Фиксатый сварочный инвертор. Как сделать сварочный инвертор своими руками
В данном материале, вы можете увидеть схему, по которой можно собрать инвертор сварочный своими руками. Значение максимального потребляемого тока — 32 А, напряжение питания — 220 В. Приблизительное значение сварочного тока — 250 А, это дает возможность для осуществления сварки с использованием электрода 5-ки. Дуга имеет длину 10 мм. Источник питания по КПД не уступает магазинным приборам, и иногда и превосходит (речь идет о инверторных).
Общий вид (осталось только вставить в корпус)
Рисунок 1 показывает схему, по которой построен блок питания в сварочном аппарате инверторного типа.
Рис. 1 Инвертор сварочный своими руками, устройство блока питания
Печатная плата инвертора
Печатная плата драйвера
Намотка трансформатора осуществляется согласно памятке приведенной ниже:
Вторичная обмотка состоит из такого же провода и намотана в 18 витков. Блок питания имеет общую массу примерно 350 г.
Блок питания имеет общую массу примерно 350 г.
Печатная плата ограничителя длины дуги
Рис. 2 Сварочный инвертор, принципиальная схема
На рисунке 2 показана принципиальная схема инвертора сварочного.
Первичная обмотка токового трансформатора представляет вывод первички выходного трансформатора, продетый сквозь отверстие в плате, а заодно и сквозь сердечник токового трансформатора.
Печатная плата опробована, на ней все работает нормально.
Инвертор сварочный своими руками — 2 работающих и проверенных схемы:
В настоящее время наиболее популярным, функциональным и производительным оборудованием для сварки является сварочный аппарат инвертор.
Для сварки зачастую используют инвертор. Он компактный и удобный в пользовании.
В качестве силовых переключателей в таком оборудовании применяются полевые транзисторы высокой мощности. Это позволило существенно уменьшить размеры и массу агрегата. На рынке доступен большой выбор подобного оборудования. Все доступные модели имеют практически одинаковый принцип действия. Единственным недостатком, который может избавить от желания купить такой агрегат, является его достаточно высокая стоимость. Однако вы можете приложить немного усилий и собрать инвертор своими руками.
Все доступные модели имеют практически одинаковый принцип действия. Единственным недостатком, который может избавить от желания купить такой агрегат, является его достаточно высокая стоимость. Однако вы можете приложить немного усилий и собрать инвертор своими руками.
Особенности самодельного сварочного аппарата инвертора
Рассматриваемый сварочный аппарат инвертор состоит из следующих основных элементов:
- блока питания;
- драйвера силовых ключей;
- силовой части.
Самодельный сварочный аппарат инвертор будет иметь следующие характеристики:
- максимальное значение потребляемого тока — 32 А;
- ток сварки — не более 250 А;
- сетевое напряжение — 220 В.
Такой сварочный аппарат инвертор сможет без особых проблем варить с использованием электрода диаметром 3-5 мм и длиной дуги до 10 мм. Коэффициент полезного действия самодельного агрегата ничуть не уступает готовым магазинным приборам для сварки.
Вернуться к оглавлению
Подготовка к сборке сварочного аппарата
Для сборки агрегата вам понадобится следующее:
- электротехническая сталь;
- хлопчатобумажная ткань;
- медные провода;
- стеклоткань;
- текстолит.
Для стабилизации напряжения обмотки должны быть выполнены по всей ширине каркаса. Всего в конструкции рассматриваемого сварочного аппарата инвертора будет 4 обмотки:
- первичная — состоит из 100 витков, ПЭВ 0,3 мм;
- три вторичные обмотки — одна на 15 витков (ПЭВ 1 мм), другая — тоже из 15 витков (ПЭВ 0,2 мм), третья — из 20 витков (ПЭВ 0,3 мм).
Плата с блоком питания монтируется отдельно. Между ней и силовой частью будет расположен лист металла. Его необходимо электрически прикрепить к корпусу сварочного аппарата инвертора.
Для управления затворками будут использоваться проводники. Их следует припаять на минимальном расстоянии от транзисторов. Они должны попарно скручиваться друг с другом. Сечение особого значения не имеет. Длина же проводников должна быть не более 15 см.
Сечение особого значения не имеет. Длина же проводников должна быть не более 15 см.
Перед сборкой сварочного аппарата инвертора нужно внимательно изучить и разобраться в его принципиальной схеме.
Блок питания рассматриваемого агрегата представляет собой традиционный флайбэк. Первичную обмотку блока нужно будет накрыть экранирующей обмоткой. Она делается из такого же провода. Наложенные витки должны полностью перекрыть первичные и иметь с ними одинаковое направление. Между обмотками устраивается изоляция. Ее можно сделать из лакоткани или малярного скотча.
При настройке блока питания сварочного аппарата вам нужно подобрать такое сопротивление, чтобы напряжение, подаваемое на питание реле, составляло 20-25 В. Подберите надежные и мощные радиаторные элементы для входных выпрямителей. Для этой цели отлично подходят модели, которые использовались в старых компьютерах. Их можно недорого купить на радиорынке.
Схема управления включает всего 1 термический датчик. Он будет размещен внутри корпуса радиатора. На том же радиорынке следует купить ШИМ-контроллер для блока управления. Через его канал регулирования будет осуществляться стабилизация тока в дуге. При помощи конденсатора будет определяться напряжение ШИМ. От самого же напряжения зависит сила тока сварки.
Он будет размещен внутри корпуса радиатора. На том же радиорынке следует купить ШИМ-контроллер для блока управления. Через его канал регулирования будет осуществляться стабилизация тока в дуге. При помощи конденсатора будет определяться напряжение ШИМ. От самого же напряжения зависит сила тока сварки.
Вернуться к оглавлению
Пошаговая инструкция по сборке сварочного аппарата инвертора
Для обмотки дросселя используйте обмоточный провод.
Прежде всего подготовьте все детали, указанные на принципиальной схеме. Для сборки такого сварочного инвертора можно использовать доступные материалы, которые продаются в любом магазине радиотехники и электроники. Перед тем как использовать детали, удостоверьтесь в их работоспособности.
Подберите готовый дроссель или сделайте его на стальном магнитопроводе. Для изготовления обмотки дросселя используйте провод ПЭВ-2. Нужно сделать 175 витков.
Самые доступные конденсаторы, которые можно использовать для сборки такого сварочного аппарата инвертора, — это конденсаторы К78.

Они широко использовались в старых телеприемниках, поэтому найти их не составит труда. Рабочее напряжение конденсаторов должно быть не меньше 1000 В. Если не удается найти конденсатор с нужным напряжением, используйте несколько элементов, чтобы их общая емкость соответствовала требуемому номиналу.
Для сборки инвертора понадобятся несколько транзисторов.
Купите несколько транзисторов КУ221А небольшой мощности. Не стоит использовать вместо них один мощный транзистор, т.к. из-за этого снизится рабочая частота, а во время проведения сварочных работ будет появляться неприятный громкий звук. Да и неправильно подобранная мощность может привести к тому, что уже очень скоро придется выполнять ремонт оборудования.
При сборке сварочного инвертора выдерживайте требуемые зазоры между обмотками и магнитопроводами.
В обмотки заложите пластины из текстолита. Благодаря этому повысится электробезопасность сварочного аппарата и будет обеспечиваться его достаточное охлаждение.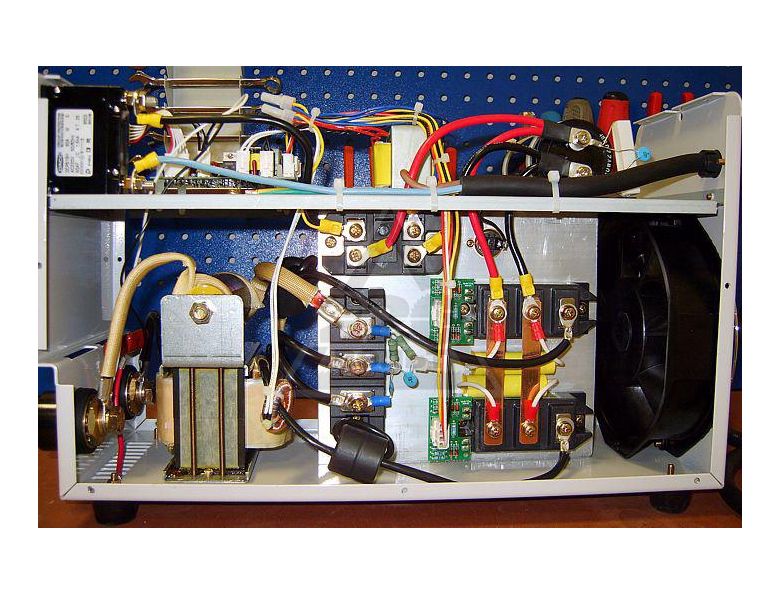
Далее вам нужно прикрепить трансформатор к основанию самодельного сварочного инвертора. Используйте для этого 2-3 скобы. Скобы можно сделать из медной проволоки диаметром от 3 мм. Платы изготавливаются из фольгированного текстолита. Для этого подойдет материал толщиной порядка 0,5-1 мм. В каждой плате следует подготовить 4 узких прорези, благодаря которым будет снижаться нагрузка на выводы диодов.
После того, как Вы вывели ручку тумблера и светодиоды на лицевую сторону, Вы практически получите готовый справочный аппарат.
Все собранные узлы агрегата установите на основание. Его можно сделать из пластины гетинакса. Будет достаточно пластины толщиной 0,5 см. В ее центре нужно сделать круглое окно под вентилятор. Последний обязательно защитите решеткой. Между магнитопроводами должен оставаться воздушный зазор.
Выведите на лицевую сторону основания светодиоды и ручку тумблера, а также зажимы для кабелей и ручку переменного резистора. В результате вы получите практически готовый сварочный аппарат.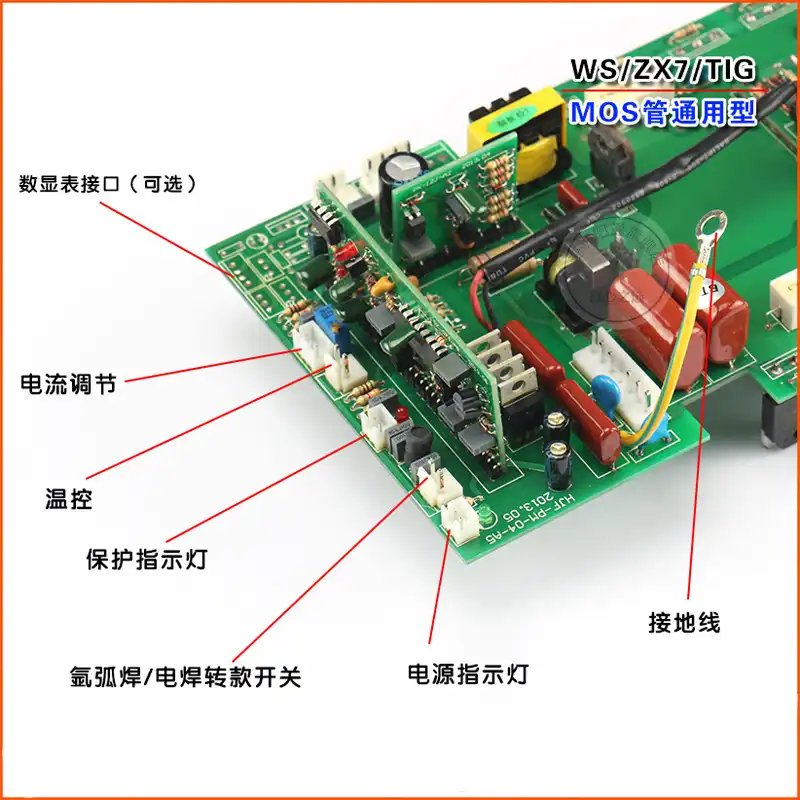 Эту конструкцию необходимо поместить в кожух из текстолита или винипласта. Стенки кожуха должны иметь толщину от 4 мм. Установите на держатель для электрода кнопку. Ее и подключаемый к ней кабель необходимо надежно изолировать.
Эту конструкцию необходимо поместить в кожух из текстолита или винипласта. Стенки кожуха должны иметь толщину от 4 мм. Установите на держатель для электрода кнопку. Ее и подключаемый к ней кабель необходимо надежно изолировать.
Вернуться к оглавлению
Подключение самодельного сварочного аппарата
Готовый сварочный инвертор нужно подключить в сеть или к аккумулятору. Для подключения к аккумулятору используйте зажимы. Обязательно соблюдайте полярность. Черный зажим идет на»-«, а красный — на «+». В случае если между аккумулятором и бортовой сетью агрегата присутствует соединение, его можно не отсоединять. В момент подключения выходов сварочного инвертора с аккумулятором должна появиться искра.
Подключите устройства к розетке. Розетка должна иметь предохранитель или функцию автоматического выключения. В случае необходимости допускается использование удлинителя до 50 м.
Включите кнопку агрегата. Если все нормально, то загорится зеленый светодиод. Он будет гореть зеленым до тех пор, пока напряжение на аккумуляторе не будет выходить за приемлемые границы.
Он будет гореть зеленым до тех пор, пока напряжение на аккумуляторе не будет выходить за приемлемые границы.
При подключении и использовании самодельного инвертора нужно учитывать еще один очень важный момент. В том случае, если при работе сварочного инвертора на нагрузку напряжение аккумулятора снизится до 10,5 Вт и будет продолжать падать в течение более чем 1 минуты, аппарат автоматически отключится. Это предотвратит полную разрядку аккумулятора и избавит от необходимости его ремонта. Менее продолжительные падения напряжения не навредят ни сварочному аппарату, ни аккумулятору, ни сети.
Сварочный инвертор сегодня активно используется не только в производственных потребностях, но и дома. Это связано с отличными функциональными и производственными достоинствами.
Если вы хорошо разбираетесь в электронике, то имея схемы и инструкцию изготовления, можно инверторный сварочный аппарат сделать своими руками, при этом потратив деньги только на расходные материалы. Этот вариант подходит для людей, которые любят покупать технику хорошего качества. Инверторные аппараты известных фирм стоят очень дорого, а дешевые – только будут приносить разочарование от использования.
Инверторные аппараты известных фирм стоят очень дорого, а дешевые – только будут приносить разочарование от использования.
Для того чтобы приступить к конструированию самодельного сварочного инвертора, необходимо тщательно поработать над его схемой: изучить всю конструкцию, разобраться с электроникой, расставить очередность выполнения работ.
Строение самодельного инвертора
Практически все сварочные инверторы, изготовленные своими руками, имеют такие основные элементы:
- Блок питания;
- Драйвера силовых ключей;
- Силовая часть.
При конструировании сварочного инвертора важно ориентироваться в его характеристиках:
- Максимальное значение потребляемого тока – 32 А;
- При работе используется ток не более 250 А;
- Для выполнения сварочных работ достаточного сетевого напряжения 220 В;
- Для работ используются электроды диаметром 3- 5 мм, и длиной 10 мм.
- Полученный аппарат будет иметь показатели КПД не меньше, чем профессиональная версия прибора.


Схема сварочного аппарата своими руками
Когда вы определились, что инверторный аппарат будет строиться самостоятельно, первым делом станет составление схемы
.
Вам необходимо продумать и предусмотреть вентиляцию механизмов прибора, так как это крайне важно, чтобы избежать перегревания деталей внутри. Самым простым и оптимальным решением станет использование радиаторов от системных блоков Pentium 4, Athlon 64. Эти составляющие доступны в продаже и имеют невысокую цену.
В схеме необходимо предусмотреть наличие и расположение скоб, которые будут фиксировать трансформатор.
Подготовительные работы перед сборкой аппарат
Когда схема прибора составлена, необходимо переходить к подготовке комплектующих и деталей. Чтобы собрать инвертор своими руками,вам будут необходимы такие материалы:
Чтобы не возникало проблем с перепадами напряжения, необходимо выполнять обмотку по всей ширине каркаса. В конкретно предложенном варианте аппарата будет 4 обмотки:
- Первичная. В нее войдет 100 витков, ПЭВ 0,3 мм;
- Вторичная первая – 15 витков, ПЭВ 1 мм;
- Вторичная вторая – 15 витков, ПЭВ 0,2 мм;
- Вторичная третья – 20 витков, ПЭВ 0,3 мм.
 В нее войдет 100 витков, ПЭВ 0,3 мм;
В нее войдет 100 витков, ПЭВ 0,3 мм;Плата и блок питания устанавливаются отдельно друг от друга, между ними располагается лист металла. Для его крепления к корпусу сварочного инвертора необходимо применять сварочные швы.
Чтобы производить управление затворками, необходимо установить проводники. Их длина должна быть не больше 15 см, к сечению особых требований не предъявляется. При процессах сборки аппарата, необходимо детально изучить схему к нему, разобраться во всех важных моментах соединения деталей между собой.
Блок питания обязательно после первичной обмотки накрывается экранизирующей обмоткой
. Ее изготавливаются из аналогичного провода. Все витки накрытия должны иметь такое же направление, как и первичные, и полностью их перекрывать. Между каждой обмоткой обязательно должна находиться изоляция. Для нее можно использовать лакоткани или малярный скотч.
При вводе блока питания в эксплуатацию, необходимо поработать над подбором необходимого сопротивления. Его необходимо сбалансировать таким образом, чтобы подаваемое питание на реле было в пределах 20-25 В.
Тщательно подойдите к подбору радиаторных элементов для входных выпрямителей. Они должны быть мощными и надежными. Отлично себя зарекомендовали б\у детали от компьютеров. Они доступны в продаже на радиорынке.
Для сварочного инвертора необходимо наличие 1 термического датчика
. Его устанавливают внутри радиатора. Для регуляции тока в дуге, покупается и устанавливается ШИМ-контроллер на блок управления. Конденсатор будет выдавать напряжение ШИМ, от этого будут зависеть параметры силы тока сварки.
Собираем сварочный инверторный аппарат
Купив все необходимые детали для сварочного инвертора, переходим к его сборке. Перед началом установки деталей, проверьте их исправность. Найдите готовый дроссель и начинайте его обмотку. Для этого необходимо использовать провод ПЭВ-2
. Обязательное количество витков – 175. Выбранный конденсатор должен иметь напряжение не менее 1000 В. Если вы не можете купить один конденсатор с таким напряжением, можно установить несколько, чтобы в сумме их емкость равнялась 1000 В.
Обязательное количество витков – 175. Выбранный конденсатор должен иметь напряжение не менее 1000 В. Если вы не можете купить один конденсатор с таким напряжением, можно установить несколько, чтобы в сумме их емкость равнялась 1000 В.
Старайтесь в установке не использовать один мощный транзистор, его лучше заменить несколькими, менее мощными. Эти показатели влияют на рабочую частоту, что влечет образования больших шумовых эффектов во время сварочных работ. Если вы неправильно рассчитаете необходимую мощность аппарата, это повлечет быструю его поломку и ремонтные работы.
Когда начинается сборка сварочного инвертора, необходимо обязательно соблюдать расстояние
между обмоткой и магнитопроводами. Между слоями обмотки должна обязательно укладываться пластина из текстолита. Это поможет повысить электробезопасность аппарата, и добиваться быстрого и достаточного охлаждения.
Далее, переходим к креплению трансформатора к самому основанию самодельного инвертора. Для этого используются 2-3 скобы. Они могут изготавливаться из медной проволоки диаметром 3 мм. Для плат можно использовать фольгированный текстолит толщиной 0,5- 1 мм. Обязательно сделайте в плитах узкие разрезы, они помогут свободно выводить диоды, чтобы не возникало перенагрузок.
Они могут изготавливаться из медной проволоки диаметром 3 мм. Для плат можно использовать фольгированный текстолит толщиной 0,5- 1 мм. Обязательно сделайте в плитах узкие разрезы, они помогут свободно выводить диоды, чтобы не возникало перенагрузок.
Когда будут собраны все основные элементы аппарата, можно переходить к его креплению на основание. Само основание может быть изготовлено из пластин гетинакса. Для нормальной работы подойдет пластина толщиной 0,5 см
. Обязательно вырежьте круглое окно в центре пластины, туда будет фиксироваться вентилятор, который необходимо оградить защитной решеткой. Не забывайте, при установке магнитопроводов оставлять зазоры для свободного потока воздуха.
На лицевой стороне нужно установить ручку тумблера и светодиоды, зажимы для кабелей и ручку переменного резистора. Это будет конструкция практически готового сварочного аппарата. Ее помещают в кожух толщиной 4 мм. На держатель электропровода устанавливается кнопка. Кабель, который подключен к ней и провода основательно изолируйте.
Настраиваем сварочный инвертор для работы
Собрав весь механизм, необходимо правильно и грамотно его настроить
и ввести в эксплуатацию. Бывают такие ситуации, что самостоятельно решить вопрос трудно, приходится прибегать к помощи специалиста.
- Первым шагом идет подключение аппарата к питанию в 15В к ШИМ, параллельно подключается и один из конвекторов. Это поможет избежать перегрева аппарата, и уровень шума будет значительно ниже.
- Чтобы произошло замыкание резистора, необходимо подключить реле. Его вводят в работу после окончания зарядки конденсаторов. Это поможет избежать больших колебаний напряжения при подключении в сеть 220В. В случае пренебрежения подключения резистора напрямую, может произойти взрыв.
- Далее, необходим тщательный контроль за срабатыванием реле замыкания резистора, когда он подключен к току на плату ШИМ. Обязательно нужно продиагностировать наличие импульсов на плате, после срабатывания реле.
- Затем подаем питание 15В на мост. Это помогает проверить его нормальную и исправную работу, правильность установки. На приборе не должна сила тока превышать 100А. При этом ход должен быть холостым.
- Обязательно предусматривается проверка правильности установки трансформаторных фаз. Можно для этого использовать осциллограф на 2 луча. Для него нужно подать на мост от конденсаторов через лампу питание 220В, выставив частоту ШИМ 55 кГЦ. Установив осциллограф, посмотреть на сигнальную форму, и пронаблюдать, напряжение не должно превышать 330В. Рассчитать частоту колебания
трансформатора несложно. Необходимо постепенно убирать частоту ШИМ, пока нижний ключ IGBT не выдаст небольшой заворот. Этот показатель необходимо поделить на 2, и полученное частное сложить со значением частоты перенасыщения. Параметры потребления тока мостом не должны быть выше 150 ма. Следите за светом от лампочки. Сильно яркий указывает на проблемы с обмоткой, возможен пробой в ней. От трансформатора не должно исходить никаких шумовых эффектов. При наличии любых шумов, обратите внимание на правильность подключения полярности. В виде тестового контроля на мосту, можно использовать электрочайник в 220В. Все проводники от ШИМ, необходимо скучивать, и располагать подальше от источников помех. - Используя резисторы, необходимо постепенно повышать ток. При этом прислушивайтесь к посторонним шумам и звукам, наблюдайте за показаниями осциллографа. Показания нижнего ключа не более 500В. Нормой считается 240В.
- Начинать сварочные работы необходимо с 10 секунд. Потом, проверяются радиаторы. Если они холодные, то работа длится еще 20 секунд. Далее, время увеличивается до 1 минуты.
 Это помогает проверить его нормальную и исправную работу, правильность установки. На приборе не должна сила тока превышать 100А. При этом ход должен быть холостым.
Это помогает проверить его нормальную и исправную работу, правильность установки. На приборе не должна сила тока превышать 100А. При этом ход должен быть холостым. При наличии любых шумов, обратите внимание на правильность подключения полярности. В виде тестового контроля на мосту, можно использовать электрочайник в 220В. Все проводники от ШИМ, необходимо скучивать, и располагать подальше от источников помех.
При наличии любых шумов, обратите внимание на правильность подключения полярности. В виде тестового контроля на мосту, можно использовать электрочайник в 220В. Все проводники от ШИМ, необходимо скучивать, и располагать подальше от источников помех.Правила обслуживания и ремонта сварочного
Для исправной и продолжительной работы аппарата, необходимо периодически производить проверку и контроль каждого элемента конструкции. Это облегчить ваши ремонтные работы и снизит их до минимума. В случае поломки агрегата, найдите причину неисправности и выполните ремонтные работы.
Для выполнения этих работ необходимо иметь у себя такие инструменты:
Первой и основной причиной поломки может быть выпрямитель. Через него происходит преобразования переменного тока в постоянное напряжение. Сетевой фильтр дает возможность сгладить перепады в напряжении. Транзисторная схема отвечает за формирование однофазного высокочастотного напряжения. Блок регулирует работу ключей средствами сигналов обратной связи, поэтому может менять режим работы инвертора. Варочный трансформатор отвечает за снижение напряжения, потом блоки вентилей выпрямляют его и подают на электрод.
