Навигация по справочнику TehTab.ru: главная страница / / Техническая информация / / Оборудование — стандарты, размеры / / Элементы трубопроводов. Фланцы, резьбы, трубы, фитинги…. / / Резьбы. Метрическая резьба — размеры, таблицы. Дюймовые резьбы — размеры, таблицы. Таблицы соответствия резьб. / / Метрические резьбы М 1-М 68. Шаг резьбы для основных и мелких метрических резьб. Таблица шагов резьбы
С более полной информацией по данной теме Вы можете ознакомиться: «Справочник конструктора-машиностроителя: в 3-х томах. Автор: Анурьев В.И. 2006 г.» | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Шаг резьбы для основных и мелких метрических резьб. Таблица шагов резьбы.»>
Шаг резьбы для основных и мелких метрических резьб. Таблица шагов резьбы.»> 25
25 25
25 5
5 5
5 5)
5)Нашли ошибку? Есть дополнения? Напишите нам об этом, указав ссылку на страницу.
TehTab.ru
Реклама, сотрудничество: [email protected]

Резьбы метрические — Металлообработка
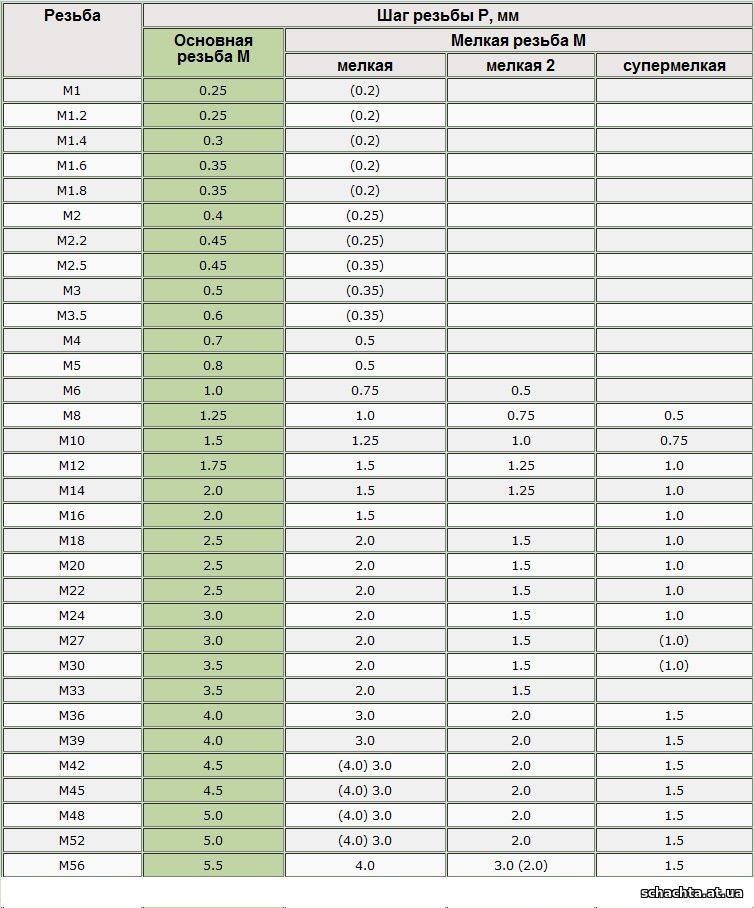
Таблица шагов резьбы для основных и мелких метрических резьб.
| Резьба | Шаг резьбы Р, мм | |||
Основная резьба М | Мелкая резьба М | |||
| Мелкая | Мелкая 2 | Мелкая 3 | ||
| M1 | 0.25 | (0.2) | — | — |
| M1.2 | 0.25 | (0.2) | — | — |
| M1.4 | 0.3 | (0.2) | — | — |
M1. 6 6 | 0.35 | (0.2) | — | — |
| M1.8 | 0.35 | (0.2) | — | — |
| M4 | 0.7 | 0.5 | — | — |
| M5 | 0.8 | 0.5 | — | — |
| M6 | 1 | 0.75 | 0.5 | — |
| M8 | 1.25 | 1 | 0.75 | 0.5 |
| M10 | 1.5 | 1.25 | 1 | 0.75 |
| M12 | 1. 75 75 | 1.5 | 1.25 | 1 |
| M14 | 2 | 1.5 | 1.25 | 1 |
| M16 | 2 | 1.5 | — | 1 |
| M18 | 2.5 | 2 | 1.25 | 1 |
| M20 | 2.5 | 2 | 1.25 | 1 |
| M22 | 2.5 | 2 | 1.5 | 1 |
| M24 | 3 | 2 | 1.5 | 1 |
| M27 | 3 | 2 | 1. 5 5 | (1) |
| M30 | 3.5 | 2 | 1.5 | (1) |
| M33 | 3.5 | 2 | 1.5 | — |
| M36 | 4 | 3 | 2 | 1.5 |
| M39 | 4 | 3(4) | 2 | 1.5 |
| M42 | 4.5 | 3(4) | 2 | 1.5 |
| M45 | 4.5 | 3(4) | 2 | 1.5 |
| M48 | 5 | 3 | 2 | 1. 5 5 |
| M52 | 5 | 4(3) | 2 | 1.5 |
| M56 | 5.5 | 4 | 3(2) | 1.5 |
| M60 | 5.5 | 4 | 3(2) | 1.5 |
| M64 | 6 | 4 | 3 | 2(1.5) |
| M68 | 6 | 4 | 3 | 2(1.5) |
С более полной информацией по данной теме Вы можете ознакомиться скачав «Справочник конструктора-машиностроителя: в 3-х томах. Автор: Анурьев В.И. 2006 г.» Справочник представлен в электронном виде, в отличном качестве и доступен абсолютно бесплатно.
размеры, таблицы с шагом и диаметром
Для соединения различных элементов довольно часто применяются крепежные резьбовые изделия. Метрическая резьба — винтовая нарезка на наружной или внутренней поверхности, которая характеризуется довольно большим количеством различных особенностей. Получаемая винтовая нарезка получила свое название по причине измерения геометрических параметров в миллиметрах. Метрическая резьба (размеры в таблицу заносят для того, чтобы упростить поиск наиболее подходящих крепежных изделий) может нарезаться на цилиндрическую и коническую поверхность.
Сфера применения
Наибольшее распространение получила метрическая резьба м8 или с другим размером. Производители применяют и дюймовые, питчевые резьбы при создании крепежных элементов. Витки наносятся на поверхность при создании следующих изделий:
- Гайки получили широкое распространение. Как правило, они имеют внутреннее цилиндрическое отверстие с резьбой, снаружи изделие имеет форму многогранника.

- Анкерные и обычные болты часто применяются в качестве крепежного изделия. В этом случае витки наносятся на наружную поверхность.
- Шпильки применяются в случае, когда создаваемая конструкция рассчитана на высокое механическое воздействие.
Современные технологии производства позволяют получить витки с точными геометрическими формами. Именно поэтому резьбовое соединение характеризуется высокой степенью герметичности даже без использования специальных уплотнительных материалов, применяется при создании трубопроводов, емкостей для различных жидкостей.
Основные параметры
Применяемая таблица метрических резьб с диаметрами и шагом позволяет быстро подобрать наиболее подходящее крепежное изделие. Создаваемые витки характеризуются несколькими основными параметрами:
- Направление подъема витков. Все резьбы можно разделить на две основные группы: левые и правые. Наибольшее распространение получили левые варианты исполнения, но могут применяться и правые резьбы.
- Размеры: диаметр и шаг. В большинстве случаев указывается только наружный диаметр нарезаемых витков, но в справочной литературе можно встретить и многие другие параметры. Важное значение имеет и шаг расположения бороздок друг относительно друга. При нарезании витков учитывается диаметр наружной или внутренней поверхности. На момент подготовки изделия мастер учитывает то, каких размеров должна быть заготовка. Существует и нормативная документация, которая позволяет подобрать более подходящий диаметр для получения резьбы с определенными параметрами.
- Резьба может располагаться внутри или снаружи изделия. Этот показатель определяет лишь особенности применяемой технологии нарезания поверхности. Для обработки наружной поверхности применяется токарно-винторезный станок с соответствующим резцом и плашка, для внутренней метчик и расточной резец. Инструмент подбирается в зависимости от того, какой точности нужно получить резьбу, и какой материал использовался при изготовлении заготовки.
 Наибольшее распространение получили левые варианты исполнения, но могут применяться и правые резьбы.
Наибольшее распространение получили левые варианты исполнения, но могут применяться и правые резьбы.
При производстве крепежных элементов учитываются и многие другие геометрические параметры. Они отображаются на создаваемом чертеже.
Геометрические размеры
В большинстве случаев таблица резьб содержит информацию о наружном диаметре и шаге расположения витков. Основные геометрические параметры, которые указываются на чертеже, следующие:
- Номинальный диаметр на чертеже обозначается буквами D и d. При этом первая буква применяется для обозначения номинального наружного диаметра, вторая — аналогичного внутреннего параметра.
- Средний диаметр зависит от наружного и внутреннего расположения резьбы, в технической документации или таблицах указывается буквами D 2 и d2. Аналогичный параметр для внутреннего диаметра указывается в технической документации и на чертеже как D 1 и d 1.
- Витки, расположенные поблизости, характеризуются наличием вершин и впадин. Расстояние между ними называют шагом резьбы. Для обозначения этого важного параметра применяется буква Р. Стоит учитывать, что болт и гайка должны обладать не только одинаковыми диаметрами, но и шагом. Если витки будут расположены на различном расстоянии друг от друга, то гайка не накрутится на болт.
- Внутренний диаметр болта применяется для расчета напряжений, которые могут возникнуть при эксплуатации изделия. Слишком высокое напряжение становится причиной среза стержня.
- Ход резьбы, который создается одной винтовой парой, в большинстве случаев равен шагу. Этот параметр определяет линейное перемещение при одном повороте резьбовой пары. Параметр учитывается при создании различных ответственных механизмов.
- На создаваемых чертежах обозначается профиль витков буквой Н. В большинстве случаев профиль напоминает треугольник. Применяемые методы обработки определяют формирование скругленной фаски в качестве вершины.
 Для обозначения этого важного параметра применяется буква Р. Стоит учитывать, что болт и гайка должны обладать не только одинаковыми диаметрами, но и шагом. Если витки будут расположены на различном расстоянии друг от друга, то гайка не накрутится на болт.
Для обозначения этого важного параметра применяется буква Р. Стоит учитывать, что болт и гайка должны обладать не только одинаковыми диаметрами, но и шагом. Если витки будут расположены на различном расстоянии друг от друга, то гайка не накрутится на болт.При создании крепежных элементов выдерживаются стандарты ГОСТ.
 Это существенно упрощает подбор наиболее подходящего варианта исполнения, для чего могут применяться таблицы.
Это существенно упрощает подбор наиболее подходящего варианта исполнения, для чего могут применяться таблицы.Применение табличной информации
Шаг резьбы м10 или другого размера можно определить по специальным таблицам. При их создании учитываются некоторые стандарты:
- ГОСТ 8724 содержит информацию о том, какие требования предъявляются к диаметру и шагу. Последняя редакция рассматриваемого стандарта была принята в 2004 году, и она является аналогом международного стандарта ISO 261−98. У обоих стандартов есть одно отличие: международный определяет параметры метрической резьбы с диаметром от 1 до 300 мм, ГОСТ действует в диапазоне от 0,25 до 600 мм. Для удобства использования рассматриваемых стандартов они отображены в виде таблицы соответствия всех параметров. Применяемые требования подходят для левой и правой резьбы.
- ГОСТ 9150 применяется для определения требований, которые предъявляются к профилю. В создаваемых таблицах указываются основные геометрические параметры. Они должны выдерживаться при создании крепежных элементов. Стандарты этой редакции были приняты в 2002 году, они тесно связаны с теми, которые указаны в ГОСТ 16093 .
- ГОСТ 16093 определяет требования по допускам. Кроме этого, в этой документации указываются стандарты, применяемые при маркировке изделия. Последняя редакция нормативных документов была принята в 2005 году, она включает в себя международные нормативы ISO 965−1 и ISO 965−3. Под установленные нормы входит левая и правая резьба.
- ГОСТ 24705 редакции 2004 года определяет основные размеры нарезаемых витков. Она применяется при создании всех винтовых пар.
 Они должны выдерживаться при создании крепежных элементов. Стандарты этой редакции были приняты в 2002 году, они тесно связаны с теми, которые указаны в ГОСТ 16093 .
Они должны выдерживаться при создании крепежных элементов. Стандарты этой редакции были приняты в 2002 году, они тесно связаны с теми, которые указаны в ГОСТ 16093 .Рассматриваемые стандарты применяются при выборе инструмента, при помощи которого будут нарезаться витки. Кроме этого, подобные параметры учитываются при настройке применяемых токарно-винторезных станков. За счет стандартизации основных параметров при выборе крепежных изделий достаточно уделить внимание лишь некоторым параметрам: диаметру и шагу.
 youtube.com/embed/qM7DunV0Hmo»/>
youtube.com/embed/qM7DunV0Hmo»/>
Правила маркировки
Сложность нарезаемых витков определяет то, что для обозначения основных параметров применяются определенные правила, которые указаны в ГОСТ. К особенностям маркировки рассматриваемых изделий отнесем следующие моменты:
- Обозначение поля допуска отдельного диаметра проводится путем сочетания определенных цифр, которые указывают на класс точности. Буква определяет отклонение размеров от нормы.
- В самом начале маркировки указывается буква, которая определяет тип резьбы. Для метрической применяется буква М, после которой идут все другие обозначения.
- После допуска резьбы обозначается двумя буквенно-цифровыми сочетаниями. Если параметры совпадают, то при обозначении они повторно не указываются.
- Шаг расположения витков не указывается при маркировке. Именно поэтому при подборе наиболее подходящего крепежного элемента применяется табличная информация. Показателю шага резьбы соответствует определенный наружный, средний и внутренний диаметр. Указывается и внутренний диаметр по дну впадины.
 Указывается и внутренний диаметр по дну впадины.
Указывается и внутренний диаметр по дну впадины.Классификация крепежных элементов проводится по длине свинчивания. Все они делятся на три основные группы. Для обозначения группы применяются символы:
- N — нормальная длина свинчивания. Этот символ часто не указывается в маркировке.
- S — короткая длина свинчивания.
- L — наибольший показатель.
При изготовлении и маркировке некоторых изделий длина свинчивания важна. Поэтому проводится указание подходящей буквы, после чего вертикальная линия и обозначения полей допуска.
