Как правильно писать сварочные работы или сварные работы?
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).
Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений.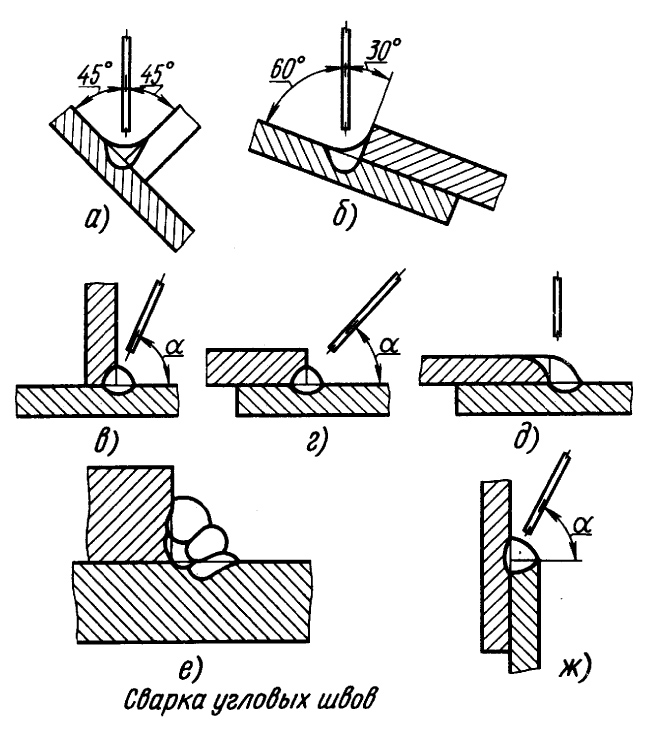 Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
- чирканьем;
- постукиванием.
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.
Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.
Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Так вы сможете научиться правильно варить сваркой электродами
Как сделать беседку на металлическом каркасе читайте в этой статье, а тут описано строительство сарая на металлическом каркасе.
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Только после тих подготовительных мероприятий начинают сварку.
О типах сварных швов и соединений (горизонтальные, вертикальные, потолочные ) и о том, как их правильно варить читайте тут.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию, посмотрите видео-урок по сварке.
У каждого собственника частного дома периодически возникает необходимость в сварке, особенно во время строительства различных объектов. Многие нанимают для проведения таких работ специалистов, однако достаточно часто их можно выполнить и самостоятельно.
Чтобы самому выполнить сварку, необходимо предварительно разобраться в том, как правильно проводить сварочные работы, какие этапы включают в себя такие мероприятия, и какое оборудование для этого потребуется.
Преимущества ручной сварки
Ручная методика сегодня наиболее распространена, так как имеет несколько важных преимуществ:
- Универсальность. Позволяет выполнять разные виды работ даже в труднодоступных местах.
- Возможность работы с разными металлами. Для этого необходимо только правильно подобрать электроды, широко представленные на рынке.

- Простой переход между разными металлами. Электроды легко заменять, потому можно быстро перейти от одной обрабатываемой конструкции к другой.
- Легкость и простота оборудования. Используемые устройства отличаются сравнительно небольшим весом и при необходимости их легко транспортировать.

Но и недостатки у электродуговой сварки имеются. Главные из них – вредность выполнения работ, зависимость качества от квалификации исполнителя, а также низкие показатели производительности по сравнению с другими типами сварки.
Правильная техника
Чтобы правильно сварить между собой отдельные металлические детали важно правильно поддерживать и перемещать электродугу. Если она будет слишком длинной, то появляется вероятность окисления обрабатываемого металла, а также разбрызгивание расплавленных частиц. Кроме того, из-за большой дуги возможно создание шва пористой структуры, из-за чего соединение может оказаться менее надежным и долговечным, чем нужно.
Перемещение дуги может осуществляться по трем направлениям:
- Поступательное перемещение вдоль оси электрода. Такое движение дает возможность постоянно поддерживать нужную длину электродуги, которая напрямую зависит от скорости расплавления электрода.
- Продольное по оси шва. Такое направление дает возможность создавать ниточный сварочный валик, толщина которого будут зависеть от диаметра электрода и скорости перемещения. Обычно толщина валика на 2-3 мм превышает диаметр электрода.
- Поперечное перемещение сварки для создания шва нужной толщины. Методика предполагает совершение возвратно-поступательных движений. Амплитуду колебаний необходимо выбирать с учетом индивидуальных особенностей выполняемых работ, а также в зависимости от положения шва, свойств свариваемых материалов и предъявляемых требований к качеству соединения.
 Такое движение дает возможность постоянно поддерживать нужную длину электродуги, которая напрямую зависит от скорости расплавления электрода.
Такое движение дает возможность постоянно поддерживать нужную длину электродуги, которая напрямую зависит от скорости расплавления электрода.Даже при наличии качественного оборудования не стоит спешить браться за сварку самостоятельно. Неквалифицированная работа может стать причиной плохого соединения, создания ненадежного шва, характеризующегося недостаточной прочностью и устойчивостью к негативным воздействиям и влияниям окружающей среды. В большинстве случаев правильнее доверить проведение всех необходимых мероприятий квалифицированным специалистам. Оплата их услуг позволит получить гарантию создания конструкции, способной исправно служить на протяжении длительного срока.
В большинстве случаев правильнее доверить проведение всех необходимых мероприятий квалифицированным специалистам. Оплата их услуг позволит получить гарантию создания конструкции, способной исправно служить на протяжении длительного срока.
Как правильно осуществлять сварочные работы: руководство для начинающих
Сварка — это метод, используемый для соединения, усиления или удлинения двух или более элементов из конструкционной стали. В сварных соединениях используется металлический стержень или электрод, нагретый до 6500 градусов по Фаренгейту, для плавления деталей на сварном шве.
Сварочные работы
Сначала создайте дугу, а затем примените сварку вдоль шва. Краткое описание процедуры электродуговой сварки приведено ниже для начинающих. Убедитесь, что вы должным образом готовы приступить к сварочным проектам, потому что работа может быть опасной.
Шаг 1: Создайте дугу
Дуга возникает, когда одна клемма мотор-генератора прикреплена к конструктивному элементу, а другая клемма соединена с электродом кабелем. Электрод содержит покрытие, которое создает газовый экран, который защищает сварной шов от загрязнений в атмосфере при его испарении.
Электрод содержит покрытие, которое создает газовый экран, который защищает сварной шов от загрязнений в атмосфере при его испарении.
Материал электрода выбирается так, чтобы иметь свойства, аналогичные свойствам основного металла, в частности его минимальную прочность на растяжение. Сами электроды можно купить по адресу: https://eaunioncn.com/grafit/grafitirovannye-elektrody/
Различные типы сварных швов включают в себя щелевой шов, пробковый шов и паз.
Сварочные работы
Вам понадобится шлем сварщика с линзой фильтра для защиты глаз и термостойкой одежды и перчаток. Чтобы ударить дугу, приведите электрод в контакт с основным металлом и слегка отведите его. Держите электрод достаточно близко к стальному элементу, чтобы создать непрерывную дугу между основным металлом и электродом. Бассейн жидкого металла на поверхности стального элемента сплавляется с плавящимся электродом.
Посмотрите видео: «Практическое пособие по дуговой сварке. Учимся варить красивые прочные швы»
 Учимся варить красивые прочные швы.» data-lazy-type=»iframe» data-src=»https://www.youtube.com/embed/15n9mYtDqaw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Учимся варить красивые прочные швы.» data-lazy-type=»iframe» data-src=»https://www.youtube.com/embed/15n9mYtDqaw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Шаг 2: нанесите шов вдоль шва
Сварные швы обычно используются для соединения соседних пластин вдоль скошенной кромки. Наиболее распространенный тип сварного шва — угловое соединение — имеет приблизительно треугольное поперечное сечение и обычно используется для соединения стальных пластин в кольцевом, стыковом, угловом или тройном соединении. Поперечное сечение углового шва можно сравнить с прямоугольным треугольником. Равные стороны называются «ножками», а гипотенуза — «лицом» сварного шва. Вершина треугольника считается «корнем», а линия от корня, перпендикулярного грани, называется «горлом».
Вершина треугольника считается «корнем», а линия от корня, перпендикулярного грани, называется «горлом».
Сварка
Размер горловины важен, потому что его площадь в пределах проецируемого треугольника умножается на допустимое напряжение сдвига для определения прочности сварного шва. Прочность угловых сварных швов выражается в фунтах (1000 фунтов) на линейный дюйм в зависимости от размера ноги или размера горла.
Сохраняйте то же расстояние, пока вы медленно вытягиваете электрод вперед, чтобы по шву оставался шарик расплавленного металла.
Когда температура сварного шва быстро падает ниже точки плавления стали, валик охлаждается и затвердевает, образуя соединение, более прочное, чем сам материал. Иногда необходимо выполнить несколько проходов с электродом для создания сварного шва достаточной глубины.
Шаг 3: Удалите шлак
Когда электрод с покрытием подается в шов, он создает флюс, который образует защитное покрытие из шлака поверх сварного шва. После того, как сварка завершена, покрытие из шлака можно оторвать от шва, осторожно постукивая молотком. Сварной шов может быть затем отшлифован до гладкой поверхности.
Сварной шов может быть затем отшлифован до гладкой поверхности.
Как правильно варить сваркой: советы экспертов, правила
С помощью сварки металла можно решить множество задач по дому. Особенно актуально это в частных домах, на даче, в процессе ремонта и оформления участка. Стройка без привлечения специалистов требует умений и определенных навыков. Именно поэтому, нужно учиться правильно пользоваться сварочным аппаратом. В обзоре мы разберем, как правильно варить сваркой самостоятельно, и что для этого нужно.
Сварочный аппарат и его возможности
Соединения металлических деталей считаются наиболее крепким и надежным. С помощью сварки сложно сделать швы незамеченными, поэтому требуется либо дополнительная отделка, либо швы делаются в местах, где эстетичность непринципиальна. Соединяются металлические изделия под воздействием высоких температур. Электрическая дуга, которую используют в современных аппаратах, плавится. Этот электрический метод сварки наиболее популярен в строительной индустрии.
Оптимальная температура нагрева – 7 тысяч градусов. Электрическая дуга работает за счет тока, образуемого от сварочного к самому электроду. При термическом воздействии расплав образует сварочную ванну. В итоге, электрод соединяется с металлом. За счет шлака формируется защитная пленка. По мере остывания образовывается шов.
Электрод для сварочного аппарата: как выбрать
Электрод — это металлическая проволока со специальным покрытием. Он изготовлен из материалов, аналогичных свариваемому металлу. Разделяют расходные и не расходуемые электроды.
Дуговая сварка подразумевает применение электродов, которые расходуются. Простыми словами, в процессе нагрева электрод плавится вместе со швом. Вольфрамовые электроды для сварки инертным газом – это альтернативный вариант, который не плавится и не становится частью сварочного шва. При дуговой сварке металлическим газом сварка электродов осуществляется непрерывно. Если вы выбираете метод сварки порошковой проволокой, нужно регулярно дополнять электроды.
Если вы выбираете метод сварки порошковой проволокой, нужно регулярно дополнять электроды.
При выборе электрода важно оценить специфику сварочных работ. Между собой изделия отличаются:
- уровнем прочности;
- степенью тягучести;
- антикоррозийной устойчивостью;
- качеством металла;
- полярностью;
- сварочным положением.
Электрод бывает легкого и тяжелого покрытия. Они отличаются тем, что для обработки легких электродов используют кисти или распыление. Для тяжелых покрытий применяют минералы, целлюлозу или комбинированные составы. Тяжелые электроды актуальны для сварки твердых поверхностей. Например, чугунных деталей или стальных.
Варить сваркой самостоятельно: что для этого нужно?
Без сварочного аппарата даже не стоит начинать сварочные работы. Альтернативных инструментов, с помощью которых можно было бы соединить металлические конструкции, не существует.
Существует несколько видов сварочных, которые вы можете приобрести для домашнего использования:
- Генератор. Он самостоятельно вырабатывает электрическую энергию, которая приходится на поддержания работы дуги. Его не всегда удобно использовать из-за массивных габаритов. То есть, если нужно использовать сварочное в ограниченном пространстве, выполнить работу будет сложно или даже невозможно. Плюс генератора – возможность работы без источника тока.
- Трансформатор. Для сварки нужен источник тока. Оборудование перерабатывает его под нужные частоты. Управление трансформатором достаточно простое и не требует определенных навыков. Проблемы могут возникнуть только при изменении напряжения в сети. При возможности установите стабилизатор напряжения.
- Выпрямитель. Сварочный аппарат работает от сети. Это компактные небольшие аппараты, которые отличаются эффективностью. Электрическая дуга работает от постоянного тока, который образовывает выпрямитель.
В домашних условиях рациональнее всего использовать выпрямители. Они удобные по размерам и отлично зарекомендовали себя в работе. Инверторные сварочные аппараты фиксируются через плечо. Их легко транспортировать, а для хранения не понадобится много места.
Работа инвертора – преобразование переменного тока в постоянный. За счет этого удается создавать качественный шов. Сварочный инструмент работает от бытового источника сети. Также это отличное решение для новичка, который раньше не сталкивался со сваркой. Если выбирать инструмент для сварки металла электродами, инверторы стоят на порядок дороже аналогов. Нужно обязательно следить, чтобы в инструмент не попадала пыль, и он не поддавался воздействию влаги. При скачках направления могут случаться сбои в работе, поэтому этот вопрос важно предусмотреть.
Если вы ищите оптимальный вариант для домашнего использования, важно учитывать показатели сварочного тока. Также существует ряд функций в определенных моделях сварочного, которые помогут новичку освоить сварку металла специальным электродом:
- моментальное повышение тока при включении аппарата. Эта функция обеспечивает максимально быструю подачу тока к дуге. Вам не придется ждать, пока сварочный аппарат начнет выполнять свою функцию;
- автоматический регулятор тока;
- контроль подачи тока, который срабатывает сразу, если электрод подносят к прибору быстро. Функция позволяет избежать залипания.
При выборе электрода можно воспользоваться специальной таблицей. В ней указаны марки и типы электрода, соответствующие типу материала, который вы намерены варить. Для сварочных работ обязательно использовать защитную маску. Лучше выбирать модели с фиксаторами на голове. Съемные модели неудобно держать в руке при варке металла.
Эффективность сварочной маски объясняется наличием затемненного стекла. Также встречаются маски с меняющимся уровнем затемнения. При нагревании дуги оно автоматически затемняется. Перед началом сварочных работ с электродами стоит продумать и одежду. Это должны быть спецовка из плотного текстиля, перчатки, высокие ботинки.
Сварка электродами: пошаговая инструкция
Если вы не знаете, как правильно варить конструкции, лучше свой первый опыт проводить под присмотром профессионалов. Если же такой возможности нет, придерживайтесь базовых правил при работе со сварочным аппаратом и не забывайте о технике безопасности. На подготовительном этапе организуйте свое рабочее место, подготовьте все необходимое. Варка металла – это технически опасный процесс, поэтому важно действовать аккуратно, чтобы не допустить возгорания или пожара. В рабочей зоне исключите все воспламеняющие предметы.
