Как согнуть профильную трубу — радиусная гибка профиля
Профильные трубы – металлоизделия, используемые для сооружения теплиц, парников, беседок, навесов. Часто для достижения желаемого результата квадратный или прямоугольный трубный прокат необходимо изогнуть по определенному радиусу. Трубу изгибают с приложением силы давления: либо при комнатной температуре, либо при повышенной. Технологию гибки профиля по радиусу подбирают с учетом размеров сечения, толщины стенки, материала, из которого он изготовлен. В домашних мастерских обычно гнут профильную продукцию из стали (при малом сечении) и более мягких цветных металлов и их сплавов.
Какие дефекты могут возникнуть при неправильном выборе или нарушении технологии?
Процесс сопровождается растягивающими усилиями, которые действуют на наружную часть изгиба, и сжимающими – на внутреннюю часть. Изготовить качественное изделие можно только, зная технологические правила процесса, иначе вероятны:
- нарушение соосности участков;
- появление трещин на стенке, расположенной на внешней стороне изгиба;
- образование на внутренней стороне изгиба неравномерных складок;
- расхождение шва сварного профиля.


Совет! Во избежание брака рекомендуется гнуть трубы с высотой профиля (h) до 20 мм на отрезке, длина которого равна или превышает величину 2,5*h. Если высота профиля более 20 мм, то минимальный отрезок равен 3,5*h. Тонкостенную продукцию большого сечения (толщина стенки менее 2 мм) согнуть с получением качественной детали не получится.
Для пластичных малоуглеродистых нелегированных и низколегированных марок стали характерна некоторая «пружинистость». Это означает, что после гибки труба стремится восстановить прежнее положение. Поэтому для таких изделий часто необходима подгонка по шаблону.
Как правильно согнуть профильную трубу с нагревом и при комнатной температуре?
Однозначно рекомендовать, в каких случаях необходимо повышать пластичность металла нагревом, не всегда возможно. Однако практический опыт подсказывает, что:
- Прокат с высотой профиля до 10 мм гнут без прогрева.
- Изделия с высотой в диапазоне 10-40 мм при наличии гибочного устройства изгибают обычно без нагрева. Если специализированного оборудования нет, то решение принимают, в зависимости от высоты профиля, толщины стенки, пластичности металла.
- Трубный профильный прокат с высотой профиля свыше 40 мм обычно обрабатывают при повышенных температурах.
 Если специализированного оборудования нет, то решение принимают, в зависимости от высоты профиля, толщины стенки, пластичности металла.
Если специализированного оборудования нет, то решение принимают, в зависимости от высоты профиля, толщины стенки, пластичности металла.
Гибка с нагревом
При горячей радиусной гибке применяют наполнитель, функции которого обычно выполняет песок средней фракции – до 2,5 мм. Пылеватые частицы (менее 0,7 мм) отсеивают, поскольку они могут спечься при высоких температурах. Задача наполнителя – не допустить появления трещин на наружной стороне изгибаемой трубы и мелких складок – на внутренней. Песок перед использованием нагревают до температуры +150°C.
Заглушки для трубы изготавливают из глины или дерева в форме усеченной пирамиды. Длина пирамиды должна быть больше в 10 раз ширины основания. А площадь основания – в 2 раза больше площади сечения заглушаемой трубы. На одной заглушивающей детали изготавливают продольные пазы, которые при нагреве металла будут служить каналами для отведения газов.
Основные этапы процесса горячей гибки:
В один конец трубы вставляют заглушку, а во второй засыпают прокаленный песок. Для уплотнения наполнителя стенки трубы простукивают киянкой. Требуемый участок нагревают паяльной лампой или газовой горелкой до приобретения металлом бордово-красного оттенка. При обработке труб, сваренных по длине из отдельных отрезков, необходимо проконтролировать, чтобы в зоне нагрева отсутствовал сварной шов. При работе со сварными трубами продольный шов располагают на наружной части изгиба. Перед тем как загнуть трубу, ее фиксируют в тисках или специальных зажимах. Отрезок сгибают одним плавным движением. После гибки изделия удаляют заглушки и высыпают сыпучий наполнитель.
Многократно нагревать трубу не рекомендуется, поскольку она потеряет прочность.
Способ холодной гибки
Изделия с высотой профиля до 10 мм обрабатывают без наполнителя. В тонкостенных трубах малого сечения используют пружины плотной навивки для обеспечения равномерного деформирования стенок трубы. Подбирают пружину такого диаметра, чтобы она могла входить в трубу плотно, но без нажима. Для простого удаления пружины к ее крайним виткам привязывают кусок проволоки. В прокате большого сечения в качестве наполнителя применяется прокаленный песок.
Подбирают пружину такого диаметра, чтобы она могла входить в трубу плотно, но без нажима. Для простого удаления пружины к ее крайним виткам привязывают кусок проволоки. В прокате большого сечения в качестве наполнителя применяется прокаленный песок.
Приспособления для гибки профильной трубы
В ряду оборудования, предназначенного для изгибания профильной трубы, присутствуют устройства, разной степени конструктивной сложности, производительности, точности результата.
Горизонтальная гибочная плита с отверстиями
Это несложное приспособление применяется для гибки профильной трубы небольшого сечения, позволяет согнуть ее без трубогиба. Представляет собой горизонтально расположенный стальной лист значительной толщины, в отверстия которого жестко устанавливаются металлические штыри-упоры. При изгибании изделие помещают между упорами, которые располагают в соответствии с требуемым радиусом гибки. На одном из штырей-упоров располагают насадку, обеспечивающую возможность регулирования радиуса изгиба. Процесс начинают с центра заготовки. Такой способ требует приложения значительной физической силы. Точность формы получаемой детали невысокая.
Процесс начинают с центра заготовки. Такой способ требует приложения значительной физической силы. Точность формы получаемой детали невысокая.
Гибка по оправке
Для работы с профилем с высотой стенки до 25 мм изготавливают оправку. В качестве базы устройства используют верстак с большой горизонтальной поверхностью. Шаблон изготавливают из фанерного листа или МДФ. Шаблон и профиль крепят к верстаку струбцинами. Трубу изгибают плавно. При необходимости гибки деталей по разным радиусам изготавливают несколько шаблонов.
Семейство ручных профилегибов ПГ
Профилегибы ПГ-1 и ПГ-3 – популярные устройства прокатного типа, приводимые в действие вручную. Применяются в индивидуальных хозяйствах и небольших ремонтно-производственных мастерских. Станок в стандартной комплектации предназначен для работы с трубным прокатом прямоугольного и квадратного сечения, швеллером, полосой из стали, а также алюминия, меди и их сплавов. Для обработки круглых труб требуется приобретение дополнительного комплекта роликов. Ролики устанавливаются между двумя опорными стенками корпуса. В профилегибе ПГ-2 ролики расположены снаружи корпуса.
Ролики устанавливаются между двумя опорными стенками корпуса. В профилегибе ПГ-2 ролики расположены снаружи корпуса.
Станок ПГ-6 – самый мощный и производительный в этом семействе. Эффективен для серийной гибки однотипных изделий. Причем одновременно можно гнуть 3 профиля, высота которых не превышает 40 мм. Максимальный размер поперечного сечения, с которым может работать ПГ-6, – 80 мм, толщина стенки – 3 мм.
Как правильно согнуть профильную трубу для теплицы
Как согнуть профильную трубу для каркаса теплицы в домашних условиях без заводских трубогибов и дорогих станков, каким способом гибки лучше воспользоваться.
Суть и проблемы гибки профильного трубопроката
Гибка металлических изделий независимо от формы сечения заключается в придании им частичной или полной плавно-изогнутой конфигурации. Одна из распространенных слесарных процедур производится либо только под давлением, либо под давлением в сочетании с нагревом изгибаемого участка. В это время на обрабатываемую часть полой металлической заготовки одновременно действуют силы сжатия с внутренней стороны заготовки и силы растяжения вдоль внешней стенки. Осложнения состоят в том, что:
Осложнения состоят в том, что:
- материал в процессе изменения формы может утратить соосность сегментов, т.е. части изогнутой заготовки не будут располагаться в единой плоскости;
- растягиваемая наружная стенка на участке сгибания может не выдержать воздействия и банально лопнуть;
- сжимаемая внутренняя стенка может вместо равномерного сокращения сложиться складками, напоминающими гофру.
Без знания тонкостей сгибания профиля есть риск просто смять изделие, испортив заготовку. Но безрассудство не наш путь! Тем более, если оно сопровождается материальными потерями. Во славу рациональной экономии будем учитывать все капризы профиля и характеристики «железного» материала. Не забудем про размеры сечения, толщину стенок профильной трубы, требующийся радиус изгиба и упругость стального сплава. Ориентируясь на указанные параметры, выберем правильный технологический путь – он же способ гибки.
Как гнуть профильную трубу для теплицы видео
Автор статьи: Светлана Галицина | Обновлено: 06-06-2020
Когда каркас теплицы сделан из трубопроката с квадратным или прямоугольным сечением, он очень надежен и срок его эксплуатации достаточно длительный. В данной статье речь пойдет о том, какими способами согнуть профильную трубу, чтобы арочная конструкция для вашей теплицы получилась правильной, надежной, недорогой.
В данной статье речь пойдет о том, какими способами согнуть профильную трубу, чтобы арочная конструкция для вашей теплицы получилась правильной, надежной, недорогой.
- 1 Как приготовить квадратную дугу
- 2 Использование трубогибочного станка
- 3 Способы гибки
- 4 Видео «Как сделать трубогиб и согнуть ним профильную трубу»
- 5 Холодный метод
- 6 С нагревом
- 7 Видео «Как работает трубогиб»
Как приготовить квадратную дугу
Благодаря тому, что металлоконструкция намного тоньше по сравнению с деревом, естественного света в теплице оказывается больше. Также этот материал более технологичен. Занимаясь возведением арочной теплицы, профиль нужно согнуть. Сгибается он для арки, идущей вертикальным способом от основания вверх, и посередине, дугообразным способом. Например, если вы выбираете теплицу Митлайдер, прочность каркаса будет обеспечена за счет соединения стоек и балок. В куполообразных парниках конструкции состоят из многоугольных рам (алюминия/металла), но собирать их самостоятельно достаточно трудно.
Сам же каркасный материал выбирается «под конструкцию» всего сооружения и его размеров. Если вы собираетесь строить теплицу арочного плана, каркас которой из металла, а не из гипсокартона, подготовьте:
- гибкие прутья (для полудуг) – длиной полтора метра, в количестве 12 штук;
- для строения высотой 1.8 м – 10 штук прутьев, длина которых 2 метра, а диаметр 30 миллиметров;
- изготавливать каркас необходимо начинать с того, чтобы определить отверстия для прутьев, иногда бывает нужно согнуть квадратную трубу, в которой сечение 20 на 20, а диаметр будет три метра.
Вам понадобятся такие инструменты:
- гибочный станок;
- профильные трубы;
- рулетка, простой карандаш;
- болгарка;
- сварка.
Гибочный станок можете сделать самостоятельно, на нем собственно и необходимо гнуть профильную трубу. Прокручивайте его рукояткой. Потребуется приложить немало сил, даже когда толщина стенки материала около двух миллиметров, ведь это не то что гипсокартон сложить! Если станка у вас нет, можете согнуть и руками.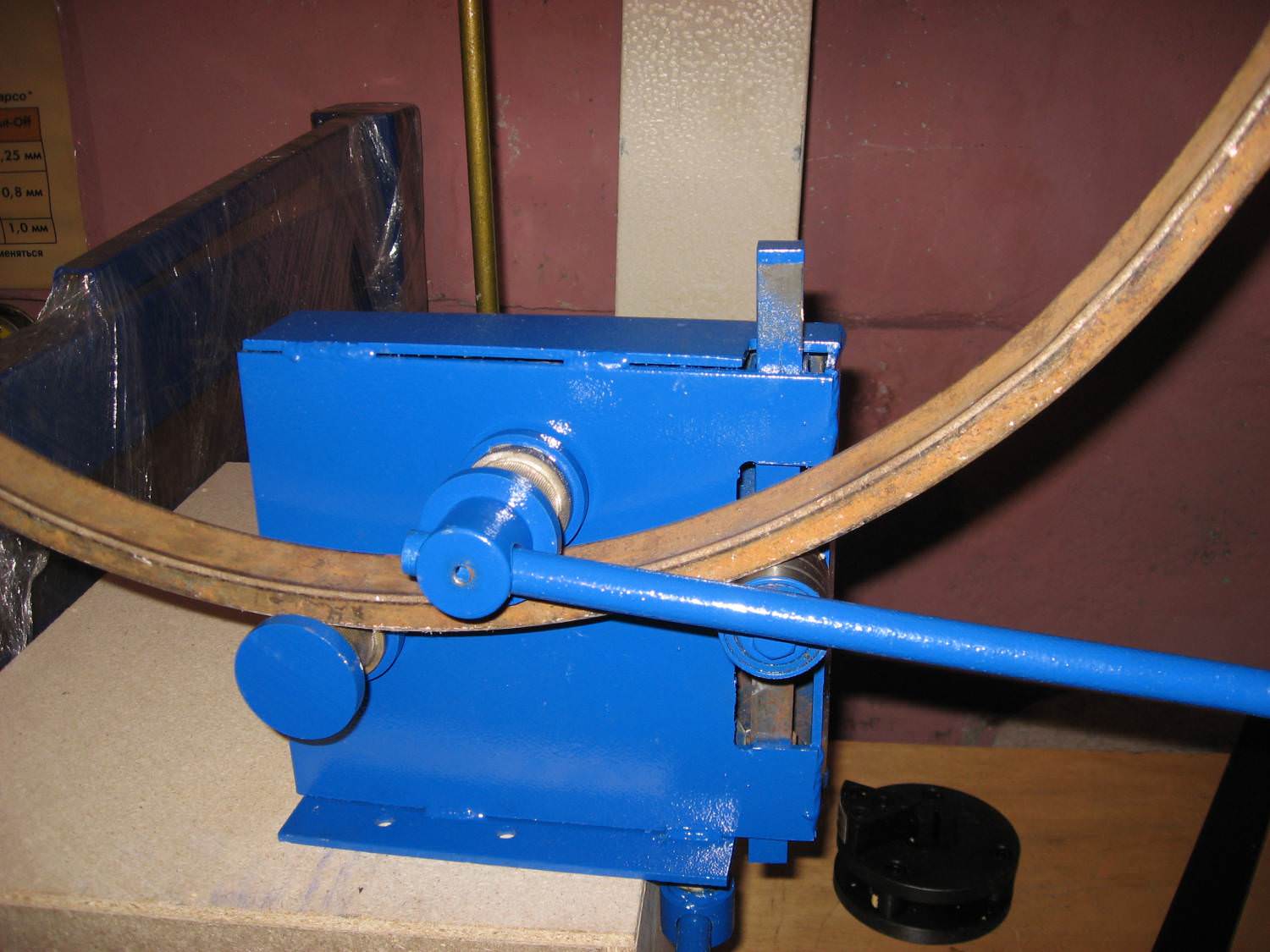 Скрепите трубы, идущие параллельно. Нужного радиуса дугу изобразите прямо на земле, приложите изделие и подогните таким образом, чтобы оно стало точно таким же, как и на чертеже. Следующую дугу нужно гнуть по образцу первой.
Скрепите трубы, идущие параллельно. Нужного радиуса дугу изобразите прямо на земле, приложите изделие и подогните таким образом, чтобы оно стало точно таким же, как и на чертеже. Следующую дугу нужно гнуть по образцу первой.
Трубу заранее нужно подпилите на равные части при помощи Болгарки, и дальше уже гнуть по образцу. В тех местах, где были подпилы, обработайте при помощи точечной сварки. Легкий и крепкий профиль достаточно легко соединить с плоскостями. К тому же он способен выдержать достаточно большую поперечную нагрузку.
Зачем нужно знать характеристики профиля?
Профильный трубопрокат от стандартного круглого варианта отличается формой сечения, которая может быть квадратной, овальной, прямоугольной или плоскоовальной. Согласно регламенту ГОСТа Р за номером 54157-2010 круглое изделие также входит в перечень профильной продукции. Однако в тепличном строительстве чаще всего применяют изделия с квадратным и прямоугольным сечением, например, профильные трубы 40х20 мм, потому что к их ровным плоским стенкам проще прикрепить покрытие.
Для разнообразных народнохозяйственных нужд продукцию выпускают в широком диапазоне размеров. Различается она по конфигурации и площади сечения и, естественно, по толщине стенок. Совокупность размеров определяет пластические возможности. На профессиональном языке они называются минимально допустимым радиусом закругления. Значит, прежде чем узнать, как сделать заготовку для каркаса, нужно выяснить, какой наименьший радиус плоской округлой деформации заготовка сможет «пережить» без повреждений.
Для определения минимально допустимого радиуса сгиба квадратного или прямоугольного профиля нам нужна высота h, потому что:
- изделия с высотой профиля до 20 мм согнутся без перехода в разряд непригодного брака, если гибка будет произведена на участке длиной 2,5×h и более;
- трубопрокат с высотой профиля свыше 20 мм без потерь выдержит деформацию на участке длиной 3,5×h и более.
Обозначенные лимиты необходимы тем, кто задумал делать стеллажи, полочки и рамы для форточек или двери. Свои корректировки в область ограничений вносит и толщина стенок. Широкие трубы с тонкими стенками толщиной до 2мм вообще не рекомендуют гнуть. Лучше воспользоваться сваркой.
Свои корректировки в область ограничений вносит и толщина стенок. Широкие трубы с тонкими стенками толщиной до 2мм вообще не рекомендуют гнуть. Лучше воспользоваться сваркой.
Домашним мастерам, решившим делать дуги для арочной теплицы, нужно учесть, что применяемые в быту изделия из обычных углеродистых или низколегированных стальных сплавов после приложения к ним усилий имеют свойство слегка «пружинить». Они как бы пытаются вернуться в прежнее состояние. Следовательно, после того как начинающий слесарь своими руками завершит гибку всех дуг, ему придется повторить обработку и вновь подогнать арки по шаблону. Желательно изначально учесть значение пластического момента сопротивления Wp. Его обычно указывают в документах продаваемого стройматериала. Чем данный момент меньше, тем меньше возни будет с подгонкой.
Как согнуть трубу квадратного типа для конструкций из поликарбоната
При монтаже теплиц из поликарбоната обычно применяется конструкция квадратного типа. Для того чтобы согнуть такую трубу в домашних условиях, потребуются следующие инструменты:
Для того чтобы согнуть такую трубу в домашних условиях, потребуются следующие инструменты:
- Специальный станок для гибки;
- Сами конструкции для выполнения дуг;
- Линейка;
- Болгарка;
- Агрегат для сварки.
Для начала работы необходимо разделить конструкцию на равные части. Затем проводится подпиливание посредством болгарки. Зоны подпилов требуется обработать посредством точечного сварочного аппарата. Согнуть профильную трубу можно на специальном станке. Это не простая работа, ведь прокручивать агрегат требуется вручную.
Если у вас нет станка, можно произвести работу своими руками. Для этого две конструкции скрепляются параллельно друг другу. Чертеж с нужным изгибом выполняется на земле. Затем, в соответствии с ним требуется согнуть первую конструкцию. Согласно ей проводится аналогичная работа со второй профильной трубой.
Подготовительные работы и чертёж
Основные параметры самодельного трубогиба должны быть отражены в максимально грамотном и подробном чертеже. Для осуществления изгиба профильной трубы необходимо принимать во внимание допустимый радиус изгиба для труб, имеющих различный диаметр и разные параметры толщины стенок. Параметры допустимых радиусов изгиба, применяемых для изделий с различными характеристиками, можно найти в специальной справочной литературе. Следует помнить, что нарушение радиуса негативно сказывается на качестве изгиба, выполняемого своими руками.
