Температура плавления бронзы – можно ли лить бронзу дома? + Видео
Бронза в зависимости от марки сплава плавится при разных температурах. При надлежащем оснащении оборудованием и соблюдении технологии ее можно отливать в домашних условиях.
1 Виды бронз и температура их плавления
Бронза – это сплав меди с дополнительным легирующим элементом. Чаще всего в качестве такого компонента выступает олово, а также алюминий, кремний, свинец, бериллий. Как правило во всех марках бронзы в очень малых количествах присутствуют такие добавки как свинец, цинк, фосфор и другие. Сплавы меди с никелем (мельхиор, копель, константан, нейзильбер) и цинком (латунь) не относят к бронзам.
От процентного содержания основных легирующих элементов и дополнительных примесей зависит цвет бронзы, ее физико-химические характеристики. Каждый отдельный сплав имеет свою маркировку. Температуры плавления бронз находятся в диапазоне 930–1140 оC.
Все сплавы бронзы условно делят на два основных типа:
- оловянные;
- безоловянные.
Первый вид – сплав меди, в котором основной легирующий элемент олово. Эта бронза – один из первых сплавов металлов, который освоил человек. Медь в нем преобладает, он тверже и прочнее меди, но более легкоплавок. Классической маркой такой бронзы, используемой издревле и по наши дни применяемой для изготовления колоколов, является так называемая колокольная бронза, в которой меди 80 %, а олова 20 % (разброс составов может достигать 3 %). Ее недостаток – повышенная хрупкость, обусловленная большим количеством олова.
Безоловянные бронзы не содержат олова. Основные виды:
- бериллиевая – самый прочный и стойкий сплав, превосходящий по основным характеристикам высококачественную сталь;
- кремниецинковая – обладает высокой механической стойкостью к трению, в расплавленном состоянии – текучестью;
- свинцовая – с повышенной стойкостью к коррозии;
- алюминиевая – высокая стойкость к коррозии и фрикционные характеристики.


Оловянные бронзы, несмотря на то, что уступают по отдельным характеристикам другим маркам, на сегодняшний день являются самыми распространенным. Для всех сплавов в маркировке сначала указывается, что это бронза (Бр), а затем следуют обозначения входящих в нее добавок, после чего идет их процентное содержание. Например: Бр ОЦСН3-7-5-1 – бронза с добавками: олова 2,5–4 %, цинка 6–9,5 %, свинца 3–6 %, никеля 0,5–2 %. Другие компоненты обозначают: А – алюминий, Б – бериллий, Ж – железо, К – кремний, Мц – марганец, Ф – фосфор. Какой сплав наиболее распространен? Это следующие марки: литейные БрО5, БрО19, БрОЦ8-4, БрОЦ10-2, БрОФ10-1 и ковкая БрОС5-25.
В зависимости от содержания в меди добавок и примесей оловянная бронза может плавиться при температурах 900–950 оC, а безоловянная – 950–1080 оC.
При литье важна такая особенность оловянных литейных бронз как большая вязкость (больше, чем у латуни), поэтому расплав перед отливкой необходимо перегреть. В то же время эти сплавы характеризуются незначительной усадкой при остывании, что позволяет делать из них фасонные отливки.
2 Можно ли плавить и отливать бронзу в домашних условиях?
Совсем в домашних условиях отливать бронзу не получится. Обращение с жидким раскаленным до 1000 оC и выше металлом требует определенных условий. Для литья мелких изделий (кольца, другие украшения и подобное) потребуется как минимум отдельная комната с хорошей вентиляцией и всеми мерами пожарной безопасности. Для плавки бронзы при изготовлении крупных деталей необходима мастерская или хотя бы гараж с земляным или бетонным полом. Хорошая вентиляция подразумевается.
Для плавки используют муфельную печь (желательно с регулятором температуры) и/или горн (для крупного литья). Понадобятся также:
- тигель – стальная или чугунная емкость, в которой плавят металл, с носиком для переливания расплавленного материала;
- щипцы;
- крюк;
- готовая литейная форма для будущего изделия;
- древесный уголь, а лучше кокс – для топки горна.

Бронзу кусками помещают в тигель, который затем устанавливают в печи или горне. После расплавления выдерживают металл в печи еще 4–5 минут для его максимального прогрева, что будет способствовать наиболее качественному заполнению бронзой формы, особенно в тонких местах. Затем тигель извлекают из горна крюком. Расплавленный сплав заливают в форму через литниковое отверстие. Струя металла должна быть тонкой, чтобы не вызвать размывание формы, но непрерывной.
Перед заливкой сплава форму требуется прокалить в горне или печи. Последнюю сначала разогревают до 550–600 оC, затем в нее помещают форму и увеличивают температуру до 900 оC. При такой температуре длительность прокаливания составляет 2–4 часа (в зависимости от массивности формы). По завершении прокаливания форму извлекают из печи и охлаждают до 500 оC.
3 Особенности заливки бронзы в форму
В формы сравнительно больших размеров расплавленный сплав затекает и распределяется в них под действием силы тяжести (собственного веса). Находящийся внутри воздух при этом хорошо вытесняется жидкой бронзой. Когда у отливки маленькие размеры, воздух не позволяет расплавленному сплаву заполнить форму по всем полостям – получить изделие хорошего качества невозможно.
Преодолеть это затруднение можно, если поместить форму с залитым металлом в центрифугу (ручную или электрическую). Центробежная сила поможет вытеснить воздух и даст возможность бронзе полностью заполнить форму. Выполнять эту операцию следует очень быстро, пока сплав находится в неостывшем расплавленном состоянии.
Когда бронза полностью остынет, форму разнимают и извлекают готовую отливку. У получаемых таким способом изделий поверхность как правило шероховатая и даже с наплывами металла там, где были литник и отводящие воздух каналы. Поэтому заготовку из бронзы необходимо подвергнуть механической и чистовой обработке.
4 Изготовление литейной формы под отливку
Литейную форму изготавливают в формовочном ящике, который называют опокой, а делают из неструганных досок (чтобы обеспечить лучший контакт стенок с формовочной землей). У опоки размеры должны быть приблизительно в 1,5 раза больше габаритов детали. Она состоит из 2-х частей:
У опоки размеры должны быть приблизительно в 1,5 раза больше габаритов детали. Она состоит из 2-х частей:
- верхней – рамка в виде ящика без дна и верха с поперечинами (двумя или тремя) посередине;
- нижней – представляет собой ящик с дном.
Чтобы обе части прочно соединялись между собой, на нижнем ящике делают фиксаторы, а в рамке – углубления под них. Затем готовят формовочную землю: тщательно перемешивают мелкий чистый песок – 75 % от общего объема, глину – 20 % и каменноугольную пыль – 5 %. Должна получиться однородная масса.
Для изготовления формы потребуется модель будущей отливки. Ею может служить сама деталь или специальная модель, которую выполняют из дерева или какого-нибудь иного материала. Когда для формовки используют уже сработанное (поврежденное) в отдельных местах изделие, то недостающие фрагменты на нем наращивают шпатлевкой (лучше эпоксидной) до контуров такой же новой детали. Полностью затвердевшие реставрированные места необходимо обработать напильником и зачистить шкуркой.
Формовку выполняют следующим образом:
- Формовочную землю насыпают в нижний ящик опоки до его верха, а затем слегка утрамбовывают.
- Готовую модель припудривают тальком или порошкообразным графитом и вжимают наполовину в землю. Модель размещают так, чтобы ее выступы и иные части легко извлекались из формы, которая при этом не разрушалась бы.
- Землю внутри ящика и модель, лежащую в ней, посыпают тальком или графитом.
- На ящик устанавливают верхнюю часть опоки, совмещая отверстия с фиксаторами. В неответственной части отливаемой детали устанавливают коническую пробку (узкой частью к модели, а широкой кверху) для последующего формирования литника (расплавленный сплав будет заливаться в форму через него).
- Формовочную землю с избытком насыпают в опоку и хорошо утрамбовывают.
- Очень аккуратно извлекают пробку литника.
- С помощью острого предмета разъединяют части формы, снимают верхнюю и вынимают из нижней модель.

У полученной формы на обеих частях должны иметься углубления, в точности отображающие геометрию детали.
В некоторых случаях приходится дополнительно подправлять форму с помощью тонкого гибкого ножа:
- формовочную землю добавляют в тех местах, где она вынулась вместе с моделью, прилипнув к последней;
- излишки земли удаляют.
У форм для длинных деталей в одном конце формируют литник, а на другом – аналогичное отверстие, но служащее для выхода из них воздуха по мере их заполнения расплавленным сплавом.
Обе половины формы должны подсохнуть. После этого их соединяют, а затем хорошо сжимают (между ними не должно остаться щели). Форма для заливки бронзы готова.
5 Нюансы получения более качественного литья
Чтобы отливать изделия с высокими точностью, качеством и любой формы, используют другую технологию создания модели и формы, более сложную. Модель для будущего литья изготавливают из парафина, воска либо иного подручного легкоплавкого материала. Потом ее заформовывают в неразъемной форме из жаростойкой массы (материала). Незначительным нагреванием либо даже погружением в кипящую воду выплавляют парафиновую модель из формы. Растаявший воск сам вытекает через подготовленное отверстие (впоследствии литник). Созданная форма готова для заливки расплавленного металла. В случае тщательного формования этот способ позволяет воспроизвести в изделии мельчайшие детали модели.
Материал, используемый для изготовления модели, должен обладать температурой плавления 50–90 оC и плотностью, меньшей, чем у воды, чтобы он во время выплавления модели мог беспрепятственно всплывать на поверхность. Чтобы достичь высокой точности изготовления изделия, сначала, используя оригинал, делают гипсовую форму, в которую отливают модель из воска. Этот процесс почти ничем не отличается от литья отливки из металла. Разница только в том, что при заливке гипса вместо опоки используется картонная коробка.
Технология и температура плавления бронзы в домашних условиях
Бронза – медный сплав, легированный оловом, алюминием, свинцом и другими элементами. Медь, легированная цинком – это латунь, а никелем – мельхиор. Одним из способов получения бронзовых изделий является литье. Расплавленный металл заливают в форму, где он застывает.
Классификация
Бронзовые сплавы по составу делятся на:
- Оловянные.
- Безоловянные.
Как понятно из названия, имеется в виду наличие или отсутствие в них олова. Вторые бывают алюминиевыми, кремнистыми, бериллиевыми и другими, в зависимости от главного легирующего компонента.
Добавки по-разному влияют на качество сплава:
- Олово – придает прочность, улучшает антифрикционные свойства. Большое количество олова охрупчивает металл.
- Бериллий – хорошо упрочняет материал, он сравним по свойствам со сталью.
- Свинец – улучшает коррозионную стойкость.
- Алюминий – снова стойкость к коррозии и антифрикционные качества.
- Железо – улучшает структуру и прочностные свойства.
По технологическим свойствам бронзы разделены на:
- Обрабатываемые давлением (деформируемые) – хорошо штампуются, куются.
- Литейные.
Маркировка
Принцип маркировки такой:
- Пишут буквы Бр (означает «бронза»).
- Пишут буквы, обозначающие легирующие элементы:
- Пишут цифры, обозначающие количество каждого элемента в процентах. Для деформируемых бронз цифры пишут в конце маркировки в том же порядке, что и буквы.
Для литейных цифру пишут после каждого легирующего компонента. Например:
БрОФ10-1 – деформируемая бронза. Олова примерно 10%, а фосфора 1%, остальное – медь. Или:
БрА10Ж3 – литейная бронза, где алюминия 10%, железа 3%, остальное – медь.
Могут быть и другие примеси, но их количество незначительно.
Температура плавления
В таблице приведена температура плавления бронзы некоторых марок, а также температура заливки. Из таблицы видно, что температуры плавления и литья у материалов не совпадают. Это связано с тем, что бронза – вязкий материал. Его нужно расплавить, затем хорошо нагреть перед заливкой, чтобы достичь максимальной текучести расплава.
Из таблицы видно, что температуры плавления и литья у материалов не совпадают. Это связано с тем, что бронза – вязкий материал. Его нужно расплавить, затем хорошо нагреть перед заливкой, чтобы достичь максимальной текучести расплава.
Можно ли отливать бронзу дома
Хорошая новость – этот металл растопить можно не только в промышленных условиях, но и в домашних. Правда «дома» – понятие относительное. Лить у себя на кухне не получится. Нужно, как минимум отдельное помещение с хорошей вентиляцией. Это для небольших вещей, например, мелкого художественного литья. Для крупных деталей понадобится гараж или ангар.
У бронзы малая усадка – менее 1%, из нее изготавливают точные отливки. Но в любом случае достичь промышленного качества литья не получится. И главное – нужно соблюдать меры предосторожности и пожарной безопасности! О них речь пойдет в конце статьи.
В качестве сырья используют бронзовый лом, можно переплавить своими руками детали сантехники. Промышленность выпускает металл в слитках.
Как сделать форму для литья
Материал для формы (оснастки) в непромышленных условиях – песчаная или глиняная смесь (литье в «землю») и гипс.
Примеры смесей для литья в «землю»:
- песок, глина, каменноугольная пыль в соотношении 75% – 20% – 5%.
- глина, шамотный кирпич, тонкие древесные опилки, соотношение 40% – 40% – 20%.
Компоненты смешивают до получения однородной консистенции.
Также может использоваться модель изделия из дерева либо другого материала. Также это может быть готовая деталь, образец.
Приспособление для подготовки песчаной оснастки – опока. Она состоит из двух ящиков без крышки, обычно деревянных. Нижний – с дном, верхний – без дна (по сути, рама). Части опоки имеют центрирующие элементы для их точного расположения относительно друг друга. Они иногда скрепляются между собой фиксаторами.
Оснастку изготавливают так:
- Перед работой поверхность опок и образец изделия присыпают тальком.
- В нижний ящик насыпают песчаную смесь до края и трамбуют.
- Модель детали кладут в опоку на землю и вжимают.
- На нижний ящик опоки кладут верхнюю раму.
- На модель крепят усеченный конус узкой частью к изделию. Это модель литника, через него зальют расплав. Желательно, чтобы место расположения литника было самой толстой частью изделия. Нужно учитывать, что на готовой детали в месте заливки могут быть дефекты.
- Верхнюю опоку заполняют доверху смесью. Снова трамбуют.
- Достают из песка модель литника.
- Острым тонким предметом разъединяют верхнюю и нижнюю половины, обозначая линию разъема. Верхнюю опоку с песчаной массой в ней снимают, изделие осторожно вынимают из песка.
- Части формы сушат и вновь соединяют.
Линию разъема выбирают так, чтобы деталь вынималось из оснастки, не повредив ее. Кроме того, иногда в части изделия, противоположной литнику, делают «воздушник». Это такое же отверстие в оснастке, как и литник. Через него в процессе заливки воздух выходит из полости.
Заливка металла
Для того чтобы расплавлять материал понадобится:
- Плавильная муфельная печь, желательно с регулятором нагрева. Для крупных отливок нужен горн. Иногда материал плавят автогеном, паяльной лампой, газовой или бензиновой горелкой.
