Страница не найдена — ccm-msk.com
Как правильно
Содержание1 Петли для ворот: как правильно приварить навесы на круглые и квадратные столбы1.1 Подготовительные
Сварка
Содержание1 Самодельный полуавтомат для сварки1.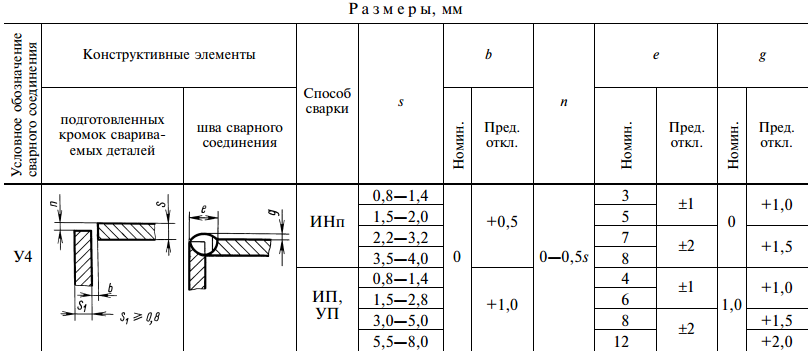 1 Общие сведения1.2 Из сварочного трансформатора1.3 Диодный мост1.4 Фильтр1.5 Дроссель1.6
1 Общие сведения1.2 Из сварочного трансформатора1.3 Диодный мост1.4 Фильтр1.5 Дроссель1.6
Вопросы
Содержание1 Практичное и простое соединение труб без применения резьбы и сварки1.1 Основные способы соединения
Информация
Содержание1 Аппарат для стыковой и муфтовой сварки пластиковых труб: принцип действия и конструкция1.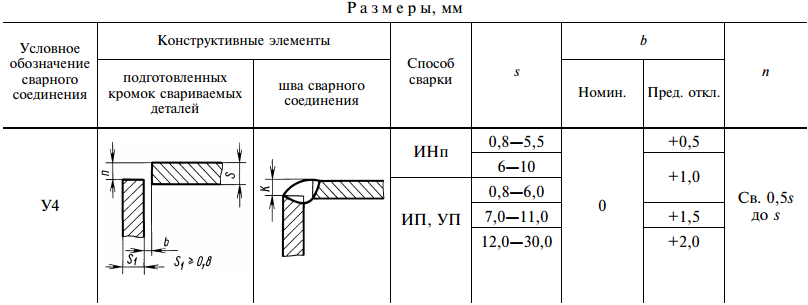 1 Принцип
1 Принцип
Электроды
Содержание1 Существующие виды электродов, их классификации и характеристики1.1 Для чего нужны электроды?1.2 Так какие
Вопросы
Содержание1 Как выбрать хороший инверторный сварочный аппарат, какие бывают инверторы для дома и дачи1.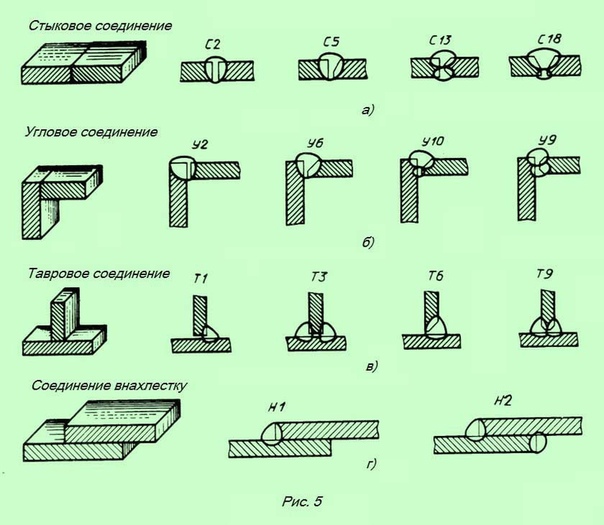 1
1
Страница не найдена — ccm-msk.com
Информация
Содержание1 Электробезопасность при производстве электросварочных работ1.1 Требования электробезопасности, предъявляемые к сварочному оборудованию1.2 Правила электробезопасности
Вопросы
Содержание1 Как самому варить алюминий?1.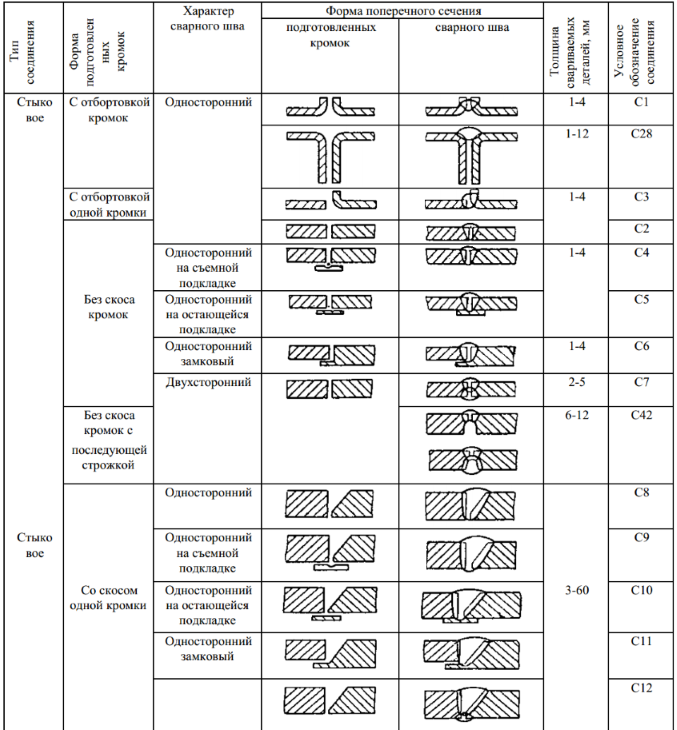 1 Свариваемость алюминия1.2 Способы сварки и проведение подготовки к работе1.3
1 Свариваемость алюминия1.2 Способы сварки и проведение подготовки к работе1.3
Информация
Содержание1 Цинкошов – цинковый грунт для защиты от коррозии сварных швов1.1 Где и как
Сталь
Содержание1 Какие стали относятся к аустенитным, их свойства1. 1 Классификация аустенитных сталей по группам и
1 Классификация аустенитных сталей по группам и
Как сварить
Содержание1 Чем и как варить кузов автомобиля правильно?1.1 Предварительные действия1.2 Рекомендации по сварке2 Сварка
Как правильно
Содержание1 Правила и особенности выбора сварочного аппарата1.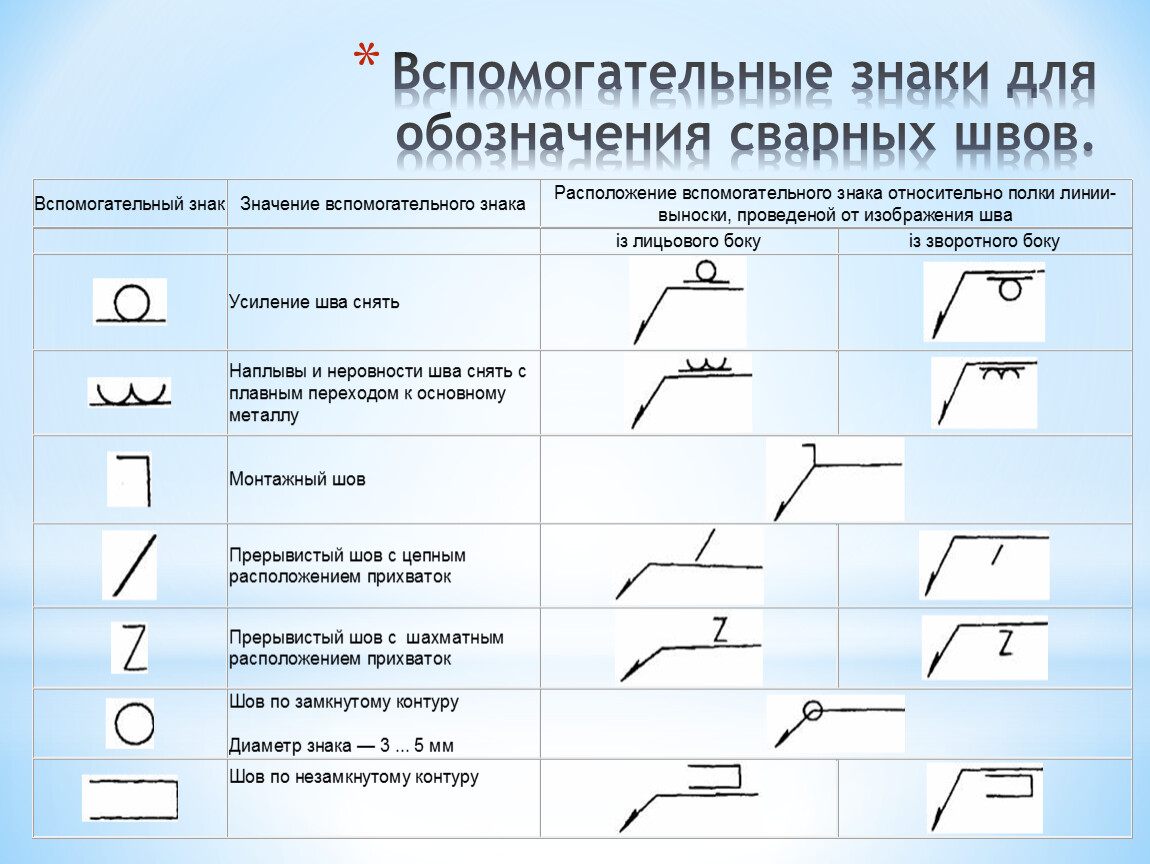 1 Принцип работы сварочного аппарата1.2 Типы сварочных работ1.3
1 Принцип работы сварочного аппарата1.2 Типы сварочных работ1.3
Страница не найдена — ccm-msk.com
Информация
Содержание1 10 лучших сварочных полуавтоматов — народный рейтинг1.1 Особенности выбора товара1.2 Бюджетные модели до
Условия
Содержание1 Разновидности художественной обработки металла1. 1 Литье1.2 Ковка1.3 Чеканка1.4 Металлопластика1.5 Гравировка1.6 Травление1.7 Декоративная обработка металла1.8
1 Литье1.2 Ковка1.3 Чеканка1.4 Металлопластика1.5 Гравировка1.6 Травление1.7 Декоративная обработка металла1.8
Информация
Содержание1 Сварочный инвертор1.1 Устройство и основные характеристики инверторов1.2 Принцип работы инвертора1.3 Технические параметры устройств1.4
Вопросы
