1 ТОПМАШ — УЛЬТРАЗВУКОВАЯ СВАРКА ПОЛИМЕРОВ. УЛЬТРАЗВУКОВОЕ СВАРОЧНОЕ ОБОРУДОВАНИЕ
Ультразвуковая сварка — способ неразъемного соединения материалов, в т.ч. полимерных материалов различных комбинаций, типов и толщины.
Принцип действия ультразвукового оборудования
Разработан процесс — ультразвуковая сварка, основанный на свойстве ультразвука ускорять процесс полимеризации некоторых мономеров. Полимерный термосвариваемый материал прижимают друг к другу с необходимым усилием и включают ультразвуковое оборудование для выработки определенной частоты. В результате воздействия на материал ультразвукового генератора и преобразователя частоты, резко повышается температура и эластичность полимера в обрабатываемых местах, в зависимости от заданной конфигурации. Материал становится текучим и при сжатии происходит активация молекул полимера и их неразрывное соединение, так называемая ультразвуковая сварка. Ультразвуковая сварка обладает существенными преимуществами по сравнению с тепловыми и импульсными методами сварки. При настройке и регулировке аппарата ультразвуковой сварки, опытным путем подбираются значения для достижения хорошей свариваемости термопластичных материалов, рельефности и прочности шва. Прочность шва получаемого ультразвуковой сваркой зависит от характеристик полимера, толщины и типа материала, мощности ультразвукового устройства и статического напряжения в зоне сварки. При правильной регулировке и наладке ультразвукового станка, прочность сварного шва достигает до 80% прочности самого материала.
При настройке и регулировке аппарата ультразвуковой сварки, опытным путем подбираются значения для достижения хорошей свариваемости термопластичных материалов, рельефности и прочности шва. Прочность шва получаемого ультразвуковой сваркой зависит от характеристик полимера, толщины и типа материала, мощности ультразвукового устройства и статического напряжения в зоне сварки. При правильной регулировке и наладке ультразвукового станка, прочность сварного шва достигает до 80% прочности самого материала.
Применение сварки ультразвуком
Широко применяется сварка ультразвуком при сваривании полимерных изделий. Методом — ультразвуковая сварка, надежно свариваются многие полимерные материалы: поликарбонат, стирол, полипропилен, поливинилхлорид, искусственные кожи, натуральные ткани с синтетическими волокнами, нетканые материалы, геотекстиль и другие комбинированные материалы.
Ультразвуковое оборудование благодаря своей коммерческой эффективности и хорошим показателям широко применяется при изготовлении деталей для электроприборов, медицинских изделий и игрушек, одежды и обуви, деталей и комплектующих для автомобильной промышленности и др. областей производства.
областей производства.
Преимущества оборудования ультразвуковой сварки от Компании «1 ТОПМАШ»
- возможность сварки изделий с загрязненными или покрытыми и пленками поверхностями;
- отсутствие перегрева материала;
- получение соединений в труднодоступных местах;
- сварка материалов с узким интервалом кристаллизации;
- выгодное соотношение «цена – качество – затраты на содержание»;
- высокая производительность, удобно в работе и просто в обслуживании;
- благоприятные условия оплаты и сжатые сроки поставки;
- поставка ультразвукового оборудования в кредит и лизинг;
- консультирование и обучение операторов ультразвукового оборудования;
- в ультразвуковом преобразователе энергии чип производства Германии;
- титановый стержень для уменьшения потерь мощности энергии;
- наличие требуемых сертификатов;
- в материал не попадают какие-либо частицы во время сварки;
- при ультразвуковой сварке не пачкается поверхность материала;
- эффективная мощность и индикация ультразвуковой частоты;
- электромеханическое поднятие и опускание ультразвукового инструмента;
- наличие направляющих для устранения момента скручивания;
- регулируемая параллельность плоскостей сварки и инструмента;
- гарантия, сервис и техобслуживание ультразвукового оборудования.


ВНИМАНИЕ! Если Вы не нашли на сайте необходимое ультразвуковое оборудование или у Вас есть вопросы – не теряйте времени – звоните в Компанию «1 ТОПМАШ». Специалисты Компании «1 ТОПМАШ» проконсультируют, предоставят необходимую информацию и вышлют предложение на ультразвуковое оборудование для сварки.
Разработка нестандартного ультразвукового оборудования для сварки полимеров.
Копания «1 ТОПМАШ», являясь производителем упаковочного оборудования и поставщиком различных технологических машин и аппаратов, также разрабатывает и поставляет не стандартное ультразвуковое оборудование для сварки термопластичных материалов. Не стандартная ультразвуковая машина или ультразвуковая сварочная установка разрабатывается на основании согласованного сторонами технического задания.
Оказание помощи в финансировании проектов покупки ультразвукового оборудования.
Компания «1 ТОПМАШ», в целях оказания поддержки своих Заказчиков и Клиентов, активно сотрудничает с ведущими российскими банками и лизинговыми компаниями.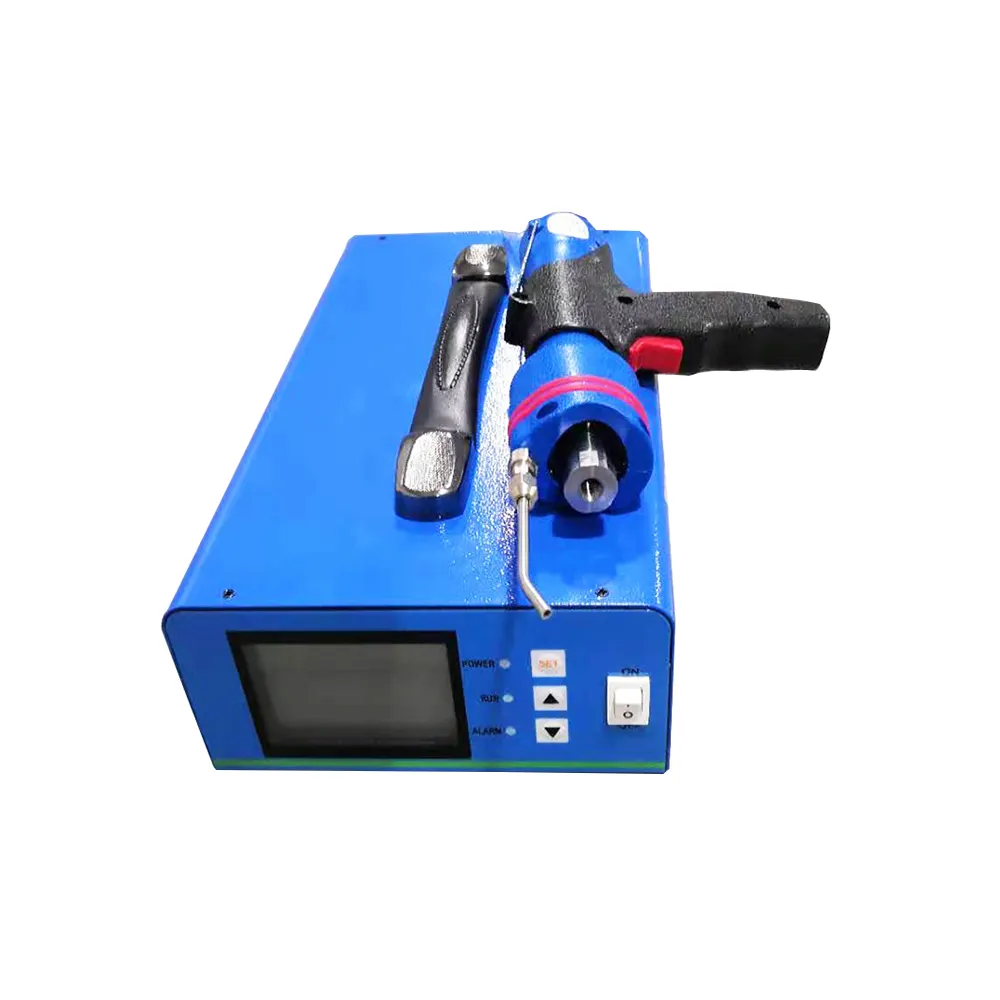 Для увеличения объемов сбыта Компания «1 ТОПМАШ» оказывает своим потенциальным Заказчикам и Клиентам помощь и содействие в покупке оборудования, подбору вариантов финансирования покупки ультразвукового оборудования для сварки полимеров. Например: ручной ультразвуковой сварочный аппарат, ультразвуковой сварочный станок, полуавтоматическое ультразвуковое сварочное оборудование, полупрофессиональное ультразвуковое сварочное оборудование, промышленное сварочное ультразвуковое оборудование, ультразвуковая сварочная установка, ультразвуковая сварочная машина, автоматическая сварочная ультразвуковая линия.
Для увеличения объемов сбыта Компания «1 ТОПМАШ» оказывает своим потенциальным Заказчикам и Клиентам помощь и содействие в покупке оборудования, подбору вариантов финансирования покупки ультразвукового оборудования для сварки полимеров. Например: ручной ультразвуковой сварочный аппарат, ультразвуковой сварочный станок, полуавтоматическое ультразвуковое сварочное оборудование, полупрофессиональное ультразвуковое сварочное оборудование, промышленное сварочное ультразвуковое оборудование, ультразвуковая сварочная установка, ультразвуковая сварочная машина, автоматическая сварочная ультразвуковая линия.
Поставка и прием на комиссию б/у ультразвукового сварочного оборудования
Компания «1 ТОПМАШ» поставляет как новое ультразвуковое сварочное оборудование, так и бывшее в употреблении (б/у), но в хорошем рабочем состоянии, оборудование и машины для ультразвуковой сварки полимеров. Компания «1 ТОПМАШ» принимает на комиссию и реализует по согласованным ценам бывшее в употреблении (б. у): ручной ультразвуковой сварочный аппарат, ультразвуковой сварочный станок, полуавтоматическое ультразвуковое сварочное оборудование, полупрофессиональное ультразвуковое сварочное оборудование, промышленное сварочное ультразвуковое оборудование, ультразвуковая сварочная установка, ультразвуковая сварочная машина, автоматическая сварочная ультразвуковая линия. Для обсуждения вопросов продажи ультразвукового сварочного оборудования, направьте свой запрос на электронную почту Компании « 1 ТОПМАШ» или позвоните в офис.
у): ручной ультразвуковой сварочный аппарат, ультразвуковой сварочный станок, полуавтоматическое ультразвуковое сварочное оборудование, полупрофессиональное ультразвуковое сварочное оборудование, промышленное сварочное ультразвуковое оборудование, ультразвуковая сварочная установка, ультразвуковая сварочная машина, автоматическая сварочная ультразвуковая линия. Для обсуждения вопросов продажи ультразвукового сварочного оборудования, направьте свой запрос на электронную почту Компании « 1 ТОПМАШ» или позвоните в офис.
