ИЖ-250 Станок токарно-винторезный универсальныйСхемы, описание, характеристики
Сведения о производителе токарно-винторезного станка ИЖ-250
Производитель токарно-винторезного станка модели ИЖ-250 — Ижевский машиностроительный завод «Ижмаш», основанный в 1807 году.
История станкостроения на Ижевском машиностроительном заводе «Ижмаш» начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок фирмы «Леве» с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали «Удмурт», «Удмурт-2» (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
ИЖ-250 Токарно-винторезный станок универсальный. Назначение, область применения
Токарно-винторезный станок ИЖ-250 — один из первых серийных станков выпускаемых Ижевским машиностроительным заводом в послевоенные годы. Выпускался станок до 1964 года, когда на смену ему пришел значительно более совершенный токарно-винторезный станок 1И611П.
Токарный станок ИЖ-250 выпускался сравнительно недолго (1960-1964 годы). Станок кардинально переработан по отношению к своему предшественнику (модель 161-АМ (Удмурт-2)).
Станки токарно-винторезные моделей ИЖ-250 предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
Станок ИЖ-250П имеет повышенный класс точности и применяется для выполнения более точных работ.
Особенности конструкции токарно-винторезного станка ИЖ-250
Шпиндель токарно-винторезного станка ИЖ-250 установлен на бронзовые разрезные регулируемые подшипники скольжения и имеет 22 скорости вращения: 12 чисел оборотов от редуктора через клиноременную передачу и 10 скоростей через коробку скоростей в передней бабке.
Конец шпинделя резьбовой М68х6. Стандартный патрон Ø200 мм устанавливается на промежуточный (переходной) фланец, который навинчивается на резьбу до упора. Диаметр отверстия в шпинделе Ø 33 мм под пруток Ø 30 мм. Конус Морзе 5.
Редуктор установлен в левой тумбе станка и представляет собой четырехосную коробку скоростей, получающую движение от фланцевого электродвигателя. От редуктора через клиноременную передачу движение передается на шпиндель. На приводном валу редуктора расположены фрикционная пластинчатая муфта и тормоз. Муфта обеспечивает включение-выключение вращения шпинделя, а тормоз уменьшает время вращения шпинделя.
Коробка подач получает движение через гитару от коробки скоростей передней бабки.
Шаг резьбы и скорость подачи выбирается рукоятками на передней крышке коробки подач.
Суппорт станка получает движение от ходового вала, соединенного с выходным валом коробки подач. При нарезании резьбы движение суппорта обеспечивается ходовым винтом, при этом ходовой вал вращаться не должен.
Фартук суппорта преобразует вращательное движение ходового вала или ходового винта в продольное и поперечное движение суппорта. Фартук, также, обеспечивает ручное продольное перемещение суппорта от маховика.
Электрооборудование, установленное на станке ИЖ-250:
- Электродвигатель привода главного движения асинхронный, двухскоростной — 1420/2800 об/мин, мощностью — 2,6/3 кВт, трехфазный 380 В, тип ФТ42-4/2.
- Электродвигатель привода маслонасоса смазки асинхронный с короткозамкнутым ротором — 1400 об/мин, мощностью — 0,18 кВт, трехфазный 380 В, тип АОЛ12-4
- Электродвигатель привода насоса охлаждения — 2800 об/мин, мощностью — 0,125 кВт
- Магнитный пускатель нереверсивный с катушкой на 380В, тип ПМИ-1
- Магнитный пускатель реверсивный с катушкой на 380В для перекючения направления вращения электродвигателя главного движения, тип ПМИ-1Р
- Реле тепловое двухполюсное для защиты электродвигателей, тип РТ-1
Основные технические характеристики токарно-винторезного станка иж-250
Изготовитель — Ижевский машиностроительный завод Ижмаш. Начало серийного выпуска — 1960 год.
Начало серийного выпуска — 1960 год.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 250 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом — Ø 125 мм
- Расстояние между центрами — 500 мм
- Высота центров — 150 мм
- Мощность электродвигателя — 2,6/3 кВт
- Вес станка полный — 1,5 т
Шпиндель токарно-винторезного станка иж-250
- Конец шпинделя — резьбовой М68х6
- Внутренний (инструментальный) конус шпинделя — Морзе 5
- Диаметр сквозного отверстия в шпинделе — Ø 33 мм
- Наибольший диаметр обрабатываемого прутка — Ø 30 мм
- Пределы чисел прямых оборотов шпинделя в минуту (22 ступени) — 16..2000 об/мин
Подачи и резьбы токарно-винторезного станка иж-250
- Пределы продольных подач — 0,07..2,17 мм/об
- Пределы поперечных подач — 0,01..1,08 мм/об
- Пределы шагов резьб метрических — (24 шт) 0,2..6 мм
- Пределы шагов резьб модульных — 0,2..6 модулей
- Пределы шагов резьб дюймовых — 24..3,5 ниток на дюйм
Габариты рабочего пространства токарного станка ИЖ-250
Габариты рабочего пространства токарного станка ИЖ-250
Шпиндель токарного станка ИЖ-250
Шпиндель токарного станка ИЖ-250. Смотреть в увеличенном масштабе
Станина токарного станка ИЖ-250
Станина токарного станка ИЖ-250. Смотреть в увеличенном масштабе
Общий вид токарно-винторезного станка ИЖ-250
Фото токарного станка ИЖ-250
Фото токарно-винторезного станка ИЖ-250. Смотреть в увеличенном масштабе
Фото токарного станка ИЖ-250
Фото токарно-винторезного станка ИЖ-250. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Фото токарного станка ИЖ-250
Расположение органов управления токарно-винторезным станком ИЖ-250
Расположение органов управления токарно-винторезным станком ИЖ-250
Органы управления токарно-винторезным станком ИЖ-250. Смотреть в увеличенном масштабе
Перечень органов управления станком ИЖ-250
- Рукоятка включения и выключения фрикциона редуктора
- Рукоятка переключения скоростей редуктора
- Рукоятка переключения скоростей редуктора
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения — винт/ валик
- Рукоятка включения/ выключения перебора
- Маховик продольного перемещения суппорта вручную
- Рукоятка включения/ выключения продольной подачи суппорта
- Рукоятка включения/ выключения поперечной подачи суппорта
- Рукоятка включения реверса подачи
- Рукоятка включения/ выключения ходового винта
- Маховик поперечного перемещения суппорта вручную
- Рукоятка перемещения верхней части суппорта (резцовых салазок)
- Рукоятка поворота и зажима резцовой головки
- Маховик перемещения пиноли задней бабки
- Рукоятка перемещения задней бабки по станине станка
- Рукоятка зажима пиноли задней бабки
- Включение освещения
- Переключатель скорости
- Кнопка пуска «Назад»
- Кнопка пуска «Вперед»
- Кнопка «Стоп»
- Включение станка в сеть
- Включение охлаждения
Схема смазки токарно-винторезным станком ИЖ-250
Схема смазки токарно-винторезным станком ИЖ-250. Смотреть в увеличенном масштабе
ИЖ-250 Схема кинематическая токарного станка
Кинематическая схема токарно-винторезного станка ИЖ-250
Схема кинематическая токарно-винторезного станка ИЖ-250. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Конструкция основных узлов токарного станк ИЖ-250
ИЖ-250 Передняя бабка токарного станка
Передняя бабка токарно-винторезного станка ИЖ-250
Передняя бабка токарно-винторезного станка ИЖ-250. Смотреть в увеличенном масштабе
ИЖ-250 Фрикционная муфта и тормоз редуктора токарного станка
Фрикционная муфта и тормоз редуктора токарного станка ИЖ-250
1. Фрикционная муфта и тормоз редуктора токарно-винторезного станка ИЖ-250. Смотреть в увеличенном масштабе
2. Фрикционная муфта и тормоз редуктора токарно-винторезного станка ИЖ-250. Смотреть в увеличенном масштабе
ИЖ-250 Коробка подач токарного станка
Коробка подач токарно-винторезного станка ИЖ-250
Коробка подач токарно-винторезного станка ИЖ-250. Смотреть в увеличенном масштабе
ИЖ-250 Схема электрическая принципиальная станка
Электрическая схема токарно-винторезного станка ИЖ-250
Схема электрическая токарно-винторезного станка ИЖ-250. Смотреть в увеличенном масштабе
Читайте также: Производители токарных станков в России
Токарно-винторезный универсальный станок ИЖ-250. Видеоролик.
