Метрическая резьба. Шаг резьбы. Как измерить шаг резьбы
Метрическая резьба
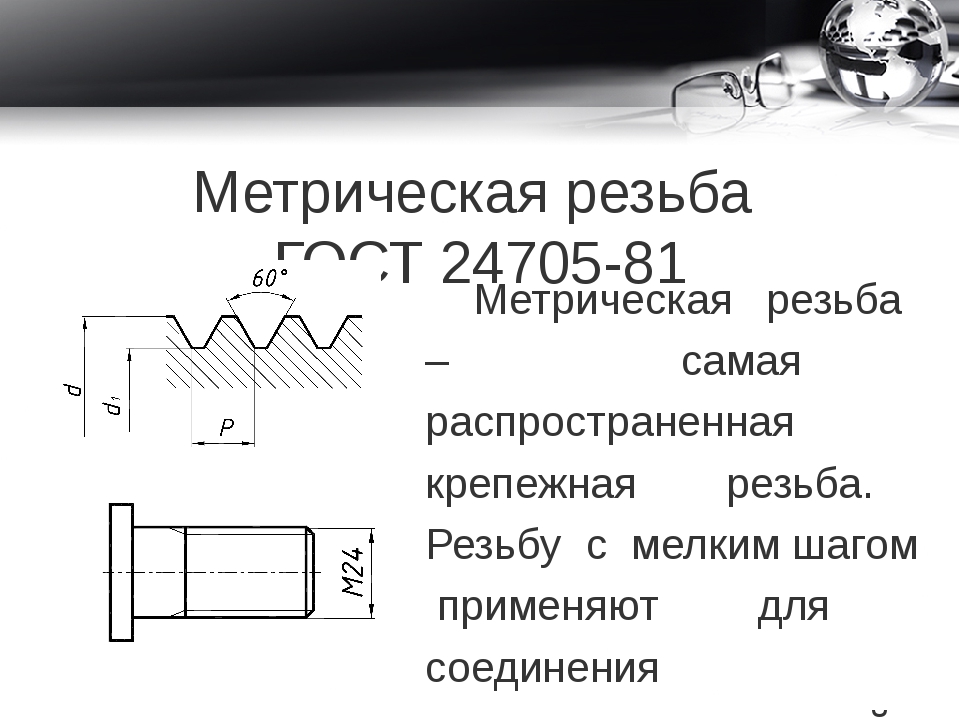
Резьба — это вид поверхности с чередующимися выступами и впадинами. Существует несколько видов резьбы. Самые популярные – метрическая и дюймовая. В данной статье мы затронем только метрическую резьбу, так как она более распространенная.
Метрическая резьба является основным типом крепежной резьбы. Отличается она шагом и номинальным диаметром. Шаг резьбы равен расстоянию между двумя одинаковыми точками ближайших одноименных профилей, лежащих в одной плоскости. Не смотря на столь сложное определение, понять его очень легко — это расстояние между двух выступов резьбы.
В свою очередь, метрическая резьба согласно ГОСТ 8724-81 может быть с крупным (основным) или мелким шагом. Считается что шаг от 1 до 68 мм – крупный шаг, выше чем 68 мм – только мелкий шаг. Так же, следует отметить тот факт, что мелкий шах резьбы может быть разным при одном и том же диаметре стержня, а крупный имеет только одно значение.
Метрическая резьба имеет треугольный профиль с углом 60° и плоско срезанными вершинами. Диаметр и шаг резьбы выражены в милиметрах. Существует несколько стандартов на метрическую резьбу. Все-таки и в Европе, и в США чаще применяется метрическая резьба стандарта ISO. Метрическая обозначается буквой «М», за которой следует значение наружного диаметра резьбы и, после символа «×«, обозначение шага резьбы (например, М12×1,25).
Метрическая резьба с нормальным шагом обычно помечается буквой «М», за которой следует значение наружного диаметра резьбы, но шаг при этом не указывается (например М4, М6, М12). Как правило под резьбой ISO подразумевается именно резьба с нормальным (крупным) шагом.
Метрическая резьба с мелким шагом помечается той же буквой «М», но в обозначение номинала резьбы всегда включается размер шага в мм (например, М12×1,25). За рубежом она иногда (например, в заголовках таблиц) может обозначаться буквами «MF» (от «Fine» — «Мелкий»). Метрическая резьба с мелким шагом применяется только в специальных случаях, когда нормальная резьба по стандарту ISO по каким-либо причинам не устраивает разработчиков того или иного узла или агрегата.
Метрическая резьба с мелким шагом применяется только в специальных случаях, когда нормальная резьба по стандарту ISO по каким-либо причинам не устраивает разработчиков того или иного узла или агрегата.
Обычно мелкий шаг резьбы применяется в условиях небольшой вибрации или толчков. Таким образом, крепежи с мелким шагом часто используют в авиастроении и для скрепления высокоточных механизмов в машиностроении. Что касается обычного шага, то такие крепежи самые популярные и их эксплуатируют практически везде и повсеместно.
Шаг для основной и мелкой резьбы
Резьба | Шаг резьбы Р, мм | |||
Основная резьба М | Мелкая резьба М | |||
мелкая | мелкая 2 | супермелкая | ||
M1 | 0. | (0.2) | — | — |
M1.2 | 0.25 | (0.2) | — | — |
M1.4 | 0.3 | (0.2) | — | — |
M1.6 | 0.35 | (0.2) | — | — |
M1.8 | 0.35 | (0.2) | — | — |
M2 | 0.4 | (0.25) | — | — |
M2.2 | 0.45 | (0.25) | — | — |
M2.5 | 0.45 | (0.35) | — | — |
M3 | 0. | (0.35) | — | — |
M3.5 | 0.6 | (0.35) | — | — |
M4 | 0.7 | 0.5 | — | — |
M5 | 0.8 | 0.5 | — | — |
M6 | 1.0 | 0.75 | 0.5 | — |
M8 | 1.25 | 1.0 | 0.75 | 0.5 |
M10 | 1.5 | 1.25 | 1.0 | 0.75 |
M12 | 1.75 | 1.5 | 1.25 | 1. |
M14 | 2.0 | 1.5 | 1.25 | 1.0 |
M16 | 2.0 | 1.5 | — | 1.0 |
M18 | 2.5 | 2.0 | 1.5 | 1.0 |
M20 | 2.5 | 2.0 | 1.5 | 1.0 |
M22 | 2.5 | 2.0 | 1.5 | 1.0 |
M24 | 3.0 | 2.0 | 1.5 | 1.0 |
M27 | 3.0 | 2.0 | 1.5 | (1.0) |
M30 | 3. | 2.0 | 1.5 | (1.0) |
M33 | 3.5 | 2.0 | 1.5 | — |
M36 | 4.0 | 3.0 | 2.0 | 1.5 |
M39 | 4.0 | 3.0 | 2.0 | 1.5 |
M42 | 4.5 | (4.0) 3.0 | 2.0 | 1.5 |
M45 | 4.5 | (4.0) 3.0 | 2.0 | 1.5 |
M48 | 5.0 | (4.0) 3.0 | 2.0 | 1.5 |
M52 | 5.0 | (4.0) 3.0 | 2. | 1.5 |
M56 | 5.5 | 4.0 | 3.0 (2.0) | 1.5 |
M60 | 5.5 | 4.0 | 3.0 (2.0) | 1.5 |
M64 | 6.0 | 4.0 | 3.0 | 2.0 (1.5) |
M68 | 6.0 | 4.0 | 3.0 | 2.0 (1.5) |
 25
25 5
5 0
0 5
5 0
0
крупный, мелкий, таблица соответствия основного и мелкого шага
Шаг метрической резьбы
Мы часто сталкиваемся с проблемой подбора необходимого крепежного изделия, и возникает вопрос, какой подобрать шаг резьбы. Давайте разберемся, что такое резьба и на что следует обращать внимание.
Резьба — это вид поверхности с чередующимися выступами и впадинами. Существует несколько видов резьбы. Самые популярные – метрическая и дюймовая. В данной статье мы затронем только метрическую резьбу, так как она более распространенная.
Существует несколько видов резьбы. Самые популярные – метрическая и дюймовая. В данной статье мы затронем только метрическую резьбу, так как она более распространенная.
Метрическая резьба является основным типом крепежной резьбы. Отличается она шагом и номинальным диаметром. Шаг резьбы равен расстоянию между двумя одинаковыми точками ближайших одноименных профилей, лежащих в одной плоскости. Не смотря на столь сложное определение, понять его очень легко — это расстояние между двух выступов резьбы.
В свою очередь, метрическая резьба согласно ГОСТ 8724-81 может быть с крупным (основным) или мелким шагом. Считается что шаг от 1 до 68 мм – крупный шаг, выше чем 68 мм – только мелкий шаг. Так же, следует отметить тот факт, что мелкий шах резьбы может быть разным при одном и том же диаметре стержня, а крупный имеет только одно значение.
Обычно мелкий шаг резьбы применяется в условиях небольшой вибрации или толчков. Таким образом, крепежи с мелким шагом часто используют в авиастроении и для скрепления высокоточных механизмов в машиностроении.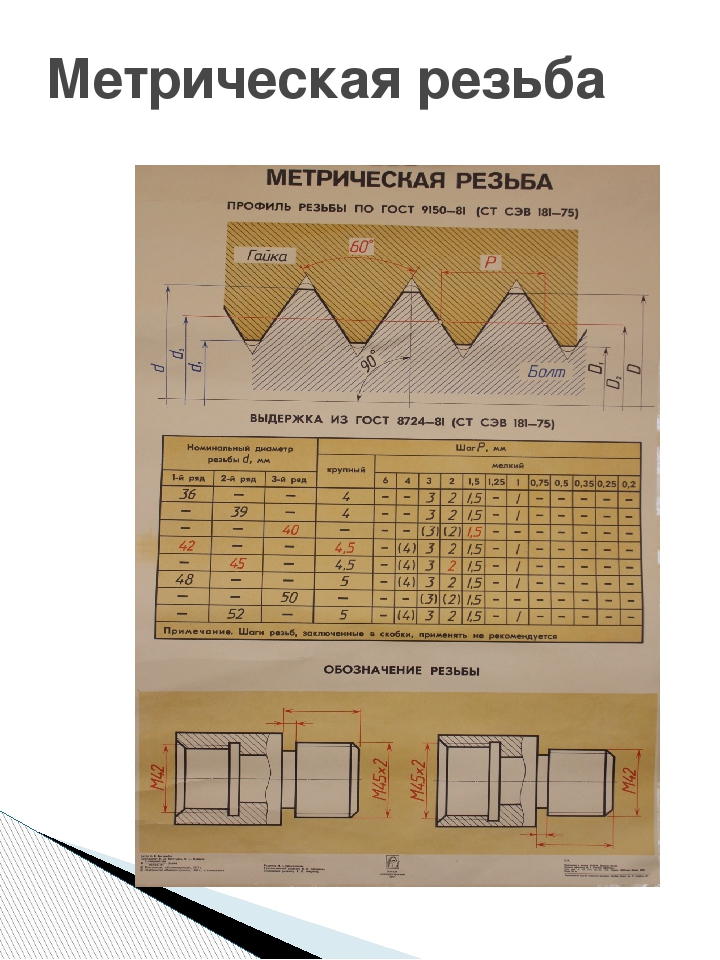 Что касается обычного шага, то такие крепежи самые популярные и их эксплуатируют практически везде и повсеместно.
Что касается обычного шага, то такие крепежи самые популярные и их эксплуатируют практически везде и повсеместно.
Как и любая другая резьба метрическая имеет свои плюсы и минусы. К плюсам стоит отнести высокую надежность крепления, удобство во время монтажа и демонтажа и, конечно же, небольшая стоимость метизов с данной резьбой. Недостатков относительно немного, вернее их всего два – это концентрация напряжения во впадинах резьбы, которая снижает установочную прочность соединения и применения в некоторых случаях средств стопорения.
Шаг для основной и мелкой резьбы
Резьба | Шаг резьбы Р, мм | |||
Основная резьба М | Мелкая резьба М | |||
мелкая | мелкая 2 | супермелкая | ||
M1 | 0. | (0.2) | — | — |
M1.2 | 0.25 | (0.2) | — | — |
M1.4 | 0.3 | (0.2) | — | — |
M1.6 | 0.35 | (0.2) | — | — |
M1.8 | 0.35 | (0.2) | — | — |
M2 | 0.4 | (0.25) | — | — |
M2.2 | 0.45 | (0.25) | — | — |
M2.5 | 0.45 | (0.35) | — | — |
M3 | 0.5 | (0.35) | — | — |
M3. | 0.6 | (0.35) | — | — |
M4 | 0.7 | 0.5 | — | — |
M5 | 0.8 | 0.5 | — | — |
M6 | 1.0 | 0.75 | 0.5 | — |
M8 | 1.25 | 1.0 | 0.75 | 0.5 |
M10 | 1.5 | 1.25 | 1.0 | 0.75 |
M12 | 1.75 | 1.5 | 1.25 | 1.0 |
M14 | 2.0 | 1.5 | 1.25 | 1.0 |
M16 | 2.0 | 1.5 | — | 1. |
M18 | 2.5 | 2.0 | 1.5 | 1.0 |
M20 | 2.5 | 2.0 | 1.5 | 1.0 |
M22 | 2.5 | 2.0 | 1.5 | 1.0 |
M24 | 3.0 | 2.0 | 1.5 | 1.0 |
M27 | 3.0 | 2.0 | 1.5 | (1.0) |
M30 | 3.5 | 2.0 | 1.5 | (1.0) |
M33 | 3.5 | 2.0 | 1.5 | — |
M36 | 4.0 | 3.0 | 2.0 | 1.5 |
M39 | 4. | 3.0 | 2.0 | 1.5 |
M42 | 4.5 | (4.0) 3.0 | 2.0 | 1.5 |
M45 | 4.5 | (4.0) 3.0 | 2.0 | 1.5 |
M48 | 5.0 | (4.0) 3.0 | 2.0 | 1.5 |
M52 | 5.0 | (4.0) 3.0 | 2.0 | 1.5 |
M56 | 5.5 | 4.0 | 3.0 (2.0) | 1.5 |
M60 | 5.5 | 4.0 | 3.0 (2.0) | 1.5 |
M64 | 6.0 | 4.0 | 3.0 | 2.0 (1.5) |
M68 | 6.0 | 4. | 3.0 | 2.0 (1.5) |
 25
25 5
5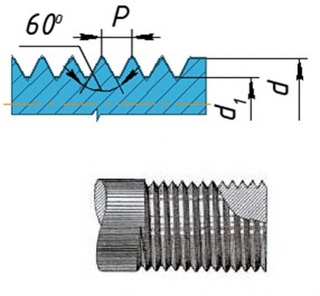 0
0 0
0 0
0Компания «Зевс» предлагает широкий диапазон метизов, как с мелкой, так и с крупной резьбой.
Метчики для нарезания резьбы (STAMO) | Метрический метчик – это устройство для нарезания внутренней метрической резьбы основного шаг в сквозных и глухих отверстиях. В спецификациях такие метчики фигурируют с буквенным обозначением «M» и числом после него. Метчики M измеряются в миллиметрах (в отличие от дюймовых, размер которых записывается в дюймах). Метрические метчики имеют размер угла резьбы в профиль, равный 60°.
СтраницыШаг резьбыШаг резьбы метчиков M – это расстояние между двумя соседними вершинами углов резьбы в профиль. Шаг резьбы может быть мелким или крупным, но каждому размеру метчика соответствует только один основной шаг. Чем больше диаметр резьбы, тем больше ее шаг. Помимо основного шага, метчики M имеют и дополнительные шаги, которые всегда меньше основного. То есть метчик M10 с основным шагом резьбы 1,5 возможен в вариациях с шагом 1 и даже 0,75.
Метрические метчики от НПО СТАМОСтандартные размеры резьб начинаются с двух миллиметров, однако СТАМО выпускает метчики под заказ с диаметром резьбы от 1,2 до 160 мм. Накопленный производственный опыт позволяет выполнять заказы по техническому заданию или чертежам заказчика с нестандартными параметрами. Также возможно нанесение особого покрытия на изделия, представленные в каталоге, и на метчики M, созданные под заказ. Таблица соответствия диаметра и шага резьбы метчиков M:
|
 Соответственно маркировка «Метчик M8» говорит о том, что размер резьбы, то есть ее диаметр, будет составлять 8 мм.