особенности, принцип действия, аппараты и оборудование — Статьи от наших экспертов — Микросварка
В данной статье мы разберем суть сварки ультразвуком (будем говорить преимущественно об ультразвуковой сварки металлов), рассмотрим особенности ультразвуковой микросварки, опишем принцип действия установок УЗ сварки.
Ультразвуковая сварка металлов
Технология ультразвуковой сварки представляет собой соединение деталей под воздействием ультразвуковых волн, которые преобразуются в механические колебания и вызывают пластическую деформацию плоскостей в месте их соприкосновения, одновременно разрушая оксидные пленки. Свойства металлов почти не изменяются. Установка ультразвуковой сварки состоит из следующих компонентов:
Свойства металлов почти не изменяются. Установка ультразвуковой сварки состоит из следующих компонентов:
- источник питания;
- преобразователь;
- сварочная головка;
- волноводы.
Электричество преобразуется в звук высокой частоты, необходимый для сварки, головка обеспечивает сжатие рабочих деталей, волноводы передают энергию в ту точку, где сваривают поверхности.
Сфера промышленного применения данного вида сварки достаточно широка. Ее используют для соединения проволоки, фольги, термочувствительных материалов. Также используется при изготовлении мобильных телефонов, микросхем, оптических и других приборов. Современное автомобилестроение и производство звуковой техники также не обходится без сварки ультразвуковым способом. Данный метод ценят за высокую производительность, точность и прочность, а также за возможность сваривать различные сплавы, для которых обычная сварка недоступна.
Преимущества ультразвуковой сварки
Данный вид сварки широко используется и успел доказать многочисленные преимущества:
- Отсутствие сильного нагревания позволяет сваривать даже те металлы, которые характеризуются химической активностью.
- Сварка осуществляется с высокой скоростью.
- Повышается прочность соединения разнородных материалов, которое при высокой температуре, сопровождающей обычную сварку, оказалось бы хрупким.
- Устраняются технологические ограничения, касающиеся сварки алюминия или меди.
- Толщина свариваемых ультразвуковым способом деталей не ограничена, они могут быть тонкими или даже сверхтонкими (например, фольга), причем толщина соединяемых сваркой элементов может различаться.
- Требования к чистоте поверхностей при использовании ультразвука менее строги, чем при обычном способе сварки, допускается наличие оксидной или изоляционной пленки.
- Сварочное усилие невелико, что позволяет избежать сильной деформации в зоне стыка.
- Конструкция установки для УЗ сварки не отличается сложностью.

Экологическая безопасность и гигиеничность также относится к числу достоинств ультразвуковой технологии. Такая сварка требует меньших трудозатрат, ведь она может быть автоматизирована. Сварка ультразвуком не предполагает расходных материалов, что делает ее чрезвычайно экономичной.
Сварка ультразвуком не предполагает расходных материалов, что делает ее чрезвычайно экономичной.
Ультразвуковая микросварка
Одной из разновидностей ультразвуковой сварки является УЗ микросварка. Основная сфера ее применения – это микроэлектроника. Когда монтируются полупроводниковые кристаллы, между контактными площадками и выводами создаются проволочные или ленточные перемычки, которые обеспечивают электрическое соединение. Сваривать сверхтонкие детали можно только с помощью ультразвука, контролируя с помощью специальной установки его параметры:
- мощность;
- давление;
- время воздействия.
Процесс сварки основан на взаимодействии электронов со смежными молекулами, соединение тончайшей проволоки происходит на уровне атомов методом диффузии. Современные аппараты для ультразвуковой микросварки позволяют максимально снизить трудоемкость процесса и расширить круг материалов, которые можно сваривать таким методом. Сварка с применением ультразвука используется не только для металлических деталей, но и для изделий из пластика при наложении точечных швов.
Установки ультразвуковой микросварки
Ультразвуковая сварка в микроэлектронике нашла широчайшее применение. В современном мире устройства, собранные по нанометровым техпроцессам, есть практически у каждого обывателя (например мобильный смартфон). Так, потребность в устройстве рабочего места специалиста-микросварщика становится очевидной, а необходимость в специализированном микросварочном оборудовании — все более насущной.
Разберем основные аппараты ультразвуковой микросварки.
- Установка УМС-1АК предназначена для автоматической и полуавтоматической ультразвуковой и термозвуковой сварки золотой проволоки методом «шарик-клин» и алюминиевой, золотой проволоки методом «клин-клин». Управление автоматической установкой производится с помощью специализированной системы управления на базе персонального компьютера, позволяющая производить программирование до 100 технологических параметров: высота, длина, угол наклона перемычки и т. д.
Установка оснащена системой машинного зрения для распознавания образов контактных площадок полупроводниковых приборов. Установка комплектуется ультразвуковым генератором с возможностью автоматической подстройки резонансной частоты в процессе сварочного импульса, при этом используются ультразвуковые пьезокерамические преобразователи с резонансной частотой 62 кГц; 108 кГц. - Аппарат ультразвуковой микросварки УМС-1УТ используется для ультразвуковой сварки внахлест алюминиевой и золотой проволоки «клин-клин». Установка комплектуется дополнительным ручным механическим приводом для опускания сварочной головки по оси Z с помощью – «ручки» с целью точного позиционирования сварочного электрода относительно контактной площадки и для оперативной коррекции уровня сварки с разновысотностью до 6 мм и глубиной «колодца» до 18 мм (при длине электрода 21мм, 3 мм остаются на закрепления электрода в ультразвуковом преобразователе).
- Установка УМС-2ШК предназначена для автоматизированной термозвуковой сварки золотых проволочных выводов методом «шарик-клин», с дополнительным закреплением «клина» «шариком», с возможностью присоединения золотых шариков на контактные площадки (бампирование) и «внахлест» методом «клин-клин» Кроме того установка предназначена для автоматизированной ультразвуковой сварки алюминиевой проволоки и сварки ленты.
- Установка УЗ сварки УМС-21У используется для ультразвуковой сварки алюминиевой проволоки диаметром от 100 мкм до 500 мкм внахлест методом «клин-клин». Установка изготавливается в двух вариантах: при сборке приборов проволокой диаметром от 100 до 350 мкм, отделение проволоки от второго сварного соединения происходит с помощью зажимных губок; при монтаже проволокой диаметром 400-500 мкм с обрезкой сварочной проволоки после второй сварки с помощью «ножа».
- Установка сварки ультразвуком УМС-2ТКУ, предназначенная для точечного присоединения золотых проволочных выводов диаметром от 15 до 50 мкм к контактным площадкам без корпусных диодов методом термокомпрессионной и термозвуковой микросварки (для проволочного монтажа гибридных интегральных микросхем).
 д.
д.
Эффективный и мощный цена ультразвуковой сварки пластмасс машины
Alibaba.com предлагает широкий выбор надежных, эффективных и модернизированных. цена ультразвуковой сварки пластмасс машины для различных сварочных целей.Блестящие и качественные. цена ультразвуковой сварки пластмасс машины, доступные на сайте, сделаны из материалов, которые обладают высокой эффективностью и экологичностью. Эти устройства прочны благодаря своему материалу и могут выдерживать грубое обращение, ежедневное использование или любые другие внешние воздействия. Эти. цена ультразвуковой сварки пластмасс машины доступны как в полуавтоматическом, так и в автоматическом режиме в зависимости от ваших требований и моделей.
На Alibaba.com вы можете выбирать из различных разновидностей. цена ультразвуковой сварки пластмасс машины доступны в различных формах, размерах, цветах, функциях и возможностях в зависимости от выбранной модели. Эти выдающиеся. цена ультразвуковой сварки пластмасс машины машины сертифицированы и оснащены мощными ультразвуковыми сигналами. Компактные размеры и защитные рамы делают это. цена ультразвуковой сварки пластмасс машины отлично подходит для коммерческого использования и предлагает лучшую универсальность.
Alibaba.com предлагает обширную линейку. цена ультразвуковой сварки пластмасс машины варианты, которые могут соответствовать вашим требованиям и бюджету, чтобы сэкономить ваши деньги. Эти продукты имеют сертификаты ISO, CE, SGS для лучшего обеспечения качества.
 Эти. цена ультразвуковой сварки пластмасс машины широко используются в коммерческом и промышленном секторах благодаря своим обширным возможностям и превосходной точности, удовлетворяя самые разные требования. Эти машины сертифицированы и проверены группами строгого контроля качества и уполномоченными регулирующими органами, чтобы гарантировать оптимальную производительность продуктов. Покупайте эти продукты в проверенных и надежных магазинах. цена ультразвуковой сварки пластмасс машины продавцы и поставщики на сайте.
Эти. цена ультразвуковой сварки пластмасс машины широко используются в коммерческом и промышленном секторах благодаря своим обширным возможностям и превосходной точности, удовлетворяя самые разные требования. Эти машины сертифицированы и проверены группами строгого контроля качества и уполномоченными регулирующими органами, чтобы гарантировать оптимальную производительность продуктов. Покупайте эти продукты в проверенных и надежных магазинах. цена ультразвуковой сварки пластмасс машины продавцы и поставщики на сайте.  Объединение основных технологий в один продукт - эти. цена ультразвуковой сварки пластмасс машины предлагают более высокую степень автоматизации.
Объединение основных технологий в один продукт - эти. цена ультразвуковой сварки пластмасс машины предлагают более высокую степень автоматизации.  Вы можете размещать OEM-заказы вместе с индивидуальной упаковкой, приобретая их оптом.
Вы можете размещать OEM-заказы вместе с индивидуальной упаковкой, приобретая их оптом.Ультразвуковой пистолет для сварки термопластичных полимеров
В ряде случаев соединение деталей из термопластичных полимеров с помощью ультразвуковой сварки не представляется возможным, так как специфика и условия производства не позволяют использовать стационарное, тяжеловесное ультразвуковое оборудование. Это имеет место, например, при сварке крупногабаритных деталей и изделий из листовых полимерных материалов, а также в местах недоступных для сварки стационарным оборудованием.
Для проведения такого рода работ используют легковесные переносные ультразвуковые сварочные аппараты, базовыми элементами которых являются электронный генератор и сварочный пистолет. Электронный генератор служит для преобразования электрической энергии промышленной частоты в энергию ультразвуковой частоты (20-60 кГц) и предназначен для питания пьезоэлектрического преобразователя, вмонтированного в сварочный пистолет. Преобразователь посредством пьезокерамических элементов трансформирует электрические колебания в механические той же частоты. С помощью волновода-инструмента, присоединенного к преобразователю, осуществляется ввод ультразвуковых колебаний в свариваемые детали.
Преобразователь посредством пьезокерамических элементов трансформирует электрические колебания в механические той же частоты. С помощью волновода-инструмента, присоединенного к преобразователю, осуществляется ввод ультразвуковых колебаний в свариваемые детали.
Назначение: для ультразвуковой сварки деталей из полимеров, в том числе расположенных в труднодоступных местах; заклепывания и точечной спайки, спайки полимерной ленты в конвейерных системах.
Преимущества: высокая скорость сварки; легкость и транспортабельность аппарата; экологическая безопасность.
