Сварка медных и алюминиевых проводов своими руками
Положениями ПУЭ сварка проводов рекомендуется как один из наиболее надежных способов их соединения. Преимущества применения такого способа значительно перевешивают немногочисленные недостатки, что делают его популярным среди домашних умельцев и профессиональных электриков.
Плюсы и минусы сварки, ее разновидности
Преимущества, которыми обладает соединение проводов сваркой заключаются в отсутствие переходного сопротивления которое всегда есть при скрутках или болтовых соединениях. Особенно это актуально при прокладке проводки для мощных устройств.
Недостатки заключаются в необходимости купить или сделать самостоятельно сварочный аппарат, предназначенный для скруток.
Сварочные работы требуют наличия некоторых навыков, поэтому электрику, который будет производить сварку скруток, нужно изучить как минимум азы этого ремесла.
При электромонтажных работах на производстве применяются различные виды сварки: стандартная, дуговая точечная, плазменная, торсионная, электронно-лучевая, ультразвуковая или же их различные комбинации. Для бытового применения чаще всего электриками используется устройство для точечной и дуговой сварки, которая работают на угольных или графитовых электродах.
Это решение позволяет получать хорошее качество соединений при минимальной стоимости необходимых устройств и комплектующих.
Изготавливая аппарат для сварки проводов, больше всего внимания надо уделить следующим характеристикам устройства:
- Сила тока которую может выдать аппарат. В идеальном варианте это переменное значение.
- Напряжение, выдаваемые устройством, достаточное для возникновения электрической дуги – обычно это 12-32 Вольт.
- От какого тока работает сварочник – переменный или постоянный. При наличии опыта подобных работ можно использовать переменный, но для новичков настоятельно рекомендуется начинать с постоянного.


Так как для сваривания различных металлов требуется разная сила тока и напряжение, универсальные сварочные аппараты в обязательном порядке могут регулировать эти значения. Кроме того, при соединении разных материалов могут понадобится специальные флюсы которые будут защищать металл от окисления или проникновения в него газов из воздуха. В большинстве своем сварочные аппараты универсального назначения достаточно громоздкие и тяжёлые, но для мелких сварочных работ можно за относительно невысокую цену найти инверторные сварочники, которые идеально подойдут для сварки проводов.
Если выполняется сварка медных проводов, которые применяются в домашней разводке, нет нужды в использовании очень большой силы тока и напряжения поэтому есть возможность применять сварочные аппараты небольших размеров, которые помещаются в стандартный кейс из-под инструментов.
Принцип работы дуговой сварки – схема устройства
Так как для сварки нужен большой ток, то основой любого сварочного автомата является понижающий трансформатор – проигрыш в напряжении всегда сопровождается выигрышем в силе тока и наоборот.
Для преобразования переменного тока в постоянный используется стандартный диодный мост, а для сглаживания пульсаций – конденсатор.
Ощутимый минус использования устройства постоянного тока – диоды и конденсатор используются немаленьких размеров и они значительно увеличивают вес сварочного аппарата, который изначально делается переносным.
Также специалисты рекомендуют на входе или выходе диодного моста поставить добавочное сопротивление, так как диоды «не любят» короткое замыкание в чистом виде.
Многие умельцы вручную собирают себе сварочный аппарат для сварки медных проводов, что выдает дугу от переменного тока и с успехом ими пользуются. Поэтому однозначно утверждать, что нужно применять именно устройство постоянного тока нельзя – каждый выбирает себе необходимую модель по навыкам. Если вручную собирается сварочный аппарат переменного тока, то из схемы попросту выбрасываются диодный мост и конденсатор.
Необходимый навык, который придется освоить для использования сварочного аппарата переменного тока – научиться «на глаз» определять в течение какого времени следует удерживать зажженную дугу электрического разряда, чтобы конец скрутки разогрелся и сплавился.
Наиболее распространенный способ сделать минусовый контакт, которым осуществляется сварка – это старые плоскогубцы, которыми удерживаются провода.
Для фазы берется зажим, которым можно удерживать графитовый стержень. Конструкция зажима может быть самой разнообразной – от винтового соединения до так называемых «крокодилов», как самодельных, так и заводского изготовления. Для соединения с самим сварочным аппаратом применяются кабели сечением порядка 10 мм².
Несмотря на то, что устройство собранное в промышленных условиях на порядок дороже самодельного, всё же его цена не является заоблачной и позволяет приобрести такой сварочный аппарат даже при ограниченном бюджете. Преимущества его использования очевидны – это точно рассчитанная конструкция с регулятором тока, которая позволяет работать с разными типами металлов и количеством свариваемых проводов.
Нюансы процесса сварки проводов
При необходимых навыках сварка проводников не занимает много времени, но чтобы получить качественное соединение настоятельно рекомендуется сначала попрактиковаться на отдельных кусках кабелей. Тем более это надо сделать, если используется аппарат для сварки скруток, что работает с переменным током – к мощности такого устройства нужно привыкнуть. Наглядно весь процесс показан на следующем видео:
Пошагово все выглядит следующим образом:
- Зачистка проводов. Особенностью сварки является необходимость оголять жилы проводов на длину 60-80 мм. Меньше нельзя, так как при сварке провод достаточно сильно нагревается и изоляция будет плавиться.
- Скрутка проводов. Казалось бы, что можно просто сложить жилы и произвести сварку – все равно на конце образуется капля, которая соединит все вместе. Проблемой такого способа соединения может заключаться ломкость проводов – не факт, что она возникнет, но в силу некоторых причин, получившаяся в результате сварки угольным электродом капля приобретает губчатую структуру и подвержена излому. На проводимость это не влияет, но если провода не будут скручены, то могут разломаться.
 Казалось бы, что можно просто сложить жилы и произвести сварку – все равно на конце образуется капля, которая соединит все вместе. Проблемой такого способа соединения может заключаться ломкость проводов – не факт, что она возникнет, но в силу некоторых причин, получившаяся в результате сварки угольным электродом капля приобретает губчатую структуру и подвержена излому. На проводимость это не влияет, но если провода не будут скручены, то могут разломаться.
Казалось бы, что можно просто сложить жилы и произвести сварку – все равно на конце образуется капля, которая соединит все вместе. Проблемой такого способа соединения может заключаться ломкость проводов – не факт, что она возникнет, но в силу некоторых причин, получившаяся в результате сварки угольным электродом капля приобретает губчатую структуру и подвержена излому. На проводимость это не влияет, но если провода не будут скручены, то могут разломаться.- Обрезка скрутки. Распушенные концы жил надо обязательно обрезать, чтобы получить ровный срез. Тогда дуга при сварке равномерно прогреет всю поверхность скрутки и капля получится ровной.
- Сварка. Плоскогубцами захватывается скрутка и к её кончику подносится графитовый электрод, пока не возникнет электрическая дуга. Ее надо выдерживать до тех пор, пока не сплавятся концы проводов, образовав гладкую каплю. Следующая скрутка сваривается после остывания предыдущей.
Если дуга не появляется, значит мощность трансформатора недостаточная или используются слишком длинные провода к держателям электродов (их сопротивление мешает получить достаточный ток).
Оптимальный вариант по длине проводов это 2,5-3,5 метра, но в первом случае придется для удобства работы сварочный аппарат ставить на подставку.
- Изоляция скруток. Оптимальным по скорости вариантом здесь будет использование термоусадочных кембриков, но для их прогревания дополнительно понадобится строительный фен или хорошая зажигалка. Также нет никаких помех использовать обыкновенную изоленту – разве что это будет чуть дольше по времени.
- Сварка медного и алюминиевого проводов. В целом, выполняется точно так же, как и обычная – разница только в подготовке проводов. Медная жила остается прямая, а алюминиевая обматывается вокруг нее. Затем на алюминий наносится флюс, который при нагревании убирает c этого металла оксидную пленку, и можно приступать к сварке.
Но если выполнять предписания ПУЭ, то в бытовых условиях вряд ли придется работать с алюминиевыми проводами, так как для прокладки электропроводки запрещено применение таких кабелей, сечением менее 16 мм².
Сварка проводов инвертором
Использование такого устройства является наиболее предпочтительной, так как проводить сварку медных и алюминиевых проводов инвертором гораздо легче, чем самодельными сварочными аппаратами. Это прибор универсального плана, сила тока в котором регулируется в диапазоне до 160 Ампер. Кроме того, что он может сваривать скрутки, это позволяет выполнять работы с металлом толщиной до 5 мм – для домашнего использования такой мощности обычно более чем достаточно.
Обычно такой прибор это прерогатива профессионалов, которые постоянно сталкиваются со сварочными работами, но при этом его можно смело рекомендовать новичкам, которые только осваивают сварку скруток своими руками. Функция «горячего старта», защита от залипания электрода и возможность работы даже при перепадах напряжения позволят начинающему сварщику быстро освоить азы этого ремесла, а профессионалу всегда приятно работать с хорошим инструментом.
Если прибор позволяет регулировать напряжение и силу тока, то «на глаз» какие выставлять значения можно определять по диаметру проводов и их количеству.
Коротко о главном
Сварка концов скруток проводов значительно улучшает проводимость этих контактов, а значит и характеристики сети в целом.
Сварочные аппараты, которые позволяют проводить точечную сварку, есть в свободной продаже, а также достаточно просты конструктивно, чтобы изготовить их самостоятельно. Но во втором случае чаще всего собирают более простые устройства, выдающие переменный ток – такие приборы требуют наличия определенных навыков работы.
На практике нет особой разницы в использовании того или иного устройства – если мастер достаточно опытный, то результат будет хороший в любом случае.
Сварка медных проводов инвертором с применением угольного и графитового электрода, и точечным методом
Одной из частых причин возникновения пожаров является неисправность электропроводки. Возгорания происходят из-за нарушения изоляции или нагрева жил кабелей в местах соединения (розетках, выключателях или распределительных коробках).
Плохой контакт приводит к появлению большого переходного сопротивления, на котором выделяется тепло. Это разрушает изоляцию, становится причиной короткого замыкания и пожара.
Поэтому получение надежного качественного соединения медных проводников является обязательным условием безопасной работы любых домашних электроприборов.
Использование инвертора
Медные провода, наиболее распространенные в жилых домах, соединяют несколькими способами, но самым надежным считается сварка. В результате такого соединения получается однородный проводник, что обеспечивает полную пожаробезопасность.
Сварка осуществляется постоянным или переменным током напряжением от 12 до 36 В, при этом должна быть регулировка сварного тока. Этим требованиям соответствует большая часть сварочных инверторов.
Выпускают специальный аппарат для сварки медных проводов, которым пользуются электрики. Он имеет мощность в пределах 1-1,5 кВт и регулировку сварочного тока в диапазоне от 30 до 120 А.
В отличие от обычных инверторов, оборудование имеет меньшую массу и габариты, кроме этого концы сварочных кабелей оснащены специальным держаком для угольных электродов и зажимом с большой поверхностью прижима проводников.
Если в хозяйстве уже имеется инверторный сварочный аппарат, то специальный прибор для сварки медной проволоки можно не покупать.
Для удобства к сварочным кабелям с помощью сварки приваривают или прикрепляют через болтовое соединение пассатижи и держак для электрода. Роль держателя угольного электрода может играть любой мощный зажим. Предварительно его ручки нужно заизолировать.
Пассатижи крепятся к проводу «масса». Ими будут держаться за скрутку свариваемых медных проводников, при этом они будут выполнять важную функцию теплоотвода. Это необходимо для предохранения изоляции от воздействия высокой температуры.
Контактный способ
Кроме использования инвертора для сварки медных проводов может применяться и точечная контактная сварка, время сваривания которой не превышает 1-2 секунд.
В домашних условиях для соединения бытовой электропроводки можно воспользоваться обычным трансформатором мощностью 500 Вт с напряжением во вторичной обмотке 12-36 В. Присоединив к вторичной обмотке держак для электрода и медных проводов, получим простой сварочный аппарат.
В зависимости от сечения и количества медных проводов экспериментально установлено, что ток для сварки должен быть:
- для 2-х проводов сечением 1,5 мм2 – 70 А;
- 3-х сечением 1,5 мм2 – 80 А;
- 3-х сечением 2,5 мм2 – 90-100 А;
- 4-х сечением 2,5 мм2 – 100-120 А.