Соответственно маркировка «Метчик M8» говорит о том, что размер резьбы, то есть ее диаметр, будет составлять 8 мм. 00
00 00
00ГОСТ 16093-2004В работе часто возникает необходимость нарезания наружной метрической резьбы и некоторые из рабочих не знают как правильно протачивать диаметр под резьбу, то есть номинальный диаметр и предельное отклонение. Данная таблица поможет молодым специалистам разобраться в нарезании метрической резьбы и возможно сократить брак. Табличные значения могут пригодиться на рабочих местах. Диаметры стержней под нарезание метрической резьбы регламентированы ГОСТ 16093-2004.
Стандартный шаг метрической резьбы обозначен (*) | ||||||||
Диаметры отверстий под метрическую резьбу
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию:
Все Абразивный инструмент ANDRE Абразивный инструмент» Абразивный инструмент на керамической связке»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»» Шлифовальные круги тип 6»» Бруски» Инструмент на бакеллитовой связке»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»» Круги зачистные армированные тип 1 (прямой профиль)»» Сегменты шлифовальные»» Круги отрезные не армированные»» Круги для заточки пил тип 3 (конический профиль) »» Круги зачистные не армированные тип 1 (прямой профиль)» Инструмент на гибкой основе»» Наждачная бумага»»» Наждачная бумага в рулонах»»» Наждачная бумага в листах»» Лепестковые круги КЛТ»» Лепестковые круги КЛ»» Лепестковые круги КЛО»» Фибровые диски»» Клетированные диски»» Ленты бесконечные»» Шлифблоки» Паста ГОИ» Вулканитовые круги» Тигли Алмазный инструмент и инструмент из СТМ» Карандаши алмазные правящие» Круги алмазные» Бруски алмазные правящие» Круги эльборовые» Надфили алмазные» Паста алмазная» Сверла алмазные» Сверла алмазные трубчатые» Стеклорезы алмазные Измерительный инструмент» Штангенциркули» Измерительные приборы» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Концевые меры длины» Линейки металлические» Рулетки» Угольники слесарные КЛЕЙМА» КЛЕЙМА БУКВЕННЫЕ» КЛЕЙМА ЦИФРОВЫЕ» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ Металлорежущий инструмент» Сверла»» Сверла с коническим хвостовиком ГОСТ 10903-77»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»» Сверла с цилиндрическим хвостовиком средней серии, ГОСТ 10902-77»» Сверла с цилиндрическим хвостовиком длинной и удлиненной серий, ГОСТ 886-77 »» Центровочные сверла ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком ГОСТ 17274-71»» Наборы сверл»» Сверла для печатных плат»» Ступенчатые сверла для листовых материалов»» Сверла с центральной вставкой по DIN-1897 »» Сверла двухсторонние» Метчики»» Метчики с метрической (М) резьбой»»» Метчики гаечные прямые и изогнутые»»» Метчики машинно-ручные ГОСТ 3266-81»»» Метчики ручные»» Метчики с трубной цилиндрической (G) резьбой»» Метчики с трубной конической (Rc) резьбой ГОСТ 6227-80»» Метчики с дюймовой резьбой»» Метчики с дюймовой конической (К) резьбой ГОСТ 6227-80» Развертки»» Развертки ручные»» Развертки машинные» Фрезы»» Борфрезы»» Фрезы дисковые отрезные ГОСТ 2679-93»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»» Фрезы концевые с коническим хвостовиком ГОСТ 170»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»» Фрезы модульные»» Фрезы монолитные (концевые и шпоночные)»» Фрезы торцевые»» Фрезы трехсторонние»» Фрезы цилиндрические»» Фрезы шпоночные»» Фрезы червячные»» Фрезы радиусные выпуклые и вогнутые» Круглые плашки»» Плашки круглые коническая трубная (Rc) резьба ГОСТ 6228-80»» Плашки круглые коническая дюймовая (К) резьба ГОСТ 6228-80»» Плашки круглые трубная цилиндрическая (G) резьба ГОСТ 6357-81»» Плашки круглые метрическая (М) резьба ГОСТ 9740-73» Пластины твердосплавные»» Напайные пластины»» Сменные пластины» Ножевочные полотна» Токарные резцы»» Резцы отрезные ГОСТ 18884-73»» Резцы подрезные отогнутые ГОСТ 18880-82»» Резцы проходные отогнутые ГОСТ 18877-82»» Резцы проходные прямые ГОСТ 18878-73»» Резцы проходные упорные отогнутые ГОСТ 18879-73»» Резцы проходные упорные прямые ГОСТ 18879-73»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»» Резцы резьбовые ГОСТ 18876-73»» Канавочные резцы»» Резцы левые» Сегментные пилы и сегменты к ним» Гребенки плоские к резьбонарезным головкам Металлорежущий инструмент FANAR» Метчики»» М, Mf- метрическая основная и метрическая мелкая резьба»»» Машинные метчики»»»» Серия MasterTAP»»»» Серия 800»»»» Серия 800X»»»» Серия INOX (для обработки нержавеющих сталей)»»»» Метчики для левой резьбы LH»»»» Серия 1400»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»» Серия WGN ( метчики-раскатники)»»»» Серия AL (для обработки алюминия)»»»» Серия GAL (для обработки алюминиевых сплавов)»»»» Серия Az (с шахматным расположением зубов)»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»» Серия GG (для обработки чугуна)»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»» Машинно-ручные (машинные) однопроходные метчики»»» Машинно-ручные ( ручные) комплектные метчики»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»» INOX машинно-ручные ( ручные) комплектные метчики»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»» Гаечные метчики»»» Комбинированные метчики-сверла»»» Метчики-биты»» G- трубная цилиндрическая резьба»» UNC- унифицированная американская дюймовая резьба с крупным шагом»» UNF- унифицированная американская дюймовая резьба с мелким шагом»» BSW- дюймовая резьба Витуорта с крупным шагом»» BSF- дюймовая резьба Уитворта с мелким шагом»» NPT- дюймовая коническая резьба»» Pg — трубопроводная резьба»» Rc — трубная коническая резьба»» Vg- вентильная резьба» Плашки круглые»» М- метрическая основная и Mf- метрическая мелкая резьба»»» Плашки круглые серия 800 правая метрическая резьба»»» Плашки круглые серия 800 левая метрическая резьба»»» Плашки круглые серии INOX и INOX+ (для обработки нержавеющих сталей) метрическая резьба»» G- трубная цилиндрическая резьба »»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»» NPT- американская коническая трубная резьба»» Pg — трубопроводная резьба»» R — трубная коническая резьба»» Vg — вентильная резьба» Сверла»» Сверла спиральные с цилиндрическим хвостовиком по нержавеющим сталям DIN 338 INOX » Воротки для метчиков и плашек» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Наборы резьбонарезного инструмента» Станочная оснастка» Твердосплавные фрезы» Фрезы из быстрорежущей стали» Зенковки с направляющей» Зенковки» Конические развертки 1:16 Сверхдлинные сверла для металла и нержавеющей стали Сверла производства WIERTLA BAILDON» Сверла с к/х шлифованные HSS, NWKc, DIN 345» Сверла с к/х по нержавеющей стали серии INOX » Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338» Сверла с ц/х шлифованные HSS, длинные , DIN 340» Сверла с проточенным хвостовиком» Сверла для высверливания точечной сварки Оснастка для электро-бензо-пневмоинструмента» Оснастка для перфораторов»» Буры для перфораторов SDS+»» Буры для перфораторов SDSmax»» Пики, долота, зубила, переходники для перфораторов » Биты для шуруповертов»» Биты, насадки, головки, держатели USH»» Биты, насадки, головки, держатели ПРАКТИКА» Коронки биметаллические» Коронки твердосплавные» Сверла по кирпичу и бетону твердосплавные» Сверла по стеклу и кафелю» Сверла по дереву»» Перовые сверла по дереву»» Сверла для мебельных стяжек»» Сверло по дереву 3-х заходное»» Сверло по дереву спиральное»» Винтовое сверло по дереву»» Сверла ФОРСТНЕРА»» Сверла фрезерные» Диски пильные с твердосплавными пластинками» Диски алмазные» Коронки алмазные» Корщетки для дрелей и шлифмашинок» Патроны и переходники для дрелей» Пилки для электролобзиков»» Пилки REBIR для электролобзиков »» Пилки BOSCH для электролобзиков»» Пилки ПРАКТИКА для электролобзиков» Полировальные приспособления» Аккумуляторы для электроинструмента» Ножи для электрорубанков» Наборы инструментов и приспособлений GRATTEC — инструменты для снятия заусенцев, фасок и шабрения поверхностей. Металлорежущий инструмент TIVOLY» Сверла по металлу средней серии»» Универсальные сверла для малых диаметров ( < 2.5 мм)»» Сверла c ц/х по металлу серия "T"»» Сверла c ц/х по металлу серия "FURIUS"» Метчики машинные HSS» Метчики сверхдлинной серии» Сверла по металлу экстрадлинной серии» Зенковки с цилиндрическим хвостовиком» Воротки для плашек Станочная оснастка и приспособления» Воротки для метчиков и плашек» Станочные оправки тип 7711, тип 7616, тип 7626» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676» Цанги ER тип 7618» Патроны для сверлильных станков» Патроны токарные» Резьбонарезные патроны и головки» Тиски » Центры вращения и упорные Сварка и пайка» Все для сварки» Сварочные электроды» Сварочная проволока» Все для пайки Слесарно-монтажный инструмент» Головки сменные и приспособления к ним» Зубила слесарные» Кельмы» Стамески, долота» Клещи» Ключи»» Ключи динамометрические»» Ключи комбинированные»» Ключи накидные»» Ключи разводные»» Ключи рожковые»» Ключи свечные»» Ключи торцевые»» Ключи трубные (КТРы)»» Ключи шестигранные Г-образные» Молотки и кувалды» Наборы инструментов» Топоры » Надфили» Напильники»» Напильники квадратные»» Напильники круглые»» Напильники плоские»» Напильники полукруглые»» Напильники ромбические»» Напильники трехгранные»» Напильники для заточки цепей бензопил» Ножевки по металлу» Ножницы по металлу» Отвертки» Плоскогубцы, кусачки, и т.д.» Струбцины» Степлеры ручные и скобы к ним» Пинцеты Средства индивидуальной защиты Электро- и бензоинструмент Ручной инструмент» Степлеры ручные механические и скобы» Различный ручной инструмент Смазочные материалы
Производитель:
ВсеABRABOROANDRE abrasive articlesAPX TechnologieASKAYNAK, ТурцияBISON-BIALBOSCHESABFANARFELO, ГерманияGLOBUS, ПольшаGRATTECHavera, ГерманияHeidenpeterHeller, ГерманияIZAR, ИспанияKARNASCHKEMMLERKULLENMP-SNOOK, ЛатвияOregonParitet, ЛатвияPFERDREBIR, ЛатвияSAIT, ИталияTaerosol OYTITEX+, ГерманияTIVOLYUSHWiertla BaildonWILPU, ГерманияYG-1ZM-KOLNOZPSБАЗ (Белгород)БелоруссияБуревестник (Гатчина)ВМПАВТОГерманияЕСАБ-СВЭЛ (СПб)Каменец-ПодольскийКитайКМЗ (Копейск)КОМЗ (Каменск)КРИН (Киров)ЛАЗ (Луга)Межгосметиз (Мценск)МЕТАЛЛИСТ (Глазов)НИЗ (Новосибирск)ПМ (Рязань)ПРАКТИКАРоссияСеверсталь(Череповец)Северсталь-метиз(Орел)СМИ (Арефино)СПРИНТ (Москва)СтИЗСЭЗ (Сычевка)тестТруд (Вача)ЧИЗ (Челябинск)
Новинка:
Всенетда
Спецпредложение:
Всенетда
Результатов на странице:
5203550658095
Использование таблицы размеров для перевода метрической резьбы в дюймовую
Резьба является последовательные канавки винтовой нарезки с постоянными показателями шага и сечения, наносимые на коническую или цилиндрическую поверхность. Она служит для устройства соединения труб разного назначения при помощи резьбы.
Основные характеристики дюймовой резьбы
Дюймовая нарезка делится на крепежные и трубные типы, бывает цилиндрическая, конусная и характеризуется такими показателями:
- наружным и внутренним диаметром;
- шагом;
- областью расположения;
- профилем поверхности;
- направлением сечения;
- высотой профиля;
- количеством заходов.
Все стандартизированные показатели закреплены в ГОСТ 6357–1981. Основными показателями считаются диаметр и шаг. По понятиям диаметра понимают одно из принятых определений:
- наружный диаметр – значение, характеризующее расстояние между противоположными точками вершин резьбовых гребней;
- внутренний диаметр – единица для указания расстояния между противоположными точками впадин на низшей точке резьбовой канавки;
- шаг витков является важной характеристикой нарезки, измеряется между двумя точками соседних канавок или вершин, характеризуется постоянством, так как подобрать ответные болт и гайку при отсутствии условия стабильности очень проблематично;
- высота профиля нарезки высчитывается путем нахождения разницы между двумя диаметрами — наружным и внутренним.
&amp;amp;lt;!—cke_bookmark_63E—&amp;amp;gt;
Трубная резьба
Обособленная стандартная группа, регламентирующая соединение труб с использованием различного материала стенок. Трубная дюймовая резьба подразделяется на типы:
- цилиндрический тип;
- конический вид;
- резьба NPSM.
Цилиндрическая трубная резьба
Известна еще под наименованием резьбы Витворда. Применяется для цилиндрического соединения при помощи резьбы и для стыковки цилиндрической внутренней нарезки с наружной конической трубой.
Обозначение профиля формы – дюймовая резьба с профилем в виде треугольника с равными бедрами и углом вверху в 55º. Разрешается соединять трубы с наибольшим диаметром в 6 дюймов, а для труб большего дюймового размера применяют соединение с помощью сварки.
Коническая дюймовая трубная резьба
Нарезается на поверхности труб для конического соединения труб и для соединения цилиндрической резьбы внутри и конической резьбы снаружи. Использование герметичных прокладок обязательно, роль уплотнения частично играет резьба.
Профиль обозначается как дюймовый тип с конусностью, при буквенном выражении индекса указывается ее расположение. R свидетельствует о наружной нарезке, Rc обозначает внутреннюю нарезку, а буквы LH ставят для левой резьбы.
Тип резьбового профиля NPSM
Такая нарезка витков делается в соответствии с американскими стандартами трубной резьбы, относится по расположению и типу к цилиндрической дюймовой. Определяется формой профиля в виде треугольника с вершиной в 60º и производится в размерах от 1/16 до 24 дюймов.
Этот вид не стоит путать с американским подвидом NPT, являющимся стандартным коническим соединением дюймовой нарезки для труб с требованиями повышенной надежности при работе с повышенным давлением и в сложных условиях эксплуатации.
Различия между трубной и метрической резьбой
Их не так много, наиболее заметным показателем, отличающим один вид от другого, служит форма профиля нарезки резьбового гребня. На вид он кажется острее, его угол при вершине составляет 55º.
Кроме формы профиля, отличием метрической нарезки от трубного дюймового варианта являеются измерительные параметры шага и диаметра. Метрические показатели измеряются в миллиметрах, а дюймовая резьба измеряется в дюймах. Но для выражения метрических показателей в дюймах используют нестандартное значение 2,54 см, а особый трубный дюйм, равный 3,324 см.
Детально исполненную таблицу с указанием соответствующих переводов из дюймов в миллиметры можно посмотреть в указанном ГОСТе. Кроме целых дюймовых показателей указаны и дробные значения. Кроме того, шаг считают не в миллиметрах, а в нитках, обозначающих нарезанные канавки на мерном дюймовом отрезке.
Определение шага происходит с применением рабочих инструментов:
- гребенков;
- калибров;
- механическими измерителями.
Измерения производятся по одинаковым правилам в метрической и дюймовой нарезке. Для начала используем муфту или штуцер с нарезанной наружной или внутренней резьбой, отталкиваясь от известных параметров. Вкручивают болт в резьбу и определяют плотность посадки. Если болт вошел плотно, то шаг и диаметр считают определенным. Если болт не соответствует, то пробуют применить болт другого калибра.