Для осуществления изгиба профильной трубы необходимо принимать во внимание допустимый радиус изгиба для труб, имеющих различный диаметр и разные параметры толщины стенок. Параметры допустимых радиусов изгиба, применяемых для изделий с различными характеристиками, можно найти в специальной справочной литературе. Следует помнить, что нарушение радиуса негативно сказывается на качестве изгиба, выполняемого своими руками.
Простейшим трубогибом может являться обычный шаблон. Для его изготовления необходимы стандартные деревянные доски с толщиной, которая немного превышает диаметр профильной трубы. Чтобы в процессе работ сгибаемая труба не выскальзывала из шаблона, при выпиливании досок следует выполнить небольшой наклон.
Вы также можете узнать о вариантах и этапах самостоятельного изготовления бетономешалки.
Основные параметры самодельного трубогиба должны быть отражены в максимально грамотном и подробном чертеже
Использование трубогибочного станка
Каждый, кто пытался согнуть профильную трубу, осведомлен с тем, что это очень нелегко. Гораздо проще и легче работать с гипсокартоном, но не в данном случае! Здесь на помощь — специальный трубогибочный станок или же собственноручный метод. Также один из способов – это огонь. Одну часть трубы прогревают, потом при помощи рычага, под определенным углом, сгибают. К недостаткам можно отнести внешний вид (по завершении) – довольно-таки неэстетичный и то, что потребуется приложить много физических усилий, ведь это же не гипсокартон!
Гораздо проще и легче работать с гипсокартоном, но не в данном случае! Здесь на помощь — специальный трубогибочный станок или же собственноручный метод. Также один из способов – это огонь. Одну часть трубы прогревают, потом при помощи рычага, под определенным углом, сгибают. К недостаткам можно отнести внешний вид (по завершении) – довольно-таки неэстетичный и то, что потребуется приложить много физических усилий, ведь это же не гипсокартон!
Конечно же, при помощи трубогибочного станка согнуть трубу можно намного аккуратнее, быстрее и легче. Держась за рукоятку, профиль тянется по валикам станка, притом что другой из них придавливает материал, чем и деформирует его. Гнуть изделие таким способом гораздо «приятнее», когда оно проходит через трубогиб, превращается в арку, причем того радиуса, который ему задали. Используя ручной станок, изделия можно гнуть, чтобы подогреть теплицу в период холодов.
Изготовить трубогиб. Вам понадобятся:
- 3 штуки ролика;
- специальный кронштейн с прижимной осью и ходовой винт;
- стол из металла;
- шаблон и заготовка;
- трубы из стали, диаметром 0. 7-1.5 см;
- швеллер и сварка;
- раствор из бетона.
 7-1.5 см;
7-1.5 см;Как гнуть профильную трубу при помощи сварки
Трубные изделия квадратного или прямоугольного сечения, высота стенки которых 30 – 40 мм и более, с трудом поддаются сгибанию, особенно при малых радиусах. Чтобы сформировать своими руками из такого материала красивый отвод в 90 градусов, без болгарки и сварочного аппарата не обойтись.
Порядок действий:
- Сделать шаблон изгиба, по которому проще изготовить несколько одинаковых деталей;
- Вдоль трубы болгаркой сделать надсечки трех стенок, оставив одну цельной. Чем больше надсечек, тем округлей будет изгиб;
- Один конец профиля надежно зафиксировать;
- Применив усилие, взявшись за второй конец постепенно согнуть трубу по шаблону так, чтобы пропилы образовали вогнутую часть изгиба. Плоскость сгибания не должна нарушиться, можно применить киянку;
- Пропилы заварить, места сварки отшлифовать.
Знание — оружие в руках строителя
Прежде чем выбрать способ изгибания металла, и перед тем как непосредственно гнуть его, важно изучить характеристики этого самого металлического профиля.
Для построения теплицы лучше брать прямоугольные профили, стенки которых должны быть обязательно больше хотя бы двух миллиметров.
Гибочные приспособления и машины
В семействе устройств и агрегатов для гибки есть представители разной степени технической сложности. Для начала рассмотрим средства для тех, кто озадачен вопросом, как и с помощью чего можно согнуть профильную трубу без применения специального оборудования. Затем перейдем к самодельным прокатным установкам.
Варианты простейших приспособлений
Использование элементарных «помощников» для холодной деформации регламентируют размеры материала:
- тонкий трубопрокат с высотой профиля до 10мм гнут с помощью горизонтальной плиты с отверстиями. В отверстия жестко установлены металлические штыри, играющие роль упоров. Сгибают изделие, расположив его между упорами, установленными в отверстия согласно радиусу гибки. Начинают от середины заготовки и постепенно продвигаются к краям. Минусы метода в приложении немалых мышечных усилий и в довольно низкой точности деформации;
- трубы с высотой профиля до 25мм гнут с помощью роликовых устройств, работающих по принципу станка Вольнова. Металлическая заготовка прочно закрепляется в тисках, а к обрабатываемой части прикладывается физическое усилие через ролик. Гибка производится качественней и равномерней, чем в предыдущем случае. Но от исполнителя по аналогии потребуются недюжинные усилия.
 Металлическая заготовка прочно закрепляется в тисках, а к обрабатываемой части прикладывается физическое усилие через ролик. Гибка производится качественней и равномерней, чем в предыдущем случае. Но от исполнителя по аналогии потребуются недюжинные усилия.
Металлическая заготовка прочно закрепляется в тисках, а к обрабатываемой части прикладывается физическое усилие через ролик. Гибка производится качественней и равномерней, чем в предыдущем случае. Но от исполнителя по аналогии потребуются недюжинные усилия.Для формирования изгиба с большим радиусом кривизны, типа дуг для арочного каркаса, применяются неподвижные округлые шаблоны с хомутиками для фиксации заготовки. Относятся данные приспособления к разряду плоскопараллельных пластин. Заготовка с усилием «укладывают» в паз, размеры которого равны размерам трубы. Сгибаемая вручную с помощью оправки труба принимает форму заданного контура.
Модернизированная гибочная плита
Если домашний слесарь не обделен физической силой, для собственных нужд ему пригодится простейший инструмент для довольно трудоемкой деформации профильной трубы. Его можно выполнить в виде панели, прикрепляемой струбцинами к рабочему столу или к верстаку. В приведенном на фото случае гибочная пластина приварена к металлическому постаменту, а вот он-то прикручен четырьмя болтами к бетонному полу мастерской. Чтобы убрать приспособление по завершению работы достаточно будет вывернуть болты. Никаких крепежных штырей после демонтажа не остается и не возвышается над поверхностью пола, значит, ничего не будет мешать передвижению и создавать травмирующих угроз.
Чтобы убрать приспособление по завершению работы достаточно будет вывернуть болты. Никаких крепежных штырей после демонтажа не остается и не возвышается над поверхностью пола, значит, ничего не будет мешать передвижению и создавать травмирующих угроз.
Принцип изготовления рабочей плоскости предельно прост:
- Гибочной плитой служит панель, вырезанная из толстого листового железа.
- Панель приварена к профильной трубе, устанавливаемой по телескопическим правилам в стойку пьедестала.
- В рабочей плоскости просверлено два отверстия под болты, являющиеся упорами.
- Радиус гибки регулируется с помощью установки на один из болтов насадок подходящего размера.
- С целью сохранения соосности отрезков, прилегающих к сгибу, над заготовкой устанавливается металлическая пластина, фиксируемая болтами.
Постамент многофункционален. У его владельца есть возможность использовать его в качестве миниатюрного верстака для выполнения внушительного количества слесарных операций.
Оправка для сгибания профильной трубы
Метод подходит для изделий с высотой стенки до 25мм. Мастеру потребуется большой по площади верстак и значительное по объему свободное пространство вокруг рабочей зоны. Один край верстака перфорируется часто расположенными отверстиями для крепежа оправки и для выбора оптимального положения детали, фиксирующей трубу. Шаблон для предстоящей пластичной деформации вырезается из толстой фанеры. Правда, фанерная оправка пригодна лишь для разовых гибочных процедур. Если работ по сгибанию предстоит проделать немало, оправки лучше сварить из стального уголка.
Использование ручного профилегиба
Значительные объемы работ по деформации нуждаются в механизации. Массовое изготовление изогнутых деталей отнимет у исполнителя слишком много здоровья. Чтобы облегчить гибку, желательно сделать станок по чертежу. Применяют их в основном для работ с заготовками крупного размера. Основными рабочими органами ручного агрегата являются три валка, два из которых закреплены неподвижно. Изменение положения третьего подвижного валка определяет угол сгибания.
Изменение положения третьего подвижного валка определяет угол сгибания.
Если вышеописанные способы не приемлемы, то у будущего владельца теплицы есть два выхода – аренда ручной установки или заказ изготовления округлых деталей. Процесс деформации заготовки продемонстрировало видео: как легче согнуть профильную трубу – многократной прокаткой или физическим воздействием, решать исполнителю.
При работе вручную важно соблюсти правила гибки профильных труб и не делать резких движений. Нужно следить за равномерностью деформации с внешней и внутренней стороны проката. Однако не следует слишком расстраиваться из-за мелких складок на внутренней поверхности сгиба: их можно исправить ударами молотка. Перед началом работ надо сделать шаблоны из проволоки, ДСП или гипоскартона для сверки и получения результата, соответствующего проекту.
- Автор: Алеся
- Распечатать
Оцените статью:
(6 голосов, среднее: 4.5 из 5)
Необходимые приспособления
Чтобы согнуть профильную трубу своими руками, необходимо иметь такие приспособления и оборудование:
- рулетка;
- уровень;
- болгарка;
- сварочный аппарат;
- транспортир;
- кувалда;
- тяжелый молот;
- паяльная лампа;
- керн;
- маркер или мел.

Для достижения точного результата рекомендуется воспользоваться специальным инструментом. Кондуктор представляет собой приспособление для точного расчета и резки стыкуемых деталей. Механизм используется для проведения разметки на концах арок, упоров, укосин и поперечин. Благодаря применению кондуктора сварочный шов получается ровным и аккуратным.
Помогите развитию канала – ставьте лайки, делайте репосты, подписывайтесь на наш канал и Вы не пропустите еще множество полезных статей! И заходите к нам на сайт посвященный самостоятельному монтажу различных труб.
Почему сгибание профильных труб может стать проблемой
По довольно очевидной причине — конструкция сделана из металла, а, значит, материал достаточно прочный и плохо поддается модификациям. Но даже для этих проблем существует и давно придумано профессиональное решение.
Трубы гнут следующим образом:
- металлическую трубу разогревают, при воздействии высоких температур металл становится мягким, и лучше поддается изменениям структуры;
- при нагревании на конструкцию воздействуют давлением, в месте повышения температуры в паре с давлением получается изгиб в нужную сторону.

Самое главное в этом вопросе не переусердствовать, и не помять трубу, не сломать ее, не довести целостность до образования трещин.
Теплицы, в которых применяются конструкции профилей
Каркас теплицы из алюминиевого профиля с многоскатной крышей – это прочная, надежная, легкая конструкция.
Элементы, которые изготавливаются из профилей, применяются во многих видах современных теплиц. Многоскатная крыша 8-угольной теплицы имеет прочную конструкцию. Материалом для каркаса в данном случае послужит алюминиевый профиль.
Профиль может быть кованым, формовым, катаным. Он сворачивается в бухты. Алюминиевый профиль есть возможность обрабатывать механически: скручивать, сверлить, вырубать. Конструкции из данного вида профиля могут быть соединены смолами на синтетической основе либо крепиться заклепками, болтами.
Профиль может быть фасонным, полным, предназначенным для изготовления каркаса парников и теплиц, стоек, стеллажей. Фасонный профиль есть возможность согнуть, просверлить, надрезать, чтобы была возможность применить его при изготовлении конструкции.
Виды теплиц.
Каркас из алюминиевого профиля является легким, прочным, нуждается в минимальном уходе, его можно укреплять своими руками.
Теплица имеет длительный период эксплуатации (20-25 лет). Значительный недостаток теплицы заключается в том, что она слишком дорого обойдется при строительстве своими руками.
Лидирующие позиции на рынке занимает теплица из оцинкованного профиля. Изделия из него являются долговечными, удобными, дешевыми.
Как согнуть профильную трубу в домашних условиях без трубогиба
Профильная труба применяется для создания различных металлических конструкций. При выполнении таких работ часто возникает необходимость согнуть трубу. В производственных масштабах применяются специализированные гибочные станки. Приобретать профессиональный гибочный станок для применения в бытовых условиях нерентабельно. Поэтому многих людей интересует вопрос: как согнуть профильную трубу в домашних условиях?
Сложность при выполнении работ
Чтобы согнуть профильную трубу, нужно применить физическую силу. Для уменьшения силы, необходимой для изгиба, осуществляют нагрев требуемого участка до высокой температуры. В домашних условиях нагрев можно выполнить паяльной лампой или газовой горелкой.
Для уменьшения силы, необходимой для изгиба, осуществляют нагрев требуемого участка до высокой температуры. В домашних условиях нагрев можно выполнить паяльной лампой или газовой горелкой.
Во время сгибания на разные стенки участка действуют различные силы:
- На внутреннюю воздействует сила сжатия.
- На наружную – сила растяжения.
Воздействие на один участок различных сил и вызывает трудности. Наружная поверхность во время изгиба подвергается растяжению. Излишнее давление может привести к порыву внешней поверхности или к уменьшению ее толщины. Внутренняя сторона, которая подвержена сжатию, может превратиться в складки.
Так, если не правильно осуществлять сгибание, можно помять или порвать заготовку. Во избежание повреждений детали, необходимо учитывать несколько важных факторов:
- Размер сечения.
- Толщину.
- Величина радиуса изгиба.
- Характеристики металла, из которого изготовлена деталь.
При выполнении процесса необходимо контролировать равномерность изгиба боковых стенок. Неравномерный изгиб боковых сторон может привести к нахождению различных частей одной заготовки в разных плоскостях.
Неравномерный изгиб боковых сторон может привести к нахождению различных частей одной заготовки в разных плоскостях.
Учитывая все перечисленные факторы, удастся правильно согнуть профильную трубу в домашних условиях.
Зависимость способа гибки от вида материала
Трубы могут иметь различное поперечное сечение. Они отличаются формой, площадью сечения и толщиной. Эти показатели влияют на минимальный радиус сгиба профильной трубы. Наиболее часто при создании металлических конструкций в домашних условиях применяются детали с квадратной или прямоугольной формой поперечного сечения.
Чтобы правильно согнуть профильную трубу квадратного или прямоугольного сечения, не повредив ее, при расчетах необходимо отталкиваться от ее высоты. Если высота составляет менее 20 мм, то можно выполнять сгибание на промежутке, длина которого в два с половиной раза больше, чем высота. Предметы, высота которых более 20 миллиметров, необходимо сгибать на промежутках, имеющих длину в три с половиной раза больше.
Процесс гибки профильной трубы с помощью оправки
Большую роль при выборе способа гибки играют и характеристики металла, из которого изготовлена труба. При сгибании заготовки из низкоуглеродистой стали следует учитывать, что материал после проведения процесса частично вернет свою первоначальную форму. Поэтому, при выполнении работ в домашних условиях, следует загнуть требуемый участок немного сильнее. После отпружинивания металла изделие приобретет необходимую форму.
На минимально допустимый радиус сгиба влияет и толщина стенки. Для профилей, толщина стенок которых составляет менее двух миллиметров, лучше применить способ резки с последующим применением сварочных работ. Для более толстых стенок можно применить способы горячего или холодного прокатывания.
Методы гибки
Для сгибания применяются специализированные приспособления (трубогибы). Эти устройства позволяют качественно выполнить процесс. В домашних условиях можно согнуть трубу без трубогиба несколькими способами.
Холодная гибка
При использовании этого способа металл не поддается воздействию высокой температуры. Сгибать необходимо на заранее изготовленном шаблоне. Для удержания применяются тиски или самодельные приспособления. Этот метод используется для изделий с небольшой толщиной. Высота профиля при таком методе не должна превышать 10 мм.
Горячее сгибание
Заготовки, высота поперечного сечения которых составляет от 10 до 40 миллиметров, следует сгибать с применением нагрева. Участок, на котором будет сгиб, нагревается до высокой температуры. Таким образом удается уменьшить силу оператора.
Таким образом удается уменьшить силу оператора.
ВНИМАНИЕ: Во избежание ожогов, при применении нагрева следует использовать индивидуальные средства защиты, такие как перчатки и очки.
Рычагом
Чтобы сгибать без специализированных приспособлений, оператор использует физическую силу. При небольших размерах изделия больших усилий от оператора не требуется. Если обрабатываемый предмет имеет высоту сечения более 10 миллиметров, для увеличения давления используется рычаг. Работа выполняется следующим образом:
- Подготавливается шаблон нужной формы. Он должен быть изготовлен из прочного материала;
- Шаблон и заготовка крепятся в тисках;
- На свободный край трубы надевается рычаг. Длина рычага должна быть достаточной для повышения усилия;
- Воздействием на рычаг осуществляется сгибание.
Использование рычага при сгибании может применяться как при холодной, так и при горячей гибке.
Использование пружины
При небольших размерах изделия используется пружина. Она оказывает внутреннее противодействие, и предотвращает деформацию металла. Перед выполнением работ необходимо изготовить пружину из стальной проволоки (толщиной от 1 до 4 миллиметров). Форма пружины должна соответствовать форме поперечного сечения заготовки. По размеру пружина должна быть немного меньше диаметра трубки.
Она оказывает внутреннее противодействие, и предотвращает деформацию металла. Перед выполнением работ необходимо изготовить пружину из стальной проволоки (толщиной от 1 до 4 миллиметров). Форма пружины должна соответствовать форме поперечного сечения заготовки. По размеру пружина должна быть немного меньше диаметра трубки.
Пружина для гибки профильной трубы
Пружина помещается вовнутрь детали на место сгиба. После этого, процесс сгибания может быть выполнен как холодным, так и горячим методом. В процессе сгибания пружина, создавая внутреннее противодействие, не допускает повреждения внутренней и наружной поверхности сгиба. По окончании работ необходимо извлечь пружину из детали.
Вместо пружины можно использовать чистый и сухой песок. Один край трубы закрывается деревянной пробкой. Через открытый край деталь полностью заполняется песком. После заполнения, вторая сторона закрывается деревянной пробкой. Песок внутри обрабатываемого предмета дает возможность сохранить форму профиля и снижает степень деформации при сгибании.
Резка и сварка
При этом способе внутренняя и боковые стороны сгиба надрезаются болгаркой, после чего обрабатываемый предмет можно легко согнуть. Процесс происходит следующим образом:
- На внутреннюю сторону профиля наносится разметка;
- Согласно разметке, внутренняя и боковые поверхности надрезаются углошлифовальной машиной;
- Заготовка сгибается до тех пор, пока стыки пропилов не соприкоснутся друг с другом;
- Соединенные стыки свариваются между собой;
- Сварочные швы шлифуются.
Приспособления для выполнения работы
Согнуть профильную трубу в домашних условиях можно быстро и качественно, если изготовить специальные приспособления. Создать приспособление для гибки можно своими руками из подручных материалов.
Чтобы сгибать предметы с небольшим диаметром поперечного сечения и маленькой толщиной, можно использовать горизонтальную плиту с упорами. Для этого необходимо закрепить на плите штыри из металла. За счет упора, в штыри осуществляется сгибание предмета.
Как сделать трубогиб для гибки профильных труб
Изделия с высотой более 10 миллиметров, следует гнуть в роликовых приспособлениях. Работа с роликовыми приспособлениями позволяет выполнить сгибы высокой точности. Для снижения силы, прикладываемой оператором, давление на ролик осуществляется при помощи рычага.
Видео: Как согнуть трубу без трубогиба для навеса
Советы по гибке металлической трубы
Металлические трубы производятся и поставляются ровными прямыми отрезками. Но многие трубы в реальных условиях эксплуатации имеют различные углы сгиба. Для решения этой задачи используется как специализированное оборудование, так и самодельные вариации. Некоторые трубы можно гнуть с использованием подручных средств.