Однако значения тока могут сильно различаться в зависимости от используемого кабеля и его производителя. Дело в том, что производители кабельной продукции используют медные провода с различными примесями, что влияет на электро и теплопроводность, сечения проводов иногда не соответствуют заявленным характеристикам.
Поэтому точечная сварка проводиться только после того, как отрегулирован оптимальный сварочный ток на обрезках такого же кабеля, который предстоит варить.
Порядок действий
При сварке проводов своими руками порядок действий будет следующий. Сначала нужно освободить от изоляции концы свариваемых проводников на расстояние 8-10 см.
При снятии изоляции нельзя допустить повреждения жил провода. Перед скруткой их необходимо зачистить наждачной бумагой и протереть ацетоном для обезжиривания.
Затем соединяемые медные провода скручивают и концы обрезают кусачками, чтобы торец скрутки был плоским. В результате должен получиться пучок длиной около 5 см.
Подготовительные работы на этом заканчиваются, и начинается непосредственно сварка. К скрутке присоединяют зажим массы включенного сварочного аппарата, а к торцу скрученных проводников подносится графитовый или угольный электрод, который держится на конце второго сварочного провода с помощью специального держателя.
В итоге происходит короткое замыкание с образованием электрической дуги. Ее энергии достаточно, чтобы за 1-2 секунды расплавить концы медных проводников.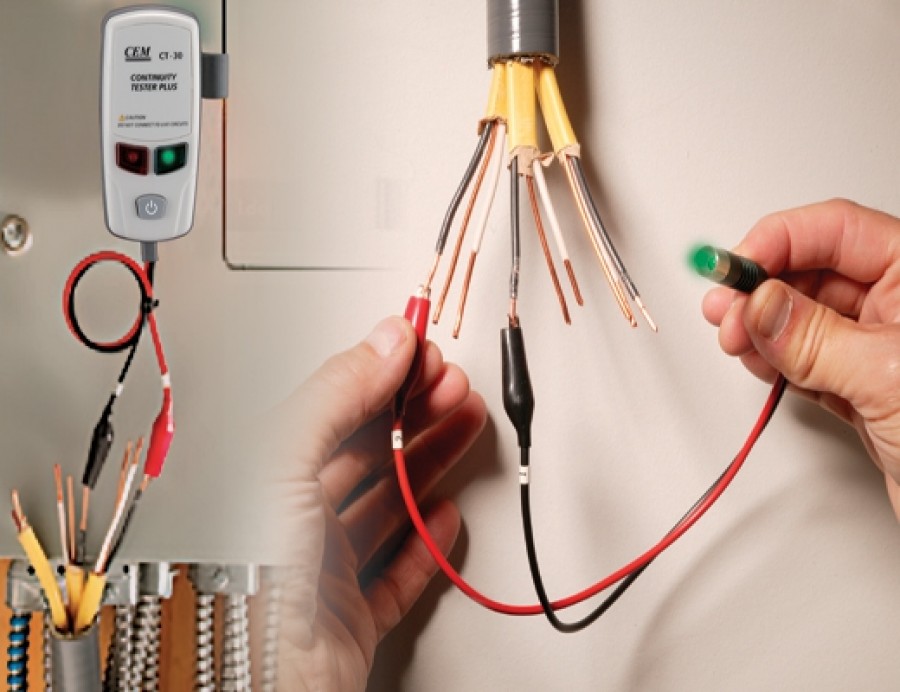
На конце скрутки образуется расплавленная капля меди, ей нужно дать время на остывание. После этого место скрутки изолируют лентой или термоусадочной трубкой (трубку надо надеть заранее).
Сварочное соединение получается высокого качества, по электрическим характеристикам оно не отличается от параметров всего медного провода, и прослужит не меньше, чем он.
Особенности процесса
Сварка медных проводов имеет свои особенности. Это связано с тем, что при температуре 300 °C медь становится хрупкой, а при 1080 °C плавится.
Электроды выдерживают температуру в три раза большую. Поэтому важно не передержать дугу, чтобы не повредить изоляцию и сами провода.
Для их защиты надо подсоединить в районе скрутки мощный радиатор, желательно из меди с большой поверхностью теплоотдачи и плотным прижимом к скрутке и потом только сваривать.
При сварке медных проводов скрутку желательно располагать вертикально. В этом случае расплавленная капля приобретет сферическую форму, которая охватит все свариваемые провода.
Иногда необходима сварка не одножильных, а многожильных медных проводов. В таком случае необходимо сначала поместить скрутку в гильзу, обжать, торчащий конец отрезать и потом его заварить.
Используемые электроды
Для сваривания медных проводов используются угольные или графитовые электроды с омеднением. Характеристики их практически одинаковы.
Они имеют температуру плавления в три раза больше, чем у меди, благодаря этому расход электрода минимальный; легко режутся, что позволяет получать удобную для сварки длину.
Угольные электроды дают дугу более высокой температуры, чем графитовые, что позволяет использовать их при минимальных сварочных токах. Они удобны и при использовании самодельных маломощных сварочных аппаратах.
Сварку графитовыми электродами чаще используют с инверторами, имеющими регулировку тока в широком диапазоне и нетребовательны к квалификации сварщика. Кроме этого медное сварное соединение получается более высокого качества.
Кроме этого медное сварное соединение получается более высокого качества.
Внешне электроды отличаются цветом – угольные черные, а графитовые темно-серые с металлическим отливом.
Если под рукой нет фабричных электродов, то при сварке их вполне могут заменить щетки от электродвигателя или угольный стержень из старой батарейки.
Аппараты для сварки скруток
Аппараты для сварки скруток медных проводов
Сварка скруток медных проводов
Важна ли сварка проводов?
Скрутка является очень распространенным видов соединения медных проводов и достаточно надежным. Сварка сильно улучшает качество скрутки, повышая ее надежность и долговечность. Отзывы электриков-профессионалов и тесты электролабораторий говорят о том, что сварка скрутки — это гарантированно отличный контакт провода, не подверженный окислению и не требующий ревизий распаячных коробок с подтяжкой контактов. В современном электромонтаже с использованием дорогих комплектующих электропроводки это очень важно. Ведь электрика — это и наука о контактах.Сначала рассмотрим варианты электроаппаратов для сварки скруток.
точечная сварка медных проводов
Разновидности сварочных аппаратов
Выделяются три основные группы сварочных аппаратов, которыми пользуются электрики (и не только) для соединения проводов в современном электромонтаже:
- узкопрофильные сварочные аппараты для сварки скруток медных проводов, такие как ТС-700 и его аналоги российского и импортного производства;
- инверторные сварочные аппараты общего назначения;
- сварочные аппараты собственного производства из понижающих трансформаторов.
точечная сварка проводов
Описание этих типов сварочных аппаратов, их особенности
Сварочные аппараты для сварки спайки медных электропроводов.
Сварочные аппараты заводского изготовления для электросварки медных скруток приспособлены только для электромонтажа проводов. Работать со скрутками ими очень просто. Корпус аппарата компактный, с ремнем для переноски. Клавиша включения/выключения, питающий провод, провод массы с зажимом или фиксатором и провод держателя для электрода. Для них используются специальные угольные электроды для сварки медных проводов. Такими аппаратами можно сваривать как жесткие, так и многожильные медные провода.
Клавиша включения/выключения, питающий провод, провод массы с зажимом или фиксатором и провод держателя для электрода. Для них используются специальные угольные электроды для сварки медных проводов. Такими аппаратами можно сваривать как жесткие, так и многожильные медные провода.
сварочный аппаратТЭС 700
Инверторные сварочные аппараты
Это обычные инверторные сварочные аппараты, но ими можно сваривать и медные скрутки. Такие аппараты тоже удобны в переноске. Для соединения провода массы аппарата со скруткой лучше использовать какой-либо зажим. Так же, опытным путем надо подобрать оптимальное значение сварочного тока (от 60 до 110 А). Электроды используются медноугольные. Сварочный ток лучше постоянный.
Инверторные сварочные аппараты
Самодельные сварочные аппараты проводов
Это аппараты сделанные электриками-умельцами из различного рода понижающих трансформаторов. В общих чертах — это трансформаторы мощностью от 300 Вт до 800 Вт, с напряжением на вторичной обмотке от 9 В до 36 В. Провода на массу и держатель делают из нескольких проводов, чтобы было от 15 кв. мм. Электроды в этом случае, зачастую — это угольные стержни батареек.
Самодельные сварочные аппараты
Как свариваются скрутки проводов?
- Нужно удалить изоляцию с проводов на 50-60 мм, сделать скрутку.
- Плоскогубцами или зажимами соединить скрутку с массой.
- Электродом за 1 сек. обварить конец скрутки до шарика на конце.
- Остудить и изолировать скрутку.
сварка проводов
Кто может сваривать медные скрутки проводов?
Теоретически — кто угодно, лишь было понимание электрики и электромонтажа. И все-таки, делать сварку скрутки медных проводов лучше профессионалу-электрику. Обратить внимание нужно на то, чтобы не спалить изоляцию проводов, чтобы скрутка была не коротенькой, а капля сварки, по возможности, без раковин.
Кто может сваривать медные скрутки проводов
Оцените качество статьи:
сварка медных проводов | Советы электрика
07 Янв 2012 Самоделки, Советы специалиста
Итак, по многочисленным просьбам читателей я расскажу о своем сварочном аппарате, с помощью которого я свариваю скрутки медных проводов в распредкоробках.
Когда я только начинал заниматься электромонтажом, провода я соединял либо на зажимы, или болтовое соединение делал, а если на цепи освещения то просто делал хорошую скрутку и все.
Затем однажды я увидел как сваривается скрутка электопроводки, посмотрел внимательно на получившееся соединение, попробовал так сказать на зуб и мне это дело очень приглянулось.
Соединение при сварке получается однородное, то есть несколько проводов становятся как бы единым целым, правда медь при этом немного отжигается в месте сварки, то есть становится мягче или пластичнее что ли и в этом месте сама скрутка хуже работает.
Но это только вокруг сварки, по длине не более 10-15 мм в зависимости от количества скрученных проводов и сечения. А так как скрутка длиной 30-40 мм, а то и более, то по оставшейся поверхности соединение остается надежно скрученным.
Первое время я сварочник брал у знакомого напрокат, но это было неудобно- то знакомого нет, то сварочник занят, то еще что нибудь.
Тогда решил сделать свой сварочник, тем более подвернулся подходящий понижающий трансформатор 220/12 Вольт мощностью 0,25 кВ*А (250 Ватт).
Собрал все это дело буквально за полчаса из подручных материалов, да и все что понадобилось- это обрезок доски на основание (а досок на стройке всегда много) и соединительные провода, которые у настоящего электрика конечно же всегда есть)))
Что из всего этого получилось- смотрите ниже на видео.
Должен отметить что есть много противников скруток, говорят что это пошлый век и что это недолговечно и т.д.
Могу сказать на это следующее: если я расключил провода в распредкоробке скруткой и потом сварил еще сваркой концы скрутки- я сплю спокойно!