Удобнее использовать резьбомер, тогда работа происходит быстрее – достаточно приложить пластину к резьбе. На пластине инструмента указывается номер резьбы, которая считается определенной, если совпали профили. Штангенциркуль или микрометр применяется только для определения наружного и внутреннего диаметров.
Механическая и ручная дюймовая нарезка
Выполнение ручной нарезки
Метрическая или трубная резьба нарезается на внутренней или наружной поверхности. Внутри используется метчик, а снаружи плашка. Для того чтобы нарезка осуществлялась правильно, следуют инструкции по технологии, опираясь на тип профиля, требуемого в конкретном случае.
Трубу зажимают в тисках и вставляют метчик в вороток. Плашка размещается в специальном плашкодержателе. Плашка одевается на трубу сверху, а метчик вставляется в нее. Нарезка производится навинчивающимися или ввинчивающимися движениями, в зависимости от типа расположения витков. Если необходимо, то работу повторяют один или несколько раз.
Способ механической нарезки
Труба так же, как и в первом случае должна быть зажата в тиски, а резьбовой рубец помещается в его суппорт. Фаска делается при включенном станке, при этом скорость суппорта должна быть отрегулирована. Резьбовая подача включается после подведения резца к поверхности детали. Выполнение дюймовых граней механическим методом при помощи резца приводит к качественным результатам, при условии мастерства токаря.
Дополнительная информация
Между американским и английским стандартом существуют различия по набору стандартных шагов при указании количества ниток резьбовой нарезки на один дюйм. Помимо этого, внутри каждого стандартного набора различаются виды резьбовых витков по типу:
- мелкий;
- особо мелкий;
- крепежный;
- между трубами;
- между мелкими трубами;
- для нарезки ремонтных вставок;
- между витками для вставок.
Это было бы сложно определить, но эти сведения для удобства сведены в одной таблице.
Применение английских стандартов
Цилиндрическая английская дюймовая нарезка выполняется с крупным шагом, предназначена для общего применения. Ее параметры, шаг, профиль и высота профиля раз и навсегда закреплены для болтов и гаек одного типа и размерности. В таком типе угол профиля между соседними сторонами витков равен 55º. Закругление вершин витков, а также основания впадин составляет 1/6 часть от высоты исходного размера профиля.
Цилиндрическая мелкая английская резьба пользовалась популярностью в середине прошлого века и применялась для нарезки профиля точного и высокопрочного крепления. Впоследствии этот тип переродился в унифицированную нарезку, хотя в некоторых местностях Англии она применяется до нашего времени.
Цилиндрическая несамоуплотняющаяся резьба имеет распространенное применение с прошлых лет и до настоящего времени во всем мире для деталей трубопроводов, сгонов, фитингов, переходников, двойников, муфт, тройников, стальных контргаек, кранов, смесителей, вентилей и др.
Цилиндрическая унифицированная крупная резьба стала международным стандартом после разработки национальным Американским институтом. В частности, неудобные 55º при вершине были заменены на 60º, конструкторы отказались от округлений у верха профиля. Теперь плоскость вершин стала плоской и содержит в своем размере 1/8 от шага граней. Для впадин допускается плоское выполнение или скругленное. Распространена в современном мире и является рекомендуемой для применения.
Цилиндрическая унифицированная мелкая резьба используется для прочных креплений и регулировочных соединений, наряду с другими современными типами является удобной и рекомендуемой к применению в случаях, когда применяется более мелкий шаг резьбы.
Дюймовая унифицированная особо мелкая цилиндрическая резьба используется для выполнения особо прочного крепления, для подгонки точных механизмов.
Существует много других стандартов на дюймовую резьбу, но они специальные и рекомендованы к применению в определенных условиях, для широкого использования они не применяются.
Оцените статью: Поделитесь с друзьями!
Метрические резьбы — основная и мелкие
Метрическая резьба с натягом (ГОСТ 4608—65). Стандарт распространяется на метрические резьбы с крупными и мелкими шагами от 0,8 до 3 мм и диаметрами от 5 до 48 мм, предназначенные для образования резьбовых соединений с натягом по среднему диаметру (без участия сбега резьбы). Основные размеры резьбы принимаются по ГОСТ 9150—59. [c.226]
В действовавших до 1/1 1964 г. стандартах на болты, винты и гайки исключалась возможность заказа и получения с торговых складов крепежных изделий, к которым предъявлялись строго определенные технические требования по прочности, шагу и классу точности резьбы или виду покрытия. Пересмотр стандартов на болты, винты и гайки обусловлен введением стандартов на диаметры и шаги резьб (ГОСТ 8724—58), на основные размеры (ГОСТ 9150—59), на допуски метрических резьб с крупными и мелки.ми шагами. [c.256]
Метрическая резьба имеет треугольный профиль с углом а = 60°. Вершины профиля резьбы на винте и гайке притуплены для снижения концентрации напряжений, повышения стойкости режущего инструмента и исключения возможности повреждения резьбы (см. рис. 69). Стандарт предусматривает метрические резьбы с крупным и мелким шагом. Для одного и того же наружного диаметра й мелкие резьбы отличаются от крупных величиной шага 5, а следовательно, и высотой профиля резьбы. Уменьшение глубины резьбы и увеличение внутреннего диаметра резьбы увеличивает прочность винта, а уменьшение угла подъема р в связи с уменьшением шага увеличивает самоторможение в резьбе, чем уменьшает возможность самоотвинчивания. Поэтому мелкие резьбы широко применяются для высокопрочных и мелких деталей в авиационной промышленности, точной механике, радиотехнике и т. п. В табл. 33 и 34 приведены выдержки из ГОСТ 9150—59 для резьб метрических с крупным шагом и из ГОСТ 8724—58 основных размеров метрических резьб с мелким шагом.
[c.99]
Стандартная метрическая резьба. Метрическая резьба является основным типом крепежной резьбы треугольного профиля (см. рис. 13.6) с углом профиля а=60°. Ее используют также в деталях приборов. Размеры элементов метрической резьбы задают в миллиметрах. Для метрической резьбы в ГОСТ 8724—81 установлены следующие значения шага, мм 0,075 0,08 0,09 0,1 0,125 0,15 0,175 0,2 0, 225 0,25 0,3 0,35 0,4 0,45 0,5 0,6 0,7 0,75 0,8 1,0 1,25 1,5 1,75 2 и далее до 6 через 0,5 мм. Для метрической резьбы общего назначения установлены диаметры в диапазоне от 0,25 до 600 мм и шаги в указанном выше интервале. Метрическая резьба диаметров от 1 до 600 мм делится на два типа с крупным шагом (для диаметров от 1 до 68 мм) и с мелкими шагами (для диаметров от 1 до 600 мм). Каждому диаметру резьбы соответствуют определенные шаги (крупные и мелкие). [c.202]
Обозначение метрической резьбы — основной и мелких — на чертежах при простановке размеров см. ЭСМ т. 5. [c.839]
Ряды метрических резьб (основных и мелких) по нормалям станкостроения [c.367]
Скорости резания при нарезании метрической основной и мелкой резьбы метчиками и плашками [c.212]
По величине шага метрические резьбы делятся на основную и мелкие 1, 2, 3, 4 и 5-ю. Мелкие резьбы отличаются от основной коэффициентом измельчения, приведенным в табл. 20. [c.164]
Размеры и форма головки винта не влияют на удерживающую силу, под которой понимают нагрузку, прикладываемую в осевом или поперечном направлениях и достаточную для извлечения винта из резьбового отверстия. В корпусных деталях, которые условно рассматриваются как гайки с бесконечной толщиной стенки, рекомендуют применять метрический профиль резьбы [101]. Основные размеры и профиль метрической резьбы в полимерных деталях соответствуют общепринятым по стандарту. Вместе с тем в целях увеличения несущей способности резьбовых соединений деталей из ПМ вершины выступов резьбы у винта и впадину резьбы в отверстии скругляют [40]. Радиус закругления должен составлять не более 5,5% шага резьбы [130, с. 119]. С этой целью можно уменьшить также высоту профиля резьбы на 45% высоты остроугольного профиля, уменьшив наружный диаметр винта. В соответствии с этим увеличивается внутренний диаметр резьбы в отверстии. Соотношения шагов и диаметров основной и мелкой резьбы у деталей из ПМ соответствуют общепринятым по ГОСТу. Мелкая резьба применяется в деталях из мягких ПМ типа полиолефинов, а крупная — из жестких [40]. [c.249]
В приборостроении для соединения деталей применяют преимущественно метрическую резьбу (основную и мелкую), реже круглую, дюймовую и специальную резьбу (для объективов фотоаппаратов, часовую и т. п.). Мелкая метрическая резьба характеризуется коэффициентом измельчения к — Р/Рм. где Р — шаг основной метрической резьбы Р шаг мелкой метрической резьбы.
[c.163]
Основным видом цилиндрической резьбы в СССР является метрическая резьба с диаметрами от 1 до 600 мм, регламентированная ГОСТ 8724—58, с профилями и основными размерами по ГОСТ 9150—59. По величине шага эту резьбу делят на резьбу с крупным и мелким шагом. Таким образом, одному и тому же номинальному (наружному) диаметру резьбы соответствует несколько шагов разной величины. [c.263]
К первой группе относятся основная и мелкие метрические резьбы по ОСТ 273 и дюймовая резьба по ОСТ 1260, к специальным резьбам — трубная, трапецеидальная, прямоугольная, упорная, круглая и некоторые другие резьбы. [c.754]
| Таблица 3 Сводная таблица диаметров и шагов основной и мелких метрических резьб |
К крепежным резьбам относятся метрические (основная и мелкие), дюймовые и трубные. Профилем метрических резьб является равносторонний треугольник с углом при вершине 60°.
[c.163]
Области применения резьбы. В приборостроении используется главным образом метрическая резьба (основная и мелкая). Дюймовая резьба применяется, когда прибор изготовлен по дюймовой системе мер, трубная и круглая — для соединения тонкостенных деталей. Для точных ходовых винтов применяется в основном трапецеидальная резьба. [c.217]
На деталях из пластмасс можно получать наружную и внутреннюю резьбу различного профиля. Можно применять резьбу метрическую, дюймовую, трубную, цилиндрическую по ГОСТ 6357-52, коническую дюймовую по ГОСТ 6111-52 и др. Метрическая резьба на деталях диаметром 1—120 мм регламентирована ГОСТ 11709-66. Диаметры н шаги резьбы выбирают по ГОСТ 8724-58 1ю рекомендуется применять шаги 0,5, 0,75, 1,0 мм для диаметров резьбы соответственно свыше 16, 18, 36 мм. Основные резьбы с крупным и мелким шагом выбирают по ГОСТ 9150-59. Шаг резьбы выбирают в соответствии с приложением к ГОСТ 11709-66. Для термореактивных материалов с порошкообразным наполнителем наиболее прочной является резьба с шагом 1,5 мм. Резьбы с более крупными или меньшими шагами имеют меньшую прочность. На термопластичных материалах можно получить резьбу с любым шагом. [c.87]
По ГОСТ 9150—59 метрические резьбы делятся на резьбы с крупным и мелким шагом (см. табл. 3.1) В качестве основной крепежной применяют резьбу с крупным шагом, так как она менее чувствительна к износу и неточностям изготовления. Резьбы с мелким шагом различаются между собой коэффициентом измельчения, т. е. отношением крупного шага к соответствующему мелкому шагу (рис. 3.7). Резьбы с мелким шагом меньше [c.38]
Применяются метрические резьбы в основном как крепежные с крупным шагом — при значительных нагрузках и для крепежа (болтов, гаек, винтов) с мелкими шагами — при малых нагрузках и тонких регулировках. [c.326]
Метрическая резьба является основной крепежной резьбой. Она имеет треугольный профиль с углом а — 60°, диаметр и шаг ее измеряются в миллиметрах. Метрические резьбы бывают с крупным и мелким шагом (табл. 13.1). Метрическую резьбу с крупным шагом (Р = 0,2 6 мм) применяют при диаметрах = 1 -ь 68 мм. При обозначении на чертежах указывают наружный диаметр в миллиметрах. Резьбы с малым шагом применяют, в частности, при изготовлении резьбовых тонкостенных деталей. [c.376]
Допуски метрических резьб, основных и мелких, приведены в табл, 75—78. [c.133]
Профиль и основные размеры метрической резьбы для диаметров от 1 до 120 мм на деталях из пластмасс рекомендованы ГОСТ 11709—66 на срок с 1/1У 1966 г, до 1/1У 1970 г. Диаметры и шаги этой резьбы — по ГОСТ 8724—58, а основные размеры резьбы с крупными и мелкими шагами — по ГОСТ 9150—59. Допуски на диаметры резьбы — по классам точности 2а, 3 и 4. [c.329]
ГОСТ 11709—66 на метрическую резьбу на деталях из пластических масс стандартизует резьбы диаметром от 1 до 120 мм, причем диаметры и шаги в указанных пределах приняты такими же, как и для метрической резьбы для металлических изделий, т. е. по ГОСТ 8724— 58 (для диаметров свыше 16 мм не рекомендуется применять шаг 0,5 мм, для резьб свыше 18 мм — шаг 0,75 мм и для резьб свыше 36 мм — шаг 1 мм), а основные размеры резьбы с крупными и мелкими шагами — по ГОСТ 9150—59. Помимо этого, для резьб диаметром от 3 до 8 мм введены особо крупные шаги для резьбы диаметром 3 мм — шаг 0,8 мм, для резьбы диаметром 4 мм — шаг 1 мм, и для резьб диаметром 5, 6 и 8 мм — шаг 1,5 мм. Для термореактивных пластических масс с порош-
[c.311]
К первой группе, наиболее распространенной, относятся все виды резьб крепежных и специальных, как например, основная и мелкие метрические резьбы, дюймовая резьба, а также большое количество специальных резьб трубная, трапецеидальная, прямоугольная, упорная, круглая и т. д. К коническим резьбам, получившим распространение только недавно вследствие несколько большей сложности изготовления, относятся резьба трубная коническая, а также конические резьбы для нефтяной промышленности. [c.151]
Метрическая резьба служит для крепления деталей. Профиль метрической резьбы представляет собой равносторонний треугольник с углом при вершине 60°. Метрическая резьба (основная и мелкая) при одном и том же наружном диаметре может быть выполнена с крупным или мелким шагом. [c.73]
Метрическая резьба имеет профиль, в основании которого заложен равносторонний треугольник с плоскосрезанными выступами и плоскосрезанными или закругленными впадинами (табл. 22). Метрическая резьба бывает с крупным и мелким шагом (табл. 23). Основные размеры метрических резьб устанавливает СТ СЭВ 181 — 75 и СТ СЭВ 182—75, а допуски ГОСТ 16093—70. [c.79]
Метрическая резьба (см. рис. 1). Обозначения d и D с/, и Dj и >2 — наружный, внутренний и средний диаметры соответственно балта и гайки Р — шаг Н — высота исходного профиля Hi — рабочая высота профиля а — угол профиля. Основные размеры для d = = 1-J-6000 мм определяют по ГОСТ 8724—58 (табл. 1) и ГОСТ 91М—59 различают метрическую резьбу с крупным шагом для d = l+68 мм (табл. 2) и мелким (табл. 3). [c.272]
Геометрические параметры резьб и допуски на их размеры стандартизованы. Стандарт предусматривает метрические резьбы с крупным и мелким шагом. При уменьшении шага (рис. 198) соответственно уменьшаются глубина резьбы, что ведет к увеличению диаметра di и повьппению прочности, и угол подьема [см. формулу (24.1)], что увеличивает самоторможение. По этим причинам мелкие резьбы находят применение для динамически нагруженных деталей, полых тонкостенных и мелких деталей (в авиации, точной механике и т.п.). В машиностроении основное применение имеют резьбы с крупньпи шагом, поскольку они менее чувствительны к ошибкам изготовления и износу. [c.227]
В зависимости от назначения резьбы подразделяются еа крепежные и ходовые. К крепежным резьбам относятся основные и мелкие метрические резьбы по ОСТ НКТП 273 и дюймовая резьба по ОСТ НКТП 1280. В зависимости от величины допуска на средний диаметр основные метрические резьбы имеют три класса точности. Наибольшее распространение имеют резьбы 2 и 3 класса. [c.142]
Нарезание резьбы метчиками. Наиболее широко используемым режущим инструментом для нарезания внутренней резьбы является метчик. Различают метчики ручные, машинно-ручные, машинные и гаечные. Мет чики маш-инно-ручные для метрической резьбы с крупным и мелким шагом изготовляют по ГОСТ 3266-81 метчики машинные с винтовыми канавками — по ГОСТ 17933-72 метчики машинноручные с укороченными канавками — по ГОСТ 17931 — 72 метчики гаечные-по ГОСТ 1604-71, ГОСТ 5.1764-72, ГОСТ 6951-71 метчики ручные по ОСТ 2-И50-1 —73. Метчики машинно-ручные твердосплавные изготовляют по ГОСТ 3266 — 81, ТУ 2-035-116 — 70 метчики машинные для нарезания резьб диаметром до 1 мм — по ГОСТ 8859 — 74 метчики машинные для станков с ЧПУ — по ОСТ 2-И52-1 —74. Метчики машинно-ручные для нарезания трубной резьбы изготовляют по ГОСТ 3266-81, ГОСТ 6627-74, ОСТ 2-И50-1-73, ТУ 2-035-116-70. Для нарезания трапецеидальной резьбы используют метчики-протяжки. Диаметры отверстий под нарезание метрической резьбы регламентированы ГОСТ 19257-73. Основные геометрические параметры метчиков приведены на рнс. 8. [c.623]
Н Для крепежных соеданений применяется метрическая резьба (в Англии и США —дюймовая). Основная метрическая резьба обозначается буквой М и номинальным наружным диаметром (например, М16), мелкая резьба — буквой М, наружным диаметром и шагом (например, М16 X 1,5). Если резьба левая, то она обозначается, например, так М16 левая. [c.56]
Метчики гаечные с изогнутым хвостовиком (по ГОСТ 6951—54) для нарезания основной и мелкой метрической резьбы (по ОСТ НКТП 32, 94, 271, 272), а также дюймовой (по ОСТ НКТП 1260) [c.241]
Форму обозначения метрической резьбы—основное и мелкил иа нер [c.277]
ГОСТ 9150—59, устанавливающий профиль, его элементы и основные размеры метрических резьб с крупными и резьб с мелкими шагами заменяет ранее действовавшие ОСТ НКТП 94, 32, 271, 272, 4120, 4121 и 193 на основную и пять мелких метрических резьб. [c.327]
Резьбовые соединения относятся к разъемным соединениям и делятся на ненапряженные и напряженные. Наиболее ответственным элементом )езьбоЕЫх деталей является резьба. Различают правую и левую резьбы. 1о форме сечения витка различают треугольную, трапецеидальную, упорную, прямоугольную и другие резьбы. Наиболее распространена в нашей промышленности метрическая резьба с треугольным профилем. На метрические резьбы установлены следующие стандарты ГОСТ 8724—58 — Резьба метрическая для диаметров 1—600 мм. Диаметры и шаги ГОСТ 9150—59 — Основные размеры (табл. 180 и 181) ГОСТ 9000—59 — Резьба метрическая для диаметров от 0,25 до 0,9 мм ГОСТ 4608—65 — Резьба метрическая с натягами . Резьбы метрические изготовляют с крупным и мелким шагами с крупным шагом — для диаметров от 1 до 68 мм принята за основную крепежную резьбу с мелким шагом —для диаметров от 1 до 600 мм применяется преимущественно на полых тонкостенных и динамически нагруженных деталях, а также на деталях, у которых резьба предназначена для регулировки. Изготовляют метрические резьбы по следующим классам точности 1, 2, 2а и 3. Класс точности резьбовых соединений выбирают в зависимости от их назначения. Допускается сочетание сопряженных крепежных деталей разных классов точности. Наиболее высококачественную регулировочную резьбу с минимально возможными зазорами можно изготовить по 1-му классу точности. При нанесении на поверхность резьбы 1-го класса точности гальванических покрытий даже минимальных толщин свинчиваемость резьбы резко снижается. Зазоры в резьбе 2-го класса точности обеспечивают хорошее ее свинчивание без значительной качки. Резьбу 3-го класса точности обычно применяют при отсутствии высоких требований к качеству. Гальванические покрытия незначительно отражаются на резьбе 3-го класса точности.