Для решения этой задачи используется как специализированное оборудование, так и самодельные вариации. Некоторые трубы можно гнуть с использованием подручных средств.
Какие трубогибы бывают?
Трубогибы можно классифицировать по способу гибки, и по типу приведения в действие механизма гибки.
По способу гибки можно разделить:
- Пружинный. Этот способ можно использовать для мягких материалов – например, пластиковых. Пружина надевается на трубу, и благодаря ей можно выполнить плавный сгиб при этом защитив от деформации место сгиба.
- Арбалетный. Труба фиксируется тремя держателями, один из которых, перемещаясь, формирует изгиб, а два других удерживают изделие.
- Сегментный. Этот вид называется так, потому что в его конструкции присутствует сегмент, зеркально отражающий форму гнутой трубы, и она гнется в паз этого сегмента.
- Дорновый. При этом виде внутрь трубы помещается наполнитель, который, стабилизируя процесс изгиба, помогает получить правильные формы.

По типу приведения в действие механизма трубогибы бывают:
- Ручной. Гибка производится приложением сил оператора. Используется в основном на том металлопрокате, который легко сгибаются – небольшой диаметр, тонкая стенка, мягкий материал. Позволяет работать при отсутствии электричества.
- Гидравлический. Изгиб происходит при помощи гидравлики, отличается скоростью.
- Электромеханический. Применяется на производстве, выдаёт высокую точность, скорость.
- Гибридный. Совмещает свойства гидравлических и электромеханических трубогибов.
При помощи специализированного оборудования производить гибку очень удобно и быстро. Но оно не всегда доступно и стоит дорого. Поэтому очень часто гибку для своих нужд производят своими руками, при помощи подручных средств, либо при помощи самодельного оборудования.
Гибка при помощи самодельного оборудования или без него
- Гибка при помощи домкрата
Этот вариант распространен, так как домкрат – очень популярный инструмент, который есть у большинства автомобилистов.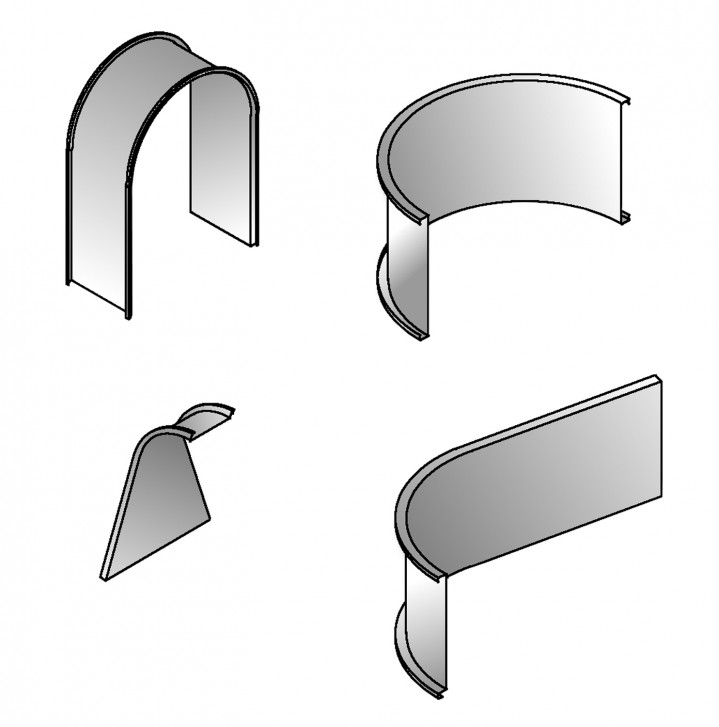 Он прекрасно подходит для того, чтобы согнуть металлопрокат в домашних условиях. По принципу работы этот метод похож на арбалетный трубогиб. Труба фиксируется на три точки, две из которых – упоры, и третья – шток домкрата.
Он прекрасно подходит для того, чтобы согнуть металлопрокат в домашних условиях. По принципу работы этот метод похож на арбалетный трубогиб. Труба фиксируется на три точки, две из которых – упоры, и третья – шток домкрата.
Этот метод работает с прямоугольным профилем сечения. Делается несколько пропилов по трем стенкам, четвёртая остаётся нетронутой. За счёт появления разрезов, труба легко сгибается, после чего пропилы завариваются и зашлифовываются.
- Самодельный роликовый трубогиб
Отлично подходит для получения изгиба большого диаметра на профильной трубе. Им удобно гнуть, к примеру, трубу для теплиц. Отрезок металла фиксируется на роликах, поджимается, и прокатывается. Далее снова поджимается, и опять прокатывается. В итоге получается большой равномерный радиус изгиба.
Вспомогательные методы для гибки труб
В трубу помещается наполнитель, заполняющий внутреннее пространство. При этом концы плотно запечатываются, для этого можно использовать сварку. Использование наполнителя позволяет «зафиксировать» внутренний объем. При сгибании избежать появления «волны», «гофры» на внутренней стороне угла и сделать изгиб более плавным. В качестве наполнителя часто выбирают чистый кварцевый песок.
Использование наполнителя позволяет «зафиксировать» внутренний объем. При сгибании избежать появления «волны», «гофры» на внутренней стороне угла и сделать изгиб более плавным. В качестве наполнителя часто выбирают чистый кварцевый песок.
- Нагрев. Увеличение пластичности металла при гибке
Нагретый металл становится тем мягче, чем больше его температура. Металл труб греется при помощи газовых горелок, индукционного нагрева, а также любого другого доступного способа. Температура нагрева зависит от металла. Низколегированная и обыкновенного стандарта сталь нагревается до ~500 градусов Цельсия.
Применяя указанные методы, можно согнуть металлическую трубу своими руками в домашних условиях без использования специализированного оборудования и получить хорошие результаты.
Гибка стальной трубы в домашних условиях: самодельная оснастка
Некоторые элементы, используемые для изготовления различных конструкций, имеют сложную форму. Часто возникает проблема, как согнуть металлическую трубу так чтобы полученная деталь точно соответствовала чертежу. Сложности появляются при прокладке трубопроводов в частных домах, изготовлении теплиц, беседок, изгородей и навес. Для придания заготовке нужной формы применяются специальные приспособления и особые приемы.
Сложности появляются при прокладке трубопроводов в частных домах, изготовлении теплиц, беседок, изгородей и навес. Для придания заготовке нужной формы применяются специальные приспособления и особые приемы.
Зависимость радиуса изгиба от характеристик трубы
Перед началом работ следует получить информацию о характеристиках используемого металлопроката. Трубы стальные могут иметь сечение разной формы: круглое, овальное, плоскоовальное, квадратное или прямоугольное. Последний самый удобный для изготовления самых различных конструкций к нему проще всего крепить облицовочные панели.
Профильный металлопрокат разных типоразмеров в необходимых количествах можно приобрести в компании «KT-Stal». Наши сотрудники готовы оказать помощь при выборе нужных материалов и подсказать, как согнуть металлическую трубу в домашних условиях? Предлагаемый профиль различается по толщине стенок, ширине и высоте, а значит и по площади сечения.
Знание перечисленных характеристик необходимо для того чтобы согнуть профильную трубу без повреждений. В процессе предварительных расчетов учитывается такой параметр как высота профиля, который обозначается латинской буквой h. При гибке трубы прямоугольного или квадратного сечения необходимо учитывать следующие моменты:
В процессе предварительных расчетов учитывается такой параметр как высота профиля, который обозначается латинской буквой h. При гибке трубы прямоугольного или квадратного сечения необходимо учитывать следующие моменты:
- Если высота профиля менее 20 мм, то длина участка изгиба должна быть не менее чем 2,5*h.
- Если параметр h превышает 20 мм, то размер участка должен составлять не менее 3,5*h.
- Не рекомендуются изгибать широкие профили с толщиной стенки менее 2 мм. Такие попытки обычно заканчиваются деформацией элемента.
Сталь, из которой изготавливается труба, сохраняет упругость после изгибания и со временем слегка распрямляется. Избежать этого можно отпустив металл локальным нагревом участка изгиба, что позволит снять избыточное напряжение.
Основные ошибки при сгибании труб и возможные сложности
Работы по изгибанию металлопрофиля имеют ряд особенностей и требуют определенных навыков. Часто отсутствие опыта приводит к порче материала. Необходимо помнить, что гибка трубы стальной осуществляется с приложением значительных усилий, а в ряде случаев требуется еще и нагрев заготовки. При изгибании металл с одной стороны растягивается, а с другой — сжимается.
Необходимо помнить, что гибка трубы стальной осуществляется с приложением значительных усилий, а в ряде случаев требуется еще и нагрев заготовки. При изгибании металл с одной стороны растягивается, а с другой — сжимается.
Одной из главных ошибок при проведении таких операций является излишняя спешка, что может привести к следующим проблемам:
- Образование изломов и трещин, что заметно ослабляет конструкцию и делает невозможным ее использование.
- Чрезмерное растяжение внешней стенки профили приводит к ее разрушению.
- При избыточном сжатии внутренняя часть трубы приобретает форму гофры, при этом деформация часто происходит случайным образом, что портит внешний вид изделия.
- Часто труба получает разного рода повреждения: глубокие царапины, сколы и другие дефекты.
Незнание тонкостей процесса гибки трубы профильной может привести к ее безвозвратной порче. Правильная технология изготовления заготовок подбирается с учетом параметров профиля.
Основные способы гибки труб: горячий и холодный
При изгибании металлопроката происходит управляемая деформация. Процесс может протекать при нормальных температурах, а также сопровождаться нагревом. Для того чтобы согнуть металлическую трубу необходимо использовать заготовку с достаточно высоким уровнем пластичности и прочности материала. При проведении работ с профилем небольшого сечения не нужно прилагать больших усилий.
Метод изгиба трубы с предварительным нагревом позволяет сделать материал податливым и мягким. Металл доводиться до определенной температуры, после чего профиль аккуратно изгибается при помощи специального инструмента. При этом нагретых участков касаться рукой и другими частями тела, что может вызывать ожоги.
При выборе наиболее подходящей технологии изгибания трубы необходимо исходить не только из ширины и высоты профиля, но и учитывать марку стали. Неопытным мастерам проще использовать холодный метод, для которого не требуется использовать газовую горелку или сварку.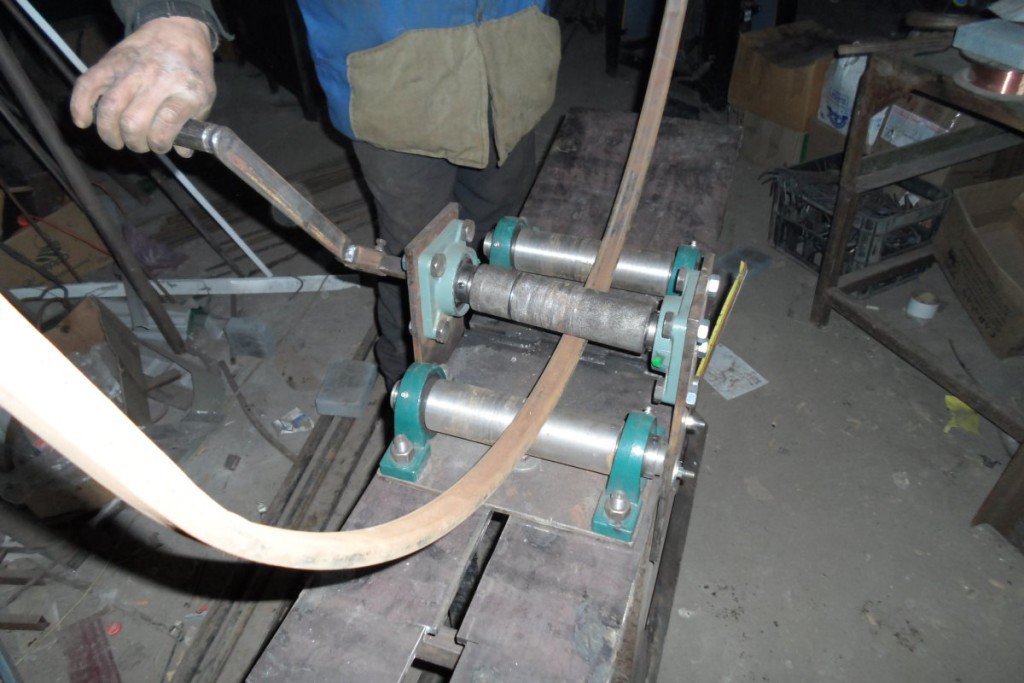 При размере профиля более 40 мм используется горячий способ.
При размере профиля более 40 мм используется горячий способ.
Перед применением той или иной методики рекомендуется предварительно ее опробовать на контрольном образце. Это позволит оценить, как он поведет себя под нагрузкой. Самый простой способ изгиба трубы реализуется при помощи обычных тисков. В них зажимается заготовка, на нее надевается труба большего сечения для увеличения плеча. Начинаем аккуратно тянуть за рычаг и внимательно следим за состоянием зоны деформации. Если проблем не возникает вполне можно обойтись и без нагрева.
Использование специального станка для изгибания трубы профильной
На предприятиях изготавливающих металлоконструкции применяется соответствующее оборудование. Специальные станки имеются трубогибами, и они имеют разную конструкцию. У мастеров не возникают сложности, как согнуть 110-мм металлическую трубу заготовка надежно фиксируется в станке и к ней прилагается определенное усилие. Наиболее простая оснастка имеет ручной привод и может быть приобретена для использования в домашней мастерской.
Типы трубогибов
При металлообработке применяют несколько разновидностей станков различающихся по устройству и принципу действия. Обращаясь к технологу с вопросом как согнуть металлическую трубу, вы получите рекомендацию использовать одни из ниже описанных видов гибочных станков:
- Трубогиб арбалетный для металлопрофиля круглого сечения. Существует оборудование с гидравлическим, механическим и электрическим приводом. Изгибание трубы происходит при помощи специальных насадок: башмаков с разными вариантами закруглений. Основные преимущества: простота, высокая надежность и точность.
- Трубогиб пружинный. Основу его составляет стальная пружина, позволяющая делать изгиб трубы под углом в 180°. Пружина нужно диаметра вводится внутрь заготовки и исключает возможность неконтролируемой деформации стенок.
- Трубогиб сегментный. Предназначен для работы с тонкостенными трубками и способны изгибать медные трубки диаметром до 42 мм включительно. Гибка материала осуществляется по специальному шаблону, по наружной части заготовки прокатывается половинки диска установленная на рычаг. Валик прижимает изделие к сегменту с одинаковым усилием в каждой точке.
- Трубогиб дорновый. Используется для гибки тонкостенных труб большого и среднего диаметра. Станок автоматизированный с программным управлением, изгибание заготовок происходит путем наматывания на специальный вал. Труба фиксируется в нужном положении при помощи специальной направляющей. Дорн вводится внутрь изгибаемой трубы и не позволяет ей деформироваться.
 Гибка материала осуществляется по специальному шаблону, по наружной части заготовки прокатывается половинки диска установленная на рычаг. Валик прижимает изделие к сегменту с одинаковым усилием в каждой точке.
Гибка материала осуществляется по специальному шаблону, по наружной части заготовки прокатывается половинки диска установленная на рычаг. Валик прижимает изделие к сегменту с одинаковым усилием в каждой точке.
Перечисленные выше станки для гибки труб различаются также по типу приводу и каждый из них имеет свои особенности:
- Ручные (механические). В основном нужны для изгибания трубок из цветных металлов и сплавов, а также нержавеющей стали. Они могут быть как универсальными, так и специализированными. Основные достоинства: небольшие массогабаритные параметры, доступность и простота использования.
- Гидравлические. Главное назначение гибка трубы квадратного или прямоугольного профиля. Для сохранения формы заготовка наполняется водой или промышленным маслом. Станок позволяет не только изгибать профиль, но и увеличивать его сечение до определенного предела.
- Электромеханические. Оборудование обеспечивает максимально высокую точность изгиба профиля с заданным радиусом. В процессе подготовки не требуется предварительная разметка, что позволяет экономить время.

При выборе станка учитывается сортамент металлопроката, для обработки которого он предназначен. Определяется также перечень изготавливаемых на них элементов.
Изготовление трубогиба в домашних условиях
При кустарном способе обработки металлопрофиля сложно добиться достаточной точности. Несложно понять, как согнуть металлическую трубу трубогибом, трудности возникают при отсутствии специального станка. В домашних условиях возможно сделать вполне рабочую оснастку для выполнения наиболее часто выполняемых технологических операций. Ниже приводятся краткие описания станков из подручных материалов.
Ниже приводятся краткие описания станков из подручных материалов.
Трубогиб деревянный
Приспособление предназначено для гибки трубок из алюминия, дюраля, меди и бронзы. Процесс предусматривает изгибание заготовки по заранее изготовленному шаблону, которая фиксируется при помощи прижимного устройства.
Основу деревянного трубогиба составляет доска требуемой толщины, из нее вырезается сегмент нужного закругления. Шаблон устанавливается на прокатном столе, гибка трубок происходит при помощи рычага. Он монтируется на удалении от формы равном диаметру трубки, которая вставляется в зазор между ними и руками ей придается нужная форма.
Главным недостатком такого станка является невысокая точность. Для каждой детали нужно будет делать собственный шаблон.
Трубогиб роликовый
Оборудование имеет ручной привод. Ролики в трубогибе располагаются в корпусе и их оси образуют равнобедренный треугольник. Они имеют механическую связь с цепной лебедкой. Ролик, установленный в верхней части работает совместно с механизмом зажима.
Ролик, установленный в верхней части работает совместно с механизмом зажима.
Для изгибания трубы она вставляется между роликами, и мастер начинает вращать ручку лебедки. При первом протягивании заготовка изгибается до определенного радиуса закругления. При повторном пропускании профиля рабочий инструмент опускается при этом изгиб увеличивается и доводиться до заданного.
Трубогиб из домкрата
Для изгибания труб может быть использовано доступное вам оборудование. Автомобильный домкрат обеспечивает возможность согнуть профиль под необходимым углом. Такой трубогиб позволяет добиться более высокой точности и значительно удобнее деревянного при использовании.