То есть я уверен что с этим соединением абсолютно ничего не случится при любых нагрузках на провод, соответствующих его сечению. Можно распредкоробку закрывать гипсокартоном, заштукатуривать и т.д. то есть забыть про нее, ничего в дальнейшей эксплуатации там проверять, подтягивать не надо.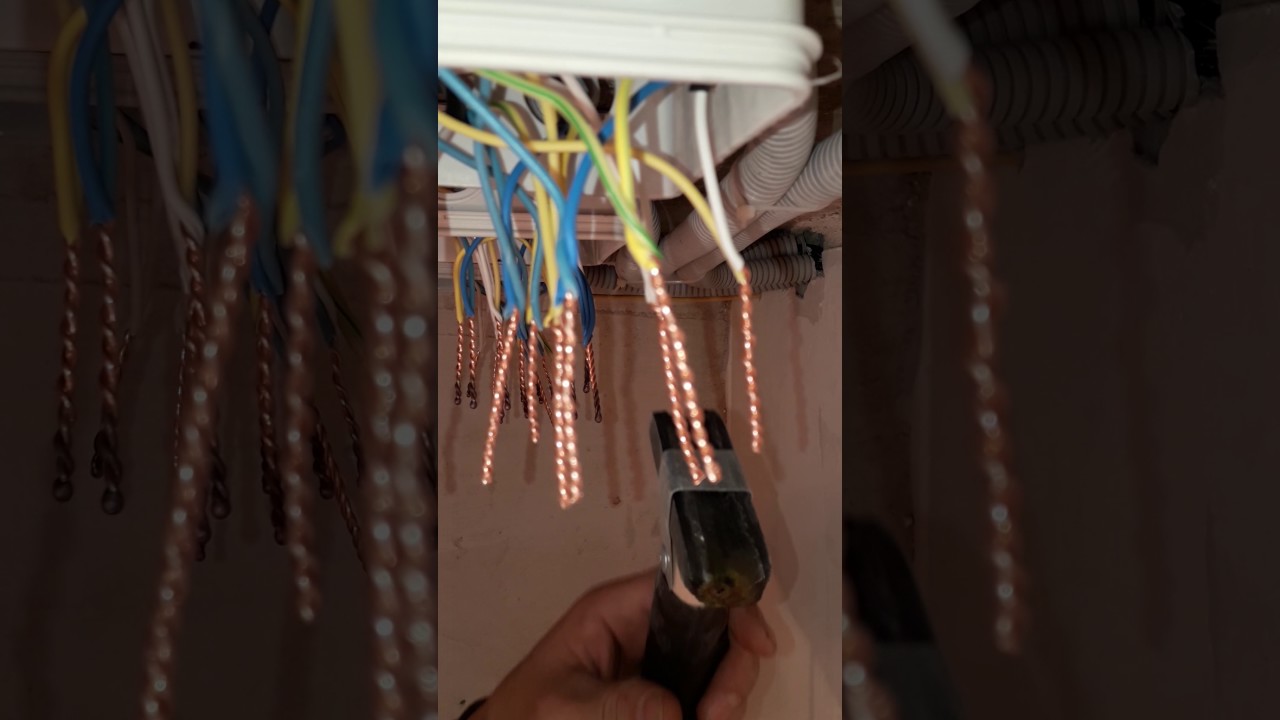
Естественно все это при условии что провода выбраны по сечению правильно и правильно подобраны автоматические выключатели для электропроводки.
Итак, специально для вас, видеообзор о сварочном аппарате для сварки скруток медных проводов электропроводки:
Если видео понравилось- кликните по кнопке +1 и “retweet” вверху статьи- буду очень благодарен!
Узнайте первым о новых материалах сайта!
Просто заполни форму:
Теги: аппарат для сварки, как сделать сварку провода, сварка, сварка скрутки
Сварка проводов — дешево и сердито
На данный момент, сварку проводов, считаю самым надежным соединением. При качественной сварке, переходное сопротивление равняется нулю, благодаря полной однородности соединения.
Сварка относится к неразборным соединениям. В электропроводке, данный тип соединения применяю там, где соединение будет не доступно, после выполнения строительных и отделочных работ. Например, за гипсокартонными или натяжными потолками.
Сварка медных проводов — довольно сложный технологический процесс. Соединение металлов происходит на молекулярном уровне. Проверить качество сварки «на глаз», невозможно. Поэтому новичкам сварки, следует знать несколько моментов:
- При сварке медных скруток, в шарике образованном при сварке, может образоваться воздушная раковина. Это довольно сильно снижает надежность контакта. Чтобы этого избежать, следует стараться сваривать скрутку немного приподнятой вверх. При таком способе шарик немного смещается в бок, что не очень красиво, но гарантировано снижает пористость контакта.
- Сваренный контакт боится механической нагрузки. Если сваренные жилы несколько раз согнуть в разные стороны, то соединение разрушиться. Поэтому перед сваркой провода нужно скручивать.
- Длина скруток не должна быть меньше 3 см. Это позволит удобно взяться плоскогубцами за жилы, и не позволит оплавиться изоляции проводов при сварке.
 При таком способе шарик немного смещается в бок, что не очень красиво, но гарантировано снижает пористость контакта.
При таком способе шарик немного смещается в бок, что не очень красиво, но гарантировано снижает пористость контакта.
Старайтесь не дать разогретому шарику металла упасть. Если раскаленный металл попадет на кожу, то легко может пройти до кости. Если капля металла упадет на деревянный пол, то может возникнуть пожар. В процессе работы, обязательно используйте защитные очки для сварки!
Для сварки проводов применяю решение «из коробки» и свариваю с помощью сварочного аппарата Призма ТС-700-2, предназначенного только для сварки скруток. Свариваются провода довольно быстро. Если не учитывать время на скручивание и изоляцию проводов, то на одно соединение требуется не более 5 секунд. Себестоимость соединения, при таком методе — копеечная. Один электрод для сварки стоит около одного доллара. Его хватает примерно на 700 соединений.
Конечно, сваривать скрутки или использовать другие методы соединений проводов, каждый пусть решает сам. Для меня сварка это, прежде всего гарантия того, что независимо от количества соединений в электропроводке и сложности объекта, я могу быстро выполнить надежное и долговечное соединение для своих заказчиков. При этом, не нарушая действующие нормативы Республики Беларусь и значительно сэкономить деньги своих клиентов.
Соединение проводов и кабелей
Как правильно соединить провод в распределительной коробке
Самая спорная и болезненная проблема при электромонтажных работах соединение проводов и кабелей в распределительной коробке. Электрики варят, гильзуют (опрессовывают), паяют, пользуются различными сжимами (колодки, ваги, клеммы, СИЗы – соединительные изолирующие зажимы), скручивают.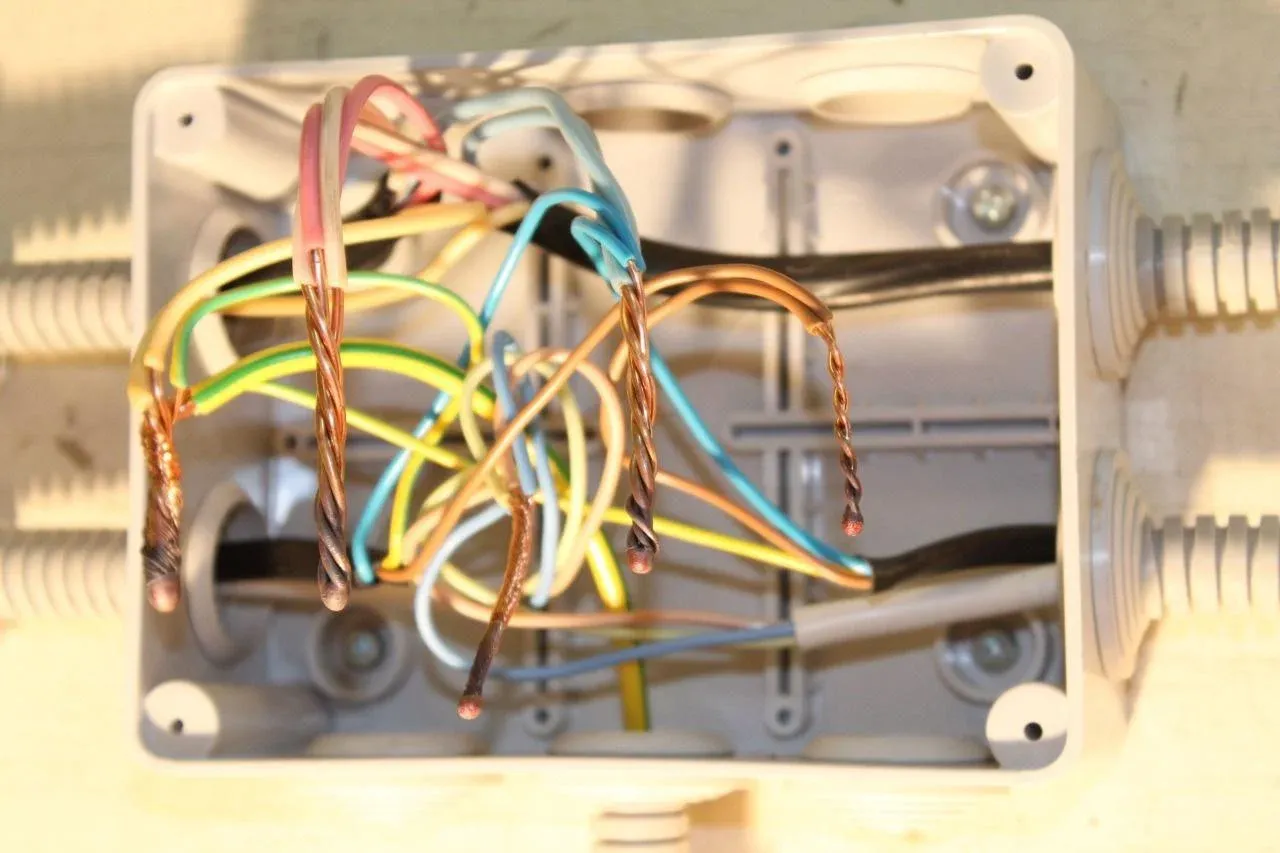 Сколько электриков, столько различных мнений.
Сколько электриков, столько различных мнений.
Что говорят правила соединения проводов и кабелей
Будем пользоваться несколькими источниками актуальных на сегодняшний день. ПУЭ-7 (Правила устройства электроустановок), СНиП 3.05.06-85 (Электротехнические устройства), ГОСТ Р 50571.5.52-2011. ( Электроустановки низковольтные).
ПУЭ-7 Глава 2.1
Раздел: Электропроводки
2.1.21. Соединение, ответвление и оконцевание жил проводов и кабелей должны производиться при помощи опрессовки, сварки, пайки или сжимов (винтовых, болтовых и т. п.) в соответствии с действующими инструкциями, утвержденными в установленном порядке.
2.1.22. В местах соединения, ответвления и присоединения жил проводов или кабелей должен быть предусмотрен запас провода (кабеля), обеспечивающий возможность повторного соединения, ответвления или присоединения.
СНиП 3.05.06-85
3. Производство электромонтажных работ
Раздел: Электропроводки
3.34. Все соединения и ответвления установочных проводов должны быть выполнены сваркой, опрессовкой в гильзах или с помощью зажимов в ответвительных коробках.
Металлические ответвительные коробки в местах ввода в них проводов должны иметь втулки из изолирующих материалов. Допускается вместо втулок применять отрезки поливинилхлоридной трубки. В сухих помещениях допускается размещать ответвления проводов в гнездах и нишах стен и перекрытий, а также в пустотах перекрытий. Стенки гнезд и ниш должны быть гладкими, ответвления проводов, расположенные в гнездах и нишах, должны быть закрыты крышками из несгораемого материала.
ГОСТ Р 50571.5.52-2011.
526 Электрические соединения
526.2 При выборе средств соединения следует учитывать:
— материал проводника и его изоляцию;
— число и форму проводов, формирующих проводник;
— площадь поперечного сечения проводника;
— число проводников, которые будут соединены вместе.
Примечания:
1 Использование соединений пайкой рекомендуется избегать, за исключением коммуникационных схем. Если такие соединения используются, то они должны быть выполнены с учетом возможных смещений, механических усилий и повышения температуры при коротких замыканиях
Развернутый комментарий
Мы рассмотрели все нормативные акты регламентирующие соединение проводов. Рассмотрим преимущества и недостатки.
Опрессовка (гильзовка)
Рекомендуют все нормативы
Очень качественно соединение, большая площадь контакта. Недостаток пожалуй один, гильза большая по размеру и приходится делать большие распределительные коробки, что отражается на дизайне помещения.
Гильза, скрутка и клемма Ваго
Фото и краткое описание
Слева на фото соединение выполненное с помощью гильзы. Провода вставляются в луженую гильзу и обжимаются специальным прессом. Если гильза подобрана правильно соединение получается очень хорошее В центре скрутка, если сделать как на фото будет не хуже гильзы, но правилами запрещена, мы с своей работе не используем. Справа попытка отремонтировать проводку с помощью Ваги, соединение нагрелось, клемма расплавилась, так и до пожара недалеко.
Сварка
Рекомендуют все нормативы
Хороший контакт, малые габариты. Недостаток, проблематично проварить соединение большого количества проводов не повредив изоляцию (очень сильный нагрев).
Пайка
Предписывает применение только ПУЭ, СНиП умалчивает, а ГОСТ вообще рекомендует избегать соединения с помощью пайки.