[c.334]
Метрическая резьба является основным типом резьбы, применяемой для резьбовых соединений. Существует шесть разновид1 остей метрических резьб основная крепежная и мелкие— 1-я, 2-я, 3-я, 4-я и 5-я. [c.149]
Трубную цилиндрическую резьбу используют для соединения труб и арматуры трубопроводов. Профиль трубной резьбы треугольный с углом при вершине 55° со скругленнем выступов и впадин. По сравнению с основной метрической резьбой трубная имеет более мелкий шаг и меньшую высоту профиля, поскольку нарезается на тонкостенных деталях. Обозначают такую резьбу на чертеже в дюймах (один дюйм равен 25,4 мм). [c.73]
В качестве крепежной основное применение имеет метрическая резьба. По ГОСТ 9150—59 предусмотрена метрическая резьба с крупным шагом, обозначаемая на чертежах М20, М27 и т.п., где число указывает наружный диаметр резьбы (являют,ийся номинальным диаметром резьбы) в мм, и резьбы с мелкими шагами, в обозначениях которых, помимо наружного диаметра резьбы, указан ее шаг, например, М20х1,5. На рис. 410 показана метрическая резьба винта и гайки. [c.407]
Данные крепежа — ТАБЛИЦА РЕЗЬБЫ 10b
Резьба винтов
Детали резьбы резьбовых креплений с восемью диаграммами и видео, показывающими изготовление резьбы со ссылкой на историю резьбы.
нажмите на изображение
быстрый просмотр
Процесс накатки резьбы 9007
не расходует материал
Цилиндрическая заготовка, имеющая внешний диаметр между большим и меньшим диаметрами готовой резьбы, вращается между закаленными стальными штампами, имеющими форму обратной резьбы.
Резьба фильеры проникает в поверхность заготовки, образуя впадины резьбы, и смещает материал радиально наружу, образуя гребни. Металл не удаляется и не тратится, а перемещается.
Повышенная прочность на растяжение, сопротивление сдвигу и усталости
Структура зерна резьбы не нарушена; вместо этого он формируется непрерывными непрерывными линиями по контурам резьбы. Накатанные резьбы обладают повышенным сопротивлением отслаиванию, потому что такие сбои вынуждены происходить поперек, а не вместе с потоком зерна.
Резьбы производятся с полированными основанием и боковыми поверхностями, без поверхностных дефектов, которые могут оказаться отправными точками для усталостного разрушения. Поверхностные слои нити, особенно в корнях, подвергаются сжатию. Эти сжимающие напряжения должны быть преодолены до того, как могут возникнуть растягивающие напряжения, вызывающие усталостное разрушение.
ОЧЕНЬ КОРОТКОЕ ВИДЕО ПРОКАТКИ С ДВУМЯ РЕЗЬБОЙ
ОЧЕНЬ КОРОТКОЕ ВИДЕО ПРОКАТКИ ПЛОСКОЙ РЕЗЬБЫ
придумал калибр для винторезных станков в 1569 году.В 1641 году винторезное нарезание было усовершенствовано Хиндли Йоркским, Англия. В 1760 году Иов и Уильям Вятт продвинулись еще дальше. Генри Крам запатентовал ту же машину Wyatt в США 76 лет спустя, в 1836 году. Карьера Генри Модсли началась в 1789 году в качестве кузнеца, производящего машины для знаменитого слесаря Джозефа Брамы. Когда позже Генри Модслей основал свою собственную компанию, на его работу повлияла точность. В начале восемнадцатого века машины были примитивными, не было стандартных мер, детали должны были быть индивидуально спроектированы, гайки и болты должны были соответствовать друг другу и не были взаимозаменяемыми.Генри Модслей был одним из первых, кто осознал важность стандартизации и взаимозаменяемости деталей машин. Его главным инженерным вкладом стал большой токарно-винторезный станок. Токарный станок Генри Модсли был намного лучше любого из своих предшественников, и поэтому он получил широкое распространение. Поэтому неудивительно, что Джозеф Уитворт выбрал произведения Модсли в качестве отправной точки для того, что должно было стать его очень успешной карьерой.
Джозеф Уитворт
Модслей взял в ученики Джозефа Уитворта, который оказался исключительно талантливым.Затем он работал в Джозефе Клементсе, где они пытались построить вычислительную машину Бэббиджа, первый компьютер, и, наконец, основал себе мастерскую как инструментальщик.
Витворт поставил перед собой задачу разработать стандарт для потоков. Он также собрал болты со всей Англии, отмечая, какие размеры оказались наиболее полезными, а также результаты различных форм резьбы. В 1841 году он предложил в качестве стандарта форму резьбы с включенным углом 55 °, а вершины и низ резьбы закруглены с радиусом, равным 0.1373 раза больше шага.
Отчасти из-за огромного престижа, который Уитворт получил от демонстрации своих машин на выставке Crystal Palace в 1851 году, система Уитворта стала широко использоваться в Великобритании к 1860 году. Позже была выпущена вторая серия с более тонкой резьбой (BSF British Standard Fine ) был добавлен.
Уильям Селлерс
Американцы столкнулись с теми же проблемами из-за отсутствия стандартизации потоков, что и Великобритания.Вызов принял Уильям Селлерс из выдающейся семьи американских технических специалистов. В 1864 году комитет Института Франклина рекомендовал использовать систему винтовой резьбы Продавца. Форма резьбы стала известна как «резьба Франклина» или, чаще, «резьба продавца», позже как «стандартная резьба Соединенных Штатов». и единый поток.
Основное отличие формы резьбы Продавца от формы Витворта состоит в том, что вершина и низ резьбы (гребни и корни) сплющены.Плоский корень — плохой выбор. Такие угловые конфигурации в металлическом концентрате напряжения и в процессе производства в любом случае приводят к высоким напряжениям в корнях резьбы. Результат — трещины и сломанный крепеж. Эта проблема не была так заметна у Продавца, когда у продавцов все равно было скругление корней резьбы, так как инструменты, с помощью которых болты изнашивались, изнашивались. Круглые корни в настоящее время являются нормой в США, и резьба описывается в UNRC, UNRF буквой «R» для круглого корня.
Немцы, швейцарцы и французы разработали свои собственные формы метрической резьбы.Метрический мир в конечном итоге согласился, но не формализовал в 1898 году серию метрической резьбы Systeme Internationale (SI) с углом резьбы 60 градусов.
Таблица таблицы внешней метрической резьбы
Таблица внешней метрической резьбы и размеров крепежа M1.6 — M18 В следующей таблице указаны стандартные метрические размеры ex
Просмотры 43
Загрузки 1
Размер файла 204KB
Отчет DMCA / Copyright
СКАЧАТЬ ФАЙЛ
Рекомендовать истории
Цитирование превью
Таблица внешней метрической резьбы и размеров крепежа M1.6 — M18 В следующей таблице определены стандартные метрические размеры наружной резьбы от M1,6 до M18 на дюйм. ANSI / ASME B1.13M-1995. Эти размеры и классы резьбы относятся к болтам и винтам, а также к другим стандартным наружным резьбам. Не используйте эти значения для стандартной метрической внутренней резьбы. Все единицы в мм. Это предельные размеры M-профиля.
Где:
Обозначение метрической резьбы ISO
H = P (31/2 / 2) = 0,866025 P или 0,125H = 0,108253P
Шаг внешней резьбы
Главный диаметр
Малый диаметр
Макс.
Мин.
Макс.
Мин.
Макс.
Мин.
M1.6 x 0,35
0,35
6g
1,581
1,496
1,354
1,291
1,202
1,075
M1,6 x 0,35
0,35
1,314
1,202
1,098
M1,6 x 0,3
0,3
6g
1,582
1,507
1,387
1,342
1,257
1,17
1,16 x 0,3
0,3
4g6g
1,582
1,507
1,387
1,359
1,257
1,174
M1,6 x 0,2
0,2
0,2
1,403
1,366
1,280
M1,6 x 0,2
0,2
4g6g
1,583
1,527
1,453
1,421
1,366
1,366
7 x 0,35
0,35
6g
1,681
1,596
1,454
1,391
1,302
1,175
M1,7 x 0,35
0,35
1,414
1,302
1,198
M1,8 x 0,35
0,35
6g
1,781
1,696
1,554
1,491
1.402 10007.275
M1,8 x 0,35
0,35
4g6g
1,781
1,696
1,554
1,514
1,402
1,298
0,2
1,7 1,727
1,653
1,603
1,566
1,480
M1,8 x 0,2
0,2
4g6g
1,783
1,727
1,653
498
M2 x 0.4
0.4
6g
1.981
1.886
1.721
1.654
1.548
1.408
M2 x 0.4
0.4
0.4
1,679
1,548
1,433
1
Диаметр шага
Класс допуска
Обозначение метрической резьбы ISO
Шаг
Класс допуска внешней резьбы
Мин.
Макс.
Мин.
Малый диаметр
M2 x 0.25
0,25
4g6g
1.982
1.915
1.820
1.784
1.711
1.630
M2.2 x 0.45
0.45
1.693
1.540
M2.2 x 0.45
0.45
4g6g
2.180
2.080
1.888
1.843
1.693
1.500062 x 0,25
0,25
6g
2,182
2,115
2,020
1,964
1,911
1,810
M2.2 x 0,25
0,25
4g
1.984
1.911
1.830
M2.3 x 0.45
0.45
6g
2.280
2.180
1.988
1.917
1.793 1 .0007
1.793 1 .0007
640
M2,3 x 0,45
0,45
4g6g
2,280
2,180
1,988
1,943
1,793
1,666
M2.30007 0,4
2,186
2,021
1,954
1,848
1,708
M2,3 x 0,4
0,4
4g6g
2,281
2,186
2,021
1,
733
M2.5 x 0.45
0.45
6g
2.480
2.380
2.188
2.117
1.993
1.840
M2.5 x 0.45
2,380
2,188
2,143
1,993
1,866
M2,5 x 0,35
0,35
6g
2,481
2,396
2,254
2,1
1,975
M2,5 x 0,35
0,35
4g6g
2,481
2,396
2,254
2,214
2,102
1,998
0,40006
0,40007
M 2,580
2,480
2,288
2,217
2,093
1,940
M2,6 x 0,45
0,45
4g6g
2,580
2,480
2,2243
2,093
1,966
M3 x 0,5
0,5
6g
2,980
2,874
2,655
2,580
2,439
2,874
2,655
2,607
2,439
2,299
M3 x 0,35
0,35
6g
2,981
2,896
2,756 2,754687
2,602
2,471
M3 x 0,35
0,35
4g6g
2,981
2,896
2,754
2,712
2,606
2,712
2,606
3,479
3,354
3,089
3,004
2,829
2,635
M3,5 x 0,6 M3,5 x 0,35
0,6 0,35
4g6g 6g
3,479 3,481
3,479 3,481 9000.354 3,396
3,089 3,254
3,036 3,187
2,829 3,102
2,667 2,971
M3,5 x 0,35
0,35
4g6g
3,481
3,481
M4 x 0,7
0,7
6g
3,978
3,838
3,523
3,433
3,220
3,002
M4 x 0,7
0,7
978
3,838
3,523
3,467
3,220
3,036
M4 x 0,5
0,5
6g
3,980
3,874
3,874
3,4
0,5
4g6g
3,980
3,874
3,655
3,607
3,439
3,299
M4,5 x 0,75
0,75
6478
4,338
3,991
3,901
3,666
3,439
M4,5 x 0,75
0,75
4g6g
4,478
4,33860007
4,478
4,33860007
0,5 x 0,5
0,5
6g
4,480
4,374
4,155
4,080
3,939
3,772
M4,5 x 0,5
0,5
4g6000480
4,374
4,155
4,107
3,939
3,799
M5 x 0,8
0,8
6g
4,976
4,826
4,46 9000 4,10007
4,826
4,46 9000 4,10007
4,826
4,46 9000 4,10007
0,8
4g6g
4,976
4,826
4,456
4,396
4,110
3,904
M5 x 0,5
0,5
6g
980
4,874
4,655
4,580
4,439
4,272
M5 x 0,5
0,5
4g6g
4,980
4,874
4,655
4,2 x 0,5
0,5
6g
5,480
5,374
5,155
5,065
4,939
4,757
M5,5 x 0,5
0,5
4g6g 50007.480
5,374
5,155
5,099
4,939
4,791
M6 x 1
1
6g
5.974
5.794
5.3126
5.794
5.3126
1
4g6g
5,974
5,794
5,324
5,253
4,891
4,637
2
Диаметр шага
Диаметр внешней резьбы 9000 9000 9000 9000 6 Обозначение 9000 6 9000 Наружная резьба 9000 9000 Обозначение
Minor Dia
Max
Min
Max
Min
Max
Min
M6 x 0.8
0,8
6g
5,976
5,826
5,456
5,376
5,110
4,884
M6 x 0,8
0,8
5,46
5,4 5,110
4,914
M6 x 0,75
0,75
6g
5,978
5,838
5,491
5,391
5,166
4,929
M6 x 0.75
0,75
4g6g
5,978
5,838
5,491
5,428
5,166
4,966
M6 x 0,7
0,7
5,220
4,997
M6 x 0,7
0,7
4g6g
5,978
5,838
5,523
5,463
5,220
5,032
M6 x 0.5
0,5
6 г
5,980
5,874
5,655
5,570
5,439
5,262
M6 x 0,5
0,5
4g6607
5,439
5,294
M7 x 1
1
6g
6,974
6,794
6,324
6,212
5,891
5,596
974
6,794
6,324
6,253
5,891
5,637
M7 x 0,75
0,75
6g
6,978
6,838
000 6,1296,49
000 6,4296,49
0,75
4g6g
6,978
6,838
6,491
6,428
6,166
5,966
M7 x 0,5
0,5
6g
6g980
6,874
6,655
6,570
6,439
6,262
M7 x 0,5
0,5
4g6g
6,980
6,874
0006 6,980
6,874
0006
6.874
6,2
1,25
6g
7,972
7,760
7,160
7,042
6,619
6,272
M8 x 1,25
1,25
4g6000972
7.760
7.160
7.085
6.619
6.315
M8 x 1
1
6g
7.974
7.794
0006
7.794
1
4g6g
7,974
7,794
7,324
7,253
6,891
6,637
M8 x 0,8
0,8
6g
76
7.826
7.456
7.350
7.110
6.858
M8 x 0.8
0.8
4g6g
7.976
7.826
0007
7.826
7,40006
0,75
6g
7,978
7,838
7,491
7,391
7,166
6,929
M8 x 0,75
0,75
4g6g978
7,838
7,491
7,428
7,166
6,966
M8 x 0,5
0,5
6g
7,980
7,874
0,5
4g6g
7,980
7,874
7,655
7.602
7,439
7,294
M9 x 1,25
1,25
6g972
8.760
8.160
8.042
7.619
7.272
M9 x 1,25
1,25
4g6g
8,972
8.7196
8.7196
8.7196
1
6g
8.974
8.794
8.324
8.212
7.891
7.596
M9 x 1
1
4g6g 80007.974
8,794
8,324
8,253
7,891
7,637
M9 x 0,75 M9 x 0,75
0,75 0,75
6g 4g6g
8.
