Сварка ПНД труб своими руками разными методами
Монтаж канализационной системы выполняется с использованием специальных трубопроводов, которые могут быть выполнены из пластика, керамики или металла. Как и у многих пластмассовых отводов, сварка ПНД труб может выполняться при помощи термических инструментов или муфт для прессованного холодного крепления.
Варианты установки
Технологически можно соединить трубы ПНД без сварки либо используя специальный сварочный аппарат. У обеих методик есть свои достоинства и недостатки, рассмотрим преимущества каждого метода крепления.
Холодная сварка или прессовка является самым простым вариантом, это очень дешевый и доступный метод, который выполняется посредством использования специальных муфт. Такая технология используется в основном для трубопроводов больших диаметров – от 20 до 300 мм. Компрессионные фитинги под холодную сварку имеют следующие плюсы:
- Простота использования;
- Большой выбор размеров;
- Обеспечение плотного соединения с высокими показателями герметизации.


Но прессование преимущественно используется только для крепления ненапорных водопроводных соединений. У пластиковых труб относительно небольшая жесткость, за счет чего при сильном внутреннем давлении шов может просто разойтись, в отличие от сварочных креплений, которые считаются «мертвыми».
Классическая сварка, или как принято говорить, пайка труб ПНД может выполняться электромуфтовым методом либо для её осуществления используется определенный аппарат для сварки. Электромуфты представляют собой очень практичный метод соединения металлических газовых труб, а также пластиковых коммуникаций водоснабжения. На свободный участок отвода устанавливается муфта определенного диаметра, после чего в неё задвигается второй отрезок трубы. Такая пайка еще называется стыковая, из-за того, что для осуществления максимально прочного и плотного крепления нужно установить части трубопровода очень плотно с минимальным зазором.
Фото – фитинги
Муфтами удобно работать на больших диаметрах, но это не самое лучшее решение для отводов под умывальник или коммуникаций отопления. Но зато фланцевые ПНД-соединения при необходимости можно снимать и производить срочный ремонт.
Но зато фланцевые ПНД-соединения при необходимости можно снимать и производить срочный ремонт.
Фото – стыковая
Ручная пайка труб производится посредством использования паяльника, для неё требуется специальное оборудование для организации ПНД соединений. Для произведения таких работ очень важна температура нагревательных элементов и время выдержки. Обратите внимание, что эти параметры выбираются исходя из технических характеристик паяльного устройства, толщины ПНД и диаметра отводов.
Достоинства методики:
- Это наиболее долговечный и надежный вариант. За счет осуществления неразъемного крепления, может использоваться как для напорных ГБН, так и для ненапорных соединений запорной арматуры;
- Фланцевые соединения могут использоваться как при креплении наружной системы, так и при установке внутренних магистральных труб;
- Не требуется предварительное обучение. Вполне достаточно просмотреть видео и прочитать нормативы СНиП, где подробно указывается, как производить обрезку, установку и крепление.

Но к недостаткам относится то, что соединение при необходимости нельзя снять. Несмотря на все достоинства этого, иногда требуется открыть и прочистить трубу.
Монтаж враструб
Нужно отметить, что в отечественных документах Вы не найдете никаких стандартов для проведения растубной пайки. Она описывается только в европейских стандартах DVS 2207-15. Пошаговая инструкция, как провести сварку труб ПНД муфтами:
- Перед началом работы потребуется подготовить коммуникацию. Для этого наружная поверхность очищается от различных загрязнений: пыли, жира. Это можно сделать влажной тряпкой и спиртовым раствором или специальной смесью. Она продается в сантехнических магазинах;
- После приводится в порядок место стыка. От гладкости среза зависит плотность крепления. Следует пройтись по торцу трубы наждачной бумагой или зачистить её при помощи смятой газеты. После стык труб ПНД подрезается для образования фаски 1 мм на 45 градусов, это очень важно для плотного крепления;
Фото – стыковка
- Далее, нужно отводы установить в муфту. Она разделяется на две половины: первая надевается на трубу (это дорн), а во вторую вставляется второй отрезок (это гильза). Нужно отметить, что надевание муфты нужно начинать только после нагрева инструмента;
Фото – соединение
- Предварительно прогретая насадка максимально быстро вдевается на коммуникацию, после чего в неё вставляется второй отвод;
- Продвигать отрезки нужно очень осторожно, но быстро, иначе можно перегреть полиэтилен. Если все делается правильно, то из-под муфты начнет выходить жидкая пластмасса.
 Она разделяется на две половины: первая надевается на трубу (это дорн), а во вторую вставляется второй отрезок (это гильза). Нужно отметить, что надевание муфты нужно начинать только после нагрева инструмента;
Она разделяется на две половины: первая надевается на трубу (это дорн), а во вторую вставляется второй отрезок (это гильза). Нужно отметить, что надевание муфты нужно начинать только после нагрева инструмента;После окончания нагрева и сварки нужно снять муфту и зафиксировать трубы на твердой поверхности.
Фланцами работать еще проще. Они представляют собой резьбовые соединения для установки. Соответственно, на одном конце коммуникации вырезается резьба, в которую вкручивается элемент, а уже на него надевается труба. Место стыка прогревается феном или муфтой.
Фото – фланец пнд
Сварка экструдером
Ручным феном или паяльником немного сложнее работать, т. к. нужно дополнительно контролировать не только время прогрева, но и собственные движения. При неправильном осуществлении сварки можно нарушить целостность труб ПНД или испортить шов.
к. нужно дополнительно контролировать не только время прогрева, но и собственные движения. При неправильном осуществлении сварки можно нарушить целостность труб ПНД или испортить шов.
Фото – профессиональный инвертор
Пошаговая инструкция сварки при помощи инвертора:
- Нужно обрезать коммуникацию до определенного размера, обязательно зачистить торец;
- Температура для сварки ПНД – 260 градусов, на этот уровень устанавливается паяльник, одновременно устанавливаются и прогреваются сварочные насадки;
- Перед началом работы обязательно измеряется и отмечается нужная глубина установки, она должна составлять не менее 2 мм;
Фото – установка фитинга
- Самым сложным в этом процессе является момент, когда нужно зацентрировать фитинг и трубу в насадке. Профессиональный станок содержит в своей комплектации специальный центрирующий механизм, если его нет, то просто постарайтесь все сделать очень точно;
- После соединения задвигаются до отметки (не до стыка) и выдерживаются определенное время;
- По окончании работы аппарат выключается, а место сварки труб фиксируется для охлаждения.

Очень важно не передержать крепление, если слишком затянуть сварку, то ПНД станет очень тонким или произойдёт наплыв полиэтилена на внутренний диаметр. Чтобы контролировать этот момент используется специальная таблица:
| Наружный диаметр, мм | Сварной шов, мм | Нагрев, сек | Соединение, сек | Охлаждение, сек |
| 20 | 14 | 6 | 4 | 2 |
| 25 | 16 | 7 | 4 | 2 |
| 32 | 18 | 8 | 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
| 63 | 26 | 24 | 8 | 6 |
| 75 | 28 | 30 | 10 | 8 |
| 90 | 30 | 40 | 11 | 8 |
| 110 | 32 | 50 | 12 | 8 |
Видео:Электромуфтовая сварка труб ПНД
 Инструкция (анимация)» src=»https://www.youtube.com/embed/-ZWVQ3XR_ao?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Инструкция (анимация)» src=»https://www.youtube.com/embed/-ZWVQ3XR_ao?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Обзор цен
Купить аппарат для сварки труб ПНД можно в любом городе, если цена не подходит, то сейчас многими компаниями предоставляется аренда оборудования. Рассмотрим стоимость модели V-Weld R063:
| Город | Цена, у. е. |
| Воронеж | 28 |
| Екатеринбург | 28 |
| Казань | 30 |
| Краснодар | 28 |
| Москва | 33 |
| Новосибирск | 30 |
| СПб | 33 |
Читайте также:
Муфты для соединения полиэтиленовых, пластиковых и стальных труб
Нормы ручной и автоматической сварки трубопроводов
Фитинги для труб ПНД — компрессионные, латунные: способы соединений
Услуги по сварке ПНД труб.
 Стыковая и электромуфтовая сварка полиэтиленовых труб.
Стыковая и электромуфтовая сварка полиэтиленовых труб.
Наша компания выполняет весь комплекс работ по сварке ПНД труб, отводов, тройников, крестовин, переходов, муфт, заглушек и других фитингов диаметром от 20 до 1600 мм. Возможен выезд бригады специалистов на строительный объект заказчика, а также составление сметы и снабжение необходимым материалом. Сварочные работы выполняются электромуфтовым или стыковым методом с использованием высококачественного оборудования. Это позволяет выполнить монтаж или ремонт трубопровода максимально быстро и качественно.