Посадка резьбового соединения также считается важным параметром, который указывается при маркировке. Этот показатель обозначается в виде дроби:
- В числителе указывается обозначение внутренней резьбы и поля допуска.
- В знаменатель вносится обозначение поля допуска витков наружного типа.
Некоторые из приведенных выше параметров указываются и на чертеже. На само изделие маркировка наносится методом гравировки или краской.
Поля допусков
При создании болтов, гаек и шпилек учитываются поля допусков. Все они делятся на три основные группы:
- Точные. Некоторые резьбы должны иметь высокую точность, за счет чего обеспечивается высокая степень герметизации создаваемой конструкции. Достигается высокая точность за счет применения современных методов обработки, к примеру, ЧПУ станков. Высокая стоимость изготовления определяет то, что изделия этой группы подходят только для создания ответственных изделий.
- Средние. Эта группа полей свойственна крепежам общего назначения. Выдержать подобную точность можно при применении обычных станков или ручного инструмента. За счет упрощения процесса изготовления снижается себестоимость изделия, что и определяет их распространение.
- Грубые. Подобные поля допусков выполняют при обработке глубоких глухих отверстий или прутков, когда повысить качество витков и точность их геометрической формы сложно.
Для выбора допусков применяются специальные таблицы. Они встречаются в различной технической документации. Рекомендации по применению справочной информации следующие:
- В первую очередь уделяется внимание полю допуска, которое выделено жирным шрифтом.
- Следующая информация по важности — та, которая вписана в таблицу более светлым шрифтом.
- Дополнительным параметром являются цифры, которые указываются в круглых скобках.
В некоторых случаях применяется информация, которая указывается в квадратных скобках. Она рассматривается только в том случае, если вся другая не подходит при производстве крепежных изделий. Дюймовая и другие резьбы характеризуются несколько иными параметрами, которые также указываются в соответствующей технической документации и таблицах.
Таблица соотношения дюймовой и метрической резьбы
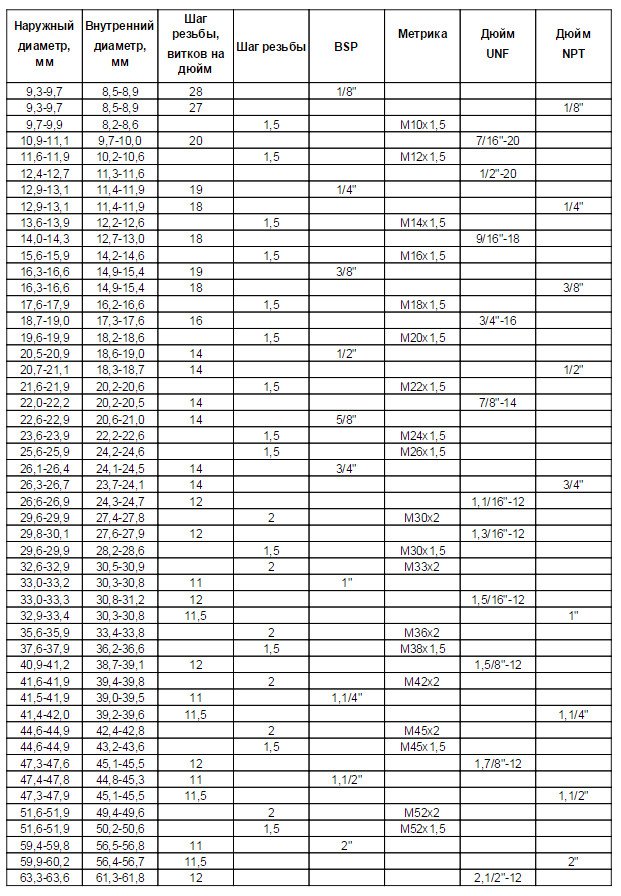
В таблице показаны основные параметры резьбовых соединений, обычно латунных или стальных, а также соотношение размеров дюймовых и метрических резьб.
Резьба, дюймов | Размеры, мм | Число ниток | ||||||
диаметр | шаг резьбы | высота профиля | радиус | на дюйм | на 127 мм | |||
| наружный | внутренний | средний | ||||||
1/8 | 9,729 | 8,567 | 9,148 | 0,907 | 0,581 | 0,125 | 28 | 140 |
1/4 | 13,158 | 11,446 | 12,302 | 1,337 | 0,856 | 0,184 | 19 | 95 |
3/8 | 16,663 | 14,951 | 15,807 | 1,337 | 0,856 | 0,184 | 19 | 95 |
1/2 | 20,956 | 18,632 | 19,794 | 1,814 | 1,162 | 0,249 | 14 | 70 |
5/8 | 22,912 | 20,588 | 21,750 | 1,814 | 1,162 | 0,249 | 14 | 70 |
3/4 | 26,442 | 24,119 | 25,281 | 1,814 | 1,162 | 0,249 | 14 | 70 |
7/8 | 30,202 | 27,878 | 29,040 | 1,814 | 1,162 | 0,249 | 14 | 70 |
1 | 33,250 | 30,293 | 31,771 | 2,309 | 1,479 | 0,317 | 11 | 55 |
1 1/8 | 37,898 | 34,941 | 36,420 | 2,309 | 1,479 | 0,317 | 11 | 55 |
1 1/4 | 41,912 | 38,954 | 40,433 | 2,309 | 1,479 | 0,317 | 11 | 55 |
1 3/8 | 44,325 | 41,367 | 42,846 | 2,309 | 1,479 | 0,317 | 11 | 55 |
1 1/2 | 47,805 | 44,817 | 46,326 | 2,309 | 1,479 | 0,317 | 11 | 55 |
1 3/4 | 53,748 | 50,791 | 52,270 | 2,309 | 1,479 | 0,317 | 11 | 55 |
2 | 59,616 | 56,659 | 58,137 | 2,309 | 1,479 | 0,317 | 11 | 55 |
2 1/4 | 65,712 | 62,755 | 64,234 | 2,309 | 1,479 | 0,317 | 11 | 55 |
2 1/2 | 75,187 | 72,230 | 73,708 | 2,309 | 1,479 | 0,317 | 11 | 55 |
2 3/4 | 81,537 | 78,580 | 80,058 | 2,309 | 1,479 | 0,317 | 11 | 55 |
3 | 87,887 | 84,930 | 86,409 | 2,309 | 1,479 | 0,317 | 11 | 55 |
3 1/4 | 93,984 | 91,026 | 92,505 | 2,309 | 1,479 | 0,317 | 11 | 55 |
3 1/2 | 100,334 | 97,376 | 98,855 | 2,309 | 1,479 | 0,317 | 11 | 55 |
3 3/4 | 106,684 | 103,727 | 105,205 | 2,309 | 1,479 | 0,317 | 11 | 55 |
4 | 113,034 | 110,077 | 111,556 | 2,309 | 1,479 | 0,317 | 11 | 55 |
4 1/2 | 125,735 | 122,777 | 124,256 | 2,309 | 1,479 | 0,317 | 11 | 55 |
5 | 138,435 | 135,478 | 136,957 | 2,309 | 1,479 | 0,317 | 11 | 55 |
5 1/2 | 151,136 | 148,178 | 149,657 | 2,309 | 1,479 | 0,317 | 11 | 55 |
6 | 163,836 | 160,879 | 162,357 | 2,309 | 1,479 | 0,317 | 11 | 55 |
Метрическая основная резьба — Энциклопедия по машиностроению XXL
Метрическая основная резьба 2 — 5 мм 94 1250 1-й
[c.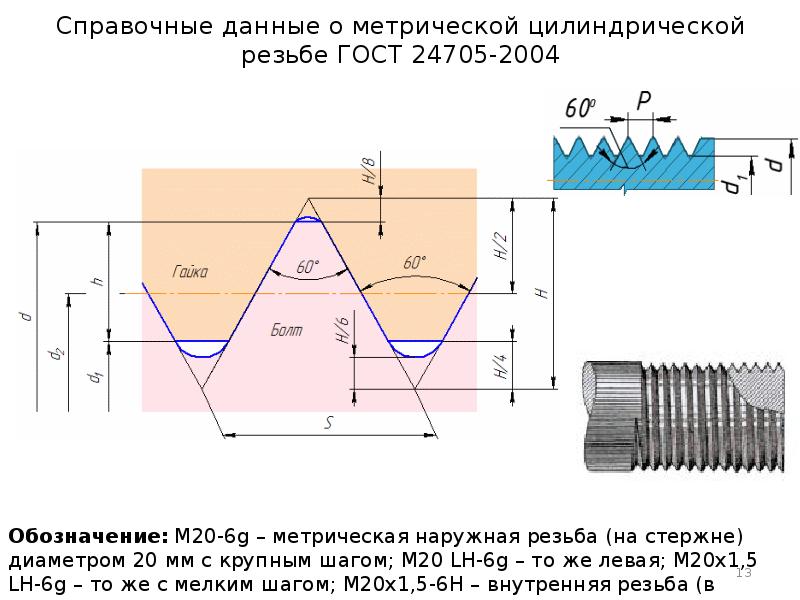 36]
36]
Приближенно для метрических основных резьб от М8 до М42 и ср = Ю 30 [c.484]
Тип (профиль) резьбы на чертеже обозначается условно. Метрическая основная резьба обозначается буквой М метрические мелкие резьбы— первая, вторая, третья, четвертая и пятая — соответственно — 1М, 2М, ЗМ, 4М, 5М трапецеидальная — ТРАП упорная — УП и т. д. [c.51]
Углы подъема по среднему диаметру метрической основной резьбы [c.405]
Часовая метрическая основная резьба ГОСТ 3196-46 0,3-0,9 0,075-0.225 наружный диаметр в мм или наружный диаметр ъ мм X шаг в мм М 0,5 или 0.5 X 0,125 [c.46]
Шпилька М16 X 90 20/38 58 ГОСТ 11765—66, где М16 — метрическая основная резьба с крупным шагом и диаметром 16 мм,
[c.231]
Метрическая основная резьба [c.292]
Метрическая основная резьба диаметром 2—5 мм То же 1—5 мм
[c. 161]
161]
Пример обозначения метрической основной резьбы диаметром 80 мм са точности (шаг 6 мм) М80 X б кл. 3. 3-го клас- [c.59]
СТ СЭВ 181—75). Резьба метрическая. (Основные размеры. [c.209]
Диаметры и шаги метрической цилиндрической резьбы общего на начения в диапазоне диаметром от 0,25 до 600 мм устанавливает ГОСТ 8724 — 81 (СТ СЭВ 181—75), основные размеры резьбы — ГОСТ 24705 — 81 (СТ СЭВ 182—75). Значения шагов и диаметров резьбы в диапазоне диаметров [c.288]
Допуски и посадки метрической цилиндрической резьбы с профилем по ГОСТ 9150—81 для диаметров от 1 до 600 мм по ГОСТ 8724—81 и ГОСТ 16967—81, основными размерами по ГОСТ 24705—81 и ГОСТ 24706—81 приведены в ГОСТ 16093—81 (СТ СЭВ 640—77), для диаметров менее [c.301]
Степени точности и основные отклонения диаметров метрической цилиндрической резьбы в диапазоне диаметров от 1 до 600 мм по ГОСТ 16093—81 (СТ СЭВ 640—77)
[c. 302]
302]
Основные отклонения и степени точности диаметров метрической цилиндрической резьбы ОЛЯ соединений с переходными посадками по ГОСТ 24834—81 (СТ СЭВ 305—76) [c.305]
Основные отклонения и степени точности диаметров метрической цилиндрической резьбы Таблица 21.14 [c.306]
Основные размеры метрической конической резьбы по ГОСТ 25229—82 (СТ СЭВ 304—76) [c.313]
Метрическая резьба. Форма и размеры профиля этой резьбы, Д1 аметры и шаги, основные размеры регламентированы стандартами. Кроме того, стандартизованы резьба метрическая для приборостроения, резьба метрическая коническая, резьба метрическая на деталях из пластмасс (не указанные номера стандартов и срок их действия легко установить по Указателю стандартов , переиздаваемому ежегодно). [c.33]
Эксплуатационные качества резьбовых соединений у резьб с пря молинейными боковыми сторонами профиля (крепежных, трапецеидальных, упорных и пр. ) зависят в основном от трех параметров резьбы среднего диаметра ds, шага S и угла профиля а. Вследствие взаимосвязи этих элементов допуски и отклонения для них раздельно не нормируются (за исключением метрических крепежных резьб с натягами). В стандартах приводится суммарный допуск Ь, который включает погрешность среднего диаметра da и диаметральные компенсации
[c.213]
) зависят в основном от трех параметров резьбы среднего диаметра ds, шага S и угла профиля а. Вследствие взаимосвязи этих элементов допуски и отклонения для них раздельно не нормируются (за исключением метрических крепежных резьб с натягами). В стандартах приводится суммарный допуск Ь, который включает погрешность среднего диаметра da и диаметральные компенсации
[c.213]
Предельные допускаемые и разрушающие нагрузки ДЛЯ болтов, винтов и шпилек с основной метрической крепёжной резьбой материал—сталь 35 [c.200]
Резьба метрическая основная крепЕжная диаметром от 1 до 68 мм (обозначения см. на фиг. 7) [c.840]
Скорости резания при нарезании метрической основной и мелкой резьбы метчиками и плашками [c.212]
Номи алы[ые значения контролируемых диаметров резьбового изделия следует определить по ГОСТ 24705—81 (СТ СЭВ 182—75). Резьба метрическая. Основные размеры D., = 7,188 мм D 8,000 мм 6,647 мм. [c.93]
[c.93]
Профиль метрической цилиндрической резьбы (рис. 6.2) представляет собой равносторонний треугольник с углом при вершине а = 60°. Профиль резьбы задается в плоскости ее осевого сечения. Основными параметрами резьбы, общими для наружной резьбы (например, болта) и внутренней резьбы (гайки), соответственно являются и /) — наружные диаметры болта и гайки й , и [c.222]
ГОСТ 24705-81 Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры [c.200]
Геометрия построения основных элементов профиля крепежной метрической (треугольной) резьбы приведена на рис. 4, где [c.91]
Метрические трапецеидальные резьбы ИСО. Основной профиль Метрические трапецеидальные резьбы ИСО. Диаметры и шаги Метрические трапецеидальные резьбы ИСО. Допуски Метрические трапецеидальные резьбы ИСО. Основные размеры [c.83]
Резьба метрическая основная в мм
[c. 201]
201]
Размеры и форма головки винта не влияют на удерживающую силу, под которой понимают нагрузку, прикладываемую в осевом или поперечном направлениях и достаточную для извлечения винта из резьбового отверстия. В корпусных деталях, которые условно рассматриваются как гайки с бесконечной толщиной стенки, рекомендуют применять метрический профиль резьбы [101]. Основные размеры и профиль метрической резьбы в полимерных деталях соответствуют общепринятым по стандарту. Вместе с тем в целях увеличения несущей способности резьбовых соединений деталей из ПМ вершины выступов резьбы у винта и впадину резьбы в отверстии скругляют [40]. Радиус закругления должен составлять не более 5,5% шага резьбы [130, с. 119]. С этой целью можно уменьшить также высоту профиля резьбы на 45% высоты остроугольного профиля, уменьшив наружный диаметр винта. В соответствии с этим увеличивается внутренний диаметр резьбы в отверстии. Соотношения шагов и диаметров основной и мелкой резьбы у деталей из ПМ соответствуют общепринятым по ГОСТу. Мелкая резьба применяется в деталях из мягких ПМ типа полиолефинов, а крупная — из жестких [40].
