом рукоятки поднимают и отводят верхние шпиндели в нерабочее положение. При повороте рукоятки срабатывает механизм сброса готовой офланцованной царги.
Забортовку прямоугольных воздуховодов производят в той же последовательности, только в четыре приема, так как каждая сторона воздуховода забортовывается отдельно. Перед забортовкой углы в царгах должны быть рассечены на 15…20 мм.
На механизме ВМС-60 можно обрабатывать круглые воздуховоды диаметром от 200 до 1600 мм и прямоугольные воздуховоды диаметром описанной окружности от 200 до 1600 мм, длиной от 300 до 2100 мм. Максимальная толщина металла обрабатываемого воздуховода составляет 2 мм. Скорость забортовки 6,9 м/мин.
Максимальная толщина металла обрабатываемого воздуховода составляет 2 мм. Скорость забортовки 6,9 м/мин.
Механизм СТД-588 предназначен для двусторонней от-бортовки и офланцовки круглых воздуховодов диаметром от 100 мм, длиной от 500 до 2500 мм. Максимальная толщина обрабатываемого стального листа 1,5 мм.
Механизм состоит из неподвижной головки У, которая крепится болтами к сварной раме. В корпусе головки смонтирован вал с формующим роликом, который вращается от электродвигателя. На раме крепятся также прямоугольные направляющие для установки подвижной головки. Прижимные валы, установленные в неподвижной и подвижной головках, состоят из двух валов, один из которых закреплен в опорах головки, а другой вал с консольным прижимным роликом крепится на поворотном рычаге. Ползун с роликами служит для перемещения вверх и вниз отбортовочного ролика, закрепленного
Рис. 17. Механизм СТД-588 для двусторонней отбортовки круглых воздуховодов:
1, 5 — головки, 2, 6 — приводы ползуна, 3 — ползун с роликами, 4 — поддерживающие ролики, 7 — рама, 8 — прижимные валы
на валу головки. Приводы ползуна подвижной головки б и привод ползуна неподвижной головки 2 состоят из электродвигателя, клино-ременной передачи, редуктора и винтовой пары. Ролики 4, установленные на головках, поддерживают воздуховод в начале и в конце цикла.
Приводы ползуна подвижной головки б и привод ползуна неподвижной головки 2 состоят из электродвигателя, клино-ременной передачи, редуктора и винтовой пары. Ролики 4, установленные на головках, поддерживают воздуховод в начале и в конце цикла.
Перед началом работы механизм проверяют на холостом режиме. Для этого механизм осматривают и убеждаются в исправности всех его сборочных единиц. Затем механизм очищают от пыли, грязи, затвердевшего смазочного материала. На холостом ходу проверяют работу всех сборочных единиц на каждой головке. При включении кнопок «Вращение», «Вперед» или «Назад» ролики вращаются; кнопкой «Стоп» их отключают. При включении кнопок «Зажим» и «Отжим» опускаются и поднимаются прижимные ролики. Кнопками «Вниз» и «Вверх» управляют движением ползунов. При включении кнопок «Вперед» и «Назад» должна перемещаться подвижная головка.
При проверке механизма в рабочем режиме воздуховод устанавливают на поддерживающие ролики и нажимают кнопку «Каретка» вперед. Воздуховод должен упереться торцами в упорные плиты. После нажатия кнопок «Головка 1», «Головка 2» и «Зажим» прижимные ролики поднимаются и зажимают воздуховод. При нажатии кнопки «Вращение» воздуховод начинает вращаться. После нажатия кнопок «Ползун» и «Вниз» ползуны опускаются и начинается отбортовка воздуховода. Нажатием кнопки «Стоп» прекращают вращение воздуховода. Нажатием кнопок «Ползун» и «Вверх» ползуны поднимаются. Для того чтобы на головке прижимный ролик опустился, нажимают кнопку «Отжим», освобождая тем самым сторону воздуховода у головки 1. Чтобы переместить подвижную головку в среднее положение, нажимают кнопки «Каретка» и «Назад». При нажатии на кнопку «Отжим» подвижной головки подвижный ролик опустится и другой конец воздуховода освобождается. После этого нажимают на кнопку «Назад» подвижной головки, которая перемещается в исходное положение.
После нажатия кнопок «Головка 1», «Головка 2» и «Зажим» прижимные ролики поднимаются и зажимают воздуховод. При нажатии кнопки «Вращение» воздуховод начинает вращаться. После нажатия кнопок «Ползун» и «Вниз» ползуны опускаются и начинается отбортовка воздуховода. Нажатием кнопки «Стоп» прекращают вращение воздуховода. Нажатием кнопок «Ползун» и «Вверх» ползуны поднимаются. Для того чтобы на головке прижимный ролик опустился, нажимают кнопку «Отжим», освобождая тем самым сторону воздуховода у головки 1. Чтобы переместить подвижную головку в среднее положение, нажимают кнопки «Каретка» и «Назад». При нажатии на кнопку «Отжим» подвижной головки подвижный ролик опустится и другой конец воздуховода освобождается. После этого нажимают на кнопку «Назад» подвижной головки, которая перемещается в исходное положение.
При отбортовке воздуховодов длиной до 750 мм поддержку, установленную на подвижной головке, следует снять.
В процессе эксплуатации периодически проверяют натяжение клиновых ремней, крепление роликов, смазочный материал.
При работе на станках и механизмах для изготовления фланцев и офланцовки царг до начала работы проверяют наличие и надежность крепления ограждений подвижных частей, а также исправность заземляющих устройств. Прокатываемый металл закладывают двумя руками, защищенными рукавицами, и внимательно следят за правильным положением офланцовываемого воздуховода. Работать возле ведущих роликов можно только на безопасном расстоянии. Во время работы станка нельзя вставлять и вынимать обрабатываемую царгу.
Для герметичности соединения между фланцами устанавливают прокладки, которые должны плотно прилегать ко всей плоскости каждого фланца. Толщина прокладок 3…5 мм, а ширина должна быть такой, чтобы она не перекрывала даже части отверстия для болтов и не выступала внутрь воздуховода. Для прокладок можно применять профилированную резину, которую ставят на прокол болтом во фланцах.
В зависимости от назначения воздуховодов прокладки изготовляются из следующих материалов:
— пряди смольного каната или асбестового шнура — для воздуховодов, перемещающих воздух нормальной влажности при температуре 70 °С;
— резины или пряди каната, пропитанной суриковой замазкой, — для воздуховодов, транспортирующих увлажненный воздух, пыль или отходы материалов;
— асбестового шнура или картона — для воздуховодов, перемещающих воздух температурой выше 70 °С;
— кислотостойкой резины или прокладочного пластиката — для воздуховодов, транспортирующих воздух с парами кислот.
В последнее время в качестве прокладок используют жгуты ПМЖ-2, ЕРЖ-2 и некоторые мастики.
Похожие статьи:
Монтаж систем вентиляции и кондиционирования воздуха
Навигация:
Главная → Все категории → Изготовление вентиляционных систем
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум
Соединение воздуховодов между собой: способы стыковки
На чтение 5 мин.
Система вентиляции и кондиционирования не может существовать без магистралей из труб, которые переносят воздух из помещений на улицу и обеспечивают приток свежих масс. Для монтажа используются участки каналов разного размера и диаметра, множество фитингов и других комплектующих, которые служат для соединения воздуховодов между собой в единую систему.
Реечное соединение воздуховодов
Классификация воздуховодов
Существует много видов конструкций, которые отличаются формой каналов и фитингов, материалом изготовления и жесткостью конструкции, сферой применения и местом установки. От того, какая магистраль спроектирована, будет зависеть соединение воздуховодов и используемые при этом комплектующие.
От того, какая магистраль спроектирована, будет зависеть соединение воздуховодов и используемые при этом комплектующие.
Основная классификация подразделяет их на такие группы:
- круглые и прямоугольные;
- жесткие и гибкие;
- встроенные и внешние.
Круглые и прямоугольные
Круглые воздуховоды занимают мало места и отличаются небольшим весом. Кроме того, эргономическая форма канала обеспечивает свободное прохождение воздуха и минимизирует засоры, избавляя владельцев от постоянной чистки. Свободное безфланцевое соединение круглых воздуховодов позволяет протягивать магистраль в проблемных местах. При этом себестоимость всей системы обходится недорого.
Одним из вариантов круглых вентиляций является спирально-навивная конструкция, которая представляет собой трубу из сложенной в виде спирали полосы металла. Изделие имеет повышенную прочность и жесткость. Его зауженное сечение позволяет снизить потери транспортируемого воздуха. Несмотря на ребристую внутреннюю поверхность, такие каналы имеют повышенные аэродинамические свойства. Они не создают препятствия для прохождения воздушных масс и даже усиливают их поток, существенно сокращая электропотребление.
Они не создают препятствия для прохождения воздушных масс и даже усиливают их поток, существенно сокращая электропотребление.
Монтаж круглых магистралей прост — на стыке устанавливают ниппель и фиксируют саморезами. Дополнительно можно проклеить соединительную линию алюминиевым скотчем. При всех плюсах такие каналы занимают много места и при открытом прохождении обладают низкими эстетическими характеристиками. Их можно сгладить облицовкой прямоугольными коробами, что требует дополнительного места в помещении.
В случае минимально доступного пространства рекомендуется использовать прямоугольные элементы, которые по сравнению с круглыми обладают большей стоимостью и некоторыми сложностями в монтаже. Соединение прямоугольных воздуховодов осуществляется путем установки фланцев и фитингов с поворотным углом. Выбирая такую магистраль, заказчик понимает, что можно играть на соотношении сторон и экономить место под потолком за счет сужения высоты конструкции.
Недостатком прямоугольных воздуховодом можно считать места завихрений в прямых углах и повышенный риск засорения, что требует установки ревизионных отверстий.
Жесткие и гибкие
Все вентиляционные системы подразделяются на жесткие и гибкие.
В гибких воздуховодах используется нагнетательная сила вентиляторов. При их работе может наблюдаться посторонний шум от перемещающихся воздушных масс и вибрации самих каналов. Решением этой проблемы становится использование гладких и гофрированных деталей, способных поглощать звуки ввиду мягкости стенок.
Монтаж гибких шахт осуществляется каркасным и бескаркасным методом. В первом случае трубы оплетают стальной проволокой или пластиком с прошивкой в верхней части синтетическими материалами и алюминиевой лентой. В бескаркасных системах устанавливают несущую основу из вспененного полиэтилена. Внутреннюю поверхность покрывают алюминиевой пленкой. Чаще всего такие детали используют в качестве коротких магистралей, отводов или гибких вставок.
Жесткие каналы производятся из тонких листов черной, оцинкованной и нержавеющей стали, а также алюминия путем соединения заготовки прямым или спиральным швом. Изделия могут быть круглыми, овальными или прямоугольными, монтаж осуществляется с использованием фитингов и переходников.
Изделия могут быть круглыми, овальными или прямоугольными, монтаж осуществляется с использованием фитингов и переходников.
Встроенные и внешние
Местом установки вентиляционных труб может быть внешним и встроенным. В первом случае магистрали создаются в виде приставных или подвесных коробов с использованием фасонных элементов и деталей разного размера. При их проектировании учитываются особенности помещения, дизайн и конструкция здания.
Встроенные шахты располагаются внутри стен. Ввиду сложности обслуживания таких конструкций, они должны иметь полностью гладкую внутреннюю поверхность, чтобы обеспечить свободное перемещение воздуха и исключить засоры. Это требует тщательного контроля при обустройстве. Поверка и обслуживание проводится через специальное технологическое отверстие в нижней части шахты.
