как правильно наточить сверло по металлу
Различные манипуляции с изделиями из металла, в том числе сверление, производятся не только на производстве, но и в бытовых условиях. Инструмент для работы с металлом изначально производится из материалов повышенной износостойкости, но со временем даже такие специализированные изделия требуют той или иной корректировки. В связи с этим возникает достаточно большое количество вопросов, среди которых одними из самых актуальных являются: как точить сверла по металлу, как правильно точить сверла по металлу и под каким именно углом лучше точить сверла по металлу.
Производить затачивание такого вида сверл необходимо соблюдая все технологические правила. В противном случае даже самый качественный инструмент может быть безвозвратно испорчен. Подробно о том, как правильно заточить сверло по металлу, мы расскажем в нашей статье.
СОДЕРЖАНИЕ СТАТЬИ
ПРИЗНАКИ ЗАТУПЛЕНИЯ СВЕРЛА ПО МЕТАЛЛУ
- Повышение шумовых проявлений;
- Значительный внезапный разогрев работающей части и тела;
- Неровность и «рваность»краев разрабатываемого отверстия;
- Необходимость увеличения физических усилий;
- Изменение состояния стружки со спиралеобразной, до крошащейся и малоразмерной;
- Повышение температуры поверхности изделия;
- Появление не характерного ранее скрежетания и треска в момент работы.
СТЕПЕНЬ И ВИДЫ ПОВРЕЖДЕНИЯ СВЕРЛА ПО МЕТАЛЛУ ИЗНОСОМ
- Изнашивание задних поверхностей.
- Изнашивание передних поверхностей.
- Изнашивание уголков.
- Изнашивание фаски.
Для более наглядного представления предстоящих манипуляций, необходимо более подробно рассмотреть устройство сверла.
АНАТОМИЯ СВЕРЛА
- Вершинный угол. Располагается посередине режущих кромок и является вершиной сверла. Показатели такого угла разнятся в зависимости от того, какой металл предстоит сверлить. Наиболее универсальным принято считать угол 118 градусов.
 Он целесообразен при работе с мягкими материалами, в том числе с мягким металлом. Для металлов плотных и прочных, угол составляет свыше 135 градусов.
Он целесообразен при работе с мягкими материалами, в том числе с мягким металлом. Для металлов плотных и прочных, угол составляет свыше 135 градусов. - Задние вершины. Проходят за режущими кромками, изгибаясь и образовывая просвет, составляющий от 8 до 15 градусов для универсальных вариантов.
- Перемычка. По сути это перешеек, соединяющий две режущие части. Основной функцией перемычки является центрование сверла в момент входа в металл.
- Спиралеобразные ленты. Необходимы для снижения трения, выступают как теплоотвод и направляющая.
- Спиральные ложбины. Являются отводящими каналами для отработанного содержимого просверливаемого отверстия.
- Хвостовик. Место соединения сверла с дрелью.
 Он целесообразен при работе с мягкими материалами, в том числе с мягким металлом. Для металлов плотных и прочных, угол составляет свыше 135 градусов.
Он целесообразен при работе с мягкими материалами, в том числе с мягким металлом. Для металлов плотных и прочных, угол составляет свыше 135 градусов.Отдельными параметрами можно считать спиральный и задний углы:
- Угол спирали является величиной переменной т изменяется в зависимости от того, для какого типа металла подбирается сверло. Большие витки угла подходят для более мягких металлов, дающих длинную стружку. Малоугловые спирали целесообразны при работе с твердыми металлами и мелкой стружкой;
- Задний угол. Его размеры варьируют от 7 до 17 градусов и зависят от того, какой металл предстоит просверлить.
ОСНОВНЫЕ ТИПЫ СВЕРЛ И ОСОБЕННОСТИ ИХ ЗАТОЧКИ
- Одноплоскостные. Данный вид сверл имеет одну плоскость на задней перьевой стенке. Угол плоскостного наклона составляет 28-30 градусов. Заточке подлежит одна рабочая плоскость. Сверло удерживается параллельно задней плоскости по отношению к точильному приспособлению.
- Двухплоскостные. Отличием от одноплоскостных является только наличие дополнительной плоскости.
- Конические сверла. Основным нюансом заточки является необходимость сохранения четкого конуса. Заточка производится колебательными движениями без отрыва от точильного приспособления.
КАК ПРАВИЛЬНО ТОЧИТЬ СВЕРЛО ПО МЕТАЛЛУ: ПОДРОБНАЯ ИНСТРУКЦИЯ
- Вращения абразивного элемента производятся по встречному направлению относительно затачиваемой плоскости.
- Важно выдерживать верный угол, не допуская смещения. Выбор, под каким углом точить сверла по металлу, является наиважнейшей частью всего процесса.

Стоит учитывать, что для каждого металла, угол имеет свои параметры:
- Чугун и сталь. Для этих металлов оптимально допустимым считается угол в диапазоне 116-118 градусов;
- Латунь и бронза. Угол заточки должен соответствовать 120-130 градусам;
- Медь. Выдерживаемый угол имеет четкие границы и равен 125 градусам;
- Алюминий. Данный металл, так же как и медь предполагает выдержанный угол в 140 градусов.
Сохранение необходимо верного угла является основным требованием, нарушение которого в процессе заточки сверла по металлу способно привести к порче изделия.
- Восстановительные манипуляции при обработке кромок производятся за один рабочий подход.
- Разогретая часть хвостовика подлежит охлаждению в момент изменения положения.
- При работе с одноплоскостными сверлами с диаметром не более 3мм, обеспечивается параллельное положение режущей кромки и плоскости точильного круга. Прижим осуществляется с сохранением заднего угла в 26-30 градусов.
- При работе с коническими изделиями, превышающими диаметр в 4 мм, важно свершать плавные движения, сохраняющие конусность формы. Категорически запрещено прекращать контакт затачиваемой поверхности сверла и точильной поверхности. Все повороты осуществляются плавно, по форме конуса и в одно касание. Новый цикл начинается с рабочей кромки и проходит полным поворотом с соблюдением необходимых углов.
- Необходимым условием является сохранение переднего угла, находящегося в промежутке рабочей части инструмента и основанием режущей кромки. Замер производится специальным приспособлением в основной плоскости.
- Важно так же обращать внимание на угол, расположенный в задней плоскости.
- Угол режущих кромок должен располагаться на вершине между кромками.

Замеры углов производятся шаблонами, имеющими специальные вырезы, или прибором Слепнина.
Помимо сохранения правильности углов, важным аспектом в вопросе «как правильно заточить сверло по металлу» является выдерживание правильности самой кромки. Особенно актуальным данный момент является для сверл больших диаметров, превышающих 10мм. Кроме обязательных к протачиванию поверхностей, у сверл с большим диаметром, подточке подвергается передняя поверхность. Связана такая необходимость с тем, что уменьшение угла наклона передней плоскости, приводит к расширению угла режущего ребра и уменьшению длины поперечной кромки. В связи с такими изменениями параметров, сверло не прорезает металл, а выскабливает, образуя неровности и дефекты.
ОБОРУДОВАНИЕ ДЛЯ ЗАТОЧКИ СВЕРЛА ПО МЕТАЛЛУ
Процесс правильной заточки сверла по металлу начинается с подбора необходимого оборудования:
- Шлифовочная машинка.
- Точильный, или наждачный станок.
- Электрическая дрель.
- Напильник.
Вспомогательные средства.
- Комплект точильных кругов. Подбирается в зависимости от материала из которого изготовлено сверло.
Определение типа материала сверла:
- Быстрорежущая сталь. Такой тип сверл имеет обозначение HSS. Такие сверла изготавливаются из легированной углеродистой стали и имеют добавки вольфрама, хрома и молибдена. Быстрорежущие сверла используются для работ на высоких скоростных режимах;
- Кобальтовая сталь. Такие сверла обозначаются пометкой CO(кобальт)и обозначением, информирующем о процентном содержании кобальта. Следует учитывать, что кобальтовые сверла хоть и способны длительное время сохранять остроту даже при больших нагрузках и температурах, но отличаются хрупкостью по сравнению с быстрорежущей сталью. Заточка таких сверл требует наибольшей осторожности;
- Карбид-вольфрамовые сверла. Обладают крайне высокой жесткостью и значительной хрупкостью.
Помимо материала изготовления, производители указывают какую обработку проходит сверло и каким покрытием защищено.
Все эти нюансы имеют значение при подборе необходимого для затачивания инструмента.
Кроме вышеперечисленного, необходимо знать под каким углом надо точить сверла по металлу. Для достижения наиболее качественного результата, будет не лишним акцентировать внимание на анатомии сверла. - Емкость с водой. Для охлаждения чаще всего используется обычная вода. Однако, гораздо лучшую результативность в качестве охладителя показывает машинное масло.
- Фиксирующее устройство.
- Угломер.
- Средства индивидуальной защиты: очки и перчатки.
 Все эти нюансы имеют значение при подборе необходимого для затачивания инструмента.
Все эти нюансы имеют значение при подборе необходимого для затачивания инструмента.Для более наглядного представления предстоящих манипуляций, необходимо более подробно рассмотреть устройство сверла.
ЧЕМ МОЖНО ЗАТОЧИТЬ СВЕРЛО ПО МЕТАЛЛУ
Процесс затачивания сверл устроен следующим образом:
Шлифовочной машинкой (болгаркой)
Процесс затачивания проводится в несколько этапов.
- Сверло фиксируется в тисках с соблюдением угла наклона;
- На машинку устанавливается абразивный диск, подобранный в соответствии с типом сверла и его предназначением;
- Включенная машинка подносится к сверлу.
Альтернативным вариантом работы является метод, когда крепится не сверло, а собственно болгарка.
В процессе работы необходимо соблюдать меры индивидуальной защиты, так как имеется достаточно высокий риск соскальзывания сверла с точильной поверхности.
Наждачным станком
Данное устройство считается одним из самых удобных и оправданных при работе в домашних условиях. Одно из важных условий при работе с наждачным станком-верное касание кромки и точильной поверхности. Кромка должна располагаться строго параллельно.
Электрической дрелью
Дрель является альтернативой болгарки и точильного станка. Для манипуляции затачивания на нее устанавливается точильный круг. Суть действий аналогична работе с болгаркой и подразумевает два варианта фиксации: фиксируется сверло, или фиксируется сама дрель.
Нюансы работы с дрелью:
- Инструмент фиксируется в вертикальном положении;
- Точильным кругом обрабатывается задняя кромка с целью удаления последствий изнашивания;
- Производится затачивание с выведением необходимого угла, который чаще всего равен 120 градусам.

На всем протяжении затачивания кромки, которое в среднем длится около 2-х секунд за один сеанс, необходим контроль за степенью нагревания.
Для упрощения процесса, можно приобрести специальную насадку, устанавливающуюся непосредственно на дрель и выступающую в роли фиксатора сверла и направляющей.
На что стоит обратить внимание во время заточки сверла по металлу:
- Подобные насадки целесообразны только при работе со сверлами не превышающими 4-10мм в диаметре;
- Сверла с серьезными повреждениями и значительным износам затачиванию таким методом не подлежат;
- Подобрать индивидуальный угол при использовании насадки не возможно. В связи с этим, если речь идет не о стандартных углах, потребуется доработка, позволяющая соблюсти необходимые угловые параметры.
Напильником (надфилем)
Затачивание напильником, или надфилем, чаще всего производится, когда речь идет о сверлах, которые невозможно заточить иными способами ввиду их малого диаметра, составляющего 4мм и менее. При обработке тонких сверл допускается стачивание слоя не превышающего 1мм. Углы придется выдерживать в стандартном развороте. В ходе работы потребуется хорошее освещение и наличие увеличивающих приспособлений.
Заточка сверла по металлу своими руками
Простейшее и достаточно удобное приспособление для затачивания сверл по металлу можно сделать самостоятельно своими руками.
Состоит данное устройство из:
- Вала;
- Сверлящего патрона;
- Транспортира-угломера;
- Направляющих роликов.
Основа, с закрепленным на ней транспортиром изготавливается из любого подручного материала, который должен быть достаточно прочным и широким.
КАК ЗАТОЧИТЬ СВЕРЛО ПО МЕТАЛЛУ: ВИДЕО
КАК ПРАВИЛЬНО ЗАТОЧИТЬ СВЕРЛО ПО МЕТАЛЛУ: ВЫВОД
Вне зависимости от того, каким инструментом производилась заточка сверла по металлу, нелишним будет проведение доводочных манипуляций.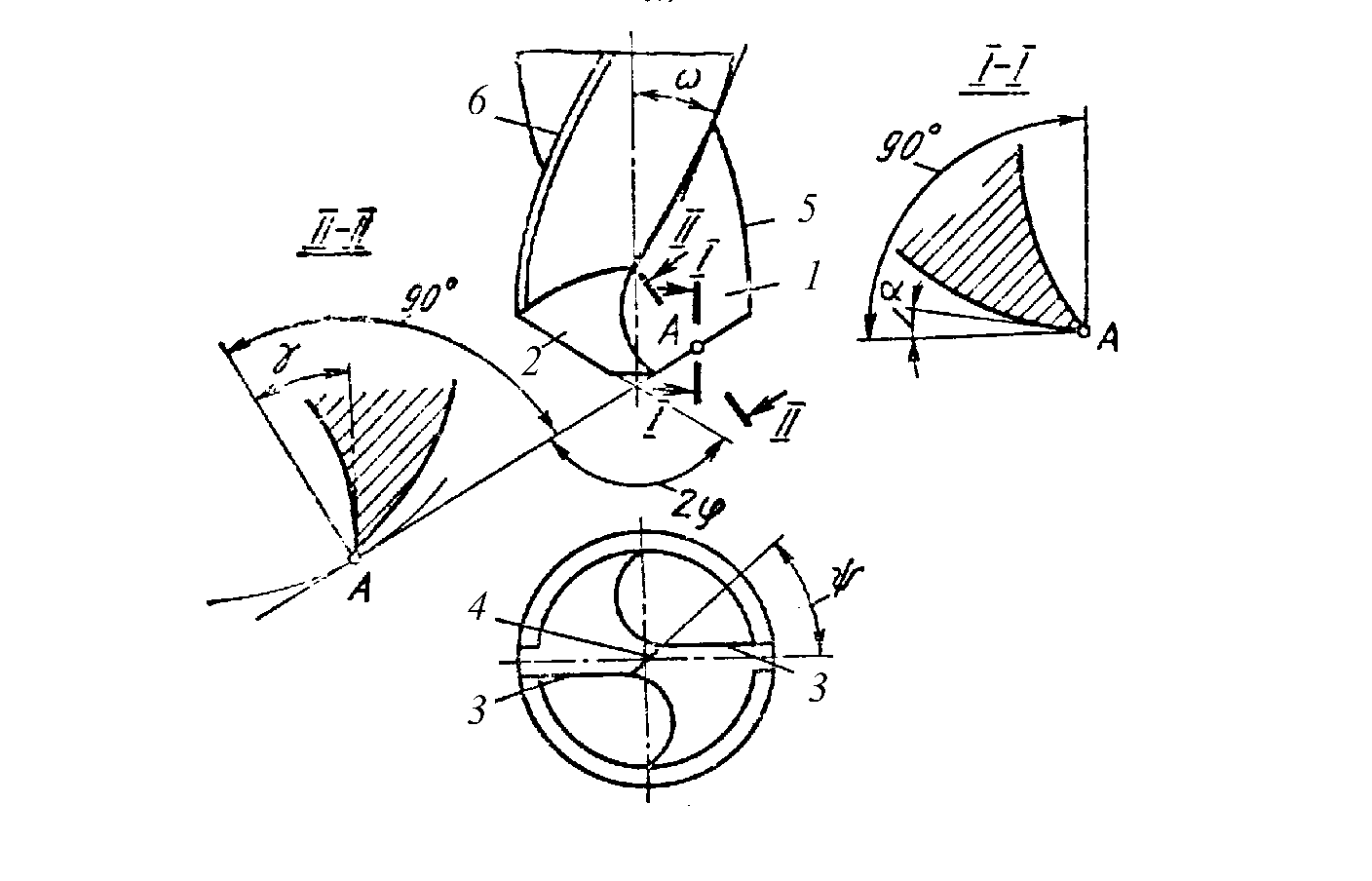 Наибольшей популярностью пользуются камни из карбида кремния с маркировкой 63с и круг, имеющий зернистость 5-6 и твердость м3-см1. Альтернативой может стать эльбор с зернистостью 6-8. Обязательна бакелитовая связка для обоих вариантов.
Наибольшей популярностью пользуются камни из карбида кремния с маркировкой 63с и круг, имеющий зернистость 5-6 и твердость м3-см1. Альтернативой может стать эльбор с зернистостью 6-8. Обязательна бакелитовая связка для обоих вариантов.
Соблюдение всех перечисленных нюансов и правил, позволит свести риск порчи сверла к минимуму и значительно упростит предстоящую работу, сохраняя при этом достаточно высокое качество. Стоит учитывать, что немаловажную роль играет личный опыт мастера и качество используемых приспособлений.
Углы сверла
Угол
при вершине 2φ=118° и угол наклона винтовой
канавки ω=27°.
Угол
при вершине 2φ —
угол между главными режущими кромками
сверла. С уменьшением 2φ увеличивается
длина режущей кромки сверла, что приводит
к улучшению условий теплоотвода, и,
таким образом, к повышению стойкости
сверла. Но при малом 2φ снижается
прочность сверла, поэтому его значение
зависит от обрабатываемого материала.
Для мягких металлов 2φ=80…90°. Для сталей
и чугунов 2φ=116…118°. Для очень твердых
металлов 2φ=130…140°.Угол
наклона винтовой канавки ω —
угол между осью сверла и касательной
к винтовой линии ленточки. Чем больше
наклон канавок, тем лучше отводится
стружка, но меньше жёсткость сверла и
прочность режущих кромок, так как на
длине рабочей части сверла увеличивается
объём канавки.
Значение
угла наклона зависит от обрабатываемого
материала и диаметра сверла (чем меньше
диаметр, тем меньше ω).Передний
угол γ определяется
в плоскости, перпендикулярной режущей
кромке, причём его значение меняется.
Наибольшее значение он имеет у наружной
поверхности сверла, наименьшее — у
поперечной кромки.Задний
угол α определяется
в плоскости, параллельной оси сверла.
Его значения так же, как и переднего
угла, изменяются. Только наибольшее
значение он имеет у поперечной кромки,
а наименьшее — у наружной поверхности
сверла.Угол
наклона поперечной кромки ψ расположен
между проекциями главной и поперечной
режущих кромок на плоскость,
перпендикулярную оси сверла. У стандартных
свёрл ψ=50…55°.

Переменные
значения углов γ и α создают неодинаковые
условия резания в различных точках
режущей кромки.
Углы сверла в процессе резания
Углы
сверла в процессе резания отличаются
от углов в статике, так же, как и у резцов.