08
8.9628
8.97.8000 8.9628
8.
8.978
8.166 8.166
7.929 7.966
M9 x 0.5
0.5
6g
8.980
8.874
8.655
8.570
8.439
8.26 M
5
0,5
4g6g
8.980
8.874
8.655
8.602
8.439
8.294
M10 x 1.5
1.5
8.344
7.938
M10 x 1.5
1.5
4g6g
9.968
9.732
8.994
8.909
8.344
7.985
9000.25
1.25
6g
9.972
9.760
9.160
9.042
8.619
8.272
M10 x 1.25
1.25
8.619
8.315
M10 x 1.12
1.12
6g
9.973
9.783
9.246
9.128
8.761
8.438
12
1.12
4g6g
9.973
9.783
9.246
9.171
8.761
8.481
1
6g
27
0006
000
0007
9.9674
6g
27
000
000 9.
9.
000 9.
9.
9.
0007
9.
9
M10 x 1
3
Диаметр шага
Обозначение метрической резьбы ISO
Шаг внешней резьбы
Главный диаметр
Малый диаметр
Макс
Мин.
Макс.
Макс.
Макс.
1
4g6g
9.974
9.794
9.324
9.253
8.891
8.637
M10 x 0.75
0.75
6g
9.978
9.838
000 966
000 966
000 966
000 966
000
0,75
4g6g
9,978
9,838
9,491
9,428
9,166
8,966
M10 x 0,5
0,5
6980
9.874
9.655
9.570
9.439
9.262
M10 x 0.5
0.5
4g6g
9.980
1,5
6g
10,968
10,732
9,994
9,862
9,344
8,938
M11 x 1,5
1,5
4g6g968
10.732
9.994
9.911
9.344
8.987
M11 x 1
1
6g
10.974
10.794
000
000
,5
1
4g6g
10.974
10.794
10.324
10.253
9.891
9.637
M11 x 0.75
0.75
978
10,838
10,491
10,391
10,166
9,929
M11 x 0,75
0,75
4g6g
10,978
966
0,5
6g
10,980
10,874
10,655
10,570
10,439
10,262
M11 x 0,5
0,5
4g6g980
10.874
10.655
10.602
10.439
10.294
M12 x 1.75
1.75
6g
11.966
11.966
11.701
000
000
000 9.679
000
000 9.679
000
000 9.679
1.75
4g6g
11.966
11.701
10.829
10.734
10.072
9.656
M12 x 1.5
1.5
6968
11.732
10.994
10.854
10.344
9.930
M12 x 1.25
1.25
6g
11.972
11.760 111
1,25
4g6g
11,972
11,760
11,160
11,075
10,619
10,305
M12 x 1
1
6974
11.794
11.324
11.206
10.891
10.590
M12 x 1
1
4g6g
11.974
11.974
11.76
000 0,79
11.76
4
0,75
6g
11,978
11,838
11,491
11,385
11,166
10,923
M12 x 0,75
0,75
110007
4978
11.838
11.491
11.424
11.166
10.962
M12 x 0,5
0,5
6g
11.980
11.874
0007
0,5
4g6g
11,980
11,874
11,655
11,598
11,439
11,290
M14 x 2
2
6g962
13.682
12.663
12.503
11.797
11.271
M14 x 2
2
4g6g
13.962
13.682
13.682
13.682
1,5
6g
13,968
13,732
12,994
12,854
12,344
11,930
M14 x 1,5
1,5
4g6g968
13.732
12.994
12.904
12.344
11.980
M14 x 1.25
1.25
6g
13.972
13.760
000
13.760
000
13.760
000
13.760
000
13.760
000
1,25
4g6g
13,972
13,760
13,160
13,075
12,619
12,305
M14 x 1
1
6974
13.794
13.324
13.206
12.891
12.590
M14 x 1
1
4g6g
13.974
13.76 120007000
13.974
13.76
000
13.76
000 7
0,75
6g
13,978
13,838
13,491
13,385
13,166
12,923
M14 x 0,75
0,75
4978
13.838
13.491
13.424
13.166
12.962
M14 x 0.5
0.5
6g
13.980
13.874
0007
0,5
4g6g
13,980
13,874
13,655
13,598
13,439
13,290
M15 x 1,5
1,5 1,5
6968 14.968
14.732 14.732
13.994 13.994
13.854 13.904
13.344 13.344
12.930 12.980
1
6g
14.974
000
000
000
000
000
000 9 1
M15 x 1,5 M15 x 1
4
Диаметр шага
Класс допуска
Обозначение метрической резьбы ISO
Шаг внешней резьбы
Главный диаметр
Мин.
Мин.
Макс.
Мин.
M15 x 1
1
4g6g
14.974
14.794
14.324
14.249
13.891
13.633
M16 x 2
2
6g
15.962
15.682
000 70007
15.682
0007
2
4g6g
15.962
15.682
14.663
14.563
13.797
13.331
M16 x 1.6
1.6
6g968
15,756
14,929
14,824
14,236
13,838
M16 x 1,6
1,6
4g6g
15.968
15.760007000
15.968
15.760007000
14.
14.
1,5
6g
15,968
15,732
14,994
14,854
14,344
13,930
M16 x 1,5
1,5
4g6g968
15.732
14.994
14.904
14.344
13.980
M16 x 1.25
1.25
6g
15.972
15.760
000
15.760
000
15.760
000
15.760
000
1,25
4g6g
15.972
15.760
15.160
15.075
14.619
14.305
M16 x 1
1
6974
15.794
15.324
15.206
14.891
14.590
M16 x 1
1
4g6g
15.974
15.76
000
15.974
15.76 150007000
1491
4
15.76
49
15.76
4
0,75
6g
15.978
15.838
15.491
15.385
15.166
14.923
M16 x 0,75
0,75
4978
15.838
15.491
15.424
15.166
14.962
M16 x 0,5
0,5
6g
15.980
15.874
0007
0,5
4g6g
15.980
15.874
15.655
15.599
15.439
15.291
M17 x 1.5
1.5
6g968
16.732
15.994
15.854
15.344
14.930
M17 x 1,5
1,5
4g6g
16.968
16.732 150007
1
6g
16.974
16.794
16.324
16.206
15.891
15.590
M17 x 1
1
4g6g974
16.794
16.324
16.249
15.891
15.633
M18 x 2.5
2.5
6g
17.958
17.623
0007
2,5
4g6g
17,958
17,623
16,334
16,228
15,252
14,688
M18 x 2
2
6g962
17.682
16.663
16.503
15.797
15.271
M18 x 2
2
4g6g
17.962
17.962
17.682 1600060007
1,5
6g
17.968
17.732
16.994
16.854
16.344
15.930
M18 x 1.5
1.5
4g6g968
17.732
16.994
16.904
16.344
15.980
M18 x 1.25
1.25
6g
17.972
1.25
4g6g
17.972
17.760
17.160
17.075
16.619
16.305
M18 x 1
1
6974
17.794
17.324
17.206
16.891
16.590
M18 x 1
1
4g6g
17.974
17.974
17.76
47
17.76
47
17.76
47
0,75
6g
17.978
17.838
17.491
17.385
17.166
16.923
M18 x 0,75
0,75
4978
17.838
17.491
17.424
17.166
16.962
M18 x 0,5
0,5
6g
17.980
17.874
0,5
4g6g
17,980
17,874
17,655
17,599
17,439
17,291
5
Таблица размеров диаметра резьбы
Класс резьбы
Допуск Ниже приведена таблица размеров метрической внешней резьбы для размеров от M20 до M55 на каждый.ANSI / ASME B1.13M-1995. Эти размеры и классы резьбы относятся к болтам и винтам, а также к другим стандартным наружным резьбам. Не используйте эти значения для стандартных метрических конструкций с внутренней резьбой. Все единицы в мм.
Обозначение метрической резьбы ISO
Шаг наружной резьбы
Главный диаметр
Малый диаметр
Макс
Мин
Макс
Мин
Макс
Мин
M20x2,5 6
19.958
19.623
18.334
18.164
17.252
16.624
M20x2,5 M20x2
2.5 2
4g6g 6g
19.958
000 17.62 9.62 9.6000
9.62 9.6000
19.958 1
0 9.62
16.688 17.271
M20x2
2
4g6g
19.962
19.682
18.663
18.562
17.797
17.330
M20x1.5
1.5
6g
19.968
19.732
18.994
18.854
18.344
17.930
M20x1.5
18.904
18.344
17.980
M20x1
1
6g
19.974
19.794
19.324
19.206
9.80006 18.8000590
M20x1
1
4g6g
19.974
19.794
19.324
19.249
18.891
18.633
0007000
000
000
000
000
000
000
000
000
000
000
000
000
000
000
000
000 19.385
19.166
18.923
M20x0.75
0.75
4g6g
19.978
19.838
19.491
19.424
19.166
18.962
M20x0.5
0.5
6g
19.980
19.874
19.655
19.565
19.439
19.257
0006
19.655
19.599
19.439
19.291
M22x3
3
6g
21.952
21.577
20.003
19.8618704
17.970
M22x3
3
4g6g
21.952
21.577
20.003
19.885
18.704
18.037
000
18.037
20,334
20,164
19,252
18,624
M22x2,5
2,5
4g6g
21,958
21,623
20,334
20.234
19.252
18.694
M22x2
2
6g
21.962
21.682
20.663
20.503
19.797
0006
20,663
20,563
19,797
19,331
M22x1,5
1,5
6g
21,968
21,732
20,994
20.854
20.344
19.930
M22x1.5
1.5
4g6g
21.968
21.732
20.994
20.904
20.344
0007
0007
0007
21.794
21.324
21.206
20.891
20.590
M22x1
1
4g6g
21.974
21.794
21.324
.249
20.891
20.633
M22x0.75
0.75
6g
21.978
21.838
21.491
21.385
21.166
0007
21,838
21,491
21,424
21,166
20,962
M22x0,5
0,5
6g
21,980
21,874
21.655
21.565
21.439
21.257
M22x0.5
0.5
4g6g
21.980
21.874
21.655
21.5
0
21.655
21.5
0
000
000
21.5
0
23.952
23.577
22.003
21.803
20.704
19.955
M24x3
3
4g6g
23.952
23.557
.003
21,878
20,704
20,030
M24x2,5
2,5
6g
23,958
23,623
22,334
22,144
000
000
000
4
000
000
000
000
000
23,958
23,623
22,334
22,214
21,252
20,674
2
6g
23,962
23,682
22.663
22,493
21,797
21,261
M24x2
6
Диаметр шага
Класс допуска
ISO Обозначение метрической резьбы
Макс. Мин.
Макс.
Мин.
Макс.
Мин.
2
4g6g
23,962
23,682
22,663
22.557
21.797
21.325
M24x1.5
1.5
6g
23.968
23.732
22.994
22.844
22.344
000
000
000
000
000
000
23.732
22.994
22.899
22.344
21.975
M24x1
1
6g
23.974
23.794
23.3000199
22.891
22.583
M24x1
1
4g6g
23.974
23.794
23.324
23.244
22.891
000
000
0007
0007
0007
0007
23,838
23,491
23,379
23,166
22,917
M24x0,75
0,75
4g6g
23,978
23,838
23.491
23.420
23.166
22.958
M25x2
2
6g
24.962
24.682
23.663
23.493
0007
24,682
23,663
23,557
22,797
22,325
M25x1,5
1,5
6g
24,968
24,732
23.994
23.844
23.344
22.920
M25x1.5
1.5
4g6g
24.968
24.732
23.994
23.89
0007
24.974
24.794
24.324
24.199
23.891
23.583
M25x1
1
4g6g
24.974
24.794 240007.324
24.244
23.891
23.628
M26x1.5
1.5
6g
25.968
25.732
24.994
24.844
25.968
25.732
24.994
24.899
24.344
23.975
M27x3
3
6g
26.952
26.5677003
24.803
23.704
22.955
M27x3
3
4g6g
26.952
26.577
25.003
24.878
0006
26,962 29,962
26,682 26,682
25,663 25,663
25,493 25,557
24,797 24,797
24,261 24,325
M27x1,5
1,5
6g
968
26.732
25.994
25.844
25.344
24.920
M27x1.5
1.5
4g6g
26.968
26.732
000
000 70007
26.968
26.732
000
000 250007
00 1
6g
26,974
26,794
26,324
26,199
25,891
25,583
M27x1
1
4g6g
974
26.794
26.324
26.244
25.891
25.628
M27x0.75
0.75
6g
26.978
26.838
0007
0007
26.978
0006 26.838
26.838
0,75
4g6g
26.978
26.838
26.491
26.420
26.166
25.958
M28x2
2
6962
27.682
26.663
26.493
25.797
25.261
M28x2
2
4g6g
27.962
27.962
27.682
000
000
000
27.962
27.682
000
0007 1,5
6g
27,968
27,732
26,994
26,844
26,344
25,920
M28x1,5
1,5
4g6g
968
27.732
26.994
26.899
26.344
25.975
M28x1
1
6g
27.974
27.794.30006000
0007
4g6g
27,974
27,794
27,324
27,244
26,891
26,628
M30x3,5
3,5
6g
29.947
29.522
27.674
27.462
26.158
25.306
M30x3.5
3.5
4g6g
29.947
29.52260007000 70007
3
6g
29.952
29.577
28.003
27.803
26.704
25.955
M30x3
3
4g6g
952
29.577
28.003
27.878
26.704
26.030
M30x2.5
2.5
6g
29.958
29.623
000
29.958
29.623
0007
29.623
0007
2,5
4g6g
29,958
29,623
28,334
28,214
27,252
26,674
M30x2
2
6g962
29,682
28,663
28,493
27,797
27,261
M30x2
2
4g6g
29,962
29,682
28,663
28,557
27,797
27,325
M24x2
M27x2
7
Диаметр шага
Класс допуска
Обозначение метрической резьбы ISO
Шаг внешней резьбы
Главный диаметр
Малый диаметр
Макс
Мин.