Способы соединения воздуховодов металлических разделяют на сварные и фальцевые. В первом случае края смежных элементов привариваются друг к другу при помощи сварочного аппарата. Для стыковки при помощи второго метода понадобится дополнительное оборудование.
Для стыковки при помощи второго метода понадобится дополнительное оборудование.
Монтажная шина еврошина
Чтобы соединить вентиляционные трубы прямоугольного сечения часто используют еврошины в формы английской буквы L. Они прикручиваются саморезами на край элемента шахты в зеркальном отражении с установкой на смежной детали.
По углам канала шина фиксируется специальными уголками. Непосредственное соединение деталей воздуховодов между собой осуществляется при помощи монтажных скоб, герметиков и уплотнительной ленты.
Ниппель и муфта
Муфтовое или ниппельное соединение применяется в большинстве круглых магистралей, так как занимает мало времени и достаточно простое в исполнении. Оба элемента стыковки имеют центральный выгнутый ободок и 2 свободных стыковочных конца. Ниппель монтируется внутрь вентиляционного канала, а муфта — накладывается поверх оконцовок.
При использовании муфт фиксация реализуется с помощью хомутов. Ниппельное соединение подразумевает наличие уплотнительной прокладки.
Реечное соединение
Установка прямоугольных каналов с помощью реек, монтируемых на окантовку или еврошину, используется при обустройстве воздушных каналов в помещениях с ограниченной высотой потолков.
Для обеспечения герметичности на стыках устанавливают резиновые или поливинилхлоридные уплотнители.
Бандажное соединение воздуховодов
В случае монтажа вентиляционных шахт с повышенными изоляционными характеристиками применяют бандаж — элемент, схожий по своему функционалу с хомутами. Для его установки края вентиляционных каналов отбортовывают. Затем наносят герметик и зажимают бандаж.
Раструбное соединение
Одним из простейших видов стыковки является раструб — сужение или расширение края трубы. Реализация раструбного соединения осуществляется путем вхождения труб друг в друга с последующим созданием сварного стыка.
соединения воздуховодов
соединения воздуховодов
соединения воздуховодов
портал «строительный мир»: продукция для строительства
бандаж для соединения воздуховодов д=160 м
Наверх
соединительные детали воздуховодов
бандаж для соединения воздуховодов круглого сеченияосновные технические характеристики бандажа для соединения воздуховодов
сечения
Наверх
соединительные детали воздуховодов.
соединение воздуховодов прямоугольного сечения на фланцах из шины со скобой зажимной
Наверх
зао евровент, г.тольятти
* ниппельное соединение воздуховодо
Наверх
technote
техническая информация справочники ниппельное соединение воздуховодо
Наверх
ниппельное соединение
соединение воздуховодов — это очень прост
Наверх
новоуральск : зао фирма евросфера : каталоги : ниппель для соединения …
Наверх
наша продукция — детали вентиляционных систем
детали соединения и крепления воздуховодовпредназначены для соединения воздуховодов прямоугольного сечения на фланцах из шины
Наверх
соединения воздуховодов
аннотация сайтадалее соединения воздуховодо
Наверх
* соединение воздуховодов *
главная форумы установка и монтаж соединение воздуховодовтема «соединение воздуховодов»
Наверх
вентпрофиль вентиляция: ниппельное соединение воздуховодов — проектирование . ..
..
проектирование вентиляции, монтаж систем вентиляции, изготовление круглых и прямоугольных воздуховодов, а также элементов систем вентиляции
Наверх
расходные материалы и комплектующие для систем вентиляции
| уплотнительная |
самоклеющаяся лента необходима для уплотнения фланцевых соединений
и секций приточно-вытяжных установок.воздуховодов, алюминиевая самоклеющаяся лента(ccl)- для герметизации неподвижных стыков воздуховодов и швов фольгированной теплоизоляции ..
Наверх
исорс: сеть профессионалов. воздуховоды. вентиляционное оборудование и системы …
на сегодняшний день существует три основных способа соединения воздуховодов и фасонных изделий: реечный, фланцевый и, наконец, наиболее популярный — с … фланцевый способ соединения воздуховодов, который доминировал во времена ссср, распространен достаточно широко, но неуклонно теряет свои позиции
Наверх
www. voztech.ru — детали соединения и крепления воздуховодов: бандаж
voztech.ru — детали соединения и крепления воздуховодов: бандаж
— бандажи штампованные стд 527а
| предназначены |
для соединения воздуховодов диаметром от 100 до 160 мм.бандажи стд 134а диаметром от Ѭ200 до Ѭ630 мм предназначены для соединения воздуховодов, свыше Ѭ630 мм предназначены для изготовления круглых ..
Наверх
венткомплект — воздуховоды, прямоугольные и круглые каналы и фасонные изделия …
воздуховодов может быть ниппельное (воздуховоды круглого сечения), на фланцах или на рейке (воздуховоды
| прямоугольного |
сечения до 300
| мм).воздуховоды |
ниппельного соединения — это безфланцевые воздуховоды, позволяющие при помощи фасонных
создавать любые конфигурации вентиляционных ..
Наверх
воздуховоды
на сегодняшний день существует три основных способа соединения воздуховодов и фасонных изделий: реечный, фланцевый и, наконец, наиболее популярный — с . .. фланцевый способ соединения воздуховодов, который
.. фланцевый способ соединения воздуховодов, который
во времена ссср, распространен достаточно широко, но неуклонно теряет свои
Наверх
www.sibpressa.ru
на сегодняшний день существуют три основных способа соединения воздуховодов и фасонных изделий: реечный, фланцевый и, наконец, наиболее популярный — с … фланцевый способ соединения воздуховодов, который доминировалво времена ссср, распространен достаточно широко, но неуклонно теряет свои позиции
Наверх
монтаж воздуховодов систем кондиционирования и вентиляции
2. соединение воздуховода с
| вентиляторомпри |
соединении воздуховода с вентилятором нужно помещать противовибрационную прокладку между выходным патрубком вентилятора и
| воздуховодом, |
чтобы не ..
Наверх
воздуховод
по своей
воздуховоды делятся на прямошовные и спиральные, а по
соединения — на фланцевые, бесфланцевые и сварные. соединение воздуховодов — фланцевое на шине с герметизирующей прокладкой
соединение воздуховодов — фланцевое на шине с герметизирующей прокладкой
Наверх
всн 279-85 инструкция по герметизации вентиляционных и санитарно-технических …
производство работ по герметизации реечных соединений воздуховодов прямоугольного сеченияпроизводство
по герметизации специального вида соединения воздуховодов (с применением
«герлен»
Наверх
- воздуховоды
- гибкие воздуховоды
- производство воздуховодов
- изготовление воздуховодов
- расчет воздуховодов
- воздуховоды оборудование
- пластиковые воздуховоды
- воздуховоды вентиляция
- воздуховод оцинкованные
- восстановление воздуховодов
- воздуховоды станок
- прямоугольный воздуховод
- продажа воздуховодов
- огнезащита воздуховодов
- воздуховоды пвх
- оборудование производство воздуховодов
- воздуховод круглый
- крепления воздуховодов
- монтаж воздуховодов
- воздуховод гофрированный
- очистка воздуховодов
- станки производство воздуховодов
- воздуховод вытяжка
- воздуховоды куплю
- воздуховоды москва
- огнезащитные воздуховоды
- соединения воздуховодов
- воздуховоды спирально навивные
- воздуховоды цена
- воздуховоды оцинкованной стали
- уменьшение воздуховода
- прайс воздуховоды
- кухни воздуховод
- чистка воздуховодов
- элементы воздуховода
- воздуховоды сварные
- алюминиевые воздуховоды
- воздуховод portex
- воздуховоды жесткие
- текстильные воздуховоды
- системы воздуховодов
- схема воздуховода
- покрытие воздуховодов
- воздуховоды вентиляционные
- производители воздуховодов
- воздуховоды полужесткие
- технологии производства воздуховодов
- воздуховоды dec
- жестяные воздуховоды
- огнестойкость воздуховодов
- воздуховоды
- гибкие воздуховоды
- производство воздуховодов
- изготовление воздуховодов
- расчет воздуховодов
- воздуховоды оборудование
- пластиковые воздуховоды
- воздуховоды вентиляция
- воздуховод оцинкованные
- восстановление воздуховодов
- воздуховоды станок
- прямоугольный воздуховод
- продажа воздуховодов
- огнезащита воздуховодов
- воздуховоды пвх
- оборудование производство воздуховодов
- воздуховод круглый
- крепления воздуховодов
- монтаж воздуховодов
- воздуховод гофрированный
- очистка воздуховодов
- станки производство воздуховодов
- воздуховод вытяжка
- воздуховоды куплю
- воздуховоды москва
- огнезащитные воздуховоды
- соединения воздуховодов
- воздуховоды спирально навивные
- воздуховоды цена
- воздуховоды оцинкованной стали
- уменьшение воздуховода
- прайс воздуховоды
- кухни воздуховод
- чистка воздуховодов
- элементы воздуховода
- воздуховоды сварные
- алюминиевые воздуховоды
- воздуховод portex
- воздуховоды жесткие
- текстильные воздуховоды
- системы воздуховодов
- схема воздуховода
- покрытие воздуховодов
- воздуховоды вентиляционные
- производители воздуховодов
- воздуховоды полужесткие
- технологии производства воздуховодов
- воздуховоды dec
- жестяные воздуховоды
- огнестойкость воздуховодов
Наверх
Copyright © 2005
Бандажное соединение — Большая Энциклопедия Нефти и Газа, статья, страница 1
Бандажное соединение
Cтраница 1
Бандажные соединения рассчитаны на рраб0 6 МПа, и их применение при больших давлениях не рекомендуется. Номер слоя отсчитывается от наружной поверхности трубы.
Номер слоя отсчитывается от наружной поверхности трубы.
[1]
Бандажное соединение состопт из последовательно расположенных по высоте слоев; прочность соединения должна быть равна прочности соединяемых участков, величина зазора должна быть такой, какая принята в практике.
[2]
Бандажные соединения рекомендуются как стандартный тип соединения прямых труб и труб с фасонными деталями. Трубы диаметром 500 мм и выше, если возможно, должны иметь бандажное соединение и изнутри, и снаружи. Трубы диаметром менее 500 мм соединяют только наружным бандажом.
[3]
Бандажное соединение осуществляют стыковкой с последующей обмоткой места стыка несколькими слоями стеклохолста, пропитанного связующим, или чередующимися слоями стеклохолста и жгутовой стеклоткани.
[4]
Бандажное соединение является стандартным методом соединения секций труб и труб с фасонными деталями. При соединении труб диаметром 500 мм и выше место стыка перекрывают и наружным, и внутренним бандажом из пропитанного связующим стекло-волокнистого материала. Если место стыка, труднодоступно, трубы диаметром менее 500 мм можно соединять при помощи только наружного бандажа.
При соединении труб диаметром 500 мм и выше место стыка перекрывают и наружным, и внутренним бандажом из пропитанного связующим стекло-волокнистого материала. Если место стыка, труднодоступно, трубы диаметром менее 500 мм можно соединять при помощи только наружного бандажа.
[5]
Бандажное соединение применяется как при деревянных, так и при железобетонных пасынках.