Плоскость резания в кинематике получается
повёрнутой относительно плоскости
резания в статике на угол μ, и действительные
углы в процессе резания будут следующими:
γкин=γ+μ
αкин=α-μ
Классификация свёрл
Некоторые
виды свёрл: A — по металлу; B — по
дереву; C — по бетону; D — перовое
сверло по дереву; E — универсальное
сверло по металлу или бетону; F — по
листовому металлу; G — универсальное
сверло по металлу, дереву или
пластику.
Хвостовики:
1, 2 — цилиндрический; 3 — SDS-plus; 4 —
шестигранник; 5 — четырёхгранник;
6 — трёхгранник; 7 — дляшуруповёртов.
По
конструкции рабочей части бывают:
Спиральные
(винтовые) —
это самые распространённые свёрла, с
диаметром сверла от 0,1 до 80 мм и длиной
рабочей части до 275 мм широко
применяются для сверления различных
материалов.Конструкции
Жирова —
на режущей части имеются три конуса с
углами при вершине: 2φ=116…118°; 2φ0=70°;
2φ0’=55°. Тем самым длина режущей кромки
увеличивается, и условия отвода тепла
улучшаются. В перемычке прорезается
паз шириной и глубиной 0,15D. Перемычка
подтачивается под углом 25° к оси сверла
на участке 1/3 длины режущей кромки. В
результате образуется положительный
угол γ≈5°.
Плоские
(перовые) —
используются при сверлении отверстий
больших диаметров и глубин. Режущая
часть имеет вид пластины (лопатки),
которая крепится в державке
или борштанге или
выполняется заодно с хвостовиком.Для
глубокого сверления (L≥5D) —
удлинённые винтовые свёрла с двумя
винтовыми каналами для внутреннего
подвода охлаждающей жидкости. Винтовые
каналы проходят через тело сверла или
через трубки, впаянные в канавки,
профрезерованные на спинке сверла.Конструкции
Юдовина и Масарновского —
отличаются большим углом наклона и
формой винтовой канавки (ω=50…65°). Нет
необходимости частого вывода сверла
из отверстия для удаления стружки, за
счет чего повышается производительность.
Одностороннего
резания —
применяются для выполнения точных
отверстий за счёт наличия направляющей
(опорной) поверхности (режущие кромки
расположены по одну сторону от оси
сверла).Пушечные —
представляют собой стержень, у которого
передний конец срезан наполовину и
образует канал для отвода стружки. Для
направления сверла предварительно
должно быть просверлено отверстие на
глубину 0,5…0,8D.Ружейные —
применяются для сверления отверстий
большой глубины. Изготовляются из
трубки, обжимая которую, получают
прямую канавку для отвода стружки с
углом 110…120° и полость для подвода
охлаждающей жидкости.
Кольцевые —
пустотелые свёрла, превращающие в
стружку только узкую кольцевую часть
материала.Центровочные —
применяют для сверления центровых
отверстий в
деталях.
 Режущая
РежущаяПо
конструкции хвостовой
части бывают:
П
Центровочное |
о способу изготовления бывают:
Цельные —
спиральные свёрла из быстрорежущей
стали марок Р9, Р18, Р9К15 диаметром до
8 мм, либо из твёрдого сплава диаметром
до 6 мм.Сварные —
спиральные свёрла диаметром более 8 мм
изготовляют сварными (хвостовую часть
из углеродистой, а рабочую часть из
быстрорежущей стали).Оснащённые
твёрдосплавными пластинками —
бывают с прямыми, косыми и винтовыми
канавками (в том числе с ω=60° для глубокого
сверления).Со
сменными твердосплавными пластинами —
так же называются корпусными (оправку,
к которой крепятся пласты, называют
корпусом). В основном, используются для
сверления отверстий от 12 мм и более.Со
сменными твердосплавными головками —
альтернатива корпусным сверлам.

Углы сверл — Энциклопедия по машиностроению XXL
Н е м и р о в с к и й А. С., Насчёт задних углов сверла,
[c.335]
Задние и передние углы сверла [c.78]
Примечания I. При глубине отверстия более 2ё заточку заднего угла сверл с ё >5 мм необходимо выполнять по двум плоскостям. [c.166]
Размеры спиральных сверл двустороннего резания с внутренним отводом и наружным подводом охлаждающей жидкости приведены в табл. 16. Эти сверла обеспечивают большую производительность, чем сверла с внутренним подводом охлаждающей жидкости. Углы сверла 2ф = 120 а = 8 а, = 15° у = 12° е = 70° Л = 5°. [c.247]
Спиральное сверло имеет спиральные канавки, служащие для отвода стружки и образующие передние углы задние углы сверла образуются при заточке задних поверхностей у вершины сверла, они являются переменными, увеличиваясь от периферии к центру сверла (фиг. 114, а). Угол при вершине сверла затачивается на 116—120°. Чтобы повысить стойкость сверла, применяется двойная заточка,
[c.163]
Необходимо следить за тем, чтобы режущие кромки имели оди наковую длину и были заточены под одинаковыми углами. Сверло с режущими кромками разной длины или с разными углами наклона может сломаться или же просверлить отверстие большего диаметра. После заточки задней поверхности сверла его главные режущие кромки должны стать прямолинейными.
[c.201]
После заточки задней поверхности сверла его главные режущие кромки должны стать прямолинейными.
[c.201]
При больших углах растет осевое усилие, сверло работает тяжело. При малых углах сверло дрожит, заедает, ломается [c.75]
| Фиг. 178. Передний и ний углы сверла. |
Кроме переднего и заднего углов, сверло характеризуется углом
[c.225]
Изменение переднего угла сверла вдоль всей длины режущей кромки можно видеть из графического построения, приведенного на рис. 175. Винтовая линия при развертывании на плоскость представляет собой гипотенузу прямоугольною [c.186]
| Рис. 175. Изменение переднего угла сверла вдоль режущей кромки |
Изменение угла при вершине 2ф также приводит к изменению основных режущих свойств сверла. От величины угла 2ф зависят передний и задний углы сверла. Выбор угла при вершине зависит от свойств обрабатываемого материала. Для твердых и хрупких металлов угол при вершине целесообразно применять равным 130… 150°, для более мягких и вязких 80…90°, у сверл общего назначения (стандартных) угол 2ф = = 116…118°.
[c.218]
П-образный паз предварительно размечают, сверлят четыре отверстия в углах сверлом диаметром, равным ширине паза. Затем на вертикально-фрезерном станке пальцевой фрезой диаметром, равным ширине паза, фрезеруют сквозную канавку, соединяющую просверленные отверстия. Термическая обработка производится на ТВЧ только паза, охлаждение — эмульсией, закаленная поверхность зачищается слесарным способом. [c.316]
| Рис. 7.30/106. Изменение углов сверла вдоль режущей кромки |
Фиг. 180. Передние углы сверла в цилиндрических сечениях. 180. Передние углы сверла в цилиндрических сечениях.
|
| Фиг. 181. Передние углы сверла в плоскости, нормальной главной режущей кромке (а), и в плоскости, нормальной поперечной кромке (6). |
| Фиг.183. Кривые изменения переднего угла сверла в разных точках режущей кромки в зависимости от угла при вершине сверла 2ф. |
Углы сверла меняются в зависимости от того, находится ли сверло в работе или нет, поэтому у сверла, как и у всякого другого инструмента, углы необходимо рассматривать в нерабочем и рабочем положении.
[c.191]
В процессе резания углы сверла подвергаются изменению. Дело в том, что при сверлении имеют место два движения вращательное и поступательное по направлению подачи. В результате обоих движений каждая точка лезвия сверла перемещается по винтовой линии с шагом, равным подаче на один оборот. [c.194]
Зависимость между углами сверла в процессе резания и углами заточки сверла следующая [c.195]
Задний угол — угол между касательной к задней поверхности в рассматриваемой точке режущей кромки и касательной в той же точке к окружности, образованной режущей кромкой при ее вращении вокруг оси сверла. Задние углы сверла также переменные на периферии а = 8… 14°, вблизи поперечной кромки 20…2,5°. Углы сверла в процессе резания У кии и отличаются от углов в статике (у, а). В результате сложения вращательного и поступательного движений сверла траектория каждой точки режущей кромки — винтовая линия, а траектория кромки — винтовая поверхность с шагом, равным 5о. На рис. 5.9, б линия 1 — развертка траектории резания в статике (5=0) 2—траектория резания в кинематике (5 0). Плоскость резания в кинематике 2 повернута относительно плоскости резания в статике / на угол и действительные углы в процессе резания будут равны
[c. 94]
94]
Подъемом шлифовального круга добиваются такого положения, при котором расстояние у от вершины сверла до горизонтальной осевой плоскости шлифовального круга было по возможности максимальным. После этого поворотом сверла в горизонтальной плоскости устанавливают угол при вершине сверла ф, а поворотом в вертикальной плоскости на угол т — требуемую величину заднего угла сверла. [c.245]
| Фиг. 171. Передние и задние углы сверла. |
Углы сверла. На рис. 140 показаны углы сверла.
[c.161]
Передние и задние углы сверла [c.92]
Передние углы сверла. Будем считать, что осевая плоскость Т, проходящая через исследуемую точку, будет статической основной плоскостью. В этом случае статические параметры будут равны параметрам в процессе резания, так как вектор скорости резания будет перпендикулярен к основной плоскости. Примем плоскость, перпендикулярную к оси сверла, за поперечное сечение, а плоскость, касательную к цилиндрическому сечению, концентричному оси сверла. [c.54]
Задние углы сверла. За статическую основную плоскость примем плоскость, параллельную режущим кромкам сверла. Тогда к = О, а угол в плане 90° — ф. Будем считать, что в результате заточки величина статического заднего угла равна 0 при его измерении в нормальном к кромке сечении. Задние статические углы 0 в сечениях [c.55]
Параметры конической заточки к — расстояние между осью сверла и осью качания (с увеличением к возрастает задний угол а) // — расстояние между вершиной конуса заточки и осью сверла е — угол разворота сверла фо — угол установки сверла, измеряемый между осью сверла и плоскостью шлифовального круга. Угол установки всегда несколько меньше, чем ф -гг половина угла сверла при вершине (табл. 31).
[c. 85]
85]
Универсальный угломер мод., 5УМ. Измерение углов сверл, зенкеров и др. [c.145]
| Рис. 142. Углы заточки сверла и резца при обработке винипласта а — углы резца, б — углы сверла |
Отклонения углов сверла от номинальных значений должны быть в пределах 1°,
[c.135]
Углы сверла, град задний резания [c.231]
Кроме переднего и заднего углов, сверло характеризуется углом наклона винтовой канавки ш, углом наклона поперечной кромки с ) [c.263]
| Фиг. 168. Передний и задний углы сверла. |
Внутренние углы опиливают, базируясь по обработанным наружным плоскостям. Размечают угол, вырезают лишний металл с припуском на опиливание 0,5 мм, удаляют вершину угла сверлом диаметром 2—3 мм (или делают пропил ножовкой под углом 45°). Обработку ведут плоским тупоносым напильником, обращая ненасеченную грань к сопряженной стороне, чтобы не повредить ее. В узких местах используют квадратный напильник, уголок обрабатывают трехгранным.
[c.223]
Изменение переднего угла сверла вдоль всей длины режущей кромки можно видеть из графического построения (фиг. 179). Винтовая линия при развертыва- [c.223]
Ниже рассмотрены типичные конструкции сверл, их геометрия и приемы усовершенствования их. При определении углой сверла будем исходить из положения, что любой режущий инструмент, сколь бы сложной формы он ни был, является комплексом некоторого количества элементарных резцов, например сверло представляет собой комплекс из двух резцов. [c.232]
При малых задних углах сверла как геометрического тела угол Ор в процессе резания на участках вблизи оси сверла может получиться отрицательным, что вызовет сильное трение сверла и усиленный износ поперечной режущей кромки. Практически это имеет место у сверл с подточенными перемычками, когда режущая кромка приближается к оси сверла и тем самым в процессе резания уменьшается задний угол. Последнее особенно вероятно при сверлении вязких сталей/ склонных к упругому последействию. Во избежание подобного явления часто затачивают сверла таким образом, чтобы задние углы сверла в статическом состоянии увеличивались по мере приближения к оси сверла (например, по системе Вйшбурна).
[c.235]
Практически это имеет место у сверл с подточенными перемычками, когда режущая кромка приближается к оси сверла и тем самым в процессе резания уменьшается задний угол. Последнее особенно вероятно при сверлении вязких сталей/ склонных к упругому последействию. Во избежание подобного явления часто затачивают сверла таким образом, чтобы задние углы сверла в статическом состоянии увеличивались по мере приближения к оси сверла (например, по системе Вйшбурна).
[c.235]
| Фиг. 176. К расчету задних углов сверла, заточенного по Вашбурну. |
| Фиг. 203. Влияние заднего угла сверла на его стойкость при сверлении стали 1Х18Н9Т (d=19,4 мм, S = 0,2 мм/об, v= 19 м мин) и титанового сплава ВТ2 d = 9 мм, S = 0,2 мм1об, 0=4 м/мин). |
Методы улучшения переднего угла сверла. Как видно из приведенной выше форл лы, на угол Y/V влияют величины углов ф, ш и х.
[c.366]
| Фиг. 169. Изменение переднего угла сверла вдоль режуп ен кромки. |
Какой угол заточки сверла по металлу
Если сверлить приходится только древесину, то об остроте сверла можно не задумываться, так как сверло может исправно служить месяцы и годы без заточки. Но когда доходит дело до сверления металла, острота сверла становиться очень важна, другими словами, просверлить металл можно только острым сверлом. Разницу легко почувствовать, взяв абсолютно новое сверло. Начав довольно резво врезаться в металл, с каждой минутой сверло будет погружаться в металл все медленнее, а давить на него придется все сильнее. Скорость затупления сверла зависит в частности от оборотов, скорости подачи, охлаждения и других факторов, однако как ни старайся, время работы сверла до неудовлетворительной работоспособности измеряется минутами. Если объем работы значительный, постоянно покупать новые сверла получится накладно, поэтому лучше научиться их затачивать. Хотя все равно стоит иметь несколько сверл одного диаметра (3-10, в зависимости от ох диаметра и соответственно цены) чтобы возвращаться к заточке только когда затупились все сверла.
Если объем работы значительный, постоянно покупать новые сверла получится накладно, поэтому лучше научиться их затачивать. Хотя все равно стоит иметь несколько сверл одного диаметра (3-10, в зависимости от ох диаметра и соответственно цены) чтобы возвращаться к заточке только когда затупились все сверла.
На периферии сверла скорость резания максимальна, и, следовательно, максимален нагрев режущих кромок. В то же время отвод тепла от уголка режущей кромки сильно затруднен. Поэтому затупление начинается с уголка, потом распространяется на всю режущую кромку. Ясно видно ее закругление. Затем истирается задняя грань. На ней появляются штрихи, риски, идущие от режущей кромки. По мере износа риски сливаются в сплошную полоску вдоль режущей кромки, более широкую у периферии и сужающуюся к центру сверла. Поперечная режущая кромка при износе сминается.
В начале затупления сверло издает резкий скрипящий звук. Если сверло вовремя не заточить, количество выделяемого тепла будет возрастать и процесс износа пойдет быстрее.
Чтобы облегчить контроль геометрии сверла, главное, что следует сделать – это шаблон описанный ниже. С его помощью, даже если заточка выполняется без приспособлений, всегда можно проверить, где ещё нужно снять металл, и, в конце концов, получить то, что и должно получиться (не может быть чтобы не получилось, даже если придется сточить половину длинны сверла). Для соблюдения симметрии старайтесь, чтобы время заточки каждого участка и сила нажима были постоянные.
Заточка спиральных сверл
Для заточки существуют специальные станки или приспособления. Если есть возможность, то лучше затачивать сверла на специализированном оборудовании. Но в условиях домашней мастерской такой возможности, как правило, не бывает. Сверла приходится затачивать вручную на обыкновенном точиле.
В зависимости от того, какую форму придают задней поверхности, существуют разные виды заточки: одноплоскостная, двухплоскостная, коническая, цилиндрическая, винтовая.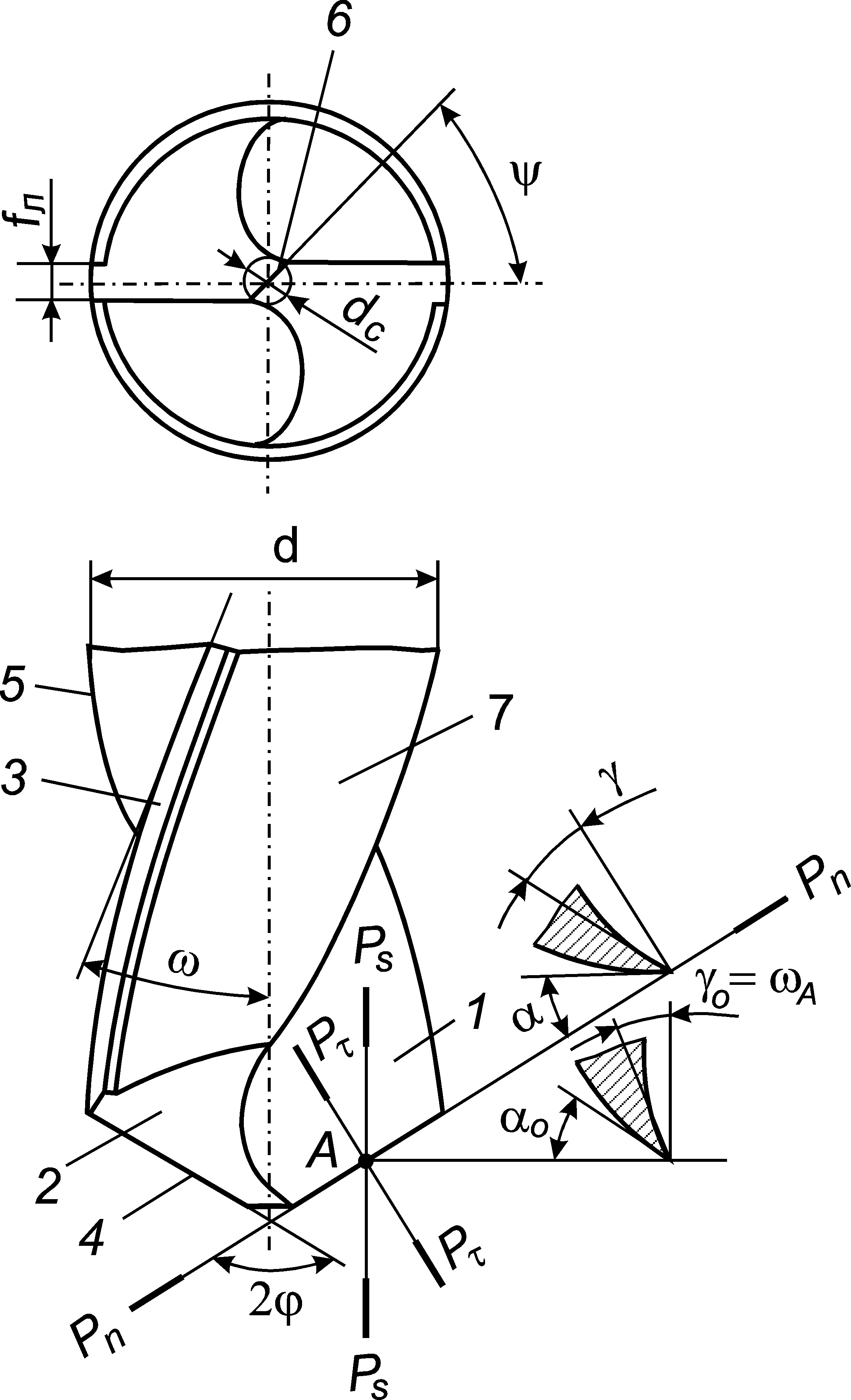
При одноплоскостной заточке заднюю поверхность пера выполняют в виде плоскости. Задний угол при такой заточке должен быть 28-30°. При одноплоскостной заточке велика опасность выкрашивания режущих кромок. Этот способ, самый легко выполнимый при ручной заточке, рекомендуют для сверл диаметром до 3 мм.
