Сварка медных проводов: технология, аппарты для сварки
Необходимость сварки медных проводов связана с повышением надёжности электросетей. Это долговечный, прочный тип соединения и поэтому востребован в различных сферах производства. Технология доступна для освоения новичками, требует применения относительно несложного оборудования.
Сваренные медные провода
Технология сварки проводов из меди
Соединение проводов возможно выполнить двумя способами:
- контактным, заварить скрутку;
- выполнить сварку.
Конкретные варианты выбираются на основе требований к качеству соединения, особенностей эксплуатации проводки, электрических характеристик, а также наличия подходящего оборудования.
Сваривание выполняется на постоянном или переменном токах при напряжениях от 12 до 36 В. Используется оборудование, позволяющее выполнить точную регулировку по току, чтобы подобрать параметры под конкретные условия проведения работ, параметры заготовки.
Выгодно использование инверторов, которые обладают достаточной мощностью (до 1,5 кВт) и диапазоном регулировки силы тока в интервале 30–120 А.
В качестве держателя проводников к кабелям, идущим от инвертора, присоединяют специальные пассатижи или зажимы. При этом пассатижи соединяются с массой устройства, а зажимы — с плюсовым выходом.
Кроме функции крепления, пассатижи также выполняют роль теплоотвода. Поэтому перегрев меди, появление раковин или других видов дефектов исключено. Изоляция токопроводящих жил при нагреве также не пострадает и сохранит все свойства.
Для точечной сварки допускается применение трансформаторов, мощность которых не превышает 500 Вт. Напряжение выбирается в пределах от 12 до 36 В. Технология заключается в кратковременном контакте скрутки (1–2 с), закреплённой на контактном проводнике, с массой (держателем), подключённой к источнику тока.
Особенности сварки медных проводов
Сварка медных проводов имеет следующие особенности:
- применяются только графитовые электроды;
- длина зачистки изоляции должна составлять более 50 мм;
- процесс сваривания должен быть кратковременным, чтобы не расплавить жилу и не нарушить изоляционный материал;
- при работе важно пользоваться средствами защиты от ожогов и поражения током;
- подходящие режимы определяются экспериментально, поэтому заранее рекомендуется потренироваться на отдельных участках проводников.


Зачистка медных проводов для сварки
Аппараты для сварки медных проводов
Сваривание проводников из меди выполняется аппаратами с напряжением до 20 В. Применяется инверторное или трансформаторное оборудование, позволяющее зажигать небольшую дугу.
Как выбрать аппарат
Выбор аппаратов для сваривания проводников из меди проводится на основе следующих критериев:
- максимального сварочного тока;
- мощности;
- габаритов, веса;
- наличия предустановленных режимов работы.
В качестве источника питания для электродов может использоваться оборудование:
- трансформаторы;
- инверторы.
Трансформаторы
Для сваривания медной проводки достаточно использование регулируемых трансформаторов по току (нагрузка не менее 400 А), так как требуется кратковременный разогрев до +10800С. Работы нужно выполнять при подключении с прямой полярностью, так как при таких условиях обеспечивается стабильное горение дуги.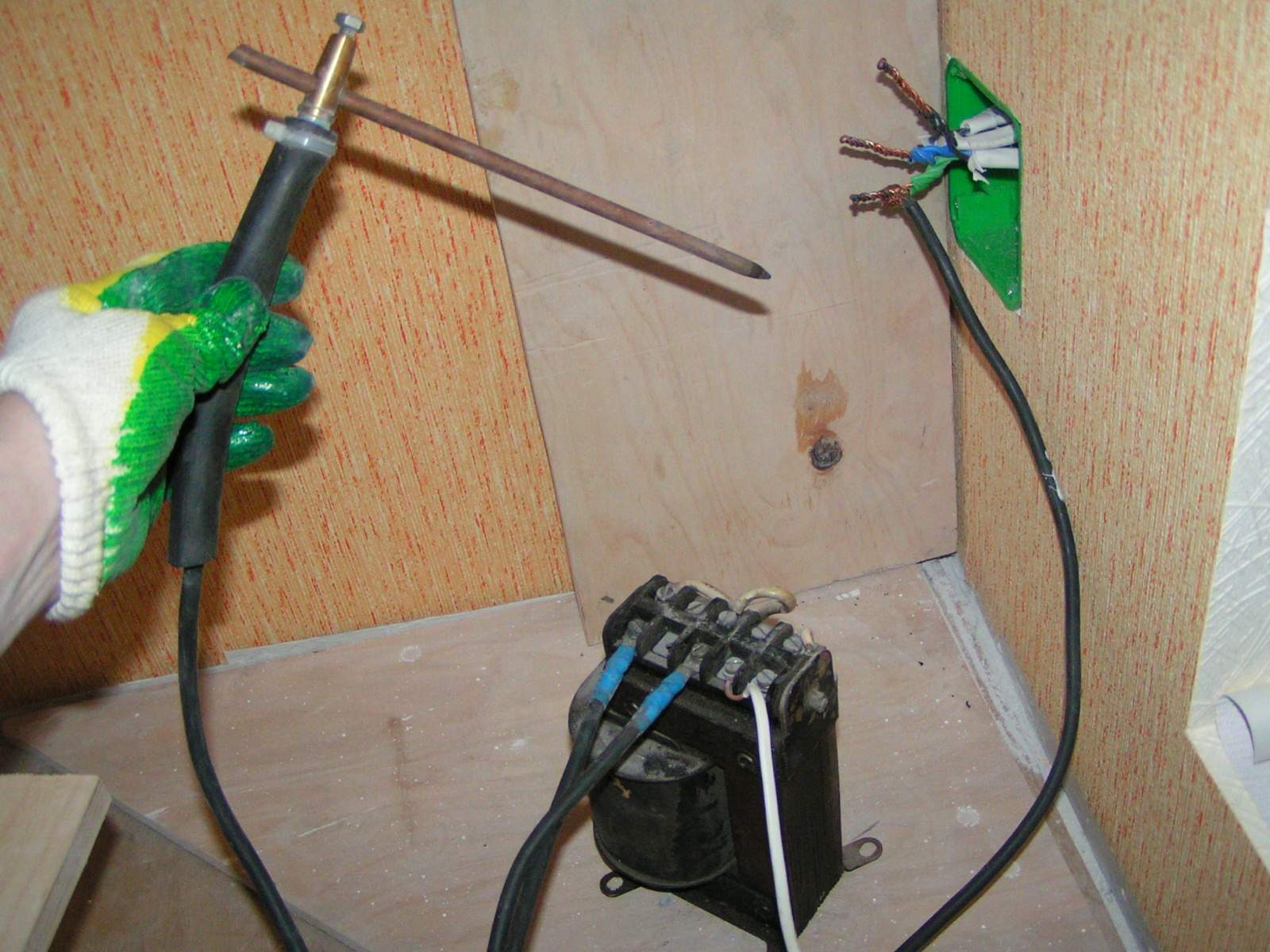
Понижающие трансформаторы применяют для сваривания любых типов медной проводки, включая проведение работ в распределительной коробке. Сварочник допускается использовать только для соединения обесточенной проводки.
Сварка проводится сварочным током, подобранным в конкретных технических условиях. Важна возможность выполнять тонкую подстройку электрических параметров.
Инверторы
Сваривание проводов инвертором выгодно, так как он имеет компактные размеры, оптимальные предустановки параметров по току и напряжению, удобные регулировки. В отличие от трансформаторов, имеют компактные размеры.
Технология использования инвертора аналогична применению трансформатора. При выборе стоит учитывать наличие регулировок по току в диапазоне 40–200 А. Он позволяет упростить поджиг дуг, так как количество наводок и помех через источник тока минимально.
Инверторный способ сварки подходит для новичков, так как он достаточно прост в реализации.

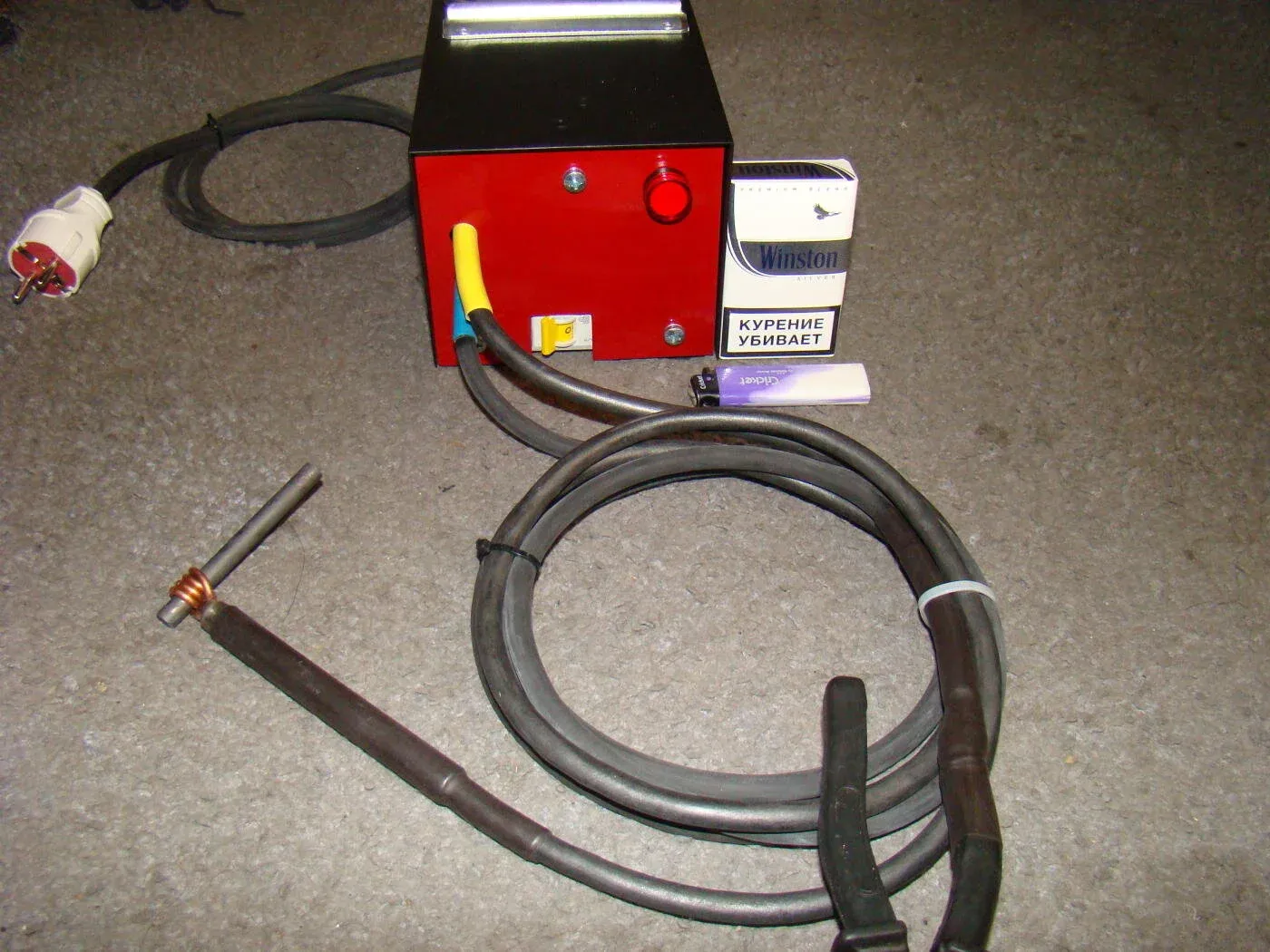
Инвертор для сварки
Можно ли сделать устройство для сварки из подручных материалов
Сварочные аппараты отличаются простой конструкцией. Поэтому не обязательно приобретать готовые сборки, особенно для проведения разовых работ.
Аппараты для сварки медных проводов конструктивно состоят из трансформатора, приборов контроля, регуляторов, зажима, массы.
В качестве основы необходимо использовать трансформатор. Можно взять готовый либо самостоятельно намотать, при условии наличия соответствующего оборудования и навыков. Число витков и сечение провода выбирается расчётным путём на основе входных и выходных параметров.
Основные требования к характеристикам трансформатора:
- понижающий трансформатор;
- диапазон выходных напряжений от 12 до 48 В;
- регулирование силы тока в пределах 40–150 А.
Прибор для сварки можно усовершенствовать, добавив функцию варки на напряжении переменного типа. Для этого потребуется установить диодный мост. С его помощью горение дуги станет стабильным.
С его помощью горение дуги станет стабильным.
Снаружи трансформатор следует защитить корпусом от попадания внутрь посторонних предметов, а также от поражения током оператора. К трансформатору следует подключить два провода: для держателя и для подключения массы. В качестве держателя рекомендуется использовать специальные зажимы, а в качестве массы — массивные пассатижи.
Электроды для сварки медных проводов
Для сваривания медных проводников можно использовать следующие электроды:
- угольный;
- графитовый.
Угольный электрод обладает рядом следующих особенностей:
- температура, при которой наступает расплавление, составляет +38000С;
- работы выполняются на постоянном токе при прямой полярности;
- относительно невысокий КПД дуги;
- допустимо выполнение работ с присадками, без присадок, с подачей их прямо на линию формирования шва;
- угольный электрод для сварки при высоком нагреве свариваемых конструкций расходуется быстро;
- между электродами и поверхностью кабелей создаётся высокотемпературная дуга даже при низких токовых величинах.
Процесс сваривания графитовым электродом имеет следующие особенности:
- в течение процесса сварки электрод остаётся целым;
- повышается сопротивляемость меди к окислительным процессам;
- допустимо применение не омеднённых электродов, для этого достаточно скрутить жилы, зажать их держателем и выполнить стандартную процедуру сварки;
- сварное соединение надёжно, но для этого жилы должны быть скручены плотно, а лишние концы правильно обрезаны для плотного прилегания материала.
Электроды для сварки
Как сварить медные провода
Поэтапная сварка проводов своими руками в домашних условиях:
- Снимается изоляция не менее 10 см.
- Делается скрутка.
- Присоединяется масса к проводнику от трансформатора или инвертора.
- Включается питание инвертора.
- Подводится электрод к точке сварки скрутки до такого расстояния, при котором будет сформирована стабильная дуга.
- Выдерживается дуга в течение 1–2 с.
- Отводится электрод к другой скрутке, если делается сварка многожильных проводов.
- Выключается инвертор.
- Выжидается определённое время для остывания проводов.
- Оголённые контакты скрутки изолируются термоусадочной трубкой или изолентой.
Сварить медь с алюминием сложно, так как невозможно точно контролировать состав сварного шва. При содержании меди более 12% сплав становится хрупким и ненадёжным. Особенности процесса сваривания:
- используется постоянный ток, полярность подключения прямая;
- в качестве присадки используются алюминиевые прутки;
- сила тока выбирается в пределах от 500 до 550 А, а напряжение — 50 до 60 В;
- применяются графитовые электроды.
Меры безопасности
При сварке скруток медных проводов важно соблюдать следующие меры безопасности:
- требуется выполнять заземление оборудования, находящегося под током;
- запрещено использовать провода для электродов без качественной изоляции;
- эксплуатация сварочного оборудования проводится в стандартных режимах, не противоречащих заявленным требованиям изготовителя.
Сваривание выполняется только в защитной среде без прямого контакта с воздухом. Поэтому подойдёт маломощный аппарат, работающий на переменном или постоянном токе.
Как выполняется сварка проводов?
Для соединения проводов используют множество способов – от спаивания до скруток. Но чаще используется сварка проводов. Этот метод получается более удачным по результатам, чем все остальные: он помогает получить хороший и очень надежный контакт. При таком методе соединения можно обеспечить больший срок бесперебойной работы электропроводки.
Электропроводку чаще всего выполняют с использованием проводов из меди, а вот провода из алюминия почти не применяют. Сварка медных проводов может осуществляться с использованием как переменного, так и постоянного тока, напряжение – примерно 12-36 В. Должна быть возможность изменять подачу тока. Предпочтительнее будет использование сварочного аппарата инверторного типа.