[7]
Бандажное соединение звеньев используют для круглых воздуховодов диаметром до 630 мм, толщиной стенок до 1 мм. Бандаж / ( рис. 143) изготовляют из листовой стали шириной 100 — 150 мм.
[9]
Бандажное соединение стойки с пасынком, если сделать ширину и длину подтески этих элементов стандартной, позволяет производить обезличенную сборку опор на трассе из бревен, заготовленных на заводе.
[11]
Бандажное соединение одно-проволочных жил допускается без пайки.
[12]
Бандажное соединение воздуховодов круглого сечения с бутопроловым уплотнителем 2 ( рис. 139, б) монтажные организации широко применяют. При соединении воздуховодов на них надевается бандаж У, предварительно заполненный уплотнителем.
[14]
Металлоемкость бандажных соединений сокращается по сравнению с фланцевыми в шесть раз. Для одного соединения требуется всего лишь два болта. Место стыковки и затяжки бандажа может находиться в любом месте, что дает возможность соединить воздуховоды, проложенные в непосредственной близости у стены или оборудования. Трудозатраты при бандажных соединениях резко сокращаются.
[15]
Страницы:
1
2
3
4
5
классификация, плюсы и минусы, сфера применения
На чтение 5 мин Просмотров 89 Опубликовано Обновлено
Воздуховод является сборной конструкцией, используемой в принудительной или естественной вентиляции. Они необходимы для поддержания хорошего микроклимата в помещении, а также чистоты воздуха. Чтобы система функционировала правильно, она должна быть герметичной. Сварное соединение воздуховодов считается самым прочным и надежным, но есть и другие способы монтажа.
Классификация воздуховодов
Конструкция воздуховода влияет на способ соединения
Конструктивные особенности системы влияют на выбор метода соединения. Также способ стыковки зависит от эксплуатационных условий, параметров вывода загрязненного воздуха.
Круглые и прямоугольные
По геометрической форме выделяются круглые и прямоугольные конструкции. Преимуществом первого варианта является отсутствие риска появления вихревых потоков. Уровень шума тут ниже. Такой вид воздуховода чаще используется в промышленных помещениях.
Для жилых зданий лучше подходит конструкция прямоугольной формы. Благодаря высокой пропускной способности она обеспечивает хорошую вентиляцию. Такую систему проще спрятать под отделочным материалом. Благодаря плотному прилеганию к стене изделие не занимает много полезной площади.
В редких случаях для формирования системы кондиционирования применяются элементы треугольного сечения. Они имеют значение для интерьера.
Жесткие и гибкие
Пример жесткого воздуховода из пластиковых труб
Жесткие воздуховоды имеют разную форму: круглую, квадратную, прямоугольную. Для изготовления конструкции используется алюминий, нержавеющая сталь, полимерные материалы. Гибкие варианты имеют только круглую форму. Они изготавливаются из алюминия, текстиля, ПВХ. Для придания дополнительной жесткости изделию используется проволока. В эффективной системе комбинируются оба вида воздуховодов.
Располагаются воздуховоды внутри стены или за ее пределами. Первый вариант представляет собой вентиляционную шахту в капитальной конструкции.
 Он используется в жилых помещениях. Внешний воздуховод больше подходит для промышленных или технических помещений, в которых дизайн не всегда важен.
Он используется в жилых помещениях. Внешний воздуховод больше подходит для промышленных или технических помещений, в которых дизайн не всегда важен.Способы сварки
Сварной способ соединения воздуховода считается самым надежным
Соединять воздуховоды между собой при помощи сварки мастерам приходится нечасто, так как процесс дорогостоящий. Этот способ применяется, если особые требования предъявляются к герметичности конструкции. Сварочный процесс бывает ручным или механизированным.
Ручной
Электродуговая сварка применяется, если толщина материала более 1,5 мм. Газовое оборудование необходимо, если металл имеет толщину 0,8 мм. Второй метод применяется нечасто.
Механизированный
Механизированный способ сварки бывает полуавтоматическим или автоматическим. Он используется на предприятиях.
Типы соединений
Ниппельное соединение воздуховода
Соединение вентиляционных труб между собой осуществляется сварным или фланцевым методом. Кроме того, фиксировать элементы можно бандажом, ниппелем или муфтой.
Сварное
Соединять фрагменты воздуховода при помощи сварки можно, если они металлические, при этом толщина их стенок превышает 1,5 см. Чаще такой способ применяется в промышленных помещениях, в которых скапливаются вредные газы. В этом случае швы должны быть максимально герметичными. Для оцинкованных материалов требуется высокопрофессиональная сварка, чтобы избежать коррозии в области шва.
Ниппельное
Ниппель – это часть трубы, посередине которой присутствует выпуклое ребро. Она вставляется в основную конструкцию. Для фиксации используется то самое ребро. На изделие надевается другой участок воздуховода. Стык герметизируется металлизированным скотчем.
Ниппельное соединение осуществляется при помощи муфты. Ее диаметр больше основной трубы. Муфта может объединить 2 фрагмента конструкции. Ребро в этом случае находится на внутренней поверхности элемента. Такой способ используется для соединения круглых воздуховодов.
Фланцевое
Фланец для стыковки двух частей воздуховода
По ГОСТу трубы можно соединять фланцевым методом. Для крепления деталей применяется точечная или сплошная сварка. Между собой фланцы фиксируются гайками и болтами, а также заклепками. Чтобы обеспечить надежную герметизацию сварного шва, его нужно прокрашивать. Между стальными элементами укладывается уплотнительная прокладка. Несмотря на эффективность, фланцевое соединение воздуховодов является трудоемким в изготовлении и дорогостоящим.
Бандажное
Бандажный способ соединения конструкции востребован на предприятиях химической промышленности. Он обеспечивает высокую надежность стыка, но сам процесс изготовления дорогостоящий, поэтому для бытового применения непопулярен. Бандаж крепится поверх соединительного шва. Перед этим торцы требуют отбортовки. Бандажное пространство заполняется химически инертным герметиком. Этот способ применяется для соединения пластиковых воздуховодов меж собой.
Используемое оборудование и материалы
Аппарат контактной сварки для ручного соединения воздуховода из нержавеющей стали
Для создания ниппельного соединения воздуховодов или сварного стыка требуются такие инструменты и материалы:
- нержавеющая сталь;
- рулетка, маркер;
- молоток, плоскогубцы;
- тиски;
- инструменты для раскроя металла;
- герметик и пистолет для его нанесения;
- сварочный аппарат;
- фрагменты трубы соответствующего диаметра.
Технология монтажа конструкции должна быть соблюдена до мельчайших деталей. Если объединять части воздуховода без герметизации, функциональность системы нарушается. Подключение конструкции к вытяжке осуществляется с учетом диметра всех частей. Перед монтажом воздуховода изготавливается его чертеж.
Достоинства и недостатки сварного соединения воздуховодов
Если сварной шов выполнен плохо, со временем он разойдется
Сварное соединение является неразъемным и не требует дополнительных элементов фиксации. Оно имеет такие преимущества:
- возможность изготовления крупногабаритных конструкций;
- снижение веса по сравнению с литыми элементами;
- высокая прочность и надежность стыка;
- относительно невысокая трудоемкость в бытовых условиях.
В сварном соединении нередко возникает остаточное напряжение. В этом случае меняются технические свойства металла, который со временем теряет свою прочность. При неумелом использовании сварки швы могут быть дефектными. После использования аппарата стыки обязательно проверяются визуально и при помощи инструментов. При местном нагреве металла в области термического влияния могут меняться механические свойства материала.
Сфера применения
Правильный шов обеспечивает длительную безаварийную работу вентиляции
Подключать воздуховоды к вытяжке нужно в любом помещении. Сварные соединения используются в системах удаления дыма, перемещения воздуха, насыщенного влагой или кислотными испарениями. Они необходимы в конструкциях, внутри которых присутствует высокое давление или циркулируют горячие воздушные массы.
Данный тип соединения применяется в подвалах, на чердачных перекрытиях. Подходит оно для жилых и технических помещений. Такой вид монтажа воздуховодов огнеупорный, прочный и герметичный.
Сварное соединение воздуховода позволяет обеспечить хорошее качество вентиляции. Однако работа должна осуществляться строго по инструкции.
Кожух для воздуховода самолета — General Connectors Corporation
Данное изобретение относится к защитному кожуху для воздуховодов, используемых в самолетах.
ПОСТАНОВКА ПРОБЛЕМЫ
Воздуховоды, устанавливаемые в современных самолетах, изготавливаются из титана, потому что он прочный и легкий. Однако титан очень дорог, и, кроме того, он может подвергаться коррозии и коррозии при воздействии Skydral. Skydral — это гидравлическая жидкость, широко используемая в самолетах из-за ее многих желаемых физических свойств.Однако он вступает в реакцию с титаном и вызывает коррозию. Поскольку у самолета очень много гидравлических каналов, утечка в этих каналах, которая почти всегда присутствует, позволяет каплям Skydral упасть и разъедать каналы самолета, вызывая утечку в каналах и опасность для самолета. Следовательно, воздуховоды необходимо очень часто проверять, чтобы убедиться, что они находятся в безопасном состоянии. Это увеличивает время простоя самолета.
Воздуховоды обычно закрываются титановыми кожухами для защиты от коррозии.Эти кожухи сами подвержены атакам Skydral, кроме того, они дороги и увеличивают вес самолета. Они действительно защищают воздуховоды и несколько увеличивают их полезный срок службы. Однако, когда кожухи становятся слишком корродированными, чтобы защитить воздуховоды, их необходимо удалить. Это также связано с удалением каналов, поскольку прикрепление титановых кожухов к титановым каналам слишком сложно для выполнения в полевых условиях, поэтому каналы и кожухи необходимо отправлять производителям для доработки.
Это дорого, потому что необходимо иметь большой запас запасных воздуховодов на складе, чтобы предотвратить длительную остановку воздушного судна во время ремонта воздуховодов и кожухов. Еще одним недостатком использования титановых каналов и кожухов является то, что вибрация самолета вызывает колебания кожухов вместе с каналами, вызывая усталость металла. Это еще одна причина выхода из строя воздуховода и кожуха.
Кроме того, титановый кожух нагревается так же сильно, как и закрываемый им канал.Это требует дополнительной изоляции, чтобы защитить чувствительные к температуре компоненты самолета от тепла кожухов. Эта дополнительная изоляция увеличивает вес, который должен нести самолет, и в современных высокоскоростных самолетах любое увеличение веса вызывает гораздо большее уменьшение дальности полета или грузоподъемности самолета.
Уровень техники
Ранее, как показано в патенте США В патенте США № 3,911,961, выданном Пейтону, воздуховоды для самолетов были окружены легкими кожухами, образованными из металлической фольги, усиленной тонким слоем ткани, пропитанной смолой.Воздушный зазор между воздуховодом и окружающим кожухом служил теплоизолятором. Однако этот патент не касался проблемы, с которой связано это изобретение; а именно создание кожуха, который непроницаем для Skydral и который изолирован от тепла и вибрации от титанового канала, и который снабжен воздушным или газовым каналом, проходящим по всей длине канала.
В этом патенте, как видно на фиг. 4, формованные полукруглые кольца из стекловолокна, расположенные вдоль канала, предотвращают прохождение газа по длине канала и, кроме того, они недостаточно изолируют кожух от тепла и вибрации самолета.Вследствие этого кожух 11 подвергается разрушительной вибрации самолета.