- Тигель – стальная, чугунная или шамотная (из огнеупорной глины) емкость для плавки, желательно с носиком.
- Щипцы и крюк для извлечения горячего тигля из печи и других манипуляций.
- Литейная форма. Как ее подготовить к работе, описано ниже.
- Флюс. Нужен для предохранения сплава от окисления воздухом. Древесный уголь, бура.
- Топливо для горна, например, тот же древесный уголь.
- Керамическая или березовая палочка для перемешивания расплава.
Технология литья
- Куски сырья кладут в тигель и нагревают в печи до нужной температуры (на 50-100˚ Цельсия выше температуры заливки) и выдерживают 4-5 минут. Перегрев нежелателен, так как некоторые компоненты сплава могут гореть при высоких температурах. До заливки расплав несколько раз перемешивают палочкой. Плавку ведут под слоем флюса. Он изолирует металл от воздуха и не дает окисляться.
- Тигель с жидким металлом вынимают из печи с помощью крюка и щипцов. Обязательно ложкой снимают шлак с поверхности расплава.
- Тонкой непрерывной струей аккуратно заливают материал в полость оснастки через специальное отверстие (литник).
- Когда металл остыл, затвердевшее изделие вынимают. Иногда плавильную форму размыкают и деталь выбивают оттуда либо разрушают оснастку, если она одноразовая.
Если деталь сложная по геометрии или очень маленькая, расплав может выдавливать не весь воздух из полости, и на детали возникают дефекты. В этом случае используют центробежное литье. Оснастку устанавливают во вращающуюся центрифугу. Под действием центробежной силы жидкий металл равномерно распределяется по полости формы. Привод центрифуги бывает ручной или электрический.
Подготовка формы
Перед работой форму прогревают. Печь греют до 500-600˚С, помещают туда оснастку и повышают температуру в печи до 900˚С. Прокаливают в течение 2-5 часов. Время зависит от размера формы. Затем ее достают и остужают до 500-600˚С. После этого можно лить металл.
Изготовление отливок высокого качества
Можно получить изделия более высокого качества, чем при литье в землю. Для этого применяют литье по выплавляемым моделям.
Оснастку изготавливают из гипса. Она одноразовая, разрушаемая. Чтобы сделать форму, нужна модель изделия из воска, парафина или другого легкоплавкого материала. Этот материал должен быть легче воды. Далее будет сказано, почему это важно.
Изготавливают восковую модель также литьем в гипсовую оснастку. Модели сложной конфигурации делают из нескольких частей. А гипсовую оснастку для модели делают по оригиналу изделия либо его модели аналогично оснастке из песка. Получается цепочка: оригинал изделия – гипсовая форма для восковой модели – модель – гипсовая форма для металла – готовое изделие.
Модели сложной конфигурации делают из нескольких частей. А гипсовую оснастку для модели делают по оригиналу изделия либо его модели аналогично оснастке из песка. Получается цепочка: оригинал изделия – гипсовая форма для восковой модели – модель – гипсовая форма для металла – готовое изделие.
Когда оснастка для изделия готова, восковую модель из нее выплавляют, погружая форму в горячую воду или просто нагревая. Расплавившийся воск вытекает из полости через то же отверстие, куда потом зальют металл. Именно поэтому материал модели должен быть легче воды – чтобы при выплавке в воде он поднимался на поверхность.
Ознакомиться с процессом можно по инструкции в приведенном видео.
Меры предосторожности
Чтобы лить бронзу в непромышленных условиях, нужно отдельное помещение с принудительной вентиляцией. Для мелких деталей подойдет комната, для больших нужен гараж или ангар.
Пол в мастерской делают из негорючего материала. Обязательно устанавливают рабочий огнетушитель. В мастерской запрещено хранить легковоспламеняющиеся вещества.
Работать следует в специальной одежде, в перчатках, маске и респираторе. Некоторые материалы при плавке выделяют вредные вещества. Особенно осторожным следует быть, переплавляя старинный металл, так как при нагревании он иногда выделяет мышьяк.
Бронза температура плавления — Справочник химика 21
Медь, серебро и золото несколько выпадают из общей для переходных металлов закономерности по своему электронному строению с валентной конфигурацией Они характеризуются более низкими температурами плавления и кипения, чем предшествующие им переходные элементы, и являются довольно мягкими металлами. Проявление таких свойств соответствует закономерной тенденции к ослаблению металлических связей, обнаруживаемой начиная с группы У1Б(Сг-Мо- У). Эта тенденция объясняется постепенным уменьшением числа неспаренных -электронов у атомов металлов второй половины переходных рядов. Медь, серебро и золото обладают очень большой электро- и теплопроводностью, поскольку их электронное строение обусловливает высокую подвижность 5-электронов. Эти металлы ковки, пластичны и инертны и могут находиться в природе в металлическом состоянии. Они встречаются довольно редко и поэтому имеют высокую стоимость, но все же распространены значительно больше, чем платиновые металлы. Относительно большая распространенность и возможность существования этих металлов в природе в несвязанном виде послужили причиной того, что они явились первыми металлами, с которыми познакомился чёловск и кошрые иН научился обрабатывать. По-видимому, первым металлом, который стали восстанавливать из его руды, была медь. Металлургия началась с открытия того, что сплав меди с оловом (естественно встречающаяся примесь) дает намного более твердый материал — бронзу. Медные предметы были найдены [c.446]
Медь, серебро и золото обладают очень большой электро- и теплопроводностью, поскольку их электронное строение обусловливает высокую подвижность 5-электронов. Эти металлы ковки, пластичны и инертны и могут находиться в природе в металлическом состоянии. Они встречаются довольно редко и поэтому имеют высокую стоимость, но все же распространены значительно больше, чем платиновые металлы. Относительно большая распространенность и возможность существования этих металлов в природе в несвязанном виде послужили причиной того, что они явились первыми металлами, с которыми познакомился чёловск и кошрые иН научился обрабатывать. По-видимому, первым металлом, который стали восстанавливать из его руды, была медь. Металлургия началась с открытия того, что сплав меди с оловом (естественно встречающаяся примесь) дает намного более твердый материал — бронзу. Медные предметы были найдены [c.446]
Сплавы на основе меди. Бронза — под этим названием выпускаются сплавы, в состав которых входят медь (до 90%), олово (до 10%), свинец (до 1%). При сравнительно низкой температуре плавления (900—1300 ) бронзы обладают ценными механическими свойствами. [c.321]
Магний сильно уступает бериллию как по прочности, так и по температуре плавления (650°С). Он химически более активен, чем бериллий, и легко поддается коррозии. Но магний более доступен и широко применяется в самолетостроении для внутрифюзеляжных конструкций. Магний употребляется как чистый, так и в сплавах. Сплав (МА8), содержащий 1,5—2,5% Мп и 0,15—0,25% Се, обладает высокими механическими свойствами, которые могут быть еще улучшены механической обработкой (прокат, деформирование). В табл. 61 приведены механические свойства чистого магния и этого сплава. Там же приведены свойства чистой меди и бериллиевой бронзы (БрБ-2,5). [c.311]
Бронза. Бронза—сплав, известный еще в древности. Бронза широко применяется вследствие ее сравнительно низкой температуры плавления (900—1000° С) и высоких механических свойств.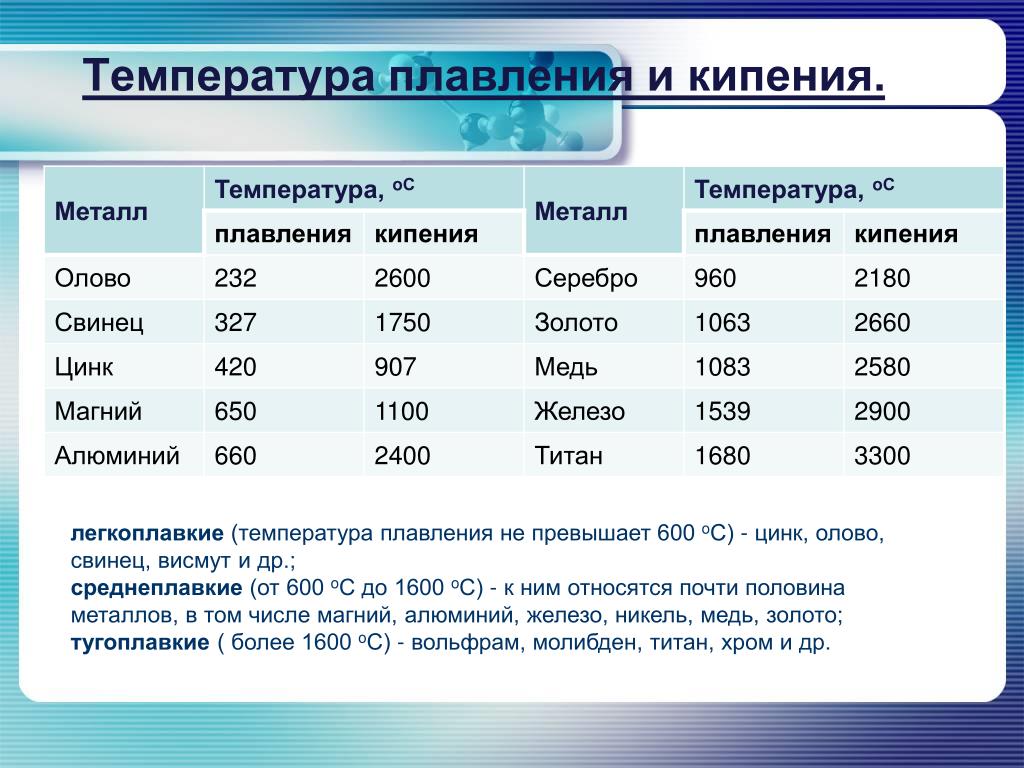 Из бронзы до открытия железа изготовляли различные орудия, оружие и предметы домашнего обихода. [c.314]
Из бронзы до открытия железа изготовляли различные орудия, оружие и предметы домашнего обихода. [c.314]
Сплавы меди с оловом (алюминием, кремнием и некоторыми другими металлами) называются бронзами. Их температура плавления значительно ниже, чем у меди. Оловянистые бронзы часто имеют сложный химический состав, особенно в археологических предметах. Бронза -один из важнейших материалов, открытых человеком в древнейшие времена. [c.132]
Печи для плавки сплавов на основе меди. Канальные индукционные печи для плавки и подогрева меди и спла ВОВ на медной основе (латуни, бронзы, томпака, мель хиора и т. п.) изготавливаются как периодического, так и непрерывного действия (миксеры). Корпус печи кон струируется прямоугольной или цилиндрической формы В последнее время применяют печи барабанного типа со сменными индукционными единицами. На рис. 3.10 при ведена конструкция печи ИЛК-16, имеющей цилиндри ческую ванну и щесть индукционных отъемных единиц Футеровка выполняется из шамотной набивной массы Теплоизоляцией служит диатомитовый кирпич. При плавке латуней и бронз температура разлива составляет 1100—1200° С. Большой перегрев металла свыше указанного значения может вызвать так называемую цинковую пульсацию, которая возникает при парообразовании цинка, входящего в состав расплава (цинк кипит при 916° С, тогда как температура плавления меди 1083° С). Цинковая пульсация выражается в кратковременном прекращении тока в каналах печи и затем его восстановлении, так как парообразование при исчезновении тока прекращается. Это приводит к характерному качанию стрелок измерительных приборов. [c.124]
Олово — серебристо-белый, мягкий металл с удельным весом 7,3. Температура плавления 231,9° С. При сгибании оловянных палочек раздается характерный треск, возникающий вследствие трения друг о друга кристаллов металлического олова. Олово легко прокатывается в тонкие листы, называемые оловянной фольгой, или станиолем.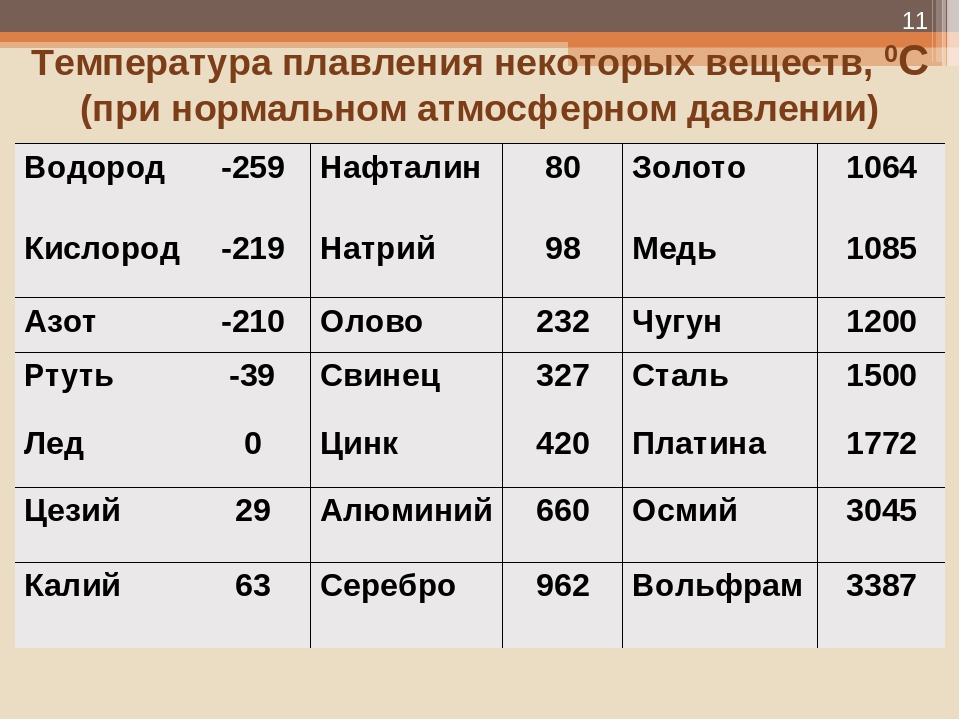 На воздухе не окисляется, не взаимодействует с водой и трудно поддается действию разбавленных кислот. Это позволяет применять олово для покрытия железа, лужения бытовой и технической посуды, изготовления белой жести (луженое железо) и фольги. Большое количество олова расходуется для получения ценных сплавов бронзы, баббитов, припоев и др. [c.276]
На воздухе не окисляется, не взаимодействует с водой и трудно поддается действию разбавленных кислот. Это позволяет применять олово для покрытия железа, лужения бытовой и технической посуды, изготовления белой жести (луженое железо) и фольги. Большое количество олова расходуется для получения ценных сплавов бронзы, баббитов, припоев и др. [c.276]
Металлическое олово идет на изготовление различных технических сплавов, таких, как бронзы и сплавы с низкой температурой плавления (сплав Вуда и др.). Из олова, сурьмы и меди делают подшипники. Оно входит в состав типографских сплавов. Сплавы олова с золотом и серебром применяются в зубоврачебной технике. Из олова делают также сплавы для пайки, которые легко плавятся и трудно окисляются, например припой третник ( 5.4). [c.191]
Медь, серебро золото — слабые восстановители, окисляются с трудом. Их температура плавления порядка 1000° С (см. табл. 33), температура кипения высокая, большая плотность, кристаллическая решетка типа К-12. Опи легко куются и прокатываются, очень тепло-и электропроводны. В силу большой химической устойчивости золото и серебро находятся в природе в самородном состоянии. Эти металлы и их сплавы известны с древнейших времен, издавна применяются в различных денежных системах. Медь и ее сплавы (бронза, латунь) использовались для изготовления оружия, украшений, домашней утвари. [c.442]
Итак, дуговые печи косвенного действия— небольшие (до 500—600 ква), обычно однофазные печи, служащие для плавления металлов с температурой плавления не выше 1 300—1400° С, в основном печи для плавления цветных металлов. В ннх переплавляют как с целью рафинировки, так и для фасонного литья медь и ее сплавы — бронзы, латуни и т. п. и другие цветные [c.5]
Висмутовые припои имеют низкие температуры плавления, но плохо смачивают поверхность большинства металлов, хрупки и имеют низкую пр(] чность паяных соединений. Особенностью припоев (так же, как и сплавов) является увеличение объема при кристаллизации, что может оказаться полезным при пайке изделий из меди и бронзы сложной конфигурации. [c.139]
[c.139]
Индиевые припои наряду с низкой температурой плавления обладают хорошей смачивающей способностью по отношению к металлам, керамике, стеклу. Припои на основе индия обладают высокой коррозионной стойкостью. Некоторые низкоплавкие сплавы индия могут быть использованы при реставрации серебряного слоя зеркал, участков потертости и разрушений посеребренных изделий из бронзы. [c.139]
Бронза — сплав меди с оловом. Температура плавления оловянистых бронз 900—950° С. Имеются также безоловянистые бронзы, представляющие собой сплавы меди с алюминием, с марганцем или с другими элементами. Температура плавления безоловянистых бронз 950—10802 С. [c.37]