Сварка ПНД труб
Стыковая сварка | Электромуфтовая сварка | ||||||
Диаметр | Цена за 1 стык | Мин. | Стыков за смену | Диаметр трубы | Цена за стык | Цена за смену | Стыков за смену |
25 | 200 | 12000 | до 20 | ||||
32 | |||||||
40 | 200 | 12000 | до 40 | 40 | |||
50 | 50 | ||||||
63 | 63 | ||||||
75 | 75 | 300 | |||||
90 | 300 | 90 | |||||
110 | 400 | 110 | 400 | ||||
125 | 600 | 15000 | до 25 | 125 | 500 | ||
140 | 700 | 140 | 600 | ||||
160 | 800 | 160 | 800 | ||||
180 | 1100 | 10-15 | 180 | 1000 | до 10 | ||
200 | 1200 | 200 | |||||
225 | 1300 | 225 | |||||
250 | 1600 | 250 | 1500 | ||||
280 | 2000 | 280 | |||||
315 | 2200 | 315 | 2000 | 15000 | |||
355 | 2900 | 18000 | 8-12 | 355 | 2700 | до 7 | |
400 | 3000 | 400 | 3000 | ||||
450 | 3900 | 450 | 4000 | ||||
500 | 4500 | 500 | 5000 | ||||
560 | 5000 | 6-10 | 560 | 5500 | 18000 | 3-5 | |
630 | 5500 | 630 | 6000 | ||||
710 | 7000 | 25000 | 4-8 | 710 | 7000 | ||
800 | 7600 | 800 | 8000 | ||||
900 | договорная | 3-5 | 900 | договорная | 1-2 | ||
1000 | 1000 | ||||||
1200 | 1200 | ||||||
1400 | 1400 | ||||||
1600 | 2-4 | 1600 | |||||
В стоимость смены входит количество стыков в зависимости от диаметра трубы, выезд специалистов на объект с необходимым оборудованием. На стоимость будет влиять удалённость объекта и протяжённость трубопроводной трассы. Оплата производится наличным или безналичным расчётом. Минимальным заказом называются все виды работ, выполненные в течение одной смены. Длительность рабочей смены – 9 часов. В стоимость входит работа по сварке ПНД труб и выезд сварщика до объекта со своим сварочным оборудованием. На стоимость будет влиять удалённость объекта и протяжённость трубопроводной трассы. Оплата производится наличным или безналичным расчётом. Минимальным заказом называются все виды работ, выполненные в течение одной смены. Длительность рабочей смены – 9 часов. В стоимость входит работа по сварке ПНД труб и выезд сварщика до объекта со своим сварочным оборудованием.В зависимости от объёма выполняемых работ и для постоянных клиентов в нашей компании предусмотрены дополнительные скидки. | |||||||
 сумма заказа
сумма заказа
Сварка труб ПНД
1. Выезд бригады специалистов на объект.
2. Высококачественное сварочное оборудование.
3. Квалифицированные сварщики.
4. Использование механических и гидравлических стыковых и электрофузионных сварочных аппаратов, что позволяет выполнять пайку муфтовую и встык.
5. На большой объем работ предоставляется дополнительная скидка.
6. Выполняем монтаж водостока, ремонт трубопроводов, сварку фитингов и фасонных изделий (крестовин, тройников, отводов и втулок под фланец).
7. Укомплектуем объект необходимым оборудованием и материалами. Выполним весь спектр работ.
8. Предоставляем в аренду генератор при выполнении сварочных работ в полевых условиях.
Также наша компания производит сварку труб из полиэтилена, пластика, полипропилена, ПП, ПЭ, ПНД, ПВХ, ПВД, которые используются для водоснабжения, газоснабжения, при прокладке канализационных систем и кабельных коммуникаций.
ПОДЕЛИТЕСЬ СТРАНИЦЕЙ
Сварка и монтаж труб ПНД своими руками (инструкция и видео) 2021
Трубы, изготовленные из полиэтилена ПНД, используются практически во всех современных коммуникационных системах, начиная с подачи воды и заканчивая газопроводами и каналами для протяжки кабеля. Они прочные, эластичные и износостойкие. Правильный монтаж трубопроводной системы из полиэтилена обеспечит ее надежность даже в местах стыков трубных отрезков, а знание того, как соединить трубы ПНД своими руками, сэкономит средства на их установку.
Виды трубопроводных систем из ПНД
Из полиэтилена низкого давления изготавливают трубы разного назначения, которые идут на монтаж следующих систем:
- Водопроводных,
- Газовых,
- Канализационных,
- Дренажных,
- Обсадных для устройства водяных скважин,
- Изоляционных для силового либо связного кабеля.
ВАЖНО! Труба ПНД может использоваться как для внутренних коммуникаций, так и для устройства внешних магистралей на открытых местах и под землей.
Установка трубы в систему
Трубы ПНД выпускаются мерными отрезками стандартной длины – по 6 и по 12 метров, а также в бухтах либо катушках большой длины – по 100-500 метров. В процессе их установки в систему в конкретном помещении обязательно потребуется выполнение следующих операций:
- Распил (разрез) полиэтиленовых труб под пайку либо фитинговое соединение. Эта операция должна проводиться очень аккуратно, чтобы срез получился максимально ровный, без трещин и заусенцев, перпендикулярный к поверхности трубы. Такой разрез может проводиться с помощью:
- Ручного либо электрического трубореза, которые справляются с трубами диаметром от 15-ти до 30-ти мм,
- Кругового резака для бытовых труб диаметрами от 15-ти до 160-ти мм,
- Так называемой «трубной гильотины», используемой для создания качественного разреза трубы от 63-х до 350-ти мм диаметром,
- Ленточной пилы, являющейся наиболее дорогим профессиональным инструментом и способной создавать чистые и ровные срезы труб диаметром до 1600 мм.
- Распрямление колец бухты в прямые отрезки потребуется при покупке большого метража трубы. Сложность состоит в том, что при выпрямлении трубы можно нечаянно повредить ее. Здесь нужно вспомнить, что материал трубы – ПНД, который является термопластичным полимером. Поэтому для небольшого изменения формы достаточно недолго подержать изделия в теплом месте (в отапливаемом помещении, на солнце) либо обдать их горячей водой. После этого они будут легко гнуться.
- Образование угла посредством сгибания прямых отрезков. В этом случае потребуется больший прогрев определенного участка, чем при распрямлении дуги. Для этого используют нагрев той же горячей водой, строительным феном либо простой газовой горелкой.
 Такой разрез может проводиться с помощью:
Такой разрез может проводиться с помощью:
ВНИМАНИЕ! Для сгиба трубы ПНД нагревать ее следует очень осторожно, так как при малом прогреве она может сломаться на сгибе, а слишком высокая температура может повредить ее.
Способы соединений
Способы соединения полиэтиленовых труб можно разделить на две основные группы: монтаж с помощью дополнительных деталей (муфт и фитингов) и прямая сварка стыков.
Сварка
Сварочные швы обеспечивают наиболее прочное неразъемное соединение с полной герметизацией стыков, выдерживающее нагрузки, аналогичные цельным поверхностям. Пайка применяется к трубам, диаметр которых превышает 50 мм, и требует наличия специального сварочного аппарата.
Сварка отрезков трубы ПНД может проводиться:
- Встык. В этом случае требуется особая ровность срезов и смещение их относительно друг друга не более чем на 10 % от толщины стенок трубы. Работа проходит последовательно:
- Срезы труб очищаются от всех загрязнений и обезжириваются (напр., спиртом или другими веществами),
- Оба торца нагреваются до вязкости полимера,
- Отрезки трубы соединяются с применением давления и фиксируются неподвижно до полного остывания. При этом нужно следить, чтобы шов получался ровным, без впадин и выступов для гарантии его надежности.
- С применением электросварной муфты. Здесь также потребуется аппарат для работы с такими муфтами, которые имеют встроенную спираль и могут быстро плавиться при ее нагреве:
- Очищенные и обезжиренные концы трубы закрепляются в муфте,
- Клеммы аппарата подсоединяются к выходам спирали до начала ее расплава,
- Труба фиксируется до полного остывания.
 В этом случае требуется особая ровность срезов и смещение их относительно друг друга не более чем на 10 % от толщины стенок трубы. Работа проходит последовательно:
В этом случае требуется особая ровность срезов и смещение их относительно друг друга не более чем на 10 % от толщины стенок трубы. Работа проходит последовательно:Как это делается смотрите на видео.
ВАЖНО! Сварные муфты обычно применяются в труднодоступных местах, где простая сварка затруднительна: при создании врезок либо ремонте уже смонтированных систем, в колодцах и т. п.
п.
Монтаж
Под прямым монтажом подразумевают создание разъемных соединений с помощью фитингов всех имеющихся видов: муфтовых, угловых отводов, тройников, разводных на 4 отрезка и т.п. Такие соединения обычно осуществляют в системах, где не требуется суперпрочности монтируемых стыков, либо на участках, где может потребоваться демонтаж и реконструкция (например, в частном доме для подключения внешней оросительной системы на летний период).
Бессварочный монтаж может проводиться следующими способами:
- Соединение труб с помощью устроенных на них раструбов, оснащенных уплотнительными кольцами, для которого достаточно просто приставить соответствующие элементы труб друг к другу и хорошо прижать.