Область применения: ультразвуковая сварка пластмасс, применяемых в пищевой, химической, авиационной, автомобильной и других отраслях промышленности; сварка пластиковой тары и различных видов упаковки.
Технические характеристики:
| потребляемая мощность, Вт | 800 |
| выходная мощность, Вт | 630 |
| рабочая частота, кГц | 35 ±2. 5% 5% |
| масса генератора, не более, кг | 7,5 |
| масса сварочного пистолета, кг | 1,5 |
ФИЛЬТР — Ультразвуковые сварочные аппараты
Описание
Ультразвуковое оборудование для сварки полимерных материалов
Ультразвуковые сварочные пистолеты УЗУС
Легкие и малогабаритные сварочные пистолеты серии УЗУС нового поколения позволяют проводить вручную точечную ультразвуковую сварку полимерных материалов. Применяя различные конфигурации сварочного наконечника — сонотрода и бустера, можно использовать сварочные пистолеты для точечной сварки полимерных листов, сварки литьевых корпусных деталей, соединения деталей с помощью пластмассовых заклепок и т.п. В частности, устройства, показанные на рисунке, предназначены для сварки ленты транспортера на птицефабриках.
Особенности конструкции сварочных пистолетов
— Встроенный таймер позволяет регулировать время сварки;
— включение сварочного пистолета производится нажатием кнопки на его ручке;
— производится индикация продолжительности сварки;
— длина кабеля, соединяющего генератор со сварочным пистолетом, достигает 4 м.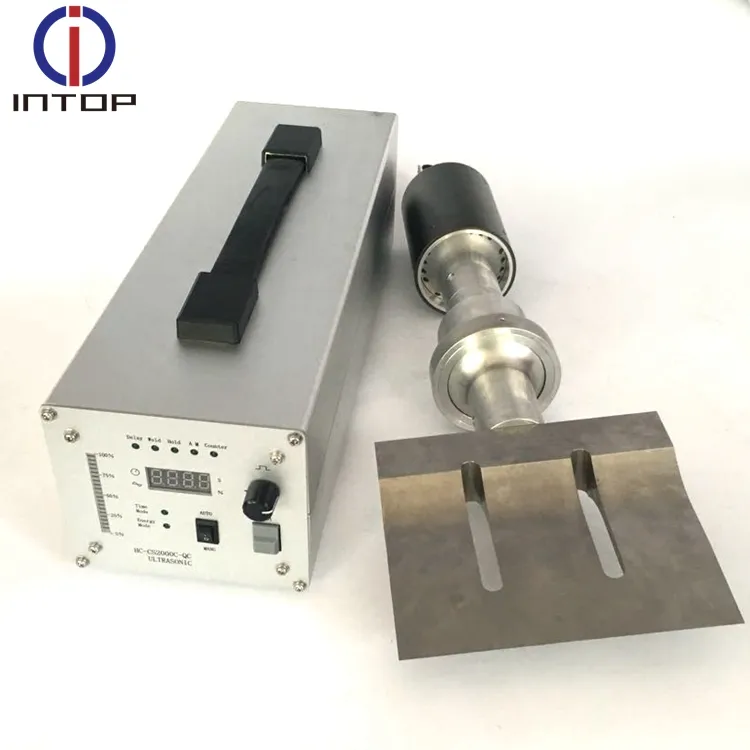 ;
;
— для сварки листовых материалов не требуются дополнительные концентраторы напряжений и специальный ложемент.
Технические характеристики ультразвуковых сварочных пистолетов
| Модель | УЗУС-100 | УЗУС-200 |
| Количество ручек | 1 | 2 |
| Мощность потребляемая, не более, Вт | 100 | 200 |
| Акустическая частота, кГц | 40,0 +/- 0,4 | 20,0 +/- 0,2 |
| Коэффициент полезного действия, % | 70 | |
| Напряжение / частота сети, В / Гц | 220 / 50 | |
| Габаритные размеры генератора, мм | 380х330х170 | |
| Масса генератора, кг | 7 | |
| Длина / диаметр сварочного пистолета, мм | 380 х 330 | 460 х 330 |
| Масса сварочного пистолета, не более, кг | 1,5 | 2 |
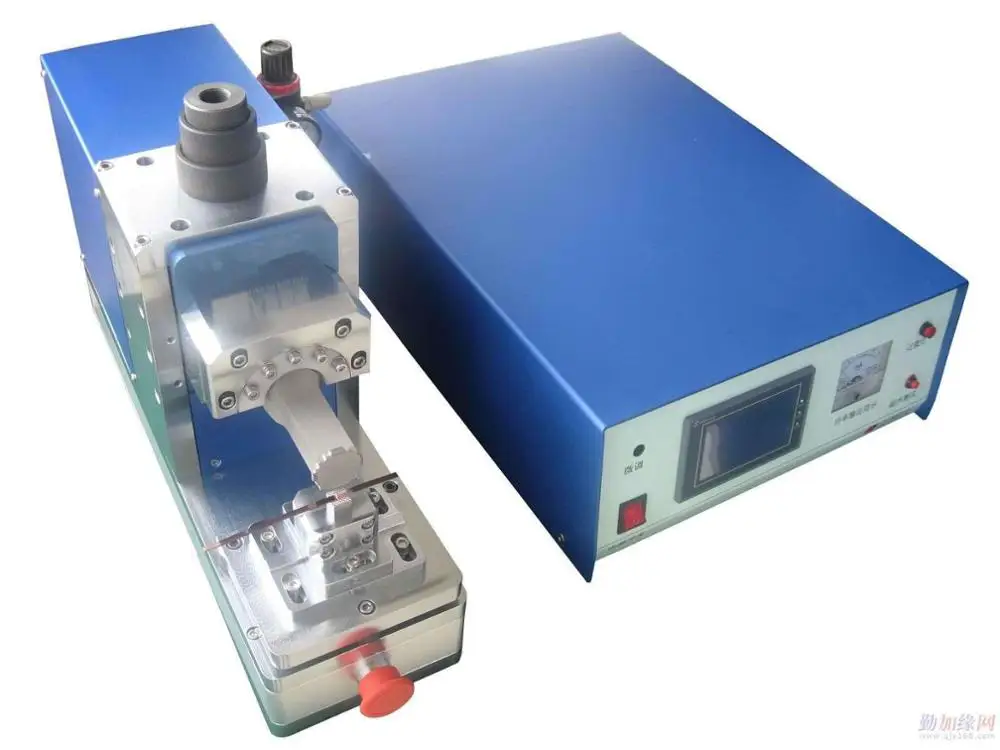
Ультразвуковые сварочные станки
Ультразвуковое сварочное оборудование включает в себя комплект ультразвукового оборудования, содержащего генератор, электроакустический преобразователь, сварочный инструмент, и механический привод.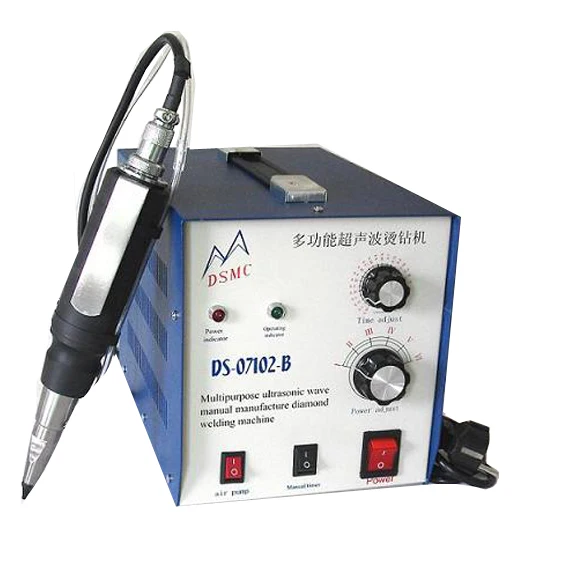
Параметры излучателей
| Размеры сварочного наконечника, мм | 100,150, 200 |
| Максимальная мощность УЗ преобразователей, Вт | 1500 |
| Возможное изменение амплитуды колебаний наконечника | 1:1; 1:1.5; 1:2 |
Конструкция преобразователей позволяет использовать их в импульсном режиме сварки без дополнительного охлаждения.
Габариты генераторов — 300х200х300 мм, конструктивное исполнение — в отдельном корпусе или модульное.
35khz ультразвуковой карманный сварочный аппарат для сварки ткани
35khz ультразвуковой карманный сварочный аппарат для сварки ткани
технические характеристики:
| модель | HS-40 | HS-35 | HS-30 | HS-28 | HS-20 |
| частота | 40кГц | 35khz | 30kHz | 28KHz | 20кГц |
| мощность | 500w | 500 ~ 800w | 500 ~ 800w | 500 ~ 800w | 500 ~ 1000w |
| рог | ≤10mm | ≤10mm | ≤10mm | ≤12mm | ≤13mm |
| диаметр корпуса | 44мм | 44мм | 44мм | 44мм | 64мм |
| вес сварщика | 1. 0kg 0kg | 1.0kg | 1.0kg | 1.0kg | 1,5кг |
пистолет и цилиндрический рожок
тип оружия: в соответствии с конструкцией формы инженерии человеческого тела, переключатель ультразвукового пуска расположен на спусковом крючке, легко захватывается и используется операция сварки, особенно подходит для горизонтальной или вертикальной.
Тип цилиндра: для внешнего вида конструкции ультразвуковой пусковой выключатель расположен снаружи цилиндра, легкая сварка и ручной перенос, также могут быть установлены между машиной, сварочной работой для каждого направления.
описание:
независимые исследования и разработки по ручной ручной ультразвуковой точечной сварке с 28k, 35k,30kтри разных частоты. могут быть разными для следующих целей;
ультразвуковая сварка: ультразвуковая вибрация с ультразвуковой сваркой, ультразвуковая сварочная энергетическая проводимость на пластиковой поверхности, что приводит к локальной температуре, так что пластическая поверхность плавится. под давлением ультразвуковой руки, поэтому для сварки пластика, красивого, сильного эффекта.
под давлением ультразвуковой руки, поэтому для сварки пластика, красивого, сильного эффекта.
ультразвуковые имплантаты: гайки или другой металл в пластикзаготовка, ультразвуковая энергия через ультразвуковую машину будет передаваться на металл. высокоскоростная вибрация и тепло, давление в ультразвуковой машине, чтобы металлические объекты были встроены непосредственно внутрь пластика.
ультразвуковая клепка: характер металла и пластика или два разных пластиковых соединения вместе, может использовать ультразвуковые клепальные машины, так что сварные соединения хрупкие, красивые, сильные.
ультразвуковая сварка: использование маленькой сварочной головки ультразвуковой машины, двух частей пластмассовых изделий в многоточечную сварку или сварку первого ряда зубьев при прямом давлении на два пластиказаготовка, чтобы добиться эффекта ультразвуковой сварки.