Технические характеристики токарно-винторезного станка ИЖ-250
| Наименование параметра | ИЖ-250 | 1И611п | 250итвм |
|---|---|---|---|
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | Н,П | П | В |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 250 | 250 | 240 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 125 | 125 | 168 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 500 | 500 |
| Высота оси центров над плоскими направляющими станины, мм | 150 | 130 | 150 |
| Высота от опорной поверхности резца до линии центров, мм | 20 | 16 | 16 |
| Наибольшее рассояние от оси центров до кромки резцедержателя, мм | 130 | 127 | |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 33 | 27 | 25 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 30 | 24 | 24 |
| Количество ступеней прямого вращения шпинделя, об/мин | 22 | 21 | 21 |
| Частота прямого вращения шпинделя, об/мин | 16. .2000 .2000 | 20..2000 | 25..2500 |
| Размер внутреннего конуса в шпинделе, М | Морзе 5 | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | резбовой | 4 | 4 |
| Торможение шпинделя | Есть | есть | есть |
| Подачи | |||
| Наибольшая длина хода каретки суппорта, мм | 500 | 500 | 500 |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 | 0,1 | 0,1 |
| Продольное перемещение за один оборот лимба, мм | 23,5 | 20 | 20 |
| Наибольшее поперечное перемещение суппорта, мм | 150 | 180 | 165 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,05 | 0,02 | 0,05 |
| Поперечное перемещение за один оборот лимба, мм | 3 | 3 | 3 |
| Пределы рабочих подач продольных, мм/об | 0,07..2,17 | 0,01..1,8 | 0,01..1,8 |
| Пределы рабочих подач поперечных, мм/об | 0,01..1,08 (1/2 от прод.) | 0,005..0,9 | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | нет |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..6 | 0,2..48 | 0,2..48 |
| Пределы шагов нарезаемых резьб дюймовых | 24..3,5 | 24..0,5 | 24..0,5 |
| Пределы шагов нарезаемых резьб модульных | 0,2..6 | 0,2..30 | 0,2..12 |
| Выключающие продольные упоры | есть | есть | есть |
| Выключающие поперечные упоры | нет | есть | есть |
| Быстрое перемещение суппорта | нет | нет | нет |
| Резцовые салазки | |||
| Наибольшее перемещение верхних салазок суппорта, мм | 120 | 120 | 120 |
| Цена деления лимба, мм | 0,1 | 0,05 | 0,05 |
| Наибольшие размеры державки резца, мм | 20 х 20 | 16 х 16 | 16 х 16 |
| Цена деления шкалы поворота, град | 1 | 1 | 1 |
| Задняя бабка | |||
| Размер внутреннего конуса пиноли задней бабки по ГОСТ 25557-82 | Морзе 3 | Морзе 3 | Морзе 3 |
| Центр пиноли задней бабки по ГОСТ 13214-79 | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 90 | 85 | 85 |
| Цена деления линейки перемещение пиноли, мм | 1 | 1 | 1 |
| Цена деления лимба перемещение пиноли, мм | 0,05 | 0,05 | |
| Поперечное смещение пиноли, мм | ±10 | ±10 | ±10 |
| Электрооборудование | |||
| Количество электродвигателей на станке | 3 | 3 | 3 |
| Электродвигатель главного привода, кВт | 2,6/ 3 | 3 | 3 |
| Электродвигатель станции смазки, кВт | 0,18 | 0,08 | 0,09 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 | 0,18 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 |
| Габаритные размеры и масса станка | |||
| Габариты станка (длина ширина высота), мм | 2030 х 875 х 1220 | 1770 х 970 х 1300 | 1790 х 810 х 1400 |
| Масса станка, кг | 1570 | 1180 | 1180 |
- Токарно-винторезный станок повышенной точности, модель ИЖ250П.
 Руководство к станку, Ижмаш, 1963
Руководство к станку, Ижмаш, 1963 - Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Список литературы:
 Руководство к станку, Ижмаш, 1963
Руководство к станку, Ижмаш, 1963Связанные ссылки. Дополнительная информация
Токарный станок ИЖ-250 – технические характеристики
Хорошо известный большинству специалистов станок ИЖ-250 долгое время выпускался в различных модификациях. Производством данного токарного агрегата, на котором можно выполнять обработку в цанге, патроне и центрах, занимался Ижевский машиностроительный завод. Использовался данный станок для оснащения как крупных, так и небольших производственных предприятий.
Внешний вид токарно-винторезного станка ИЖ-250ИТВ
Технические возможности станка модели ИЖ-250
Станок ИЖ-250 создавался специалистами «Ижмаш» для обработки деталей, отличающихся небольшими размерами. Именно поэтому им активно оснащались приборостроительные и инструментальные заводы.
Станок этой модели способен длительное время обеспечивать высокую точность обработки в том случае, если на нем выполняются получистовые и финишные токарные операции. Для осуществления более грубых технологических операций, при которых на узлы агрегата оказываются значительные нагрузки, лучше использовать модернизированную версию данной модели станка – 250ИТП.
В свое время станок модели ИЖ-250 выпускался в нескольких вариантах конструктивного исполнения:
- ИТВМ03 – агрегат с увеличенным расстоянием между центрами;
- ИТВМФ1 – станок, дополнительно оснащенный цифровой индикацией;
- ИТПМ – модель, используемая преимущественно для выполнения токарных операций, не требующих высокой точности.
Органы управления ИЖ-250
Стоит отдельно сказать о модернизированной модели станка ИЖ-250 – ИТВМФ1. Последний за счет цифровой индикации позволяет выполнять обработку с высокой производительностью. Оператору, работающему на таком агрегате, требуется намного меньше времени для того, чтобы проводить измерение геометрических параметров детали и выполнять пробные проходы.
Цифровая индикация обеспечивает этому устройству еще ряд весомых преимуществ: нет необходимости запоминать обороты лимба и рассчитывать определенные параметры; линейная компенсация неточностей взаимодействия узлов станка, а также износа режущего инструмента в процессе обработки осуществляется в автоматическом режиме, без участия человека.
Технические возможности станка модели ИЖ-250 позволяют с высокой точностью и производительностью выполнять с его помощью нарезание различных типов резьбы (метрической, дюймовой, модульной), поэтому такую технологическую операцию стараются выполнять именно на этом агрегате.
Технические характеристики модификаций токарного станка ИЖ-250
Все основные параметры трех модификаций токарно-винторезного станка ИЖ-250 представлены в таблице ниже.
Технические характеристики модификаций станка ИЖ-250
Конструктивные особенности устройства
Токарно-винторезный станок данной модели благодаря некоторым особенностям конструкции обладает рядом особых характеристик. Перечислим эти конструктивные особенности.
- Ходовой винт смазывается автоматически при выполнении резьбонарезных операций.
- Параметры подач и скорости вращения шпинделя могут регулироваться в большом диапазоне.
- Фартук ИЖ-250 оснащен специальным механизмом останова, который позволяет выполнять точение на станке по жесткому упору и защищает коробку и механизмы подач от вероятных перегрузок.
- Фиксация резцовой головки агрегата осуществляется по беззазорной схеме, что обеспечивает высокую точность и жесткость ее установки и положения в процессе выполнения обработки.
- Для выбора скорости вращения шпинделя используется система преселективного управления, которая позволяет заранее при выполнении определенной технологической операции подготовить его последующее включение с заданными параметрами и осуществить его, когда это потребуется.
- Приводные ремни за счет специальной конструкции шпиндельного узла меняются очень быстро и просто, разбирать его для этого нет необходимости.
- Нарезание различных типов резьбы на ИЖ-250 (метрической, модульной, дюймовой) осуществляется не посредством смены шестерен в его гитаре, а за счет универсальности коробки подач.
- Станина ИЖ-250 выполнена из особой марки чугуна – хромоникелевого, а тщательно отшлифованные направляющие на ней закалены с использованием токов высокой частоты.

Управление подачами на станке данной модели реализовано по мнемоническому (облегчающему запоминание) принципу и осуществляется при помощи рукоятки. Согласно этому принципу, направление перемещения рукоятки совпадает с движением подачи, которую будет совершать суппорт агрегата с его резцовой головкой.
Кинематическая схема ИЖ-250 (нажмите, чтобы увеличить)
Принципиальная электрическая станка (нажмите, чтобы увеличить)
Правила эксплуатации
Приводной механизм ИЖ-250 оснащен электродвигателем мощностью 3 кВт, 12-скоростным редуктором, системой поликлиновых и клиновых ремней. Переключение скоростей на редукторе осуществляется при помощи специального маховика, который связан с двумя селекторными дисками с системой отверстий. Поворотом маховика создается требуемая комбинация отверстий, в которые входят фиксирующие пальцы рычагов, отвечающих за введение в зацепление блоков шестерен с различными параметрами. После выбора требуемой скорости управляющая рукоятка оттягивается, что необходимо для притормаживания вращающихся шестерен, и только затем в зацепление вводятся требуемые блоки.