Изгибаемая труба опирается на ролики, находящиеся на равном удалении от центральной оси устройства. Усилие на заготовку от домкрата передается через специальный башмак. Правильное распределение нагрузок позволяет добиться высокой плавности закругления. Самодельный станок позволяет изогнуть трубу под углом не превышающим 90°.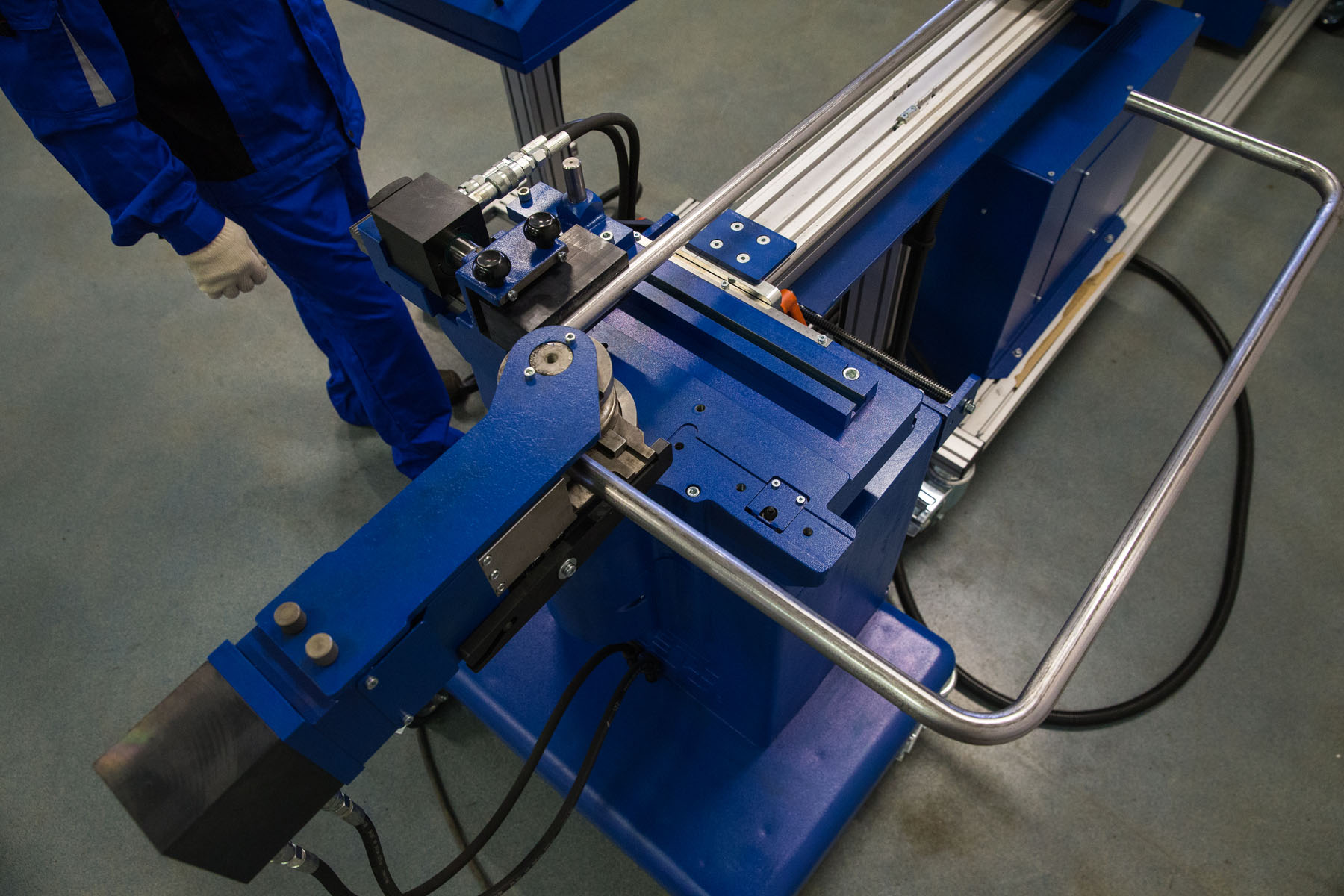
Изгибание трубы без специальной оснастки
В отдельных случаях изготовление станка нецелесообразно, например, если операция выполняется однократно или несколько раз. Возникает проблема, как согнуть металлическую трубу без трубогиба с использованием разных подручных средств. Для этих целей подойдут песок, вода или масло, а также электрическая болгарка.
Сгибание трубы при помощи песка
Для данного способа потребуется некоторое количество просеянного песка, верстак, стальной пуансон, лампа паяльная или газовая горелка. Труба заполняется песком, ее концы закрываются пробками. Один конец ее надежно закрепляется при помощи тисков. Для проведения работы в качестве рычага применяется длинная трубка большего диаметра.
Песок находящийся внутри трубки позволяет сохранить ее круглое сечение. Изгибание происходит постепенно и не более чем на 2° за один прием, попытка ускорения работ может закончиться поломкой заготовки.
Для обеспечения минимального радиуса изгиба необходимо воспользоваться лампой паяльной.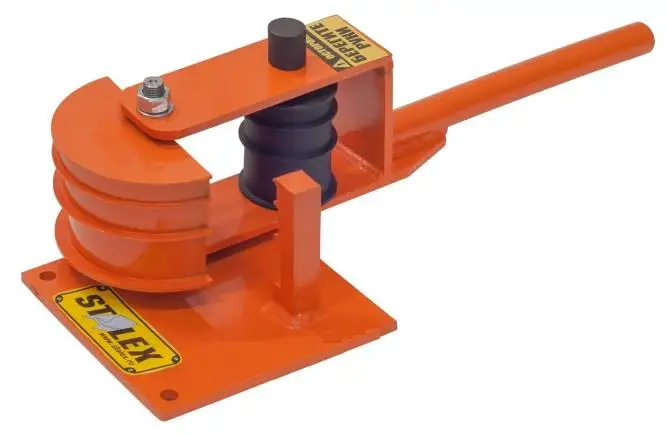 Труба разогревается в размеченной зоне и доводится до вишневого свечения. При помощи трубы большего диаметра начинаем гнут заготовку по шаблону. Если потребуется нагревать металл несколько раз в нем необходимо высверлить несколько отверстий диаметром около 3 мм для отвода газов. После окончания работ обязательно проверьте готовое изделия на отсутствие трещин и иных дефектов.
Труба разогревается в размеченной зоне и доводится до вишневого свечения. При помощи трубы большего диаметра начинаем гнут заготовку по шаблону. Если потребуется нагревать металл несколько раз в нем необходимо высверлить несколько отверстий диаметром около 3 мм для отвода газов. После окончания работ обязательно проверьте готовое изделия на отсутствие трещин и иных дефектов.
Применение воды
В зимнее время вместо песка может использоваться вода. С ее помощью можно гнуть металлический профиль квадратного или прямоугольного сечения. В него заливается нужное количество воды, а концы забиваются деревянными пробками.
После образования льда в трубке приступаем к изгибанию. Заготовка укладывается на опоры и при помощи резиновой киянки доводится до нужной формы. Наполнитель не допустит деформации стенок. Для оттаивания труба помещается в теплое место, вода выливается, а изделие просушивается.
Использование пружины
Без трубогиба можно обойтись при наличии пружины, подходящей для данной трубы по диаметру. Деталь крепим в тисках, внутрь вставляем пружину, которая не позволит стенке деформироваться. Для ускорения и упрощения процесса заготовку можно нагреть паяльной лампой. Профиль выгибается по заранее подготовленному шаблону.
Деталь крепим в тисках, внутрь вставляем пружину, которая не позволит стенке деформироваться. Для ускорения и упрощения процесса заготовку можно нагреть паяльной лампой. Профиль выгибается по заранее подготовленному шаблону.
Гибка стальной трубы с применением угловой шлифовальной машинки
Надрезы на внутренней поверхности трубы позволяют избежать ее поломки. Для того чтобы согнуть металлическую трубу в размер определенный чертежом, надежно фиксируем ее в тисках. При помощи болгарки делаем несколько неглубоких надрезов в зоне изгиба. При помощи надетого на профиль рычага осуществляется изгиб заготовки.
Надрезы по завершении работ завариваются электросваркой, что позволит усилить конструкцию. Швы зачищаются грунтуются и окрашиваются для защиты от коррозии. При использовании трубок из цветных металлов надпилы закрываются пайкой.
Компания «KT-Stal» предлагает обширный сортамент профильных труб для изготовления металлоконструкций разных типоразмеров. Поставки осуществляются со складов в Харькове организациями и частным лицам на выгодных условиях. При необходимости организуется перевозка металлопроката в Киев и другие населенные пункты Украины. Обсудить условия сотрудничества можно по телефону или через интернет.
Поставки осуществляются со складов в Харькове организациями и частным лицам на выгодных условиях. При необходимости организуется перевозка металлопроката в Киев и другие населенные пункты Украины. Обсудить условия сотрудничества можно по телефону или через интернет.
Как согнуть профиль для гипсокартона не теряя свойств
Гипсокартон уже стал неотъемлемой частью современного ремонта. Из этого отделочного материала можно создавать различные сложнейшие фигурные элементы для стен и потолков, а также собирать красивые перегородки. И везде вам нужно будет гнуть профили, которые являются неотъемлемой частью каркаса, необходимого для установки гипсокартонных листов.
Поэтому весьма актуальным остается вопрос «как согнуть профиль?». Если все сделать правильно, то в итоге можно получить именно то, что хотелось.
Дизайнерские изыски
Конструкции, которые сегодня делают из гипсокартона, зачастую содержат разнообразные криволинейные и фигурные элементы. Особенно часто они используются при монтаже подвесных потолочных перекрытий. Здесь можно встретить следующие варианты:
- круги и овалы;
- квадраты и прямоугольники;
- различные геометрические фигуры;
- волны, ступени, цветы, солнце и многое другое.
Сложный потолок
Помимо этого гнуть металлический профиль понадобится и в других ситуациях:
- монтаж арки. Здесь профиль следует выгнуть в дугу;
- создание единой композиции стен и потолка когда фигурные элементы потолка перетекают на стену;
- монтаж ниш с изогнутыми элементами;
- создание фигурной перегородки. Она может быть декоративной, содержать сложные изгибы и завитки или быть прямолинейной.
Арка из гипсокартона
В любой из вышеперечисленных ситуаций, чтобы установка гипсокартона прошла по заданной схеме, необходимо согнуть профиль. Если сделать весь процесс правильно, тогда последующий монтаж гипсокартонных листов пройдет быстро и легко, а конечный результат будет радовать глаз долгие годы.
Как видим, практически в любом ремонте с использованием гипсокартона сгибание профилей под различным углом — несущая необходимость.
Сгибание металлических элементов каркаса под гипсокартонные листы ведется по схеме. Поэтому, чтобы правильно провести сгиб профиля, нужно ознакомиться с соответствующей инструкцией. Ее мы приведем несколько ниже.
Что же потребуется для сгиба?
Работа с металлическими профилями для гипсокартона требует наличия определенного набора инструментов. Для того чтобы согнуть металлические элементы и сделать на них надрезы, а также провести дальнейший их монтаж, вам понадобятся следующие инструменты:
- шуруповерт;
- отвертка;
- карандаш, рулетка и строительный уровень;
- ножницы для работы с металлом.
В перечень необходимых материалов в данной ситуации войдут:
- металлические профиля;
- крепежные элементы. Здесь вам понадобятся саморезы.
Не стоит забывать и о защите себя при проведении работ. Так, вам понадобятся защитные перчатки, которые предотвратят нанесение ран и царапин на руки. Кроме этого вам могут пригодиться защитные очки.
Имея под рукой такой набор материалов и инструментов, а также предприняв все меры предосторожности, процедура по приданию профилям необходимой формы займет у вас от силы 20 минут.
Приступаем к работе
На данный момент существует два основных вида профилей: направляющие и стоечные.
Обратите внимание! Можно изгибать только направляющие профиля, так как стоечные используются для того, чтобы поддерживать основной вес гипсокартонной конструкции.
Надрезанный профиль
Кроме того, при создании арочного проема можно использовать специальный арочный профиль.
Вне зависимости от того, какой каркасный элемент будет использоваться, способы изгиба могут применяться к ним всем. Изгибать профили необходимо до момента их установки.
Изгиб элементу придается благодаря надрезам под прямым углом. Угол здесь должен быть в 90 градусов, т.е. прямым.
Существует два варианта исполнения надрезов, которые зависят от того, какой частью будет осуществляться дальнейший монтаж каркасного элемента:
Надрез боковых частей
- надрез под прямым углом в 90 градусов делается на обеих боковых частях профиля. Основание элемента при этом остается целым, что позволяет сохранить ребра жесткости в целостности. Такой способ отлично подходит для изготовления арок, полукруглых элементов или круга;
Обратите внимание! При использовании данного способа нужно помнить, что чем меньше нужен радиус изгиба, тем чаще нужно делать надрезы под углом в 90 градусов.
- надрез делается на основании каркасного элемента. Также необходимо надрезать одну из боковых частей профиля. Данный способ используется для изготовления овалов или волнообразных элементов.
Зачастую фигурные элементы делают на потолке. Поэтому приступать к их формированию необходимо только после того, как каркас первого уровня был собран и обшит гипсокартонными листами.
Процедура формирования изгиба происходит следующим образом:
Надрез на боковой части и основании
- наносим разметку по первому уровню каркаса или стеновой поверхности (при изготовлении декоративных полок). Этот этап обязательный, так как без разметки невозможно сделать сложные фигурные элементы;
- берем направляющий профиль и укорачиваем его на нужную нам длину;
- для укорочения элемента нужно использовать ножницы по металлу;
- далее, в зависимости от способа реза, делаем надрез под прямым углом в 90 градусов. Надрезы должны идти строго параллельно друг другу, иначе согнуть элемент не получится. Шаг для надрезов может варьироваться, в зависимости от потребностей. Но зачастую он составляет 5-8 см;
- надрезы делаем там, где нужно сделать завиток или по всей длине профиля;
- прикладываем надрезанный профиль к линии разметки;
- после этого крепим готовый элемент, изгибая его по ходу действия. Крепить нужно на саморезы. Здесь следует быть предельно внимательным, чтобы не порезаться об острые края металлического изделия;
- закреплять элемент нужно последовательно, аккуратно придавая ему нужную форму.
Крепление изогнутого элемента
Обратите внимание! Саморезы устанавливаются всякий раз, когда нужно сделать изгиб. Это придаст конечной конструкции большей плавности.
Во время крепления каркаса с криволинейными элементами обязательно проверяйте каждый профиль строительным уровнем. Необходимо чтобы все каркасные элементы находились в одной плоскости. Только таким образом вам удастся сделать ровную поверхность потолка или стен.
Для придания большей жесткости и прочности фигурному элементу внутрь его монтируем стоечные профиля.
После этого можно осуществлять монтаж гипсокартона. Здесь главное, чтобы кусочки из цельного листа были вырезаны точно необходимого размера. Если они слегка не подходят, их можно обрезать на нужную длину ножом для гипсокартона.
Придерживаясь этой инструкции можно правильно согнуть любой металлический профиль и придать ему абсолютно любую форму.
О чем стоит помнить
Чтобы процедура по приданию элементам металлического каркаса требуемой формы прошла правильно, необходимо придерживаться некоторых правил и рекомендаций, ведь только в такой ситуации вы останетесь довольны конечным результатом:
Крепление листов
- существует несколько типов профилей, которые различаются по назначению, а также размерам. Выбирать каркасный элемент нужно исходя из того, какую конструкцию вы планируете сконструировать;
- четко следуйте этапам, приведенным в инструкции;
- для создания фигурных элементов можно использовать два типа направляющих — «UW» и «UD». Эти элементы не имеют профилированных бортиков. Поэтому сделать на их бортах пару надрезов можно будет без проблем;
- в редких случаях допускается применение профилей «CD». Но только в тогда, если они не несут нагрузку и являются частью небольшого по размерам фигурного элемента. Надрезка их бортов под прямым углом будет немного сложнее;
- криволинейная каркасная конструкция должна соответствовать параметрам элемента, которые были нанесены на чертеж;
- монтаж гипсокартона на изогнутый профиль должен осуществляться с помощью саморезов;
- чем больший изгиб будет у профиля, тем меньше шаг нужно будет делать при монтаже гипсокартона. Так вы добьетесь максимального прикрепления листов к каркасу, без образования щелей;
- используйте правильные инструменты, особенно для формирования надрезов на профилях. Так вы избежите повреждений рук и быстро справитесь со всем объемом работ.
Придерживаясь эти правил, вы с легкостью сможете создавать у себя дома уникальные фигурные элементы из гипсокартона, придавая своему жилищу новый, оригинальный вид.
Как видим, в изгибе металлических элементов каркаса нет ничего сложного. Процесс придания нужной формы гипсокартонным листам гораздо сложнее, чем для профилей. Просто нужно точно следовать всем пунктам приведенной выше инструкции и результат будет отличным!
Как согнуть профиль для гипсокартона на 90 градусов
Как гнуть гипсокартон: использование разных способов
В свое время ГКЛ произвел переворот во внутренней отделке помещений, значительно упростив работу и облегчив ее. Некоторые, когда видят замысловатые фигуры на потолке или в перегородках задаются вопросом: “А есть ли станок для гибки профиля для гипсокартона?”.
Такого устройства не существует в природе, но, тем не менее, и листы и направляющие с успехом гнутся и из них получаются самые затейливые элементы.
Так можно гнуть гипсокартон для арок
Фигуры из гипсокартона
Как согнуть металлический профиль
Профиль UD имеет ровные бортики
- Если вы хотите понять, как загнуть гипсокартон своими руками, то в первую очередь вам нужно научиться гнуть металлические профили, на которые будут монтироваться круги и волны из ГКЛ.
Прежде всего, следует обратить внимание, что для фигур в каркасах используются в основном два вида направляющих, это UD и UW, где бортики не профилированы, и их достаточно легко разрезать.
Но это вовсе не означает, что для этой цели нельзя применить тип CD или CW – практически это вполне возможно, просто сложнее технически.
Принцип изгиба металлического профиля
- Итак, как же согнуть металлическую Л-образную несущую, чтобы сделать из нее круг или волнистую линию? Да очень просто и по этому поводу даже существует неписаная инструкция – нужно подрезать полки с двух сторон до самого основания.
Сами надрезы обязательно должны быть на одинаковом расстоянии, чтобы изгиб получался плавным, без резких перепадов.
[ro-youtube-content count=”1″ no-desc=”0″]Как согнуть профиль для гипсокартона под прямым углом[/ro-youtube-content]
Монтаж арки, шириной 90 см
- Допустим, вам нужно выгнуть круг диаметром не более одного метра или неширокую арку с крутым изгибом (см. также как сделать арку из гипсокартона), значит, надрезы будут более частыми и в данной ситуации вполне приемлемо 5 см.
Прорези обязательно нужно делать строго друг напротив друга и следить за равномерностью шага. Дополнительную информацию по этому вопросу вы сможете получить при просмотре видео ролика на этой странице.
Профиль загнули набок, подрезав полку и подошву
Совет. Профиль не всегда гнется подошвой внутрь, иногда нужно, чтобы она оказалась снаружи, тогда каждый лепесток срежьте на конус, чтобы они не нагромождались друг на друга.
А если нужен изгиб набок, то режется бортик с выпуклой стороны и подошва, как на фотографии вверху.
Как согнуть гипсокартон мокрым способом
Перед замачиванием гипсокартон обрабатывают шипованым валиком
- Давайте рассмотрим, как выгнуть гипсокартон мокрым способом, то есть путем замачивания его тряпками, смоченными в воде.
Для этого нужно отрезать панель необходимого размера и с предполагаемой выпуклой стороны обработать шипованым валиком. - Проколотый шипами ГКЛ с двух сторон обкладывают мокрыми тряпками и оставляют на ночь. После этого материалом можно огибать фигуры на металлическом каркасе для гипсокартона.
Но такой способ занимает много времени и от этого, безусловно, возрастает цена вопроса, потому что мастер тратит на процесс вместо нескольких часов целые сутки.
Как согнуть гипсокартон сухим способом
Фигурные потолки из гипсокартона
- Обратите внимание на фото вверху, а именно, на нижние ярусы потолка – вертикальные полосы при установке не были ни замочены, ни надрезаны, так как сгибать гипсокартон такой ширины и на такой большой круг, можно без всяких приготовлений.
Специальной обработки требуют более крутые изгибы, когда при натяжении бумага на материале будет лопаться с выпуклой стороны.
Классический пример изгиба гипсокартонного листа
- Любой ГКЛ (стеновой, влагостойкий, потолочный, огнестойкий) можно формировать так, как гнуть профиль для гипсокартона, то есть, делая надрезы в зоне наибольшего сопротивления.
Для этого вырезается нужный кусок и со стороны предполагаемой выпуклости делаются равномерные надрезы и чем круче изгиб, тем мельче будет шаг резаных полос. - Расстояние для надрезов на бумаге нужно определять по аналогии с профилем, на который будет монтироваться фигура.
Если полки UW или UD получились лепестками по 7 см, то таким же шагом должен быть подрезан и гипсокартон. Но это вовсе не означает, что целые и ломаные части двух материалов должны совпадать друг с другом, особенно это касается частой нарезки.
Совет. Если вам нужно согнуть гипсокартонную полосу, чтобы зашить нижнюю горизонтальную часть арки, то не следует монтировать ее целиком. Очень удобно монтировать в таких случаях ГКЛ кусками по 30-40 см.