портативный ультразвуковой сварочный пистолетnciple:
когда ультразвуковая роль в контактной поверхности термопластичного пластика будет генерировать десятки тысяч раз в секунду, высокочастотная вибрация, эта высокочастотная вибрация, ультразвуковая энергия через ультразвуковую волну, передаваемую в форму на поверхность ультразвукового сварочного материала, она будет производить высокотемпературные материалы. пластиковая контактная поверхность, что приводит к быстрому плавлению, в сочетании со стрессом, сочетанием и коагуляцией, чтобы достичь цели ультразвуковой сварки.
пластиковая контактная поверхность, что приводит к быстрому плавлению, в сочетании со стрессом, сочетанием и коагуляцией, чтобы достичь цели ультразвуковой сварки.
различная область применения:
электронные и электрические приборы, автозапчасти, одежду и упаковку, текстильную промышленность, экологическую промышленность, медицинское оборудование, игрушечную промышленность, коммуникационное оборудование и другие отрасли.
| индустрия игрушек | пластиковые игрушки, водяные пистолеты, видеоигра для водных организмов, детские куклы, пластиковые подарки и т. д. |
| электронные изделия | запись, звуковые кассеты и сердечник, дисковый корпус, аксессуары для мобильных телефонов, следующее, аккумуляторная батарея, зарядные устройства, тип управления клапаном, герметичная свинцово-кислотная батарея, 3-дюймовый гибкий диск, u диск, SD-карта, cf-карта, USB-разъем, Bluetooth; и выпрямительные трансформаторы, переключатели и розетки, дистанционное управление,
электронный шквал, псевдо-имитационные колпачки, предоплаченный счетчик воды, оборудование связи,и т.
|
| бытовая техника | электронные часы, электрический трубач фен, паровой утюг бак для воды, электрический чайник
air-hsiang, компьютер и т. д.
|
канцелярские товары,
ежедневные нужды
| канцелярские принадлежности, линейка аквариумов, папка и рапс для пера, подставка для пера,
конец уплотнения трубки зубной пасты, зеркало, изолированная чашка, зажигалка, бутылки для приправы
герметичный контейнер
|
| автомобиль, мотоцикл | аккумулятор, передняя угловая лампа, задний задний фонарь, инструмент, отражатели, автомобильное руководство
сварочная куртка, сварка автомобильных дверей, перегородка, сварка автомобильных ковриков,
ремонт автомобильных бамперов
|
приложение
спортивной индустрии
| настольный теннис, ракетки для настольного тенниса, ракетки для бадминтона, теннисные ракетки, гольф-клубы, бассейн
стол, беговую дорожку, прокручивающую ручку степпера, аксессуары для беговой дорожки, коробчатые переходы,
гимнастические коврики, боксерские перчатки, боксерский мешок с песком sanda защитный механизм, путь
для обозначения марки, стойки для дисплея x и другого спортивного инвентаря и т.
|
| упаковочная промышленность | полая каркасная сварка, ziplock welded |
 д
д д.
д.конкурентное преимущество:
- быстрый обмен сонотродом
- высококачественный алюминиевый корпус повышенной прочности
- высокочастотный и управляющий кабель к ультразвуковому генератору имеют прочный и гибкий плетеный пластиковый лист
- воздушное охлаждение с таймером в качестве опции
- мобильный — может перевозиться ручкой на корпусе генератора
Запрос
Пожалуйста, не стесняйтесь связаться с нами.
АППАРАТЫ ДЛЯ УЛЬТРАЗВУКОВОЙ СВАРКИ С АВТОМАТИЧЕСКОЙ ОПТИМИЗАЦИЕЙ УЛЬТРАЗВУКОВОГО ВОЗДЕЙСТВИЯ.
УДК : В.
![]() Н. Хмелев, А.Н. Сливин, Р.В. Барсуков, С.Н. Цыганок, А.В. Шалунов, И.И.Савин, С.В.Левин, Бийск, БТИ ГОУВПО АлтГТУ
Н. Хмелев, А.Н. Сливин, Р.В. Барсуков, С.Н. Цыганок, А.В. Шалунов, И.И.Савин, С.В.Левин, Бийск, БТИ ГОУВПО АлтГТУ
УДК 678.029.4:66.084 В.Н. Хмелев, А.Н. Сливин, Р.В. Барсуков, С.Н. Цыганок, А.В. Шалунов, И.И.Савин, С.В.Левин, Бийск, БТИ ГОУВПО АлтГТУ РАЗРАБОТКА УЛЬТРАЗВУКОВОГО ОБОРУДОВАНИЯ ДЛЯ УПАКОВОЧНЫХ МАШИН. В
Подробнее
Хмелев В.Н., Барсуков Р.В., Ильченко Е.В.
Хмелев В.Н., Барсуков Р.В., Ильченко Е.В. В настоящее время, в разных областях науки и промышленности, широко используется физическое, химическое или биологическое действия ультразвуковых (УЗ) колебаний
Подробнее
РАЗДЕЛ 3. ХИМИЧЕСКАЯ ТЕХНОЛОГИЯ
РАЗДЕЛ 3. ХИМИЧЕСКАЯ ТЕХНОЛОГИЯ УДК 534.64 ИССЛЕДОВАНИЕ КАВИТАЦИОННОЙ АКТИВНОСТИ ЖИДКИХ СРЕД ПУТЕМ КОНТРОЛЯ ПАРАМЕТРОВ ПЬЕЗОЭЛЕКТРИЧЕСКИХ УЛЬТРАЗВУКОВЫХ КОЛЕБАТЕЛЬНЫХ СИСТЕМ В. Н. Хмелев, Р.В. Барсуков,
Н. Хмелев, Р.В. Барсуков,
Подробнее
УЛЬТРАЗВУКОВАЯ СУШКА
УЛЬТРАЗВУКОВАЯ СУШКА В.Н. Хмелев д.т.н., А.В. Шалунов к.т.н., А.Н. Лебедев, М.В. Хмелев Бийский технологический институт (филиал) государственного образовательного учреждения высшего профессионального
Подробнее
Аппараты ультразвуковые
Аппараты для ускорения процессов в жидких средах Центр ультразвуковых технологий Аппараты ультразвуковые КАТАЛОГ ПРОДУКЦИИ Бийск 2015 1 Лаборатория акустических процессов и аппаратов Содержание УСЛОВНЫЕ
Подробнее
Аппараты ультразвуковые
Аппараты для ускорения процессов в жидких средах Центр ультразвуковых технологий Аппараты ультразвуковые КАТАЛОГ ПРОДУКЦИИ Бийск 2018 1 Лаборатория акустических процессов и аппаратов Содержание УСЛОВНЫЕ
Подробнее
АКУСТИЧЕСКАЯ КОАГУЛЯЦИЯ АЭРОЗОЛЕЙ
U-Sonic. ru Лаборатория акустических процессов и аппаратов АКУСТИЧЕСКАЯ КОАГУЛЯЦИЯ АЭРОЗОЛЕЙ В.Н. ХМЕЛЕВ, А.В. ШАЛУНОВ, Р.В. БАРСУКОВ, С.Н. ЦЫГАНОК, Д.С. АБРАМЕНКО Бийский технологический институт (филиал)
ru Лаборатория акустических процессов и аппаратов АКУСТИЧЕСКАЯ КОАГУЛЯЦИЯ АЭРОЗОЛЕЙ В.Н. ХМЕЛЕВ, А.В. ШАЛУНОВ, Р.В. БАРСУКОВ, С.Н. ЦЫГАНОК, Д.С. АБРАМЕНКО Бийский технологический институт (филиал)
Подробнее
Аппараты ультразвуковые
Аппараты для ускорения процессов в жидких средах Центр ультразвуковых технологий Аппараты ультразвуковые КАТАЛОГ ПРОДУКЦИИ Бийск 2016 1 Лаборатория акустических процессов и аппаратов Содержание УСЛОВНЫЕ
Подробнее
Эффективный и мощный ультразвуковой сварочный аппарат
Alibaba.com предлагает широкий выбор надежных, эффективных и модернизированных. Ультразвуковой сварочный аппарат для всех видов сварки. Эти. Ультразвуковой сварочный аппарат широко используется в коммерческом и промышленном секторах благодаря своим обширным возможностям и превосходной точности, удовлетворяя все виды требований. Эти машины сертифицированы и испытаны группами строгого контроля качества и уполномоченными регулирующими органами, чтобы гарантировать оптимальную производительность продуктов.Покупайте эти продукты в проверенных и надежных магазинах. Аппарат ультразвуковой сварки продавцов и поставщиков на сайте.
Эти машины сертифицированы и испытаны группами строгого контроля качества и уполномоченными регулирующими органами, чтобы гарантировать оптимальную производительность продуктов.Покупайте эти продукты в проверенных и надежных магазинах. Аппарат ультразвуковой сварки продавцов и поставщиков на сайте.
Блестящий и качественный. Ультразвуковой сварочный аппарат , доступный на объекте, изготовлен из материалов, обладающих высокой производительностью и экологичностью. Эти устройства прочны благодаря своему материалу и могут выдерживать грубое обращение, ежедневное использование или любые другие внешние воздействия. Эти. Ультразвуковой сварочный аппарат доступен как в полуавтоматическом, так и в автоматическом вариантах, в зависимости от ваших требований и моделей.Объединение основных технологий в один продукт — эти. Ультразвуковой сварочный аппарат предлагает более высокую степень автоматизации.
На Alibaba. com вы можете выбирать из различных вариантов. Ультразвуковой сварочный аппарат доступен в различных формах, размерах, цветах, характеристиках и мощностях в зависимости от выбранной модели. Эти выдающиеся. Аппарат для ультразвуковой сварки Аппараты сертифицированы и оснащены мощными ультразвуковыми рогами. Компактные размеры вместе с защитными каркасами делают это.Ультразвуковой сварочный аппарат отлично подходит для коммерческого использования и отличается большей универсальностью.
com вы можете выбирать из различных вариантов. Ультразвуковой сварочный аппарат доступен в различных формах, размерах, цветах, характеристиках и мощностях в зависимости от выбранной модели. Эти выдающиеся. Аппарат для ультразвуковой сварки Аппараты сертифицированы и оснащены мощными ультразвуковыми рогами. Компактные размеры вместе с защитными каркасами делают это.Ультразвуковой сварочный аппарат отлично подходит для коммерческого использования и отличается большей универсальностью.
Alibaba.com предлагает полную линейку доменов. Ультразвуковой сварочный аппарат вариантов, которые могут соответствовать вашим требованиям и бюджету, чтобы сэкономить ваши деньги. Эти продукты имеют сертификаты ISO, CE, SGS для обеспечения лучшего качества. Вы можете размещать OEM-заказы вместе с индивидуальной упаковкой, приобретая их оптом.