Универсальные сверла диаметром больше 3 мм обычно подвергают конической заточке. Для того, чтобы были понятны особенности такой заточки, рассмотрим схему конической заточки на станке сверла с углом 2φ в 118°. На рисунке ниже показан шлифовальный круг и прижатое к его торцу режущей кромкой и задней поверхностью сверло.
Представим себе конус, образующая которого направлена вдоль режущей кромки и торца шлифовального круга, а вершина отстоит от диаметра сверла на 1,9 его величины. Угол при вершине равен 26°. Ось сверла пересекается с осью воображаемого конуса под углом 45°. Если вращать сверло, вокруг оси воображаемого конуса (как бы катать конус по торцу шлифовального круга), то на задней грани сверла образуется коническая поверхность. Если ось сверла и ось воображаемого конуса находятся в одной плоскости, то задний угол будет равен нулю. Чтобы образовался задний угол, нужно сместить ось сверла по отношению к оси воображаемого конуса. На практике это смещение будет равным 1/15 диаметра сверла. Качание сверла по оси воображаемого конуса при таком смешении обеспечит конусную заднюю грань и задний угол 12-14°. Чем больше величина смещения, тем большим будет задний угол. Следует напомнить, что задний угол вдоль режущей кромки меняется и увеличивается к центру сверла.
Понятно, что выполнить все эти условия заточки вручную очень сложно. Сверло, предназначенное к заточке, берут левой рукой за рабочую часть, возможно ближе к заборному конусу, а правой за хвостик.
Режущей кромкой и задней поверхностью сверло прижимают к торцу шлифовального круга и, начиная от режущей кромки, плавными движениями правой руки, не отрывая сверла от камня, покачивают его, создавая на задней грани пера конусную поверхность. Затем повторяют ту же процедуру для второго пера.
Затем повторяют ту же процедуру для второго пера.
При заточке желательно как можно точнее повторить ту форму задней поверхности, которая была после заводской заточки, чтобы не потерять требуемые задние углы.
Другой способ заточки, широко применяемый домашними мастерами, заключается в следующем. Как и в предыдущем случае, сверло берут левой рукой за рабочую часть возможно ближе к заборному конусу, а правой за хвостик. Режущей кромкой сверло прижимают к торцу шлифовального круга и плавным движением правой руки, не отрывая сверла от камня, поворачивают его вокруг своей оси, затачивая заднюю поверхность. Очень важно сохранить при вращении сверла нужный угол его наклона к торцу шлифовального круга. Для этого часто при заточке используют специальные втулки.
В результате такой заточки на задних поверхностях обоих перьев получится конусная поверхность, но не будет образован задний угол. При работе трение задней поверхности о стенки отверстия и, следовательно, нагрев будет больше.
Из-за трения о шлифовальный круг, при заточке происходит нагрев инструмента. Это вызывает отпуск закаленной части инструмента. Металл мягчеет, теряет твердость. Неумелое затачивание приводит лезвие инструмента в негодность. Поэтому заточку следует вести с многократным охлаждением сверла в воде или в водно-содовом растворе. Это требование не касается твердосплавных сверл. Нельзя при заточке пользоваться для охлаждения маслом. Если по каким бы то ни было обстоятельствам инструмент затачивают всухую, то:
- за один проход снимают незначительный слой металла;
- скорость вращения абразивного круга должна быть как можно ниже;
- сверло никогда не должно нагреваться до такой степени, чтобы этого не терпела рука.
Практика показывает, что заточку инструмента следует вести против движения шлифовального круга. Тогда режущая кромка более долговечна, реже ее сминание и обламывание.
Для заточки используют шлифовальные круги из электрокорунда (марок 24А, 25А, 91А, 92А) зернистостью 25-40, твердостью М3-СМ2, на керамических связках.
В производстве обычно за заточкой следует доводка. Доводка делает поверхность глаже, убирает мелкие зазубринки. Сверло, подвергнутое доводке, более стойко к износу, чем сверло после заточки. Если у вас есть возможность выполнить доводку, воспользуйтесь ею.
Для доводки применяют шлифовальные круги из зеленого карбида кремния марки 63С зернистостью 5-6, твердостью М3-СМ1 на бакелитовой связке или круги из эльбора ЛО, зернистостью 6-8 на бакелитовой связке.
Одно из основных условий правильной заточки сверла – сохранение его осесимметричности. Обе режущие кромки должны быть прямолинейны и иметь идентичную длину, тождественную величину углов при вершине (и углы заострения) по отношению к оси сверла.
Правильность заточки проверяют специальным шаблоном.
Его делают самостоятельно из листа меди, алюминия или стали толщиной приблизительно 1 мм. Самый долговечный шаблон, конечно, из стали. Шаблоном проверяют угол при вершине, длину режущих кромок, угол между перемычкой и режущей кромкой. Вместо заднего угла, который весьма сложно измерить, шаблоном измеряют угол заострения. Шаблон целесообразно сделать перед началом использования нового сверла, чтобы с последнего перенести нужные углы.
Неравномерная длина режущих кромок и наклон их к оси сверла приводят и к неодинаковой нагрузке. Сверло быстрее выйдет из строя из-за интенсивного износа перегруженной режущей кромки.
Неравномерная нагрузка на части сверла вызовет его биение в процессе резания и, как результат, увеличение диаметра полученного отверстия.
Самый простой способ проверки правильности заточки – пробное сверление. Если перья сверла заточены неодинаково, то у менее нагруженного будет меньше стружки из соответствующей канавки. Иногда стружка выступает лишь через одну канавку. Диаметр отверстия может быть преувеличен в сравнении с диаметром сверла.
Приспособление для заточки сверла. Приспособление состоит из неподвижного основания и съемной державки с отверстиями для сверл разного диаметра.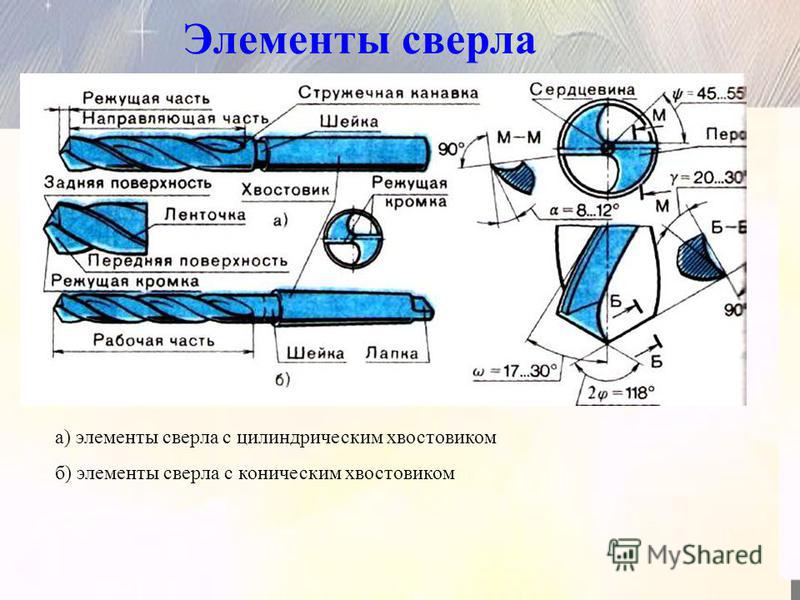
Основание выполняют из строганной доски толщиной 30-40 мм, к которой под углом 30-32° (зависит от угла 2φ, см. ниже, 30° для 2φ=120°, 32° для 2φ=116°) пришивается (прибивается, приклеивается) деревянная рейка со скошенной под углом 25-30° (для одноплоскостной заточки) боковой гранью. Эта рейка и ориентирует под нужным углом державку с затачиваемым сверлом относительно шлифовального круга. Державку изготавливают из прямоугольного деревянного бруска, одну из боковин которого состругивают под углом 60-65° (зависит от угла боковой грани рейки). Этой боковиной державку прижимают к рейке на доске основания, что обеспечивает заточку переднего угла сверла в требуемых пределах (25-30°). На другой боковине державки размечают и высверливают перпендикулярно плоскости этой боковины сквозные отверстия для каждого сверла того или иного диаметра. Длину державки выбирают такой, чтобы ее было удобно держать при заточке сверл.
На обычный подпятник (подлокотник) приспособление не установишь, так что придется придумывать для него какой-то столик или полку, можно перенести заточной станок на стол где будет место и для этого приспособления. На основание уложите вплотную к рейке державку с вставленным в нее сверлом, подлежащим заточке. Сверло в гнезде державки поверните так, чтобы затачиваемая кромка была сориентирована горизонтально. Левой рукой держите сверло у затачиваемой кромки, правой – хвостовик сверла. Прижимая державку к скошенной рейке, подведите сверло к наждачному кругу и заострите одну кромку. Затем разверните сверло и так же обработайте вторую кромку.
Можно сделать и проще:
Углы заточки и другие характеристики сверла
Спиральное сверло состоит из рабочей части, шейки, хвостовика и лапки.
Рабочая часть разделяется на режущую и направляющую. Все режущие элементы сверла расположены на режущей части – заборном конусе. Направляющая часть служит для направления во время резания и является запасной при переточке сверла. На перьях направляющей части по винтовой линии расположены цилиндрические фаски-ленточки. Ленточка служит для направления сверла в отверстии, а также для уменьшения трения сверла о стенки отверстия. Она не должна быть широкой. Так, ширина ленточки сверла диаметром 1,5 мм составляет 0,46 мм, диаметром 50 мм – 3,35 мм. Хвостовик сверла и лапка служат для закрепления сверла в шпинделе станка или патроне. Сверла могут быть выполнены как с шейкой, так и без нее.
Ленточка служит для направления сверла в отверстии, а также для уменьшения трения сверла о стенки отверстия. Она не должна быть широкой. Так, ширина ленточки сверла диаметром 1,5 мм составляет 0,46 мм, диаметром 50 мм – 3,35 мм. Хвостовик сверла и лапка служат для закрепления сверла в шпинделе станка или патроне. Сверла могут быть выполнены как с шейкой, так и без нее.
Диаметр сверла, измеренный по ленточкам, неодинаков по длине сверла. У заборного конуса он несколько больше, чем у хвостовика. Это уменьшает трение ленточек о стенки отверстия.
Для того чтобы понять устройство режущей части сверла, рассмотрим основные принципы работы любого режущего инструмента (в том числе и сверла). Одно из важнейших требований к режущему инструменту состоит в том, чтобы отделяемая стружка свободно отходила от места резания. Поверхность инструмента, по которой сбегает стружка, называют передней гранью. Эту грань отклоняют назад под некоторым углом от вертикальной плоскости.
Благодаря этому углу для инструмента облегчено врезание в металл и стружка свободнее сходит по передней грани. Угол между передней гранью инструмента и плоскостью, проведенной перпендикулярно к поверхности резания, называется передним углом и обозначается греческой буковой γ.
Поверхность инструмента, обращенную к детали, называют задней гранью. Ее отклоняют на некоторый угол от поверхности обрабатываемой детали, чтобы уменьшить трение инструмента о поверхность резания. Угол между задней гранью инструмента и поверхностью резания называют задним углом и обозначают греческой буквой α.
Угол между передней и задней гранью инструмента называют углом заострения и обозначают греческой буквой β.
Угол между передней гранью инструмента и поверхностью резания называют углом резания и обозначают греческой буквой δ. Этот угол представляет собой сумму угла заострения β и заднего угла α.
Передний и задний угол – это те углы, которые необходимо соблюдать при заточке.
А теперь найдем описанные выше грани и углы на сверле, которое совсем не похоже на инструмент, изображенный на рисунке выше. Для этого рассечем режущую часть сверла плоскостью АБ, перпендикулярной его режущей кромке.
Для этого рассечем режущую часть сверла плоскостью АБ, перпендикулярной его режущей кромке.
Режущая кромка – это линия пересечения передней и задней граней инструмента. Передний угол γ у сверла образует винтовая канавка. Угол наклона канавки к оси сверла определяет величину переднего угла. Величина углов γ и α вдоль режущей кромки переменна, о чем будет рассказано ниже.
Сверло имеет две режущие кромки, соединенные между собой перемычкой, расположенной под углом ψ к режущим кромкам.
Получив общее представление о геометрии режущей части сверла, поговорим подробнее о ее элементах. Передняя грань спирального сверла представляет собой сложную винтовую поверхность. Грань – это название условное, так как слово «грань» предполагает плоскость. Винтовая канавка, поверхность которой образует переднюю грань, пересекаясь с заборным конусом, создает прямые режущие кромки.
Угол наклона винтовой канавки к оси сверла обозначают греческой буквой ω. Чем больше этот угол, тем больше передний угол и тем легче выход стружки. Но сверло с увеличением наклона винтовой канавки ослабляется. Поэтому у сверл с малым диаметром, имеющих меньшую прочность, этот угол делают меньше, чем у сверл большого диаметра. Угол наклона винтовой канавки зависит также от материала сверла. Сверла из быстрорежущей стали могут работать в более напряженных условиях, чем сверла из углеродистой стали. Поэтому для них угол ω может быть больше.
На выбор угла наклона влияют свойства обрабатываемого материала. Чем он мягче, тем угол наклона может быть больше. Но это правило применимо в производстве. В домашних условиях, где одно сверло используют для обработки разных материалов, угол наклона обычно связан с диаметром сверла и изменяется от 19 до 28° для сверл диаметром от 0,25 до 10 мм.
Форма канавки должна создавать достаточное пространство для размещения стружки и обеспечивать легкий отвод ее из канавки, но при этом не очень ослаблять сверло. Ширина канавки должна быть приблизительно равна ширине пера. Глубина канавки определяет толщину сердцевины сверла. От толщины сердцевины зависит прочность. Если канавку сделать глубже, стружка будет лучше размещаться, но сверло будет ослаблено. Поэтому толщину сердцевины выбирают в зависимости от диаметра сверла. В сверлах малого диаметра толщина сердцевины составляет большую долю диаметра сверла, чем в сверлах большого диаметра. Так, для сверл диаметром 0,8-1 мм ширина сердцевины 0,21-0,22 мм, а для сверл диаметром 10 мм ширина сердцевины 1,5 мм. С целью повышения прочности сверла толщину сердцевины увеличивают по направлению к хвостовику.
Глубина канавки определяет толщину сердцевины сверла. От толщины сердцевины зависит прочность. Если канавку сделать глубже, стружка будет лучше размещаться, но сверло будет ослаблено. Поэтому толщину сердцевины выбирают в зависимости от диаметра сверла. В сверлах малого диаметра толщина сердцевины составляет большую долю диаметра сверла, чем в сверлах большого диаметра. Так, для сверл диаметром 0,8-1 мм ширина сердцевины 0,21-0,22 мм, а для сверл диаметром 10 мм ширина сердцевины 1,5 мм. С целью повышения прочности сверла толщину сердцевины увеличивают по направлению к хвостовику.
Переднюю грань у сверла не перетачивают.
Конструкция винтовых канавок такова, что по мере приближения от края сверла к центру их угол наклона уменьшается, а значит, уменьшается и передний угол. Условия работы режущей кромки у центра сверла будут труднее.
Задний угол, так же как и передний, изменяется по величине в разных точках режущей кромки. В точках, расположенных ближе к наружной поверхности сверла, он меньше, в точках, расположенных ближе к центру, больше. Задний угол образуется при заточке заборного конуса и на периферии сверла равен приблизительно 8-12°, а в центре 20-25°.
Перемычка (поперечная кромка) расположена в центре сверла и соединяет обе режущие кромки. Угол наклона перемычки к режущим кромкам ψ может быть от 40 до 60°. У большинства сверл ψ=55°. Перемычка образуется пересечением двух задних граней. Ее длина зависит от толщины сердцевины сверла. Так как толщина сердцевины увеличивается по направлению к хвостовику, длина перемычки возрастает в результате каждой заточки. В процессе сверления поперечная кромка только мешает внедрению сверла в металл. Она не режет, а скребет или, вернее, давит металл. Недаром ее когда-то называли скребущим лезвием. С уменьшением длины перемычки вдвое усилие подачи можно снизить на 25%. Однако уменьшение длины перемычки за счет уменьшения толщины сердцевины приведет к ослаблению сверла.
Большое влияние на работу сверла оказывает угол при вершине 2φ. Если угол при вершине мал, стружка своим нижнем краем будет задевать за стенку отверстия и условий для правильного образования стружки не будет.
Если угол при вершине мал, стружка своим нижнем краем будет задевать за стенку отверстия и условий для правильного образования стружки не будет.
На рисунке ниже показано сверло с нормальным углом заборного конуса.
Край стружки в этом случае хорошо укладывается в канавку. Изменение угла при вершине изменяет длину режущей кромки и, следовательно, нагрузку на единицу ее длины. При увеличении угла при вершине нагрузка на единицу длины режущей кромки растет, при этом увеличивается сопротивление внедрению сверла в металл в направлении подачи. При уменьшении угла при вершине возрастает усилие, необходимое для вращения сверла, так как ухудшаются условия образования стружки и возрастает трение. Но при этом нагрузка на единицу длины режущей кромки уменьшается, толщина срезаемой стружки становится меньше и теплота от режущих кромок отводится лучше.
Обычно угол при вершине (2φ) стандартных универсальных сверл из углеродистой, хромистой и быстрорежущей стали равен 116-118° и считается пригодным для многих материалов. Но для того, чтобы обеспечить наилучшие условия работы, его меняют, как показано в таблице.
Заточка сверл осуществляется с целью реанимации инструментов после интенсивной эксплуатации. Существует несколько форм заточки. Выбор в пользу конкретного варианта зависит от диаметра спирального сверла, обрабатываемого материала и других факторов.