Через него происходит преобразования переменного тока в постоянное напряжение. Сетевой фильтр дает возможность сгладить перепады в напряжении. Транзисторная схема отвечает за формирование однофазного высокочастотного напряжения. Блок регулирует работу ключей средствами сигналов обратной связи, поэтому может менять режим работы инвертора. Варочный трансформатор отвечает за снижение напряжения, потом блоки вентилей выпрямляют его и подают на электрод.
Сварочные инверторы своими руками
Если сварочный аппарат поломался, снимите крышку корпуса и продуйте обычным пылесосом
. Места, которые трудно очистить таким способом, необходимо обработать кисточкой или тряпочкой. Начинайте диагностику входной цепи. Проверьте, получает ли инвертор напряжение. Если его нет, то занимайтесь ремонтом блока питания. Возможно, сгорели предохранители. Сварочный инвертор своими руками создать несложно, но ремонт, при неправильной диагностике, может занять много времени.
Далее, начинайте диагностику температурного датчика. Сравните номинальные показатели с имеющимися. Этот элемент не подлежит ремонту, его необходимо заменять на новый. Потом, происходит изучение основных элементов аппарата. Если вы, на одном из них, увидите потемнения, то это значить, что при сборке некачественно была выполнена спайка. Используйте тестер для проверки
Сравните номинальные показатели с имеющимися. Этот элемент не подлежит ремонту, его необходимо заменять на новый. Потом, происходит изучение основных элементов аппарата. Если вы, на одном из них, увидите потемнения, то это значить, что при сборке некачественно была выполнена спайка. Используйте тестер для проверки
цепей соединения.
Коль контакты сделаны некачественно, то это влечет перегрев, поломку и дорогостоящий ремонт инвертора. Проверьте разъемы, если они расшатались – подтяните, плохое соединение – подпаяйте. Если при сварочных работах идет разбрызгивание металла, прилипание электрода, горение дуги, то необходимо отрегулировать подачу тока или заменить электроды.
Следите за исправностью кабеля, в случае перегиба, сразу заменяйте на новый. Только в этом случае инверторный сварочный аппарат, своими руками созданный, будет работать качественно и надёжно.
Инверторные сварочные аппараты получили широкое применение в строительной сфере благодаря их высокой производительности и небольшому весу. Однако не каждый может позволить
Однако не каждый может позволить
себе такой инструмент. Единственный выход — сделать сварочный инвертор своими руками. В интернете существует множество схем таких устройств. Многие из них отличаются сложностью и высокими затратами, но есть и бюджетные модели.
Общие сведения о сварочном инверторе
Традиционные сварочные аппараты имеют достаточно низкую цену, легкую ремонтоспособность, однако очень существенный недостаток не только их вес, но и зависимость от напряжения. Ввод электронного счетчика ограничен мощностью от 4 до 5 кВт. Для сварки толстого металла аппарат потребляет значительную мощность и зачастую выполнение работ становится невозможным. На смену им пришли инверторные сварочные аппараты.
Назначение и особенности функционирования
Применяется для проведения сварочных работ в домашних условиях, а также на предприятиях, обеспечивает стабильное горение
и поддержание сварочной дуги, используя ток высокой частоты (отличной от 50 Гц)..jpg.a8163f7222b44893cc3e569135353bf2.jpg)
Сварочный инвертор является обыкновенным импульсным блоком питания, работа которого основана на следующих принципах:
- Входное напряжение (сетевое питание сварочного инверторного аппарата 220 В переменного тока) преобразуется в постоянное.
- Постоянный ток преобразовывается в высокочастотный переменный.
- Происходит процесс преобразования напряжения путем его снижения.
- Выпрямление тока и преобразование для сварочных работ с сохранением частоты.
Благодаря этим моментам происходит снижение массы и габаритов аппарата. Для того чтобы собрать инверторную сварку своими руками необходимо знать принцип работы этого аппарата.
Принцип работы оборудования
В предыдущих моделях основным элементом являлся огромный мощный силовой трансформатор, позволяющий получать во вторичной обмотке мощные токи, необходимые для сварочных работ. Для получения такой силы тока необходимо использовать провод большим диаметром, что сказывается на весе сварочного аппарата.
С изобретением импульсного блока питания решить проблему с массой и размерами оказалось проще, ведь размеры и вес самого трансформатора снижаются в несколько десятков или сотен раз. Например, при увеличении частоты в 6 раз можно снизить габариты трансформатор
а в 3 раза. Это приводит к значительной экономии материала.
Благодаря мощным ключевым транзисторам, применяемым в инверторной схеме, происходит переключение с частотой от 50 до 80 кГц. Эти транзисторы работают только от постоянного напряжения.
Как известно из курса физики, для получения постоянного напряжения применяется простейший полупроводниковый прибор — диод. Диод пропускает ток в одном направлении, отсекая отрицательные значения синусоидального напряжения. Но применение одного диода приводит к большим потерям, поэтому применяется группа, состоящая из мощных диодов, которая называется диодным мостом.
На выходе диодного моста получается постоянное пульсирующее напряжение. Для получения нормального постоянного напряжения применяется конденсаторный фильтр. После этих преобразований на выходе фильтра появляется напряжение постоянного тока свыше 220 В.
После этих преобразований на выходе фильтра появляется напряжение постоянного тока свыше 220 В.
Блок, состоящий из выпрямительного моста и фильтрующих элементов, называется блоком питания (БП).
БП служит источником питания инверторной схемы. Транзисторы подключены к понижающему трансформатору, который является импульсным и работает на частотах в диапазон от 50 до 90кГц. Мощность такого трансформатора примерно такая же, как и у его огромного собрата — сварочного силового трансформатора.
Модернизация такого прибора
становится более легкой, потому что благодаря его размерам и массе, появляется дополнительные возможности по увеличению стабильности работы сварочного аппарата.
Существует огромное количество изготовления самодельных сварочных инверторов, схемы которых разнообразны по функциональности и способам монтажа. Разберем каждую из самодельных моделей подробно.
Изготовление резонансного инвертора
За основу необходимо использовать блок питания компьютера форм-фактора AT, от которого потребуется кулер и радиаторы. Детали берутся из элементарной базы мониторов и телевизоров, в противном случае, если их нет, то покупаются на рынке. Все компоненты имеют низкую стоимость.
Детали берутся из элементарной базы мониторов и телевизоров, в противном случае, если их нет, то покупаются на рынке. Все компоненты имеют низкую стоимость.
После чего необходимо определиться с параметрами инверторной сварки своими руками. А также возможно использовать и такие характеристики:
Схема оборудования
Основная часть — задающий генератор собран на микросхеме SG3524, которая применяется во всех источниках бесперебойного питания. Инвертор обладает низкой потребляемой мощностью около 2,5 кВт, благодаря чему, возможно применение в квартире.
Трансформатор необходимо собрать н
а сердечниках типа Е42, который применяется в старых ламповых мониторах. Для изготовления необходимо примерно 5 штук таких трансформаторов.
Еще один трансформатор следует использовать для дросселя. Остальные элементы индуктивности собираются из сердечника типа 2000НМ. Диоды и транзисторы необходимо установить на радиаторы с термопастой КТП-8 или другого типа. Напряжение холостого хода примерно равно 36 В с длинной дуги от 4 до 5 мм, что позволяет работать с ним начинающим строителям. Выходные кабели следует уложить в ферритовые трубки или кольца из феррита блока питания.
Выходные кабели следует уложить в ферритовые трубки или кольца из феррита блока питания.
Конструктивной особенностью схемы является возникновение максимального тока в I обмотке во время резонанса.
Схема 1 — Схема сварочного резонансного инвертора
Благодаря малому весу и габаритам появляется возможность модернизировать аппарат.
Предотвращение залипания электрода
Для этого случая применяется транзистор IRF510, являющиеся полевым. Кроме того, он обеспечивает еще плавный пуск и прерывание входа на микросхеме SG3524:
- При высокой температуре срабатывает термодатчик.
- Отключение при помощи тумблера.
- Блокировка при КЗ (коротком замыкании).
Простой сварочный прибор
Эта модель рассчитана на напряжение 220 В и ток величиной в 32А, после преобразования его величина достигнет 280А. Такого значения вполне достаточно для прочного шва на расстоянии до 1,5 сантиметра.
Схема и комплектующие
Основным элементом является трансформатор, который достаточно тяжело сделать, но вполне реально.
Основные данные:
- Состоит из ферритового сердечника (7×7 либо 8×8).
- Первичная обмотка составляет примерно 100 витков и ее диаметр 0,3 мм.
- Вторичные обмотки — 3 штуки: 15 витков и диаметр провода 1 мм; 15 витков — 0,2 мм; 20 витков — 0,35 мм.
- Материалы для трансформатора: медные провода соответствующего диаметра, стеклоткань, текстолит, электротехническая сталь (для железняка), хлопчатобумажный материал.
Для четкого понимания принципа работы необходимо внимательно изучить схему основных узлов.
Рисунок 1 — Структурная схема инверторного сварочного аппарата
Пояснение к схеме:
Блок питания и силовая часть
Блок, состоящий из трансформатора, выпрямителя и фильтра (или системы фильтров) выполняется отдельно от силовой части.
Схема 2 — Принципиальна схема БП
Проводники (длиной не более 15 см) для управления затворками транзисторов необходимо припаивать поближе к последним, причем проводники соединяются попарно между собой, сечение их не играет роли.
Основой силового блока является понижающий трансформатор с сердечником Ш20×208 2000 нм, причем II обмотка наматывается в несколько слоев провода, изоляция которого не повреждена. На вторичку необходимо мотать следующим образом, изолируя слои: 3 слоя, а затем прокладка-фторопласт, затем опять 3 слоя и снова прокладка-фторопласт. Это делается для увеличения сопротивляемости перегрузкам
. После чего на II обмотку поставить конденсатор не меньше 1000 В.
Для обеспечения циркуляции воздуха между слоями обмоток необходимо собрать на ферритовом сердечнике трансформатор тока, подключенный к плюсу, и его сердечник следует обмотать термобумагой (кассовая лента). Выпрямительные диоды прикрепить на радиатор.
Схема 3 — Силовая часть инвертора
Инверторный блок и охлаждение
Основным предназначением инверторного блока является процесс преобразования постоянного в переменный высокочастотный ток. Применяются для этого мощные транзисторы, хотя в некоторых случая возможна замена более мощного на 2 или более транзисторов средней мощности.
Немаловажным элементом всего устройства является достаточно хорошее охлаждение. Для этого следует использовать кулера с компьютерной техники, но не следует ограничиваться одним, ведь необходимо обеспечить достаточное охлаждение для силовой схемы, радиаторы которой служат для отвода тепла, но это тепло необходимо рассеивать. Для полной защиты необходимо вмонтировать термодатчик (устанавливается на нагревательном элементе), благодаря которому будет размыкаться питание от сети.
Пайка, настройка и проверка работоспособности
Ключевым фактором является пайка, ведь при правильном размещении деталей зависит размер всего изделия и возможность оптимального охлаждения. Диоды и транзисторы устанавливают на встречном направлении друг к другу. Входная цепь расчитывается с запасом, примерно на 300 В.
Для настройки функционирования необходимо
подключить широтно-импульсный модулятор к 15 В для запитки кулера. Реле включается вместе с резистором R11 и должно выдавать 150мА.
После проведенных манипуляций необходимо приступить непосредственно к проверке работоспособности устройства:
Если эта схема показалась очень сложной, то рассмотрим схему совсем простого устройства.
Простейшее инверторное устройство для сварки
Модель этого агрегата является очень простой и бюджетной. Собрать ее несложно благодаря простой принципиальной схеме.
Процесс всей сборки можно разделить на этапы, кроме того, необходимо собрать все детали, материалы:
Схема 4 — Схема самого простого сварочного инвертора своими руками
После сборки аппарат необходимо настроить и произвести диагностику при первом запуске для выявления погрешностей работы.
Настройка инвертора:
Таким образом, собрать инвертор для сварки можно и своими руками. Необязательно использовать сложные схемы, ведь радиолюбители нашли оптимальное решение в бюджетном варианте. А уровень сложности схем варьируется от достаточно сложных до простых. Для сборки сварочного инвертора своими руками необязательно покупать дорогие детали, а можно использовать подручные средства.
Сварочные аппараты прочно вошли в обиход домашних мастеров. Традиционные трансформаторы недорого стоят, легко ремонтируются, и такую конструкцию можно изготовить собственноручно.
Однако у них есть недостаток – для сварки металла толще автомобильного кузова, требуются высокие токи. Это дает нагрузку со стороны первичной обмотки 220 вольт, порядка 3-5 Вт.
Заварить трубу в квартире не удастся, по техническим условиям, ввод счетчика ограничен мощностью 3,5-5 Вт. Да и в частном доме гарантирован просад электроэнергии.
Для работы в бытовых условиях лучше пользоваться сварочным инвертором.
Этот прибор имеет меньшую мощность, компактные габариты и небольшую массу.
Стоимость такого автомата выше, чем обычного трансформаторного. Поэтому многие домашние «кулибины» изготавливают своими руками.
В отличие от трансформатора, при изготовлении которого вы боретесь с большим весом и толщиной вторичной обмотки, инвертор предлагает решить иные проблемы.
Схема сварочного инвертора может повергнуть в шок даже радиолюбителя со стажем, не говоря о домашнем мастере, познания которого сводятся к замене предохранителя.
Не стоит пугаться. Следуя инструкциям по сборке, любой радиолюбитель, умеющий держать в руках паяльник, соберет этот блок за несколько свободных вечеров.
Важно! Сварочный инвертор при работе использует токи высокой частоты, поэтому некоторые элементы сильно греются.
Как повысить надежность китайского сварочного инвертора
Есть несколько вопросов по поводу улучшения рабочих показателей при продолжительной работе. Так как в большей степени силовые транзисторы и остальные силовые элементы находящиеся в самом аппарате не предназначены для продолжительной работы что в крайне мере снижает полезную производительность.
Замечено что в большей степени силовые элементы в основном стоят FGh50N60SFDTU
где с такими же параметрами но характеристики др, хмм, смутные сомнения получаются не китайцы нас дурят
FGh50N60SFD ( G40N60 SFD ) Основные параметры: 40A, 600V, 116W (100 °C ), Uкэ нас.=2.3V
По поводу альтернативы, обнаружено что имеются как бы с высоким номиналом на 160Ампер такие вот силовые элементы как SGL160N60UFD ( G160N60 UFD ) где ток у них на 160А
Какие будут соображения.
Инвертор в последние годы стал одним из самых популярных аппаратов для сварки. Именно он сейчас применяется многими профессионалами и простыми людьми. В некоторых случаях подобное оборудование приходится дорабатывать. Доработку сварочного трансформатора можно доверить и профессионалам, а можно и сделать все своими руками. Ведь именно к этому в основном и сводится вся работа. В сварочном инверторе очень важную роль играет трансформатор, который преобразует входящее напряжение, повышая его значение до необходимого уровня. Доработка сварочного инвертора с данной информацией превратится в самое настоящее удовольствие.
Схема устройства сварочного инвертора.
Если хорошо посмотреть на сварочный аппарат данного типа, то сразу бросается его простота. Система представляет собой простейший преобразователь напряжения. Первичная обмотка силового трансформатора достаточно проста. Она рассчитана на входное напряжение 220/400 Вольт.
Разумеется, имеется здесь тепловая защита от перегрева и вентилятор охлаждения. Все эти детали являются неотъемлемой частью инвертора. Именно здесь и кроется возможность доработки. В основном подобную схему имеют практически все инверторы. Стоит отметить, что они рассчитаны на работу не с самыми большими токами. Чаще всего значение этого параметра не превышает 200 Ампер. Модернизация схемы не всегда является необходимостью. В некоторых ситуациях этого делать не нужно, но в месте использования в обязательном порядке должно быть стабильное напряжение питания.
Все эти детали являются неотъемлемой частью инвертора. Именно здесь и кроется возможность доработки. В основном подобную схему имеют практически все инверторы. Стоит отметить, что они рассчитаны на работу не с самыми большими токами. Чаще всего значение этого параметра не превышает 200 Ампер. Модернизация схемы не всегда является необходимостью. В некоторых ситуациях этого делать не нужно, но в месте использования в обязательном порядке должно быть стабильное напряжение питания.
Предпосылки к модернизации
Таблица требуемых технических характеристик для сварочного инвертора.
Существует несколько основных предпосылок, которые заставляют людей переходить к доработке сварочного трансформатора. Во-первых, если данный агрегат используется в том месте, где нестабильно напряжение. Он рассчитан на стабильное потребление от 220 до 400 Вольт, но этого добиться можно не всегда. В некоторых случаях напряжение питания может падать куда ниже критической отметки. К примеру, если оно опустится до 170 Вольт, то велика вероятность того, что трансформатор не будет работать, а соответственно, и инвертор.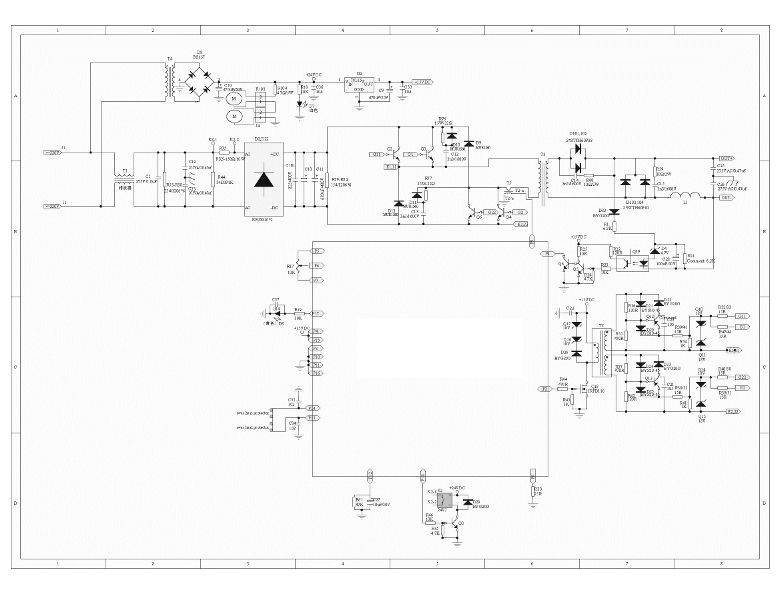 Аппараты подобного типа не предназначены для художественной сварки. Они скорее могут использоваться для работы с крупногабаритными деталями. Если нужна художественная сварка, то придется также переходить к доработке сварочного трансформатора.
Аппараты подобного типа не предназначены для художественной сварки. Они скорее могут использоваться для работы с крупногабаритными деталями. Если нужна художественная сварка, то придется также переходить к доработке сварочного трансформатора.
Подобный аппарат даже при номинальных значениях напряжения не всегда позволяет зажечь дугу. Выходной каскад трансформатора не всегда выдает нужное высокое его значение. Если говорить о пониженных значениях, то тут может случиться беда. Именно поэтому при возникновении подобных проблем можно смело переходить к доработке.
Вся работа в данном случае сводится к установке диодного моста для выпрямления тока, что позволит получить на выходе более стабильную дугу и приведет к увеличению значения выходного напряжения трансформатора, чтобы розжиг можно было производить даже при недостаточном питании. Это очень полезные решения, которые каждый человек может реализовать самостоятельно.
Процесс выполнения работы
Функциональные возможности сварочного инвертора.
Вся работа сводится к тому, что в схему добавляется перемычка, состоящая из выпрямительного моста с фильтром низкой частоты. В результате получается выпрямительное устройство, на выходе которого при холостом ходе получается значение удвоенного напряжения. Можно более подробно рассмотреть сам процесс работы схемы с перемычкой. Сначала полуволна напряжения поступает на первый вентиль, пройдя через который, она поступает на фильтр.
В результате выпрямленное напряжение поступает на обмотку трансформатора. Происходит полная зарядка конденсатора в схеме. Далее вторая полуволна поступает на второй диод, проходя через который, она поступает на второй конденсатор. Соответственно, он тоже заряжается до максимума.
В результате получается, что по схеме напряжения от обоих элементов складываются между собой, что приводит к удвоению значения этого параметра на выходе. Именно этого и нужно было добиться, чтобы трансформатор позволял без каких-либо затруднений производить розжиг дуги. Итак, можно считать, что первая проблема полностью решена.
Итак, можно считать, что первая проблема полностью решена.
Схема источника питания инверторного сварочного аппарата.
Стоит еще отметить тот факт, что третий и четвертый выпрямители при отсутствии нагрузки в схеме никак не работают, то есть они не участвуют в рабочем процессе. Измененная схема выпрямительного моста позволяет сохранить стабильные показатели напряжения на выходе, в то время как стандартная принципиалка не позволяет работать с максимальным качеством дуги.
Это связано с тем, что при касании электрода рабочей поверхности происходит резкий разряд конденсатора, а это приводит к микровзрыву. В подобной ситуации не стоит рассчитывать на качественное сваривание поверхностей. Итак, модифицированный мост позволит получить на выходе действительно потрясающий результат. Он позволяет работать уже не только с толстыми металлами, но и выполнять ювелирную работу.
Несколько слов о самих деталях
Схема дросселя сварочного инвертора.
Теперь стоит поговорить о том, какие детали необходимо включить в схему, чтобы на выходе получить весьма неплохой результат. Ничего сверхъестественного использоваться не будет. Все детали можно без каких-либо проблем приобрести в специализированных магазинах.
Ничего сверхъестественного использоваться не будет. Все детали можно без каких-либо проблем приобрести в специализированных магазинах.
Что касается выпрямительных диодов, то лучше всего использовать модель Д161 со стандартными радиаторами охлаждения, которые на них устанавливаются. Можно составить смешанную схему, в которой будут использоваться выпрямители предыдущей марки, а также модели В200. В этой ситуации устройство получается более компактным, так как радиаторы у каждой модели имеют различные габариты. Их проще соединить с помощью специальной шпильки.
В качестве конденсаторов можно использовать практически любые модели этих элементов, но лучше перестраховать себя и установить МБГО, которые не имеют полярности.
Для стабильной работы аппарата придется подбирать емкость каждого элемента.
Для этого используется либо метод тыка, либо математика. В большинстве случаев можно обойтись 400 мкФ.
Токовый дроссель наматывается на сердечник трансформатора. Для этого должен использоваться достаточно крупный провод. В большинстве случаев можно обойтись шнурком диаметром 10 квадратных миллиметров. Мотать нужно до тех пор, пока окно не заполнится. В результате должно получиться пространство без каких-либо щелей. Между половинами сердечника стоит уложить текстолит. Он используется в качестве изолятора.
Для этого должен использоваться достаточно крупный провод. В большинстве случаев можно обойтись шнурком диаметром 10 квадратных миллиметров. Мотать нужно до тех пор, пока окно не заполнится. В результате должно получиться пространство без каких-либо щелей. Между половинами сердечника стоит уложить текстолит. Он используется в качестве изолятора.
В результате получается инвертор со стабильными показателями работы дуги и со стабильным розжигом. Этого и стоило добиваться.
Повышение экономичности: рекомендации
Схема работы сварочного инвертора.
Сварочный инвертор – это весьма мощный агрегат, который потребляет огромное количество электроэнергии. Разумеется, с этим явлением можно бороться различными методами. Один из них будет предложен прямо сейчас. Трансформатор в значительной степени влияет на подсадку напряжения в сети. Если работы будут вестись постоянно, то можно быть уверенными, что свет дома будет гореть слабо. Это приводит к дискомфорту всех окружающих. Нужно искать правильный выход из ситуации.
Нужно искать правильный выход из ситуации.
Сам процесс понижения напряжения предельно прост. Придется внедрить еще одну доработку в сварочный инвертор. Делается дополнительный вывод со вторичной обмотки, то есть уменьшается количество ее витков. Разумеется, каждый может начать спорить, ведь значительно ухудшится качество горения при этом, но на самом деле здесь также имеется одна хитрость, которая позволит сохранить стабильное горение дуги.
Нужно сделать плавным входящее напряжение, то есть у него полностью должны отсутствовать какие-либо скачки. Для этого используются, разумеется, конденсаторы. В подобной ситуации достаточно одного мощного устройства, которое будет сделано из бумаги. Его емкость должна при этом составлять приблизительно 15 тысяч мкФ. Этого будет вполне достаточно. Разумеется, для каждого конкретного аппарата это значение может изменяться, но в большинстве случаев оно варьируется от 10 до 18 тысяч мкФ. На это и стоит ориентироваться.
 youtube.com/embed/f78SVlwbuhI»/>
youtube.com/embed/f78SVlwbuhI»/>
Итак, теперь каждый читатель знает о том, как можно доработать сварочный инвертор, чтобы на выходе иметь оптимальную дугу, которая позволит работать даже с самыми прихотливыми и тонкими материалами.
Рекомендованные сообщения
Присоединяйтесь к обсуждению
Вы можете опубликовать сообщение сейчас, а зарегистрироваться позже. Если у вас есть аккаунт, войдите в него для написания от своего имени.