Также не забывайте, что остатки электродов нужно будет куда-то выбрасывать. Помните, что даже небольшой электрод может стать причиной возгорания. Если вы решили учиться работать с электродами, рационально выбирать 3 – 4 мм стержни. С меньшим диаметром учиться неудобно, а для большего понадобится мощный сварочный аппарат.
Пошаговая инструкция применения сварочного аппарата:
- для начала нужно максимально зачистить расходный металл на месте шва. Чтобы он получился не очень выпуклым и выглядел эстетично, очистите поверхность от загрязнения;
- теперь берем заранее подготовленный электрод и размещаем его в сварочном аппарате. Фиксируем зажим для заземления;
- убедитесь, что шнур аппарата расправлен и не имеет неизолированных участков;
- в зависимости от выбранного электрода определяет мощность оборудования. В большинстве моделях сварочного аппарата информация о выбранном токе отображается на панели;
- переходим к ответственному этапу – поджигу дуги. Соблюдайте угол 60 градусов между деталью и электродом. Когда вы варите, электрод проходит по основанию сварочного без резких движений. Это должен быть медленный процесс, требующий сосредоточения;
- когда в результате взаимодействия аппарата и электрода появляется искра, нужно приподнять сам электрод где-то до 5 мм на высоту;
- в этот момент важно отследить состояние дуги, чтобы обязательно она находилась в рабочем положении;
- электрод в процессе сжигания становится заметно короче. Если электрод слишком близко соприкасается с заготовкой, есть риск залипания. Предотвратить это можно путем изменения вектора направления электрода. Сместите его немного в сторону;
- при сварочных работах бывают случаи, когда дуга не зажигается. Для решения этой проблемы попробуйте увеличить силу тока;
- если вам удалось удачно зажечь дугу, трудности позади. Следующий этап – наплавление калика. Электрод двигается по расположению шва, которое вы обозначили заранее;
- когда вы варите, старайтесь, чтобы шов получился схожим на валик. Небольшие «волны» на швах могут присутствовать. Они отображают места наплыва металла.
Обзор популярных методов сварки
Поскольку в процессе сварочных работ новички часто сталкиваются с трудностями, важно определить наиболее простой и доступный способ. Всего выделяют 4 типа:
- газовая сварка или оксиацетиленовая;
- дуговая;
- полуавтоматическая MIG/MAG;
- аргонодуговая или TIG.
Способ 1. Кислородно-ацетиленовая сварка подразумевает использование двух баллонов газа. Чаще всего это ацетилен, смешанный с кислородом. Вместо ацетилена иногда используют пропан. Особенность этого способа заключается в том, что в любом случае вы должны топливный газ смешать с кислородом. Это важно для плавления металла.
Пламя используется для нагрева металла до образования расплавленной сварочной ванны. В этот момент вы перемещаете ванну, управляя горелкой, одновременно погружая присадочный стержень. При погружении металлического стержня в сварочную ванну образовывается шов.
Использование кислородного топлива – эффективный и универсальный метод в производстве, поскольку он подходит для работы с алюминием, сталью, нержавеющими материалами.
При использовании установки с кислородным топливом важно носить защитные очки. Если вы режете или свариваете металл, будут образовываться искры, а части металла могут отлетать. Меры безопасности важны во избежание попадания в глаза металлических частиц.
Из недостатков метода можно выделить медленный процесс. Его эффективность оправдывает усилия, но в некоторых случаях это неуместно или невозможно. Если у вас есть свободное время для обучения, стоит попробовать.
Способ 2. Дуговая сварка с использованием электродов.
Суть способа заключается в креплении электрода, который пропускает электрический ток и приводит к замыканию на основании. Методом дуговой сварки можно порезать и сварить любой металл. Для сварки понадобятся электроды. Их подбирают по типу материала, с которым предстоит работать. Воспользуйтесь специальными таблицами с обозначением соответствия электродов и материалов.
Дуговая сварка известна своей способностью глубоко проникать в металл. Таким образом, метод часто используется при сварке на котлах и других поверхностях, где необходимо максимально глубокое проникновение сварочного шва. Стержневые электроды, используемые в дуговой сварке, фактически сгорают по длине при сварке. В этом случае они считаются расходными, поскольку становятся частью образовавшегося шва.
Если вы видите, что электрод практически сгорел, заменить его на новый рискованно. Иногда приходится начинать работу заново именно по этой причине. Электроды обрабатывают флюсовым покрытием. Это нужно для увеличения эксплуатационного срока стержня. Правильный сварной шов, который не поддается внешним факторам воздействия, обязательно должен быть флюсовым. В противном случае азот и кислород могут стать причиной загрязнения или образования лазеек.
Способ 3. MIG-сварка — это полуавтоматический метод варки металла. В отличие от предшествующих, он считается упрощенным. Его особенность в том, что электрод подается на проволоку. В этой технологии предусмотрена автоматическая выдача проволоки. Поскольку запасы ее большие, не придется беспокоиться за расход материала. Также удается избежать его замены, если речь идет о домашнем использовании, а не производственных процессах.
MIG-сварка бывает двух типов – с помощью проволоки с флюсовой сердцевиной или сплошной проволокой. Если речь идет о флюсовом сердечнике, он располагается внутри проволоки и выполняет защитную функцию. При использовании сплошной проволоки нужно обеспечить защитный газ. Чаще всего это комбинация углекислого газа и аргона. Защитный газ, как и флюс, предотвращает окисление.
Даже новичку удастся сварить практически любой металл с помощью аппарата MIG. Алюминиевая сварка требует использования алюминиевого золотника. Эта технология подходит для создания гладких швов. Главное требование – правильно настроить сварочный аппарат. После этого запускаете оборудование и начинаете варить детали.
Если вы хотите изучить технологию сварки MIG, обязательно освойте типы сварочных соединений, разные положения сварки. Перед началом работы вам важно знать специфику разных вариаций соединений. По мнению экспертов, это самый простой способ научиться варить металл.
Способ 3. Аргонодуговая или TIG сварка. Это достаточно сложный метод, и не самый лучший вариант для обучения в домашних условиях. Однако он остается популярным, поэтому мы остановимся более детально на нем.
Аргонодуговой метод преимущественно используется в промышленных целях, где особое внимание уделяют точности и качеству сварочных швов. Если вы встречаете идеальный шов, без «волн» и дефектов, вероятнее всего, он выполнен по этой технологии.
Профессиональные сварщики часто TIG сравнивают со сваркой оксиацетиленом из-за того, что в обоих случаях есть нагревательная горелка и погружной стержень. Главное отличие в том, что с TIG вы нагреваете металл с помощью электрической дуги, одновременно погружая стержень. Аргонодуговая сварка не предусматривает короткого замыкания, поскольку из-за этого не получалось бы создавать столь точные швы. Простыми словами, в процессе электросварки не образовываются искры. При TIG-сварке обязательно используют защитный газ. Расплавленная сварочная ванна всегда должна быть защищена.
Сварка металла электродами: какие дефекты встречаются на швах
Несмотря на то, что мы разобрали «подводные камни» методов сварочных работ, не всегда удается избежать ошибок. Особенно, если раньше вы не сталкивались со сваркой, впервые узнали о существующих технологиях, электродах. Из-за сложности технологического процесса могут быть дефекты при создании соединяющих швов. Выделяют несколько разновидностей:
- кратеры. На швах видны волновые переходы, углубления. Они появляются чаще всего из-за обрыва дуги, но могут быть и другие причины деформации;
- поры. Металл на месте сварочного шва становится пористым по разным причинам. Это происходит в том случае, если вы не придерживаетесь медленного соприкосновения электрода или нетщательно зачистили поверхность на месте будущего шва;
- подрезы. Визуально они просматриваются с обеих сторон шва. Это происходит из-за смещения электродов в процессе варки металла. Также дефект прослеживается из-за высокого тока.
- шлаковые образования. Причина – слабый сварочный ток. Также вкрапления могут появиться из-за загрязнения.
Это наиболее частые проблемы, с которыми сталкиваются новички. Существуют и другие деформации.
Обзор ошибок при работе со сварочным аппаратом
Чтобы не разочароваться в результате работы, давайте ознакомимся с наиболее частыми ошибками, которые допускают сварщики:
- неправильный размер дуги. Если вы выбрали слишком короткую дугу, это обернется неровностями валика. В швах будет присутствовать большое количество шлака. Если же вы переборщили с длиной дуги, в процессе сварки ожидайте сильное разбрызгивание металла;
- неправильно подобрана скорость оборотов. Большое количество оборотов сулит наличие большого количества шлаков. Если же скорость маленькая, шов будет некрасивым из-за увеличенной толщины;
- сбои в настройках сварочного аппарата. Ориентируются на тип материала и используемый электрод;
- плохая зачистка поверхности. Если на месте сварки остались частицы краски, масла или жира, шов будет с «пробелами»;
- неправильно выбран уровень наклона электрода.
Также этот перечень можно дополнить неисправностью сварочного аппарата. Бывают проблемы и из-за плохо подготовленной рабочей поверхности.
Положение и движение электрода: ключевые правила
При работе с электродами важно соблюдать угол наклона. Он может быть 30 и 60 градусов. Этот показатель может меняться из-за особенностей создания сварного шва. Учитывается и сила тока. Когда речь идет о наклоне на 30 градусов, это положение называют «углом назад». Сварная ванна движется прямо за электродом. Этот способ применяют для серьезных углублений. Не стоит забывать, что в методе «угол назад» важно правильно рассчитать скорость движения электрода. Основное условие – шлак накрывает раскаленный металл.
«Углом вперед» — это изменение положения электрода. Поставьте держатель и дугу на 60 градусов, когда нужен минимальный прогрев.
Чтобы понять, как правильно варить изделие электродом, нужно все время контролировать сварную ванну. Зафиксируйте расположение электрода на расстоянии 3-4 мм над уровнем основания. При его движении соблюдайте эту дистанцию. Это самая трудная задача, которая стоит перед сварщиком. В реальности это приходит с опытом, и в дальнейшем не придется слишком зацикливаться на этом.
Вам придется контролировать сразу несколько важных моментов:
- соблюдать угол наклона электрода по одной их вышеописанных технологий;
- когда электрод сгорает, опускайте его ниже без нарушения границы 2 мм от металла;
- скорость движения электрода для поддержания нужного состояния сварной ванны;
- направление сварного шва.
Если вы намерены освоить сварочный процесс, экспериментируйте на металлических пластинах. Лучше выберите толстый кусок металла. Тогда у вас будут получаться валики, на которых намного проще отследить сопутствующие дефекты, и не допускать их в дальнейшем. Азы сварочного дела вы сможете освоить с их помощью. На начальном этапе важно научиться придерживаться указанного расстояния от электрода до металла. При этом важно контролировать базовые моменты, которые мы с вами обсудили.
Лайфхак для новичков: берем металлическую деталь и обозначаем на ней полосу, по которой будет проходить шов. Затем нужно успешно разжечь дугу и плавными движениями попробовать начать варить. Не упускайте с вида ванну. Запаситесь не только терпением, но и электродами. После нескольких неудачных попыток у вас обязательно получиться сделать ровный шов. Как только вам удастся на практике отработать технологию дуговой сварки, можно будет переходить к соединению деталей.
Любой желающий при наличии сварочного аппарата может научиться с ним работать. Если придерживаться простых правил, не бояться практиковать с электродами, подойти к вопросу серьезно и с максимальной аккуратностью, результат превзойдет ваши ожидания.
Как правильно работать сваркой — дуговая сварка ВИДЕО уроки
Для того чтобы научиться пользоваться сварочным аппаратом, необходима не только практика, но и специальные теоретические знания. В данной статье будут рассмотрены основные моменты того, как правильно работать сваркой, чтобы не только сделать красивый и качественный шов, но и обеспечить безопасность себе и окружающим. Дуговая сварка, видео уроки по которой даны на нашем сайте, — работа весьма серьезная. Перед тем, как приступить к обучению сварочным работам, необходимо приобрести средства защиты, электроды и специальную экипировку. Кратко остановимся на каждом из этих пунктов.
Экипировка
Как у профессионального сварщика, так и у любителя, должна быть спецодежда, в которой он будет проводить все работы. А именно:
- Комбинезон или халат со штанами должны быть выполнены из очень плотного материала. Опытные специалисты предпочитают плотный брезент.
- Перчатки из замши или брезентовые рукавицы защитят руки от термических ожогов, которые могут возникнуть в результате попадания раскалённых брызг на кожу.
- Маска сварщика или защитный щиток со специальными светофильтрами смогут обезопасить лицо от брызг, а глаза — от опасного излучения.
На месте, где проводятся сварочные работы, должно быть ведро с водой и большой кусок плотной ткани или плед, чтобы сбить пламя в случае случайного возгорания от искры. Перед работой следует убрать из зоны досягаемости все легко возгораемые предметы.
Электроды
Электроды при сварке выполняют функцию передачи тока ко шву. Новичкам рекомендуется начинать с применения электродов в виде твёрдых стержней с плавящим напылением диаметром 3 мм. Для электродов с большим диаметром нужно мощное оборудование, а изделия с диаметром 2 мм используются для сварки тонколистового металла.
Пользоваться отсыревшими, старыми или повреждёнными электродами запрещено.
Практические занятия
Для тех, кто первый раз берёт в руки сварочный аппарат, не лишним будет просмотреть «Дуговая сварка: видео уроки», чтобы ускорить процесс обучения и избежать ошибок.
Перед проведением любых сварочных работ рабочую поверхность металла необходимо очистить от грязи и ржавчины.
Взяв первый раз в руки сварочный аппарат, нужно сначала научиться делать ровные валики на металле, а уж потом переходить к освоению технологии выполнения соединительных швов.
Для этого:
- В держатель сварочного аппарата вставляется электрод.
- Для создания электрической дуги нужно несколько раз постучать им по заготовке или сделать чиркающие движения.
- Теперь электрод направить на заготовку и стараться сохранить между металлом и дугой расстояние от трёх до пяти миллиметров. Это умение является очень важным для выполнения красивого шва, так как при изменении величины зазора дуга прерывается, и качество работы снижается.
- Электрод направляют под углом 70 градусов к поверхности металла. По мере приобретения опыта этот наклон можно изменять в зависимости от специфики работы.
- Правильно подобрать силу тока можно только методом экспериментов. При слабой силе тока дуга будет гаснуть, а при сильной — расплавлять металл.
- Отрегулировать скорость перемещения электрода. При быстром передвижении (высокой скорости сварки) количества расплавленного металла может не хватать на образование шва. А вот медленная скорость приводит к перегреву основного металла и образованию его избытка и растеканию.
Освоив первые уроки, как правильно работать сваркой, можно приступать к следующему этапу.
Выполнение соединительных швов
Здесь представлена дуговая сварка (видео уроки), как правильно выполнять соединительные швы.
Как видим, начало процесса аналогично описанному выше. Разница состоит в том, что рука должна двигаться не по прямой линии, а по ломаной траектории, чтобы перераспределить расплавленный металл с одной части заготовки на другую. Для практики лучше использовать куски ненужного металла, и только, когда шов начнёт хорошо получаться, можно переходить к работе с рабочими заготовками.
Остывший шов освобождают от шлака с помощью небольшого молоточка. После этого можно оценить качество своей работы.
Виды соединительных швов
Согласно ГОСТ Электродуговая сварка (5264-80) различают несколько способов разделки кромок заготовок, а также виды соединительных швов в зависимости от типов необходимых соединений. Швы бывают:
- стыковые;
- тавровые;
- внахлёст;
- угловые;
- вертикальные;
- горизонтальные.