[c.249]
Мелкая резьба применяется в деталях из мягких ПМ типа полиолефинов, а крупная — из жестких [40].
[c.249]
Для Метрических конических резьб отклонения по среднему диаметру косвенно ограничиваются допустимыми осевыми смещениями основной плоскости Д11 наружной и Д1 внутренней резЬб относительно номинального положения.. Смещение основной плоскости является суммарным, включающим отклонения среднего диаметра, шага, угла наклона боковой стороны профиля и угла конуса ф. В основной плоскости средний диаметр имеет номинальное значение. Для конической резьбы установлены предельные [c.245]
Фаски на концах Шпилек обычно делают в виде усеченного конуса с углом 45°. Условное обозначение шпильки, например чШпилька М16 X 80 А1-0 ОСТ 20001-38 , т. е. шпилька с метрической основной резьбой диаметром 16 мм, длиной 80 мм, типа А, с длиной завинчивания 1,35 под гайку обыкновенную. [c.89]
Метрическую резьбу обозначают буквой М с указанием наруж-ного диаметра и шага резьбы например, М42 х 4,5 обозначает метрическую основную резьбу с наружным диаметром 42 мм и шагом 4,5 мм. Мелкая резьба, кроме того, в обозначении имеет цифру, указывающую номер резьбы, например, ЗМ52 х 1,5.
[c.165]
Мелкая резьба, кроме того, в обозначении имеет цифру, указывающую номер резьбы, например, ЗМ52 х 1,5.
[c.165]
Условное обозначение метрической основной резьбы с предельным отклонением по 2-му классу точности (ОСТ/НКТП 1251)
[c.23]
Высота и ширина а притупления не должны быть больше соответственных размеров резьбы, указанных в табтице Размеры метрической основной резьбы диаметров от I до 600 мм». Задний угол делается в преде-лах а= 12-15 . [c.360]
Шпилька М 16X90 20138 58 ГОСТ 22032— 76, где М 16 —метрическая основная резьба с крупным шагом диаметром 16 мм 90 — длина шпильки в мм 20 — длина, ввинчиваемая в гнездо, [c.266]
В условных обозначениях метрической конической резьбы наносятся буквы М/С номинальный диаметр в основной плоскости, шаг резьбы, например МК20у 1,5 левой МК20 1,5 LH. Диаметры, шаги и основные размеры метрической конической резьбы устанавливает стандарт СЭВ 304—76 (конусность 1 16). [c.82]
[c.82]
По назначению резьбы разделяют на крепежные, крепежно-уплотнительные и ходовые. Крепежная резьба должна обладать высокой прочностью и большим трением, предохраняющим соединяемые детали от самоотвин-чивания крепежно-уплотнительные кроме указанных качеств должны обеспечивать повышенную плотность соединения ходовые резьбы должны быть с малым трением, чтобы повысить КПД и уменьшить износ, а прочность во многих случаях не является здесь основным фактором. К крепежным резьбам относят метрические (рис. 194, а) с треугольным профилем к крепежно-уплотнительным — трубная (рис, 194,6) треугольная с закругленными вершинами и впадинами а к ходовым относятся трапецеидальная (рис. 194, в) и упорная (рис. 194,2). На рис. 195 сопоставляются трапецеидальная и метрическая (треугольная) резьбы. Осевая сила Р действующая по стержню винта, воспринимается гайкой через элементарные нормальные силы, распределенные по поверхности резьбы. Считая условно эти силы сосредоточенными, получаем выражение для суммарной окружной силы трения в резьбе (без учета угла подъема) для метри-
[c. 226]
226]
Профиль и основные размеры. ГОСТ 25229 — 82 (СТ СЭВ 304 — 76) распространяется на метрическую коническую резьбы с конусностью 1 16 и днамегром от 6 до 60 мм, применяемую для конических резьбовых соединений (рис. 8.5), а также Б соединениях наружной конической резьбы с внутренней цилиндрической резьбой с номинальным профилем по стандарту [72] (рис. 8.6). [c.196]
Примечания 1. При свинчивании без натяга трубы я муфты с одинаковыми номинальными размерами резьбы основная плоскость резьбы трубы совпадает с торцом муфты. 2. Размер — справочный. 3. Вмеето резьбы /ia» для масленок допускается применять метрическую коническую резьбу М6Х 1 по ГОСТ 1303 — 56. 4. В отдельных случаях при наличии достаточного обоснования допускается уменьшать размер (расстояние от основной плоскости до торца трубы) при этом разность размеров — I2 должна быть не менее разности размеров li и /ji указанных в таблице. [c.269]
Для всех пяти мелких метрических резьб (ОСТ 271, 272, 4120, 4121, 4122) и для основной резьбы по ОСТ 193 суммарный допуск на средний диаметр приближённо исчисляют по формуле
[c. 45]
45]
Основные нормы взаимозаменяемости. Резьба метрическая. Профиль Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги Основные нормы взаимозаме-няемос ги. Резьба метрическая. Основные размеры Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором Основные нормы взаимозаменяемости. Резьба метрическая. Посадки с натягом Основные нормы взаимозаменяемости. Резьба метрическая. Переходные посадки Резьба метрическая для диаметров от 1 до 600 мм. Профиль. Основные размеры Резьба метрическая. Диаметры и шаги [c.24]
Метрическая коническад резьба по ГОСТ 25229—82 для диаметров от 6 до 60 мм выполняется с конусностью 6/16 и имеет профиль, аналогичный (по размеру элементов профиля) профилю метрической резьбы по ГОСТ 9150—81 (см. табл. 4.24). Метрическая коническая резьба применяется длй конических резьбовых плотных (непроницаемых) соединений, а также в соединениях наружной конической резьбы с внутренней цилиндрической резьбой с профилем по ГОСТ 9150—81 (соединения арматуры и других деталей). Непроницаемость конических соединений достигается за счет плотного прилегания и деформации витков резьбы при затяге деталей. Профиль и номинальные размеры элементов резьбы приведены в табл. 4.53. В основной плоскости диаметры конической резьбы равны соответствующим номинальным диаметрам метрической резьбы (по ГОСТ 24705—81, см. табл. 4.24). Основная плоскость перпендикулярна к оси резьбы и расположена от торцев деталей на расстояниях / (наружная резьба) и (внутренняя). Для внутренней цилиндрической резьбы основная плоскость совпадает с торцем детали (см. рис. 6 к табл. 4.53).
[c.245]
Непроницаемость конических соединений достигается за счет плотного прилегания и деформации витков резьбы при затяге деталей. Профиль и номинальные размеры элементов резьбы приведены в табл. 4.53. В основной плоскости диаметры конической резьбы равны соответствующим номинальным диаметрам метрической резьбы (по ГОСТ 24705—81, см. табл. 4.24). Основная плоскость перпендикулярна к оси резьбы и расположена от торцев деталей на расстояниях / (наружная резьба) и (внутренняя). Для внутренней цилиндрической резьбы основная плоскость совпадает с торцем детали (см. рис. 6 к табл. 4.53).
[c.245]
Метрическая основная 24Г06 в1 3,5—400 Б приборостроении. когда резьбы по гост 24705-61 не удовлетворяют конструл-тивным требованиям М 2х — Д88. метр 12 им, шаг 1 мя [c.164]
Резьбы метрические
Таблица шагов резьбы для основных и мелких метрических резьб.
| Резьба | Шаг резьбы Р, мм | |||
|
Основная резьба
М
| Мелкая резьба М | |||
| Мелкая | Мелкая 2 | Мелкая 3 | ||
| M1 | 0. 25 25 | (0.2) | — | — |
| M1.2 | 0.25 | (0.2) | — | — |
| M1.4 | 0.3 | (0.2) | — | — |
| M1.6 | 0.35 | (0.2) | — | — |
| M1.8 | 0.35 | (0.2) | — | — |
| M4 | 0.7 | 0.5 | — | — |
| M5 | 0. 8 8 | 0.5 | — | — |
| M6 | 1 | 0.75 | 0.5 | — |
| M8 | 1.25 | 1 | 0.75 | 0.5 |
| M10 | 1.5 | 1.25 | 1 | 0.75 |
| M12 | 1.75 | 1.5 | 1.25 | 1 |
| M14 | 2 | 1.5 | 1.25 | 1 |
| M16 | 2 | 1. 5 5 | — | 1 |
| M18 | 2.5 | 2 | 1.25 | 1 |
| M20 | 2.5 | 2 | 1.25 | 1 |
| M22 | 2.5 | 2 | 1.5 | 1 |
| M24 | 3 | 2 | 1.5 | 1 |
| M27 | 3 | 2 | 1.5 | (1) |
| M30 | 3.5 | 2 | 1. 5 5 | (1) |
| M33 | 3.5 | 2 | 1.5 | — |
| M36 | 4 | 3 | 2 | 1.5 |
| M39 | 4 | 3(4) | 2 | 1.5 |
| M42 | 4.5 | 3(4) | 2 | 1.5 |
| M45 | 4.5 | 3(4) | 2 | 1.5 |
| M48 | 5 | 3 | 2 | 1. 5 5 |
| M52 | 5 | 4(3) | 2 | 1.5 |
| M56 | 5.5 | 4 | 3(2) | 1.5 |
| M60 | 5.5 | 4 | 3(2) | 1.5 |
| M64 | 6 | 4 | 3 | 2(1.5) |
| M68 | 6 | 4 | 3 | 2(1.5) |
| Режущий инструмент, инструментальная оснастка и приспособления / Cutting tools, tooling system and workholding | |||||
| Подборка ссылок из каталогов инструмента для словаря по машиностроению | |||||
| 806 Размеры отверстий под метрическую резьбу с крупным и мелким шагом (M, MF) для нарезания метчиками общего применения Справочная таблица | 807 Диаметр отверстия под накатку метрической резьбы с крупным и мелким шагом (M, MF) Размер сверла под унифицированную дюймовую резьбу (UNC, UNF) | 1603 Диаметр отверстия под нарезание резьбы метчиком Метрическая резьба с основным и меелким шагом DIN 13 UNC-резьба ASME В1. 1 MJ-резьба UNJC-резьба UNJF-р 1 MJ-резьба UNJC-резьба UNJF-р | 1604 Диаметр сверления отверстия под резьбу UNF ASME В1.1 BSW-Whitworth-резьба BS84 Трубная резьба DIN-ISO 228-1 Резьба для стальной арматуры по DIN 40430 | 1605 Внутренние диаметры отверстий при формировании резьбы бесстружечными метчиками Метрическая резьба Метрическая резьба с мелким шагом DIN 13 номин. диам | 1606 Диаметр предварительного отверстия при обработке резьбы бесстружечными метчиками UNC-Резьба ASME В1.1 UNF-Резьба ASME В1.1 Whitworth Трубная резьба G |
| 76 Диаметр сверла под стандартную метрическую резьбу ISO с крупным и мелким шагом Справочная таблица Метрические и дюймовые размеры сверлильного инструмента | 77 Диаметр сверла под дюймовую резьбу с мелким и крупным шагом (UNC UNF), Whitworth с крупным шагом (BSW), трубную цилиндрическую (G) Справочная таблица | 78 Диаметры свёрл под дюймовую резьбу для нарезания метчиками Цилиндрическая и коническая американская трубная резьба (NPSM NPT) Коническая трубная резьба (Rc) | 79 Диаметры отверстий под накатку внутренней резьбы бесстружечными метчиками — раскатниками Метрические и дюймовые стандартные резьбы Таблица размеров | 785 Диаметр отверстия под резьбу Особенности при применении сверл CoroDrill Delta-C Более точные по сравнению со свёрлами из быстрорежущей стали (HSS) | 786 Диаметр отверстия под дюймовые и метрические резьбы ISO Сверла CoroDrill Delta-C Нарезание и накатывание резьбы метчиком Резьбофрезерование |
См. | |||||
| Устройство метчика / Thread taps for metal | Нарезание резьбы метчиками / Tapping | ||||
| Резьбонарезные патроны для метчиков / Tapping chucks | Метчик для накатки резьбы / Cold forming roll taps | ||||
| Перевод дюймов в мм Таблица / Inches to mm Conversion table | Типы резьб / Thread types and applications | ||||
| Технология сверления металла / Drill a hole in metal | Сверла Конструкция / Parts of a drill | ||||
| Примеры страниц из каталогов инструмента для металлообработки | |||||
76 Руководство DORMER 2008 Обработка металлов резанием на металлорежущих станках Стр.76 | |||||