Должна быть возможность изменять подачу тока. Предпочтительнее будет использование сварочного аппарата инверторного типа.
Инверторные сварочные аппараты
Инверторные аппараты обладают множеством плюсов. По габаритам они невелики, довольно легковесны, большинство моделей снабжено ремнем, с помощью которого их можно носить через плечо. Например, при помощи такого ремня устройство подвешивается на плечо, после чего сварщик может вместе с ним перемещаться по стремянке. Это очень удобно, когда выполняется сварка скруток в укрепленной на высоте распределительной коробке.
Устройство инверторного сварочного аппарата.
Обычно сварочные инверторы обладают хорошим диапазоном регулирования тока. У таких устройств устойчивая дуга, которая и при небольшом токе прекрасно зажигается. Данный аппарат помогает добиваться неплохих результатов работы даже тем сварщикам, у которых опыт невелик.
Инверторы также потребляют очень небольшое количество энергии. При необходимости такие аппараты можно подключить к простой электропроводке. Это не послужит причиной перебоев, свет не начнет мигать, не будет неприятностей и жалоб от живущих по соседству людей.
При необходимости такие аппараты можно подключить к простой электропроводке. Это не послужит причиной перебоев, свет не начнет мигать, не будет неприятностей и жалоб от живущих по соседству людей.
Сварка медного провода способна нанести не меньший вред, чем простая сварка стали. Надо беречься от брызг металла, непременно защищать глаза. Работать надо в сварочных рукавицах и специальной маске, спецодежде.
Чтобы выполнить соединение проводов сваркой, применяются обмедненные угольные электроды. Их иногда называют карандашами. Можно воспользоваться графитовым стержнем. Если таких электродов не оказалось под рукой, можно взять простой угольный стержень от использованной батарейки. Для сварочного тока следует устанавливать пределы в зависимости от количества и диаметра проводов.
Так, для сваривания двух проводов из меди с сечением 1,5 мм² достаточно тока 70 А, если провода три, то ток должен быть 80-90 А. Если сечение подготовленных для соединения проводов в количестве 2-3, то 2,5 мм², устанавливать ток следует в пределах 80-100 А, 3 или 4 провода – нужен ток 100-120 А.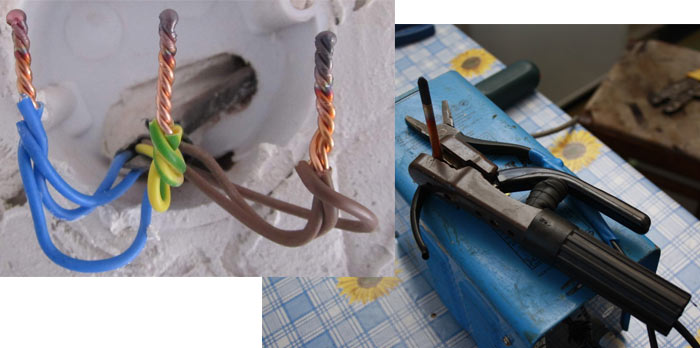
Таблица напряжений для сварки проводов.
Приведенные выше цифры надо считать за ориентировочные. Медь, которая используется для изготовления проводов, может отличаться в зависимости от производителей.
Может отличаться и ее состав, и поведение при обработке током, поэтому относиться к выбору режимов для сварки следует внимательнее.
Хорошим считают такой сварочный режим, когда дуга стойкая, нет прилипания электрода к соединяемому участку. Такого сочетания можно достичь лишь при наличии рабочих навыков, которые приобрести можно только в процессе работы.
При покупке инверторного аппарата надо руководствоваться именно этими пределами. Когда аппарат не предполагается использовать для более сложных работ, в мощном не будет необходимости.
Вернуться к оглавлению
Сварка проводов: технология
Выполнение работ производится в соответствии с технологией, которая помогает обеспечить лучший результат. Сварка проводов инвертором выполняется в несколько этапов. Для начала провод освобождают от оболочки и изоляции, затем выполняют скрутку. Ее подрезают так, чтобы у всех проводов концы получились на одном уровне, а сама скрутка была как минимум 50 мм.
Для начала провод освобождают от оболочки и изоляции, затем выполняют скрутку. Ее подрезают так, чтобы у всех проводов концы получились на одном уровне, а сама скрутка была как минимум 50 мм.
Далее на скрутку ставят отводящий тепло зажим из меди, подключают сварочный аппарат. К подготовленной скрутке подвигают торец угольного карандаша, который надо зажать в держаке, после чего выполняется собственно сварка. На конце скрутки после этой операции образуется небольшой шарик расплавленной меди, сварка прекращается. Чтобы изоляция при этом не расплавлялась, работе с каждой из скруток надо уделять не более 1-2 секунд. Когда все сваренное остынет, скрутки изолируются с использованием обычной изоленты или трубки термоусадочной.
Вернуться к оглавлению
Как самостоятельно изготовить сварочный аппарат
Схема сварки проводов угольным электродом.
Хорошие стороны сварочных аппаратов перечислять можно бесконечно долго, но есть у них и минус – это немалая цена. Покупка такого устройства будет целесообразной лишь в том случае, если регулярно заниматься сварочными работами.
В тех случаях, когда хозяин квартиры решил провести в жилье замену электропроводки своими руками, можно обойтись и самодельным устройством. Например, трансформатором, обладающим приемлемой мощностью. Для этого хорошо подходит трансформатор серии ТБС. Мощность его должна быть как минимум 600 Вт, напряжение вторичной обмотки – 9-36 В. К ней надо будет подключить держатель электрода и зажим, который послужит для подключения «массы».
Сваривание выполняется при помощи угольного электрода, используются те же способы, какие применяют для инвертора. Весь процесс тот же, начиная зачисткой проводов и заканчивая прикасанием к скрутке угольным стержнем и выполнением изоляции скруток.
Если нет трансформатора, его можно сделать своими руками. Подготовьте Ш-образное трансформаторное железо, у него должна быть площадь сердечника минимум 30 см². При таком значении для площади и напряжении в сети 220 В в первичной обработке 293 витка, которые выполнены обмоточным проводом с диаметром 0,8-1 мм.
Наматывание вторичной обмотки производится с использованием трех проводов с диаметром 3 мм, можно применить и более тонкий, 4-5 проводов должны намотаться так, чтобы их общая площадь получилась 15-20 мм². Число витков при указанных данных составляет 13.
Если нет материала с именно такими характеристиками, расчет витков определяют по следующей формуле:
W1=40*U1/S,
Схема обмотки трансформатора.
W2=40*U2/S.
Согласно данным формулам определяют количество витков, которое надо соблюсти для выполнения первой и второй обмоток. При этом S представляет собой площадь сердечника, 40 – коэффициент эмпирический.
Чем лучше материал, тем меньше будет и значение коэффициента, его предельные значения – 40-60. U1 – это напряжение сети, U2 – напряжение вторичной обмотки. Такую формулу можно применять для расчета любого из трансформаторов, а не только сварочного.
При работе понадобятся средства защиты в виде очков, маски и спецодежды, которые помогут избежать ожогов от брызгающего металла.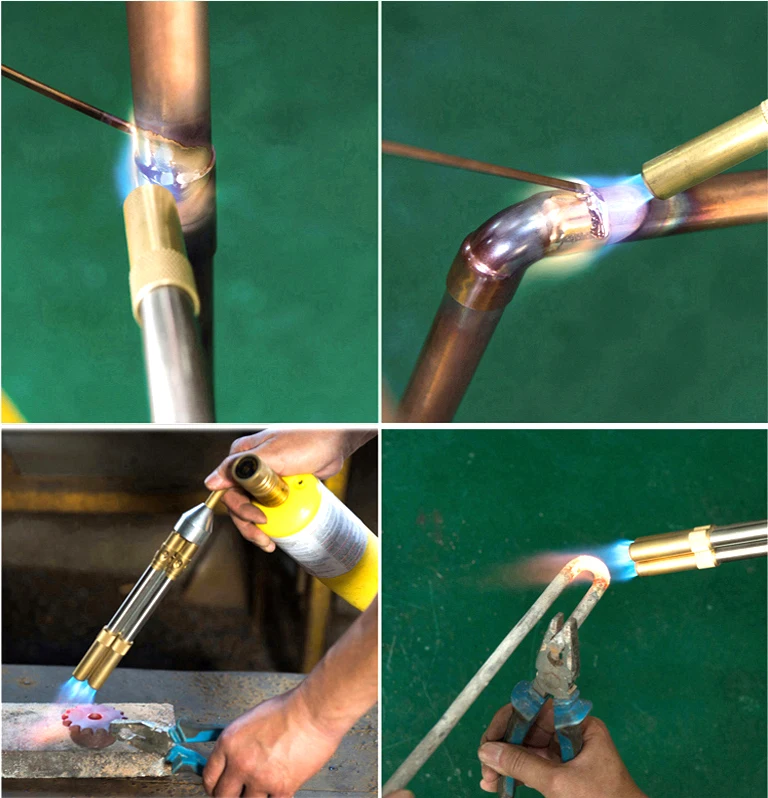
Чтобы максимально упростить работу, во многих случаях используют специальные зажимы. Такое приспособление имеет очень простую конструкцию и состоит из двух частей – верхней и нижней.
От сварочного трансформатора напряжение подводят к верхней части, представляющей собой подвижный рычаг, и к основанию. Обе части соединяются друг с другом при помощи шарнира специальной изоляционной пластиной. На нижней части укреплен электрод с предназначенным для флюса углублением. Для флюса применяют буру, ее можно приобрести в аптеке.
Укрепленный на приспособлении провод для сварки хорошего качества должен быть как можно более коротким.
Его сечение должно быть обязательно большим, чем у вторичной обмотки. Расположение сетевого выключателя надо делать так близко, как это возможно. Хорошо, если установлен проходной выключатель.
В этом случае действия для сварки провода можно описать так. Скрутка крепится на подвижном рычаге с использованием барашкового зажима. Флюс засыпают в специальное углубление, после чего рычаги надо зажать. Напряжение подается на трансформатор, под флюсом в углублении электрода начинает образовываться шарик. Затем трансформатор отключают и дожидаются, пока шарик не остынет в зажиме.
Флюс засыпают в специальное углубление, после чего рычаги надо зажать. Напряжение подается на трансформатор, под флюсом в углублении электрода начинает образовываться шарик. Затем трансформатор отключают и дожидаются, пока шарик не остынет в зажиме.
При этом время работы определяют непосредственно по ходу выполнения действий. Если опыта маловато, для начала можно потренироваться на ненужных кусках проводов. При помощи такого приспособления можно выполнять сварку проводов из алюминия или меди.
Аппарат для сварки медных проводов. Какой выбрать: дуговой, электронно-лучевой, инвертор
Медные провода используются повсеместно в электрике. Согласно Правилам Устройств Электроустановок соединение их может быть произведено 3 способами: опрессовка, сжим, сварка. Естественно, что самый качественный из них тот, при котором используется сварочный аппарат.
Учитывая, что у меди довольно высокая температура плавления (1080 градусов по Цельсию), но при нагреве до 300 °С она уже может сломаться, нужны определенные навыки в сварке меди.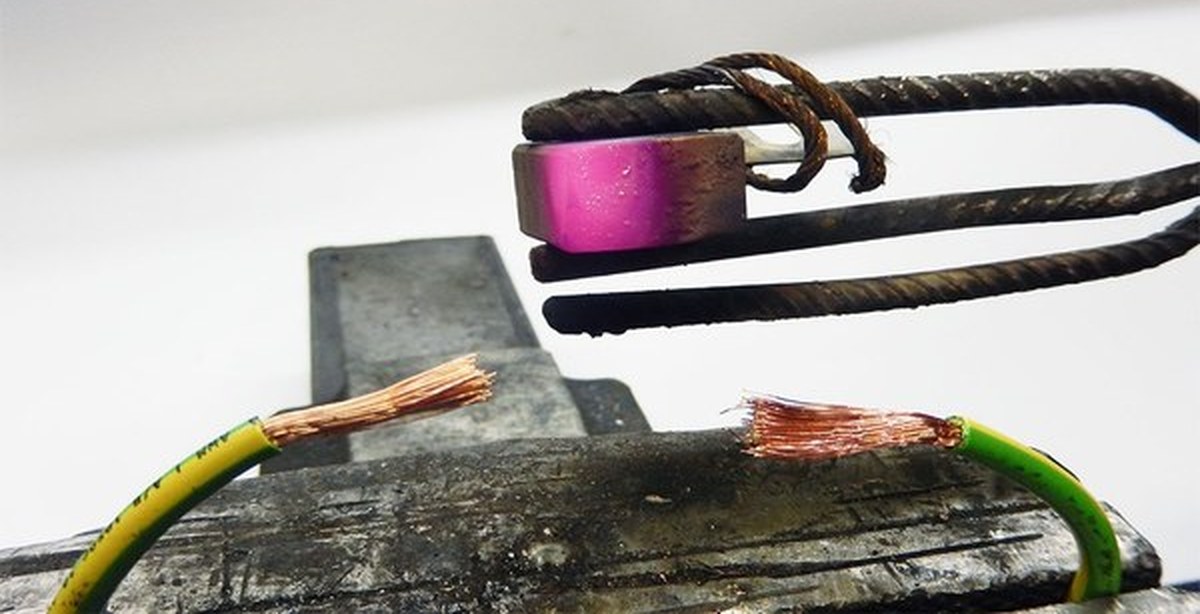 Примечательно, что сварку можно выполнить, как переменным, так и постоянным током. С работой, при определенном умении сварщика, может помочь справиться инвертор, электронно-лучевой аппарат или трансформатор. Допустима и дуговая сварка меди.
Примечательно, что сварку можно выполнить, как переменным, так и постоянным током. С работой, при определенном умении сварщика, может помочь справиться инвертор, электронно-лучевой аппарат или трансформатор. Допустима и дуговая сварка меди.
Сварка скруток обеспечивает надежный контакт
Аппарат для сварки медных проводов
Параметры для сварочных работ с медью
Сварка проводов, в том числе и дуговая, должно проводиться при напряжении от 12 до 36 В. Лучше, если сварочный аппарат имеют функцию регулировки силы тока. Сам процесс сварки занимает несколько секунд (мы сейчас не говорим о промышленной сварке). Именно за столько короткий временной промежуток можно добиться образования устойчивой капли, способной крепко соединить медные скрутки.
Для достижения нужного эффекта необходимо при выборе силы тока учесть сечение и количество жил. Для этих работ применяются электроды, наличие меди в составе которых обязательно. Сила сварочного тока зависит от количества проводов и их сечения.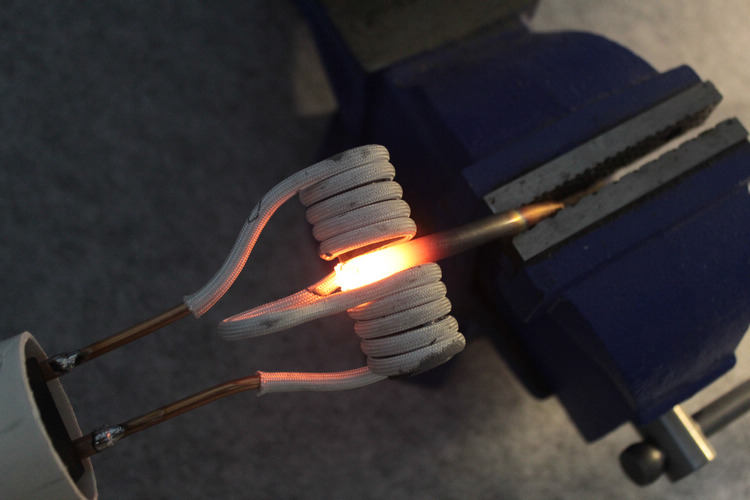
| Сварочный ток | Количество проводов | Сечение проводов |
| 70 А | 2 | 1,5 мм2 |
| 80 А | 3 | 1,5 мм2 |
| 100 А | 2 | 2,5 мм2 |
| 120 А | 4 | 2,5 мм2 |
И все же оптимальным считается режим, при котором электрод не прилипает к проводам. Описать его, практически, не реально. Достигается он опытным путем.