Качественно спаять даже два провода достаточно сложно, но если удастся соединение будет качественным. Пропаять пять, шесть и более проводов практически не реально, тем более под потолком или в трудно доступном месте, куда большинство заказчиков просит поставить распределительную коробку, чтоб глаза не мозолила.
Скрутка
Запрещена
Хотя лучше еще никто не придумал. Всегда сначала провода скручивают, а потом варят, паяют, обжимают. Не буду агитировать, будем соблюдать правила, скрутка в чистом виде – ЗАПРЕЩЕНА!
Всегда сначала провода скручивают, а потом варят, паяют, обжимают. Не буду агитировать, будем соблюдать правила, скрутка в чистом виде – ЗАПРЕЩЕНА!
СИЗ, клемма Ваго и винтовой сжим
Фото и краткое описание
Слева на фото соединение выполненное с помощью СИЗов. Провода сначала скручены, что само по себе неплохо, а поверх закручен колпачок в полном соответствии с правилами. В центре Вага (с подъемными флажками считается лучшим вариантом), отработала под нагрузкой около двух лет, оплавленная пластмасса и изоляция. Справа винтовой зажим, проблема та же что и с Вагой, соединение греется, последствия не предсказуемы
Сжимы
Рекомендуют все нормативы
Есть масса различных зажимов для проводов, все они сертифицированы, но, к сожалению, имеют различное качество.
Самые распространенные клеммы «Wago»: монтаж быстрый, выглядит красиво, но долгих нагрузок приближенным к максимальным не выдерживают. Наша компания использует «Ваги» только в случае работы по согласованному проекту, где четко прописана модель соединительных клемм. Тем самым мы снимаем с себя ответственность в случае нештатной ситуации, перекладывая ее на проектировщика и производителя клемм.
Винтовые зажимы: Качественное соединение получается только с зажимах, где под винтом есть дополнительные лепесток, а если винт вкручивается непосредственно в провод, со временем жди подгорания.
СИЗ (Соединительный изолирующий зажим): При использовании в чистом виде проблема та же что у сварки и пайки, зажим большого числа проводов. Но если делаем сначала скрутку, двадцать-двадцать пять миллиметров, а поверх накрутить СИЗ результат получается отличный. Соединение не подвергается нагреву, что положительно влияет на дальнейшую эксплуатацию. Мы используем такой метод более пятнадцати лет и не имели не одного нарекания. Есть единственный недостаток, из под СИЗа торчит оголенная шейка, которую требуется дополнительно изолировать.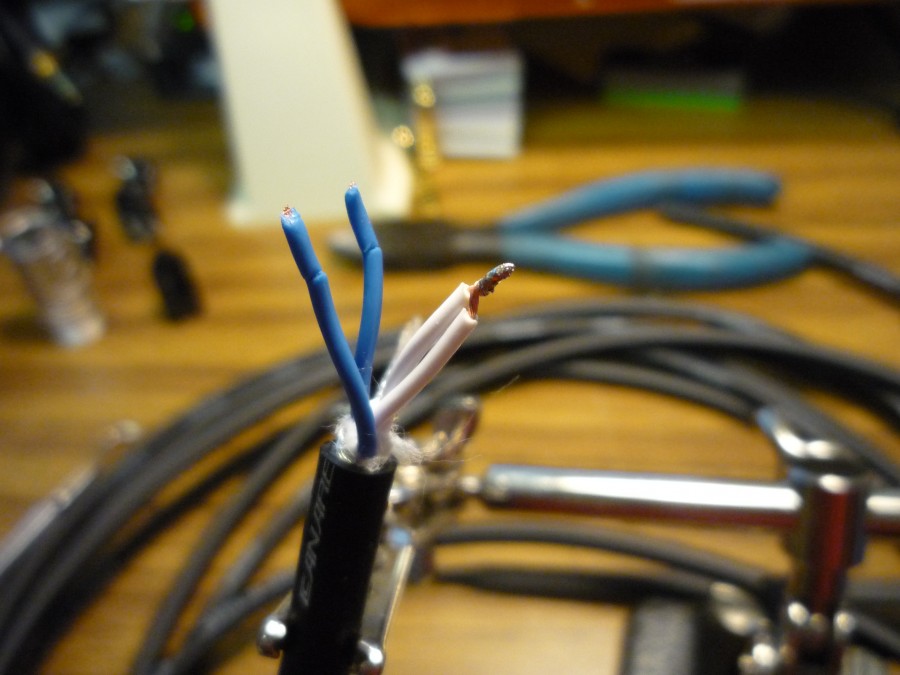 Поэтому способ не такой эстетичный как; клеммы «Wago», но соединение получается очень хорошее, площадь контакта значительно превышает сечение проводника.
Поэтому способ не такой эстетичный как; клеммы «Wago», но соединение получается очень хорошее, площадь контакта значительно превышает сечение проводника.
Как правильно соединить провода. Соединение сваркой
Как правильно соединить провода. Соединение сваркой
Как правильно соединить провода. Соединение сваркой
Содержание:
# Как правильно соединить провода
# Оборудование для сварки графитовым электродом
# Соединение проводов сваркой
# Требования к соединениям проводов
В электрике несколько видов контакта. Есть контакт, или его нет. И самое противное – периодическое пропадание контакта.
В месте соединения проводов надёжность контакта зависит от того, как выполнено соединение.
Главная книга, можно сказать хрестоматия, электрика — ПУЭ (Правила Устройства Электроустановок) вот что говорит об этом:
2.1.21. Соединение, ответвление и оконцевание жил проводов и кабелей должны производиться при помощи опрессовки, сварки, пайки или сжимов (винтовых, болтовых и т. п.) в соответствии с действующими инструкциями, утвержденными в установленном порядке.
Соединениям проводов посвящено много статей. Хотелось бы немного добавить, опираясь на свой опыт, про соединение проводов сваркой.
коробка собранная в 60-х годах прошлого века.
Вот фото соединительной коробки собранной в 60-х годах прошлого века. Соединения не потеряли своей надёжности. Без нынешних больших нагрузок эта проводка могла бы ещё послужить. Если бы не изменения свойств проводника и изоляции в худшую сторону. Вмешательство, мягко говоря, не профессионалов тоже не добавило надёжности. В данный момент пользоваться этой проводкой опасно.
соединение проводов сваркой много лет назад
Вот ещё один пример соединения проводов сваркой выполненного в 60-х…70-х годах. ПУЭ (Правила Устройства Электроустановок) и многочисленные примеры из практики и эксплуатации весомые аргументы в пользу соединения проводов сваркой.
Соединение выполняется дуговой сваркой. Для этого требуется сварочный аппарат, угольные электроды любого типа. Я пользуюсь щетками от мощного двигателя постоянного тока. Для медных проводов лучше применять круглые омеднёные электроды. Правда их сложнее найти и они дороже.
В качестве сварочного аппарата можно использовать понижающий трансформатор 500…700 Вт. Напряжение вторичной обмотки 12…36 В. Сварочный ток 25 – 90 А в зависимости от сечения и количества свариваемых проводов.
Соединение проводов сваркой
Можно приобрести трансформатор сварочный электрика. Можно использовать сварочный аппарат. Я использую сварочный аппарат инверторный САИ 160 РЕСАНТА. Сейчас очень большой выбор.
Применение сварочного аппарата инверторного для соединения проводов сваркой.
Порядок работы:
Выполнить скрутку проводов
Контактными плоскогубцами ( — в случае с постоянным током) сжать скрутку.
Провод с угольным электродом ( + в случае с постоянным током) поднести к скрутке.
Коснуться электродом скрученных концов проводов, возникнет дуга, производим сварку в течении 1 – 2 сек.
соединение проводов сваркой
В результате получается вот такое надёжное соединение. Готовые соединения изолируем ПХВ изолентой. Можно для изоляции применить термоусаживающиеся трубки. Технология на первый взгляд простая. Требуется умение и дополнительное оборудование. Увеличивается время, затраченное на работу. Но надёжность и безопасность этого стоит.
Ещё важное дополнение. Не забываем требования ГОСТ Р 50571.15-97 :
526.1 Соединения проводников между собой, а также их присоединение к оборудованию должны обеспечивать постоянную электропроводность цепи и соответствующую механическую прочность и защиту.
526.2 Выбирая способ соединения, следует соответственно учитывать:
— материал проводника и его изоляцию;
— количество и форму проволок, формирующих проводник;
— сечение проводника;
— количество проводников, которые будут соединяться вместе;
— условия среды и зоны помещений по взрыво- и пожароопасности.
Примечание — Пайку соединений силовых проводников следует избегать. Однако, если такие соединения применяются, их следует выполнять с учетом возможных их смещений и механических воздействий (см. пункты 522.6-522.8).
ГОСТ, ПУЭ и ещё многое, что нужно выполнять: Технические циркуляры для проектировщиков. Много нужных правил и норм (строительных, противопожарных, электробезопасности). Не говорю о смежных правилах (газовой службы, охранной сигнализации и тд. и т.п).
Лично я провариваю соединения в силовых распределительных коробках. Соединения в коробках освещения выполняю при помощи СИЗ (Колпачки для скрутки проводов СИЗ или зажимы соединительные изолирующие СИЗ)
Распределительные коробки групп розеток и освещения
В заключении повторюсь. Доверяйте выполнение работ профессионалам. Профессионал не думает, как сделать просто быстро. Он делает надёжно, быстро, просто и красиво. С учётом всех требований. В электричестве нет мелочей.
Хороших контактов!
Осипенко Сергей Яковлевич
Публикация на сторонних сайтах возможна только при указании ссылки на первоисточник — www.permelectric.ru
Установите розетку 220 В для вашего сварочного аппарата
В какой-то момент большинство редукторов больше не может сопротивляться желанию сделать две металлические части одной. И почему бы нет? Приличное сварочное оборудование теперь недорогое и доступно для энтузиастов любого уровня подготовки. Я унаследовал аккуратно использованный сварочный аппарат Lincoln Electric AC-225, который дал мне хороший повод отойти от своего сварочного аппарата MIG и овладеть древним искусством сварки штангой. Также потребовалось установить в гараже розетку на 220В.
Перед этим я должен сказать, что я НЕ лицензированный электрик.Я даже не электрик без лицензии. Фактически, однажды я убил себя электрическим током, устанавливая посудомоечную машину. Это правдивая история. Электричество может быть опасным, а источника питания, проходящего через вашу электрическую панель, более чем достаточно, чтобы убить вас в захватывающем шоу света и огня.
Итак, с учетом сказанного и со здоровым страхом перед электричеством, приступим — на ваш страх и риск! Хотя инцидент с посудомоечной машиной теперь ускользает из памяти, он произвел на меня такое впечатление, что я обратился за помощью к специалистам-электрикам в моем местном хозяйственном магазине для этого проекта.Я бы посоветовал вам сделать то же самое или проконсультироваться с производителем оборудования, которое вы собираетесь использовать в цепи, перед покупкой материалов.
- Прежде чем прикасаться к чему-либо еще, отключите основное питание блока выключателя.
- Снимите металлическую крышку, чтобы получить доступ к выключателям. Вам нужно будет указать марку и модель вашей коробки, а также определить, есть ли в ней место для двухполюсного выключателя — они занимают два места. Если вы зашли так далеко, то готовы отправиться в магазин бытовой техники или электроснабжения, чтобы купить выключатель, кусок электрического провода и розетку.СОВЕТ. Обратите особое внимание на качество материалов, которые вы покупаете для этого проекта. Перегрузка цепи представляет собой явную опасность возгорания и поражения электрическим током, а также может повредить ваше оборудование. Обязательно приобретите прерыватель, рассчитанный на силу тока или выше, необходимую для вашего сварщика, провод соответствующего калибра для цепи такого размера и соответствующую розетку, соответствующую вилке вашего сварщика. Если вы не знаете, что именно покупать, обратитесь за помощью. Для моего Lincoln Electric Arc 225 требуется двухполюсный прерыватель на 50 А и трехконтактная розетка с проводом не менее 6, соединяющим их.Здесь важно отметить, что на фотографиях моей установки и черный, и белый провода горячие. В четырехпроводной схеме белый цвет, вероятно, будет нейтральным, а черный и красный — горячими. Зеленые или неизолированные медные провода обычно являются заземляющими проводами. Поскольку это трехпроводная установка, мы используем белый цвет для второго горячего провода.