Универсальной считается нормальная форма заточки под углом 118-120 градусов. Она позволяет подобрать угол сверла, оптимальный для любых материалов. Единственный минус – ограничение диаметра сверла 12 миллиметрами. Нижеизложенные варианты применяются для инструментов с диаметром до 80 мм.
фото:углы заточки сверла по металлу
К примеру, форма обработки НП включает подточку поперечной кромки. Уменьшение длины способствует снижению усилия и, как следствие, предотвращает излишнее повреждение обтачиваемой детали. Сфера применения – подготовка бура к созданию отверстий в стали.
Разновидность этого способа – НЛП. Помимо описанной подточки кромки, аналогичное действие проводят с ленточками. В результате образуется дополнительный задний угол сверла, который значительно облегчает процесс резки и уменьшает трение функциональной части при проходе сквозь обрабатываемый материал.
Помимо описанной подточки кромки, аналогичное действие проводят с ленточками. В результате образуется дополнительный задний угол сверла, который значительно облегчает процесс резки и уменьшает трение функциональной части при проходе сквозь обрабатываемый материал.
В некоторых случаях применяется и двойное затачивание. Методы ДП, ДЛП и аналоги рассчитаны на улучшение характеристик периферийных узлов сверла. Изменение угловой точки между кромками до 75 градусов снижает теплоотвод от сверла и повышает его стойкость.
Рекомендуемые углы заточки сверла по металлу
Ниже представлена таблица углов заточки сверла по металлу для разных видов материала.
| Обрабатываемый материал | Угол сверла |
|---|---|
| Сталь, чугун, твердая бронза | 116-118° |
| Латунь, мягкая бронза | 120-130° |
| Бетон | 118-130° |
| Медь | 125° |
| Пластмасса | 90-100° |
| Алюминий, древесина, деликатные материалы | 140° |
Неправильно подобранный угол заточки сверла приводит к быстрому нагреву, плохому сверлению и возможной последующей поломке сверла.
Процесс заточки и проверки угла сверла по металлу
Процедуру выполняют на точильном круге. Первый этап – заточка задней поверхности спирали. Для этого инструмент уверенно прижимают к поверхности круга. Обращайте внимание на стабильность – угол заточки сверла по металлу должен быть одинаковым. В итоге, если смотреть на перку сбоку, должен получиться правильный конус.
Далее производится обработка режущей поверхности. Здесь следует обратить внимание не только на постоянство угла, но и на величину перемычки. Для крупных буравчиков ее размер не должен превышать полутора миллиметров.
Правильность заточки бура проверяется по шаблону, который изготавливается мастером вручную или приобретается фабричный. В основе проверки сверла – треугольник Рело, на основе которого создают режущие инструменты для создания квадратных отверстий.
фото:шаблон для проверки угла заточки сверла
Он состоит из трех частей. Первая сторона используется для контроля поперечной кромки, вторая представляет собой эталон угла винтовой линии, третья измеряет длину режущей части и проверяет угол при вершине. Качественная работа не вызывает отклонений – все параметры соответствуют линиям шаблона по мере прилегания.
Угол заточки сверла по металлу:Видео
Заточка сверла. Угол заточки сверла для стали по металлу
Заточка сверла. Угол заточки сверла для стали
Угол заточки сверла устанавливается в отличие от свойств материала. Другими словами, свойство материала влияет на угол заточки сверла.
В повседневных условиях популярны спиральные сверла, которые с помощью своих характеристик применяются для более твёрдого состояния стали и даже для дерева.
Ознакомимся с углами при вершине сверла. Так, если обрабатывается сталь, то угол заточки сверла для стали будет составлять 116-118 градусов.
Процесс заточки сверла начинается с образования режущих кромок, нацеливаясь на участки спиральных канавок, по которым проходит стружка. Держать сверло нужно так, чтобы область затачивания всегда была напротив оси вращения круга.
Такое же действие сделайте другой кромкой. Для стали угол составляет 140 градусов.
120 градусов — это оптимальный угол большинства сверл.
Угол заточки сверла по дереву
Ознакомимся со сверлением дерева. Для ручного сверления материалов из дерева применяют сверлилку и коловорот, используя патроны (зажимные) определённых форм.
Отметим, что ручная винтовая сверлилка зачастую применяется при высверливания отверстий диаметром в пределе 5 мм.
При сверлении необходимо принимать во внимание твёрдость древесины, размещение трещин, глубину сверления, присутствие гвоздей и других посторонних материалов.
Хвостовик сверла предназначен для крепления сверла в шпинделе сверлильного станка или в патроне станка или дрели, а также хвостовик служит для передачи крутящего момента от шпинделя (патрона) к рабочей части сверла. Как я отметил чуть выше, хвостовик может быть как коническим, для закрепления в коническом отверстии шпинделя сверлильного станка или в переходной конической втулке с конусом Морзе (об этом я уже писал в подробной статье про сверлильные станки вот тут). Или цилиндрическим, для закрепления в сверлильном патроне.
Как я отметил чуть выше, хвостовик может быть как коническим, для закрепления в коническом отверстии шпинделя сверлильного станка или в переходной конической втулке с конусом Морзе (об этом я уже писал в подробной статье про сверлильные станки вот тут). Или цилиндрическим, для закрепления в сверлильном патроне.
Лапка на хвостовике не позволяет сверлу провернуться в коническом отверстии шпинделя при больших нагрузках, а также лапка служит упором для выбивания сверла из конического отверстия шпинделя (выбивание производят с помощью клина).
Основные углы спирального сверла.
Основные углы показаны на рисунке 2.
Передний угол ϒ измеряют в плоскости, которая перпендикулярна к главной режущей кромке сверла (эта плоскость указана на рисунке ΙΙ — ΙΙ). Угол ϒ образуется касательной линией АМ, указанной на рисунке 2, к передней поверхности в точке А на режущей кромке и линией АК, которая перпендикулярна к поверхности резания в той же точке.
В разных точках режущей кромки передний угол имеет разные значения. Так если у периферии на наружном диаметре сверла угол имеет наибольшую величину в 20-30º, то при приближении к вершине сверла он уменьшается до величины, которая близка к нулю.
Задний угол α измеряется в плоскости, которая касательна к цилиндрической поверхности, ось которой совпадает с осью сверла ( плоскость указана на рисунке Ι — Ι). Задний угол α образуется касательной к задней поверхности в точке А на режущей кромке сверла и касательной в той же точке к поверхности резания.
Задние углы у спирального сверла разные для различных сечений по диаметру сверла. У периферии задние углы как правило меньше 6 — 8º, а у перемычки могут достигать 30º.
Угол наклона поперечной кромки ψ образован между проекциями поперечной кромки (см. рисунок 1 б) и главными режущими кромками на плоскость, которая перпендикулярна оси сверла.
Для того, чтобы повысить стойкость спирального сверла (свёрл) диаметром более 12 мм практикуют двойную заточку свёрл и при этом режущие кромки сверла имеют форму ломаной линии (см. рисунок 3). При этом основной угол 2φ равен 116º-118º — это для чугуна и стали, а на участке В, который равен 0,18 — 0,22 D мм. ещё затачивается второй угол при вершине сверла 2φο — он равен 70 — 75º.
рисунок 3). При этом основной угол 2φ равен 116º-118º — это для чугуна и стали, а на участке В, который равен 0,18 — 0,22 D мм. ещё затачивается второй угол при вершине сверла 2φο — он равен 70 — 75º.
Следует отметить, что стойкость с двойной заточкой свёрл получатся примерно в два раза больше, чем при обычной заточке. А это значит, что скорость резания у спиральных свёрл с двойной заточкой примерно на 15% больше, чем рекомендуется обычно в специальных таблицах нормативов для свёрл с обычной заточкой.
Рекомендуемая форма заточки и подточки спиральных свёрл, в зависимости от диаметра и обрабатываемого материала, показана в таблице 1 ниже.
Угол наклона винтовой канавки ω — это угол, который заключён между направлением оси сверла и касательной к ленточке сверла. А величина этого угла составляет примерно от 18 до 30º. Следует отметить, что для спиральных свёрл маленьких диаметров (от 0,25 — 3 мм) угол наклона винтовой канавки ω делают от 18 до 25º. Ну а для спиральных свёрл с бóльшим диаметром (от 10 мм и более) угол наклона винтовой канавки ω равен 30º.
Угол при вершине сверла 2φ — это угол, который заключён между режущими кромками и в зависимости от свойств обрабатываемого материала желательно принимать следующие значения угла 2φ:
- при сверлении стали, чугуна и твёрдых бронз угол 2φ равен 116 — 118º.
- при сверлении мягких бронз и латуней угол 2φ равен 130º.
- при сверлении силумина, алюминия или баббита угол 2φ равен 140º.
- при сверлении меди угол 2φ равен 125º.
- при сверлении целлулоида, эбонита и других пластиков угол 2φ равен 85-90º.
А в целях уменьшения усилия при сверлении и обеспечения нормального процесса образования стружки, применяют две специальные подточки, которые показаны в таблице 2 ниже.
Первая подточка — это подточка поперечной кромки сверла и она осуществляется с обеих её сторон на длину L.
Вторая подточка — это подточка ленточки сверла на длине L¹. При этом ширина ленточки делают уменьшенной до размеров примерно ƒ равной 0,2 — 0,4 мм. И такая подточка уменьшает трение ленточки о стенки просверливаемого отверстия.
И такая подточка уменьшает трение ленточки о стенки просверливаемого отверстия.
В таблице 2 чуть ниже приведены данные об нужных углах и других элементах при заточке сверла (свёрл).
Новаторские (и не только) способы заточки сверла.
На рисунке 4 показана заточка сверла конструкции В.И. Жирова, которая имеет двойную заточку и позволяет сверлить с довольно большими подачами. Кроме двойной заточки это сверло имеет и сильно подточенную перемычку и поперечное лезвие у этого сверла вообще отсутствует. От этого ощутимо уменьшаются осевые усилия и облегчается процесс резания материала при сверлении.
Сверло конструкции Жирова
Такую заточку сверла желательно применять для сверления чугунов и других хрупких материалов и при их сверлении значения подач инструмента берутся в полтора раза бóльшими, чем при сверлении свёрлами с обычной заточкой.
Ещё один новаторский способ заточки по способу Е.Я. Есиновича показан на рисунке 5. Довольно давно, ещё в 60-х годах прошлого века он начал прорезать на главных режущих кромках две стружко-разделительные канавки.
При сверлении эти канавки отлично дробят стружку и от этого облегчается вывод стружки из отверстия (особенно из глубокого) во время сверления.
Сверло конструкции Есиновича
Так же при таком способе заточки ощутимо улучшаются условия охлаждения инструмента и всё это повышает производительность труда при сверлении, особенно при сверлении глубоких отверстий.
На рисунке 6 показана заточка сверла для сверления отверстий в стенках труб и в листовом материале из цветного металла. Если сверлить стенки труб и листовой материал обычными свёрлами, то внутри трубы или с обратной стороны стального листа образуются довольно крупные заусенцы, удалить которые в трубах (или в порогах и других закрытых полостях кузова автомобиля) довольно проблематично.
Заточка сверла для сверления отверстий в стенках труб из цветных металлов.
А изображённое на рисунке 6 сверло позволяет сверлить почти без заусенцев, так как такое сверло на выходе из отверстия не вытягивает заусенцы, а образует с помощью торца А остаток металла в виде тонкой шайбы.
Также для качественного сверления листового материала (например для отверстий в кузове машины при замене порогов — заточка с выступающей вершинкой, а также для сверления различных пластиков, фанеры, МДФ, дерева применяется заточка сверла показанная на рисунке 7. И как видно на рисунке 7 сверло имеет острые подрезающие кромки вогнутой по радиусу формы (радиус R) и кромка криволинейной формы имеет глубину профиля h.
Заточка сверла для сверления отверстий в листовом металле, пластике, фанере, дереве…
А ленточки подточены на длину L¹ и эта длина должна быть примерно на 5 — 10 мм больше длины отверстия, которое сверлится. Ну а поперечную кромку подтачивают со стороны передних поверхностей под углом в 10º.
При заточке свёрл с выступающей вершинкой (как на рисунке 7б) высота выступа h для свёрл диаметром от 15 до 18 мм составляет примерно 3-4 мм, а уголки сверла должны выступать над впадиной на величину h¹, которая равна не менее 1,8 мм.
Заточка свёрл — нюансы правильной заточки.
Для начала не помешает запомнить новичкам, что затачивать свёрла следует так, чтобы поперечное лезвие перемычки сверла получилось острым, а не закруглённым. Заточка сверла показана на рисунке 8 и как видно из рисунка заточка осуществляется по задней поверхности.
А получение нужных величин геометрии спирального сверла основано на том, что задние поверхности инструмента являются частями конических поверхностей воображаемых конусов, ну а режущие кромки сверла должны совпадать с образующими этих конусов. А оси воображаемых конусов должны быть взаимно перпендикулярны и составлять с осью сверла угол β который равен 45º.
При заточке передняя торцовая плоскость круга заточного станка (о заточных станках и шлифовальных кругах подробно вот тут) должна совпадать с образующей воображаемого заточного конуса, осью которого является ось поворота головки заточного станка.
Затачиваемое спиральное сверло, зажатое в головке станка под углом β к её оси, совершает в процессе заточки вокруг этой оси качательное движение. А получение разных углов при вершине сверла 2φ осуществляется за счёт изменения угла при вершине заточного конуса (из этого следует, что φ = α+β).
А получение разных углов при вершине сверла 2φ осуществляется за счёт изменения угла при вершине заточного конуса (из этого следует, что φ = α+β).
Ну, а если к примеру, повернуть суппорт с расположенной в нём осью качания головки станка и установить угол α =13º, тогда при заточке сверла получим нормальный угол при вершине, то есть: 2φ=2α+2β=2×45º=116º.
И ещё при заточке следует правильно зажимать сверло в кулачках головки станка, чтобы сверло было зажато именно по ленточкам. А расстояние ι от периферийных точек режущих кромок сверла до зажимных кулачков (или губок) следует выбирать по таблице 3, опубликованной ниже.
Подточку перемычки и ленточки у спирального сверла производят как правило вручную, при помощи шлифовального круга с немного сточенными (закруглёнными) кромками. Ну а что касается применяемых абразивных кругов, то для заточки свёрл из быстрорежущих и углеродистых сталей применяют шлифовальные круги из электрокорунда (на керамической связке) твёрдость таких кругов СМ1, а зернистость от 63 до 80 — это для предварительной обработки. Для окончательной обработки зернистость конечно же меньше и составляет от 32 до 50.
Ну а правильность заточки контролируют с помощью специальных шаблонов, например как на рисунке 9 (на рисунке показан контроль правильности заточки свёрл с помощью шаблона: а — для проверки угла 2φ, б — для проверки угла ψ).
Ну а у кого нет специализированного заточного станка для заточки свёрл, то можно использовать обычный наждак и простое приспособление показанное на рисунке 10, в котором делается (сверлится) нужный угол для установки сверла.
заточка свёрл с помощью простого приспособления
Вот вроде бы и всё, надеюсь многие новички найдут в этой статье что то полезное для себя и заточка свёрл для них уже будет не такой сложной операцией, успехов всем.
В процессе сверления нередко приходится иметь дело с разными материалами. Так, в момент обработки древесины не особо обращается внимание на качество заточки, причем на самом материале это никак не отражается. При использовании металла эти показатели играют первостепенную роль. Почувствовать разницу можно в момент пользования конкретным образцом: так, если сначала бур вращается энергично, постепенно он начинает сбавлять обороты, как бы зарываясь в основании изделия.
При использовании металла эти показатели играют первостепенную роль. Почувствовать разницу можно в момент пользования конкретным образцом: так, если сначала бур вращается энергично, постепенно он начинает сбавлять обороты, как бы зарываясь в основании изделия.
Схема устройства сверла по металлу.
В таком случае приходится прилагать максимум физических усилий, нажимая на рукоятку. Время, за которое сверло затупляется, определяется следующими показателями:
- число оборотов;
- быстрота подач;
- охлаждение.
Если эта деталь неожиданно вышла из строя, а работы предстоит еще много, и запасного инструмента под рукой нет, можно освоить технику самостоятельной очинки. Проводить такую работу можно как ручным способом, так и автоматическим. В любом случае в запасе всегда должно быть несколько таких буров. Четко организованная работа позволяет приобрести нужный угол заточки сверла, увеличить период эксплуатации, снизить показатели прилагаемой мышечной силы, способствовать проделыванию точных отверстий.
Инструменты для сверления отверстий.
Подбирая необходимый материал для обработки, следует учитывать угловые коэффициенты, они у всех изделий различны. Эти величины определяются свойствами каждого из изделий. Как только очинка будет проведена, можно уточнить эти коэффициенты угломером или шаблоном.
Чтобы осуществить подобное мероприятие, следует приготовить такие атрибуты:
- точильный круг;
- тумблер;
- заглушка;
- подставка;
- сильный мотор;
- провода и ось.
Во избежание опасных рецидивов станок лучше всего разместить в корпусе, сохранив с внешней стороны ось и точильное приспособление в виде круга. Изделие работает от электричества. Оно может быть подсоединено к сети и осуществлять функцию переносного и облегченного прибора.
Величина угла определяется степенью твердости используемого материала. Он будет более тупым, если источник более плотный по структуре. Пластмассовое изделие требует соблюдения этих коэффициентов в 30-60 градусов, сталь нуждается в 130-140 таких единицах. В том случае, если не очень важны качественные результаты работы, выбирается угол в 90-100°.
Пластмассовое изделие требует соблюдения этих коэффициентов в 30-60 градусов, сталь нуждается в 130-140 таких единицах. В том случае, если не очень важны качественные результаты работы, выбирается угол в 90-100°.
О создании мини пилорамы читайте здесь.
Наточка сверла вручную: характеризующие параметры
Схема угла заточки сверла.
Механический, ручной способ отточки проводится при помощи абразивного диска или специального станка. Такая методика предполагает удерживание сверла на рабочем основании и направление его к режущему краю. Ведущей рукой нужно взять хвостовик. Резак плотно соединяется с боковой частью абразивного круга. Затем эта деталь аккуратно поворачивается ведущей рукой. Сверло должно приобрести нужный уровень наклона и определенную конфигурацию.
Заточка сверла осуществляется попеременно: сначала с одного бока, а затем с другого. Необходимо следить за очинкой режущего элемента так, чтобы острая часть располагалась строго по центру. Это поможет избежать дальнейшего поворота бура в одну из плоскостей. Прилагать излишнюю силу при сверлении не стоит, это способствует удлинению времени заточки. При механическом варианте очинки возможно появление изъянов и дефектов. При неправильном расчете протяженности сверла по завершении отточки и углами наклона середина сверла может смещаться относительно оси и будет двигаться вокруг нее. Чтобы добиться лучших результатов, стоит воспользоваться точильным станком.
Отточка сверла автоматическим способом
В процессе затачивания нужно проследить за начальным углом.