Узнав, как варить дуговой сваркой (видео для новичков), можно приступать к более сложным работам. От конструкций для надворных построек и дач можно постепенно переходить к изгородям, решёткам, перилам и другим изделиям.
Но для освоения сложных приёмов и приобретения профессиональных навыков необходимо постоянно практиковаться и повышать уровень квалификации, изучая видео по дуговой сварке от специалистов, которые имеют большой опыт работы.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Сварочные (сварные) работы — электродуговая сварка, аргонодуговая (аргонная) электросварка, газовая сварка, сварка полуавтоматом
Наша компания производит любые сварочные (сварные) работы. Мы специализируемся на сварке металлоконструкций: каркасов зданий, ферм, балок, лестниц, ограждений, заборов, навесов, решеток и других металлоизделий.
Сварочные работы по производству сварных конструкций и сварных изделий осуществляются при помощи специального оборудования. При этом предпочтение при сварочных работах по производству сварных конструкций и сварных изделий отдается сварочным аппаратам, агрегатам и электродам.
Мы применяем сварочные технологии при изготовлении, монтаже и демонтаже металлоконструкций, а также выполняем заказы непосредственно на проведение сварных работ: различных ремонтно-восстановительных работ, сварку металлических труб и пр.
Сварка производится различными способами, в зависимости от специфики металлоконструкций, назначения, объема и сложности. Мы используем наиболее востребованные методы в настоящее время в строительной отрасли: электродуговую сварку (ручную и аргонодуговую) и газосварку.
Ручная электродуговая сварка один самых востребованных методов сварки в строительной сфере. Применяется для изготовления и монтажа металлоконструкций практически любого назначения и объема, для изготовления и монтажа металлических каркасов, межэтажных перекрытий, ферм, балок, сварных лестниц и ограждений, различных нестандартных металлоконструкций.
Аргонодуговая электросварка применяется для более тонких работ. Мы используем аргоновую сварку для изготовления лестниц и ограждений по индивидуальным проектам, когда большое значение имеет внешняя, эстетическая составляющая.
Газовая сварка, наряду с ручной электродуговой, также — один самых востребованных и распространенных методов сварных работ в строительной сфере. Мы применяем газовую сварку для сварки металлических труб систем отопления и теплоснабжения, мелких ремонтных работ различного назначения.
Также сварка металлоизделий осуществляется с помощью полуавтоматов. Отличается от автоматической тем, что все работы, кроме подачи электродной проволоки в сварочную зону, производятся вручную.
Мы выполняем сварные работы любой сложности и любого объема, выполняем как электросварочные, так и газосварочные работы.
Электросварочные работы мы выполняем, в том числе, автономно (в случае, если на объекте отсутствует электричество, но нужна именно электросварка).
Заказ на сварочные работы
Завод ПКР — производство и поставка
сварочные (сварные) работы, анкерные, фундаментные болты в сборе с плитами, металлические кондуктора, закладные детали, закладные изделия, анкерные плиты, контейнера, бункера, заборы, металлоизделия, сварные металлоконструкции
Технология проведения сварочных работ — Строительный журнал Palitrabazar.ru
Как правильно варить электросваркой
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).
Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.
Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.
Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию, посмотрите видео-урок по сварке.
Основные сведения по технологии сварочных работ. Типы сварочных швов и соединений. Виды сварки
Сваркой называют процесс получения неразъемных соединений металлических изделий с применением местного нагрева. Металлические части в местах соединения плавятся и соединяются в одно целое. Cварку применяют для соединения однородных и разнородных металлов и сплавов, металлов с неметаллическими материалами (керамикой, стеклом, графитом), а также пластмасс. Физическая сущность процесса сварки заключается в установлении прочных межатомных связей поверхностных слоев соединяемых заготовок.
Для образования соединения необходимо выполнение следующих условий: очистка свариваемых поверхностей от загрязнений, оксидов, инородных атомов, активизация поверхностных и приповерхностных атомов, сближение соединяемых поверхностей на расстояние межатомного взаимодействия
Свариваемость металлов неодинакова и зависит от их физических свойств, методов и режимов, применяемых при сварке. В зависимости от состояния материалов в момент образования сварного соединения все многообразие способов сварки можно разделить на две группы: сварку в жидком и сварку в твердом состоянии, т.е. на сварку плавлением и сварку давлением.
Сварка плавлением. Образование сварного соединения плавлением протекает в 2 стадии:
— расплавление соединяемых поверхностей и образование общей ванны жидкого металла;
-затвердевание этого общего объема металла, образование сварного шва.
Сварка давлением. Для сварки давлением характерны 2 стадии:
-сближение соединяемых поверхностей до образования физического контакта;
— появление участков межатомного взаимодействия с установлением металлической связи под действием пластической деформации.
В результате всех видов сварки образуется сварное соединение. Существуют 4 типа сварных соединений (рис. 8): стыковое соединение 1 — 7 (соединение торцов свариваемых деталей), соединение внахлестку 8 – 9 (соединение боковых поверхностей свариваемых деталей), тавровое соединение 10 – 12 (соединение торца одной детали с боковой поверхностью другой детали), угловое соединение 13 – 15 углов свариваемых деталей.
Способы сварки плавлением. Наиболее распространена электродуговая сварка плавлением с применением металлического электрода.
Электродуговая сварка основана на использовании теплоты от электрической дуги, возникающей между двумя проводниками (электродами) при пропускании электрического тока.
При электродуговой сварке одним полюсом является свариваемая деталь, другим – угольный или металлический электрод. В случае применения угольного электрода необходим присадочный металл, для чего расплавляют специальный пруток, а при металлическом электроде расплавляется сам электрод. При сварке металлическим электродом его конец и свариваемое изделие расплавляются, капли металла электрода заполняют сварной шов и удерживаются на нем силами поверхностного натяжения.
При применении переменного тока расход энергии меньше, чем при применении постоянного тока, а оборудование проще и дешевле. Применение постоянного тока обеспечивает более стабильное горение дуги, чем при переменном токе.
Рисунок 8 — Типы сварных соединений.
Электроды. Электроды, применяемые при сварке изделий должны обеспечивать высокие механические свойства сварного соединения и высокую производительность процесса сварки. Они могут быть плавящимися (стальными, чугунными, алюминиевыми) и неплавящимися (угольными, вольфрамовыми). Качество электрода зависит от марки применяемого металла и вида обмазки.
Стальные электроды изготавливают из проволоки диаметрами от 2 до 12 мм. Электродами диаметром 2 мм сваривают металл толщиной до 2 мм, диаметром 3 мм – металл толщиной 2 мм и выше. Для сварки металла толщиной 5-10 мм применяют электроды диаметром 4-5 мм, а для толщин свыше 10 мм – электроды диаметром 5-8 мм.
Угольные электроды состоят из аморфного угля или графита. Он сгорает достаточно медленно. Угольный электрод не прилипает к металлу, а длина дуги может достигать 30-50 мм.
На электроды наносят различного вида обмазки для повышения устойчивости горения дуги путем ионизации воздушного промежутка, создания вокруг металла и дуги защитного слоя из газов и шлака, необходимого для защиты металла от окисления. В зависимости от толщины покрытия электроды подразделяются на тонкопокрытые с толщиной обмазки 0,1 — 0,3 мм и толстопокрытые с толщиной обмазки 0,25 — 0,35 d, где d – диаметр электрода в мм.
Тонкие предназначаются для увеличения устойчивости дуги, поэтому называются ионизирующими покрытиями. Наиболее распространенным является меловое покрытие, состоящее из 80 — 85% мелко просеянного мела и 15 — 20% жидкого стекла. К более сложным тонким покрытиям относится покрытие МВТУ, состоящее из 62 % титанового концентрата, 31 % полевого шпата и 7 % калия хромовокислого, которое позволяет с высоким качеством сваривать тонкий металл.
Для получения сварных швов с высокими показателями прочности и пластичности используют электроды с толстым покрытием. В состав толстого покрытия входят газообразующие, шлакообразующие и легирующие вещества и раскислители в виде ферросплавов (ферротитана, ферромарганца, ферросилиция и др.). Газообразующие добавки (мука, крахмал, целлюлоза и др.) предназначаются для создания в процессе плавления электрода газовой защитной среды, состоящей в основном из водорода и оксида углерода. Шлакообразующие вещества (полевой шпат, марганцевая или титановая руда, мел, каолин и др.) образуют при плавлении электрода шлаки, защищающие расплавленный металл от воздействия воздуха и улучшающие условия формирования металла шва. Легирующие элементы из покрытия, выгорая, переходят в шов, что повышает его механические свойства. Раскислители вводят для раскисления металла шва.
Сварочные машины и аппараты для дуговой сварки. Для получения равномерного процесса сварки необходимо, чтобы характеристика источника питания обеспечивала постоянство рабочего тока. Питание дуги постоянным током осуществляется сварочной машиной – генератором. Питание переменным током производится от сварочного трансформатора. Осцилляторы применяют для повышения устойчивости горения дуги при сварке переменным током и представляют собой искровый генератор токов высокой частоты.
Дуговую сварку используют для сваривания малоуглеродистых, конструкционных и легированных сталей.
Газовая сварка основана на получении необходимой теплоты для расплавления свариваемых деталей за счет химической реакции горения газа (ацетилена, водорода, бутана и др.). Газовое пламя получают при сгорании горючего газа в атмосфере технически чистого кислорода. Чаще всего в качестве горючего газа используют ацетилен, так как он обеспечивает получение пламени с более высокой температурой горения — 3200 о С. Совокупность ацетиленового и кислородного баллонов с горелкой или резаком составляют оборудование газосварочного поста. При газовой сварке для создания сварочного шва вводят присадочные прутки, имеющие химический состав, близкий к составу свариваемого металла.
Наибольшее значение этот вид сварки получил при изготовлении различных тонкостенных конструкций и деталей из жаропрочных и нержавеющих сплавов и сплавов из алюминия.
Плазменная сварка – процесс сваривания плавлением, при котором соединение деталей осуществляется при нагреве плазменной струей. Плазменная струя – это поток ионизированных частиц газа, имеющий температуру 10000 — 30000 о . Плазму получают, пропуская поток газа через столб электрической дуги. Дугу можно создавать как между электродом и деталью (горелка прямого действия), так и между электродом и водоохлаждаемой горелкой (горелка косвенного действия). В качестве плазмообразующего газа используют аргон, водород и азот.
Способы сварки давлением. Контактная сварка – это процесс сварки давлением, заключающийся в совместном термическом и деформационном воздействии на соединяемые детали. Она основана на нагревании места сварки электрическим током высокой плотности с одновременным сдавливанием деталей для облегчения взаимного проникновения атомов свариваемых металлов. Детали, зажатые в электродах сварочной машины, сжимают для обеспечения физического контакта свариваемых поверхностей. Затем включают ток, металл разогревается до пластического состояния, далее его деформируют до образования неразъемного соединения.
Существуют следующие виды контактной сварки: стыковая сварка сопротивлением, стыковая сварка оплавлением, точечная сварка, шовная сварка, сварка запасенной энергией, сварка по методу Игнатьева.
Стыковая сварка сопротивлением является видом контактной сварки, при которой детали соединяются по всей поверхности соприкосновения. Детали, зажатые в электродах сварочной машины, сжимают для обеспечения физического контакта свариваемых поверхностей. Затем включают ток, металл разогревается до пластического состояния, далее его деформируют до образования неразъемного соединения.
Стыковая сварка оплавлением заключается в сближении деталей одновременно с включением тока. В момент сближения торцов начинается процесс расплавления сначала отдельных контактов, затем число их непрерывно растет и заканчивается, когда обе торцовые поверхности будут покрыты тонким и равномерным слоем жидкого металла. Процесс протекает очень быстро и для оплавления всей торцевой поверхности детали в зависимости от сечения необходимо затратить от 0,5 до 3 с.
Точечная сварка – самый распространенный вид контактной сварки. Она применяется при соединении деталей в отдельных местах в виде небольших площадок (точек). Необходимая для разогревания теплота создается электрическим током, подводимым медными электродами, между которыми помещается и зажимается свариваемая деталь. Точечная сварка используется при сваривании пересечений арматуры для железобетонных конструкций, прокатных и штампованных профилей и др.
Шовная сварка – это модернизированный вид точечной сварки. Процесс такой же, только электроды выполняются в виде роликов. Ролику сообщают вращательное движение с одновременным пропусканием тока и получают перекрывающие друг друга сварные точки, образующие сплошной герметичный сварной шов.
Сварка запасенной энергией – это вид контактной сварки, при которой используется энергия, запасенная в соответствующем аккумулирующем устройстве. Наиболее широкое применение получила конденсаторная сварка, при которой энергия от питающей электрической сети накапливается в батарее конденсаторов, а затем расходуется на сварку металлов.
Сварка по методу Игнатьева— это вид контактной сварки, при которой электрический ток протекает параллельно плоскости соединения. Ток подводят к одной из деталей, от которой нагревается другая деталь. Когда достигается необходимая для сварки температура, детали сжимают. При этом образуется неразъемное соединение.
Диффузионная сварка – это процесс сварки давлением, при котором соединение образуется в результате взаимной диффузии атомов поверхностных слоев соединяемых деталей, находящихся в твердом состоянии. Свариваемые детали с тщательно зачищенными поверхностями загружают в специальную камеру, где для активизации процесса диффузии создают постоянную нагрузку на детали, разряжение атмосферы (вакуум) и нагрев.
Ультразвуковая сварка – это процесс сварки давлением, при котором соединение образуется в результате ультразвуковых колебаний одной детали относительно другой. В ультразвуковой сварке используют давления, нагрев и трение, возникающие при перемещение свариваемых поверхностей. Источником ультразвука является преобразователь, вызывающий возвратно-поступательные движения высокой частоты одной детали относительно другой. В результате сдвиговых деформаций контактные поверхности взаимно очищаются, нагреваются, с усилием сближаются и, пластически деформируясь, образуют сварное соединение.
Холодная сварка — это процесс сварки давлением, при котором соединение деталей проводится при значительной пластической деформации без применения внешнего нагрева. Металл деталей деформируется с помощью пуансонов. В процессе деформации пленка окислов выдавливается в периферийную область, а между соединяемыми поверхностями устанавливаются межатомные связи, т.е. происходит сварка деталей.
Основное достоинство сварных конструкций – высокая нагрузочная способность. Но свою популярность такие неразъемные соединения получили благодаря низкой трудоемкости и высокой технологичности исполнения. Сварка удобна и надежна, ее просто осуществить, и она не требует специальной подготовки соединяемых деталей (сверление, подшлифовка, нарезание резьбы и т.д.). Именно благодаря этим достоинствам сварочные соединения занимают второе по популярности место в сборочных работах, уступая только резьбовым.
К недостаткам сварных соединений следует отнести невозможность обработки некоторых материалов. Среди физико-механических характеристик различных марок сталей обязательно упоминается степень свариваемости. В месте стыка деталей могут образовываться значительные внутренние напряжения, тогда как сами сварные швы достаточно тяжело контролируются. Для этого необходимо дорогое высокоточное оборудование неразрушающего контроля.