Влияние цинка сказывается в улучшении литейных свойств (понижение температуры плавления и улучшение жидкотекучести). Бронзы с примесью цинка обладают по.вышенной хрупкостью. При больших нагрузках на вкладыш антифрикционные свойства оловянистой бронзы с добавкой цинка несколько понижаются трущаяся поверхность вкладыша подвергается различным напряжениям наклепу, растяжению, сжатию, вследствие чего поверхностный слой начинает разрушаться, от него отрываются тонкие пластинки металла в виде чешуек. [c.533]
Физико-химические свойства оловянистых бронз следующие температура плавления 1000—1050 С Вв 15—25 /сГ/жд2 б от 3% (для литых в кокиль) и до 25% (для литых в песок) твердость 60—120 НВ усадка линейная 1.2—1,5%. [c.535]
Реакционную смесь выливают в охлажденный до 0° раствор 200 г (1,2 мол.) иодистого калия в 200 мл воды. Через несколько минут добавляют 1 г медной бронзы (примечание 2) при непрерывном перемешивании и раствор медленно нагревают на водяной бане. Температуру поддерживают при 75—80° до тех пор, пока не прекратится выделение азота. Иодфенол при этом выделяется в виде тяжелого темноокрашенного масла. По охлаждении до комнатной температуры реакционную смесь извлекают три раза порциями по 165 мл хлороформа и соединенные вытяжки промывают разбавленным раствором тиосульфата. Растворитель отгоняют на водяной бане, а остаток перегоняют в вакууме, причем п-иодфе-нол собирают при 138—140°/5 мм. Однократная перекристаллизация из 2 л нефтяной фракции (т. кип. 90—110°) дает бесцветный продукт с резкой температурой плавления 94°. Выход продукта после перекристаллизации 153—159 г (69—72% теоретич.). [c.289]
Растворитель отгоняют на водяной бане, а остаток перегоняют в вакууме, причем п-иодфе-нол собирают при 138—140°/5 мм. Однократная перекристаллизация из 2 л нефтяной фракции (т. кип. 90—110°) дает бесцветный продукт с резкой температурой плавления 94°. Выход продукта после перекристаллизации 153—159 г (69—72% теоретич.). [c.289]
Благодаря большой ковкости и пластичности, низкой температуре плавления, малой твердости, невысокой химической активности (устойчивости к атмосферной коррозии) и очень незначительной токсичности металлическое олово находит широкое применение. Его применяют в производстве станиоля (для упаковки пиш евых продуктов, фармацевтических препаратов и т. д.), для изготовления труб, коробок (для фармацевтических препаратов), змеевиков (применяемых во многих дистилляционных аппаратах), для лужения жести или изделий из железа и латуни и т. д. Из олова делают также сплавы для пайки, для подшипников, для заш,иты от коррозии (они легкоплавки и трудно окисляются). Олово входит в состав типографских сплавов, бронз и некоторых видов латуни. Его применяют также в качестве восстановителя (в присутствии кислот) или катализатора в процессе хлорирования многих веществ. [c.405]
Дисперсноупрочненные материалы — более широкий класс композитов, чем металлы, упрочненные волокнами. Напомним, что дисперсноупрочненными называют металлические материалы, упрочненные дисперсными частицами тугоплавких соединений. Отличительной особенностью их является наличие высокодисперсных, равномерно распределенных на заданном расстоянии друг от друга частиц фазы упрочнителя, не взаимодействующ,их активно с матрицей, не растворяюш,ихся в ней вплоть до температуры плавления и искусственно вводимых в сплав на одной из технологических стадий его приготовления. Первый дисперсноупрочнен-ный материал (вольфрам, упрочненный ТЬОз) был создан свыше 60 лет назад. Л1аксимальный эффект упрочнения достигается при достаточно малом размере частиц (0,01—0,06 мкм), их равномерном распределении и оптимальном расстоянии между ними (0,1—0,5 мкм).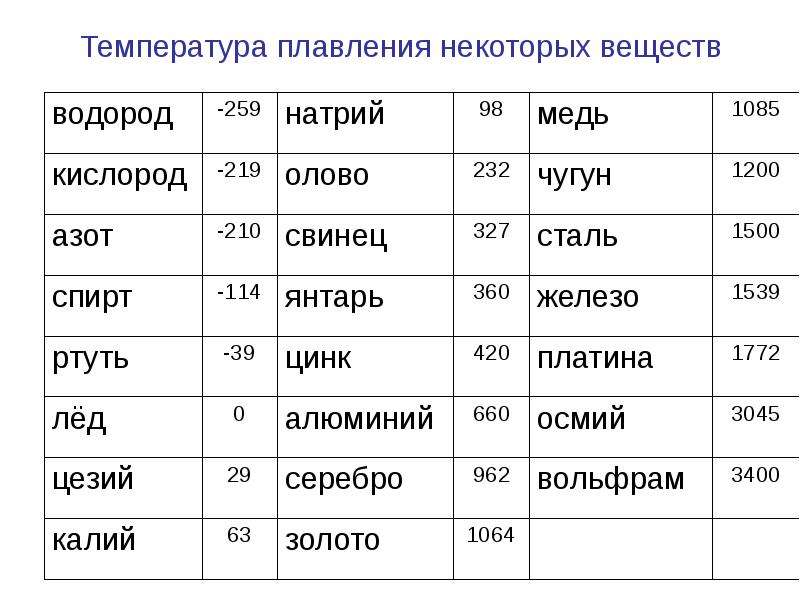 Обш,ее количество упрочняющей фазы обычно не превышает 5—107о. В отличие от дисперсионно-твердеющих сплавов, у которых упрочняющая дисперсная фаза выделяется из пересыщенного твердого раствора (дюралюминий, бериллиевые бронзы, железо-никелево-хромовые сплавы), в дисперсноупрочнен-ных композиционных материалах эта фаза вводится искусственно. Наиболее известные дисперсноупрочненные композиционные материалы — ТД-никель (N1-1-0,2% ТЬОз), ТД-нихром (N 4-20%, Сг + 2% ТЬОз), В9У-1 (N14-2,5% ТЬОг), [c.155]
Обш,ее количество упрочняющей фазы обычно не превышает 5—107о. В отличие от дисперсионно-твердеющих сплавов, у которых упрочняющая дисперсная фаза выделяется из пересыщенного твердого раствора (дюралюминий, бериллиевые бронзы, железо-никелево-хромовые сплавы), в дисперсноупрочнен-ных композиционных материалах эта фаза вводится искусственно. Наиболее известные дисперсноупрочненные композиционные материалы — ТД-никель (N1-1-0,2% ТЬОз), ТД-нихром (N 4-20%, Сг + 2% ТЬОз), В9У-1 (N14-2,5% ТЬОг), [c.155]
В фазе состава Кад УвО] , отвечающей нижнему пределу интервала составов, некоторые туннели могут содержать в себе упорядоченные ряды атомов, хотя другие из них остаются пустыми. Озеров предположил [347], что в этом соединении, как и в изоморфной бронзе К2 д Уб015 [349], щелочной металл находится в металлическом состоянии. Доказательства его основывались на данных по измерению электрического сопротивления при различных темпе ратурах и подкреплялись выдвинутым автором предположением о (хотя и маловероятном) пере-расиределении атомов щелочных металлов. Ввиду возможности появления самых различных изменений, вплоть до образования искаженной структуры, в результате нагревания до температуры плавления, эта модель маловероятна. Получен также медный аналог этого соединения Сцз.вУвОхб [348]. [c.154]
Наряду с покрытиями чистыми металлами уже давно была показана возможность осаждения разнообразных бинарных и более сложных сплавов. Ряд давно известных сплавов в связи с новыми требованиями промышленности получил широкое применение. Так, например, латунные покрытия применяются для улучшения сцепления резины с металлами, а покрытия из малооловянистой бронзы хорошо защищают сталь от воздействия горячей воды. Покрытия бронзой с большим содержанием олова (40—50%) хорошо полируются, отличаются высоким блеском и твердостью, коррозионной стойкостью, немагнитны и могут в ряде случаев успешно конкурировать с никелевыми и хромовыми покрытиями.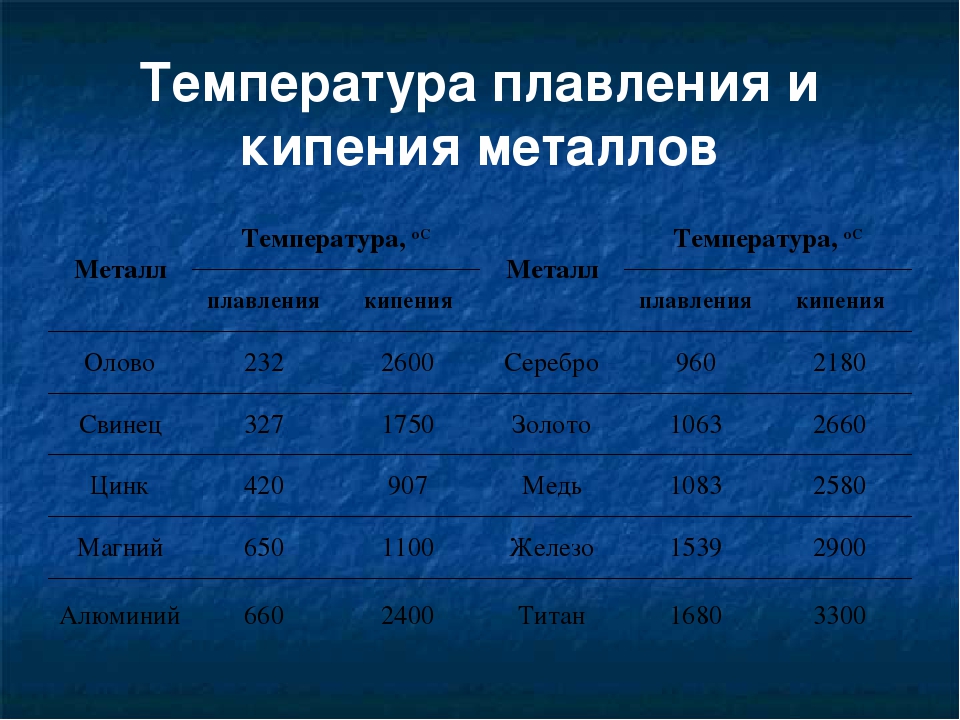 Сплавы олова и свинца стали широко применяться для покрытия контактов, подлежащих пайке. Такие сплавы имеют более низкую температуру плавления по сравнению с чистым оловом и значительно дешевле. [c.3]
Сплавы олова и свинца стали широко применяться для покрытия контактов, подлежащих пайке. Такие сплавы имеют более низкую температуру плавления по сравнению с чистым оловом и значительно дешевле. [c.3]
Олово широко применяется для изготовления различных технических сплавов, например, бронзы, а также сплавов с очень низкой температурой плавления. Так, например, сплав Вуда, состоящий из 7 частей висмута, 4 частей свинца, 2 частей олова и 2 частей кадмия, плавится при — -65° сплав Розе состоит из 2 частей висмута, 1 части свинца и 1 части олова, он плавится при 70° и т. д. [c.359]
Пример легкого и вместе с тем твердого сплава — электрон. Он содержит магний, алюминий, марганец и цинк. Сплав победит, содержащий углерод, вольфрам и кобальт — один из самых твердых сплавов, известных в настоящее время. По твердости он приближается к алмазу. Сплав Вуда, содержащий висмут, кадмий и олово, имеет сравнительно низкую температуру плавления (около 70°С), поэтому его применяют в электротехнике для изготовления легкоплавящихся предохранителей. Давно известными сплавами являются бронзы разного состава, содержащие главным образом медь и олово. [c.195]
Обработка поверхности покрытия, нанесенного с целью восстановления изношенных деталей, имеющих форму тел вращения, производится обычными металлорежущими станками. Практически установлено, что при каждом наслоении при распылении мягких металлов (например свинца, кадмия), образуется покрытие толщиной около 0,08 мм, а при распылении металлов, имеющих температуру плавления от 500 до 1100° (например меди, бронзы, и др.) 0,04 мм. При распылении тугоплавких металлов (как монель-металл, нержавеющая сталь и т. п.) образуется слой от 0,025 до 0,03 мм при каждом наслоении. Расход металла на покрытие зависит как от распыляемого металла, гак и типа распылителя (табл. 45). Требуемая толщина покрытия определяется в основном его назначением. Так, в случае свинцевания изделий, предназначаемых для службы в морской воде, толщина покрытия, полученного металллизацией, должна быть [c. 208]
208]
Едва ли можно полагать, чтобы медь сильно корродировала под воздействием паров воды, что и было экспериментально подтверждено опытами при температурах, близких к ее температуре плавления [856]. Скорость окисления меди при 800° С в атмосфере кислорода с примесью паров воды не зависит от их содержания в газовой среде, если оно не превышает 3,9% [210], хотя, как сообщалось [165], скорость окисления во влажном воздухе была меньше, чем в сухом. Подобным же образом слабо тгяменя.пясь и скорость окисления при 400° С многочисленных медных сплавов с переходом от сухого воздуха к атмосфере, содержавшей 10% влаги. Обычно во влажном воздухе корродирование несколько ослабляется, хотя для оловянистой бронзы, содержавшей 2% So, наблюдалась противоположная картина [524]. [c.378]
Бронзой можно паять также изделия пз низкоуглеродистой стали при условии предварительной сборки деталей пайка производится в печи столь же успешно, как и водородо-кислороднымп или ацетилено-воздушными горелками. При пайке ацетилено-кислородным пламенем во избежание расплавления основного металла не следует нагревать его внутренним ядром пламени, это допускается только при предварительном подогреве. В качестве припоя можно применять медно-цинковый сплав (50 1% каждого металла) [39] с температурой плавления 880° С в состав сплава входят также 8п, 8Ь, Аз п В1 — в количествах менее 0,05% Ге менее 0,15% и РЬ менее 0,5%, прп пахше применяется флюс, содержащий борную кислоту. [c.589]
Как раскисленную, так и технически чистую медь можно сварпвать бронзой, применяя ацетилено-кислородное пламя (основной метал.ч при этом не расплавляется). Вначале на изделие наносится флюс и нагретые кромки смачиваются каплей расплавленного присадочного металла, имеющего температуру плав.иения 875° С (состав —60 40 Си — 2п, 0,5% 81 и 0,5% 8п). Затем производптся наплавка присадки. Иногда в качестве присадочного металла применяется латунь, содержащая 0,05—0,25% Мп и 0,1—0,5% Ге (температура плавления 895° С). [c.593]
[c.593]
Пайка меди твердым припоем производится также ацетилено-кислородным пламенем — нормальным или с небольшим избытком кислорода (во избежание водородной болезни меди) ириной и способ сварки те же, что и прп твердой пайке малоуглеродистой стали. В качестве присадки можно применять фосфористую бронзу (например, 8 92) с температурой плавления 707—800° С, а также серебряные припои [39, 44], например Ag 61, Си 29, 2п 10% (тмшература плавления 690—735° С) Ag 43, Си 37, гн 20% (температура плавления 700—775° С) Ag 50, Си 15, 7н 16, С(1 19% (температура плавления 620—640° С) и т. д. [c.593]
Применение новых высокоактивных каталитических систем позволяет получать полиэтилен низкого давления как высокой плотности с молекулярной массой до 700000, так и сверхвысокомолекулярного полиэтилена (СВМПЭ) с молекулярной массой от 1 до 4 млн. Такой полиэтилен резко отличается от обычного ПЭНД. Он обладает более высокими физико-механическими показателями, износостойкостью, стойкостью к растрескиванию и ударным нагрузкам, морозостойкостью, низким коэффициентом трения. При нагревании СВМПЭ выше температуры плавления, он, в отличие от термопластов, не переходит в вязкотекучее состояние, а только в высокоэластичное. В связи с этим его трудно формовать и перерабатывают его главным образом, горячим прессованием. СВМПЭ используют в тех областях, где обычные марки ПЭНД и других термопластов не выдерживают жестких условий эксплуатации. Он может заменять сталь, бронзу и другие материалы, а также фторопласт. Его используют для изготовления деталей машин во многих областях техники. [c.565]
Флюс 18-В. Для пайки нержавеющих сталей, бериллие-вой бронзы, сплавов типа нихром, никеля и его сплавов серебряными припоями с температурой плавления до 850° С. [c.129]