Содержание1 Листогибочный станок своими руками: фото, видео, чертежи1. 1 Виды станков1.2 Как сделать листогиб самостоятельно2
1 Виды станков1.2 Как сделать листогиб самостоятельно2
Информация
Содержание1 Железная лестница своими руками: нюансы изготовления и пошаговая инструкция1.1 Особенности металлических лестниц1.2 Железные
Информация
Содержание1 Сварка титана полуавтоматом1. 1 Трудности полуавтоматической сварке титана1.2 Подготовка к полуавтоматической сварке1.3 Выбор режимов
1 Трудности полуавтоматической сварке титана1.2 Подготовка к полуавтоматической сварке1.3 Выбор режимов
Page 2 | Разработка конструкции и технологии производства сварного изделия
Страница 2 из 10
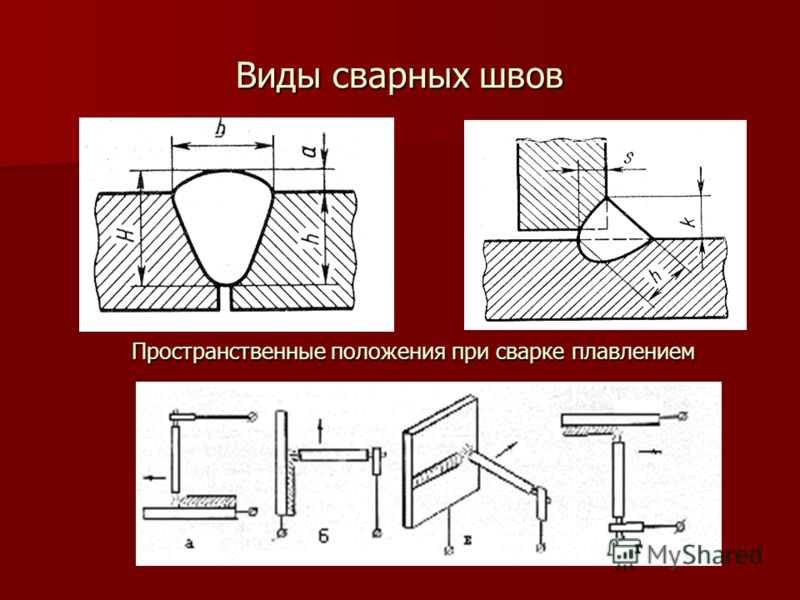
ВИДЫ СВАРНЫХ СОЕДИНЕНИЙ
Сварка как технологический процесс получения неразъемных соединений находит широкое применение в машиностроении. Наибольшее распространение получила электродуговая сварка: ручная — металлическими электродами с обмазкой; автоматическая под слоем флюса; автоматическая, полу автоматическая ручная в среде защитных газов.
Перед сваркой соединяемые детали взаимно ориентируют в соответствии с чертежом сварного изделия, фиксируют при необходимости в приспособлениях и зону стыка деталей заполняют расплавленным металлом (электрода с частичным расплавлением кромок деталей). Для получения сквозного сварного шва соединяемые детали должны быть подготовлены, например, кромки их должны иметь скос под определенным углом.
На виды сварки, конструктивные элементы сварных швов и подготовки кромок для них действуют государственные стандарты:
- ГОСТ 5264—80. Ручная дуговая сварка. Соединения сварные.
- ГОСТ 8713—79. Сварка под флюсом. Соединения сварные.
- ГОСТ 14771—76. Дуговая сварка в защитном газе. Сварные соединения.
- ГОСТ 16037—80. Соединения сварных стальных трубопроводов.
- ГОСТ 14806—80. Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные.
Кроме стандартов на соединения стыковые и под прямыми углами, имеются стандарты на сварные соединения под острыми и тупыми углами (ГОСТ 11534—75, ГОСТ 11533—75, ГОСТ 23518—79).
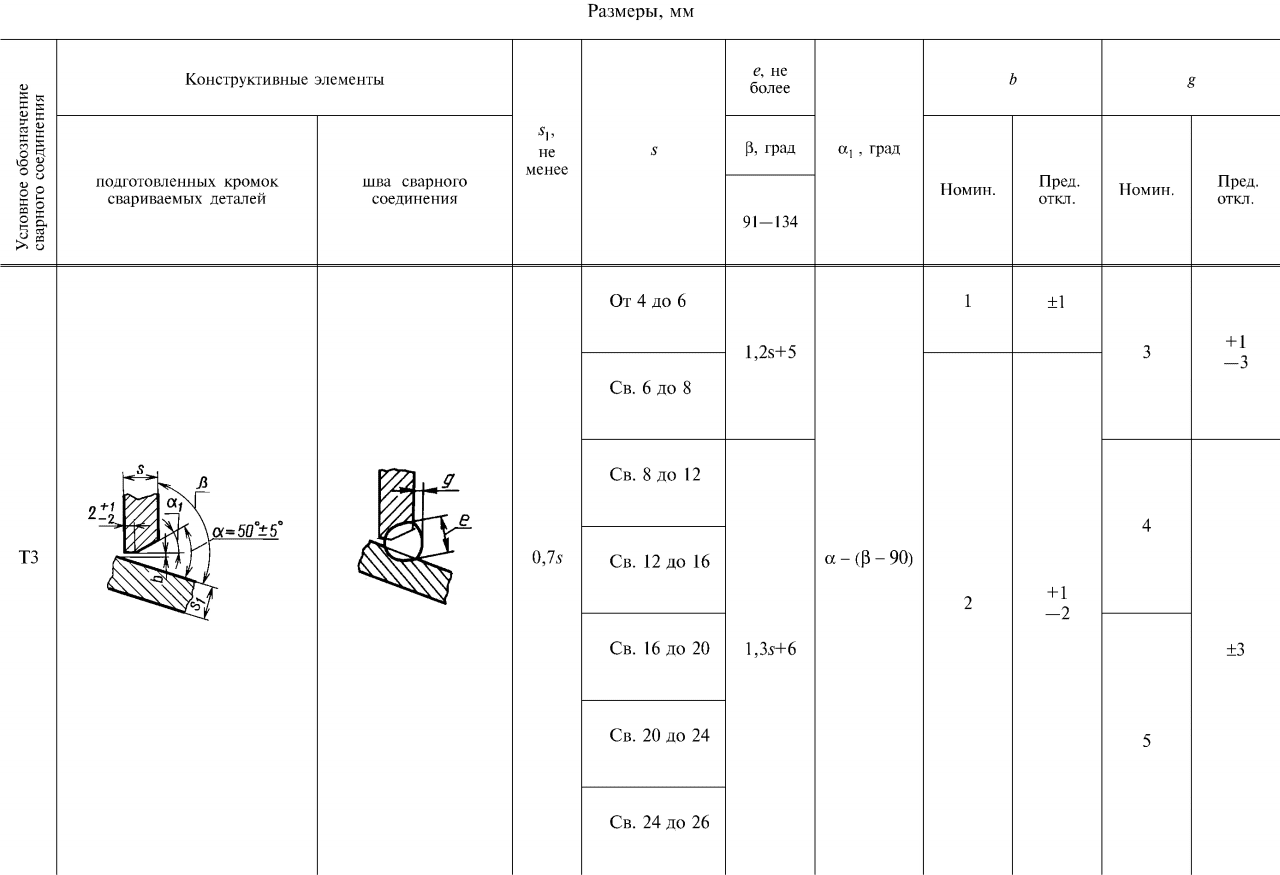
По взаимному расположению деталей соединения бывают стыковые (С1…С26), угловые, (У1…У10), тавровые (Т1…Т5) и внахлестку (Н1, Н2). По форме подготовленных кромок соединения могут быть без скоса кромок (C2, C7, У4, Т1, Н1, Н2 и др.), с отбортовкой кромок (С1, У1), с прямолинейным скосом одной кромки (С8. ..С12, У6, Т6, Т7), с прямолинейными скосами двух кромок (C17, У9 и Яр.), с криволинейными скосами (C13, C16, С23, С26, Т2, Т5 и др.), а также с двумя скосами кромки (С15, C16, С25, С26, У8, Т8, Т5 и др.). Характер выполнения шва может быть односторонним (С1, С2, С8, С11, С17, У1, У4 и др.) и двухсторонним (C7, С12, С13, С15 и др.).