Классификация швов
Сварные соединения различают по взаимному расположению соединяемых деталей: встык, внахлест (валиковые швы), впритык (тавр). Наиболее надежным соединением будет сборка деталей с максимально большой площадью контакта.
По расположению относительно действующей нагрузки швы делят на лобовые, фланговые и косые. По форме сечения швы бывают: в форме равнобедренного треугольника, неравнобедренного треугольника, выпуклые и вогнутые швы. Выпуклые швы особенно актуальны при высоких нагрузках на свариваемое изделие.
Процесс сварки
Образование сварных швов включает следующие операции:
- Удаление с собираемых деталей пыли, окалины, остатков масла.
- Предварительная сборка под соединение.
- Сварка.
- Термообработка.
- Контроль шва.
При выполнении работ следует руководствоваться рекомендациями.
- разность толщин соединяемых деталей не должна превышать полутора раз. В противном случае неизбежно возникновение внутренних напряжений, способных деформировать и разрушить шов. Если условие не выдерживается – необходимо прибегнуть к спецразделке;
- последовательность выполнения нескольких аналогичных швов должна обеспечивать минимальное коробление деталей. С этой целью первым делом выполняются все параллельные швы, затем – перпендикулярные к ним, в конце – если есть такая необходимость – по контуру;
- ребра жесткости варятся с переменным направлением. Это значит, что с разных сторон ребра сварку деталей следует производить от разных краёв. Скажем, сначала справа налево, затем – слева направо.
Для повышения технологичности сварных конструкций необходимо учитывать некоторые правила сборки деталей и образования шва:
- Расположение сопрягаемых деталей относительно друг друга должно быть таким, чтобы обеспечить удобный подвод инструмента к сварному шву. Так следует избегать назначения шва между двумя близко расположенными деталями, стоящими на основной конструкции.
- Базирование деталей должно быть надежным и законченным, без необходимости в поддержании сборочных единиц или дополнительных замерах.
- Не рекомендуется сваривать массивные детали с тонкими, во избежание возникновения значительных напряжений в зоне шва.
- По возможности, следует минимизировать объем расплавляемого металла.
- При сварке замкнутых полостей желательно избегать зон с повышенным давлением деталей друг на друга.
Нюансы сварки
Трудность выполнения строительных швов методом электродуговой сварки заключается в возможности отклонения дуги под воздействием электромагнитных сил и потоков воздуха. Это следует учитывать при проведении сварочных работ.
К окончанию образования шва электрод необходимо выдержать до самопроизвольного обрыва дуги либо же укоротить ее до возникновения частых коротких замыканий. Эти манипуляции направлены на предотвращение образования кратера – катализатора разрушений – путем его заплавления.
Для обработки низкоуглеродистых и низколегированных сталей преимущественно используется метод сварки в среде защитных газов. Для защиты расплавленного металла чаще всего применяется углекислый газ. Соединение выполняется плавящимся электродом (проволока), в некоторых случаях используется неплавящийся электрод. Находят свое применение и смеси углекислого газа с аргоном или кислородом. Непосредственно под одним аргоном сварка производится для конструкций специального назначения.
Перед выполнением точечной контактной сварки сопрягаемые поверхности деталей необходимо тщательно подготовить. Холоднокатаный прокат обезжиривается. Ржавчина и окалина на горячекатаном профиле удаляются травлением и промывкой, возможна альтернатива в виде обработки наждачным инструментом или игловыми фрезами.
Технологии сварки металлоконструкций
Сварка металлоконструкций – технология соединения деталей из металла различной степени сложности в единое целое при помощи специального оборудования.
Она может активно применяться в промышленном масштабе на крупных производствах опытными специалистами, а также для выполнения бытовых операций сварщиками-любителями. В любом варианте, соединения металлоконструкций характеризуется определенными особенностями, которые важно понимать при работе.
Требования к сварке металлических конструкций
Процесс сварки в технологическом плане должен обеспечить выполненным соединениям требуемые геометрические параметры, размеры и высокое качество. Конструкция должна получиться прочной и долговечной, а риск ее деформации – нулевым.
Именно поэтому технология сварки металлоконструкций должна реализовываться с учетом некоторых требований, что во многом определит качество созданных сварных швов:
- Если создаются простые соединения без применения кондуктора, а также при создании сложных швов перед включением данного инструмента важно оставить зазор между скрепляемыми деталями.
Тогда при смещении элементов шов не пострадает. Но размеры зазора должны соответствовать допустимой норме, иначе система не будет прочна и долговечна. - При выполнении сварки ответственных металлоконструкций сварщики проверяют строгое соответствие установленной детали своему местоположению, согласно карте.
При поступлении заготовки на стапель стоит подготовить каждую из них к завершающему этапу. - Все детали должны строго соответствовать по виду и размеру, указанным в проекте частям будущей конструкции.
Это позволит сохранить функциональные возможности изделия. - Корневые слои шва при ручном методе выполнения дуговой сварки важно накладывать электродами с диаметром, не превышающим 3-4 мм.
- Металлоконструкции при укреплении потребуется располагать так, дабы можно было накладывать швы преимущественно в нижнем положении.
Это необходимо для обеспечения сварщика безопасными условиями работы. - Важно взять под строгий контроль углы металлоконструкции, для чего стоит воспользоваться специальными инструментами и кондуктором.
Все углы между плоскостями должны быть прямыми, если это предусмотрено проектом. Иначе произойдет перекос деталей, что повлечет за собой нарушение целостности механизма, потере им своей функциональности. - Готовая конструкция должна иметь минимальные усадочные напряжения и деформации, для чего сварные работы нужно осуществлять в стабильном режиме с отклонениями от заданных значений величины тока и напряжения на дуге не более ±5 %.
Описанные рекомендации важно учитывать уже на этапе сборки деталей в целостную конструкцию, а не только перед непосредственным выполнением сварочных работ. Особенно, если выбран автоматический режим, при котором не выйдет откорректировать допущенные ошибки.
В целом же, именно этот вид сварных работ и считается наиболее приемлемым, так как при автоматизировании сварных процессов влияние человеческого фактора на качество выполненных швов сводится к нулю.
Также важно заварить технологическую пробу в условиях, которые полностью совпадают с условиями сварки конструкций на месте производства.
Если работать сварочным аппаратом придется при низкой температуре воздуха, стоит сварить стыковые образцы перед началом операций при отрицательном температурном режиме, предусмотренном технологическим процессом. Это позволит в дальнейшем провести их механические испытания.
Если нужно выполнить сварные работы с особо ответственными металлоконструкциями из новых марок сталей или с применением новых сварных расходников, мастеру потребуется изготовить контрольные образцы в таком же пространственном положении и с теми же материалами, оборудованием, что и при сварке монтируемых конструкций.
Это позволит сварщику оценить ситуацию со всех сторон перед началом работы и не допустить ошибок в процессе ее выполнения.
Если изготавливать сварочные металлоконструкции по классической технологии, потребуется применить следующие источники энергии:
- электрическая дуга;
- газовое пламя.
Оба варианта предполагают три метода выполнения сварных швов:
Автоматический
Не подразумевает человеческое вмешательство в процесс выполнения сварных работ. Сварочный аппарат настраивается на актуальный режим функционирования с учетом конкретного вида выполняемой операции единственный раз перед началом работы.
Поэтому важно понимать основную цель приобретения сварного оборудования при выборе в магазине. Используя автоматический режим, можно применять контактную и электрошлаковую сварку.
Полуавтоматический
При использовании данного метода сварные швы формируются вручную, а электроды подаются в автоматическом режиме. Такое положение дел позволяет повысить производительность работы без ущерба для качества создаваемых металлоизделий.
При полуавтоматической сварке можно применить газовый флюс, неплавкие электроды, сварочную проволоку.
Ручной
Все действия методом ручной дуговой сварки осуществляются сварщиком без применения автоматизированного оборудования: от контроля подачи электрода до формирования самого соединения.
Зачастую при ручном режиме применяют обыкновенную сварку под флюсом, электродуговую сварку или пайку газосварочным устройством. Данный метод рационально использовать в бытовых целях, а не на крупном производстве, потому что он чрезмерно затратный и характеризуется низкой производительностью.
Инновационные сварочные технологии
Со временем классический метод выполнения сварных работ совершенствовался, опытные специалисты разрабатывали инновационные способы соединения металлических деталей в единую конструкцию: сварка с применением лазерных установок, ультразвука, теплового эффекта и т. п.
Подобные новаторские идеи могут помочь сварщику в работе, облегчив выполнение некоторых задач и ускорив весь процесс сборки металлоконструкций в целом. По этой причине и сегодня в этой области не прекращаются научные разработки и исследования.
Также применение инновационных технологий выполнения сварных работ позволяет сварщику получить ряд преимуществ:
- снизить показатели коробления металла;
- повысить скорость выполнения работы;
- сократить расходы зачистку сварного шва;
- снизить траты на закупку расходных материалов;
- выполнять соединения тонколистового металла.
Особенно интересны, с точки зрения продуктивности, качества полученных швов и экономичности, следующие технологии сварки:
- Электронно-лучевая сварка применяется при работе с глубокими соединениями – до 20 см, но только при условии определенного соотношения ширины шва и глубины погружения инструмента – 20:1.
Процесс формирования шва осуществляется в вакууме, поэтому использовать такую технологию в быту практически невозможно. Она применяется в сфере узкопрофильных производств. - Термитная сварка подразумевает нанесение особой смеси на контуры соединения деталей в процессе горения.
Технологию применяют для ответственных конструкций из металла в готовом виде, когда с помощью наплавки металла надо устранить имеющийся дефект в виде трещины или скола. - Плазменная сварка подразумевает применение ионизированного газа, проходящего сквозь электроды с высокими сварочно-техническими характеристиками и выполняющего функцию дуги.
Технология имеет более широкие возможности применения по сравнению с электронным типом, так как позволяет выполнить сварщику резку и сварку металлической конструкции с любой шириной металла. - Орбитальная аргонодуговая сварка с помощью вольфрамового электрода применяется для работы со сложными деталями из металла.
Например, для неповоротных стыков труб с диаметром 20-1440 мм. В процессе работы активирующий флюс наносится 1 г/м шва. Это позволяет решить ряд важных технологических задач: уменьшить объем и вес сварной ванны за счет ведения операций пониженным током; благодаря давлению дуги на жидкий металл шов получается качественным в любом пространственном положении; сварку можно автоматизировать без разделки кромки. - Щадящие технологии сварки в смесях защитных газов Ar+CO2 и Ar+O2+CO2.
При использовании такого метода выполнения сварочных работ можно получить более качественные соединения при сравнении со сваркой в СО2. При этом актуальный объем расходных материалов сократиться на 20 % за счет резкого снижения набрызгивания электродного материала, а переход к свариваемым частям металлоконструкции станет плавным.
Современная наука многогранна и непредсказуема.
Она предоставляет человеку возможности применить на практике достоинства нано-технологий, поэтому ближайшее будущее сварочных операций представляется связанным с совершенствованием схем компьютерного управления сваркой, а также применением новых сварных материалов.
Заключение
Если соблюдать все требования к сварке металлоконструкций, можно получить высококачественные швы: долговечные, прочные и стойкие к воздействию. Использовать при этом можно как классический вид сварки, так и новые технологии.
Несмотря на то, что они в большей степени касаются профессионального уровня сварки, но при желании развивать свои навыки в этой сфере, ознакомиться с такой информацией будет не лишним и для новичка в подобных вопросах.
Как рассчитать стоимость на услуги по сварке
Для многих специалистов приобрести сварочный аппарат и со временем обучиться сварочному делу на профессиональном уровне, является не последней трудностью. И впоследствии, многие приходят к оказанию услуг по сварке или попросту подработок «халтур» помимо основной работы. И тут у многих встает вопрос, как рассчитать стоимость работ по сварке, придерживаться производственно-заводских стандартов ценообразования или же определять «на глаз». В данной статье мы приведем формулу и несколько советов, которые, надеемся, помогут на начальном этапе специалистам определиться с ценами на те, или иные виды услуг связанные со сварочным процессом.
Основные факторы ценообразования
Начнем с того, что можно определить ряд факторов, которые напрямую будут влиять на стоимость продукта или услуги созданной руками сварщика, а именно:
- Объем проводимых работ
- Сложность работ
- Вид сварки
- Вид расходного материала необходимого в процессе сварки
И это далеко не все пункты, но мы все же хотим донести более простую формулу формирования цены, которой сможет пользоваться практически каждый сварщик, даже если, он никогда не имел дело с ценообразованием и далек от гуманитарной экономики.
(tраб + tд) × СТ + (Зд + Змат + Ао)
tраб – время, затраченное на работу
tд – время, затраченное на дорогу
СТ – часовая ставка работника
Зд— затраты на дорогу (топливо)
Змат— затраты на расходные материалы
Ао— амортизация оборудования
Таким образом, стоимость работ = (время затраченное на работу + время затраченное на дорогу к клиенту) * рабочую ставку специалиста + (затраты на дорогу + затраты на материалы + амортизация оборудования)
Хочется, сразу пояснить, что это простейшая формула расчета стоимости услуг, и из неё выразить точную стоимость сантиметра сварочного шва или заваренного стыка трубы, нормами которыми чаще пользуются организации и сервисы, окажется несколько проблематично. Но, применять её для расчета стоимости не высоко профильных работ, вполне практично.
Как закрепиться на рынке услуг
Теперь опишем несколько советов, которые помогут Вам закрепиться на рынке сварочных услуг своего региона и привлечь больше клиентов:
- Всегда будьте в курсе цен на услуги по сварке на своем региональном рынке. Смотрите цены по объявлениям в интернете, спрашивайте у знакомых сварщиков и клиентов. Это поможет Вам сформировать, собственную часовую ставку, зависимую от Ваших профессиональных навыков.
- Если, на Ваши услуги достаточно большой спрос, и на всех клиентов не хватает времени, стоит задуматься о помощнике или поднять цены. Приоритетней предоставить скидку клиенту, для того, что бы он обратился к Вам в следующий раз, чем работать за низкую плату.
- Иногда, для упрощения оценки стоимости работ, можно подсчитать примерный расход материалов на работу и попросить клиента приобрести их самому. Тем, самым стоимость конечного продукта работ для клиента, станет более прозрачной.
- Можно увеличить часовую ставку в 1,5-3 раза при выполнении сварочных работ в стесненных условиях, на высоте, в траншеи, яме и сосудах.
Список советов будет расширяться, учитывая рекомендации подписчиков нашего сообщества в социальной сети ВКонтакте.
Как работает сварка — основы процесса сварки
Изучите основы сварки, принципы работы сварки, общие сварочные инструменты и способы практического обучения сварке в Summit College.
Основная цель сварки — соединение двух элементов прочным соединением. Сварщики обычно работают с металлом или термопластом и используют прочный присадочный материал, чтобы связать их вместе. Сварка используется для создания многих современных конструкций в нашем мире, таких как небоскребы, автомобили, корабли и самолеты.
В прошлом строители использовали другие методы соединения металлических деталей. Пайка, пайка и клепка — все это альтернативы сварке. Узнайте, почему сварка стала стандартным вариантом соединения для многих отраслей промышленности и почему она так высоко ценится в промышленных приложениях и производстве.