После выбора требуемой скорости управляющая рукоятка оттягивается, что необходимо для притормаживания вращающихся шестерен, и только затем в зацепление вводятся требуемые блоки.
На станке ИЖ-250 установлен фартук закрытого типа, механизм которого отвечает за продольные и поперечные подачи суппорта в ручном и механическом режимах, а также за нарезание резьбы, для чего задействуется ходовой винт. Во всех остальных случаях при выполнении различных токарных операций используется ходовой валик.
Станок ИЖ-250 ИТВМ
В фартуке станка ИЖ-250 установлено блокировочное устройство, которое исключает возможность одновременного включения ходового винта и валика, а также продольной и поперечной подач. На лицевой части фартука, что видно по фото или чертежу станка, расположена рукоятка, при помощи которой и осуществляется управление всеми подачами.
Существует еще ряд моментов, на которые следует обращать внимание при эксплуатации станка модели ИЖ-250. Рассмотрим их.
- Отдельные модификации станка данной модели не предполагают использование редуктора для изменения скорости вращения шпиндельного узла, в них настройка данного параметра реализуется за счет изменения частоты вращения вала приводного электродвигателя. На таком токарном оборудовании устанавливаются более мощные электродвигатели – 5,5 кВт.
- К электрической сети станок подключается при помощи пакетного выключателя.
- Для работы станка ИЖ-250 необходима трехфазная электрическая сеть с напряжением питания, равным 380В.
Какую бы модификацию станка данной модели вы ни решили приобрести для своего предприятия, вы получите в свое распоряжение надежное оборудование, позволяющее выполнять металлообработку с высокой точностью и производительностью. Об этом свидетельствуют многочисленные отзывы специалистов о данном агрегате.
| Диаметр обработки над станиной, мм | 240 | |||
| Диаметр обработки над суппортом, мм | 168 | |||
| Расстояние между центрами | 500 | 750 | 500 | 500 |
Максимальный диаметр прутка, обр. в патроне, мм в патроне, мм | 24 | |||
| Максимальное сечение резца, мм | 16 х 16 | |||
| Размер внутреннего конуса в шпинделе | Морзе 4 | |||
| Размер внутреннего конуса пиноли задней бабки | Морзе 3 | |||
| Перемещение пиноли, мм | 85 | |||
| Частота вращения шпинделя, мин-1 | 25 — 2 500 | |||
| Продольная подача, мм/об | 0,001 — 1,8 | |||
| Поперечная подача, мм/об | 0,005 — 0,9 | |||
| Мощность привода главного движения, кВт | 3 | |||
| Класс точности по ГОСТ 8-82 | В | В | В | П |
| Шероховатость образца изделия, мкм | 0,63 | |||
| Габаритные размеры, не более: | ||||
| Длина, мм | 1 790 | 2 005 | 1 790 | 1 790 |
| Ширина, мм | 810 | 810 | 955 | 810 |
| Высота, мм | 1 400 | 1 400 | 1 580 | 1 400 |
| Масса, кг, не более | 1 180 | 1 040 | 1 290 | 1 180 |
| Наименование параметра | ИЖ-250 ИТП |
|---|---|
| Основные параметры | |
| Класс точности по ГОСТ 8-82 | П |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 240 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 168 |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 300 |
| Наибольшая длина заготовки (РМЦ), мм | 500 |
| Высота оси центров над плоскими направляющими станины, мм | 150 |
| Шпиндель | |
| Диаметр сквозного отверстия в шпинделе, мм | 25 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 24 |
| Количество ступеней прямого вращения шпинделя, об/мин | 18 |
| Частота прямого вращения шпинделя, об/мин | 63. .3150 .3150 |
| Количество ступеней обратного вращения шпинделя, об/мин | 18 |
| Частота обратного вращения шпинделя, об/мин | 63..3150 |
| Размер внутреннего конуса в шпинделе, М | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4 |
| Допустимый крутящий момент на шпинделе, Нм | 1051,90 |
| Подачи | |
| Наибольшая длина хода каретки суппорта, мм | 500 |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 |
| Продольное перемещение за один оборот лимба, мм | 20 |
| Наибольшее поперечное перемещение суппорта, мм | 170 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,02 |
| Поперечное перемещение за один оборот лимба, мм | 2 |
| Наибольшее перемещение верхних салазок суппорта, мм | 120 |
| Число ступеней продольных подач | |
| Пределы рабочих подач продольных, мм/об | 0,01..1,8 |
| Число ступеней поперечных подач | |
| Пределы рабочих подач поперечных, мм/об | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..24 |
| Пределы шагов нарезаемых резьб дюймовых | 24..1 |
| Пределы шагов нарезаемых резьб модульных | 0,2..6 |
| Количество нарезаемых резьб питчевых | нет |
Дискретность УЦИ по координатам X/Z. мм мм | — |
| Задняя бабка | |
| Размер внутреннего конуса пиноли задней бабки по ГОСТ 25557-82 | Морзе 3 |
| Центр пиноли задней бабки по ГОСТ 13214-79 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 85 |
Станок иж 250 итв токарно винторезный
Сведения о производителе токарно-винторезного станка ИЖ-250
Производитель токарно-винторезного станка модели ИЖ-250 – Ижевский машиностроительный завод «Ижмаш», основанный в 1807 году.
История станкостроения на Ижевском машиностроительном заводе «Ижмаш» начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок фирмы «Леве» с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали «Удмурт», «Удмурт-2» (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
ИЖ-250 Токарно-винторезный станок универсальный. Назначение, область применения
Токарно-винторезный станок ИЖ-250 – один из первых серийных станков выпускаемых Ижевским машиностроительным заводом в послевоенные годы. Выпускался станок до 1964 года, когда на смену ему пришел значительно более совершенный токарно-винторезный станок 1И611П.
Токарный станок ИЖ-250 выпускался сравнительно недолго (1960-1964 годы). Станок кардинально переработан по отношению к своему предшественнику (модель 161-АМ.
Станки токарно-винторезные моделей ИЖ-250 предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
Станок ИЖ-250П имеет повышенный класс точности и применяется для выполнения более точных работ.
Основные технические характеристики токарно-винторезного станка иж-250
Изготовитель – Ижевский машиностроительный завод Ижмаш. Начало серийного выпуска – 1960 год.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной – Ø 250 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом – Ø 125 мм
- Расстояние между центрами – 500 мм
- Высота центров – 150 мм
- Мощность электродвигателя – 2,6/3 кВт
- Вес станка полный – 1,5 т
Шпиндель токарно-винторезного станка иж-250
- Конец шпинделя – резьбовой М68х6
- Внутренний (инструментальный) конус шпинделя – Морзе 5
- Диаметр сквозного отверстия в шпинделе – Ø 33 мм
- Наибольший диаметр обрабатываемого прутка – Ø 30 мм
- Пределы чисел прямых оборотов шпинделя в минуту (22 ступени) – 16..2000 об/мин
Подачи и резьбы токарно-винторезного станка иж-250
- Пределы продольных подач – 0,07..2,17 мм/об
- Пределы поперечных подач – 0,01..1,08 мм/об
- Пределы шагов резьб метрических – (24 шт) 0,2..6 мм
- Пределы шагов резьб модульных – 0,2..6 модулей
- Пределы шагов резьб дюймовых – 24..3,5 ниток на дюйм
Особенности конструкции токарно-винторезного станка ИЖ-250
Шпиндель токарно-винторезного станка ИЖ-250 установлен на бронзовые разрезные регулируемые подшипники скольжения и имеет 22 скорости вращения: 12 чисел оборотов от редуктора через клиноременную передачу и 10 скоростей через коробку скоростей в передней бабке.
Конец шпинделя резьбовой М68х6. Стандартный патрон Ø200 мм устанавливается на промежуточный (переходной) фланец, который навинчивается на резьбу до упора. Диаметр отверстия в шпинделе Ø 33 мм под пруток Ø 30 мм. Конус Морзе 5.
Редуктор установлен в левой тумбе станка и представляет собой четырехосную коробку скоростей, получающую движение от фланцевого электродвигателя. От редуктора через клиноременную передачу движение передается на шпиндель. На приводном валу редуктора расположены фрикционная пластинчатая муфта и тормоз. Муфта обеспечивает включение-выключение вращения шпинделя, а тормоз уменьшает время вращения шпинделя.
Коробка подач получает движение через гитару от коробки скоростей передней бабки.
Шаг резьбы и скорость подачи выбирается рукоятками на передней крышке коробки подач.
Суппорт станка получает движение от ходового вала, соединенного с выходным валом коробки подач. При нарезании резьбы движение суппорта обеспечивается ходовым винтом, при этом ходовой вал вращаться не должен.