..С12, У6, Т6, Т7), с прямолинейными скосами двух кромок (C17, У9 и Яр.), с криволинейными скосами (C13, C16, С23, С26, Т2, Т5 и др.), а также с двумя скосами кромки (С15, C16, С25, С26, У8, Т8, Т5 и др.). Характер выполнения шва может быть односторонним (С1, С2, С8, С11, С17, У1, У4 и др.) и двухсторонним (C7, С12, С13, С15 и др.).
Для обеспечения сквозного проплавления и получения сварного шва по всей толщине соединяемых деталей, их кромки должны быть подготовлены под сварку. Основные виды подготовки кромок и обозначение их конструктивных элементов изображены на рис. 1.
Отбортовку кромок (рис. 1,а) применяют для деталей малой толщины s и обычно для сварки неплавящимся электродом без присадочного материала. Формирование шва происходит за счет оплавления кромок.
При толщине деталей более 3 мм применяют прямолинейные односторонние скосы одной в или двух г кромок, двухсторонние — одной или двух д кромок, а также криволинейные скосы е. Скосы выполняют механической обработкой (точением, фрезерованием, строганием), скалыванием под углом на специальных ножницах, кислородной, плазменной резкой и другими способами.
При малой толщине деталей (до 4…12 мм в зависимости от типа соединения и вида сварки) ее можно осуществить без скоса кромок б.
Чертежи деталей проектируют так, чтобы обеспечить требуемые зазоры b между деталями, величину притупления и угол скоса a. Зазор b составляет 0 + 0,5, 0 ± 1 и мм при толщине деталей s соответственно до 2; 4 и более мм.
Притупление t кромок назначают от 1 ± 1 до мм (большее притупление соответствует большей толщине s ).
Угол α скоса кромок зависит от способа сварки, вида скоса кромок и типа сварного соединения:
- для ручной электродуговой сварки при прямолинейном скосе одной кромки,α = = 45° ± 2°, двух — 25° ± 2°, а при криволинейном скосе — 20° ± 2° и 12° ± 2°;
- для автоматической сварки под флюсом, α = 30° ± 5° и 10° ± 2° при прямолинейном и криволинейном скосах кромок в случае стыковых и угловых соединений, тавровые соединения требуют большего угла, который равен соответственно 50° ± 5° и 20° ± 2°;
- для сварки в среде защитных газов α == 40° ± 2° и 20° ± 2° при прямолинейном скосе одной и двух» кромок» — в случае криволинейного скоса α = 12° ± 2°.

Детали при стыковом соединении должны иметь одинаковую толщину. Допустимая разность толщины при сварке
Рис. 1. Виды подготовки кромок под сварку: а — с отбортовкой кромок; б, и, к — без скоса кромок; в—со скосом одной кромки; г — со скосом двух кромок; д — с двухсторонним скосом двух кромок; е — с криволинейным скосом кромок; ж —с использованием остающейся или съемной подкладки; з — с замковым расположением деталей; л — дополнительным скосом для устранения влияния разной толщины
составляет не более 1, 2, 3 и 4 мм при толщине деталей соответственно до 4, 20, 30 и более мм. Если разность толщины больше, то на детали с большей толщиной делают скос под углом 15° с одной или двух сторон (рис. 1, л).
При угловом соединении допускается не делать скос кромок, а формирование шва производить за счет смещения деталей на величину h (рис. 1, и, к). Смещение может быть менее 0,5 s или более 0,5 s при толщине деталей до 6 и 30 мм соответственно.
Выбор типа соединения и способа подготовки кромок зависит от условий его работы, толщины соединяемых деталей, конфигурации изделия и условий сварки. Так, наиболее дешевые соединения без подготовки кромок, но их сквозное проплавление ограничено толщиной детали. Скосы двух кромок, особенно криволинейные, наиболее трудоемки, но позволяют сократить массу наплавляемого металла и время сварки.
Так, наиболее дешевые соединения без подготовки кромок, но их сквозное проплавление ограничено толщиной детали. Скосы двух кромок, особенно криволинейные, наиболее трудоемки, но позволяют сократить массу наплавляемого металла и время сварки.
Зазоры между соединяемыми деталями обычно невелики, в противном случае возможны вытекание расплавленного металла и прожог кромок. Это обстоятельство особенно может проявиться при автоматической сварке.
Для защиты обратной стороны шва от вытекания металла могут быть использованы ниже перечисленные приемы.
Замок, т. е. перекрытие одной детали другой (рис. 1, з). Перекрытие деталей b2 составляет 8 … 20 мм, а зазор в замке z = 0 +0,5 мм. Способ эффективен, но дорогой.
Остающаяся стальная подкладка (рис. 1, ж), толщина которой t1> достигает 0,5 толщины детали, но не менее 3 мм, ширина b1 = 10… 30 мм, а зазор между подкладкой и деталями z не должен быть более 0,5… 1 мм. Этот способ применяют, в частности, при сварке шаровых резервуаров, сосудов малого диаметра. Такие подкладки соответствуют соединениям С10, С19 (см. табл. 1).
Такие подкладки соответствуют соединениям С10, С19 (см. табл. 1).
Съемная технологическая подкладка из меди для стали, из графита для меди и т. п., которая не приваривается и ее удаляют после сварки (С9, С18).
Предварительная ручная подварка корня шва (С12, С13, С21, С23, У5, У10, Т2) является трудоемкой, ее применяют, когда свариваемое изделие невозможно кантовать или точно собрать перед сваркой.
Заделка зазора асбестовой набивкой или флюсовой подушкой.
Сварные соединения можно выполнять автоматической, полуавтоматической или ручной сваркой. Способ сварки выбирают в зависимости от геометрических размеров изделий, свойств материалов, формы сварного шва и серийности производства.
Автоматическая и полуавтоматическая сварка обладает большой производительностью, обеспечивает высокое качество и надежность соединения, не требует высокой квалификации сварщика, дает наибольший эффект в серийном и массовом производстве, а также при соединении толстостенных деталей.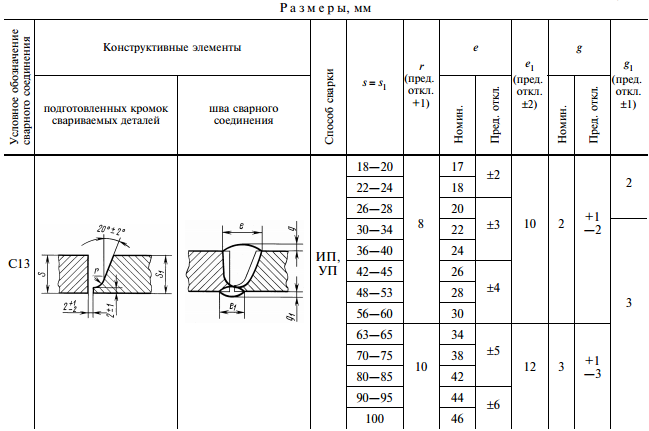 Недостатком этих способов является ограничение по конфигурации и положению шва. Наиболее распространенные автоматы способны сваривать прямолинейные горизонтальные швы или соединять цилиндрические детали типа тел вращения. Способы сварки более подробно рассмотрены в 5.1.
Недостатком этих способов является ограничение по конфигурации и положению шва. Наиболее распространенные автоматы способны сваривать прямолинейные горизонтальные швы или соединять цилиндрические детали типа тел вращения. Способы сварки более подробно рассмотрены в 5.1.
Форма сварных швов после сварки видна в табл. 1. Так, ширина зоны расплавленного металла несколько больше, чем исходный зазор между кромками. По высоте сварной шов больше толщины детали, т. е. имеет место так называемое усиление шва. Конструктивные элементы швов также регламентированы перечисленными ранее стандартами.
Усиление шва при необходимости снимают строганием, точением или шлифовальными кругами до требуемой шероховатости поверхности.
Конструктор при проектировании сварных изделий на чертеже указывает способ сварки, тип сварного соединения, конструктивные элементы швов и разделки кромок, марку электрода или проволоки, способ контроля, допустимые дефекты.
Чертежи сварных изделий оформляют как чертежи сборочных единиц, т. е. выполняют сборочный чертеж и спецификацию в соответствии с ЕСКД. Условные обозначения швов сварных соединений выполняют по ГОСТ 2.312—72. Так, шов сварного соединения изображают: видимый — сплошной основной линией, невидимый — штриховой линией. От изображения сварного шва проводят линию-выноску, заканчивающуюся односторонней стрелкой (рис. 2). Линию-выноску предпочтительно проводить от изображения видимого шва, с его лицевой стороны, с которой производят сварку основного шва.
е. выполняют сборочный чертеж и спецификацию в соответствии с ЕСКД. Условные обозначения швов сварных соединений выполняют по ГОСТ 2.312—72. Так, шов сварного соединения изображают: видимый — сплошной основной линией, невидимый — штриховой линией. От изображения сварного шва проводят линию-выноску, заканчивающуюся односторонней стрелкой (рис. 2). Линию-выноску предпочтительно проводить от изображения видимого шва, с его лицевой стороны, с которой производят сварку основного шва.
Условное обозначение шва производят на полке линии-выноски или под полкой, если линия-выноска проведена от оборотной стороны основного шва. Вспомогательные знаки, входящие в обозначение шва, выполняют сплошными тонкими линиями, а высота знаков равна высоте цифр и букв, входящих в обозначение. Элементы условного обозначения и вспомогательные знаки располагают в следующей последовательности (см. рис. 2).