Патент на Hallwood U.S. Pat. В US 3628814 рассматриваются временные соединения для паропроводов и поэтому не рассматривается проблема, с которой решается данное изобретение. В частности, Холвуд описывает внешний канал или кожух 30, образованный из полиэтилена или поливинальных хлоридов, который покрывает концы трубопровода. Hallwood не раскрывает никаких средств для изоляции кожуха 30 от тепла или вибрации, которые касаются настоящего изобретения.
Патент на Isenberg U.S. Pat. В US 2545030 описана конвейерная труба 11, окруженная кожухом, образованным из груд асбеста, войлока, бумаги и холста. Isenberg не раскрывает никаких средств для изоляции внешнего кожуха 30 от вибрации и не обеспечивает проход для газа между конвейерной трубой и кожухом, который проходит по всей длине трубы.
Патент Норриса Патент США. В US 488 248 раскрыта паровая труба, окруженная кожухом, образованным из слоя асбеста.Но Норрис не раскрывает воздушный канал между паровой трубой и кожухом, проходящий по длине кожуха, и он не защищает кожух от тепла и вибрации от паропровода.
Очевидно, что было бы очень выгодно, если бы титановый канал мог быть обернут легко снимаемым кожухом, который является легким, прочным и непроницаемым для Skydral, недорогим в производстве и плохо проводящим тепло. . Следовательно, важной задачей настоящего изобретения является создание такого кожуха.
Этот и другие объекты настоящего изобретения станут более очевидными и понятными в свете прилагаемого здесь описания и чертежей.
РИС. 1 представляет собой вид в перспективе титанового канала с кожухом, закрывающим канал, сконструированный в соответствии с принципами настоящего изобретения.
РИС. 2 — вид в перспективе распорного элемента, который должен быть установлен на внутренней поверхности кожуха.
РИС. 3 — вид в вертикальном разрезе стыка двух кожухов по линии 3-3 на фиг.1 и показаны проходы для газа, образованные в распорных элементах, соединяющих оба кожуха.
РИС. 4 — вид в разрезе по линии 4-4 на фиг. 3.
РИС. 5 представляет собой вид в разрезе части периферии кожуха, показывающий краевой приемный карман, который предотвращает прохождение газа через прорезь в канале и который гарантирует, что собранный кожух имеет одинаковый диаметр по всей своей длине.
Теперь обратимся к фиг. 1 на чертеже титановый канал 10 окружен обычно цилиндрическим кожухом 12.Кожух сформирован из листового материала, такого как органическое арамидное волокно, которое не вступает в реакцию со Skydral, гидравлической жидкостью, наиболее часто используемой в самолетах. Арамидные волокна бывают разных форм, но одно из них, наиболее подходящее для использования в кожухах, имеет тормозное сопротивление 11 г / ден, предел прочности при растяжении при 1000 фунтов на квадратный дюйм 410 и процент удлинения при торможении 3,6. Одно из арамидных волокон, обладающих этими характеристиками, известно в торговле как кевлар.
Это арамидное волокно доступно для изготовления ткани, но для предотвращения проникновения Skydral в ткань через переплетения ткани ткань погружается в фенольный раствор, чтобы закрыть отверстие в ткани и, таким образом, сделать ткань непроницаемой для Skydral.Затем ткань наматывают на оправку и обжигают для придания ей желаемой формы, обычно цилиндрической, хотя понятно, что кожух может иметь другие трубчатые формы в соответствии с требуемыми функциями.
Внутренняя поверхность цилиндрического кожуха может быть покрыта или опрыскана алюминиевой краской или цементом для отражения тепла, исходящего из канала, чтобы кожух имел более низкую температуру и сделал кожух стойким. Кроме того, цилиндрический кожух может быть покрыт подходящим огнестойким цементом.При желании поверхность листового материала, образующего кожух, может быть снабжена жестким вафельным рисунком для повышения прочности.
Цилиндр имеет прямую прорезь, проходящую по всей его длине, определяющую края 18 и 20 прорези, см. Фиг. 5. Поскольку сформированный цилиндрический кожух в некоторой степени упругий, соседние края прорези можно раздвинуть достаточно далеко, чтобы кожух можно было легко установить или удалить из канала. Проходящаяся в осевом направлении кромка, принимающая карман 27, сформирована на кожухе рядом с прорезью для приема кромки 20 прорези, чтобы удерживать листовой материал в цилиндрической форме и обеспечивать газонепроницаемое закрытие прорези (см. Фиг.5).
Карман образован монтажным фланцем 24, прикрепленным подходящими средствами к поверхности эластомерного материала, прилегающей к пазу. К монтажному фланцу 24 прикреплен радиально выступающий наружу фланец 26 кармана для приема противоположного края кожуха в прорезь. В собранном состоянии край 20 кармана обеспечивает газонепроницаемое закрытие прорези. Кроме того, такое расположение обеспечивает постоянный диаметр кожуха.
Кожух снабжен множеством проходящих в радиальном направлении внутрь канавок 14 для приема зажимной ленты, расположенных поперек аксиальной длины кожуха, для приема зажимной ленты, см. Фиг.1 и 3. Зажимные ленты 38 предназначены для установки на внешней поверхности основания 28 канавок 14. Внутренняя поверхность основания 28 канавок 14 служит опорной конструкцией для удерживания в целом цилиндрических распорных колец или элементов 30. Дистанционные кольца снабжены идентичными равномерно разнесенными по углам выступающими внутрь упорами 32 для зацепления с внешней поверхностью воздуховода 10, так что кожух удерживается равномерно радиально разнесенными наружу относительно воздуховода, образуя, таким образом, изолирующий воздушный зазор вокруг воздуховода. см. фиг.4.
Опоры 32 предпочтительно изготавливают из пропитанной силиконом резины. Использование пропитанной силиконом резины для распорных элементов или, по крайней мере, упоров важно, потому что этот материал является плохим передатчиком тепла и, следовательно, предотвращает попадание тепла из воздуховода на кожух 12 через упоры 32. Кроме того, упругость упор изолирует кожух от прямой вибрации канала, поэтому кожух не подвергается разрушительной вибрации. Следовательно, при использовании поверхность кожуха сравнительно холодная и не подвержена вибрации.Это устраняет необходимость в дополнительной изоляции, которая может потребоваться, когда кожух, закрывающий канал, устанавливается рядом с термочувствительными компонентами самолета.
Эти особенности придают распорным кольцам комбинированную функцию, среди прочего, изолировать кожух от вибрации и тепла в воздуховоде. Прокладочные кольца приклеиваются или иным образом прикрепляются к внутренней поверхности основания 28 канавок 14 (см. Фиг. 3 и 4). Таким образом, когда зажимная лента 38 устанавливается в паз 14 и затягивается, кожух зажимается в канале 10, установленном внутри кожуха, см. Фиг.3 и 4.
Кроме того, как видно на фиг. 2 распорные кольца 30 имеют прорези 31. Дистанционные кольца установлены на кожухе 12 с прорезями 31, совмещенными с прорезью в цилиндрическом кожухе. Таким образом, когда края прорези в кожухе раздвигаются, края прорези 31 распорных колец также отталкиваются друг от друга, так что кожух можно легко снять или установить на воздуховоде.
Упоры 32 на распорных элементах расположены с одинаковым угловым расстоянием друг относительно друга.Угловые промежутки 34 между упорами 32 функционируют как каналы, позволяющие газу проходить через распорные кольца или элементы 30 между кожухом и внешней поверхностью канала по всей длине канала.
Каналы важны, потому что необходимо вставить детекторы утечки 36 по длине кожуха (см. Фиг. 3). Эти течеискатели, как правило, имеют тепловую функцию и могут обнаруживать повышение температуры, вызванное тем, что утечка в канале позволяет горячим газам проникать в изолирующий воздушный зазор между каналом и кожухом.Когда эти горячие газы попадают в детектор 36, они вызывают срабатывание предупреждающего сигнала, извещающего экипаж об утечке.
Как показано на фиг. 3, если утечка в разрезе произошла справа от стыка между двумя кожухами, горячие выходящие газы не могли достичь детектора 36 без связи, обеспечиваемой каналами 34, проходящими через дистанционное кольцо 30.
Для удержания кожух на воздуховоде, обычно обычная регулируемая цилиндрическая зажимная лента 38 устанавливается в пазу 14.Регулировка винта 40 на зажимной ленте позволяет прижать зажим к кожуху, тем самым прижимая упоры 32 к периферии канала (см. Фиг. 2, 3 и 4). Это удерживает кожух на месте в воздуховоде.
Nashville Tennessee Home Inspection — Проблемы с кожухом блока HVAC
(Добро пожаловать в блог HABITEC на Activerain. Если вы ищете веб-сайт HABITEC, нажмите http://habitecinspections.com. Спасибо!)
…………………………………………… ………………………………………….. ………………………………………
Теперь перейдем к статье, Осмотр дома в Нэшвилле, Теннесси — Проблемы с кожухом блока HVAC .
Эти большие металлические коробки снаружи дома, подобные изображенному на картинке ниже, называются «Единицами упаковки». Они получили свое название от того факта, что они снабжают теплом и кондиционированием весь дом или его часть, а не сплит-блок.Сплит-агрегат — это агрегат HVAC, который состоит из двух частей: внутренней печи и испарителя, а также внешнего компрессорного агрегата. Пакетный блок состоит из всех этих компонентов в одном большом внешнем блоке.
В HABITEC Home and Building Inspections, LLC , предлагающей инспекции жилых и коммерческих зданий в Нэшвилле и Среднем Теннесси, мы часто видим проблемы с этими пакетами во время наших домашних инспекций. Этот блок, изображенный ниже, является более старым и, как и многие старые компоненты в доме, имеет некоторые проблемы.В этой статье основное внимание будет уделено одному компоненту устройства — большому металлическому кожуху справа.
Назначение этого металлического кожуха — обеспечить защиту от элементов и чего-либо еще для воздуховодов, идущих от блока внутри дома.
Когда этот воздуховод установлен, отверстия, через которые он проходит в фундаменте или стене дома, становятся довольно рваными, оставляя зазоры, которые могут быть точкой входа для дождя, насекомых и других тварей. Кожух обеспечивает укрытие, а также возможность предотвратить попадание нежелательных предметов, как я упоминал выше.На рисунке ниже показан кожух нового блока и его внешний вид после завершения установки.
Обратите внимание на то, насколько аккуратна и чиста установка против кирпича. Здесь нет воды и насекомых. Теперь давайте вернемся к старому устройству и рассмотрим установку «кожух-кирпич» крупным планом. Смотрите фото ниже.
Посмотрите, как кожух на самом деле изогнут, как будто на него что-то упало. Независимо от причины, сейчас ситуация неправильная по двум причинам.Кожух был оторван от кирпича наверху и согнут вниз, так что теперь он удерживает воду и мусор. Отверстия наверху и по бокам могут пропускать воду, насекомых и других животных внутрь дома. А впадина, в которой находится вода и мусор, становится питательной средой для плесени. То, что мы называем супом из плесени. Все это неверно и должно быть отмечено на домашней инспекции. Ниже приведены подробные изображения ситуации.
На фотографии выше, если суп с плесенью поднимается достаточно высоко и перетекает в изгиб кожуха, он может капать на воздуховоды, находящиеся под кожухом, и угадайте, что произойдет дальше.Затем у вас есть возможность ввести плесень в систему воздуховодов HVAC, которая становится распределительным механизмом для распространения спор плесени по всему зданию. УРА !!
На фотографии ниже вы можете увидеть крупный план старой герметизации, которая изначально была установлена на соединении кожуха с домом. Сейчас не очень хорошо.