Как решить общие проблемы ультразвуковой сварки
Ультразвуковая сварка — широко признанный и принятый процесс соединения термопластичных материалов. Он предлагает множество преимуществ, включая надежность и повторяемость процесса, меньшее потребление энергии по сравнению с другими методами соединения, экономию материалов (поскольку нет необходимости в расходных материалах, таких как клей или механические крепежные детали), а также экономию рабочей силы.
Он предлагает множество преимуществ, включая надежность и повторяемость процесса, меньшее потребление энергии по сравнению с другими методами соединения, экономию материалов (поскольку нет необходимости в расходных материалах, таких как клей или механические крепежные детали), а также экономию рабочей силы.
Но, как и в случае с любым другим процессом, существуют ситуации, когда очевидные проблемы с этой технологией могут прервать производственный процесс. Ключом к решению и предотвращению этих проблем является понимание их вероятного происхождения. Процессоры, успешно применяющие ультразвуковую сварку, обычно имеют две основные характеристики: у них есть хорошо задокументированный и валидированный процесс сварки; и этот процесс поддерживается и поддерживается резидентом, хорошо обученным «чемпионом».«Если один или оба этих важных фактора отсутствуют, вы, скорее всего, очень скоро обратитесь за помощью. Даже когда оба присутствуют, возможно, вам понадобится помощь или техническая помощь хотя бы время от времени.
КАК РАБОТАЕТ ПРОЦЕСС
Прежде чем исследовать общие причины проблем ультразвуковой сварки, давайте разберемся с самим циклом сварки. При ультразвуковой сварке высокочастотные колебания воздействуют на поверхности двух деталей с помощью вибрирующего инструмента, обычно называемого «рогом» или «сонотродом».«Сварка происходит в результате тепла от трения, выделяемого на границе раздела между деталями. Ультразвуковые колебания создаются рядом компонентов — источником питания, преобразователем, усилителем и звуковым сигналом — которые передают механическую вибрацию деталям.
Как показано на рис. 1, источник питания принимает стандартное линейное напряжение и преобразует его в рабочую частоту. В следующем примере мы будем использовать обычную частоту ультразвуковой сварки 20 кГц, хотя сварка может выполняться в диапазоне от 15 до 60 кГц для удовлетворения особых потребностей.Во время работы источник питания передает электрическую энергию заданной частоты через ВЧ-кабель к преобразователю. В преобразователе используется пьезокерамика для преобразования электрической энергии в механические колебания на рабочей частоте источника питания. Эта механическая вибрация увеличивается или уменьшается в зависимости от конфигурации усилителя и рупора. Правильная амплитуда механической вибрации определяется прикладным инженером и основывается на термопластических материалах, используемых в деталях.
В преобразователе используется пьезокерамика для преобразования электрической энергии в механические колебания на рабочей частоте источника питания. Эта механическая вибрация увеличивается или уменьшается в зависимости от конфигурации усилителя и рупора. Правильная амплитуда механической вибрации определяется прикладным инженером и основывается на термопластических материалах, используемых в деталях.
Свариваемые детали подвергаются механической нагрузке, как правило, с помощью пневматического привода, удерживающего усилитель и звуковой сигнал. Под этой нагрузкой механические колебания передаются на границу раздела между поверхностями материала, которая фокусирует колебания для создания межмолекулярного и поверхностного трения. Это трение вызывает нагревание и последующее плавление, которое затвердевает в сварную связку.
Основными компонентами ультразвуковой системы являются источник питания, исполнительный механизм и пакет (см. Рис.2). Источник питания принимает линейное напряжение от 120 до 240 В и преобразует его в высоковольтный высокочастотный сигнал. Он также содержит программирование, необходимое для управления приводом и пакетом для достижения желаемого результата сварки. Привод с пневматическим или электрическим сервоприводом, доступный как автономный настольный блок или интегрированный в автоматизированную систему, перемещает ультразвуковой инструмент к соединяемым деталям. Он прилагает необходимое усилие к материалам, чтобы создать условия для сварки.
Он также содержит программирование, необходимое для управления приводом и пакетом для достижения желаемого результата сварки. Привод с пневматическим или электрическим сервоприводом, доступный как автономный настольный блок или интегрированный в автоматизированную систему, перемещает ультразвуковой инструмент к соединяемым деталям. Он прилагает необходимое усилие к материалам, чтобы создать условия для сварки.
Ультразвуковой комплект завершает систему. Он передает энергию вибрации за счет прямого контакта с деталями на поверхность уплотнения / соединения. Пакет обычно состоит из трех элементов: преобразователя или преобразователя (описанного выше), который содержит пьезоэлектрические керамические кристаллы, которые колеблются с частотой подаваемого сигнала источника питания. Когда эти кристаллы колеблются, они физически расширяются и сжимаются, создавая измеримое механическое движение (называемое размахом амплитуды) на выходной стороне преобразователя.
Вторая секция, усилитель, с прикрепленным кольцом в средней части, выполняет две функции: она действует как точка крепления пакета в приводе, а также служит для усиления или уменьшения выходного движения, создаваемого в преобразователе.
Третий и последний компонент стопки — это рог (сонотрод), который будет контактировать с соединяемыми частями. Рупор будет спроектирован так, чтобы соответствовать профилю жестких частей, которые необходимо соединить, или может иметь уплотнительный профиль, добавленный к его контактной поверхности при применении пленки / текстиля.Для каждого случая применения рупор спроектирован для объединения с другими компонентами пакета для достижения оптимального уровня выходной амплитуды, что позволяет проводить ультразвуковую сварку с максимальной эффективностью.
ТИПОВЫЕ ЗАДЕРЖКИ
Проблемы обычно возникают в одной из четырех областей:
1. Оборудование : Ультразвуковое сварочное оборудование или различные сварочные компоненты не подходят для данной области применения.
2. Параметры процесса : Используемые параметры не подходят для соединяемых деталей.
3. Материалы : Изменения вносятся в тип, состав или физико-механические характеристики материалов, используемых в деталях.
4. Конструкция детали : Некоторые детали геометрии детали не подходят для повторяемой или успешной сварки.
Следует также отметить, что иногда проблема, выявленная в одной области, может выявить слабость или недостаток в другой области.
Начнем с оборудования. Легко и обычно логично думать, что оборудование и подходы, обеспечивающие успешную сварку в одном приложении, будут делать это в другом.Но это не всегда верно. В мире наиболее широко используются аппараты для ультразвуковой сварки с частотой 20 кГц; Благодаря своей универсальности эти сварочные аппараты могут обеспечивать выходную мощность большой мощности (до 6000 Вт) и большой амплитуды, а также работать с инструментами самых разных размеров. Для контрактного производителя, производящего детали с ультразвуковой сваркой, оборудование с частотой 20 кГц может быть отличным вложением, поскольку оно открывает перспективы использования в будущем во многих областях.
Однако в некоторых случаях — особенно с небольшими и хрупкими деталями — возможности высокой мощности и большой амплитуды оборудования с частотой 20 кГц могут оказаться слишком «агрессивными» для определенных сборок, что может привести к повреждению. Одно из возможных решений — уменьшить входную амплитуду, но это не сработает, если приложенная амплитуда ниже рекомендуемого уровня для свариваемого полимера.
Одно из возможных решений — уменьшить входную амплитуду, но это не сработает, если приложенная амплитуда ниже рекомендуемого уровня для свариваемого полимера.
Еще одно решение проблемы — это посмотреть на оборудование, которое работает на более высокой частоте, возможно, 30 или 40 кГц, при условии, что инструменты, необходимые для приложения, доступны для использования на этой частоте. Более высокочастотное оборудование производит более низкую амплитуду на выходе, но компенсирует резонанс на более высокой частоте.Таким образом, высокочастотные сварочные аппараты считаются «более щадящими» в применении ультразвуковой энергии к деталям. Электронные сборки, особенно с чувствительными таймерами / генераторами и другими компонентами, расположенными на печатных платах, выиграли от этого подхода. Аналогичным образом, детали, которые страдают от «диафрагмирования» или «масляного консервирования» из-за чрезмерного перемещения одной из сопряженных частей, часто выиграют от перехода на высокочастотное оборудование.
Еще один потенциальный фактор — неисправности оборудования.Это редко происходит без предупреждения. Одним из очевидных примеров является изменение или увеличение шума, производимого во время работы сварочного аппарата. Опытные операторы и обслуживающий персонал часто настроены на такие тонкие гармонические колебания и всегда должны сообщать об этих изменениях руководителю. Принятие во внимание «скрипящего колеса» раньше, чем позже, вполне может позволить выявить и разрешить проблему до того, как производство пострадает.