1. Сварной шов, выполняемый при монтаже, обозначают знаком в точке пересечения линии-выноски и полки (рис.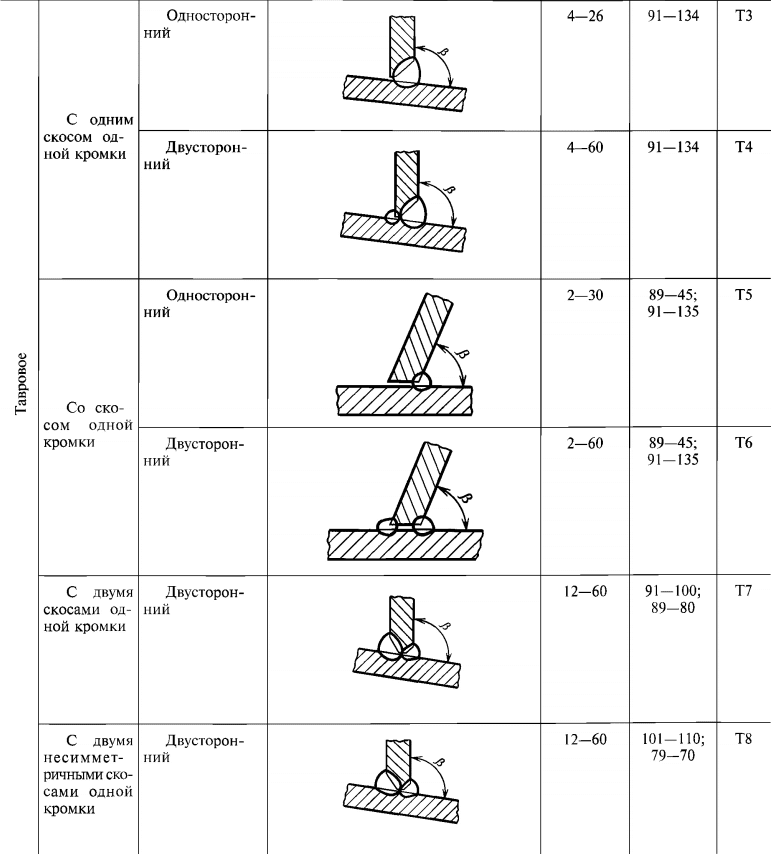 2,6), здесь же может быть обозначен окружностью диаметром 3 … 5 мм сварной шов по замкнутой линии (см. рис. 2, а).
2,6), здесь же может быть обозначен окружностью диаметром 3 … 5 мм сварной шов по замкнутой линии (см. рис. 2, а).
2. Номер ГОСТа на способ сварки и вид сварного соединения.
3. Условное буквенно-цифровое обозначение сварного соединения по стандарту.
4. Условное буквенное обозначение способа сварки по соответствующему стандарту (на чертежах допускается не указывать). Приняты следующие обозначения способов сварки: Р — ручная, АФ — автоматическая под флюсом на весу, АФф — автоматическая под флюсом на флюсовой подушке, АФо —автоматическая под флюсом на остающейся подкладке. АФм — автоматическая под флюсам на медной подкладке,
Рис. 2. Пример обозначения сварных швов: a — сварной шов по замкнутому контуру. Соединение стыковое С8 с односторонней разделкой кромки по ГОСТ 14771 — 76, сварка дуговая в углекислом газе плавящимся электродом с последующим снятием усиления шва до шероховатости Ra не более 12,5 мкм. Обозначение указано от лицевой стороны; б — сварной шов, выполняемый при монтаже.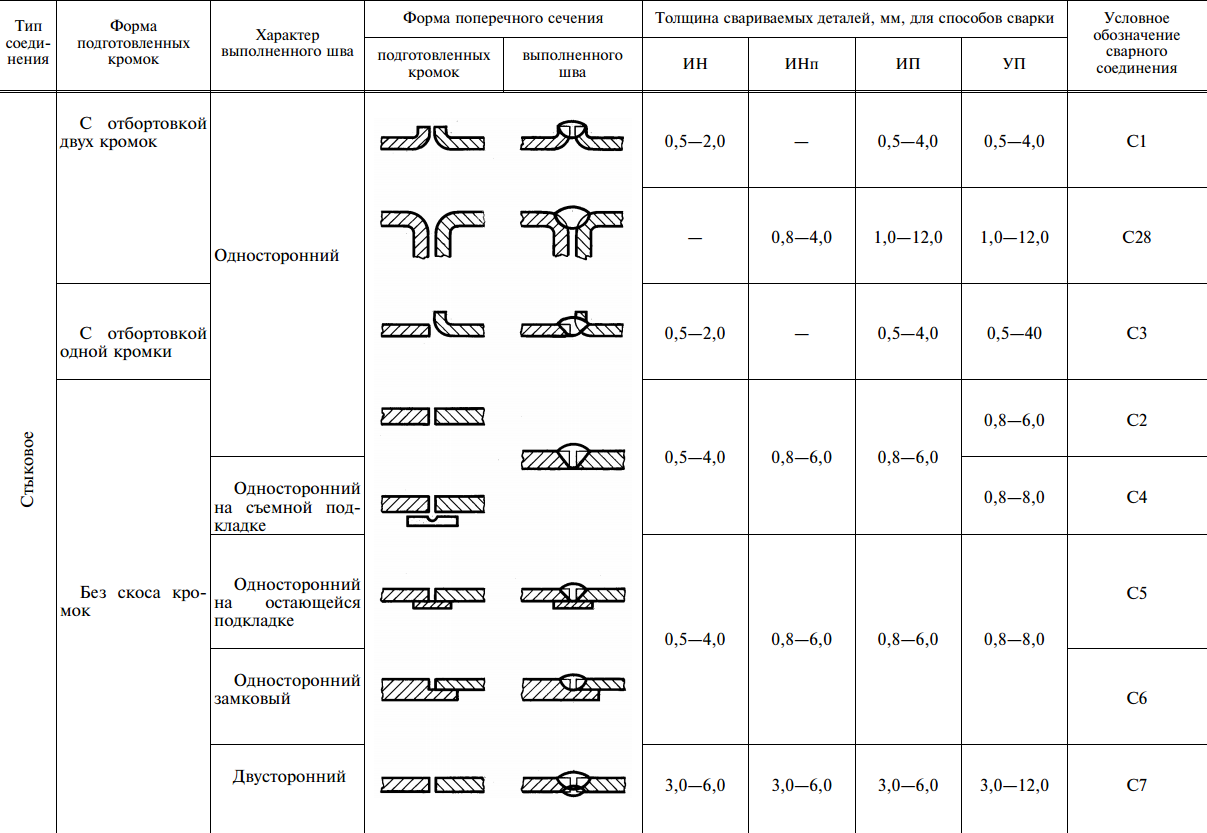
Соединение тавровое Т1 без скоса кромок по ГОСТ 5264 — 80. Сварка ручная дуговая. Высота катета шва 5 мм. Шов прерывистый с шагом 100 мм, при длине проваренного участка 50 мм. Обозначение указано от оборотной стороны шва; в — сварное соединение С9 по ГОСТ 5264—80, выполняемое ручной электродуговой сваркой с последующей зачисткой наплывов и неровностей до плавного перехода к основному металлу.
АФк — автоматическая под флюсом с (предварительной подваркой корня шва, АФш — автоматическая под флюсом с предварительной подваркой шва; ПФ, ПФо, ПФш — то же, что и выше, но полуавтоматическая сварка; ИН — электродуговая сварка в инертных газах без присадочного металла, ИНп— в инертных газах с присадочным металлом, ИП — в инертных газах и их смесях с углекислым газом плавящимся электродом, УП — в углекислом газе плавящимся электродом; ШЭ — электрошлаковая проволочным электродом и т. д.
5. Знак в виде прямоугольного треугольника и размер катета шва для угловых, тавровых и соединений внахлестку (см. рис. 2,6).
рис. 2,6).
6. Для прерывистого шва указывают в мм длину провариваемого участка и шаг. Их значения разделяют наклонной линией под углом 60° в случае цепного расположения швов или специальным знаком для шахматного расположения (см. рис. 2, б).
7. Вспомогательные знаки, которые могут означать: усиление шва снять (см. рис. 2, а), наплывы и неровности шва обработать с плавным переходом к основному металлу (см. рис. 2, в). Здесь же указывают требуемую шероховатость. (Более подробно см. ГОСТ 2.312—72).
При наличии одинаковых швов им присваивают один порядковый номер, условное обозначение выполняют только для одного шва, с указанием порядкового номера на линии-вынооке. Для остальных швов на полке вместо обозначения указывают только порядковый номер данной группы одинаковых швов.
Если на чертеже все швы одинаковы, допускается их обозначать только линиями-выносками, а в технические требования чертежа записывать все сведения о способе сварки и элементах сварных соединений.