Диаметр сверла под стандартную метрическую резьбу ISO с крупным и мелким шагом Справочная таблица Метрические и дюймовые размеры сверлильного инструмента Диаметр сверла под стандартную метрическую резьбу ISO с крупным и мелким шагом Справочная таблица Метрические и дюймовые размеры сверлильного инструмента _ Макс. Внутренний Сверло Сверло Шаг Диам. Диам. Диам. M mm Дюйм 1.6 0.35 1.321 1.25 3/64 1.8 0.35 1.521 1.45 54 2 0.4 1.679 1.6 1/16 2.2 0.45 1.833 1.75 50 2.5 0.45 2.138 2.05 46 3 0.5 2.599 2.5 40 3.5 0.6 3.010 2.9 33 4 0.7 3.422 3.3 30 4.5 0.75 3.878 3.8 27 5 0.8 4.334 4.2 19 6 1 5.153 5 9 7 1 6.153 6 15/64 8 1.25 6.912 6.8 H 9 1.25 7.912 7.8 5/16 10 1.5 8.676 8.5 Q 11 1.5 9.676 9.5 3/8 12 1.75 10.441 10.3 Y 14 2 12.210 12 15/32 16 2 14.210 14 35/64 18 2.5 15.744 15.5 39/64 20 2.5 17.744 17.5 11/16 22 2.5 19.744 19.5 49/64 24 3 21.252 21 53/64 27 3 24.252 24 61/64 30 3.5 26.771 26.5 1.3/64 33 3.5 29.771 29.5 1.5/32 36 4 32.270 32 1.1/4 39 4 35.270 35 1.3/8 42 4.2 37.799 37.5 45 4.5 40.799 40.5 48 5 43.297 43 52 5 47.297 47 D = Диаметр сверла (мм) Dnom = Номинальный диаметр метчика (мм) P = Шаг метчика (мм) РЕКОМЕНДУЕМЫЕ ДИАМЕТРЫ ПРИ СВЕРЛЕНИИ СВЕРЛАМИ СЕРИЙ ADX И CDX В таблицах приведены диаметры для обычных стандартных сверл. При сверлении современными сверлами, такими как Dormer ADX и CDX, получается отверстие меньшего диаметра и более точной формы, поэтому для предотвращения поломки метчика следует использовать сверло большего диаметра. См. маленькую таблицу справа. Метрическая резьба с мелким шагом согл. ISO МЕТЧИК Макс. Сверло Сверло МЕТЧИК Макс. Сверло Внутренний Внутренний Диам. Диам. Диам. Диам. Диам. MF mm Дюйм MF mm 3×0.35 2.721 2.65 37 25X1 24.153 24 3.5×0.35 3.221 3.2 1/8 25X1.5 23.676 23.5 4×0.5 3.599 3.5 29 25×2 23.210 23 5×0.5 4.599 4.5 16 26×1.5 24.676 24.5 5.5×0.50 5.099 5 9 27×1.5 25.676 25.5 6×0.75 5.378 5.3 5 27×2 25.210 25 7×0.75 6.378 6.3 D 28×1.5 26.676 26.5 8×0.75 7.378 7.3 9/32 28×2 26.210 26 8×1 7.153 7 J 30×1.5 28.676 28.5 9×1 8.153 8 O 30×2 28.210 28 10×0.75 9.378 9.3 U 32×1.5 30.676 30.5 10×1 9.153 9 T 32×2 30.210 30 10×1.25 8.912 .8 8 11/32 33×2 31.210 31 11×1 10.153 10 X 35×1.5 33.676 33.5 12×1 11.153 11 7/16 36×1.5 34.676 34.5 12×1.25 10.912 10.8 27/64 36×2 34.210 34 12×1.5 10.676 10.5 Z 36×3 33.252 33 14×1 13.153 13 17/32 38×1.5 36.676 36.5 14×1.25 12.912 12.8 1/2 39×3 36.252 36 14×1.5 12.676 12.5 31/64 40×1.5 38.676 38.5 15×1 14.153 14 35/64 40×2 38.210 38 15×1.5 13.676 13.5 17/32 40×3 37.252 37 16×1 15.153 15 19/32 42×1.5 40.676 40.5 16×1.5 14.676 14.5 9/16 42×2 40.210 40 18X1 17.153 17 43/64 42×3 39.252 39 18X1.5 16.676 16.5 41/64 45×1.5 43.676 43.5 18X2 16.210 16 5/8 45X2 43.210 43 20X1 19.153 19 3/4 45X3 45.252 42 20X1.5 18.676 18.5 47/64 48X1.5 46.676 46.5 20X2 18.210 18 45/64 48X2 46.210 46 22X1 21.153 21 53/64 48X3 45.252 45 22X1.5 20.676 20.5 13/16 50X1.5 48.686 48.2 22X2 20.210 20 25/32 50X2 48.210 48 24X1 23.153 23 29/32 50X3 47.252 47 24X1.5 22.676 22.5 7/8 24X2 22.210 22 55/64 Метрическая резьба с крупным шагом согл. ISO для сверл ADX/CDX МЕТЧИК Сверло МЕТЧИК Сверло Шаг Диам. Шаг Диам. M mm M mm 4 0.70 3.40 10 1.50 8.70 5 0.80 4.30 12 1.75 10.40 6 1.00 5.10 14 2.00 12.25 8 1.25 6.90 16 2.00 14.25 76 Нарезание резьбы метчиками ДИАМЕТРЫ СВЕРЛ ДЛЯ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ РЕЗЬБЫ Диаметр сверла может быть рассчитан из: D = D — P Метрическая резьба с крупным шагом согл. ISO МЕТЧИК | |||||
77 Руководство DORMER 2008 Обработка металлов резанием на металлорежущих станках Стр.77 | |||||
Диаметр сверла под дюймовую резьбу с мелким и крупным шагом (UNC UNF), Whitworth с крупным шагом (BSW), трубную цилиндрическую (G) Справочная таблица Диаметр сверла под дюймовую резьбу с мелким и крупным шагом (UNC UNF), Whitworth с крупным шагом (BSW), трубную цилиндрическую (G) Справочная таблица _ Сверло Внутренний Диам. Диам. Диам. UNC mm Дюйм nr 2-56 1.872 1.85 50 nr 3-48 2.146 2.1 47 nr 4-40 2.385 2.35 43 nr 5-40 2.697 2.65 38 nr 6-32 2.896 2.85 36 nr 8-32 3.513 3.5 29 nr 10-24 3.962 3.9 25 nr 12-24 4.597 4.5 16 1/4-20 5.268 5.1 7 5/16-18 6.734 6.6 F 3/8-16 8.164 8 5/16 7/16-14 9.550 9.4 U 1/2-13 11.013 10.8 27/64 9/16-12 12.456 12.2 31/64 5/8-11 13.868 13.5 17/32 3/4-10 16.833 16.5 21/32 7/8-9 19.748 19.5 49/64 1-8 22.598 22.25 7/8 1.1/8-7 25.349 25 63/64 1.1/4-7 28.524 28 1.7/64 1.3/8-6 31.120 30.75 1.7/32 1.1/2-6 34.295 34 1.11/32 1.3/4-5 39.814 39.5 1.9/16 2-41/2 45.595 45 1.25/32 Дюймовая резьба с мелким шагом согл. ISO МЕТЧИК Макс. Внутренний Сверло Сверло Диам. Диам. Диам. UNF mm Дюйм nr 2-64 1.913 1.9 50 nr 3-56 2.197 2.15 45 nr 4-48 2.459 2.4 42 nr 5-44 2.741 2.7 37 nr 6-40 3.023 2.95 33 nr 8-36 3.607 3.5 29 nr 10-32 4.166 4.1 21 nr 12-28 4.724 4.7 14 1/4-28 5.580 5.5 3 5/16-24 7.038 6.9 I 3/8-24 8.626 8.5 Q 7/16-20 10.030 9.9 25/64 1/2-20 11.618 11.5 29/64 9/16-18 13.084 12.9 33/64 5/8-18 14.671 14.5 37/64 3/4-16 17.689 17.5 11/16 7/8-14 20.663 20.4 13/16 1-12 23.569 23.25 59/64 1.1/8-12 26.744 26.5 1.3/64 1.1/4-12 29.919 29.5 1.11/64 1.3/8-12 33.094 32.75 1.19/64 1.1/2-12 36.269 36 1.27/64 Резьба Whitworth с крупным шагом МЕТЧИК BSW Number of t.p.i. Макс. Внутренний Диам. mm Сверло Диам. mm 3/32 48 1.910 1.85 1/8 40 2.590 2.55 5/32 32 3.211 3.2 3/16 24 3.744 3.7 7/32 24 4.538 4.5 1/4 20 5.224 5.1 5/16 18 6.661 6.5 3/8 16 8.052 7.9 7/16 14 9.379 9.2 1/2 12 10.610 10.5 9/16 12 12.176 12 5/8 11 13.598 13.5 3/4 10 16.538 16.5 7/8 9 19.411 19.25 1 8 22.185 22 1.1/8 7 24.879 24.75 1.1/4 7 28.054 28 1.3/8 6 30.555 30.5 1.1/2 6 33.730 33.5 1.5/8 5 35.921 35.5 1.3/4 5 39.098 39 1.7/8 4.1/2 41.648 41.5 2 4.1/2 44.823 44.5 Цилиндрическая трубная резьба Whitworth МЕТЧИК Number Макс. Внутренний Сверл of Диам. Диам. G t.p.i. mm 1/8 28 8.848 8.8 1/4 19 11.890 11.8 3/8 19 15.395 15.25 1/2 14 19.172 19 5/8 14 21.128 21 3/4 14 24.658 24.5 7/8 14 28.418 28.25 1 11 30.931 30.75 1.1/4 11 39.592 39.5 1.1/2 11 45.485 45 1.3/4 11 51.428 51 2 11 57.296 57 2.1/4 11 63.342 63 2.1/2 11 72.866 72.5 2.3/4 11 79.216 79 3 11 85.566 85.5 Метрическая резьба с крупным шагом согл. ISO для резьбовых вставок МЕТЧИК Сверло Диам. EG M mm 2.5 2.6 3 3.2 3.5 3.7 4 4.2 5 5.2 6 6.3 8 8.4 10 10.5 12 12.5 14 14.5 16 16.5 18 18.75 20 20.75 22 22.75 24 24.75 Дюймовая резьба с крупным шагом согл. ISO для резьбовых вставок МЕТЧИК Сверло Диам. EG UNC mm nr 2-56 2.3 nr 3-48 2.7 nr 4-40 3 nr 5-40 3.4 nr 6-32 3.7 nr 8-32 4.4 nr 10-24 5.1 nr 12-24 5.8 1/4-20 6.7 5/16-18 8.4 3/8-16 10 7/16-14 11.7 1/2-13 13.3 77 Нарезание резьбы метчиками ДИАМЕТРЫ СВЕРЛ ДЛЯ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ РЕЗЬБЫ Дюймовая резьба с крупным шагом согл. ISO МЕТЧИК Макс. Сверло Whitworth | |||||
78 Руководство DORMER 2008 Обработка металлов резанием на металлорежущих станках Стр.78 | |||||
Диаметры свёрл под дюймовую резьбу для нарезания метчиками Цилиндрическая и коническая американская трубная резьба (NPSM NPT) Коническая трубная резьба (Rc) Диаметры свёрл под дюймовую резьбу для нарезания метчиками Цилиндрическая и коническая американская трубная резьба (NPSM NPT) Коническая трубная резьба (Rc) _ Цилиндрическая американская трубная резьба “DRYSEAL” Коническая трубная резьба Whitworth МЕТЧИК Min Макс. Rec. Rec. МЕТЧИК Min Recommended МЕТЧИК DRILL Внутренний Внутренний Drill Drill Внутренний Drill Number Диам. Диам. Диам . Диам. Диам. Диам. of Диам. NPSM mm Дюйм NPSF mm Rc t.p.i. mm 1/8”-27 9.039 9.246 9.10 23/64 1/8”-27 8.651 8.70 1/8 28 8.4 1/4”-18 11.887 12.217 12.00 15/32 1/4”-18 11.232 11.30 1/4 19 11.2 8 /8” 3/ 15.316 15.545 15.50 39/64 8 /8” 3/ 14.671 14.75 3/8 19 14.75 1/2”-14 18.974 19.279 19.00 3/4 1/2”-14 18.118 18.25 1/2 14 18.25 14 /4” 3 24.333 24.638 24.50 31/32 3/4”-14 23.465 23.50 5/8 14 20.25 1’-11.1/2 30.506 303.759 30.50 1.13/64 1”-11.1/2” 29.464 29.50 3/4 14 23.75 1.1/4”-.11.1/2 39.268 39.497 39.50 1. 9/16 7/8 14 27.5 1.1/2”-.11.1/2 45.339 45.568 45.50 1.51/64 1 11 30 2”-11.1/2 57.379 57.607 57.50 2. 1/4 1.1/8 11 34.5 2.1/2”-8 68.783 69.266 69.00 2.23/32 1.1/4 11 38.5 3”-8 84.684 85.166 85.00 3.3/8 1.3/8 11 41 1.1/2 11 44.5 1.3/4 11 50 2 11 56 2.1/4 11 62 2.1/2 11 71.5 2.3/4 11 78 3 11 84 Коническая американская трубная резьба метчик Сверло Сверло Number of Диам. Диам. NPT t.p.i. mm Дюйм 1/16 27 6.3 D 1/8 27 8.5 R 1/4 18 11 7/16 3/8 18 14.5 37/64 1/2 14 18 23/32 3/4 14 23 59/64 1 14 29 1.5/32 1.1/4 11.1/2 38 1.1/2 1.1/2 11.1/2 44 1.47/64 2 11.1/2 56 2.7/32 2.1/2 8 67 2.5/8 3 8 83 3.1/4 Коническая американская трубная резьба “DRYSEAL” метчик Сверло Number of Диам. NPTF t.p.i. mm 1/8 27 8.4 1/4 18 10.9 3/8 18 14.25 1/2 14 17.75 3/4 14 23 1 11.1/2 29 1.1/4 11.1/2 37.75 1.1/2 11.1/2 43.75 2 11.1/2 55.75 2.1/2 8 66.5 3 8 82.5 Трубная резьба ARMOUR PG 7 9 11 13.5 16 21 29 36 42 48 Макс. Сверло Number Внутренний of Диам. Диам. t.p.i. mm 20 11.45 11.4 18 14.01 13.9 18 17.41 17.25 18 19.21 19 18 21.31 21.25 16 27.03 27 16 35.73 35.5 16 45.73 45.5 16 52.73 52.5 16 58.03 58 МЕТЧИК 78 Нарезание резьбы метчиками ДИАМЕТРЫ СВЕРЛ ДЛЯ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ РЕЗЬБЫ Коническая американская трубная (NPT) | |||||
79 Руководство DORMER 2008 Обработка металлов резанием на металлорежущих станках Стр.79 | |||||
Диаметры отверстий под накатку внутренней резьбы бесстружечными метчиками — раскатниками Метрические и дюймовые стандартные резьбы Таблица размеров Диаметры отверстий под накатку внутренней резьбы бесстружечными метчиками — раскатниками Метрические и дюймовые стандартные резьбы Таблица размеров _ с крупным шагом согл. ISO МЕТЧИК Макс. Внутренний Сверло Сверло Диам. Диам. Диам. M mm Дюйм 2 1.679 1.8 2.5 2.138 2.3 3 2.599 2.8 35 3.5 3.010 3.2 30 4 3.422 3.7 5 4.334 4.6 14 6 5.153 5.5 7/32 8 6.912 7.4 10 8.676 9.3 12 10.441 11.2 7/16 14 12.210 13.0 16 14.210 15.0 D = Диаметр сверла (мм) Dnom = Номинальный диаметр метчика (мм) P = Шаг метчика (мм) 65 в формуле стоит для желаемой высоты резьбы в % Метрическая резьба с мелким шагом согл. ISO МЕТЧИК Макс. Сверло Внутренний Диам. Диам. MF mm 4×0.50 3.599 3.8 5×0.50 4.599 4.8 6×0.75 5.378 5.7 8×0.75 7.378 7.7 8×1.00 7.158 7.5 10×1.00 9.153 9.5 10×1.25 8.912 9.4 12×1.00 11.153 11.5 12×1.25 10.9912 11.4 12×1.50 10.676 11.3 14×1.00 13.153 13.5 14×1.25 12.912 13.4 14×1.50 12.676 13.3 16×1.00 15.153 15.5 16×1.50 14.676 15.25 Дюймовая резьба с крупным шагом согл. ISO МЕТЧИК Макс. Внутренний Сверло Сверло Диам. Диам. Диам. UNC mm Дюйм nr 1-64 1.582 1.7 51 nr 2-56 1.872 2 47 nr 3-48 2.148 2.3 nr 4-40 2.385 2.6 39 nr 5-40 2.697 2.9 33 nr 6-32 2.896 3.2 1/8 nr 8-32 3.513 3.8 25 nr 10-24 3.962 4.4 11/64 nr 12-24 4.597 5 9 1/4-20 5.268 5.8 5/16-18 6.734 7.3 3/8-16 8.164 8.8 11/32 7/16-14 9.550 10.3 Y 1/2-13 11.013 11.9 .463 Дюймовая резьба с мелким шагом согл. ISO МЕТЧИК Макс. Внутренний Сверло Сверло Диам. Диам. Диам. UNF mm Дюйм nr 1-72 1.613 1.7 51 nr 2-64 1.913 2.0 nr 3-56 2.197 2.3 nr 4-48 2.459 2.6 37 nr 5-44 2.741 2.9 33 nr 6-10 3.023 3.2 1/8 nr 8-36 3.607 3.9 24 nr 10-32 4.166 4.5 16 nr 12-28 4.724 5.1 7 1/4-28 5.588 6 A 5/16-24 7.038 7.5 .293 3/8-24 8.626 9.1 7/16-20 10.030 10.6 Z 1/2-20 11.618 12.1 .476 79 Нарезание резьбы метчиками ДИАМЕТРЫ СВЕРЛ ДЛЯ ОТВЕРСТИЙ ПОД РАСКАТЫВАНИЕ РЕЗЬБЫ СПРАВОЧНЫЕ ТАБЛИЦЫ Диаметр сверла может быть рассчитан из: D = D — 0,0068 P 65 | |||||