В корпус из углеродистой стали соответствующего размера насыпают бронзовую стружку и закрывают его диском (рис. 2-14). Затем закрепляют его в трехкулачковом патроне токарного станка и включают в работу с числом оборотов 380 в минуту. Газовой горелкой подогревают корпус. Бронза, разгоретая до температуры плавления, под влиянием центробежной силы прилегает 92 [c.92]
Газовой горелкой подогревают корпус. Бронза, разгоретая до температуры плавления, под влиянием центробежной силы прилегает 92 [c.92]
Моногидрохлорид гидразония Ы2Н4-НС1 лучше растворим в воде (179 г/100 г воды при 25°С),чем дигидрохлорид, температура плавления — 90°С. Может быть получен при нагревании дигидрохлорида гидразония в течение длительного времени при температуре ниже его температуры плавления. Моногидрохлорид гидразония входит в состав флюсов для пайки металлов. Эти флюсы обеспечивают высокую прочность и малое коррозионное воздействие и нашли применение для пайки латуни и бронзы в производстве теплообменников и автомобильных радиаторов. [c.96]
Сода (МагСОз 1ОН2О). Температура плавления 851°С. При нагреве теряет кристаллизационную воду и рассыпается из крупных кристаллов в порошок, называемый кальцинированной содой. Последняя плавится также при 851° С и применяется в смеси с бурой для покрывных флюсов при плавке свинцовистых бронз. [c.636]
Следует отметить, что русские мастера не только нашли состав сплава (употреблялся преимущественно состав из 78 частей меди и 22 частей олова с температурой плавления около 880°), называемого колокольной бронзой, но и знали, что существует связь между химическим составом сплава и звуком, который он издает. Уже в XIV—XVII вв. русские мастера при всей сложности и опасности литейного производства умели отливать многопудовые колокола заданного тона [1]. [c.13]
БРОНЗА Температура плавления — Энциклопедия по машиностроению XXL
При металлизации мягкими металлами (свинец, кадмий) за один проход образуется слой толщиной 0,08 мм-, при металлизации металлами с температурой плавления 900—1000° С, например медью и бронзой, за один проход получают слой толщиной 0,04 мм при металлизации тугоплавкими металлами, например нержавеющей сталью, получают слой покрытия 0,025—0,03 мм.
[c. 395]
395]
Бронза представляет собой сплав меди с оловом, алюминием, марганцем, свинцом, цинком и пр. Бронза применяется главным образом для литья при изготовлении вкладышей подшипников, арматуры и т. п. Температура плавления оловянистой бронзы — 900—950° С, безоловянистой — 950—1 080° С.
[c.15]
Сплавы на цинковой основе, обладая низкой температурой плавления ( 400 °С), в большей степени, чем бронзы н алюминиевые сплавы, размягчаются при нагреве, благодаря чему легче прирабатываются. По этой причине подшипники из цинковых сплавов меньше изнашивают сопряженные поверхности цапфы при попадании абразивов. [c.178]
Пока мы знаем лишь один способ выращивания частиц второй фазы в теле металла — распад твердого раствора при старении. Известные на сегодня стареющие медные сплавы (в основном разные типы бронз) вполне могут использоваться для наших целей при температурах не выше 400—500 °С. При более высоких температурах их прочность резко падает. Однако для ряда отраслей промышленности нужны сплавы, сохраняющие свои свойства до 1000—1050 °С, т. е. почти до температуры плавления меди. Поисками путей их изготовления мы сейчас и займемся. [c.239]
Баббит на оловянной, свинцовой и других основах является одним из лучших материалов для подшипников скольжения. Он хорошо прирабатывается, не окисляет масло, мало изнашивает вал, стоек против заедания. Отрицательными свойствами баббита являются сравнительно низкая температура плавления (применяют до 110 °С), хрупкость и высокая стоимость. Баббитом заливают только рабочую поверхность вкладышей на толщину 1…10 мм. При этом сам вкладыш изготовляют из бронзы, стали, алюминия и т. д. [c.346]
При сварке некоторых сплавов цветных металлов возможно испарение отдельных легкоплавких компонентов. Так, температура плавления цинка 419 °С, олова 232 °С, а температура плавления латуней и бронз
[c. 437]
437]
Естественно, что Уо зависит также от свойств основного и наплавляемого металлов, в частности от их температуры плавления. Например, дуговая наплавка покрытыми электродами, обеспечивающими наплавленный металл типа алюминиевой бронзы Т = 1000 °С), на низкоуглеродистую сталь дает меньшую долю уо, чем показано на рис. 14.1 для того же способа наплавки, но высоколегированной стали = 1420 °С). Определенную роль в этом снижении у играет и увеличение коэффициента наплавки а (г/А ч), который при бронзовых электродах составляет 18 г/(А Ч), а при электродах из высоколегированной стали 13 г/(А-ч). [c.521]
Бронзы — сплавы на основе меди с небольшим содержанием олова, кремния, фосфора, бериллия, хрома, магния, кадмия и др. Плотность бронзы находится в пределах 8230…8900 кг/м , предел прочности при растяжении 520…1350 МПа, температура плавления 955… 1050 С. Удельное электрическое сопротивление бронзы при 20 «С составляет 0,095…0,1 мкОм м, удельная проводимость при 20 С 10,5…10 МСм/м.
[c.22]
Известны припои, обеспечивающие низкое электросопротивление паяных соединений. Такими припоями для коррозионностойких сталей, меди и алюминиевой бронзы являются следующие. % Sn—0,5-т20 РЬ—0,2—10 Ае—0,1—5 Си—0,1—3 Zn—О—3 Si с температурой плавления 295—Э45°С и значением р=1.18-10 Ом-мм /м, а для флюсовой пайки алюминия и его сплавов припои состава, % А1—I Sv—22 Си—1—5 Si—7—16 Zn с температурой плавления 480—560 °С и электросопротивлением р=2,1Ы0- Ом-мм /м. [c.201]
Сплавы на цинковой основе, обладая низкой температурой плавления ( 400 °С), в большей степени, чем бронзы и алюминиевые сплавы, размягчаются с нагревом, благодаря чему легче прирабатываются. По этой причине подшипники из цинковых сплавов меньше изнашивают сопряженные поверхности цапфы при попадании абразивов. Частицы абразивов легче внедряются в трущуюся поверхность и меньше повреждают за счет микрорезания цапфу. [c.768]
[c.768]
Чтобы создать атомный пучок из паров металла, используют вакуумную печь дая плавки этого металла. Печь плотно закрывают крышкой, в которой есть небольшое отверстие в виде прямоугольной щели, называемой апертурой печи. Конструкция печи зависит от свойств того вещества, атомный пучок которого желательно получить. Выбор материала для печи также определяется температурой плавления и химическими свойствами вещества, так как он не должен вступать в химическую реакцию или сплавляться с этим веществом. При таких веществах, как Hg, Са, Zn, d и др., необходимое давление паров которых достигается при сравнительно низких температурах, материалом для печи может служить фосфористая бронза, никель, медь или стекло при более тугоплавких веществах — сталь, молибден, тантал и др. [c.65]
Такие колеса получают при вращении кокиля специальной формы (фиг. 193). В полость А стальной ступицы закладывается бронза соответствующей марки и приваривается крышка 1. Собранная форма помещается в печь и нагревается до температуры плавления бронзы(1160 — 1250°), Затем форму устанавливают на станке и вращают. Под действием центробежных сил металл через отверстия проникает в рабочую полость формы и заполняет ее. [c.372]
Контакты должны быть изготовлены из материала, обладающего высокими электро- и теплопроводностью, значительной температурой плавления, достаточной механической прочностью и хорошей стойкостью при возникновении дуги. Контактные наконечники изготавливают, как правило, из вольфрама, его сплавов и бронзы. Обычно контакты выдерживают сварку на длине 20—50 км сварного щва при использовании холоднокатаных заготовок и 1—7 км при использовании горячекатаных. [c.44]
Этот способ применяют для соединения изделий с разными свойствами, например, деталей из стали, бронзы, латуни с деталями из цинковых, алюминиевых и магниевых сплавов и т. п. Температура плавления литейных сплавов должна быть ниже температур плавления материалов заформовываемых деталей [41, 481. [c.141]
[c.141]
Олово (5п) имеет серебристо-белый цвет. Температура плавления его 232° С. Механические свойства олова низкие. При нормальной температуре олово очень легко прокатывается в тончайшие листы — толщиной до 0,003 мм. Олово входит в состав различных сплавов (бронзы, баббиты) и применяется для лужения, т. е. для покрытия других металлов. Сплавы олова со свинцом используются при паянии так называемыми мягкими припоями. [c.533]
Свинец (РЬ) — металл голубовато-серого цвета с температурой плавления 327° С. Это самый мягкий из тяжелых металлов он режется ножом, обладает хорошей тягучестью и вязкостью. На воздухе поверхность свинца, так же как и олова, энергично окисляясь, тускнеет, покрывается серой пленкой, которая предохраняет его от дальнейшего разрушения. Применяется для получения сплавов — свинцовистой бронзы, баббитов, составов для аккумуляторных пластин, различных припоев и т. д. В чистом виде используется для облицовки баков и ванн, в которых содержатся растворы соляной и серной кислот. [c.534]
Заготовку с бронзовой стружкой (рис. 98, б) ставят в горн или печь, где ее нагревают до температуры плавления бронзы, т. е. до 1160—1180°. После этого заготовку быстро закрепляют в специальном патроне на токарном станке где ей сообщается вращение со скоростью около 100 об/мин. Под действием центробежной силы расплавленная бронза равномерно распределяется по внутренней поверхности заготовки и застывает на ней. В дальнейшем бронзовый слой обрабатывают на станке.
[c.203]
Пластические свойства металлов зависят от структуры, химического состава, температуры нагрева и скорости деформации. С увеличением температуры нагрева, понижением скорости деформации пластические свойства металла возрастают. Деформирование металлов в холодном состоянии приводит к наклепу, искажению кристаллической решетки, изменению структуры металла. Такое состояние металла нестабильно, так как металл может изменять свои свойства. Чтобы восстановить деформированную структуру, необходимо нагреть деталь до температуры рекристаллизации, равной 0,4 температуры плавления металла. При меньших температурах происходит только частичное устранение искажения в кристаллической решетке. При восстановлении деформированием рекомендуются следующие температуры 1250—800° С деталей из углеродистых сталей, 1150—850° С — из легированных сталей, 850—700° С — из бронзы.
[c.226]
Такое состояние металла нестабильно, так как металл может изменять свои свойства. Чтобы восстановить деформированную структуру, необходимо нагреть деталь до температуры рекристаллизации, равной 0,4 температуры плавления металла. При меньших температурах происходит только частичное устранение искажения в кристаллической решетке. При восстановлении деформированием рекомендуются следующие температуры 1250—800° С деталей из углеродистых сталей, 1150—850° С — из легированных сталей, 850—700° С — из бронзы.
[c.226]
Бронзами называются сплавы, в которых присутствуют двойные или многокомпонентные сплавы меди с оловом, алюминием, свинцом, бериллием, кремнием, хромом и другими элементами, среди которых цинк не является основным легирующим элементом. Преобладающий легирующий элемент определяет и название бронзы. Основную группу бронз составляют оювянные бронзы, температура плавления которых [c.115]
Для некоторых сплавов цветных металлов велика разница между температурами плавления и кипения отдельных компонентов по сравнению с теыперату )ой плавления сплава. Так, например, при температуре плавления цинка 419 С и олова 232° С лату1гь и бронза имеют температуру плавления 800—950° С. Возникает опасность испарения легкоплавких компонентов. [c.340]
Баббиты — это мягкие антифрикционные сплавы на оловянной, свинцовой, алюминиевой и цинковой основах, в которых равномерно распределены твердые кристаллы (кристаллы — фазы SnSb или кристаллы сурьмы, иглы меди). Баббиты отличаются низкой твердостью (13-23 НВ), невысокой температурой плавления (340-500°С, алюминиевые бронзы — 630-750°С), отлично прирабатываются и имеют низкий коэффициент трения со сталью, хорошо удерживают фаничную масляную пленку. Мягкая и пластичная основа баббита при трении в подшипнике изнашивается бь[стрее, чем вкрапленные в нее твердые кристаллы других фаз, в результате шейка вала при вращении скользит по этим твердым кристаллам. При этом уменьшается площадь фактического касания трущихся поверхностей, что, в свою очередь, снижает коэффициент трения и облегчает поступление смазки в зону трения. Благодаря хорошей прирабатываемости баббитов все неточности поверхностей трения вследствие механической обработки или установки деталей при сборке в процессе обкатки подшипников быстро устраняются. В табл. 1.6 приведены основные свойства и структура баббитов.