Марку электрода или присадочного материала с указанием стандарта указывают в технических требованиях чертежа.
cccp3d.ru | Обозначение катетов сварных швов
By
gudstartup · Posted
Загляните в папку PLC:\IOC та есть файлы report.txt и в них нет никакого блока А70
Возникает вопрос о соответствии вашей схемы реальной конфигурации
Вот посмотрите состав вашей конфигурации на 2013 год в отчете созданном HARDWARE SERVER
report file created : Wed Mar 20 16:55:36 2013
12 EaBlock data set(s)
1. Ventilinsel_ZM157
2. CUBE
3. Antrieb_PS
4. PW160
5. Antriebe_ZM157
6. Antriebe_ZM87
7. Antrieb_ZM43
8. ASI_BUS
9. Ventilinsel_ZM87
10. Ventilinsel_ZM43
11. Ventilinsel_STD
12. STD
1 Profibus Master data set(s)
1. default_master_1_5M Profibus Adr. 11
default_master_1_5M Profibus Adr. 11
15 Profibus Slave data set(s)
1. -A71 Cube67 Knoten 1 Profibus Adr. 13
2. -M2-PW POSMO_PW_PS Profibus Adr. 7
3. -A200 Cube67 Knoten 2 Profibus Adr. 14
4. -M4-PW POSMO_PW_Hub Profibus Adr. 9
5. -A1-PW POSMO_PW_Dreh Profibus Adr. 6
6. -M1-PW POSMO_PW_Linear Profibus Adr. 8
7. -A1-ZM POSMO_GR_ZM157 Profibus Adr. 5
8. -M1-ZM POSMO_RUND_ZM157 Profibus Adr. 4
9. -M2-ZM POSMO_GR_ZM87 Profibus Adr. 5
10. -M1-ZM POSMO_MAG_ZM87 Profibus Adr. 4
11. -M1-ZM POSMO_MAG_ZM43 Profibus Adr. 4
12. -A75 ASI- Link Profibus Adr. 3
13. -A72 Bosch Ventilinsel 3 Profibus Adr. 1
14. -A72 Bosch Ventilinsel 2 Profibus Adr. 1
15. -A72 Bosch Ventilinsel Profibus Adr. 1
Состав Cube
Profibus slave base data sets: 1
Slave 0 : -A71 Cube67 Knoten 1
Profibus slave modul data sets: 17
Modul 0 : -A74 56701 AI4 E 4xM12 (U) GSD/Libray name : 56701 AI4 E 4xM12 (U) SlaveName: -A71 Cube67 Knoten 1 IO count: 4
Modul 1 : -A71. 2 56601 DIO16 E 8xM12 GSD/Libray name : 56601 DIO16 E 8xM12 SlaveName: -A71 Cube67 Knoten 1 IO count: 16
2 56601 DIO16 E 8xM12 GSD/Libray name : 56601 DIO16 E 8xM12 SlaveName: -A71 Cube67 Knoten 1 IO count: 16
Modul 2 : Platzhalter 3 GSD/Libray name : Platzhalter SlaveName: -A71 Cube67 Knoten 1
Modul 3 : -A71.6 56640 DIO16 C 8xM12 1,6A GSD/Libray name : 56640 DIO16 C 8xM12 1,6A SlaveName: -A71 Cube67 Knoten 1 IO count: 16
Modul 4 : -A131 56691 DIO8/DI8 E TB Rail GSD/Libray name : 56691 DIO8/DI8 E TB Rail SlaveName: -A71 Cube67 Knoten 1 IO count: 16
Modul 5 : -A132 56691 DIO8/DI8 E TB Rail GSD/Libray name : 56691 DIO8/DI8 E TB Rail SlaveName: -A71 Cube67 Knoten 1 IO count: 16
Modul 6 : -A133 56640 DIO16 C 8xM12 1,6A GSD/Libray name : 56640 DIO16 C 8xM12 1,6A SlaveName: -A71 Cube67 Knoten 1 IO count: 16
Modul 7 : Platzhalter 8 GSD/Libray name : Platzhalter SlaveName: -A71 Cube67 Knoten 1
Modul 8 : -A140 56601 DI16 E 8xM12 GSD/Libray name : 56601 DI16 E 8xM12 SlaveName: -A71 Cube67 Knoten 1 IO count: 16
Modul 9 : Platzhalter 10 GSD/Libray name : Platzhalter SlaveName: -A71 Cube67 Knoten 1
Modul 10 : -A141 56691 DIO8/DI8 E TB Rail GSD/Libray name : 56691 DIO8/DI8 E TB Rail SlaveName: -A71 Cube67 Knoten 1 IO count: 16
Modul 11 : Platzhalter 12 GSD/Libray name : Platzhalter SlaveName: -A71 Cube67 Knoten 1
Modul 12 : -A71.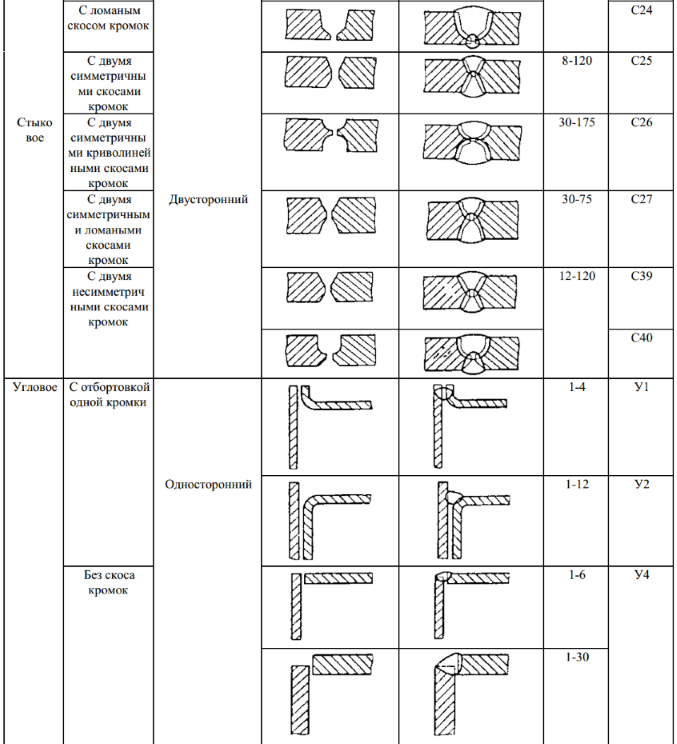 1 56601 DIO16 E 8xM12 GSD/Libray name : 56601 DIO16 E 8xM12 SlaveName: -A71 Cube67 Knoten 1 IO count: 16
1 56601 DIO16 E 8xM12 GSD/Libray name : 56601 DIO16 E 8xM12 SlaveName: -A71 Cube67 Knoten 1 IO count: 16
Modul 13 : Platzhalter 14 GSD/Libray name : Platzhalter SlaveName: -A71 Cube67 Knoten 1
Modul 14 : Platzhalter 15 GSD/Libray name : Platzhalter SlaveName: -A71 Cube67 Knoten 1
Modul 15 : -A71.3 56640 DIO16 C 8xM12 1,6A GSD/Libray name : 56640 DIO16 C 8xM12 1,6A SlaveName: -A71 Cube67 Knoten 1 IO count: 16
Modul 16 : COMDRV 1 GSD/Libray name : COMDRV SlaveName: -A71 Cube67 Knoten 1 IO count: 8
report.1.txt
ГОСТ 28915-91 Сварка лазерная импульсная. Соединения сварные точечные.
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры точечных сварных швов соединений из сталей, железоникелевых, никелевых и титановых сплавов, выполняемых импульсной лазерной сваркой твердотельными лазерами.
Требования настоящего стандарта являются обязательными.
2. Для конструктивных элементов сварных соединений приняты обозначения:
S и S1-толщина кромок свариваемых деталей;
dc-диаметр сварной точки;
b-зазор между кромками свариваемых деталей;
С и С1-ширина буртика;
l-высота буртика или отбортовки кромок.
3. Основные типы сварных соединений должны соответствовать приведенным в табл. 1.
4. Конструктивные элементы и их размеры должны соответствовать приведенным в табл. 2-15.
5. Выпуклость или вогнутость сварных точек не должны превышать 20% от толщины более тонкой детали, но не более 0,1 мм.
6. Смещение свариваемых кромок по высоте друг относительно друга до 20% от толщины более тонкой детали, но не более 0,1 мм.
7. Кромки деталей под сварку не притуплять.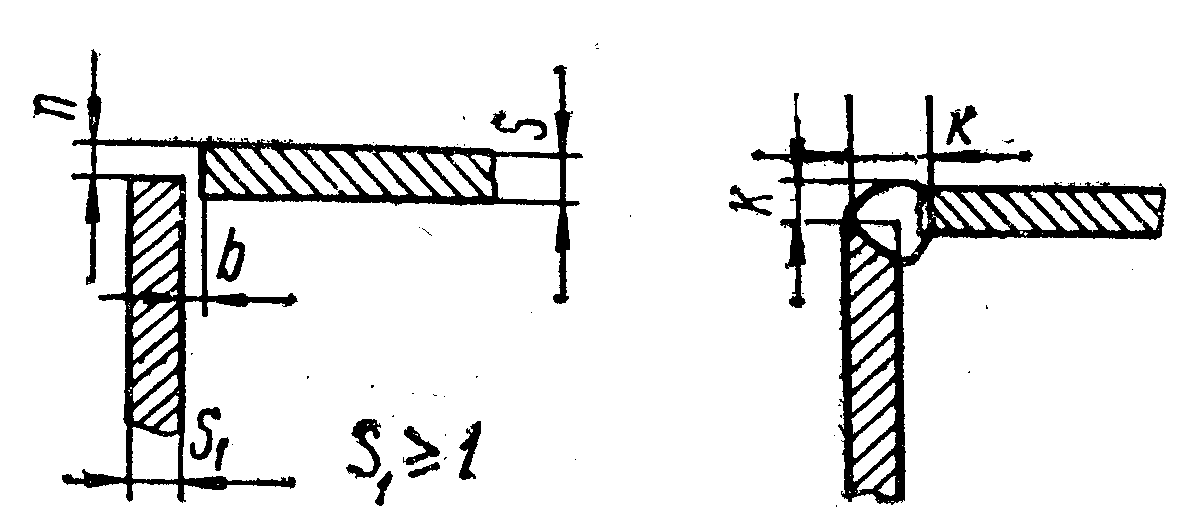 Для толщин свариваемых деталей более 0,4 мм допускается притупление свариваемых кромок радиусом до 0,1 мм, связанное с удалением заусенцев на этих кромках.