Схема заточки сверла.
Ориентироваться следует именно на него, затем проверяется состояние инструмента. Присутствие значительных дефектов дает право на пользование наждаком с грубым основанием. Если степень затупления невысокая, можно провести обработку доводочным кругом. Процесс отточки бура проводится в такой последовательности: первым делом проводится обработка верхней кромки, при надавливании на которую осуществляется ее соединение с точильным кругом.
Как только заднее основание будет обработано и приобретет облик точного конуса, проводится отделка режущей части у бура. Затем осуществляется завершающая доводка. В результате правильности проведения действий размеры перемычки для сверл сечением 8 мм и более приравниваются 0,4 мм. Если эта деталь достаточно крупная, ее величина равна 1-1,5 мм. Понять процесс очинки бура сначала можно на любых других поверхностях.
Автоматический станок предназначен для обработки стальных буров сквозного и глухого типов, а также чугунов и сплавов с твердым покрытием. Оснащение такого характера наделяется различными функциями, берущими во внимание разновидности наточки, ее габариты и иные показатели. При работе на станочном оборудовании угол легко меняется, начинать можно от 90° и заканчивать показателями в 140°. Подобное оборудование используется в промышленном и бытовом пользовании. Второй вариант представляет собой станки небольшого размера, удобные для использования дома. Их предназначением является заточка сверла незначительных размеров.
Угловые коэффициенты отточки сверла для стальных поверхностей
Схема устройства для заточки сверла.
Традиционно, бур имеет вид спирали. Детали подобного вида позволяют обрабатывать сталь и древесину. Спиралевидное устройство имеет вид стержня с двумя винтовыми бороздками. Эти канавки образуют на резаке 2 пера винтообразного вида, они называются зубьями.
Спиралевидный бур имеет рабочую часть, шейку, хвостовик, лапки. В заборном корпусе находятся все режущие детали. Направляющая деталь является движущей в самом процессе резки. На перьях по спирали бура находятся ленточки цилиндрической формы. Они определяют сверлильную часть в отверстие. Излишняя ширина этой части не нужна, она приравнивается приблизительно 0, 46 мм. Лапка и хвостовик предназначены для фиксации бура в шпинделе или патроне оборудования. Сверлильный элемент может иметь шейку или обходится без нее.
Сечение сверл, измеренных ленточками, различно. Так, хвостовик отличается низкими показателями, чего не скажешь о заборном конусе. В результате снижается процент соприкосновения ленточек со стенками отверстий, трение сокращается.
Так, хвостовик отличается низкими показателями, чего не скажешь о заборном конусе. В результате снижается процент соприкосновения ленточек со стенками отверстий, трение сокращается.
Сталь затачивают под углом в 116-118°. Начало работы связывается с созданием режущего начала, спиралевидные канавки легко передвигают стружку. Удерживать сверлильный элемент следует таким образом, чтобы затачиваемая часть располагалась в противоположном месте от оси перемещения сферы. Аналогичные мероприятия осуществляются с другим краем. При обработке стальных поверхностей оптимальными показателями угла будут 140°, в то время как для основного числа сверл он составляет 120°.
Уровень наклона сверла при обработке древесины
Дерево просверливается коловоротом или сверлилом. Для этого применяются определенные патроны в виде зажимов. Сверлило в виде винта ручного типа используется для изготовления пазов, их сечение составляет 5 мм. В момент проведения подобных мероприятий учитываются следующие факторы:
- жесткость дерева;
- наличие и точки нахождения трещин;
- глубинные показатели сверления;
- наличие гвоздей и инородных предметов.
Рыхлая структура дерева требует зенкования, а проемы значительного размера вначале просверливают с помощью тонкого сверла для придания ему нужного направления. Сквозное отверстие в момент выхода бура закрывается деревянным бруском.
В момент проведения работ инструмент должен быть направлен в противоположную от мастера сторону, глаза защищаются специальными очками. Должно быть оценено покрытие этого элемента, его центрирование в патроне.
Просверливание отверстий в древесине не предполагает излишней остроты бура, оно может работать и без периодической наточки. Но использование металла требует таких показателей в обязательном порядке. Уровень наклона сверла по дереву равен 140°.
Угловые коэффициенты заточки сверла для металлических поверхностей
При работе с металлом твердых сортов уровень наклона соответствует 120°, у более мягких поверхностей такие показатели равны 90°.![]() Так, пластичная бронза требует 120-130°, медь — 125°, пластмасса — 100°, изделия с хрупким основанием — 140°. Как понятно, угол очинки сверла по металлу определяется структурой, мягкостью и плотностью используемых источников.
Так, пластичная бронза требует 120-130°, медь — 125°, пластмасса — 100°, изделия с хрупким основанием — 140°. Как понятно, угол очинки сверла по металлу определяется структурой, мягкостью и плотностью используемых источников.
Мягкие изделия нуждаются в большем уровне наклона, что определяется производственными нормами и требованиями. При личном использовании такие показатели определяются диаметром сверла. Так, сечение в 0,25-10 мм требует 19-28°.
Угол при вершине сверла
Сверление является одним из самых распространённых методов получения отверстия. Режущим инструментом служит сверло, с помощью которого получают отверстие в сплошном материале или увеличивают диаметр ранее просверленного отверстия (рассверливание). Движение резания при сверлении – вращательное, движение подачи – поступательное. Режущая часть сверла изготовляется из инструментальных сталей (Р18, P12, P6M5 и др.) и из твердых сплавов. По конструкции различают свёрла: спиральные, с прямыми канавками, перовые, для глубоких отверстий, для кольцевого сверления, центровочные и специальные комбинированные. К конструктивным элементам относятся: диаметр сверла D, угол режущей части (угол при вершине), угол наклона винтовой канавки w, геометрические параметры режущей части сверла, т.е. соответственно передний g и задний a углы и угол резания d, толщина сердцевины d (или диаметр сердцевины), толщина пера (зуба) b, ширина ленточки f, обратная конусность j1, форма режущей кромки и профиль канавки сверла, длина рабочей части lo, общая длина сверла L.
Рис. 5.9. Части и элементы спирального сверла
Диаметр сверла следует всегда брать немного меньше, чем диаметр просверливаемого отверстия, так как диаметр отверстия при сверлении увеличивается.
Как и резец, сверло имеет передний и задний углы. Передний угол – угол между касательной к передней поверхности в рассматриваемой точке режущей кромки и нормалью в той же точке к поверхности вращения режущей кромки вокруг оси сверла. Передний угол рассматривается в плоскости, перпендикулярной к режущей кромке.
Передний угол – угол между касательной к передней поверхности в рассматриваемой точке режущей кромки и нормалью в той же точке к поверхности вращения режущей кромки вокруг оси сверла. Передний угол рассматривается в плоскости, перпендикулярной к режущей кромке.
Рис. 5.10. Передний и задний углы сверла
Наибольшее значение угол g имеет на периферии сверла, где в плоскости, параллельной оси сверла, он равен углу наклона винтовой канавки w. Наименьшее значение угол g имеет у вершины сверла. На поперечной кромке угол g имеет отрицательное значение, что создаёт угол резания больше 90°, а, следовательно, и тяжелые условия работы. Такое резкое изменение переднего угла вдоль всей длины режущей кромки является большим недостатком сверла, так как это вызывает более сложные условия образования стружки. На периферии сверла, где небольшая скорость резания и наибольшее тепловыделение, необходимо было бы иметь и наибольшее тело зуба сверла. Большой же передний угол уменьшает угол заострения, что приводит к более быстрому нагреву этой части сверла, а, следовательно, и к наибольшему износу.
Задний угол a – угол между касательной к задней поверхности в рассматриваемой точке режущей кромки и касательной в той же точке к окружности ее вращения вокруг оси сверла. Этот угол принято рассматривать в плоскости, касательной к цилиндрической поверхности, на которой лежит рассматриваемая точка режущей кромки.
Для точки, находящейся на периферии сверла, задний угол в нормальной плоскости Б-Б может быть определён по формуле
Действительное значение заднего угла во время работы иное по сравнению с тем углом, который мы получили при заточке и измерили в статическом состоянии. Это объясняется тем, что сверло во время работы не только вращается, но и перемещается вдоль оси. Траекторией движения точки будет не окружность (как это принимают при измерении угла), а некоторая винтовая линия, шаг которой равен подаче свёрла в миллиметрах за один его оборот.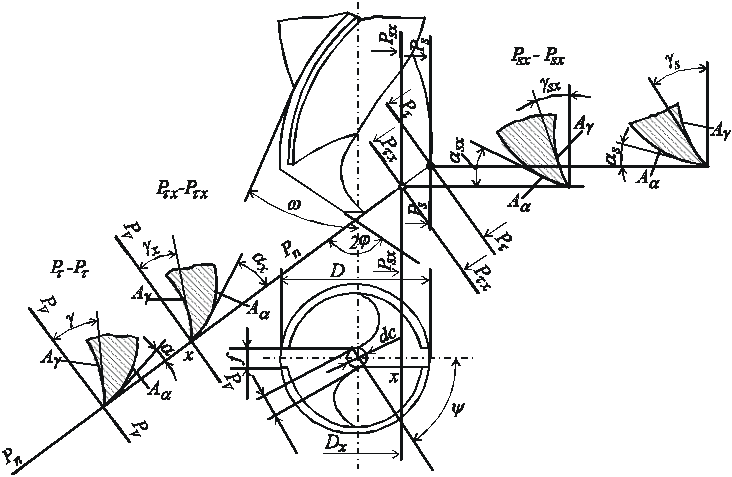 Таким образом, поверхность резания, образуемая всей режущей кромкой, представляет собой винтовую поверхность, касательная к которой и будет действительной плоскостью резания.
Таким образом, поверхность резания, образуемая всей режущей кромкой, представляет собой винтовую поверхность, касательная к которой и будет действительной плоскостью резания.
Рис. 5.11. Поверхности заготовки при сверлении
Действительный задний угол в процессе резания a’ заключен между этой плоскостью и плоскостью, касательной к задней поверхности сверла.
Рис. 5.12. Углы режущих кромок сверла в процессе резания
Он меньше угла, измеренного в статическом состоянии, на некоторую величину m:
Чем меньше диаметр окружности, на которой находится рассматриваемая точка режущей кромки, и чем больше подача s тем больше угол m и меньше действительный задний угол a’.
Действительный же передний угол в процессе резания g’ соответственно будет больше угла g измеренного после заточки в статическом состоянии:
Чтобы обеспечить достаточную величину заднего угла в процессе резания в точках режущей кромки, близко расположенных к оси сверла, а также для получения более или менее одинакового угла заострения зуба вдоль всей длины режущей кромки, задний угол заточки делается: на периферии 8 -14°, у сердцевины 20 – 27°, задний угол на ленточках сверла 0°.
Кроме переднего и заднего углов, сверло характеризуется углом наклона винтовой канавки w, углом наклона поперечной кромки y, углом при вершине 2j, углом обратной конусности j1. Угол w = 18-30°, y=55°, j1 = 2-3°, у свёрл из инструментальных сталей 2j = 60-140°.
Спиральное сверло имеет ряд особенностей, отрицательно влияющих на протекание процесса стружкообразования при сверлении:
а) уменьшение переднего утла, в различных точках режущих кромок по мере приближения рассматриваемой точки к оси сверла,
б) неблагоприятные условия резания у поперечной кромки (так как
угол резания здесь больше 90°),
в) отсутствие заднего угла у ленточек сверла, что создает большое
трение об обработанную поверхность.
Для облегчения процесса стружкообразования и повышения режущих свойств сверла производят двойную заточку сверла и подточку перемычки и ленточки.
При двойной заточке сверла вторая заточка производится под углом 2jо=70° на ширине В=2,5-15 мм.
Рис. 5.13. Элементы заточки и подточки спиральных свёрл
Такая заточка повышает стойкость сверла, а при одной и той же стойкости позволяет увеличить и скорость резания.
Подточка перемычки (сердцевины) производится на длине l=3-15мм.
От такой подточки уменьшается длина поперечной кромки (размер А=1,5-7,5 мм) и величина угла резания в точках режущих кромок, расположенных вблизи перемычки сверла. Для уменьшения трения ленточек об обратную поверхность (о стенки отверстия) производится подточка ленточек под углом a1=6-8° на длине l1= 1,5-4 мм, что приводит к повышению стойкости сверла.
| | | следующая лекция ==> | |
| Фрезерование против подачи и по подаче | | | Смещение вершины резца в вертикальном направлении |
Дата добавления: 2017-12-05 ; просмотров: 3124 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Служат для образования отверстия в различных материалах и делятся на спиральные, с прямыми канавками, перовые, для глубокого, кольцевого сверления и центровочные (рис. 5.1).
Рис. 5.1. Разновидности сверл:
а, б — спиральное, в —с прямыми канавками, г — перовое, д — ружейное, е — однокромочное с внутренним отводом стружки для глубокого сверления, ж-двухкромочное для глубокого сверления, з – для кольцевого сверления, и — центровочное, к — с твердосплавными пластинками
Сверла изготовляют из быстрорежущих, легированных и углеродистых сталей, а также их оснащают пластинками из твердых сплавов.
Наибольшее распространение в промышленности получили спиральные сверла. Спиральные сверла (рис.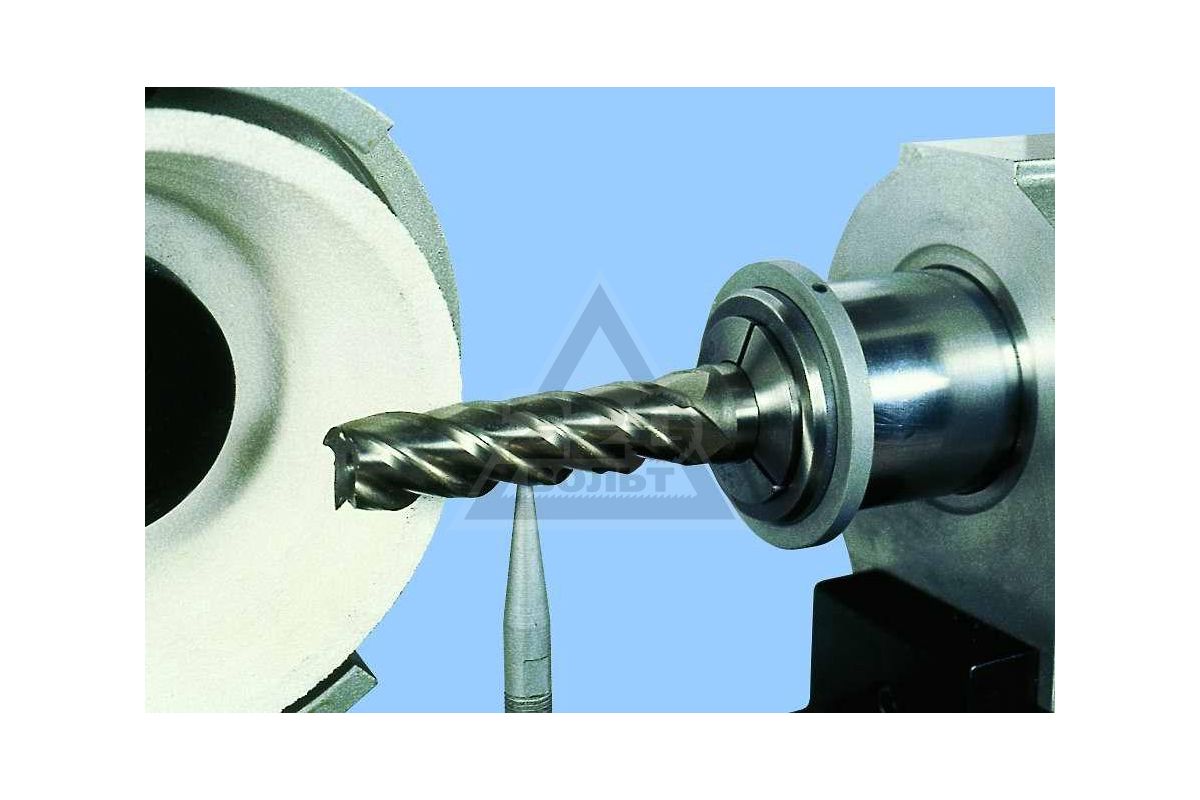 5.2) изготовляют диаметром от 0,1 до 80 мм. Они состоят из рабочей части, хвостовика (конусного или цилиндрического), служащего для крепления сверла в шпинделе станка или в патроне, и лапки, являющейся упором при удалении сверла из шпинделя.
5.2) изготовляют диаметром от 0,1 до 80 мм. Они состоят из рабочей части, хвостовика (конусного или цилиндрического), служащего для крепления сверла в шпинделе станка или в патроне, и лапки, являющейся упором при удалении сверла из шпинделя.
Рис. 5.2. Части и элементы спиральных сверл
Рабочая часть сверла представляет собой цилиндрический стержень с двумя спиральными канавками, по которым стружка из просверливаемого отверстия выходит наружу.
Режущая часть сверла заточена по двум коническим поверхностям, имеет переднюю и заднюю поверхности и две режущие кромки, соединенные перемычкой под углом 55°С.
На цилиндрической части по винтовой линии проходят две узкие ленточки, которые центрируют и направляют сверло в отверстие. Ленточки значительно снижают трение сверла о стенки отверстия. Кроме того, для уменьшения трения на рабочей части сверла по направлению к хвостовику сделан обратный конус (диаметр сверла уменьшается от 0,03 до 0,1 мм на каждые 100 мм длины).
Эксплуатационные качества любого режущего инструмента, в том числе и сверла, зависят от материала инструмента, его термообработки, а также от углов заточки режущей части.
Рис. 5.3. Геометрические параметры режущей части сверла
Геометрические параметры режущей части сверла (рис. 5.3) состоят из переднего угла γ (гамма), заднего угла α (альфа), угла при вершине 2 φ (фи), угла наклона поперечной кромки сверл ψ (пси) и угла наклона винтовой канавки ω (омега), указанного на рис. 5.2.
Передний угол заточки γ определяется в плоскости N — N, перпендикулярной режущей кромке. В различных точках режущей кромки передний угол имеет равные значения. Наибольшее значение он имеет у наружной поверхности сверла, наименьшее — у поперечной кромки. У вершины сверла передний угол заточки будет равен 1—4°. Изменение значения переднего угла является недостатком спирального сверла и вызывает неравномерный и быстрый износ его.
Задний угол заточки а измеряется в плоскости О — О, параллельной оси сверла. Его значения так же, как и переднего угла, изменяются. У наружной окружности сверла задний угол равен 8—12°, а у оси — 20—25°. Задний угол сверла уменьшает трение его задней поверхности о поверхность резания.
Угол при вершине сверла 2φ измеряется между главными режущими кромками и имеет различные значения в зависимости от обрабатываемого материала.