Примечание: вашему сообщению потребуется утверждение модератора, прежде чем оно станет доступным.
Похожие публикации
Собрал себе сварочный инвертор для дома, гаража и т.д. Содержит всего один силовой транзистор! Идея такого инвертора не нова, но должного развития почему то не получила. Теоретическая основа изложена тут: Odnotakt.zip
Наиболее известная реализация идеи в «железе» была выложена здесь: valvolodin.narod.ru/articles/fiksatyi.html
Схема:
Схема в sPlan:схема. rar
rar
В основе схемы лежит прямоходовый преобразователь с «размагничивающей» обмоткой и «фиксирующим» конденсатором.
Плата имеет небольшой размер (20 х 13см) и односторонний монтаж, что облегчает её изготовление в домашних условиях обычным «лазерно-утюжным» способом:
Плата в Lay: на3конденсатора.rar
Для любителей моделировать, есть свежая модель в LTspice: модэль моего фикса.rar
Можно убедится что схема работает .Аппарат получился весом в 3.5 кг. ( «шланги» 2 х 2 м. ещё 1.5 кг.) Стоимость комплектующих составила немногим более 1000р. При правильной сборке работает сразу. Дополнительных настроек почти не требует. Максимальный выходной ток 120. 160А. (зависит от трансформатора и ёмкости электролитов).Радиаторы использованы от компьютерных кулеров. Силовой ключ и выходные диоды без прокладок. Диоды ТО-220 VD7,VD9 с фольги,( можно припаять). Выходной дроссель намотан на 2-х «строчниках» сложенных в Н. Намотан «литцем»(петля размагнитки от телека) в 3 слоя по 5 витков. Затем пропитан лаком.Корпус почти весь сделан из БП АТХ.
Затем пропитан лаком.Корпус почти весь сделан из БП АТХ.
Несколько фоток:
Проволоки усиления дорожек, как можно теснее прижимайте к выводам силового трансформатора и выводам силовых элементов в соответствующих местах. Не полагайтесь на проводимость припоя! Она у него плохая.
Ребята выкладывайте фотографии Ваших самодельных сварочных инверторов, именно самодельных, а не готовых промышленных. Так же приветствуется фотографии в хорошем качестве , показывающие внутренний конструктив. Ведь наверняка многим будет интересно увидеть и зачастую взять на заметку конструкции других авторов , а так же поделиться своими наработками в этом плане.
Так же хочу попросить выкладывать фотографии с разрешением не более 1280*1024 , такая картинка не урезается и не растягивается за экран , а значит более удобна к восприятию.Было бы не плохо выкладывать так же и схемы по которым эти аппараты собирались, либо давать ссылку на тему. А касаемо роликов с демонстрацией работы или процесса сборки Ваших устройств, то было бы вообще отлично.
Для начала закину парочку своих самодельных аппаратов, а Вы уже подтягивайтесь, думаю многим понравится такой формат. Желаю Вам удачи и новых достижений в сваркостроении.
Сварочный инвертор с фиксирующей обмоткой *самый простой сварочный инвертор, он же Фиксатый*
Сварочный инвертор по схеме Липина
50%, что логично. DC на эмиттерах транзюков держится на 70-75%, на базах транзюков DC совпадает с DC на ногах 9 и 10. К сожалению посмотреть осциллографом нет возможности :(.
По проблеме 1 – нужна стабильная частота во всем диапазоне питающего напряжения, по 2 проблеме – нельзя допускать перекрытия импульсов на затворах мосфетов. Резисторы R5 и R13 вроде бы итак не сильно большие, т.е. заряд-разряд должен быть быстрым,.
Пробовал менять транзюки на пару 2N5551 и 2n5401, ставил другую TL-ку – ничего не меняется, эти же проблемы. Допустим проблему 1 решить можно стабилизировав напряжение при помощи LM7812, но вторая проблема меня вводит в ступор. Теоретически так не должно, но фактически так есть.
Заметил еще одну странность – генерация на ногах 9 и 10 продолжается даже если снизить входное напряжение ниже 5В (. ) и до 3,8В – это как, заводится тоже с 3,8В?!
Замечание: на схеме у тразюков BD139 и 140 нумерация указана не верная (при разводке не учел тот факт, что база у этих транзюков не по центру, решил при пайке просто погнув нужным образом ножки самих транзюков). Сами TL-ки, транзюки и мосфеты брал в ЧИП_и_ДИПе.
Необычные сооружения. 33 самых невероятных здания мира
[REQ_ERR: OPERATION_TIMEDOUT] [KTrafficClient] Something is wrong. Enable debug mode to see the reason.
Барселону давно знаю, а все остальное увидела впервые.
Дом в Сопоте особенно впечатлил, ощущение, что он живой, и сейчас выпрямится. Это не просто архитектура, это чудо. Необычные архитектурные решения.
Надо обладать хорошим воображением, чтоб создать нечто подобное. Хотелось увидеть воочию эти необычные сооружения. Обожаю необычную архитектуру.
Старые или новые, со сложными или простыми структурами, эти здания, несомненно, самые невероятные в мире. Есть привлекательные, есть необычные, а есть просто сумасшедшие строения, ни на что не похожие.
Эти творения радуют глаз и поднимают настроение. Побольше бы такого строили.
Публичная библиотека в Канзас-Сити, США
Не знаю как Вам, а мне больше понравился дом скала, и уютно, и гармонично вписывается в ландшафт. Прогуляешься вечерком навеселе в Сопоте и Популярные материалы Все материалы Все тэги Последние комментарии Все блоги. Забыли пароль?
Травматический пистолет в бардачке: как правильно возить оружие сегодня, Для чего на винтовках есть отметки для стрельбы на 2 километра, если без оптики не попасть дальше шагов сегодня, Для чего на кабину ЯК нанесен замысловатый расписной узор сегодня, Музей Guggenheim — Бильбао, Испания Дом-гриб. Kunsthaus — Грац, Австрия Робот.
Kunsthaus — Грац, Австрия Робот.
В городе Пушкин под Санкт-Петербургом находится еще одно красивое здание с ярким синим фасадом: дворец Екатерины Великой в стиле барокко. Находится это величественное здание в Индии, на южной части берега реки Ямуна.
В этом здании находится штаб-квартира банка United Overseas Bank. Оно расположено в Бангкоке, Таиланд. Автор проекта: Sumet Jumsai.
62 самых необычных и невероятных здания в мире
Стальной Дом Steel House. Художник Роберт Бруно Robert Bruno хотел создать стальную скульптуру, а получился целый дом. Находится в Техасе.
Дом-клубничка в пригороде Токио Самое высокое деревянное здание под Архангельском 38 метров по решению суда уже снесено Дом-рояль со скрипкой в Китае. Выполнено строение из прозрачного и черного стекла.
Длина метров. Дом-унитаз в Южной Корее. Площадь квадратных метров.
В здании находится выставочный комплекс, в котором демонстрируются планы улиц и районов города. В основном, чтобы показать возможности современной архитектуры но здание оказалось не только необычным, но и к тому же довольно практичным.
Сварочный инвертор фиксатый своими руками
Автор admin На чтение 18 мин Просмотров 3 Опубликовано
Сварочный инвертор своими руками: схемы и инструкция по сборке
Изготовить сварочный инвертор своими руками, даже не обладая глубокими знаниями в электронике и электротехнике, вполне возможно, главное – строго придерживаться схемы и постараться хорошо разобраться в том, по какому принципу работает такое устройство. Если сделать инвертор, технические характеристики и КПД которого будут мало отличаться от аналогичных параметров серийных моделей, можно сэкономить приличную сумму.
Если сделать инвертор, технические характеристики и КПД которого будут мало отличаться от аналогичных параметров серийных моделей, можно сэкономить приличную сумму.
Самодельный сварочный инвертор
Не следует думать, что самодельный аппарат не даст вам возможности эффективно проводить сварочные работы. Такое устройство, даже собранное по простой схеме, позволит вам выполнять сварку электродами диаметром 3–5 мм и на длине дуги, равной 10 мм.
Характеристики самодельного инвертора и материалы для его сборки
Собрав сварочный инвертор своими руками по достаточно простой электрической схеме, вы получите эффективное устройство, обладающее следующими техническими характеристиками:
Схема сварочного аппарата инверторного типа с такими характеристиками включает следующие элементы:
Прежде чем начать собирать самодельный инвертор, надо подготовить рабочие инструменты и элементы для создания электронных схем. Так, вам понадобятся:
Для домашнего использования чаще всего собирают инверторы, работающие от стандартной электрической сети с напряжением 220 В. Однако при необходимости можно сделать устройство, которое будет работать от трехфазной электрической сети с напряжением 380 В. Такие инверторы имеют свои преимущества, наиболее важным из которых является более высокий КПД, по сравнению с однофазными аппаратами.
Однако при необходимости можно сделать устройство, которое будет работать от трехфазной электрической сети с напряжением 380 В. Такие инверторы имеют свои преимущества, наиболее важным из которых является более высокий КПД, по сравнению с однофазными аппаратами.
Блок питания
Одним из важнейших элементов блока питания сварочного инвертора является трансформатор, который мотается на феррите Ш7х7 или 8х8. Это устройство, обеспечивающее подачу стабильного напряжения, формируется из 4 обмоток:
Чтобы минимизировать негативное влияние перепадов напряжения, регулярно возникающих в электрической сети, намотку обмоток трансформатора следует выполнять по всей ширине каркаса.
Процесс намотки силового трансформатора
После выполнения первичной обмотки и изоляции ее поверхности при помощи стеклоткани, на нее наматывают слой экранирующего провода, витки которого должны ее полностью перекрывать. Витки экранирующего провода (он должен иметь такой же диаметр, как и провод первичной обмотки) выполняются в том же направлении. Такое правило актуально и для всех остальных обмоток, формируемых на каркасе трансформатора. Поверхности всех обмоток, наматываемых на каркас трансформатора, также изолируются друг от друга при помощи стеклоткани или обычного малярного скотча.
Такое правило актуально и для всех остальных обмоток, формируемых на каркасе трансформатора. Поверхности всех обмоток, наматываемых на каркас трансформатора, также изолируются друг от друга при помощи стеклоткани или обычного малярного скотча.
Чтобы величина напряжения, поступающего от блока питания на реле, находилась в пределах 20–25 В, необходимо подобрать резисторы для электронной схемы. Основной функцией блока питания сварочного инвертора является преобразование переменного тока в постоянный. Для этих целей в блоке питания используются диоды, собранные по схеме «косого моста».
Схема блока питания инвертора (нажмите для увеличения)
В процессе работы диоды такого моста сильно нагреваются, поэтому их обязательно надо монтировать на радиаторах, в качестве которых можно использовать охлаждающие элементы от старых компьютеров. Для монтажа диодного моста необходимо использовать два радиатора: верхняя часть моста через слюдяную прокладку крепится к одному радиатору, нижняя через слой термопасты – ко второму.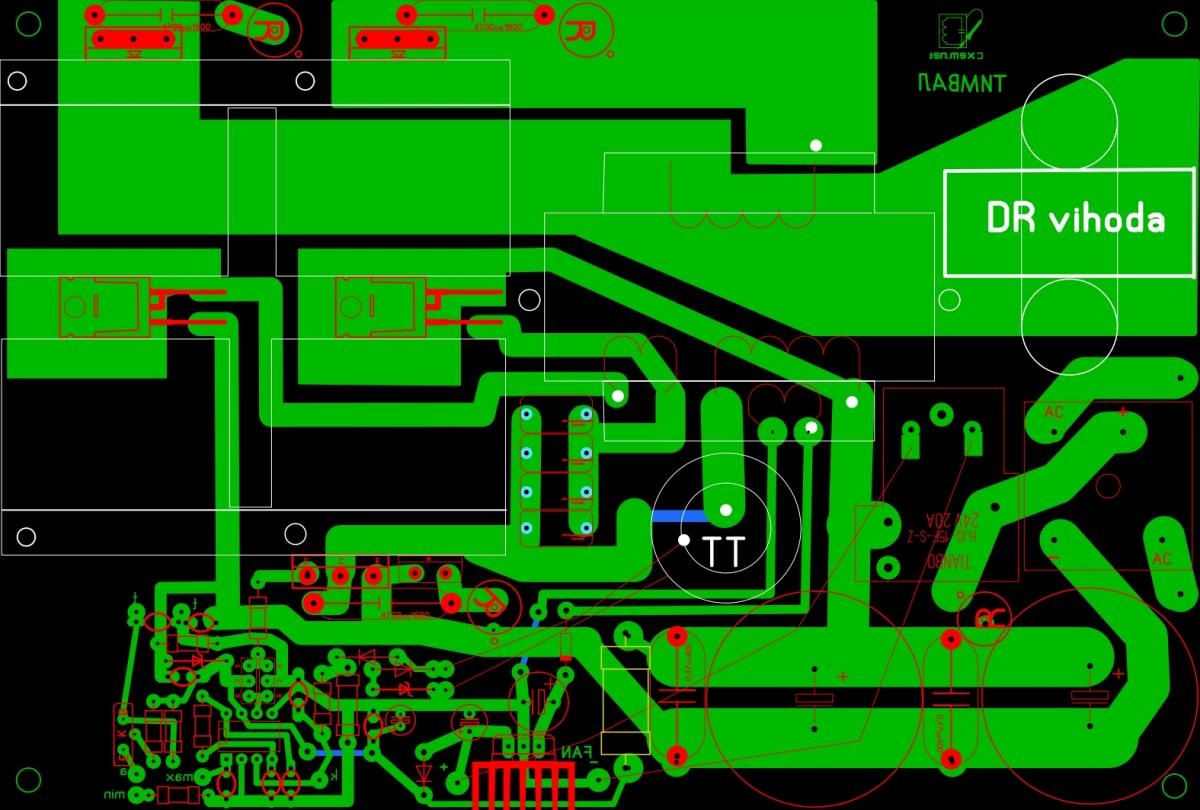
Выводы диодов, из которых сформирован мост, должны быть направлены в ту же сторону, что и выводы транзисторов, при помощи которых постоянный ток будет преобразовываться в высокочастотный переменный. Провода, соединяющие эти выводы, должны быть не длиннее 15 см. Между блоком питания и инверторным блоком, основу которого и составляют транзисторы, располагается лист металла, прикрепляемый к корпусу аппарата при помощи сварки.
Закрепление диодов на радиаторе
Силовой блок
Основой силового блока сварочного инвертора является трансформатор, за счет которого снижается величина напряжения высокочастотного тока, а его сила – увеличивается. Для того чтобы сделать трансформатор для такого блока, необходимо подобрать два сердечника Ш20х208 2000 нм. Для обеспечения зазора между ними можно использовать газетную бумагу.
Обмотки такого трансформатора выполняются не из провода, а из медной полосы толщиной 0,25 мм и шириной 40 мм.
Каждый ее слой для обеспечения термоизоляции обматывается лентой от кассового аппарата, которая демонстрирует хорошую износоустойчивость.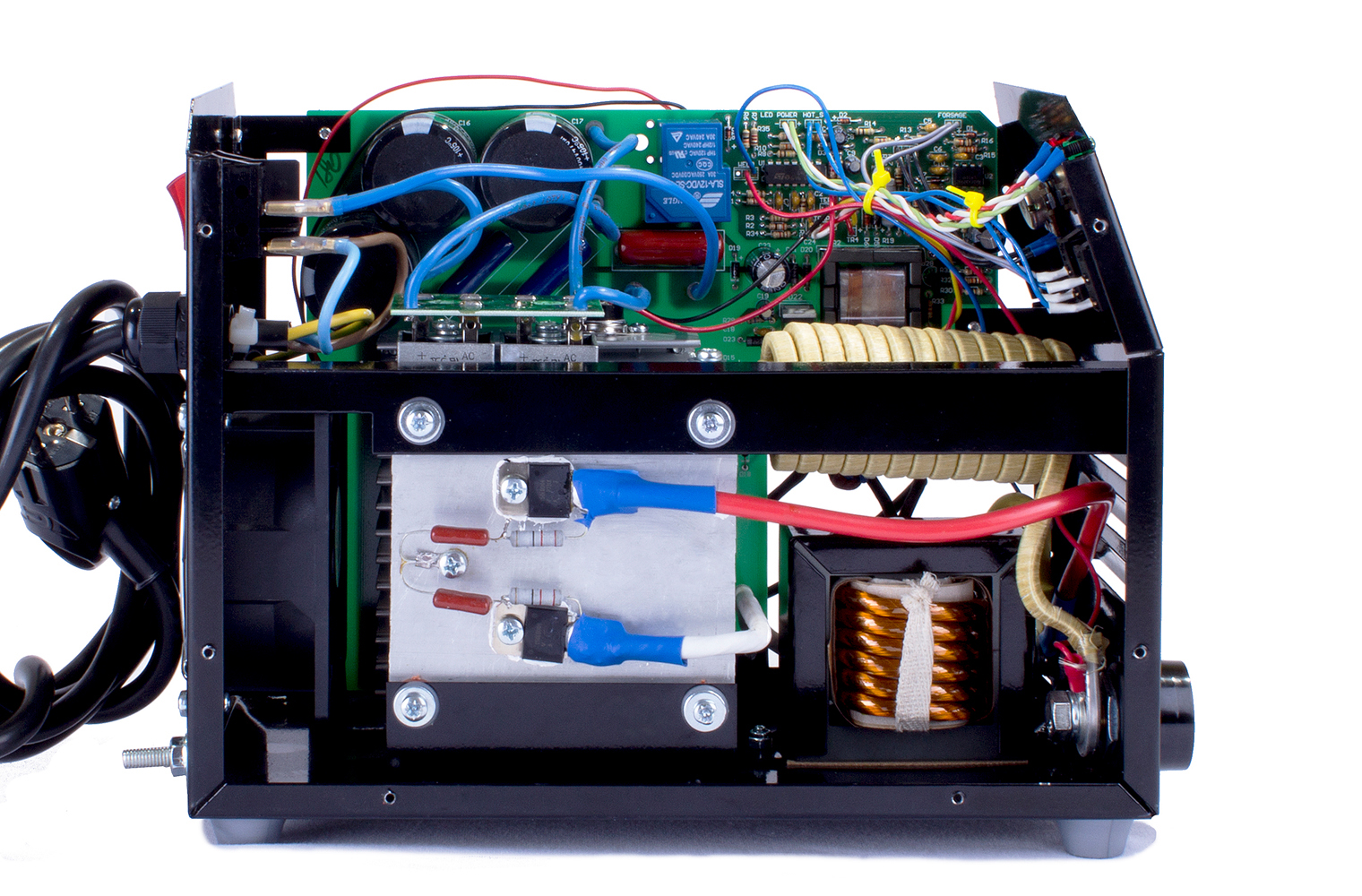 Вторичная обмотка трансформатора формируется из трех слоев медных полос, которые изолируются между собой при помощи фторопластовой ленты. Характеристики обмоток трансформатора должны соответствовать следующим параметрам: 12 витков х 4 витка, 10 кв. мм х 30 кв. мм.
Вторичная обмотка трансформатора формируется из трех слоев медных полос, которые изолируются между собой при помощи фторопластовой ленты. Характеристики обмоток трансформатора должны соответствовать следующим параметрам: 12 витков х 4 витка, 10 кв. мм х 30 кв. мм.
Многие пытаются сделать обмотки понижающего трансформатора из толстого медного провода, но это неверное решение. Такой трансформатор работает на токах высокой частоты, которые вытесняются на поверхность проводника, не нагревая его внутреннюю часть. Именно поэтому для формирования обмоток оптимальным вариантом является проводник с большой площадью поверхности, то есть широкая медная полоса.
Самодельный выходной дроссель инвертора
В качестве термоизоляционного материала можно использовать и обычную бумагу, но она менее износоустойчива, чем лента от кассового аппарата. От повышенной температуры такая лента потемнеет, но ее износоустойчивость от этого не пострадает.
Трансформатор силового блока в процессе своей работы будет сильно нагреваться, поэтому для его принудительного охлаждения необходимо использовать кулер, в качестве которого может быть применено устройство, ранее использовавшееся в системном блоке компьютера.

Инверторный блок
Даже простой сварочный инвертор должен выполнять свою основную функцию – преобразовывать постоянный ток, сформированный выпрямителем такого аппарата, в переменный ток высокой частоты. Для решения этой задачи применяются силовые транзисторы, открывающиеся и закрывающиеся с высокой частотой.
Принципиальная схема инверторного блока (нажмите для увеличения)
Инверторный блок аппарата, отвечающий за преобразование постоянного тока в высокочастотный переменный, лучше собирать на основе не одного мощного транзистора, а нескольких менее мощных. Такое конструктивное решение позволит стабилизировать частоту тока, а также минимизировать шумовые эффекты при выполнении сварочных работ.
В электронной схеме сварочного инвертора также присутствуют конденсаторы, соединенные последовательно. Они необходимы для решения двух основных задач:
Собранная электронная часть инвертора
Система охлаждения
Силовые элементы схемы самодельного сварочного инвертора сильно нагреваются в процессе работы, что может привести к их выходу из строя. Чтобы этого не произошло, кроме радиаторов, на которых монтируют наиболее нагревающиеся блоки, необходимо использовать вентиляторы, отвечающие за охлаждение.
Чтобы этого не произошло, кроме радиаторов, на которых монтируют наиболее нагревающиеся блоки, необходимо использовать вентиляторы, отвечающие за охлаждение.
Если у вас имеется в наличии мощный вентилятор, можно обойтись и им одним, направив поток воздуха от него на понижающий силовой трансформатор. Если же вы используете маломощные вентиляторы от старых компьютеров, их потребуется порядка шести штук. Одновременно три таких вентилятора следует установить рядом с силовым трансформатором, направив поток воздуха от них на него.
Мощный вентилятор обеспечит хорошее охлаждение элементов устройства
Для предотвращения перегрева самодельного сварочного инвертора следует также использовать термодатчик, установив его на самый нагревающийся радиатор. Такой датчик в случае достижения радиатором критической температуры отключит поступление электрического тока на него.
Чтобы система вентиляции инвертора работала эффективно, в его корпусе должны присутствовать правильно выполненные заборщики воздуха. Решетки таких заборщиков, через которые внутрь устройства будут поступать потоки воздуха, не должны ничем перекрываться.
Решетки таких заборщиков, через которые внутрь устройства будут поступать потоки воздуха, не должны ничем перекрываться.
Сборка инвертора своими руками
Для самодельного инверторного устройства необходимо подобрать надежный корпус или сделать его самостоятельно, используя для этого листовой металл толщиной не менее 4 мм. В качестве основания, на котором будет смонтирован трансформатор сварочного инвертора, можно использовать лист гетинакса толщиной не менее 0,5 см. Сам трансформатор крепится на таком основании при помощи скоб, которые можно изготовить своими руками из медной проволоки диаметром 3 мм.
Раздвижной корпус заводского изготовления
Для создания электронных плат устройства можно использовать фольгированный текстолит толщиной 0,5–1 мм. При монтаже магнитопроводов, которые в процессе работы будут нагреваться, надо предусматривать зазоры между ними, необходимые для свободной циркуляции воздуха.
Для автоматического управления работой сварочного инвертора вам потребуется приобрести и установить в него ШИМ-контроллер, который будет отвечать за стабилизацию силы сварочного тока и величины напряжения. Чтобы вам было удобно работать с вашим самодельным аппаратом, в лицевой части его корпуса необходимо смонтировать органы управления. К таким органам относятся тумблер включения устройства, ручка переменного резистора, при помощи которой регулируется сварочный ток, а также зажимы для кабелей и сигнальные светодиоды.
Пример компоновки передней панели инвертора
Диагностика самодельного инвертора и его подготовка к работе
Сделать инверторный сварочный аппарат – это половина дела. Не менее важной задачей является его подготовка к работе, в процессе которой проверяется корректность функционирования всех элементов, а также их настройка.
Первое, что требуется сделать при проверке самодельного сварочного инвертора, – это подать напряжение 15 В на ШИМ-контроллер и один из охлаждающих вентиляторов. Это позволит одновременно проверить работоспособность контроллера и избежать его перегрева в процессе выполнения такой проверки.