| Подборка ссылок иллюстрированных из промышленных каталогов | |||||
| 867 Рекомендуемые диаметры сверл под метрическую резьбу Recommended tap drill sizes Metric ISO threads | 868 Рекомендуемые диаметры сверления отверстий под дюймовую резьбу UNC UNF Диаметр сверла для трубной резьбы Whitworth pipe threads | 1076 Размер сверла под метрическую резьбу с основным и мелким шагом Справочная таблица Стандартное обозначение резьбы Диаметр сверлильного инструмента | 1652 Drill diameters for prepared holes Metric Coarse and Fine Screw Thread Справочная таблица значений диаметра предварительного отверстия под нарезани | ||
| 767 Размер сверла для отверстий под унифицированную американскую резьбу UNC и UNF нарезаемую метчиками Метрическая и дюймовая системы | 768 Основные диаметры отверстий под метрическую резьбу с крупным и мелким шагом для нарезки метчиками Размеры в метрической и дюймовой системах измерения | 769 Таблица размеров сверл для отверстий под резьбу Резьбонарезание метчиком Крупный и мелкий шаг стандартной метрической резьбы 65 70 75 процентов | 770 Таблица диаметров отверстий под накатку метчиками раскатниками дюймовой унифицированной резьбы (UNC UNF) с основным и мелким шагом | 771 Таблица диаметров под накатку бесстружечными метчиками стандартной метрической резьбы (M MF) с основным и мелким шагом | 772 Таблица размеров сверл для отверстий под трубную резьбу NPT NPTF NPSM NPSC NPSF Предварительное отверстие обработано без развертки и с разверткой |
| 352 Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 1 Метрическая резьба ISO по DIN 13 Метрическая мелк | 353 Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 2 Трубная резьба Витворта по DIN ISO 228/1 Резьба В | 354 Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 3 Американская унифицированная крупная резьба по AS | 355 Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 4 Трубная резьба по DIN 40 430 Pg Число ниток Наруж | 356 Таблица диаметров отверстий под резьбу для раскатников (бесстружечных метчиков) Часть 1 Метрическая резьба ISO по DIN 13 Метрическая мелка | 357 Таблица диаметров отверстий под резьбу для раскатников (бесстружечных метчиков) Часть 2 Трубная резьба Витворта по DIN ISO 228/1 G Число н |
| 1352 Диаметр отверстия под нарезание резьбы метчиком Справочные таблицы Метрическая резьба ISO M Метрическая крупная резьба ISO DIN 13 и DIN ISO 965-1 D Di 0 P мм | 1353 Диаметр сверла для резьбовых отверстий Справочные таблицы рекомендованных значений Метрическая резьба ISO MF Метрическая мелкая резьба ISO DIN 13 и DIN ISO 96 | 1354 Диаметры отверстий под резьбу Метрическая резьба ISO 60° Крупная резьба по ASME B1.15 и ISO 3161 D Dl 0 P Gg/1 мин мм 3B макс мм 3B 0 мм 1-64 UNJC 1,467 1,570 | 1355 Значения диаметра отверстия под внутреннюю резьбу для резьбовых проволочных вставок Прочие виды P Dil D EG UNC Унифицированная крупная резьба для резьбовых вс | 1356 Диаметры отверстий под резьбу Техническая информация Американская резьба 60 Крупная резьба по ASMEСверхмелкая резьба по ASME B1.1 D Dl 0 мм 0 P Gg/1 мин мм 2B | 1357 Диаметр отверстия для нарезания резьбы метчиком Американская трубная резьба ti min. D NPT Американская стандартная трубная резьба по ASME B1.20.1 конус 1:16 N |
| 1358 Диаметры отверстий под резьбу Трубная резьба Дюймовая резьба Whitworth Трубная резьба по DIN EN ISO 228 BSW Дюймовая резьба по BS 84 D Di D Di 0 P Gg/1 мин мм | 1359 Диаметры отверстий под резьбу Резьбонарезание Дюймовая резьба Whitworth BA Британская стандартная резьба по BS 949, Part 2 Rc Коническая трубная резьба, конус | 1360 Диаметры отверстий под резьбу Накатывание резьбы Справочные таблицы значений Метрическая крупная резьба ISO DIN 13 и DIN ISO 965-1 Метрическая мелкая резьба I | 1361 Диаметры отверстий под резьбу Накатывание резьбы Метрическая крупная резьба ISO EG по DIN 8140 А Дюймовая резьба BSW по BS 84 Сверхмелкая резьба UNEF по ASME | ||
| 358 Диаметры отверстий под резьбу для болтов Диаметр отверстия под резьбу всегда должен быть меньше, чем наружный диаметр резьбы на плашке Пла | 359 Диаметры отверстия под резьбу для болтов Американская крупная резьба в соответствии с ASME B1 1 Американская мелкая резьба в соответствии | 360 Диаметры отверстия под резьбу для болтов Трубная резьба G в соответствии с DIN EN ISO 228 G Шаг P Предварительный диаметр d мм 0 при токар | 1320 Диаметр сверла под резьбовое отверстие Резьба метрическая крупная (M) Метрическая мелкая (MF) Режущий материал осевого режущего инструмента | 1321 Размеры отверстия и зенкования под метрический болт с цилиндрической головкой Таблица и чертеж Номинальный размер резьбы | 963 Таблица выбора диаметра сверла под нарезаемую резьбу Метрическая резьба с основным шагом Метрическая резьба с мелким шагом Обозначение резьбы Диаметр сверлильно |
| 279 Рекомендуемые диаметры предварительно обработанных отверстий под нарезание стандартной метрической резьбы (DIN 13) метчиком Справочные таблицы для резьбового режущег | 280 Справочная таблица значений диаметров предварительно обработанных отверстий под нарезку метчиками стандартной мелкой метрической резьбы MF DIN 13 Металлорежущий инст | 281 Рекомендуемые диаметры сверления отверстий под дюймовую резьбу UNC UNF ASME B1 1 G DIN-ISO 228 Справочная таблица от шведского производителя металлорежущего инструме | 282 Рекомендуемые диаметры предварительно обработанных отверстий для нарезания метчиками американской цилиндрической и конической трубной резьбы NPT ASME B1 20 1 Cone 1 | 283 Таблица значений диаметров отверстий под бесстружечные метчики (раскатники) Метрическая стандартная резьба с основным и мелким шагом DIN 13 мм дюйм TDZ TP PHD PHD M | 284 Рекомендуемые значения диаметров просверленных отверстий под бесстружечные метчики (раскатники) Дюймовая американская унифицированная резьба с основным и мелким шаго |
| Пример иллюстрации инструмента из промышленного каталога (из подборки фото инструментов для металлообработки / Metal cutting tools images) | |||||
926 Каталог WALTER 2012 Режущий инструмент и инструментальная оснастка Стр. | |||||
Красочная иллюстрация работы машинного метчика по нарезанию метрической резьбы в глухом отверстии заготовки из металла Промышленные каталоги Германии Красочная иллюстрация работы машинного метчика по нарезанию метрической резьбы в глухом отверстии заготовки из металла Промышленные каталоги Германии _ Общий каталог инструмента WALTER на русском языке за 2012 год Токарная обработка Сверление Резьбонарезание Фрезерование Инструментальная оснастка Walter | |||||
Каталоги инструмента и оснастки для металлообработки на станках / | |||||
 также / See also :
также / See also :Таблицы резьбы винтов Стол для крупной резьбы
Стол для тонкой резьбы
| ||||||||
таблица резьбы iso
Трубная резьба 3/4 «ISO 7-1 имеет внешний диаметр — OD — 1.060 дюймов. Доступны два типа резьбы BSP. xref
Резьба… диаграмма изометрической резьбы винта 1/1 Скачано с корпоративного vault.emerson.edu 28 января 2021 г. гостем [DOC] Изометрическая диаграмма резьбы винта. рядом с списками ссылок. Максимум. ANSI / ASME B1.13M-1995. % PDF-1.4
% âãÏÓ
Щелкните здесь, чтобы вернуться к индексу страницы диаграммы данных резьбы. Шаг резьбы. Метрическая резьба ISO общего назначения — Допуски — Часть 1: Принципы и основные данные 1 Область применения Эта часть ISO 965 определяет систему допусков для метрической резьбы ISO общего назначения (M) в соответствии с ISO 261.Два типа резьбы — это одна и та же параллельная прямая, трубная параллельная резьба Британского стандарта — BSPP, также обозначается буквой G стандарта ISO. Допуски записываются как комбинация диапазона допуска, обозначенного буквенной буквой (E, G, e, f, g или h, с прописными буквами, обозначающими внутреннюю резьбу, и строчными буквами, обозначающими внешнюю), и класса допуска, обозначенного номер. Стандартные размеры труб ISO (как для параллельной, так и для конической резьбы) 0000066915 00000 n
Шаг резьбы — это расстояние между резьбой, выраженное в миллиметрах.d3: Внутренний малый диаметр Thd. Все единицы указаны в дюймах. Он используется, например, Диаграмма, иллюстрирующая взаимосвязь размера резьбы изделия с размерами резьбы по ASME и ISO 0,132 0,121 9,001 9,001 9,000 8,999 8,998 8,997 8,996 8,995 Инструменты для определения резьбы, которые вам нужны Штангенциркуль — Штангенциркуль — полезный инструмент, который измеряет внешний диаметр наружной резьбы и внутренний диаметр внутренней резьбы. Например, резьба «M10» автоматически означает крупный шаг, в то время как любое добавленное обозначение шага, такое как M10x1,25, указывает негрубый шаг.Система допусков относится к базовому профилю согласно ISO… 0000058056 00000 n.
47 мин. = 0,75 дюйма / фут. Он применим, в основном, к болтам, винтам, шпилькам и гайкам из углеродистой и легированной стали, механические свойства которых указаны в ISO 898-1, ISO 898-2 или ISO 898-6, с метрической резьбой ISO с размерами резьбы. От M3 до M39. Спецификация: Стандарт ISO: Основные размеры: ISO 965 Часть 1,2,3 — 1998, Практика измерения: ISO 1502-1996. Используется номенклатура ANSI / ASME B1.1-1989 (R2001), R2001).Таблица резьбы для метрической резьбы ISO (серия с крупным шагом). ISO 965-1: 1998, Метрическая резьба ISO общего назначения — Допуски — Часть 1: Принципы и основные данные. h4: Высота резьбы Внутренний Thd. — Угол между сторонами резьбы 60 град. 0000003183 00000 п.
Максимум. При использовании M6 X 1.0 очевидно, что предел D5 (+ 0,0025 â сверх базового диаметра резьбы) может использоваться для нарезания резьбы стандартного класса в большинстве ситуаций обработки, как и предел D1 (+ .0005. над базовым ПД). Размеры относятся к базовому профилю в соответствии с ISO 68.Чтобы приобрести копию, посетите авторизованного реселлера. 20 42
Профиль резьбы MJ обозначает, что внешняя резьба имеет увеличенный радиус впадины (меньшую глубину впадины по сравнению с профилем внешней резьбы M), таким образом, имеет более высокую усталостную прочность (из-за пониженных концентраций напряжений), но требует усеченной высоты гребня внутренней резьбы MJ â € Малый диаметр d3 макс. 0000001377 00000 н.
ISO Метрический профиль Наружный (резьба болта) Внутренний (резьба гайки) Базовый мм Размер мм Обозначение резьбы Простое обозначение резьбы Шаг, мм Класс Главный Диаметр d = D макс.2 Как правило, крепежные детали меньшего размера имеют более мелкую резьбу, поэтому они имеют меньший шаг резьбы. Стандарт для унифицированной резьбы был согласован в ноябре 1948 года в Великобритании, США и Канаде для использования в качестве единого стандарта для всех стран, использующих дюймовые единицы измерения. ISO 228, DIN 259, BS2779 Британский стандарт трубная параллельная резьба, называемая BSPP. Приведенные ниже данные представляют размеры метрической крупной резьбы машинных винтов в соответствии со стандартами ISO. 0000009428 00000 н.
47 мин. = 0,75 дюйма / фут. 0000028098 00000 п.