Где применяется аппарат сварки медных проводов
Практически, любой аппарат для создания прочного сварного соединения проводов подающих ток, может проводить работы в
- Электрических щитках,
- Электрических шкафах,
- Распределительных коробках,
- Трансформаторных подстанциях,
- На производстве,
- При ремонте и создании электронно — бытовых или научных приборов,
- В быту.
Естественно, что главным в любом случае будет соблюдении Правил Техники Безопасности. Для каждого производства существует установленный гост работы с электротехническими приборами и гост, по которому может проводиться их ремонт.Объединяет их один общий пункт об обесточивании ремонтируемого объекта, где должна вестись сварка электрических проводов. Дальше необходимо концы крепко соединить, возможно, методом скрутки, настроить аппарат и провести сварку.
Сварочный процесс
О выборе сварочных аппаратов для медных проводов поговорим чуть позже. Примечательно, что независимо от того, какой будет выбран аппарат, сварка должна проходить в целом одинаково и состоять из нескольких этапов:
- С проводов нужно снять верхнюю оболочку. Делать это лучше ножом или ножницами, отступив от края заготовки на пару сантиметров, минимум, и аккуратно подрезав оболочку. Затем ее нужно просто стянуть.
- Далее можно (некоторые профессионалы настаивают) сделать скрутку для не слишком объемных проводов с небольшим количеством стандартных по диаметру жил, она должна быть общей длиной сантиметра 2,5, а лучше 3.
- Непосредственно на готовое соединение одевается зажим и подключается масса сварочного аппарата.
- Выставляется сила и мощность тока, прогревается электрод.
- В течение пары секунд проводится сварка.

За столь короткое время должен успеть образоваться небольшой шар из расплавленной меди. Если передержать электрод чуть больше установленного времени, то соединяемые концы просто расплавятся. Не додержать – соединение будет внутри пористым, а значит ломким.
По идее, правильно проведенная работа по сварке медных электрических проводов должна обеспечить после остывание их безопасное раскручивание. После чего место сварки изолируют. Потом можно подключать напряжение.
А теперь о выборе идеального аппарата.
В чью пользу сделать выбор
На промышленном производстве и даже в угольных сверхкатегорийных шахтах, опасных по внезапным выбросам пыли и газа, периодически проводятся работы по сварке медных проводов. Там обычно это делается стационарными или переносными аппаратами способными заварить многожильный силовой кабель, подающий электричество высокого напряжения.А вот для мелких работ в быту, например, на электронно-компьютерной плате нужна маленькая головка сварочного аппарата и регулировка параметров напряжения и силы тока. Здесь справятся – инверторы
Там обычно это делается стационарными или переносными аппаратами способными заварить многожильный силовой кабель, подающий электричество высокого напряжения.А вот для мелких работ в быту, например, на электронно-компьютерной плате нужна маленькая головка сварочного аппарата и регулировка параметров напряжения и силы тока. Здесь справятся – инверторы
- Либо те аппараты, где дуговая сварка,
- Возможно использование электронно-лучевой сварки.
Перед свариванием обязательна зачистка провода
Есть умельцы, которые способны выполнить отличную сварку медных, тонких проводов, самодельным сварочным аппаратом и им не нужна автоматическая регулировка силы тока и защита от скачков напряжения.
Дуга для сварочных работ
Согласно гост 22917 – 78 для соединения электрического кабеля должна быть применена дуговая сварка. Сварочный процесс в этом случае проходит в защищенной среде. Газ (аргон, углекислый газ, гелий) будет при нагревании меди, защищать ее от окисления. Его подача осуществляется из сварочной головки непосредственно во время сварки.От того, как зажигается и поддерживается сварочная дуга дуговая сварка делится на
Его подача осуществляется из сварочной головки непосредственно во время сварки.От того, как зажигается и поддерживается сварочная дуга дуговая сварка делится на
- Ручную
- Полуавтоматическую
- Автоматическую.
Принцип работы аппарата
Для сварщика важно, чтобы дуга была непрерывной. Газ поможет создать нужную среду, при которой возможно расплавление меди без окисления. Высокая температура дуги расплавляет самый крепкий металл. Максимальная теплота выделяется дуговым разрядом. Дуговая сварка, неважно ручная или полностью автоматическая, проводится угольным электродом с содержанием меди. От последнего зависит, будет ли застывшая капля пористой внутри. Если работы выполнены так, как рекомендует гост, то соединение должно получиться крепким.
Инвертор
Аппарат инверторного типа считается универсальным. Потому, что
- Он легкий,
- Заботиться о натяжении дуги не нужно,
- Контролировать бесперебойное поступление газа так же.
Для медных проводов нужно только подобрать электрод, включить напряжение и силу тока (смотри таблицу, приведенную выше) и пробовать работать. Единственный минус – возможная пористость соединения. Принцип работы аппарата инверсия – главное в работе инвертора. Фазовый сдвиг напряжения происходит при каскадном увеличении силы тока и его частоты на выходе. Преобразование возможно в два этапа:
- Переменный ток (220 В, 50 Гц) становится постоянным.
- Постоянный ток вновь становится переменным, но с низким напряжением, высокой частотой и большой силой.
При работе нет необходимости удерживать постоянный зазор между дугой и свариваемыми деталями.
Заваривание в вакууме
Электронно-лучевое заваривание осуществляется в вакууме. В домашних условиях провести этот высокотехнологический процесс не реально. Специальный сварочный аппарат используется в лабораториях и заваривание, в частности, медных проводов проводится в особых камерах.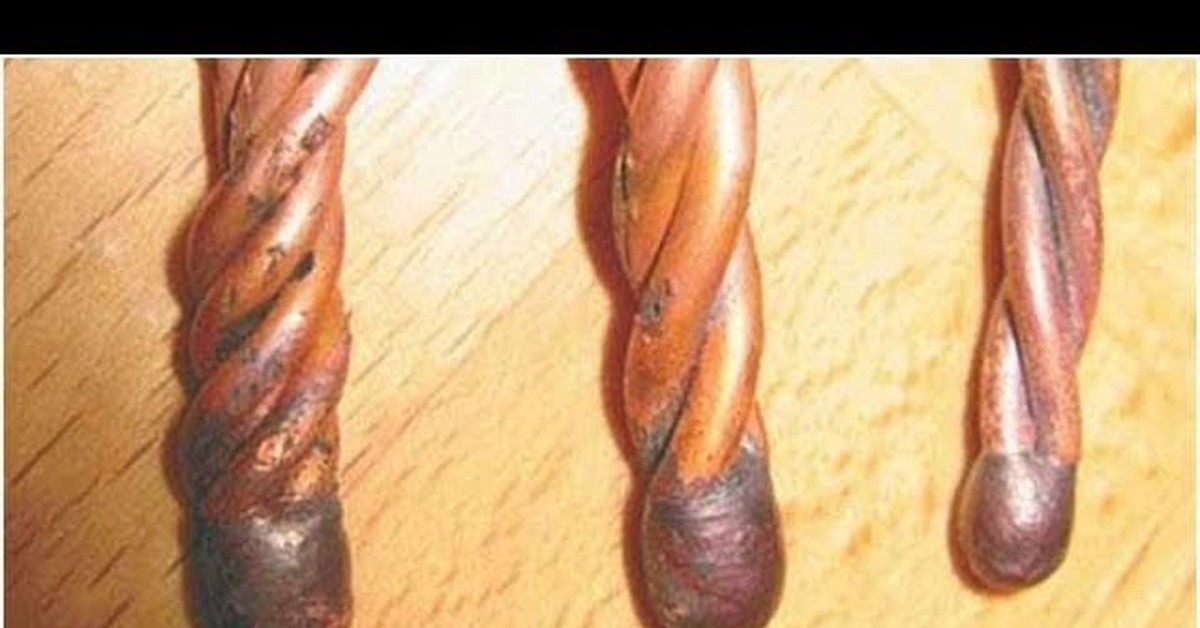 Сварка электронно-лучевым способом обеспечивает:
Сварка электронно-лучевым способом обеспечивает:
- Минимальное нагревание проводов при сварке. Количество теплоты в пять раз меньше, чем когда проводится дуговая сварка. Это резко снижает вероятность коробления проводов.
- При малых температурах, электронно-лучевая сварка дает нужную концентрацию теплоты в изделие (в частности в провода). В отличие от других аппаратов, электронно-лучевой прибор нагреет не только поверхность детали, но и подаст тепло на достаточную для качественного шва, глубину.
- Медь, которая за короткое время была нагрета, а затем расплавлена, в вакууме не обогащается газами. У медных проводов образуется качественное соединение, которое обладает пластичными свойствами.
Принцип работы аппарата электронно-лучевой способ сварки базируется на проплавлении, в том числе меди на передней стенке кратера. Электронный луч, как установил гост, должен иметь форму конуса. Во время процесса проплавления происходит:
- Давление потока электронов,
- Выделение теплоты,
- Реактивное давление испаряющегося металла,
- Излучение электронов.

Все это осуществляется во время передвижения меди по бокам к задней стенке. И здесь происходит кристаллизация меди. Электронно-лучевой аппарат дает возможность проводить работу с паузами, а так же непрерывным лучом.Первый сварочный аппарат появился более ста лет. За это время ученые, взяв первоначальный принцип сварки за основу, модернизировали ее процесс, создали разновидности аппаратов, способных соединять тугоплавкие либо, наоборот, легко плавящиеся металлы. Сварка медных проводов может быть осуществлена, практически, любым из известных сварочных аппаратов. Но качество работ могут гарантировать только те, что созданы для работы с медью, с учетом ее особенностей.
инструкция и обзор сварочных аппаратов
Электрические провода, как для промышленных сетей, так и для автомобильных жгутов, могут соединяться различными способами. Наиболее надежным, рациональным и простым в последнее время стал метод сварочного соединения проводов. Давайте разберемся, почему специалисты сферы электротехники предпочитают подобную технологию всем остальным и какой сварочный аппарат лучше использовать.
Подготовительные мероприятия
Любой вид сварочных работ принадлежит к категории опасных операций. Сварка медных проводов – тому не исключение, она так же опасна, как и сварка стальных деталей. Велика опасность возникновения пожара, поражения людей брызгами раскаленного металла.
Каждый участник может нахвататься зайчиков от вспышек электродов. Место проведения огневых операций необходимо тщательно подготовить.
Возле площадки, где осуществляются сварочные работы, должна быть установлена емкость с водой и лежать плотная кошма из негорючего материала. Наличие как минимум двух порошковых огнетушителей – обязательно.
Перед началом осуществления сварочных работ необходимо подобрать удобную, по размеру защитную маску и одеть сварочные рукавицы, покрытые специальной негорючей пропиткой. Работать только в сварочной спецодежде, соблюдая все меры пожарной безопасности и правил техники безопасности на производстве. Сваривать медные провода необходимо специальными угольными обмедненными электродами.
Бывалые сварщики называют такие электроды «карандаш» за то, что внутри у них находится спрессованный графит. При отсутствии таких электродов, их можно заменить угольным стержнем от использованной обыкновенной батарейки. Величина сварочного тока, необходимого для соединения электрических проводов, приводится в специальных расчетных таблицах. При отсутствии таких таблиц, величину тока можно рассчитать самостоятельно.
Она зависит от сечения и числа свариваемых проводов. Следует учитывать, что характеристики электротехнической меди, используемой для производства медной катанки, из которой состоят жгуты проводов, значительно отличается по своим свойствам и составу. Разные производители изготавливают разную медь. Поэтому режимы сварки необходимо тоже корректировать. Ориентировочные расчеты необходимых значений тока приводятся ниже.
Сваривая два провода, изготовленные из меди, сечением 1,5 мм², необходимо использовать сварочный ток величиной 70А. Выполняя сварочные операции с тремя такими же проводами, потребуется сварочный ток величиной 80-90А. Взяв в работу два-три провода сечением 2,5 мм², следует установить рабочий ток величиной 80-100А. Для трех-четырех таких проводов необходим сварочный ток величиной 100-120А.
Взяв в работу два-три провода сечением 2,5 мм², следует установить рабочий ток величиной 80-100А. Для трех-четырех таких проводов необходим сварочный ток величиной 100-120А.
Опытные профессиональные сварщики считают самым оптимальным такой режим сварки, когда электрод не прилипает к сопрягаемым деталям. При этом сохраняется устойчивый режим электрической дуги. Такое сочетание рабочих характеристик достигается опытным путем после многократных повторений в процессе работы.
Инверторный сварочный аппарат следует приобретать для сварки медных проводов с такими характеристиками, которые описаны выше. Если предполагается использование сварочной техники только для подобных операций, более мощная машина не нужна. С инверторным аппаратом можно успешно и эффективно сваривать медные провода сечением до 10 мм², используя сварочный ток величиной до 500А.
Технология сварки проводов
Выполнение соединения проводов посредством сварочного аппарата осуществляется с последовательной разбивкой на технологические операции.
Технология сварки медных проводов
Пошаговая инструкция:
- Тщательно зачистить кончики проводов на длину 100 мм, сняв оболочку ПВХ и изоляционный слой.
- Выполнить плотную скрутку зачищенных медных жил.
- Скрутку подрезать таким образом, чтобы торцы всех проводков были в одной плоскости. Длина скрутки должна быть не менее 50 мм.
- Подключить к скрутке массу сварочного аппарата. Надеть на нее медный зажим для отвода выделяющегося тепла.
- Зарядить в держатель угольный карандаш. Подвести его торец к концу скрутки, произвести сварку. В результате круговых движений угольным электродом по всем проводам скрутки, от воздействия электрической дуги на ней образуется шарик расплавленной меди. После образования шарика сварка прекращается.
- Во избежание расплавления изоляции, которой покрыты провода, сварочная обработка каждой отдельной скрутки не должна длиться более 1-2 секунд.
- Остывшие скрутки следует плотно изолировать лентой ПВХ либо термоусадочными трубками.

Соединения электрических проводов, выполненные с использованием сварочного аппарата, имеют современный дизайн, высокие нагрузочные характеристики, непревзойденное качество и хорошие эксплуатационные свойства.
Инверторный аппарат
Сварка медных проводов осуществляется постоянным и переменным током. Процесс обработки происходит при напряжении от 12 до 36 В. Необходимым условием должно быть регулирование сварочного тока в процессе выполнения работ. Эксперты в сфере электротехники утверждают, что наиболее подходящим инструментом, используемым для сварки проводов, является инверторный сварочный аппарат.
Инверторный аппарат
Сварочные аппараты инверторного типа давно и устойчиво завоевали популярность при соединении деталей из различных материалов. Широко известны такие их достоинства:
- удобные габаритные размеры;
- небольшая масса;
- наличие в комплекте надежного ремня для ношения через плечо.
Последняя опция особенно нравится сварщикам. Большинство распаечных коробок со жгутами проводов располагаются на высоте 2,5 – 3 метра от уровня пола. Поднявшись по лестнице-стремянке, специалисту удобно производить сварку проволочных скруток, повесив аппарат на ремне через плечо, чтобы руки оставались свободными.
Большинство распаечных коробок со жгутами проводов располагаются на высоте 2,5 – 3 метра от уровня пола. Поднявшись по лестнице-стремянке, специалисту удобно производить сварку проволочных скруток, повесив аппарат на ремне через плечо, чтобы руки оставались свободными.
У аппаратов инверторного типа используется весьма широкий диапазон регулирования сварочного тока. Подобные машины располагают крайне устойчивой дугой. Даже при использовании незначительных сварочных токов она отлично зажигается. Любой сварщик, даже без практического опыта, очень быстро осваивает данную технику. Используя инверторные сварочные аппараты, специалисты добиваются очень хороших результатов, получая высокое качество сварных соединений проводов.