- На стороне прерывателя провода подсоедините горячий провод к каждому винту прерывателя и защелкните прерыватель в коробке. УБЕДИТЕСЬ, ЧТО В КОРОБКЕ НЕТ ПИТАНИЯ! Затем найдите пустое место на шине заземления и подключите провод заземления.Убедитесь, что вы подключаете заземление к шине заземления, а не к шине нейтрали.
- Теперь дважды проверьте свои соединения, чтобы убедиться, что провода проложены правильно и все установлено надежно. Если вас устраивает, подсоедините розетку к стойке на стене и установите крышку розетки.
- Установите на место крышку выходной коробки, снова включите главный выключатель, подключите сварочный аппарат и проверьте питание! Удачи и счастливой сварки!

Как подключить розетку 220 к сварщику?
Любой электромонтаж может быть опасной задачей и требует соответствующих знаний.Электропроводка 220V для сварщика — это такой процесс, но если вы знаете, как это сделать, это тоже возможно. Обычно для выполнения этой работы требуется квалифицированный электрик, но если вы чувствуете себя достаточно уверенно в обращении с электрооборудованием, эта статья для вас.
Сварочный аппарат на 220 В подходит для тяжелых условий эксплуатации, и вам потребуется подключить внешнюю сварочную розетку для домашних сварочных работ. Кроме того, этот тип сварочного аппарата потребляет большое количество тока, поэтому он требует прочной проводки.
Вам также необходимо знать правильный размер автоматического выключателя и величину силы тока, прежде чем вы сможете безопасно пользоваться сварочным аппаратом. Для сварщика на 220 В вам понадобится выключатель на 50 А и трехконтактная розетка для тяжелых условий эксплуатации.
Калибр проволоки также должен соответствовать определенному току, необходимому вашему сварщику. Например, в нашем случае для автоматического выключателя на 50 ампер потребуется провод 6-го калибра. Итак, без лишних слов, давайте перейдем к пошаговой инструкции, как подключить сварщику розетку 220 В.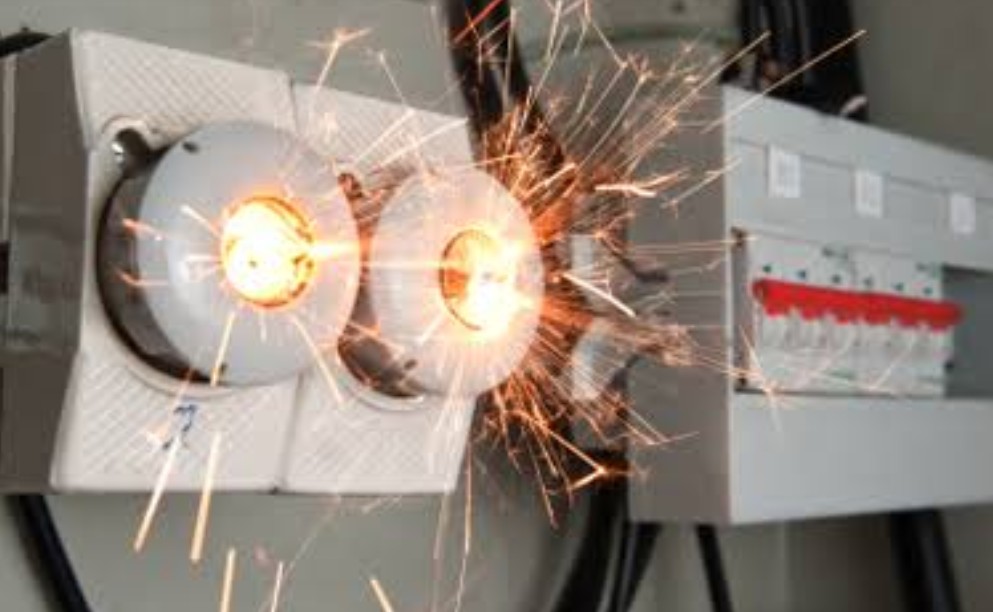
Подключение розетки 220 к сварщику: Пошаговая инструкция
Для этого проекта вам понадобятся;
- A 6 Провод AVG
- Монтаж заподлицо, 2 монтажной коробки
- Двухполюсный выключатель 50 А
- Некоррозионный клей
- Выходная крышка
- Устройство для разрыва кабеля и зачистки проводов
Шаг 1
Прежде всего выключите автоматический выключатель и заблокируйте ручку.Основное питание коробки выключателя должно быть отключено и не прикасайтесь ни к чему, особенно к металлическим частям, прежде чем включить выключатель.
Шаг 2
После выключения автоматического выключателя вы можете перейти к доступу к выключателям, сняв металлическую крышку. Мы полагаем, что к настоящему моменту вы уже приобрели прерыватель, розетку (2-местную коробку для скрытого монтажа) и кусок электрического провода в вашем местном магазине электроснабжения.
Обеспечьте получение высококачественных материалов для этого проекта, чтобы предотвратить опасность поражения электрическим током и повреждения вашего оборудования.Например, перегрузка цепи представляет собой явную опасность, поэтому, если вы не знаете, что делать, вам следует обратиться за помощью. Таким образом, убедитесь, что выключатель рассчитан на силу тока или выше, требуемую для вашего сварщика, а также убедитесь, что провод и розетка правильного калибра соответствуют вилке вашего сварщика.
Шаг 3
Следующим шагом является определение марки вашего блока выключателя, чтобы определить, может ли он при необходимости вместить двухполюсный выключатель.
Щелкните, чтобы выбрать лучший двухполюсный выключатель на 50 А
Шаг 4
Разместите двухполюсный выключатель на 50 А внутри коробки выключателя в двух отведенных местах.
Шаг 5
Определите расстояние от автоматического выключателя до места, где вы хотите установить розетку.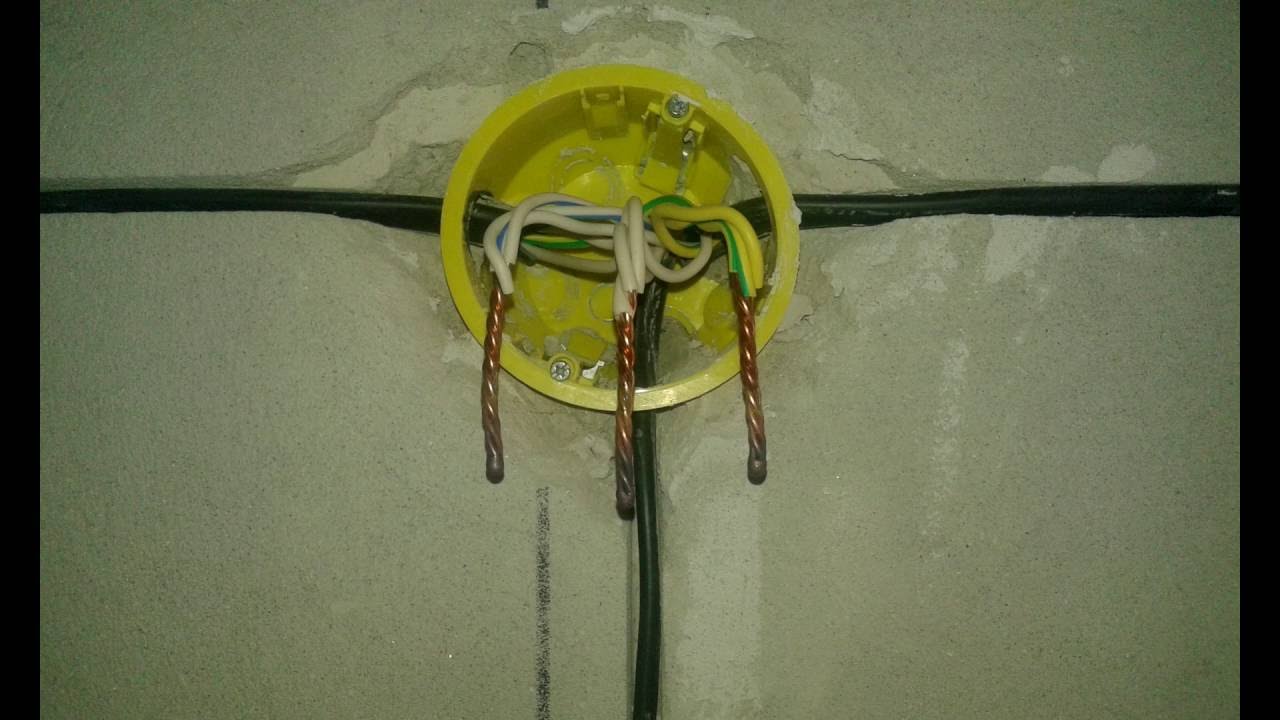 Отметьте в стене отверстие, куда вы хотите подключить розетку 220 В, затем прикрепите 2-местную коробку для скрытого монтажа и прикрутите ее. Выберите самый короткий маршрут, и вам может потребоваться пройти сквозь стены или пол. Кроме того, вам может потребоваться выполнить несколько измерений в зависимости от препятствий между коробкой автоматического выключателя и розеткой или планировки вашего помещения.
Отметьте в стене отверстие, куда вы хотите подключить розетку 220 В, затем прикрепите 2-местную коробку для скрытого монтажа и прикрутите ее. Выберите самый короткий маршрут, и вам может потребоваться пройти сквозь стены или пол. Кроме того, вам может потребоваться выполнить несколько измерений в зависимости от препятствий между коробкой автоматического выключателя и розеткой или планировки вашего помещения.
Шаг 6
Теперь пора выполнить электромонтаж. Вам понадобится как минимум около 6 дюймов провода внутри вашей 2-х канальной коробки. Используйте кабельный рыхлитель, чтобы снять пластиковую оболочку с провода. Некоторая оболочка должна оставаться открытой в вашей коробке для розеток.
Шаг 7
Используйте тот же рыхлитель кабеля, чтобы вытащить около 12 дюймов пластиковой оболочки провода, который будет использоваться внутри коробки автоматического выключателя. Как и в коробке с 2-мя блоками, в коробке автоматического выключателя должна оставаться открытая пластиковая оболочка.
Шаг 8
На этом этапе вам нужно подключить провода. Во-первых, вам нужно поработать с проводами внутри 2-х групповой коробки. В идеале для этого проекта у вас будут черный, красный и неизолированный провода. И черный, и красный горячие, а голый — земля. Некоторые соединения могут иметь белый цвет, но он нейтральный, поэтому в этом нет необходимости.
Шаг 9
Теперь используйте инструмент для зачистки проводов, чтобы снять 1 дюйм оболочки на конце провода, и будьте осторожны, чтобы не зачистить больше, чем рекомендуется.Нанесите на концы проводов неагрессивный материал, чтобы предотвратить коррозию соединения.
Шаг 10
Возьмите провода (черный, красный и неизолированный) и закрепите их соответствующими винтами. Красный и черный должны быть подключены к двухконтактной клемме, а неизолированный провод — к клемме заземления. Теперь вы можете надеть крышку и убедиться, что она правильно закреплена. Вот и все с коробкой на 2 группы.
Теперь вы можете надеть крышку и убедиться, что она правильно закреплена. Вот и все с коробкой на 2 группы.
Шаг 11
Следующим шагом является соединение всех трех проводов с автоматическим выключателем.Снова необходимо снять провода и обернуть их антикоррозийным покрытием на концах, чтобы установить надежное соединение. Вы можете использовать руководство по эксплуатации выключателя, чтобы узнать правильные клеммы для подключения проводов. Если у вас есть белый провод, вам нужно будет его герметично закрыть и надежно удерживать внутри двухкладового ящика.
Шаг 12
Еще раз проверьте все, чтобы убедиться, что ваши соединения проложены правильно и что провода надежно проложены. Если вас устраивают соединения, накройте коробку автоматического выключателя и подключите сварочный аппарат к розетке.Теперь вы можете включить основной источник питания, а затем выключатель на 50 А, и на этом этапе ваша машина готова к сварке.
Заключительные замечания
Мы надеемся, что мы попытались объяснить процесс максимально простым языком, и при соблюдении надлежащих мер безопасности вы сможете запустить розетку 220 для сварщика с помощью всего лишь нескольких инструментов. Имейте в виду, что для этого проекта вам необходимо получить качественные материалы, но если вам недостаточно комфортно, всегда полезно нанять лицензированного электрика.Безопасная сварка!