Точно так же новое ультразвуковое оборудование позволяет пользователям выполнять интерактивные диагностические проверки функций, которые при правильной интерпретации и использовании в сочетании с другими предупреждающими знаками, такими как шум, могут предупредить пользователя о тревожных тенденциях, прежде чем они станут серьезными проблемами.Источники питания с помощью усовершенствованных протоколов связи могут получать такие данные, как «результаты графика сварного шва» и «сканирование рупора», которые можно сравнивать с базовыми данными, полученными, когда оборудование было новым, недавно обслуживалось или работало на должном уровне.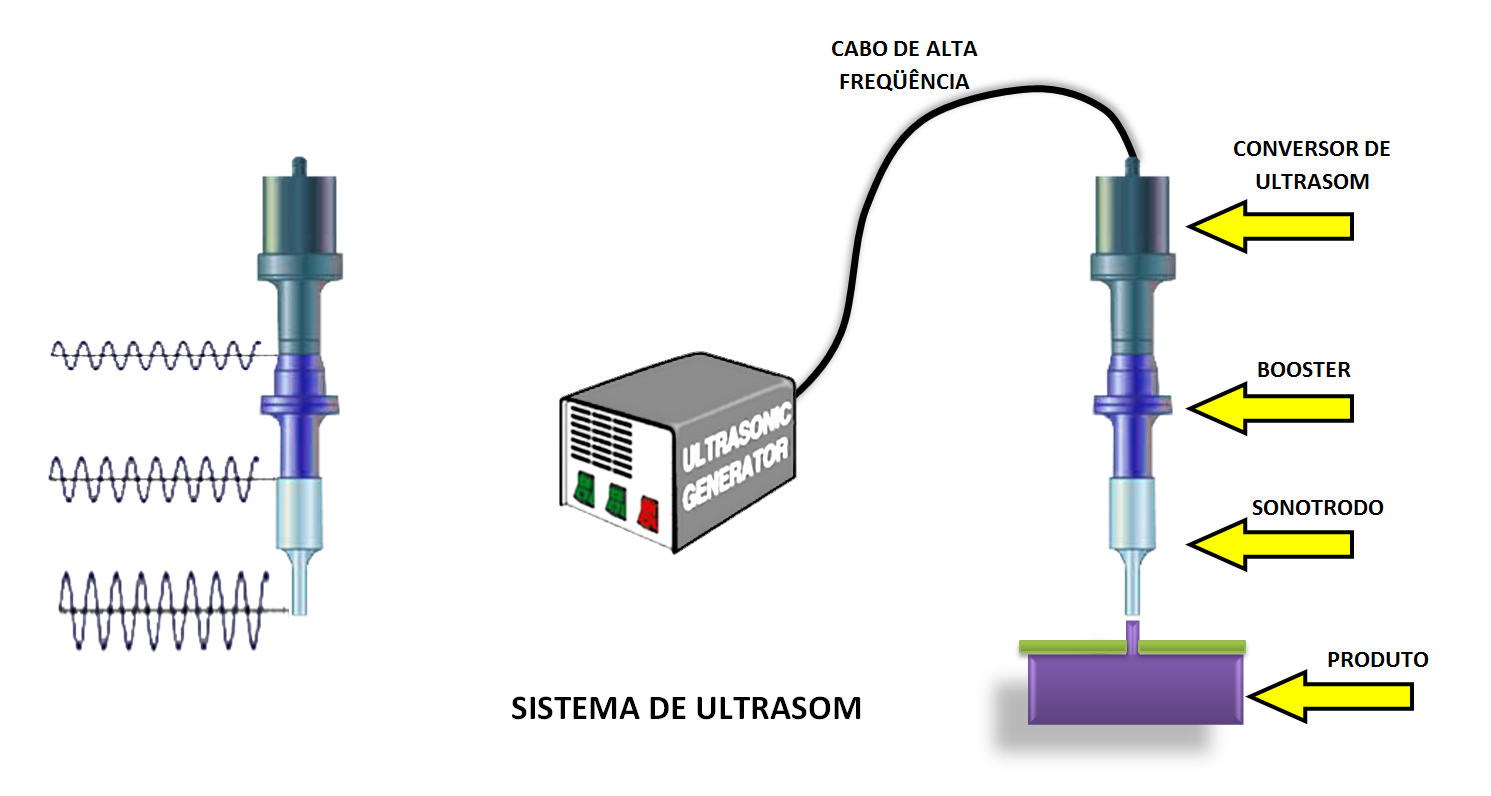
С помощью этой информации опытные пользователи могут сосредоточить свои усилия на устранении неполадок и определить, требуются ли дополнительные действия или дальнейший мониторинг. После выявления проблемной области замена подозрительных компонентов на заведомо исправные — это один из способов точно определить сварочное оборудование, требующее ремонта или корректирующих действий.Примеры полезных диагностических данных:
• Данные графика сварного шва . Это может помочь выявить различия между хорошими и подозрительными частями. Данные, отображаемые на графике сварного шва, как показано на рис. 3, включают амплитуду, потребляемый ток, мощность, частоту и фазу. Изменения амплитуды, фазы, частоты и тока могут указывать на проблему с источником питания или стеком. Несоответствие в потребляемой мощности может указывать на изменение процесса (например, в давлении сварного шва), изменение геометрии детали (допуски, особенно в области соединения, возможно, изменились) или проблему с компонентами пакета (рупор или преобразователь начинают выходить из строя) .
• Диагностическое сканирование звукового сигнала . Это определяет, потребляет ли рупор больше энергии (отображается как увеличение мощности, необходимой для работы в воздухе). Повышенное энергопотребление может указывать на образование трещины в роге. Такие трещины иногда бывают внутренними и поэтому не всегда видны невооруженным глазом.
• Случайные данные . Данные, которые кажутся хаотичными по сравнению с известными хорошими данными, могут указывать на неисправность преобразователя, звукового сигнала или радиочастотного кабеля, как показано на рис.4.
ПАРАМЕТРЫ ПРОЦЕССА И МАТЕРИАЛЫ
Тщательный контроль и документирование параметров процесса — еще одна область, которую нельзя упускать из виду. Производители медицинских и автомобильных компонентов знают об этом и соблюдают строгие процедуры, часто предписываемые регулирующими органами, такими как FDA, которые приводят к высокой степени успеха при использовании ультразвуковой сварки.
К сожалению, переработчики других продуктов, таких как игрушки или одноразовые изделия, часто работают в соответствии с гораздо менее строгими требованиями и осуществляют гораздо более слабый контроль процесса.В подобных ситуациях операторы могут постоянно корректировать настройки в ответ на изменение деталей или условий производства. Хотя такой подход может привести к удовлетворительному производству, любые возникающие проблемы труднее диагностировать, особенно удаленно, когда параметры процесса часто меняются. Например, было ли последнее изменение параметра вызвано проблемой оборудования или изменением состава или качества детали?
Обычно, когда в таком приложении требуется помощь, инженер по ультразвуковой сварке, задав несколько основных вопросов, касающихся деталей (материал, конструкция соединения, требования к испытаниям и текущая настройка машины), может направить заказчика к правильному решению. .Этот подход особенно полезен, если поиск и устранение неисправностей можно выполнить непосредственно на станке с использованием серийных деталей. Обзор процесса поиска и устранения неисправностей / настройки параметров показан на рис. 5.
Обзор процесса поиска и устранения неисправностей / настройки параметров показан на рис. 5.
Проблемы, связанные с материалами, часто являются источником несоответствий или проблем в производстве. Как отмечается в следующих примерах, даже незначительные отклонения в материалах могут существенно повлиять на качество сварки или производства:
• Замена полимеров . Поскольку цены колеблются, переработчики часто хотят переключаться между аналогичными полимерами по экономическим причинам.Однако перед внесением каких-либо изменений целесообразно проконсультироваться со специалистом по ультразвуковой сварке.
Одним из примеров распространенного, но потенциально проблемного изменения является переход от легко свариваемого аморфного материала, такого как АБС, к гораздо более сложному для сварки полукристаллическому полимеру, например полипропилену. Для успешной сварки ABS требуется меньшая мощность ультразвукового пакета (30–70 микрон при 20 кГц), чем для полипропилена (90–120 микрон). Если это изменение приводит к тому, что детали не обладают той прочностью, которая была раньше, или сварка занимает больше времени, или если сварные швы вызывают повреждение чувствительных поверхностей / компонентов сборки, проблема может заключаться в отсутствии выхода ультразвукового пакета.Требуется проверка компонентов пакета, в частности рупора и усилителя, чтобы определить, позволят ли усовершенствования любого компонента
приложению эффективно сваривать новый полимер и вернуть приложение к «нормальному» диапазону успеха.
• Высокое содержание доизмельчения . Повторно измельченные термопласты, хотя и могут плавиться и подвергаться многократному преобразованию, претерпевают некоторое ухудшение своих физических свойств с каждым последующим плавлением. Совокупный эффект слишком большого количества переточенного материала может привести к отказу деталей в соответствии со спецификациями.По этой причине Брэнсон рекомендует использовать не более 10% переточки в деталях, подлежащих ультразвуковой сварке. В конкретных приложениях, требующих соблюдения строгих критериев испытаний и приемки, производители должны тщательно рассмотреть возможность периодического анализа производственных материалов, чтобы постоянно проверять качество материалов, используемых для изготовления готовых деталей.
• Содержание наполнителя . Часто наполнители необходимы для обеспечения прочности и долговечности деталей. Однако различные типы и процентное содержание наполнителей в деталях могут повлиять на успех процессов соединения пластмасс.Брэнсон рекомендует, чтобы содержание наполнителя не превышало 30%. Соединение деталей, содержащих более высокий процент наполнителя, особенно длинных волокон, иногда приводит к накоплению наполнителей в сварном шве, что может снизить прочность сварного шва.
Еще одна проблема — абразивные наполнители. Некоторые наполнители, которые придают дополнительную прочность или ударную вязкость, включая карбонат кальция, диоксид кремния и тальк, также могут быть абразивными по отношению к контактным поверхностям инструментов. Длительное воздействие абразивных деталей на поверхности инструмента может вызвать износ, который может привести к косметическим повреждениям деталей и недостаточной передаче энергии на соединяемые детали.
Рекомендуется переход на титановые рожки с износостойкими поверхностями (например, карбид или нитрид титана). Для крепления рекомендуется сталь или закаленная нержавеющая сталь.
НАСТРОЙКА ДЕТАЛЕЙ И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
Правильное решение всего остального — оборудования, материалов и процесса — не будет иметь большого значения, если детали, которые вы пытаетесь сварить, не будут правильно спроектированы. Но вместо того, чтобы пытаться здесь рассматривать все детали хорошей конструкции детали, давайте сосредоточимся на некоторых основных причинах неправильной конструкции детали:
• Отсутствие четко определенных целей проекта или приложения .Многие прикладные проекты испытывают трудности, когда есть «движущаяся цель» для тестирования и принятия. Например, потребуется ли приложению испытание на падение? Испытание под давлением? И если да, то при каких значениях? Эти значения необходимы для эффективного проектирования герметичного соединения. Как правило, критерии приемки требуют заблаговременного рассмотрения и принятия решения, чтобы проект продолжался гладко.
• Непонимание лучших типов соединений для конкретных приложений .Неоптимальные конструкции соединений часто возникают, когда главный проектировщик, который может иметь лишь ограниченное представление о процессах соединения пластмасс, продвигает проект вперед только для того, чтобы обнаружить, что было принято неправильное решение и что характеристики соединения и сварного шва детали не были должным образом считается.
Часто такие выводы делаются только после значительных инвестиций (завершение изготовления пресс-формы, изготовление деталей и первоначальные испытания сварных швов). Еще раз, ключевые аспекты, связанные с деталями и сварными швами (контроль за оплавлением сварного шва и тип уплотнения — герметичный, структурный или и то, и другое) должны быть определены на ранней стадии проекта.Сотрудничество с инженером по ультразвуковой сварке на начальных этапах проекта может помочь определить ключевые критерии детали, лучше обучить проектировщиков и помочь минимизировать или, по крайней мере, выявить возможные риски.
• Износ пресс-формы, обычно вызываемый использованием абразивных полимеров или наполнителей, может со временем привести к деталям, которые существенно отличаются по размерам от ранее утвержденных деталей. В результате основные элементы соединения, такие как направляющие энергии или соединения с натягом на сдвиг, больше не соответствуют спецификациям.Профили деталей могут больше не входить в набор инструментов. Результаты сварки могут становиться все более и более противоречивыми. К средствам устранения этой проблемы относятся переделка существующей формы или изготовление новой формы.
В конечном счете, проблемы с деталями, сваренными ультразвуком, могут возникать из многих источников. Вызов местного представителя оборудования для ультразвуковой сварки, как только возникнет подозрение на проблему, может дать рекомендации по диагностике и устранению неполадок, часто с помощью телефонных звонков или электронной почты, которые могут помочь вам определить, минимизировать или решить потенциальные производственные проблемы.Чтобы уменьшить потребность в устранении неполадок, следуйте этим рекомендациям:
• Сотрудничайте на ранних этапах разработки проекта (или вносите изменения в конструкцию, если предполагаются существенные материальные, формы или функциональные изменения) со специалистами по прикладной инженерии поставщика оборудования для ультразвуковой сварки.