Если сравнивать инверторные сварочные аппараты с привычными для всех трансформаторными аппаратами, то сразу бросается в глаза их малое потребление электрической энергии. Это большой плюс данным машинам, поскольку их можно безбоязненно подключать к бытовой энергосистеме. Свет при этом мигать не будет. Также исключены перебои в работе приборов различной бытовой аппаратуры. Никто из соседей жаловаться не будет.
Свет при этом мигать не будет. Также исключены перебои в работе приборов различной бытовой аппаратуры. Никто из соседей жаловаться не будет.
Трансформатор серии ТБС
Сварочные установки инверторного типа являются прекрасными машинами, отлично выполняющими качественное соединение проводов с медными жилами. При всем техническом совершенстве данных агрегатов все же есть у них один минус. Это высокая стоимость. Не каждая компания электротехнического профиля может позволить приобрести себе эту технику.
Трансформатор ТС 700-2
Если предстоит разовая работа по соединению проводов в машине либо ремонтных работах в квартире, можно обойтись простым трансформатором серии ТБС.
Характеристики трансформатора:
- мощность 600 Вт;
- напряжение вторичной обмотки 9-36В.
Подключить к вторичной обмотке зажим массы и держатель электрода. Вместо угольного электрода – карандаша, можно взять стержень от использованной батарейки.
Как видно из статьи, аппарат для сварки проводов представляет собой несложный механизм. Его функции простые, доступные каждому пользователю. Чтобы сварить провода, необходим минимум материалов. Если необходимо производить ежедневную сварку проводов, следует приобрести инверторный аппарат. Для разовой сварки можно воспользоваться простым трансформатором ТБС. Выбирать вам. Удачи в работе!
Его функции простые, доступные каждому пользователю. Чтобы сварить провода, необходим минимум материалов. Если необходимо производить ежедневную сварку проводов, следует приобрести инверторный аппарат. Для разовой сварки можно воспользоваться простым трансформатором ТБС. Выбирать вам. Удачи в работе!
Сварка медных проводов своими руками
Что такое соединение электропроводки, известно любому мужчине. Каждый хоть раз в жизни сталкивался с выполнением такой работы, как сварка медных проводов своими руками. И все прекрасно знают, что какой бы способ ни применялся для того, чтобы соединить провода, они всегда будут очень слабым участком в проводке.
Сварка проводов – самый надёжный способ их соединения
Самым надёжным способом, который применяется для крепления проводов из меди между собой, считается сварка. При помощи ее добиваются долговечности соединения. Проводка служит десятки лет. Есть специальный аппарат для сварки медных проводов. С помощью него работа будет выполнена качественно и быстро.
При помощи ее добиваются долговечности соединения. Проводка служит десятки лет. Есть специальный аппарат для сварки медных проводов. С помощью него работа будет выполнена качественно и быстро.
Специфика того, как работает трансформатор для сварки медных проводов, заключается в непостоянности его нагрузки. Данный аппарат можно как купить, так и сделать своими руками. Трудностей это не вызовет.
Да и сама работа по спаиванию проводов не доставит проблем даже начинающему электрику. Достаточно иметь лишь желание и аппарат для сварки медных проводов. Поэтому многие стремятся выполнять такие электротехнические работы самостоятельно, не прибегая к услугам специалистов.
Каждый предпочитает, чтобы проводка в его доме была достаточно надёжной. Говоря о качестве проводки, следует учитывать, что для его повышения требуется только медь. По этой причине сварка медных проводов своими руками стала очень популярной в последнее время. Она имеет множество преимуществ. К ним относятся такие:
- Механическая надёжность сварного соединения достаточно высока.
- Электрический контакт, обеспеченный сваркой, можно считать самым надёжным.

При соединении проводки с помощью такого прибора, как трансформатор для сварки медных проводов, заметно улучшается соприкосновение контактов, так как образуется монолитное соединение.
Процесс сваривания, технология
Много времени процесс сваривания не займёт. Он проходит достаточно быстро. Но у любого, кто решит выполнить эту работу самостоятельно, должны присутствовать такие качества, как внимательность и аккуратность. Помимо этого, нужно иметь, как аппарат для проведения сварочных работ, так и электрод для сварки медных проводов.
Технология сварки заключается в следующем. Первоначально готовим электропроводку, снимая с концов проводов изоляцию. Размер этого снятия должен быть не менее 6 см. После того как проводки оголены, делаем их плотную скрутку и подрезаем, чтобы добиться полного выравнивания.
Теперь можно приступать непосредственно к процессу сваривания аппаратом. Результатом его будет монолитный шарик небольших размеров. После остывания следует спаянную скрутку изолировать.
Результатом его будет монолитный шарик небольших размеров. После остывания следует спаянную скрутку изолировать.
Электроды, необходимые для сварки
Для спаивания проводки необходим электрод для сварки медных проводов. Многообразия в их выборе нет. Существует всего два вида. Это угольные и графитовые электроды. Сварка графитовым электродом наиболее востребована.
Популярность этих электродов вызывает небольшая стоимость. К тому же, графит создаёт такое термостойкое соединение, которое устойчиво к коррозии. А в процессе использования они не образуют трещин. Из-за этого сварка медных проводов графитовым электродом набирает всё больше поклонников.
Задавшись целью отремонтировать проводку, примите к сведению, что электрод лучше взять неметаллический. Ведь он имеет большой ряд преимуществ.
- Достаточно невысокая стоимость и возможность приобретения в любом из магазинов строительных материалов.
- Нагрев до температуры плавления медного провода происходит очень быстро.
- Материал, который не является металлом, не будет в процессе работы прилипать к проводам.
Электроды, изготовленные из графита, очень легко отличить от угольных. Окраска у них тёмно-серая, имеющая металлический отблеск.
Большим плюсом этих электродов является то, что у них стойкость к окислению повышена за счёт применения для их изготовления кристаллического углерода, который обладает именно такими свойствами.
Применяя такой процесс, как сварка медных проводов графитовым электродом, вы сможете обеспечить свой дом качественной проводкой на долгие годы.
Но не стоит забывать о том, что при сварке проводов из меди опасность во время работы нисколько не меньше, чем при обычной сварке. Поэтому обязательны как сварочные рукавицы, так и сварочная маска. Меры противопожарной безопасности тоже должны соблюдаться.
Если вы не нашли специальных графитовых или угольных электродов, можно использовать стержень от пришедшей в негодность батарейки.
Это можно достигнуть опытным путём, начав работу. Приобретая аппарат для сварки, который будет использоваться только для спаивания проводов, не стремитесь к большой мощности. Она вам будет не нужна.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Сварочный аппарат для сварки медных проводов
В электрических соединениях повсеместно применяются медные провода. Их соединение, согласно Правилам Устройств Электроустановок, может быть выполнено тремя способами:
- Опрессовка;
- Сжим;
- Сварка.
Понятно, что самым качественным способом из трех будет способ с применением сварочного аппарата.
Здесь стоит учитывать тот факт, что температура плавления меди составляет 1080 градусов по Цельсию и уже при нагреве до 300 градусов она может сломаться. Поэтому нужен определенный опыт при сварке меди. При этом сварку можно выполнять как постоянным, так и переменным током. Опытный сварщик может выполнить сварку медных проводов на инверторе, трансформаторе или обычной дуговой сваркой. Сварщик сам может выбрать сварочный аппарат для сварки медных проводов.
Поэтому нужен определенный опыт при сварке меди. При этом сварку можно выполнять как постоянным, так и переменным током. Опытный сварщик может выполнить сварку медных проводов на инверторе, трансформаторе или обычной дуговой сваркой. Сварщик сам может выбрать сварочный аппарат для сварки медных проводов.
Технология сварки медных проводов
Сварка медных проводов должна вестись при напряжении от 12 до36В и желательно чтобы аппарат для сварки имел регулятор силы тока. Сам сварочный процесс длится буквально несколько секунд. Именно столько нужно, чтобы получить устойчивую каплю, которая накрепко способна соединить медные скрутки проводов.
При этом выбирая определенную силу тока нужно учитывать количество жил и их сечение. Для работы применяются специальные электроды, в составе которых обязательно должна присутствовать медь. Сила тока выбирается согласно количества проводов в скрутке и их сечения. Идеально подобранным считается режим, когда электрод не прилипает к скрутке, что достигается только опытным путем.
Наличие опыта при сварки медных проводов обязательно. Сварка производится в течении пары секунд, когда должен успеть сформироваться небольшой шарик из расплавленной меди. Стоит при этом чуть больше положенного передержать электрод, и конец скрутки попросту расплавится. Если не додержать, то соединение получится ломким, так как внутри будет пористым.
Выбор сварочного аппарата
Как правильно выбрать сварочный аппарат для сварки медных проводов. Например, при сварке проводов высокого напряжения где используется мощный многожильный силовой кабель применяются стационарные или переносные аппараты. Для мелких бытовых работ подойдет сварочный инвертор, где присутствует регулировка как силы тока, так и напряжения.
По условиям гост 22917-78 для соединения проводов электрического кабеля должна использоваться дуговая сварка. Сварка в этом случае должна производиться в защищенной среде. Газ (углекислый газ, аргон и др.) будет защищать медь от окисления в процессе ее нагревания. Подача газа идет непосредственно из сварочной головки во время проведения сварки.
Подача газа идет непосредственно из сварочной головки во время проведения сварки.
От метода поджига и поддержки сварочной дуги сварка делится на:
- Ручную;
- Полуавтоматическую;
- Автоматическую.
Принцип действия сварочного аппарата
Главное в этом сварочном процессе, чтобы дуга была непрерывной. Газ создает необходимую среду, когда расплавление меди происходит без ее окисления. При этом максимальная теплота выделяется дуговым разрядом.
Ручная или же полностью автоматическая дуговая сварка ведется только угольным электродом с содержанием меди. От электрода зависит, будет ли иметь внутри поры застывшая капля. Если сварщик все выполнит грамотно, то соединение должно выйти крепким и надежным.
Инвертор
Аппарат этого типа считается универсальным. Он легкий, не нужно заботиться о напряжении дуги и не нужно контролировать бесперебойное поступление газа.
Все что нужно для работы с инвертором при сварке медных проводов, это подобрать электрод, подать напряжение, отрегулировать силу тока и можно работать. Единственный минус, это возможная пористость соединения. Во время работы нет нужды держать постоянный зазор между свариваемыми проводами и дугой.
Единственный минус, это возможная пористость соединения. Во время работы нет нужды держать постоянный зазор между свариваемыми проводами и дугой.
Сварка медных проводов в вакууме
Существует и способ сварки проводов в вакууме, осуществить подобный высокотехнологический процесс в домашних условиях не реально. Сама сварка ведется в условиях лаборатории на специальном сварочном электронно-лучевом аппарате, где сварка проводов производится в особых камерах.
Данный вид сварки обеспечивает:
- Минимальный нагрев медных проводов при сварке, что резко понижает вероятность коробления проводов;
- Электронно-лучевая сварка подает необходимое количество теплоты в провода, нагревая не только поверхность, но и проникая на достаточную глубину для качественного шва;
- Сама медь за короткое время нагрева и расплавления в вакууме не насыщается газами. Соединение получается качественное и обладающее пластичными свойствами.
Сам принцип работы электронно-лучевой сварки основан на проплавлении меди на передней стенке кратера, при этом электронный луч должен иметь форму конуса.
В заключение
Сварка медных проводов может быть выполнена практически на любом из известных аппаратов для сварки. Однако выполнить качественное соединение медных проводов методом сварки возможно лишь на тех аппаратах, которые специально разработаны для работы с медью, где учтены все ее структурные особенности.
Рассказываю каким током и на какой полярности варю медные скрутки проводов инвертором | WORL3D | Сделай сам 🛠
Привет, дорогие мои читатели 😉. Вот и добрался я наконец-то до такой замечательной темы, как сварка скруток. Эта статья рассчитана и на тех, кто ни разу ничем подобным не занимался, и на профи.
Если вы из числа профессиональных электриков, то ваши комментарии под статьей будут особенно ценны 🙂
Наверное, многие из вас слышали, что для осуществления этого нехитрого процесса можно использовать обычный сварочный инвертор. Но думаю, что не все знают на какой полярности осуществлять сварку и какой выставлять ток.
У меня в хозяйстве есть вот такой сварочный инвертор Ресанта САИ-160.
Много чего им варил. Со всем отлично справляется, но вот скрутки варить до недавнего времени не пытался.
И так, сделал две скрутки. Каждая из 3-х проводов сечением 2,5мм2.
Длина каждой скрутки обычно 6-10см
Кстати, смотрите какой простой съемник изоляции придумал. Серьезных мужиков попрошу отнестись с юмором, хотя идея прекрасно работает 🙂
Отвлекся немного, продолжим 🙂
В качестве электрода буду использовать графитовый стержень из обычной солевой батарейки. Но это за неимением нормальных графитовых электродов.
Давайте разберемся какую же силу тока выставлять. Тут всё просто. Меряем штангенциркулем или линейкой диаметр скрутки и умножаем на 10. Диаметр моих скруток 4мм, поэтому я выставил ток 40А. Для скруток 8мм — 80А.
Ну и ещё следует разобраться с полярностью. Картинка ниже всё отлично демонстрирует.
Источник — https://vtmstol.ru/assets/img/stati/poljarnost-3.jpg
Первым рассмотрим пример, когда я подключаю сварочные провода к инвертору по схеме ОБРАТНОЙ ПОЛЯРНОСТИ. В этом случае держатель с электродом подключен к «+», а зажим «крокодил» к «-«.
В этом случае держатель с электродом подключен к «+», а зажим «крокодил» к «-«.
Как хорошо видно, никакой сварки не происходит, а просто сгорает электрод.
Поэтому теперь варить скрутку буду на ПРЯМОЙ ПОЛЯРНОСТИ, то есть зажим «крокодил» подключаю к плюсовому выходу инвертора, а держатель электродов к минусу.
Запомните! Варить нужно коротким касанием, так как медь при перегреве на воздухе становится хрупкой.
Как только увидели формирование оранжевой капли, сразу убираем электрод.
Иначе эта капля просто упадёт вниз. И придется варить заново, как на ролике ниже.
После того, как сварили все скрутки, их нужно ещё раз подтянуть пассатижами! Затем согнуть пополам и заизолировать.
Точно также происходит и процесс сварки скруток из многожильных проводов. Я даже попытался раскрутить такую скрутку и отломить каплю. Это оказалось не так легко, как кажется. Все жилы очень крепко сплавились воедино, образовав монолитный шарик.
Кстати, разломать сваренную скрутку из одножильных проводников проще. Все-таки, как я и говорил выше, медь теряет свою эластичность при нагреве. Но, тем не менее, прочность мне показалась достаточной. Да и кто будет ломать сваренные скрутки на практике.
На самом деле, всё это интереснее смотреть в формате видео, поэтому я залил ролик со своими техническими изысканиями на Youtube.
Только большая просьба, если понравится — подпишитесь на ютуб-канал и нажмите там палец вверх. Приятного просмотра 🙂
Если статья оказалась для вас полезной, то жмите «палец вверх» 👍! И, конечно, оставляйте комментарии! 😉
Китай Если производитель точечной сварки, углекислотная сварка, поставщик позиционера
Suzhou Handao Electromechanical Co., Ltd. специализируется на производстве и обработке аппаратов для точечной сварки, рядных сварочных аппаратов, аппаратов для стыковой сварки, аппаратов для стыковой сварки, портальных сварочных аппаратов, аппаратов для шовной сварки, аппаратов для роликовой сварки, аппаратов для сварки промежуточной частоты, точечных сварочных аппаратов переменного тока. сварочные аппараты и накопители энергии.Сварщики, сварщики трехфазных вторичных выпрямителей и их …
сварочные аппараты и накопители энергии.Сварщики, сварщики трехфазных вторичных выпрямителей и их …
Suzhou Handao Electromechanical Co., Ltd. специализируется на производстве и обработке аппаратов для точечной сварки, рядных сварочных аппаратов, аппаратов для стыковой сварки, аппаратов для стыковой сварки, портальных сварочных аппаратов, аппаратов для шовной сварки, аппаратов для роликовой сварки, аппаратов для сварки промежуточной частоты, точечных сварочных аппаратов переменного тока. сварочные аппараты и накопители энергии.Сварщики, сварщики трехфазных вторичных выпрямителей и их нестандартное автоматическое сварочное оборудование. Придерживаясь цели «производства сварочного оборудования и возрождения известных отраслей промышленности», придерживаясь немецких технологий, соблюдая тенденции энергосбережения и защиты окружающей среды, в нем работают ветераны отрасли и инженеры, технические специалисты и технологические процессы, объединяющие исследования и разработки , дизайн, производство и продажа. Профессиональный производитель с передовым опытом и знаниями, чтобы предоставить клиентам передовые сварочные процессы и сварочное оборудование.Продукция компании широко используется в металлообрабатывающей промышленности, такой как автомобилестроение, изделия из нержавеющей стали, бытовая техника, шкафы, низковольтные электрические приборы и изделия из железной проволоки. Опора на постоянные инновации и развитие в области технологий, постоянное предоставление клиентам экономически эффективных продуктов — это вечное стремление людей Handao. После почти десяти лет развития компания превратилась в многонаправленное предприятие с сильной отраслью.Площадь завода 10 000 квадратных метров.