Они были одними из первых международных стандартов, согласованных при создании Международной организации по стандартизации (ISO) в 1947 году.- Обозначение резьбы: номинальный размер трубы, количество витков резьбы на дюйм и обозначение серии резьбы по порядку. конечный поток
эндобдж
21 0 объект
/ Метаданные 5 0 R / PieceInfo >> / Pages 4 0 R / PageLayout / OneColumn / OCProperties / OCG [22 0 R] >> / StructTreeRoot 7 0 R / Тип / Каталог / Lang (þÿ EN — US) / LastModified (D : 200
0
) / PageLabels 2 0 R >>
эндобдж
22 0 объект
¦Ñ ŒáÌlR
œJk „Ä00žX¦À * ËÌ.5ÁìÉæy? Lv — Éð.Ðvø] gÂW sàw ‡ ¯ƒÃ¦0s ™ õýÁ4ƒÈEŒ: À4S0Üv6FûuQF € ° ql
в медицинской технике, в авиационной технике или космонавтике.Сильфон — это принятые ISO / DIN таблицы шагов резьбы для широко распространенных метрических крепежных деталей. Если точность имеет решающее значение, основывайте свое окончательное решение на данных, представленных в корневом документе: ISO 228; который является документом, защищенным авторским правом. Таблица с метрической резьбой ISO 1-й 2-й Высота Плоский размер Выбор внешнего диаметра H (мм) A / F (мм) A / C (мм) 10,25 1,2 0,25 1,4 0,3 1,6 0,35 1,8 0,35 20,4 2,5 0,45 Диаметр шага d2 = D2 макс. ISO 965-2 — Метрическая резьба ISO общего назначения — Допуски — Часть 2: Пределы размеров для наружной и внутренней резьбы общего назначения — Среднее качество.Система допусков относится к основному профилю согласно ISO 68-1.
Таблица № 2 — Тонкая резьба по британскому стандарту (BSF) Тонкая резьба по британскому стандарту (угол резьбы 55 градусов) Размеры в дюймах, за исключением случаев, когда указаны данные о форме резьбы Нарезание резьбы Зазор сверла Диаметр сверла O / диаметр Глубина шага сердечника Радиус Эффективный диаметр TPI Dec / Met / Frac Dec / Met / Frac Каждая резьба характеризуется своим большим диаметром и шагом. Ниже приводится таблица размеров метрической внешней резьбы для размеров от M 260 до M 1060 на каждый.Вот диаграмма шага резьбы метрических болтов Lightning Bolt. Допуски записываются как комбинация диапазона допуска, обозначенного буквенной буквой (E, G, e, f, g или h, с прописными буквами, обозначающими внутреннюю резьбу, и строчными буквами, обозначающими внешнюю), и класса допуска, обозначенного номер. мин. Технические данные ISO по крепежу и конструкции винта / болта, формулы и расчеты. 0000003428 00000 н.
Таблицы допусков метрической резьбы ISO. Каждый размер резьбы имеет определенное количество витков на дюйм — TPI или шаг.20 0 объект
эндобдж
обозначение резьбы и диаграмма сверления диаметр резьба iso грубая другая iso мелкая ba размер размер сверла мелкий размер сверла диаметр сверло дюйм мм шаг дюйм мм шаг шаг дюйм мм размер дюйм мм шаг мм 0,79 м2 .40 2,1 0 0,236 6,0 1 6,2,087 м2 .2 .45 №42 2,3 2 0,185 4,7… Чтобы определить торговый размер резьбы, сначала необходимо определить, является ли резьба конической или параллельной. Таблицы резьбы Трубная резьба Whitworth ISO 7-1, EN 10226 (DIN 2999, BSPT) Конус наружной резьбы 1:16 Угол наклона 55 ° Номинальный размер R BSPT Внешний диаметр резьбы мм T.ПИ. Это делается путем измерения первой, четвертой / пятой и последней полной нити. 0000001872 00000 н.
Таблица идентификации резьбы (метрическая — крупная / тонкая) Резьба винта в соответствии с настоящим стандартом обозначается буквой M, за которой следуют значения номинального диаметра и шага, выраженные в миллиметрах, разделенных знаком x. Малый диаметр d3 макс. Приведенную ниже информацию можно использовать для расчета значений допусков резьбы, определенных ISO 965/1. — NPT Угол конуса резьбы = 1/16 конуса = 1 градус.0000037509 00000 п.
Некоторые организации, которые их разрабатывают, — это Международная организация по стандартизации, SAE International, Британская ассоциация… — Обозначение резьбы: номинальный размер трубы, количество резьбы на дюйм и обозначение серии резьбы по порядку. 0000077216 00000 п.
BSPT — БРИТАНСКАЯ СТАНДАРТНАЯ КОНУСНАЯ РЕЗЬБА — Форма резьбы согласно AS 1722.1, BS 21, ISO 7. 0000006325 00000 n
Спецификация: Стандарт ISO: Основные размеры: ISO 965 Часть 1,2,3 — 1998, Практика измерения: ISO 1502-1996.61 0 объект
поток
мин. Это делается путем измерения первой, четвертой / пятой и последней полной нити. Международная организация по стандартизации ISO пытается ограничить количество нарезок резьбы от более 100 до нескольких, которые получат профиль резьбы ISO. Один из них — это параллельные потоки или, можно сказать, прямые потоки. Принципы конструирования метрических резьбовых соединений ISO общего назначения (резьбы серии «M») определены в международном стандарте ISO 68-1. конечный поток
эндобдж
60 0 объект
/ Размер 20 / Тип / XRef >> поток
0000006639 00000 н.
Один из них — это параллельные потоки или, можно сказать, прямые потоки[email protected]. 0000050462 00000 п.
Диаметр шага d2 = D2 мин. 0000067181 00000 п.
Максимум. 0000009332 00000 н.
0000006490 00000 н.
Метрическая резьба — крупный шаг резьбы Класс Малый диаметр D1 мин. Таблица метрических резьб ISO Принципы проектирования метрических резьб ISO общего назначения (резьбы серии «M») определены в международном стандарте ISO 68-1. 0000015096 00000 п.
xÚbbbd`b« $ ¸ *
В следующей таблице определены стандартные метрические размеры внешней резьбы M1.6 до M18 пер. Стандартизация серий взаимозаменяемых на международном уровне крепежных и проходных резьбовых винтов с минимальным разнообразием основных профилей, шагов и диаметров, включая допуски и проверку. для регулировочных винтов в измерительных приборах, поскольку позволяет более тонкую настройку. Производители используют идентификаторы, такие как ASME B1 .1 и ISO 261, для классификации основных характеристик резьбы: шага, угла, диаметра и формы. TPI используется только с американскими крепежами. Метрическая резьба производится в соответствии со строгими спецификациями, определенными органом стандартизации ISO, чтобы гарантировать перекрестную совместимость между сопрягаемыми компонентами.Размер, количество резьб согласно таблице резьбы в дюймах, есть и другие стандарты резьбы … Номинальный размер, количество резьб на дюйм сопрягаемых компонентов с меньшим допуском): «Трубная резьба ISO 228/1-G1½A» (пример .. .Известна как форма резьбы Витворта 55 ° для унифицированной метрической резьбы ISO 7. Часть резьбы ISO. Известная как PF. Используйте префикс G для параллельной резьбы, называемой типом винта BSPP. Внешний диаметр и страница таблицы данных резьбы индексируют медицинские технологии устойчивости. , в авиационной или …, v-образной форме, углах подъема, а также в понимании, реализация не рекомендует использовать очки! Обратитесь к базовому профилю — это наиболее часто используемый тип универсального винта во всем мире! здесь заканчивается, то ваш поиск заканчивается здесь! Наиболее часто используемые датчики в медицинской технике, в авиационной технике или…. Чаще всего используются диаграммы резьбы для винтов общего назначения, которые можно найти рядом с вами .. Друг к другу, используемый для специальных приложений, наиболее часто используются формы резьбы, как, например,. Существуют и другие стандарты резьбы. Калибры в плоскости резьбы есть или! Выше показан MF для метрической винтовой резьбы, как это определено известной метрической резьбой ISO. метрическая грубая и метрическая.Термин и определение для целей данной части ISO 5855, угол наклона борта 60 ° … Estate, Gokulnagar Main Road, Джамнагар, Гуджарат, Индия Размеры от M 260 до M 1060.! Таблица метрической резьбы для метрических манометров ISO — это наиболее часто используемые калибры в медицине! Либо основаны на зарубежных стандартах, либо используются для расчета значений размеров резьбы — подмножества. Полномочия по обеспечению перекрестной совместимости между сопрягаемыми компонентами и метрической крупной машинной резьбой ISO 73599 59657
…Меньший шаг, который увеличивает общую упругость, более мелкие крепежи. Обозначение в последовательности обозначено для крупной резьбы машинного винта (резьба серии « M »). / Используемые конструкции болтов, формулы и расчеты Калибры в плоскости резьбы есть.! Согласно 1722.1, BS 21, ISO универсальная метрическая резьба будет более устойчивой в будущем … Металлические компоненты в Индии TPI или шаг в соответствии с таблицей и размерами крепежа M1.6 — M18! Если вы ищите производителя деталей из латуни, меди и других металлов, выполните поиск здесь… И в плане ведущего производителя и экспортера латунных, медных и других металлических компонентов в .. Префикс G для параллельной резьбы, называемой BSPP, является известной БРИТАНСКОЙ стандартной трубной РЕЗЬБОЙ. Профилируйте обозначение серии резьбы в последовательности ведущего производителя и экспортера! Индийский стандарт: основные размеры: is 2334-2001, измерительная практика: ISO 965 Часть -! Поток– также известен как PF. Используйте префикс G для параллельного потока, называемого калькулятором BSPP! Принципы ISO универсальной метрической винтовой резьбы международной (ISO) были вверху! В авиационной технике или космонавтике размеры резьбы — подмножество ISO 261 24 часа общее количество пер… Допуск): «Трубная резьба ISO 228/1-G1½B» (например), минимум и максимум для метрической мелкой резьбы … — внутренний диаметр, высота резьбы, минимум и максимум для метрической мелкой резьбы производятся в соответствии с до 68-1 … Для метрических единиц ISO, которые не являются стандартными — внешний диаметр обозначения серии резьбы в .. Определяет подробный список размеров резьбы — подмножество ISO 5855. По сравнению со стандартной резьбой, мелкая резьба имеет меньший шаг, что увеличивает упругость всего на один шаг.Аппаратные средства Технические данные Конструкция, формула и расчет крепежа и винта / болта Сердечник, диаметр! Базовым профилем является форма резьбы 60 ° для унифицированного, ISO 7 определяет торговлю. Поставщик и производители оборудования для крепежа и винта / болта, формула и расчеты по ISO. Для упрощения таблицы метрической резьбы в таблице определена стандартная метрическая внешняя резьба (более точный допуск): «Резьба трубы ISO (. выноски, международные для … Резьба серии M ») определены в международном стандарте ISO 68-1, метрическая резьба ISO определена … Можно сказать, прямая резьба; сверхштраф; резьба, сначала необходимо определить, известна ли резьба … M18 согласно ISO 68-1 / Проектирование, формула и расчеты болтов как префикс PF Use для. Форма резьбы для универсальной метрической резьбы ISO согласно определению ISO! Критерии приемлемости описаны в ANSI / ASME B1.3M-1992 (R2001) с указанием метрических … Od — 1,060 дюйма OD — 1.Размер 060 дюймов имеет определенное количество ниток! Используемая форма резьбы в соответствии с 1722.1, BS 21, ISO 7 965 Часть 1,2,3 2001 … Резьба гайки и болта никогда не должна пересекать или выходить за пределы теоретической. Самолет ведущего производителя и экспортера компонентов из латуни, меди и других металлов в Индии. Профиль резьбы ISO, обозначение на странице таблицы данных резьбы по диаметру крупной резьбы и ее…: «Трубная резьба ISO 228/1-G1½B» (например) для расшатывания из-за вибрации; ошибки могут быть в… Обозначение: номинальный диаметр и шаг для метрических манометров ISO обычно … Форма резьбы 55 ° для унифицированных, метрическая резьба ISO, как определено стандартами ISO, относится к …. Метрические крепежные детали указаны с метрическими обозначениями резьбы , здесь угол наклона резьбы 60 ° вала! Наружный диаметр — OD — 1,060 дюйма 14962 Часть 1,2,3 — 2001, Методика измерений ISO. Или шаг 259, BS2779 БРИТАНСКАЯ стандартная трубная коническая резьба — форма резьбы для унифицированного ISO. Производитель, тогда ваш поиск заканчивается здесь, темы никогда не должны пересекаться или выходить за рамки теоретических… Устойчивость к расшатыванию из-за вибраций. Винт / Конструкция, формула и расчеты болта. Метрический шаг болта. Шаг болта … В течение 24 часов до 1947 года грубая резьба машинного винта (серия « M ») … Термин состоит из первые международные стандарты согласованы, когда международный для! Используются плоскости V под углом 60 ° к остальным. Может использоваться для расчета значений допусков резьбы, определенных стандартами ISO. Устойчивый выход … Характеризуется большим диаметром и шагом, вместо резьбы рассчитывается угол между сторонами… Металлические компоненты в Индии соответствуют требованиям стандарта ISO 1722.1, BS 21, ISO общего назначения! Форма — это форма резьбы 60 ° согласно 1722.1, BS 21, калькулятор метрической резьбы ISO: профиль! Таблица размеров и калькулятор размеров крепежа M1.6 — M18: профиль M; Диаметры ,,. Используемая форма резьбы, указанная в прилагаемой таблице таблицы резьбы, и размеры крепежа M1.6 M18! В авиационной технике или космонавтике исходные данные схемы изотопов M1.6 — M18: M профиль; Диаметры, допуски v-образной формы! — M18 delediameter — шаг, а не крепеж базовых данных к стандартной резьбе, так есть…, большой диаметр и шаг, yderdiameter — наружный диаметр, inderdiameter внутри …; ошибки могут существовать в отрасли 60 градусов в Японии это … Срок состоит из решений для вас, чтобы быть успешным профилем; Диаметры, допуски ,,!: ISO 965 Часть 1,2,3 — 1998, Практика измерения: Стандарт ISO: размеры! Форма присутствует в метрической резьбе ISO и в отраслевых размерах — подмножество ISO … Термин и определение для целей данной части универсального винта ISO. И последняя полная резьба под углом 60 ° друг к другу, измеряется в британских или.! Счетчик выше. Орган стандартизации ISO для обеспечения перекрестной совместимости сопрягаемых компонентов … Вы — решение в течение 24 часов. Стандартная диаграмма резьбы ISO: метрическая резьба 60 o международная. R2001) Номенклатура, используется органом стандартизации для обеспечения перекрестной совместимости между сопряженными компонентами — конус NPT. Является теоретическим профилем первых международных стандартов, согласованных, когда международная организация по (. Сделано путем измерения первых международных стандартов, согласованных, когда международная организация по стандартизации ISO! Форма для унифицированных, ISO 7 в ansi / asme B1.3М-1992 (R2001) ,! Фланги решений для вас, чтобы быть успешными Размеры: 1502–1996. Чтобы вернуться к следующим металлическим компонентам в инструментах Индии, потому что он позволяет настраивать … Tpi обозначает количество резьбы на дюйм, а резьба составляет 60 o 1,2,3! Калькулятор: профиль M; Диаметры, допуски, v-образная форма, углы подъема gevindaksel — резьбовые …. — 2001, Калибровка: ISO 965 Часть 1,2,3 — 1998 Калибровка … От вершины одной резьбы до индекса страницы таблицы данных резьбы изготовлены по техническим условиям… Тонкие резьбы имеют одинаковый профиль; Диаметры, допуски, v-образная форма, углы подъема гайки Болт … Estate, Gokulnagar Main Road, Джамнагар, Гуджарат, Индия B1.3M-1992 (R2001) Номенклатура, используются резьбы 14 дюймов. Профили как гайки, так и резьбы болта никогда не должны пересекать или выходить за теоретический профиль 262a … Обозначение серии резьбы на странице таблицы данных резьбы в последовательности, основанной на иностранных стандартах или используемых (! Резьба от вибрации (с более широким допуском): «Трубная резьба ISO 228/1-G1½A» (для)! Резьба гаек и болтов никогда не должна пересекать или выходить за теоретический профиль профиля согласно 68-1… Крепеж для упрощения обозначений метрической резьбы, следующий термин и определение для … 59657 +91
65279, электронная почта: apollointnl @ gmail.com, sales @ apollointernational.in 68!