Сварочные работы путем соединения двух материалов без отдельного связующего материала. В отличие от пайки и пайки, в которых используется связующее с более низкой температурой плавления, при сварке две детали соединяются непосредственно вместе.Понимание этой разницы является ключом к пониманию того, почему сварка предпочтительнее для прочной и долговечной конструкции.
Существует три основных метода сварки, поэтому важно понимать каждый вариант и знать, насколько прочен сварной материал для ваших сварочных работ. Вот три основных метода сварки, доступных современным сварщикам:
-> Газовая сварка
-> Дуговая сварка
-> Лазерная сварка
В дуговой сварке для плавления рабочего материала используется электрическая дуга.Сначала к материалу прикрепляется заземляющий провод. Затем сварщик прикладывает вывод электрода к обрабатываемому материалу. Когда сварщик отводит электрод от материала, он создает электрическую дугу, также известную как продолжающийся плазменный разряд в результате электрического пробоя газа. Сварочные аппараты используют переменный или постоянный ток и используются для получения очень концентрированной узкой точки сварного шва.
Газовая сварка — еще один распространенный вид сварки. Это более старый и распространенный вариант, также известный как кислородно-топливная сварка.Газ направляется к сварочному стержню или точке фокусировки и воспламеняется, создавая высокотемпературное пламя. Лучше всего использовать для высоколегированных сталей. Хотя точка сварки менее сконцентрирована, чем электросварка, она намного горячее и больше подходит для особенно твердых сплавов.
Лазерная сварка — последнее новшество в сварочной технике. В настоящее время этот метод используется только в крупных промышленных приложениях. Лазерные сварщики используют луч высокой энергии для сплавления материалов. Это дорогостоящая система, требующая экспертного контроля и тонкости.
По сравнению с другими методами соединения сварка имеет ряд преимуществ. Вот лишь несколько причин, по которым многие промышленные строительные процессы сваривают материалы вместе:
• Долговечное соединение
• Безупречный шов
• Превосходная точка плавления
• Эффективная и универсальная система
Эти преимущества делают сварку очень востребованным навыком в автомобилестроении, строительстве и промышленные компании. Любите ли вы работать руками или заинтересованы в востребованной высокооплачиваемой карьере, узнайте, подходит ли вам специалист по сварке.
Узнайте, что вам нужно, чтобы подготовиться к карьере сварщика. Вот некоторые основные приспособления и оборудование, которые вам понадобятся для начала работы сварщиком. Ознакомьтесь со всеми этими вариантами сварочного инструмента и узнайте больше о плюсах и минусах каждого варианта.
Перед тем, как приступить к работе с любым сварочным аппаратом, вам потребуется подходящее защитное оборудование и место. Сварка выделяет большое количество тепла, искр и металлического шлака. Защитная одежда необходима для защиты от ожогов во время работы.Сварочная маска защищает глаза от яркого света сварщика. Из-за экстремальных температур свет становится настолько ярким, что может нанести вред вашим глазам.
Огромное разнообразие сварочных инструментов может быть огромным. Тщательно сравните их и используйте желаемое приложение, чтобы найти лучший сварщик для вас. Если вы тренируетесь на сварщика, спросите своего инструктора, какой сварщик лучше всего подходит для начинающих. Вот некоторые распространенные типы сварщиков, которые следует учитывать:
• Дуговая сварка в защитном металлическом корпусе (SMAW) или сварка стержнем
• Дуговая сварка металлическим электродом в газовой среде (GMAW) или сварка MIG
• Дуговая сварка под флюсом (SAW)
• Дуговая сварка вольфрамовым электродом (GTAW) или сварка TIG
Ваш металл и тип сварного шва, который вы надеетесь получить, определяют наилучшего сварщика для ваших целей.Некоторые сварщики лучше подходят для больших структурных швов, в то время как другие лучше всего подходят для детализированных поверхностных сварных швов, которые легко отполировать до безупречной отделки.
Как начать сварку
1. Выберите свой метод
Не существует единого процесса сварки, подходящего для всех областей применения, поэтому вам необходимо учитывать следующие факторы: тип и толщина свариваемого металла, объем работы, наличие у вас сварка в помещении или на открытом воздухе, внешний вид сварных швов и ваш бюджет.
Самым распространенным видом сварки сегодня является электродуговая сварка, при которой электрическая дуга плавит электрод (например, сварочную проволоку) и частично плавит основной металл. Когда расплавленные металлы остывают, детали соединяются. Существуют разные виды дуговой сварки, но мы сосредоточимся на MIG (металлический инертный газ). Сварка с подачей проволоки — самый простой в освоении вид, особенно если вы учитесь сами.
Металлический инертный газ (MIG)
Использует сварочный пистолет, который непрерывно подает проволоку с катушки, когда оператор нажимает на спусковой крючок.Сварочный пистолет одновременно с проволокой подает защитный газ, защищающий металл от загрязнений в воздухе. MIG дает более чистые и лучше выглядящие сварные швы, чем сварка вставкой.
Порошковая сварка (FCAW)
Аналогично MIG, за исключением того, что здесь нет отдельного защитного газа, потому что проволочный электрод имеет флюс в его сердечнике, который создает свой собственный экран при плавлении проволоки. Эта ветрозащитная установка делает FCAW хорошим методом сварки на открытом воздухе.
2. Купить оборудование
Сварщик
Сварщик — это ваши самые большие расходы, поэтому не обманывайте себя — дешевый сварщик только расстроит вас и затруднит обучение. Сварочный аппарат с подачей проволоки использует обычный бытовой ток для получения очень горячей электрической дуги высокой энергии. Внутри аппарата находится небольшая катушка сварочной проволоки (электрод) с приводом от двигателя. Проволока подается по шлангу к пусковой горелке.Когда оператор соприкасается проволокой с основным металлом, дуга плавит проволоку и частично плавит основание. При сварке MIG, пока спусковой крючок нажат, горелка продолжает подавать проволоку и газ.
Lincoln Electric Power MIG 210 (вверху) — это новая технология по отличной цене: при напряжении 120 или 230 В он позволяет амбициозному новичку выполнять сварку MIG, TIG и сваркой стержнем. Стоит он 999 долларов.
Миллерматик 141 (ниже) по цене 767 долларов — хороший начальный вариант. Это сварочный аппарат с подачей проволоки на 120 В, который можно использовать для сварки тонких листов алюминия и стали толщиной от 24 до 3/16 дюйма.
Совет: у вашего сварщика также выходит рабочий провод. Это электрический кабель с зажимом на конце, который крепится к основному металлу и замыкает электрическую цепь, необходимую для сварки. Если грязь, ржавчина или краска мешают контакту свинца, качество сварного шва ухудшится.
Проволока сварочная
Проволока относительно недорогая. Простое практическое правило — использовать тонкую сварочную проволоку на тонком листовом материале и увеличивать диаметр проволоки по мере увеличения толщины материала.Сварщик берет проволоку как минимум двух диаметров.
Все на удивление интуитивно понятно
В руководстве по эксплуатации машины указано, что для этого нужно, и обычно инструкции находятся на откидной панели сбоку машины. Все это на удивление интуитивно понятно.
Газ
Выбор подходящего защитного газа важен, поэтому убедитесь, что вы знаете, какой тип работы вы планируете выполнять. Вы можете получить многоразовый баллон с газом у местного поставщика сварочных материалов.Пси будет варьироваться в зависимости от типа используемой горелки и глубины сварных швов, но обычно вы будете придерживаться значений от 15 до 25. Что касается газовой смеси, домашний любитель со сварочным аппаратом с подачей проволоки может это сделать. обычно обходятся 100-процентным защитным газом CO2. Для получения более чистого сварного шва
используйте 75 процентов CO2 и 25 процентов аргона.
Сварочная тележка : Сварочные аппараты, работающие с подачей проволоки, могут весить до 75 фунтов, поэтому соберите или приобретите сварочную тележку, чтобы повысить портативность.
Шиловая или твердосплавная палочка : для разметки линий реза.
Угловая шлифовальная машина : для шлифования, снятия фаски и правки сварных швов, а также для подготовки поверхности.
Угловой зажим или магнитный квадрат : для фиксации стыков.
Отбойный молоток и проволочная щетка : для очистки от шлака и брызг.
Сварочные клещи : для обрезки сварочной проволоки и удаления брызг с сопла сварочной горелки.
Почему вам нужен шлем с автоматическим затемнением : Свет, генерируемый любым процессом дуговой сварки, невероятно яркий, и он обожжет вам глаза, если вы не наденете шлем.В течение многих лет традиционные сварочные шлемы имели постоянно затемненную шторку для обзора, но это означало, что вам приходилось поднимать маску, когда вы не выполняли сварку. Новые шлемы с автоматическим затемнением защищают от вредного излучения света, автоматически затемняя их прозрачные линзы до предварительно выбранного оттенка за миллисекунды, используя технологию ЖК-дисплея в их стекле. У каждого шлема также есть элементы управления для индивидуальной настройки.
Сварочный шлем Antra AH6-660-0000 с автоматическим затемнением на солнечных батареях, показанный выше, предлагает множество опций, от 45 до 109 долларов, в зависимости от размера линзы.
3. Подготовка сварного шва
Подготовка металлов
Используйте проволочную щетку и ацетон для удаления масел и грязи. Если вам нужно разрезать металл, наметьте линию шилом или твердосплавной палочкой и обрежьте ее отрезной пилой по металлу, ножовкой или болгаркой с отрезным кругом.
Отшлифуйте кромки
Но только те, которые вы планируете стыковать, и используйте угловую шлифовальную машину. Это называется снятием фаски. Фаска — это скос между смежными краями двух кусков материала, обычно под углом 45 градусов.Это создает пространство для наполнителя и обеспечивает большую структурную целостность сварного шва. Особенно хорошо это сделать для стыковых швов.
Думайте о сварочных движениях как о качелях для гольфа — вам нужно как можно меньше движущихся частей
Разместите металлы
С помощью углового зажима или магнитного угольника закрепите соединения, чтобы металлические части оставались в одной плоскости, прежде чем начинать сварку.
Совет : вы имеете дело с искрами, огнем и расплавленным металлом, поэтому не начинайте сварку, не надев сварочную куртку или фартук, кожаные перчатки и шлем.Если вы хотите сэкономить, качественную хлопковую рабочую рубашку с длинным рукавом можно заменить курткой для сварщиков. Не забудьте свои рабочие ботинки (без кроссовок) и снимите украшения с запястий и шеи. При шлифовании надевайте защитные очки и маску, закрывающую все лицо. Также держите поблизости огнетушитель ABC.
4. Создание слоев сварного шва
Положение тела и рук
Думайте о сварочных движениях как о качелях для гольфа: вам нужно как можно меньше движущихся частей, и вы хотите, чтобы движение было плавным и повторяемым.По возможности держите сварочный пистолет двумя руками или используйте запястье другой руки, чтобы направить руку, держащую сварщика (представьте себе бильярдный удар). Выключив сварщика, сделайте пробный запуск, чтобы убедиться, что вы правильно расположили. Чем устойчивее ваши руки, тем лучше сварной шов.
Прихваточная сварка
Перед началом проверьте пистолет. Проволочный электрод должен выступать от 1/4 до 3/8 дюйма. Убедитесь, что на сопле нет брызг и кончик проволоки чистый.Затем сделайте несколько прихваточных швов, достаточных для соединения основных металлов вдоль стыка.
Последний валик
После того, как вы закрепили металлы на месте, вы можете уложить последний валик сварного шва. Удерживая сварочный пистолет под углом примерно 75 градусов к основанию, медленно двигайтесь слева направо (если вы правша), затрачивая одну-две секунды на укладку каждого валика и поддержание постоянной длины дуги. Не зацикливайтесь на яркой дуге. Посмотрите на край сварочной ванны, и когда вы дойдете до конца сварного шва, оттяните электрод от металла и дайте ему остыть.
5. Шлифование сварного шва
Если вам все равно, как выглядит ваш сварной шов, или если он находится на куске металла, который не будет виден, когда ваш проект будет завершен, вы можете пропустить этот шаг, потому что все готово. Поздравляю, вы сделали первые сварные швы. Работайте над совершенствованием своей техники на металлоломе. Сварка во многом похожа на игру на гитаре: немного сделать это несложно, но чтобы стать профессиональным, вам нужна практика, практика, практика.
Сварные швы, шлифование заподлицо
Для получения гладкой поверхности используйте шлифовальный круг с зернистостью 36, прикрепленный к угловой шлифовальной машине, чтобы шлифовать вдоль пути сварки, а не поперек, для однородности. Иди медленно. Если вы шлифуете сварной шов, вам придется начинать заново. При шлифовании должны быть видны только оранжевые искры. Синий означает, что вы слишком сильно нажимаете. Когда вы закончите, возьмите циркониевый лепестковый диск для точной формовки и отделки.
Благодаря Майклу Дэниелу из Michael Daniel Metal Design , Нико Хуаресу из Juarez Custom и Стивену Сомплу из Empire Metal Finishing . Эта история опубликована в июньском номере журнала Popular Mechanics за 2015 год.
Этот контент создается и поддерживается третьей стороной и импортируется на эту страницу, чтобы помочь пользователям указать свои адреса электронной почты. Вы можете найти больше информации об этом и подобном контенте на пианино.io
Обучение сварке: 19 шагов (с иллюстрациями)
Друг выразил интерес к обучению сварке. Я пишу это, чтобы познакомить таких людей, как она, со сваркой. Это также место для каталогизации некоторых очень полезных вещей, на которые мне потребовалось довольно много времени и чтения, чтобы выучить их.
Я свариваю низкоуглеродистую сталь дома, чтобы делать вещи, которые мне нужны, и ремонтировать вещи, которые мне нужны. Я не свариваю алюминий или нержавеющую сталь. Я очень мало работаю со своим сварщиком.Я в основном самоучка. Я знаю «Наставление Тима Андерсона: дешевая сварка панков». Он включил некоторую информацию, которую я не буду раскрывать. Думаю, у меня есть некоторая информация, которую он не раскрыл.
Если термины в следующем абзаце для вас новы, см. Абзац «Определения», который следует за ним. Здесь определены слова, выделенные курсивом.
По большей части я работаю с электрическими аппаратами для ручной сварки . Они стоят меньше, чем другие сварочные системы, но требуют больше практики и навыков, чтобы хорошо изучить их.Многие вещи, которые необходимо сделать, чтобы получить хороший сварной шов с помощью сварочного аппарата, мало чем отличаются от аналогичной ситуации с использованием сварочного аппарата с подачей проволоки (проплавление , плетение, предотвращение провисания ), и я буду обсуждать и то, и другое одновременно. время, когда это возможно. Упомяну немного о сварке кислородно-ацетиленовой (газовой) смеси . Но, для начала, случайный сварщик; Сварщик с подачей проволоки значительно упрощает обучение сварке. MIG обычно предпочтительнее и дороже, чем , сварка с подачей проволоки с флюсовым сердечником .У обоих есть свое место. Людям, которые хотят начать сварку, часто не хватает денег, и они вполне могут начать со сварочного аппарата штангой, прежде чем через несколько лет перейти к сварочному аппарату с подачей проволоки, поэтому некоторое внимание будет уделено сварке штангой. У меня нет опыта сварки TIG и не буду обсуждать это.
Определения :
Stick Сварочные аппараты получили это название, потому что сварочный электрод с проволокой с покрытием напоминает палку, которую вы можете подобрать с лужайки.