Если щели по бокам и внизу кожуха становятся достаточно большими, и это не занимает много времени, это отверстие становится магистралью для насекомых и тварей.
Угадайте, какое существо первым войдет сюда и устроит где-нибудь там дом. Мышей. Угадай, какое существо второе. ЗМЕИ! Посмотрите на картинку ниже. Это змеиная кожа внутри подвала, а металл на заднем плане является частью системы вентиляции и кондиционирования.
Итак, теперь вы знаете, почему мы так строго оцениваем эти кожухи, когда видим, что они имеют эти проблемы.
Спасибо,
Ричард Акри
Комментарии в этом сообщении в блоге являются интеллектуальной собственностью Ричарда Акри, президента HABITEC Home and Building Inspections, LLC и участников сети Active Rain Real Estate, и предназначены для обучения и оказания иной помощи владельцам домов, продавцам и покупатели, владельцы зданий, продавцы и покупатели, риэлторы, инвесторы в недвижимость, управляющие недвижимостью и кредиторы в процессе владения, покупки или продажи домов или коммерческих зданий.HABITEC — это компания, занимающаяся инспектированием жилых (домов) и коммерческих зданий, обслуживающая Средний Теннесси, включая Нэшвилл, Брентвуд, Франклин, Мерфрисборо, Смирну, Маунт. Джульетта, Хендерсонвилл, Диксон, Белль Мид, Колумбия, Спринг-Хилл и другие! В дополнение к инспекциям зданий HABITEC предлагает экологические услуги для оценки плесени, тестирования радона и анализа качества воды. Дополнительную информацию о HABITEC можно найти на нашем веб-сайте по телефону http://habitecinspections.com или по телефону 615-376-2753.
Ричард Акри — автор HABITEC Home and Building Inspections Blog и основатель ActiveRain Group Tennessee Home and Building Inspectors . Приглашаем всех присоединиться и увидеть больше подобных блогов.
Как работает ваша система вентиляции и кондиционирования?
МАТЕРИАЛ, СОДЕРЖАЩИЙСЯ В ДАННОЙ СТАТЬЕ, ПРЕДНАЗНАЧЕН ТОЛЬКО ДЛЯ ОБЩИХ ИНФОРМАЦИОННЫХ ЦЕЛЕЙ И НЕ ЯВЛЯЕТСЯ ПРОФЕССИОНАЛЬНЫМ КОНСУЛЬТАЦИЕЙ.ГАРАНТИЯ LANDMARK HOME НЕ ЯВЛЯЕТСЯ СПЕЦИАЛЬНЫМ ЭКСПЕРТОМ В ОТНОШЕНИИ ДАННОГО МАТЕРИАЛА, И ВЫ ДОЛЖНЫ ПРОВЕДИТЬ СОБСТВЕННОЕ ИССЛЕДОВАНИЕ И / ИЛИ ПОСЕТИТЬСЯ СООТВЕТСТВУЮЩИМ КВАЛИФИЦИРОВАННЫМ ПРОФЕССИОНАЛАМ В ОТНОШЕНИИ СВОИХ КОНКРЕТНЫХ УСЛОВИЙ. ГАРАНТИЯ LANDMARK HOME НЕ НЕСЕТ НИКАКОЙ ОТВЕТСТВЕННОСТИ И ОПРЕДЕЛЕННО ОТКАЗЫВАЕТСЯ ОТ ОТВЕТСТВЕННОСТИ ЗА ИСПОЛЬЗОВАНИЕ ВАМИ ЛЮБОЙ И ВСЕЙ ИНФОРМАЦИИ, СОДЕРЖАЩЕЙСЯ ЗДЕСЬ.
Когда вы думаете о вашей системе отопления, вентиляции и кондиционирования воздуха, вы можете подумать о громоздких кондиционерах, которые стоят возле вашего дома, или о печи в вашем подвале.Вы можете даже подумать о вентиляционных отверстиях в спальне, гостиной или кухне. Но задумывались ли вы когда-нибудь о металлических каналах, которые соединяют ваш кондиционер и печь с этими вентиляционными отверстиями? Эти металлические каналы называются воздуховодами, и они являются неотъемлемой частью вашей системы HVAC.
В этой статье мы рассмотрим основные части воздуховодов вашей системы HVAC, как они работают и когда (и почему!) Их может потребоваться замена.
Какие основные части ваших воздуховодов HVAC и как они работают?
Есть несколько компонентов воздуховода HVAC, которые составляют вашу систему HVAC.Вот некоторые из основных частей:
Воздуховоды (трубы и магистрали)
Воздуховоды и желоба в вашем доме состоят из нескольких различных компонентов. Проще говоря, воздуховоды и стволы — это основные каналы, которые соединяются с воздухообрабатывающим устройством и обеспечивают проход для нагретого или охлажденного воздуха, который направляется по всему дому. Ствол воздуховода — это большой главный ствол, в то время как трубы воздуховода соединяют этот ствол с каждой комнатой вашего дома.
В большинстве случаев эти стволы и трубы изготавливаются из оцинкованной стали, но в местах, где вашим стенам требуется более гибкий вариант, можно также использовать гибкий алюминий.Этот алюминий обычно называют гибкими трубопроводами в воздуховодах.
Помимо ствола и труб, есть и другие воздуховоды, по которым воздух поступает в определенные места в доме. Например, высокий тонкий вертикальный воздуховод называется штабелем, который позволяет воздуху пропускать вертикально через тонкую стенку. Головки штабеля находятся в конце этого типа воздуховодов.
Переходы воздуховодов
Очевидно, что эти воздуховоды должны быть соединены в соответствии с формой дома, если ваша система HVAC должна работать эффективно.Не существует универсального подхода к системам HVAC, поэтому эти воздуховоды и трубы должны быть соединены с помощью переходов между воздуховодами.
Магистрали и трубы воздуховодов могут быть соединены с помощью съемников, поворотных лопаток, планок и других специализированных соединителей, а также могут заканчиваться угловыми башмаками. Эти элементы работают вместе, создавая проходы через ваш дом, которые обеспечивают комфортный воздух в ваши жилые помещения.
Пленум
Камера статического давления — это, по сути, большая камера, в которой хранится воздух для системы отопления, вентиляции и кондиционирования воздуха, который подсоединен к различным воздуховодам.Обычно в воздуховоде вашей системы HVAC есть две камеры статического давления; приточный и обратный пленум. Система HVAC заполняет приточную камеру нагретым или охлажденным воздухом, который затем направляется через воздуховоды системы. Когда этот нагретый или охлажденный воздух входит в комнату, он выталкивает уже присутствующий воздух из комнаты в другой набор каналов. Эти воздуховоды доставляют этот возвращенный воздух в обратную камеру. В зависимости от вашей системы HVAC, возвращаемый воздух затем либо направляется наружу через дымоход, либо фильтруется и отправляется обратно через процесс нагрева и охлаждения.
Дымоходы
Дымоходы выводят воздух наружу. Как правило, они находятся в системах отопления, вентиляции и кондиционирования воздуха, где в процессе нагрева или охлаждения образуются ядовитые пары. Эти газы выводятся наружу через дымоходы. Если ваша обратная камера не рециркулирует возвращаемый воздух, он может быть выпущен наружу через дымоход.
Трубопроводы хладагента
Линии хладагента внутри системы HVAC подают хладагент в компрессоры. Этот хладагент позволяет вашей системе HVAC охлаждать или нагревать воздух.
Воздухоочиститель
Воздухоочиститель в системе HVAC — это место, где расположены нагнетательный вентилятор и фильтр. Воздуходувка нагнетает воздух через воздуховоды. Воздухоочиститель также может включать в себя нагревательные или охлаждающие змеевики.
Сливные поддоны и трубопроводы
Системы
HVAC предназначены для нагрева или охлаждения воздуха, но обычно они также осушают воздух. Это означает, что в системе может накапливаться конденсат, поэтому существуют дренажные поддоны. Они забирают воду, которая образовалась в процессе нагрева или охлаждения, и сливают ее через дренажные линии за пределами вашего дома.Без дренажных поддонов в воздуховодах у вас в доме останется ржавчина или плесень.
Когда следует отремонтировать или заменить воздуховоды системы отопления, вентиляции и кондиционирования воздуха?
Срок службы большинства воздуховодов составляет от 10 до 15 лет, в зависимости от технического обслуживания вашей системы HVAC. (Убедитесь, что вы заботитесь о своей системе HVAC, меняя фильтр не реже одного раза в три месяца! Дополнительные советы по обслуживанию HVAC см. Здесь.) Если ваш воздуховод HVAC старше 10-15 лет, вы можете позвонить в HVAC технического специалиста, чтобы узнать, есть ли какие-либо улучшения, которые вы можете сделать, чтобы повысить его эффективность.Возможно, вам придется устранить некоторые утечки, чтобы повысить эффективность и качество воздуха.
Нужно ли заменять мои воздуховоды HVAC при замене кондиционера?
Настало время, когда вам нужно будет заменить хотя бы несколько частей вашей системы HVAC, особенно если вы приобретаете совершенно новую печь или кондиционер. Часто новые модели печей и кондиционеров не имеют компонентов, подходящих для работы с воздуховодом. В этом случае вам может потребоваться заменить определенные части воздуховода, даже если они находятся в удовлетворительном состоянии, потому что несовпадение систем может привести к тому, что ваш новый агрегат будет работать тяжелее, чем нужно, и преждевременно выйти из строя.
Как домашняя гарантия помогает при модификации воздуховодов ОВК?
Если у вас есть домашняя гарантия и ваша система отопления, вентиляции и кондиционирования воздуха нуждается в ремонте или замене, вам может потребоваться также замена частей воздуховодов! В противном случае ваша система и воздуховоды могут быть несовместимы.
К счастью, с домашней гарантией Landmark модификации HVAC включены в ваше покрытие. Landmark платит до 500 долларов за модификацию переходов для обработки воздуха; пленумы; переходы воздуховодов; дымоходы; гибкий трубопровод; трубопроводы хладагента; сливные поддоны и трубопроводы; и внутреннюю электрическую систему, если какая-либо из них должна быть заменена в связи с ремонтом или заменой вашего блока HVAC.Это может быть огромной помощью для большинства домовладельцев, которые не понимают, что, когда печь или кондиционер необходимо отремонтировать или заменить, остальная система может быть повреждена.
Если у вас есть система отопления, вентиляции и кондиционирования, и вы хотите защитить ее с помощью домашней гарантии от Landmark, получите расценки сегодня, чтобы узнать, сколько стоит защитить домашние системы и бытовую технику от дорогостоящего ремонта и замены.
Газовые кондиционеры высокого давления для тепловых кожухов и моделирования пространства от Bemco Inc.
Газовые кондиционеры высокого давления
Bemco HPG, Газовые кондиционеры высокого давления аналогичны PTS
Портативные кондиционеры температуры, за исключением того, что они предназначены для непрерывного
работа при давлении до двух атмосфер (29,4 фунтов на кв. дюйм).
Это более высокое базовое рабочее давление удваивает плотность газа на
кубических футов в минуту циркулирующего воздуха или газообразного азота, позволяющего использовать
соединительных трубок меньшего размера, увеличивая при этом тепловую способность.Помимо работы при более высоком базовом давлении, кондиционеры HPG
оснащены воздуходувками высокого давления, способными подавать
полный номинальный расход при падении давления в контуре до 10 дюймов
вода.