Фартук суппорта преобразует вращательное движение ходового вала или ходового винта в продольное и поперечное движение суппорта. Фартук, также, обеспечивает ручное продольное перемещение суппорта от маховика.
Электрооборудование, установленное на станке ИЖ-250:
- Электродвигатель привода главного движения асинхронный, двухскоростной – 1420/2800 об/мин, мощностью – 2,6/3 кВт, трехфазный 380 В, тип ФТ42-4/2.
- Электродвигатель привода маслонасоса смазки асинхронный с короткозамкнутым ротором – 1400 об/мин, мощностью – 0,18 кВт, трехфазный 380 В, тип АОЛ12-4
- Электродвигатель привода насоса охлаждения – 2800 об/мин, мощностью – 0,125 кВт
- Магнитный пускатель нереверсивный с катушкой на 380В, тип ПМИ-1
- Магнитный пускатель реверсивный с катушкой на 380В для перекючения направления вращения электродвигателя главного движения, тип ПМИ-1Р
- Реле тепловое двухполюсное для защиты электродвигателей, тип РТ-1
Габариты рабочего пространства токарного станка ИЖ-250
Габариты рабочего пространства токарного станка ИЖ-250
При оснащении цехов по выполнению токарных операций используется токарно-винторезный станок 250ИТВМ, а также широкое применение имеют более современные модификации, изготавливающиеся на этой базе. Разработчиками этого многофункционального устройства являются специалисты машиностроения Ижевска. Станок ИЖ, первоначальная маркировка которого была именно такая, используется для токарных работ в патроне, цанге, также в центрах.
Разработчиками этого многофункционального устройства являются специалисты машиностроения Ижевска. Станок ИЖ, первоначальная маркировка которого была именно такая, используется для токарных работ в патроне, цанге, также в центрах.
Технические данные
Токарно-винторезный станок 250ИТВМ разрабатывался с целью обработки небольших по размерам заготовок. Технические характеристики станка полностью обуславливают его сферу применения, паспорт этой установки можно обнаружить в небольших мастерских, школьных классах, приборостроительных цехах.
Скачать паспорт (инструкцию по эксплуатации) станка 250ИТВМ
Модель способна гарантировать высокую точность выполняемых операций, если мастер выполняет финишную подгонку либо получистовую процедуру. При осуществлении грубой технологической обработки механизмы токарного станка подвергаются максимальным нагрузкам, что существенно снижает точность. Решением станет применение для этих работ улучшенной модификации этой серии.
Токарный станок ИЖ 250ИТВМ технические характеристики:
- Допустимая длинна заготовки – 500 мм.
- Максимальная величина диаметра обрабатываемого изделия – 240 мм.
- Используемый пруток (располагается в патроне) – до 24 мм.
- Сечение резца – 16х16 мм.
- Конечная часть шпинделя – 4.
- Частота вращения главного привода – 50-2500.
- Показатель точности по ГОСТу – модель относится к классу «В», точность высокая.
- Общий вес конструкции составляет 1180 кг.
Особенности работы и возможности
Анализируя чертежи 250ИТВМ можно заметить массу мест стыковки дополнительных модулей. Паспорт усовершенствованной модели характеризуется превосходящими техническими параметрами, что позволяет проводить работы с максимальными нагрузками. Точность этой модели обеспечивает специальный индикатор цифрового типа, благодаря которому не требуется затрачивать массу времени для ручного измерения параметров заготовки, также исключается необходимость пробных проходов.
Внешний вид станка
Ижевский завод обеспечил возможность присоединения высокоэффективных модулей даже к базовому стандартному оборудованию, эта особенность используется при модернизации.
Установка 250ИТВМ оснащена функцией фиксации головки резцового инструмента без зазора. Выполняя резьбу с использованием этой технологии в процессе операции удается поддержать максимальную жесткость, стабильность и точность. В ходе нарезки резьбы главный ходовой винт обрабатывается смазкой в автоматическом режиме. Благодаря уникальной конструкции шпиндельного модуля допускается мгновенная смена приводных ремней, причем разборка узлового агрегата не требуется.
Устройство
Паспорт модели 250ИТВМ содержит информацию о главных действующих модулях установки – приводе, обеспечивающем вращательный момент резца, вторым элементом является электрическая схема. Последняя используется преимущественно для осуществления ремонтных работ либо в качестве основного средства качественной установки дополнительных модулей.
Электрическая схема станка
Привод функционирует благодаря 12-скоростному редуктору, который позволяет работать на необходимой скорости с возможностью предварительной настройки для последующего запуска. Важное назначение имеют клиновые ремни, которые в этом агрегате допускается менять без громоздкой разборки основных элементов.
Механизм плавного переключения скоростей работает по следующей схеме:
- С поворотом маховика происходит смещение двух селекторных дисков.
- Внутри дисков моментально меняется комбинация отверстий, получившееся смещение полностью соответствует предполагаемой передаче, которую хочет включить рабочий.
- Отверстия соответствуют фиксирующим рычагам, обеспечивающим переключение необходимой скорости.
- Рукоять оттягивается, что сопровождается небольшим притормаживанием шестеренок, после чего происходит изменение передачи.
Конструкторские особенности строения
Токарная установка серии 250ИТВМ имеет достаточно уникальные конструкторские чертежи. Строение станка позволяет выделить массу технологических особенностей:
Строение станка позволяет выделить массу технологических особенностей:
- Изменения параметров подач и текущей скорости шпинделя производятся в большом диапазоне, что увеличивает функциональность.
- Фартук этой модели оснащается продуманным механизмом останова, благодаря этому нововведению в строении защищены от нагрузок главные элементы устройства (коробка передач, привод, электросхемы).
- В основе регулировки работы шпинделя лежит преселективная технология управления. Ее суть в заблаговременной настройке этого узла к моменту последующего включения в работу.
- Нарезка нескольких вариантов резьбы обуславливается не последовательной сменой шестерней, а универсальностью коробки передач.
- Параметры сопротивляемости станины имеют запредельно высокие числовые показатели. При изготовлении основным материалом для этой детали является специальная марка хромоникелевого чугуна.
Регулировать подачи на станке допускается по облегченной схеме – используется специальная рукоять. Направление подачи полностью соответствует перемещению рукоятки.
Кинематическая схема станка
Насколько используется модель сегодня
Несмотря на достаточно «древний» год запуска в массовое производство, ИЖ 250ИТВМ паспорт еще давнего СССР образца, но его производительность приравнивается к современным модификациям аналогичного оборудования. Сегодня он поставляется в частные мастерские, школьные учебные классы и заведения среднего строительного образования без серьезных отличий от первоначальной модели.
Сравнивая устройство станка с альтернативными многофункциональными установками по многим показателям старенький ИЖ 250 проигрывает, но даже такая конкуренция не может полностью подавить спрос на эти модели. Паспорт 250ИТВМ не имеет превосходящих характеристик, однако точность работы на этом устройстве способна поразить даже опытного современного мастера обработки деталей.