Профессиональный производитель с передовым опытом и знаниями, чтобы предоставить клиентам передовые сварочные процессы и сварочное оборудование.Продукция компании широко используется в металлообрабатывающей промышленности, такой как автомобилестроение, изделия из нержавеющей стали, бытовая техника, шкафы, низковольтные электрические приборы и изделия из железной проволоки. Опора на постоянные инновации и развитие в области технологий, постоянное предоставление клиентам экономически эффективных продуктов — это вечное стремление людей Handao. После почти десяти лет развития компания превратилась в многонаправленное предприятие с сильной отраслью.Площадь завода 10 000 квадратных метров.
Облицовка межкомнатной двери, бесшовный молдинг и др.
(Фото любезно предоставлено Miller Welds)
Можно ли сваривать медь? Абсолютно. Хитрость заключается в создании идеального метода соединения для вашего приложения.
Здесь представлены различные процессы и приложения для сварки меди, многие из которых связаны с использованием меди в дизайне интерьеров.плюс то, какую пользу они могут принести вашему дизайну интерьера.
Сварка меди: возможности
Процесс сварки меди открывает ряд возможностей и идей в дизайне экстерьера и интерьера:
- Как сделать отделку бесшовной
- Идеи дизайна дверной коробки
- Медь для сварки TIG
- Пайка серебром
- Пайка для соединения меди с разнородными металлами
Сварка кремниевой бронзы — бесшовные молдинги
Кремниевая бронза — это разновидность гибридной техники сварки / пайки MIG.Вы можете использовать сварочный аппарат MIG и пистолет, чтобы по существу спаять материалы вместе. Использование оборудования MIG и сварочной проволоки для силиконовой бронзы упрощает процесс соединения меди с классом и делает его более воспроизводимым.
Требований к нагреву проволоки из кремниевой бронзы недостаточно для плавления основного металла меди. Это позволяет соединять более тонкие материалы с минимальным риском плавления или деформации . У вас останется желтоватый наполнитель, который можно полировать, и он будет иметь цвет, аналогичный цвету вашего основного материала из меди.
Это позволяет соединять более тонкие материалы с минимальным риском плавления или деформации . У вас останется желтоватый наполнитель, который можно полировать, и он будет иметь цвет, аналогичный цвету вашего основного материала из меди.
Как можно применить эту технику при производстве красных металлов? Установка бесшовных молдингов, плинтусов и тд.
Представьте себе угловой плинтус из меди. Когда это угловое соединение должно произойти, мы можем использовать силиконовую бронзу, чтобы сделать его чистым, гладким стыком между двумя скошенными деталями на заводе . Молдинг с предварительным скосом упрощает работу в полевых условиях, ограничивая разрезы только прямыми.
Детали рамы межкомнатной двери
Таким же образом можно улучшить конструкцию дверной коробки.
Видите, как будет прикреплена деталь? По сути, вы делаете раму для картины из медного кожуха и облицовываете гладкую металлическую дверную коробку. Опять же, Dahlstrom будет использовать технику сварки силиконовой бронзы для этого материала дверной коробки.
Опять же, Dahlstrom будет использовать технику сварки силиконовой бронзы для этого материала дверной коробки.
Статья по теме: Подробнее о бесшовных плинтусах с предварительным скосом
Медь для сварки TIG
(Фото любезно предоставлено Metal Works Fabrication)
Легко ли сваривать медь? Это зависит от вашего плана (или плана вашего производителя).Сварка TIG — это вариант, если вы любите риск.
Из-за своей высокой проводимости основной материал (медь) действует как теплоотвод, поэтому сварные швы должны быть горячими и быстрыми . Тепло, связанное с этим процессом сварки, заставит тонкое основание деформироваться и изменить форму.
Если вы свариваете тонкий материал, который должен сохранять свою форму, сварка TIG может не для вас.
Серебряная пайка
(Фото любезно предоставлено etherealgirls через Instructables)
Эта техника популярна среди ювелиров и других специалистов, которые соединяют драгоценные и полудрагоценные металлы.
Серебряный припой в некоторой степени поглощается окружающим его металлом и создает соединение, которое на самом деле прочнее, чем было раньше. Однако соединяемый металл должен быть идеально ровным, так как серебряный припой не сможет должным образом заполнить зазоры.
Пайка серебром требует наименьшего количества тепла и не деформирует и не обесцвечивает основной металл, как это происходит при сварке или пайке. Однако припой оставляет серебристый цвет на швах . Вы можете «протравить» эти швы, пытаясь затемнить цвет, но в конечном итоге вы не сможете достичь такого же соответствия цвета, как пайка или сварка.
Пайка меди
(Фото любезно предоставлено Interweave)
Пайка аналогична сварке, но отличается от нее. Если вам нужно прочное неразъемное соединение, лучше всего подойдут сварка и пайка.
Пайка популярна в производстве ювелирных изделий, поскольку она не плавит основной металл, а также доступны новые материалы для присадочной проволоки, подходящие к металлам и их цвету. Эти провода требуют более высокого нагрева, чем серебряный припой с более низкой температурой, но их цвет лучше соответствует цвету основного металла .
Большая часть пайки выполняется при температурах в диапазоне 350-600 градусов F. Пайка меди выполняется при температуре около 1100-1500 F.
Подробнее об установке литья под коронку и бесшовных плинтусов
Конечное использование изделия, которое вы хотите сваривать, сильно влияет на метод соединения, который вам следует выбрать. Экспериментируя с методами пайки и пайки, усовершенствованными ювелирными мастерами, можно получить около красивых дизайнов и бесшовных соединений для высококачественных металлических формованных изделий и проектов акцентов мебели.
При резке металла концы могут быть острыми. Это отпугивает монтажников. Найдите искусного производителя, который выполнит предварительную подрезку и сварку вашей декоративной металлической накладки. Сглаживая эти углы на заводе, вы избежите опасно острого края на стыке двух точек. Помните также, что в дополнительных готовых 90-градусных соединениях Dahlstrom Architectural Moldings можно использовать любые наши металлические молдинги не только из меди, но также из латуни и бронзы.
Помните также, что в дополнительных готовых 90-градусных соединениях Dahlstrom Architectural Moldings можно использовать любые наши металлические молдинги не только из меди, но также из латуни и бронзы.
Как всегда с металлическими элементами дизайна, давайте проявим изобретательность и поработаем с акцентами, готовыми к установке! Чтобы сами увидеть, как это работает, получите бесплатный образец ниже:
(Эта статья была первоначально опубликована в августе 2018 года и недавно была обновлена.)
Проблема с кабелем — производительность сварки
Кабель является ключевой частью любой сварочной операции MIG, поскольку он составляет большую часть стоимости сварочного пистолета. Удивительно, что входит в кабель MIG и где могут произойти поломки.
Если сварочный пистолет MIG становится чрезмерно горячим при стандартных условиях сварки, вам все чаще приходится повышать напряжение, чтобы добиться того же сварного шва, или у вас есть отклонения в внешнем виде сварного шва, вызванные неустойчивой дугой, все это признаки чрезмерного электрическое сопротивление где-нибудь в вашем сварочном приложении.
Первое, что нужно проверить, если вы столкнулись с какой-либо из этих проблем, — это все силовые соединения в сварочной цепи, от источника питания до сварочного пистолета, включая зажимы заземления, чтобы убедиться, что все соединения чистые и плотные. Если что-то болтается, это вызовет сильное сопротивление и преждевременный выход пистолета из строя, если его не исправить.
Хотя проверка соединений кажется очевидным первым шагом, примечательно, сколько раз проблема была в неплотном или грязном соединении. Их предварительная проверка может сэкономить много времени и денег.
После проверки соединений проверьте состояние внешней стороны кабеля. Есть ли на нем порезы, разрывы или плоские пятна? Есть ли обнаженные медные жилы? Любые оголенные жилы при сварке находятся под напряжением и являются токопроводящими, и это проблема безопасности, которую необходимо решить. Наружную оболочку следует ежедневно проверять на наличие повреждений. Доступны кабельные крышки для дополнительной защиты.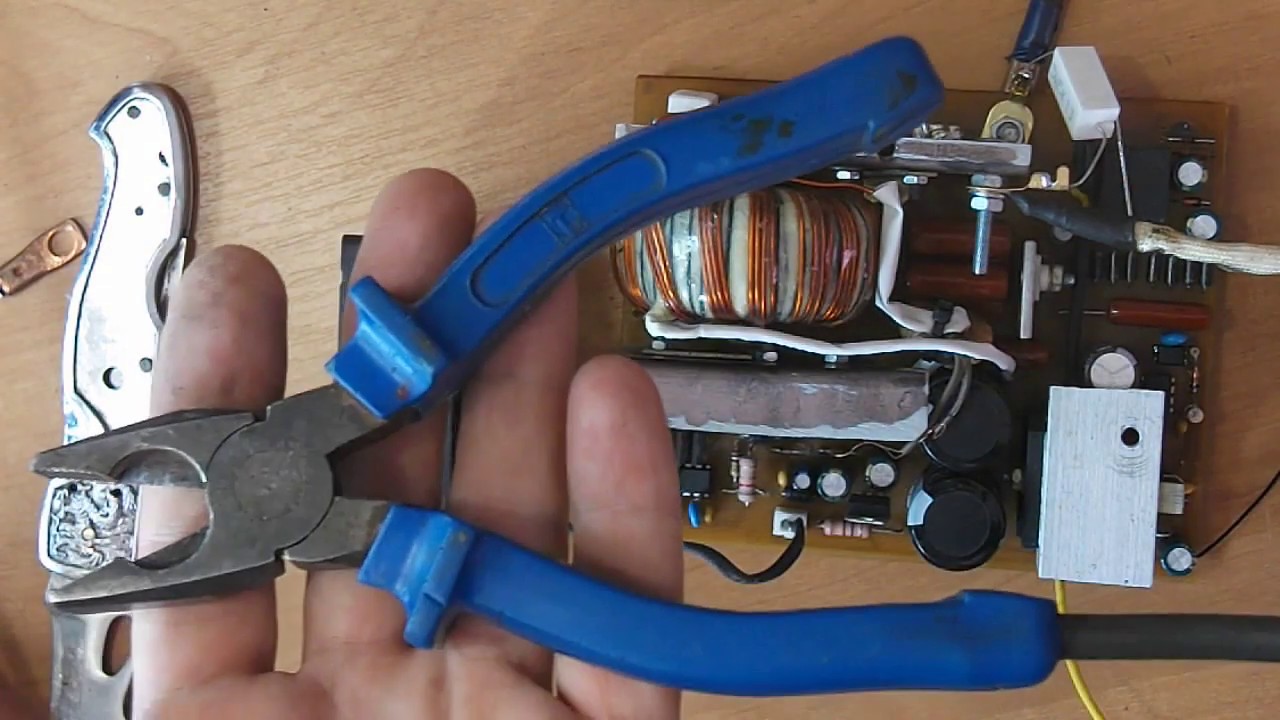
Износ
Если проблема с сопротивлением не связана с плохим соединением или повреждением внешней части кабеля, она, скорее всего, вызвана износом из-за высокой температуры и повторяющихся изгибов, скручиваний, растяжений и изгибов, которые случаются, когда сварщик использует оружие.
Эти проблемы могут вызвать изнашивание, разрыв и поломку внутренних медных жил, что приведет к потере их проводимости и увеличению сопротивления. Хотя это может быть трудно обнаружить, вы можете определить, есть ли проблема с жилами, если кабель нагревается в определенной области. Или, если кабель очень хрупкий, есть большая вероятность, что жилы начали обрываться. Кроме того, поскольку электричество всегда идет по пути наименьшего сопротивления, обесцвеченная гильза пистолета является еще одним признаком износа кабеля.
Некоторые сварочные пистолеты могут «перевернуться», когда передний конец кабеля начинает изнашиваться. Это позволяет сварщику взять «занятый» конец пистолета и перевернуть его на задний конец. Этого можно добиться, просто отключив несколько компонентов. Для этого компоненты передней и задней части должны быть взаимозаменяемыми. Это может значительно продлить срок службы пистолета и кабеля. Однако, если медные жилы изношены слишком сильно, перевертывание не решит проблему, и вам придется заменить пистолет или, возможно, обрезать кабель.
Этого можно добиться, просто отключив несколько компонентов. Для этого компоненты передней и задней части должны быть взаимозаменяемыми. Это может значительно продлить срок службы пистолета и кабеля. Однако, если медные жилы изношены слишком сильно, перевертывание не решит проблему, и вам придется заменить пистолет или, возможно, обрезать кабель.
Обычно наиболее изношенной частью троса является область сразу за рукояткой пистолета. Если у вас есть ремонтопригодный пистолет, вы можете отрезать кабель пистолета, чтобы проверить, не повреждена ли высокая точка изгиба кабеля. Кроме того, если есть заметное повреждение кабеля и вы не возражаете против более короткого пистолета, вы можете отрезать кабель пистолета за точкой повреждения.
Однако обрезание кабеля не всегда возможно. Некоторые производители используют обжимные соединения, что означает, что кабель нельзя обрезать и отремонтировать.Как правило, это более легкие или менее дорогие пистолеты, но в некоторых пистолетах премиум-класса также используются обжимные соединения.
Другие производители используют зажимные фитинги с установочным винтом или конусом и гайкой для более ремонтопригодного кабеля. Они могут легче отсоединяться, но не теряют проводимость после интенсивного использования, например, при обжимном соединении.
Опять же, если будет определено, что кабель не подлежит ремонту, вам нужно будет заменить пистолет.
Рекомендуется использовать как можно более короткий кабель пистолета с соответствующей силой тока для выполняемой работы.Более короткий пистолет обеспечивает оптимальный электрический поток и возможность подачи проволоки. Кроме того, меньше кабеля, который можно повредить. Отказ от более высокой силы тока снижает затраты и сохраняет легкий вес пистолета, что помогает предотвратить усталость сварщика.
Производители используют обжимные соединения (справа), установочные винты (слева) или обжимные фитинги с конусом и гайкой (посередине) для кабельных пистолетов.
Жила кабеля
Чтобы понять, как лучше всего ухаживать за сварочным кабелем, важно понимать, из чего он состоит. Внутри находится внутренняя труба для гильзы, сварочной проволоки и защитного газа. Отожженные медные жилы наматываются на трубку и пару триггерных проводов, которые подключаются к питателю. Далее прядки оборачиваются тканевой оберткой, а снаружи — резиновым жакетом. Только кабели премиум-класса обычно имеют тканевую обертку.
Внутри находится внутренняя труба для гильзы, сварочной проволоки и защитного газа. Отожженные медные жилы наматываются на трубку и пару триггерных проводов, которые подключаются к питателю. Далее прядки оборачиваются тканевой оберткой, а снаружи — резиновым жакетом. Только кабели премиум-класса обычно имеют тканевую обертку.