M30x1.5
1.5
6g
29.968
29.732
28.994
28.844
28.344
27.920
M30x1.5
1.5
28.344
27.975
M30x1
1
6g
29.974
29.794
29.324
29.199
28.891
28.583
974
29.794
29.324
29.244
28.891
28.628
M30x0.75
0.75
6g
29.978
29.838
000
000
0,75
4g6g
29,978
29,838
29,491
29,420
29,166
28,958
M32x2
2
6962
31.682
30.663
30.493
29.797
29.261
M32x2
2
4g6g
31.962
1,5
6g
31,968
31,732
30,994
30,844
30,344
29,920
M32x1,5
1,5
4g6g 31.
968
31.732
30.994
30.899
30.344
29.975
M33x3.5
3.5
6g
32.968
32.543 30.9
3,5
4g6g
32,968
32,543
30,695
30,563
29,179
28,407
M33x3
3
6g952
32.577
31.003
30.803
29.704
28.955
M33x3
3
4g6g
32.952
32.5776000
000
6g
32,962
32,682
31,663
31,493
30,797
30,261
M33x2
2
4g6g
32.962
32.682
31.663
31.557
30.797
30.325
M33x1.5
1.5
6g
32.968
32.732
000
32.732
000
1,5
4g6g
32,968
32,732
31,994
31,899
31,344
30,975
M33x1
1
6g974
32.794
32.324
32.199
31.891
31.583
M33x1
1
4g6g
32.974
0007
32.974
32.76
000
000
0,75
6g
32,978
32,838
32,491
32,379
32,166
31,917
M33x0,75
0,75
g 9000.978
32.838
32.491
32.420
32.166
31.958
M35x1.5
1.5
6g
34.968
34.732 330007
34.732
1,5
4g6g
34,968
34,732
33,994
33,899
33,344
32,975
M36x4
4
9.940
35.465
33.342
33.118
31.610
30.654
M36x4 M36x3
4 3
4g6g 6g
35.940 35.
03 30.738 31.955
M36x3
3
4g6g
35.952
35.577
34.003
33.878
32.704
32.030
M36x2962
35.682
34.663
34.493
33.797
33.261
M36x2
2
4g6g
35.962
35.962
35.682
000
000
1.5
6g
35.968
35.732
34.994
34.844
34.344
33.920
M36x1.5
1.5
4g6g
968
35.732
34.994
34.899
34.344
33.975
M36x1
1
6g
35.974
35.794.30006000
4g6g
35.974
35.794
35.324
35.244
34.891
34,628
M38x1,5
1,5
6g
37.968
37.732
36.994
36.844
36.344
35.920
M38x1.5
1.5
4g6g
37.968
37.70006000
37.968
37.76000
37.76000
37.76000
4
6g
38.940
38.465
36.342
36.118
34.610
33.654
M39x4
4
4g6g
38.940
38.465
36.342
36.202
34.610
33.738
M39x3
3
6g
38.952
38.577
370007
Класс допуска
Обозначение метрической резьбы ISO
Шаг внешней резьбы
Главный диаметр
Малый диаметр
Макс
Мин
Макс
Мин
Макс
4g6g
38.952
38.577
37.003
36.878
35.704
35.030
M39x2
2
6g
38.962
38.682
000
4g6g
38,962
38,682
37,663
37,557
36,797
36,325
M39x1,5
1,5
6g
38.968
38.732
37.994
37.844
37.344
36.920
M39x1.5
1.5
4g6g
38.968
38.70007000
000
38.968
38.732
000
000
1
6g
38.974
38.794
38.324
38.199
37.891
37,583
M39x1
1
4g6g
974
38.794
38.324
38.244
37.891
37.628
M40x3
3
6g
39.952
39.577
0006000
0003
0003
4g6g
39,952
39,577
38,003
37,878
36,704
36,030
M40x2,5
2,5
6g
39.958
39.623
38.334
38.144
37.252
36.604
M40x2.5
2.5
4g6g
39.958
39.6236000
39.958
39.62360002 2
6g
39.962
39.682
38.663
38.493
37.797
37.261
M40x2
2
4g6g
39.962
39.682
38.663
38.557
37.797
37.325
M40x1.5
1.5
6g
39.968
39.732
000
39.732
000
1,5
4g6g
39,968
39,732
38,994
38,899
38,344
37,975
M42x4,5
4,5
6g937
41.437
39.014
38.778
37.066
36.006
M42x4.5
4.5
4g6g
41.937
41.4376000
000
0007
4
6g
41.940
41.465
39.342
39.118
37.610
36.654
M42x4
4
4g6g
41.940
41.465
39.342
39.202
37.610
36.738
M42x3
3
6g
41.952
41.577
00030007
0003
0007
0007
4g6g
41.952
41.577
40.003
39.878
38.704
38.030
M42x2
2
6g
41.962
41.682
40.663
40.493
39.797
39.261
M42x2
2
4g6g
41.962
41.962
41.682
0007
1,5
6g
41.968
41.732
40.994
40.844
40.344
39.920
M42x1.5
1.5
4g6g 41.
968
41.732
40.994
40.899
40.344
39.975
M42x1
1
6g
41.974
41.794
000
000
4g6g
41.974
41.794
41.324
41.244
40.891
40.628
M45x4.5
4.5
6g
44.937
44.437
42.014
41.778
40.066
39.006
M45x4.5
4.5
4g6g
44.937
44.4376000
44.937
44.4376000
4
6g
44.940
44.465
42.342
42.118
40.610
39.654
M45x4
4
4g6g
44.940
44.465
42.342
42.202
40.610
39.738
M45x3
3
6g
44.952
44.577
00060007
0007
4g6g
44,952
44,577
43,003
42,878
41,704
41,030
M45x2
2 2
6g 4g6g 44
962 44.962
44.682 44.682
43.663 43.663
43.493 43.557
42.797 42.797
42.261 42.325
M45x1.5
1.5
6g
0007
6g 449686
6g 449686
42.920
M45x1.5
1.5
4g6g
44.968
44.732
43.994
43.899
43.344
42.975
974
44.794
44.324
44.199
43.891
43.583
M45x1
1
4g6g
44.974
44.76 44
7
Диаметр шага
Класс допуска
Обозначение метрической резьбы ISO
Шаг внешней резьбы
Главный диаметр
Малый диаметр
Макс
Мин
Макс
Мин
Макс
Макс
Макс
5
6g
47.929
47.399
44.681
44.431
42.516
41.351
M48x5
5
4g6g
47.929
47.39
7
47.3996
6g
47.940
47.465
45.342
45.106
43.610
42.642
M48x4
4
4g6g
47.940
47.465
45.342
45.192
43.610
42.728
M48x3
3
6g
47.952
47.577
0003
47.577
0007
4g6g
47.952
47.577
46.003
45.871
44.704
44.023
M48x2
2
6g
47.962
47,682
46,663
46,483
45,797
45,251
M48x2
2
4g6g
47.962
47.962
47.682
000
1.5
6g
47.968
47.732
46.994
46.834
46.344
45.910
M48x1.5
1.5
4g6g 47 .0007
968
47.732
46.994
46.894
46.344
45.970
M50x4
4
6g
49.940
49.41060007
0007
470007
49.465
0007
0007
4g6g
49.940
49.465
47.342
47.192
45.610
44.728
M50x3
3
6g
49.952
49.577
48.003
47.791
46.704
45.943
M50x3
3
4g6g
49.952
49.577400070007
6g
49.962
49.682
48.663
48.483
47.797
47,251
M50x2
2
4g6g
49.962
49.682
48.663
48.551
47.797
47.319
M50x1.5
1.5
6g
49.968
49.732
000
49.732
0007
1,5
4g6g
49.968
49.732
48.994
48.894
48.344
47.970
M52x5
5
6g929
51.399
48.681
48.445
46.516
45.365
M52x5
5
4g6g
51.929
51.39
7
6g
51.940
51.465
49.342
49.106
47.610
46.642
M52x4
4
4g6g
51.940
51.465
49.342
49.192
47.610
46.728
M52x3
3
6g
51.952
51.577
0003
0007
0007
0007
0007
4g6g
51.952
51.577
50.003
49.871
48.704
48.023
M52x2
2
6g
51.962
51.682
50.663
50.483
49.797
49.251
M52x2
2
4g6g
51.962
1.5
6g
51.968
51.732
50.994
50.834
50.344
49.910
M52x1.5
1.5
4g6g
968
51.732
50.994
50.894
50.344
49.970
M55x4
4
6g
54.940
54.465
0007
0007
0007
0007
4g6g
54.940
54.465
52.342
52.192
50.610
49.728
M55x3
3
6g
54.952
54.577
53.003
52.791
51.704
50.943
M55x3
3
4g6g
54.952
54.57740007000
54.952
54.5774000
000
000
6g
54.962
54.682
53.663
53.483
52.797
52.251
M55x2
2
4g6g
54.962
54.682
53.663
53.551
52.797
52.319
M55x1.5
1.5
6g
54.968
54.732
000
54.968
54.732
000
1,5
4g6g
54,968
54,732
53,994
53,894
53,344
52,970
10
Диаметр шага
Класс допуска
NPT, BSP, JIS, SAE, метрическая система — Trimantec
Итак, вы наконец нашли правильный электромагнитный клапан, чтобы заменить сломанный.Вы звоните, чтобы проверить наличие товара, и торговый представитель спрашивает, какой тип резьбы вам нужен. Вы спросите: «Как мне узнать, какой тип резьбы мне нужен?» К счастью, мы вас прикрыли. Ниже вы найдете подробное руководство о том, как правильно определять наиболее популярные типы резьбы, используемые в промышленных компонентах. Кроме того, узнайте, когда можно использовать ленту для уплотнения резьбы в экстренных ситуациях.
Важно определить конкретный тип резьбы, который вам нужен, чтобы ваше оборудование работало наилучшим образом.Пневматические компоненты, такие как воздушные цилиндры, клапаны и блоки подготовки воздуха, оснащены отверстиями со специальной резьбой. Например, пневматические компоненты, которые мы предлагаем в нашем интернет-магазине, доступны с резьбой NPT, PT или G. Выбор правильного типа резьбы обеспечит оптимальную совместимость с вашим оборудованием. На первый взгляд резьбы могут выглядеть одинаково. Но присмотритесь повнимательнее, и вы заметите очень тонкие различия, которые сделают их несовместимыми друг с другом. Например, резьба G не является совместимой резьбой NPT из-за их разных углов, форм и шагов резьбы (резьбы на дюйм).
Мы составили простое пошаговое руководство, которое поможет вам определить тип резьбы. Кроме того, мы рассмотрим некоторые из наиболее распространенных типов резьбы портов, включая NPT / NPTF, BSPP (также известный как G), BSPT, PT, Metric (M) и SAE. Чтобы упростить процесс, вам понадобится пара инструментов, но подойдет и прямая стальная линейка. Мы также рекомендуем вам загрузить Руководство по идентификации потоков для дальнейшего использования, потому что оно, безусловно, пригодится .
Содержание:
Необходимые инструменты для определения резьбы
Суппорт —
Штангенциркуль — это полезный инструмент, который измеряет внешний диаметр наружной резьбы и внутренний диаметр внутренней резьбы. Использование штангенциркуля даст вам наиболее точные и точные измерения, но прямая стальная линейка является хорошей альтернативой. Однако, если вы думаете, что будете использовать его довольно часто, вот цифровой штангенциркуль, который мы нашли на Amazon по разумной цене.
Шагомер —
Шагомер измеряет количество резьбы на дюйм. Для метрической резьбы этот инструмент измеряет расстояние между резьбой. Если вы хотите купить измеритель шага резьбы, у Grainger есть неплохой выбор.
Шаг 1 — Наружная резьба против внутренней резьбы
Во-первых, вам нужно определить, какая резьба — наружная или внутренняя. Посмотрите, где расположены нити. Если они снаружи резьбы, это наружная резьба.Если они на внутренней стороне резьбы, это внутренняя резьба. Пол цепочки не обязательно влияет на ее функциональность. Он просто служит способом различать эти две связи.
Наружная резьба
Внутренняя резьба
Шаг 2 — Коническая резьба против параллельной резьбы
Затем определите, коническая или параллельная резьба. Коническая резьба становится более узкой по мере того, как она выходит наружу, в то время как параллельная резьба остается того же диаметра.Иногда эту характеристику можно определить при визуальном осмотре, но если нет, может пригодиться штангенциркуль. Используйте штангенциркуль для измерения первой, четвертой и последней полной резьбы. Если измерения одинаковы, значит, они параллельны. Если размер уменьшается, значит, он сужается.
NPT / NPTF, BSPT и метрическая коническая резьба являются примерами конической резьбы. Эти резьбы создают уплотнение за счет заклинивания металла по металлу или небольшой деформации резьбы. Параллельная резьба часто требует уплотнительного кольца или резьбовой ленты для обеспечения плотного уплотнения.
Шаг 3 — Размер шага
Следующим шагом в определении типа вашей резьбы является определение размера шага. Размер шага резьбы — это количество витков на дюйм или расстояние между витками резьбы на метрических типах резьбы. Хотя для расчета размера шага можно использовать линейку, настоятельно рекомендуется использовать калибр шага, поскольку размеры шага могут быть очень похожими. Протестируйте пару разных размеров с помощью измерителя шага, чтобы найти лучший вариант.
Измерение шага шагом
Шаг 4 — Диаметр резьбы
После того, как вы определились с размером шага, вам нужно определить диаметр резьбы.Снова используя штангенциркуль, измерьте внешний диаметр на наружной резьбе и внутренний диаметр на внутренней резьбе. Если вы обнаружите, что ваши измерения не совсем совпадают с измерениями в таблицах ниже, это нормально. Неизбежно будут небольшие отклонения из-за разных производителей.
Шаг 5 — Тип резьбы Стандартный
Последний шаг в определении типа резьбы — определение стандарта типа резьбы. NPT, PT и G являются примерами стандартов типа резьбы.Соберите информацию из предыдущих шагов и сравните ее с измерениями в таблицах ниже. Вы также можете скачать всю эту информацию в удобном PDF-файле.
Загрузить руководство по идентификации резьбы
В начало
Примечание. Из-за различий в изготовлении диаметр резьбы может не совпадать с указанными ниже размерами.
Тип резьбы NPT / NPTF — Коническое топливо National Pipe
Этот тип резьбы чаще всего используется в Северной Америке.Вы узнаете его по сужающемуся внешнему и внутреннему диаметру, обеспечивающему самоуплотнение. При затягивании боковые стороны резьбы прижимаются друг к другу, образуя герметичное уплотнение. Тем не менее, все же рекомендуется использовать ленту из ПТФЭ или другой герметик, чтобы гарантировать полностью герметичное уплотнение.