Выбор сварочного кабеля подходящего размера
Мне нужно заказать сварочный кабель для нашего магазина, но я не уверен, что его правильный размер. Я видел несколько справочных таблиц, но хотел бы получить объяснение, как их использовать.
Сварочный кабель является проводником сварочного тока. Он состоит из серии тонких медных нитей, обернутых внутри непроводящей прочной оболочки (обычно из синтетического или натурального каучука различных цветов). Тонкие медные жилы придают сварочному кабелю большую гибкость, чем другие типы электрических проводников, а изолирующая оболочка предназначена для выдерживания повторяющихся перемещений по шероховатым поверхностям. По мере увеличения уровня тока (измеряется в амперах или амперах) диаметр сварочного кабеля и результирующая площадь поперечного сечения медной скрутки должны увеличиваться. Концепция похожа на поток воды через шланг. Шланг большего диаметра необходим для того, чтобы пропускать больший объем воды.Вы используете шланг меньшего размера для полива своего сада, а пожарная служба использует шланг гораздо большего размера для тушения пожаров.
Тонкие медные жилы придают сварочному кабелю большую гибкость, чем другие типы электрических проводников, а изолирующая оболочка предназначена для выдерживания повторяющихся перемещений по шероховатым поверхностям. По мере увеличения уровня тока (измеряется в амперах или амперах) диаметр сварочного кабеля и результирующая площадь поперечного сечения медной скрутки должны увеличиваться. Концепция похожа на поток воды через шланг. Шланг большего диаметра необходим для того, чтобы пропускать больший объем воды.Вы используете шланг меньшего размера для полива своего сада, а пожарная служба использует шланг гораздо большего размера для тушения пожаров.
«Пропускная способность» сварочного кабеля, также известная как допустимый ток или номинальная сила тока, означает максимальное количество электрического тока, которое кабель может безопасно проводить. Помимо площади поперечного сечения, другими факторами, влияющими на допустимую нагрузку сварочного кабеля, являются его длина, номинальное сопротивление (т. Е. Номинальное сопротивление), температурные характеристики изоляционного материала и температура окружающей среды.Более короткие кабели могут пропускать больший ток, чем более длинные кабели того же диаметра. Сварочный кабель часто имеет температуру жилы 75 ° C (167 ° F), 90 ° C (194 ° F) или 105 ° C (221 ° F). Хотя сам медный провод может выдерживать высокие температуры, создаваемые более высокой силой тока, прежде чем он будет поврежден, изоляция, защищающая его, расплавится. Сварочные кабели также часто рассчитаны на температуру окружающей среды 30 ° C (86 ° F). Более высокие температуры окружающей среды могут снизить их способность рассеивать тепло в окружающую среду и, таким образом, снизить их пропускную способность.Кроме того, несколько кабелей, плотно упакованных вместе, также могут иметь снижение способности рассеивать тепло. Несколько кабелей должны быть немного разнесены.
Обратите внимание, что, хотя медь является отличным проводником электричества, она все же имеет определенную степень сопротивления потоку электронов через нее. Следовательно, в кабеле будет возникать нагрев за счет сопротивления. Сварочный кабель правильного размера может стать теплым на ощупь после продолжительной сварки. Однако, если диаметр кабеля слишком мал для уровня тока, протекающего по нему, кабель будет перегреваться.Это может привести к потенциальной опасности возгорания, а также к повреждению самого кабеля (и, в конечном итоге, к обрыву и отказу кабеля). Разрыв изоляционной оболочки также может привести к поражению электрическим током. И наоборот, кабель, размер которого превышает допустимый для данного уровня силы тока, не проводит ток более эффективно, чем кабель надлежащего размера. Однако кабель большего диаметра обычно стоит больше за фут или метр, чем кабель меньшего диаметра, из-за увеличенного количества медных жил. Следовательно, кабели увеличенного диаметра могут быть экономически неэффективными.
Следовательно, в кабеле будет возникать нагрев за счет сопротивления. Сварочный кабель правильного размера может стать теплым на ощупь после продолжительной сварки. Однако, если диаметр кабеля слишком мал для уровня тока, протекающего по нему, кабель будет перегреваться.Это может привести к потенциальной опасности возгорания, а также к повреждению самого кабеля (и, в конечном итоге, к обрыву и отказу кабеля). Разрыв изоляционной оболочки также может привести к поражению электрическим током. И наоборот, кабель, размер которого превышает допустимый для данного уровня силы тока, не проводит ток более эффективно, чем кабель надлежащего размера. Однако кабель большего диаметра обычно стоит больше за фут или метр, чем кабель меньшего диаметра, из-за увеличенного количества медных жил. Следовательно, кабели увеличенного диаметра могут быть экономически неэффективными.
Электрический кабель обычно классифицируется по размеру AWG (American Wire Gauge), где кабель меньшего диаметра имеет больший номер. На рис. 1 указаны размеры AWG. Калибровочные размеры больше единицы равны нулю, также выражаются как 1/0 (произносится как «одна цифра»), два нуля, выражаются как 2/0 (произносится как «две доли»), 3/0 и 4/0. Кабели сечений от №4 до №4 / 0 обычно используются для сварочного кабеля.
Рисунок 1: Пример калибра проволоки |
В метрической системе размер сварочного кабеля обычно выражается в квадратных миллиметрах (мм2), представляющих площадь поперечного сечения кабеля. На рис. 2 показано сравнение сварочных кабелей с размерами AWG и метрическими размерами.
Рисунок 2: Сравнение размеров кабеля AWG / метрической системы |
Теперь при выборе кабеля подходящего размера для сварочного оборудования лучше всего выбрать кабель, способный выдержать максимальную мощность сварщика. Для этого нужно определить три фактора.К ним относятся:
Для этого нужно определить три фактора.К ним относятся:
• Общая длина сварочного контура
• Номинальная мощность источника сварочного тока
• Рабочий цикл источника сварочного тока
Сварочная цепь — это полный путь, по которому проходит электричество. Он включает в себя источник питания, кабель электрода, электрододержатель (или горелку TIG или механизм подачи проволоки и горелку), электрическую дугу, рабочий кабель и рабочий зажим. На рисунке 3 показана сварочная схема. Для определения правильного размера сварочного кабеля необходимо сложить полные длины кабеля электрода и рабочего кабеля.Кабель электрода подключается к держателю электрода, горелке TIG или механизму подачи проволоки. Рабочий кабель присоединяется к рабочему зажиму. Обратите внимание, что эти последние два элемента часто неправильно называют «заземляющий кабель» и «заземляющий зажим». Однако это неправильная терминология, так как «заземляющий» провод применяется только к первичной обмотке сварочной цепи (то есть к входящему силовому кабелю).
Рисунок 3: Пример сварочного контура |
Обратите внимание, что полярность сварки не влияет на размер необходимого кабеля.Не имеет значения, в каком направлении протекает ток через сварочную цепь, будь то постоянный ток положительный (DC +), постоянный ток отрицательный (DC-) или переменный ток (AC). Полярность и направление тока влияют только на сварочные характеристики и выбор электрода.
Номинальная выходная мощность источника питания — это просто максимальный уровень тока или силы тока, при котором машина предназначена для использования (обратите внимание, что некоторые источники питания могут производить токи, превышающие их номинальную выходную мощность, в течение коротких периодов времени). Этот номинальный выходной уровень обычно указывается в названии машины. Примеры включают «Idealarc® 250» (номинальная выходная мощность 250 А), Power Wave® S350 (номинальная выходная мощность 350 А), Flextec ™ 650 (номинальная выходная мощность 650 А) и т. Д.
Этот номинальный выходной уровень обычно указывается в названии машины. Примеры включают «Idealarc® 250» (номинальная выходная мощность 250 А), Power Wave® S350 (номинальная выходная мощность 350 А), Flextec ™ 650 (номинальная выходная мощность 650 А) и т. Д.
Рабочий цикл — это номинальная мощность источника сварочного тока, выраженная в процентах (%). Это процент десятиминутного периода, в течение которого источник питания может работать при заданном уровне выходного тока до превышения своего теплового предела (т.е. обмотки становятся слишком горячими) и отключения, если он имеет защиту от тепловой перегрузки.Как правило, при уменьшении уровней выходной мощности рабочий цикл увеличивается (до 100% или непрерывной выходной мощности). И наоборот, по мере увеличения выходных уровней (до максимальной выходной мощности) рабочий цикл уменьшается. Номинальные значения рабочего цикла можно найти на паспортной табличке источника питания и / или в руководстве по эксплуатации. Номинальный рабочий цикл источника сварочного тока обычно зависит от сварочных процессов, в которых он будет использоваться, его предполагаемого использования и от того, работает ли он от однофазного или трехфазного источника питания. На рис. 4 перечислены некоторые типичные различия между однофазными и трехфазными источниками питания, включая их типичные рабочие циклы.
Рисунок 4: Однофазные и трехфазные блоки питания |
Рисунок 5 — это пример диаграммы для выбора правильного сечения сварочного кабеля. Другие диаграммы можно получить у производителей кабелей и в справочниках по сварке. В качестве примера предположим, что у вас есть источник питания на 400 А с рабочим циклом 60% и вам требуется общая длина электрода и рабочих кабелей 100 футов. Из таблицы следует выбрать подходящий размер кабеля №2 / 0. Размеры кабелей увеличиваются для увеличения длины, прежде всего, с целью минимизировать падение кабеля. Для более высоких уровней тока часто рекомендуются два или более кабеля, которые следует подключать параллельно или вместе, чтобы разделить текущую нагрузку.
Из таблицы следует выбрать подходящий размер кабеля №2 / 0. Размеры кабелей увеличиваются для увеличения длины, прежде всего, с целью минимизировать падение кабеля. Для более высоких уровней тока часто рекомендуются два или более кабеля, которые следует подключать параллельно или вместе, чтобы разделить текущую нагрузку.
Рисунок 5. Выбор сварочного кабеля подходящего размера |
Следует также отметить, что помимо правильного выбора размера кабеля очень важно поддерживать сварочный кабель и кабельные соединения в хорошем состоянии.Любые трещины, порезы, пятна износа и т. Д. На сварочном кабеле могут снизить его токонесущую способность и создать горячие точки. Кроме того, изношенные или изношенные кабельные соединения с рабочим зажимом, наконечниками или соединителями с поворотным замком также могут снизить способность проводить ток и создавать горячие точки (см. Примеры в , рис. 6, ). Все изношенные, потертые и поврежденные части следует немедленно отремонтировать для обеспечения надлежащей работы и сведения к минимуму любых потенциальных угроз безопасности.
Рисунок 6: Примеры изношенного и поврежденного сварочного кабеля |
Что нужно для сварки в домашних условиях — Baker’s Gas & Welding Supplies, Inc.
Начало работы с домашней сваркой или изменение домашней сварочной установки приведет к множеству вопросов о безопасности, стоимости и лучших машинах и продуктах. Есть много факторов, которые следует учитывать, и даже больше мнений о том, каким из них стоит следовать.
Независимо от того, покупаете ли вы сварочный аппарат для использования дома в первый раз или переходите на новый аппарат, сварщики должны знать, как они могут безопасно управлять им и что им нужно иметь под рукой для сварки. В следующем руководстве будут изложены некоторые из основных рекомендаций по сварке в домашних условиях, чтобы избежать срабатывания прерывателя, повреждения дома / магазина или остановки в середине проекта, чтобы бежать в магазин за неожиданным инструментом.
В следующем руководстве будут изложены некоторые из основных рекомендаций по сварке в домашних условиях, чтобы избежать срабатывания прерывателя, повреждения дома / магазина или остановки в середине проекта, чтобы бежать в магазин за неожиданным инструментом.
Электроустановка для домашней сварки
Перед покупкой сварочного аппарата и особенно перед запуском его в первый раз очень важно сначала узнать, сможет ли гараж или магазин выдержать электрический ток, необходимый сварщику. Предполагая, что во время работы свет будет гореть, убедитесь, что выключатель не перегружен. Сварочные аппараты с низким напряжением предназначены для работы в домашней розетке, в то время как для моделей с более высоким напряжением требуются вилки большей мощности, такие как те, которые используются для электрических сушилок.