Для толщин свариваемых деталей более 0,4 мм допускается притупление свариваемых кромок радиусом до 0,1 мм, связанное с удалением заусенцев на этих кромках.
8. При сварке деталей из однородных материалов смещение сварной точки относительно линии стыка деталей не должно превышать 0,2 dc. Для неоднородных материалов значение смещения устанавливается в технической документации, утверждаемой в установленном порядке.
Таблица 1
| Тип соединения | Форма подготовленных кромок | Характер выполненного шва | Форма поперечного сечения | Толщина свариваемых деталей, мм | Условное обозначение сварного соединения | |
| подготовленных кромок | поперечного шва | |||||
| Стыковое | Без скоса кромок | Односторонний с полным проплавлением | 0,1-0,5 | C1 | ||
| Односторонний с неполным проплавлением | Более 0,8 | С2 | ||||
| Односторонний замковый | 0,1-0,9 | С3 | ||||
| Двусторонний | 0,4-1,8 | С4 | ||||
| С одним буртиком | Односторонний замковый | 0,1-0,9 | С5 | |||
| С отбортовкой двух кромок | Односторонний | 0,1-0,5 | С6 | |||
| С двумя буртиками | Не ограничена | С7 | ||||
| Тавровое | Без скоса кромок | Односторонний | не менее 0,2 | Т1 | ||
| Двусторонний | Т2 | |||||
| Угловое | Без скоса кромок | Односторонний | 0,2-0,8 | У1 | ||
| Односторонний замковый | 0,2-0,8 | У2 | ||||
| С отбортовкой одной кромки | Односторонний | 0,1-0,5 | У3 | |||
| С одним буртиком | Односторонний | Не ограничена | У4 | |||
| Нахлесточное | Без скоса кромок | Односторонний с полным проплавлением | 0,1-0,5 | Н1 | ||
| Односторонний с неполным проплавлением | 0,1-0,7 | Н2 | ||||
| Односторонний | 0,2-0,7 | Н3 | ||||
| Двусторонний | 0,2-0,8 | Н4 | ||||
| Торцовое | Без скоса кромок | Односторонний | 0,1-0,6 | Тр1 | ||
Таблица 2
Размеры, мм
| Условное обозначение сварного соединения | Конструктивный элемент | S | b, не более | dc | ||
| подготовленных кромок свариваемых деталей | сварного шва | номин. | пред. откл. | |||
| C1 | S1=(0,9-1,1)S | 0,10-0,20 0,21-0,30 0,31-0,50 0,51-1,0 | 0,02 0,04 0,06 0,10 | 0,40 | ±0,15 | |
Таблица 3
Размеры, мм
| Условное обозначение сварного соединения | Конструктивный элемент | S | b, не более | dc | ||
| подготовленных кромок свариваемых деталей | сварного шва | номин. | пред. откл. | |||
| C2 | S1=(0,9-1,1)S | Более 0,80 | 0,10 | 0,90 | ±0,30 | |
Таблица 4
Размеры, мм
| Условное обозначение сварного соединения | Конструктивный элемент | S | b, не более | dc | ||
| подготовленных кромок свариваемых деталей | сварного шва | номин. | пред. откл. | |||
| C3 | S1≥S+0,5 | 0,10-0,20 0,21-0,30 0,31-0,50 0,51-0,90 | 0,02 0,04 0,06 0,10 | 0,40 | ±0,15 | |
Таблица 5
Размеры, мм
| Условное обозначение сварного соединения | Конструктивный элемент | S | b, не более | dc | ||
| подготовленных кромок свариваемых деталей | сварного шва | номин. | пред. откл. | |||
| C4 | S1=(0,9-1,1)S | 0,40-0,50 0,51-1,80 | 0,08 0,10 | 0,80 | ±0,20 | |
Таблица 6
Размеры, мм
| Условное обозначение сварного соединения | Конструктивный элемент | S | b, не более | c | dc | ||
| подготовленных кромок свариваемых деталей | сварного шва | номин. | пред. откл. | ||||
| C5 | l=(0,9-1,1)S | 0,10-0,20 0,21-0,30 0,31-0,50 0,51-0,90 | 0,02 0,04 0,06 0,10 | 0,30-0,40 0,40-0,50 0,50-0,70 0,50-0,70 | 0,60 | ±0,20 | |
Таблица 7
Размеры, мм
| Условное обозначение сварного соединения | Конструктивный элемент | S | b, не более | l | dc | ||
| подготовленных кромок свариваемых деталей | сварного шва | номин. | пред. откл. | ||||
| С6 | S1=(0,9-1,1)S | 0,10-0,20 0,21-0,30 0,31-0,50 | 0,02 0,04 0,06 | 0,20-0,30 0,30-0,50 0,40-0,70 | 0,30 | ±0,10 | |
Таблица 8
Размеры, мм
| Условное обозначение сварного соединения | Конструктивный элемент | с | b, не более | l | dc | ||
| подготовленных кромок свариваемых деталей | сварного шва | номин. | пред. откл. | ||||
| С7 | С1=(0,9-1,1)С | 0,40-0,50 0,51-0,70 | 0,08 0,10 | 0,40-0,60 0,50-0,80 | 0,80 | ±0,20 | |
Таблица 9
Размеры, мм
| Условное обозначение сварного соединения | Конструктивный элемент | S, не менее | S1, не менее | b, не более | dc | ||
| подготовленных кромок свариваемых деталей | сварного шва | номин.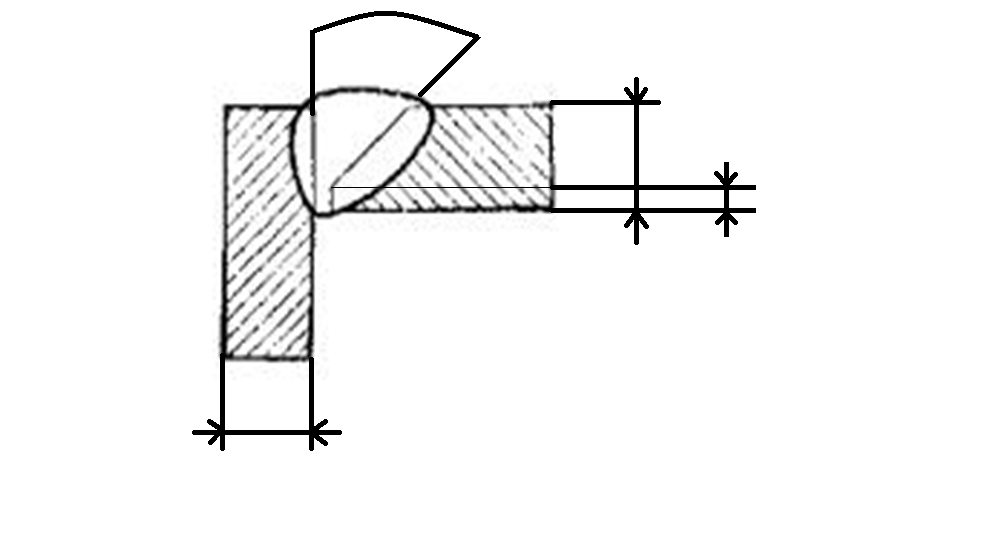 | пред. откл. | ||||
| T1 | 0,20 | 0,20 | 0,04 | 0,80 | ±0,20 | ||
| T2 | 0,20 | 0,20 | 0,04 | 0,80 | ±0,20 | ||
Таблица 10