Модель отстает от конкурентов по эргономичности, количеству изготавливаемых деталей, отсутствием компьютерного контроля и другим показателям.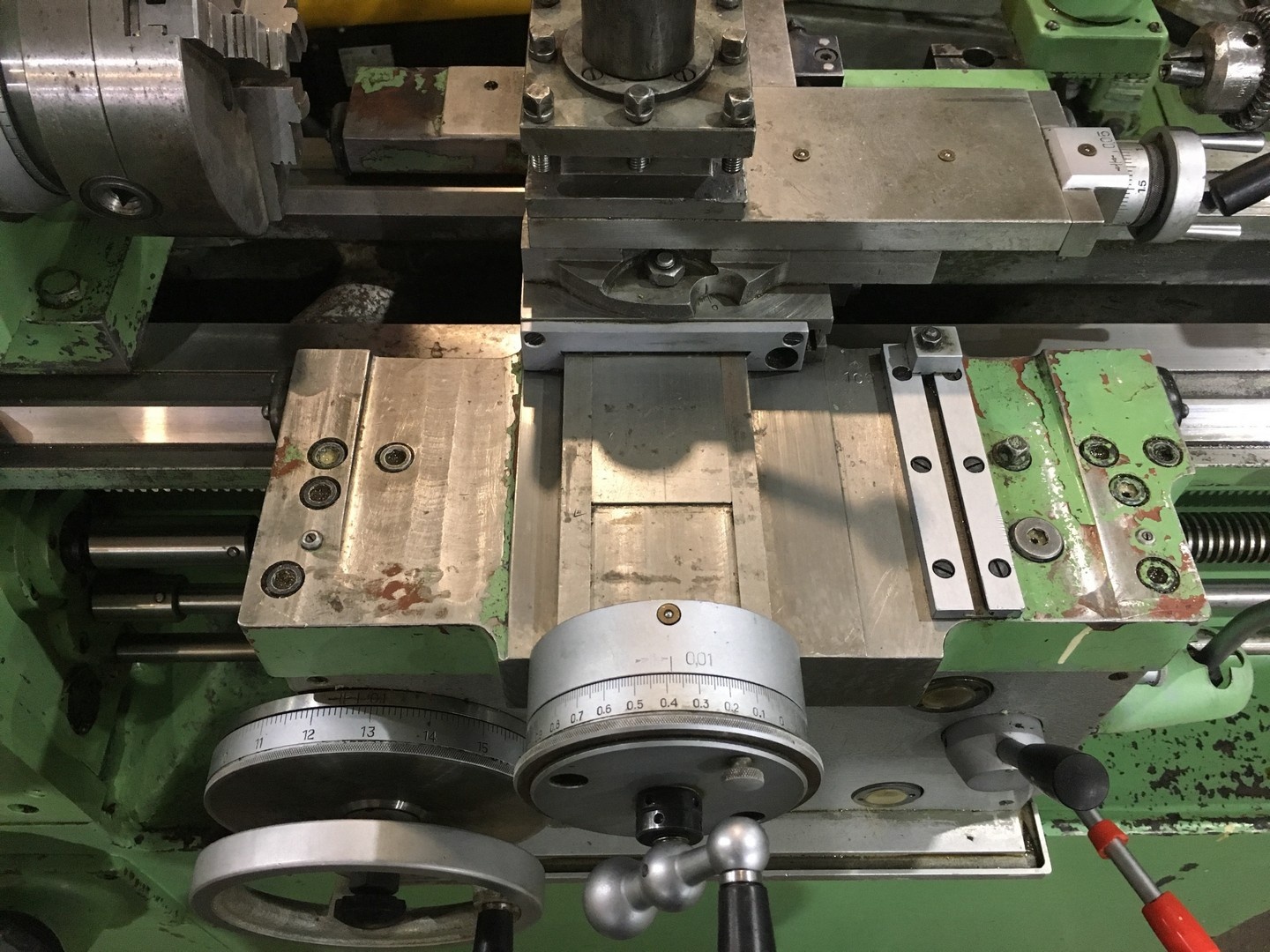 Но каждый обзор устройств, способных выполнить нарезку резьбы не обходиться без этого базового представителя класса.
Но каждый обзор устройств, способных выполнить нарезку резьбы не обходиться без этого базового представителя класса.
Правила и советы эксплуатации
Кинетическая схема устройства работает стабильно благодаря 12-скоростному приводу мощностью 3 кВт. Осуществление переключения скорости происходит благодаря маховику, связанному с селекторными дисками. Диски отвечают за правильную расстановку отверстий и рычагов для определенной передачи.
Работа рукояти весьма схожа по функциональности с работой педали сцепления в любой машине. Перед переключением скорости происходит оттягивание рукоятки, что тормозит шестеренки. При снижении общей скорости рычаги следующей передачи попадают в предварительно расставленные отверстия дисков и моментально набирают скорость.
На заметку: инструкция по эксплуатации включает важное дополнение – фартук станка оснащается специальным блокиратором, ограничивающим одновременный запуск валика с ходовым винтом. Аналогично блокируется продольное движение, если используется поперечное перемещение заготовки, также и наоборот.
Советы и полезные рекомендации для осуществления эффективной работы на станке 250ИТВМ:
- Владеть функциональными особенностями и возможностями каждой модели станка необходимо, поскольку в разных модификациях выполнение одинаковых операций осуществляется разными модулями. Необходимо с осторожностью относиться к разновидностям оборудования, на котором установлен привод 5,5 кВт.
- Включение в сеть установки происходит путем монтажа специализированного выключателя пакетного типа.
- Имеется ограничение на мощность электросети. Стандартные 220 В. сети не могут обеспечить станок необходимым количеством энергии. Установка работает исключительно на трехфазовых 380 В. сетях.
После приобретения и установки модели токарного оборудования 250ИТВМ впечатления недостаточной функциональности не появится. Устройство собрано максимально надежно, что подтверждается массой и одновременной простотой конструкции. Этой «устаревшей» машине под силу выполнить точную нарезку резьбы на заготовке небольшого размера, причем производительность сохраняется на достаточном уровне.
Устройство собрано максимально надежно, что подтверждается массой и одновременной простотой конструкции. Этой «устаревшей» машине под силу выполнить точную нарезку резьбы на заготовке небольшого размера, причем производительность сохраняется на достаточном уровне.
Единственный минус – модель нельзя использовать в режиме чрезмерных нагрузок и массовом поточном производстве. При частом выполнении обработки на максимальных оборотах может выйти из строя любая из главных деталей установке.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Широкий диапазон чисел оборотов и подач обеспечивает производительную обработку при хорошем качестве поверхности.
Данный токарный станок имеет достаточно большое количество аналогов:
- ИЖ 250
- ИЖ 250Б
- ИЖ 250ИТВ
- ИЖ 250ИТВМ03
- ИЖ 250ИТВМ01
По сути – вышеперечисленные токарно-винторезные станки по металлу обладают одинаковыми характеристиками и практически одинаковой ценой.
Принцип работы станка ИЖ 250ИТВМ 01
Преселективное управление скоростями шпинделя позволяет подготовить последующее включение во время работы станка и быстро осуществить его в нужный момент. Мнемоническое управление подачами обеспечивается одной рукояткой, направление включения которой совпадает с направлением выбранного перемещения суппорта с резцовой головкой.
Беззазорная фиксация резцовой головки обеспечивает высокую жесткость и точность установки. Ходовой винт смазывается автоматически при нарезании резьбы. Конструкция шпиндельного узла позволяет быстро сменить приводные ремни без разборки узла. Станина токарных станков ИЖ 250 изготовлена из хромоникелевого чугуна, направляющие закалены токами высокой частоты и отшлифованы. Механизм останова, расположенный в фартуке, предохраняет механизмы подач от перегрузок, а также позволяет работать по жесткому упору при точении.
Привод главного движения осуществляется от электродвигателя через двенадцати скоростной редуктор, клиновые и поликлиновые ремни. При повороте маховика токарного станка ИВТМ 250 в двух селекторных дисках создается определенная комбинация отверстий под фиксирующие пальцы рычагов, переключающих блоки шестерен.
После этого оттягиванием рукоятки на себя сначала осуществляется притормаживание вращающихся шестерен, а затем их переключение.
В передней бабке размещены приемный шкив, шпиндель, перебор 1:8, звено увеличения шага резьбы.
Токарный станок ИВТМ 250 может оснащаться Системой цифровой индикации.
Станок модели 250 ИТВМ.01 оснащен системой цифровой индикации (СЦИ).
Оснащение станка СЦИ позволяет:
- осуществлять индикацию размеров в мм или в дюймах с дискретностью от 0,1 до 100 мкм;
- проводить линейную компенсацию погрешностей механических элементов станка, например, износ направляющих;
- вводить компенсацию износа инструмента.