Многие сварщики рекомендуют начинать домашние проекты со сварочного аппарата Millermatic 141 MIG, поскольку он не требует напряжения более 120 В и отлично работает в большинстве домашних электрических розеток.Однако перед запуском всегда консультируйтесь с руководством сварщика и с опытным сварщиком или электриком. Существует так много разных исключений, которые следует учитывать, что ни одна онлайн-статья не может учесть их все. (Хотя сварщики TIG популярны среди квалифицированных сварщиков, домашние сварщики, особенно начинающие, как правило, избегают сварщиков TIG, потому что им требуется больше времени для обучения. Поэтому в этой статье основное внимание будет уделено базовому использованию MIG и сварочных аппаратов в домашних условиях. бывают исключения.)
Сварщик, такой как сварщик Millermatic 141 MIG, обычно может справиться с большинством домашних проектов, но некоторые сварщики предпочитают использовать дома сварочный аппарат на 220 В, чтобы сваривать более толстую сталь в тяжелых условиях и получать достаточно тепла для создания прочного сварка. Меньшая мощность означает меньше тепла, а для сварки более толстого металла требуется много тепла.
Для сварочного аппарата на 220 В электрик должен будет установить вилку, которая выдержит дополнительную силу тока, которая ему требуется.
В случае сварщиков, которые не могут изменить домашнюю настройку или хотят немного большей мобильности, существуют комбинации генераторов и сварочных аппаратов / генераторов, которые могут вызвать дополнительный шум, но будут выдавать мощность 3000, 4300 или даже 4500 Вт. .Сварщики, снимающие дом, могут обнаружить, что это лучшее решение, если они не могут подключить своих сварщиков к розетке.
Газовая установка для домашней сварки
После выбора сварщика газ может потребоваться или не потребоваться для защиты сварочной ванны. Сварочные аппараты создают сварной шов с помощью электрода с флюсовым покрытием, который защищает сварочную ванну, вместо защитного газа. Электрод с флюсовым покрытием делает сварку штучной сваркой дешевым и простым процессом, но он довольно грязный и требует большего мастерства, чем сварка MIG.Однако для случайного домашнего сварщика сварка штангой предлагает доступный способ сделать простой ремонт в доме.
Сварка
MIG — это более простой процесс для освоения, и он предлагает два варианта присадочной проволоки. Для выполнения сварных швов в процессе MIG используются порошковые и сплошные присадочные проволоки. Порошковая сварочная проволока MIG не требует защитного газа. Как и электроды для стержневой сварки, они обеспечивают сварочный присадочный материал и используют флюс для создания защитного барьера вокруг сварного шва при его охлаждении.Это позволяет сэкономить как на стоимости защитного газа, так и на необходимости хранить его в гараже, но шлак, образованный защитным флюсом, необходимо удалить, и поэтому сварной шов не будет таким чистым.
Многие домашние сварщики выбирают сварочный аппарат MIG, потому что он прост в освоении и предлагает универсальный и аккуратный сварной шов. Сварка MIG проволокой со сплошным сердечником требует использования защитного газа для защиты сварного шва, который обычно представляет собой смесь аргона и CO2 или иногда просто аргона, в зависимости от свариваемого материала. Сварка MIG сплошной проволокой и защитным газом без отслаивания шлака — это очень аккуратный процесс, который особенно полезен при ремонте автомобилей.
Сварка MIG сплошной проволокой и защитным газом без отслаивания шлака — это очень аккуратный процесс, который особенно полезен при ремонте автомобилей.
Может возникнуть соблазн купить топливный цилиндр меньшего размера на 20 кубических футов, но примите во внимание потенциальную экономию за счет использования большой баллона. Резервуар емкостью 80 или 125 кубических футов сэкономит на расходах на заправку и сэкономит время на поездку в магазин. Канистры меньшего размера полезно иметь под рукой, если защитный газ закончится в выходные дни, но покупка большего количества топлива сразу сэкономит время и деньги.
При хранении бензина в домашней мастерской или гараже убедитесь, что канистры с газом стоят вертикально и надежно, чтобы они не упали. Убедитесь, что газовые и топливные баллоны хранятся на безопасном расстоянии от сварочных работ и искр.
Gas также может вызвать проблемы при страховании жилья и аренде. Прежде чем совершить покупку, узнайте об ограничениях в вашей собственности и проявите особую осторожность с хранилищем газа, проведя его надлежащий осмотр и обслуживание. Некоторые полисы страхования жилья имеют ограничения и исключения, которые применяются, если в доме есть сосуды под давлением, включая газовые баллоны под давлением.
Сварочные изделия Essential для дома
Помимо сварщика, электрода и защитного газа, сварщикам необходимо будет рассмотреть продукт для резки металла, которым может быть что угодно, от отрезной пилы до ацетиленовой горелки или плазменной резки. Ацетилен легко воспламеняется, и его следует использовать только тем, кто знает о проблемах безопасности, которые он представляет. Разделочная пила с прочным основанием и прочным задним шарнирным стержнем отлично подойдет большинству сварщиков для выполнения многих задач по резке.
Угловая шлифовальная машина также необходима для подготовки металлов перед сваркой, что критически важно для создания чистого, прочного и безопасного сварного шва для сварки MIG. Некоторые сварщики предлагают ультратонкие отрезные диски для шлифовальных машин, чтобы свести к минимуму потери материала во время процесса шлифования. Лепестковые диски в угловой шлифовальной машине полезны для зачистки металла перед покраской.
Некоторые сварщики предлагают ультратонкие отрезные диски для шлифовальных машин, чтобы свести к минимуму потери материала во время процесса шлифования. Лепестковые диски в угловой шлифовальной машине полезны для зачистки металла перед покраской.
Хотя некоторых сварщиков можно купить с тележкой в комплекте, известно, что сварщики находят множество творческих решений, от адаптации тележки для инструментов до создания своих собственных. Сварочная тележка, купленная или построенная, особенно полезна как для безопасного хранения сварщика, так и для того, чтобы сварщики могли работать в наиболее безопасном и удобном месте.
Рабочие зажимы удерживают сварочные материалы на месте и обеспечивают ровный и аккуратный сварной шов. Сварщики имеют определенные проблемы в своих проектах, в которых они не могут работать без дополнительных зажимов. Зажимы — это небольшие предметы, которые могут иметь огромное значение для успешного завершения сварного шва.
Автозатемняющийся сварочный шлем, перчатки, кожаная обувь и защитная одежда — критически важные средства защиты, которые необходимы каждому сварщику. Все они подробно описаны в руководстве Бейкера: Основное сварочное оборудование и приспособления.
Безопасность для домашних сварочных работ
Безопасность — самый важный аспект домашней сварки, так как крошечная искра может сжечь гараж или магазин. Удалите легковоспламеняющиеся материалы, такие как коврики, в непосредственной близости от сварщика, а также любое другое топливо или газы, которые не используются.
Для максимально возможной безопасности в сварочном пространстве создайте сварочный «щит» с крючками в потолке и подвесите специально разработанные огнестойкие одеяла. Это защитит гараж от искр, а также предотвратит повреждение предметов, хранящихся в гараже или магазине, разбрызгиванием.Для сварщиков, которые хотят работать с открытой дверью гаража, но опасаются подвергнуть прохожих воздействию ультрафиолетовых лучей, есть прозрачные экраны, которые можно установить поперек проема гаража, которые пропускают свет, но блокируют лучи.
Держите под рукой не менее двух огнетушителей, а не в углу. Если возможно, работайте по металлу только в одном помещении, а по дереву — в другом. Скопившимся опилкам в трещинах и зазорах в стенах достаточно всего одной искры, чтобы начать тлеть.
Сварщики со смешанными помещениями используют воздуходувки для очистки своих рабочих мест и часто проверяют наличие дыма или тления после завершения своих проектов, но любые картонные коробки, обрезки дерева или опилки могут загореться, поэтому проверьте их через час или два после завершения. проект.
В случае пристроенных гаражей следует учитывать потребности в вентиляции, особенно зимой. Обычно для проветривания зоны сварки достаточно открытого окна с вентилятором, но перед тем, как начинать проект, проконсультируйтесь со специалистом-сварщиком.
Типичная безопасность при сварке включает в себя обеспечение надлежащего заземления сварщика и отсутствие в рабочей зоне беспорядка, такого как ненужные шланги и шнуры питания. Кроме того, регулярно проверяйте шланги на предмет утечек и перегибов.Лучшая сварочная установка — это такая, которая сводит к минимуму отвлекающие факторы и опасности, которые могут помешать работе над проектом.
4 типа сварки жгута электрических проводов
4 типа сварки жгута электрических проводов
Спрос на определенные продукты в значительной степени повлиял на способ производства жгутов электрических проводов и материалы, из которых они состоят. В качестве примера рассмотрим автомобильную промышленность. Поскольку на этапе проектирования пространство в моторном отсеке и вес имеют большое значение, потребность в легких материалах вынудила инженеров придумать новые способы добавления приправы для проводов и кабелей.Есть много различных типов технологий, предназначенных именно для этой цели. Вот некоторые из самых распространенных.
1. Ультразвуковая сварка — Новейший и, возможно, самый высокотехнологичный из различных методов сращивания включает создание прочной металлургической связи между отдельными проволоками посредством вибрации жил вместе с частотой от 15 до 40 кГц. Эта энергия колебаний заставляет поверхностные оксиды образовывать истирание на отдельных жилах проволоки, тем самым создавая металлургическую связь с высокой проводимостью.
Эта энергия колебаний заставляет поверхностные оксиды образовывать истирание на отдельных жилах проволоки, тем самым создавая металлургическую связь с высокой проводимостью.
Преимущество этого метода заключается в том, что на данный момент это самый низкоомный доступный вид сварки. Это низкое сопротивление позволяет использовать провода меньшего размера, которые при других методах плавления могут быть расплавлены. Это также позволяет осуществлять точный мониторинг и контроль как в отношении отключения электроэнергии при вибрациях, так и в отношении продолжительности. Однако, несмотря на преимущества, это не всегда лучший метод сварки для каждого приложения.
2. Сварка сопротивлением — Некоторые металлы обладают меньшей проводимостью, чем другие, и не подходят для ультразвуковой сварки.Сварка сопротивлением — это метод, используемый для сращивания многожильной проволоки, и лучше всего подходит для таких материалов, как никель или нержавеющая сталь. Несмотря на то, что это относительно дешевый метод, в нем присутствует большое количество тепла, которое может иметь тенденцию к отжигу проволоки и со временем вызывать повышенный износ электродов из-за плотности тока. Твердые, черные материалы обычно являются лучшими кандидатами для этого типа сварного шва.
3. Пайка — Пайка — одна из наиболее распространенных форм сварки из-за ее низкой стоимости, простоты использования и того факта, что это самый старый и наиболее традиционно используемый метод сварки.Он используется во многих проектах по обработке проводов, таких как оконцовка оловянных проводов. Пайка требует, чтобы техник подготовил провода, а затем использовал нагретый утюг для плавления проводящего материала, который соединяет провода вместе, что является влагонепроницаемым и проводящим.
Обратной стороной использования пайки является то, что ее труднее использовать в условиях крупносерийного производства. Из-за требований к прокладке кабеля, он часто используется для разовых проектов или приложений, где ожидается ремонт в полевых условиях, например, для прокладки кабелей для захвата звука.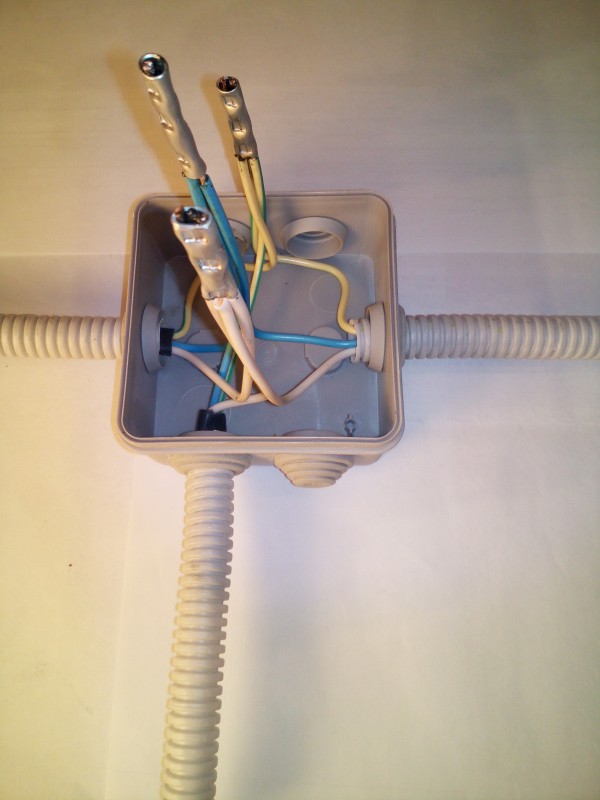
4. Лазерная сварка — Последним методом, хотя и дорогим, а иногда и сложным в использовании, является лазерная сварка. Эта форма сращивания используется практически исключительно для прикрепления датчиков к крошечным проводам. Из-за формы датчика сварной шов доступен только с одной стороны, что затрудняет использование других форм соединения.