Размеры, мм
| Условное обозначение сварного соединения | Конструктивный элемент | S | b, не более | dc | ||
| подготовленных кромок свариваемых деталей | сварного шва | номин. | пред. откл. откл. | |||
| У1 | S1=(0,9-1,1)S | 0,20-0,30 0,31-0,50 0,51-0,80 | 0,04 0,06 0,10 | 0,50 | ±0,10 | |
Таблица 11
Размеры, мм
| Условное обозначение сварного соединения | Конструктивный элемент | S | b, не более | dc | ||
| подготовленных кромок свариваемых деталей | сварного шва | номин. | пред.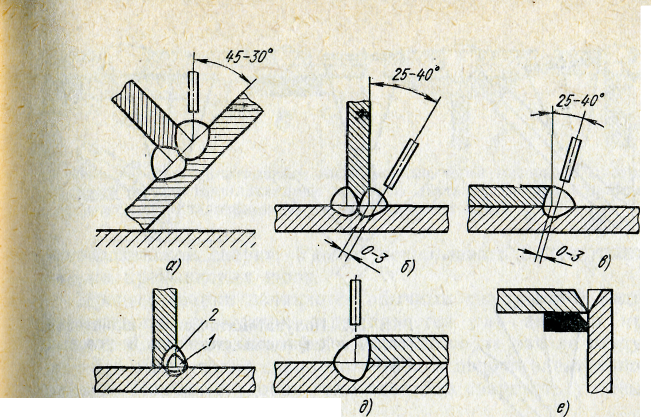 откл. откл. | |||
| У2 | S1=(0,9-1,1)S | 0,20-0,30 0,31-0,50 0,51-0,80 | 0,04 0,06 0,10 | 0,50 | ±0,10 | |
Таблица 12
Размеры, мм
| Условное обозначение сварного соединения | Конструктивный элемент | S | b, не более | l | dc | ||
| подготовленных кромок свариваемых деталей | сварного шва | номин. | пред. откл. | ||||
| У3 | S1=(0,9-1,1)S | 0,10-0,20 0,21-0,30 0,31-0,50 | 0,02 0,04 0,06 | 0,20-0,30 0,30-0,50 0,40-0,70 | 0,30 | ±0,10 | |
Таблица 13
Размеры, мм
| Условное обозначение сварного соединения | Конструктивный элемент | с | b, не более | l | dc | ||
| подготовленных кромок свариваемых деталей | сварного шва | номин.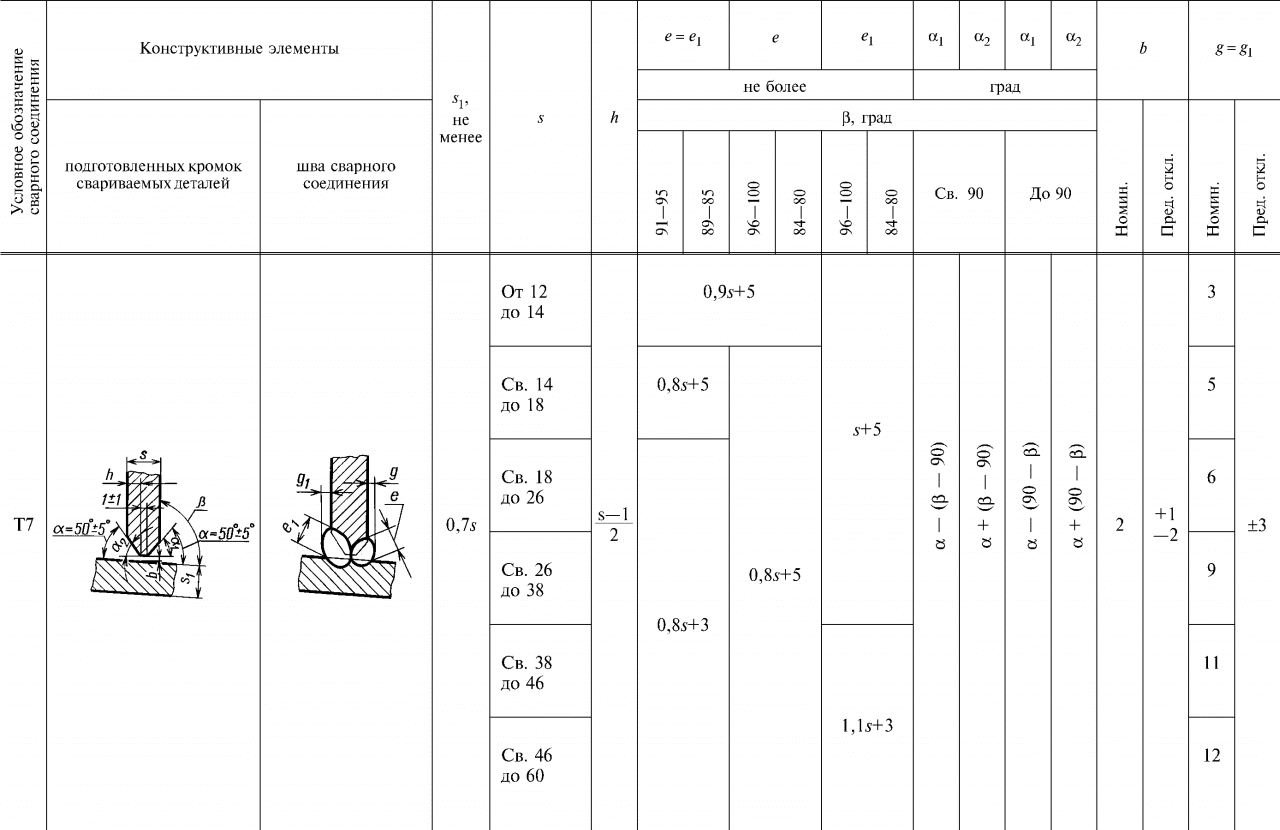 | пред. откл. | ||||
| У4 | S1=(0,9-1,1)С | 0,20-0,30 0,31-0,40 0,41-0,70 | 0,04 0,06 0,08 | 0,40-0,50 0,50-0,70 0,50-0,70 | 0,50 | ±0,10 | |
Таблица 14
Размеры, мм
| Условное обозначение сварного соединения | Конструктивный элемент | S | b, не более | dc | ||
| подготовленных кромок свариваемых деталей | сварного шва | номин. | пред. откл. | |||
| Н1 | S1=1·S | 0,10-0,20 0,21-0,50 | 0,02 0,04 | 0,80 | ±0,20 | |
| Н2 | 0,10-0,20 0,21-0,30 0,31-0,70 | 0,02 0,04 0,06 | 0,80 0,80 0,80 | ±0,20 ±0,20 ±0,20 | ||
| Н3 | 0,20-0,30 | 0,04 0,06 0,06 | 0,50 0,60 0,80 | ±0,10 ±0,15 ±0,20 | ||
| Н4 | 0,20-0,30 | 0,04 0,06 0,06 | 0,50 0,60 0,80 | ±0,10 ±0,15 ±0,20 | ||
Таблица 15
Размеры, мм
| Условное обозначение сварного соединения | Конструктивный элемент | S | b, не более | dc | ||
| подготовленных кромок свариваемых деталей | сварного шва | номин.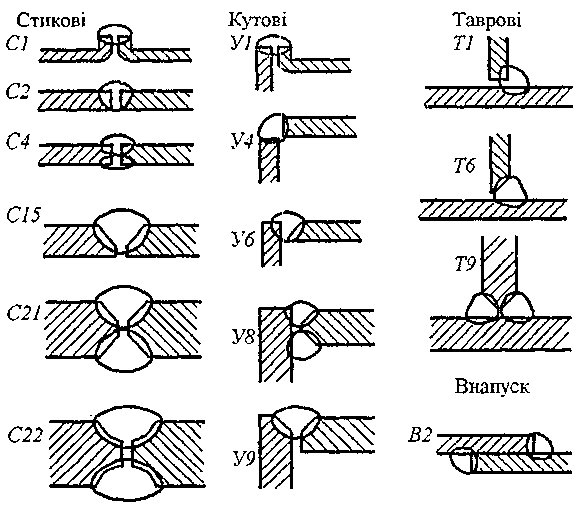 | пред. откл. | |||
| Тр1 | 0,10-0,20 0,21-0,30 0,31-0,40 0,41-0,60 | 0,02 0,04 0,06 0,08 | 0,30 | ±0,10 | ||
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством электротехнической промышленности и приборостроения СССР
РАЗРАБОТЧИКИ: И. Ю. Ходыревская (руководитель темы), Е. С. Баткин
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 25.02.91 № 162
3. Срок первой проверки — 1996 г.
Периодичность проверки — 5 лет
4. ВВЕДЕН ВПЕРВЫЕ
ВВЕДЕН ВПЕРВЫЕ
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
Текст ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 14771-76
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ДУГОВАЯ СВАРКА В ЗАЩИТНОМ ГАЗЕ
СОЕДИНЕНИЯ СВАРНЫЕ
ОСНОВНЫЕ ТИПЫ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ И РАЗМЕРЫ
Издание официальное
Москва
Стандартинформ
2007
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Дуговая сварка в защитном газе
СОВДИНЕНИЯ СВАРНЫЕ
Основные типы, конструктивные элементы и размеры
Gas-shielded arc welding.
Welded joints.
Main types, design elements and dimensions MKC 25.160.40
ГОСТ
14771-76
Взамен
ГОСТ 14771-69
Постановлением Государственного комитета стандартов Совета Министров СССР от 28.07.76 № 1826 дата введения установлена
01. 07.77
07.77
Ограничение срока действия снято Постановлением Госстандарта от 18.06.92 № 553
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитном газе.
Стандарт не устанавливает основные типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов по ГОСТ 16037—80.
2. В стандарте приняты следующие обозначения способов сварки:
ИН — в инертных газах, неплавящимся электродом без присадочного металла;
ИНп — в инертных газах неплавящимся электродом с присадочным металлом;
ИП — в инертных газах и их смесях с углекислым газом и кислородом плавящимся электродом;
УП — в углекислом газе и его смеси с кислородом плавящимся электродом.
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
Издание официальное Перепечатка воспрещена
★
Издание (декабрь 2006 г. ) с Изменениями № 1, 2, 3, утвержденными в марте 1982 г., декабре 1986 г.,
) с Изменениями № 1, 2, 3, утвержденными в марте 1982 г., декабре 1986 г.,
январе 1989 г. (ИУС 6-82, 3-87, 4-89).