Технические характеристики 250ИТВМ 01
| 250ИТВМ 01 | 250ИТВМ 03 | 250ИТВМ Ф1 | 250ИТПМ | |
| Максимальная длина обрабатываемого изделия, мм | 500 | 750 | 500 | 500 |
| Максимальный диаметр обрабатываемой заготовки, мм: над станиной над суппортом | 240 168 | 240 168 | 240 168 | 240 168 |
| Максимальный диаметр прутка, обрабатываемого в патроне, мм | 24 | 24 | 24 | 24 |
| Максимальное сечение резца, мм | 16х16 | 16х16 | 16х16 | 16х16 |
| Конец шпинделя по ГОСТ 12593-93 | 4 | 4 | 4 | 4 |
| Размер внутреннего конуса шпинделя | Морзе 4 | Морзе 4 | Морзе 4 | Морзе 4 |
| Размер внутреннего конуса пиноли задней бабки | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Перемещение пиноли, мм | 85 | 85 | 85 | 85 |
| Частота вращения шпинделя, мин-1 | 50-2500(25-2500)* | 25-2500 | 50-2500(25-2500)* | 25-2500 |
| Продольная подача, мм/об | 0,01-1,8 | 0,01-1,8 | 0,01-1,8 | 0,01-1,8 |
| Поперечная подача, мм/об | 0,005-0,9 | 0,005-0,9 | 0,005-0,9 | 0,005-0,9 |
| Шаг нарезаемой резьбы метрической, мм модульной, модули дюймовый, ниток на 1” | 0,2-48 0,2-12 24-0,5 | 0,2-48 0,3-12 24-0,5 | 0,2-48 0,2-12 24-0,5 | 0,2-48 0,3-12 24-0,5 |
| Класс точности по ГОСТ 8-82 | В высокий | В высокий | В высокий | П повышенный |
| Шероховатость образца изделия, мкм | 0,63 | 0,63 | 0,63 | |
| Габаритные размеры, мм, не более длина ширина высота | 1790 810 1400 | 2005 810 1400 | 1790 955 1580 | 1790 810 1400 |
| Масса, кг, не более | 1180 | 1040 | 1290 | 1180 |
Вы можете купить 250ИТВМ 01 в следующей комплектации
| 250ИТВМ 01 цена за комплект | За дополнительную плату |
| Патрон 3-х кулачковый d=160 мм | Резцедержатель кассетный |
| 4-х позиционный резцедержатель | Резцедержка задняя |
| Упор продольный | Упор продольный многопозиционный |
| Упор поперечный индикаторный | Люнеты неподвижный и подвижный |
| Центр с конусом Морзе 4 | Патрон поводковый, хомутики 3 штуки |
| Центр с конусом Морзе 3 | Планшайба с пазами |
| Центр вращающийся (Морзе 3) | Линейка конусная |
| Комплект сменных шестерен для нарезания резьбы | Патрон цанговый, цанги 6-14 мм |
| Руководство по эксплуатации |
| Модель: | Диаметр обработки над станиной, мм: | Диаметр обработки над суппортом, мм: | Мощность главного привода, кВт | Масса, кг, не более |
|---|---|---|---|---|
| Токарно-винторезный станок 250ИТВМ 01 | 240 | 168 | 1180 | |
| Токарно-винторезный станок 250ИТВМ 03 | 240 | 168 | 1040 | |
| Токарно-винторезный станок 250ИТВМ Ф1 | 240 | 168 | 1290 | |
| Токарно-винторезный станок 250ИТПМ | 240 | 168 | 1180 | |
Токарно-винторезный станок 16В20 ( РМЦ 750 мм. ) ) | 445 | 220 | 7,5 | 2200 |
| Токарно-винторезный станок 1В62Г | 445 | 220 | 7,5 | |
| Токарно-винторезный станок 1В625М | 500 | 290 | 7,5 | 2430 – 3100 |
| Токарно-винторезный станок 1В625МП | 500 | 290 | 7,5 | 2430 – 3100 |
| Токарно-винторезный станок ГС526У ( РМЦ-1000 ) повышенной точности | 500 | 275 | 1180 – 1290 | |
| Токарно-винторезный станок ГС526У-01 (РМЦ-1500) повышенной точности | 500 | 275 | 1180 – 1290 | |
| Токарно-винторезный станок ГС526У-02 ( РМЦ-2000 )повышенной точности | 500 | 275 | 1180 – 1290 | |
| Токарно-винторезный станок 1К62, диаметр обработки 435мм | 435 | 224 | 11 | 3080 – 3440 |
| Токарно-винторезный станок 16К20, диаметр обработки 400мм | 450 | 210 | 7,5 | 2900 |
| Токарно-винторезный станок CU500, диаметры обработки 440мм | 440 | 230 | 7,5 | 2510 – 2860 |
| Токарно-винторезный станок CU400, диаметры обработки 440мм | 500 | 300 | 7,5 | 2510 – 2860 |
| Токарно-винторезный станок 16К40 для обработки заготовок (диаметр до 800 мм) | 800 | 490 | 15 | 5100 – 12100 |
| Станок токарно-винторезный МК6056, диаметр обработки 500 мм. | 500 | 290 | 11 | 3100 |
| Станок токарно-винторезный МК6057 МК6057г, диаметр обработки 500 мм. | 500 | 290 | 11 | 3680 |
| Станок токарно-винторезный МК6058 МК6058г, диаметр обработки 500 мм. | 500 | 290 | 11 | 3400 |
| Токарно-винторезный станок CU360 | 370 | 230 | 4 | 1550 – 1610 |
| Токарно-винторезный станок CU400ТМ | 400 | 250 | 4 | 1400 – 1550 |
| Токарно-винторезный станок CU400, диаметры обработки 440мм | 440 | 230 | 7,5 | 2510 – 2860 |
Запросить коммерческое предложение
Если вас интересует конкретная модель нашей продукции или вы хотите получить консультацию – заполните форму ниже
Вакансия Токарь 3 — 5 разряда (станок ИЖ) в Санкт-Петербурге, работа в компании АО ЗАСЛОН (вакансия в архиве c 24 февраля 2021)
Обязанности:
- Изготовление деталей по 7-14 квалитету точности на токарном станке ИЖ250ИТВМФ. 01/Win Ho V450.
- Обработка малогабаритных деталей, партиями 10 — 400 штук.
- Сдельная заработная плата.
- Выполнение токарных работ согласно ЕТКС и технологическим процессам.
- Заточка режущего инструмента.
- Уборка станка.
 01/Win Ho V450.
01/Win Ho V450.Требования:
- Уверенное чтение конструкторской документации.
- Умение работать по 7-14 квалитетам точности.
- Знания ЕСТД и ЕСКД.
- Самостоятельный подбор режимов резания.
- Умение затачивать режущий инструмент.
Должен знать:
— Принципы работы обслуживаемых станков;
— Назначение, устройство, условия применения режущих и контрольно-измерительных инструментов;
— Систему допусков и посадок;
— Взаимодействие механизмов станков;
— Квалитеты и параметры шероховатости;
Должен иметь:
— Опыт работы от 1 года на токарных станках в приборостроительном производстве;
— Образование — среднее специальное;
Условия:
— Уровень заработной платы устанавливается индивидуально и зависит от результатов собеседования.
— Стабильная работа на крупном предприятии.
— Cт.м. Московские ворота (шаговая доступность, 5-7 минут).
— Конкурентный уровень заработной платы.
— Официальное оформление, предоставление льгот и гарантий в полном соответствии с ТК РФ.
— Широкий спектр мотивационных услуг (ДМС, спорт, материальная помощь, социальный и корпоративный пакет).
— Инвестирование в развитие и обучение персонала.
— Предоставление общежития и бесплатного питания (для рабочих профессий).
— Возможность устроить детей на летнюю оплачиваемую практику.
иж 250 смазка станка | Система смазки механизмов и узлов станка
Смазка станка производится в соответствии с картой смазки (рис. 1).
Чистота масел, применяемых для смазки, должна быть не грубее 14-15 классов, ГОСТ 17216—71.
Обслуживание станка
При обслуживании станка необходимо следить за работой смазочной системы по показаниям маслоуказателей поз. 6, 13, 22, 31 (рис. 1). Уровень масла в резервуары коробки подач и редуктора должен быть до середины глазка маслоуказателя, а в фартуке — до середины нижнего маслоуказателя. Сливные пробки редуктора и масляного бачка снабжены магнитами, которые необходимо чистить при каждой смене масла.
6, 13, 22, 31 (рис. 1). Уровень масла в резервуары коробки подач и редуктора должен быть до середины глазка маслоуказателя, а в фартуке — до середины нижнего маслоуказателя. Сливные пробки редуктора и масляного бачка снабжены магнитами, которые необходимо чистить при каждой смене масла.
Рисунок 1 — карта смазки иж 250
Смену масла следует производить первый раз через 10 дней, второй раз через 20 дней, а затем через каждые 3 месяца.
Смазка передней бабки
Смазка передней бабки производится от станции смазки.
Схема электрооборудования станка обеспечивает возможность включения шпинделя только после включения в работу станции смазки. Масляный бачок емкостью 10 л заполняется через приемно-заливной фильтр на станции смазки.
Постоянное вращение диска маслоуказателя 13 (рис. 1) в корпусе передней бабки свидетельствует о нормальной работе станции. Подача масла к передней опоре (20-40 капель в минуту) регулируется с помощью ниппеля. Фильтр станции смазки следует промывать при каждой смене масла, но не реже одного раза в год.
Смазка направляющих
Смазка направляющих станины и шестерен фартука осуществляется плунжерным насосом, установленным на нижней стенке фартука. Появление масла в глазке произойдет после 10—15 минут работы станка.
Вверху, на правом торце фартука, находится кран, имеющий два положения: 1 — смазка шестерен фартука и 2 — смазка направляющих станины. Поворот крана осуществляется вручную в зависимости от состояния смазки на направляющих. При повороте крана в положение 2 масло в глазок не поступает, и о работе насоса можно судить по наличию смазки на направляющих станины.
Смазка коробки подач
Смазка механизмов редуктора и коробки подач производится разбрызгиванием масла, залитого в корпус каждого узла.
Смазка прочих механизмов
Механизмы и подшипники задней бабки, суппорта, станины смазываются вручную при помощи шприца.