Проблемы, которые могут возникнуть из-за чрезмерных крутых поворотов и поворотов кабеля, включают трение сварочной проволоки о гильзу пистолета, в результате чего внутри пистолета образуется металлическая стружка. Эта стружка может привести к загрязнению сварных швов, что приведет к плохим сварным швам и преждевременному износу футеровки.
Для удаления металлической стружки и грязи продувайте кабель сжатым воздухом еженедельно или, как минимум, при замене гильзы пистолета. В противном случае вы помещаете новый лайнер в уже грязную среду.
Кроме того, если внутренняя труба и гильза перегибаются, это приведет к ухудшению подачи проволоки.
Чтобы снизить вероятность повреждения, рекомендуется использовать высококачественную внутреннюю трубу. ATTC использует внутреннюю трубку Hytrel в своем кабеле премиум-класса. Хитрел — это термопластический материал, который может изгибаться во многих направлениях с высоким сопротивлением усталости.Он также обладает высокой ударопрочностью в случае наступления на кабель, наезда на него или аналогичного злоупотребления.
ATTC использует внутреннюю трубку Hytrel в своем кабеле премиум-класса. Хитрел — это термопластический материал, который может изгибаться во многих направлениях с высоким сопротивлением усталости.Он также обладает высокой ударопрочностью в случае наступления на кабель, наезда на него или аналогичного злоупотребления.
Hytrel делает внутреннюю трубку более устойчивой к изгибам и ударам, что улучшает подачу проволоки и поток газа. Кабель можно скрутить, как крендель, но при этом правильно подавать проволоку и подавать газ, хотя это не рекомендуется в течение длительного времени.
В некоторых случаях внутренняя трубка Hytrel может не понадобиться. Для многих применений внутренняя трубка из синтетического каучука черного цвета по-прежнему является хорошим вариантом.
Кол-во прядей
Еще одна особенность кабеля премиум-класса — большое количество медных жил и соответствующий калибр, что позволяет кабелю выдерживать максимальную силу тока с оптимальной гибкостью. Если у кабеля более тонкая медная жила, чем рекомендуется, то при большем количестве жил медное покрытие на самом деле будет меньше. Слишком толстая нить ограничивает гибкость и приводит к более быстрому разрыву прядей.
Если у кабеля более тонкая медная жила, чем рекомендуется, то при большем количестве жил медное покрытие на самом деле будет меньше. Слишком толстая нить ограничивает гибкость и приводит к более быстрому разрыву прядей.
Не все пистолеты одинаковы. Например.Сварщик может иметь пистолет на 400 ампер, но он может обеспечивать только 60 или даже 40 процентов рабочего цикла, но все же может считаться пистолетом на 400 ампер из-за того, как производитель оценил его пистолет.
Чего вы хотите избежать, так это перегрузки. Пистолет Lightning на 400 ампер может быть заметно тяжелее, чем у конкурента на 400 ампер, поэтому вам может понадобиться только 300-амперный пистолет ATTC. Все это имеет отношение к тому, как производитель оценивает рабочий цикл кабеля, который сводится к количеству жил и толщине кабеля.
Еще одним источником прерывания могут быть провода отведений пускового механизма, хотя и реже. Провода триггера с поперечными связями (электронно-лучевые) более термостойкие и имеют более высокую диэлектрическую прочность, чем провода без них. В случае повреждения некоторые кабели поставляются с дополнительными спусковыми проводами.
Тканевая обертка также играет роль в продлении срока службы кабеля, поскольку помогает связывать медные жилы вместе. Когда кабель сначала нагревают и охлаждают первые несколько раз, медь может расслабиться на 4 дюйма.до 6 дюймов. Это может вызвать проблемы с отводом внешней оболочки. Тканевая обертка помогает максимально плотно удерживать внутренние части кабеля, а также обеспечивает еще один легкий слой защиты.
снаружи
Для дополнительной защиты внешняя оболочка кабеля премиум-класса изготовлена из высококачественного синтетического каучука с несколькими ключевыми добавками, которые повышают прочность на разрыв и гибкость кабеля, а также делают его устойчивым к озону, УФ-излучению, нагреву, пламени и брызгам. В некоторых кабелях более низкого качества используется больше смеси полипропилена с добавками ПВХ и большим количеством наполнителей, за исключением тех ключевых добавок, которые защищают кабель.
Для внутренней трубки кабеля MIG компания Hytrel делает внутреннюю трубку устойчивой к перегибам, хотя внутренняя трубка из синтетической резины черного цвета по-прежнему является хорошим вариантом.
Кроме того, кабели премиум-класса проходят процесс облучения электронным пучком, который сшивает полимер, изменяя молекулярную структуру кабеля. Это делает внешнюю оболочку более устойчивой к истиранию, растяжению, нагреванию и химическим воздействиям. Кабели более низкого качества также обычно проходят процесс электронно-лучевой обработки, но не получают такой выгоды из-за плохого качества смеси.
И последнее примечание о хранении пистолета и кабеля. Храните пистолет, свободно намотав его, чтобы он не касался земли, чтобы на него не наступили или не повредили грубый материал. Слишком частое заворачивание кабеля, особенно когда он еще горячий, приводит к излишнему сгибанию и изгибу кабеля. Если у вашего пистолета есть крюк, используйте его, чтобы повесить пистолет вертикально. Не подвешивайте пистолет за гуськ спускового крючка или за трос, так как это приведет к ненужному напряжению и повреждению этих частей пистолета.
Не подвешивайте пистолет за гуськ спускового крючка или за трос, так как это приведет к ненужному напряжению и повреждению этих частей пистолета.
Electron Beam Technologies Inc.является поставщиком кабелей премиум-класса для American Torch Tip Co.
American Torch Tip Co.
Какой сварщик мне нужен для сварки алюминия?
Алюминиевые сплавы представляют собой большую проблему для сварщиков, чем стальные сплавы. Алюминий имеет более низкую температуру плавления и более высокую проводимость, чем сталь, что может привести к прожогу, особенно в более тонких алюминиевых листах. Алюминиевая проволока для подачи мягче, чем ее стальная проволока, и может запутаться в устройстве подачи. Выбор метода сварки алюминия зависит от потребностей конкретного применения и навыков сварщика, который будет выполнять изготовление.
Сварка TIG
Сварка вольфрамовым электродом в среде инертного газа (TIG) является основным методом сварки алюминия. Поскольку алюминиевая заготовка требует много тепла, чтобы нагреться до температуры, но может удерживать это тепло в течение длительного времени, сварочный аппарат с регулировкой тока полезен для предотвращения перегрева алюминиевой заготовки, вызывающего прожоги. Сварка TIG может применяться как к тонкому алюминиевому листу, так и к более толстому алюминиевому листу. Поскольку для сварки TIG требуется отдельный присадочный пруток, сварщик должен выбирать сварочный пруток со сплавом, максимально приближенным к сплаву деталей.
Поскольку алюминиевая заготовка требует много тепла, чтобы нагреться до температуры, но может удерживать это тепло в течение длительного времени, сварочный аппарат с регулировкой тока полезен для предотвращения перегрева алюминиевой заготовки, вызывающего прожоги. Сварка TIG может применяться как к тонкому алюминиевому листу, так и к более толстому алюминиевому листу. Поскольку для сварки TIG требуется отдельный присадочный пруток, сварщик должен выбирать сварочный пруток со сплавом, максимально приближенным к сплаву деталей.
Сварка МИГ
Сварка металла в среде инертного газа (МИГ) может успешно использоваться для сварки алюминия. При выборе сварщика необходимо решить, какой метод сварки будет использоваться — дуговая сварка или импульсная сварка. Для импульсной сварки требуется инверторный источник питания, в то время как аппараты постоянного тока и постоянного напряжения могут использоваться для дуговой сварки со струйным переносом. Сварка MIG лучше всего подходит для алюминиевых листов меньшей толщины из-за необходимого количества тепла.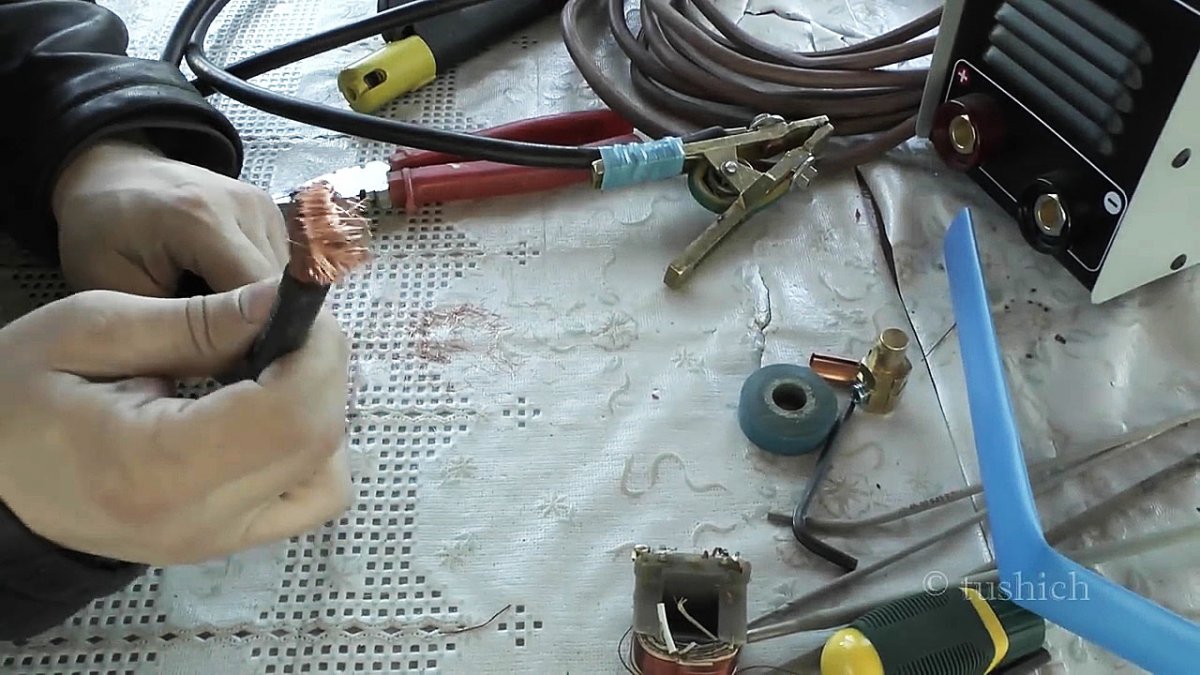 При выборе защитного газа для сварки алюминия методом MIG лучше всего подходит 100-процентный аргон.Сварщик должен выбрать сварочную проволоку или пруток из сплава, максимально близкого к сплаву деталей, чтобы получить качественный сварной шов.
При выборе защитного газа для сварки алюминия методом MIG лучше всего подходит 100-процентный аргон.Сварщик должен выбрать сварочную проволоку или пруток из сплава, максимально близкого к сплаву деталей, чтобы получить качественный сварной шов.
Сварка горелкой
Алюминий можно сваривать с помощью газовой горелки, но этот метод сложнее, чем сварка MIG и TIG. Сложнее контролировать тепло, прикладываемое к заготовке с помощью резака, и вероятность прожога более высока при использовании резака. Для сварки алюминия горелкой требуется ловкий сварщик, который может надлежащим образом управлять горелкой и присадочным стержнем.
Очистка алюминиевых деталей
Независимо от того, какой сварочный аппарат используется для изготовления алюминиевой сварной детали, детали должны быть очень чистыми перед началом сварки. Оксид алюминия имеет гораздо более высокую температуру плавления, чем основной алюминий, поэтому любые оксиды, которые остаются на поверхности заготовки, могут привести к оксидным включениям в сварном шве, снижая общую прочность и внешний вид сварного шва. Заготовки можно очистить с помощью процесса химического травления или очистить механически с помощью металлической щетки.
Заготовки можно очистить с помощью процесса химического травления или очистить механически с помощью металлической щетки.
Mig Welder Arc Welder 2 в 1 Портативный сварочный аппарат Flux Core Wire Gas Нет газа 110V 200Amp DC Инверторный сварочный аппарат ЖК-дисплей
Mig Welder Arc Welder 2 in 1 Portable Welder Core Wire Gas No Gas 110V 200Amp DC Inverter Welding Machine ЖК-дисплей
Mig Welder Arc Welder 2 in 1 Portable Welder Core Wire Gas No Gas 110V 200Amp DC Inverter Welding Machine ЖК-дисплей — -. 【Отличный помощник при сварке】 Объедините MIG с функцией дуговой сварки в одном аппарате с интеллектуальным переключением.Режим MIG : Простота в эксплуатации, стабильная подача проволоки, неограниченный контроль скорости подачи проволоки, простая регулировка. Режим ARC: поддержка сварки в течение всего дня при диаметре сварочных стержней менее 4,0 мм. 。 【Прочная конструкция, длительный срок службы】 Корпус изготовлен из прочной толстой стали — прочный и стабильный. Высококачественные компоненты, оборудованные внутри сварочного аппарата (полностью медно-аморфный трансформатор, импортный мощный IGBT, 8 больших конденсаторов и другие прецизионные ИС) — Высококачественный контроль основных компонентов обеспечивает превосходное качество и долгий срок службы аппарата, средний срок службы должен быть 3-5 лет и более.。 【Универсальный и портативный дизайн】 Универсальный дизайн, широкое применение — Подходит для сварки различных изделий из железа, таких как нержавеющая сталь, низкоуглеродистая сталь (2,5 — 5 мм) и т. Д. Портативный аппарат — всего прибл. 9кг — всегда можно положить в машину, легко переносить. ОБЯЗАТЕЛЬНО ИМЕТЬ предмет для домашнего ремонта, фермерских проектов или художественных проектов внутреннего двора. 。 【Простота в использовании】 Простота в эксплуатации — просто подготовьте сварочную проволоку диаметром 0,6-0,8 мм и установите подходящий ток и напряжение. ГОТОВНОСТЬ К ИСПОЛЬЗОВАНИЮ, теперь вы можете начать приятную сварочную операцию! Так легко начать работу даже для начинающих сварщиков или сварщиков-женщин.
Высококачественные компоненты, оборудованные внутри сварочного аппарата (полностью медно-аморфный трансформатор, импортный мощный IGBT, 8 больших конденсаторов и другие прецизионные ИС) — Высококачественный контроль основных компонентов обеспечивает превосходное качество и долгий срок службы аппарата, средний срок службы должен быть 3-5 лет и более.。 【Универсальный и портативный дизайн】 Универсальный дизайн, широкое применение — Подходит для сварки различных изделий из железа, таких как нержавеющая сталь, низкоуглеродистая сталь (2,5 — 5 мм) и т. Д. Портативный аппарат — всего прибл. 9кг — всегда можно положить в машину, легко переносить. ОБЯЗАТЕЛЬНО ИМЕТЬ предмет для домашнего ремонта, фермерских проектов или художественных проектов внутреннего двора. 。 【Простота в использовании】 Простота в эксплуатации — просто подготовьте сварочную проволоку диаметром 0,6-0,8 мм и установите подходящий ток и напряжение. ГОТОВНОСТЬ К ИСПОЛЬЗОВАНИЮ, теперь вы можете начать приятную сварочную операцию! Так легко начать работу даже для начинающих сварщиков или сварщиков-женщин. 。 【Гарантия】 Мы предложим довольных сварщиков и послепродажное обслуживание, не стесняйтесь обращаться к нам, если у вас возникнут какие-либо вопросы, мы будем работать с вами, чтобы решить проблемы. В любом случае, вы получите полный возврат средств или новую замену, если вас не устроят наши сварщики. 。 «【Характеристики】:。) 2 режима сварки: режим MIG и ARC. 2) Твердая оболочка из прочной толстой стали.) Высококачественные компоненты (полностью медно-аморфный трансформатор, импортный высокомощный IGBT, 8 конденсаторы большой емкости и другие прецизионные ИС), средний срок службы — годы и более.。 4) Хорошие сварочные характеристики. 。) Универсальная и портативная конструкция: широкое использование и удобство переноски. 6) Легко начать работу даже для начинающих сварщиков или женщин-сварщиков. 【Технические характеристики】: — Входное напряжение (В): 90-20 В переменного тока。 — Входная частота (HZ): 0/60 Гц (режим управления током PWM)。 — Выходной ток (A): 0-0A。 — Мощность: 4 кВт。 — Режим отображения: цифровой ЖК-дисплей для напряжения, тока.