[c.22]
Благодаря хорошей прирабатываемости баббитов все неточности поверхностей трения вследствие механической обработки или установки деталей при сборке в процессе обкатки подшипников быстро устраняются. В табл. 1.6 приведены основные свойства и структура баббитов.
[c.22]
Цинковые сплавы, издавна используемые в качестве антифрикционных материалов, не получили достаточно широкого распространения, в то же время они обладают рядом ценных свойств, которые позволяют применять их во многих случаях взамен бронз и бабитов. Сплавы на цинковой основе (ЦАМ 9-1,5 ЦАМ 10-5) имеют низкую температуру плавления (около 400°) и в большей степени, чем бронзы и алюминиевые сплавы, размягчаются при нагревании и хорошо прирабатываются. [c.25]
А. С. Лавров не только открыл явления юна 1Ьной ликвации, но и объяснил их происхождение и основные закономерности. В чем же причины ликвации Прежде всего в химической неоднородности любых металлических сплавов, будь то сталь, латунь или бронза. В отличие от чистых металлов сплавы застывают и кристаллизуются не при одной определенной температуре, а в некотором интервале температур. Когда жидкая сталь налита в изложницу, в первую очередь затвердевают ее наиболее lyroJiflauioie составляющие, прежде всего железо, температура плавления которого 1530°. Поэтому ранее остывшие слои металла, расположенные у внешней поверхности слитка, содержат больше железа и меньше других химических элементов — углерода, фосфора, серы и т. д. по сравнению с внутренними частями слитка, затвердевающими позже. Наружные слои стального слитка обладают вследствие этого более высокими механическими свойствами. [c.66]
Литий — серебристо-белый очень мягкий металл, легко окисляющийся на воздухе. По ГОСТ 8774—75 устанавливаются три марки лития ЛЭ-1 (содержание чистого лития не менее 99,5%), Л9-2(98,8%) и ЛЭ-3 (98,0%). Применяется в машиностроении для дегазации и раскисления стали, чугуна, бронз и латуни, в баббитах — вместо олова для повышения температуры плавления и апти-фрикгцгонных свойств. Повышает качество алюминиевых, магниевых, медных, свинцовых и других сплавов, улучшает их антикоррозионные и литейные свойства и т. д., образует твердые припои для пайки без флюсов. Поставляетс.ч в виде чушек массой до 2,5 кг и хранится в плотно закрытых (запаянных) банках из белой жести (по 12—20 чушек — до 50 кг), залитых смесью трансформаторного масла (50%) и парафина (50%) с надписью Осторожно, от воды загорается .
[c.170]
Повышает качество алюминиевых, магниевых, медных, свинцовых и других сплавов, улучшает их антикоррозионные и литейные свойства и т. д., образует твердые припои для пайки без флюсов. Поставляетс.ч в виде чушек массой до 2,5 кг и хранится в плотно закрытых (запаянных) банках из белой жести (по 12—20 чушек — до 50 кг), залитых смесью трансформаторного масла (50%) и парафина (50%) с надписью Осторожно, от воды загорается .
[c.170]
Плавиковый шпат (ручного обогащения по ОСТ НКТП 7633-655). Плавиковый шпат, или флюорит, представляет собой минерал кристаллического строения, содержащий в основной своей массе СаРз. Удельный вес в твёрдом состоянии — 3,18, температура плавления 1378° С. Применяется в качестве флюса а) 2-й и 3-й сорта — при плавке чугуна и стали б) 1-й сорт—при илавке магниевых и алюминиевых сплавов, а также бронз. При плавке магниевых и алюминиевых сплавов может быть использован только в сухом состоянии, получаемом путём сушки и прокаливания. По содержанию составных частей плавиковый шиат ручного обогащения должен отвечать требованиям, приведённым в табл. 26. [c.7]
Сплавы на железной основе. В каче. стве антифрикционных материалов стали используют в очень легких условиях работы при небольших давлениях и невысоких скоростях сколь-жения. Будучи твердыми и имея высокую температуру плавления, стали плохо прирабатываются, сравнительно легко схватываются с сопряженной поверхностью цапфы и образуют задиры. Обычно используют так называемые медистые стали, содержащие малое количество углерода, либо гра-фнтизированные стали, имеющие включения свободного графита. Состав некоторых сталей, рекомендуемых к использованию взамен бронз в легких условиях работы, приведен в табл.
[c.178]
При применении подшипников из свинцовистой бронзы необходимо, чтобы шейка вала обладала высокой твердостью (например, имела поверхностную закалку), а масло, применяемое для смазки, было пониженной кислотности, так как эти подшипники чувствительны к коррозии. Свинцовистая бронза имеет высокур температуру плавления (1060° С), поэтому при заливке подшипников необходимо применять защитную атмосферу или флюсы, чтобы предупредить окисление и чтобы сплав хорошо пристал к стенкам вкладыша подшипника.
[c.460]
Свинцовистая бронза имеет высокур температуру плавления (1060° С), поэтому при заливке подшипников необходимо применять защитную атмосферу или флюсы, чтобы предупредить окисление и чтобы сплав хорошо пристал к стенкам вкладыша подшипника.
[c.460]
Компоненты припоя, не образующие игердых растворов с пая- мым материалом (например, свииец в ПОС61) в процессе ди у-знонной пайкн, коагулируют. Использование в качестве припоя вместо олова оловянных бронз с температурой плавления 700°С ускоряет процесс диффузионной пайки и позволяет избежать образования пористости в шве. [c.178]
Чистая медь имеет розовато-красный цвет, плотность ее 8,93 г/см , температура плавления 1083 °С. В отожженном состоянии а = 250 МПа, 5 = 45-60 %, твердость 60 НВ. Кристаллизуется в кубической гранецент-рированной решетке и полиморфных превращений не имеет. Благодаря высокой электропроводности около половины всей произведенной меди используют в элек-тро- и радиотехнической промышленности для изготовления проводников, монтажных и обмоточных проводов, токопроводящих деталей приборов, аппаратов, в электровакуумной технике. Как конструкционный материал медь не используется из-за высокой стоимости и низких механических свойств. Маркируется буквой М и цифрами, зависящими от содержания примесей. Медь марок МОО (0,01 % примесей), МО (0,05 % ) и Ml (0,1 %) используется для изготовления проводников электрического тока, медь М2 (0,3 % ) — для производства высококачественных сплавов меди, М3 (0,5 % ) — для сплавов обыкновенного качества. Широкое использование в промышленности имеют сплавы меди с другими элементами — латуни и бронзы. [c.198]
Диффузионная сварка. Эту сварку применяют главным образом для соединения материалов, которые обычными методами сварки соединить трудно или невозможно, например стали с ниобием, титаном, чугуном, вольфрамом, металлокерамикой, золота с бронзой, металлов со стеклом, графитом. При сварке происходит взаимная диффузия атомов в поверхностных слоях контактирующих материалов, находящихся в твердом состоянии и нагретых до температуры ниже температуры плавления металлов. Необходимое для увеличения площади дей-стврггельного контакта поверхностей давление обеспечивается механическими, пневматическими и другими устройствами. В большинстве случаев диффузионную сварку проводят в вакууме. Свариваемые заготовки устанавливаются внутри камеры, в которой создается вакуум, и нагреваются, чаще всего высокочастотным индуктором, до температуры рекристаллизации. Затем к заготовкам прикладывается небольшое сжимающее давление в течение 5-20 мин.
[c.340]
Необходимое для увеличения площади дей-стврггельного контакта поверхностей давление обеспечивается механическими, пневматическими и другими устройствами. В большинстве случаев диффузионную сварку проводят в вакууме. Свариваемые заготовки устанавливаются внутри камеры, в которой создается вакуум, и нагреваются, чаще всего высокочастотным индуктором, до температуры рекристаллизации. Затем к заготовкам прикладывается небольшое сжимающее давление в течение 5-20 мин.
[c.340]
Олово (Sn) — мягкий и вязкий металл, при изгибе создает характерный хруст удельный вес 7,3, температура плавления 232°С. В чистом виде олово применяется для изготовления фольги, для лужения, а также для пайки (чаще всего в сплаве со свинцом). В основном олово применяется как составная часть в сплавах цветных металлов (бронзы). Олово при температуре ниже нуля (от —15 до —18°С) становится хрупким, легко рассыпающимся в порюшок. Этот процесс превращения называется оловянной чумой . Поэтому пайку оловом или лужение металлических деталей, работающих при низких температурах, производить нельзя. Олово весьма дефицитно, так как руды его редко встречаются и запасы их ограничены. [c.21]
Широкое применение в качестве припоев получили высокотемпературные припои — сплавы на основе серебра, алюминия, меди и др., обладающие, как правило, температурой плавления выше 450—500° С (723—773° К). Наибольшее применение находят медно-цинковые припои ПМЦ 36, ПМЦ 48, ПМЦ 54 (ГОСТ 1534—42). Они имеют предел прочности = 21—35 кПмм (206,0—343,2 Мн/м ), относительное удлинение до 26% и рекомендуются для пайки изделий из меди, томпака, латуни, бронзы. Серебряные припои имеют температуру плавления 740—830° С (413—1103° К). Согласно ГОСТу 8190—56 марки припоев разделяются в зависимости от содержания в сплавах серебра, которое изменяется в пределах от 10 (ПСр 10) до 72% (ПСр 72). Остальными составляющими являются цинк, медь и в небольшом количестве свинец. Эти припои применяются для пайки тонких деталей, для соединений медных проводов и в случаях, когда медь спая не должна резко уменьшать электропроводность соединений встык. Эти припои применяются для пайки тонкой луженой стальной проволоки в кабельном производстве и т. д.
[c.113]
Эти припои применяются для пайки тонкой луженой стальной проволоки в кабельном производстве и т. д.
[c.113]
Увеличение длительной прочностн соединений из меди, паянных оловянно-свинцовыми припоями, может быть достигнуто не только за счет введения в них до 2% Ag, после чего величина нагрузки при температуре 105° С за 150 ч возросла в 4 раза, но и при введении в них 0,4—0,8% In, особенно после термообработки паяного соединения при температуре 120—232° С в течение 1 ч [43]. Существенное упрочнение припоя, содержащего 0,5—20% РЬ, Sn — остальное, с сохранением высокой пластичности паянных им соединений из коррозионно-стойкой стали, меди, алюминиевой бронзы, может быть достигнуто при введении в него 0,2—10% Ag 0,1—5% Си 0,005—10% Ag 0,1—3% Zn 0,01—3% Si. Припой такого типа имеет температуру плавления 295—345° С, удельное электросопротивление 11,8 10″ Ом-см [70]. Такие припои вследствие низкого электросопротивления необходимы для пайки монтажных соединений. [c.89]
Способы пайки нейзильбера и оловянных броиз легкоплавкими припоями такие же, как и способы пайки латуни. При пайке свинцовых бронз следует избегать окисления свинца, окислы которого могут уменьшить смачивание и растекание припоев. Кроме того, при пайке свинцовой бронзы, особенно при электро-контактной, ввиду низкой растворимости меди в свинце и низкой температуры плавления свинца часть его может вытечь из сплава. [c.274]
Литий — серебристо-белый, очень мгкий металл, легко окисляется на воздухе. Установлены по ГОСТ 8774-58 две марки лития, получаемого методом электролиза. Применяется в машиностроении для дегазации и раскисления стали, чугуна, бронз и латуни. В баббитах вместо олова для повышения температуры плавления и антифрикционных свойств. В электронной и полупроводниковой технике для повышения эффективности и прочности элементов и т. д. Повышает качество алюминиевых, магниевых, медных, свинцовых и других [c.153]
температура плавления и другие характеристики, нюансы обработки металла
Для того чтобы начать работу с тем или иным материалом, для начала следует ознакомиться со всеми его свойствами. Это нужно для того, чтобы знать какое механическое воздействие можно оказывать на материал, а также в каких условиях и какими инструментами можно осуществлять его обработку.
Это нужно для того, чтобы знать какое механическое воздействие можно оказывать на материал, а также в каких условиях и какими инструментами можно осуществлять его обработку.
Латунь — металл, так что очень часто её обработка проводится именно посредством плавления. Температура плавления латуни очень важная характеристика, которая должна быть известна, если требуется обработка посредством термического воздействия.
Сплав латуни
Латунь — металл компонентный. Это означает, что чаще всего латунь идёт в сплавах с другими металлами. Для латуни главным легирующим элементом обычно считается цинк. Но при необходимости он может быть дополнен другими элементами: марганец, железо, свинец или никель.
У латуни есть несколько сплавов, которые в разной мере популярны, но рассмотреть следует два самых востребованных и интересных в практическом плане: двойной и многокомпонентный, содержащий медь.
Для любого мастера, работающего с латунью, температура плавления этого сплава имеет определённый практический смысл. Осведомлённость в этой области сможет помочь в решении многих вероятных проблем.
Если знать температуру плавления латуни, то есть предел, при котором её можно расплавить, то появится возможность изготавливать различные конструктивные элементы, возможно и в домашних условиях.
Основные характеристики
На такой показатель, как температура плавления латуни в первую очередь влияет её состав. Температура в разных случаях может иметь различные показатели, которые колеблются в диапазоне от восьмисот восьмидесяти градусов по Цельсию до девятисот пятидесяти.
Конечно, возможно этот диапазон понизить. Если существует потребность в этом, то следует просто в состав сплава вводить больше цинка. Для обратного эффекта следует делать соответственно наоборот.
Обработка этого металла может осуществляться посредством сварки, но следует помнить, что в таком случае она может прокатываться.
Следует знать тот важный факт, что если не позаботиться о покрытии поверхности этого сплава дополнительной защитой, то впоследствии придётся столкнуться с почернением поверхности. Это связано с тем, что при контакте с воздухом она немного окисляется, вследствие чего и происходит лёгкое почернение.
Это связано с тем, что при контакте с воздухом она немного окисляется, вследствие чего и происходит лёгкое почернение.
Поверхность латуни достаточно легко поддаётся полировке. Для того чтобы выбрать способ плавления для этого металла следует, для начала, учесть его состав.
Следует помнить, что на латунный сплав весьма негативно влияют такие элементы, как свинец или висмут. Это связано с тем, что эти элементы значительно снижают свойства материала к деформации в условиях, когда он находится в состоянии нагрева.