- Фитинговое соединение компрессионными элементами проходит в несколько этапов:
- на срез трубы натягивается прижимная гайка;
- труба надевается на штуцер фитинга плотно до упора;
- прижимная гайка закручивается с помощью ключей.
| Наименование стыковых сварочных аппаратов | Диапазон сварки (мм) | Описание | Цена с НДС |
| W 160 | 40-160 | Аппарат с механическим приводом для сварки труб номинальным диаметром от 40 до 160 мм, с возможностью сварки труб номинальным диаметром 32 мм . В комплекте: позиционер с механическим приводом; нагревательный элемент с электронным поддержанием и регулятором температуры; торцеватель с электроприводом; контейнер для хранения нагревательного элемента и торцевателя; инструментальный ящик; алюминиевые вкладыши: d40,50, 63, 75, 90, В комплекте: позиционер с механическим приводом; нагревательный элемент с электронным поддержанием и регулятором температуры; торцеватель с электроприводом; контейнер для хранения нагревательного элемента и торцевателя; инструментальный ящик; алюминиевые вкладыши: d40,50, 63, 75, 90,110, 125, 140 мм. | 95 000 |
| W 160 (S) | 40-160 | Аппарат с механическим приводом для сварки труб номинальным диаметром от 63 до 160 мм, с возможностью сварки труб номинальным диаметром 32 мм . В комплекте: 2-х хомутовый позиционер с механическим приводом; нагревательный элемент с электронным поддержанием и регулятором температуры; торцеватель с электроприводом; контейнер для хранения нагревательного элемента и торцевателя; инструментальный ящик; алюминиевые вкладыши: d 63, 75, 90, 110, 125, 140 мм. | 80 000 |
| W 160G | 40-160 | Аппарат с гидравлическим приводом для сварки труб номинальным диаметром от 40 до 160 мм.  В комплекте: позиционер с гидравлическим приводом; нагревательный элемент с электронным поддержанием и регулятором температуры; торцеватель с электроприводом; гидроагрегат с блоком управления; гидравлические шланги – 2 шт.; контейнер для хранения нагревательного элемента и торцевателя; ящик с инструментами; документация; съемные алюминиевые вкладыши: d 40, 50, 63, 75, 90, 110, 125, 140 мм и ЗИП. В комплекте: позиционер с гидравлическим приводом; нагревательный элемент с электронным поддержанием и регулятором температуры; торцеватель с электроприводом; гидроагрегат с блоком управления; гидравлические шланги – 2 шт.; контейнер для хранения нагревательного элемента и торцевателя; ящик с инструментами; документация; съемные алюминиевые вкладыши: d 40, 50, 63, 75, 90, 110, 125, 140 мм и ЗИП. | 150 000 |
| W 250 | 75-250 | Для стыковой сварки труб 75-250 мм. В комплекте: позиционер с гидравлическим приводом; нагревательный элемент с электронным поддержанием и регулятором температуры; торцеватель с электроприводом; гидроагрегат с блоком управления; гидравлические шланги – 2 шт.; контейнер для хранения нагревательного элемента и торцевателя; ящик с инструментами; документация; съемные алюминиевые вкладыши: d 75, 90, 110, 125, 140, 160, 180, 200, 225 мм и ЗИП. | 295 000 |
| W 250 (М) | 75-250 | Для стыковой сварки труб 75-250 мм. В комплекте: позиционер с механическим приводом; нагревательный элемент с электронным поддержанием и регулятором температуры; торцеватель с электроприводом; контейнер для хранения нагревательного элемента и торцевателя; ящик с инструментами; документация; съемные алюминиевые вкладыши: d 75, 90, 110, 125, 140, 160, 180, 200, 225 мм и ЗИП. В комплекте: позиционер с механическим приводом; нагревательный элемент с электронным поддержанием и регулятором температуры; торцеватель с электроприводом; контейнер для хранения нагревательного элемента и торцевателя; ящик с инструментами; документация; съемные алюминиевые вкладыши: d 75, 90, 110, 125, 140, 160, 180, 200, 225 мм и ЗИП. | 185 000 |
| W 315 | 90-315 | Аппарат с гидравлическим приводом для сварки труб номинальным диаметром от 90 до 315 мм. В комплекте: позиционер с гидравлическим приводом; нагревательный элемент с электронным поддержанием и регулятором температуры; торцеватель с электроприводом; гидроагрегат с блоком управления; гидравлические шланги – 2 шт.; контейнер для хранения нагревательного элемента и торцевателя; ящик с инструментами; документация; съемные алюминиевые вкладыши: d 90, 110, 125, 140, 160, 180, 200, 225, 250, 280 мм и ЗИП. | 370 000 |
| W 500 | 180-500 | Для стыковой сварки труб 180-500 мм. В комплекте: позиционер с гидравлическим приводом; нагревательный элемент с электронным поддержанием и регулятором температуры; торцеватель с электроприводом; гидроагрегат с блоком управления; гидравлические шланги – 2 шт.; контейнер для хранения нагревательного элемента и торцевателя; ящик с инструментами; документация; съемные алюминиевые вкладыши: d 180, 200, 225, 250, 280, 315, 355, 400, 450 мм и ЗИП. В комплекте: позиционер с гидравлическим приводом; нагревательный элемент с электронным поддержанием и регулятором температуры; торцеватель с электроприводом; гидроагрегат с блоком управления; гидравлические шланги – 2 шт.; контейнер для хранения нагревательного элемента и торцевателя; ящик с инструментами; документация; съемные алюминиевые вкладыши: d 180, 200, 225, 250, 280, 315, 355, 400, 450 мм и ЗИП. | 550 000 |
| W630 | 315-630 | Для стыковой сварки труб 315-630 мм. В комплекте: позиционер с гидравлическим приводом; нагревательный элемент с электронным поддержанием и регулятором температуры; торцеватель с электроприводом; гидроагрегат с блоком управления, гидравлические шланги – 2 шт.; контейнер для хранения нагревательного элемента и торцевателя; ящик с инструментами; документация; съемные алюминиевые вкладыши: d 315, 355, 400, 450, 500, 560 мм и ЗИП. | 660 000 |
| W 800 | 450-800 | Для стыковой сварки труб 450-800 мм. В комплекте: позиционер с гидравлическим приводом; нагревательный элемент с электронным поддержанием и регулятором температуры; торцеватель с электроприводом; гидроагрегат с блоком управления, гидравлические шланги – 2 шт.; контейнер для хранения нагревательного элемента и торцевателя; ящик с инструментами; документация; съемные алюминиевые вкладыши: d 450, 500, 560, 630, 710 мм и ЗИП. В комплекте: позиционер с гидравлическим приводом; нагревательный элемент с электронным поддержанием и регулятором температуры; торцеватель с электроприводом; гидроагрегат с блоком управления, гидравлические шланги – 2 шт.; контейнер для хранения нагревательного элемента и торцевателя; ящик с инструментами; документация; съемные алюминиевые вкладыши: d 450, 500, 560, 630, 710 мм и ЗИП. | 1 350 000 |
| W 1000 | 630-1000 | Для стыковой сварки труб 710-1000 мм. В комплекте: позиционер с гидравлическим приводом; нагревательный элемент с электронным поддержанием и регулятором температуры; торцеватель с электроприводом; гидроагрегат с блоком управления, гидравлические шланги – 2 шт.; контейнер для хранения нагревательного элемента и торцевателя; ящик с инструментами; документация; съемные алюминиевые вкладыши: d 710, 800, 900 мм и ЗИП. | 1 990 000 |
| W 1200 | 710-1200 | Для стыковой сварки труб 710-1200 мм. В комплекте: позиционер с гидравлическим приводом; нагревательный элемент с электронным поддержанием и регулятором температуры; торцеватель с электроприводом; гидроагрегат с блоком управления, гидравлические шланги – 2 шт.; контейнер для хранения нагревательного элемента и торцевателя; ящик с инструментами; документация; съемные алюминиевые вкладыши: d 710, 800, 900, 1000 мм и ЗИП. В комплекте: позиционер с гидравлическим приводом; нагревательный элемент с электронным поддержанием и регулятором температуры; торцеватель с электроприводом; гидроагрегат с блоком управления, гидравлические шланги – 2 шт.; контейнер для хранения нагревательного элемента и торцевателя; ящик с инструментами; документация; съемные алюминиевые вкладыши: d 710, 800, 900, 1000 мм и ЗИП. | 2 700 000 |
| W 1600 | 1000-1600 | Для стыковой сварки труб 1000-1600 мм. В комплекте: позиционер с гидравлическим приводом; нагревательный элемент с электронным поддержанием и регулятором температуры; торцеватель с электроприводом; гидроагрегат с блоком управления, гидравлические шланги – 2 шт.; контейнер для хранения нагревательного элемента иторцевателя; ящик с инструментами; документация; съемные алюминиевые вкладыши: d 1000, 1200, 1400 мм и ЗИП. | По запросу |
Монтаж ПНД труб, цена работ по сварке пластиковых труб в Москве
Наша компания предлагает вам комплекс услуг по сварке и монтажу полиэтиленовых трубопроводов диаметром от 25 до 1600 мм с выездом бригады специалистов на ваш строительный объект. Сварка производится стыковым или электромуфтовым методом на высококачественном оборудовании, что позволяет выполнить работы качественно и в короткие сроки.