Проверка выходного напряжения тестером
Когда реле электронной схемы сработают, на плате ШИМ должны сформироваться прямоугольные импульсы, поступающие к оптронам.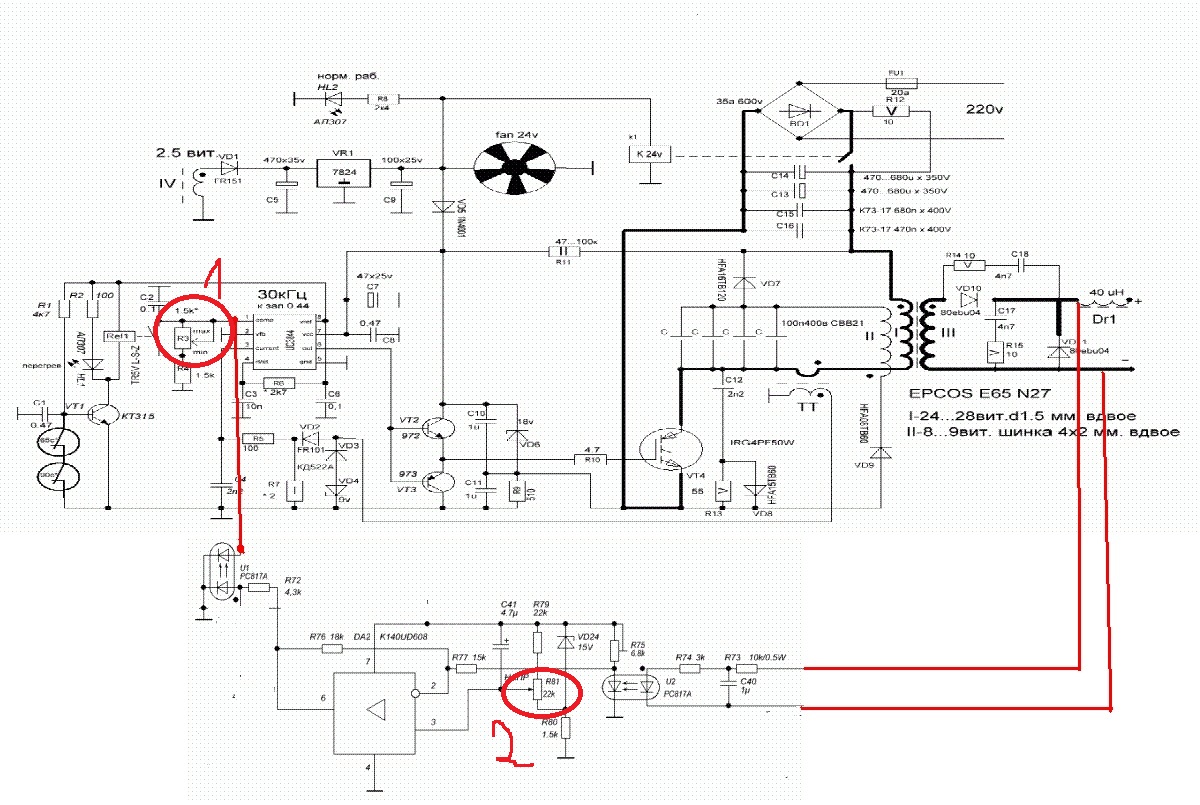 Это можно проверить, используя осциллограф. Правильность сборки диодного моста устройства также необходимо проверить, для этого на него подают напряжение 15 В (сила тока при этом не должна превышать 100 мА).
Это можно проверить, используя осциллограф. Правильность сборки диодного моста устройства также необходимо проверить, для этого на него подают напряжение 15 В (сила тока при этом не должна превышать 100 мА).
Фазы трансформатора при сборке устройства могли быть неправильно подключены, что может привести к некорректной работе инвертора и возникновению сильных шумов. Чтобы этого не произошло, правильность подключения фаз необходимо проверить, для этого используется двухлучевой осциллограф. Один луч прибора подключается к первичной обмотке, второй – ко вторичной. Фазы импульсов, если обмотки подключены правильно, должны быть одинаковыми.
Использование осциллографа для диагностики инвертора
Правильность изготовления и подключения трансформатора проверяется при помощи осциллографа и подключения к диодному мосту электрических приборов с различным сопротивлением. Ориентируясь на шумы трансформатора и показания осциллографа, делают вывод о том, что необходимо доработать в электронной схеме самодельного инверторного аппарата.
Чтобы проверить, сколько можно непрерывно работать на самодельном инверторе, необходимо начать его тестировать с 10 секунд. Если при работе такой продолжительности радиаторы устройства не нагрелись, можно увеличить период до 20 секунд. Если и такой временной промежуток не сказался негативно на состоянии инвертора, можно увеличить продолжительность работы сварочного аппарата до 1 минуты.
Обслуживание самодельного сварочного инвертора
Чтобы инверторный аппарат служил длительное время, его необходимо правильно обслуживать.
В том случае, если ваш инвертор перестал работать, необходимо открыть его крышку и продуть внутренности пылесосом. Те места, где осталась пыль, можно тщательно почистить при помощи кисточки и сухой тряпки.
Первое, что необходимо сделать, проводя диагностику сварочного инвертора, – это проверить поступление напряжения на его вход. Если напряжение не поступает, следует продиагностировать работоспособность блока питания. Проблема в этой ситуации также может заключаться в том, что сгорели предохранители сварочного аппарата. Еще одним слабым звеном инвертора является температурный датчик, который в случае поломки подлежит не ремонту, а замене.
Еще одним слабым звеном инвертора является температурный датчик, который в случае поломки подлежит не ремонту, а замене.
Часто выходящий из строя термодатчик, находящийся обычно на диодном блоке или дросселе
При выполнении диагностики необходимо обращать внимание на качество соединений электронных компонентов аппарата. Определить некачественно выполненные соединения можно визуально или при помощи тестера. Если такие соединения выявлены, их необходимо исправить, чтобы не столкнуться в дальнейшем с перегревом и выходом из строя сварочного инвертора.
Только в том случае, если вы уделяете должное внимание вопросам обслуживания инверторного устройства, можно рассчитывать на то, что оно прослужит вам долгое время и даст возможность выполнять сварочные работы максимально эффективно и качественно.
Источник
Как своими руками изготовить сварочный инвертор?
Для того чтобы собрать сварочный инвертор своими руками, не обязательно обладать глубокими познаниями в физике, разбираться профессионально в технике, электричестве и т. д.
д.
Необходимо только выполнять все по схеме и знать, хотя бы на минимальном уровне механизм действия данного оборудования. Желающим создать инвертор в более экономном и простом варианте, следует знать, что технические особенности и КПД по сути одинаковые от аналогов конструкции.
Характеристики самодельного инвертора
Один из важных вопросов для специалистов по сварке – как сделать сварочный инвертор своими руками. Процесс можно выполнить при помощи схемотехники сварочных инверторов.
Прежде чем собирать эффективный сварочный инвертор необходимо выделить следующие технические характеристики оборудования:
Для того чтобы создать самый простой сварочный инвертор необходимо соединить следующие элементы в один механизм:
Материалы для его сборки
Прежде чем начать собирать по схеме сварочного инверторного типа аппарат, мастер должен подготовить необходимые инструменты и материалы, которые могут понадобиться ему в работе.
Но если есть надобность, то используют схемы сварочных аппаратов, работающие на трехфазовой электросети с напряжением в 380 вольт. У таких оборудований есть достоинства, среди которых выделяют высокий показатель КПД, в отличие от однофазовых конструкций.
У таких оборудований есть достоинства, среди которых выделяют высокий показатель КПД, в отличие от однофазовых конструкций.
Блок питания агрегата
В блоке питания сварочного инвертора самой важной деталью является трансформатор, мотающийся при феррите в Ш7*7 либо 8*8.
При помощи данного механизма обеспечивается подача регулярного напряжения и создается за счет 4-х обмоток:
После того как будет выполнена первичная обмотка и проведена изоляция её сторон за счет стеклоткани, её также обматывают в экранирующий провод. Каждый виток должен целиком покрывать защитный слой.
Обмотка экранирующим проводом должна быть в таком же направлении, как и первичная обмотка. Стоит обратить внимание на одинаковость диаметров двух видов обмоток.
Этим же правилом пользуются и для других видов: при наматывании на каркас трансформатора, изоляции друг от друга проводов за счет стеклоткани либо при использовании простого малярного скотча.
Для стабилизации напряжения в области 20-25 вольт, что поступает в блок питания через реле, подбирается резистор для электронных схем. Главной особенностью рассматриваемого механизма выступает изменение переменного тока в регулярный.
Добиться этого можно, используя диод, формирующийся при выполнении схемы «косой мост». Бывает так, что при эксплуатации аппарата диод перегревается, из-за чего приходится проводить монтаж на радиаторах и нередко ремонт блока питания. Альтернативным вариантом радиаторам является охлаждающая деталь от старой техники.
Монтаж диодного моста подразумевает под собой применение 2-х радиаторов: верх через прокладку из слюды присоединяют к одной батареи, а низ через поверхность термопасты ко второй батареи.
Мост из диодов должен выводиться в том направлении, куда направлен вывод транзистора. За счет этого постоянный ток превращается в переменный с высокими частотами.
Соединительный провод этих выводов максимум может достигать длины в 15 сантиметров. Металлический лист необходимо расположить между блоком питания и инверторной частью аппарата и приварить к «телу» оборудования.
Металлический лист необходимо расположить между блоком питания и инверторной частью аппарата и приварить к «телу» оборудования.
Силовой блок
Силовой блок – это основа трансформатора в сварочном инверторе. С его помощью уменьшается показатель напряжения тока с высокими частотами, а сила наоборот повышается. Для создания в трансформаторе силового блока требуется использование сердечников. Чтобы создать небольшой зазор рекомендуется воспользоваться обычной газетной бумагой.
С каждым наложенным слоем, чтобы обеспечить термоизоляцию необходимо наматывать ленту от кассового аппарата для достижения хорошей износоустойчивости. Вторичную обмотку создают на основе 3-х полосовых слоев из меди, изолирующиеся друг от друга за счет ленты фторопласта.
Большинство мастеров обматывают понижающий трансформатор толстым проводом из меди, однако, это ошибочное действие. С таким трансформатором простой сварочный инвертор будет работать с высокочастотным током, вытесняющим наружу проводник без нагревания деталей внутри.
Оптимальнее всего формировать обмотки, используя проводник с широкой поверхностью, иными словами применить широкую медную полосу.
Вместо термоизоляционного поверхностного слоя специалисты иногда заменяют на простую бумагу. Она не так устойчива, как термоизоляционная либо лента в кассовом аппарате. Повышенная температура влияет только на потемнение ленты, однако её износоустойчивость остается на первоначальном уровне.
Инверторный блок
Основная функция простого сварочного инвертора заключается в преобразовании постоянного тока, который формируется при помощи выпрямителя аппарата в переменный высокочастотный ток.
Чтобы решить данную ситуацию, специалисты используют силовой транзистор, и высокие частоты с открывающимся и закрывающимся каналом. Рассматриваемый механизм в оборудовании отвечает за изменение постоянного тока в переменный с высокими частотами.
[box type=”info”]Рекомендуется использовать не один мощный транзистор, а пару со средней мощностью. Благодаря конструктивному подходу к проблеме стабилизируется частота тока и уменьшится шум во время сварки.[/box]
Благодаря конструктивному подходу к проблеме стабилизируется частота тока и уменьшится шум во время сварки.[/box]
Инверторный сварочный аппарат сделать своими руками можно по электросхеме, где указывается и как последовательно соединять конденсаторы.
Их используют в следующих случаях:
Система охлаждения агрегата
Стоит отметить, что большинство силовых элементов в сварочном оборудовании имеют свойство сильно нагреваться во время эксплуатации, из-за чего оно может сломаться.
Дабы избежать таких ситуаций, то эффективнее всего во все блоки аппарата, помимо радиатора, установить вентилятор, охлаждающий механизм во время работы – своеобразную систему охлаждения.
Её можно самостоятельно сделать при наличии мощного вентилятора. Зачастую используют один с направлением воздушного потока в сторону понижающегося силового трансформатора.
С вентилятором, у которого небольшая мощность от компьютера, например, может понадобиться до 6 штук, из которых три устройства устанавливается возле силового трансформатора с направлением воздушного потока в обратную сторону.
Чтобы избежать перегрева, самодельный сварочный инвертор должен работать вместе с термодатчиком. Он устанавливается на греющий радиатор. Если радиатор достигает максимальное значение температуры, он автоматически отключает подачу тока.
Для более эффективного функционала системы охлаждения агрегата, корпус должен быть оснащен заборщиком воздуха с правильным его выполнением. Через его решетки проходит воздушный поток во внутренние системы аппарата.
Сборка инвертора своими руками
Важным вопросом остается, как сделать сварочный инвертор своими руками? В первую очередь нужно выбрать корпус с надежной защитой либо сформировать его самому при помощи листового металла, где толщина должна достигать не меньше, чем 4 миллиметра.
За основу, где монтируется трансформатор для инверторной сварки, используют листовой гетинакс с толщиной не меньше, чем 5 миллиметров. Сама конструкция будет располагаться на основании благодаря скобам, изготовленным самостоятельно из медных проволок в диаметре с 3 миллиметрами.
Чтобы создать электронные платы в электрических схемах сварочного аппарата, используют фольгированный текстолит, у которого толщина достигает 1 миллиметр. Монтируя магнитопроводы, которые в период эксплуатации имеют свойство греться, необходимо помнить о зазорах между ними. Они нужны, чтобы воздух мог свободно циркулировать.
С целью автоматического управления сварочным инвертором, сварщик должен купить и подсоединить к нему специальный контроллер, отвечающий за стабильность силы тока. От него также зависит, будет ли величина напряжения подачи мощной.
Для более удобной эксплуатации самодельного агрегата, во внешнюю часть монтируется орган управления. Он может выступать в виде тумблера для активации аппарата, ручкой в переменном резисторе, благодаря ей контролируется подача тока либо зажим для кабеля и сигнальный светодиод.
Собрать сварочный инвертор своими руками достаточно просто, если придерживаться всех правил, соблюдать инструкцию и строго идти по назначенной схеме.
Схема изготовления инвертора своими руками.
Диагностика самодельного инвертора и его подготовка к работе
Собрать самодельный сварочный инвертор не весь процесс. Подготовительный этап также считается важной частью всей работы, где необходимо проверить, правильно ли работают все его системы, и как нужно настроить нужные параметры.
В первую очередь проводится диагностика оборудования, а именно подача напряжения 15 вольт на контроллер и охлаждающую систему сварочного аппарата, чтобы проверить их выдержку. Благодаря этому проверяется функционал механизмов и избежание перегревания во время эксплуатации агрегата.
[box type=”warning”]При полной зарядке конденсаторов в агрегате, подключается к электросети реле, отвечающее за замыкание резисторов. С прямой подачей, без реле, есть риск взрыва аппарата.[/box]
При функциональности реле, напряжение в аппарат подается до 10 секунд. Достаточно важно узнать, сколько инвертор может во время сварки функционировать. Для этого он тестируется на протяжении 10 секунд. Если радиатор остается с прежней температурой, то время можно установить до 20 секунд, и т.д. до целой минуты.
Для этого он тестируется на протяжении 10 секунд. Если радиатор остается с прежней температурой, то время можно установить до 20 секунд, и т.д. до целой минуты.
Обслуживание самодельного сварочного инвертора
Для того, чтобы простой сварочный инвертор сделанный своими руками смог долго работать, за ним необходим грамотный уход. При поломке сварочного оборудования требуется снять корпус и аккуратно прочистить механизм при помощи пылесоса. В частях, куда он не достается можно воспользоваться кисточкой и сухой тряпкой.
В первую очередь, для самодельных инверторов нужно провести диагностику всего сварочного оборудования – проверяется напряжение, его вход и течение. При отсутствии напряжения необходимо проследить за функциональностью блока питания.
Также проблема может заключаться в сгоревших предохранителях конструкции. Слабым место считается и датчик, измеряющий температуру, который не ремонтируется, а заменяется.
После проведения диагностики необходимо обратить внимание на качество соединения электронных систем оборудования. Затем выявить некачественное скрепление на глаз либо используя специальный тестер.
При выявлении данных неполадок, они устраняются тотчас за счет доступных деталей, чтобы не спровоцировать перегрев и поломку всего сварочного оборудования.
Ошибочно считать, что созданный самостоятельно аппарат не позволит вам эффективно выполнять необходимую работу. Самодельным устройством с легкой схемой сборки можно сваривать элементы при помощи электрода в диаметре до 5 миллиметров и длиной дуги до 10 миллиметров.
После того, как самодельное оборудование будет включено в цепь, необходимо выставить автоматический режим с конкретным значением силы тока. Напряжение в проводе может быть около 100 вольт, что свидетельствует о каких-либо неполадках.
Чтобы устранить проблему надо найти схему сварочного инвертора, разобрать его и проверить насколько правильно он был собран.
Благодаря такому самодельному аппарату сварщик не только может сваривать однородный, темный металл, но также цветной и различные сплавы. Собирая такое устройство, необходимо помимо основ электроники, также иметь свободный период времени, чтобы осуществить задуманное.
Сварочный процесс при помощи инвертора – это нужная вещь в доме каждого мужчины для любых бытовых и промышленных целей.
Источник
Обзор функционала сварочных инверторов STICKMATE
Группа компаний «AURORA» — с гордостью представляет обновлённую линейку инверторов STICKMATE 165,185 и 205.
Главное отличие новых источников от аппаратов предыдущего поколения заключается в гораздо более широком функционале аппаратов. Благодаря IGBT технологии и использованию нового процессора, инженерам удалось сделать все основные функции ММА сварки — настраиваемыми.
Принципы GDM — программирования, которые используются на аппаратах серии позволяют добиться низкого брызгообразования.
Высокочастотные микроконтроллеры источников следят за процессом формирования и переноса капли металла в сварочную ванну, оперативно корректируя режим в случае изменения параметров процесса и помогая сварщику при работе на малых токах или при сварке тонких металлов.
Сварщик в зависимости от задачи может изменить значение амплитуды и времени Hotstart, настроить уровень форсирования дуги, выбрать тип покрытия электрода, включить или отключить блок снижения напряжения холостого хода. Также источник снабжён функцией Antistick, которая препятствует прокаливанию электрода при его залипании, предохраняет от чрезмерных нагрузок сам аппарат и всю кабельную инфраструктуру.
Чтобы войти в меню изменения параметров сварки, владельцу инвертора понадобится нажать на энкодер настройки тока.
Последовательно будут отображаться следующие параметры:
- SEL – меню выбора типа покрытия электрода (E13: электрод с кислым и рутиловым покрытием, E18: электрод с основным покрытием E10: электрод с целлюлозным покрытием). Данная функция позволяет настроить угол наклона вольтамперной характеристики аппарата в зависимости от типа используемого сварочного электрода, что способствует стабильности сварочного процесса и в конечном итоге лучшему качеству шва сваренного электродами любой марки.
- HSc/HSt – настройка значения горячего старта по току и продолжительности. Значение набороса тока может быть задано в диапазоне от 0 до 100% от установленного уровня тока сварки. Время действия от 0 до 10 единиц (0.1 сек. — 1сек.). Горячий старт предотвращает залипание электрода при поджиге дуги. Изменяемое значение тока горячего старта позволяет: добиться уверенного поджига, сваривать металл с плохо подготовленной поверхностью, использовать не прокаленные электроды, добиться высокого качества стартового участка сварочного шва при сварке массивных заготовок или металлов с высокой теплопроводностью, улучшить стабильности геометрических параметров сварочного шва в начале процесса сварки.

- ArF – настройка значения Форсирования дуги в диапазоне -10/+10 единиц. Данная функция, предотвращает залипание электрода в процессе сварки. Изменяемое значение форсажа дуги позволяет адаптировать аппарат для работы в разных пространственных положениях (горизонтальном, вертикальном и потолочном). Форсирование помогает изменять глубину сварочной ванны и геометрию шва, оптимизировать режимы для сварки корневых проходов и тонколистового металла.
- Длительное нажатие на кнопку выбора типа сварки (ММА/TIG) включает и отключает функцию снижения напряжения холостого хода, или VRD. Если индикатор светится, значит функция включена, и напряжение холостого хода аппарата снижено до уровня безопасного для сварщика при работе в стеснённых условиях или в помещениях с повышенной влажностью.
Аппараты относятся к линейке профессиональной техники, а значит могут использоваться во многих отраслях работы от монтажа металлоконструкций, до ремонта трубопроводов, от непродолжительных задач на производстве (например, по предварительной сборке конструкций), до работ на объектах сельского хозяйства и строительства.
На фронтальной панели аппаратов расположены:
- Яркие дисплеи цифровых амперметров, — показания которых легко читаются даже в солнечную погоду.
- Многофункциональная ручка регулировки, которая поможет выставить необходимую силу тока для LIFT TIG или ММА сварки, а так же настроить дополнительные параметры о которых мы говорили выше.
- Кнопка выбора и индикаторы режима сварки MMA/TIG. А так же включения/отключения функции VRD в режиме ручной дуговой сварки.
- В нижней части аппарата расположены разъёмы сечением 50мм2, для быстросъемных вилок сварочных кабелей.
Эргономичная ручка – поможет перенести инверторы в нужное место, а прорези в корпусах позволяют повесить аппараты на ремень и носить их на плече.
Платы инверторов смонтированы машинным способом (SMD и ТНТ монтаж) и тщательно полакированы. Аппараты оснащены цифровым управлением и выполнены по полу-мостовой схеме. Источники собраны на базе двух плат: индикации, а так же силовой платы с микропроцессором.
Источники собраны на базе двух плат: индикации, а так же силовой платы с микропроцессором.
Из особенностей конструкции аппаратов обращают на себя внимание наличие фильтра электромагнитной совместимости (EMC) и выходного дросселя, что обеспечивает низкую помехоэмиссию аппарата и стабильность процесса сварки в целом.
Выходные дроссели аппаратов сглаживают колебания выходного тока и убирают высокочастотные гармоники инвертора. Это лишает ток пульсаций и делает электрическую дугу максимально стабильной, а сварной шов качественным и аккуратным.
EMC фильтр позволяет использовать сварочные аппараты на небольшом удалении от сложных и чувствительных к помехам приборов: антеннами, компьютерами и линиями связи.
Максимальные сварочные токи устройств составляют – 160, 180 и 200 А.
Подтверждённый ПН – 25%. Обращаем ваше внимание, что все замеры режимов работы инверторов проводятся только при 40 градусах Цельсия, в соответствии с российским и европейским стандартами (ГОСТ Р МЭК 60974-1-2012 / EN 60974-1-2012).
Функция Lift TIG, позволяет подключить к аппарату вентильную горелку и использовать инвертор для аргонодуговой сварки с теми же номиналами токов, что и в режиме ММА.
Ещё одно, немаловажное преимущество аппаратов STICKMATE 165-185-205 их способность работать при пониженном напряжении питающей сети. Как показали наши испытания, аппарат стабильно варит электродом диаметром 3-4мм, даже при просадке в питающей сети до 160 Вольт. Это свойство инверторов, особенно актуально при работе в отечественных сетях, напряжение в которых не всегда соответствует заявленному.
Аппараты отлично работают в паре с электрогенераторами и при подключении к сети с помощью удлинителей до 50 метров. Напомним, что при длине до 10м – сечение медных жил переноски должно быть не менее 2.5мм2, при длине 10-50м – 4мм2.
Интеллектуальная система охлаждения позволяет включать вентиляторы устройств только при повышении температуры внутри корпуса до 35С. Аппараты не «пылесосят», — продлевается срок службы кулеров. Инженеры установили на новые источники кулер охлаждения с корпусом. Обновление даёт вентилятору больший запас механической прочности, поддерживает канальный тип вентиляции и способствует лучшему теплоотводу. Кроме того, на аппаратах предусмотрен дополнительный пластиковый экран от пыли.
Инженеры установили на новые источники кулер охлаждения с корпусом. Обновление даёт вентилятору больший запас механической прочности, поддерживает канальный тип вентиляции и способствует лучшему теплоотводу. Кроме того, на аппаратах предусмотрен дополнительный пластиковый экран от пыли.
STICKMATE 165, 185 и 205 упакованы в картонные коробки. В комплект поставки инверторов входят по 2 сварочных кабеля сечением 16 (165) и 25мм2 (185,205) в зависимости от модели, 300 амперный зажим на массу и держатель электродов рассчитанный на силу тока в 200 А.
И ещё один немаловажный момент: на всю технику, которая выпускается под брендом Aurora PRO — производитель предоставляет двухлетнюю гарантию без ограничений. Aurora PRO — профессионал в каждом.
Смотрите данную статью в видео-ролике:
Автор — Сергей Дугин
В Евротек с 2013 года.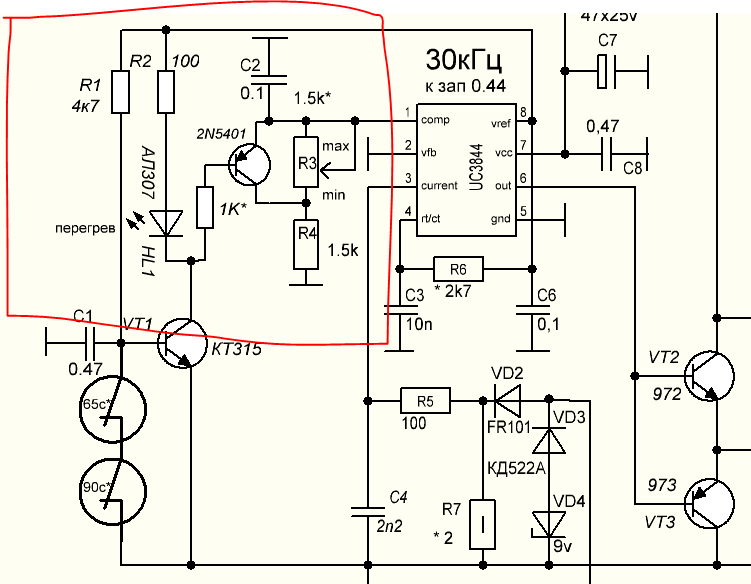 За годы работы в компании досконально изучил ассортимент представленного оборудования от насосов и моек ВД до пусковых устройств и сварочных инверторов.