Как согнуть гипсокартон сухим способом без швов
Гипсокартон можно загнуть надрезами внутрь
- А как загибать гипсокартон, чтобы надрезы оказались внутри, и выпуклая сторона оказалась гладкой? Если вам понадобится фигура, сделанная именно таким способом, то вы на это потратите немного больше времени, чем на обычную подрезку, но всего лишь чуть-чуть.
- Разметка происходит точно так же, как и при обычном сечении, но шлам, то есть, тело листа (наполнитель между бумагой) не даст согнуть полосу в желаемом направлении, а только в противоположном. Поэтому нам нужно использовать тот же метод конуса, что и при загибе внутрь металлического профиля.
- Каждый разрез нужно расширить, сделав там канавки, и чем шире будет выборка, тем круче можно позволить изгиб. Такие борозды очень удобно делать болгаркой, но позволить себе подобное можно разве что на улице, а в квартире придется обходиться ножом.
Заключение
Вы ознакомились со всеми известными методами и теперь знаете, как правильно гнуть гипсокартон — теперь сможете выбрать один из трех (см. также как гнуть гипсокартон в домашних условиях). Мастера обычно пользуются вторым из вышеприведенных способов, как самым быстрым, легким и чистым в производстве.
4 способа согнуть гипсокартон своими руками
4 способа согнуть гипсокартон своими руками
Конечно же, при помощи гипсокартона можно и выровнять поверхность потолков, и создавать всевозможные фигуры и орнаменты.
Настоящие произведения из гипсокартона на потолке могут украсить любую квартиру или комнату. Лишь бы работала Ваша фантазия.
Тема нашего материала — как правильно согнуть гипсокартон и смонтировать фигурные потолки из гипсокартона. Изучим способы выполнения некоторых фигурных элементов и конструкций своими собственными руками.
Как согнуть гипсокартон?
Возможность изготовления различных форм и фигур с помощью гипсокартона, конечно, имеется. Гипсокартон — это плотный материал, который хорошо держит форму, но и может сломаться. Тогда как быть? Успокойтесь, Ваши опасения преждевременны.
Применяя специальные методы, элементам из гипсокартона несложно придать любую нужную форму. Конечно же, потребуется применение знаний, которые мы и собираемся Вам дать. Если вы никогда не монтировали навесные потолки, то можем рекомендовать так же почитать статью на нашем сайте. Но не будем размазывать и перейдем непосредственно к описанию процесса:
- В первую очередь, конечно – чертеж
Фигурный потолок из гипсокартона начинается с чертежа. Чертеж может сделать для Вас дизайнер или архитектор. Перед тем, как согнуть гипсокартон для арки или другой киволинейной конструкции, Вы должны понимать где и как это будет происходить. Затем следует монтаж металлического профиля, на который и крепятся сами листы картона.
Каркас из профиля – основной элемент — скелет всей будущей конструкции. Металл каркаса оцинкован и не поддается коррозии. Но ведь он такой тонкий. “Выдержит? — резонно спросите Вы.
Да. Металл обладает ребрами жесткости, которые формируются при изготовлении и делают его и прочным, и легким.
- Во-вторых — согнем профиль
Ясно, что кроме изгиба гипсокартона, необходимо обязательно согнуть и профиль.
Вы начертили нужные вам фигуры (как разметить, например, овальный потолок можно узнать в статье ), и необходимо перенести разметку на потолок строго по рисунку.
Если потолок полностью размечен, можно свободно приступать к монтажу основной несущей конструкции из металлопрофиля.
Прежде, чем рассказать, как согнуть профиль для гипсокартона, не забудьте, что в процессе монтажа, каркас из профиля должен строго проходить по всем линиям разметки.
В зависимости от формы элемента, профиль следует изгибать во внутреннюю или же внешнюю сторону.
Когда требуется изгиб во внешнюю сторону, нужно сделать необходимое Вам количество надрезов, как показано на схеме.
Профиль несложно надрезать обычными ножницами по металлу.
При требовании сгибать профиль вовнутрь, надрезы могут быть сделаны под углом.
Жесткость каркаса из профиля очень важна.
Конечно, на профиле не получиться плавных изгибов, но гипсокартон полностью скроет этот недостаток.
И все же, самым лучшим вариантом будет, когда прямой контакт гипсокартона с профилем будет очень тесным.
Когда работа выполнена грамотно и аккуратно, то конструкция каркаса получится легкой и жесткой.
Некачественно собранный каркас повлечет последующее растрескивание швов гипсокартона и возможное полное обрушение всей конструкции.
- Ну и наконец, третья сложная задача — монтажа самого листа (или элемента).
Рассмотрим несколько вариантов решения того, как согнуть гипсокартона своими руками правильно:
Способы согнуть гипсокартон своими руками
1 СПОСОБ
Гипсокартон на первый взгляд — жесткий материал, но его можно согнуть элементарным притягиванием саморезами к каркасу из профиля.
Дуга не получится слишком крутой, но и фигуры на потолке из гипсокартона могут быть плавными и округлыми, относительно плавные изгибы — не редкость. Тогда для работы лучше брать тонкие листы.
Притягивать саморезами лист гипсокартона к каркасу надо аккуратно и очень равномерно.
Представим некоторые характеристики, касаемые радиуса изгиба, а также толщины листа гипсокартона.
| Толщина листа в мм | 12,5 | 9 | 6 |
| Радиус изгиба в мм | 200,0 | 130.0-200.0 | до130 |
Когда вы используете тонкий лист гипсокартона, делайте два слоя. Но первый слой должен перекрываться вторым.
Это — довольно простой способ. Обязательные условия его выполнения — аккуратность и внимательность.
Если лист картона треснул — не расстраивайтесь. Закрепив его полностью, с помощью ножа расшейте трещину. Потом (при отделке) можно будет заполнить ее шпаклевкой и шва совсем не будет видно.
2 СПОСОБ
Рассмотрим второй способ изгиба гипсокартона полукругом для того, чтобы сделать фигуры своими собственными руками.
Чтобы выполнить крутой изгиб из листа картона, поступайте по следующей инструкции.
Нужны будут вода, шило обыкновенное.
- Вырежьте монтируемый элемент из гипсокартона.
- Намочите его.
- Но вначале необходимо шилом сделать некоторое количество наколов на листе в месте изгиба.
- Наколы выполняются поперек листа.
- Однако, шило должно проникать лишь до половины всей толщины листа.
- Отверстия от шила не могут быть сквозными. Они должны быть выполнены в несколько столбцов. Это зависит от формы требуемого элемента.
Можно установить на шило ограничитель, такой же, как на сверло для дрели.
- После осуществления проколов, лист надо намочить.
- Проколы осуществляются только с внутренней стороны листа картона.
- Мочить можно места проколов от шила.
- Вода обязательно должна хорошо смочить лист.
- Однако, выступить на обратной стороне она не должна.
Можно осуществить процедуру намачивания пробно на ненужном листе картона.
- Увлажненный таким образом гипсокартонный лист можно устанавливать и крепить.
- Высохнув зафиксированным, он примет необходимую форму.
Конфигурация элементов потолков из гипсокартона иногда бывает очень сложной, но этот способ поможет вам обязательно.
Главная сложность — определение времени начала сгиба листа. Используйте совет на пробном куске картона.
3 СПОСОБ
Еще вариант того, как согнуть гипсокартон полукругом это — поэлементный способ.
Суть — в следующем.
- Нарезаются небольшие или узкие элементы из гипсокартона.
- Потом они крепятся к каркасу один за одним.
- Затем, все швы необходимо конечно же тщательно зашпаклевать.
Однако, такой способ, занимает достаточно много времени и расходует лишний материал. (шпатлевка — уж точно!)
4 СПОСОБ
Наконец, существует еще один вариант согнуть лист картона.
- Выполняются (с одной стороны) перпендикулярные пропилы листа.
- Пропилы не будут сквозные, а выполнены лишь на 70 % толщины всего листа.
Выполнить пропилы только ручной ножовкой невозможно. Циркулярная пила с регулированием по глубине ножа может подсобить. Но тогда — вероятность поломки листа велика в местах пропила.
Когда швы оказываются все же снаружи, тогда в дальнейшем их шпаклюют так же, как и другие элементы гипсокартона.
Мы постарались полностью осветить тему создания фигурных элементов на потолке собственными руками. Если же у Вас есть дополнения к нашему материалу, просим обязательно поделиться ими с нашими читателями. Ведь прогресс и способы монтажа гипсокартона, в том числе, не стоят на месте. Надеемся, что теперь Вы и сами сможете осуществить монтаж самых сложных фигур и задумок.
Конструкции, которые сегодня делают из гипсокартона, зачастую содержат разнообразные криволинейные и фигурные элементы. Особенно часто они используются при монтаже подвесных потолочных перекрытий. Здесь можно встретить следующие варианты: Не стоит забывать и о защите себя при проведении работ.
Так, вам понадобятся защитные перчатки, которые предотвратят нанесение ран и царапин на руки. Кроме этого вам могут пригодиться защитные очки.
Имея под рукой такой набор материалов и инструментов, а также предприняв все меры предосторожности, процедура по приданию профилям необходимой формы займет у вас от силы 20 минут. Очень часто гипсокартонные конструкции имеют криволинейные элементы. Для их построения нужно подготовить стандартные детали для каркаса и в этой статье мы расскажем, что нужно сделать. Если вам нужно прикрепить профиль к отдельному потолку или к стене, предварительно вам необходимо сделать пару пробных отверстий дрелью. В любой из вышеперечисленных ситуаций, чтобы установка гипсокартона прошла по заданной схеме, необходимо согнуть профиль.
Если сделать весь процесс правильно, тогда последующий монтаж гипсокартонных листов пройдет быстро и легко, а конечный результат будет радовать глаз долгие годы. Как видим, практически в любом ремонте с использованием гипсокартона сгибание профилей под различным углом — несущая необходимость. Чем меньше радиус предстоящего изгиба, тем чаще нужно выполнять надрезы. Зачастую фигурами оформляется потолок, иногда стена также может быть оформлена различными фигурами.
В таком случае изгиб нужно делать по окончании формирования каркаса первого уровня. Схема изгибания профиля такова:
Как согнуть профиль для гипсокартона не теряя свойств
В любой из вышеперечисленных ситуаций, чтобы установка гипсокартона прошла по заданной схеме, необходимо согнуть профиль. Если сделать весь процесс правильно, тогда последующий монтаж гипсокартонных листов пройдет быстро и легко, а конечный результат будет радовать глаз долгие годы.Вне зависимости от того, какой каркасный элемент будет использоваться, способы изгиба могут применяться к ним всем. Изгибать профили необходимо до момента их установки.
Существует два варианта исполнения надрезов, которые зависят от того, какой частью будет осуществляться дальнейший монтаж каркасного элемента: Имея под рукой такой набор материалов и инструментов, а также предприняв все меры предосторожности, процедура по приданию профилям необходимой формы займет у вас от силы 20 минут. круги и овалы; квадраты и прямоугольники; различные геометрические фигуры; волны, ступени, цветы, солнце и многое другое. Сложный потолок
Обучение гипсокартонным работам
Изгиб гиспсокартонных полос без разрезания заготовки и использования металлического профиля для их соединения, часто используют при монтаже гипсокартонных полок, а также потолочных и пристенных коробов.Для прочности и надежности дополнительно армируем бумажной лентой, для этого наносим небольшой слой шпаклевки в угол и прикладываем согнутую ленту.Такой способ позволяет согнуть гипсокартон под прямым углом в Г-образной и П-образной форме, без применения металлических профилей или деревянного бруса.
Для получения ровной и гладкой плоскости нужно воспользоваться рашпильным рубанком, специально предназначенным для шлифовки торцов гипсокартона. При помощи ножа и линейной планки (спиртовой уровень, профиль, правило и т. п.) производим надрезы, середину прорезаем несколько раз, а боковые линии только картонную бумагу.
Как согнуть гипсокартон и профиль для гипсокартона
Профессионалы рекомендуют использовать для возведения полукруглых конструкций гипсокартон специальной марки, который разработан для этих целей – ГКЛА, то есть гипсокартонный лист арочный. Этот вид строительного материала имеет меньшую толщину и повышенную эластичность. Благодаря этому он очень хорошо гнется и принимает желаемую форму.
Надрезы делаются через 1 — 5 см. Причем, чем больше кривизна, тем чаще нужно делать прорези. Надрезы делаются, оставляя лишь 1-3 мм до противоположной части гипсокартона. Для того чтобы зафиксировать гипсокартонный лист с прорезями, используют шпаклевку, которая подходит для этого материала. Благодаря шпаклевке вся конструкция более прочная.
Продумывая интерьер квартиры нам часто требуется сгладить углы или в пролетах сделать закругленные арки – это смотрится современно и стильно. Однако, многие начиная ремонт, не знают, как согнуть гипсокартон и профиль для него, чтобы сделать изогнутые конструкции на потолке или стенах. Не забудьте сделать радиус шаблона меньше на толщину листа радиуса конечного изгиба.
После того как шаблон готов переходим к гипсокартону. Итак, вогнутую сторону гипсокартона необходимо слегка намочить водой. Нужно, чтобы вода проникла внутрь материала и размочила его гипсовую часть. Для этого обработайте всю поверхность листа игольчатым валиком – это позволит сделать небольшие проколы и даст возможность воде проникнуть вовнутрь. Его применяют если необходимо сделать сильно закругленный декоративный элемент.
Это способ называется “способ с надрезами”. Для этого с одной стороны на листе делаются прорези. Их можно делать с помощью фрезы или острого строительного ножа.
Как согнуть гипсокартон и металлический профиль для него
Прежде всего, необходимо отрезать кусок гипсокартона нужного вам размера. Операция эта достаточно простая: поместите угольник вдоль кромки листа гипсокартона и с помощью ножа сделайте глубокий прорез. Затем согните лист вдоль линии разреза, чтобы надломить слой гипса.
И последнее, что вы должны сделать – разрезать бумажный слой с противоположной стороны. Не забудьте убедиться, что вырезанный фрагмент подходит вам по размерам.Если вы хотите прикрепить металлический профиль к конкретному потолку / стене, вы должны предварительно сделать несколько пробных отверстий в несущей поверхности дрелью.Опираясь на собственный опыт, мы рекомендуем вам, прежде чем начинать работать с большим листом гипсокартона, попрактиковаться на отходах.
Проделав это несколько раз, вы поймете, как просто согнуть гипсокартон в домашних условиях – вам такая работа вполне по силам. Для начала выберите несущий и направляющие металлические профили подходящего для ваших целей размера. Используя острые ножницы по металлу, отрежьте профиль необходимой длины.
Прикреплять профиль для гипсокартона к потолку, следует саморезами через каждые 25 см. Используйте уровень, чтобы убедиться, что вы устанавливаете профиль правильно.
Правильный способ изогнуть профиль для изделия из гипсокартона
Поэтому весьма актуальным остается вопрос “как согнуть профиль?”. Если все сделать правильно, то в итоге можно получить именно то, что хотелось.Чтобы процедура по приданию элементам металлического каркаса требуемой формы прошла правильно, необходимо придерживаться некоторых правил и рекомендаций, ведь только в такой ситуации вы останетесь довольны конечным результатом:Гипсокартон уже стал неотъемлемой частью современного ремонта. Из этого отделочного материала можно создавать различные сложнейшие фигурные элементы для стен и потолков, а также собирать красивые перегородки.
И везде вам нужно будет гнуть профили, которые являются неотъемлемой частью каркаса, необходимого для установки гипсокартонных листов.
- надрез под прямым углом в 90 градусов делается на обеих боковых частях профиля. Основание элемента при этом остается целым, что позволяет сохранить ребра жесткости в целостности. Такой способ отлично подходит для изготовления арок, полукруглых элементов или круга;
Обратите внимание! Саморезы устанавливаются всякий раз, когда нужно сделать изгиб. Это придаст конечной конструкции большей плавности.
Как гнуть профиль для гипсокартона
Работа с прочными листами предполагает наличие необходимого набора принадлежностей. Чтобы правильно сгибать металлические детали, сделать на одном из них нужный надрез, а также произвести их качественную установку, используем следующие принадлежности:Как правильно согнуть профиль для гипсокартона? Согнуть можно направляющий профиль, поскольку стоечные предназначены для поддержки основного веса будущей конструкции. Когда создается проем для арки, нужно применять специальный арочный профиль.Любой из перечисленных случаев предполагает, что необходимо гнуть гипсокартонный профиль, чтобы конструкция была установлена на основе заданной схемы.
Если выполнить все действия правильно, то профиль будет легко установить. Гипсокартон (ГКЛ) применяют для создания различных фигурных элементов. Современный монтаж подвесных перекрытий не обходится без применения этого материала. При создании потолочного дизайна используются следующие элементы:
- Если формируется высокая арка, профиль можно согнуть в дугу
- Когда потолок формируется в виде единой композиции с переходом отдельных фигурных компонентов на стены
- При установке ниши, имеющей изогнутый элемент
- При создании арочной перегородки, имеющей сложный изгиб
Как согнуть гипсокартон для арки своими руками в домашних условиях
- монтирование металлического каркаса для арки, колонны или другого дизайнерского элемента;
- для этого надрезаем ножницами по металлу бортик профиля и придаем ему необходимую форму;
- профили крепим саморезами;
- далее ГКЛ прикладываем к готовому каркасу с одной стороны и фиксируем саморезами;
- начинаем медленно гнуть лист вдоль конструкции;
- фиксируем изогнутый лист саморезами;
Гипсокартонные системы активно используются современными строителями. Благодаря своим качествам этот материал стал лучшим из самых популярных и используемых для проведения отделочных работ внутри помещения.А как загибать гипсокартон, чтобы надрезы оказались внутри, и выпуклая сторона оказалась гладкой? Если вам понадобится фигура, сделанная именно таким способом, то вы на это потратите немного больше времени, чем на обычную подрезку, но всего лишь чуть-чуть. Прорези обязательно нужно делать строго друг напротив друга и следить за равномерностью шага.
Дополнительную информацию по этому вопросу вы сможете получить при просмотре видео ролика на этой странице. Но такой способ занимает много времени и от этого, безусловно, возрастает цена вопроса, потому что мастер тратит на процесс вместо нескольких часов целые сутки.
Дополнительная информация по теме:
Гнутые профили из нержавеющей стали
Конструкционные профили обычно доступны в виде стержней длиной 6 метров. Для индивидуального применения их разрезают на нужную длину и устанавливают.
Часто в проекте запрашивается гнутых профилей , которые адаптируются к формам приложения. В общем, есть два способа реализовать это. Узнайте больше об этом.
Гибка круглых труб
Гибочные трубы необходимы во многих отраслях промышленности; они используются в автомобилестроении , химическом , воздушном движении , строительстве и пищевых продуктах и напитках промышленности в качестве элементов машин или трубопроводов для различных сред.
По сравнению с другими, гнутые профили составляют большую часть группы. В зависимости от требований к радиусу изгиба , точности размеров и точности используются разные методы с различными станками.
- Очень распространенной является процедура изгиба на оправке , которая позволяет обеспечить узких радиусов , и благодаря штабелирующей оправке труба не деформируется в поперечном сечении
- Для больших радиусов часто используется метод гибки колец (также называемый 3-валковая гибка )
Существуют и другие технологии, при которых трубы изгибаются в теплых условиях, тогда как вышеупомянутое при комнатной температуре происходит .
Гибка открытых профилей
Открытые профили, такие как балок , Т-образных профилей, U-образные профили ( каналов ), уголков из нержавеющей стали , также изгибаются до определенного радиуса. Как и версия из углеродистой стали, конструкционные секции из нержавеющей стали также устанавливаются в строительном секторе и в области архитектуры . Кроме того, также для химической , фармацевтической , нефтехимической промышленности , а также для сельского хозяйства и всех применений, где требуется коррозионная стойкость , необходимы гнутые профили.Например, к этой группе относятся подконструкции или усиления для танков , башни или эстакады и опоры для мостов у моря.