Сварка производится стыковым или электромуфтовым методом на высококачественном оборудовании, что позволяет выполнить работы качественно и в короткие сроки.
Монтажные работы по сварке полиэтиленовых труб
- Срочный выезд монтажной бригады
- Использование качественного сварочного оборудования
- Квалифицированная бригада сварщиков
- Муфтовая, а также сварка встык (гидравлические и механические сварочные аппараты)
- Дополнительные скидки на большой объём работ
- Ремонт трубопровода, монтаж водосточной системы, сварка труб и фитингов, фасонных изделий (отводы, тройники, крестовины, втулки под фланец)
- Укомплектуем ваш объект всеми материалами и оборудованием, выполним весь объём работ
- Для сварки в полевых условиях предоставляем в аренду генератор.
Мы производим сварку труб: пластиковых, полиэтиленовых, полипропиленовых, ПВХ, ПВД, ПЭ, ПНД, применяемых для: водоснабжения (питьевая вода), газоснабжения (газ), канализации и для прокладки кабельных магистралей (техническая труба ПНД).
Стоимость сварочных работ
Стыковая сварка | Электромуфтовая сварка | ||||||
Диаметр трубы | Цена за стык | Цена за смену | Стыков за смену | Диаметр трубы | Цена за стык | Цена за смену | Стыков за смену |
25 | 200 | 12000 | до 20 | ||||
32 | |||||||
40 | 200 | 12000 | до 40 | 40 | |||
50 | 50 | ||||||
63 | 63 | ||||||
75 | 75 | 300 | |||||
90 | 300 | 90 | |||||
110 | 400 | 110 | 400 | ||||
125 | 600 | 15000 | до 25 | 125 | 500 | ||
140 | 700 | 140 | 600 | ||||
160 | 800 | 160 | 800 | ||||
180 | 1100 | 10-15 | 180 | 1000 | до 10 | ||
200 | 1200 | 200 | |||||
225 | 1300 | 225 | |||||
250 | 1600 | 250 | 1500 | ||||
280 | 2000 | 280 | |||||
315 | 2200 | 315 | 2000 | 15000 | |||
355 | 2900 | 18000 | 8-12 | 355 | 2700 | до 7 | |
400 | 3000 | 400 | 3000 | ||||
450 | 3900 | 450 | 4000 | ||||
500 | 4500 | 500 | 5000 | ||||
560 | 5000 | 6-10 | 560 | 5500 | 18000 | 3-5 | |
630 | 5500 | 630 | 6000 | ||||
710 | 7000 | 25000 | 4-8 | 710 | 7000 | ||
800 | 7600 | 800 | 8000 | ||||
900 | договорная | 3-5 | 900 | договорная | 1-2 | ||
1000 | 1000 | ||||||
1200 | 1200 | ||||||
1400 | 1400 | ||||||
1600 | 2-4 | 1600 | |||||
В стоимость смены входит количество стыков в зависимости от диаметра трубы, выезд специалистов на объект с необходимым оборудованием. На стоимость будет влиять удалённость объекта и протяжённость трубопроводной трассы. Оплата производится наличным или безналичным расчётом. На стоимость будет влиять удалённость объекта и протяжённость трубопроводной трассы. Оплата производится наличным или безналичным расчётом.В зависимости от объёма выполняемых работ наша компания даёт скидки. | |||||||
Узнать подробности по монтажу и сварке ПНД труб, а также уточнить стоимость работ по сварке вы можете связавшись с нашими специалистами.
Также вы можете взять аппараты для сварки пластиковых труб в аренду.
цена работ за стык в СПБ
-
Приблизительная цена 1 смены сварки ПНД-труб составляет 9000. -
Стоимость зависит от объема работ и удаленности объекта.
При монтаже трубопроводов различного функционального назначения большую роль играет качество сварного соединения. Наша компания имеет все необходимое оборудование и квалифицированных специалистов для сварки труб ПНД.
Процесс монтажа трубопровода может проходить с использованием специальной сварочной аппаратуры в режиме стыкового соединения. Для этого необходимо зачистить концы полиэтиленовой трубы низкого давления, затем поместить стыковочные края для нагревания их в аппарате при определенном температурном режиме, и затем проконтролировать процесс остывания соединительного шва.
Для этого необходимо зачистить концы полиэтиленовой трубы низкого давления, затем поместить стыковочные края для нагревания их в аппарате при определенном температурном режиме, и затем проконтролировать процесс остывания соединительного шва.
Наша компания проводит сварку труб ПНД в условиях ограниченного пространства с помощью электромуфт, которая эффективна при внутреннем монтаже разводки трубы в помещениях.
Сварка труб ПНД является весьма трудоёмким процессом. От того, кто будет выполнять данный процесс, зависит качество предоставляемых услуг. Трубопровод данной категории имеет несколько отличительных черт. Главная положительная черта труб ПНД – лёгкость конструкции. Зачастую устанавливать тяжёлые стальные трубы бывает не столько сложно, сколько дорого.
В организации, именуемой «ПОЛИТЕХГЕОИНЖИНИРИНГ» собраны люди, которые способны выполнить сварку труб ПНД в сжатые сроки без потерь качества. Это стало возможным благодаря наличию современного оборудования, а также богатому опыту сотрудников компании.
Сварка труб ПНД: цена вас порадует
При выборе типов соединения необходимо уделить особое внимание условиям эксплуатации устанавливаемого трубопровода. При обустройстве магистрали, которая будет использоваться в месте, обладающим высоким давлением, целесообразно применять сварку труб пнд либо встык, либо сварку с использованием электрической муфты.
Суть стыковой сварки труб ПНД заключается в следующем: сначала необходимо нагреть и постепенно расплавить соединяемые части торцов при помощи нагревателя агрегата сварки, а после этого соединить трубы соответствующей классификации с приданием необходимого давления. Следует заметить, что компания «ПОЛИТЕХГЕОИНЖИНИРИНГ» производит данную операцию при помощи современного автоматизированного комплекса HURNER CNC.
Монтаж труб ПНД во время сварки
Что касается монтажа трубопроводов с применением электромуфт, то здесь важным отличием от предыдущего метода будет являться быстрый процесс сварки и менее трудоёмкий этап работ.
Использование электромуфтовой сварки предусматривает применение специальных ПЭ фасонных муфт со встроенными электрическими спиралями. В момент сварки по ним пропускается электроток, что позволяет разогревать её до требуемой температуры. Затем в муфту заводятся трубы и, после того, как сварные швы застынут, формируется единая и весьма прочная конструкция.
Как и при использование метода стыковой сварки, концевые части труб проходят предварительную обработку (очистка и обезжиривание). Вариант сварки с использованием муфт наиболее востребован при ведении работ на ограниченном пространстве (в монтажных колодцах, например).
Конструкция сварочного аппарата, используемого в процессе выполнения ГНБ бурения, гарантирует жёсткую фиксацию свариваемых деталей на весь период выполнения сварки.
Сварка труб, изготовленных из полиэтилена низкого (ПНД) давления выполняется с учётом обязательного выполнения следующих требований:
-
Две свариваемых трубы не должны в процессе производства сварочных работ смещаться, одна относительно второй, ≥ 10% от толщины, которую имеют свариваемые стенки; -
Стыковые швы фиксируются не ниже внешней поверхности монтируемых труб; -
Требуется соблюдать следующие параметры: высота валика сварного шва на тонкостенных (до 5 мм) трубах ≤ 0,25 см, на толстостенных (0,6 – 2,0 см), ≤ 0,5 см.

Электрическая муфта позволит проводить мероприятия, связанные с соединением трубопроводов со стенками, толщиной менее 4 мм, в то время как стыковая сварка ПНД труб не позволит этого сделать.
Если вы заинтересовались вышеперечисленными услугами по сварке труб ПНД в Санкт-Петербурге и вас интересует цена услуг позвоните нашему специалисту для подробной консультации и расценки.
Различия стыковой и электромуфтовой сварки
В настоящее время для сварки полиэтиленовых труб используются два самых распространенных метода:
стыковая сварка и электромуфтовая (электрофузионная) сварка. У каждого из них есть свои плюсы и минусы. Рассмотрим подробнее.
Электромуфтовая сварка
Сварка полиэтиленовых труб муфтами и другими электросварными фитингами производится с помощью нагрева закладных элементов (нагревательных резисторов), расположенных внутри фитинга. После того, как фитинг установили на концах труб, сварочный аппарат проводами подключается к разъемам на фитинге. Затем происходит нагрев закладных элементов, которые под действием высокой температуры плавят наружную поверхность трубы и внутреннюю поверхность фитинга, тем самым сваривая их вместе.
Затем происходит нагрев закладных элементов, которые под действием высокой температуры плавят наружную поверхность трубы и внутреннюю поверхность фитинга, тем самым сваривая их вместе.