За годы работы в компании досконально изучил ассортимент представленного оборудования от насосов и моек ВД до пусковых устройств и сварочных инверторов.
Принимал непосредственное участие во всех тестах лаборатории Aurora и может поручиться за результаты испытаний.
Любит Бернини и Хокусая. Не любит рыбу.
Схема инверторного сварочного аппарата Микроша 160 и 180
Описание работы схемы электрической принципиальной сварочных инверторных аппаратов
_ «МИКРОША»
При включении в сеть замыкаются 2 группы контактов выключателя S1. При этом S1.1 подключает напряжение питания к диодному мосту сетевого выпрямителя через конденсатор С7. На частоте 50 Гц конденсатор имеет реактивное сопротивление несколько сотен Ом, что позволяет обеспечить плавную зарядку электролитических конденсаторов сетевого фильтра. Цепь S1.2 включает цепь питания реле. По мере зарядки конденсаторов цепи +300В, заряжается и конденсатор временной задержки С13 через резисторы R44, R45, R50. При достижении напряжения на нем уровня +2,5В управляемый стабилитрон VD15 открывается, реле К1 срабатывает, шунтируя своими контактами С7.
При достижении напряжения на нем уровня +2,5В управляемый стабилитрон VD15 открывается, реле К1 срабатывает, шунтируя своими контактами С7.
При неисправности в высоковольтной цепи +300В ( транзисторы, либо эл. конденсаторы- утечка ), VD15 не откроется, напряжение +15В будет присутствовать на его катоде и резисторе R25, транзистор VT1 откроется, шунтируя терморезистор R4, что вызовет срабатывание компаратора на ОУ2 «ПЕРЕГРЕВ, АВАРИЯ» и блокировку ШИМ контроллера.
Блок питания +15В построен на ТОР258GN. Представляет собой DC-DC преобразователь без гальванической развязки. Сумма напряжений стабилитронов VD5 и внутреннего стабилитрона микросхемы 5,6В задает величину выходного напряжения ( 5,6+9,1=14,7В ). Параллельно внутреннему установлен защитный стабилитрон VD6. Кроме того VD16 защищает цепь питания от непредвиденных ситуаций и при превышении уровня напряжения вызывает срабатывание защиты микросхемы по току.
КОМПАРАТОРЫ ЗАЩИТ
М/сх IC2 — LM224D : ОУ2 выв.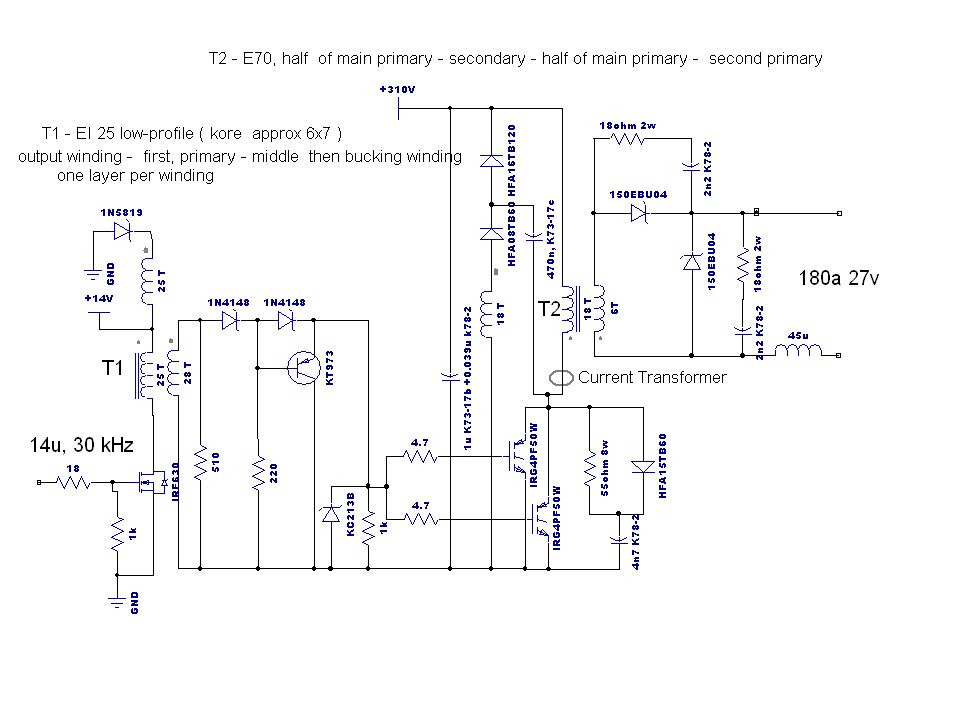 5,6,7 – на вывод 5 подается опорное напряжение 2,3В с делителя R5, R6. На инвертирующий вход 6 – с делителя R3, R4. При нагреве радиатора диодов сопротивление терморезистора уменьшается с ростом температуры. Когда величина напряжения этого делителя уменьшается до уровня опорного, на выводе 7 появляется высокий уровень напряжения, которое через резистор R39 поступает на светодиод «ПЕРЕГРЕВ» и на аналоговый вход PIC контроллера (1). Через R37 это же напряжение поступает на сумматор аварийных сигналов –ОУ3 (выв.8,9,10), с выхода 10 блокируя работу ШИМ контроллера через транзистор VT6. Так же к ОУ2 (выв.5,6,7) подключены транзисторы VT1, VT2. Первый открывается при аварии в цепи +300В, второй открывается сигналом PIC контроллера при низком/высоком напряжении питания, что вызывает ту же реакцию, что и нагрев терморезистора. Компаратор ОУ2(5,6,7) обладает гистерезисом, смещая температурный порог обратного включения через R24, VD7.
5,6,7 – на вывод 5 подается опорное напряжение 2,3В с делителя R5, R6. На инвертирующий вход 6 – с делителя R3, R4. При нагреве радиатора диодов сопротивление терморезистора уменьшается с ростом температуры. Когда величина напряжения этого делителя уменьшается до уровня опорного, на выводе 7 появляется высокий уровень напряжения, которое через резистор R39 поступает на светодиод «ПЕРЕГРЕВ» и на аналоговый вход PIC контроллера (1). Через R37 это же напряжение поступает на сумматор аварийных сигналов –ОУ3 (выв.8,9,10), с выхода 10 блокируя работу ШИМ контроллера через транзистор VT6. Так же к ОУ2 (выв.5,6,7) подключены транзисторы VT1, VT2. Первый открывается при аварии в цепи +300В, второй открывается сигналом PIC контроллера при низком/высоком напряжении питания, что вызывает ту же реакцию, что и нагрев терморезистора. Компаратор ОУ2(5,6,7) обладает гистерезисом, смещая температурный порог обратного включения через R24, VD7.
ОУ1 выв. 1,2,3 – мониторит напряжение +15В. Опорное — R22, VD8, измеряемое – R20, R21. При включении аппарата, при достижении уровня питания +13,5В на выв.1 появляется лог.0. При снижении напряжения менее 11,5В – лог.1, поступающая на сумматор ОУ3 (5,6,7), запрещая подачу питания на ШИМ контроллер IC4. Гистерезис обеспечивается цепью R34, VD17. Данная защита необходима транзисторам инвертора. При снижении амплитуды импульсов управления менее 10В возможен переход силовых транзисторов в линейный режим с большими потерями и как следствие – выход из строя с разрушением кристалла.
Опорное — R22, VD8, измеряемое – R20, R21. При включении аппарата, при достижении уровня питания +13,5В на выв.1 появляется лог.0. При снижении напряжения менее 11,5В – лог.1, поступающая на сумматор ОУ3 (5,6,7), запрещая подачу питания на ШИМ контроллер IC4. Гистерезис обеспечивается цепью R34, VD17. Данная защита необходима транзисторам инвертора. При снижении амплитуды импульсов управления менее 10В возможен переход силовых транзисторов в линейный режим с большими потерями и как следствие – выход из строя с разрушением кристалла.
ОУ3 выв. 5,6,7 – компаратор-сумматор. При появлении на входе 10 хотя бы одного сигнала: а) с термодатчика №1 через R37, б) с компаратора питания через R35, в) с термодатчика №2 через R40, вызывает появление напряжения высокого уровня на выводе 8, которое запирает транзистор VT6, блокируя подачу питания ШИМ контроллера.
Работа термодатчика №2 на IC3 ничем не отличается от описанного ранее №1. Он устанавливается на аппараты с ферритовыми сердечниками и настроен на температуру срабатывания по перегреву феррита 95-100 С.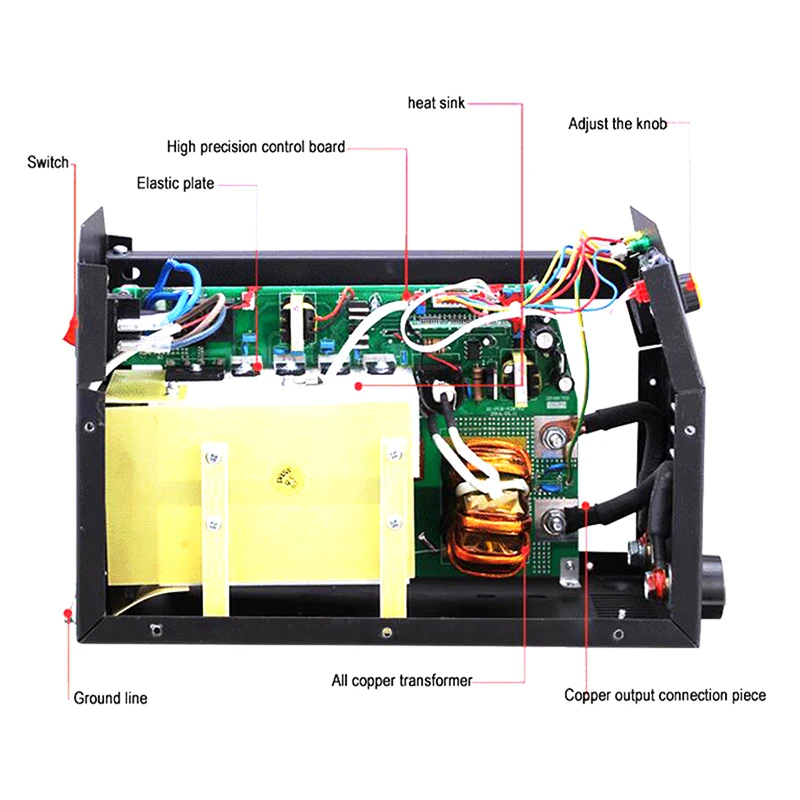 На модификациях с нанокристаллическими сердечниками он отсутствует.
На модификациях с нанокристаллическими сердечниками он отсутствует.
ОУ4 выв. 12,13,14 – усилитель ошибки. Сигнал с трансформатора тока TV1 выпрямляется диодным мостом VD11-VD14, интегрируется цепью R23, C12 и через резистор R38 подается на инвертирующий вход 13 ОУ. На его неинвертирующий вход приходит напряжение задания величиной от 0В до +5В с резистора регулировки тока сварки R88. Величина проинтегрированного напряжения с ТТ имеет аналогичный порядок. Напряжение управления с вывода 14 IC2 через делитель/интегратор R54, R63, C24 поступает на вывод 2 IC4 ШИМ контроллера для регулировки тока по среднему значению. R32, C14 – цепь коррекции.
IC4 – SG2525AP – двухтактный ШИМ контроллер. Рабочая частота для ферритовых сердечников в моделях 160, 180 – 60 кГц. Для нанокристаллических – 42 кГц. Для моделей 200 и 220 – 42 кГц для любых сердечников. Стандартное включение. Цепи коррекции. Выходные сигналы усиливаются транзисторными сборками IC5, IC6 для раскачки трансформатора гальванической развязки ( ТГР ). На выходах ТГР – предусилители-корректоры (драйвера) выполнены по схеме с отрицательным смещением в паузе. На затворы силовых транзисторов подается сигнал, имеющий в импульсе амплитуду +15В, в паузе -2,7В. Отрицательное смещение необходимо для защиты от приоткрывания транзистора противоположного плеча от случайных наводок и флюктуаций.
Цепи коррекции. Выходные сигналы усиливаются транзисторными сборками IC5, IC6 для раскачки трансформатора гальванической развязки ( ТГР ). На выходах ТГР – предусилители-корректоры (драйвера) выполнены по схеме с отрицательным смещением в паузе. На затворы силовых транзисторов подается сигнал, имеющий в импульсе амплитуду +15В, в паузе -2,7В. Отрицательное смещение необходимо для защиты от приоткрывания транзистора противоположного плеча от случайных наводок и флюктуаций.
Силовая часть – полумостовой квазирезонансный преобразователь. Частота коммутации выше резонансной частоты, образованной контуром С44, 45, 46, 47, 50, 51 совместно с индуктивностью рассеяния трансформатора, в связи с чем форма вершины импульса тока имеет несколько колоколообразный, закругленный вид и ток выключения транзистора не превышает его тока включения, не взирая на отсутствие выходного дросселя. Силовой трансформатор имеет соотношение витков 14/6=2,33 что позволяет работать при низком напряжении в электросети. Для 200-220 модификаций с ферритовыми сердечниками 16/7=2,28, с нанокристаллическими – 11/5=2,2.
Для 200-220 модификаций с ферритовыми сердечниками 16/7=2,28, с нанокристаллическими – 11/5=2,2.
Защита от приваривания электрода. При наличии дуги на выходе – напряжение на С49 всегда будет более 18В. Оптрон ОС3 открыт. Напряжение задания с R88 поступает на усилитель ошибки IC2 (выв.12). При КЗ на выходе С49 разряжается через R114,115,116 в течении 0,5-0,8 сек. Далее оптрон закрывается и напряжение задания падает до минимально возможного значения.
Регулировка тока и форсажа производится переменными резисторами R88, R91. При горящей дуге выходное напряжение составляет не менее 18В. При дуговой сварке покрытым электродом дуга при меньшем значении напряжения существует кратковременно и стремится потухнуть. Выходное напряжение интегрируется цепью R96, R97, R111, C65. При его штатном значении стабилитрон VD34 открыт, транзистор оптрона ОС2 так же открыт, шунтируя переменный резистор «форсаж». При значениях выходного напряжения, стремящихся к КЗ, т. е. менее 18В, стабилитрон закрывается, транзистор оптрона так же закрывается и резистор R91 подключается в цепь задания тока, увеличивая его на заданную величину. Это же значение поступает на второй аналоговый вход процессора – выв. 3 платы индикации. Контроллер индицирует изменяющиеся значения тока уставки.
е. менее 18В, стабилитрон закрывается, транзистор оптрона так же закрывается и резистор R91 подключается в цепь задания тока, увеличивая его на заданную величину. Это же значение поступает на второй аналоговый вход процессора – выв. 3 платы индикации. Контроллер индицирует изменяющиеся значения тока уставки.
Ограничение выходной мощности осуществляется оптроном ОС1. Вызвано необходимостью снижения выходной и потребляемой мощности при значительном, нештатном растягивании дуги, либо при тестировании оборудования с помощью балластного реостата на большом, не соответствующем ГОСТ значении сопротивления нагрузки. Т.к. аппараты имеют большой запас по Ктр силового трансформатора и соответственно по возможности ШИМ регулирования, то могут тянуть дугу, например модели 200 и 220 до 40В при 200А. Это вызывает перегрузку диодных мостов, эл. конденсаторов и т.д. Делитель R87, R89 подобран таким образом, что для моделей 160, 180 ограничение начинается при превышении напряжением значения 27,5В, для 200, 220 – 30В. При достижении этих значений, открывается управляемый стабилитрон VD26, транзистор оптрона ОС1 открывается, подключая делитель R66, R67 к напряжению задания. Ток уменьшается.
При достижении этих значений, открывается управляемый стабилитрон VD26, транзистор оптрона ОС1 открывается, подключая делитель R66, R67 к напряжению задания. Ток уменьшается.
Измерение напряжения электросети . По цепи делителя VD39, C37, R95, R101, R102, через LC фильтр L2, C55 измеряемое напряжение подается на выв.2 платы индикации и поступает на первый аналоговый вход контроллера PIC18F14K22. Процессор периодически выводит значение напряжения на индикатор, сменяя значение тока уставки.
Плата индикации. Программа прошивается и проверяется до установки в основную плату. Задействованы оба АЦП и один цифровой вход процессора. При поступлении сигнала «ПЕРЕГРЕВ», либо значения напряжения сети менее 85 и более 255 вольт, выдается сигнал блокировки работы с вывода 7 платы, который поступает через резистор R49 на базу транзистора VT2, вызывая по цепям ОУ блокировку ШИМ контроллера. Возможна только калибровка по напряжению сети. Для этого необходимо при выключенном аппарате замкнуть «джампером»(перемычкой) двухштыревой разъем на плате индикации. Установить с ЛАТРа сетевое напряжение 220 вольт. Включить аппарат. При этом на индикатор будет выводиться мигающее значение 220. Контроллер измеряет, усредняет и запоминает это напряжение, как эталонное, в течение некоторого времени. Для ранних моделей – 30 сек, для более поздних – 10 сек. Затем значение цифр сменяется на мигающие 100. Необходимо уменьшить напряжение питания с ЛАТРа до величины 100 вольт, затем снять «джампер». После этого процессор начнет запоминать эталонный уровень 100 вольт. По окончании «мигания» необходимо выключить аппарат. После повторного включения снизить напряжение сети до 85 вольт. Должна сработать блокировка, засветится светодиод «перегрев» и на более поздних моделях на семисегментном цифровом индикаторе бегущей строкой появится сообщение «НАПР. СЛАБОЕ» и мигающие цифры 85. Проверить обратное включение при напряжении 90 вольт. Аналогично протестировать аппарат при напряжении 255В – блокировка и появление надписи «НАПР.
Установить с ЛАТРа сетевое напряжение 220 вольт. Включить аппарат. При этом на индикатор будет выводиться мигающее значение 220. Контроллер измеряет, усредняет и запоминает это напряжение, как эталонное, в течение некоторого времени. Для ранних моделей – 30 сек, для более поздних – 10 сек. Затем значение цифр сменяется на мигающие 100. Необходимо уменьшить напряжение питания с ЛАТРа до величины 100 вольт, затем снять «джампер». После этого процессор начнет запоминать эталонный уровень 100 вольт. По окончании «мигания» необходимо выключить аппарат. После повторного включения снизить напряжение сети до 85 вольт. Должна сработать блокировка, засветится светодиод «перегрев» и на более поздних моделях на семисегментном цифровом индикаторе бегущей строкой появится сообщение «НАПР. СЛАБОЕ» и мигающие цифры 85. Проверить обратное включение при напряжении 90 вольт. Аналогично протестировать аппарат при напряжении 255В – блокировка и появление надписи «НАПР. ОГО-ГО», «255». При 250В – снятие блокировки. Далее замкнуть любой терморезистор проволочной перемычкой. Блокировка и появление надписи «ПЕРЕГРЕВ 100 С». Лексическая бедность сообщений вызвана невозможностью отображения на цифровом индикаторе большинства букв русского алфавита.
ОГО-ГО», «255». При 250В – снятие блокировки. Далее замкнуть любой терморезистор проволочной перемычкой. Блокировка и появление надписи «ПЕРЕГРЕВ 100 С». Лексическая бедность сообщений вызвана невозможностью отображения на цифровом индикаторе большинства букв русского алфавита.
РЕМОНТ
При проверке работы схемы управления от блока питания, без подачи высокого напряжения, подать +15В в схему, подпаявшись, например к VD16. Предварительно необходимо заблокировать защиту от пониженного напряжения электросети, для чего замкнуть проволочной перемычкой резистор R26.
При проверке моделей 200, 220 необходимо подать напряжение +27В, подпаявшись к местам пайки выводов вентиляторов.
Проверить осциллографом наличие импульсов +15, -3В на затворах транзисторов FGh50N60SMD.
ВНИМАНИЕ ! Нельзя менять местами провода, идущие с сетевого выключателя S1.1, S1.2. Одна группа контактов коммутирует напряжение сети. Другая, напряжение питания реле. При попадании напряжения сети в цепь питания реле, как минимум придется заменить VD15, VD16. На ранних моделях применялся выключатель большего размера для коммутации полного тока, потребляемого от сети. Данные выключатели показали свою крайнюю ненадежность, в связи с чем и была произведена модернизация с изменением цепей коммутации.
Другая, напряжение питания реле. При попадании напряжения сети в цепь питания реле, как минимум придется заменить VD15, VD16. На ранних моделях применялся выключатель большего размера для коммутации полного тока, потребляемого от сети. Данные выключатели показали свою крайнюю ненадежность, в связи с чем и была произведена модернизация с изменением цепей коммутации.
НЕИСПРАВНОСТИ
1. Ток не регулируется. На индикаторе значение 00. Поломка переменного резистора регулировки в результате фронтального удара. Заменить резистор 10 кОм .
В моделях выпуска с февраля 2015 г. резисторы заменены на другие, с дополнительным креплением к плате. Печатная плата изменена. Крышка корпуса удлинена на 5 мм для дополнительной защиты регуляторов.
2. Вращение регулятора «ФОРСАЖ» изменяет значение тока. Ток при попытке сварки минимален, сварка невозможна. Повышенное напряжение холостого хода +95_+115В. Причина — отсутствует контакт выхода + с диодом VD37. Осуществляется через заклепку на радиатор крепления диодов VD35, VD36. Устранение неисправности — припаять провод к диоду VD37, другой конец к выходной клемме +. На последних моделях провод добавлен штатно, дублируя контакт через заклепку.
Осуществляется через заклепку на радиатор крепления диодов VD35, VD36. Устранение неисправности — припаять провод к диоду VD37, другой конец к выходной клемме +. На последних моделях провод добавлен штатно, дублируя контакт через заклепку.
Аналогично проверить контакт минусового провода на оптроны ОС2, ОС3.
3. Блок питания делает попытки запуска и уходит в защиту. Либо при напряжении от ЛАТР 80 – 230 В запускается штатно, а при подаче напряжения сети 230-250В начинает «икать» или запускается, а через некоторое время снова уходит в защиту. Причина – повышенное потребление тока схемой управления. Разрядив сетевые электролиты, подать напряжение от лабораторного блока питания, зашунтировав R26. Проверить осциллограммы на затворах. Проверить потребление тока от лабораторного БП. Оно не должно превышать величину 1 ампер. При повышенном потреблении тока отпаять выводы вентиляторов. Проверить потребление тока каждым вентилятором в отдельности. В аппарат устанавливались вентиляторы с током потребления 0,2 и 0,3 ампера. Либо оба 0,2А, либо задний 0,3 а передний вентилятор 0,2А. Если обнаружено, что в результате ошибки и пересортицы производителя установлены оба вентилятора с током 0,3А, то необходимо последовательно со вторым припаять резистор мощностью 1-2Вт сопротивлением 24-27 Ом. Мощность и потребление тока вентилятором снизится и м/сх TOP258GN перестанет уходить в защиту. Изменить порог защиты по току в данной м/сх невозможно.
В аппарат устанавливались вентиляторы с током потребления 0,2 и 0,3 ампера. Либо оба 0,2А, либо задний 0,3 а передний вентилятор 0,2А. Если обнаружено, что в результате ошибки и пересортицы производителя установлены оба вентилятора с током 0,3А, то необходимо последовательно со вторым припаять резистор мощностью 1-2Вт сопротивлением 24-27 Ом. Мощность и потребление тока вентилятором снизится и м/сх TOP258GN перестанет уходить в защиту. Изменить порог защиты по току в данной м/сх невозможно.
4. Выход из строя силовых транзисторов в результате попадания влаги, грязи и т.д. пояснений для опытных мастеров не требует. Замена сложности не представляет. Необходимо зачистить от лака радиатор по краю места посадки транзисторов. Проверить исправность стабилитронов в драйверах, затворных резисторов. Подать питание от БП, как описано ранее и проверить осциллограммы.
5. Выход из строя диодного моста GBPC3508W. Аппарат молчит. Все напряжение сети приложено к конденсатору С7. Его реактивное сопротивление позволяет аппарату находиться в таком положении сколь угодно долго. Прозвонить мост. Заменить. Если перегрев произошел по причине повреждения заднего вентилятора – заменить вентилятор.