Значения угла 2φ (град) спиральных сверл из различных материалов указаны ниже:
Сталь, чугун 116—118
Красная медь 125
Мягкая бронза 130
Целлулоид, эбонит 85—90
Мрамор и другие хрупкие материалы 80
Гетинакс, винипласт 90—100
Органическое стекло 70
Угол наклона поперечной кромки ψ стандартных сверл равен 50—55°.
Угол наклона винтовой канавки ω определяет значение переднего угла: чем больше угол ω, тем больше передний угол γ. Это облегчает процесс резания и улучшает выход стружки.
Угол наклона канавки выбирается в зависимости от диаметра сверла и свойств обрабатываемого материала. Для цветных металлов (медь, алюминий и др.) его принимают равным 35—45°, а для обработки стали — 25—30°. Среднее значение угла ω независимо от обрабатываемого материала принимают равным 25—30°.
Сверла перовые представляют собой круглый стержень, на конце которого оттянута плоская лопатка, имеющая две режущие кромки, наклоненные друг к другу под углом 120°, и применяются сравнительно редко.
Сверла глубокого сверления используют в основном при сверлении сквозных и глухих отверстий в валах, шпинделях и других деталях большой длины. Обладая довольно низкой производительностью, они обеспечивают, однако, прямолинейные, точные и чистые отверстия.
К сверлам этого типа относятся: ружейные, однокромочные и двухкромочные с внутренним отводом стружки.
а — ружейное: 1 — режущий зуб, 2 — коническая резьба, 3 — направляющая планка, 4 — паз для зуба; б — для кольцевого сверления
На рис. 5.4. показано сверло для обработки глубоких отверстий с двумя режущими кромками (K1 и K2), расположенными с левой стороны от оси сверла. Такой тип сверла относится к группе ружейных сверл. Эти сверла применяются для сверления точных отверстий диаметром от 3 мм и более с прямолинейной осью.
5.4. показано сверло для обработки глубоких отверстий с двумя режущими кромками (K1 и K2), расположенными с левой стороны от оси сверла. Такой тип сверла относится к группе ружейных сверл. Эти сверла применяются для сверления точных отверстий диаметром от 3 мм и более с прямолинейной осью.
Вершина сверла смещена влево относительно оси инструмента на величину b, равную 0,201 мм, и поэтому при вращении сверла в процессе резания на дне отверстия образуется кольцевая поверхность. Сверло имеет полость для подвода под давлением СОЖ и канавку для отвода стружки. На рис. 5.4, б показано сверло для кольцевого сверления, которое предназначено для высверливания отверстий в сплошном материале диаметром от 60 до 200 мм и глубиной отверстий до 500 мм. Данная конструкция кольцевого сверла дает возможность осуществить экономию металла при обработке отверстий.
Режущие пластинки 1 закрепляются в корпусе сверла 3. В стенках корпуса между винтовыми канавками под винтами 2 смонтированы шарики. Они обеспечивают сверлу постоянное направление в работе до тех пор, пока высверливаемый сердечник может направлять сверло в обрабатываемой заготовке. Корпус 3 соединен с оправкой 4 резьбой. При сверлении стальных заготовок предусмотрено устройство для подачи СОЖ в зону резания, состоящее из кольца 5 со штуцером 6 и резиновым шлангом 7. Кольцевые сверла могут оснащаться ножами из быстрорежущей стали и твердых сплавов. Применение кольцевых сверл данной конструкции наряду с экономией металла дает повышение производительности труда в 4 раза.
а — центровочное для сверления отверстий в платах печатного монтажа; б — твердосплавное, в — алмазное трубчатое
Центровочными сверлами (рис. 5.5, а) обрабатывают центровые отверстия в различных заготовках. Они изготовляются комбинированными — без предохранительного конуса и с предохранительным конусом.
Для сверления отверстий диаметром 0,4—2 мм в многослойных платах из стеклопластика и гетинакса применяются цельнотвердосплавные спиральные сверла с цилиндрическим хвостовиком (рис. 5.5, б).
5.5, б).
Для тех же целей применяются алмазные трубчатые перфорированные сверла (рис. 5.5, в), которые изготовляют образованием мелких отверстий на рабочей части сверла с помощью лазерной установки и последующим нанесением гальваническим способом слоя алмазного синтетического шлифпорошка. Алмазные сверла имеют диаметр 0,5—6,0 мм. Стойкость таких сверл и чистота обработки ими во много раз выше, чем у твердосплавных сверл.
Рис. 5.6. Сверла, оснащенные пластинками из твердого сплава с прямыми канавками (а) и с винтовыми канавками (б)
Сверла, оснащенные пластинками из твердых сплавов (рис. 5.6), обладают стойкостью и вследствие повышенных скоростей резания обеспечивают высокую производительность труда. Ими можно обрабатывать отверстия в закаленных сталях, чугунах, пластмассе, стекле и других материалах. Их изготовляют с прямыми и винтовыми канавками. Корпус сверла выполняют из инструментальной легированной или углеродистой стали. Пластинки твердого сплава припаивают к режущей части сверла медным или латунным припоем.
Изготовляют также для обработки отверстий малых диаметров цельные твердосплавные сверла и сверла с припаянным хвостовиком к твердосплавной спирали. Жесткость и стойкость таких сверл выше сверл с напаянными пластинками.
Сверла с пластинками из твердых сплавов ВК6, ВК8 используют при сверлении чугуна, а с пластинками из твердых сплавов Т15К6, Т5К10 — при сверлении сталей.
Сверла с прямыми канавками обычно применяют для сверления чугуна и других хрупких материалов, а сверла с винтовыми канавками — для сверления вязких материалов.
Рис. 5.7. Сверло для обработки закаленных сталей
Сверла для обработки закаленных сталей (рис. 5.7) изготовляют цельными из твердых сплавов ВК6М, ВК8 или с твердосплавной рабочей частью, припаянной к стальному хвостовику. Профиль канавок выполняется методом вышлифовывания цельных твердосплавных заготовок. Сверла отличаются повышенной жесткостью, что позволяет обработать отверстия в закаленных сталях с твердостью HRC 50.
Для обработки высокомарганцевых сталей, которые особо трудно обрабатываются, так как во время обработки они имеют склонность к наклепу, обладают низкой теплопроводностью, значительным абразивным воздействием на режущий инструмент, используют сверла, показанные на рис. 5.8.
Рис. 5.8. Сверла для обработки высокомарганцевых сталей:
а — конструкция сверла ЛПИ, б — форма заточки рабочей части сверла, разработанного А. А. Виноградовым и Ю. А. Аносовым
На рис. 5.8, а представлено сверло, разработанное в Ленинградском политехническом институте. Сверло отличается укороченной рабочей частью, оснащенной твердосплавной пластинкой и имеющей упрочняющие фаски f=1 -:-2 мм, с большим отрицательным углом (γ до —15°). В корпусе сверла имеются отверстия для подвода смазочно-охлаждающих жидкостей (СОЖ) в зону резания. Отверстия размещены на минимально возможном расстоянии от пластинки твердого сплава. Через отверстия в сверле к зоне резания подводится сжатый воздух. Обработку отверстия в высокомарганцевых сталях можно производить таким инструментом при скорости резания 40— 45 м/мин и с подачей S = 0,22 мм/об.
На рис. 5.8,б показана форма заточки режущей части сверла, разработанная кандидатами технических наук Ю. А. Аносовым и А. А. Виноградовым. Сверло оснащено твердым сплавом, как и обычные сверла, но форма заточки режущих кромок отличается тем, что поперечная кромка смещена относительно оси сверла для создания постоянного радиального усилия при работе инструмента. Смещение, так же как и другие параметры, зависит от обрабатываемого материала и условий обработки. Сверла рекомендуются для обработки различных труднообрабатываемых материалов, в том числе высокомарганцевых сталей.
Рис. 5.9. Сверло, оснащенное твердосплавными сменными пластинками
Сверла, оснащенные многогранными неперетачиваемыми пластинками (рис. 5.9), предназначены для обработки отверстий до двух диаметров в деталях из конструкционных сталей и чугунов. В точных базовых гнездах корпуса сверла 1 расположены две специальные сменные многогранные твердосплавные пластины 2, закрепляемые через центральное отверстие специальным винтом 3 с конической головкой. В корпусе сверла выполнены два отверстия для подвода СОЖ в зону резания.
В точных базовых гнездах корпуса сверла 1 расположены две специальные сменные многогранные твердосплавные пластины 2, закрепляемые через центральное отверстие специальным винтом 3 с конической головкой. В корпусе сверла выполнены два отверстия для подвода СОЖ в зону резания.
Применение сверл с многогранными неперетачиваемыми пластинами по сравнению с быстрорежущими спиральными сверлами обеспечивает повышение производительности в 2— 4 раза. Изношенная режущая кромка восстанавливается поворотом пластины или ее заменой.
Сверла с неперетачиваемыми пластинами (от 20 до 60 мм) разработаны ВНИИ инструментальной промышленности.
Вы здесь
Оглавление
Чем чаще используется сверло, тем быстрее оно тупится. Многие мастера, едва инструмент затупился, выбрасывают его. А практичные обрабатывают изделие под конкретный угол заточки сверла по металлу и продолжают пользоваться без всяких ограничений.
Сверло по металлу предназначено для создания, как глухих, так и сквозных отверстий и перфорации в деталях. Как правило, оно имеет форму спирали и состоит из нескольких элементов: режущей плоскости, хвостовика, рабочей части и лапки. Орудие резки производится из крепких сортов быстрорежущей стали (Р18,Р6М5).
фото:конструкция сверла по металлу
Важнейшими элементами спирального сверла являются хвостовик и рабочая поверхность. Хвостовик как цилиндрической, так и конической формы обеспечивает надежное крепление к патрону. А по краю рабочей части делаются винтовые канавки, обеспечивающие выход стружки.
Передняя сторона канавок поднимается вверх и слегка отходят назад, образует угол, величина которого меняется по направлению от оси до боковых частей.
При изготовлении спирального сверла часть материала с наружной рабочей части снимается, образуя своеобразные ленточки. Вместе с увеличенным диаметром и повышенным углом при вершине сверла они способствуют снижению трения инструмента о стенки будущего отверстия.
Виды заточек сверл по металлу
Заточка сверл осуществляется с целью реанимации инструментов после интенсивной эксплуатации. Существует несколько форм заточки. Выбор в пользу конкретного варианта зависит от диаметра спирального сверла, обрабатываемого материала и других факторов.
Существует несколько форм заточки. Выбор в пользу конкретного варианта зависит от диаметра спирального сверла, обрабатываемого материала и других факторов.
Универсальной считается нормальная форма заточки под углом 118-120 градусов. Она позволяет подобрать угол сверла, оптимальный для любых материалов. Единственный минус – ограничение диаметра сверла 12 миллиметрами. Нижеизложенные варианты применяются для инструментов с диаметром до 80 мм.
фото:углы заточки сверла по металлу
К примеру, форма обработки НП включает подточку поперечной кромки. Уменьшение длины способствует снижению усилия и, как следствие, предотвращает излишнее повреждение обтачиваемой детали. Сфера применения – подготовка бура к созданию отверстий в стали.
Разновидность этого способа – НЛП. Помимо описанной подточки кромки, аналогичное действие проводят с ленточками. В результате образуется дополнительный задний угол сверла, который значительно облегчает процесс резки и уменьшает трение функциональной части при проходе сквозь обрабатываемый материал.
В некоторых случаях применяется и двойное затачивание. Методы ДП, ДЛП и аналоги рассчитаны на улучшение характеристик периферийных узлов сверла. Изменение угловой точки между кромками до 75 градусов снижает теплоотвод от сверла и повышает его стойкость.
Рекомендуемые углы заточки сверла по металлу
Ниже представлена таблица углов заточки сверла по металлу для разных видов материала.
| Обрабатываемый материал | Угол сверла |
|---|---|
| Сталь, чугун, твердая бронза | 116-118° |
| Латунь, мягкая бронза | 120-130° |
| Бетон | 118-130° |
| Медь | 125° |
| Пластмасса | 90-100° |
| Алюминий, древесина, деликатные материалы | 140° |
Неправильно подобранный угол заточки сверла приводит к быстрому нагреву, плохому сверлению и возможной последующей поломке сверла.
Процесс заточки и проверки угла сверла по металлу
Процедуру выполняют на точильном круге. Первый этап – заточка задней поверхности спирали. Для этого инструмент уверенно прижимают к поверхности круга. Обращайте внимание на стабильность – угол заточки сверла по металлу должен быть одинаковым. В итоге, если смотреть на перку сбоку, должен получиться правильный конус.
Далее производится обработка режущей поверхности. Здесь следует обратить внимание не только на постоянство угла, но и на величину перемычки. Для крупных буравчиков ее размер не должен превышать полутора миллиметров.
Правильность заточки бура проверяется по шаблону, который изготавливается мастером вручную или приобретается фабричный. В основе проверки сверла – треугольник Рело, на основе которого создают режущие инструменты для создания квадратных отверстий.
фото:шаблон для проверки угла заточки сверла
Он состоит из трех частей. Первая сторона используется для контроля поперечной кромки, вторая представляет собой эталон угла винтовой линии, третья измеряет длину режущей части и проверяет угол при вершине. Качественная работа не вызывает отклонений – все параметры соответствуют линиям шаблона по мере прилегания.
Угол заточки сверла по металлу:Видео
| 2 φ, град |
| 116-120 |
| 130-135 |

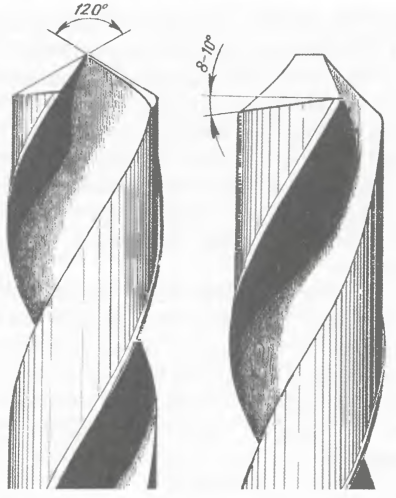 Эффект достигается за счет многократного снятия тонкого слоя металла с рабочей грани.
Эффект достигается за счет многократного снятия тонкого слоя металла с рабочей грани. Насадка подходит только для сверл, используемых для работы с определенными материалами.
Насадка подходит только для сверл, используемых для работы с определенными материалами.
 С его помощью выполняется контроль:
С его помощью выполняется контроль:Адрес этой страницы (вложенность) в справочнике dpva.ru: главная страница / / Техническая информация / / Оборудование / / Бытовая техника, домашнее оборудование. / / Таблица углов заточки спиральных = обычных сверл для различных материалов. Угол сверла. Поделиться:
Поиск в инженерном справочнике DPVA. Введите свой запрос: | ||||||||||||||||||||||||||||||||
Если Вы не обнаружили себя в списке поставщиков, заметили ошибку, или у Вас есть дополнительные численные данные для коллег по теме, сообщите , пожалуйста. | ||||||||||||||||||||||||||||||||
Коды баннеров проекта DPVA.ru Консультации и техническая | Проект является некоммерческим. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Владельцы сайта www.dpva.ru не несут никакой ответственности за риски, связанные с использованием информации, полученной с этого интернет-ресурса. Free xml sitemap generator | |||||||||||||||||||||||||||||||
Знакомство со сверлами: краткое руководство
Художнику нужно знать кисти. Повару нужно знать ножи. Подрядчикам необходимо знать свои инструменты — и каждый их компонент — изнутри и снаружи.
Этот быстрый грунт поможет любому строителю познакомиться со своими сверлами.
Углы при вершине
Два наиболее распространенных угла при вершине бурового долота составляют 118 градусов и 135 градусов. Разница между ними — форма; долото на 118 градусов круче, острее и имеет меньшее долото.
Сверло с углом наклона 118 градусов режет более агрессивно и обычно используется для сверления мягких материалов, таких как дерево. Хотя он может пробить сталь, при использовании для этого более крутой угол резания также приведет к более быстрому затуплению.
Сверло с углом наклона 135 градусов обычно используется для сверления более твердых материалов, поскольку шаг облегчает сверление повторяющихся отверстий в более прочном материале.
Расщепление острия
На валу сверла есть две изогнутые канавки, называемые канавками, которые вытягивают мусор из просверливаемого отверстия.
В стандартном острие кончик гладкий и слегка заостренный. Однако, если просверливаемая древесина не обеспечивает значительного трения и сверло не находится идеально перпендикулярно поверхности, гладкий стандартный наконечник может соскользнуть с цели и выдолбить дерево — проблема, называемая «ходьбой».
Вал хорошего долота с разрезным острием имеет три канавки, которые поднимают мусор, что позволяет пользователю сверлить отверстия быстрее и с меньшей вероятностью заедания. Эти канавки продолжаются до конца сверла, где они врезаются в колпачок наконечника, нарушая гладкость и создавая рифленый наконечник сверла.
Расщепление острия создает самоцентрирующееся сверло, которое легче закрепляется в древесине и удерживает биту на цели, помогая избежать ходьбы и позволяя сверлу резать с меньшим давлением. Строителям, работающим с твердой или другой ценной древесиной, насадки с разрезным острием помогают защитить вложения в древесину, обеспечивая лучшие результаты.
Материалы долот
Существует четыре основных типа материалов сверл:
• Сверла из быстрорежущей стали, обычно используемые для сверления дерева, алюминия и холоднокатаной стали.
• Кобальтовые коронки для вязких, высокопрочных металлов. Как правило, они расщеплены и обладают более высокой термостойкостью, чем сталь.
• Насадки для кирпичной кладки. Используется для бетона, раствора, кирпича и камня, это мягкая сталь с твердосплавным наконечником. Твердосплавные сверла используются для сверления более твердых сплавов — из-за плотной структуры карбида пользователи могут толкать сверла сильнее, чем со стальными сверлами.
• Поверхность битов с оловянным покрытием имеет повышенную термостойкость, низкое трение и высокую твердость поверхности.
Зачем точить?
Сохранение остроты сверл критически важно для правильного выполнения работы, а возможность затачивать их из любого места является ключевым фактором. Биты могут затупиться в течение рабочего дня, а возможность затачивать их прямо на стройплощадке способствует движению вещей и обеспечивает быстрые и точные отверстия.
Заточить сверла вручную можно, но это занимает много времени и требует отличного зрения вблизи. Вместо этого рекомендуется, чтобы пользователи точили сверла на инструменте, специально предназначенном для работы.В этих инструментах используется патрон для удержания сверла под правильным постоянным углом и абразивный круг или диск для заточки лезвия. Специальные инструменты для заточки можно найти в крупных розничных магазинах и в большинстве местных хозяйственных магазинов.
Тот же инструмент можно использовать для заточки высокоскоростных сверл, сверл с кобальтовым покрытием и сверл с оловянным покрытием, но для твердосплавных наконечников требуется точилка с алмазным кругом.
Советы для строителей нового дома
Для домашних строителей сверло для быстрорежущей стали с углом сверления 118 или 135 градусов отлично справится с работой.