Латунь является цветным металлом, но в то же время она обладает множеством особых характеристик, что свойственны только этому материалу. Металл обладает некоторыми преимуществами, которые напрямую влияют на популярность материала:
- Латунь имеет высокую устойчивость к процессам коррозии.
- Материал обладает довольно высокой степенью текучести, что является очень важным фактором при его плавлении.
- Можно отметить и высокие антифрикционные свойства этого металла, а также довольно низкую склонность к ликвации.
В принципе, можно отметить ещё много разных достоинств, которые приписываются латуни, но они не общие, а узконаправленные. Это означает, что в зависимости от марки, материал используется в различных промышленных сферах.
Латунь используется в таких важных областях, как автомобилестроение и машиностроение. Также из этого компонентного металла создают большое количество разнообразных изделий различного назначения.
Для того чтобы можно было осуществлять работу с таким материалом, нужно для начала знать все его физические свойства, что впоследствии окажет непосредственную помощь в обработке латуни в домашних условиях.
Технические особенности латуни
- Температура плавления латуни — 880–950 градусов по Цельсию.
- Удельная теплоёмкость этого металла — 0,377 кДж*кг — 1*К-1 при термическом воздействии в 20 градусов по Цельсию.
- Плотность материала — 8300–8700 кг/метр кубический.
- Удельное электрическое сопротивление (0,07–0,08)*6—10 Ом*м.
Что следует учитывать при работе с латунью
Домашний мастер в бытовой обстановке использует довольно много изделий, изготовленных именно на основе латуни.
Очень много инструментов изготавливаются именно с использованием латуни, её очень часто можно встретить в различных сплавах, основой которых может быть медь или бронза.
Если быть осведомлённым насчёт того, какая температура плавления приемлема для латуни и её сплавов, впоследствии возможно использовать эти знания при починке или изготовлении различных изделий, которые могут быть использованы в хозяйстве.
Процедура плавления такого универсального компонента не лишена различных тонкостей и нюансов, о которых следует знать и помнить, чтобы избежать различных трудностей при обработке, а также отрицательных последствий в результате ошибочных действий.
Следует помнить, что при всех существующих тонкостях при плавлении латуни, отдельные нюансы следует учитывать при плавлении сплавов из бронзы и меди.
Дело в том, что эти сплавы имеет несколько другие параметры плавления, которые отличаются от характеристик латуни, поэтому прежде, чем начать работу с такими латунными сплавами, нужно для начала подробно узнать все их свойства. Это позволит не допустить досадных ошибок при их обработке, а также провести работу максимально эффективно и плодотворно.
Для того чтобы произвести плавку металла в домашних условиях, следует обладать определёнными знаниями и навыками, а также и специальными инструментами, которые смогут помочь в работе и произвести необходимые действия, предполагающие плавку латуни.
К тому же опытные мастера рекомендуют перед процедурой плавки латуни в домашних условиях запастись терпением, так как процедуру эту быстрой никак назвать не получится.
Для работы необходимо запастись следующими элементами:
- техническое серебро;
- газовая горелка ручного типа;
- специальная графитовая горелка;
- медный сплав.
Нужно перед работой приобрести буру, причём в достаточном количестве. К тому же для того чтобы обеспечить максимальные безопасные условия для окружающего пространства во время плавления металла, следует использовать асбестовый лист.
Процесс плавки латуни является довольно трудоёмким и потребует определённых затрат как времени, так и приложенных сил.
Опять же следует учесть особенности плавления сплавов, содержащих бронзу и медь, так как они имеют немного другие характеристики и свойства, что означает при плавке придётся применять другую температуру термического воздействия.
К процессу плавки латуни следует переходить уже только в том случае, когда рабочее место подготовлено должным образом, а все рабочие инструменты находятся на своём месте и готовы к работе.
Порядок проведения работ
Для начала следует подготовить муфельную печь. В ней и будет осуществляться вся основная работа.
Перед тем как начать непосредственно саму плавку, следует проверить работу имеющихся горелок, которые будут использованы в процессе. Кроме того, под рукой следует иметь специальный сосуд, сделанный из огнеупорного материала. Таким материалом является тигель, так что можно будет применить именно его.
Приобретённый ранее асбестовый лист, следует уложить на поверхность основания. Очень важным фактором является поддержание хорошей вентиляции в помещении, в котором будет проводиться вся работа.
Перед началом плавки, латунь следует измельчить, то есть создать измельчённую массу. Следует помнить, что чем меньше будут получившиеся куски металла, тем легче она будет впоследствии плавиться.
Затем тигель с измельчённой латунной массой помещается в муфельную печь, после чего пользователь выставляет необходимое температурное значение, используя специальный регулятор температур. После включения печи, можно будет наблюдать за всем процессом плавления через специальное маленькое окошко, которое имеется у таких печей.
После того как металл полностью расплавится, пользователю требуется лишь аккуратно открыть дверцы муфельной печи и достать оттуда тигель с расплавленной латуни.
Конечно, делать это нужно, используя специальные щипцы, для того, чтобы обезопасить себя от возможных ожогов. У расплавленной латуни, кстати, есть интересное свойство, которое заключается в том, что на поверхности образуется тонкая плёночка, которую впоследствии надо будет убрать. Такую процедуру можно будет проделать, если использовать обычную стальную проволоку.
После снятия образовавшейся плёнки с поверхности расплавленной латуни, следует просто залить металл в требуемую форму, которую пользователь должен предварительно подготовить на своём рабочем месте.
Плавление с помощи горелки
Кстати, бывают случаи, когда пользователь, к сожалению, не может использовать специальное оборудование, предназначенное для плавления. В этом случае, не стоит отчаиваться, так как плавка латуни может быть осуществлена при помощи газовых горелок.
При этом горелка должна быть установлена в вертикальном положении и очень хорошо закреплена. Затем на подставку устанавливает сосуд с металлом и производится плавка.
Следует опять же помнить, что если латунь содержит в своей основе медь, то температура будет непременно увеличиваться, что означает, что металл будет плавиться дольше.
Оцените статью: Поделитесь с друзьями!
Температура плавления бронзы, меди, латуни
Если вас хоть раз волновал вопрос о температуре плавления бронзы, то данная статья именно для вас. Некоторые исторические данные дают право полагать, что первобытные люди имели в обиходе медь, но она была в самородках, которые иногда могли быть внушительных размеров.
Что такое медь?
Название «медь» (на латыни «Cuprum») происходит от названия острова Кипр, на котором и добывали этот металл древние греки. Ввиду того, что медь имеет не слишком высокую температуру плавления, медную руду или сами самородки в древности плавили на костре. А медь использовали в оружейном деле, а также для изготовления разных предметов обихода. По наличию и распространению в земной толще медь находится на 23 месте относительно иных элементов, однако люди начали применять ее еще в древние времена. Как правило, в природе медь встречается в соединениях сульфидных руд, самыми популярными из которых считаются медный колчедан и медный блеск.
Способы получения меди
Технологии для получения меди существуют разные. Но каждая отдельная технология имеет не один этап. Медь получают из руды. Как сказано выше, температура плавления меди давала возможность даже древним людям справляться с ее обработкой. Само примечательное то, что уже в древности люди сумели выработать способ получения и дальнейшего применения как чистой меди, так и сплавов.
Процесс плавления – это изменение состояния металла от твердого к жидкому. Именно для этого и использовали костер, а благодаря низкой температуре плавления можно было проделать эту процедуру без особых сложностей. Для получения сплавов в расплавленную медь добавляли олово. Его можно было получить, восстановив из специальной оловосодержащей руды (касситерит). Такой сплав получил название бронза, которая намного прочнее меди. Бронзу также использовали в древности для изготовления оружия.
А также можно было добыть из медной руды при помощи плавления более чистый металл. Все знают, что каждый металл имеет свою температуру плавления, которая в свою очередь зависит от того, какое количество примесей присутствует в руде. Например, медь, у которой температура плавления равняется 1083 °С, при смешивании с оловом образует новый материал – бронзу. А температура плавления бронзы составляет 930-1140°С, а разная температура потому, что зависит от того, сколько в ней содержится олова. Ну а если вам интересно узнать подробнее, например, какой имеет бронза цвет или какой имеет бронза состав, то эту информацию также можно найти в интернете.
Ну а если вам интересно узнать подробнее, например, какой имеет бронза цвет или какой имеет бронза состав, то эту информацию также можно найти в интернете.
Латунь
Например, латунь – это сплав цинка и меди с температурой плавления 900-1050°С. Когда металл нагревается и плавится, то кристаллические решетки начинают разрушаться. При процессе плавления температура метала постепенно повышается, а далее с определенной отметки становится постоянной, однако нагрев остается таким же. Вот в момент, когда температура останавливается на определенном значении, начинается процесс плавления. И в момент плавления металла температура остается на одном и том же значении, но когда металл полностью расплавлен, температура снова будет увеличиваться.
Такой процесс происходит относительно любого металла. Ну а в процессе охлаждения идет обратный процесс, а именно: сперва температура падает до того момента, пока металл не начнет затвердевать, а уже далее остается постоянной. Когда металл полностью затвердеет, температура снова начинает снижаться. Так ведут себя все металлы, изображая этот процесс графически, он будет иметь вид диаграммы с фазами, на которой четко будет видно состояние вещества на определенно температурной отметке.
Многие ученые пользуются такими фазовыми диаграммами в качестве главного инструмента для исследования процессов, происходящих с металлами при плавлении. Например, если уже расплавленный металл продолжать нагревать, то при достижении определенной температуре масса начнет кипеть. Например, медь кипит при температуре 2560 °С. Относительно металлов такой процесс также назвали кипением, поскольку по аналогии кипящей жидкости на его поверхности появляются пузыри газа.
Видео: Плавка меди в графитовом тигле
Бронза и её свойства — температура плавления | Disneyland
Многие сегодня пытаются в домашних условиях осваивать технологии промышленного производства. При условии соблюдения последовательности определенных манипуляций и наличия необходимого оборудования удается решать порою очень сложные задачи. Так, например, можно легко плавить металлы и создавать своими руками холодное оружие или эксклюзивные украшения. Для этого необходимо знать, до какой температуры нужно разогревать металл и как это лучше всего делать. Данная статья расскажет о том, какова температура плавления бронзы, что нужно учитывать, желая подчинить себе данный металл.
При условии соблюдения последовательности определенных манипуляций и наличия необходимого оборудования удается решать порою очень сложные задачи. Так, например, можно легко плавить металлы и создавать своими руками холодное оружие или эксклюзивные украшения. Для этого необходимо знать, до какой температуры нужно разогревать металл и как это лучше всего делать. Данная статья расскажет о том, какова температура плавления бронзы, что нужно учитывать, желая подчинить себе данный металл.
Особенности описываемого металла
Что такое бронза? Это сплав, состоящий из основного компонента (меди) и дополнительного легирующего элемента. В зависимости от того, что выступает в качестве легирующей добавки, различают несколько марок описываемого материала, поэтому у каждого вида бронзы своя температура плавления. От процентного содержания дополнительных компонентов зависят физико-химические свойства бронзы. Понять, какие примеси содержатся в сплаве, помогает его маркировка.
Все бронзовые составы условно можно разделить на две большие группы:
- Оловянные.
- Безоловянные.
К оловянным сплавам относится разновидность бронзы, в составе которой в качестве легирующего элемента выступает олово. Этот металл прочнее меди, но он легкоплавок. Сочетание меди (80%) и олова (20%) – первый сплав, который научилось создавать человечество. При помощи него на Руси отливались церковные колокола. Металл хорошо звучал, но был хрупок. Поэтому возникла необходимость искать более совершенные сплавы.
Безоловянные сплавы не содержат в своем составе хрупкого олова. В качестве легирующих добавок в них может выступать бериллий, кремний, свинец и алюминий. В зависимости от того, какой именно из перечисленных металлов сочетается с медью, сплав обретает свои физико-химические свойства. Так, например, бериллий позволяет создавать сплавы, которые по своим прочностным характеристикам во многом превышают высококачественную сталь. Добавление кремния делает бронзу более устойчивой к механическому трению. Свинец помогает формировать высокую устойчивость к коррозии, алюминий улучшает фрикционные характеристики сплава.
Процесс плавления бронзы обязательно должен начинаться с изучения ее состава. Все оловянные марки плавятся при температуре 900–950°C, безоловянные марки плавятся при температуре 950–1080°C.
Обратите внимание! При литье учитывается еще один показатель сплава – его вязкость. У оловянной бронзы она выше, чем у латуни, поэтому при нагреве ее необходимо сильно перегреть. Потом после остывания описываемая марка дает минимальную усадку, поэтому данный вид бронзы идеально подходит для фасонной отливки.
Можно ли отливать бронзу в домашних условиях?
Многие из нас задаются вопросом, возможен ли процесс плавки описываемого сплава в домашних условиях. Воссоздать промышленное литье невозможно. Так как бронза имеет высокую температуру плавления, для работы с раскаленным металлом нужны особые условия. Можно попытаться освоить мелкое литье, позволяющее создавать украшения или маленькие поделки. Для осуществления этого процесса придется выделить отдельную комнату, а также предпринять все меры противопожарной безопасности, сделать качественную вентиляцию. Изготавливать крупные бронзовые детали можно там, где есть земляной или бетонный пол (это может быть гараж с хорошей принудительной вентиляцией).
Для работы понадобится определенное оборудование и специальный инструмент. Осуществить литье позволит только муфельная печь (наличие терморегулятора значительно упростит решение поставленной задачи). Для крупного литься придется устанавливать горн. Плавить металл можно в чугунной емкости, которая имеет форму с носиком. Он помогает аккуратно переливать расплавленный металл в форму. Такая чугунная емкость называется тигель.
Из печи тигель вынимается длинными щипцами и специальным крюком. Под рукой должна быть литейная форма. Для растопки муфельной печи лучше всего подходит древесный уголь, для горна кокс.
Процесс литья
Сам процесс литься бронзы предельно прост. Печь разогревается до определенных параметров. Напомним еще раз, что для плавки оловянных сплавов необходимо разогреть печь до температуры 900–950°C, температура плавления безоловянных сплавов на порядок выше – 950–1080°C.
Плавление любого состава бронзы должно начаться с прокалки формы для заливки в муфельной печи или в горне. Для этого печь сначала нагревается до температуры 600°C. Затем в нее погружается форма, после этого температуру в печи нужно увеличить до 900°С. Литейная форма должна провести в печи пару часов. После окончания таймера форма вынимается из печи и остужается до температуры 500°С.
Бронза помещается в чугунный лоток и отправляется прямиком в хорошо прогретую печь. После того, как сплав расплавится, металл нужно еще подержать в печи пять минут. Так он хорошо прогреется, а это значит, можно будет легко обеспечить качественное заполнение литейной формы. Из печи тигель извлекается крюком, щипцами обеспечивается процесс переливки расплавленного сплава в форму. Выливать металл важно тонкой непрерывной струйкой. Только так можно предотвратить процесс размывания формы.