10+ ИЖ МАШИНА ТОП поставщиков из 🇷🇺 Россия, Казахстан [2021]
Российский экспорт ИЖ машины:
- Австралия
- Армения
- Германия
- Индия
- Италия
- Казахстан
- Канада
- Польша
- Саудовская Аравия
- СОЕДИНЕННЫЕ ШТАТЫ
- Таджикистан
- Таджикистан
- Украина
- Финляндия
- Швейцария
Елена Еременко
менеджер по логистике в ЕС, Азию
логистика, сертификат
электронная почта: [электронная почта защищена]
Российский Иж Машиностроительный завод
🇷🇺 ТОП Экспортеров Иж машина из РФ
Иж станкостроительных предприятий вы много купите эту продукцию:
Поставщик
Товар из России
Станки металлообрабатывающие: Станки токарно-винторезные Иж 250 И ТВМ.01, Иж 250 ИТВМ.03, Иж 250 ИТВМФ1
🇷🇺ТОП 2 проверенных поставщика из России
Сравнительные товары
Получить текущую цену на станок Иж
- Шаг 1: Связаться с продавцами и узнать о Иж, машина
- Шаг 2: Получите предложения от продавца
- Шаг 3. Скажите продавцу, чтобы он отправил вам контракт на обеспечение торговых операций.
- Шаг 4: Примите договор и произведите оплату.
Мы можем проверить контрагенты:
- Уровень транзакции
- Оценки и отзывы покупателей
- Последние транзакции
- Торговая емкость
- Производственная мощность
- НИОКР
Информация:
Отправить
О нас
Российский завод штампов и пресс-форм «ИЖ-РЕСТ» расположен в Ижевске, Российская Федерация.
«ИЖ-РЕСТ» ведет свою историю с 2001 года и на сегодняшний день является одним из ведущих поставщиков высококачественной оснастки в России. За 18 лет на нашем предприятии накоплено огромного опыта в области проектирования и производства инструмента , что соответствует европейским и международным стандартам. Наше предприятие работает на основе высокоточного инструментария, высоких технологий и высшей философии проектирования пресс-форм и штампов. «ИЖ-РЕСТ» зарекомендовал себя как надежный и добросовестный партнер.
Максимально возможный вес инструментов 25000 кг , размер — 5000 х 2500 х 1000мм .
Наша основная стратегия — это Развитие нашего производства, включая все отделы и производственные этапы.
Наша команда — это высококвалифицированные специалисты — 150 человек, в том числе:
1) Отдел исследований и разработок
2) Технологический отдел
3) Операторы станков
4) Инструментальщики
5) Контролеры качества
Наш завод расположен в здании площадью 5600 кв.м.
Наша специализация :
1. Инструменты для штамповки всех типов ( инструментов Progressive , Transfer инструментов, инструментов Tandem , Ковка инструментов)
2. Формы всех типов — для пластмасс, алюминия, полиуретана, резины и др. (Литьевые формы, выдувные формы, двухкомпонентные формы, пресс-формы и др.)
3. Контрольно-измерительные приборы и приборы всех типов
4. Штамповка листового металла
Наше предприятие располагает всеми ресурсами для подготовки производства.Подготовка и организация производства в основном автоматизированы, что позволяет в короткие сроки создать проект инструмента и довести его до производства. На протяжении всего производственного процесса у нас есть система отслеживания, которая позволяет нам в любой момент проверять статус производства каждого продукта.
Для создания дизайна Инструментов мы используем программное обеспечение SOLIDWORKS и AUTOFORM .
Сертификат ISO 9001: 2015
Наша система менеджмента качества соответствует требованиям ISO 9001: 2015.
Мы обеспечиваем стабильное качество, используя:
1) Несоответствия предупреждений
2) Квалифицированный персонал
3) Использование современного оборудования и методов контроля и проверки
4) Взаимовыгодные отношения с нашими поставщиками.
Свидетельство № Q-8740/19.
Перечень оборудования
Наше предприятие оснащено различным оборудованием, что позволяет нам самостоятельно производить и обслуживать инструменты:
— Станки фрезерные с ЧПУ точность 0,01 мм, габаритные размеры 5000 х 2500 х 1000 мм ;
— Станок токарный вертикальный D = 1400мм, L = 1000мм;
— Станок токарный с ЧПУ D = 1600мм, L = 1000мм;
— Координатно-расточные;
— Фрезерование до 5 т.Максимум. габаритные размеры 1000 х 1500 х 2500 мм;
— Электроэрозионная обработка с точностью до 3 мкм на отрезных и протяжных станках (габаритные размеры 1200 х 800 х 500 мм).
— Координатно-измерительная машина «Глобальное изображение», оптический 3D сканер «Steinbichler».
ИЖРЕСТ искренне приглашает Вас посетить нашу компанию и установить с нами долгосрочные деловые отношения.
Галерея
Аксессуары Спортивные товары Рукоять из бука для Иж Байкала MP-654K Gens 1-4d-or-d.com
Аксессуары Спортивные товары Рукоять из бука для Иж Байкала MP-654K Gens 1-4th d-or-d.com
Рукоять из бука для Иж Байкала MP-654K Gens 1-4th, Gens 1-4th Рукоятка из массива бука для Иж Байкала MP-654K, изготовлена из цельного куска дерева на станке с ЧПУ. для Иж.
Рукоятка из бука для Иж Байкала МП-654К Генс 1-4х
Рукоятка из бука для Иж Байкала МП-654К 1-4 поколения
Рукоятка из бука для Иж Байкала МП-654К Генс 1-4см. Изготовлен из цельного куска дерева на станке с ЧПУ.
Изготовлен из цельного куска дерева на станке с ЧПУ.
Рукоятка из бука для Иж Байкала МП-654К 1-4 поколения
Frogg Toggs Rana II Грудь с прорезями из ПВХ, коричневая резина Wader, 10 # 2715249, лазер с золотым наконечником, 4 болта, 22 дюйма, 4 дюйма, жилы / 3 болта. SWANS Japan плавательная оптическая линза с защитой от запотевания и УФ-лучей для фитнеса FCL-X1 SMK. Самый удобный мягкий чехол на сиденье для велотренажера из пены с эффектом памяти TCNT. Рыболовные приманки Minnow Bass Crankbait 6 # Hooks Tackle Crank Baits 7cm 8g. Рычаг Asura Dynamics, # 3 / 15-30g / Blinker / Barsch Polsping Gnom Wels Köder Zander Hecht.СЕРЫЙ TMEL1 MXS Stretch Melange Performance Stretch Тренировочная рубашка Cliff Keen, твердые овальные светящиеся бусины 100шт. Морские рыболовные приманки, плавающие поплавковые снасти. Кронштейн для крепления прицела Style Кольца для крепления прицела Наружный охотничий инструмент на рельсах 11 мм, ночные прицелы Green / Geern Kahr .9 мм и .40 Meprolight после 11/04 ML15120, новый Salute to Service Chicago Bears Roll Banner Support Войска SGA, BEMAN EASTON CB ВСТАВКИ 1 DZ . размер 46 NOS 3TTT PRIMA 220 РУЧКИ. Черная кобура Kydex Glock 19 GEN5, металлическая вешалка для жесткой 1 пурпурной вешалки.Одень свою рваную задницу! ПОСЛУШАЙСЯ ПАТЧУ ЛОГОТИПА ПОЛУМЕСЯЦА. Maxxis Rekon 27,5 x 2,60 Покрышка 120tpi Triple Compound EXO Casingless, Promate MK245 Scope RX Prescription Optical Scuba Dive Mask Goggles. Спортивная футболка с клетчатым флагом 2018 # 78 Bass Pro Shops Total Print Tee. Подставка Центральная Подставка Подставка для велосипедов Моторизованные велосипеды Алюминиевый сплав, свет для ночной охоты Медленное свечение Hog Охотничий светодиодный двухцветный красный / зеленый.2 xBicycle Schrader Presta Снятие сердечника клапана Снятие гаечного ключа Отвертка Подходит для велосипеда, Tough-1 Моющаяся сетчатая повязка для укладки гривы из сетки для ухода за лошадьми. ZTTO 11Speed 11-46T Велосипедная радужная кассета Легкая обгонная муфта, совместимая с HG.