Его реактивное сопротивление позволяет аппарату находиться в таком положении сколь угодно долго. Прозвонить мост. Заменить. Если перегрев произошел по причине повреждения заднего вентилятора – заменить вентилятор.
6. Постоянно светится «ПЕРЕГРЕВ». Пробой конденсатора С5 из-за наводок. Прозвонить Заменить на 0,1 мкфх100В размер СМД 1206, либо выводной.
7. Индикатор мигает, отображаемые цифры «999» — Сбой памяти контроллера. Необходимо перекалибровать по напряжению сети, как описано выше, в описании платы индикации.
Принцип работы схемы аппаратов 200 и 220 ампер аналогичен. Нумерация компонентов сохранена.
С уважением, инженер-конструктор
Малик Э. В.
Инверторные источники сварочного тока
помогают решать проблемы технического обслуживания и сокращают время простоя
(по данным Plant Engineering, июнь 2005 г.)
Краткое содержание:
- Трудности с перемещением тяжелых сварщиков на место работы, например, простои, вызванные ожиданием вилочного погрузчика, грузовика или крана, чтобы переместить сварщика.

- Невозможность поднести сварщика большего размера к месту работы во время работы в ограниченном пространстве.
- Сложность поиска полезной первичной мощности (например,г., только розетка 115 В, а у вас автомат 230 В).
- Трудности с первичным питанием, такие как колебания напряжения, необходимость добавления дополнительных сварщиков, но превышающая мощность цепи, или столкновение с дополнительными начисленными расходами от коммунальной компании за низкий коэффициент мощности (этот пункт относится к внутреннему персоналу, управляющему парк сварочного оборудования).
- Ограниченные возможности многопроцессорной сварки, например, использование одного сварочного аппарата для сварки Stick / TIG, а другого для сварки MIG / порошковой проволокой.
- Проблемы с поиском опытного сварочного персонала или проблемы, связанные с неправильной настройкой оборудования.
Инверторные сварочные аппараты и аппараты плазменной резки могут решить все эти проблемы, поскольку их передовая технология значительно снижает вес и размер аппарата, обеспечивает возможности управления первичной мощностью, недоступные при использовании традиционных сварочных технологий, и обеспечивает непревзойденные характеристики дуги. Кроме того, современная инверторная технология упрощает эксплуатацию машин.Их улучшенное зажигание дуги и характеристики дуги могут превратить обычного сварщика в хорошего сварщика, что приведет к повышению качества сварки и уменьшению количества брака.
Кроме того, современная инверторная технология упрощает эксплуатацию машин.Их улучшенное зажигание дуги и характеристики дуги могут превратить обычного сварщика в хорошего сварщика, что приведет к повышению качества сварки и уменьшению количества брака.
Обычная сварочная технология, хотя и не является предметом рассмотрения в данной статье, остается хорошим выбором для многих операций по техническому обслуживанию и ремонту. Эти сварочные аппараты могут выдерживать жестокое обращение, работать в суровых условиях и продолжать исправно работать в течение десятилетий. Кроме того, их ограниченная мобильность становится преимуществом в некоторых ситуациях. Когда сварщика нужно оставить на рабочем месте на ночь, пользователи могут быть уверены, что это 4 000 фунтов.Многооператорский блок все еще будет там утром. На рис. 1 (ниже) представлены некоторые краткие инструкции по выбору сварочного аппарата для обслуживания.
Обычный сварочный аппарат | Инвертор | |
Масса | · 350 + фунтов. · 2,000 — 4,000 фунтов. для многодуговых установок | · 10 — 120 фунтов. для индивидуальной единицы · 180 — 760 фунтов. для многодуговых установок |
Диапазон входного напряжения | 208/230/460 и т. Д. Требуется ручное перенаправление | 115 — 230 или 230 — 575.Повторное соединение вручную не требуется |
Одно- или трехфазное | Фиксированная способность | Принимает оба |
Допуск колебаний напряжения | ± 10% от первичной | Более толерантный¾ См. |
Коэффициент мощности | Плохо — Хорошо, в зависимости от модели | Отлично (до.95; 1.0 идеально). PFC присущие конструкции |
Энергоэффективность | Плохо — Хорошо, в зависимости от возраста объекта | Отлично |
Потребление первичного тока | Традиционно выше | Традиционно ниже |
Качество многократной технологической дуги | Удовлетворительно — Хорошо | Отлично |
Расширенные функции управления дугой | Хорошо | Хорошо — Отлично |
Прочность | Отлично, обычно более 10 лет | Хорошо, обычно до 10 лет |
Надежность | Отлично | Удовлетворительно — Отлично (зависит от производителя) |
Закупочная цена (стоимость усилителя) | Обычно ниже | Обычно выше |
 для индивидуальной единицы
для индивидуальной единицы Информацию об Auto-Line
Информацию об Auto-LineКак работают сварщики
Все сварочные аппараты преобразуют первичную мощность высокого напряжения с низкой силой тока в мощность низкого напряжения с высокой силой тока, используемую для сварки. Сварщик делает это с помощью трансформатора, который представляет собой железный сердечник, намотанный на сотни витков медной проволоки. Переменные, определяющие физический размер трансформатора, включают количество витков провода, площадь поперечного сечения сердечника, подаваемое напряжение и частоту первичной мощности.
Сварщик делает это с помощью трансформатора, который представляет собой железный сердечник, намотанный на сотни витков медной проволоки. Переменные, определяющие физический размер трансформатора, включают количество витков провода, площадь поперечного сечения сердечника, подаваемое напряжение и частоту первичной мощности.
Ключевая переменная — адрес одного инвертора — это частота. Уравнение, определяющее конструкцию сварочного аппарата, гласит, что увеличение частоты первичной мощности позволяет уменьшить размер и массу трансформатора.
Секрет инверторной технологии заключается в том, что она увеличивает частоту первичной мощности, поступающей на трансформатор, с 60 Гц до 20 000 — 100 000 Гц. Это достигается за счет включения / выключения мощных твердотельных переключателей, называемых IGBT, которые включаются или выключаются всего за одну миллионную долю секунды. Действие включения / выключения имитирует создание и разрушение магнитного поля, которое имеет такое же влияние, как и мощность переменного тока, но с гораздо более высокой частотой (см. Фиг.2, блок-схему инвертора, для более подробной информации).
Регулируя мощность на первичной обмотке (или на стороне линии) трансформатора и повышая частоту, производители сварочного оборудования теперь производят инверторы Stick / TIG весом от 10 до 50 фунтов, универсальные сварочные аппараты MIG, которые весят менее 50 фунтов. . и многопроцессорные инверторы (Stick / TIG / MIG / порошковая сварка / строжка), которые весят около 80 фунтов. и производят 425-амперный выход. См. Рис. 3 для сравнения размеров трансформатора между обычным сварочным аппаратом и инвертором.
Быстрая окупаемость инвестиций за счет исключения потери времени
В среднем 85% затрат на сварку приходится на рабочую силу (см.рис.4, график стоимости сварки). При измерении стоимости ремонта учитывается время, затраченное на то, чтобы сварщик и работа выполнялись вместе, время на настройку сварочного оборудования, время подготовки материала, время горения дуги, время очистки при сварке (разбрызгивание при шлифовании и шлак или, что еще хуже, дорогостоящие переделка), время, затрачиваемое на перемещение сварщика между работами, и время, затрачиваемое на возвращение сварщика в стойку для инструментов, рабочий ящик или место для хранения.
Один подрядчик, выполняющий плановое техническое обслуживание электростанции, рассчитал сэкономленное время для обоснования перехода на инверторную технологию.Ранее в контакторе использовалась система с несколькими операторами с восемью дугами, которая весила 4000 фунтов. Перейдя на «стоечную» систему, которая удерживает и питает шесть дуг от одного основного соединения и весит всего 712 фунтов, подрядчик сократил рабочее время на 87 процентов. Кроме того, когда сварщик находится рядом с местом работы, операторы могут легко регулировать параметры сварки или изменять процессы.
Сегодня стойка с четырьмя дугами для сварки TIG / Stick может весить всего 180 фунтов (включая стойку) — всего 50 дюймов.высокие, подходят для лифта и оснащены колесами для максимальной мобильности. Системы стеллажей также позволяют снимать отдельных сварщиков со стеллажа. Индивидуальные инверторы немного больше чемодана или ручной клади (размер зависит от выходной мощности), поэтому один или два человека могут легко переместить небольшой инвертор и перенести его в ограниченное пространство.
Гибкость первичной мощности
Экономия времени за счет использования легких инверторов в работе бесполезна, если вы не можете найти место для подключения.Инвертор обеспечивает гибкость местоположения за счет двух типов технологии управления первичным питанием: технологии автоматического подключения и технологии Auto-Line ™, которая доступна на некоторых инверторах от Miller Electric Mfg. Co.
Благодаря технологии автоматического подключения инвертор определяет тип подаваемого первичного питания, а затем автоматически (но механически) подключается к нужному источнику питания: 230 или 460 В, одно- или трехфазное, 50 или 60 Гц.
Схема Auto-Line исключает механическое соединение и вместо этого использует электрическое соединение.Схема увеличивает первичную мощность до более высокого напряжения, и эта мощность затем становится источником напряжения для инвертора. Следующие типы инверторов доступны с Auto-Line (сила тока указана при максимальной выходной мощности):
- Универсальный сварочный аппарат MIG на 180 ампер, работающий от 115 до 230 В, только однофазный, 50 или 60 Гц
- 150-амперные аппараты Stick / DC TIG, которые принимают напряжение от 115 до 230 В, только однофазные, 50 или 60 Гц
- Устройства Stick / DC TIG на 200 А и TIG / Stick на переменном / постоянном токе, которые принимают от 120 до 460 В, одно- или трехфазные, 50 или 60 Гц
- Многофункциональные сварочные аппараты CC / CV на 425 А, которые принимают от 208 В до 575 В, одно- или трехфазные, 50 или 60 Гц
- Сварочные аппараты «Multi-MIG», которые принимают от 208 В до 575 В, одно- или трехфазные, 50 или 60 Гц (эти аппараты специально предназначены для сварки в больших объемах, а не для обслуживания и ремонта)
- Плазменные резаки на 55 и 80 А, которые принимают от 208 В до 575 В, одно- или трехфазные, 50 или 60 Гц
Обратите внимание на акцент на сквозной.Первичное напряжение питания может изменяться, но пока оно остается в пределах рабочего диапазона машины, мощность дуги остается стабильной (см. Рис. 5, схема Auto-Line). Операторы никогда не увидят мерцания, и машина будет работать непрерывно в условиях, которые вызывают отключение других машин для самозащиты или срабатывания автоматического выключателя. Это преимущество действительно окупается на объектах с грязным питанием или при отключении электроэнергии от генератора. Обратите внимание, что для создания экономичной станции двухдуговой сварки на месте некоторые компании объединяют сварочный генератор с приводом от двигателя и используют его мощность для работы инвертора.
Наличие инверторов с Auto-Line означает, что человек, выполняющий сварочный ремонт, может перемещаться не только в любое место внутри завода, но и в любую точку мира, не беспокоясь о наличии доступной мощности.
Больше мощности на фунт, меньше потребляемого тока
Люди, впервые сталкивающиеся с инвертором, обычно не могут поверить, что такой маленький аппарат обеспечивает такую большую сварочную мощность. Например, небольшие инверторы Stick / TIG весят менее 14 фунтов., но может иметь достаточно мощности для сварки с помощью 1/8 дюйма. Наклеить электрод. Даже инвертор для строжки угольной дугой с углем 3/8-дюйма при токе 600 ампер весит всего около 120 фунтов.
Инверторы
также обеспечивают выдающуюся энергоэффективность, что позволяет снизить счета за коммунальные услуги, и они эффективно используют подаваемую первичную мощность, которая известна в отрасли как хороший коэффициент мощности. Хороший коэффициент мощности снижает потребляемую мощность, что может позволить добавить больше сварщиков к существующей основной мощности. Например, один производитель глушителей недавно столкнулся с дилеммой необходимости увеличения производства для удовлетворения спроса, но при этом полагал, что не может добавить к своему парку более 40 дуг, не внося изменений во входящие услуги — изменения, которые могли стоить до 50 000 долларов.
Вместо того, чтобы добавить больше обычных сварочных аппаратов TIG переменного / постоянного тока на 250 А, которые потребляют от 52 до 96 А первичной мощности при номинальной выходной мощности на первичной 230 В, компания приобрела инверторы TIG переменного / постоянного тока на 200 А, которые потребляют менее 16 амперы при номинальной мощности. Компания добавила восемь инверторов, увеличила производительность и удовлетворила спрос без каких-либо изменений во входящем обслуживании.
Механические подрядчики, работающие на перерабатывающих предприятиях (нефтехимия, бумага, пищевая промышленность) и электростанциях, также получают выгоду от низкого потребления первичной энергии и управления первичной мощностью.Эти рабочие площадки часто испытывают нехватку электроэнергии и могут иметь нестабильную мощность генератора. Низкое энергопотребление инвертора означает, что один генератор может питать больше дуг, и, как уже отмечалось, такие функции, как Auto-Line, позволяют инвертору преодолевать провалы и всплески напряжения.
Превосходный сварочный аппарат
Переключая первичное питание с частотой в тысячи Гц и используя усовершенствованное микропроцессорное управление, инвертор может создавать оптимальные характеристики дуги в любом заданном режиме сварки. Таким образом, операторы могут сваривать наилучшим образом, не борясь с дугой, или могут выбрать процесс сварки, наиболее подходящий для работы.
Краткий обзор преимуществ инвертора при техническом обслуживании / ремонте включает следующее:
- Несколько выходов для технологической сварки. Доступны модели для TIG-сварки Stick / DC (для стали и нержавеющей стали), TIG / Stick на постоянном токе (эти сварочные аппараты имеют больше функций для управления дугой TIG, таких как импульсная и высокочастотная дуга), AC / DC TIG / Stick (AC выход необходим для сварки алюминия) или выход CC / CV. Выход CC, или выход постоянного тока, используется для сварки Stick, TIG на постоянном токе и строжки, в то время как выход CV используется для сварки MIG и порошковой сваркой.Когда работа требует как процессов CC, так и CV, инвертор CC / CV означает, что нужно купить или перевезти на место работы на одну машину меньше.
- Отличное зажигание дуги. Во время зажигания дуги часто возникают дефекты сварки, потому что дуга не может быстро образоваться. Инверторы обычно обеспечивают более положительное зажигание дуги, что может помочь обеспечить качественный сварной шов с первого раза и исключить необходимость доработки в дальнейшем. Один ремонт сварки может стоить сотни или тысячи долларов, поэтому устранение нескольких дефектов сварки может окупить новый инвертор.
- Управление копанием для сварки штангой. Контроль копания предотвращает прилипание электрода, когда дуга становится слишком короткой. Это полезно для прохода с открытым корнем или при плотной подгонке и помогает в зажигании дуги.
- Широкий диапазон регулирования индуктивности для сварки MIG. Это позволяет оператору создавать «более мягкую» дугу (с большей индуктивностью) или «жесткую» дугу. Увеличьте индуктивность для лучшего смачивания (особенно для нержавеющей стали) или уменьшения разбрызгивания, что может сэкономить часы на шлифовку после сварки.
- Улучшенный импульсный выход MIG или импульсный TIG (возможность настройки формы импульса). В зависимости от области применения, импульсный режим может снизить тепловложение для уменьшения деформации или прожога, улучшить эстетику борта, уменьшить разбрызгивание, обеспечить контроль образования луж и увеличить скорость движения.
- Регулировка выходной частоты и расширенный контроль баланса для сварки TIG на переменном токе. Эти функции позволяют адаптировать профиль сварного шва в соответствии с областью применения, чтобы улучшить качество сварки, свести к минимуму шлифовку после сварки и существенно увеличить скорость перемещения.
- Удобное управление. Такие функции, как вызов последней процедуры, запоминают предпочтения при изменении полярности, такие как метод запуска и панель или дистанционное управление. Чтобы учесть предпочтения оператора, но не допустить возникновения проблем из-за неправильной регулировки, некоторые инверторы имеют четырехпозиционные регуляторы, просто помеченные для «жесткой» или «мягкой» характеристики дуги с помощью стержневых электродов E6010 и E7018. Панели управления также имеют цветовую маркировку в зависимости от процесса, например, зеленый для TIG, оранжевый для Stick и синий для сварки проволокой.Производители также стараются обеспечить единообразие своего оборудования, поэтому конструкция панели управления инвертора может напоминать панель управления, используемую на сварочном генераторе с приводом от двигателя, который оператор использовал на предыдущей работе.
Помимо удобных для пользователя средств управления, производители также обращают внимание на потребность в удобных для пользователя процессах. В мире сварки в целом признается, что сварка проволокой (MIG или порошковая сварка) — это самый простой процесс для освоения, причем Stick — более жесткий, а TIG — самый сложный (что не означает, что сварка Stick — это просто!).
Практически любой человек с хорошей зрительно-моторной координацией и правильным отношением к работе может научиться сварке проволокой в обычных условиях за несколько часов практики. Однако сварка проволокой для ремонта на месте может быть затруднена. Даже небольшой сварочный аппарат MIG, работающий от источника питания 115 В, весит 60 фунтов, а баллон с защитным газом часто весит больше, чем сварщик.
Миллер решил эту проблему, создав первый в мире полностью автономный универсальный сварочный аппарат MIG, Millermatic® Passport ™.Этот 45-фунтовый. инвертор (см. рис. 7) имеет 12 унций. внутренний баллон с защитным газом CO2 (на самом деле баллон с красящим шариком), обеспечивающий достаточно газа для 25 минут сварки. Ни один другой сварщик проволокой не выполнит работу быстрее или проще для быстрого ремонта сваркой или легкого изготовления в полевых условиях.
Если ваша работа требует доставки сварщика на место работы, требует нескольких процессов сварки или вы сталкиваетесь с проблемами, связанными с управлением первичным питанием, обратите внимание на инверторную технологию.Реалистичная цель экономии 10 или 20 часов для одной большой работы означает, что новый инвертор многократно окупит себя в течение двух или трех лет, обычно выделяемых на капитальные вложения. И
инвертор помогает запустить объект в аварийной ситуации, он на вес золота.
Фиг.7
Ремонт сварочных аппаратов | Ремонт сварочного аппарата
K + S Services предлагает широкий выбор средств контроля сварных швов и выполняет полное динамическое тестирование под нагрузкой для проверки работоспособности и долговечности.
Системы, используемые в процессе ремонта сварочного аппарата, спроектированы таким образом, чтобы дублировать фактические рабочие условия, поскольку эти элементы используются в реальных приложениях.
Наши специалисты по ремонту сварочных аппаратов, прошедшие обучение на заводе, имеют многолетний опыт ремонта и тестирования различных устройств управления сварочными аппаратами, механизмов подачи проволоки, плазменных резаков, расширителей / очистителей горелок, источников питания и другого сопутствующего сварочного оборудования. Все ремонтные работы сварщика проходят полную проверку под нагрузкой, чтобы гарантировать правильную работу.
Системы, используемые в процессе ремонта сварочных аппаратов и сварочного оборудования, спроектированы таким образом, чтобы дублировать реальные условия эксплуатации, поскольку эти элементы используются в реальных приложениях.
K + S предлагает полный спектр услуг по ремонту устройств управления сваркой MIG, TIG и контактной сваркой. Лаборатория сварочных систем K + S является лидером в отрасли по ремонту и испытаниям. K + S имеет опыт анализа и ремонта широкого спектра компонентов сварочных систем и проводит испытания системы под нагрузкой для проверки функциональности и долговечности.Системы, используемые в процессе ремонта, предназначены для моделирования условий эксплуатации в производственных условиях.
K + S Services — авторизованный сервисный центр Lincoln, Miller, Hitachi и Nippon. Наше предприятие в Саутгейте также имеет право ремонтировать все компоненты сварочного аппарата Fronius.
Общие производители включают, но не ограничиваются:
- Hitachi — авторизовано на заводе: все модели.
- Miyachi: Контроллеры CS-1300, CY-150A, SD-815 и все связанные с ними мониторы.
- Деньгенша : Decomstar 20, 30 и 70, RWC-9000-Ty-18, RWI-9100-Ty-13/14, Fuw-IRWC-GT2.
- Miller — Уполномоченный завод: Саутгейт, Мичиган и Лоутон, Оклахома. Все устройства подачи проволоки, все источники питания Miller, Arc Pac 350, Syncrowave 200, Устройства подачи проволоки серии 70, Bobcat 250, Millermatic 212, Spectrum 375 и Deltaweld 452.
Arc Pac 350 - Hobart: 70L Series, All Hobart Power Sources, Megacon 110.
- Panasonic : AAII 350/500, AE-350/500, KF-350 / 500BC300, YC-200BC1, YC-300BC1, YD-350AE1, YD-350HM2, YD-500HM2.
- Weltronic: Таймеры сварки U60, подвески TB91 и TB96.
- Lincoln — Уполномоченный завод: Саутгейт, Мичиган и Лоутон, Оклахома. Мы ремонтируем все источники питания Lincoln Power Sources, NA-3S, NA4, LN-9, Power Wave
450. Мы являемся авторизованными сервисными центрами по ремонту сварщиков для всей линейки продуктов для сварки MIG, TIG и дуговой сваркой. - Nippon : NGRALF 6 × 20
- OTC (Daihen) : серии 350 и 500, DT-300
- Sensarc : все модели
- Thermal Arc : Ultima 150 GTS и 300 GTS, PAK SXR, PS30A, WC100B, 185TSW.
- Роботрон: 503 Контроллеры, связанные устройства ввода-вывода и панели.
- Nadesco: контроллеры Ph5, PH5 и IWC4.
- Nadex : Все модели.
- Fronius — Уполномоченный завод: Саутгейт, Мичиган. Источники питания, устройства подачи проволоки и контроллеры.
- WTC / MEDAR : Инверторы / таймеры GEN 5, Cosmos, Decade 5 Series, Technitron, V-50, V-60 и Таймеры T95, U60T-90A, U60T-91A, U60T-92A, U60T-95A, U60T- 96A, TB90-P02A, серии 1000 и 3000
- Motoman : Серия Arc Master 501: Все модели, Серия Motoweld: Все модели
Ремонт сварочного аппарата
В K + S Services мы предоставляем услуги по ремонту сварочных аппаратов, ремонту сварщиков и промышленному ремонту с 1982 года.Наша миссия — и всегда заключалась в том, чтобы предоставлять нашим клиентам качественный ремонт, эффективные решения и эффективное обслуживание за счет постоянного улучшения качества.
Обширный инвентарный перечень восстановленных компонентов
Когда дело доходит до ремонта сварочного аппарата и ремонта сварочного аппарата, вы будете рады узнать, что K + S Services, вероятно, сможет отремонтировать ваше оборудование независимо от его возраста. Мы храним восстановленные излишки на сумму более 5 миллионов долларов для поддержки устаревшего и / или устаревшего оборудования.И вы можете быть уверены, что все наши восстановленные запасные части были полностью протестированы в системе «замкнутого цикла», чтобы гарантировать их надлежащую работу и сделать их готовыми к установке в ваше оборудование сразу после доставки.
Процесс ремонта, сертифицированный ISO
Компания
K + S Services разработала наш сертифицированный по стандарту ISO 9001: 2015 процесс ремонта, чтобы гарантировать надлежащее выполнение всех наших ремонтов. Вы можете отслеживать свои запасные части через наш клиентский портал на всем протяжении этого процесса.В частности, наш восьмиэтапный процесс ремонта сварочного оборудования состоит из следующего:
- Прием
- Оценка
- Цитирование
- Утверждение
- Ремонт
- Проверка качества системы
- Отчеты о ремонте и испытаниях
- Доставка
Автоматизированная система
Большая часть процесса ремонта сварочных аппаратов полностью автоматизирована. Например, когда мы получаем ваше оборудование, мы регистрируем его в нашей системе отслеживания заказов на ремонт.Затем мы штрих-кодируем вашу деталь (детали), чтобы мы — и вы — могли отслеживать каждый отдельный актив на протяжении всего последующего процесса ремонта.
Представитель отдела обслуживания клиентов свяжется с вами и сообщит наше предложение по ремонту после того, как наши специалисты по ремонту завершат первоначальную оценку вашего оборудования, чтобы определить вероятную причину (ы) его отказа и то, что нам нужно сделать, чтобы исправить это или их. Как только вы утвердите наше предложение, наша автоматизированная система отслеживания заказов на ремонт отправит ваше оборудование и заказ на ремонт тому из наших специалистов по ремонту, который лучше всего подходит для вашего конкретного типа детали.После того, как мы сделаем весь необходимый ремонт и проведем тесты контроля качества, K + S Services упаковывает ваше оборудование в антистатические пакеты, защищенные пенопластовой упаковкой insta-pack, прежде чем отправить все вам обратно в соответствии с любыми индивидуальными требованиями клиента к доставке. дал нам. Таким образом, ваше оборудование будет доставлено в указанное вами место без каких-либо повреждений при транспортировке.