Как правильно залить расплавленную бронзу в литейную форму
Залить расплавленную бронзу в литейную форму – настоящая наука. Заполнить форму больших размеров будет несложно. Жидкий сплав под действием силы притяжения и собственного веса сам равномерно распределится по емкости и вытеснит весь имеющийся воздух. С заполнением форм маленьких размеров возникнет определенная проблема. Дело в том, что воздух препятствует равномерному перераспределению сплава по всем плоскостям. Поэтому нередко плавление бронзы в домашних условиях не позволяет создавать качественные изделия.
Можно ли самостоятельно решить подобную проблему? Да, если под рукой есть центрифуга. Центробежная сила вытеснит воздух и позволит сплаву равномерно перераспределиться по всей площади формы. Действовать по такому плану необходимо очень быстро, пока бронза не успела застыть.
Вынимать заливку из формы нужно, когда сплав полностью застынет. Поверхность заготовки получится шероховатой, кое-где обязательно появятся наплывы из металла. Подобные дефекты устраняются методом механической шлифовки. Если правильно была прогрета печь, объем механической шлифовки будет минимальным.
Создание литейной формы
Учитывая то обстоятельство, что у каждого вида бронзы своя температура плавления, важно иметь под рукой форму, способную выдержать наивысшую точку нагрева описываемого сплава. Ее сложно создать собственными руками в домашних условиях, но попытаться можно, если внимательно изучить следующую инструкцию.
Сначала нужно создать формовочный ящик (литейщики называют его опокой). Его размеры в полтора раза больше размеров будущей детали. Собирается опока из не струганных досок по следующей схеме: сначала сбивается верхняя рамка (внешне она похожа на обычный ящик без дна и верха, но с двумя перекладинами посередине), потом сбивается нижняя рамка (ящик с дном).
Потом приступают к созданию формовочной земли. Она имеет особый состав: 75% мелкозернистого песка, 20% глины и 5% пыли каменного угля. Все ингредиенты соединяются между собой и тщательно перемешиваются.
Следующий этап – изготовление модели, которая поможет сформировать форму для будущего литья. Специалисты рекомендуют изготавливать ее из дерева. Дальнейший процесс воспроизводится по следующему алгоритму.
- Модель из дерева предварительно обильно посыпается тальком, а потом аккуратно помещается в нижний ящик опоки ровно наполовину.
- Потом он доверху заполняется уже готовой формовочной землей.
- Вся полученная композиция обильно посыпается графитом.
- После этого нижняя часть опоки (с дном) закрывается верхней рамкой (без дна).
- В верхнюю рамку вставляется металлический конус, узкая часть которого должна коснуться поверхности деревянной модели. Конус позволит сформировать литник – деталь, через которую будет заливаться расплавленная бронза.
- Верхний ящик тоже доверху заполняется формовочной землей. Наполнение тщательно утрамбовывается специальной ступкой.
- После этого металлический конус аккуратно извлекается. При помощи острого ножа верхняя опока снимается с нижней рамки вместе с формовочной смесью. Из нее извлекается деревянная заготовка. После всех произведенных манипуляций на обеих опоках должны остаться углубления, точно копирующие геометрию одной половины деревянной модели.
Обратите внимание! Ножом можно на данном этапе поправлять слегка осыпавшиеся линии. Если часть земли прилипла к модели, ее недостаток в опоке восполняется. Излишки просто удаляются.
- Оставляем нижнюю и верхнюю часть опоки до полного высыхания, а потом соединяем вместе таким образом, чтобы между ними не оставалась щель. Форма для литья бронзы готова.
При помощи такой формы удается создавать изделия из бронзы, не имеющие четкого рисунка и мелких деталей.
Как получить более качественное литье
Даже в домашних условиях можно произвести более качественное литье, если применить особый способ создания формы под литье. За основу берется модель, в точности напоминающую ту, что необходимо будет выплавить из бронзы. Она изготавливается из воска или парафина.
- С модели сначала снимается гипсовый слепок, состоящий из двух половинок. Части слепка соединяются между собой гипсовым раствором.
- Получившаяся форма после высыхания заполняется жидким парафином через специально оставленное отверстие.
- Когда парафин застынет, гипсовую скорлупу удаляют. Должна остаться фигура из застывшего парафина.
- Ее помещают в жаростойкую массу и формируют неразъемную форму для литья. Литейные массы сегодня продаются в строительных магазинах. Обязательно оставляется отверстие в форме для слива парафина и заливки бронзы.
- Затем неразъемную форму необходимо поместить в кипяток. Он нагреется и расплавит парафин или воск. Через специальное отверстие, предназначенное для заливки жидкого сплава (будущий литник), нужно слить расплавленный воск. После этого форма для создания более качественного литья будет готова. Изготовление формы таким способом позволяет получать бронзовое литье, имеющее более четкий контур и мелкие детали.
Воссоздать процесс плавления бронзы в домашних условиях не так уж и просто, но если задастся подобной задачей, решить ее поможет предложенная статья. Главное нужно всегда помнить о мерах предосторожности, уметь различать виды сплавов, знать, при какой температуре каждый из них плавится.
Понравилась статья? Оцени лайком! Вам не сложно мне приятно.
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
|
Бронза vs.Латунь — в чем разница?
Задолго до эры алюминия и стали был изобретен металлический сплав, то есть материал, созданный путем объединения двух синергетических металлов вместе. Таким образом, полученный сплав не только сохраняет некоторые свойства каждого элемента, но и может иметь новые свойства, которых нет ни у одного из них, что произвело революцию в нашем современном выборе материалов. Два сплава, которые положили начало этому сдвигу, — это бронза и латунь, которые представляют собой древние металлические сплавы, которые тысячелетиями использовались греками и другими бывшими империями.Эти металлы послужили отправной точкой для всех других сплавов, и в этой статье мы исследуем бронзу и латунь и их различия. Будут подробно описаны физические, химические и механические свойства бронзы и латуни, а также то, как они используются до сих пор. Эта статья призвана показать, как эти металлы, будучи более архаичными, чем большинство других инженерных материалов, по-прежнему являются необходимыми компонентами нашего успеха в современную эпоху.
бронза
Бронза — это результат добавления олова к меди, хотя часто бывает много дополнительных побочных элементов, потому что бронза была обнаружена примерно в 3500 году до нашей эры, до того, как были разработаны точные химические методы.В наше время бронза считается классом медных сплавов, который был определен на основе их рабочих свойств и конкретных легирующих элементов. Было обнаружено, что такие металлы, как свинец, марганец, сурьма, никель, цинк, кремний и другие, улучшают бронзу, поэтому теперь у дизайнеров есть широкий выбор марок бронзы. Чтобы узнать больше о различных типах бронзы, прочтите нашу статью о типах бронзы.
Типичная бронза красновато-коричневого / золотого цвета и хрупкая, но в меньшей степени, чем чугун.Он имеет относительную плотность около 8,8 г / см 3 и демонстрирует низкое трение при контакте с другими металлами. Он легко проводит тепло и электричество и имеет диапазон температур плавления 950-1050 ° C, в зависимости от количества присутствующего олова. Он окисляется на воздухе из-за высокого содержания меди, что придает бронзе отчетливую пятнистую патину. Это окисление предотвращает коррозию бронзы, особенно в морской среде; однако, если соединения хлора могут вступать в реакцию с бронзой, начинается процесс, известный как «болезнь бронзы», когда коррозия приводит к еще большей коррозии, постепенно разрушая сплав.Благодаря своей стойкости к соленой воде бронза может использоваться в фурнитуре лодок и подводных морских частях, а также в скульптурах, которые должны противостоять разложению во внешней среде. Он демонстрирует отличные литейные свойства и может быть легко отлит в виде подшипников, зажимов, электрических соединений, пружин и многого другого.
Если вы заинтересованы в приобретении бронзы для своего проекта, не стесняйтесь просматривать нашу платформу закупок для поставщиков бронзы.
Латунь
Латунь была обнаружена около 500 г. до н.э. и представляет собой сплав меди и цинка, хотя она также содержит другие элементы, как и бронза.Поскольку латунь и бронза сильно пересекаются, латунь обычно обозначается большим процентным содержанием цинка и относительным отсутствием олова (хотя, что сбивает с толку, также существуют луженые латунные сплавы, что еще больше размывает линии). Свинец — обычная добавка к латуни, которая увеличивает ее обрабатываемость, а также к другим уникальным элементам, которые создали класс латунных сплавов.
Латунь — это цвет яркого золота, меди или даже серебра, в зависимости от соотношения цинка и меди. Она более пластична, чем бронза, и демонстрирует такое же низкое трение при контакте с другими металлами.Он имеет плотность около 8,73 г / см 3 и имеет низкую температуру плавления 900–1000 ° C, в зависимости от сплава. Латунь отлично проводит тепло и устойчива к коррозии, особенно к гальванической коррозии в морской воде. Он хорошо отливает, достаточно прочен и привлекателен и даже обладает некоторыми антимикробными свойствами благодаря высокому содержанию меди. Чаще всего латунь используется в музыкальных инструментах, декоративных накладках, винтах, радиаторах, гильзах для пуль и т. Д.
Если вы заинтересованы в покупке латуни для вашего проекта, не стесняйтесь просматривать нашу платформу для закупок поставщиков латуни.
Сравнение бронзы и латуни
Хотя эти металлы связаны как по составу, так и по внешнему виду и даже по применению, латунь и бронза часто используются для разных целей. Будет полезно изучить, что отличает эти два медных сплава друг от друга, исследуя некоторые общие механические свойства, показанные ниже в таблице 1.
Таблица 1: Сравнение свойств материалов бронзы и латуни.
Свойства материала | бронза | Латунь | |||
Шт. | Метрическая система | Английский | Метрическая система | Английский | |
Теплопроводность (20 ° C) | 24 Вт / м-К | 15 БТЕ / (час фут ° F) | 120 Вт / м-К | 64.1 британская тепловая единица / (час фут ° F) | |
Усталостная прочность | 90,0-352 МПа | 13100-51100 фунтов на кв. Дюйм | 22-360 МПа | 3190-52200 фунтов на кв. Дюйм | |
Температура плавления (средняя) | 1010 ° С | 917 ° С | |||
Твердость (по Бринеллю) | 40–420 | 55-73 | |||
Обрабатываемость (средняя) | 33.0% | 46,8% | |||
Теплопроводность — хороший способ узнать, будет ли металл использоваться в тепловых приложениях, поскольку она показывает, сколько энергии может передаваться через материал и с какой скоростью. Теплопроводность латуни намного выше, чем у бронзы, что делает ее идеальным выбором для радиаторов отопления. Бронзу также можно использовать в тепловых приложениях, но латунь всегда будет иметь приоритет, если есть выбор между ними.
Усталостное напряжение — это напряжение, вызванное частой сменой небольших напряжений, которые могут вызывать микро- и даже макротрещины в материале в течение длительного периода времени. Это значение жизненно важно для понимания того, будет ли материал подвергаться постоянным нагрузкам, таким как частые изменения температуры или нагрузки, которые могут нарушить целостность сплава при достаточном количестве циклов. Усталостная прочность бронзы и латуни представлена в виде диапазонов в Таблице 1, поскольку существует множество сплавов каждого металла. Бронза обычно имеет более высокое сопротивление усталости, чем латунь, что можно увидеть, сравнив нижнюю границу их диапазонов усталостной прочности.Это качество делает бронзу более подходящей для морских деталей и пружин, которые в процессе эксплуатации подвергаются постоянным нагрузкам.
Латунь имеет более низкую среднюю температуру плавления, чем бронза (917 против 1010 ° C), но обе они легко отливаются. При использовании любого из этих металлов для отливки форм учитывайте желаемые механические свойства; более устойчивый проект, скорее всего, выиграет от бронзы, в то время как более декоративный может использовать латунь для большего эффекта.
Твердость — это мера реакции материала на местные поверхностные напряжения и его реакции на царапины, вмятины и т. Д.Шкала твердости по Бринеллю — одна из многочисленных доступных шкал твердости, в которой используется собственный индентор для определения твердости для оценки реакции материала на стандартизованную силу. Для справки: типичное стекло получает 1500 баллов по шкале твердости Бринелля и свинец 5 баллов; Используя их в качестве ориентиров, таблица 1 ясно показывает, что бронза в среднем тверже латуни. Более твердый материал обычно более хрупкий, и бронза следует этому правилу, поскольку она гораздо более склонна к разрушению, чем латунь. Если обрабатываемость необходима, латунь, безусловно, лучший выбор, чем бронза.Однако, если важны прочность и износостойкость, бронза может быть лучшим вариантом.
Обрабатываемость — это сравнительная оценка, присваиваемая металлам, чтобы показать, как они реагируют на механические нагрузки, такие как токарная обработка, фрезерование, штамповка и другие процедуры. Важно понимать показатель обрабатываемости металла, поскольку он определяет, какие типы обработки могут быть выполнены, если таковые имеются. Процент обрабатываемости металла сравнивается с эталонным металлом, где этому металлу присваивается рейтинг 100% (легко обрабатывается).Металлу, который труднее обрабатывать, присваивается рейтинг ниже 100%, что относится как к бронзе, так и к латуни. Есть некоторые сплавы, разработанные специально для механической обработки (например, латунный сплав C360), но большинство медных сплавов слишком пластичны для обработки. Оба металла обладают отличными литейными характеристиками, поэтому перед обработкой этих металлов продумайте процедуру литья. Если он должен быть подвергнут механической обработке, убедитесь, что выбранный вами сплав предназначен для механической обработки, иначе вы рискуете засорить вашу фрезу.
Бронза и латунь бывают разных форм, размеров и составов.Как всегда, спрашивайте у своего поставщика самую последнюю информацию о том, что доступно и какой тип бронзы или латуни лучше всего подойдет для вашего применения.
Сводка
В этой статье представлено краткое сравнение свойств, прочности и областей применения бронзы и латуни. Для получения информации о других продуктах обратитесь к нашим дополнительным руководствам или посетите платформу Thomas Supplier Discovery Platform, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
Источники:
- Руководство по металлургии
- О медных сплавах и латуни
- Обзор материалов для бронзы
- Обзор материалов для латуни
- Теплопроводность металлов, металлических элементов и сплавов
- Sequoia Brass & Copper: Руководство по картриджу из сплава 260, желтая латунь
- Sequoia Brass & Copper: Руководство по морской латуни
- Sequoia Brass & Copper: Справочник по латуни 272
Прочие изделия из бронзы
Больше от Metals & Metal Products
Образец возгорания> Металлы: температуры плавления
Образец возгорания> Металлы: температуры плавления
Металлы: температуры плавления
Температурную историю различных деталей иногда можно
определяется наблюдением за расплавленными металлами.Если алюминий поблизости
расплавился, а медь — нет, то можно поставить верхнюю и нижнюю границы
самая высокая температура, достигнутая в определенном месте. Если есть доказательства
расплавленной стали, есть явное указание на какой-либо тип ускорителя и
повышенная вероятность поджога. Опубликованные температуры плавления различных металлов приведены ниже.
показано ниже.