Универсальные сверла лучше всего подходят для строительства, если вам не нужны действительно глубокие отверстия. В этом случае вы должны использовать параболические сверла.
Долота Форстнера часто используются для сверления дерева. Эти долота направляются широким внешним ободом долота, в отличие от большинства сверл, которые направляются кончиком. По этой причине их можно использовать вместе со сверлильным станком для сверления отверстий под углом, отверстий, которые частично перекрываются, и отверстий на краю материала.
Подробнее о Drill Doctor
Найдите продукты, контактную информацию и статьи о Drill Doctor
НАПРАВЛЯЮЩАЯ УГЛОВОЙ ДРЕЛИ
от 45 ° до 90 ° с шагом 5 ° — Power Drills
| Был: | 44 доллара.99 Подробности |
| Цена: | 40,02 долл. США + Без залога за импорт и $ 27,35 за доставку в Российскую Федерацию Подробности
|
| Вы экономите: | 4,97 долл. США (11%) |
Доступно по более низкой цене у других продавцов, которые могут не предлагать бесплатную доставку Prime.
| Источник питания | ПЕРЕМЕННЫЙ ТОК |
| Марка | Мастер по бурению |
| Размеры изделия ДхШхВ | 16.14 х 6,3 х 2,76 дюйма |
| Вес предмета | 1,2 килограмма |
- Убедитесь, что это подходит
введя номер вашей модели. - Направляйте сверло 3/8 «или 1/2» под любым углом от 45 ° до 90 ° с полной точностью.
- Вместимость: 3 «круглый приклад, 4» x 4 «квадратный приклад, 4» x 7 «прямоугольный приклад
- Патрон без ключа 3/8 дюйма
- Контроль глубины с принудительной остановкой
- Пружинный возврат удерживает направляющую в положении готовности
›
См. Дополнительные сведения о продукте
Точечное сверление: первый шаг к высокоточному сверлению
Сверление сверхточного отверстия может быть сложной задачей.Поведение материала, неровности поверхности и геометрия вершины сверла могут быть факторами, ведущими к получению неточных отверстий. Точечное сверло при правильном использовании устранит вероятность ходьбы сверла и поможет обеспечить более точный конечный продукт.
Выбор точечного сверла
В идеале центр твердосплавного сверла всегда должен быть первой точкой, соприкасающейся с вашей деталью. Следовательно, у сверла для зондирования должен быть немного больший угол при вершине, чем у вашего сверла. Если используется зонд с меньшим углом при вершине, чем ваше сверло, ваше сверло может быть повреждено из-за ударной нагрузки, когда внешняя часть его режущей поверхности соприкасается с заготовкой перед центром. Использование угла сверла, равного углу сверления, также является приемлемой ситуацией. Рисунок 1 иллюстрирует желаемый эффект. Слева сверло входит в предварительно просверленное место под немного большим углом, чем его острие. Справа сверло приближается к области под углом, который слишком мал для его острия.
Отметка места
Споттинг-сверло предназначено для создания небольшой выемки для правильного расположения центра сверла при начале погружения. Однако некоторые машинисты предпочитают использовать эти инструменты по другой причине — они используют их для снятия фаски с вершины просверленных отверстий. Оставляя фаску, головки винтов прилегают заподлицо с вставленной деталью.
Что произойдет, если я использую точечное сверло с неправильным углом?
Использование более крупного углового сверла позволит сверлу найти правильное место, направляя кончик сверла к центру. Если внешний диаметр твердосплавного сверла сначала коснется заготовки, на инструменте может появиться скол.Это может повредить заготовку и привести к поломке инструмента. Если бы две канавки сверла немного отличались друг от друга, одна могла бы соприкоснуться раньше другой. Это может привести к получению неточного отверстия и, в первую очередь, противодействовать цели точечного бурения.
Когда точечное сверление не сработает для моего приложения?
При сверлении очень неровной поверхности, такой как сторона цилиндра или наклонная плоскость, точечного сверла может быть недостаточно для удержания отверстий в правильном положении.Для этих приложений могут потребоваться версии с плоским дном или цековки с плоским дном для создания точных элементов.
Выберите лучшую геометрию точки сверления
В двадцатые и тридцатые годы прошлого века заклепки и болты все еще были основным средством соединения металлов. Буровые работы обычно выполнялись с помощью ручного сверлильного станка и механизма нагрудника. Мастера позаботились о высокой точности, потому что за ошибки платили они, а не машина с электрическим приводом.
В районах, где не было электричества, ручное сверление отверстий происходило крайне медленно, требовало много времени, терпения и физических усилий. Эксперименты показали, что при шлифовании конического (обычного) поверхностного сверла с плоской поверхностью (многогранным острием) получалось линейное долото.
Для линейного долота требовалось примерно на 50% меньше осевого усилия, чем для обычного сверла. Поскольку мастерство ручного шлифования многогранных наконечников снизилось, такие наконечники стали соответственно уменьшаться из-за сложности шлифования их вручную.Однако в связи с недавним появлением станков с ЧПУ, которые требуют самоцентрирующихся точек, многогранность возродилась.
Важной особенностью многогранной обработки является широкий выбор наконечников сверла, которые позволяют лучше удовлетворять потребности пользователей, особенно при работе с экзотическими металлами. Незаменимы экзотические металлы, поэтому мастера должны адаптироваться к более современной геометрии сверла.
Спиральные сверла
Спиральное сверло — один из самых важных, наименее понятных и часто игнорируемых режущих инструментов.Стандарты точки сверления принимаются на основе негибкого прецедента, а не логических выводов и экспериментов. Точка в 118 градусов, когда, например, полная длина резания, ошибочно принимается за хороший компромисс или точку общего назначения для сверления множества различных металлов. Изменение углов при вершине не имеет ничего общего с режущим действием. Компромисс между большими и малыми задними углами кромки, а не углы без режущей кромки, является определяющим фактором для режущего инструмента общего назначения.Углы зазора режущей кромки кромки должны быть отрегулированы в соответствии со степенью твердости и обрабатываемостью металла (как правило, чем тверже металл, тем меньше требуется зазор между режущей кромкой).
На рисунке 1-A вся длина режущих кромок участвует в процессе резания, в то время как на рисунке 1-B только 64 процента длины кромок находятся на той же глубине основного металла. Максимальная скорость проникновения в металл достигается только тогда, когда режущие кромки проходят через материал по всей длине.Следовательно, чем тупее острие, тем быстрее губы будут задействованы в полном резании.
Хотя и A, и B имеют одинаковую ширину, обозначающую один и тот же диаметр сверла, более тупая точка на рисунке A имеет более короткую общую длину режущей кромки, чем та, что на рисунке B. Это означает, что на рисунке B будет просверливаться отверстие того же размера, но с большей длиной выступа и более широкой лентой, что создает больший крутящий момент для сверла того же размера. В частности, длина выступа сверла диаметром 1–1 / 2 дюйма с включенными углами 140 градусов будет равна 0.865 дюймов на выступ и то же сверло с углом наклона 118 градусов будет иметь длину 0,956 дюйма на выступ, что эквивалентно сверлению сверлом большего диаметра на 0,182 дюйма. У больших сверл того же диаметра разброс соответственно увеличивается.
На Рисунке 2 профиль долота плоский (линейный), проходящий прямо поперек сверла. Острые углы с острыми углами образуются там, где концы долота соединяются с поверхностью полотна. При сверлении отверстия долото по всей длине соприкасается с металлом, а углы одновременно устремляются в металл, немедленно образуя стружку.Кроме того, плоские шлифованные грани образуют четко выраженную острую кромку на долоте. В результате долото обладает выдающимися экструзионными свойствами, допускающими меньшее усилие, меньшее нагревание и большую производительность, чем у обычного сверла.
Обычное сверло имеет дугообразное (нелинейное) долото, которое имеет углубление в форме блюдца в металле на всю глубину отверстия. В нержавеющей стали теплоты трения достаточно, чтобы такое сверло стало синим, создавая температуры выше 1000 ° F.Обычное сверло с закругленными поверхностями с каждой стороны острия имеет плохие экструзионные свойства и требует высокого давления.
Многогранный
Во время буровых работ побочными продуктами энергии вращения являются стружка и тепло. Многогранная геометрия выделяет меньше тепла, чем любая другая схема сверления. При одинаковом диаметре многогранное сверло обеспечивает на 50 процентов меньшее усилие и на 60 процентов меньше тепла, чем обычное сверло.
Четырехгранные сверла состоят из отдельных режущих кромок (первичной) и вторичного зазора пятки (рельефа).Расширение вторичных граней до середины долота дает вершину (острие) в центре длинной оси долота, рис. 3. Создается самоцентрирующееся острие, исключающее пробивку в центре и направляющие отверстия. Эта точка не будет ходить и является самой точной из всех точек. Он особенно подходит для станков с ЧПУ и может шлифоваться на самых больших сверлах. Углы первичной грани определяются характером просверливаемого материала, тогда как углы вторичной грани составляют 20 градусов.
Шестигранное сверло с дополнительными углами острия (SPA) является наиболее прочным из наконечников, но его меньше всего понимают и используют. На рис. 4 показаны пятая и шестая грани, образующие углы при вершине вторичного сверления. Самыми слабыми местами острия являются выступающие за пределы кромки уголки губ, которые также подвергаются наибольшей нагрузке и перемещению. Следовательно, точки сверления чаще всего выходят из строя именно в этих углах. Углы вторичной точки уменьшают острые углы, чтобы уменьшить поломку углов.Частота переточки уменьшается, а срок службы сверла увеличивается. Углы вторичной точки также создают режущие кромки, которые наклоняются к углам пятки. При вращении сверла задний угол вторичной кромки режет металл с режущим действием, что дополнительно снижает разрушение угла кромки, сопротивление, нагрев, крутящий момент сверла и заедание при выходе сверла из нижней части отверстия. Эта точка идеально подходит для отверстий под сердечник и трубчатого материала, создавая отверстия без заусенцев. Кроме того, точность отверстия выше, потому что углы вторичной вершины обеспечивают самозатягивающееся, расширяющее действие, которое сопротивляется боковому давлению.Этот острие обладает хорошими стружкодробительными свойствами, поскольку первичная и вторичная режущие кромки образуют ленту угловой формы, которая легче рвется при скручивании относительно поверхностей канавок. Письменный отзыв авторитетной автомобильной фирмы показал, что производительность на 300% выше, чем при использовании новых заводских сверл.
Конкретный угол, под которым шлифуется второстепенная точка, определяется углами первичной точки. Углы должны быть разделены равномерно, как показано на рисунке 4. Например, если одна сторона угла первичной точки составляет 67 градусов, то вторичный угол будет составлять половину этого или 33-1 / 2 градуса.
Есть некоторые исключения в разделении углов. В пластике вторичный угол следует увеличивать. Углы зазора вспомогательной кромки обычно такие же, как углы зазора основной кромки. На все спиральные сверла можно добавить дополнительные углы при вершине для повышения точности и долговечности.
Точка разделения
Одно из самых производительных спиральных сверл — это сверло с обычным наконечником. Однако у этого сверла есть свои ограничения, поскольку его нельзя использовать со сверлами диаметром более 1/2 дюйма.Кроме того, нейтральные углы, возникающие в результате расщепления острия, препятствуют выходу стружки, что приводит к образованию сварного шва. Сварной шов имеет тенденцию сводить на нет преимущества точки разделения. Точка разделения представляет собой наиболее сложную и критическую геометрию для переточки на уровне местного цеха.
Модифицированная точка разделения (MSP) преодолевает недостатки традиционной точки разделения (CSP), и повторное измельчение более производительной MSP не критично. На рис. 5 выемка перемычки имеет положительный передний угол, что приводит к появлению вторичных положительных режущих кромок вплоть до долота.Затем MSP можно шлифовать сверлами диаметром до 3 дюймов. Длина долота может быть уменьшена соответственно до значений от 0,050 дюйма для сверл диаметром три дюйма до 0,010 дюйма для сверл диаметром 1/4 дюйма. Поэтому MSP производит самоцентрирующееся сверло, которое устраняет необходимость в пилотных отверстиях даже для сверл диаметром до 3 дюймов.
Пазы шлифуются параллельно углам канавки, позволяя стружке свободно течь по канавке. С прорезью на противоположной перемычке, которая наклонена по диагонали вверх и в сторону от другого паза, толщина перемычки не ухудшается, что позволяет использовать более прочную точку, которая позволяет увеличивать усилие для более быстрого сверления отверстий.
При заточке MSP угол наклона полотна (выемка) может варьироваться от 5 градусов для самых мягких материалов до минус 5 градусов для самых твердых материалов. MSP особенно хорош для нержавеющей стали, инконеля, титана и других сложных металлов.
Дублированные сверла
Копировальное сверло, рис. 6, можно использовать для сверления многих материалов, помимо латуни и меди. Обычные спиральные сверла имеют максимальный положительный передний угол (угол или шаг) канавок на внешних краях режущих кромок.Сверла постепенно приближаются к нейтральному или слегка отрицательному углу в центре перемычки, в зависимости от спиральности сверла. Это приводит к получению режущих кромок с разнообразным режущим действием, уменьшенным до минимума вблизи центра сверла и чрезмерным на внешних углах кромки, где наблюдается наибольшая степень переднего и вращательного хода. Эта ситуация подвергает режущие кромки в области наружного диаметра огромной нагрузке и является основной причиной поломки углов кромки.
Дублирование поверхностей канавок позволяет получить одинаковые передние углы по всей длине режущих кромок.Режущее действие увеличивается в центральной области сверла, где оно обычно минимально, и постепенно уменьшается к наружному диаметру, где оно обычно чрезмерно. Более равномерное распределение режущего действия происходит по всей длине выступа, тем самым уменьшая поломку углов и заметно повышая эффективность сверления.
Как показано, дублированные режущие кромки уменьшили длину долота. Дублированное сверло также самоцентрирующееся и исключает истончение стенки, пробивку по центру и направляющие отверстия.Пазы на этом сверле также расположены под углом друг от друга, чтобы сохранить толщину центральной поверхности перемычки и повысить ее устойчивость к силам раздавливания.
На рис. 7 показаны поперечные сечения дублированных передних углов, но углы рельефа кромки остаются неизменными на обоих рисунках. Режущая кромка, показанная справа, дает более толстую стружку из-за увеличенного переднего угла нарезанной поверхности канавки. Такая геометрия обеспечивает эффект планирования благодаря малому углу наклона кромки, который снижает забивание и вибрацию сверла, тем самым повышая производительность и точность.Уменьшение размера долота (как показано на Рисунке 6) и соответствующее увеличение или уменьшение переднего угла позволяет сверлить твердые или мягкие металлы, бакелит, стекловолокно, оргстекло, медь или латунь. При сверлении очень мягкой меди или латуни следует использовать отрицательный угол наклона 5 градусов, а по мере увеличения твердости металла передний угол должен быть соответственно отрегулирован в сторону положительного переднего угла.
Избегайте неравных земель
Сверла с неодинаковой фаской нельзя шлифовать должным образом, поскольку режущие кромки расположены не на 180 градусов друг от друга.Такие сверла, даже новые, не будут сверлить эффективно и точно. Однако дублирование таких сверл сглаживает разницу, оставляя дублированные губки в точном противоположном положении на 180 градусов друг от друга и в однородной конфигурации поверхностей флейты к флейте.
Дополнительная проблема — многочисленные поверхности канавок с шероховатыми зазубринами, в результате чего режущие кромки с пилообразными зубцами легче ломаются. Дублирование также решает эту проблему, создавая гладкие однородные поверхности на таких сверлах, тем самым увеличивая срок службы губ.
Материалы
Для нержавеющей стали сверла шлифуют с включенным углом вершины сверла 140 градусов, что обеспечивает максимальное вовлечение кромки за минимальное время. Кроме того, угол наклона кромки от 10 до 12 градусов обеспечивает более эффективное резание. Ключом к сверлению нержавеющей стали является предотвращение наклепа за счет достижения максимального резания за минимальное время. (Рекомендуемая точка показана на рисунке 5). Вторичные режущие кромки составляют от 10 до 15 процентов общей длины губы.Насечки (рис. 5) могут варьироваться от 5 градусов для мягкой нержавеющей стали, до нейтральной для полутвердой, до минус 5 градусов для твердых металлов.
Пластмассы требуют высочайшей точности сверления и самого тупого острия. В недавнем испытании оргстекло толщиной 1/8 дюйма было просверлено при температуре 35ºF с использованием сверл различного диаметра и углов при вершине. Начиная с вершин сверла под углом 80 градусов, материал разрушался каждый раз, когда острие сверла выходило из нижней поверхности материала.По мере увеличения угла при вершине (более тупой, разрушение оргстекла уменьшалось. При 134 градусах разрушение заметно уменьшалось. При 142 градусах разлома не было. Сколы вокруг нижнего уступа отверстия были устранены с помощью вторичных углов острия ( Рисунок 5). В этом конкретном случае второстепенные режущие кромки составляли 20 процентов от общей длины кромки. Рекомендуемые точки с углом наклона от 60 до 80 градусов оказались наиболее разрушительными при сверлении оргстекла.
С таким острием в форме копья, когда сверло начинает выходить из материала, в нижней поверхности образуется небольшое отверстие неправильной круглой формы со скошенными краями.Следовательно, режущие кромки в форме копья вклиниваются в скошенные кромки под прямым углом, вызывая скрепляющее и фиксирующее действие, которое мгновенно разрушает материал. Тупой наконечник с меньшим заклиниванием выходит более плавно, а его режущие кромки более параллельны кромкам пера.
В конечном итоге наиболее эффективная точка состояла из 144 градусов включенных углов для основной точки, 80-85 градусов включенных углов вторичной точки, 4-5 граней основного угла зазора губ и 20 градусов вторичных углов. фаски зазора пятки (фаски с зазором пятки 20 градусов автоматически шлифуются, если первичные угловые фасеты составляют 8 градусов или меньше.Поскольку углы первичной фасетки уменьшаются, вторичные фасетки должны быть соответственно увеличены (Рисунок 8). Таким образом, тупые сверла с зазорами между кромками, отрегулированными для конкретных материалов, одинаково применяются для твердых и мягких черных, цветных и некоторых неметаллических материалов.
Зазор режущей кромки кромки
Чрезмерный зазор кромки широко практикуется в США. Он вызывает серьезное застревание и разрушение хрупкого материала. Кроме того, он дает отверстия слишком большого размера и является основной причиной сокращения срока службы режущей кромки.Такой чрезмерный зазор возникает из-за тенденции неправильно рассматривать сверло (как показано на рисунке 2). При просмотре сверла большинство читателей настаивают на том, что у сверла небольшой зазор кромок или вообще нет. Однако это оптическая иллюзия, поскольку у этого сверла на самом деле большой зазор в 15 градусов. Практически все мастера стараются определить зазор кромки, глядя прямо в сверло. При этом нужно смотреть на составной угол на всей поверхности сверла, а не на боковой профиль режущей кромки.