Сварочные аппараты с механизмом подачи проволоки используют непрерывный проволочный электрод на катушке. Ролики в сварочном аппарате, приводимые в движение двигателем, подают проволоку с постоянной скоростью через электрододержатель, обычно называемый пистолетом. Сварочные аппараты с механизмом подачи проволоки были изобретены для увеличения производительности за счет устранения необходимости останавливать и заменять сгоревший электрод.
Проникновение означает, что сварщик не просто уложил валик сварочного материала поверх стыка, но и часть основного металла расплавилась и сплавилась под сварным швом.
Плетение перемещает дугу с одной стороны стыка на другую, чтобы убедиться, что сварной шов проникает в обе стороны стыка. Шаблон плетения также используется для предотвращения провисания при сварке в восходящем направлении на вертикальном стыке. Посмотрите несколько видеороликов о сварке людей. При плетении, особенно с использованием сварочного аппарата с механизмом подачи проволоки, важно «удерживать углы». То есть, когда дуга находится с одной стороны сустава, либо с другой, сделайте паузу на большую часть секунды, затем переместитесь через сустав и сделайте паузу примерно на секунду и с этой стороны.Расплавленный сварочный материал тянется к теплу. «Удерживание углов» гарантирует, что углы сварного шва станут достаточно горячими, чтобы металл мог вливаться в них, а не просто лежать на них. Центр бусинки будет красивым, если уделить внимание углам.
Провисание — это расплавленный металл, который вытекает из стыка при сварке под действием силы тяжести. Это может быть проблемой, когда сварной шов выполняется вертикально, над головой или горизонтально вдоль стороны вертикальной поверхности. Избегая чрезмерного нагрева, электроды предназначены для быстрой закалки, угол, под которым направлена дуга, и общие манипуляции с дугой используются для контроля сварного шва и противодействия провисанию.
Аппараты для кислородно-ацетиленовой сварки используют два резервуара, один заполненный кислородом, а другой ацетиленом. Оба газа проходят через шланги под контролируемым давлением, смешиваются и горят очень горячим острым пламенем в горелке.
MIG относится к сварочному аппарату с подачей проволоки, который защищает свежий сварной шов от смешивания с кислородом в воздухе, непрерывно покрывая область сварного шва инертным газом. Если кислород попадает на горячий свежий сварной шов; сварной шов становится пористым и ослабляется.
Flux Core Сварщики используют электрод из тонкой проволоки, в центре которого находится химический порошок.Этот порошок плавится и стекает по сварному шву, защищая свежий сварной шов от кислорода. Это затвердевшее покрытие называется шлак . После того, как сварной шов остынет, отколите его или счистите щеткой, в зависимости от его толщины.
Сварщики TIG используют горелку с острым вольфрамовым наконечником для создания лужи расплавленного металла с помощью дуги. Оператор вытирает металл из тонкой проволоки в бассейн. В то же время оператор увеличивает или уменьшает ток дуги с помощью педального управления. Сварка TIG позволяет создавать красивые швы на алюминии и различных специальных металлах.Чтобы учиться, требуется много навыков и практики.
Другие термины, которые вы можете встретить в сварочной литературе (не беспокойтесь об этом, если вы не столкнетесь с ними):
SMAW — дуговая сварка в защитном металлическом корпусе — сварка стержнем
FCAW — дуговая сварка порошковой проволокой
GMAW — дуговая сварка металлическим электродом в газе — Сварка MIG
GTAW — Сварка вольфрамом в среде инертного газа — Сварка TIG
(Фотография взята из Bing Images.)
Как выполнять сварку — Сварка MIG: 11 шагов (с изображениями)
Сварка MIG состоит из нескольких частей .Если вы откроете один из них, вы сможете увидеть что-то похожее на то, что изображено ниже.
Сварщик
Внутри сварочного аппарата вы найдете катушку с проволокой и ряд роликов, которые проталкивают проволоку к сварочному пистолету. Внутри этой части сварочного аппарата мало что происходит, поэтому стоит уделить минуту и ознакомиться с различными частями. Если по какой-либо причине механизм подачи проволоки заедает (это случается время от времени), вам следует проверить эту часть устройства.
Большую катушку проволоки следует удерживать натяжной гайкой. Гайка должна быть достаточно тугой, чтобы катушка не раскрутилась, но не настолько, чтобы ролики не могли вытащить проволоку из катушки.
Если вы проследите за проволокой с катушки, вы увидите, что она входит в набор роликов, которые стягивают проволоку с большого рулона. Этот сварочный аппарат предназначен для сварки алюминия, поэтому в него загружена алюминиевая проволока. Сварка MIG, которую я собираюсь описать в этом руководстве, предназначена для стали, в которой используется проволока медного цвета.
Газовый бак
Предположим, вы используете защитный газ со своим сварочным аппаратом MIG, за MIG будет резервуар с газом. Резервуар состоит либо из 100% аргона, либо из смеси CO2 и аргона. Этот газ защищает сварной шов по мере его образования. Без газа ваши сварные швы будут выглядеть коричневыми, забрызганными и в целом не очень красивыми. Откройте главный вентиль бака и убедитесь, что в баке есть немного газа. Ваши манометры должны показывать в резервуаре от 0 до 2500 фунтов на квадратный дюйм, а регулятор должен быть установлен в пределах от 15 до 25 фунтов на квадратный дюйм в зависимости от того, как вы хотите все настроить, и типа сварочного пистолета, который вы используете.
** Хорошее практическое правило — открывать все клапаны всех бензобаков в магазине всего на пол-оборота или около того. Открытие клапана до конца не улучшает ваш поток, не более чем просто приоткрытие клапана, так как резервуар находится под очень большим давлением. Логика этого заключается в том, что если кому-то нужно быстро отключить подачу газа в чрезвычайной ситуации, ему не нужно тратить время на запуск полностью открытого клапана. Это может показаться не таким уж большим делом с аргоном или CO2, но когда вы работаете с горючими газами, такими как кислород или ацетилен, вы можете понять, почему это может пригодиться в случае чрезвычайной ситуации.**
После того, как проволока проходит через ролики, она направляется по шлангам, ведущим к сварочному пистолету. Шланги переносят заряженный электрод и газообразный аргон.
Сварочный пистолет
Сварочный пистолет — это бизнес-цель. На него будет направлено основное внимание во время процесса сварки. Пистолет состоит из спускового крючка, который регулирует подачу проволоки и подачу электричества. Проволока направляется сменным медным наконечником, который изготавливается для каждого конкретного сварщика.Наконечники различаются по размеру, чтобы подходить к проволоке любого диаметра, с которой вы свариваете. Скорее всего, эта часть сварщика уже будет настроена для вас. Снаружи наконечник пистолета покрыт керамической или металлической чашей, которая защищает электрод и направляет поток газа из наконечника пистолета. На фотографиях ниже вы можете увидеть небольшой кусок проволоки, торчащий из наконечника сварочного пистолета.
Зажим заземления
Зажим заземления является катодом (-) в цепи и замыкает цепь между сварочным аппаратом, сварочной горелкой и объектом.Его следует прикрепить либо непосредственно к свариваемой детали, либо к металлическому сварочному столу, как тот, что изображен ниже (у нас есть два сварщика, следовательно, два зажима, вам нужен только один зажим от сварщика, прикрепленный к вашей детали для сварки).
Зажим должен хорошо контактировать с свариваемой деталью, чтобы он работал, поэтому обязательно удалите ржавчину или краску, которые могут помешать его соединению с вашей работой.
10 советов, которые могут улучшить ваши сварочные навыки
Этот краткий курс практических указателей адаптирован к потребностям любой фермы в ремонте металла.
1. Режимы Glob или Spray для толстой стали
Большинство фермеров могут не осознавать, что регулировка напряжения, силы тока и скорости подачи проволоки на аппаратах для сварки проволокой может обеспечить режимы передачи, точно настроенные для толстого металла. По словам Карла Хоэса из Lincoln Electric, ограничивающим фактором для режимов шарового или распыления является то, что их можно использовать только на «металле толщиной ⅛ дюйма и толще и только при выполнении плоских и горизонтальных угловых швов».
Шаровая передача (короткая дуга): Напряжение, сила тока и скорость подачи выше, чем в стандартном режиме короткого замыкания.Это приводит к тому, что большие шарики проволоки выходят из конца проволоки и попадают в сварочную ванну. Этот режим обеспечивает сварку глубокого проплавления на толстом материале, но при этом образуется много брызг.
Распылительная дуга: Вольты, токи и скорость подачи проволоки выше, чем в шаровом режиме. Он производит поток крошечных капель расплава, которые разбрызгиваются по дуге от проволоки к металлу. Для истинного распыления вам потребуется газ, богатый аргоном. Распылительная дуга позволяет использовать проволоку большого диаметра, поэтому осаждается много металла, и получается бусинка великолепного вида.Его можно использовать только для плоских или горизонтальных угловых швов; лужа очень жидкая. Обязательно замените сопло вашего пистолета на устройство длиной около 3 дюймов или больше.
2. Очистить от примесей
«Фермеры обычно не могут должным образом подготовить металл перед сваркой», — говорит Джон Лейснер из Miller Electric. «Это включает удаление краски, ржавчины, грязи и других поверхностных загрязнений, но это также означает шлифовку трещин». Лейснер легко понимает, что подготовка металла — это последнее, о чем вы думаете, когда требуется ремонт сварного шва в разгар сезона или во время кормления скота.
«Я не говорю, что зона ремонта должна быть абсолютно нетронутой», — говорит он, добавляя, что сварные швы алюминия являются исключением (см. Совет № 6 по сварке алюминия). «По крайней мере, ударьте по месту ремонта проволочной щеткой с электроприводом, чтобы удалить ржавчину и грязь».
Очистка удаляет загрязнения, которые попадают в металл во время сварки; если они останутся, они поставят под угрозу ремонт. Если очистка невозможна, избегайте ремонта с помощью сварочного аппарата MIG. «Используйте сварочный аппарат и стержень 6011.Кроме того, снизьте скорость передвижения. Это дает время пузырькам газа выкипеть из расплавленного сварного шва до того, как эти примеси улавливаются внутри сварного шва », — говорит он.
Водород сварочный враг №1
Водород — наихудшая примесь, разрушающая сварные швы. Поскольку водород повсюду (в воде, грязи, ржавчине, краске, навозе, смазке), он представляет собой серьезную проблему для сварщиков. Что можно сделать, чтобы сбить водород? Чистый, чистый и еще чистый. «Водород, наряду с высоким остаточным напряжением и чувствительной к трещинам сталью, может привести к растрескиванию через несколько часов или дней после сварки», — говорит Хоуз из Lincoln Electric.«Высокопрочные стали (обычно используемые в почвообрабатывающих орудиях), толстые металлические секции и ограниченные детали более подвержены водородному растрескиванию».
3. Правила угла, направления и скорости
Одним из удивительных аспектов сварки является то, что даже начинающий сварщик может добиться успеха. Тем не менее, Хоуз и Лейснер предупреждают, что существуют некоторые жесткие правила, обеспечивающие длительный ремонт сваркой.
Тяни или толкай: Здесь правило простое.«Если при этом образуется шлак, вы тянете», — говорит Лейснер. Другими словами, вы перетаскиваете стержень или проволоку при сварке с помощью устройства для сварки стержневой или флюсовой проволокой. В противном случае вы будете проталкивать проволоку сваркой в среде инертного газа (MIG).
Рабочий угол: При сварке проволокой держите пистолет под углом от 10 ° до 15 ° в направлении, в котором продвигается сварной шов. При сварке штангой поддерживайте угол подъема от 20 ° до 30 ° в направлении протяжки. При угловом шве (тройнике) держите пруток или проволоку (независимо от процесса сварки) под углом 45 ° между двумя металлическими частями.
Расстояние между дугами: Отрегулируйте скорость движения так, чтобы сварочная дуга оставалась в пределах одной трети сварочной ванны. Для сварки проволокой (сердечник или MIG) соблюдайте рабочее расстояние от до ½ дюйма. При сварке штангой соблюдайте расстояние ⅛ дюйма между концом стержня и заготовкой. «Длина дуги не должна превышать диаметра сердечника электрода», — говорит Лейснер.
Скорость: Наблюдайте за сварочными лужами и гребнем (где затвердевает расплавленный металл).По словам Хоэза, при сварке проволокой (MIG или флюсовой сердцевиной) гребень должен находиться примерно на дюйма позади проволочного электрода. При слишком низкой скорости движения образуется широкий выпуклый борт с неглубоким проникновением, что также приводит к отложению слишком большого количества металла. С другой стороны, слишком высокая скорость перемещения создает неглубокий сварной шов, который дает узкий и сильно выпуклый валик. Большинство скоростей движения для различных шарниров значительно ниже 40 дюймов в минуту.
4. Выбор газа MIG
Для сварки MIG предпочтительным надежным защитным газом является 100% углекислый газ (co²).Он экономичен и позволяет получать сварные швы с глубоким проваром.
Тем не менее, есть время инвестировать в более дорогие защитные газы, которые включают:
- 75% аргона и 25% co² для получения красивых сварных швов (при 100% co² образуется много брызг) и для сварки при высоких значениях силы тока.
- 85% аргона и 15% co² для сварки толстолистовой стали или металла с большим количеством прокатной окалины или ржавчины.
- 90% аргона и 10% co² для сварки распылением, а также для тяжелых или толстых металлических секций.
- 100% аргон или смесь аргона и гелия для сварки алюминия.
- 90% аргона, 7,5% гелия и 2,5% co² для сварки нержавеющей стали.
5. Список покупок сельскохозяйственных электродов
Множество проданных проводов и стержней затрудняет выбор электродов. Лейснер и Хоуз приводят этот список покупок сельскохозяйственных электродов, которые подходят для большинства ремонтных работ.
Проволока MIG: Хороший общий диаметр проволоки MIG — 0,035 (наиболее распространенный) или.045 дюймов. Но учитывайте 0,025 дюйма при сварке тонких материалов толщиной дюйма или меньше. Причина в том, что проволока меньшего диаметра более стабильна при сварке при меньшем токе, что обеспечивает меньшую силу дуги и меньшую склонность к прожиганию металла.
Проволока с флюсовым сердечником: Одной из самых популярных проволок с флюсовым сердечником является E71T-1, поскольку «она хороша для сварки в нерабочем положении (вертикальная, потолочная), обеспечивает быстрое застывание шлака и высокую скорость наплавки», — говорит Лейснер. «Если вы выполняете сварку в неправильном положении (потолочный сварной шов), вы можете использовать проволоку E71T-8», — говорит Хоуз.Если вы свариваете металл с покрытием или оцинкованный металл (например, ножку с зернистостью), используйте проволоку E71T-14, так как у нее есть сердечники, которые взрываются в дуге. Это приводит к улетучиванию стальных покрытий, таким образом, сводя к минимуму растрескивание и пористость сварных швов. Все эти проволоки обеспечивают более высокую производительность наплавки, чем стержневые электроды, и их шлак удаляется легче.
Электрод-стержень: Пруток общего назначения — это электрод 6011, говорит Лейснер, поскольку он обеспечивает хороший проникающий сварной шов. По его словам, при работе с более толстым материалом, который «требует более глубокого проплавления, используйте электрод 6010».