• Всегда имейте запас запасных компонентов производственного качества, особенно для критически важных приложений, где перебои в производстве могут вызвать серьезные операционные или финансовые проблемы.Запасные производственные детали являются жизненно важным помощником в устранении проблем с соединением и, в случае нехватки поставок, могут поддерживать производство в рабочем состоянии с минимальным временем простоя.
• Воспользуйтесь возможностями обучения, которые позволят вам освоить технологию соединения пластмасс, которую вы используете. Брэнсон, например, предлагает семинары в различных офисах компании и на объектах клиентов, обеспечивая практическое обучение и техническую помощь, необходимую для того, чтобы ваш «чемпион» в ультразвуковом процессе был хорошо осведомлен о новейших технологиях и был готов обучать и обслуживать технологии по мере необходимости в вашем средство.Инженеры-конструкторы, инженеры по качеству, персонал по техническому обслуживанию оборудования и производственный / производственный персонал — все могут извлечь выгоду из времени, потраченного на учебные занятия.
ОБ АВТОРЕ : Дэвид Дальстранд является сыном Эмерсона. региональный технический координатор / инженер по развитию текстиля для Branson Ultrasonics Corp., Данбери, штат Коннектикут. Он обладает знаниями в области приложений и разработкой инструментов для ультразвуковых, вибрационных, орбитальных, термических и лазерных технологий соединения, используемых при сборке жестких термопластов, синтетических тканей и фильмы.Обращаться: (770) 962-2111, доб.17; [email protected]; emerson.com.
Ультразвуковая сварка — процессы и оборудование
Знание профессии 61
Обзор процесса
Ультразвуковая сварка термопластичных компонентов, отлитых под давлением, — это процесс, в котором используются механические колебания, превышающие слышимый диапазон. Вибрации, производимые сварочным сонотродом или рупором, как это обычно известно, используются для размягчения или плавления термопластического материала на линии соединения.Соединяемые компоненты удерживаются вместе под давлением и подвергаются вибрации, обычно с частотой 20 или 40 кГц.
Нажмите здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .
Возможность успешно сваривать компонент зависит от конструкции оборудования, механических свойств свариваемого материала, а также от конструкции компонентов и соединений. Время ультразвуковой сварки короткое (обычно менее одной секунды), что делает процесс идеальным для массового производства.Этот процесс широко применяется во многих приложениях, от автомобильных осветительных приборов до продуктов бытовой электроники, таких как корпуса мобильных телефонов.
Оборудование
Ультразвуковое сварочное оборудование состоит из машинного пресса, генератора, преобразователя или преобразователя, усилителя, сонотрода или рупора и вспомогательного оборудования для компонентов.
Генератор
Генератор преобразует электрическую энергию из однофазной сети в нужную частоту и напряжение, чтобы преобразователь преобразовывал в механические колебания.Блок микропроцессора управляет сварочным циклом и передает пользователю ключевую информацию о сварке через пользовательский интерфейс. Пользовательский интерфейс также позволяет оператору вводить необходимые параметры сварки.
Пресс машинный
Стенд машины предназначен для удержания сварочной системы или штабеля и приложения усилия, необходимого для сварки. Он состоит из опорной плиты для крепления зажимного приспособления и пневматического цилиндра для приложения усилия.
Аппарат имеет манометр и регулятор для регулировки силы сварки.Следует отметить, что конкретное манометрическое давление, установленное на одной части оборудования для ультразвуковой сварки, не обязательно будет обеспечивать такое же сварочное усилие, как и другое оборудование, настроенное на такое же манометрическое давление.
Сила сварки должна быть откалибрована с помощью тензодатчика, чтобы можно было напрямую сравнивать силы сварки от машины к машине.
Также имеется клапан управления потоком, позволяющий регулировать скорость, с которой сварочная головка приближается к свариваемой детали. Некоторые производители оборудования ввели систему приложения электромагнитной силы вместо традиционного пневматического цилиндра.Это дает лучший контроль над скоростью приближения и может быть полезным при сварке небольших или хрупких деталей.
Сварочная труба
Это часть машины, которая обеспечивает ультразвуковые механические колебания. Как правило, это трехкомпонентный блок, состоящий из преобразователя, усилителя и сварочного рожка, установленный на сварочном прессе в центральной точке секции усилителя. Стек представляет собой настроенный резонатор, похожий на камертон музыкального инструмента. Чтобы функционировать, резонансная частота настроенного сварочного агрегата должна точно соответствовать частоте электрического сигнала от генератора (с точностью до 30 Гц).
Преобразователь
Преобразователь, также известный как преобразователь, преобразует электрическую энергию генератора в механические колебания, используемые в процессе сварки. Он состоит из ряда пьезоэлектрических керамических дисков, зажатых между двумя металлическими блоками, обычно титановыми.
Между каждым из дисков расположена тонкая металлическая пластина, образующая электрод. По мере того как синусоидальный электрический сигнал подается на преобразователь через электроды, диски расширяются и сжимаются, производя осевое движение от пика к пику на 15–20 мкм.
Датчики
— это деликатные устройства, с которыми следует обращаться осторожно. После того, как элементы сломаны, датчик не будет работать.
Бустер
Усилительная секция сварочного узла служит двум целям, в первую очередь, для усиления механических колебаний, возникающих на конце преобразователя, и передачи их на сварочный рупор. Его вторичное назначение — обеспечить место для установки пакета на сварочном прессе.
Усилитель расширяется и сжимается, когда датчик передает ультразвуковую энергию.
Усилитель, как и другие элементы в сварочной трубе, является настроенным устройством, поэтому он должен резонировать на определенной частоте, чтобы передавать ультразвуковую энергию от преобразователя к сварочному рупору. Для успешного функционирования бустер должен иметь либо половину длины волны ультразвука в материале, из которого он изготовлен, либо кратное этой длине. Обычно это половина длины волны.
Сварочный рог
Сварочный рог — это элемент сварочной трубы, который подает энергию на свариваемый компонент.Типичный сварочный рог показан на Рис.4 . Конструкция сварочного рожка имеет решающее значение для успешной сварки. Настоятельно рекомендуется, чтобы изготовление сварочного рожка производилось только компаниями, специализирующимися на ультразвуковой сварке.
Сварочный рупор, как и усилительный элемент, представляет собой настраиваемое устройство, которое в большинстве случаев также обеспечивает механическое усиление. Обычно он изготавливается из алюминия или титана. Алюминиевые сварочные рожки, как правило, используются для небольших объемов работ, поскольку износ может быть особой проблемой для этого материала.Некоторые сварочные рожки имеют специально закаленные наконечники для уменьшения износа во время сварки.
Как и в случае с усилительным элементом, длина сварочного рожка должна быть либо половиной длины волны ультразвука в материале, из которого он изготовлен, либо кратной этой длине. Это обеспечивает достаточную амплитуду на конце сварочного рожка для сварки.
Амплитуда обычно составляет от 30 до 120 мкм. Форма сварочного рупора важна, поскольку напряжение, вызванное осевым расширением и сжатием рупора, может привести к растрескиванию в приложениях с большой амплитудой.В некоторых случаях сварочный рупор изготавливается с прорезями в осевом направлении. Это необходимо для обеспечения максимальной амплитуды вибрации в продольном направлении.
Наконечник сварочного рожка передает ультразвуковую энергию на свариваемый компонент. Наконечник должен быть специально разработан для соответствия компоненту. Это обеспечит максимальную передачу энергии между рупором и компонентом. Обычно кончик рожка имеет профиль, соответствующий контурам детали.
Вспомогательный инструмент
Наконец, основание машинного пресса поддерживает инструмент, который поддерживает компоненты во время операции сварки. Инструмент поддержки предназначен для предотвращения перемещения нижнего компонента во время воздействия ультразвука. Его часто обрабатывают для точного совпадения контуров поверхности детали.
Следующая статья будет посвящена конструкции компонентов и параметрам сварки.
Часть 2: Конструкция компонентов
См. Дополнительную информацию о сварке полимеров или свяжитесь с нами.
Ультразвуковые сварочные аппараты | Форвард Технолоджи
Ультразвуковая сварка остается одним из самых быстрых и экономически эффективных методов сварки небольших деталей из термопласта. При использовании ультразвуковой сварки одна часть удерживается неподвижно в зажимном приспособлении, в то время как другая часть подвергается акустической вибрации против нее под давлением, создавая тепло трения на их соединяемых поверхностях. Компания Forward Technology, входящая в группу Crest, может разработать специальный ультразвуковой инструмент для любого применения для установки и эксплуатации в любом типе ультразвукового сварочного аппарата.
Обладая более чем двадцатипятилетним опытом в процессах ультразвуковой сварки, наши инженеры по инструментам обладают непревзойденными навыками и опытом для разработки даже самых сложных ультразвуковых инструментов и приспособлений для крепления деталей.
Ультразвуковые сварочные системы
На нашем предприятии в Кокато, штат Миннесота, в нашей лаборатории имеется широкий спектр ультразвуковых сварочных аппаратов для создания прототипов и демонстрации производимой ультразвуковой оснастки.Мы можем адаптировать ультразвуковые инструменты к сварочному оборудованию практически любого производителя.
Rinco Ультразвуковая сварочная система
В рамках Crest Group нашими партнерами являются Rinco Ultrasonics-USA в Данбери, Коннектикут www.rinco-usa.com — всемирно известный швейцарский производитель аппаратов для ультразвуковой сварки. Используя технологию ультразвуковой сварки Rinco, инженеры Forward Technology могут проектировать автономные или автоматизированные системы ультразвуковой сварки на заказ для увеличения производительности и выполнения дополнительных функций сборки, таких как проверка герметичности и маркировка парка.
Системы ультразвуковой сварки Mecasonic
Еще одним партнером Forward Technology является Mecasonic, всемирно известный производитель ультразвуковых аппаратов и компонентов, базирующийся во Франции. Подобно продуктам Rinco, хорошо осведомленная и опытная команда инженеров Forward может использовать эти сварочные аппараты и компоненты Mecasonic во что угодно, от простых настольных систем до полностью автоматизированных систем непрерывной сварки. Полноценный инструментальный отдел дает нам возможность спроектировать, построить и создать прототип всех ультразвуковых рупоров и крепежа деталей на нашем предприятии в Cokato.
Ультразвуковая сварка — SONOTRONIC
Один или несколько термопластов соединяются друг с другом в зоне соединения во время ультразвуковой сварки по времени.
Ультразвуковая сварка применяется везде, где используются термопласты, и к способу соединения предъявляются строгие требования. По сравнению с другими методами сварки, ультразвуковая сварка особенно подходит там, где требуется быстрое время процесса в сочетании с высокой надежностью процесса или если не используются другие наполнители или растворители.Ультразвуковая сварка также отличается качеством, прочностью и точной воспроизводимостью сварных швов.