Профилегибочные станки
Из-за размеров профиля и их радиусов для гибки конструкционных профилей в основном используются станки для гибки колец .
Эти машины обычно оснащены трехвалковой системой. Гибочные валки имеют особую твердость поверхности и адаптированы к индивидуальной геометрии.Большинство производителей станков предлагают дополнительные компоненты, а также ЧПУ-контроллер для более высокой точности гибки .
Мощность станка — важный фактор. Открытые профили — за исключением равных углов опор — имеют сильную ось и слабую ось с различным модулем упругости сечения , который имеет отношение к необходимой прочности на изгиб.
В качестве примера можно увидеть луч HEB 200 . Эта балка имеет модуль сечения 200,1 см 3 на более слабой оси.Если предполагается изгибать его на более прочной оси, модуль упругости составляет 620 см 3 . Это в три раза больше, поэтому гибочный станок должен обеспечивать соответствующую мощность.
Гибка профилей из горячекатаной нержавеющей стали, сваренных с помощью лазера
Когда дело доходит до гибки профилей, часто возникают вопросы от пользователя. В случае горячекатаного профиля сомнения в целесообразности быстро снимаются. Однако при сварке соответственно свариваемых лазерной сваркой профилей необходимо гнуть, сомнения в приемлемости изгиба остаются немного дольше.
Не все профили и размеры доступны в горячекатаном исполнении. Тем не менее, это не ограничение, так как профили , сваренные лазерной сваркой, идеально подходят для гибки . Есть только одно условие: сварной шов должен быть проплавлен полностью .
В Montanstahl мы свариваем все открытые профили с толщиной стенки до 20-25 мм с полным проваром (таким образом, перекрывается балка HEB 1000 с толщиной стенки 19 мм).
Экономическая эффективность процесса гибки профилей из нержавеющей стали
Гибка профилей из нержавеющей стали на самом деле не является дорогостоящим процессом.Из-за стоимости материала установка стоит , а время гибки относительно невелико в цене профиля.
К сожалению, у этого метода есть и обратная сторона: из-за процесса гибки не вся длина стержня может быть изогнута. В зависимости от радиуса и сечения профиля часть концов стержня не гнута. Эта часть может иметь длину до 1500 миллиметров на каждую сторону.
Этот аспект не следует недооценивать, говоря о стоимости для из нержавеющей стали , поскольку это увеличивает общую стоимость гнутого профиля.
3D-лазерная сварка, альтернатива гибке профилей из нержавеющей стали
Некоторые профили из нержавеющей стали нельзя гнуть. Причиной этого может быть сложность секции , децентрализованный центр масс или риск непоправимой деформации профиля.
Очень эффективная альтернатива гибке специальных профилей — это 3D-лазерная сварка . Стальные полосы загибают по слабой оси, те, что гнуты по сильной оси, вырезают уже закругленными из листа.Затем профиль прошивается и сваривается с помощью 3D-лазерного робота.
Лазерный робот — это 5-осевой робот с ЧПУ, который выполняет сварку точно в нужном месте, независимо от того, является ли это линейным или гнутым соединением. Это гарантирует глубокий провар с малым искажением и высокой точностью размеров .
При использовании этого метода никого не заставляют производить лишнюю длину, которая впоследствии должна быть утилизирована.Другим преимуществом является то, что не происходит деформационного упрочнения нержавеющей стали из-за холодной штамповки процесса гибки.
Если вам нужен гнутый профиль из нержавеющей стали , тогда свяжитесь с нами. Мы рады Вам помочь!
Искусство и наука гибки листового металла
Крепление двигателя. Прочный корпус. Кронштейн 43,7 °. Для обычного рубчика требуется по крайней мере одна металлическая деталь, расположенная под углом, и лучшим инструментом для ее изготовления по-прежнему является старый добрый листогибочный пресс.Гибка деталей требует некоторых дополнительных размышлений при проектировании и компоновке разверток, поэтому, если вы хотите узнать о допусках на изгиб, уменьшении изгиба и о том, как изгибать точные детали даже без пресса, читайте дальше.
Методы гибки
Листогибочный пресс (источник)
Самыми распространенными методами гибки, но, конечно, не единственными, являются гибка на воздухе и дно. Их можно выполнять на одном листогибочном прессе, и обычно для использования в мастерских общего назначения не требуется давление более 25 тонн.Листогибочный пресс также поставляется с ручным упором или задним упором с ЧПУ, который позволяет точно позиционировать линию изгиба. Как и все прессы, листогибочные прессы не совсем точны в отношении своей потенциальной опасности. Они выглядят спокойными и двигаются медленно, но в тот момент, когда их сила ударяется о материал, все может происходить очень быстро.
Однако, если у вас нет доступа к листогибу, вам не совсем повезло. Существуют методы прорезания пазов, при которых материал ослабляется на линии изгиба ровно настолько, чтобы сделать хороший изгиб в стали толщиной до 1/4 дюйма, используя только настольные тиски.
Пневматическая гибка
Анимация воздушной гибки — (источник)
Air Bending использует перфоратор и часто V-образную нижнюю матрицу. Профиль пуансона определяет радиус изгиба, а глубина хода определяет угол изгиба. Поскольку глубина хода регулируется на машине, гибка на воздухе позволяет сгибать листовой материал под произвольным углом без замены штампа или штампа. Отверстие нижней матрицы должно быть выбрано адекватно в зависимости от толщины материала и радиуса изгиба, а хорошее практическое правило — в 6–12 раз больше толщины материала.Это обеспечит хорошие результаты и долгий срок службы инструмента. Тем не менее, вы быстро заметите, что даже профессиональные мастерские используют свой 3/4 «нижний штамп практически для чего угодно, вот и все. После того, как пуансон будет выпущен, материал немного отскочит назад, что необходимо компенсировать за счет чрезмерного изгиба материала. Пневматическая гибка не очень хороша с точки зрения угловой точности, но может использоваться для различных материалов, толщины материалов и углов гибки без переналадки инструмента.
Снизу
Анимация опускания дна — (отредактировано, источник)
Так же, как изгибание на воздухе, для опускания дна используется пуансон и V-образный нижний штамп.Однако пуансон прижимает материал к внутренним поверхностям нижней матрицы, поэтому угол нижнего инструмента определяет угол изгиба. Следовательно, этот метод требует отдельных нижних штампов и переоснащения для каждого угла гибки, а также значительно большего давления. Однако он более точен и имеет меньшую упругость, чем воздушный изгиб. То, что вы обычно найдете в мастерской общего назначения или в производственном помещении, — это тормозной пресс, оснащенный нижней головкой на 90 ° для забивки, и для любого угла изгиба меньше 90 ° такая же матрица будет использоваться для гибки на воздухе.Однако, поскольку для забивания требуются большие усилия, также более важно использовать правильные штампы. Эмпирическое правило гласит, что толщина нижнего отверстия матрицы в 8 раз превышает толщину материала. Однако, поскольку геометрически правильный проем также зависит от радиуса изгиба, есть более эффективные способы расчета ширины проема.
Прорези
Пример сгибаемого вручную кронштейна от Crown International (источник изображения)
Для определения области изгиба и уменьшения усилия, необходимого для изгиба детали из листового металла, до чего-то, с чем можно справиться без тормозного пресса, при изгибе можно вырезать прорези линия для выборочного ослабления материала.Это похоже на изгибание пропила, но менее хлипкое. Прорези — отличный способ получить индивидуальные металлические корпуса и рамы для небольших роботизированных проектов и даже для больших ненагруженных конструкций. Однако, поскольку он явно ослабляет материал, его нельзя использовать для тяжелых несущих частей, которые зависят от структурной целостности области изгиба. Существуют даже запатентованные методы с использованием определенных шаблонов прорези, и даже если идея, лежащая в основе них, достаточно проста, они могут быть весьма гениальными.
Геометрия гибки
В зависимости от угла и радиуса изгиба материал в области изгиба деформируется.Чтобы получить конечные размеры детали, к которым мы стремимся, мы должны заранее это учесть. Большинство профессиональных инструментов САПР, таких как Solidworks или Rhino, выполнят всю математику гибки за вас, но, к сожалению, многие другие хорошие инструменты, такие как Fusion 360, OpenSCAD или FreeCAD, требуют от вас дополнительных плагинов, использования онлайн-калькуляторов или сделай математику вручную.
листов
Давайте начнем с предположения, что вы хотите построить кронштейн под углом 90 ° из бесконечно тонкого листа материала или, что практично, из листа бумаги.Поскольку он такой тонкий, он фактически не содержит материала, поэтому он изгибается без деформации материала. Чтобы сделать это еще проще, мы выбираем радиус изгиба 0, что делает его складкой. В этом теоретическом случае длина L полосы, которую нам нужно вырезать, будет суммой двух сторон кронштейна, A и B.
Если мы теперь добавим радиус изгиба, наша скоба больше не будет состоять из двух прямых сторон A и B, а будет состоять из двух укороченных ножек, которые я назову a и b.Ноги соединяются дугой длиной c. Все идет нормально.
Кубоиды
Чтобы представить себе изгиб металлического листа значительной толщины, сосредоточьтесь на воображаемом центральном листе, так называемой нейтральной линии или нейтральной оси внутри толщины. Эта нейтральная линия ведет себя так же, как и тонкий лист выше, оставаясь недеформированной во время изгиба. Мы должны помнить только о двух вещах: толщина материала t смещает радиус изгиба r ’нейтральной линии на половину толщины материала, и наши ветви a и b становятся немного короче.Реальные материалы, такие как сталь и алюминий, ведут себя не так, как эта центральная линия, но концепция нейтральной линии по-прежнему полезна для их описания.
Допуск на изгиб и коэффициент k
Как всегда, реальные материалы ведут себя не так просто, как наши модели. После того, как материал приобретет новую форму между инструментами пресса из закаленной стали, эта центральная нейтральная линия будет сильно испорчена взаимодействием. Мы не можем точно узнать ход нейтральной линии после изгиба без детальной и довольно сложной модели характеристик материала.Чтобы упростить задачу, для прогнозирования длины развертки можно использовать воображаемую нейтральную линию, основанную на упрощенном приближении:
Для этого вводится поправочный коэффициент k. Коэффициент смещает участок нейтральной линии в области изгиба от его центральной траектории до тех пор, пока он не достигнет длины соответствующей области развертки. Коэффициент k определяется эмпирически для данного материала, толщины материала, радиуса изгиба и метода изгиба. Он отражает все реальные, но неизвестные искажения в области изгиба.
Поскольку k-фактор зависит от нескольких факторов, используются таблицы эмпирически определенных k-факторов для заданных установок. Используя коэффициент k, теперь мы можем рассчитать допуск на изгиб «BA», который представляет собой длину плоского материала, который проходит в область изгиба. Это просто длина дуги «воображаемого» нейтрального отрезка линии, смещенная на коэффициент k:
Конечно, приближение реалистично настолько, насколько реалистичен используемый коэффициент k, и имеет смысл вести свою собственную таблицу со значениями k для материалов, с которыми вы собираетесь работать.Тем не менее, следующие значения являются хорошей отправной точкой:
Таблица k-факторов «практического опыта» (источник: Википедия)
Допуск на изгиб изгибов с прорезями
При прорезании листового металла по оси сгиба средняя плотность материала в области сгиба уменьшается. Нет конкретного правила того, насколько материал должен быть ослаблен, но, как показывает опыт, плотность 20% для стали толщиной до 1/8 дюйма является хорошим выбором. При плотности 20% ширина моста w составляет 1/4 длины паза s, как показано на рисунке ниже.Для ширины моста w я предлагаю не опускаться ниже 3/4 толщины материала T.
Прямые пазы
При использовании прямых прорезей ширина области изгиба в развертке будет равна ширине прорези d, поэтому для всех практических целей ширина прорези в этом случае равна допуску на изгиб. В зависимости от желаемого радиуса изгиба ширина прорези может быть рассчитана:
Однако радиус не должен быть слишком большим и, как правило, должен быть меньше 2/3 толщины материала.
Инженерные слоты
Рисунок прорезей в форме «смайлика» (от Industrial Origami Inc. — патентный источник)
Прорези могут иметь такую форму, чтобы контролировать изгиб более предсказуемым и независимым от материала способом. Хотя вырезание непрямых пазов в металле может показаться тривиальным делом, в этой области все еще есть много патентов. Для образовательных целей и проектов DIY соответствующие патенты Industrial Origami Inc. могут по-прежнему быть отличным ресурсом. Они содержат целый каталог более грамотно спроектированных шаблонов слотов, таких как форма смайлика, самоиндексирующийся шарнир, скрученный шарнир и другие методы, подобные оригами.
Большинство шаблонов спроектированы таким образом, что позволяет материалу самоиндексироваться по отношению к самому себе после изгиба. Например, диагональные перемычки рисунка смайлика будут укорачиваться по мере их скручивания в результате изгиба, эффективно стягивая две плоские стороны вместе от края до края, так что практически отсутствует радиус изгиба и не учитывается зависящий от материала припуск на изгиб. Этот метод позволяет выполнять очень точные изгибы с незначительными деформациями и чрезвычайно прочными деталями.Формулу для внешнего снижения все еще можно использовать, а поскольку OSSB является чисто геометрическим, таблицы коэффициентов k не требуются.
Внешнее понижение «OSSB»
Чтобы получить длину нашей развертки L, мы должны знать длину наших прямых ног a и b. Конечно, если вы проектируете деталь с помощью САПР, вы можете просто прочитать размеры из своего САПР. Однако, если у вас есть технический чертеж только с основными размерами или набросок на салфетке, вам придется сделать это вручную.
Разница между длиной стороны (A или B) изгиба и его участком (a или b) называется внешним отступом или «OSSB». Итак, длина ног определяется как:
а = А — OSSB
b = B — OSSB
Здесь обычно используются два разных определения длины стороны A и B, и это зависит от угла изгиба. Для углов изгиба менее 90 ° они обычно определяются как длина от вершины до кромки, для углов изгиба более 90 ° они обычно измеряются от касательной изгиба к кромке.Для угла изгиба 90 ° эти два значения одинаковы. Во всех формулах и примерах для угла изгиба α используются градусы.
OSSB для α
<90 °
Для угла изгиба α меньше 90 ° и, как правило, когда размеры A и B измеряются от вершины до кромки, формула для внешнего понижения всегда зависит от угла изгиба:
OSSB для α> = 90 °
Для углов изгиба более 90 ° и, как правило, когда размеры A и B отсчитываются от касательной изгиба к краю, внешнее понижение не зависит от угла изгиба:
Свобода выбора
Если вы не привязаны к определенной норме, вы все равно можете измерить A и B от вершины до края и использовать первую формулу, даже если ваш угол изгиба больше 90 °, если он меньше 180 °.Тем не менее, для больших углов это становится крайне непрактичным, учитывая, что вершина уходит далеко от изгиба.
Длина развертки
Наконец, мы можем собрать все вместе и рассчитать длину развертки L, до которой нам нужно разрезать металл, сложив части вместе:
Удержание изгиба «BD»
На практике длина развертки всегда короче суммы A и B, поэтому все вышеперечисленное можно сжать в разнице между A + B и L, которая называется вычетом изгиба «BD».
Для α
<= 90 °
и для α> = 90 °
Создайте свою деталь прямо сейчас
Итак, зная основы допусков на изгиб и вычетов изгиба, вы сможете создать свой собственный стальной корпус, раму робота или монтажный кронштейн, используя тормозной пресс или метод прорезания пазов и тиски.И вам не нужно иметь лазерную или плазменную резку, чтобы получать нестандартные формы из нержавеющей стали или алюминия. Местные мастерские и онлайн-сервисы с радостью загрузят ваш дизайн в свой высокоавтоматизированный производственный конвейер, и даже небольшие партии могут стать доступными. Подводя итоги, посмотрите следующее видео-введение Дэна Гелбарта в листогибочный пресс:
5 Методы гибки и растяжения для экструзии алюминия
Когда алюминий выдавливается через матрицу, он должен выходить прямо.Разработчики штампов приложили много усилий для достижения этого результата, потому что экструзия изогнутой или скрученной формы бесполезна во многих приложениях. Однако бывают случаи, когда требуется изогнутая или закругленная алюминиевая экструзия. Один пример — это орудия для лодки, другой — компоненты рамы прицепа. Клиенты иногда спрашивают, можем ли мы гнуть алюминиевый профиль: обычно наш ответ — это какой-то вариант: «Это зависит от обстоятельств».
Гибка экструдированного алюминия сопряжена с множеством проблем. Здесь мы объясним, почему это нелегко, и познакомим с пятью методами, как это сделать.Если вы дизайнер, который хочет знать, каких радиусов мы можем достичь на различных участках, вы найдете здесь кое-что из того, что вам нужно, но мы рекомендуем вам связаться с нами для более подробного обсуждения.
Свойства и состав алюминия
Алюминий обычно довольно мягкий и пластичный. Это упрощает работу, но не очень полезно для большинства приложений. Чтобы преодолеть это, он сплавлен с другими элементами. Эти алюминиевые сплавы производятся различных марок, называемых «серийными».Есть 1000 серий, 2000 и так далее, до 7000.
Каждая серия имеет немного разный состав и, следовательно, разные свойства. Кроме того, для термообработки подходят сплавы серий 2000, 6000 и 7000. Это увеличивает их прочность при одновременном снижении пластичности.
Большинство алюминиевых профилей относится к серии 6000. Помимо высокой пластичности, он обладает хорошей прочностью и устойчивостью к коррозии. Термическая обработка затрудняет изгиб сплава, поэтому, как правило, это лучше делать после придания окончательной формы.
Соображения по геометрии
Изгиб сжимает внутреннюю сторону и растягивает внешнюю. При изгибе тонкой полосы в направлении ее толщины (а не ее ширины) разница в радиусе изгиба достаточно мала, поэтому растягивающие и сжимающие силы невелики. По мере того, как заготовка становится толще, проблемы возрастают.
В качестве примера трудности рассмотрим изгиб двутавровой балки того типа, который обычно используется в трейлерах и архитектурных приложениях.Для начала согнем его в направлении верхнего и нижнего фланцев. В этом случае центральная перемычка легко сгибается, но по мере изгиба внутренних и внешних кромок фланцев на разные радиусы они испытывают большее растяжение и сжатие. Напряжение истончает металл, а сжатие может вызвать коробление.
Теперь, если мы согнем двутавровую балку в направлении полотна, проблемы умножатся. Разные радиусы имеют не только верхний и нижний фланцы, но и верхняя и нижняя части стенки.
Ключ к успешной гибке — это контроль перемещения каждого элемента экструзии.Это намного проще, если экструзия симметрична, при условии, что ось симметрии совмещена с радиусом изгиба. Асимметричные профили чрезвычайно сложно согнуть без значительных искажений.
Экструзия полого профиля создает еще одну проблему: при отсутствии каких-либо опор металл при сжатии имеет тенденцию изгибаться внутрь. В некоторой степени это можно преодолеть, если заполнить внутреннюю полость чем-то, что сопротивляется продольному изгибу, но это значительно усложняет изгиб.В качестве альтернативы можно сделать стены более толстыми, увеличить внутренние радиусы и, если возможно, добавить внутренние элементы жесткости.
Методы гибки алюминиевых профилей
В отличие от гибки металлического листа на листогибочном прессе, при гибке прессованием целью является создание кривизны. Для этого экструдированный участок наматывают на матрицу. Обычно требуется некоторый перегиб, потому что экструзия демонстрирует некоторую степень упругости. Пять наиболее распространенных методов гибки и экструзии:
Плунжерная / нажимная гибка
В этом методе полукруглый плунжер прижимается к экструдированной секции.С обеих сторон пресс-плашки поддерживают секцию, поворачиваясь вокруг гидроцилиндра. Плунжер имеет форму зеркального отражения профиля внешнего сечения, как и штампы давления. Несколько изгибов можно расположить близко друг к другу, хотя за один раз выполняется только один. Наименьший достижимый радиус изгиба примерно в четыре раза больше диаметра секции (или описанной окружности).