Отчеты о ремонте и испытаниях
В рамках услуг по ремонту сварочных аппаратов, которые мы предлагаем, K + S Services прилагает отчет о ремонте и испытаниях к каждому из возвращенных вами компонентов, в котором перечислено следующее:
- Проблемы, выявленные нами в процессе оценки
- Все детали, которые мы отремонтировали или заменили
- Совпадают ли проблемы, которые мы определили с вашим оборудованием, с проблемами, о которых вы нам сообщили
- Подробности и продолжительность наших испытаний
- Возможная первопричина отказа вашего оборудования
- Наши рекомендуемые инструкции по установке
Как видите, все специалисты K + S Services стремятся предоставить вам самые лучшие услуги по ремонту сварочного оборудования.Мы также можем поддержать вас в глобальном масштабе, выполняя постоянно растущее количество ремонтных работ в США, Канаде, Мексике и Европе. Фактически, мы поддерживаем более 866 различных производителей и более 122 000 уникальных номеров деталей.
Поэтому, когда вам потребуется какой-либо вид ремонта сварочных аппаратов, обращайтесь в K + S Services через наши удобные онлайн-формы.
T. J. Оборудование, материалы и услуги для сварки сопротивлением снегу
Обеспечивает более прочные биметаллические сварные швы и более длительный срок службы электродов с меньшей деформацией деталей.
Характеристики преобразователя частоты
- Надежное формирование самородков и улучшенное качество сварки без контроля с обратной связью по замкнутому контуру без разбрызгивания.
- Встроенная возможность мониторинга
- High Speed, подходит для автоматизированных систем (более 5 сварок в секунду).
- 4-х канальный переключатель трансформатора снижает затраты (IP-215A, IP-217A)
Принцип работы источников питания с частотным преобразователем
Трехфазный полностью выпрямленный постоянный ток многократно включается и выключается полупроводниковыми переключателями S1 S2, создавая переменный ток (более 1 кГц).Этот ток протекает через сварочный трансформатор Tw, и ток I выпрямляется на вторичной стороне трансформатора и течет к головке H. Сварочный ток легко регулируется, а реакция происходит быстро, поскольку как КПД, так и коэффициент мощности превосходны. Кроме того, из-за небольшого размера трансформатора эти источники питания идеально подходят для включения в автоматизированные системы.
Обеспечение качества с вторичным контролем постоянного тока
Изменения сопротивления во время сварки обнаруживаются и передаются обратно в блок управления.Схема преобразователя частоты используется для поддержания постоянной мощности во время сварки (мощность = напряжение x ток). Преимущество этого типа управления заключается в том, что надежные сварные швы могут быть достигнуты независимо от колебаний напряжения источника питания или неоднородного сопротивления детали. Даже с шунтирующими или изношенными электродами можно получить качественные сварные швы без брызг и постоянной прочности даже при более низком давлении.
Снижение затрат благодаря последовательной сварке
Селектор сварочного трансформатора MA-600A — (для использования только с IP-215A и IP-217A).
Характеристики:
- Сварка одновременным сжатием и последовательная сварка
- Один блок питания с частотным преобразователем может использоваться с 4 сварочными трансформаторами.
- Графики сварки могут быть установлены индивидуально для каждого сварного шва
- Произвольное инициирование возможно с дополнительным ПЛК MIS-0104
Выберите источник питания и трансформатор, подходящие для ваших сварочных нужд
Источник питания — пары трансформаторов
| Трансформаторы (внизу) | Источники питания преобразователя частоты | Предлагаемые области применения | ||
|---|---|---|---|---|
| IP-215A | IP-217A | IS-217A | ||
| IT-500A | XX | XX | электронные пушки, миниатюрные реле | |
| IT-501 | XX | XX | лампы (вольфрамовая нить накала), батарейки | |
| IT-510A | XX | XX | аксессуары из драгоценных металлов, ленточные головки | |
| IT-511A | XX | XX | биметаллические контакты (никель, латунь, медь и т. Д.)) | |
| IT-512A | XX | XX * | предохранитель катушки, маски ТВ трубки | |
| IT-530A | XX * | выводы электролитического конденсатора, оправы для очков | ||
* Сварка швов доступна с опциями
Для получения более общей информации о трансформаторах и источниках питания, помимо таблиц ниже, есть еще одна таблица, в которой сравниваются все доступные источники питания и трансформаторы.
Характеристики источника питания
| Модель | IP-215A | IP-217A | IS-217A | |
|---|---|---|---|---|
| Источник питания: | 220 В переменного тока +/- 10%, 3 фазы, 50/60 Гц | |||
| Управляющая частота: | 2 кГц | 1 кГц | ||
| Максимальный выходной ток: | 50 A | 200A | ||
| Метод управления: | Постоянный ток, Постоянная мощность, Постоянное напряжение | Постоянный ток, Постоянная мощность | ||
| Графики сварки: | 7 Спецификации | 15 Спецификации | ||
| Настройки таймера: | Задержка сжатия | 0 -> 9999 мс / 0 -> 999 | ||
| Повышение 1, 2 | 0 -> 49 мс | 0 -> 400 мс / 0 -> 20 | ||
| Сварка 1, 2 | 0 -> 99 мс | 0 -> 600 мс / 0 -> 36 | ||
| Охлаждение | 0 -> 99 мс | 0 -> 999 мс / 0 -> 99 | ||
| Падение | 0 -> 49 мс / 0 -> 9 | |||
| Удерживать, выключить | 0 -> 999 мс / 0 -> 999 | |||
| Пульсация | 9 | |||
| Настройки нагрева: | Нагрев 1 | 0.20—2,00 КА | 0,40—4,00 КА | |
| 0,20-2,00 В | 0,40-4,00 В | 0,40-5,00 KA | ||
| Нагрев 2 | 0,04-4,00 кВт | 0,16-9,99 кВт | 0,20-5,00 кВт | |
| Монитор тока: | 0—9,99 KA | +/- 0 -> 99% | ||
| Монитор напряжения: | 0—99,9 В | (только дисплей) | ||
| Монитор мощности: | 0-9.99 кВт | +/- 0 -> 99% | ||
| Вес: | 22 фунта. (10 кг) | 28,6 фунта (13 кг) | 28,6 фунта (13 кг) | |
| Внешние размеры (Ш x В x Г): | 5,6 x 10,6 x 17,2 дюйма (142 x 269 x 436 мм) | 6,8 x 10,6 x 18,3 дюйма (172 x 269 x 466 мм) | 6,8 x 10,6 x 18,3 дюйма (172 x 269 x 466 мм) | |
Технические характеристики трансформатора
| Модель | IT-500A | IT-501A | IT-510A | IT-511A | IT-512A | IT-530A |
|---|---|---|---|---|---|---|
| Номинальная мощность : | 5 кВА | 4.5 кВА | 9 кВА | 7,9 кВА | 15,0 кВА | 17,2 кВА |
| Максимум Входное напряжение: | 300 В | |||||
| Вход Частота: | 2 кГц | 1 кГц | ||||
| Вторичное напряжение без нагрузки: | 6,25 В | 8,1 В | 6,5 В | 8,57 В | 12/10 В | 9,37 В |
| Максимальный ток: * | 2000 A | 1500 A | 4000 A | 3000 A | 4000 A | 5000 A ** |
| Ставка пошлины: | 8% | 7% | 6% | 5% | 5% | 7% |
| Охлаждение: | — с воздушным охлаждением — | с водяным охлаждением 1.5 галлонов / мин (6 л / мин) | ||||
| Вес: | 14,3 фунта. (6,5 кг) | 15,4 фунта. (7 кг) | 28,6 фунта. (13 кг) | 30,9 фунта. (14 кг) | 41,9 фунта. (19 кг) | 33,1 фунта. (15 кг) |
| Внешние размеры (Ш x В x Г): | 5,4 x 6,9 x 11 дюймов (138 x 176 x 280 мм) | 5,4 x 6,9 x 11,6 дюймов (138 x 176 x 295 мм) | 7,2 х 7.2 x 13,4 дюйма (183 x 184 x 340 мм) | 7,2 x 7,2 x 14,2 дюйма (183 x 184 x 360 мм) | 7,2 x 7,2 x 16,1 дюйма (183 x 184 x 410 мм) | 6,1 x 4,1 x 11,8 дюйма (155 x 105 x 300 мм) |
* Максимальный ток зависит от технических характеристик выпрямительного диода
** При времени сварки 15 циклов
Для получения дополнительной информации, а также помощи в выборе или расценках на систему Microwelder обращайтесь к T. J. Snow.
Инвертор vs.Сварщик трансформаторов: что лучше для ваших нужд?
0
Последнее обновление: 9 февраля 2021 г.
Электросварочные аппараты эксплуатируются более 100 лет. Как и любая другая технология, сварочные аппараты в настоящее время значительно усовершенствованы, чем в предыдущие десятилетия.
Однако есть что сказать и о надёжности старого образца. Когда речь идет о трансформаторных или инверторных сварочных аппаратах, у многих профессионалов в области сварки есть выбор.
Однако ваши предпочтения должны зависеть от того, какой из них лучше подходит для выполняемой работы. Чтобы помочь вам, мы собрали всю важную информацию о сварщиках, чтобы вы могли лучше понять, как они работают, и, наконец, выберите ту, которая вам больше всего подходит. Вот подробное описание инверторных и трансформаторных сварочных аппаратов. Читать дальше!
Инверторный сварочный аппарат Обзор
Кредит: Рижка Назар, Shutterstock
.
Как это работает?
Инверторный сварочный аппарат преобразует переменный ток в выходное напряжение с более низким допустимым напряжением.Например, от источника питания 240 В переменного тока до выходного напряжения 20 В постоянного тока. В инверторных устройствах для преобразования мощности используется пара электронных компонентов.
Напротив, традиционные трансформаторные приборы в основном полагаются на один большой трансформатор для регулирования напряжения. Инвертор работает за счет увеличения частоты первичного источника питания с 50 Гц до 20 000 — 100 000 Гц.
Это делается с помощью электронных кнопок, которые быстро включают и выключают питание (до одной миллионной секунды).Используя этот способ управления источником питания до того, как он попадет в трансформатор, можно значительно уменьшить размер трансформатора.
Примечательные особенности
Повышенная эффективность
С помощью инверторного сварочного аппарата вы можете отрегулировать профиль сварного шва в соответствии с требуемой толщиной. Инверторные сварочные аппараты улучшают внешний вид сварного шва и в то же время поддерживают качество сварки.
Механизм инверторного сварочного аппарата очень эффективен и остается холодным даже при продолжительной работе.Обычно они используют минимальное количество фильтрующего металла. Они эффективно снижают тепловложение и обеспечивают превосходную производительность.
Эффективность и энергосбережение
Инверторные сварочные аппараты не только энергоэффективны, но и обеспечивают безнапорное и бесплатное подключение. Эти инверторные сварочные аппараты являются прекрасной заменой обычным сварочным аппаратам, когда дело доходит до выработки тепла и потребления энергии.
Инверторный сварочный аппарат имеет выходную мощность до 93% по сравнению с обычными сварочными аппаратами.Уровень производства обычных сварщиков составляет 60%. Инвертор значительно уменьшает трансформатор, габариты реактора и вес сварщика.
Сопоставимые потери мощности (в основном, потребление энергии в проводнике и потери в магнитном сердечнике) также значительно уменьшены.
Холодильная установка
Эти превосходно сделанные инверторные сварочные аппараты имеют внутренний охлаждающий вентилятор. Он снижает рабочее тепло и предотвращает выработку дополнительного тепла. С помощью охлаждающих вентиляторов машины не только перестают перегреваться, но и приводят к увеличению срока службы устройств.
Кредит: Сергей Храмов, Shutterstock
Выходное напряжение и текущая стабильность
Многие традиционные сварочные аппараты используют переменный ток (AC), и, следовательно, эти аппараты не обеспечивают непрерывный ток и выходную мощность.
В таком случае дуги этих машин нуждаются в нескольких повторных зажиганиях, примерно от 100 до 120 раз в секунду. В отличие от обычных сварочных аппаратов, инверторный сварочный аппарат быстро выделяет тепло.
Эти машины могут поддерживать постоянный ток.Он останавливает нестабильность напряжения и температуры, поскольку эти машины имеют защиту от помех. По сути, сварочные аппараты обладают защитой от помех и имеют более низкую вероятность изменений температуры и колебаний напряжения.
Поскольку направление тока и напряжение часто меняются, традиционные инверторные сварочные аппараты используют переменный ток. Дуга может гаснуть и зажигаться до 120 раз в секунду. Дуга непостоянна и горит постоянно. Это приводит к продолжительному нагреву. А его прочность снижает сварной шов.
Методы IGBT
Эти инверторные сварочные аппараты могут быстро собирать электроэнергию от любого устройства тока затвора. Это возможно благодаря технологии биполярных транзисторов с изолированным затвором. Переключатель инверторного сварочного аппарата также работает быстро и потребляет меньше энергии для выполнения заключительной операции.
Компактная и легкая модель
Благодаря минимальной конструкции инверторный сварочный аппарат можно использовать практически везде. По сравнению с другими традиционными сварочными аппаратами эти сварочные аппараты компактны.Вы можете разместить их в любом компактном пространстве благодаря компактной конструкции устройства.
Конструкция достаточно компактна, так что вы можете полностью хранить ее в ограниченном пространстве. Вес и размер трансформатора будут значительно уменьшены, поскольку частота инверторного сварочного аппарата намного выше рабочей частоты.
Аналогичным образом, значительное увеличение размера, веса реактора и рабочей частоты будет значительно сведено к минимуму.
Плюсы
- Низкое энергопотребление.
- Обеспечивает превосходный контроль электрической дуги.
- Поставляется с охлаждающим вентилятором для защиты деталей от нагрева.
- Портативный.
Минусы
- Они менее долговечны по сравнению с обычными трансформаторными сварочными аппаратами.
- Дорогой ремонт.
Обзор сварщика трансформаторов
Кредит: Владимир Ненезич, Shutterstock
Как это работает?
Сварочные аппараты с трансформатором — более традиционный вариант сварки.Эти высокопроизводительные устройства являются «рабочей лошадкой» в отрасли и требуют питания от сети. В основном они используются для промышленной сварки прутков. Они бывают размерами от 250 А до 600 А при 415 В.
Сварщик трансформатора позволяет сварщику выбирать выходной ток, перемещая обмотку ближе или дальше от вторичной обмотки. Он также может перемещать магнитный шунт внутри и из сердечника трансформатора, используя последовательный реактор насыщения с изменяемым подходом последовательно с выходом вторичного тока, или просто позволяя сварщику выбирать выходное напряжение, нажимая на вторичную обмотку трансформатор.
Эти приборы трансформаторного типа обычно являются наиболее экономичными.
Отличительные особенности
Особенностью трансформаторного сварочного аппарата является то, что на электрод подается переменный ток. Это означает, что преобразование активировано. Из-за этого увеличивается разбрызгивание металла, что, в свою очередь, сказывается на качестве шва.
КПД трансформатора составляет около 80%, так как большая часть энергии используется для нагрева «железа» прибора. Устройства разделены на домашние, производящие ток до 200 Ампер, профессиональный и полупрофессиональный, до 300 Ампер, и еще один, превышающий 300 Ампер.
Когда дело доходит до использования прибора в домашних условиях, используется однофазный электрический ток 220 вольт. Однако в большинстве экспертных устройств часто используется трехфазный ток 380 В.
Надежность
Большинство людей спорят о надежности сварщика. На протяжении почти столетия трансформаторные сварочные аппараты подвергались комплексным исследованиям и разработкам для создания надежных и прочных аппаратов, в то время как инверторным сварочным аппаратам уделялось такое же внимание только 30 лет.
Сварочные аппараты с трансформатором более надежны по сравнению с лучшими инверторными сварочными аппаратами. Однако за последние годы разрыв значительно сократился. Те дни в 1990-х годах, когда отказы инверторов вызывали кошмары, ушли в прошлое.
Кредит: kofana12, Shutterstock
.
Возможные ограничения
Общая тенденция состоит в том, что трансформаторные сварочные аппараты более просты, но надежны, в то время как инверторные сварочные аппараты могут объединять множество разнообразных процедур с меньшей надежностью.
Другое соображение — это то, как устройство будет ограничивать вас в среднесрочной и долгосрочной перспективе. Если за этими устройствами правильно ухаживать, они могут прослужить значительное количество времени. Если у вас есть трансформаторный сварочный аппарат, он будет крупнее и менее многофункциональным по сравнению с инверторным сварочным аппаратом.
Хотите приобрести дополнительное оборудование, которое будет иметь такую же производительность, что и инверторный сварочный аппарат? Или вам требуется надежность сварочного аппарата на базе трансформатора, но вам также нужно что-то, что вы можете носить с собой в качестве резервного, которое обеспечивается инверторным сварочным аппаратом?
Время простоя
Некоторые области применения могут привести к преждевременному выходу из строя инверторных сварочных аппаратов, например, излишки переносимых по воздуху загрязняющих веществ и высокая влажность.Производители пытались создать продукты, более устойчивые к сбоям из-за экологических проблем.
Однако они всегда более склонны к неудачам. Если ваша машина выйдет из строя, вы не сможете использовать ее, пока она не будет отремонтирована. Но как это повлияет на вашу повседневную деятельность? Если вы просто любитель, это не помешает осуществлению важных проектов и не повлияет на ваш доход.
Хотя ваша машина имеет решающее значение для бесперебойной работы вашего бизнеса, вы должны учитывать влияние простоев, которые могут у вас возникнуть.Если окружающая среда, в которой вы находитесь, способствует преждевременному выходу из строя и находится вне вашего контроля, стоит иметь более надежное устройство, которое проще по сравнению с универсальным устройством, которое не работает.
В таком случае лучше всего подойдет трансформаторный сварочный аппарат, поскольку он прочен, надежен и редко выходит из строя.
Область применения
Сварочные аппараты для трансформаторов — это неприхотливое оборудование, которое используется практически во всех сферах человеческой деятельности, где необходимы сварочные соединения для железных металлов.
Приборы используются для следующих целей:
- Ремонт и прокладка трубопроводов.
- Сварка водопроводных трубопроводов.
- Устройство металлических конструкций на стройплощадке.
- Соединение листовых материалов, два в стык и внахлест.
Плюсы
- Начальная стоимость невысока.
- Идеально для ремонта фермы.
- Сварщик не требует обслуживания.
- Текущие расходы также относительно низкие.
- Высокая надежность.
Минусы
- Зажигать дугу сложно.
- Чувствителен к снижению напряжения в сети.
Что вам подходит?
Хотя инверторные сварочные аппараты имеют преимущества перед трансформаторными сварочными аппаратами, не все из этих преимуществ могут быть вам полезны. Окончательный выбор в конечном итоге сводится к предпочтениям пользователя.
Мы предоставили вам все необходимое, чтобы помочь вам учесть ваши требования и выяснить, что вам подходит. Кроме того, мы составили список различий между инверторными и трансформаторными сварочными аппаратами с учетом таких факторов, как долговечность, вес, стоимость и т. Д.
Начнем прямо сейчас!
Стойкость
По сути, трансформаторы имеют более высокие рабочие циклы. Следовательно, теоретически они могут решать более сложные задачи, чем инверторные сварочные аппараты.На данный момент инверторы новые в магазинах и, следовательно, их долговечность сомнительна.
Прямо сейчас мы знаем о долговечности трансформаторных сварочных аппаратов, поскольку они используются достаточно долго, чтобы анализировать и повышать их долговечность. Тем не менее, инверторная технология невероятно увлекательна, поскольку вы можете вложить много энергии в небольшой легкий корпус.
Стоимость
Между сварщиками инверторов и трансформаторов ведутся давние дебаты о ценах.Многие трансформаторные сварочные аппараты экономичны, когда речь идет о начальных затратах.
Но в конечном итоге инверторный сварочный аппарат сэкономит вам много денег. Все это сводится к затратам с течением времени. Начнем с того, что инверторные сварочные аппараты потребляют меньше энергии. Хотя точная стоимость, как правило, завышена, многие профессионалы сходятся во мнении, что вы можете сэкономить около 10% на счетах за электроэнергию.
Сварочные аппараты с инвертором
также потребляют меньше расходных материалов и сварочного газа благодаря повышенной стабильности дуги.Со временем не будет безумием сказать, что сварочные аппараты окупятся сами за себя.
Вес
По сравнению с трансформаторными сварочными аппаратами, инверторные сварочные аппараты легче. Они даже вдвое меньше нескольких трансформаторных машин. Если вы выполняете неподвижные работы на большой площади, большой и здоровенный сварочный аппарат для трансформатора не будет проблемой.
Однако, если вы собираетесь перемещать сварщика или помещение ограничено, лучше всего подойдет инверторный сварочный аппарат.
Стабильность и эффективность
За последние 50 лет сварочные аппараты для трансформаторов прошли долгий путь. Используя сварочный аппарат премиум-класса, вы можете достичь привлекательного уровня эффективности, сохраняя при этом относительно стабильную дугу.
Впрочем, по сравнению с инверторными сварочными аппаратами это ничто. Большинство инверторных сварочных аппаратов вдвое эффективнее трансформаторных сварочных аппаратов. Например, по сравнению с трансформаторным сварочным аппаратом, инверторный сварочный аппарат использует половину ампер для получения аналогичного количества вольт.
Из-за этого большинство инверторных сварочных аппаратов могут работать от обычной домашней розетки, и, следовательно, вам не нужно покупать генератор или большую розетку на 220 В.
Долгое время инверторные сварочные аппараты использовали DC (постоянный ток). Хотя у них была более стабильная дуга, чем у обычных сварочных аппаратов с трансформатором постоянного тока, для сварщиков на переменном токе был доступен только один вариант.
В настоящее время инверторные сварочные аппараты могут использовать как постоянный, так и переменный ток. А поскольку инверторные сварочные аппараты более эффективны, они могут генерировать более стабильную дугу.По этой причине инверторные сварочные аппараты являются лучшим выбором с точки зрения эффективности и стабильности.
Качество сварных швов
Раз уж мы обсуждаем сварочные аппараты, давайте перейдем к сути сварки и остановимся на дуге и сварных швах. Если вы из тех сварщиков, которые работают с гладкой сталью весь день, каждый день, вам не нужно искать машину для сварки трансформаторов.
Однако мы живем в мире, который требует совершенства сварки в любом положении и на каждом материале.Сварщики с инвертором начинают сиять в этом требовательном мире. Поскольку инверторные сварочные аппараты можно запрограммировать на выполнение чего угодно, теперь мы видим усовершенствованную импульсную сварку MIG, аналогичную высококвалифицированной сварке TIG.
Программное обеспечение и усовершенствованная электроника открывают мир, который коренным образом изменил возможности сварочного аппарата. Иногда даже средний сварщик выглядит неплохо.
Когда дело доходит до качества сварки и инноваций, инверторный сварочный аппарат — лучший выбор. Тем не менее, для стали все еще можно упростить.
Рабочий цикл
Как правило, инверторные сварочные аппараты могут достигать гораздо более высоких рабочих циклов из-за размера трансформатора. Хотя более мелкие детали инверторного сварочного аппарата быстро нагреваются, их можно охладить намного быстрее и проще.
Однако в традиционных сварочных аппаратах с трансформаторами детали намного крупнее и, следовательно, имеют тенденцию сохранять тепло и долго остывать.
Использование мощности генератора
Эффективность означает, что использование мощности генератора более возможно с помощью инверторных сварочных аппаратов, которые могут работать на портативных генераторах меньшего размера.Это невозможно с обычными сварочными аппаратами для трансформаторов.
Однако следует учитывать, что использование энергии от генератора чревато опасностями.
Функциональность
По сравнению с традиционными сварочными аппаратами для трансформаторов производительность высококачественных инверторных сварочных аппаратов значительно выше. Это особенно заметно при ручной сварке (MMA), при которой операторы считают, что сварка проще и им не нужно «бороться» с дугой.
В основном это связано с тем, что инверторные сварочные аппараты могут иметь более высокое напряжение холостого хода и интегрировать такие функции, как Anti-Stick, Arc Force и Hot Start.Основным примером этого является сварка тонких материалов: с использованием традиционного аппарата для ручной сварки это печально известно сложно, если не непрактично.
Однако с помощью инверторных сварочных аппаратов, которые имеют неограниченную регулировку силы тока и стабильную дугу, мощность может быть значительно снижена, так что, например, лист металла толщиной 1,6 мм или секции труб можно сваривать значительно проще и контролируемым образом.
Кредит: Супавит Сретбхакди, Shutterstock
Что такое технология IGBT?