Сам процесс особенный. В зависимости от области применения результаты сварки зависят от различных параметров. При ультразвуковой сварке высокочастотные механические колебания вызывают молекулярное трение и трение на границе раздела в зоне соединения. Это создает тепло, необходимое для сварки, и материал пластифицируется. После воздействия ультразвука достигается однородная стабилизация зоны соединения в результате короткого времени охлаждения при сохранении сварочного давления.Кроме того, как геометрия сонотродов и опоры, так и форма в самой зоне сварки влияют на результат сварки. Основные характеристики и преимущества ультразвуковой сварки:
- Сварка различных термопластов в зависимости от их совместимости с полимерами, таких как ПП, ПВХ, ПЭ, ПЭТ, АБС, композитов, тканей, флиса или пленок
- Очень быстрое время обработки
- Очень хороший контроль процесса и надежность за счет контроля параметров сварки
- Выборочная подача энергии посредством цифрового управления процессом сварки
- Стабильное качество сварки с визуально безупречным, стабильным и воспроизводимым сварным швом
- Визуально привлекательная форма сварного шва благодаря индивидуальному отпечатку наковальни
- Экологически чистая техника
- Низкое потребление энергии при сварке
- Без растворителей и присадок для сварки
- Утилизация свариваемых деталей по типу
- Инструменты для холодной сварки
- Без прогрева машины
- Нет повреждений заготовок при остановке станка
- Свариваемый материал без повреждений и складок
- Нет нагрева упаковываемых товаров, например, в упаковочной промышленности
- Быстрая и простая замена сварочного инструмента
- Воздухо- и водонепроницаемые сварные швы
- Водонепроницаемая сварка участков, загрязненных жиром, маслом или натуральными волокнами
- Идеально для запечатывания, например, упаковки.
Являясь экспертом в области ультразвуковых технологий, SONOTRONIC разрабатывает и производит стандартные и специальные машины с приспособлениями для ультразвуковой сварки для решения самых разных задач в различных секторах. Например, в автомобильной промышленности свариваются в основном внутренние или внешние компоненты, в то время как в упаковочной промышленности упаковка герметизируется ультразвуком. В текстильной промышленности текстильные изделия из термопластичных тканей могут быть соединены абсолютно плотными швами путем сплавления материалов благодаря ультразвуковой технологии.Другие отрасли промышленности пластмасс, такие как бытовая техника, электроника и электротехника или медицинская техника, используют преимущества ультразвуковой сварки для соответствующих применений.
Ультразвуковая сварка — обзор
13.4.1 Ультразвуковая сварка
Ультразвуковая сварка стала широко распространенным методом соединения больших объемов относительно небольших пластмассовых деталей. В этом процессе ультразвуковой генератор используется для создания колебаний одной подложки относительно неподвижной второй подложки.Это, в свою очередь, вызывает интенсивный нагрев от трения между двумя подложками, которого достаточно для быстрого образования зоны расплавленного сварного шва. С помощью давления и последующего охлаждения можно получить прочное соединение. Основные части стандартного устройства для ультразвуковой сварки показаны на рисунке 13.6.
Рисунок 13.6. Оборудование, используемое в стандартном процессе ультразвуковой сварки.
От Гримма (1995).
Процесс ультразвуковой сварки состоит из четырех этапов. На этапе 1 рупор контактирует с подложкой, прикладывается давление и начинается вибрационное движение.Выделение тепла из-за трения расплавляет точки прямого контакта, и расплавленный материал течет в стык. На этапе 2 скорость плавления увеличивается, что приводит к увеличению смещения сварного шва, и поверхности деталей полностью соприкасаются. Стационарное плавление происходит в фазе 3, поскольку в сварном шве поддерживается постоянная толщина слоя расплава. В фазе 4, фазе выдержки, вибрация прекращается, достигается максимальное смещение и высокая прочность соединения достигается по мере охлаждения и затвердевания сварного шва.
В процессе ультразвукового соединения материал подается между вибрирующим ультразвуковым рупором и неподвижной опорой (режим погружения) или подвижным колесом (режим вращения).Высокочастотные механические колебания (20–40 кГц) передаются через подложку для генерирования тепла от трения на стыке стыков и достижения температуры, достаточной для плавления и связывания материалов. Поскольку тепло, необходимое для соединения, вырабатывается на границе раздела, а не снаружи материалов и переносится к соединению посредством проводимости, процесс ультразвуковой сварки начинается точно на границе раздела, и тепловое разложение волокон сводится к минимуму.
Ультразвуковые рожки могут различаться по размеру до 24 см на 4 см, если они прямоугольные, или около 9 см в диаметре, если они круглые.Фактическая форма рупора зависит от конкретной операции сварки, которую необходимо выполнить. Одним из преимуществ ультразвуковой сварки является то, что в том же процессе можно использовать ультразвуковую режущую кромку, позволяющую производить «разрез и шов».
Технология ультразвукового склеивания вошла в производство одежды как передовая технология соединения синтетических материалов и смесей для получения непрерывных непроницаемых швов или локализованных точек соединения. Обычно ультразвуковая сварка используется для нанесения рисунков на одежду, отверждения и запечатывания лент и ремней по длине, а также для придания формы маленьким деталям одежды, которые в противном случае требовали бы больших затрат времени и средств для шитья.
Ткани могут быть на 100% синтетическими или смешанными с содержанием натуральных волокон до 40%. Для несинтетических тканей или смесей с содержанием натуральных волокон более 40%, термоактивируемые материалы (термопластичные клейкие пленки или тканевые покрытия) помещают между двумя кусками ткани. Материал должен иметь одинаковую толщину, плотность пряжи, плотность переплетения, эластичность основы и стиль вязания, которые являются факторами, которые могут влиять на способность сварки. Различные ткани, которые можно соединять ультразвуковой сваркой, показаны в Таблице 13.15.
Таблица 13.15. Ткани, соединяемые ультразвуковой сваркой
| Группа тканей | Подгруппа тканей | Пригодность для ультразвуковой сварки | Комментарии | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Да | В некоторых случаях | Нет | ||||||||||
| Хлопок | Тканый, трикотажный, флисовый, нетканый | x | Требуется клейкая пленка | |||||||||
| Целлюлоза | Тканый, трикотажный, флисовый, нетканый | x | Тканый, трикотажный, флисовый, нетканый | x | Требуется клейкая пленка | |||||||
| Шелк | Тканый, трикотажный, флисовый, нетканый | x | 60 Требуется | x | 60 Стекло Тканое, трикотажное | x | R Требуется клейкая пленка | |||||
| Углерод | Тканый, трикотажный | x | Требуется липкая пленка | |||||||||
| Синтетический | ||||||||||||
| Акрил | Тканый, трикотажный | Ультра- | сварка, но для склеивания требуется липкая пленка | |||||||||
| Регенерированная целлюлоза | ||||||||||||
| • Ацетат | Тканый, трикотажный, флисовый, нетканый | x | 9036 | Тканое, трикотажное, флисовое, нетканое | x | Требуется клейкая пленка | ||||||
| Нейлон | Тканый, трикотажный, флисовый, нетканый | x | Полиэфирная пленка или без нее | Ткань, трикотаж, флис, нетканый материал | x | С клейкой пленкой или без нее | ||||||
| Полипропилен | Тканый, трикотажный, флисовый, нетканый | x | С или без липкой пленки | |||||||||
| Полиэтилен | Тканый, нетканый | x | С клейкой пленкой или без нее | |||||||||
| С покрытием | x | Без клейкой пленки | ||||||||||
| • Полиуретан | x | x | Сварка тормозится пластификаторами | |||||||||
| • Политетрафторэтилен | x | Распылительные покрытия можно сваривать, толстые покрытия требуют прослойки | Желательно с прослойкой пленки er | |||||||||
| Эластичные ткани | x | С промежуточным слоем из эластичной пленки | ||||||||||
| Смеси натуральных и синтетических материалов | x | Синтетическая пленка плавится в слой натурального волокна7 или используется | ||||||||||
От Джонса (2013).
Несколько компаний производят автоматизированное ультразвуковое сварочное оборудование для швейной промышленности. Например, швейцарский производитель Schips (www.schips.com) представил несколько ультразвуковых машин для подшивания, непрерывной сборки двух тканей с помощью склеивающей ленты и приваривания сложенной резинки к ткани одежды. Компания PFAFF (www.pfaff.com) разработала ультразвуковое оборудование для резки и сшивания.
Как работает ультразвуковая сварка | HowStuffWorks
Ультразвуковая сварка имеет много преимуществ перед традиционными методами.Во-первых, сварка происходит при низких температурах по сравнению с другими методами. Таким образом, производителю не нужно расходовать огромное количество топлива или другой энергии для достижения высоких температур. Это удешевляет процесс. Также это быстрее и безопаснее.
Процесс происходит от долей секунды до секунды. Таким образом, это можно сделать быстрее, чем другими методами. Фактически, он склеивает пластик лучше и быстрее, чем клей. Например, в новых смарт-ключах в автомобилях есть транспондерный чип. Автомобиль может запуститься только тогда, когда он почувствует чип.Чтобы сделать ключ, один конец металлической заготовки ключа и микросхема помещаются в одну половину пластмассовой крышки. Другая половина помещается поверх них и прикрепляется к основной половине. Это соединение обычно выполняется с помощью клея, который требует времени, чтобы застыть. Эту же задачу можно выполнить с помощью ультразвуковой сварки менее чем за секунду.
Ультразвуковая сварка не требует горючего топлива и открытого огня, поэтому по сравнению с другими методами сварки это более безопасный процесс. Рабочие не подвергаются воздействию горючих газов или ядовитых растворителей.В электронике медные провода обычно прикрепляются к электрическим контактам на печатных платах припоем. Эту же задачу можно решить с помощью ультразвуковой сварки за меньшее время, не подвергая рабочих воздействию дыма от тлеющего свинцового припоя. Хотя слух рабочих может быть поврежден воздействием высокочастотного звука, эту потенциальную опасность легко уменьшить, поместив ультразвуковой сварочный аппарат в защитный бокс или клетку и / или используя средства защиты органов слуха.
Наконец, ультразвуковые сварные швы столь же прочны и долговечны, как и обычные сварные швы из тех же материалов, что является лишь одной из причин, по которой этот метод используется в производстве автомобилей.Чтобы сделать автомобили легче и экономичнее, автопроизводители обращаются к алюминию в качестве основного металла в кузовах автомобилей. Ультразвуковая сварка позволяет склеить металл за меньшее время и при более низких температурах, чем традиционная сварка.
Однако у ультразвуковой сварки есть свои ограничения. Во-первых, глубина сварных швов меньше миллиметра, поэтому этот процесс лучше всего работает с тонкими материалами, такими как пластик, проволока или тонкие листы металла. Ультразвуковая сварка стальной балки для здания нецелесообразна.Во-вторых, он лучше всего работает при сварке аналогичных материалов, таких как аналогичные пластмассы или аналогичные металлы. Как вы видели на примере обуви New Balance, для ультразвуковой сварки разнородных материалов требуется дополнительный материал — в случае обуви New Balance это пленка, которая может быть склеена между синтетической замшей и сеткой.