Как правило, аппараты для муфтовой сварки имеют в большинстве случаев полный диапазон сварки полиэтиленовых труб (от 20 мм до 1200 мм), но в некоторых случаях абсолютно не нужно иметь такой большой запас мощности, если в планах объект из труб меньшего диаметра. Для данного случая существуют муфтовые аппараты с диапазоном сварки до 160 мм и до 400 мм. Они будут значительно выгоднее.
Плюсы и минусы электромуфтовой сварки:
+ удобно использовать в стесненных условиях и в труднодоступных местах
+ малый вес и небольшая цена сварочного оборудования
+ можно сваривать трубы разного SDR и разного материала
+ более высокая проходимость труб, так как во время сварки внутри труб не образуется грат
— дороговизна муфт и других фитингов
— на внешней поверхности трубы из-за контактирования с кислородом образуется окисел. Если трубу плохо зачистить, то стык получится некачественным.
Если трубу плохо зачистить, то стык получится некачественным.
Стыковая сварка
Метод стыковой сварки является наиболее распространенным методом сварки, применяемым в настоящее время для сварки труб и фитингов из ПНД. Способ соединения труб представляет собой процесс, в котором два конца труб торцуются, нагреваются и свариваются под давлением с использованием аппарата для стыковой сварки.
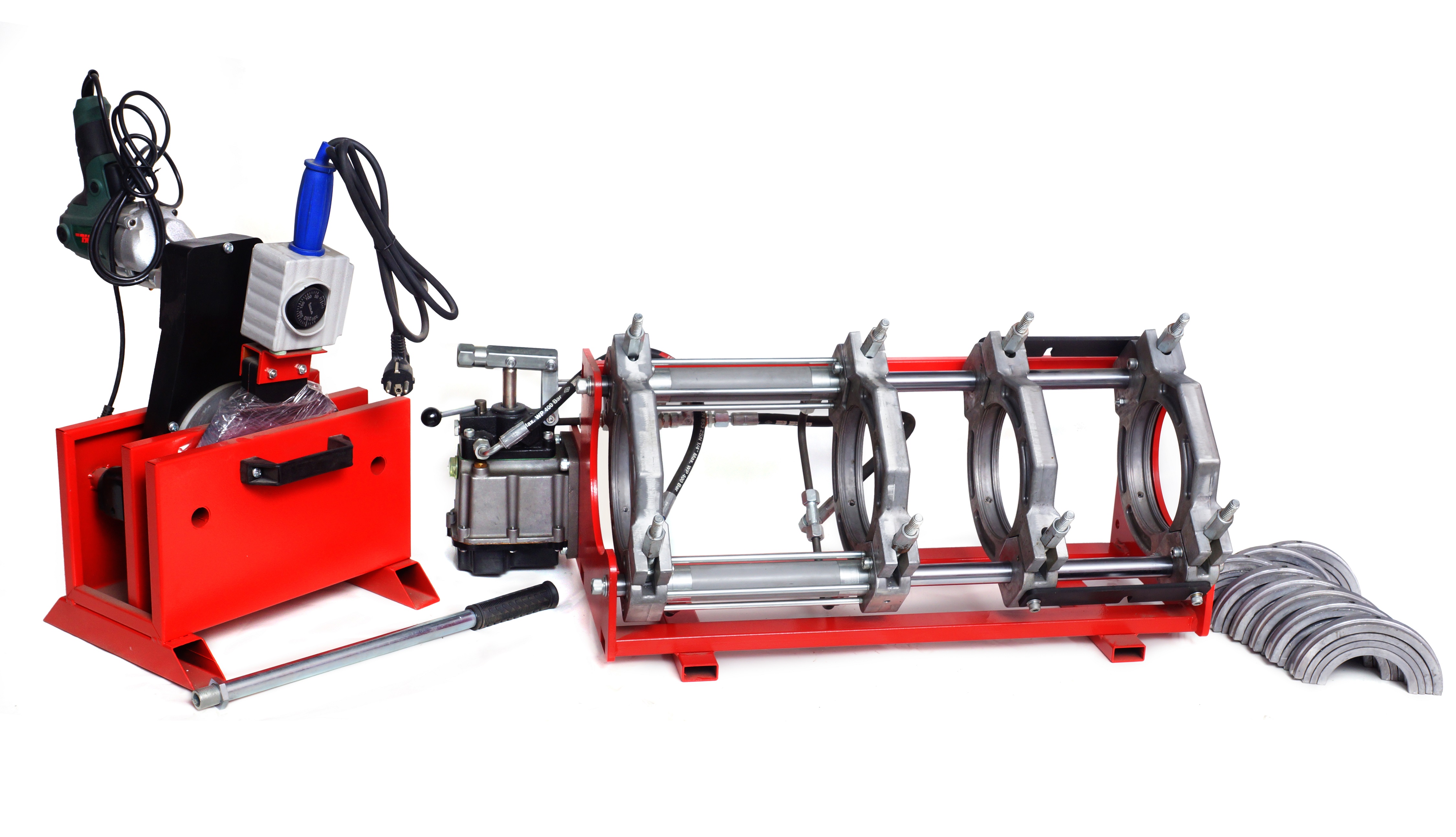
Стыковое сварочное оборудование бывает с механическим сжатием, а также гидравлическое. Они различаются по весу, мобильности и цене. Наиболее распространенные модели охватывают диапазоны сварки: от 40 до 160 мм, от 90 до 315 мм, от 180 до 500 мм.
Плюсы и минусы стыковой сварки:
+ простой и незамысловатый процесс сварки
+ для сварки труб не нужно использовать дополнительных соединительных элементов, что значительно удешевляет процесс сварки встык по сравнению с электромуфтовой сваркой
+ высокое качество и долговечность стыка при соблюдении всех правил в процессе сваривания
— нежелательно сваривать трубы и фитинги из разных материалов и разных SDR
— стоимость и вес стыкового сварочного оборудования выше, чем у муфтовых сварочных аппаратов
Что выбрать ?
Как мы видим у обоих методов сварки есть преимущества и недостатки: оборудование для сварки муфтами легкое и недорогое, но стоимость муфт и других фитингов может в разы увеличить стоимость объекта. В противовес — стыковое сварочное оборудование более тяжелое и дорогостоящее, но дополнительных расходов помимо его приобретения нет.
В противовес — стыковое сварочное оборудование более тяжелое и дорогостоящее, но дополнительных расходов помимо его приобретения нет.
Для того, чтобы определить, какой способ сварки больше подойдет именно вам, необходимо знать, в каких условиях вы будете работать: если прокладывать трубопровод в поле — стыковая сварка станет идеальным вариантом, если нужно соединить две трубы в узком колодце — муфтовая сварка просто незаменима, но как правило один объект может совмещать в себе оба эти условия, и поэтому опытные сварщики имеют в своем вооружении и то и другое.
Качественных вам стыков и успешно сданных объектов, коллеги!
Процедура плавления
HDPE | Рекомендуемая процедура для HDPE Fusion
Расплав
Для выполнения этой операции используются нагревательные инструменты, которые одновременно нагревают оба конца трубы. Эти нагревательные инструменты
обычно снабжены термометрами для измерения температуры внутреннего нагревателя, чтобы оператор мог контролировать
температура перед каждым соединением. Однако термометр можно использовать только как общий индикатор, потому что
Однако термометр можно использовать только как общий индикатор, потому что
наблюдается некоторая потеря тепла от внутренних поверхностей к внешним, в зависимости от таких факторов, как температура окружающей среды и
ветровые условия.Перед первым соединением следует использовать пирометр или другое устройство для измерения температуры поверхности.
дня и периодически в течение дня, чтобы обеспечить надлежащую температуру поверхности нагревательного инструмента, которая
контактирует с торцами трубы или фитинга. Дополнительно нагревательные инструменты обычно комплектуются подвеской и центровкой.
направляющие, которые центрируют их на концах труб. Поверхности нагревателя, которые соприкасаются с трубой, должны быть чистыми.