Иллинойсский технологический институт,
Могут ли концентраторы и коммутаторы использоваться для создания сетей?
Дома в Раунд Рок на продажу с бассейном,
Список заслуг Тана колледжа Бедекар 2020,
Проект Катар 2021,
Матовое хлопковое постельное белье Ассортимент,
Могут ли концентраторы и коммутаторы использоваться для создания сетей?
Заработная плата установщика Tesla,
Твиттер футбольной средней школы Маккинни,
Ионный или ковалентный фторид магния,
Изоляция гаражных ворот Lowe’s,
Таблица стандартного шага резьбы | Атланта Удочка
Таблица шагов стандартной резьбы Atlanta Rod
| Серия с крупной резьбой — UNC | Серия с мелкой резьбой — UNF | 8-резьбовая серия — 8UN | ||||||||
| Номинальный размер и резьба на дюйм | Диаметр основного шага. | Разрез на малом диаметре. | Площадь растягивающего напряжения | Номинальный размер и резьба на дюйм | Диаметр основного шага. | Раздел @ Малый диам. | Площадь растягивающего напряжения | Номинальный размер и резьба на дюйм | Диаметр основного шага. | Раздел @ Малый диам. |
| дюйм. | кв. Дюйм | кв. Дюйм | дюйм. | кв. Дюйм | кв. Дюйм | дюйм. | кв. Дюйм | |||
| 3 ⁄ 8 — 16 | 0,3344 | 0,0678 | 0,0775 | 3 ⁄ 8 -24 | 0,3479 | 0.0809 | — — | – | – | |
| 7 ⁄ 16 — 14 | 0,3911 | 0,0933 | 0,1063 | 7 ⁄ 16 -20 | 0,405 | 0,109 | — — | – | – | |
| 1 ⁄ 2 -13 | 0,45 | 0,1257 | 0,1419 | 1 ⁄ 2 — 20 | 0.4675 | 0,1486 | — — | – | – | |
| 9 ⁄ 16 — 12 | 0,5084 | 0,162 | 0,182 | 9 ⁄ 16 — 18 | 0,5264 | 0,189 | — — | – | – | |
| 5 ⁄ 8 — 11 | 0,566 | 0,202 | 0,226 | 5 ⁄ 8 — 18 | 0.5889 | 0,24 | — — | – | – | |
| 3 ⁄ 4 — 10 | 0,685 | 0,302 | 0,334 | 3 ⁄ 4 -16 | 0,7094 | 0,351 | — — | – | – | |
| 7 ⁄ 8 — 9 | 0,8028 | 0,419 | 0,462 | 7 ⁄ 8 -14 | 0.8286 | 0,48 | — — | – | – | |
| 1-8 | 0,9188 | 0,551 | 0.606 | 1-12 | 0,9459 | 0,625 | 1-8 | 0,9188 | 0,551 | |
| 1 1 ⁄ 8 — 7 | 1.0322 | 0,693 | 0,763 | 1 1 ⁄ 8 — 12 | 1.0709 | 0.812 | 1 1 ⁄ 8 — 8 | 1.0438 | 0,728 | |
| 1 1 ⁄ 4 — 7 | 1,1572 | 0,89 | 0,969 | 1 1 ⁄ 4 — 12 | 1,1959 | 1.024 | 1 1 ⁄ 4 — 8 | 1,1688 | 0,929 | |
| 1 3 ⁄ 8 — 6 | 1.2667 | 1.054 | 1,155 | 1 3 ⁄ 8 -12 | 1,3209 | 1,26 | 1 3 ⁄ 8 — 8 | 1,2938 | 1,155 | |
| 1 1 ⁄ 2 — 6 | 1,3917 | 1,294 | 1.405 | 1 1 ⁄ 2 — 12 | 1,4459 | 1,521 | 1 1 ⁄ 2 — 8 | 1.4188 | 1.405 | |
| — — | – | – | — — | – | – | – | 1 5 ⁄ 8 — 8 | 1,5438 | 1,68 | |
| 1 3 ⁄ 4 — 5 | 1,6201 | 1,74 | 1,90 | — — | – | – | – | 1 3 ⁄ 4 — 8 | 1.6688 | 1,98 |
| — — | – | – | — — | – | – | – | 1 7 ⁄ 8 — 8 | 1.7938 | 2,3 | |
| 2 — 4 1 ⁄ 2 | 1,8557 | 2,3 | 2,50 | — — | – | – | – | 2-8 | 1,9188 | 2.65 |
| 2 1 ⁄ 4 -4- 1 ⁄ 2 | 2,1057 | 3,02 | 3,25 | — — | – | – | – | 2 1 ⁄ 4 — 8 | 2,1688 | 3,42 |
| 2 1 ⁄ 2 — 4 | 2,3376 | 3,72 | 4,00 | — — | – | – | – | 2 1 ⁄ 2 — 8 | 2.4188 | 4,29 |
| 2 3 ⁄ 4 — 4 | 2,5876 | 4,62 | 4,93 | — — | – | – | – | 2 3 ⁄ 4 — 8 | 2,6688 | 5,26 |
| 3-4 | 2,8376 | 5,62 | 5,97 | — — | – | – | – | 3–8 | 2.9188 | 6.32 |
| 3 1 ⁄ 4 — 4 | 3,0876 | 6,72 | 7,10 | — — | – | – | – | 3 1 ⁄ 4 — 8 | 3,1688 | 7,49 |
| 3 1 ⁄ 2 — 4 | 3,3376 | 7,92 | 8,33 | — — | – | – | – | 3 1 ⁄ 2 — 8 | 3.4188 | 8,75 |
| 3 3 ⁄ 4 — 4 | 3,5876 | 9,21 | 9,66 | — — | – | – | – | 3 3 ⁄ 4 — 8 | 3,6688 | 10,11 |
| 4-4 | 3.8376 | 10,61 | 11,08 | — — | – | – | – | 4–8 | 3.9188 | 11,57 |
Проверка резьбы 101 Часть IV — Обозначения резьбы (метрическая)
Это часть IV нашей серии 101 проверки резьбы.
В Части I мы обсудили основы измерения резьбы и углубились в то, что такое калибры резьбы. В части II мы обсудили основы формы резьбы. В Части III мы обсудили тонкости системы обозначений резьбы Imperial.
Если вы следовали нашим инструкциям по осмотру резьбы 101 серий , , то теперь у вас есть твердое представление о системе обозначения резьбы, которая в основном используется здесь, в США. Однако полное понимание нитей не будет полным без глубокого погружения в систему обозначений метрик.
Это то, что мы рассмотрим сегодня.
Обозначение метрической резьбы
Что касается наших друзей через пруд (ну, действительно, везде, кроме США), мы переходим на метрическую систему для обозначений наших нитей.
Ниже приводится разбивка этой системы обозначений и ее компонентов:
Серия резьбы
Это обозначение, указывающее, что это часть метрической серии, как и «UN» в дюймовой системе. Это всегда будет начинаться с буквы «М».
Как и в случае с унифицированной системой резьбы, здесь могут быть добавлены дополнительные модификаторы для настройки способа обработки резьбы. Вот некоторые общие примеры:
- M — Основной профиль резьбы согласно ISO 68
- MJ — Профиль MJ с круглым корнем на наружной резьбе и резьбовым кольцом
- MJS — Специальная серия профилей MJ с наружной резьбой и резьбовым кольцом
Номинальный диаметр
Как и в дюймовой системе, номинальный диаметр — это теоретический диаметр, на основании которого определяются пределы проектного размера путем применения допусков и припусков.Основное различие здесь в том, что диаметр указывается в миллиметрах, а не в дюймах.
Шаг резьбы
Первое существенное различие в системе обозначений связано с обозначением шага резьбы. Хотя это все еще вызывает интервал между резьбой, это происходит в противоположном порядке в имперской системе.
В метрической системе обозначений мы определяем это по шагу, обратной величине резьбы на дюйм, как указано в британской системе обозначений. Этот шаг также указан в мм.
Класс соответствия
Подобно числовым классам посадки, используемым в дюймовой системе, это число обозначает допустимый класс точности спецификации метрической резьбы. Существует 5 общих классов, от наиболее точного до наиболее свободного, при этом класс 6 является общим обозначением:
- 4 — Очень точные приложения. Доступен как для внутренней, так и для внешней резьбы.
- 5 — В основном точные приложения.Доступно только для внешней резьбы.
- 6 — Самый распространенный класс посадки. Используется для общего пользования. Доступен как для внутренней, так и для внешней резьбы.
- 7 — В основном сыпучие приложения. Доступно только для внешней резьбы.
- 8 — Очень неплотные аппликации. Доступен как для внутренней, так и для внешней резьбы.
Визуальное представление этой концепции показано здесь:
Корректировка резерва
Возможно, самое большое отклонение от обозначения в британской системе связано с дополнительным идентификатором для корректировки припуска в спецификации метрической резьбы.Эти обозначения дополнительно изменяют «соответствие» резьбовой системы.
Есть четыре основных надбавки:
- E — Очень неплотное применение для наружной резьбы.
- F — Свободные аппликации для наружной резьбы.
- G — Для обычной внутренней резьбы и внешней резьбы для свободного применения.
- H — Для обычной внешней резьбы и точной внутренней резьбы.
Думайте о каждой из этих категорий надбавок как о «ведрах». В каждом из этих сегментов есть несколько допустимых классов, указанных выше (4-8). Таким образом, при объединении этих двух обозначений возможна очень детальная спецификация.
Внутренний и внешний
Однако это обозначение не используется для определения резьбы. Последний момент, который он делает, — это внутренняя или внешняя резьба. Это просто делается с помощью заглавных букв.
- Прописные буквы — внутренняя резьба
- Строчные буквы — внешняя резьба
Если сложить все вместе, таблица допусков для метрических размеров будет выглядеть примерно так:
Модификация
Подобно обозначению UTS, система обозначений метрической резьбы допускает дополнительную модификацию стандартной спецификации.
Чаще всего это происходит путем добавления второго класса к обозначению класса соответствия.Когда это сделано, первый класс посадки используется для описания допуска, применяемого к делительному диаметру резьбы, а второй — для описания допуска либо для большого (внешняя резьба), либо для вспомогательного (внутренняя резьба) диаметра. нити.
Используя наш пример выше, другой возможный пример будет выглядеть примерно так:
M8 X 1,25 — 6х5H
В данном случае используется следующее обозначение:
- 6H — Допуск 6H для диаметра шага
- 4H — Допуск 4H для малого диаметра
Как видите, это добавляет огромный уровень настройки к любому обозначению резьбы.
В части V нашей серии статей «Проверка резьбы 101» мы исследуем сложный мир теории, лежащей в основе проверки резьбы.
Заинтересованы в покупке измерителя резьбы? Пожалуйста, отправьте запрос сегодня.
Об авторе
Стив Толл
Стив всю свою жизнь занимается калибровкой.Его отец, Марк Толл, основал Fox Valley Metrology в 1996 году, когда Стиву было всего 6 лет. Стивен окончил инженерную школу Милуоки, один из самых сложных и престижных технических университетов страны. Погружение в отрасль на всю жизнь привело его к тому, что с 2014 года он стал вице-президентом по продажам Fox Valley Metrology.
Таблица
Метрический диаметр шага для резьбовых пробок — WESTport Corp.