Кондиционеры HPG доступны для циркуляции газообразного азота или
воздуха. В системах прямого впрыска азота всегда используется азот
циркуляционные системы. Все системы HPG включают нагнетатель высокого давления
установлен в улитке высокого давления, выходящей через соответствующий
размер воздуховода или трубного соединения.Воздух или азот возвращается в
кондиционер через второй подобранный воздуховод или трубку.
Трубки с широким диапазоном температур или гибкие металлические трубки всегда подойдут.
используется с этими системами из-за более высокого рабочего давления
вовлеченный.
LN2l | Поток | Нагреватель | Максимум | Подъем петли | Температура | Охлаждение |
Охлаждение | стандартных кубических футов в минуту | Вт | Охлаждение, Вт | Полная нагрузка C | Диапазон | LN2 или Hp |
HPG1LD | 100 | 2000 | 1620 при -170 ° C | 5 @ -170 ° C | от -180 до 150 ° С | LN2 Прямой |
HPG1LH | 100 | 2000 | 1350 при -150 ° C | 5 @ -150 ° C | от -160 до 150 ° С | LN2 Hx |
HPG1MF | 100 | 2000 | 670 при -25 ° C | 5 при -25 ° C | от -35 до 150 ° С | 3 л.с. |
HPG1MN | 100 | 2000 | 780 при -60 ° C | 5 при -60 ° C | от -70 до 150 ° С | 3 л.с. x 3 л.с. |
HPG2LD | 200 | 4000 | 3230 при -170 ° C | 5 @ -170 ° C | от -180 до 150 ° С | LN2 Прямой |
HPG2LH | 200 | 4000 | 2710 при -150 ° C | 5 @ -150 ° C | от -160 до 150 ° С | LN2 Hx |
HPG2MF | 200 | 4000 | 1350 при -25 ° C | 5 при -25 ° C | от -35 до 150 ° С | 5 л.с. |
HPG2MN | 200 | 4000 | 1570 при -60 ° C | 5 при -60 ° C | от -70 до 150 ° С | 5 л.с. x 5 л.с. |
HPG5LD | 500 | 9000 | 8080 при -170 ° C | 5 @ -170 ° C | от -180 до 150 ° С | LN2 Прямой |
HPG5LH | 500 | 9000 | 5770 при -150 ° C | 5 @ -150 ° C | от -160 до 150 ° С | LN2 Hx |
HPG5MF | 500 | 9000 | 3360 при -25 ° C | 5 при -25 ° C | от -35 до 150 ° С | 10 л.с. |
HPG5MN | 500 | 9000 | 3910 при -60 ° C | 5 при -60 ° C | от -70 до 150 ° С | 10 л.с. x 10 л.с. |
Воздуходувка высокого давления приводится в движение установленным снаружи электродвигателем с двойным
обоймы шарикоподшипников благодаря высокому давлению и низкой температуре Bemco
уплотнение вала соединено удлиненным валом большого диаметра из нержавеющей стали.Как и в системах PTS, скорость двигателя HPG и общий расход газа в системе могут
регулироваться в соответствии с условиями нагрузки с помощью твердотельного накопителя с переменной скоростью
привод. Для предотвращения перегорания нагревателя требуется минимальный поток.
Быстродействующие нагреватели открытого типа или в оболочке, в зависимости от температуры системы
диапазон, увеличьте температуру по мере необходимости.
В строительстве асбест не используется. Внешние корпуса и корпуса машинного оборудования
изготовлены из холоднокатаной стали с отделкой Bemco Blue.Вся электрическая проводка соответствует Национальному электротехническому кодексу США.
По возможности используются компоненты, одобренные UL и CSA.
Приборы
Каждый кондиционер HPG включает в себя программируемый микропроцессор 1/4-DIN,
твердотельный 256-ступенчатый контроллер линейного изменения с 4-строчным ЖК-дисплеем
и большой красный светодиодный дисплей. Интерфейсы RS232 и RS485 являются стандартными.
Протокол — Modbus ™.Доступны драйверы LabVIEW ™.
Гарантированный контроль температуры + или — 1 C (+ или — 1,8 F), + или — 0,15
C (+ или — 0,25 F) типично.
LN2 Охлаждение
Для тех систем, которые включают охлаждение жидким азотом, либо
система прямого впрыска азота или теплообменник с жидким азотом
поставляется.
Системы с жидким азотом включают сдвоенные жидкостные соленоиды, один для пропорционального
контроль и один, чтобы действовать как блокировка, чтобы предотвратить побег в случае
неисправности соленоида.Сетчатый фильтр на жидкостной линии и предохранительный клапан
также включены.
Когда выбрана система теплообменника воздух-LN2, уровень жидкого азота
предусмотрена система управления. Система контроля уровня предотвращает попадание жидкости
продувка в случае вызова системы теплообменника
для большего охлаждения, но уже заполнен жидким азотом из-за предыдущего
требовать. Для систем HPG, связанных с тепловым кожухом или опорной плитой,
газообразный азот (GN2) всегда используется в качестве циркулирующей среды.
Механическое охлаждение
Системы с механическим охлаждением выбираются по эксплуатационным расходам по сравнению с
первая стоимость является основным соображением. Системы с механическим охлаждением
опционально может быть оснащена системой охлаждения с наддувом жидким азотом для обеспечения
работа при температуре до -180 C. В некоторых случаях должны быть приняты специальные меры.
чтобы изолировать систему охлаждения от этой низкой температуры.
Если указана система с механическим охлаждением, пропорционально регулируемый
каскад, два компрессора, холодильная установка на предельную температуру -70 С
системы, или одноступенчатая, одна компрессорная холодильная установка для
Предусмотрена система предельной температуры -35 ° C.Эти системы используют
современные экологически чистые хладагенты для охлаждения циркулирующих
воздух или газ. Система охлаждения включает автоматический байпас горячего газа.
и разгрузка всасывающего охлаждения. В каскадных системах также используются
эксклюзивный, высокопроизводительный коаксиальный каскадный теплообменник.
Все системы имеют датчики температуры и тока на каждом компрессоре, а также
многочисленные системы безопасности и защиты для надежной работы.Все стандартные системы имеют конденсацию с водяным охлаждением. Конденсация с воздушным охлаждением
доступно опционально.
Подходящие тепловые кожухи
Тепловые кожухи Bemcoil с газовым контуром, соответствующие выбранному кондиционеру HPG
предлагаются в составе космического симулятора Bemco или теплового
Вакуумная система или самостоятельно для установки в помещении конкурента.
продукта или в существующем оборудовании.
Bemcoil, является собственностью Bemco.
материал кожуха из нержавеющей стали, проверенный в условиях высокого вакуума
более 50 лет.Этот материал доступен в двух вариантах:
и версии с двойным тиснением. Изготовлен из сварного рулона 18 калибра.
нержавеющая сталь со сварными краями.
Поскольку каждая панель изготавливается на заказ, схему можно оптимизировать для
соответствовать как жидкости в кожухе, так и форме охватывающего
космос. Начиная с кожухов диаметром до 12 дюймов,
Bemcoil доступен для установки в системах размером до 50
футов в диаметре.Вы можете ознакомиться с нашим космическим симулятором
и продукты Thermal Vacuum system, нажав здесь, или вы можете увидеть больше
информацию о Bemcoil, нажав здесь.
Механические опции
- Набор из двух изолированных шлангов или металлических труб подходящего размера с
разъемы на обоих концах. Стандартная длина воздуховода
8 футов каждая. - Холодильные манометры (два на компрессор), установленные в холодильной камере.
упаковка.
Дополнительные инструменты
- 24 часа или 7 дней, цифровая индикация, самопечать, круговые самописцы
по температуре. - Самописцы с одним или несколькими ручками.
- Программируемая логика управления последовательностью тестовых процессов. Bemco рекомендует
Allen Bradley (ABB) ПЛК и программное обеспечение. - Объемный или массовый расход газа, отображение или управление
инструменты. - Набор из двух микропроцессоров, одного высокого и одного низкого, одобрен FM
контроль температуры безопасности. - Устройство безопасности при низком расходе со звуковой и визуальной сигнализацией.
- HMI с сенсорным экраном (человеко-машинный интерфейс).
- Интерфейсы связи RS232, RS485 и Ethernet.
- Графические панели управления с гравировкой или шелкографией.
Доступная литература Включает:
Bemco серии PTS и HPG, портативные температурные сервокондиционеры
и газовые сервокондиционеры высокого давления.Сервоприводы PTS обеспечивают
замкнутый контур потока воздуха или газа с регулируемой температурой и
Сервоприводы газа высокого давления HPG обеспечивают поток температуры
контролируемый газ высокого давления. Газовые кондиционеры HPG обычно используются
с тепловыми кожухами Space Simulator. Максимальная стандартная температура
диапазон от -185 C до +150 C. Более высокие температуры доступны по запросу.
Доступны шестнадцать стандартных моделей PTS и двенадцать стандартных моделей HPG.
Обсуждаются также газораспределительные панели.Документ — 8
страниц, 676 КБ скачать.
Описанные выше системы являются нашими Стандартными моделями. Мы делаем на заказ
оборудование по вашим спецификациям. Если у вас есть какие-либо вопросы, вам нужна помощь в составлении спецификации или техническая проблема, с которой вам нужна помощь, мы готовы. Наш
цитаты и советы бесплатны.
SuperBeetles.Com
Изменение кожуха вентилятора собачьей будки
Автор: Райан Баллоу
Проблема
что всегда, кажется, возникает при работе с двумя карбюраторами на двигателе VW
это зазор.Другой вопрос, что делать с
выходы обогревателя на кожухе вентилятора, когда вы не используете обогреватель
выхлопная система коробчатого типа. Простое решение этой проблемы — выйти
купить кожух собачьей будки в стиле вторичного рынка 36 л.с. Проблема в том, что
за редким исключением, они просто не охлаждаются так же хорошо, как стандартный кожух.
Тогда есть кожух, который использовался VW Thing, который не
поставляются с розетками для обогревателя.Однако, даже если вы найдете его в хорошем
форма, это будет не дешево.
Исправление I
выбрал модифицировать мой собственный кожух способом, похожим на
Вещь саван. Этот мод отнимает много времени и требует доступа.
и некоторые навыки работы со сварщиком MIG. Первый порядок работы —
отрезать выпускные отверстия воздуходувки. Они держатся всего за три места
сварных швов и выйдет из кожуха, как только эти сварные швы будут удалены.Когда выходы отсутствуют, рекомендуется пометить кожух
фломастером перед резкой. Я решил убрать неровности на
стороны кожуха, так как их единственная функция — подавать воздух
к розеткам.
Это оставляет
вы с частичными полостями по обе стороны от кожуха, где воздух будет
все равно не течь. Я рискнул, изменив внутренние лопатки и
вырежьте нижнюю половину каждой из этих лопаток, чтобы воздух
во внешнем канале кожуха, который направляется к головкам.До и после показания CHT показали небольшое улучшение охлаждения
так что этот шанс окупился.
К сожалению
новая форма кожуха пропускает внешние края
часть полости осталась после снятия воздуховодов. Маленький
кусок листового металла 22-го калибра был вырезан и приварен к
заполнить пропуски. Имейте в виду, что сварка такого тонкого листового металла может
будь хитрым даже с хорошим сварщиком MIG, работай медленно и ложись только наполовину
дюймовые бусины за раз, чтобы не перегревать кожух.