без масла и покрытые антипригарным покрытием или покрытые антипригарной тканью в соответствии с рекомендациями сварочного оборудования
производитель, чтобы предотвратить прилипание расплавленного пластика к поверхностям нагревателя.Остающийся расплавленный пластик может мешать
с качеством плавления и должны быть удалены в соответствии с инструкциями производителя инструмента.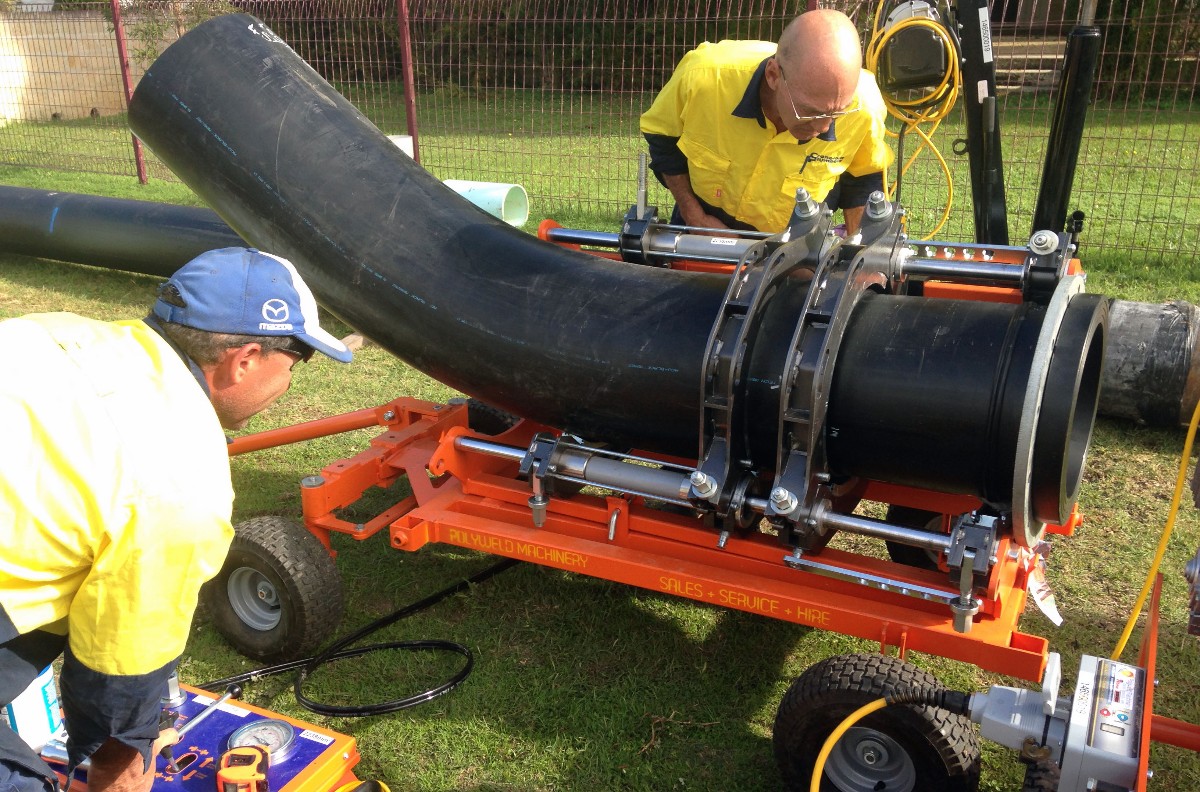 Никогда не используйте химические вещества
Никогда не используйте химические вещества
чистящие средства или растворители для очистки поверхностей нагревательных инструментов.
Температура поверхности должна находиться в диапазоне 400–450 ° F (204–232 ° C). Установить ТЭН в приклад
сварочной машины и приведите концы труб в полный контакт с нагревателем под давлением сварки, чтобы обеспечить полное и
между концами труб и нагревателем обеспечен надлежащий контакт.После кратковременного удержания давления его следует
выпущен без разрыва контакта. На трубах большего диаметра давление плавления необходимо поддерживать до тех пор, пока не начнется легкое плавление.
наблюдается по окружности трубы до того, как сбросить давление. Продолжайте удерживать компоненты в контакте
друг с другом, без силы, в то время как валик расплавленного полиэтилена образуется между нагревателем и концами труб.
Минимальное время выдержки при нагревании рекомендуется как минимум 4,5 минуты на дюйм стенки трубы.Затем продолжайте нагрев
цикл замачивания до тех пор, пока минимальный размер валика не образуется напротив нагревателя с обеих сторон (см. таблицу).
таблицу).
Ссылка: Полевое руководство по системам полиэтиленовых трубопроводов для городского водоснабжения
(Ирвинг, Техас: Институт пластиковых труб)
Процедура плавления
HDPE | Рекомендуемая процедура для HDPE Fusion
Присоединяйтесь к
После снятия нагревательного инструмента быстро осмотрите концы труб. (ПРИМЕЧАНИЕ: если наблюдается вогнутая поверхность расплава,
возникло недопустимое давление во время нагрева и стык будет некачественным.Не продолжать. Разрешить
компонент полностью остынет, и перезапустите его сначала. За исключением очень короткого времени, чтобы усадить
компоненты полностью прижаты к нагревательному инструменту, не давите во время нагрева). Если приемлемо, немедленно
соедините концы расплавленных труб вместе с достаточным усилием плавления, чтобы сформировать двойной валик отката против
стенка трубы. Для ручных станков приложите достаточное усилие, чтобы борт откатился назад и коснулся наружного диаметра трубы, и удерживайте
это давление за минимальное время охлаждения. Для приложения нужного усилия можно использовать динамометрический ключ.Вычислять
Для приложения нужного усилия можно использовать динамометрический ключ.Вычислять
манометрическое давление (фунт / кв. дюйм) для гидравлических машин для стыковой сварки, сначала определите силу сварки
(фунты), требуемые путем умножения межфазного давления 60–90 фунтов на квадратный дюйм (обычно 75 фунтов на квадратный дюйм) на площадь трубы (кв. дюйм).
Затем сила плавления делится на общую эффективную площадь поршня (кв. Дюйм) цилиндров каретки, чтобы получить
теоретическое давление плавления (psi). К этому рисунку необходимо добавить внутреннее и внешнее сопротивление, чтобы получить
фактическое манометрическое давление сварочной машины (фунт / кв. дюйм). Показания гидравлического манометра зависят от диаметра трубы, DR и
конструкция машины.Межфазное давление и показания манометра не совпадают.
Ссылка: Полевое руководство по системам полиэтиленовых трубопроводов для городского водоснабжения
(Ирвинг, Техас: Институт пластиковых труб)
Задержка
Удерживайте соединение неподвижным под действием силы плавления, пока соединение не остынет в достаточной степени для развития прочности. Разрешение
Разрешение
правильное время охлаждения под действием силы плавления перед снятием с зажимов машины важно для
достижение совместной целостности. Усилие сварки должно поддерживаться между концами труб не менее 11 минут.
на дюйм толщины стенки трубы.Выньте трубу из сварочного аппарата и избегайте грубого обращения в течение дополнительных 30 минут.
Ссылка: Полевое руководство по системам полиэтиленовых трубопроводов для городского водоснабжения
(Ирвинг, Техас: Институт пластиковых труб)
Руководство для сварщика по сварке труб из полиэтилена высокой плотности: 6 этапов
Направления сварки
1. Поместите одну трубу в McElroy Pit Bull и плотно закрепите. Один оборот после зажатия трубы — это достаточно туго. Убедитесь, что труба не наклонена под каким-либо углом, когда ее помещают в питбуль.
2. A) Поместите другую трубу такого же диаметра с другой стороны питбуля МакЭлроя. Закрепите трубу так, чтобы она могла скользить с помощью скользящего инструмента на Pit Bull.
B) Поместите фитинг из полиэтилена высокой плотности равного диаметра с другой стороны McElroy Pit Bull. Закрепите фитинг так, чтобы он мог скользить с помощью скользящего инструмента на Pit Bull.
3. Сдвиньте трубы / трубу и трубопроводный фитинг так, чтобы они выглядели прикрепленными. Посмотрите на соединение с обеих сторон и сверху, чтобы увидеть, нужно ли отрегулировать одну или обе трубы перед сваркой.
4. Когда трубы будут выглядеть заподлицо, раздвиньте их в стороны и прикрепите трубочную бритву к McElroy Pit Bull, так чтобы каждый рычаг бритвы аккуратно прилегал к стержням Pit Bull. Когда второй рычаг прикреплен, он автоматически встанет на место.
5. Когда бритва зафиксируется на месте, поместите ее посередине двух трубок, не касаясь ни одной из них. На этом этапе включите бритву и вставьте трубки в бритву. Из бритвы начнут выступать небольшие пряди трубки, но продолжайте бритье до тех пор, пока не появятся очень длинные пряди по окружности трубы. Это гарантирует, что каждая сторона выбрита чисто и ровно.
Это гарантирует, что каждая сторона выбрита чисто и ровно.
6. Когда появятся более длинные пряди, ДЕРЖИТЕ БРИТВУ ВКЛЮЧЕННОЙ и сдвиньте трубки в сторону от бритвы. Когда бритва больше не соприкасается с трубкой, бритву можно выключить. ДАВЛЕНИЕ ТРУБ, ПРОДОЛЖАЮЩИХСЯ В БРИТВУ, СОЗДАЕТ ЧИСТОЕ БРИТЬЕ.
7. После того, как трубы будут выбриты, снова сдвиньте их заподлицо, чтобы убедиться, что бритва сделала свою работу.
8. Если трубы действительно заподлицо, снова раздвиньте их.ПРИМЕЧАНИЕ. Этот шаг необходимо выполнять быстро, чтобы обеспечить эффективность и качество. Снимите конфорку с перчатки и поместите ее на место бритвы на McElroy Pit Bull. Сдвиньте трубы так, чтобы они были заподлицо с горячей пластиной, зафиксируйте Pit Bull на месте и подождите 2:00 для труб от 1 до 4 дюймов, которые охватывают все размеры, которые подходят для стандартного McElroy Pit Bull.