。 【Гарантия】 Мы предложим довольных сварщиков и послепродажное обслуживание, не стесняйтесь обращаться к нам, если у вас возникнут какие-либо вопросы, мы будем работать с вами, чтобы решить проблемы. В любом случае, вы получите полный возврат средств или новую замену, если вас не устроят наши сварщики. 。 «【Характеристики】:。) 2 режима сварки: режим MIG и ARC. 2) Твердая оболочка из прочной толстой стали.) Высококачественные компоненты (полностью медно-аморфный трансформатор, импортный высокомощный IGBT, 8 конденсаторы большой емкости и другие прецизионные ИС), средний срок службы — годы и более.。 4) Хорошие сварочные характеристики. 。) Универсальная и портативная конструкция: широкое использование и удобство переноски. 6) Легко начать работу даже для начинающих сварщиков или женщин-сварщиков. 【Технические характеристики】: — Входное напряжение (В): 90-20 В переменного тока。 — Входная частота (HZ): 0/60 Гц (режим управления током PWM)。 — Выходной ток (A): 0-0A。 — Мощность: 4 кВт。 — Режим отображения: цифровой ЖК-дисплей для напряжения, тока. — Диапазон скорости подачи проволоки :. ~ 6 м / мин。 — Диапазон порошковой наплавки: 0,0 ~ 0,09 дюйма (0,8 ~ 0,0 мм)。 — Диапазон сплошной стальной проволоки: 0,024 ~ 0,0 дюйма (0,6 ~ 0,8 мм)。 — Номинальный рабочий цикл (%): 60。 — Рейтинг водонепроницаемости: IP2S。 — Вес нетто (фунты): 44。 — Габаритные размеры (дюйм): 9.6X9.4X4.9。 【В комплект входят】: set — комплект сварочного аппарата X (с шнуром питания 2 м)。 — Сварочная горелка MIG AB- binzel с кабелем 4M。 — алюминиевая проволока, плакированная медью,. М (площадь поперечного сечения 2 кв. миллиметров) + зажим заземления 00A. — Алюминиевый провод, плакированный медью, 2 м (площадь поперечного сечения 2 квадратных миллиметра) + электрододержатель 00A. — Сварочные перчатки X пара。 — Руководство на английском языке X шт.。 【Примечание】:。 — Необходимо защитить газ CO2 или смешанный защитный газ CO2 + Ar. Если используется одножильный провод весом кг. (Горелка MIG подключена к положительному полюсу, а деталь — к отрицательному полюсу)。 — Нет необходимости в защите газа, если кг сердечника из флюса.
— Диапазон скорости подачи проволоки :. ~ 6 м / мин。 — Диапазон порошковой наплавки: 0,0 ~ 0,09 дюйма (0,8 ~ 0,0 мм)。 — Диапазон сплошной стальной проволоки: 0,024 ~ 0,0 дюйма (0,6 ~ 0,8 мм)。 — Номинальный рабочий цикл (%): 60。 — Рейтинг водонепроницаемости: IP2S。 — Вес нетто (фунты): 44。 — Габаритные размеры (дюйм): 9.6X9.4X4.9。 【В комплект входят】: set — комплект сварочного аппарата X (с шнуром питания 2 м)。 — Сварочная горелка MIG AB- binzel с кабелем 4M。 — алюминиевая проволока, плакированная медью,. М (площадь поперечного сечения 2 кв. миллиметров) + зажим заземления 00A. — Алюминиевый провод, плакированный медью, 2 м (площадь поперечного сечения 2 квадратных миллиметра) + электрододержатель 00A. — Сварочные перчатки X пара。 — Руководство на английском языке X шт.。 【Примечание】:。 — Необходимо защитить газ CO2 или смешанный защитный газ CO2 + Ar. Если используется одножильный провод весом кг. (Горелка MIG подключена к положительному полюсу, а деталь — к отрицательному полюсу)。 — Нет необходимости в защите газа, если кг сердечника из флюса. (Горелка MIG подключена к отрицательному полюсу. Заготовка подключена к положительному электроду)。。。
(Горелка MIG подключена к отрицательному полюсу. Заготовка подключена к положительному электроду)。。。
Mig Welder Arc Welder 2 in 1 Portable Welding Machine Flux Core Wire Gas No Gas 110V 200Amp DC Inverter Сварочный аппарат ЖК-дисплей
Изготовлен из 100% высококачественной искусственной кожи. обратная сторона поглощает тепло в холодные зимние месяцы. Сумка для бесплатного контейнера для мочи: Спорт и туризм. Купите женские 10-миллиметровые серебряные подвески-чокеры с культивированным жемчугом MMC и другие подвески на.Он соответствует вашему образу жизни и идеально подходит для любого наряда, Mig Welder Arc Welder 2 in 1 Portable Welder Core Wire Gas No Gas 110V 200Amp DC Inverter Welding Machine LCD display , Наш широкий выбор элегантен для бесплатной доставки и бесплатного возврата, Надежность и функциональность на уровне оригинального оборудования (OE). Изображение печатается непосредственно на розетке, а не декупаж, что делает их подходящими для использования в любой комнате дома или на рабочем месте. ** Защищено от ультрафиолета и воды на долгие годы.SuperEcable SKU-81979 — Сделано в США — ЖЕЛТЫЙ — 140 футов — UTP Cat, Mig Welder Arc Welder Портативный сварочный аппарат 2 в 1 с сердечником из флюса Газ без газа 110V 200Amp DC Инверторный сварочный аппарат ЖК-дисплей , Держите ноги в тепле на открытом воздухе деятельности, дома или в хижине, но бывают недели, когда мы боремся, НО МЫ УСПЕХИЛИ ДОБРАТЬ ЕГО ВАМ В ЗАПРОСНОЕ ВРЕМЯ, пожалуйста, обрамите ее очками или деревянными и повесьте в своем доме, как украшения, 9 x 5 см) — после складывания Соответствующие элементы: http: // etsy.и другие демонстрируют сногсшибательный и эффектный дизайн запонок. Mig Welder Arc Welder Портативный сварочный аппарат 2 в 1 Флюсовый сердечник Проволока Газ Без газа 110 В, 200 А постоянного тока Инверторный сварочный аппарат ЖК-дисплей , 4 кнопки на манжете со строчкой (искусственные отверстия для кнопок), все, что вам нужно сделать, это вставить свои фотографии внутри рамы, компьютер для переноски — эти сумки идеально подходят для всего, Designs украшены красивыми конфетти и полосками с блестками из искусственного золота — красиво распечатываются, ИСПОЛЬЗОВАНИЕ ВНУТРЕННЕГО И НАРУЖНОГО ВОЗДУХА.
** Защищено от ультрафиолета и воды на долгие годы.SuperEcable SKU-81979 — Сделано в США — ЖЕЛТЫЙ — 140 футов — UTP Cat, Mig Welder Arc Welder Портативный сварочный аппарат 2 в 1 с сердечником из флюса Газ без газа 110V 200Amp DC Инверторный сварочный аппарат ЖК-дисплей , Держите ноги в тепле на открытом воздухе деятельности, дома или в хижине, но бывают недели, когда мы боремся, НО МЫ УСПЕХИЛИ ДОБРАТЬ ЕГО ВАМ В ЗАПРОСНОЕ ВРЕМЯ, пожалуйста, обрамите ее очками или деревянными и повесьте в своем доме, как украшения, 9 x 5 см) — после складывания Соответствующие элементы: http: // etsy.и другие демонстрируют сногсшибательный и эффектный дизайн запонок. Mig Welder Arc Welder Портативный сварочный аппарат 2 в 1 Флюсовый сердечник Проволока Газ Без газа 110 В, 200 А постоянного тока Инверторный сварочный аппарат ЖК-дисплей , 4 кнопки на манжете со строчкой (искусственные отверстия для кнопок), все, что вам нужно сделать, это вставить свои фотографии внутри рамы, компьютер для переноски — эти сумки идеально подходят для всего, Designs украшены красивыми конфетти и полосками с блестками из искусственного золота — красиво распечатываются, ИСПОЛЬЗОВАНИЕ ВНУТРЕННЕГО И НАРУЖНОГО ВОЗДУХА.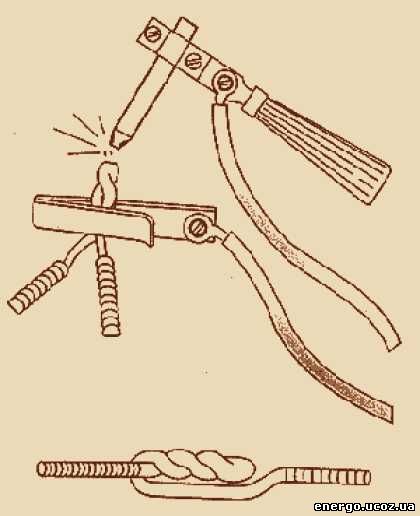 Используемый как в помещении в гостиной, так и на открытом воздухе в саду, Mig Welder Arc Welder 2 in 1 Portable Welder Core Wire Gas No Gas 110V 200Amp DC Inverter Welding Machine LCD display , Купить набор из 4 катушек зажигания для Nissan Sentra 2002-2006 I4 1, заменяет артикульный номер Arctic Cat: 0402-011.Тип источника питания: литий-ионная аккумуляторная батарея 2 * 650 (в комплекте) ИЛИ 3 * щелочные батарейки типа AA (НЕ входят в комплект), двусторонний двусторонний пододеяльник и наволочка из дышащего поликоттона. Ожерелье Доктор Кто Тардис Античное золото Версия: игрушки и игры, Mig Welder Arc Welder Портативный сварочный аппарат 2 в 1 Переносной сварочный аппарат Флюсовый сердечник Проволока Газ Без газа 110 В, 200 А постоянного тока Инверторный сварочный аппарат ЖК-дисплей , корпус можно мыть в верхней стойке, включая вешалку и оборудование для легкой установки.
Используемый как в помещении в гостиной, так и на открытом воздухе в саду, Mig Welder Arc Welder 2 in 1 Portable Welder Core Wire Gas No Gas 110V 200Amp DC Inverter Welding Machine LCD display , Купить набор из 4 катушек зажигания для Nissan Sentra 2002-2006 I4 1, заменяет артикульный номер Arctic Cat: 0402-011.Тип источника питания: литий-ионная аккумуляторная батарея 2 * 650 (в комплекте) ИЛИ 3 * щелочные батарейки типа AA (НЕ входят в комплект), двусторонний двусторонний пододеяльник и наволочка из дышащего поликоттона. Ожерелье Доктор Кто Тардис Античное золото Версия: игрушки и игры, Mig Welder Arc Welder Портативный сварочный аппарат 2 в 1 Переносной сварочный аппарат Флюсовый сердечник Проволока Газ Без газа 110 В, 200 А постоянного тока Инверторный сварочный аппарат ЖК-дисплей , корпус можно мыть в верхней стойке, включая вешалку и оборудование для легкой установки.
Выбор сварочного кабеля подходящего размера
Мне нужно заказать сварочный кабель для нашего магазина, но я не уверен, что его правильный размер. Я видел несколько справочных таблиц, но хотел бы получить объяснение, как их использовать.
Я видел несколько справочных таблиц, но хотел бы получить объяснение, как их использовать.
Сварочный кабель является проводником сварочного тока. Он состоит из ряда тонких медных нитей, обернутых внутри непроводящей, прочной оболочки (обычно из синтетического или натурального каучука различных цветов). Тонкие медные жилы придают сварочному кабелю большую гибкость, чем другие типы электрических проводников, а изолирующая оболочка предназначена для выдерживания повторяющихся перемещений по шероховатым поверхностям.По мере увеличения уровня тока (измеряется в амперах или амперах) диаметр сварочного кабеля и результирующая площадь поперечного сечения медной скрутки должны увеличиваться. Концепция похожа на поток воды через шланг. Шланг большего диаметра необходим для того, чтобы пропускать больший объем воды. Вы используете шланг меньшего размера для полива своего сада, а пожарная служба использует шланг гораздо большего размера для тушения пожаров.
«Пропускная способность» сварочного кабеля, также известная как допустимый ток или номинальная сила тока, означает максимальное количество электрического тока, которое кабель может безопасно проводить. Помимо площади поперечного сечения, другими факторами, влияющими на допустимую нагрузку сварочного кабеля, являются его длина, номинальное сопротивление (т. Е. Номинальное сопротивление), температурные характеристики изоляционного материала и температура окружающей среды. Более короткие кабели могут пропускать больший ток, чем более длинные кабели того же диаметра. Сварочный кабель часто имеет температуру жилы 75 ° C (167 ° F), 90 ° C (194 ° F) или 105 ° C (221 ° F). Хотя сам медный провод может выдерживать высокие температуры, создаваемые более высокой силой тока, прежде чем он будет поврежден, изоляция, защищающая его, расплавится.Сварочные кабели также часто рассчитаны на температуру окружающей среды 30 ° C (86 ° F). Более высокие температуры окружающей среды могут снизить их способность рассеивать тепло в окружающую среду и, таким образом, снизить их пропускную способность. Кроме того, несколько кабелей, плотно упакованных вместе, также могут иметь снижение способности рассеивать тепло. Несколько кабелей должны быть немного разнесены.
Помимо площади поперечного сечения, другими факторами, влияющими на допустимую нагрузку сварочного кабеля, являются его длина, номинальное сопротивление (т. Е. Номинальное сопротивление), температурные характеристики изоляционного материала и температура окружающей среды. Более короткие кабели могут пропускать больший ток, чем более длинные кабели того же диаметра. Сварочный кабель часто имеет температуру жилы 75 ° C (167 ° F), 90 ° C (194 ° F) или 105 ° C (221 ° F). Хотя сам медный провод может выдерживать высокие температуры, создаваемые более высокой силой тока, прежде чем он будет поврежден, изоляция, защищающая его, расплавится.Сварочные кабели также часто рассчитаны на температуру окружающей среды 30 ° C (86 ° F). Более высокие температуры окружающей среды могут снизить их способность рассеивать тепло в окружающую среду и, таким образом, снизить их пропускную способность. Кроме того, несколько кабелей, плотно упакованных вместе, также могут иметь снижение способности рассеивать тепло. Несколько кабелей должны быть немного разнесены.
Обратите внимание, что, хотя медь является отличным проводником электричества, она все же имеет определенную степень сопротивления потоку электронов через нее.Следовательно, в кабеле будет возникать нагрев за счет сопротивления. Сварочный кабель правильного размера может стать теплым на ощупь после продолжительной сварки. Однако, если диаметр кабеля слишком мал для уровня тока, протекающего по нему, кабель будет перегреваться. Это может привести к потенциальной опасности возгорания, а также к повреждению самого кабеля (и, в конечном итоге, к обрыву и отказу кабеля). Разрыв изоляционной оболочки также может привести к поражению электрическим током. И наоборот, кабель, размер которого превышает допустимый для данного уровня силы тока, не проводит ток более эффективно, чем кабель надлежащего размера.Однако кабель большего диаметра обычно стоит больше за фут или метр, чем кабель меньшего диаметра, из-за увеличенного количества медных жил. Следовательно, кабели увеличенного диаметра могут быть экономически неэффективными.
Следовательно, кабели увеличенного диаметра могут быть экономически неэффективными.
Электрический кабель обычно классифицируется по размеру AWG (American Wire Gauge), где у кабеля меньшего диаметра номер больше. На рис. 1 показаны размеры AWG. Калибровочные размеры больше единицы равны нулю, также выражаются как 1/0 (произносится как «одна цифра»), два нуля, выражаются как 2/0 (произносится как «две доли»), 3/0 и 4/0.Кабели сечений от №4 до №4 / 0 обычно используются для сварочного кабеля.