Полусовместимым вариантом NPT является NPTF (National Pipe Taper Fuel). Это обеспечивает еще более герметичное уплотнение. Но важно отметить, что совместное использование этих вариантов снижает их герметичность.Резьба NPT не должна иметь заусенцев и смазываться смазочной пастой или лентой. Это ограничивает коррозию резьбы, которая в противном случае может сделать дальнейшую разборку практически невозможной.
| Размер панели (номинальный размер) | Шаг резьбы | Внешний диаметр наружной резьбы мм | Внешний диаметр наружной резьбы размеры в дюймах | Внутренняя резьба I.D. мм | Внутренняя резьба I.D. дюймы |
| -02 (1/8) | 27 | 10,3 | 0,41 | 9,4 | 0,37 |
| -04 (1/4) | 18 | 13,7 | 0,54 | 12,4 | 0,49 |
| -06 (3/8) | 18 | 17,3 | 0,68 | 15,7 | 0,62 |
| -08 (1/2) | 14 | 21.3 | 0,84 | 19,3 | 0,76 |
| -10 (5/8) | 14 | 22,9 | 0,90 | 21,1 | 0,83 |
| -12 (3/4) | 14 | 26,9 | 1,06 | 24,9 | 0,98 |
| -16 (1) | 11½ | 33,3 | 1,31 | 31,5 | 1,24 |
| -20 (1) | 11½ | 42.2 | 1,66 | 40,1 | 1,58 |
| -24 (1 ½) | 11½ | 48,3 | 1,90 | 46,2 | 1,82 |
| -32 (2) | 11½ | 60,4 | 2,38 | 57,9 | 2,29 |
* НД. = Внешний диаметр I.D. = Внутренний диаметр
В начало
Тип резьбы BSP — труба британского стандарта
Это стандартный тип резьбы, принятый во всем мире для соединения и герметизации концов труб.Вы найдете его во всей Европе. Существует два типа потоков BSP: BSPP и BSPT. BSPP означает параллельную или прямую резьбу. Между тем, BSPT относится к конической резьбе. Иногда потоки BSPP называются потоками G, а потоки BSPT — потоками R. Вы еще не запутались?
Примечание. Коническая трубная резьба JIS (резьба PT) взаимозаменяема с резьбой BSPT.
| Размер панели (номинальный размер) | Шаг резьбы | Наружная резьба O.Д. мм | Внешний диаметр наружной резьбы размеры в дюймах | Внутренняя резьба I.D. мм | Внутренняя резьба I.D. размеры в дюймах |
| -02 (1/8) | 28 | 9,7 | 0,38 | 8,9 | 0,35 |
| -04 (1/4) | 19 | 13,2 | 0,52 | 11,9 | 0,47 |
| -06 (3/8) | 19 | 16.5 | 0,65 | 15,2 | 0,60 |
| -08 (1/2) | 14 | 20,8 | 0,82 | 19,1 | 0,75 |
| -10 (5/8) | 14 | 22,4 | 0,88 | 20,3 | 0,80 |
| -12 (3/4) | 14 | 26,4 | 1,04 | 24,6 | 0,97 |
| -16 (1) | 11 | 33.0 | 1,30 | 31,0 | 1,22 |
| -20 (1) | 11 | 41,9 | 1,65 | 39,6 | 1,56 |
| -24 (1 ½) | 11 | 47,8 | 1,88 | 45,5 | 1,79 |
| -32 (2) | 11 | 59,7 | 2,35 | 57,4 | 2,26 |
* О.D. = Внешний диаметр I.D. = Внутренний диаметр
В начало
Тип конической трубной резьбы JIS — PT
Тип резьбы
PT идентичен и взаимозаменяем с типом резьбы BSPT. Однако, поскольку наружная резьба PT не имеет развальцовки под углом 30 градусов, она не будет сопрягаться с внутренним вертлюгом BSPP с коническим седлом. Также мы рекомендуем использовать герметик для резьбовых соединений с резьбой PT, чтобы обеспечить герметичное уплотнение.
| Размер панели (номинальный размер) | Шаг резьбы | Наружная резьба O.Д. мм | Внешний диаметр наружной резьбы размеры в дюймах | Внутренняя резьба I.D. мм | Внутренняя резьба I.D. размеры в дюймах |
| -02 (1/8) | 28 | 9,4 | 0,37 | 8,1 | 0,32 |
| -04 (1/4) | 19 | 13,7 | 0,53 | 12,4 | 0,49 |
| -06 (3/8) | 19 | 17.2 | 0,68 | 16 | 0,62 |
| -08 (1/2) | 14 | 21,5 | 0,84 | 19,8 | 0,77 |
| -10 (5/8) | 14 | 23,1 | 0,91 | 20,6 | 0,81 |
| -12 (3/4) | 14 | 26,9 | 1,06 | 25,4 | 1 |
| -16 (1) | 11 | 34 | 1.34 | 31,8 | 1,25 |
| -20 (1) | 11 | 42,6 | 1,68 | 40,4 | 1,59 |
| -24 (1 ½) | 11 | 48,5 | 1,9 | 46,2 | 1,81 |
| -32 (2) | 11 | 60,4 | 2,37 | 58,2 | 2,29 |
* О.D. = Внешний диаметр I.D. = Внутренний диаметр
В начало
Тип резьбы SAE — Бобышка уплотнительного кольца с прямой резьбой
Прямая резьба
SAE обеспечивает герметичность благодаря уплотнительному кольцу Buna-N с твердостью 90. Это высоконадежный и многоразовый тип резьбы. В то время как некоторые типы резьбы требуют, чтобы резьба на наружной и внутренней стороне концов сжималась вместе для образования уплотнения, уплотнительное кольцо на этом типе резьбы предотвращает это.
| Размер панели (номинальный размер) | Шаг резьбы | Наружная резьба O.Д. мм | Внешний диаметр наружной резьбы размеры в дюймах | Внутренняя резьба I.D. мм | Внутренняя резьба I.D. размеры в дюймах |
| -02 (1/8) | 24 | 3,9 | 0,31 | 6,9 | 0,27 |
| -03 (3/16) | 24 | 9,6 | 0,38 | 8,6 | 0,34 |
| -04 (1/4) | 20 | 11.2 | 0,44 | 9,9 | 0,39 |
| -05 (5/16) | 20 | 12,7 | 0,5 | 11,4 | 0,45 |
| -06 (3/8) | 18 | 14,2 | 0,56 | 12,9 | 0,51 |
| -08 (1/2) | 16 | 19 | 0,75 | 17 | 0,67 |
| -10 (5/8) | 14 | 22.3 | 0,88 | 20,3 | 0,8 |
| -12 (3/4) | 12 | 26,9 | 1,06 | 24,9 | 0,98 |
| -14 (7/8) | 12 | 30 | 1,18 | 27,7 | 1,09 |
| -16 (1) | 12 | 33,3 | 1,31 | 31 | 1,22 |
| -20 (1) | 12 | 41.4 | 1,63 | 39,1 | 1,54 |
| -24 (1 ½) | 12 | 47,7 | 1,88 | 45,5 | 1,79 |
| -32 (2) | 12 | 63,5 | 2,5 | 61,2 | 2,41 |
* НД. = Внешний диаметр I.D. = Внутренний диаметр
В начало
Метрическая коническая / параллельная резьба, тип
Метрическая резьба наиболее распространена в Европе.Он имеет цилиндрический внутренний и внешний диаметр с точностью до миллиметров. Тонкий конус метрической конической резьбы обеспечивает наилучшую передачу усилия. В письменном виде вы можете обозначить метрическую резьбу заглавной буквой «M» и указанием ее номинального наружного диаметра (например, M22 x 1,5). Наконец, при измерении шага убедитесь, что вы используете метрический измеритель шага.
| SI Метрический размер порта мм | Шаг резьбы мм | Наружная резьба O.Д. мм | Внешний диаметр наружной резьбы размеры в дюймах |
| M5 × 0,8 | ,8 | 5 | 0,1968 |
| M8 × 1,0 | 1 | 8 | 0,3150 |
| M10 × 1,0 | 1 | 10 | 0,3937 |
| M12 × 1,5 | 1,5 | 12 | 0,4724 |
| M14 × 1,5 | 1.5 | 14 | 0,5512 |
| M16 × 1,5 | 1,5 | 16 | 0,6299 |
| M18 × 1,5 | 1,5 | 18 | 0,7087 |
| M22 × 1,5 | 1,5 | 22 | 0,8661 |
| M27 × 2,0 | 2 | 27 | 1,063 |
| M33 × 2,0 | 2 | 33 | 1.299 |
| M42 × 2,0 | 2 | 42 | 1,654 |
| M50 × 2,0 | 2 | 50 | 1,969 |
| M60 × 2,0 | 2 | 60 | 2,362 |
* НД. = Внешний диаметр
В начало
Альтернативные решения
Airtac предлагает широкий выбор недорогих запасных частей пневматики.Однако найти ту деталь, которую нужно заменить, может оказаться непросто. К счастью, наши специалисты по продуктам помогут вам выяснить, какая деталь у вас под рукой. Одна важная информация, которую необходимо знать нашим специалистам по запчастям, — это тип резьбы. С Airtac у вас есть три варианта: NPT, PT или G (BSPP). Но когда у вас вышла из строя машина, последнее, что вам нужно сделать, — это достать измерительные инструменты и диаграммы, чтобы узнать, какая резьба на вашем соленоидном клапане. Вот как мы можем все это обойти, если вы в затруднительном положении.
1. Вы знаете, где было изготовлено ваше оборудование? Если ваше оборудование родом из Китая, в 9 случаях из 10 вам понадобится резьба PT. Если он был произведен в Северной Америке, вы можете использовать резьбу NPT. Вам может потребоваться обратиться к руководству пользователя, чтобы найти эту информацию, или связаться с производителем оригинального оборудования.
2. Требуется ли для вашего продукта фурнитура? Допустим, у вас есть пневматический фильтр с резьбой NPT. Возможно, удастся просто заменить эти фитинги, чтобы они были совместимы с изделиями с резьбой PT.
3. В тяжелых ситуациях используйте ленту для уплотнения резьбы из PFTE. В крайнем случае, вы можете использовать герметизирующую ленту для стыковки резьб PT и NPT вместе. Однако мы рекомендуем это в крайнем случае.
Поначалу может быть сложно понять типы резьбы. Здесь есть на что обратить внимание. Типы, которые мы рассмотрели в этом руководстве, едва касаются множества различных доступных. Однако наличие правильных инструментов может иметь огромное значение. Мы надеемся, что это руководство окажется полезным и информативным.Если у вас есть какие-либо вопросы, свяжитесь с нами или просто оставьте комментарий ниже. Наконец, обязательно возьмите с собой всю эту ценную информацию в нашем загружаемом Руководстве по идентификации потоков. Он наполнен такой же полезной информацией и интерактивен!
Загрузить руководство по идентификации резьбы
ISO Метрическая крупная резьба DIN 13-1
ISO Метрическая крупная резьба DIN 13-1
Bitte aktiviere JavaScript!
| Спецификации международных стандартов резьбы | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Эта резьба является стандартизированной во всем мире, она заменяет старую метрическую резьбу и большинство резьб с дюймовыми размерами.Этикетка состоит из буквы M, за которой следует число, обозначающее номинальный диаметр, угол наклона профиля 60 °. Рекламный:
| Реклама: | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Таблица размеров стандартной метрической резьбы
Таблица размеров метрической резьбы Zero Products Inc.
Пределы размеров для метрической мелкой резьбы Техническая.
США Таблица стандартов метрической резьбы Carr Lane.
Детали для токарной обработки с ЧПУ Метрические резьбовые манометры Стандартный шаг.
Схема метрической резьбы ISO Pdf Www Bedownsowndaytona Com.
Таблица метрической винтовой резьбы Инструмент, включая осевую резьбу.
Таблицы шага резьбы.
Таблица размеров метчиков Обработка.
Таблица
Внешняя метрическая резьба и размеры крепежа M1 6.
Как читать метрические диаграммы болтов Quora.
14 Pdf Схема стандартной метрической резьбы ISO Pdf для печати Docx.
Таблица стандартного шага резьбы, метрическая система, PDF, Www.
Таблицы диаметров шага Крепежные детали Болты Винты и многое другое.
Изометрическая резьба винта Википедия.
Таблицы шага резьбы.
Метрическая резьба Расширенный диапазон размеров резьбы.
Нарезание метрической резьбы на токарном станке Imperial The Hobby.
Болты с метрической резьбой.
Таблица размеров внешней метрической резьбы.
Размер сверла M5 на 8 метчиков Juegosdebillar Co.
Размер сверла для метчиков 6 32 Стандартные размеры Метрическая таблица размеров метчиков.
Us и метрические размеры резьбы крепежных элементов.
Таблица внутренней изометрической трапециевидной винтовой резьбы.
Крепежные инструменты для печати на Bolt Depot.
Калькулятор размеров и допусков метрической резьбы.
Таблица сравнения стандартных размеров отверстий для гаек в 2019 году.
27 Таблица действующей резьбы шпильки.
Таблица размеров сверл для метчиков ISO со стандартной резьбой Документ Docx.
Таблица стандартных размеров труб в метрической системе Наилучшее изображение в таблице.
Размеры сверл для метчиков Comepsard Co.
Размеры машинных винтов Inforesepkuliner Co.
Размеры сверл Imperial Islamia Co.
Винтовая резьба Википедия.
Таблица нитей в метрической диаграмме нитей Zero Products Inc.
Таблица резьб Стандартная метрическая таблица нитей с шагом ноль.
Размер сверла для метчика 6 мм Keystonecolorado Co.
Американская таблица крутящего момента для тонкой резьбы Метрическая таблица крутящего момента для тонкой резьбы Резьба.
Таблица размеров Threyda.
Размеры сверл для метчиков труб Pecintakucing Co.
Таблица размеров стандартных розеток Artgift Co.
Руководство по крепежным деталям Hague по размерам резьбы винтов.
Размеры винтов Таблица размеров винтов с головкой под торцевой ключ Данные Доп.
Метрическая дрель и метчик Tatamixstore Co.
19 Таблица решения проблем с метрической резьбой Pdf.
Таблица размеров розеток
Catink Co.
Таблица размеров внутренней метрической резьбы.
Как далеко проходит гайка или болт за один полный оборот крепежа.
Крепежные детали с метрическими болтами, заменяемые на углы.
Метрики в проектировании изометрической резьбы и размеров нарезания резьбы.
Крепежные инструменты для печати на Bolt Depot.
CGTK — Таблица размеров резьбы
Иногда я оказываюсь с резьбой, которая мне нужна, но стандартная (метрическая) гайка или болт не подходит. Это явно из какого-то допотопного класса потоков, такого как BSF или UNC, но не всегда очевидно, какой именно. Обычно по умолчанию я высверливаю его и повторно заправляю или наматываю спиралью на современную метрическую резьбу, но это не всегда возможно.
Эта таблица предназначена для удобного измерения диаметра и шага резьбы, а также определения того, на какую резьбу вы смотрите. Он также включает размеры сверл для нарезания резьбы (рассчитанные как диаметр минус шаг). Если несколько типов резьбы имеют одинаковый диаметр и шаг (например, BSW 3/8 «-16 и UNC 3/8» -16), вы сами по себе.
Если вы хотите получить копию этой таблицы в виде электронной таблицы в формате ODS, CSV или XLSX, свяжитесь с нами (указав предпочтительный формат).