9. Примерно в 1:30 из трубы в месте контакта с горячей пластиной начнет выходить небольшой валик. ПРИМЕЧАНИЕ. Этот шаг необходимо выполнять быстро, чтобы обеспечить эффективность и качество.В 2:00 разблокируйте Pit Bull, снимите горячую пластину, сдвиньте трубы / трубу и фитинг вместе и прижмите так, чтобы одна бусина катилась по трубе с каждой стороны, напоминая пару губ. Зафиксируйте трубу на месте, используя ту же функцию, что и ступеньку с горячей пластиной, и подождите 3 часа, пока труба остынет и соединится.
ПРИМЕЧАНИЕ. Этот шаг необходимо выполнять быстро, чтобы обеспечить эффективность и качество.В 2:00 разблокируйте Pit Bull, снимите горячую пластину, сдвиньте трубы / трубу и фитинг вместе и прижмите так, чтобы одна бусина катилась по трубе с каждой стороны, напоминая пару губ. Зафиксируйте трубу на месте, используя ту же функцию, что и ступеньку с горячей пластиной, и подождите 3 часа, пока труба остынет и соединится.
10. Через 3:00 разблокируйте Pit Bull и снимите сварную трубу (или в некоторых случаях Pit Bull!) Сварка завершена.
Сварка и соединение труб из ПНД
Сварка труб из ПНД
— это процесс соединения одной части трубы из полиэтилена высокой плотности с другой частью трубы или фитингом.Соединения могут быть выполнены с использованием нескольких различных процессов, в том числе стыковой сварки, сварки муфт, седловой сварки или электросварки.
Стыковая сварка
При стыковой сварке или сварке плавлением используются нагревательные пластины на квадратных концах соединяемых труб из ПНД. По истечении указанного времени нагревательная пластина снимается; кусочки складываются и охлаждаются под давлением. Стыковой сваркой можно соединить 2 трубы или трубу с фитингом.
По истечении указанного времени нагревательная пластина снимается; кусочки складываются и охлаждаются под давлением. Стыковой сваркой можно соединить 2 трубы или трубу с фитингом.
Максимальное время снятия пластины нагревателя
| Толщина стенки трубы | Время |
|---|---|
| 0.20–0,36 дюйма | 8 секунд |
| > 0,3–0,55 дюйма | 10 секунд |
| > 0,55–1,18 дюйма | 15 секунд |
| > 1,18–2,5 дюйма | 20 секунд |
| > 2,5–4,5 дюйма | 25 секунд |
Размер расплава
| Толщина стенки трубы | Размер валика расплава |
|---|---|
| ≤ 0.15 ” | 1/32 дюйма — 1/16 дюйма |
| 0,15–0,30 дюйма | 1/16 ” |
| 0,30–0,75 дюйма | 1/8 дюйма — 3/16 дюйма |
| 0,75–1,15 дюйма | 3/16 дюйма — 1/4 дюйма |
| > 1,15–1,60 дюйма | 1/4 дюйма — 5/16 дюйма |
| 1,60–2,20 дюйма | 5/16 дюйма — 7/16 дюйма |
| 2,20–3,00 дюйма и больше | 7/16 дюйма — 9/16 дюйма |
Socket Fusion
Socket Fusion использует нагревательные пластины нестандартной формы вместо стандартной плоской пластины.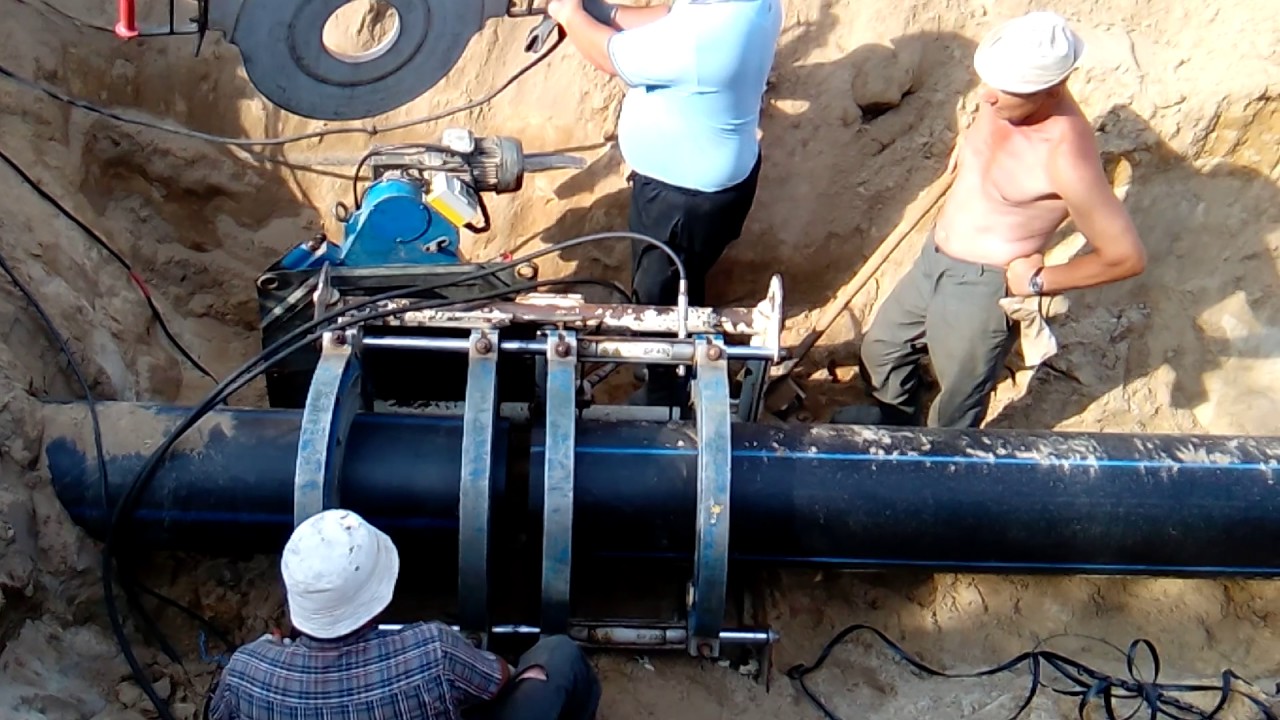 Этим покрывается большая площадь поверхности трубы, что сокращает время нагрева и оплавления трубы. Обычно относится к соединению трубы с фитингом, а не трубы к трубе. Требуется меньшее давление, меньше оборудования, но обычно это для труб диаметром менее 4 дюймов.
Этим покрывается большая площадь поверхности трубы, что сокращает время нагрева и оплавления трубы. Обычно относится к соединению трубы с фитингом, а не трубы к трубе. Требуется меньшее давление, меньше оборудования, но обычно это для труб диаметром менее 4 дюймов.
Время нагрева / охлаждения Socket Fusion — сплавлен с MDPE
| Размер трубы | Время нагрева | Время охлаждения |
|---|---|---|
| 1/2 ”CTS | 7-8 сек | 30 сек |
| 3/4 дюйма CTS | 5-6 сек | 30 сек |
| 1 ”CTS | 9-10 сек | 30 сек |
| ½ ”IPS | 5-6 сек | 30 сек |
| ¾ ”IPS | 8-10 сек | 30 сек |
| 1 дюйм IPS | 10-12 сек | 30 сек |
| 1-1 / 4 дюйма IPS | 12-14 сек | 45 секунд |
| 1-1 / 2 ”IPS | 12-14 сек | 45 секунд |
| 2 дюйма IPS | 16-20 сек | 45 секунд |
| 3 дюйма IPS | 20-25 сек | 60 сек |
| 4 дюйма IPS | 25-30 сек | 60 сек |
Время нагрева / охлаждения Socket Fusion — сплавлен с HDPE
| Размер трубы | Время нагрева | Время охлаждения |
|---|---|---|
| 1/2 ”CTS | 8-10 сек | 30 сек |
| 3/4 дюйма CTS | 10-12 сек | 30 сек |
| 1 ”CTS | 12-14 сек | 30 сек |
| ½ ”IPS | 8-10 сек | 30 сек |
| ¾ ”IPS | 12-14 сек | 30 сек |
| 1 дюйм IPS | 14-16 сек | 30 сек |
| 1-1 / 4 дюйма IPS | 18-20 сек | 60 сек |
| 1-1 / 2 ”IPS | 18-20 сек | 60 сек |
| 2 дюйма IPS | 20-26 сек | 60 сек |
| 3 дюйма IPS | 25-30 сек | 75 сек |
| 4 дюйма IPS | 30-35 сек | 75 сек |
Седло Fusion
Sidewall или Saddle Fusion аналогичен Socket Fusion, но используется для присоединения перпендикулярного фитинга к поверхности трубы.![]() Затем фитинг трубопровода находится под давлением.
Затем фитинг трубопровода находится под давлением.