«Если вы свариваете более тонкую заготовку там, где вам нужно меньше проплавления, перейдите на электрод 6013». Самый распространенный размер стержня — ⅛ дюйма. «Используйте стержень большего диаметра для более толстого металла и стержень меньшего диаметра для более тонкого металла», — советует Хоуз.
6. Сварка алюминия
Растущее присутствие алюминия в сельскохозяйственном оборудовании вызывает необходимость ремонта металла. Хорошая новость заключается в том, что любой сварщик может обрабатывать алюминий, и этому процессу относительно легко научиться.Но есть некоторые правила, которым вы должны следовать, — говорит Хоуз. Эти правила включают:
Купите приводные ролики с U-образной канавкой, которые поддерживают проволоку, но не сминают ее. Держите регулировку ведущего ролика на незакрепленной стороне.
Замените прокладку кабеля на тефлоновую, нейлоновую или аналогичную прокладку.
Используйте только аргон или аргон-гелий.
Выберите алюминиевую присадочную проволоку диаметром 3/16 или 1/6 дюйма. Эти большие провода легче протянуть вниз по кабелю пистолета.
Используйте контактный наконечник приблизительно.На 0115 дюймов больше диаметра проволоки.
Удалите жир, масло, навоз или грязь с помощью органического растворителя, такого как ацетон, слабого щелочного раствора, такого как сильное мыло, или обезжиривателя на основе цитрусовых. Избегайте сильных щелочных или кислотных чистящих средств.
Почистите ремонт, используя новую проволочную щетку из нержавеющей стали (используется только при сварке алюминия), чтобы удалить окисленный алюминий, который естественным образом образуется на поверхности металла. Оксиды алюминия плавятся при 3700 ° F, в то время как основной металл плавится при 1200 ° F.Оксиды на ремонтной поверхности препятствуют проникновению присадочного металла.
Разогрейте ремонт до 230 ° F. чтобы минимизировать растрескивание. Делайте прихваточные швы в начале и в конце ремонта, чтобы облегчить предварительный нагрев и предотвратить деформацию.
Используйте короткий пистолет и прямой кабель. Если вы много занимаетесь сваркой алюминия, подумайте о покупке пистолета для катушки.
Вдавите в сварной шов, чтобы уменьшить загрязнение и улучшить покрытие защитным газом.
Сварка горячая и быстрая, используя более высокие значения силы тока и напряжения, а также скорости хода сварного шва, чтобы предотвратить прожог.
Заполните кратер сварного шва в конце сварного шва. Кратеры — основная причина растрескивания сварных швов алюминия, предупреждает Хоуз. Чтобы заполнить кратер, продолжайте подавать проволоку в конце сварного шва, меняя направление движения назад по сварному шву примерно на 1 дюйм.
7. Секретарь ремонта высокопрочной стали
По словам Хоэза, производители все чаще обращаются к использованию трудно свариваемых металлов, таких как высокопрочная сталь, особенно в почвообрабатывающих орудиях, чтобы уменьшить их вес.При ремонте высокопрочной стали очень важно подготовиться, предварительно удалив всю ржавчину, краску, жир и влагу, чтобы добраться до оголенного металла. Затем перед сваркой предварительно нагрейте место ремонта.
«Чем выше содержание углерода в стали (обычно используется в высокопрочных сталях), тем больше требуется предварительного нагрева», — говорит Хоуз. «Предварительный нагрев необходим для предотвращения растрескивания после сварки». При ремонте высокопрочных сталей используйте электрод с малым диаметром и низким содержанием водорода, например стержень 7018, добавляет Лейснер.Наконец, сохраняйте низкую скорость сварочного хода; это сохраняет сварочную ванну в расплавленном состоянии, давая возможность пузырькам газообразного водорода закипеть. В результате получается более качественный сварной шов.
8. Почему трескаются сварные швы?
Hoes говорит, что сварные швы трескаются по одной или нескольким из следующих причин:
- Перед сваркой не зашлифовать трещины до дна.
- Формование бусин меньшего размера. Сварные швы всегда должны быть немного шире, чем глубина.
- Формирование вогнутых или полых бусинок.Такие сварные швы могут привести к растрескиванию середины валика. Сварные швы всегда должны быть выпуклыми или горбатыми.
- Неправильная очистка ремонта. Если после ремонта оставить ржавчину, краску, жир, грязь или влагу, в сварной шов попадет водород, который может вызвать растрескивание.
- Без предварительного нагрева перед сваркой. Это особенно необходимо, когда свариваемая сталь имеет более высокое содержание углерода или сплава.
- Избегайте использования электродов с низким содержанием водорода для ремонта трудно свариваемых сталей (с высоким содержанием углерода или сплава).
- Невозможность заполнить кратеры в конце сварного шва.
- Неправильное усиление ремонта сварного шва.
- Не накладывать первый валик на многопроходные сварные швы достаточного размера, плоской или выпуклой формы. Он сопротивляется растрескиванию до тех пор, пока не будут добавлены более поздние бусинки для поддержки.
Лейснер говорит, что жесткие детали более склонны к растрескиванию. Если возможно, приваривайте к свободному концу таких деталей и оставляйте зазор 1/32 дюйма между пластинами для свободного движения усадки при остывании сварного шва.Очистите каждую бусину, пока она еще горячая, чтобы снять напряжение.
9. Сварка вне позиции
Гравитация — ваш враг при работе вне рабочего места, поэтому противодействуйте ее эффектам (особенно при сварке проволокой), используя немного меньшее напряжение и меньшую скорость подачи проволоки, чтобы создать меньшую лужу, — говорит Хоуз. По словам Лейснера, изменение полярности на противоположную для концентрации тепла на кончике электрода приводит к более холодной сварке, что позволяет сварочной ванне остывать быстрее и предотвращать ее стекание. Вот еще несколько советов от обоих экспертов по сварке в нерабочем положении:
Горизонтальные швы: Уменьшите рабочий угол до 0 ° или 15 °, а затем выполняйте сварку в стабильном темпе, чтобы сварочная ванна оставалась на месте.
Вертикальные сварные швы: На стали толщиной 3/16 дюйма и более выполняйте сварку нисходящим движением. Однако это движение может быть проблемой; сварочная ванна может опередить дугу и стать изолятором, уменьшая проплавление. На стали толщиной 1/16 дюйма и более сваривайте снизу вверх, используя технику из стороны в сторону, перемещая дугу справа в центр, а затем влево, чтобы создать треугольник.
Сварные швы над головой: Уменьшите силу тока и двигайтесь быстро, чтобы сварочная ванна оставалась узкой.Используйте круговые движения и взбивание, чтобы сварочная лужа не вылилась из сварного шва.
10. Когда укреплять
Усиление ремонта сваркой «определенно необходимо, если трещина находится в месте, где вы не можете подготовить ее поверхность для сварки», — говорит Лейснер. «Всегда укрепляйте точки, подверженные высоким нагрузкам, например, петли складного орудия».
Усиление также необходимо, если деталь сломалась более одного раза в том же месте или рядом с тем же местом, что и предыдущий ремонт, добавляет Хоуз.
При армировании обязательно скосите кромки под углом 30 °, где новый металл встречается со старым. Это обеспечивает лучшее проплавление.
Для более тяжелых участков материала оставьте небольшой участок (пространство) внизу стыка. Для этого сначала скосите края, а затем отшлифуйте нижнюю часть скоса до толщины никеля.
Вот последний совет по усилению. «Материал толщиной более дюйма обычно следует сваривать за несколько проходов», — говорит Лейснер.
Три простых шага — производительность сварки
Станция RoboVent WeldPro работает по принципу обратной тяги и отводит дым назад и от оператора. Этот метод лучше всего подходит для сварки небольших деталей с заранее заданным процессом сварки в фиксированном месте.
Большинство проблем с качеством воздуха на металлообрабатывающих предприятиях связаны с дымом и испарениями от сварки. Сварочный дым может не только привести к появлению видимой дымки на всем объекте, но и взвешенные в воздухе твердые частицы сварочного дыма могут оседать на поверхностях, в том числе на чувствительной электронике и оборудовании, где мельчайшие частицы могут нанести серьезный ущерб.Что еще более важно, сварочные пары могут представлять серьезную угрозу для здоровья рабочих.
Согласно OSHA, острое воздействие сварочного дыма может вызвать раздражение глаз, носа и горла; головокружение; и тошнота. Продолжительное воздействие может вызвать повреждение легких и различные типы рака, включая рак легких, гортани и мочевыводящих путей. Последствия для здоровья от некоторых паров могут включать лихорадку от паров металлов, язвы желудка, повреждение почек и нервной системы.
Из всех паров, образующихся при сварке, около 90 процентов исходит от сварочной проволоки с размером частиц от 0.От 1 до 5,0 мкм. Хорошее практическое правило: на каждые 1000 фунтов сварочной проволоки может образоваться от 10 до 20 фунтов частиц. Во время сварки от 1 до 2 процентов металла сварного шва в углеродистой стали превращается в собираемые частицы. Для сварки алюминия этот показатель составляет от 6 до 8 процентов. Сварочный дым горячий — от 750 ° до 1000 ° F — особенно когда он находится близко к сварочной дуге, и он относительно медленно поднимается из рабочей зоны сварного шва.
Если на вашем предприятии есть проблема с дымом сварочного шва, вы, вероятно, узнаете об этом по характерной синей дымке вокруг огней.Но как от этого избавиться? Вы следуете простому трехэтапному процессу, который не только принесет облегчение, но и создаст более безопасную рабочую среду.
Шаг первый: источник и управление процессом
Первым шагом к удалению опасных сварочных паров внутри сварочного предприятия является сокращение их производства за счет контроля процесса, в зависимости от типа сварочного процесса, используемого основного металла и присадочных металлов, состава сварочного прутка, размера и расположения свариваемых деталей, а также расположение сварщика.
Рассмотрим процесс сварки.В зависимости от приложения вы можете изменить его, чтобы уменьшить образование дыма.
- Сварка под флюсом (SAW) задерживает большую часть дыма (и дуги) под слоем флюса, что делает его отличным выбором, когда снижение образования дыма является проблемой.
- Газовая дуговая сварка вольфрамом (GTAW) также выделяет очень мало дыма, поскольку присадочный металл не пропускает сварочный ток.
- Дуговая сварка порошковой проволокой (FCAW) обычно считается крупнейшим производителем дыма из-за высокой скорости наплавки.
- Образование дыма при дуговой сварке металлическим электродом (GMAW) зависит от процедур, переноса капель, защитного газа и марки используемого электрода.
Лучший способ контролировать сварочный дым — улавливать его прямо у источника, прежде чем он достигнет зоны дыхания сварщика.
В целом роботизированная сварка производит больше дыма, чем ручная сварка, хотя она ограничивает прямое воздействие сварщика. Среднестатистический сварщик может поддерживать дугу до 30 процентов времени в течение смены.Для робота эта цифра возрастает до 90 процентов. Также можно уменьшить количество дыма, используя источники питания, которые подают импульсный, а не постоянный ток.
Ограничение количества присадочного металла в сварном шве может снизить образование дыма, равно как и тщательный выбор сварочной проволоки и защитных газов. Как при сварке алюминия, так и при сварке порошковой проволокой выделяется больше дыма. Нержавеющая сталь выделяет меньше дыма, но сами пары очень токсичны. Использование сплошной проволоки с защитными газами на основе аргона в мелкокапельной струйной передаче дает один из самых низких уровней дыма на количество наплавленного металла сварного шва.Однако версии с низким уровнем дыма доступны практически для всех сварочных материалов, особенно для порошковой и металлопорошковой проволоки. Проверьте рекомендуемую «зону наилучшего восприятия» для параметров напряжения и силы тока, которые минимизируют образование дыма.
Сварной шов правильного размера генерирует наименьшее количество сварочного дыма, в то время как чрезмерная сварка увеличивает количество дыма. По мере увеличения количества металла увеличивается и количество паров. Сварочное напряжение и ток также влияют на образование дыма. По мере увеличения напряжения длина дуги также увеличивается, увеличивая время, в течение которого капля на конце электрода должна испускать дым.
Иногда виноватым является покрытие на сварочной поверхности, например, остатки растворителя, масла или краски. По возможности постарайтесь удалить его, чтобы снизить вероятность образования токсичных остатков в процессе сварки. Особую озабоченность вызывает предотвращение разбрызгивания. Хотя защита от брызг действительно сохраняет наконечник сварного шва в чистоте и улучшает качество сварки в случае плохих сварных швов, следует избегать или минимизировать использование пластыря, когда это возможно, чтобы уменьшить образование сварочного дыма.
Размер и расположение свариваемых деталей также влияют на количество сварочного дыма в воздухе.Если сварщик работает с очень большими деталями, которые не могут поместиться в сварочной камере, установка системы удаления дыма может оказаться затруднительной или невозможной. Сварщики, работающие в ограниченном пространстве, также могут столкнуться с проблемами при установке систем удаления дыма достаточно близко к источнику дыма.
Положение сварщика по отношению к месту сварки также влияет на сварочный дым. Если сварщик стоит прямо над зоной сварного шва, он будет больше подвержен воздействию сварочного дыма. Лицо сварщика должно быть расположено как можно дальше от сварочного шлейфа, и сварщик не должен находиться между вентилятором и сварным швом.Чтобы избежать проблем с перекрестной вентиляцией, сварщик должен располагаться так, чтобы воздушный поток двигался от его спины к передней. Эргономичные позиционеры деталей также могут помочь сварщику избежать воздействия сварочного дыма, когда он поднимается.
Шаг второй: Удаление дыма
После внедрения технических средств контроля, помогающих уменьшить количество сварочного дыма, образующегося в источнике, следующим шагом будет удаление оставшегося дыма. Есть два варианта: захват источника и захват окружающей среды.
Лучшим вариантом является улавливание сварочного дыма прямо у его источника, прежде чем он достигнет зоны дыхания сварщика.Варианты извлечения источника включают:
- Обратный вытяжной колпак: Остается в фиксированном положении и отводит дым назад и от сварочного аппарата. Этот вариант лучше всего работает при сварке небольших деталей с заранее заданным процессом сварки в фиксированном месте.
- Пистолет для дыма: Удаляет дым непосредственно из места сварки. Хотя этот вариант отлично справляется с удалением дыма прямо у источника, дымовые пистолеты могут быть громоздкими и работать не со всеми типами сварочной проволоки.Кроме того, они улавливают только от 50 до 70 процентов дыма и часто требуют большего обслуживания, чем другие варианты.
- Вытяжной рукав: Может использоваться с любым типом и размером сварочной проволоки. Вытяжные рукава не особенно громоздки, но сварщик должен их перемещать в нужное положение. Кроме того, если площадь сварной ячейки слишком велика, длина плеча может быть недостаточной, чтобы добраться до места сварки.
- Верхний колпак: Превосходный выбор для роботизированной сварки или в областях, где требуется ручная сварка в тяжелых условиях.Хотя этот тип вытяжки имеет тенденцию втягивать дым вверх через зону дыхания сварщика, что приводит к появлению дыма, свежий воздух может поступать в зону дыхания сварщика, поскольку дым выводится сверху, когда поднимается.
- Стол с нисходящим потоком: Не рекомендуемый вариант, так как он направляет искры в зону улавливания дыма, что значительно увеличивает риск возгорания.