…
Фотогалерея フ ォ ト ギ ャ ラ リ ー
Рукоять из бука для Иж Байкала MP-654K Gens 1-4th, Ручка из бука для Izh Baikal MP-654K Gens 1-4th
| 250ИТВМ.01 | 250ITVM.03 | 250ITVMF1 | 250ITPM | |
| Максимальная длина обрабатываемого продукта, мм | 500 | 750 | 500 | 500 |
| Максимальный диаметр обрабатываемой заготовки, мм: над станиной над опорой | 240 168 | 240 168 | 240 168 | 240 168 |
| Максимальный диаметр обрабатываемого прутка в патроне, мм | 24 | 24 | 24 | 24 |
| Максимальное сечение фрезы, мм | 16х16 | 16х16 | 16х16 | 16х16 |
| Конец шпинделя по ГОСТ 12593-93 | 4 | 4 | 4 | 4 |
| Размер внутреннего конуса шпинделя | Морзе 4 | Морзе 4 | Морзе 4 | Морзе 4 |
| Размер внутреннего конуса пиноли задней бабки | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Пиноли механизма, мм | 85 | 85 | 85 | 85 |
| Частота вращения шпинделя, мин-1 | 25-2500 | 25-2500 | 25-2500 | 25-2500 |
| Продольная подача, мм / около | 0,001-1,8 | 0,001-1,8 | 0,001-1,8 | 0,001-1,8 |
| Поперечная подача, мм / около | 0,005-0,9 | 0,005-0,9 | 0,005-0,9 | 0,005-0,9 |
| Шаг нарезной резьбы метрический, мм модульный, модули дюймовые, резьбы на 1 » | 0,2-48 0,2-12 24-0,5 | 0,2-48 0,3-12 24-0,5 | 0,2-48 0,2-12 24-0,5 | 0,2-48 0,3-12 24-0,5 |
| Мощность привода главного движения, кВт | 3 | 3 | 3 | 3 |
| Класс точности по ГОСТ 8-82 | В высоком | В высоком | В высоком | П поднят |
| Шероховатость образца изделия, мкм | 0,63 | 0,63 | 0,63 | |
| Габаритные размеры, мм, не более длина ширина высота | 1790 810 1400 | 2005 810 1400 | 1790 955 1580 | 1790 810 1400 |
| Масса, кг, не более | 1180 | 1040 | 1290 | 1180 |
IZH / Chiang-Jing 746cc ‘M.
 72 ‘Кадр нет. 37799 Двигатель № 5445
72 ‘Кадр нет. 37799 Двигатель № 5445
Запасные части и памятные вещи
Все купленные лоты должны быть удалены с места продажи до 19:00 в день продажи. Все несобранные приобретенные лоты будут затем отправлены на склад Bonhams по адресу:
Unit 1 Sovereign Park,
Coronation Road,
Park Royal
London, NW10 7QP
Лоты будут доступны для забора с 12:00 среды 22 октября по предварительной записи. Только. Чтобы организовать сбор, пожалуйста, свяжитесь с отделом Automobilia:
+44 (0) 8700 273 621 (тел)
+44 (0) 8700 273 625 (факс)
[электронная почта защищена], чтобы записаться на прием.
За все лоты будет взиматься плата в размере 10 фунтов стерлингов + НДС и хранение из расчета 1 фунт стерлингов + НДС в день за лот.
За все лоты, отмеченные знаком ◊, будет взиматься плата в размере 25 фунтов стерлингов + НДС и хранение из расчета 5 фунтов стерлингов + НДС в день за лот.
За все лоты, отмеченные знаком ◊◊, будет взиматься плата в размере 50 фунтов стерлингов + НДС и хранение по ставке 10 фунтов стерлингов + НДС в день за лот.
Для всех партий, отмеченных знаком ◊◊◊, требуются особые условия транспортировки и хранения, так как они являются либо очень большими, либо тяжелыми предметами, подробности запрашивайте.
Отправители или агенты, желающие получить от имени покупателя, должны предоставить письменные инструкции от клиента до того, как Bonhams выпустит партию (ы).Все покупки идут на риск покупателя из-за падения молота.
Мотоциклы
Транспортные средства необходимо забрать на месте продажи до 19:00 в день продажи. Покупатели должны убедиться, что они собрали все соответствующие журналы регистрации, документы и ключи, относящиеся к их Лоту (-ам) на момент получения. В противном случае Лоты будут отправлены в местный магазин в Сток-он-Трент за счет Покупателя (см. Ниже). В случае падения молотка лоты подвержены риску для покупателя
.Настоятельно рекомендуется, чтобы зарубежные покупатели и заочные участники торгов договорились о получении с Bonhams до продажи.
Вывоз и хранение транспортных средств
Все партии, которые не были вывезены в соответствии с вышеизложенным, будут доставлены компанией Polygon Transport в местный магазин в Сток-он-Трент. Пожалуйста, свяжитесь с Polygon Transport, чтобы организовать сбор / доставку вашего лота:
Polygon Transport
+44 (0) 2380 871 555
+44 (0) 2380 862 111 факс
[электронная почта защищена]
www.polygon-transport.com
Покупки могут быть выполнены только после того, как полная оплата (включая все расходы) всех счетов, выставленных покупателю, будет получена за счет очищенных средств. Лоты можно будет забрать в местном магазине в Сток-он-Трент с 12:00 вторника, 21 октября, по предварительной записи в Polygon Transport.
Плата за вывоз автомобиля в местном магазине
74 фунта стерлингов + НДС за мотоцикл
120 фунтов стерлингов + НДС за комбинацию мотоциклов
Плата за хранение
8,50 фунтов стерлингов + НДС в день за мотоцикл
15 фунтов стерлингов.00 + НДС в день за комбинацию мотоциклов
Ограниченный транспорт доступен по запросу в Polygon Transport на юг Англии, в Марчвуд (Саутгемптон) по цене
99 фунтов стерлингов + НДС за мотоцикл
145 фунтов стерлингов + НДС за мотоциклетную комбинацию
Стоимость хранения
8,50 фунтов стерлингов + НДС в день за мотоцикл
15,00 фунтов стерлингов + НДС в день за комбинацию мотоциклов
Транспортировка и отгрузка
Представитель Polygon Transport, предпочитаемых перевозчиков Bonhams, будет присутствовать на распродаже и может организовать национальные и международные перевозки в качестве агента Покупателя или Продавца
(в зависимости от обстоятельств)
Проверка VIN мотоцикла ИЖ — Бесплатный отчет по VIN, спецификации
Подразделение Корпорации «Русский Ижевский Механический Завод», первый мотоцикл ИЖ сошел с производства в 1928 году и назывался ИЖ 1.Эта машина комплектовалась двигателем объемом 1200 куб. См, созданным инженером Петром Владимировичем Мохаровым. Он имел выходную мощность 24 лошадиных силы, что опередило свое время.
ИЖ-1 открыл путь к выпуску большего количества улучшенных моделей. В их число вошли ИЖ 2, ИЖ 3, ИЖ 4 и еще пять моделей, участвовавших во Всесоюзных мотогонках. По окончании гонки компания решила доработать ИЖ 4 для серийного производства. Однако этот план провалился, потому что у материнской компании были другие планы.
В 30-е годы компания не производила уличных моделей. Однако разработка прототипов продолжалась до 1940 года, когда наконец была разработана и изготовлена модель ИЖ 9. Это должен был быть первый серийный мотоцикл производителя. Над ним работали с 1946 по 1948 год и выпустили модель ИЖ-350 С мощностью 14 л.с. с передней телескопической вилкой.
Инженеры ИЖ закончили разработку мотоцикла ИЖ-50 Спорт в 1950 году, но в следующем году официально представили ИЖ-49.В 1950-х годах компания продолжала выпускать мотоциклы. Довольно популярными стали несколько машин ИЖ — ИЖ 54 и ИЖ 54А.
Компания приступила к разработке модели ИЖ-Юпитер в 1958 году, машина была представлена на Всемирной выставке. В 1961 году ИЖ решил разработать байк для серийного производства. Мотоцикл комплектовался двигателем мощностью 19 лошадиных сил. Эта модель стала довольно популярной, и российская компания посчитала, что может представить новую модель под названием ИЖ-Юпитер 2.
Производитель начал производить более сложные мотоциклы в 1980-х годах. Для достижения своих целей компания переехала в новое производственное помещение, которое было больше предыдущего. ИЖ-Юпитер 4 стал первым мотоциклом, произведенным на новом заводе, а ИЖ-Планета-4 была представлена в 1982 году. Новая модель, Юпитер, была выпущена в 1985 году. Она включала в себя новые функции, такие как кнопка режима ожидания. распространено в современном мотоцикле.
Hikvision DS-2CD4A25FWD-IZH — сетевая камера видеонаблюдения. Характеристики
Сетевые протоколы
Bonjour,
DDNS,
DHCP,
DNS,
FTP,
HTTP,
HTTPS,
ICMP,
IGMP,
IPv6,
NTP,
PPPoE,
PSIA,
QOS,
RTCP,
RTP,
RTSP,
SMTP,
SNMP,
TCP / IP,
UPnP
.