С теми
заполненные секции, теперь вы можете вырезать новые боковые части, чтобы закрыть
кожух обратно вверх. Помните, что при сварке тонкого листового металла ваша
лучший шанс избежать продувки — это разрезать патч-панели
идеально подходит. После установки новых сторон используйте дисковую шлифовальную машинку.
чтобы закончить сварные швы и все разгладить. Вы, вероятно, будете
с некоторыми деформациями тоже нужно бороться.Я снова натянул свой саван
просверливание нескольких точечных сварных швов, удерживающих внутренние лопатки на месте.
Затем я прикрутил металлический уголок к лицевой стороне кожуха, используя
существующие точки крепления для кронштейнов Alt и катушек. С пеленой
удерживая прямо угловым железом, я повторно сварил лопатки там, где просверливаю
точечные сварные швы, в основном использующие их для поддержки конструкции. Ну наконец то
немного Бондо кое-где и кожух был готов к грунтовке
и покрасьте.
Над всем этим
не был ориентирован на производительность, хотя, безусловно,
работать с двигателем проще. Углеводы легче R&R, пробки
и провода легче достать, и это действительно заставляет двигатель
просто выглядеть намного чище.
| 1-Вот наши раньше картинка, да еще и старая. Трудно увидеть зазор проблемы здесь, но в целом это не очень чистый вид двигательный отсек. | 2-Здесь вы можете точно увидеть, насколько близко углеводы находятся к горбам. на кожухе. Быстрый проход с помощью некоторых щупов показывает зазор менее 0,010 дюйма. В зависимости от того, какие впускные коллекторы установлены используется, этот зазор будет варьироваться. | 3-На двух предыдущих фотографиях вы не видели, насколько Пришлось забить кожух, чтобы получить это.010 дюймов зазора. Дошло до того, что расколол швы кожуха |
| 4-я предпочел отрезать этот выступ, а не сверлить точечный шов. Этот раздел все равно будет удален, поэтому окончание не имеет значения. | 5-Этот сварной шов было легче просверлить, так как разрезал всю секцию потребовалось бы больше времени, есть также точечная сварка на внутри вкладки.Я вырезал этот, а затем заточил вкладку, чтобы оставить готовая поверхность, когда закончите. | 6-С удаленным воздуховодом я сделал несколько чертежей, чтобы определить, что Я думал, что это будет лучше, прежде чем приступил к резке. |
| 7-Теперь это просто разрез по «пунктирной» линии. По-медленнее и сделайте все возможное, чтобы обе стороны совпадали.Вы даже можете захотеть сделать шаблон на бумаге и сложить его, чтобы проверить симметрию. | 8-С удаленными сторонами вы можете увидеть самое внешнее направление воздуха флюгер и как он создаст несвежий воздушный карман, если оставить его в покое. | 9-Я решил, что лучше всего будет отрезать флюгер о на полпути вверх. Таким образом, воздух, проходящий через эту часть кожух будет направлен в сторону голов. |
| 10-Я подумал, что с открытым кожухом это было бы неплохо возможность опрыскать внутренности средством для защиты от ржавчины и предотвращения ржавчины грунтовка. | 11-Всегда шлифуйте до голого металла на расстоянии не менее одного-двух дюймов от там, где вы собираетесь сваривать, по возможности спереди и сзади. | 12-Новая боковая часть — это всего лишь полоса листового металла 22-го калибра. что я вырезал по размеру, и стежок приварил на место. |
| 13-Вид профиля после установки новых сторон. | 14-После шлифовки всех сварных швов кожух начинает сниматься. в готовом виде | 15-Неизбежно будут некоторые искажения из-за обрезки и Сварка, быстрое и простое решение — это старый добрый Bondo. Делать убедитесь, что вы хорошо подготовили поверхность, если хотите, чтобы это продолжалось. |
| 20-Левая задняя после цветной шлифовки грунтовкой. | 16-Немного времени, потраченного на шлифовку блоков, очистит это. | 17-Теперь у нас есть красивый чистый край с плавными линиями. |
| 18-Левая сторона готова к грунтовке. | 19-Правая сторона готова для грунтовки. | 21-Правый задний. |
| 22-Готово к грунтовке и шлифовке, готово к цвету. | 23-Задний профиль. | 24-Передний профиль. |
| 25-Здесь вы не можете сказать, что кожух вообще был изменен, это почти похоже, что это было сделано вот так. | 26-Когда кожух снова на двигателе, вы можете увидеть, сколько еще комната там будет при установке двойных карбов. | 27-Наконец, когда все переустановлено, вы можете точно увидеть, как гораздо больше места. Есть хороший прочный дюйм зазора на карбюраторах и без воздуховодов кожух выглядит 100% чище.Больше никаких уродливых кепок. |
НАЗАД
к индексной странице High Performance 101 Далее >>
О
нас | Контакт
| События | Форум
| История | Дом
| Изображения | Интерактивный
| Ссылки | Техника
| Кожух вентилятора в собачьей будке, 36 л.с., без каналов нагревателя | Кожух вентилятора в собачьей будке, 36 л.с., с каналами нагревателя | |
Кожухи 36 л.с. обеспечивают гораздо больший доступ к двойным карбюраторам.Кроме того, они просто круто выглядят. Он подходит для масляного радиатора 1971 года и более поздних версий и не имеет каналов нагревателя. | Кожухи 36 л.с. обеспечивают гораздо больший доступ к двойным карбюраторам. Кроме того, они просто круто выглядят. Этот подходит для масляного радиатора со смещением 1971 года и более поздних версий. | |
79,95 долл. США | долл. США 82,95 | |
| Кожух вентилятора 36 л.с., не для собачьей будки, без воздуховодов обогревателя | Кожух для вентилятора, не для будки, 36 л.с., с каналами для обогревателя | |
| Кожухи 36 л.с. имеют правильно спроектированные внутренние воздуховоды.Кожух вентилятора не имеет каналов для обогревателей. Этот кожух предназначен для масляного радиатора 1970 года выпуска и ранее. | Кожухи 36 л.с. имеют правильно спроектированные внутренние воздуховоды. Здесь используется масляный радиатор 1970 года выпуска и ранее. | |
59,95 долл. США | долл. США 60,95 | |
| Кожух вентилятора из ХРОМА, 36 л.с., без каналов обогревателя | Кожух, из хрома, 36 л. Кожухи 36 л.с. обеспечивают гораздо больший доступ к двойным карбюраторам.Кроме того, они просто круто выглядят. Он подходит для масляного радиатора 1971 года и более поздних версий и не имеет каналов нагревателя. | Кожухи 36 л.с. обеспечивают гораздо больший доступ к двойным карбюраторам. Кроме того, они просто круто выглядят. Этот подходит для масляного радиатора со смещением 1971 года и более поздних версий. |
79,95 долл. США | долл. США 83,95 | |
| Хромированный кожух вентилятора без собачьей будки, 36 л.с., без каналов обогревателя | Кожух вентилятора из хрома, 36 л.с., не для собачьей будки, с воздуховодами обогревателя | |
| Кожухи 36 л.с. имеют правильно спроектированные внутренние воздуховоды.Кожух вентилятора не имеет каналов для обогревателей. Этот кожух предназначен для масляного радиатора 1970 года выпуска и ранее. | Кожухи 36 л.с. имеют правильно спроектированные внутренние воздуховоды. Здесь используется масляный радиатор 1970 года выпуска и ранее. | |
$ 64.95 | $ 69.95 | |
| Кожухи двухходового цилиндра (пара) — черные | Двухходовые кожухи цилиндра (пара) — Хром | |
Стальной кожух цилиндра с черным глянцевым покрытием.Отличная замена вашим старым поврежденным банкам. | Яркие и блестящие хромированные банки для двигателя действительно могут украсить старый двигатель. | |
28,95 долл. США | 31,95 долл. США | |
| Кожухи цилиндров с одним отверстием (пара) — Черные | Кожухи цилиндров с одним отверстием (пара) — Хром | |
Стальной кожух цилиндра с черным глянцевым покрытием.Отличная замена вашим старым поврежденным банкам. | Яркие и блестящие хромированные банки для двигателя действительно могут украсить старый двигатель. | |
25,95 долл. США | 28,95 долл. США | |
| Олово для нагрудника (запас) — черный | Олово для нагрудника (запас) — хром | |
Изолирует тепло выхлопных газов от моторного отсека.Стандартный стиль | Изолирует тепло выхлопных газов от моторного отсека. Хром в стоковом стиле. | |
26,95 долл. США | 30,95 долл. США | |
| Олово для нагрудника — черный | Олово для нагрудника — хром | |
Изолирует тепло выхлопных газов от моторного отсека. Без шланга для воздуха, без стояков | Изолирует тепло выхлопных газов от моторного отсека.Без шланга для воздуха, без стояков | |
26,95 долл. США | 30,95 долл. США | |
| Олово для нагрудника со шлангом — черный | Олово для нагрудника со шлангом — хром | |
Изолирует тепло выхлопных газов от моторного отсека. С воздушным шлангом, без стояков | Изолирует тепло выхлопных газов от моторного отсека.С воздушным шлангом, без стояков | |
26,95 долл. США | 30,95 долл. США | |
| Олово для нагрудника с подступенком — черный | Олово для нагрудника с подступенком — хром | |
Изолирует тепло выхлопных газов от моторного отсека. Без воздушного шланга, с стояками тепла | Изолирует тепло выхлопных газов от моторного отсека.Без воздушного шланга, с стояками тепла. Хром. | |
26,95 долл. США | 30,95 долл. США | |
| Cylinder Cool Tin (пара) — черный | Cylinder Cool Tin (пара) — Chrome | |
Охлаждающие банки типа 3 необходимы для любого применения или для бездорожья. Используйте эти банки, если сани не подходят. Продается парой | Охлаждающие банки типа 3 необходимы для любого применения или для бездорожья.Используйте эти банки, если сани не подходят. Продается парой | |
17,95 долл. США | 19,95 долл. США | |
| Воздушные дефлекторы цилиндра двигателя для шпилек головки 8 мм, пара | Воздушные дефлекторы цилиндров двигателя для шпилек головки 10 мм, пара | |
Эти воздушные дефлекторы защелкиваются под цилиндрами, помогая охлаждающему воздуху циркулировать из кожуха вентилятора, и НЕОБХОДИМЫ для надлежащего охлаждения.Старые попарно. | Эти воздушные дефлекторы защелкиваются под цилиндрами, помогая охлаждающему воздуху циркулировать из кожуха вентилятора, и НЕОБХОДИМЫ для надлежащего охлаждения. Продается парами. | |
5,95 долл. США | 5,95 долл. США | |
| Набор жестяных банок для воздухоохладителя собачьей будки (2 шт.) — Черный | Набор жестяных банок для воздухоохладителя собачьей будки (2 шт.)) — Хром | |
Набор жестяных банок, состоящий из двух частей, прикрепляется к задней части кожуха вентилятора собачьей будки, чтобы направлять горячий воздух, выходящий из охладителя, из моторного отсека. В комплекте с пломбами | Набор жестяных банок, состоящий из двух частей, прикрепляется к задней части кожуха вентилятора собачьей будки, чтобы направлять горячий воздух, выходящий из охладителя, из моторного отсека. В комплекте с пломбами | |
30,95 долл. США | 34,95 долл. США | |
| Олово шкива двигателя — черный | Олово шкива двигателя — хром | |
Шкив устанавливается за шкив и защищает ваш шкив от мусора. | Шкив устанавливается за шкив и защищает ваш шкив от мусора. | |
13,95 долл. США | 15,95 долл. США | |
| Набор жестяных салазок канала нагревателя двигателя, черный | Набор жестяных салазок канала нагревателя двигателя, хром | |