Быстрый и надежный метод определения угла зазора губ — определение угла линии долота (длины долота). Если угол линии долота находится в вертикальной плоскости, указывающей на 12 часов (90 градусов по отношению к режущим кромкам в горизонтальной плоскости), зазор кромки будет равен нулю. Но по мере постепенного увеличения зазора губ линия долота наклоняется по диагонали вправо к 1 часу (см. Рисунок 2). Следовательно, при параллельном расположении режущей кромки с транспортиром, показание 110 градусов угла линии долота означает приблизительно 5 градусов или малый зазор; 120 градусов означает 8 градусов или средний зазор; 130 градусов означает 11 градусов или большой зазор; 135 градусов указывает на очень высокий клиренс.После некоторой практики взгляд без транспортира довольно точно покажет статус зазора.
При использовании двустороннего сверла (рис. 2) сначала возникает небольшой зазор размером около 1/32 дюйма в задних наружных углах пятки, когда постоянный зазор кромки уменьшается до 7 градусов. При 5 градусах соударение составляет примерно 1/16 дюйма, и дальнейшее уменьшение зазора приводит к соударению треугольной формы, исходящему в первую очередь к губам и, во вторую очередь, к долоту. Следовательно, небольшая вторичная грань (рисунок 8) требуется только тогда, когда постоянный зазор составляет 8 градусов (диапазон среднего зазора), а размер вторичной грани зазора постепенно увеличивается по направлению к режущей кромке (см. Рисунок 4), так как угол первичной кромки равен уменьшен соответственно до диапазона от 5 до 3 градусов (диапазон низкого и сверхнизкого зазора).
При выборе правильных углов зазора кромок необходимо проанализировать обрабатываемость материала, твердость, хрупкость и хрупкость. Поскольку вибрация сверла и заклинивание могут быть вредными как для сверла, так и для материала, требуется уменьшенный зазор в хрупком или твердом материале. Уменьшение зазора обеспечивает более точное отверстие, позволяя увеличить скорость сверления для компенсации толщины стружки.
Производительность
Металлообрабатывающая промышленность часто отстает от времени, теряя бесчисленные миллионы долларов из-за низкоскоростных операций сверления.Высокоскоростное охлаждение и охлаждение потоком — лучший ответ для повышения производительности. Однако сверлильные станки должны быть в отличном состоянии с высокой степенью точности. Многие сверла с заводской шлифовкой, как правило, не отвечают таким требованиям точности из-за массового производства. Различные устройства для заточки сверл, не имеющие надлежащей механической конструкции и концепций, также не отвечают этим требованиям.
Перфораторы
Лезвия для лопаточных сверл
имеют ту же геометрию, что и спиральные сверла, обсуждаемые в этой статье, и изготавливаются с более тупым концом.Лопаточное лезвие имеет множество превосходных преимуществ перед спиральными сверлами, например, позволяет более открытому каналу для охлаждающей жидкости достигать зоны резания в отверстии, исключение образования трещин в глубоких отверстиях и отличные стружкодробительные свойства. Поскольку держатель лопаточного лезвия представляет собой трубчатую конструкцию с толстыми стенками, он обладает превосходными характеристиками крутящего момента, позволяя использовать гораздо более глубокие отверстия, чем спиральные сверла. В одном держателе можно разместить до восьми лезвий разного размера, что значительно снижает стоимость и пространство для хранения до доли восьми спиральных сверл.Оператор имеет больше возможностей для удовлетворения конкретных требований к бурению, поскольку держатели производятся разной длины. Основным возражением против более широкого использования лопаточных лезвий была дорогостоящая и трудоемкая операция по переточке. Однако недавно компания J&A machinery разработала упрощенный станок, который быстро затачивает перфораторы.
Заключение
Обычными в американских механических мастерских являются гнутые сверла с чрезмерно утолщенной перемычкой, большими зазубринами и сколами на режущих кромках, сильно изношенными краями, зазубринами и деформациями хвостовика и дешевыми качественными сверлами.Для качественной работы требуются сверла высочайшего качества. Невозможно подсчитать денежные потери в результате непродуктивных учений. Убытки вызваны списанием дорогостоящих готовых деталей, которое сводится к нулю на последнем этапе — операции сверления. Убытки усугубляются общим отсутствием знаний о геометрии точки сверления и неспособностью воспользоваться преимуществами многих геометрических моделей.
Как выбрать сверло для любого проекта
Если вам нужно проделать отверстие не в бумаге, вам понадобится сверло.Хотя базовое сверло проделает отверстие, существует много разных типов сверл, и то, над чем вы работаете, имеет значение, когда вам нужно выбрать сверло, подходящее для работы. Сверла бывают разных материалов, имеют разные формы и типы резки, что делает проход со сверлами запутанным для начинающего бурильщика. В этой статье основное внимание будет уделено типам бит, которые обычно используются в домашних условиях в автомобильной промышленности.
Существует много типов сверл, но основные из них, с которыми вы будете иметь дело, — это спиральные, ступенчатые, универсальные и кольцевые пилы.В то время как все сверла вращаются, спиральные сверла относятся к спиральным канавкам. Остальные режут по-другому. Вот что вам нужно знать, чтобы выбрать сверло для следующего проекта.
Сверла для спирального сверления
Что есть что? Бит слева — 118, справа — 135. Видите разницу?
Это то, о чем вы думаете, когда слышите слово «сверло». В спиральном сверле используются две спиральные канавки, которые начинаются на вершине сверла и продолжаются до хвостовика, где сверло переходит в сплошной цилиндр для сверлильного патрона.Некоторые спиральные сверла имеют шестигранник для использования в быстросменных шуруповертах. По сути, спирали представляют собой нарезные винты, предназначенные для вытягивания стружки из отверстия. Стружка — это материал, удаляемый из отверстия. Скорость спирали зависит от производителя и использования. Быстрая спираль (больше витков на дюйм, называемая компактной канавкой) используется для низкой скорости с высокой скоростью подачи для удаления большого количества стружки. Низкая скорость спирали (удлиненная канавка) используется при высокоскоростной резке, чтобы удалить стружку как можно быстрее.Большинство спиральных сверл потребительского класса имеют низкую скорость закручивания спирали.
Стандартное спиральное сверло имеет два зубила (режущие кромки, две пятки и две канавки. Это сверло необходимо заточить, кромки долота должны быть прямыми.
Угол при вершине — это угол режущей головки на кончике сверла. В потребительских сверлах обычно используются три угла наклона: 90 градусов, 118 градусов и 135 градусов.Сверла с углом 90 градусов используются только для мягких материалов, таких как пластик и алюминий, они очень быстро затупляются.Если вы не уверены, что у вас есть, вы всегда можете использовать транспортир, чтобы отметить углы на бумаге, как мы это сделали здесь.
Биты с углом 118 градусов — это наиболее часто используемый угол для потребительских бит. Они подходят практически для любого материала, с которым вы будете иметь дело, включая сталь, алюминий, дерево, нержавеющую сталь, латунь, чугун и пластик. Эти биты могут ходить по более твердым материалам, таким как нержавеющая сталь и сталь, и для их удержания на месте во время начального разреза требуется кернер.
Сверло с углом наклона 118 градусов является стандартом для большинства спиральных сверл.Они отлично подходят для мягких материалов, но быстрее тускнеют с твердыми материалами, такими как сталь.
Для твердых материалов, таких как сталь и нержавеющая сталь, лучше всего подходят биты с углом наклона 135 градусов. Малый угол позволяет сверлу врезаться в материал без быстрого затупления, однако тот же мелкий угол заставляет сверло ходить, требуя центрального керна.
Угол 135 намного более плоский, как вы можете видеть здесь. Это увеличивает режущую кромку, поэтому давление распространяется на большую площадь.
Долота с разрезным острием имеют небольшие прорези с обеих сторон режущих канавок на конце.Это критически важная функция для битов 135 градусов и полезна также для битов 118 градусов. Это устраняет тенденцию к перемещению долота по материалу, поскольку точка разделения начинает быстро резаться.
Бита с разделительной головкой имеет канавку, которая проходит вертикально от канавки к центру режущей кромки. Это помогает держать бит по центру.
Еще одна важная особенность — это то, из чего сделаны ваши спиральные сверла. Существует четыре основных типа потребительских долот: низкоуглеродистая сталь, высокоуглеродистая сталь, быстрорежущая сталь и кобальтовая сталь.
Слева — слесарь Кобальт, стандартный кобальт, быстрорежущая сталь, черная оксидная резина, лопата, не ступенчатая буровая коронка, ступенчатая буровая коронка, биметаллическая кольцевая пила.
Низкоуглеродистая сталь используется только для дерева, и они очень быстро тускнеют. Даже использование их на древесине твердых пород притупляет сверло, они не подходят для любого типа металла.
Высокоуглеродистая сталь — это низкоуглеродистая сталь, прошедшая отпуск. Это насадки эконом-класса, которые обычно встречаются в наборах инструментов с несколькими упаковками. Они сделают свою работу, когда они новички, но они станут слишком горячими, и они выйдут из себя и никогда больше не останутся острыми.
Биты из быстрорежущей стали (обозначены буквой «HSS» на хвостовике или корпусе) более устойчивы к потерям при отпуске, они довольно часто встречаются в наборах сверл и подходят практически для любого автомобильного использования. Если сверлить не нужно очень часто, это хорошее решение, поскольку они недороги и долговечны.
Кобальтовые биты (обозначенные буквой «Со» на хвостовике или коробке) очень прочные с точки зрения сохранения остроты, поскольку они не теряют свою остроту даже при более высоких температурах. Если вам нужно сверлить нержавеющую сталь, лучше всего подойдет кобальт.Как и у большинства вещей, у долот Cobalt есть недостатки. Они более хрупкие, чем биты из быстрорежущей стали, поэтому их легче сломать, особенно при боковом напряжении или при заедании сверла в отверстии. Они также намного дороже: базовый набор бит легко обходится более чем в 100 долларов. При правильном уходе они действительно служат долго.
Биты могут быть покрыты нитридом титана, чтобы продлить срок их службы. Это промежуточное звено между битами HSS и кобальтом. Долото из быстрорежущей стали, показанное на изображении выше, имеет покрытие из нитрида титана.
Набор всегда лучший вариант, когда вам нужно выбрать сверло, так вы получите все нужные вам размеры и красивый футляр. Мы переворачиваем биты вверх дном, когда они нуждаются в заточке, поэтому мы можем позаботиться обо всем сразу.
Ступенчатые сверла
Ступенчатые сверла обычно не используются в основных автомобильных приложениях, они изготавливаются на заказ для каждого случая использования. Настоящее ступенчатое сверло имеет меньший режущий наконечник, который запускает отверстие (обычно дюйм или около того), а затем шагает до окончательного размера отверстия.Думайте об этом как о пилотном сверле и последнем сверле в одном элементе.
Сверла Unibit
Сверла часто называют ступенчатыми сверлами, поэтому здесь было включено приведенное выше определение. Unibit — это отдельная насадка, имеющая форму конуса, на которой выточены несколько ступенек. У каждого шага разный размер отверстия. Обычно они бывают трех размеров, примерно до 2 дюймов. Они имеют небольшой режущий наконечник (отдельная пилотная коронка режет быстрее, чем встроенный наконечник) и удобны для увеличения существующих отверстий в листовом металле.Они НЕ подходят для толстых материалов или твердых материалов, таких как нержавеющая сталь. У них может быть одна или две режущие кромки, в зависимости от производителя. Название «Unibit» является товарным знаком Irwin tools, поэтому обычно используется название «шаговый бит». Когда они затупятся, их нельзя затачивать.
Кольцевые пилы
Кольцевые пилы — это совершенно другое животное, чем спиральное сверло, но они очень полезны в автомобильной промышленности. Вы не будете использовать их для маленьких отверстий для болтов, их лучше использовать, когда вам нужно проделать большое отверстие для проводов, шлангов и других сквозных предметов.Кольцевая пила — это, по сути, зубчатое полотно, образованное по кругу. Втулка удерживает лезвие и обычно использует поворотную коронку для центрирующего пилота, чтобы лезвие не проходило по материалу. Они бывают разных размеров и из разных материалов. Если вы режете металл, вам нужна биметаллическая пила. Биметаллические лезвия — это не сплавы, а две стали, сформированные вместе, что обеспечивает лучшую режущую способность и гибкость. Зубья изготовлены из быстрорежущей стали, изготовленной из гибкого стального сплава. При резке более твердых материалов они служат намного дольше, чем пилы для простой стали.
Комплект кольцевой пилы представляет собой протяжной набор. Это дорого, но при правильном использовании прослужит долгие годы.
Стиль оправки и пилы имеет огромное значение для качества пропила. Дешевые кольцевые пилы свободно подходят к беседке и могут ходить, делая на поверхности нежелательные надрезы. Кольцевые пилы, известные как Rotabroach или кольцевые фрезы, не очень много ходят, но они более подвержены поломкам из-за слишком быстрой резки и бокового давления. Они тоже очень дорогие, но делают очень чистые отверстия.Наилучшим вариантом является стопорная оправка с резьбовым кольцом, которое вставляет буксирные пальцы в кольцевую пилу.
Эта оправка имеет два штифта, которые перемещаются в нужное положение путем нарезания резьбы на большом колесе на задней стороне, фиксируя кольцевую пилу на месте.
У подходящей кольцевой пилы есть несколько отверстий для совмещения со штифтами.
Знание того, как выбрать сверло для вашего гаражного проекта, может сэкономить ваше время и сэкономить нервы. Придерживайтесь самого лучшего, что вы можете себе позволить, с функциями, которые вы используете чаще всего, и вы будете в хорошей форме.Большинство домашних мастеров будут полностью удовлетворены набором высококачественных спиральных сверл из быстрорежущей стали с углом резания 118 или 135 градусов. В случае сомнений обратитесь за помощью в местный магазин автозапчастей NAPA.
Ознакомьтесь со всеми инструментами и оборудованием, доступными на NAPA Online, или доверьтесь одному из наших 17 000 пунктов обслуживания NAPA AutoCare для текущего обслуживания и ремонта. Для получения дополнительной информации о том, как выбрать сверло, поговорите со знающим экспертом в местном магазине NAPA AUTO PARTS.
Как затачивать сверло
Как затачивать сверло
Маленькие тонкие сверла, используемые для изготовления ювелирных изделий, при нормальном использовании затупятся.Изношенные режущие кромки усложняют выполнение задач и отнимают много времени, а также могут стать причиной дорогостоящих несчастных случаев, включая повреждение ювелирных изделий и драгоценных камней или даже травмы. Уход за режущими поверхностями ваших инструментов обеспечит чистую и стабильную работу за верстаком.
Из этой части вы узнаете, как затачивать режущие кромки тонкого сверла. Существуют разные стили наконечников насадок, но в этом примере используется наконечник с долотом. Начнем с его анатомии.
У сверла есть две режущие поверхности, по одной с каждой стороны от его центральной оси, которые срезаются под углом примерно 60 градусов.
Детали сверла.
Обратите внимание, что каждая из этих наклонных поверхностей также срезается под немного более узким углом, создавая другую плоскость. Эта плоскость создает режущую кромку, а также рельефную зону за этой кромкой. Эта рельефная зона предотвращает контакт с обрабатываемым металлом при просверливании отверстия, что снижает сопротивление и трение.
Винтовая канавка сверла называется канавкой. Он действует как канал для вывода обрезанного материала из отверстия, образованного двумя режущими кромками.
Мы запилим каждую из рельефных областей для заточки сверла, сохраняя тот же угол, что и эти плоскости, что важно для правильной работы сверла после заточки. Режущие кромки будут отточены за счет уменьшения количества металла с каждой поверхности.
Площадь реза и угол плоскости рельефа зоны.
Начните с того, что вставьте и затяните разделительный диск из карбида кремния в рукоятке № 30 гибкого вала. Закрепите изношенное сверло в оправке для шурупа и прижмите к штифту верстака, когда вы размещаете сверло, которое нужно напилить, на разгрузочной площадке.
Осторожно опустите разделительный диск, чтобы слегка коснуться целевой поверхности. Не меняя угла, поверните сверло в держателе и повторите на противоположной плоскости разгрузочной площадки. Как только это будет завершено, у вас будет только что заточенная насадка. Это может потребовать некоторой практики, но это ценный метод, позволяющий сэкономить время на работе.
Всегда соблюдайте угол наклона плоскости заточки при заточке.
Советы и хитрости по сверлу
Необходимая длина сверла зависит от типа выполняемой работы, в том числе от материала, вашей операции и вашего инструмента.Выбор правильной длины сверла очень важен, если вы не хотите тратить время на сломанные инструменты.
Спиральные сверла — наиболее распространенный тип сверл. Они используются для повседневного сверления любых материалов. Они являются наименее дорогими из сверл и доступны в метрических тоннах с размерами, наконечниками и спецификациями материалов (мы шутим, кто использует метрическую систему?) *.
Как правило, более короткое сверло прочнее и с меньшей вероятностью будет блуждать или сломаться, но у него может не хватить досягаемости для всех работ.Спиральные сверла, используемые в автоматизированном оборудовании, имеют фактическую длину (например, 4-1 / 2 дюйма). Однако большинство спиральных сверл для портативных сверл имеют градуированную длину, которая отличает их друг от друга.
* Мы также шутим насчет метрической шутки, черт возьми.
Диапазон длины спиральных сверл включает:
Длина Джобберса — Эти плохие парни — самые распространенные спиральные сверла. Они обеспечивают хороший компромисс между длиной и прочностью, что делает их подходящими для большинства универсальных применений.Сверла Jobbers различаются по длине в зависимости от их диаметра и обычно имеют длину канавки в 9–14 раз больше диаметра резания.
Механика Длина — Сверла для механики короче, чем у средних джобберов (ха). Они больше подходят для более узких пространств (с меньшей вероятностью сломаются), но все же допускают разумную длину канавки.
Длина винта — Эти сверла часто называют «короткими длинами» и являются самыми короткими из распространенных сверл. Как следует из названия, эти сверла изначально предназначались для винтовых станков.Они обладают хорошей прочностью и позволяют значительно увеличить рабочий зазор.
Extra Length — Это сверхдлинные сверла (до 18 дюймов) с канавками, проходящими по всей длине сверла. Дополнительная длина делает их более хрупкими, чем сверла меньшей длины, и поэтому их легче сломать. Из-за этого, как правило, лучше просверлить как можно глубже сверлом длиной (или короче), прежде чем закончить работу сверлом дополнительной длины.
Удлинитель для самолетов — Хотя эти сверла аналогичны по длине сверлам с увеличенной длиной, для сверл с удлинителями для самолетов отдается предпочтение досягаемости, а не глубине резания, а длина канавки больше аналогична длине сверла джобберов. Это соотношение делает сверло намного прочнее и снижает вероятность его изгиба и поломки. Как следует из названия, эти длинные товарищи были разработаны для использования в авиастроении, вероятно, примерно во времена Второй мировой войны.