Показывать только метрическую резьбу
Показывать только крупную резьбу
Показывать только резьбу кабелепровода / трубы
| Внешний диаметр (мм) | Шаг (мм) | TPI (где применимо) | Размер сверла для метчика (мм) | Класс резьбы | Название резьбы | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.79 | 0,19 | 0,6 | BA | 16 BA | |||||||||||
| 0,90 | 0,21 | 0,7 | BA | 0,7 | BA | 0,7 | BA | 15 BA | 0,26 2 92 966 0,26 966 0,26 | BA | 14 BA | ||||
| 1,20 | 0,25 | 1,0 | BA | 13 BA | |||||||||||
| 1,30 | 0,28 | 16692 | .1 | BA | 12 BA | ||||||||||
| 1,50 | 0,31 | 1,2 | BA | 11 BA | |||||||||||
| 1,52 | 0,32 | 80 | 0,32 | 80 9665 -80 | |||||||||||
| 1,70 | 0,35 | 1,4 | BA | 10 BA | |||||||||||
| 1,85 | 0,35 | 72 | 1,6 | 72 | 1,6 | UNF | UNF | 1.85 | 0,40 | 64 | 1,5 | UNC | UNC # 1-64 | ||
| 1,90 | 0,39 | 1,6 | BA 96 | 1,6 | BA 2 | 9BA | 2 9665 0,29 2,65 9665 0,29 | 1,8 | Метрическая мелкая | M2 × 0,25 (тонкая) | |||||
| 2,00 | 0,40 | 1,6 | Метрическая грубая | M2 × 0,4 | 64 | 1,8 | UNF | UNF # 2-64 | |||||||
| 2,18 | 0,45 | 56 | 1,8 | UNC | 96,20 | 2-56 | 1,8 | BA | 8 BA | ||||||
| 2,50 | 0,35 | 2,2 | Метрический мелкий | M2,5 × 0,35 (тонкий) | 0,4685 9685 | 9692 | 9685 9692 2.1 | Метрическая Грубая | M2,5 × 0,45 | ||||||
| 2,50 | 0,48 | 2,1 | BA | 7 BA | |||||||||||
| 7 BA | |||||||||||||||
| 2,51 | UNF # 3-56 | ||||||||||||||
| 2,51 | 0,53 | 48 | 2,0 | UNC | UNC # 3-48 | ||||||||||
| 2,80 | |||||||||||||||
| 2.84 | 0,53 | 48 | 2,4 | UNF | UNF # 4-48 | ||||||||||
| 2,84 | 0,64 | 40 | 2,3 | UNC | |||||||||||
| 0,35 | 2,7 | Метрическая тонкая | M3 × 0,35 (тонкая) | ||||||||||||
| 3,00 | 0,50 | 2,5 | Метрическая грубая | 367518 | 0,58 | 44 | 2,6 | UNF | UNF # 5-44 | ||||||
| 3,18 | 0,64 | 40 | 2,6 | BSW | 40 9684 | BSW | 40 9W 3,18 | 0,64 | 40 | 2,6 | UNC | UNC # 5-40 | |||
| 3,20 | 0,59 | 2,7 | BA 96 | 675 | 2,7 | BA 2 | 67 5 BA 9684.35 | 3,2 | Метрическая чистая | M3,5 × 0,35 (тонкая) | |||||
| 3,50 | 0,60 | 2,9 | Крупная метрическая | 92 | 3 3,5 × 0,69 | 0,64 | 40 | 2,9 | UNF | UNF # 6-40 | |||||
| 3,51 | 0,79 | 32 | 2,8 | UNC | UNC92 | 06692 | UNC92 967 3,3560 3,65 .66 | 3,0 | BA | 4 BA | |||||
| 4,00 | 0,50 | 3,5 | Метрические тонкие | M4669 0,5 (тонкие) | Метрическая Грубая | M4 × 0,7 | |||||||||
| 4,10 | 0,73 | 3,4 | BA | 3 BA | |||||||||||
| 9692 | 0,71 9669 | 0,71 966 | UNF | UNF # 8-36 | |||||||||||
| 4,17 | 0,79 | 32 | 3,4 | UNC | UNC # 8-32 | ||||||||||
| 92 0,8568 2 | |||||||||||||||
| 92 0,8568 2 | |||||||||||||||
| 92 0,8568 2 9692 BA | 2 BA | ||||||||||||||
| 4,76 | 0,79 | 32 | 4,0 | BSF | BSF 3/16 «-32 | ||||||||||
| 4,76 | 1,06 | 96 | 24 966 9669 BSW 3/16 «-24 | ||||||||||||
| 4.83 | 0,79 | 32 | 4,1 | UNF | UNF # 10-32 | ||||||||||
| 4,83 | 1,06 | 24 | 3,8 | UNC | 0,50 | 4,5 | Метрическая тонкая | M5 × 0,5 (тонкая) | |||||||
| 5,00 | 0,80 | 4,2 | Метрическая грубая | 9684 9685 × 0,8530 | 0,90 | 4,4 | BA | 1 BA | |||||||
| 5,49 | 0,91 | 28 | 4,6 | UNF | UNF # 121392 | UNF | UNF # 1267-28 | 2 1,0 24 | 4,5 | UNC | UNC # 12-24 | ||||
| 5,56 | 0,91 | 28 | 4,7 | BSF | BSF 7/32 «-28 | 0,9669 9675 | 5,3 | Метрическая чистая | M6 × 0,75 (тонкая) | ||||||
| 6,00 | 1,00 | 5,0 | BA | 0 BA | 6692 | 96 5,0 | Метрическая Грубая | M6 × 1 | |||||||
| 6,35 | 0,91 | 28 | 5,5 | UNF | UNF 1/4 «-28 | ||||||||||
| 92 6,3568 966 | |||||||||||||||
| BSF | BSF 1/4 «-26 | ||||||||||||||
| 6,35 | 1,27 | 20 | 5,1 | BSW | BSW 1/4″ -20 | ||||||||||
| 6,35 | |||||||||||||||
| 6,35 | 5,1 | UNC | UNC 1/4 «-20 | ||||||||||||
| 7,14 | 0,98 | 26 | 6,2 | BSF | BSF 9/32″ -26 | ||||||||||
| 24 | 6.9 | UNF | UNF 5/16 «-24 | ||||||||||||
| 7,94 | 1,15 | 22 | 6,8 | BSF | BSF 5/16″ -22 | ||||||||||
| 6,6 | BSW | BSW 5/16 «-18 | |||||||||||||
| 7,94 | 1,41 | 18 | 6,6 | UNC | UNC 5/16″ -18 | 3 9685 9685 96 | 3 96 | 7.3 | Метрическое сверхтонкое | M8 × 0,75 (сверхтонкое) | |||||
| 8,00 | 1,00 | 7,0 | Метрическое мелкое | M8 × 1 (высокое) | 9685 | 6,8 | Метрическая Грубая | M8 × 1,25 | |||||||
| 9,53 | 1,06 | 24 | 8,5 | UNF | UNF 3/8 «-24 | 8.3 | BSF | BSF 3/8 дюйма -20 | |||||||
| 9,53 | 1,59 | 16 | 8,0 | BSW | BSW 3/8 «-16 | ||||||||||
| 9,53 9,53 9,53 9,53 | 8,0 | UNC | UNC 3/8 «-16 | ||||||||||||
| 9,73 | 0,91 | 28 | 8,6 | BSP | BSP 1/8″ -28 9692 | 9,0 | Метрическая сверхтонкая | M10 × 1 (сверхтонкая) | |||||||
| 10.00 | 1,25 | 8,8 | Метрические тонкие | M10 × 1,25 (тонкие) | |||||||||||
| 10,00 | 1,50 | 8,5 | 8,5 | 9665 9665 9665 9665 | 27 | 8,6 | NPT | NPT 1/8 «-27 | |||||||
| 11,11 | 1,27 | 20 | 9,9 | UNF | UNF | 2 9675 -13 .11 | 1,41 | 18 | 9,8 | BSF | BSF 7/16 дюйма -18 | ||||
| 11,11 | 1,81 | 14 | 9,3 | BSW14 | 9,3 | BSW14 966/92 9616 966/96 | |||||||||
| 11,11 | 1,81 | 14 | 9,3 | UNC | UNC 7/16 «-14 | ||||||||||
| 12,00 | 1,50 | 92 | 10,5 | ||||||||||||
| 12.00 | 1,75 | 10,3 | Метрическая Грубая | M12 × 1,75 | |||||||||||
| 12,70 | 1,27 | 20 | 11,5 | UNF | UNF | UNF | 1,41 | 18 | 11,3 | BSCon | BSCon 1/2 «-18 | ||||
| 12,70 | 1,59 | 16 | 11,2 | BSF | 1,95 | 13 | 10,8 | UNC | UNC 1/2 «-13 | ||||||
| 12,70 | 2,12 | 12 | 10,6 | BSW | |||||||||||
| 13,16 | 1,34 | 19 | 11,5 | BSP | BSP 1/4 «-19 | ||||||||||
| 13,72 | 1,41 | 18 | 11,1 | 18 | 11,1 | NP | |||||||||
| 14.00 | 1,50 | 12,5 | Метрические тонкие | M14 × 1,5 (мелкие) | |||||||||||
| 14,00 | 2,00 | 12,0 | 12,0 | 9665 9662 9665 9662 96 1,41 | 18 | 12,9 | UNF | UNF 9/16 «-18 | |||||||
| 14,29 | 1,59 | 16 | 12,7 | BSF | 1668 9/16 9/16 9/16 .29 | 2,12 | 12 | 12,2 | BSW | BSW 9/16 «-12 | |||||
| 14,29 | 2,12 | 12 | 12,2 | UNC 966 992 9696 | UNC 966 992 9696 | ||||||||||
| 15,88 | 1,41 | 18 | 14,5 | UNF | UNF 5/8 дюйма -18 | ||||||||||
| 15,88 | 1,41 | 1,41 | |||||||||||||
| 15.88 | 1,81 | 14 | 14,1 | BSF | BSF 5/8 «-14 | ||||||||||
| 15,88 | 2,31 | 11 | 13,6 | BS67 | |||||||||||
| 15,88 | 2,31 | 11 | 13,6 | UNC | UNC 5/8 «-11 | ||||||||||
| 16,00 | 1,50 | 14,5 | 14,5 | ||||||||||||
| 16.00 | 2,00 | 14,0 | Метрическая Грубая | M16 × 2 | |||||||||||
| 16.66 | 1,34 | 19 | 15,0 | BSP | BSP | 1,41 | 18 | 14,7 | NPT | NPT 3/8 дюйма -18 | |||||
| 17,46 | 1,81 | 14 | 15,7 | BSF | 9685 | BSF 966 85116 17.46 | 2,31 | 11 | 15,2 | BSW | BSW 11/16 «-11 | ||||
| 18,00 | 1,50 | 16,5 | Экстра тонкое 1,5 | Экстра тонкое 1,5 | |||||||||||
| 18,00 | 2,00 | 16,0 | Метрическая тонкая | M18 × 2 (тонкая) | |||||||||||
| 18,00 | 2,50 | 15,5 метрическая 966 966arse | 15,5 метрическая | ||||||||||||
| 19,05 | 1,59 | 16 | 17,5 | UNF | UNF 3/4 дюйма -16 | ||||||||||
| 19,05 | 1,59 | 16 | SC Bон 2 | 1,59 | 16 | SC Bон «-16 | |||||||||
| 19,05 | 2,12 | 12 | 17,0 | BSF | BSF 3/4″ -12 | ||||||||||
| 19,05 | 2,54 | BS 9669 | 2,54 | 10 | 10 | / 4 «-10 | |||||||||
| 19.05 | 2,54 | 10 | 16,6 | UNC | UNC 3/4 «-10 | ||||||||||
| 20,00 | 1,50 | 18,5 | Метрический экстра тонкий 92 9668 9668 | 92 9668 9668 | |||||||||||
| 20,00 | 2,00 | 18,0 | Метрическая тонкая | M20 × 2 (тонкая) | |||||||||||
| 20,00 | 2,50 | 17,5 метрическая | 17,5 метрическая | ||||||||||||
| 20,96 | 1,81 | 14 | 18,7 | BSP | BSP 1/2 «-14 | ||||||||||
| 21,34 | 1,81 | 14 9669 | 1,81 | 14 | NPT / 2 «-14 | ||||||||||
| 22,00 | 1,50 | 20,5 | Метрическое сверхтонкое | M22 × 1,5 (сверхтонкое) | |||||||||||
| 22,00 | 2,00 | ||||||||||||||
| 22,00 | 2,00 | 2068 966 966 966 966 966 M96 × 2 (высокое) | |||||||||||||
| 22.00 | 2,50 | 19,5 | Метрическая Грубая | M22 × 2,5 | |||||||||||
| 22,23 | 1,81 | 14 | 20,5 | UNF | UNF | 96 | 2,31 | 11 | 20,0 | BSF | BSF 7/8 «-11 | ||||
| 22,23 | 2,82 | 9 | 19,5 | 19,5 | BSW | -W | 2,82 | 9 | 19,5 | UNC | UNC 7/8 «-9 | ||||
| 22,91 | 1,81 | 14 | 20,7 | BSP | 20,7 | BSP | |||||||||
| 24,00 | 2,00 | 22,0 | Метрические тонкие | M24 × 2 (тонкие) | |||||||||||
| 24,00 | 3,00 | 21,0 966 68 | 21,0 966 68 966 966 966 Coque Co .40 | 1,59 | 16 | 23,9 | BSCon | BSCon 1 «-16 | |||||||
| 25,40 | 2,12 | 12 | 23,3 | 23,3 | 2,54 | 10 | 22,9 | BSF | BSF 1 «-10 | ||||||
| 25,40 | 3,18 | 8 | 22,3 | BSW | 9685 9684 9684 9684 9685 0 | 3,18 | 8 | 22,3 | UNC | UNC 1 «-8 | |||||
| 26,44 | 1,81 | 14 | 24,2 | BSP | BSP | BSP | 1,81 | 14 | 23,4 | NPT | NPT 3/4 дюйма -14 | ||||
| 27,00 | 2,00 | 25,0 | Тонкая 5 2 | 27.00 | 3,00 | 24,0 | Метрическая грубая | M27 × 3 | |||||||
| 30,00 | 2,00 | 28,0 | 28,0 | 26,5 | Метрическая грубая | M30 × 3,5 |
Резьба — диаграмма сверления и метчика
Резьба — диаграмма сверления и метчика
МЕТРИЧЕСКИЙ
РЕЗЬБА — Схема сверления и метчика
| Резьба Размер | Кран Сверло (мм) | Резьба Размер | Кран Сверло (мм) | Резьба Размер | Кран Сверло (мм) | Резьба Размер | Кран Сверло (мм) |
M1 x 0.25 | 0,75 | M3,5 x 0,6 | 2,90 | M12 x 1,75 | 10,20 | M36 x 4 | 32.00 |
M1,1 x 0,25 | 0,85 | M4 x 0,7 | 3,30 | M14 x 2 | 12,00 | M39 x 4 | 35.00 |
M1,2 x 0,25 | 0,95 | M4,5 x 0,75 | 3,70 | M16 x 2 | 14,00 | M42 x 4.5 | 37,50 |
M1,4 x 0,3 | 1,10 | M5 x 0,8 | 4,20 | M18 x 2,5 | 15.50 | M45 x 4,5 | 40,50 |
M1,6 x 0,35 | 1,25 | M6 x 1 | 5,00 | M20 x 2.5 | 17,50 | M48 x 5 | 43,00 |
M1,8 x 0,35 | 1,45 | M7 x 1 | 6.00 | M22 x 2,5 | 19,50 | M52 x 5 | 47,00 |
M2 x 0,4 | 1,60 | M8 x 1.25 | 6,80 | M24 x 3 | 21,00 | M56 x 5,5 | 50,50 |
M2,2 x 0,45 | 1.75 | M9 x 1,25 | 7,80 | M27 x 3 | 24,00 | M60 x 5,5 | 54,50 |
м2.5 х 0,45 | 2,05 | M10 x 1,5 | 8,50 | M30 x 3,5 | 26,50 | M64 x 6 | 58.00 |
M3 x 0,5 | 2,50 | M11 x 1,5 | 9,50 | M33 x 3,5 | 29,50 | M68 x 6 | 62.00 |
| Резьба Размер | Кран Сверло (мм) | Резьба Размер | Кран Сверло (мм) | Резьба Размер | Кран Сверло (мм) | Резьба Размер | Кран Сверло (мм) |
M4 x 0.35 | 3,60 | M10 x 0,75 | 9,25 | M16 x 1 | 15,0 | M24 x 1,5 | 22.5 |
M4 x 0,5 | 3,50 | M10 x 1 | 9,0 | M16 x 1,5 | 15,0 | M24 x 2 | 22.0 |
M5 x 0,5 | 4,50 | M10 x 1,25 | 8,8 | M18 x 1 | 17,0 | M26 x 1.5 | 24,5 |
M6 x 0,5 | 5,50 | M11 x 1 | 10,0 | M18 x 2 | 16.0 | M27 x 1,5 | 25,5 |
M6 x 0,75 | 5,25 | M12 x 0,75 | 11,25 | M20 x 1 | 19.0 | M27 x 2 | 25,0 |
M7 x 0,75 | 6,25 | M12 x 1 | 11,0 | M20 x 1.5 | 18,5 | M28 x 1,5 | 26,5 |
M8 x 0,5 | 7,50 | M12 x 1,5 | 10.5 | M20 x 2 | 18,0 | M30 x 1,5 | 28,5 |
M8 x 0,75 | 7,25 | M14 x 1 | 13.0 | M22 x 1 | 21,0 | M30 x 2 | 28,0 |
M8 x 1 | 7,00 | M14 x 1.25 | 12,8 | M22 x 1,5 | 20,5 | M33 x 2 | 31,0 |
M9 x 1 | 8.00 | M14 x 1,5 | 12,5 | M22 x 2 | 20,0 | M36 x 3 | 33,0 |
Steven L Henderson’s Cutting
Edge Designs
.