Ротационная гибка с вытяжкой
Этот метод позволяет получить очень малый радиус изгиба — примерно такой же, как диаметр сечения.Гибочная матрица имеет круглую форму с зеркалом внешнего профиля сечения примерно на 270 ° поверхности. Секция прижимается к этой матрице и удерживается на месте прижимной матрицей. Гибочная матрица вращается, охватывая секцию вокруг себя. Точные углы изгиба достигаются за счет управления вращением матрицы.
Трехвалковая гибка
Это метод, который мы используем в Wiley. Как и при изгибе с помощью плунжера / толкания, секция поддерживается в двух местах, а матрица опускается между ними.Отличие заключается в том, что цилиндр и пресс-плашки заменяют ролики. Имея форму, соответствующую секции, они вращаются, протягивая секцию насквозь и создавая большой радиус. При гибке валков можно даже получить полные круги. Его часто используют для придания формы большим сечениям в архитектурных или строительных приложениях.
Компрессионная гибка
Здесь экструзия прижимается к стороне неподвижного плунжера, который имеет зеркальный профиль вокруг дуги 180 °.Затем пресс-форма оборачивает экструзию вокруг плунжера. Минимальный радиус примерно в три раза больше диаметра экструзии или описываемой окружности. Гибка сжатием часто выполняется на станках с двумя головками для изготовления форм с симметричными изгибами на каждом конце.
Растяжка
Этот метод используется для деталей с большим радиусом изгиба. Это влечет за собой зажатие обоих концов экструзии для удержания ее в напряжении (растяжение). Затем закругленная матрица прижимается к средней точке экструзии для создания изгиба.Благодаря натяжению сохраняется контроль над общей длиной, имеется небольшая маркировка на поверхности и хорошая повторяемость угла изгиба.
Если вам нужно согнуть алюминиевый профиль, свяжитесь с нами
При правильной настройке экструзионный пресс производит прямые отрезки экструдированного профиля. Это то, в чем нуждаются многие приложения, например, рамы машин. Однако в некоторых ситуациях желательно указать радиус в сечении. Алюминиевые экструзии серии 6000 обладают хорошей формуемостью и, в зависимости от геометрии, могут изгибаться различными способами.Однако это непросто. Если вы проектируете с помощью экструзии и хотите добавить изгибы, мы рекомендуем вам позвонить или написать по электронной почте, чтобы обсудить конкретные детали. Это может сэкономить много времени и даже улучшить ваш дизайн.
Гибка металла на месте | Новости металлического строительства
Автор Марк Робинс
Старший редактор
Опубликовано: 01 сентября, 2020
Основным преимуществом портативного металлического тормоза является то, что он позволяет подрядчикам формировать индивидуальные металлические детали прямо на стройплощадке.(Фото любезно предоставлено Van Mark Products Corp.)
Тормоз — это металлообрабатывающий станок, который сгибает листовой металл в точные углы и формы. Он формирует эти заданные изгибы, зажимая металл между верхним перфоратором и нижним штампом с клиновидным пазом, а затем прикладывая к нему вертикальное усилие. Профиль пуансона определяет радиус изгиба, а глубина хода определяет угол изгиба.
Листогибочный пресс
имеет множество опций и может быть отрегулирован для создания различных изгибов и углов.Тормоза могут быть небольшими ручными портативными устройствами для работы на стройплощадке или компьютеризированными гидравлическими машинами, подходящими для больших стальных листов, изготовленных в процессе производства. Эта статья посвящена переносным ручным тормозам для гибки металла на стройплощадках.
В металлической конструкции тормоза изгибают металлические детали, которые плотно прилегают к каркасу. Переносной тормоз может работать практически в любом месте на стройплощадке — даже на задней двери грузовика — для множества производственных задач, от больших переходов системы отопления, вентиляции и кондиционирования воздуха до узкой кровли и материала размером до 4 дюймов.К другим областям применения относятся отливы, отделка, водостоки, колпачки, панели перекрытия и J-образные каналы.
Преимущество на месте
Основным преимуществом портативного металлического тормоза является то, что он позволяет подрядчикам формировать индивидуальные металлические детали прямо на стройплощадке. «Во многих случаях фактический размер необходимой металлической формы и то, что указано на чертеже чертежа, различаются, — говорит Гэри Вайнерт, директор по продажам и маркетингу Van Mark Products Corp., Фармингтон-Хиллз, Мичиган. — Портативный тормоз позволяет подрядчик изготовит на заказ точные размеры, необходимые на месте, когда они необходимы.Если предварительно согнутый кусок металла не подходит к требуемой площади, необходимо заказать дополнительную предварительно согнутую деталь и либо забрать, либо доставить. Заказ предварительно согнутых деталей обычно стоит дороже, но это также может немного снизить трудозатраты. Это решения, которые в конечном итоге должны быть приняты мастером или владельцем компании, выполняющей установку, исходя из того, что лучше всего соответствует их потребностям ».
Вейнерт утверждает, что многие из его клиентов начинали с заводского тормоза и предварительно гнули всю свою обрезку перед тем, как отправиться на стройплощадку, или купили предварительно гнутые детали у поставщика металла.Многие из них ошибочно думали, что это их единственный выход, и у них оставалась большая вероятность ошибки. Хотя листогибочный пресс на месте не может полностью заменить заводской тормоз или поставщика предварительно изогнутых форм, он позволяет подрядчикам настраивать необходимые детали на месте.
«С денежной точки зрения стоимость [переносного] тормоза следует сравнивать с потенциальными потерями времени и трудозатрат при попытке бегать туда и обратно в магазин или к поставщику, чтобы изготовить детали правильного размера для завершения работа.Подрядчики обычно обнаруживают, что относительно небольшие вложения в тормоз по сравнению с потраченными деньгами на оплату труда, потерянным временем и невозможностью изготовить индивидуальные детали отделки, как правило, делают [портативный] тормоз разумным вложением средств ».
Тормоз MAX-I-MUM II позволяет производить гибку металла на месте и весит всего 133 фунта, что позволяет легко транспортировать его одним человеком. (Фото любезно предоставлено Tapco Tools)
Подготовка к гибке
Собирайте тормоз только в соответствии с инструкциями производителя; неправильная сборка может создать опасность.Из-за веса тормоза и стойки иногда требуется два человека для помощи при сборке и установке. Безопасно используйте переносной металлический тормоз только в чистой и хорошо освещенной рабочей зоне, где нет препятствий. Листовой металл бывает больших размеров, он острый и требует места для маневра. Переместите все, что находится на пути, чтобы работники не споткнулись об этом.
Проверяйте общее состояние тормоза перед каждым использованием. Убедитесь в отсутствии ослабленных креплений, перекоса или заедания движущихся частей, трещин или поломок, а также любых других условий, которые могут повлиять на его безопасную работу.
Установите тормоз на устойчивой поверхности, которая не может опрокинуться, например на верстаке, задней двери пикапа или опорах для ног, если они есть. Эта плоская устойчивая поверхность должна выдерживать вес металлического тормоза, изгибаемый металл и изгибающее усилие. Грузоподъемность тормоза и другие возможности продукта применимы только после того, как он будет правильно и полностью собран. Держите пальцы подальше от рамы и верхней прижимной пластины. Тормоз может быстро раздавить или ампутировать пальцы, руки или части тела.Всегда снимайте фаску и снимайте заусенцы с острых кромок листового металла перед гибкой, так как острые кромки на листовом металле могут привести к серьезным порезам.
Операция гибки
После того, как тормоз будет готов и станет доступным плоский приклад или рулон металла, сделайте точную разметку на основе измерений участков, которые нужно изгибать в первую очередь. Это сводит к минимуму необходимость работать с листовым металлом слишком много раз, вставляя и вынимая его из тормоза. Маркер для сухого стирания не оставит нежелательных следов, которые вы не сможете стереть с металла.Чтобы проверить точность маркировки, сделайте пробный изгиб детали из металлолома, чтобы не испортить хороший металлический лист. Как только разметка будет завершена и точна, сделайте все необходимые надрезы в листе металла. После того как изгибы сделаны — в большинстве случаев — сделать эти пропилы без повреждения металла практически невозможно.
Эти металлические панели были согнуты на месте, чтобы учесть стены, впадины и другие смещения. Над слуховыми окнами были сделаны все меньшие и большие панели для размещения конструкции.(Фото любезно предоставлено Albert’s Specialty Roofing)
Затем, используя размеры необходимых деталей, согните их из плоского или рулонного полотна. «Чтобы согнуть тормоз Van Mark, вы просто открываете тормоз, помещаете металл в зажимы тормоза, закрываете тормоз и изгибаете под нужным углом», — говорит Вайнерт. «Для нескольких углов просто повторяйте шаги, пока не получите металлические детали, изготовленные по индивидуальному заказу».
Может возникнуть необходимость отрегулировать положение верхней плиты пресса для размещения более толстого или более тонкого куска листового металла.Не затягивайте зажим, который удерживает металл слишком сильно, иначе металл может поцарапаться или повредиться. Установите ручку зажима с таким усилием, чтобы металл нельзя было сдвинуть вручную. Кроме того, зажимы могут изнашиваться, и их может потребовать замена. Их следует периодически снимать винтами и проверять. Если есть признаки износа, такие как царапины, сколы или просто общие изношенные участки, их следует заменить. Новые зажимы можно снова прикрепить к раме с помощью отвертки или небольшой ручной дрели.
После использования листогибочного пресса на месте протрите его зажимные пальцы, зажимное основание, изгибаемые блоки и другие внешние поверхности чистой тканью, чтобы удалить металлический мусор.Периодически смазывайте все движущиеся части и поверхность легким маслом. Закройте металлический тормоз, когда он не используется.
Ограничения на изгиб
Знайте ограничения вашего портативного тормоза на стройплощадке: длину и глубину горловины. Не превышайте максимальную ширину изгиба металлической ложи тормоза. «Тормоза Van Mark доступны в различных размерах от 2 футов в длину до 14 футов в длину и 6 дюймов в длину, при этом наиболее распространенный размер составляет 10 футов 6 дюймов в длину», — говорит Вайнерт. «Тормоза Van Mark доступны как с глубиной горловины 14 дюймов, так и с глубиной горловины 20 дюймов, чтобы удовлетворить потребности конечных пользователей.
Калибр и прочность на разрыв, а также металлическое покрытие, безусловно, влияют на изгибную способность тормоза ». Кроме того, не превышайте указанную грузоподъемность портативного тормоза и помните о динамической нагрузке. Внезапное движение груза может на короткое время вызвать перегрузку, что приведет к выходу продукта из строя.
Что касается ошибок, Вайнерт говорит, что самые большие ошибки, которые он видит при изгибе металла, — это когда используется металл, который не выдерживает нагрузки тормоза. «Обычно это не приводит к повреждению тормоза — если не игнорировать предупреждающие признаки повреждения — но приводит к тому, что металл не изгибается на один и тот же угол на протяжении всего изгиба.Мы всегда рекомендуем подрядчикам и нашим дистрибьюторам присылать нам спецификации производителя на металл, и мы можем сообщить, способны ли наши инструменты сгибать и резать эти материалы. У нас есть технические специалисты, которые помогут посоветовать, какой из наших инструментов лучше всего соответствует потребностям этого человека. Вторая наиболее частая ошибка — это отсутствие двойной проверки измерений перед сгибанием. Здесь применима старая поговорка «дважды отмерь, один раз согнись».
(Фото любезно предоставлено Van Mark Products Corp.)
История гибки металла — Стальные гибочные станки Barnshaws
До того, как сталь стала широко использоваться во второй половине XIX века, изогнутые конструкции часто строились из железа, которое отливали в жидкой форме в изогнутый профиль или строили из детали из кованого железа с фасонными перемычками или решетчатыми фермами. Поскольку кованое железо было очень мягким, кузнецы могли выгибать мелкие детали горячей ковкой.
В течение 20 века прокатные стальные балки изгибались металлическими гибочными машинами для использования в качестве арок шахт для поддержки подземных выработок.Изначально для гнутья балок использовались гидравлические прессы, но со временем были внедрены трехвалковые гибочные машины для гибки металла. Поскольку балки имеют очень толстую перемычку, они не подвержены короблению во время операции изгиба.
Металлогибы применялись также при изготовлении корпусов судов. Еще в 1910 году гибочное оборудование с роликами использовалось для изгиба плоских поверхностей, уголков и тройников для морских судов. В период с 1930 по 1950 год небольшие изогнутые стальные элементы также использовались в относительно простых строительных конструкциях.Хижины Ниссена, авиационные ангары и голландские амбары часто имели несущую конструкцию из изогнутых стальных уголков, тройников или небольших прокатных двутавровых секций.
С конца 1940-х годов повсеместно стали применяться универсальные балки (двутавровые секции с параллельными полками). Эти параллельные секции полки, которые имели относительно тонкие стенки (по сравнению с балками), было трудно изогнуть вокруг главной оси, потому что сила, необходимая для изгиба всей балки, на самом деле была больше, чем сила, вызывающая локальное продольное изгибание стенки.В середине 1970-х годов стали появляться гибочные станки с дополнительными валками для поддержки полотна. Эта разработка позволила стальным гибочным станкам экономично и точно изгибать большие универсальные балки вокруг главной оси и оказала значительное влияние на проектирование изогнутых стальных конструкций, а изгиб металла стал обычным явлением в строительной отрасли. С течением времени индукционная гибка — процесс горячей гибки, который изначально был разработан для гибки трубопроводов, — также был адаптирован для нужд стальных конструкций.
В течение последних двух десятилетий 20-го века спрос на изогнутые стальные элементы в строительных конструкциях значительно вырос. Сосредоточение капиталовложений на коммерческих, а не на промышленных зданиях и связанное с этим строительство новых офисов, терминалов аэропортов, станций, супермаркетов и развлекательных заведений обеспечило рыночную среду, в которой конструкционная сталь процветала, а гибка металла стала самостоятельным жизнеспособным бизнесом предлагая гибку металла в различных формах и предлагая архитекторам возможность реализовать свои замыслы.
В частности, с появлением оборудования с возможностью гибки стали / металла точно и экономично, неотъемлемые преимущества конструкции со стальным каркасом были дополнены новыми возможностями проектирования, которые ранее ограничивались альтернативными формами строительства или ограничивались соображениями стоимости. Основным преимуществом использования изогнутых элементов является несомненная эстетическая привлекательность изогнутых стальных профилей и труб, что открыло новые горизонты для творческого проектирования стальных конструкций.
Подробнее об истории Barnshaws
Гибочный станок — Листовой металл, профиль, трубогибы
Гибочный станок — трубогибочный станок, Профилегибочный станок
Гибочный станок в основном используется для гибки заготовки. Для этого в машине используется гибочный инструмент. Доступны различные типы гибочных машин, а именно: гибочная машина для листового металла, гибочная машина для гибки, резки и пробивки шин, гидравлическая и механическая профилегибочная машина, гидравлическая ручная, гидравлическая ручная / моторизованная трубогибочная машина, листогибочная машина, гибочная машина для листового металла, трубогибочный станок и др.Листогибочный станок выбран для создания изгиба листового металла. Металлические детали сначала закрепляются на зажимном приспособлении, которое удерживает их в течение всей операции. Надежность этого гибочного станка обусловлена тем, что они изготовлены из высококачественного сырья.
Листогибочная машина — это инструмент, используемый для сгибания предметов под углом. Этот профилегибочный станок также известен как трубогибочный станок, так как он также используется для гибки трубных объектов. Эта машина подходит для использования при гибке таких предметов, как трубы, трубы и т. Д.Эти профилегибочные станки используются из-за их высокой точности и предпочитаются большинством людей.
Листогибочная машина
Листогибочные машины помогут вам сгибать и складывать различные материалы для достижения желаемого результата. В металлургической промышленности производители должны сгибать металлические листы под углом для достижения желаемого результата. Листогибочные машины используют растяжение и сжатие для создания сложного продукта. Кроме того, машина позволяет производителям устанавливать несколько деталей, с которыми иначе сложно работать.
Листогибочные машины предлагают предприятиям инновационную возможность превращать сырье в сложные продукты в соответствии с их потребностями. Эти машины популярны, поскольку их можно настроить с помощью различных аксессуаров и удовлетворить потребности различных отраслей промышленности.
Трубогибочный станок
Трубогибочные станки помогают сгибать трубы и трубки из различных материалов. Такие отрасли, как автомобилестроение, сантехника, архитектура и другие, постоянно используют трубогибочные машины для изгиба труб и других промышленных целей.Независимо от того, работаете ли вы над сгибанием небольшого куска трубы или большого, это оборудование отлично работает без использования какой-либо энергии или силы высокого уровня. Если вы ищете эргономичное решение для гибки труб из твердых материалов, таких как сталь, алюминий или другие, то трубогибочный станок — идеальное решение.
Гибка листового металла
Гибка листового металла — распространенный и жизненно важный процесс в обрабатывающей промышленности. Гибка листового металла — пластическая деформация изделия по оси,
создание изменения в
геометрия детали. Подобно другим процессам обработки металла, гибка изменяет форму.
заготовки, при этом объем материала останется прежним. В некоторых случаях
изгиб может привести к небольшому изменению толщины листа. Для большинства операций
однако изгиб практически не приведет к изменению толщины
листового металла. Помимо создания желаемой геометрической формы, изгиб
также используется для придания прочности и жесткости листовому металлу, чтобы изменить момент детали.
инерции, для косметического вида и устранения острых краев.
| Рисунок: 264 |
Изгиб металла вызывает как растяжение, так и сжатие внутри материала. Механический
принципы металлов, особенно в отношении упругой и пластической деформации, являются
важны для понимания гибки листового металла и обсуждаются в основах
участок формовки металла. Эффект, который свойства материала будут иметь в ответ на
Условия производства будут определяющим фактором при проектировании процесса обработки листового металла.Обычно гибка листового металла выполняется в холодном состоянии, но иногда работа может быть
с подогревом до теплой или горячей рабочей температуры.
Большинство операций по гибке листового металла включает установку штамповочного штампа, хотя и не всегда.
Существует множество различных геометрических форм, настроек и приспособлений для штамповки. Инструмент может быть
в зависимости от процесса гибки и желаемого угла гибки. Гибочные материалы штампа
обычно из серого чугуна или углеродистой стали, но в зависимости от обрабатываемой детали
Диапазон материалов пуансона варьируется от древесины твердых пород до карбидов.Сила для
штамповка и штамповка обычно обеспечивается прессом. Заготовка может
пройти несколько процессов гибки металла. Иногда потребуется серия разных
операции штамповки и штамповки для создания единого изгиба. Или много прогрессивных изгибов
операции по формированию определенной геометрии.
Листовой металл относится к заготовке при гибке.
обсуждаются в этом разделе. Однако многие из описанных процессов также могут быть
наносится и на металлический лист.Ссылки на детали из листового металла часто могут
включить пластину. Некоторые операции гибки специально разработаны для гибки
металлических деталей различной формы, например ручек шкафов. Гибка труб и стержней
также широко применяется в современном производстве.
Процессы гибки
Процессы гибки различаются методами пластической деформации
лист или тарелка. Материал, размер и толщина заготовки являются важными факторами.
при выборе способа гибки металла.Также важен размер
изгиб, радиус изгиба, угол изгиба, кривизна изгиба и расположение изгиба в
заготовка. При проектировании процесса обработки листового металла следует выбирать наиболее эффективный тип
процесс гибки, основанный на характере желаемой гибки и обрабатываемом материале.
Многие изгибы можно эффективно сформировать с помощью множества различных процессов и
доступное оборудование часто определяет метод гибки.