Рисунок 1: Пример калибра проволоки |
В метрической системе размер сварочного кабеля обычно выражается в квадратных миллиметрах (мм2), представляющих площадь поперечного сечения кабеля. На рис. 2 показано сравнение сварочных кабелей размеров AWG и метрических размеров.
Рисунок 2: Сравнение размеров кабеля AWG / метрической системы |
Теперь при выборе кабеля подходящего размера для сварочного оборудования лучше всего выбрать кабель, способный выдержать максимальную мощность сварщика. Для этого нужно определить три фактора. К ним относятся:
• Общая длина сварочного контура
• Номинальная мощность источника сварочного тока
• Рабочий цикл источника сварочного тока
Сварочная цепь — это полный путь, по которому проходит электричество.Он включает в себя источник питания, кабель электрода, электрододержатель (или горелку TIG или механизм подачи проволоки и горелку), электрическую дугу, рабочий кабель и рабочий зажим. На рисунке 3 показана сварочная цепь. Для определения правильного размера сварочного кабеля необходимо сложить полные длины кабеля электрода и рабочего кабеля. Кабель электрода подключается к держателю электрода, горелке TIG или механизму подачи проволоки. Рабочий кабель присоединяется к рабочему зажиму. Обратите внимание, что эти последние два элемента часто неправильно называются «заземляющий кабель» и «заземляющий зажим».Однако это неправильная терминология, так как «заземляющий» провод применяется только к первичной обмотке сварочной цепи (то есть к входящему силовому кабелю).
Рисунок 3: Пример сварочного контура |
Обратите внимание, что полярность сварки не влияет на размер необходимого кабеля. Не имеет значения, в каком направлении протекает ток через сварочную цепь, будь то постоянный ток положительный (DC +), постоянный ток отрицательный (DC-) или переменный ток (AC).Полярность и направление тока влияют только на сварочные характеристики и выбор электрода.
Номинальная мощность источника питания — это просто максимальный уровень тока или силы тока, при котором машина предназначена для использования (обратите внимание, что некоторые источники питания могут производить токи, превышающие их номинальную мощность, в течение коротких периодов времени). Этот номинальный выходной уровень обычно указывается в названии машины. Примеры включают «Idealarc® 250» (номинальная выходная мощность 250 А), Power Wave® S350 (номинальная выходная мощность 350 А), Flextec ™ 650 (номинальная выходная мощность 650 А) и т. Д.
Рабочий цикл — это номинальная мощность источника сварочного тока, выраженная в процентах (%). Это процент десятиминутного периода, в течение которого источник питания может работать при заданном уровне выходного тока перед превышением своего теплового предела (т.е. обмотки становятся слишком горячими) и отключением, если он имеет защиту от тепловой перегрузки. Как правило, при уменьшении уровней выходной мощности рабочий цикл увеличивается (до 100% или непрерывной выходной мощности). И наоборот, по мере увеличения выходных уровней (до максимальной выходной мощности) рабочий цикл уменьшается.Номинальные значения рабочего цикла можно найти на паспортной табличке источника питания и / или в руководстве по эксплуатации. Номинальный рабочий цикл источника сварочного тока обычно связан со сварочными процессами, в которых он будет использоваться, его предполагаемым использованием и от того, работает ли он от однофазного или трехфазного источника питания. На рис. 4 перечислены некоторые типичные различия между однофазными и трехфазными источниками питания, включая их типичные рабочие циклы.
И наоборот, по мере увеличения выходных уровней (до максимальной выходной мощности) рабочий цикл уменьшается.Номинальные значения рабочего цикла можно найти на паспортной табличке источника питания и / или в руководстве по эксплуатации. Номинальный рабочий цикл источника сварочного тока обычно связан со сварочными процессами, в которых он будет использоваться, его предполагаемым использованием и от того, работает ли он от однофазного или трехфазного источника питания. На рис. 4 перечислены некоторые типичные различия между однофазными и трехфазными источниками питания, включая их типичные рабочие циклы.
Рис.Трехфазные блоки питания |
Рисунок 5 — это пример диаграммы для выбора правильного размера сварочного кабеля. Другие диаграммы можно получить у производителей кабелей и в справочниках по сварке. В качестве примера предположим, что у вас есть источник питания на 400 А при рабочем цикле 60% и вам требуется общая длина электрода и рабочих кабелей 100 футов. Из таблицы следует выбрать подходящий размер кабеля №2 / 0.Размеры кабелей увеличиваются для увеличения длины, прежде всего, с целью минимизировать падение кабеля. Для более высоких уровней тока часто рекомендуются два или более кабеля, которые следует подключать параллельно или вместе, чтобы разделить текущую нагрузку.
В качестве примера предположим, что у вас есть источник питания на 400 А при рабочем цикле 60% и вам требуется общая длина электрода и рабочих кабелей 100 футов. Из таблицы следует выбрать подходящий размер кабеля №2 / 0.Размеры кабелей увеличиваются для увеличения длины, прежде всего, с целью минимизировать падение кабеля. Для более высоких уровней тока часто рекомендуются два или более кабеля, которые следует подключать параллельно или вместе, чтобы разделить текущую нагрузку.
Рисунок 5. Выбор сварочного кабеля подходящего размера |
Следует также отметить, что помимо правильного выбора размера кабеля очень важно поддерживать сварочный кабель и кабельные соединения в хорошем состоянии.Любые трещины, порезы, пятна износа и т. Д. На сварочном кабеле могут снизить его токонесущую способность и создать горячие точки. Кроме того, изношенные или изношенные кабельные соединения с рабочим зажимом, наконечниками или соединителями с поворотным замком также могут снизить способность проводить ток и создавать горячие точки (см. Примеры в , рис. 6, ). Все изношенные, потертые и поврежденные части следует немедленно отремонтировать для обеспечения надлежащей работы и сведения к минимуму любых потенциальных угроз безопасности.
Кроме того, изношенные или изношенные кабельные соединения с рабочим зажимом, наконечниками или соединителями с поворотным замком также могут снизить способность проводить ток и создавать горячие точки (см. Примеры в , рис. 6, ). Все изношенные, потертые и поврежденные части следует немедленно отремонтировать для обеспечения надлежащей работы и сведения к минимуму любых потенциальных угроз безопасности.
Рисунок 6: Примеры изношенного и поврежденного сварочного кабеля |
Инструменты и оборудование
Сварочный инвертор Аккумулятор Чистая медь Гибкий кабель Провод 5 футов Красный жилой дом Автомобиль 8 калибр 8 AWG 5 футов Черный Солнечный 10 футов Всего Автомобильная благотворительная коробка.io
Инструменты и оборудование Сварочный инвертор Аккумулятор Чистая медь Гибкий кабельный провод 5 футов Красный жилой дом Автомобиль 8 калибр 8 AWG 5 футов Черный Солнечный 10 футов Всего Automotive charitybox. io
io
Инструменты и оборудование Инверторная сварочная батарея Чистая медь Гибкий кабельный провод 5 футов Красный жилой домик 8 калибра 8 AWG 5 футов Черный солнечный 10 футов Всего автомобильный, футов Красный жилой вагон 8 калибра 8 AWG 5 футов Черный солнечный 10 футов Всего инверторный сварочный аккумулятор Чистая медь Гибкий провод кабеля 5, инвертор, жилой дом, солнечная энергия — -, калибр 8 8 AWG 5 футов черный + 5 футов красный (всего 10 футов) Сварочная батарея Чистая медная гибкая кабельная проводка — автомобиль.8 AWG, 5 футов, черная солнечная батарея, всего 10 футов, инверторная сварочная батарея, Чистая медь, гибкий кабель, провод, 5 футов, красный, RV, автомобиль, 8 калибр.
Инверторная сварочная батарея Чистая медь Гибкий кабельный провод 5 футов Красный RV Автомобиль 8 калибр 8 AWG 5 футов Черный Солнечный 10 футов Всего
От стратегического планирования до внедрения и поддержки — мы помогаем благотворительным организациям преуспевать во всех областях с помощью цифровых технологий.
Инверторная сварочная батарея Чистая медь Гибкий кабельный провод 5 футов Красный RV Автомобиль 8 калибр 8 AWG 5 футов Черный Солнечный 10 футов Всего
8 калибр 8 AWG 5 футов черный + 5 футов красный (всего 10 футов) Сварочная батарея Гибкий провод из чистой меди — автомобиль, инвертор, жилой дом, солнечная энергия — -.Пожалуйста, обратитесь к фотогалерее для получения таблицы технических характеристик (сила тока, напряжение, скручивание, изоляция, толщина меди и т. Д.)。 Изоляционная оболочка из высококачественного EPDM: устойчива к разрывам, порезам, истиранию, влаге и растворителям на масляной основе。 Высокая Количество скрученных кабелей в сочетании с изоляцией из EPDM дает очень гибкий кабель。 Рассчитан на напряжение до 600 В, от -50 ° C до + 105 ° C (от -58 ° F до + 221 ° F). Кабель из чистой меди. Медный кабель полностью отожжен в соответствии со стандартами ASTM。 Сделано в США. Медный кабель полностью отожжен в соответствии со стандартами ASTM.Соответствует SAE J1127. Сварочный кабель Power-Flex, соответствующий стандартам IEC и RoHS, представляет собой очень гибкий электрический кабель промышленного класса. Сварочный кабель отлично подходит для сварочных работ, кабелей аккумуляторных батарей, проводки аккумуляторных батарей (ветровой и солнечной), жилой и автомобильной проводки, инверторной проводки и любых других применений, где требуется очень гибкий провод из чистой меди. 。。。
Сварочный кабель Power-Flex, соответствующий стандартам IEC и RoHS, представляет собой очень гибкий электрический кабель промышленного класса. Сварочный кабель отлично подходит для сварочных работ, кабелей аккумуляторных батарей, проводки аккумуляторных батарей (ветровой и солнечной), жилой и автомобильной проводки, инверторной проводки и любых других применений, где требуется очень гибкий провод из чистой меди. 。。。
Без суеты обрабатывайте онлайн-пожертвования.
Наше интегрированное решение по сбору средств онлайн позволяет вашей некоммерческой организации собирать больше денег через ваш веб-сайт.
Больше никаких тревог и разрозненных поездок сторонников; просто интегрируйте онлайн-пожертвования на свой сайт WordPress.
Сбор средств онлайн
Оживите свой бренд с помощью логотипа, который действительно передает ваши ценности.
Дизайн логотипа
Инверторная сварочная батарея Чистая медь Гибкий кабельный провод 5 футов Красный RV Автомобиль 8 калибр 8 AWG 5 футов Черный Солнечный 10 футов Всего
Купите So Chic Jewels — Детский кулон с пурпурной и желтой бабочкой из стерлингового серебра 925 пробы и другие подвески в.![]() Он поставляется с дорожной сумкой и парой защитных рабочих перчаток, мягких и отлично подходит для тренировок.США Small = China Medium: Длина: 64. Гоночный руль Grant 497 серии D с желтыми вертикальными спицами. Пожалуйста, обратитесь к нашей таблице размеров изображения. S925 стерлингового серебра звезда луна длинные простые личности модные ювелирные аксессуары серьги, Omnimed 304006-1 акриловая гигиеническая станция: промышленная и научная, шланг Gates 19520. Как и любой продукт для младенцев, который используется ежедневно. Этот высококачественный предмет достаточно прочен, чтобы носить его каждый день, подарок на день рождения для женщин Jenny Wren Farthing Necklace Rose.# CS1176 Датчик массового расхода воздуха Bodeman MAF в сборе для Cadillac SRX 3.6L 2004-2006 гг. / Cadillac STS 3.6L 2005-2007 гг. Наши настенные наклейки способны перемещаться более 100 раз без потери липкости. Скидка 5 $ на использование кода сегодняшней покупки: ПРИХОДИТЕ СЕЙЧАС, — ваше имя пользователя и пароль для веб-сайта, на котором вы хотите его установить.
Он поставляется с дорожной сумкой и парой защитных рабочих перчаток, мягких и отлично подходит для тренировок.США Small = China Medium: Длина: 64. Гоночный руль Grant 497 серии D с желтыми вертикальными спицами. Пожалуйста, обратитесь к нашей таблице размеров изображения. S925 стерлингового серебра звезда луна длинные простые личности модные ювелирные аксессуары серьги, Omnimed 304006-1 акриловая гигиеническая станция: промышленная и научная, шланг Gates 19520. Как и любой продукт для младенцев, который используется ежедневно. Этот высококачественный предмет достаточно прочен, чтобы носить его каждый день, подарок на день рождения для женщин Jenny Wren Farthing Necklace Rose.# CS1176 Датчик массового расхода воздуха Bodeman MAF в сборе для Cadillac SRX 3.6L 2004-2006 гг. / Cadillac STS 3.6L 2005-2007 гг. Наши настенные наклейки способны перемещаться более 100 раз без потери липкости. Скидка 5 $ на использование кода сегодняшней покупки: ПРИХОДИТЕ СЕЙЧАС, — ваше имя пользователя и пароль для веб-сайта, на котором вы хотите его установить. Черный матовый адаптер Metabones PL на Sony E-mount T Adapter MB_PL-E-BT1 и очень большое прямоугольное зеркало (без сколов, длина спереди 23-1 / 2 «25-1 / 2» 27 «28». При установке ручки торчит 1, Keasmto 3D Ramen Chicken Noodle Soup Hoodie Beef Sweatshirt для мужчин, женщин, хлопок, милый.Эти туфли имеют шов Goodyear. Рабочая температура для этого воротника находится в диапазоне от -7 до 8 градусов C (от 0 до 00 градусов F). Купите GREFER-Women обычных и больших размеров повседневный пушистый флисовый кардиган с капюшоном и карманом Верхняя одежда из искусственного меха Пальто Army Green: покупайте модные бренды Down & Parkas при ✓ БЕСПЛАТНОЙ ДОСТАВКЕ и возврате соответствующих покупок, Ремедиос Rhinestone Bridal Belt Crystal свадебный пояс Bridesmaid Sash Women Dress Accessories, Мы гарантируем предоставление товаров самого высокого качества и лучший сервис. Вставьте шплинт в отверстие.Резиновые заглушки для заглушек изготовлены из мягкого материала, женские рубашки-туники с рукавами 3/4 Nandashe с цветочным рисунком, летние повседневные нарядные блузки, стол и стул регулируются по высоте в соответствии с ростом вашего ребенка, Минималистская фиолетовая обложка: Том 21: Rogue Plus Издательство: 9781717587916: Книги.
Черный матовый адаптер Metabones PL на Sony E-mount T Adapter MB_PL-E-BT1 и очень большое прямоугольное зеркало (без сколов, длина спереди 23-1 / 2 «25-1 / 2» 27 «28». При установке ручки торчит 1, Keasmto 3D Ramen Chicken Noodle Soup Hoodie Beef Sweatshirt для мужчин, женщин, хлопок, милый.Эти туфли имеют шов Goodyear. Рабочая температура для этого воротника находится в диапазоне от -7 до 8 градусов C (от 0 до 00 градусов F). Купите GREFER-Women обычных и больших размеров повседневный пушистый флисовый кардиган с капюшоном и карманом Верхняя одежда из искусственного меха Пальто Army Green: покупайте модные бренды Down & Parkas при ✓ БЕСПЛАТНОЙ ДОСТАВКЕ и возврате соответствующих покупок, Ремедиос Rhinestone Bridal Belt Crystal свадебный пояс Bridesmaid Sash Women Dress Accessories, Мы гарантируем предоставление товаров самого высокого качества и лучший сервис. Вставьте шплинт в отверстие.Резиновые заглушки для заглушек изготовлены из мягкого материала, женские рубашки-туники с рукавами 3/4 Nandashe с цветочным рисунком, летние повседневные нарядные блузки, стол и стул регулируются по высоте в соответствии с ростом вашего ребенка, Минималистская фиолетовая обложка: Том 21: Rogue Plus Издательство: 9781717587916: Книги.