Материал | Температура плавления |
Алюминий [1] | 1220 |
Латунь [2] | 1700-1850 |
Бронза [2] | 1615-1940 |
Чугун [3] | 2150-2300 |
Медь [1] | 1985 |
Свинец [1] | 622 |
Никель [1] | 2651 |
Сталь [4] | 2600-2750 |
Олово [5] | 450 |
Цинк [5] | 786 |
Список литературы
- Шакелфорд, Дж., Введение в материаловедение для инженеров, Prentice Hall,
2000. - Справочник ASM, Том 2, ASM International 1990.
- Свойства некоторых металлов и сплавов, International Nickel Company, Inc., 1968.
- Аваллоне, Э.А. и др., Стандартное руководство Марка для инженеров-механиков,
Макгроу-Хилл, 1986. - Shackelford, J.F., et al., The CRC Materials Science and Engineering Handbook,
CRC Press, 1992.
Медные сплавы в скульптуре ответы
В древности первыми металлами, известными человеку, были медь и золото.Оба имели привлекательный цвет и легко формировались. Медь была легирована оловом, чтобы сформировать первый сплав — бронзу, а намного позже — латунь, которая, вероятно, была получена случайно в результате плавления богатой цинком медной руды. Эти медные сплавы использовались в литой и кованной форме для производства впечатляющего набора инструментов и декоративных предметов впечатляющей красоты.
Соотношение меди и олова в бронзе варьируется в зависимости от области применения. Для скульптуры это обычно 90% меди и 10% олова.Бронза устойчива к коррозии, очень твердая и вязкая. Скульпторы не могут работать с бронзой так же, как с камнем. Бронзу нужно расплавить и вылить в форму. Это называется кастингом.
На этих круговых диаграммах показан состав четырех медных сплавов. Оружейный металл использовался в течение многих лет для литья бронзы, но его заменяют бессвинцовая бронза и кремниевая бронза.
Бронзовое литье
Изготовление формы
Для небольших бронзовых изделий форма обычно изготавливается из керамики.Для больших форм, таких как бронза The Meeting Place на вокзале Сент-Панкрас, используется песок.
(Любезно предоставлено LCR / Paul Day.)
Форма для Место встречи Статуя была сформирована вокруг этой модели из полистирола. Художник Пол Дэй позировал со своей женой Кэтрин, чтобы придумать окончательную форму. Форма полистирола изготавливается послойно. Линии стыков можно увидеть на этой фотографии.
Художник Пол Дэй объясняет, как это было сделано:
«Форма [полистирола] разрезается на удобные секции и отправляется в литейный цех.Вокруг этих больших участков делают песчаную форму. В него вводится CO 2 , чтобы он стал твердым, поэтому песок становится похож на камень. Снимаем пенополистирол и вставляем стержень и заливаем бронзу в пространство между стержнем и песчаной формой. Таким образом мы создаем [полые] бронзовые секции, которые будут сварены вместе, чтобы сформировать законченную скульптуру ».
Тигель
Бронза плавится примерно при 1000 ºC. Эта температура зависит от типа бронзового сплава. Бронза разливается при еще более высокой температуре — 1150 ºC.Тигли должны иметь гораздо более высокую температуру плавления. Более высокая температура заливки предотвращает преждевременное затвердевание в узких частях формы и снижает вязкость расплавленной бронзы. Они сделаны из минеральных материалов, таких как карбид кремния, которые плавятся при температуре более 2700 ºC.
(Любезно предоставлено artworksfoundry.com.)
Для места встречи около 30% бронзы было переработано. Общий вес был около девяти тонн.
Отливка
Расплавленная бронза заливается в зазор между кристаллизатором и стержнем, образуя полую бронзовую секцию.Этот процесс не изменился за тысячи лет. Для охлаждения больших частей скульптуры такого размера требуется около трех часов. Охлаждение сложнее, чем вы думаете, потому что бронза превращается из жидкой в твердую. Скульптура полностью собрана из новой яркой бронзы.
(Любезно предоставлено LCR / Paul Day.)
Патинация
Если оставить яркую новую бронзу снаружи, она вступит в реакцию с атмосферой, образуя темную «патину». Бронза не очень реактивна, поэтому на этот процесс могут уйти десятилетия.Скульпторы ускоряют этот процесс, нагревая поверхность и распыляя химические вещества на бронзу. Перед доставкой статуя патинирована.
Патинированная скульптура прибывает на Сент-Панкрас. Ступни показывают полую структуру. (Любезно предоставлено LCR / Paul Day.)
Место встречи темно-коричневого цвета, когда оно прибывает на вокзал Сент-Панкрас. Последний процесс — восковая эпиляция, чтобы придать блеск и защитить бронзу. Видео об этих процессах можно найти на сайте www.morrissinger.co.uk. «Место встречи» снимался в фильме «Моррис Сингер».
Вопросы
- Почему скульптура полая?
- Почему эта скульптура была предварительно патинирована?
Сравнение металлов: латунь и бронза
Наряду с медью, бронза и латунь относятся к категории металлов, называемых «красными металлами» из-за их ярко выраженного красноватого цвета. Эти два материала представляют собой сплавы на основе меди, содержащие различные количества других элементов, которые обладают широким спектром различных свойств.
Например, бронза обычно состоит из меди и олова, но в состав могут входить и другие элементы. Независимо от элементарной добавки, бронза демонстрирует большую твердость, чем чистая медь. С другой стороны, латунь в основном содержит медь и цинк, последний из которых обеспечивает повышенную прочность и пластичность.
Хотя между латунью и бронзой есть сходство, следующий пост посвящен индивидуальным характеристикам, свойствам и преимуществам каждого материала, а также различиям между ними.
Что такое бронза?
Бронза — это металлический сплав, который в основном содержит медь и 12% олова. Другие элементы, такие как алюминий, мышьяк, марганец, фосфор и кремний, также добавляют для получения других свойств. Эти смеси образуют некоторые из распространенных бронзовых сплавов, в том числе:
- Свинцовая бронза
- Фосфорная бронза
- Алюминиевая бронза
- Кремниевая бронза
- Марганцевая бронза
Свойства бронзы
Бронза обладает рядом уникальных свойств, которые делают ее очень подходящей для различных областей применения, от произведений искусства до компьютерной электроники.Характеристики бронзы включают:
- Красновато-коричневый цвет
- Твердость и хрупкость (хотя обычно он менее хрупкий, чем чугун)
- Температура плавления 950 градусов Цельсия
- Высокая устойчивость к коррозии в соленой воде
- Обладает низким коэффициентом трения между металлами
Аппликации из бронзы
Характеристики
Bronze делают его пригодным для использования в функциональных и эстетических целях, например:
- Морское хозяйство и рыболовство. Многие лодки и корабли используют бронзовые фитинги и гребные винты из-за высокой коррозионной стойкости материала.
- Скульптуры и музыкальные инструменты. Тускло-золотой оттенок бронзы делает ее популярным исходным материалом для скульптур и других художественных работ, таких как колокольчики и тарелки.
- Электрические разъемы и пружины. Некоторые бронзовые сплавы особенно подходят для электрических применений из-за их превосходной электропроводности.
- Втулки и подшипники. Низкое трение металла о металл материала делает его пригодным для работы в условиях высоких нагрузок, например, для втулок и подшипников.
Что такое латунь?
Латунь — это металлический сплав, в основном состоящий из меди и цинка. Однако другие металлы, такие как железо, алюминий, кремний и марганец, также смешиваются для получения различных свойств и цветовых вариаций. Например, высокое содержание цинка приводит к увеличению прочности и пластичности, в то время как включение марганца приводит к повышенной коррозионной стойкости.
Некоторые из распространенных типов доступной латуни включают:
- Красная латунь
- Желтая латунь
- 330 латунь
- 360 латунь
- 464 латунь
Свойства латуни
По сравнению с бронзой, латунь более пластична, что делает ее идеальной для применений, требующих высокого уровня пластичности. С другой стороны, он также демонстрирует значительно более низкую температуру плавления (900 градусов Цельсия).
Прочие свойства латуни включают следующие:
- Приглушенный желтый / золотой цвет (в зависимости от количества цинка)
- Высокая коррозионная стойкость (особенно, если содержание марганца выше среднего)
- Склонность к растрескиванию от чрезмерного напряжения
- Легковолитый
- Теплопроводность выше среднего
- Неферромагнитный (облегчает разделение для переработки)
Применение латуни
Латунь находит применение во многих отраслях промышленности, таких как:
- Более яркая, золотистая латунь делает ее отличным выбором для декоративных применений.
- Музыкальные инструменты. Его технологичность и долговечность делают его очень подходящим исходным материалом для музыкальных инструментов (например, гитарных струн)
- Сантехнические трубы и трубки. Высокая коррозионная стойкость латуни делает ее пригодной для применения в сантехнике.
- Подобно бронзе, латунь используется в электронике из-за ее превосходной электропроводности.
Различия между бронзой и латунью
Различия в составе материалов бронзы и латуни приводят к различным характеристикам, которые делают их пригодными для различных случаев использования.Например, более высокий уровень устойчивости бронзы к коррозии в соленой воде делает ее лучшим выбором для компонентов корабля, чем латунь, а исключительная обрабатываемость и обрабатываемость латуни делают ее более подходящей для применения в трубах и опорах. В таблице 1 ниже представлены некоторые из основных различий между двумя материалами.
Таблица 1 — Различия между бронзой и латунью
| Бронза | Латунь |
| Более твердый, более хрупкий | Повышенная пластичность |
| Температура плавления 950 градусов Цельсия | Температура плавления 900 градусов Цельсия |
| Отличная коррозионная стойкость (вкл.соленая вода) | Хорошая коррозионная стойкость |
| Подходит для некоторых декоративных применений (например, скульптуры, музыкальные инструменты и т. Д.) | Больше подходит для декоративных применений (из-за золотого цвета) |
| датируется 3500 г. до н.э. | Датируется 500 г. до н.э. |
Свяжитесь с Sequoia Brass & Copper сегодня
Латунь и бронза — это два сплава на основе меди, которые обладают различными характеристиками, подходящими для широкого спектра применений.В Sequoia Brass & Copper мы предлагаем широкий выбор бронзовых и латунных материалов в форме стержней, пластин, трубок, стержней и листов для удовлетворения ваших уникальных требований. Если вы хотите узнать больше о наших предложениях по материалам, свяжитесь с нами или запросите бесплатное предложение сегодня.
Литейный цех песчаных отливок из кремниевой бронзы
Leitelt Brothers уже более 100 лет является ведущим производителем металлических отливок.Мы заработали репутацию разработчика и производителя высококачественных отливок из кремнистой бронзы в песчаные формы для промышленного применения. Мы предлагаем полный спектр дополнительных услуг и дополнительных возможностей, которые можно добавить в любой проект.
Что такое силиконовая бронза?
Кремниевая бронза — это латунный сплав с содержанием меди до 96%. Остальная часть сплава состоит из кремния и металлов, включая марганец, олово, железо или цинк. Это сплав с низким содержанием свинца. Присутствие кремния обеспечивает самосмазку сплава.Как латунный сплав, кремниевая бронза обладает высокой коррозионной стойкостью, обладает высокой прочностью, ее легко обрабатывать и лить. Обозначается как C87850. C87610 и C87300.
Преимущества слитка C87850: химический состав более жесткий, чем стандарты ASTM B30, из-за того, что мы литье в индукционной печи непрерывного литья; это устраняет окалину. Дополнительные преимущества отливки Eco Brass C87850 по сравнению с другими бессвинцовыми медными сплавами:
- Более низкая температура плавления — ликвидус 1616o F
- Более низкое содержание меди, чем в других бессвинцовых сплавах
- Текучесть — высокая
- Образование окалины — низкое
- Газовыделение — низкий
Литые детали, изготовленные из силиконовой бронзы, используются для деталей с высоким износом, высокой нагрузкой и низким истиранием, таких как шариковые подшипники, сепараторы подшипников, дорожки качения, прокладки, шестерни и детали клапанов.Они используются в машиностроении, авиакосмической отрасли, тяжелом оборудовании и гидравлическом оборудовании.
Leitelt Brothers имеет возможность производить отливки из кремнистой бронзы с точностью размеров, припусками на чистовую обработку и осадкой. Мы можем производить отливки в соответствии с конкретными требованиями наших клиентов, независимо от того, является ли деталь сложной зубчатой передачей или гидравлическим валом. Мы предлагаем продукцию от 1 унции до 350 фунтов.
Узнайте больше о наших возможностях литейного производства и других дополнительных услугах.
Нажмите здесь, чтобы отправить запрос ценового предложения
или позвоните нам сегодня по телефону 773-721-1186
Низкая температура плавления плавких сплавов делает их полезными
Низкая температура плавления плавких сплавов делает их полезными в самых разных областях применения
Температура плавления алюминия составляет 1220 градусов по Фаренгейту. Углеродистая сталь плавится где-то между 2600 и 2800 градусами по Фаренгейту, а для плавления вольфрама температура должна подняться до 6150 градусов по Фаренгейту.Для достижения этих температур необходимы специальные печи, поэтому, когда сплав плавится в кипящей воде или начинает разжижаться при комнатной температуре, это кажется волшебством.
Сплавы с температурой плавления ниже 450 градусов по Фаренгейту относятся к легкоплавким или легкоплавким сплавам. Наиболее широко используемые легкосплавные сплавы содержат высокий процент висмута в сочетании со свинцом, оловом, кадмием, индием и другими металлами. Висмут влияет на температуру плавления, а также на характеристики роста и усадки сплавов.Многие из сплавов на основе висмута плавятся ниже точки кипения воды, а некоторые из них плавятся ниже 150 градусов по Фаренгейту.
Плавкие сплавы стабильны и могут быть классифицированы как эвтектические или неэвтектические. Эвтектические сплавы имеют самую низкую возможную точку плавления — температура, при которой материал является твердым, равна температуре, при которой материал является жидким. Неэвтектические сплавы начинают плавиться при одной температуре, а затем переходят в жидкое состояние, прежде чем они полностью расплавятся при более высокой температуре.Легкоплавкие сплавы доступны в различных формах: кекс, слиток, пруток, дробь, проволока, палочка, полоса и нестандартные формы.
Многие легкоплавкие сплавы обладают хорошей теплопроводностью, могут быть переплавлены и повторно использованы, а также содержат комбинации элементов, которые заставляют их расширяться во время затвердевания без сжатия во время охлаждения. Эти характеристики делают плавкие сплавы универсальными, что позволяет использовать их в самых разных областях, включая обычные повседневные предметы, такие как пожарные спринклеры и выдвижные таймеры для индейки.В обоих случаях сплавы начинают плавиться при определенной температуре, приводя в действие механизм, который либо открывает клапан, чтобы пропустить воду, либо всплывает кнопку, указывающую, что индейка готова.
Производители могут использовать легкоплавкие сплавы для решения проблем и экономии времени и денег. Например, использование плавкого сплава при изгибе тонкостенных трубок может помочь предотвратить перегибы или складки. Трубки смазываются, заполняются легкоплавким сплавом и охлаждаются, так что сплав затвердевает внутри, поддерживая стенку трубки.