Одним из наиболее распространенных способов изготовления листового металла является V-образная гибка.V-образный пуансон заставляет работу в V-образную матрицу и, следовательно
сгибает его. Этот вид отростка может загибать как очень острые, так и очень тупые углы,
также все, что находится между ними, включая 90 градусов.
| Рисунок: 265 |
Гибка кромок — еще один очень распространенный процесс листового металла, выполняемый с помощью
вытирая умирают. Гибка кромок дает хорошее механическое преимущество при формовании
сгибать. Однако углы более 90 градусов потребуют более сложных
оборудование, способное к передаче некоторой горизонтальной силы.Кроме того, вытирая умирают
используемые при гибке кромок должны иметь прижимную подушку. Действие
прижимной подушкой можно управлять отдельно, чем у пуансона. В основном давление
Подушечка удерживает часть заготовки на штампе, площадь изгиба
расположен на краю штампа, а остальная часть работы удерживается над пространством, как
консольная балка. Затем пуансон прикладывает силу к секции консольной балки,
заставляя работу изгибаться за край штампа.
| Рисунок: 266 |
Поворотная гибка формирует работу за счет того же механизма, что и кромочная гибка.Однако для ротационной гибки используется другая конструкция, чем для протирочного штампа. А
цилиндр с вырезанным желаемым углом служит пуансоном. В
цилиндр может вращаться вокруг одной оси и надежно закреплен на всех остальных
степени движения за счет крепления к седлу. Лист
металл помещается консольно над краем нижнего штампа, как и
настройка при гибке кромок. В отличие от гибки кромок, при поворотной гибке
Нет прижимной подушки. На пуансон передается сила, заставляя его закрываться
работа.Размер канавки на цилиндре рассчитан таким образом, чтобы
угловой изгиб. Канавка может быть меньше или больше 90 градусов, что позволяет
для ряда острых и тупых изгибов. V-образный паз цилиндров имеет два
поверхности. Одна поверхность контактирует с изделием, передавая давление и удерживая лист
металлический на месте на нижнем штампе. Поскольку сила передается через цилиндр, он вращается,
заставляя другую поверхность изгибать изделие за край штампа, в то время как
первая поверхность продолжает удерживать работу на месте.Ротационная гибка обеспечивает
хорошее механическое преимущество.
Этот процесс дает преимущества по сравнению со стандартной операцией гибки кромок в
что он устраняет необходимость в прижимной подушке и способен сгибаться
90 градусов без какого-либо горизонтально действующего оборудования. Ротационная гибка
относительно новый и набирает популярность в обрабатывающей промышленности.
| Рисунок: 267 |
Гибка на воздухе — это простой метод создания гибки без необходимости
геометрия штампа.Листовой металл поддерживается двумя поверхностями на определенном расстоянии.
отдельно. Пробойник оказывает усилие в нужном месте, изгибая листовой металл между
две поверхности.
| Рисунок: 268 |
Пуансон и матрица изготавливаются с определенной геометрией, чтобы
специфические изгибы. Для гибки каналов используется профильный пуансон и матрица для формирования листа.
металлический швеллер. U-образный изгиб выполняется с помощью U-образного пробойника правильного
кривизна.
| Рисунок: 269 |
Многие операции гибки были разработаны для получения смещений и
формируют листовой металл для множества различных функций.
| Рисунок: 270 |
Некоторые операции гибки листового металла требуют использования более двух штампов.
Круглые трубы, например, можно сгибать из листового металла с помощью нескольких операций.
машина. Для соединения полая труба может быть сшита или приварена.
| Рисунок: 271 |
Гофрирование — это тип процесса гибки, при котором симметричный изгиб
производится по ширине листового металла и через равные промежутки времени по его
Вся длина.Для гофрирования используются самые разные формы, но все они имеют
с той же целью, чтобы увеличить жесткость листового металла и увеличить его
устойчивость к изгибающим моментам. Это достигается упрочнением
металла и изменение момента инерции листа, вызванное изгибом
геометрия. Гофрированный листовой металл очень полезен в строительстве и
широко применяется в строительной отрасли.
| Рисунок: 272 |
Процессы гибки кромок
Листовой металл разных размеров можно гнуть бесчисленным количеством способов,
в разных местах для достижения желаемой геометрии детали.Один из многих
при производстве листового металла важным фактором является состояние
кромки листового металла, особенно в отношении детали после изготовления. Край
операции гибки обычно используются при промышленной обработке листового металла и
предполагает изгибание участка металла, который меньше размера детали. Эти
секции расположены по краям. Гибка кромок используется для устранения острых кромок,
для создания геометрических поверхностей для таких целей, как соединение, для защиты детали,
для увеличения жесткости и косметического вида.
Отбортовка — это процесс сгибания кромки, обычно под углом 90 градусов.
| Рисунок: 273 |
Иногда материал листового металла преднамеренно подвергается растяжению или сжатию в
процессы отбортовки растяжением и отбортовки усадкой соответственно. В дополнение к
сгибая край, эти операции также придают ему кривую.
| Рисунок: 274 |
Отбортовка — обычное дело при обработке кромок деталей из листового металла и может
также могут использоваться для формирования рабочей конструкции деталей, например, петель.Бисероплетение
образует завиток по краю детали. Эта бусина может быть сформирована на
прямая или изогнутая ось. Есть много разных техник для формирования
шарик. Некоторые методы формируют валик постепенно, в несколько этапов, используя
несколько различных расположений кристаллов. Другие процессы гибки листового металла производят
бусина с одной плашкой. В процессе, называемом проводкой, край металла загибается над проволокой.
Способ формирования бусинки будет зависеть от конкретных требований к
производственный процесс и деталь из листового металла.
| Рисунок: 275 |
Подшивка — это процесс гибки кромки, при котором кромка листа
полностью наклонился на себя.
| Рисунок: 276 |
Закатка — это процесс соединения листового металла. Сшивание включает в себя сгибание
края двух деталей друг на друга. Прочность металла сопротивляется разрушению
соединение, потому что материал пластически деформируется в нужное положение.Как
изгибы соединены вместе, каждый изгиб помогает противостоять деформации
другой изгиб, обеспечивающий хорошо укрепленную структуру суставов. Двойной шов имеет
использовались для создания водонепроницаемых или воздухонепроницаемых стыков между листовым металлом
части.
| Рисунок: 277 |
Валковая гибка
Валковая гибка — это метод, который полезен для относительно толстых работ.
Хотя могут использоваться листы различного размера и толщины, это основной
производственный процесс для гибки металла больших кусков листа.Валковая гибка использует три
валки для подачи и сгибания пластины до нужной кривизны. Расположение
валки определяют точный изгиб работы. Получены разные кривые
контролируя расстояние и угол между валками. Подвижный рулон обеспечивает
возможность управлять кривой. Работа может иметь некоторую кривую, часто
будет прям. Балки, стержни и другие металлические заготовки также изгибаются с помощью этого процесса.
| Рисунок: 278 |
Профилегибочная обработка листового металла
Профилирование листового металла — это непрерывный производственный процесс, в котором для гибки используются валки.
поперечное сечение листового металла определенной геометрии.Часто несколько рулонов могут быть
используются последовательно для непрерывной гибки заготовки. Подобно фигурной прокатке, но
Профилирование не предполагает перераспределения материала в работе, только гибку.
Как и профильная прокатка, профилирование обычно включает в себя последовательную гибку изделия.
шаги. Каждый рулон будет в определенной степени формировать листовой металл при подготовке к
следующий рулон. Последний рулон завершает геометрию.
Каналы разных типов, желоба, сайдинг и панели строительного назначения
являются обычными изделиями, изготавливаемыми в массовом производстве методом профилирования.Роллы бывают
обычно подается из рулона листового металла. Входной валок поставляется по мере разматывания рулона.
во время процесса. После формования непрерывные изделия можно разрезать на нужную длину.
для создания дискретных деталей. Закрытые секции, такие как квадраты и прямоугольники, могут быть
непрерывно гнутый из рулона листового металла. Рамы для дверей и окон бывают
изготовлены этим методом. Рулон листового металла часто гнут в рулонах в тонкостенные.
сварная труба по шву. Сварка непрерывного продукта
включается в процесс прокатки.Профилегибочное формование каналов — непрерывное
альтернатива процессу дискретного изгиба канала, например, показанному на
Рисунок 269. Рисунок 279 показывает простую последовательность, используемую для создания канала.
| Рисунок: 279 |
Этот канал может быть изготовлен пуансоном и матрицей. Однако в этом
В этом случае длина канала будет ограничена длиной пуансона и
умри. Профилегибочное формование позволяет изготавливать непрерывную часть (практически ограниченную длиной
рулона листового металла), который можно разрезать до любого необходимого размера.Производительность тоже повышается,
с устранением погрузочно-разгрузочных работ. Валки для профилирования листового металла бывают
обычно изготавливается из серого чугуна или углеродистой стали. Смазка важна и
влияет на силы и качество поверхности. Иногда рулоны хромируют, чтобы
улучшить качество поверхности.
Механика гибки листового металла
Чтобы понять механику гибки листового металла, понимание материала
свойства, характеристики и поведение металла, необходимо.Особенно
Важное значение имеет тема упругого и пластического деформирования металла. Информация о
свойства металлов применительно к производству можно найти в более раннем
секция, (металлообработка). Следует также понимать, что
гибка листового металла вызывает локальную пластическую деформацию и практически не меняет
толщина листа, для большинства операций. Он не создает металлический поток, влияющий на
регионы подальше от изгиба.
Сила, необходимая для выполнения изгиба, в значительной степени зависит от изгиба и
конкретный процесс гибки металла, потому что механика каждого процесса может
значительно различаются.Правильная смазка важна для
управляя силами и влияет на процесс. При штамповке и штамповке,
размер отверстия матрицы является основным фактором силы, необходимой для выполнения
изгиб. Увеличение размера отверстия в матрице уменьшит необходимый изгиб.
сила. По мере изгиба листового металла необходимое усилие будет изменяться. Обычно важно
определить максимально необходимую силу изгиба, чтобы оценить производительность машины
требования.
Важными факторами, влияющими на механику гибки, являются материал,
толщина листа, ширина, по которой происходит изгиб, радиус изгиба, угол изгиба,
станки, инструменты и специальные процессы гибки металлов.Изгиб листа создаст силы
которые действуют в области изгиба и по толщине листа. Материал
по направлению к внешней стороне изгиба находится в напряжении, а материал по направлению к внутренней части
находится в сжатии. Напряжение и сжатие противоположны, поэтому при движении
от одного к другому должна существовать нулевая область. В этой нулевой области нет сил.
на материал. При гибке листового металла эта нулевая область возникает вдоль
непрерывная плоскость в пределах толщины детали, называемая нейтральной осью.Местоположение
этой оси будет зависеть от различных факторов гибки и листового металла. Тем не мение,
общее приближение для расположения оси может быть 40 процентов листа
толщина, измеренная от внутренней стороны изгиба. Еще одна характеристика
нейтральная ось состоит в том, что из-за отсутствия сил длина нейтральной оси
остается такой же. По существу, с одной стороны от нейтральной оси материал находится в напряжении,
с другой стороны, материал сжимается. Величина напряжения или
сжатие увеличивается с увеличением расстояния от оси.
| Рисунок: 280 |
Если к металлической детали приложить относительно небольшое усилие, она деформируется.
эластично и восстанавливает свою форму при снятии усилия. Для того чтобы
пластическая деформация металла, минимальный порог усилия должен быть
достиг. Сила, действующая на нейтральную ось, равна нулю и увеличивается с увеличением
удаленность от этого региона. Минимальный порог силы, необходимый для пластика
деформация не достигается до определенного расстояния от нейтральной оси в
в любом направлении.Материал между этими областями деформируется только пластически,
из-за невысокой величины сил. Эти области проходят параллельно и образуют
упругий стержень вокруг нейтральной оси.
| Рисунок: 281 |
Когда сила, использованная для создания изгиба, снимается, восстановление
упругая область приводит к возникновению упругого возврата . Springback — это
частичное восстановление работы от изгиба до его геометрии перед
была приложена изгибающая сила.Величина упругого возврата во многом зависит от
модуль упругости и предел текучести материала. Обычно результаты
упругого возврата будет действовать только для увеличения угла изгиба на несколько градусов, однако,
все процессы гибки листового металла должны учитывать фактор упругой отдачи.
| Рисунок: 282 |
Способы устранения упругого возврата
В обрабатывающей промышленности были разработаны методы, которые могут устранить
эффекты упругого возврата.Один из распространенных методов — это чрезмерное сгибание. Количество
упругого возврата рассчитывается, и листовой металл перегибается до меньшего изгиба
угол, чем нужно. Восстановление материала от упругого возврата приводит к
расчетное увеличение угла изгиба. Это увеличение делает восстановленный угол изгиба
именно то, что планировалось изначально.
| Рисунок: 283 |
Другой метод устранения упругого возврата — пластическая деформация
материал в области изгиба.Локализованные сжимающие силы между пуансоном и
матрица в этой области будет пластически деформировать эластичный сердечник, предотвращая возврат к пружине.
Это можно сделать, применив дополнительную силу через наконечник пуансона после
завершение гибки. Техника, известная как дно, или дно
ударить кулаком.
| Рисунок: 284 |
Формовка растяжением — это метод гибки металла, который устраняет большую часть
упругая отдача в изгибе.
Подвергая изделие растягивающему напряжению во время изгиба, упругая область будет
пластически деформированный.Формирование растяжки не может выполняться для некоторых сложных
изгибы и для очень острых углов. Величину натяжения необходимо контролировать, чтобы
избегать растрескивания листового металла. Формирование растяжения — это процесс, часто используемый в
авиастроительная промышленность.
| Рисунок: 285 |
Гибкость листового металла
Гибкость листового металла — это характерная степень, в которой
деталь из листового металла можно гнуть без сбоев.Гибкость связана с более
общий термин формуемости, обсуждаемый в разделе по формованию листового металла. Гибкость
будет меняться для разных материалов и толщины листа. Также механика
технологического процесса повлияет на гибкость, так как различный инструментарий и геометрия листов
вызовет различное распределение силы.
Гибка металла — менее сложный процесс, чем глубокая вытяжка.
анализ сил, действующих во время операции. Один простой способ
количественно оценить изгибаемость — изгибать прямоугольный образец из листового металла до образования трещин.
на внешней поверхности.Радиус изгиба, при котором возникает первое растрескивание, называется
минимальный радиус изгиба. Минимальный радиус изгиба часто выражается через
толщина листа (т.е. 2T, 4T). Чем выше минимальный радиус изгиба, тем меньше
гибкость. Минимальный радиус изгиба 0 означает, что лист можно
складывалась сама на себя.
Анизотропия листового металла — важный фактор при изгибе. Если лист
является анизотропным, то изгиб следует выполнять в нужном направлении. А
Тест на определение анизотропии обсуждается в разделе «Формовка листового металла».
Состояние кромок листового металла влияет на гибкость. Часто
трещины могут распространяться от краев. Неровные края могут уменьшить
гибкость детали из листового металла. Холодная обработка краев или детали,
также может снизить изгибаемость. Еще одним источником могут быть вакансии в сфере листового металла.
разрушения материала при изгибе. Наличие вакансий сократит
гибкость металла. Примеси в материале, особенно в виде включений, могут
также распространяют трещины и уменьшают изгибаемость.Остроконечный или остроугольный
включения более вредны для изгибаемости, чем круглые включения. Поверхность
качество листового металла может иметь значение при гибке. Грубый
поверхности могут увеличить вероятность растрескивания листа под действием силы.
Чтобы смягчить эти проблемы и оптимизировать гибкость листового металла,
следует проводить на всем протяжении производственного процесса. Лист высокого качества
металл происходит из высококачественного металла. Эффективные методы рафинирования вместе с
надежный процесс прокатки листового металла должен закрыть вакансии, разрушить или
исключить включения и придать металлическому изделию гладкую поверхность.Обработка кромок, такая как обрезка или чистовая вырубка, может улучшить качество кромки.
Иногда участки холодной обработки можно подвергнуть механической обработке. Отжиг детали до
устраняет области холодной обработки и увеличивает пластичность, а также улучшает
гибкость металла. Операции гибки иногда выполняются на нагретых деталях,
потому что при нагревании повышается изгибаемость металла. Листовой металл может
также иногда могут образовываться в среде с высоким давлением, что является еще одним
способ сделать его более гибким.
Процессы резки и гибки
Некоторые производственные процессы включают как резку, так и гибку листового металла.Прокалывание — это процесс резки и гибки листа для создания рельефной геометрии.
Копирование может использоваться для увеличения теплоотдачи деталей из листового металла, для
пример. Другой распространенный процесс, в котором используются как резка, так и гибка, — это прокалывание.
Не путать ковку с прошивкой. Пирсинг используется для создания
отверстие в детали из листового металла. В отличие от гашения, которое создает пробку, пирсинг делает
не удалять материал. Пуансон заострен и может проткнуть лист. Как
пуансон расширяет отверстие, материал загибается во внутренний фланец для отверстия.Этот фланец может быть полезен для некоторых приложений.
| Рисунок: 286 |
Металлическая трубка с выпуклостью
Выпуклость трубы — это процесс производства листового металла, в котором некоторая часть внутреннего
геометрия полой металлической трубки подвергается давлению, в результате чего трубка выпирает наружу.
Выпуклая область обычно ограничивается штампом, который может управлять его геометрией.
Общая длина трубки будет уменьшена из-за расширения области вздутия.В обрабатывающей промышленности используются различные методы выпучивания металла.
В одной из основных групп процессов используется заглушка из эластомера, обычно полиуретана. Этот
заглушка находится внутри трубки. К эластомеру прикладывают давление, вызывая его вздутие.
Вытягиваясь наружу, заглушка сгибает трубку из листового металла. После снятия силы
эластомерная пробка возвращается к своей первоначальной форме и может быть легко удалена. Полиуретан
заглушки прочные и создадут хорошее распределение давления по поверхности
во время изгиба.Гидравлическое давление также может быть использовано для создания такого же вздутия.
эффект. Однако заглушки из эластомера чище, легко снимаются и требуют меньше
сложная оснастка. Разъемные плашки используются для облегчения снятия детали.
| Рисунок: 287 |
Гибка металлических труб
Трубы, стержни, стержни и другие поперечные сечения также подлежат операциям гибки металла.
Следует помнить, что при изгибе металлической детали упругая отдача всегда
фактор.Для гибки полых труб было разработано несколько специальных производственных процессов.
Эти операции можно использовать и на цельнотянутых стержнях. Полые трубы имеют
характерно, что они могут разрушиться при сгибании. Трубки также могут треснуть или порваться,
пластичность материала важна при рассмотрении разрушения трубы.
По мере уменьшения радиуса изгиба тенденция к сжатию увеличивается. Радиус изгиба в
изгиб металлической трубы измеряется от средней линии трубы. Другой важный фактор, определяющий
коллапс — это толщина стенки трубы.Трубы с большей толщиной стенки меньше
скорее всего рухнет. Сгибание толстостенной трубы до большого радиуса обычно не проблема, так как
что касается коллапса. Однако по мере уменьшения толщины стенки и / или изгиба
уменьшается радиус, необходимо найти решения, чтобы предотвратить разрушение трубки. Одно из решений —
перед сгибанием заполните трубку песком. Другой способ — разместить пластиковую
заткнуть какую-нибудь трубку, потом согнуть. И песок, и пластиковая пробка действуют
обеспечивают внутреннюю структурную поддержку, значительно увеличивая способность гнуть трубы
без развала.
Гибка с растяжением — это процесс, при котором труба формируется под действием растягивающей силы.
параллельно оси трубы и одновременная изгибающая сила, действующая для вытягивания трубы
над блоком формы. Блок зафиксирован, и силы приложены к концам
трубка.
| Рисунок: 288 |
Изгибание вытяжкой включает зажатие трубы возле ее конца на вращающемся опалубочном блоке.
Прижимная подкладка также используется для удержания трубной заготовки. Когда блок формы вращается,
трубка изогнута.
| Рисунок: 289 |
Компрессионная гибка — это процесс гибки труб, который имеет некоторое сходство с
кромочная гибка листового металла с помощью шлифовального штампа.