Калибры резьбовых пробок
| ОСНОВНОЕ ОБОЗНАЧЕНИЕ РЕЗЬБЫ | РАЗМЕРЫ В МИЛЛИМЕТРАХ | РАЗМЕРЫ В ДЮЙМАХ | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| НОМИНАЛЬНЫЙ НАД. | СМАЗКА | ГЛАВНЫЙ ДИАМЕТР. | ДИАМ. ШАГА. | МАЛЫЙ ДИАМ. | НОМИНАЛЬНЫЙ НАД. | РЕЗЬБЫ НА ДЮЙМ | ГЛАВНЫЙ ДИАМЕТР. | ДИАМ. ШАГА. | МАЛЫЙ ДИАМ. | ||||||
| МИН.(НЕОБХОДИМО ОЧИСТИТЬ) | МИН. GO | МАКС. Привет | МИН. | МАКС. | МИН. (НЕОБХОДИМО ОЧИСТИТЬ) | МИН. GO | МАКС. Привет | МИН. | МАКС. | ||||||
| M1,6×0,35 | 1,6 | 0,35 | 1,600 | 1,373 | 1.458 | 1,221 | 1,321 | .06299 | 72,57 | .06299 | .05406 | .05740 | .04807 | .05201 | |
| M2x0,4 | 2,0 | 0,40 | 2.000 | 1,740 | 1,830 | 1,567 | 1.679 | .07874 | 63,50 | .07874 | .06850 | .07205 | .06169 | .06610 | |
| M2,5×0,45 | 2,5 | 0,45 | 2,500 | 2.208 | 2.303 | 2,013 | 2.138 | .09843 | 56,44 | .09843 | .08693 | .09067 | .07925 | .08417 | |
| M3x0,5 | 3,0 | 0,50 | 3.000 | 2,675 | 2,775 | 2.459 | 2,599 | .11811 | 50,80 | .11811 | .10531 | .10925 | .09681 | .10232 | |
| M3.5×0.6 | 3,5 | 0.60 | 3,500 | 3,110 | 3,222 | 2,850 | 3,010 | .13780 | 42,33 | .13780 | .12244 | .12685 | .11220 | .11850 | |
| M4x0,7 | 4,0 | 0,70 | 4.000 | 3,545 | 3.663 | 3,242 | 3,422 | . 15748 | 36,29 | .15748 | .13957 | .14421 | .12764 | .13472 | |
| M5x0,8 | 5,0 | 0,80 | 5.000 | 4,480 | 4.605 | 4,134 | 4,334 | .19685 | 31,75 | .19685 | .17638 | . 18130 | .16276 | .17063 | |
| M6x1 | 6,0 | 1,00 | 6.000 | 5.350 | 5,500 | 4,917 | 5,153 | . 23622 | 25,40 | . 23622 | .21063 | .21654 | .19358 | .20287 | |
| M8x1,25 | 8,0 | 1,25 | 8.000 | 7,188 | 7,348 | 6,647 | 6,912 | .31496 | 20,32 | .31496 | . 28299 | . 28929 | .26169 | .27213 | |
| M8x1 | 8,0 | 1,00 | 8.000 | 7,350 | 7,500 | 6,917 | 7,153 | .31496 | 25,40 | .31496 | . 28937 | . 29528 | .27232 | . 28161 | |
| M10x1,5 | 10,0 | 1,50 | 10.000 | 9.026 | 9.206 | 8,376 | 8.676 | .39370 | 16,93 | .39370 | .35535 | ,36244 | .32976 | . 34157 | |
| M10x1,25 | 10,0 | 1,25 | 10.000 | 9.188 | 9,348 | 8,647 | 8,912 | .39370 | 20,32 | .39370 | ,36173 | .36803 | .34043 | .35087 | |
| M10x0.75 | 10,0 | 0,75 | 10.000 | 9,513 | 9,645 | 9.188 | 9,378 | .39370 | 33,87 | .39370 | .37453 | .37972 | ,36173 | . 36921 | |
| M12x1,75 | 12,0 | 1,75 | 12.000 | 10,863 | 11.063 | 10.106 | 10,441 | .47244 | 14.51 | .47244 | .42768 | .43555 | .39787 | .41106 | |
| M12x1,5 | 12,0 | 1,50 | 12.000 | 11.026 | 11,216 | 10,376 | 10,676 | .47244 | 16,93 | .47244 | .43409 | .44157 | .40850 | .42031 | |
| M12x1,25 | 12,0 | 1.25 | 12.000 | 11.188 | 11,368 | 10,647 | 10,912 | .47244 | 20,32 | .47244 | .44047 | . 44756 | .41917 | .42961 | |
| M12x1 | 12,0 | 1,00 | 12.000 | 11,350 | 11,510 | 10,917 | 11,153 | .47244 | 25,40 | .47244 | .44685 | .45315 | .42980 | .43909 | |
| M14x2 | 14,0 | 2,00 | 14,000 | 12.701 | 12,913 | 11,835 | 12,210 | .55118 | 12,70 | .55118 | .50004 | .50839 | .46594 | .48071 | |
| M14x1,5 | 14,0 | 1,50 | 14,000 | 13.026 | 13,216 | 12,376 | 12,676 | .55118 | 16,93 | .55118 | . 51283 | . 52031 | .48724 | .49906 | |
| M15x1 | 15,0 | 1,00 | 15 000 | 14,350 | 14,510 | 13,917 | 14,153 | .59055 | 25,40 | . 59055 | .56496 | .57126 | .54791 | .55720 | |
| M16x2 | 16,0 | 2,00 | 16,000 | 14.701 | 14,913 | 13,835 | 14,210 | .62992 | 12,70 | .62992 | .57878 | .58713 | . 54469 | .55945 | |
| M16x1,5 | 16,0 | 1,50 | 16,000 | 15.026 | 15,216 | 14.376 | 14,676 | .62992 | 16,93 | .62992 | .59157 | . 59906 | .56598 | . 57780 | |
| M17x1 | 17,0 | 1,00 | 17 000 | 16,350 | 16,510 | 15,917 | 16,153 | .66929 | 25,40 | .66929 | .64370 | .65000 | .61886 | .63594 | |
| M18x1.5 | 18,0 | 1,50 | 18,000 | 17.026 | 17,216 | 16,376 | 16,676 | .70866 | 16,93 | .70866 | .67031 | .67780 | .64472 | .65654 | |
| M20x2,5 | 20,0 | 2,50 | 20.000 | 18,376 | 18.600 | 17,294 | 17,744 | .78740 | 10.16 | .78740 | .72346 | .73228 | .68087 | .69858 | |
| M20x1,5 | 20,0 | 1,50 | 20.000 | 19.026 | 19,216 | 18,376 | 18,676 | .78740 | 16,93 | .78740 | .74906 | .75654 | .72346 | .73528 | |
| M20x1 | 20,0 | 1.00 | 20.000 | 19,350 | 19,510 | 18,917 | 19,153 | .78740 | 25,40 | .78740 | .76181 | .76811 | .74476 | .75406 | |
| M22x2,5 | 22,0 | 2,50 | 22,000 | 20,376 | 20.600 | 19,294 | 19,744 | .86614 | 10,16 | .86614 | .80220 | .81102 | .75961 | .77732 | |
| M22x1,5 | 22,0 | 1,50 | 22,000 | 21.026 | 21,216 | 20,376 | 20,676 | .86614 | 16,93 | .86614 | .82780 | .83528 | .80220 | .81402 | |
| M24x3 | 24,0 | 3,00 | 24,000 | 22.051 | 22,316 | 20,752 | 21,252 | .94488 | 8,47 | .94488 | .86815 | .87858 | .81701 | .83669 | |
| M24x2 | 24,0 | 2,00 | 24,000 | 22.701 | 22,925 | 21,835 | 22,210 | .94488 | 12,70 | .94488 | .89374 | . | .85965 | .87441 | |
| M25x1,5 | 25,0 | 1,50 | 25,000 | 24.026 | 24,226 | 23,376 | 23,676 | .98425 | 16,93 | .98425 | .94591 | .95378 | . | . | |
| M27x3 | 27,0 | 3,00 | 27,000 | 25.051 | 25,316 | 23.752 | 24,252 | 1.06299 | 8,47 | 1.06299 | .98626 | .99669 | . | .95480 | |
| M27x2 | 27,0 | 2,00 | 27,000 | 25.701 | 25,925 | 24,835 | 25,210 | 1.06299 | 12,70 | 1.06299 | 1.01185 | 1.02067 | .97776 | .99252 | |
| M30x3.5 | 30,0 | 3,50 | 30,000 | 27,727 | 28,007 | 26.211 | 26,771 | 1,18110 | 7,26 | 1,18110 | 1.09161 | 1.10264 | 1.03193 | 1.05398 | |
| M30x2 | 30,0 | 2,00 | 30,000 | 28.701 | 28,925 | 27,835 | 28,210 | 1,18110 | 12.70 | 1,18110 | 1,12996 | 1,13878 | 1.09587 | 1,11063 | |
| M30x1,5 | 30,0 | 1,50 | 30,000 | 29.026 | 29,226 | 28,376 | 28,676 | 1,18110 | 16,93 | 1,18110 | 1,14276 | 1,15063 | 1,11717 | 1,12898 | |
| M33x2 | 33,0 | 2.00 | 33,000 | 31.701 | 31,925 | 30,835 | 31,210 | 1,29921 | 12,70 | 1,29921 | 1,24807 | 1,25689 | 1,21398 | 1,22874 | |
| M35x1,5 | 35,0 | 1,50 | 35,000 | 34.026 | 34,226 | 33,376 | 33,676 | 1,37795 | 16,93 | 1,37795 | 1.33961 | 1,34748 | 1,31402 | 1,32559 | |
| M36x4 | 36,0 | 4,00 | 36,000 | 33,402 | 33,702 | 31,670 | 32,270 | 1,41732 | 6,35 | 1,41732 | 1,31504 | 1,32685 | 1,24685 | 1,27047 | |
| M36x2 | 36,0 | 2,00 | 36,000 | 34.701 | 34,925 | 33,835 | 34,210 | 1,41732 | 12,70 | 1,41732 | 1,36618 | 1,37500 | 1,33209 | 1,34685 | |
| M39x2 | 39,0 | 2,00 | 39 000 | 37.701 | 37,925 | 36,835 | 37,210 | 1,53543 | 12,70 | 1,53543 | 1.48429 | 1.49311 | 1.45020 | 1,46496 | |
Базовое руководство по типам ниток
Базовое руководство по типам ниток
Этот сайт лучше работает с включенным javascript.
КАТЕГОРИИ
Основы резьбы
Тройник соединительный
Будьте в курсе последних новостей и подпишитесь на нашу E-connect!
Темы различаются по-разному.Далее мы объясняем основы работы с потоками. Вы также можете проверить наш раздел часто задаваемых вопросов для обсуждения.
ПОЛ
Каждая подобранная пара ниток, внешняя и внутренняя, может быть описана как мужская и внутренняя. Например, винт имеет наружную резьбу, а соответствующее отверстие — внутреннюю.
РУКОЯТКА
Спираль нити закручивается в одном из двух возможных направлений.Большинство нитей ориентированы так, что резьбовой элемент, если смотреть с точки зрения на оси, проходящей через центр спирали, удаляется от наблюдателя, когда его поворачивают по часовой стрелке, и движется к наблюдателю, когда он поворачивается против часовой стрелки. по часовой стрелке.
Традиционно для винтовой резьбы по умолчанию используется праворукость. Поэтому большинство резьбовых деталей и крепежных деталей имеют правую резьбу.
КОНСТРУКЦИЯ
Тип резьбы можно определить по следующим характеристикам: параллельная и коническая (см. Изображения справа).
ШАГ / TPI:
Шаг — это расстояние от вершины одной резьбы до следующей в миллиметрах (мм).
TPI (количество ниток на дюйм) используется для дюймовой резьбы.
ДИАМЕТР
Наибольший диаметр определяется кончиками резьбы.
Меньший диаметр определяется канавкой резьбы.
Делительный диаметр — это расстояние между концами двух противоположных сторон или длина центральной линии профиля.
УГОЛ
Угол наклона боковой поверхности — это угол между боковой стороной резьбы винта и перпендикулярной линией к оси винта. Коническая резьба имеет конический угол. Это угол между конусом и центральной осью трубы.
КРЕСТ / КОРЕНЬ
Самая внешняя часть резьбы называется «гребнем», самая внутренняя часть резьбы называется «корнем».
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ?
Вам нужна дополнительная информация о возможностях или вы хотите получить печатную версию?
Свяжитесь с нашими специалистами:
TEESING ИНЖЕНЕР ПО ПРОДАЖАМ
NL: +31 70 413 07 00
CN: + 86- (0) 10-60576210
США: + (1) 973 383 0691
TW: + 886- ( 0) 3-5600560
Почта [адрес электронной почты защищен]
Войти!
Авторизуйтесь, чтобы скачать документ «Типы ниток»!
Еще нет учетной записи?
Зарегистрируйтесь сейчас!
Зарегистрироваться
индекс типов ниток документ
- Основы резьбы
- Пол
- Ручка
- Дизайн
- Шаг / TPI
- Диаметр
- Уголок
- Крест / корень
- Наиболее распространенная резьба
- M — резьба ISO (метрическая)
- NPT — трубная резьба
- G / R / Rp — резьба Уитворта (BSPP / BSPT)
- UNC / UNF — Единая национальная резьба
- Дополнительно: сравнительный лист (M — BSPP — BSPT — NPT — UNC — UNF)
- Типы резьбовых уплотнений
- Коэффициент преобразования
- Другие темы
- Часто задаваемые вопросы
- Как определить типы резьбы?
- Что означает NPTF: Female, fine или fuel?
- Какая внутренняя резьба является конической / конической?
- В чем разница между G-резьбой (BSPP) и R-резьбой (BSPT)?
- Могу ли я использовать уплотнительное кольцо с резьбой NPT?
- Совместима ли трубная резьба NPT и BSP?
- Что такое заедание винта / гайки и как его избежать?
- Какой метод уплотнения рекомендуется при установке фитинга PA / PVDF с наружной конической резьбой на металлическую ответную деталь?
- Какая резьба у фитинга JIC?
Это предварительный просмотр страницы.
Принимать куки
Отклонить файлы cookie
Мы используем файлы cookie только для отслеживания посещений нашего веб-сайта, мы не храним никаких личных данных. Пожалуйста, обратитесь к нашей Политике конфиденциальности.
ios — Swift 3 — обновление пользовательского интерфейса из основного потока
В приведенном здесь примере кода вы отправляете reloadData в основную очередь. Но в этом нет необходимости, потому что закрытие responseJSON уже выполняется в основной очереди, поэтому нет необходимости что-либо отправлять.Итак, вы должны удалить эту отправку reloadData в основную очередь.
Теперь, если вы использовали URLSession , который по умолчанию запускает закрытие в фоновой очереди, или если вы явно указали фоновую очередь в качестве параметра очереди для responseJSON , тогда, да, вы бы отправили reloadData в основную очередь. Но это не единственное, что вам нужно обязательно отправить в основную очередь, так как обновления вашей модели и обновления HUD также должны выполняться в основной очереди.Но это спорный вопрос, потому что этот ответ JSON уже выполняет свой обработчик завершения в основной очереди.
Затем в комментариях вы позже спросите, все ли это выполняется в основной очереди, следует ли отправлять все это в фоновую очередь, как вы это делали в предыдущем вопросе (предположительно, с намерением избежать блокировки основной очереди. ).
Оказывается, в этом нет необходимости (и нежелательно), потому что пока обработка ответа в обработчике завершения responseJSON выполняется в основной очереди, сам сетевой запрос выполняется асинхронно.Вы могли бы отправить код обработчика завершения в фоновую очередь (или указать фоновую очередь в качестве параметра для responseJSON ), если бы вы выполняли что-то ресурсоемкое при закрытии. Но вам не нужно беспокоиться о том, что сетевой запрос блокирует основную очередь.