Для получения дополнительной информации о различных методах сращивания жгутов электрических проводов позвоните нам прямо сейчас!
Welder Power — Разъемы переменного тока
Адаптеры для сварочных аппаратов
Сварка — это непросто, это жарко, физически тяжело и опасно.Большинство людей не осознают, насколько важна сварка в нашей жизни. Сварщики работают со всем: от автомобилей до самолетов, трубопроводов и зданий. В будущем потребность в сварщиках будет возрастать, и мы хотим быть уверены, что сможем помочь вам понять, как сохранить своих сварщиков энергией и выполнить свою работу.
Вы можете выбрать один из четырех основных типов сварки:
Дуговая сварка экранированного металла SMAW, этот тип использует электрический ток для образования электрической дуги между стержнем и металлами.
Газовая дуговая сварка металла GMAW / MIG, для этого типа требуется источник постоянного напряжения и постоянного тока, это также наиболее распространенный процесс, используемый сварщиками.
Дуговая сварка порошковой проволокой, этот тип был разработан как альтернатива сварке под защитным экраном.
Газовая вольфрамо-дуговая сварка GTAW / TIG, этот тип является наиболее распространенным методом сварки вместе толстых секций нержавеющей стали или цветных металлов.
(Кредит сварщика — декабрь 2014 г. https: // www.lincolntech.edu )
Для каждого типа сварного шва требуется сварочный аппарат, а для этих аппаратов требуется питание. Некоторые люди используют свои сварочные аппараты на складе, в промышленных гаражах или магазинах, где уже проведена электропроводка для конкретной розетки. Просто подключите его и приступайте к работе. Другие будут работать в домашних гаражах, на полях, на открытом воздухе и на рабочих местах, требующих неожиданных источников энергии.
Просто подключите его и приступайте к работе. Другие будут работать в домашних гаражах, на полях, на открытом воздухе и на рабочих местах, требующих неожиданных источников энергии.
Дома для питания сварочного аппарата можно использовать плиту, сушилку или генератор.Обычная розетка в домах называется NEMA 14-50R, это розетка на 50 А 125/250 Вольт. Мы можем предложить вам адаптер розеток WD1450650 Range для питания вашего сварочного аппарата на 50 А в домашних условиях.
Обычная розетка для бытовой сушилки — NEMA 14-30R или NEMA 10-30R, в зависимости от возраста вашего дома у вас будет одна из двух розеток, перечисленных здесь, для работы вашей сушилки. Мы можем предложить вам два варианта. Для розетки NEMA 14-30R у нас есть 18-дюймовый адаптер сушилки WD1430650-018, а для розетки NEMA 10-30R — 18-дюймовый адаптер WD1030650-018 для питания сварочного аппарата.
Типичная вилка для сварочного аппарата представляет собой трехконтактную вилку NEMA 6-50P или NEMA 10-50P на 50 А, которая подключается к адаптерам, перечисленным выше, если вы выберете соответствующий адаптер для своей вилки. NEMA 10-50P — это незаземленная вилка старого образца, для которой мы можем предложить решения, однако она встречается не так часто. Адаптер диапазона WD14501050 — хороший пример компактного адаптера, который можно использовать с вилкой такого типа.
NEMA 6-50P — это более современная и заземленная версия сварочной вилки.Возможно, вы заметили, что в большинстве приведенных выше примеров номер детали 650, NEMA 6-50P является более распространенным, поэтому у нас есть больше решений для продуктов этого типа.
Чаще всего используются сварочные аппараты на 50 А, однако у вас может быть сварочный аппарат на 30 А, и мы все равно найдем для вас решение. У нас есть список продуктов, из которых вы можете выбрать, например AD1450L630, AD1430L630 и AD1030L630. Эти адаптеры помогут вам получить питание от розеток сушилки, плиты и генератора.
Говоря о генераторах, если у вас есть сварочный аппарат с вилкой типа NEMA 6-50, у нас есть комплект адаптера для сварочного аппарата, который можно подключать ко многим другим выходам генератора. Это поможет, если вы находитесь на разных типах рабочих мест, где вы можете не знать, какой тип генератора вы будете использовать каждый день.
Мы перечислили множество способов, которые помогут вам подключить к электросети ваш сварочный аппарат сегодня. Если у вас возникла проблема с питанием сварочного аппарата, и мы не рассмотрели ее здесь, вы можете ознакомиться с нашим эпизодом AC WORKS ™ Wisdom о сварке, посетите нашего сварщика. сбор продукции на веб-сайте или свяжитесь с нашей службой поддержки клиентов для БЕСПЛАТНОЙ консультации.
Основы электросварки
Дуговая сварка — это процесс соединения двух металлических частей друг с другом с использованием электрической энергии. Дуговая сварка создает электрическую дугу, плавящую основной металл и обычно присадочную проволоку. Последующая ванна расплавленного металла затем затвердевает и сплавляет края основного материала, чтобы соединить металл вместе. Чтобы это стало возможным, электричество передается от источника питания через электрод.Электрический ток преобразуется в тепло из-за сопротивления потоку электронов через воздушный зазор. Эта интенсивная электрическая энергия создает дугу.
Виды сварки
Существует четыре основных типа процессов дуговой сварки, которые можно использовать для соединения металла. В их числе:
Ручная дуговая сварка металла (также известная как дуговая сварка защищенного металла или сварка палкой)
При дуговой сварке защищенным металлическим электродом сварочный аппарат использует электрод (стержень) с флюсовым покрытием для образования электрической дуги между основным материалом и стержнем.В дуге поток разрушается, образуя защитный газ. Этот процесс обычно используется в полевых условиях. Он не требует баллона с защитным газом, является портативным и имеет очень мало движущихся частей. Обратной стороной является то, что он медленный и неэффективный. Требуется источник питания постоянного тока (падающая характеристика). Он может использовать переменный или постоянный ток.
Он не требует баллона с защитным газом, является портативным и имеет очень мало движущихся частей. Обратной стороной является то, что он медленный и неэффективный. Требуется источник питания постоянного тока (падающая характеристика). Он может использовать переменный или постоянный ток.
Газовая дуговая сварка металла (также известная как металл в инертном газе (MIG) или металл активный газ (MAG))
В этом процессе сварки используется непрерывная катушка сплошной присадочной проволоки / электрода и внешний защитный газ.Этот GMAW требует постоянной мощности сварки от источника постоянного тока. Этот тип сварки является наиболее распространенным в промышленности для мастерских, поскольку он более эффективен, чем сварка штучной сваркой. У него больше движущихся частей, поэтому для его правильной работы требуются некоторые знания об оборудовании и о том, как его настроить.
MIG-сварка использует постоянный ток с источником постоянного напряжения. Таким образом, независимо от вылета (расстояние от конца контактного наконечника до конца проволоки) длина дуги остается неизменной.
Дуговая сварка порошковой проволокой
Есть два варианта FCAW. Газовая защита (внешний экран) и Самозащита (внутренний экран). Оборудование в основном такое же, как и для сварки MIG, но с небольшими изменениями. Самая большая разница — это конструкция электрода. GMAW использует сплошную проволоку, FCAW, как следует из названия, использует трубчатую проволоку с флюсом внутри. Вам нужно использовать ролики с накаткой, чтобы проволока не переминалась.
Обычно он имеет более высокую скорость наплавки, чем GMAW, при данной силе тока и размере провода, так как имеет более высокую плотность тока.Эта концепция будет объяснена в следующем блоге.
Газовая вольфрамовая дуговая сварка
Газовая вольфрамовая дуга похожа на современного кислородного сварщика. Вместо пламени он использует дугу для создания тепла, необходимого для плавления материалов. Как следует из названия, в этом методе для передачи тока используется легированный вольфрамовый электрод, а также может быть добавлен внешний наполнитель. Дуга защищена инертным газом для защиты электрода и сварного шва от атмосферы. Поскольку газовая вольфрамовая дуга требует двух рук и обычно используется для более сложной работы, поскольку требует большего мастерства.
Как следует из названия, в этом методе для передачи тока используется легированный вольфрамовый электрод, а также может быть добавлен внешний наполнитель. Дуга защищена инертным газом для защиты электрода и сварного шва от атмосферы. Поскольку газовая вольфрамовая дуга требует двух рук и обычно используется для более сложной работы, поскольку требует большего мастерства.
Источники энергии для электросварки
Для дуговой сварки может использоваться питание от источников переменного (переменного тока) или постоянного (постоянного тока). Цикл питания переменного тока включает как положительный, так и отрицательный полупериод. В течение полупериода ток движется в одном направлении и мгновенно останавливается на нуле. Затем он меняет направление и повторяет полупериод в обратном направлении. Это называется синусоидальной волной. Герц — это количество циклов в секунду. В Австралии наш переменный ток составляет 50 Гц, в США — 60 Гц.Переменный ток редко используется в современной промышленности, поскольку его цикличность связана с более высоким уровнем опасности поражения электрическим током. Исключением является GTAW, некоторая дуговая сварка под флюсом и ситуации, когда дуговая дуга является проблемой.
Электропитание постоянного тока движется в одном направлении и имеет либо отрицательно, либо положительно заряженный полюс. Две трети тепла всегда на положительной стороне. Поэтому обычно для GMAW / FCAW вы используете DC +, а GTAW вы используете DC-, чтобы не расплавить электрод.Если вы подключите электрод к отрицательно заряженной клемме постоянного тока, на положительной клемме будет выделяться тепло, и наоборот.
Общие термины
Длина дуги
Длина дуги — это расстояние от конца электрода до поверхности основного материала, на это расстояние влияет напряжение дуги.
Текущий (проточный)
Ток — это количество электронов, проходящих мимо заданной точки в сварочной цепи. Это измеряется в амперах. Теплота дуги изменяется за счет увеличения тока.
Это измеряется в амперах. Теплота дуги изменяется за счет увеличения тока.
Напряжение (давление)
Напряжение — это давление (VIP) — это величина электрического давления в дуге.
Напряжение замкнутой и разомкнутой цепи
Когда электрическая цепь замкнута, ток течет и вы выполняете сварку, это называется замкнутой цепью или напряжением дуги. Однако, если цепь не замкнута, значит, вы не выполняете сварку, цепь называется разомкнутой.Напряжение холостого хода (OCV) — это напряжение, измеренное на выходных клеммах, когда аппарат включен, но сварка не выполняется.
Вы заметите, что OCV всегда выше, чем у замкнутой цепи. Напряжение — это потенциальная энергия. Поэтому для зажигания дуги требуется более высокое напряжение. В Австралии безопасные уровни составляют 80 В для источников переменного тока и 115 В для источников постоянного тока без устройств понижения напряжения. Это заставляет некоторых людей думать, что более низкое напряжение переменного тока безопаснее, но, как упоминалось ранее, циклический характер имеет более высокий уровень опасности поражения электрическим током.
Изменение силы тока
MMAW — в зависимости от машины это может быть трансформатор, в котором вы вращаете ручку, или современный инверт, в котором используется небольшая ручка.
GMAW — изменяя скорость подачи проволоки, вы увеличиваете ток. С GMAW ампер и вольт должны быть в правильном соотношении.
Если сила тока слишком высока, чрезмерное проплавление, подрез и пористость из-за перегрева электрода. Если сила тока слишком мала, дуга становится нестабильной, повышается риск отсутствия плавления / проплавления и включений.
Изменение напряжения
При использовании источников питания постоянного тока (MMAW и GTAW) единственный способ изменить напряжение — это обычно увеличивать и уменьшать длину дуги. Некоторые машины имеют настройку силы дуги, которая незначительно эффективно изменяет напряжение дуги.