Последний штрих к контролю нагрева двигателя.Устанавливается между коробками обогревателя / соединительными трубками и картером двигателя. | Последний штрих к контролю нагрева двигателя. Устанавливается между коробками обогревателя / J-образными трубками и картером двигателя. | |
32,95 долл. США | 34,95 долл. США | |
| Олово с брандмауэром для охладителя собачьей будки | Олово межсетевого экрана для охладителя собачьей будки — хром | |
Абсолютно необходимо для предотвращения попадания горячего воздуха в моторный отсек. | Абсолютно необходимо для предотвращения попадания горячего воздуха в моторный отсек. | |
26,95 долл. США | 29,95 долл. США | |
| Firewall Tin, Early — Black | Firewall Tin, Early — Chrome | |
Защитная олово для масляных радиаторов не в стиле «собачьей будки» предотвращает попадание теплового фронта в моторный отсек, что абсолютно необходимо для надлежащего охлаждения. | Защитная олово для масляных радиаторов не в стиле «собачьей будки» предотвращает попадание теплового фронта в моторный отсек, что абсолютно необходимо для надлежащего охлаждения. | |
26,95 долл. США | 28,95 долл. США | |
| Стандартные крышки клапанов с тюками и прокладками, черные, пара | Стандартные крышки клапанов с тюками и прокладками, хромированные, пара | |
Некоторые предпочитают внешний вид стандартных клапанных крышек на своих автомобилях VW.Если ваши поцарапаны или плохо запечатаны, у нас есть качественные замены. Продаются парами и поставляются с прокладками и новыми фиксаторами. Подходит 61+ Тип 1. | Хромированные клапанные крышки в стандартном стиле могут выделить двигатель из толпы. Продаются парами и поставляются с прокладками и новыми фиксаторами. Подходит 61+ Тип 1. | |
22,95 долл. США | 19,95 долл. США | |
| Стойка генератора / генератора, необработанная | Стойка генератора / генератора, хром | |
Эта подставка подходит как для генераторов, так и для генераторов, поэтому ее можно использовать как в обоих приложениях, так и при замене генератора. | Эта подставка подходит как для генераторов, так и для генераторов, поэтому ее можно использовать как в обоих приложениях, так и при замене генератора. | |
19,95 долл. США | 30,95 долл. США | |
| Комплект опорной пластины генератора / генератора — черный | Комплект опорной пластины генератора / генератора — хром | |
Украсьте кожух вентилятора с помощью этого хромированного комплекта опорных пластин генератора / генератора, состоящего из трех частей | ||
12 долларов США.95 | 15,95 долл. США | |
| Олово воздушного дефлектора нижнего цилиндра, левая сторона | Олово воздушного дефлектора нижнего цилиндра, правая | |
Это маленькая жестяная пластина дефлектора, которая находится под пластиной главного цилиндра ближе к задней части автомобиля. Он предотвращает утечку охлаждающего воздуха по сторонам цилиндра. | Это маленькая жестяная пластина дефлектора, которая находится под пластиной главного цилиндра ближе к задней части автомобиля.Он предотвращает утечку охлаждающего воздуха по сторонам цилиндра. | |
12,95 долл. США | 12,95 долл. США | |
| Отражающая пластина стойки генератора / генератора | Прокладка стойки генератора / генератора, продается каждый | |
Устанавливается под подставкой для предотвращения разбрызгивания масла при работающем двигателе.Обязательно закажите верхнюю и нижнюю прокладки, чтобы они не протекали! | Устанавливается над и под пластиной дефлектора масла. Продано каждая. ЗАКАЗ ВТОРОЙ. | |
1,95 $ | $ 0,95 | |
| Стандартный вентилятор охлаждения, поздняя модель, широкая для охладителя собачьей будки | Вентилятор охлаждения HD WELDED, поздняя модель, широкая для охладителя собачьей будки | |
Распространенной причиной перегрева является установка неправильного вентилятора на более позднюю модель автомобиля.Это штатный вентилятор для охладителя конуры последней модели с более широкой лопастью. ПРИМЕЧАНИЕ. Ширина этого вентилятора составляет примерно 37 мм, он НЕОБХОДИМ для … | Распространенной причиной перегрева является установка неправильного вентилятора на более позднюю модель автомобиля. Этот вентилятор HEAVY DUTY является правильным охлаждающим вентилятором для кулеров последней модели с более широкими лопастями. Этот вентилятор был приварен ко всем остальным вентиляторам … | |
34,95 $ | 69,95 $ | |
| RACE QUALITY Вентилятор охлаждения, поздняя модель, широкая для охладителя собачьей будки | Комплект ступицы для крепления охлаждающего вентилятора | |
| Этот вентилятор SUPER DUTY RACE — подходящий вентилятор для охладителя последней модели с более широкими лопастями.Этот вентилятор приварен к каждой лопасти вентилятора, в отличие от блока HD, который приварен только к каждой другой лопасти и динамически сбалансирован для … | В этот комплект входят две детали для крепления охлаждающего вентилятора к генератору или генератору. Вы можете использовать обе или одну из волнистых шайб, чтобы правильно распределить вентилятор, чтобы он не ударялся о кожух вентилятора во время вращения. СОВЕТ: Используйте тонкие регулировочные шайбы для шкива генератора / генератора, чтобы точно установить расстояние. | |
89,95 долл. США | 15 долл. США.95 | |
| Немецкий шланг обогревателя, от кожуха вентилятора до коробок обогревателя | Толстый толстый OE VW Шланг обогревателя для тяжелых условий эксплуатации Жестяная втулка двигателя | |
Если вам нужно поменять шланги отопителя, этот немецкий шланг — лучший выбор. Он изготовлен из алюминия и покрыт бумагой изнутри и снаружи. Одной длины шланга обычно достаточно для работы с обеих сторон. | Эта оригинальная втулка VW использовалась на заводе, чтобы предотвратить прорезание острым краем жестяной коробки двигателя отверстия в шланге обогревателя в том месте, где он проходит через жестяную пластину заднего фартука. Это приводит к потере драгоценного охлаждающего воздуха, а также к низкому … | |
11,95 долл. США | 4,95 долл. США | |
| Уплотнение втулки шланга обогревателя | Заглушки воздуховода обогревателя для вторичного рынка Кожух вентилятора 36 л.с., пара | |
| Шланги обогревателя от кожуха вентилятора режутся острым оловом двигателя, когда они проходят через него к месту соединения с ящики обогревателя? Вы теряете ценный охлаждающий воздух, который должен поступать в двигатель в жаркий день, и теряете нагрев… | Если вы больше не используете воздуховоды нагревателя на кожухе вентилятора в стиле вторичного рынка мощностью 36 л.с., эти заглушки будут установлены в выходных отверстиях, чтобы предотвратить утечку вашего драгоценного охлаждающего воздуха. Продается парами и поставляется с винтами для установки. | |
2,95 долл. США | 4,95 долл. США | |
| Заглушки воздуховода нагревателя для стандартного кожуха вентилятора VW, пара | Трубка переходника блока нагревателя, соединительная труба | |
Если вы больше не используете воздуховоды обогревателя на заводском кожухе вентилятора VW, эти заглушки будут установлены в выходных отверстиях, чтобы предотвратить утечку вашего драгоценного охлаждающего воздуха.Продается парами и поставляется с винтами для установки. | Это соединительная труба, которая входит в коробку обогревателя и позволяет подсоединить шланг свежего воздуха к кожуху вентилятора. Для фиксации шланга требуется специальный зажим. | |
5,95 долл. США | 2,95 долл. США | |
| Зажим для шланга нагревательной коробки | ||
Это зажим, которым шланг нагревателя, идущий от кожуха вентилятора, крепится к металлической трубке, в которую он вставляется в корпус нагревателя. | ||
$ 3.95 | ||
Кондиционирование воздуха без охлаждения | Детали устройства U-Fix-It
Это большое дело, когда кондиционер выключается жарким летним днем, но нет необходимости ждать, пока к вам приедут помощь. Многие неисправности кондиционера несложно выявить и устранить. Следующая процедура проверки поможет вам определить, связана ли проблема с вашим наружным блоком с двигателем вентилятора, конденсатором или контактором.
Поиск и устранение неисправностей «наружный кондиционер не работает» начинается с нескольких простых шагов, которые имеют общий смысл:
- Убедитесь, что термостат настроен на охлаждение, а внутренний блок работает (выдувает воздух через вентиляционные отверстия в помещении).
- Слушайте наружный блок на предмет звука работы компрессора.
- Если вы слышите, как работает компрессор, перейдите к «секция A» ниже. Обратите внимание, компрессоры могут работать тихо.
- Если вы не слышите работу компрессора, перейдите к «секция B» ниже.
Раздел А; Вы слышите, как работает компрессор кондиционера, а двигатель вентилятора не вращается.
Поскольку компрессор работает, вы знаете, что на наружный блок подается напряжение 220 вольт, и вы знаете, что контактор выполняет свою работу по подаче этих 220 вольт на компрессор и двигатель. Неисправность будет заключаться в неисправном конденсаторе и / или неисправном двигателе. Конденсаторы можно проверить с помощью мультиметров, которые могут считывать микрофарады, или вы можете отнести конденсатор (и двигатель) в ближайший магазин U-FIX-IT для бесплатного лабораторного испытания.Если конденсатор исправен, значит, ваш двигатель неисправен.
Осторожно — Конденсаторы могут накапливать электрический заряд (как аккумулятор). Опасность поражения электрическим током несмертельна, но это неинтересно. Убедитесь, что напряжение 220 В отключено, и разрядите конденсатор, закоротив клеммы конденсатора (с помощью изолированной отвертки), прежде чем отсоединять провода от клемм.
Интересные факты
- Конденсатор, подключенный как к компрессору, так и к двигателю, может выйти из строя только на стороне двигателя.
- Неисправные двигатели вентилятора кондиционера иногда можно запустить, «раскрутив» лопасть вентилятора палкой — это все равно плохой двигатель.
Приобрести новый двигатель переменного тока
Раздел Б ; Вы не слышите работу компрессора кондиционера и двигатель вентилятора не вращается. . Следующим шагом по устранению неполадок будет проверка напряжения 220 В, потому что маловероятно, что компрессор и двигатель вентилятора выйдут из строя одновременно. Этот симптом чаще всего возникает из-за выхода из строя контактора (см. Рисунок выше).Вы можете доказать, что проблема в контакторе, используя мультиметр, или вы можете отнести контактор в ближайший магазин U-FIX-IT для бесплатного стендового испытания.
Проверка контактора на наружном блоке кондиционера
- С помощью мультиметра убедитесь, что на контактор поступает 220 вольт, а на контакторе (на двигатель и компрессор) идет ноль вольт. Если у вас выходит 220 Вольт (контактор в порядке), проверьте конденсатор или подключите его к U-FIX-IT для бесплатной стендовой проверки.
- Проверьте наличие 24 В на клеммах катушки. Если нет 24 В, позвоните по телефону U-FIX-IT за помощью.
- Контактор неисправен, если мультиметр показывает входящее 220 вольт, выходное нулевое напряжение и 24 вольт на клеммах катушки.
Внимание: будьте осторожны при измерении напряжения под напряжением, чтобы не касаться оголенных соединений или замыкать их на шкаф или другие клеммы с помощью измерительных щупов.