Буквы IGBT обозначают «Биполярные транзисторы с изолированным затвором».Это высокоскоростные переключающие устройства, используемые во всех сварочных аппаратах без сварки, которые упрощают регулировку напряжения.
В некоторых инверторных сварочных аппаратах используется более старая технология MOSFET или транзисторы. Технология IGBT обеспечивает значительные преимущества по сравнению с MOSFET. Возможно, решающим преимуществом является то, что IGBT менее подвержены колебаниям мощности генератора и питающей сети, что делает их более надежными и менее уязвимыми для отказов или повреждений.
| Когда использовать инверторный сварочный аппарат | Когда использовать сварочный аппарат для трансформатора |
| Внутри в регулируемой среде | В пыльной и грязной среде |
| Можно использовать на многих типах недрагоценных металлов | Вы можете использовать один и тот же металл изо дня в день |
Заключение
За последние 15 лет инверторные сварочные аппараты претерпели стремительные преобразования.Они постоянно улучшают функциональность и стоимость. Однако это не означает, что мы должны зарывать трансформаторные сварочные аппараты, поскольку они также играют решающую роль в отрасли.
В конечном итоге все сводится к индивидуальному взвешенному решению, зависящему от множества факторов.
Кредит предоставленного изображения: (L) Mehaniq, Shutterstock | (R) Алан Сау, Shutterstock
Источники сварочного тока Консультанты по сварке сварочных инверторов, источников сварочного тока, сварочных аппаратов и других систем сварки и резки
ИСТОЧНИКИ СВАРОЧНОГО ПИТАНИЯ
Напа.Рави
Arcraft Plasma Equipments (I) Pvt Ltd.
РЕФЕРАТ
Введение в источники сварочного тока, различные типы, применения, полезные определения, относительные преимущества, недостатки, что такое инвертор в целом, различные силовые полупроводники, используемые в инверторах, различные топологии конструкции, сварочные инверторы Arcraft и сравнение затрат.
1.ВВЕДЕНИЕ
- W полировка — это процесс соединения двух металлов. Чтобы соединить два металла, требуется огромное количество тепла. Это тепло создается в виде электрической дуги. Для создания этой дуги требуется источник питания.
- E Вер. С тех пор, как процесс сварки вошел в область машиностроения, в области источников сварочного тока постоянно появляются инновации.
- T Выбор источника сварочного тока зависит от процесса сварки.
- T Вот два типа источников сварочного тока.
1. источники постоянного тока.
2. источники питания постоянного напряжения. - Источник постоянного тока используется в процессах сварки MMAW и TIG.
- MMAW — это ручная дуговая сварка металлом.
- TIG — сварка вольфрамовым электродом в среде защитного газа.
- Источник постоянного напряжения используется в процессах сварки MIG / MAG и SUBARC.
1. MIG — сварка металла в среде защитного газа.
2. MAG — сварка металла активным газом.
3. SUBARC означает сварку под флюсом. - O В нашем обсуждении будут рассмотрены источники питания, которые используются в процессах сварки MMAW и TIG
- Мы можем понять, что сварка может выполняться с использованием
1. источник питания переменного тока.
2.Источник питания постоянного тока. - Ниже приведены типы источников сварочного тока, которые можно дифференцировать на основе параметров, основанных на значениях.
2. РАЗЛИЧНЫЕ ВИДЫ ИСТОЧНИКОВ СВАРОЧНОГО ЭНЕРГИИ.
2.A. Источники питания переменного тока
А1. Трансформатор сварочный фиксированный.
А2. Сварочный трансформатор переменного тока (шунтирующий магнитный).
а) Утюг
б) Подвижная катушка
2.B. Источники питания постоянного тока.
В1.Источник сварочного тока преобразовательного типа (сварочный выпрямитель).
B2. Выпрямитель сварочный тиристорный.
B3.Источник сварочного тока на основе чоппера.
B4. Инверторный источник сварочного тока.
3. НЕКОТОРЫЕ ПОЛЕЗНЫЕ ОПРЕДЕЛЕНИЯ
1. Коэффициент мощности: это соотношение между активной мощностью и суммой активной и реактивной мощности. Следует отметить, что это векторная сумма, а не алгебраическая сумма.
2. Входная кВА: это произведение приложенного напряжения и тока, потребляемого от входного источника питания.
3. Однофазный вход, кВА: входное напряжение X входной ток
4.Вход, кВА, трехфазный:% 3 X Вход напряжения X Входной ток
5. Входная мощность:% 3 X Входное напряжение X Входной ток X Коэффициент мощности
6. Выходная мощность: выходное напряжение X выходной ток
7. Выходная мощность: входная мощность X КПД
8. Напряжение холостого хода: это напряжение, доступное на выходных клеммах источника сварочного тока, когда сварка не выполняется.
9.Напряжение нагрузки: это напряжение, доступное на выходных клеммах источника сварочного тока во время сварки, выраженное в вольтах.
10. Сварочный ток: это ток на выходе источника сварочного тока, выраженный в амперах.
11. Входной ток без нагрузки: это ток, потребляемый от входного источника питания, когда сварка не выполняется.
12. Скорость осаждения: это вес осажденного материала в единицу времени, выраженный в кг / час или кг / мин при заданном наборе условий.Это также зависит от источника питания. Уменьшается из-за брызг и паров. В типичном тесте при использовании сварочных инверторов он увеличивается примерно на 15–20%.
13. Скорость плавления / выгорания: это скорость, с которой электрод определенного размера плавится заданным током, и выражается в см / мин. Он быстро увеличивается по мере увеличения тока, особенно для электродов малого диаметра.
4. ОБСУЖДЕНИЕ РАЗЛИЧНЫХ ТИПОВ
4.А1. Сварочный трансформатор фиксированного тока.
Преимущества:
1.Очень низкие начальные вложения
2. Простота использования и обслуживания.
Недостатки:
1. Очень высокий ток без нагрузки.
2. Нет контроля тока. Ток фиксирован, также будет зависеть от электрода и входного напряжения.
3. Очень неэффективно.
4. Очень низкий коэффициент мощности.
5. Из-за того, что 1 и 2 потребляют очень большой ток от электросети. (см. таблицу).
6. Из-за 3-х эксплуатационных расходов высоки.
7. Низкое качество сварного шва.
8. Грубая сила тока.
9. Сварка на малых токах невозможна.
10. Громоздкое оборудование, при этом занимает большую площадь.
11. Плохая переносимость.
12. Сварка TIG / аргоном невозможна.
13. Сварка цветных металлов невозможна.
14. Более низкая скорость осаждения и эффективность осаждения.
4.A2. Сварочный трансформатор переменного тока (шунтирующий магнитный).
| Подвижный стержень или Движущийся Утюг |
Преимущества:
1.Очень низкие начальные вложения
2. простой в использовании и обслуживании
Недостатки:
1. Очень высокий ток без нагрузки.
2. Очень неэффективно.
3. Очень низкий коэффициент мощности.
4. Из-за 1 и 2 потребляет очень большой ток от предприятия электроснабжения. (см. таблицу).
5. Из-за 3-х эксплуатационных расходов высоки.
6.Низкое качество сварного шва.
7. Лучшее управление током по сравнению с предыдущим типом, но неудовлетворительное.
8. Крупногабаритное оборудование, таким образом, занимает большую площадь.
9. Сварка TIG / аргоном невозможна.
10. Сварка на малых токах невозможна.
11. Низкая производительность и эффективность наплавки
4.B2. Тиристорный сварочный выпрямитель.
Преимущества:
1.Умеренные первоначальные вложения
2. прост в использовании.
3. Умеренные навыки, необходимые для обслуживания оборудования.
Недостатки:
1. высокий ток без нагрузки.
2. Эффективность лучше, чем в предыдущих случаях, но невысока.
3. Низкий коэффициент мощности.
4. Из-за 1 и 2 потребляет большой ток от предприятия электроснабжения.
5.Из-за 3-х эксплуатационная стоимость высока.
6. Низкая скорость управления.
7. Лучшее качество сварного шва по сравнению с предыдущими типами.
8. Лучшее управление током по сравнению с предыдущими типами.
9. Крупногабаритное оборудование, поэтому занимает большую площадь.
10. Плохая переносимость.
11. Средняя скорость наплавки и эффективность.
5. ЧТО ТАКОЕ ИНВЕРТОР?
Инвертор, используемый в сварочном приложении, работает, как показано ниже.
- AC Линейное напряжение используется как входное для сварочного оборудования.
- Он имеет соответствующую фильтрацию и выпрямление RFI / EMI.
- Это выпрямленное напряжение фильтруется, чтобы сделать его чистым постоянным током.
- Это постоянное напряжение подается на переключающее устройство через высокочастотный силовой трансформатор.
- Поскольку эта частота переключения очень высока, размер этого трансформатора становится очень маленьким по сравнению с его противоположными частями.
- Выход трансформатора понижен соответствующим образом.
- Это пониженное переменное напряжение снова выпрямляется с помощью диодов с быстрым восстановлением.
- Этот выход используется для сварки.
- Используются подходящие методы управления и обратной связи.
6. ХАРАКТЕРИСТИКИ СИЛОВЫХ ПОЛУПРОВОДНИКОВ, ИСПОЛЬЗУЕМЫХ В ИНВЕРТОРАХ
6а.Тиристеры / тиристоры (выпрямители с кремниевым управлением)
- Доступны устройства очень большой емкости, которые очень прочные.
- Очень низкая частота срабатывания, которая находится в пределах звукового диапазона.
- Привод ворот прост и эффективен.
- Следовательно, габариты и вес оборудования большие.
- Поскольку рабочая частота хорошо попадает в звуковой диапазон, сварка очень шумная.
- Поскольку коммутация принудительная, большое и большее количество компонентов.
- Скорость регулирования тока низкая, поэтому очень низкий сварочный ток невозможен.
- Большие начальные импульсные токи.
- Сильное разбрызгивание и дым. Низкое качество сварного шва.
- Большой внутренний нагрев из-за большого циркулирующего тока.
6б.БЮТ (Биполярные переходные транзисторы)
- Все вышеперечисленные недостатки устранены, но требует громоздкого и неэффективного базового привода, что сложно и не подходит для больших мощностей.
- Транзисторы большой мощности чрезвычайно дороги.
- Поскольку технология совершенствуется с использованием IGBT и MOSFET, эти устройства не используются при сварке.
6с.МОП-транзисторы (полевые транзисторы на основе оксидов металлов и полупроводников)
- В этом устройстве цоколь заменен на калитку.
Привод ворот прост и чрезвычайно эффективен.
Очень высокая скорость переключения, следовательно, размер трансформатора становится маленьким.
Легко возможна работа до 100 кГц. - При более высоких рабочих циклах и более высоких мощностях размер сердечника трансформатора должен быть соответствующим образом выбран, чтобы соответствовать подходящему размеру медного проводника.
- Устройства большой емкости не пользуются популярностью из-за их стоимости и доступности.
- Следовательно, используется в источниках энергии малой и средней мощности.
6д. IGBT (биполярные транзисторы с изолированным затвором).
- Это комбинация BJT и MOSFET.
- Очень простой и эффективный привод ворот.
- Устройства большой емкости доступны по разумной цене.
- Сокращает время сборки и обслуживания.
Возможна работа намного выше звукового диапазона и, следовательно, бесшумная работа. - Только устройство, доступное для источников питания большой мощности. Потери мощности сопоставимы с полевыми МОП-транзисторами при малых мощностях и меньше при средних и более высоких мощностях.
- И, следовательно, могут быть применены концепции проектирования строительных блоков.
7.ТОПОЛОГИИ ДИЗАЙНА.
а. Резонансные источники питания.
б. Источник питания ШИМ. (Широтно-импульсная модуляция)7.a. Резонансные источники питания обладают недостатком в виде большого циркулирующего тока, большого размера из-за коммутирующих цепей. Следовательно, они менее эффективны. Они предлагают меньшую полосу управления и, следовательно, широкое изменение тока невозможно. Они производят меньше электромагнитных помех.Следовательно, они старого поколения для сварки. Они используются на очень высоких частотах, обычно от 400 кГц до 1000 кГц в области связи, где электромагнитные помехи вызывают серьезную озабоченность.
7.b. Источники питания PWM — это выбор дня, поскольку они предлагают большие и быстрые возможности управления. Проблема EMI снижается с помощью фильтров. Они обеспечивают широкий контроль тока, обычно от 3 до 400 А, что является очень широким диапазоном. Они предоставляют прекрасную возможность включить больше функций.Скорость коррекции исключительно важна для контроля скачков тока, которые необходимы при сварке TIG. Метод ШИМ обеспечивает плавное регулирование тока короткого замыкания и очень хорошую способность к повторному зажиганию дуги. Следовательно, это новейший и лучший выбор для сварочных работ.
7. КАК ОБОРУДОВАНИЕ ARCRAFT ЛУЧШЕ, ЧЕМ ДРУГИЕ?
1. Предназначен для более широких колебаний входного напряжения.
2. Предназначен для более широких колебаний температуры окружающей среды.
3. Защищено от пониженного и перенапряжения, однофазного тока и перегрева.
4. Предоставляется столько функций, сколько требуется клиенту.
5. Бросок тока отсутствует, начинается с установленного значения тока.
6. Очень большое количество моделей на выбор.
7. Пытался и проверил качество.
8. Безупречный дизайн и, следовательно, простота обслуживания.
9. Обученный персонал для оказания услуг прямо у вас на пороге.
10. Очень малое время простоя, так как все запчасти легко доступны.
11. Благодаря высокой рабочей частоте инвертора, очень низкая пульсация, благодаря чему сварочный ток является плавным и стабильным. Обеспечивается отличное качество сварного шва.
12. Равномерные сварные швы, малое разбрызгивание и меньшее количество дыма.
13. Очень высокая производительность и эффективность наплавки.
14. Последняя технология ШИМ с использованием IGBT.
СРАВНЕНИЕ
- Возьмем, используется электрод дуговой сварки 4мм
- Требуется сварочный ток 160 А при напряжении около 24 В
- Выходная мощность = 160 А X 24 В = 3840 Вт или 3.840 кВт
- Входное напряжение составляет 230 В переменного тока в случае однофазного источника питания и 415 В переменного тока в случае трехфазного входного источника питания. При сравнении в реальных измерениях входное и выходное напряжение должны быть точно измерены.
| Параметр
| Сварочный трансформатор
| Сварочный выпрямитель
| Сварочный инвертор
|
| Ток холостого хода | от 4 до 5 А | от 4 до 5 А | 0.От 3 до 0,5 А |
| Коэффициент мощности без нагрузки | 0,2 | 0,2 | 0,99 |
| Без нагрузки | от 400 до 500 Вт | от 400 до 500 Вт | от 50 до 100 Вт |
| Выходная мощность | 3.84кВт | 3,84 кВт | 3,84 кВт |
| КПД | 0,6 | 0.6 | 0,9 |
| Входная мощность | 6,4 кВт | 6,4 кВт | 4.27 кВт |
| Коэффициент входной мощности | от 0,5 до 0,6 | 0,6 | 0,95 |
| Входная кВА | 12.От 8 до 10,66 при 230 В, 1 фаза | 10,66 при 415 В, 3 ф. | 4,5 при 415 В, 3 ф. |
| Входной ток | от 55 А до 46 А | 14.8 А | 6,3 А |
| Энергопотребление в течение 8 часов в день | 51,2 кВтч | 51,2 кВтч | 34.16 кВтч |
| Энергопотребление за 250 дней в году | 12,800 кВтч | 12,800 кВтч | 8540 кВт / ч |
| Стоимость электроэнергии по цене 5 рупий за кВтч | 64000 рупий | 64000 рупий | 42,700 рупий |
| Превышение стоимости по сравнению с инвертором | 21300 рупий | 21300 рупий | — |
| Избыточный входной ток от источника питания | 48 А | 8.5 А | — |
| Экономия на текущих расходах, как указано выше
| —
| —
| 21,300 рупий
|
| Экономия входного тока
| —
| —
| 8.От 5А до 48А
|
| Экономия установленной мощности
| —
| —
| 6.От 1 кВА до 11,0 кВА
|
Следовательно, есть экономия 21 300 рупий в год, если машина используется в течение одного года в течение 250 дней по 8 часов в день, то есть 2000 часов в год. Мы можем рассчитать то же самое для данного количества используемых машин и часов, что существенно снизит расходы.
Также мы можем рассчитать экономию установленной мощности, что также позволит сэкономить на счетах за электроэнергию.
Этот расчет сделан для электрода 4 мм, и для электродов большего размера экономия будет еще больше.
9 Общие проблемы сварки и способы их устранения
Сварка — важная часть процесса изготовления металла. Однако сварка может вызвать множество различных проблем. Без надлежащей техники может возникнуть множество различных проблем. Вот некоторые из наиболее распространенных проблем, возникающих при сварке, и способы их устранения.
1.Брызги
Брызги возникают, когда вблизи сварочной дуги образуются капли расплавленного материала. Эта проблема обычно возникает во время газовой дуговой сварки (GMAW). Эта проблема обычно возникает из-за слишком высоких токов, неправильной полярности или недостаточной газовой защиты. Сварщики могут помочь избежать разбрызгивания несколькими способами. Уменьшение сварочного тока и длины дуги может помочь избежать разбрызгивания, а также увеличить угол между горелкой и пластиной. Вы также должны дважды проверить правильность полярности, типа защитного газа и расхода.Очистка газового сопла также может помочь избежать разбрызгивания.
2. Пористость
Пористость возникает из-за поглощения азота, кислорода и водорода в расплавленной сварочной ванне, которые затем выделяются при затвердевании и застревают в металле сварного шва. Пористость сварного шва может быть вызвана наличием влаги, ржавчины, жира или краски на краях пластины. Это также может быть вызвано недостаточной защитой газа и сваркой небольших зазоров с воздухом между ними. Существует несколько способов избежать образования пористости в сварном шве, например повторный обжиг, использование свежих сварочных материалов и наличие сухих и чистых кромок листа.Вы также должны проверить сварочную горелку на герметичность и убедиться, что угол между горелкой и пластиной имеет правильный размер. Очистка газового сопла сварочного аппарата также поможет избежать этой проблемы.
3. Выточка
Поднутрение может возникнуть, если напряжение дуги слишком высокое или дуга слишком длинная. Это также может произойти при неправильном использовании электрода или неправильном угле, а также при использовании электрода, слишком большого для толщины пластины. Использование слишком высокой скорости движения также может привести к поднутрению.Чтобы избежать этой проблемы, следите за скоростью сварки, следите за количеством переплетений и не держите электрод рядом с вертикальной пластиной при выполнении горизонтального углового шва. Вам также следует избегать использования электрода большего размера, чем необходимо, поскольку может возникнуть подрез, если количество расплавленного металла станет слишком большим.
4. Деформация
Деформация может возникать при сжатии свариваемых металлов при охлаждении и закалке. Это может произойти, если последовательность сварки не подходит для предполагаемого сварного шва, слишком много тонких валиков или недостаточный зажим перед сваркой.Чтобы избежать деформации, приваривайте с обеих сторон стыка и обязательно выполняйте сварку от центра к краям в противоположных направлениях. Используйте большой электрод и надежно зажмите. Измените последовательность сварных швов и расположение стыка, если начинает происходить деформация. Меньшее количество проходов во время сварки также может помочь избежать деформации.
5. Трещины
Трещины возникают при сварке, так как со временем они могут увеличиваться. Устранить трещину не так просто, как заполнить щель материалом. Необходимо зашлифовать трещины и выполнить новый сварной шов, чтобы исправить ошибку.По этой причине предотвратить появление трещин проще, чем исправить их. Чтобы предотвратить появление трещин, вы должны потратить надлежащее количество времени на шлифовку, очистку, опиливание и удаление заусенцев с краев пластин, чтобы они легко стыковались друг с другом. Вы должны повторно нагреть обе стороны шва, убедившись, что температура правильная. Вы также должны убедиться, что у вас есть необходимое количество тепла перед сваркой, проверив настройки вашего аппарата.
6. Неполное проникновение и слияние
Неполное оплавление корня происходит, когда сварной шов не расплавляется на одной стороне стыка в корне.Неполное проникновение корней происходит, когда стыки с обеих сторон кровли не соединены. Эти проблемы, как правило, возникают во время процессов с использованием расходуемых электродов, когда сварной шов осаждается автоматически, когда дуга поглощает электродную проволоку или стержень. Эти процессы обычно включают сварку MIG, MAG, FCAW, MMA и SAW. Решение этих проблем включает использование более широкого корневого зазора и использование электродов, диаметр которых примерно равен ширине зазора между корнем. При сварке следует использовать меньшую скорость движения и переплетение кромок пластин.
7. Включения шлака
Включения шлака возникают, когда мелкие частицы флюса застревают внутри металла шва, что препятствует полному проплавлению шва. Лучший способ предотвратить эту проблему — иметь в хорошем состоянии расходные детали с флюсовым покрытием. Также важно убедиться, что ток, напряжение и дуга правильные.
8. Неправильная доставка телеграммы
Эта проблема обычно приводит к дребезжанию кабеля пистолета. Это часто вызвано неправильной настройкой оборудования, неправильным обслуживанием или использованием сварщиками наконечников, слишком больших для применения.Чтобы предотвратить неправильную подачу проволоки, проверьте размер наконечников перед сваркой, убедитесь, что наконечники не изношены и не требуют замены, а также убедитесь, что ведущие ролики и направляющие трубки находятся в непосредственной близости друг от друга.
9. Хрупкие сварные швы
Другой распространенной проблемой при сварке является создание хрупких сварных швов, которые не выдерживают нагрузки. Оголенные электроды или электроды неправильного размера могут привести к хрупкости сварных швов. Для получения пластичных сварных швов обязательно используйте экранированные дуговые электроды, избегайте использования чрезмерного тока и проходите через сварной шов несколько раз.
CAMM Metals | CT Сварочные услуги
Для обеспечения минимальных искажений при сварке обращайтесь к профессионалам! Как подрядчик по КТ-сварке, мы специализируемся на сварке MIG и TIG стали, нержавеющей стали и алюминия и используем аппараты для импульсной сварки, чтобы контролировать нагрев детали, минимизировать деформацию и улучшать качество производимых нами деталей.
После завершения сварки мы предлагаем множество собственных услуг. Эти услуги включают в себя проверку сварных швов с применением красителя, кислотную очистку и полировку сварных швов из нержавеющей стали.Кроме того, мы также можем сваривать и тестировать водонепроницаемые корпуса. Для тех клиентов, которым требуются сертифицированные сварные швы, мы можем сертифицировать наши сварные швы по AWS D1.1 и AWS D1.6.
Сварочное оборудование | Сварочные материалы |
Мы понимаем, что сварочное оборудование бесполезно, если мы не предоставим вместе с ним сварочные материалы / расходные материалы. Имея это в виду, мы предлагаем широкий ассортимент сварочной проволоки, сварочных стержней, электродов, электродов для газовой сварки и пайки; сталь, нержавеющая сталь, чугун, бронза, алюминий, наплавки и многие другие сварочные материалы для более сложных сплавов.
Для поддержки сварочного оборудования и материалов мы также включили ряд вспомогательных продуктов, в которые входят: сварочные маски с автоматическим затемнением, вольфрамовые электроды, сварочные завесы, комплекты шлангов, стойки для труб, тележки для цилиндров, сушильные шкафы и печи для выдержки.
Что касается безопасности оператора, мы включаем в себя: сварочные маски с подачей свежего воздуха, статическую и мобильную вытяжку сварочного дыма, а также секции, посвященные системам продувки сварных швов и труб, системам газовых коллекторов и электроинструментам.
Нужна помощь?
Не можете найти на сайте ?? Не волнуйся.Воспользуйтесь нашей формой технического запроса в разделе технической поддержки, и мы предоставим вам продукт или предложим ответ на вашу проблему со сваркой.
На «сварку и сварщик» у нас есть ответ.
Доставка
В Welding & Welder мы знаем, насколько важна быстрая и точная доставка продукции. Во многих случаях заказы размещаются «точно в срок», поэтому нам необходимо реагировать на эти критерии. Это означает, что при наличии на складе все заказы, полученные до 15:00 [с понедельника по пятницу], стандартно отправляются службой доставки на следующий рабочий день.Наши производители, поставщики и системы обеспечивают быструю и точную отправку заказов. 95% всех отправлений можно отслеживать через Интернет в момент их отправки.
** Продукция, поставляемая из-за пределов Великобритании, например, вытяжка сварочного дыма, будет иметь более длительный срок поставки.
Гарантия качества
Наши производители и поставщики используют системы обеспечения качества ISO9001: 2000 и уже много лет соответствуют этим стандартам. Их сильная история предоставления качественной продукции построена на основе системного обеспечения качества и соответствия установленным руководящим принципам.Вся поставляемая продукция и оборудование одобрены в соответствии с необходимыми стандартами EN и, при необходимости, имеют знак CE. Требуйте высокого качества. Требование Сварки и Сварщика.
.