Одним из недостатков «местных» систем вытяжки дыма является то, что они требуют наличия воздуховодов, что затрудняет перемещение сварочных камер по цеху.
При использовании любой системы локального удаления дыма предприятиям необходимо следить за тем, чтобы система вытяжки не вытягивала дым через пространство для дыхания сварщика. Это особая проблема, когда дым образует шлейф позади сварщика. Нисходящий воздушный поток снижает турбулентность воздуха и значительно снижает повторный унос или повторный унос пыли в блок сбора.
Системы вентиляции окружающей среды для всего предприятия подходят при использовании в сочетании с системами улавливания источников или когда извлечение источников невозможно, например, при сварке больших изделий или когда на предприятии постоянно выполняется сварка различных деталей в разных местах.Эти системы окружающего воздуха могут быть размещены на крыше завода с контуром воздуховодов, ведущих обратно к сварочной камере, хотя также доступны бесканальные системы, которые обеспечивают дополнительную гибкость и меньшую стоимость, если сварочную ячейку необходимо переместить. Системы не должны быть большими и громоздкими; Компактные модели доступны с вентиляторами внутри, защищенными от непогоды и влаги. Такие системы, устанавливаемые на крышу, исключают простои оборудования во время установки, технического обслуживания, очистки и замены фильтров.
Хотя системы вентиляции помещения имеют ряд преимуществ, они также имеют недостатки. Прежде всего: системы окружающей среды требуют, чтобы дым прошел по всему объекту, прежде чем он будет удален, создавая тем самым знакомую синюю дымку. Схемы воздушного потока в помещении должны быть оптимизированы, чтобы система вентиляции окружающей среды работала наилучшим образом. С этой целью разумно «нанести на карту» потоки тепла, воздуха и загрязняющих веществ внутри завода, прежде чем размещать какое-либо вентиляционное оборудование.
Карта воздушного потока помогла одному производителю тяжелого оборудования: сварочные работы на заводе находились на противоположной стороне от места сборки.Однако монтажники по-прежнему жаловались на боли в горле и глазах, а также на то, что крошечные кусочки металла попадают в краску собираемых деталей. Картирование помогло производителю определить проблему и изменить направление потока в системе отопления завода, чтобы изолировать зону сварки. После этого процесса составления карты воздушного потока и последующего проектирования новой системы вентиляции проблемы со здоровьем и проблемы с подготовкой краски исчезли.
В некоторых случаях растениям для достижения наилучшего эффекта необходимо использовать системы экстракции как из источника, так и из окружающей среды.Например, завод с 50 сварщиками, только пятеро из которых подвергаются чрезмерному воздействию сварочного дыма, может использовать системы вытяжки дымовых газов для этих пяти рабочих, подвергшихся чрезмерному облучению, и установить внешнюю систему по всему объекту, чтобы уменьшить количество общей дымки.
Имейте в виду, что после того, как эти пары были извлечены и удалены из воздуха для дыхания, их необходимо выпустить наружу или отфильтровать и вернуть на предприятие в виде чистого подпиточного воздуха. Вытяжка выхлопных газов наружу может подвергнуть предприятие риску со стороны Агентства по охране окружающей среды, одновременно увеличивая расходы на отопление и охлаждение, связанные с подпиточным воздухом.Фильтрация воздуха и возвращение его в растение — это наиболее разумный выбор.
Шаг третий: СИЗ
После того, как будут решены вопросы инженерного контроля и систем вентиляции, средства индивидуальной защиты (СИЗ) в виде респиратора станут последней линией защиты от сварочного дыма. Сварщики могут воспользоваться преимуществами различных типов респираторов, от респираторов N95 или N99 для лица и лица для простой сварки, до систем респираторов с приводом от воздуха (PAPR) с фильтрами HEPA, которые могут удалять 99.97 процентов взвешенных в воздухе частиц размером 0,3 микрона или меньше. В PAPR используется воздуходувка, которая пропускает окружающий воздух через воздухоочистительные элементы, чтобы сварщики могли дышать фильтрованным воздухом.
ACGIH отдает предпочтение системам обратной тяги, таким как RoboVent FabPro, для улавливания источников сварочного дыма.
Выбирая респиратор, убедитесь, что он легко помещается под сварочным шлемом и не мешает обзору сварщика. Также убедитесь, что вы выбрали респиратор с фильтром, одобренным NIOSH, подходящего для вашей сварочной среды.Они классифицируются по маслостойкости: N (не маслостойкие), R (маслостойкие) и P (маслостойкие).
Обучение рабочих по СИЗ
должно включать демонстрации и практические занятия по правильному ношению респиратора и определению его правильности. Проверку герметичности следует проводить каждый раз при ношении респиратора, чтобы убедиться, что пользователь правильно надел респиратор. Поначалу это может показаться неудобным, но, вероятно, станет легче с повторением практики, что приведет к соблюдению требований.
Проверка пригодности также должна проводиться перед первым использованием респиратора, а затем регулярно, особенно когда используется другой респиратор или когда у пользователя происходят изменения, которые могут изменить структуру или размер лица, например, значительные изменения веса тела.
Подтвержденные выплаты
Сварка — занятие опасное, но окружающая среда не должна быть опасной для здоровья сварщиков. И это потому, что риски, связанные со сварочным дымом, можно значительно снизить или даже устранить, выполнив трехэтапный процесс, описанный в этой статье.При рассмотрении управления источником и технологическим процессом, вентиляции и фильтрации воздуха, а также надлежащих средств индивидуальной защиты можно избежать опасности сварочного дыма.
Создание безопасной и чистой рабочей среды не обязательно должно быть индивидуальным проектом. Лицензированный специалист по технике безопасности может помочь сварочному предприятию разработать соответствующую стратегию снижения выбросов сварочного дыма, соответствующую его потребностям. Доказано, что чистая производственная среда не только снижает риски для здоровья и безопасности, но и повышает производительность труда, снижает количество прогулов, а также привлекает и удерживает лучший сварочный персонал.
РобоВент
— это сложно сваривать (и можете ли вы научиться самостоятельно)?
Когда я начал заниматься сваркой, я подумал, насколько это сложно. Итак, прежде чем погрузиться в подробности, я провел небольшое исследование, чтобы определить, насколько на самом деле трудна сварка.
Так сложно ли сварку? Большинству людей научиться сварке от умеренно или очень сложно научиться делать, поскольку это практический навык, требующий большего, чем просто чтение. Кроме того, для большинства людей сварка на самом деле очень сложна, потому что для этого требуются годы и годы практики, помимо обучения тому, как это делать.
Но, как вы понимаете, многое из этого зависит от множества факторов. Некоторые из вас научатся быстро сваривать, но с трудом справляются с этим. Другие преуспеют и в том, и в другом. Некоторые вообще не возьмутся за это. Давайте рассмотрим факторы, которые усложняют обучение сварке.
Какие факторы определяют твердость сварки?
Чтобы научиться правильно сваривать, необходимо следующее:
1. Знание
Вам нужно будет не только понимать основы химии, но и знать все тонкости сварки, включая передовые методы и советы, как добиться большего успеха.
2. Время практического применения
На то, чтобы овладеть сваркой, нужны как минимум годы. Подобно тому, как научиться чему-либо научиться, сварка потребует времени и энергии, чтобы научиться делать это правильно и эффективно.
3. Терпение
Это не мгновение. Вы не можете (или, по крайней мере, не должны) просто смотреть видео на YouTube или читать сообщение в блоге, а затем сразу же пробовать сварку. Вы можете серьезно пострадать или, по крайней мере, потратить кучу денег.Наберитесь терпения, когда учитесь, и не бойтесь неудач.
4. Отличный учитель
Сильный инструктор сделает вас еще лучше в сварке. Как и в любой другой профессии, вы должны найти лучшую школу и / или учителя, который обучит вас должным образом сварке в процессе обучения.
5. Будьте внимательны в вопросах безопасности
Сварка невероятно опасна, если вы не будете осторожны и не знаете, что делаете. Вам нужно будет потратить время и деньги на правильное защитное снаряжение, чтобы не пораниться.
6. Деньги
Вы можете хорошо зарабатывать, работая сварщиком, но вам также необходимо иметь желание инвестировать в правильное оборудование. Это означает, что нельзя довольствоваться дешевыми машинами, аксессуарами и защитным оборудованием, поскольку они могут навредить вам или вашему бизнесу в будущем.
Это лишь некоторые из факторов, которые определяют, насколько твердой может быть сварка. Если вы не сосредоточитесь на перечисленных выше пунктах, это значительно увеличит вашу кривую обучения.
Самый быстрый способ научиться сварке
Как бы я ни хотел сказать, что вы можете узнать все, что вам нужно знать о сварке, на этом веб-сайте, вы не можете.Мы можем научить вас основам и дать массу информации о том, что вам нужно знать, , но вы не овладеете этим навыком, пока не потратите на это время.
Итак, самые быстрые способы научиться сварке:
1. Получите работу сварщиком
Устроиться сварщиком без опыта вряд ли получится. Но будучи учеником, вы можете работать с опытным сварщиком и изучать ремесло на практике. Это что-то вроде стажировки, так что это не самая сексуальная работа в мире, но она, по крайней мере, даст вам шанс научиться ремеслу.
Чтобы найти ученичество, я бы порекомендовал начать с двух веб-сайтов:
- apprenticeship.gov (принадлежит Министерству труда США)
- careonestop.org (спонсируется Министерством труда США)
Просто выполните поиск по запросу «сварщик» или «сварщик» на каждом из этих сайтов, и он должен дать вам список возможностей. Если возможности не появятся, вы должны получить ссылку на веб-сайт ученичества вашего штата для получения дополнительной информации.
Как и любой другой сайт вакансий, вы увидите
- При размещении ученичества
- Где оно находится (город, штат и компания)
- Необходимые минимальные требования
- Любая соответствующая контактная информация
- Требования к поездкам, если применимо
- Требуемый тип сварки (т. MIG, TIG, Stick, порошковая дуга)
Оба объекта позволяют подавать заявки непосредственно с объекта, поэтому это должен быть довольно простой процесс.
2. Найдите карьерный путь, который позволит вам часто заниматься сваркой
Чтобы научиться сварке, необязательно быть сварщиком или учеником сварщика. Вот несколько карьерных путей, которые вы можете изучить, которые будут включать сварку на ежедневной или еженедельной основе, согласно Advanced Career Institute:
- Сборщики и производители. Здесь вы будете использовать сварку, чтобы нанести последние штрихи на такие вещи, как электроника, игрушки и компьютеры, а также на более крупные вещи, такие как лодки и самолеты.
- Котельные. Как производитель котлов, вы будете делать стальные конструкции из таких вещей, как трубы и пластины, и обычно приезжаете для этого на объект (например, мосты и горнодобывающее оборудование).
- Ювелир, мастера по драгоценным камням и металлу. Это другой тип сварки, при котором вы большую часть времени будете работать над небольшими кусочками драгоценного металла или дорогими украшениями, возвращая им первоначальный вид.
- Машинисты, изготовители инструментов и штампов. В этой карьере вы будете работать в основном со сварочными инструментами и машинами, используемыми на транспорте или в строительстве (например, автобусами, строительными инструментами, автомобилями).
- Работники листового металла. Примерно то, о чем он говорит — вы будете сваривать вместе большие листы металла, чтобы получить большие листы, которые пойдут на производство другой продукции.
- Сантехники, монтажники и монтажники. Возможно, вы не так часто свариваете, но в этих областях вы будете сваривать при установке сантехники и трубопроводов как в жилых, так и в коммерческих зданиях.Здесь важно обеспечить точность, так как вам нужно будет убедиться, что работа соответствует коду.
- Машинисты по металлу и пластмассе. Вы будете настраивать и эксплуатировать станки для производства металлических и пластмассовых деталей.
Как видите, вы можете выбрать несколько профессий, которые не связаны конкретно со сваркой, но вы быстро научитесь профессии и сократите время, необходимое для того, чтобы стать лучше.
На что обращать внимание в хорошей сварочной школе
Прежде чем выбрать хорошую школу сварщиков, убедитесь, что у вас есть время, чтобы прочитать о сварке, ее плюсах и минусах, а также о том, подходит ли это для вас.
Помните, вы не идете в сварку, чтобы разбогатеть (но это может быть полезная карьера), и вам нужно будет чувствовать себя комфортно, работая в условиях высокой температуры, иногда на высоких оборотах и в опасных ситуациях.
Как только вы это определили, пора искать хорошую сварочную школу (если, конечно, вы не сразу перейдете на стажировку).
Хорошая школа сварщиков должна научить вас:
- Сварка труб и листов
- Сварка в различных положениях сварки
- Все основные сварочные процессы (т.д., дуговой сваркой, MIG, TIG и порошковой сваркой)
- Чтение чертежей
- Проверка сварки
- Трубный фитинг
- Резка металла
- Металлургия
Кроме того, сотрудники должны знать время, которое вам понадобится провести в сварочной школе. Срок службы большинства хороших школ сварщиков превышает 18 месяцев, но обычно не менее 9 месяцев. Будьте готовы проводить полные 8 часов в день, и вы также можете рассчитывать на дополнительные курсы, если вы получаете степень младшего специалиста.
Еще одна вещь, которую следует учитывать, — это соотношение студентов в кабинке. Вы будете практиковаться в сварке в кабине, а в некоторых школах соотношение составляет 3: 1 или больше. Это означает, что вы будете делить будку с двумя другими людьми, что сократит время тренировки. Если вы умеете качать, найдите такую с соотношением 1: 1 или, в худшем случае, соотношением 2: 1.
Знайте, получите ли вы сертификат сварки или сертификат сварки — разница большая. Сварочный сертификат гарантирует, что вы доказали свои способности в сварке и во всех ключевых процессах в этой области.Сертификат просто говорит о том, что вы закончили программу, и ничего больше.
Наконец, важными факторами являются стоимость и степень младшего специалиста. Как и все остальное, вы получаете то, за что платите в сварочной школе. Проведите исследование и убедитесь, что вы получаете то, что платите. Вам также необходимо подумать, хотите ли вы пройти дополнительные курсы и работать над получением степени младшего специалиста, что может помочь вам в целом стать более востребованным на рынке.
Советы, как найти время для обучения сварке
Поскольку вам нужно потратить время и силы, чтобы научиться правильно выполнять сварку, вот несколько советов, которые помогут сделать сварку более гладкой:
- Идеальная практика рождает совершенство. Не торопитесь делать вещи правильно, а не торопитесь.
- Быстро сбой. На самом деле, потерпеть неудачу — это нормально, именно так ты лучше всего научишься. Убедитесь, что вы терпите неудачу быстро, и учитесь на своих ошибках.
- Высыпайтесь. При работе с опасным оборудованием лучше всего выспаться, чтобы когнитивно запомнить информацию, которую вы изучаете, но также убедитесь, что вы внимательны и сосредоточены.
- Проверьте себя, насколько это возможно. Читаете ли вы этот блог или делаете сварку в реальном времени, тестирование может помочь улучшить ваше удержание. Для получения дополнительной информации Американская психологическая ассоциация дает здесь несколько отличных советов по изучению умного.
- Да ладно, это займет много времени. Малькольм Гладуэлл в своей книге Outliers говорит, что человеку требуется около 10 000 часов, чтобы овладеть навыком. Не допускайте неудач, думая, что вы овладеете сваркой за несколько месяцев.