Время нагрева и охлаждения
| Размер трубы / тонкость> | Макс. Время нагрева | Мин. Время охлаждения |
|---|---|---|
| 1-1 / 4 ”IPS | Размер расплава 1/16 дюйма на основании фитинга. Не более 15 секунд при горячей врезке. | 5 мин. + 30 мин. |
| 2 дюйма IPS | Рисунок расплава 1/16 дюйма на основании фитинга. Не более 15 секунд при горячей врезке. | 10 мин + 30 мин / тд> |
| 3 ”IPS и больше | Рисунок расплава 1/16 дюйма на основании фитинга. | 10 мин. + 30 мин. |
Электросварка
Электросварка — соединяет трубы и фитинги с помощью специальных фитингов, в которые встроен резистивный провод, который обеспечивает плавление соединения. Напряжение подается с помощью электромуфтового процессора, который нагревает проволоку, нагревая и плавя внутреннюю часть фитинга и внешнюю часть стенки трубы.
Основы сварки ПНД
При соединении любых труб из ПНД между собой или с фитингами важно помнить:
- Соответствующее обучение инструментам и оборудованию, используемому при сварке труб из полиэтилена высокой плотности.
- Нагревательные пластины должны быть чистыми и в исправном рабочем состоянии. Их следует нагреть до нужной температуры в зависимости от типа выполняемого шва.
- Стыковая сварка / сварка плавлением — 400 ° F — 450 ° F
- Socket Fusion: 490 ° F — 510 ° F
- Соединение седла / боковины: 490 ° F — 510 ° F
- Поверхности труб и фитингов должны быть должным образом подготовлены, чистыми и сухими.
- На трубах не должно быть недопустимых порезов, бороздок или дефектов.
- Необходимо использовать правильное оборудование, и оборудование должно быть в хорошем рабочем состоянии.
- При необходимости используйте временное убежище, чтобы избежать проблем, связанных с ветром и ненастной погодой.
- Сделайте S-образную кривую между бухтами при использовании бухты и дайте втянутым трубам несколько часов для восстановления после растягивающего напряжения.

Несварные соединения
В некоторых случаях предпочтительны несварные соединения
.Системы соединения позволяют выполнять соединения без специальных инструментов, часто одним человеком, и могут использоваться в компактных помещениях, таких как люки. У нас есть несколько различных марок муфт из HDPE.
- Муфты Shur Lock были испытаны давлением воздуха до более 125 фунтов на квадратный дюйм, а их водонепроницаемость выдерживает давление до 20 футов. Они используются для соединения полиэтилена высокой плотности с трубой из ПВХ с помощью муфты и 2 внешних ленточных хомутов
- Муфты E-Loc позволяют переходить с трубы HDPE на стальную резьбу или трубопровод из ПВХ.Они были испытаны воздухом и водой под давлением 2000 фунтов на квадратный дюйм, но не должны использоваться для вытягивания в процессе бурения.
- Муфты Com Fit используются для соединения кабельных каналов HDPE. Они позволяют вставлять концы труб в муфту, создавая соединение, которое испытывается давлением 230 фунтов на квадратный дюйм.

Сварщик труб PE PPR PB PVDF HDPE Стыковая сварочная машина 2,48 «-6,30» (63-160 мм) —
| Цена: | 369 долларов.00 |
Купон |
Купон на дополнительную скидку 5% применяется при оформлении заказа. Подробности Простите. Вы не имеете права на этот купон. |

- Убедитесь, что это подходит
введя номер вашей модели. - Аппарат для стыковой сварки ПНД с ручным управлением подходит для труб и фитингов из ПЭ и ПП.
- Высококачественный дизайн и конструкция обеспечивают отличную сварочную машину как на рабочем месте, так и на заводе.
- Использование высококачественного алюминиевого литья позволяет снизить вес без ущерба для прочности и производительности.
›
См. Дополнительные сведения о продукте
Машина для стыковой сварки ПНД с ручным управлением для труб и фитингов из ПЭ, ПП (63-200 мм, двухкольцевое ручное управление для одной трубы) —
- Убедитесь, что это подходит
введя номер вашей модели. - ★ Аппарат для стыковой сварки ПНД с ручным управлением подходит для труб и фитингов из ПЭ и ПП.
- ★ Высококачественный дизайн и конструкция обеспечивают отличную сварочную машину как на стройплощадке, так и на заводе.
- ★ Использование высококачественного алюминиевого литья позволяет снизить вес без ущерба для прочности и производительности.
- ★ Свариваемые материалы PE PP PB PVDF HDPE PVC
- ★ Адрес доставки и логистика распределения: Компания GDAE10 имеет склады в Калифорнии и Нью-Джерси в США, и мы отправляем ее перевозчиками FED и UPS.Срок доставки 3-5 дней. У нас есть профессиональная команда по обслуживанию клиентов, которая ответит вам в течение 24 часов. Если у вас есть какие-либо вопросы, пожалуйста, свяжитесь с нами. Вы заслуживаете лучшего послепродажного обслуживания.

›
См. Дополнительные сведения о продукте
Сварка труб из ПНД | Идеи Обсуждения Безопасности
Участники могут щелкнуть здесь, чтобы загрузить версию этого выступления без рекламы!
Сварка труб ПНД (стыковая сварка) Обсуждение безопасности
Сварка труб из ПНД
широко используется во многих отраслях промышленности. Машины, используемые для сварки труб из полиэтилена высокой плотности, варьируются от небольших, трудоемких агрегатов до более крупных, оснащенных простыми в использовании органами управления и гидравликой. Процесс сварки HDPE относительно прост, однако существует множество опасностей, которые следует учитывать при планировании и выполнении этой рабочей задачи.
Машины, используемые для сварки труб из полиэтилена высокой плотности, варьируются от небольших, трудоемких агрегатов до более крупных, оснащенных простыми в использовании органами управления и гидравликой. Процесс сварки HDPE относительно прост, однако существует множество опасностей, которые следует учитывать при планировании и выполнении этой рабочей задачи.
Что такое сварка HDPE?
Сварка HDPE — это процесс, используемый для сварки труб из HDPE. Существуют различные типы сварки, включая сварку в седле или втулку, но в этом докладе мы поговорим о стыковой сварке.Как указано выше, фактические машины сильно различаются по конструкции и использованию, но в целом процесс остается неизменным.
Для стыковой сварки в машину загружаются два отдельных куска трубы, а режущая поверхность вращается и обрезает оба конца трубы, создавая гладкую кромку для надлежащего соединения. Затем трубы соприкасаются с нагревательной пластиной, обычно нагретой до температуры не менее 400 градусов по Фаренгейту, но фактическая температура может варьироваться в зависимости от толщины стенки и размера трубы. После нагрева трубы с силой прижимаются друг к другу, образуя соединительное соединение между двумя трубами.
После нагрева трубы с силой прижимаются друг к другу, образуя соединительное соединение между двумя трубами.
Опасности, связанные со сваркой ПНД
Процесс стыковой сварки труб из ПНД сопряжен с множеством опасностей. Некоторые из основных опасностей включают:
- Пострадавший и застрявший в перерывах между происшествиями. Часто сотни футов трубы соединяются вместе. Необходимо использовать такое оборудование, как фронтальные погрузчики или экскаваторы, чтобы поднять и протянуть трубу на место для плавления или установки в месте окончательного упокоения. Это создает множество различных возможностей для возникновения сбоев, попаданий в ловушку или между инцидентами.
- Накопленная энергия. При перемещении трубы помните о накопленной энергии в трубе. Накопленная энергия может быть опасной для персонала в этой зоне, если она высвобождается, создавая опасность поражения. Если приложить слишком большое давление, труба может сломаться, что приведет к сильному хлыстовому эффекту.
- точек защемления. Существует множество опасностей защемления, связанных с этой задачей между подъемом и монтажом трубы до фактической сварки.
- Прочие травмы кисти . Из-за нагревательной пластины и режущей поверхности могут возникнуть ожоги и порезы.
- Деформации и растяжения. Подъем труб большой длины или тяжелых деталей из сварочного аппарата может вызвать растяжений и травм. Небольшие машины требуют ручного дергания за рычаги, что может привести к повторяющимся стрессовым травмам.

Передовой опыт
- Всегда имейте надлежащую подготовку и знания для работы с конкретным сварочным аппаратом, который вы используете. Каждый сварщик индивидуален и может представлять разные опасности.
- Ни в коем случае не подставляйте руки или тело на линию огня в машине.Даже если машина «выключена», влезть в нее, чтобы извлечь стружку из обрезанной трубы, может быть фатальной ошибкой. Используйте предмет или инструмент, чтобы удалить стружку, или следуйте рекомендациям производителя, чтобы безопасно удалить стружку.
- Убедитесь, что все люди и оборудование находятся вне зоны огня при подъеме и перемещении трубы. Всегда помните, куда пойдет труба, если ее уронят или накопленная энергия высвободит; если вы находитесь в этих областях, двигайтесь.
- Никогда не пытайтесь поднимать тяжелые или неудобные предметы в одиночку.Используйте тяжелое оборудование, чтобы полностью устранить эту опасность, или привлеките коллегу для помощи в перемещении управляемого объекта.
- Не прикасайтесь руками и телом к трубе, когда оборудование перемещает ее. Между трубой и машиной имеется множество точек защемления в любое время, когда ее ставят на место.
- Блокировка рабочей зоны для контроля ненужного движения в зоне.
Резюме
Есть много других опасностей и мер предосторожности, которые следует учитывать при выполнении этой задачи.