© Издательство стандартов, 1976 © Стандартинформ, 2007
Тип
Форма
готовлен]
кромок
Характер
Форма поперечного сечения
кромок
Толщина свариваемых деталей, мм, для способов сварки | Условное обозначение сварного соединения | |||
ИН | ИНп | ЙП | УП | |
0,5-2,0 | — | 0,5-4,0 | 0,5-4,0 | С1 |
— | 0,8-4,0 | 1,0-12,0 | 1,0-12,0 | С28 |
0,5-2,0 | — | 0,5-4,0 | 0,5-40 | сз |
0,5-4,0 | 0,8-6,0 | 0,8-6,0 | 0,8-6,0 | С2 |
0,8-8,0 | С4 | |||
0,5-4,0 | 0,8-6,0 | 0,8-6,0 | 0,8-8,0 | С5 |
С6 | ||||
3,0-0,0 | 3,0-6,0 | 3,0-6,0 | 3,0-12,0 | С7 |
С отбортовкой двух кромок
Односторонний
С отбортовкой одной кромки
If
Т///Ж\м <///Х1$л\ч
Односторонний
ап
Без скоса кро-
Односторонний
НИ
Односторонний
Двусторонний
ГОСТ 14771-Тб
Характер
Форма поперечного сечения
Толщина свариваемых деталей, мм, для способов сварки
УП
Условное
обозначение
сварного
соединения
Односторонний
С8
Односторонний
Со скосом одной кромки
Односторонний
Односторонний
замковый
3,0-10,0
3,0-10,0
СЮ
3-40
СП
С криволинейным скосом одной кромки
С ломаным скосом одной кромки
Двусторонний
метричными скосами одной кром-
3-1
3-60
С12
С13
С14
С15
W
ГОСТ 14771-Тб С.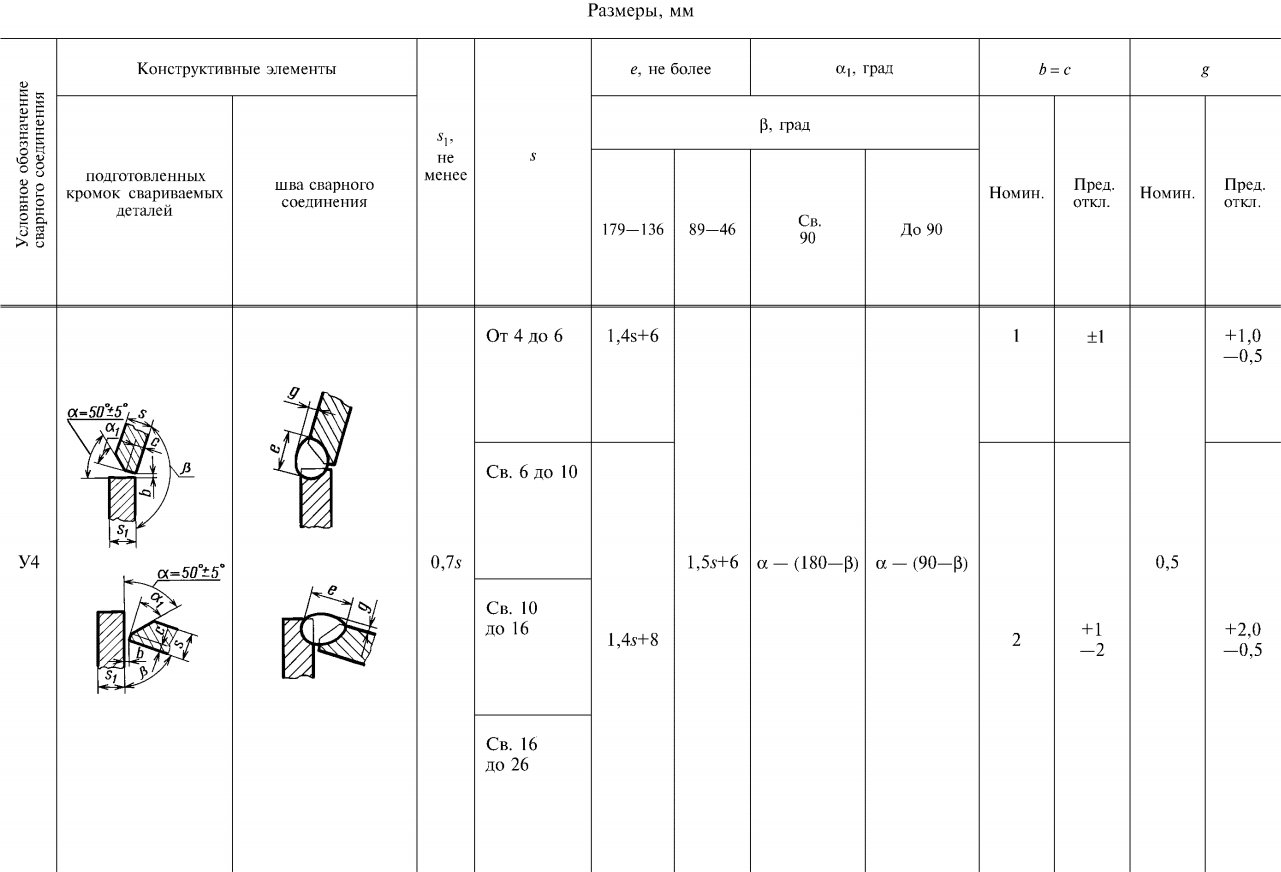
4 ГОСТ 14771-Тб
Тип
Форма
кромок
Характер
Форма поперечного сечения
Толщина свариваемых деталей, мм, для способов сварки
кромок
УП
Условное
обозначение
сварного
соединения
С ломаным скосом двух кромок
о
С двумя симметричными скосами двух комок
С двумя симметричными кри-
Двусторонний
сами двух кромок
С двумя симметричными ло-
двух кромок
24-1
24-1
С24
С25
26,0-120,0
С26
26,0-120,0
С27
С отбортовкой одной кромки
>>
Односторонний
Без скоса кромок
0,8-30,0
si
9\
О
ГОСТ 14771
Тип соеди нения | Форма подготовленных кромок | Характер выполненного шва |
о о Й О | Без скоса кромок | Двусторонний |
Со скосом одной кромки | Односторонний | |
Двусторонний | ||
С двумя симметричными скосами одной кромки | ||
Со скосом двух кромок | Односторонний | |
Двусторонний | ||
Тав ровое | Без скоса кромок | Односторонний |
Форма поперечного сечения
Толщина свариваемых деталей, мм, да способов сварки
Условное
обозначение
И,О
0,8-12,0
3,8-12,0
У5
О
9)
ГОСТ 14771-Тб
Тип
Форма
Характер
Форма поперечного сечения
Толщина свариваемых деталей, мм, для способов сварки
УП
Условное
обозначение
сварного
Без скоса кро-
Двусторонний
Односторонний
1
Со скосом одной кромки
»
Двусторонний
1
с
метричными скосами одной кромки
Двусторонний
Односторонний
Без скоса кро-
Двусторонний
0,8-40,0
3-1
3-6
3-60
12-1
12-1
3,8-4,0
0,8-10,0
0,8-60,0
0,8-4,0
тз
Тб
Т7
Т8
T9
Н1
Н2
si
ГОСТ 14771-Тб С. Размер для справок
Размер для справок
ИП, УП
1,5-4,0
+ 1,0
3s+l,5
2s+2,0
3s+2,5
2s+3,0
Таблица 5
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = | b | е, не более | g | *1 | |||||||
подготовленных кромок свариваемых деталей | шва сварного соединения | X = s о X | Пред. откл. | X = S О X | Пред. ОТКЛ. | X X S о X | Пред. ОТКЛ. | |||||||
С2 | ин | 0,5-0,9 | 0 | +0,1 | 6,0 | 0 | ±0,1 | 0 | +0,1 | |||||
1,0-1,4 | +0,2 | 7,0 | ±0,3 | +0,5 | ||||||||||
b I | 1,5-1,9 | ±0,5 | ||||||||||||
<°1 | М—- | 2,0-2,8 | +0,3 | 8,0 | + 1,0 | |||||||||
Y/////A k\\\\N | 3,0-4,0 | 9,0 | ±1,0 | |||||||||||
<п \ | ИНп | 0,8-1,2 1,4—2,0 | + 1,0 | 7,0 | 1,0 | 1,0 | + 1,0 —0,5 | |||||||
ИП, | ±0,5 | |||||||||||||
УП | 2,2-4,0 | + 1,5 | 8,0 | 1,5 | 1,5 | ±1,0 | ||||||||
4,5-6,0 | +2,0 | 12,0 |
Таблица 6
О
о\
•3
о
2
о
I Я
я
63
! ‘S
V Я ‘ я
о
3
л>
Я
я
Е
х
8 I
О
л »
-Ё о я я я »
<Т> Х*
я я
я о
УП | ип | ИНп | ни | Способ сварки | ||||||||||||
о | -р^ | СО | о | СО | О | to | о | to | о | |||||||
О | о | оо | о | оо | Oi | ON | оо | Oi | ON | о | Oi | |||||
1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | ||
оо | ON | -р^ | to | ON | (О | ON | to | -p^ | to | о | ||||||
о | О | о | оо | -р^ | о | ОО | -р^ | О | to | Oi | о | to | Oi | 40 |
о
+
о
+
СЛ
+
о
Номин.
о Я
d ►о
о
S’-Г5
к *
О
о
\л
Номин.
1+
о
I +
OJ—
СЛ о
рр
tO СЛ
1+
о
н
to
oi
Й
К
й
to
Размеры, мм
р
W
2
а>
Ъ
Е
Н
р
oi
и
5
я
р
С. 10 ГОСТ 14771-76
Таблица 10
Р
W
2
а>
Ъ
Е
О
03 О 65 03
Si
| я
S’ §
Р
Л>
2
Е
х
8 I
О 03 Л Р
-Ё о
м 03
Ж Р
<Т>
Ж Ж
Я О
я
о
ж
о
£
‘С
К
а
К
X
ж
К
X
Способ сварки
40
0
1
р
о
о
X
о
2
Я
Ж
1+
о
+
о
о
1+
\л
+
о\,
§ «
1+
о
U
о
+
о
X
о
2
Я
Ж
р
W
2
а>
Ъ
Е
2
2
Н
р
о\
я
я
р
40
ГОСТ 14771-76 С. 11
11
12 ГОСТ 14771-76
н
р
а\
и
5
я
р
U>
Размеры, мм
о
о
о х
о Й
£э Я 3 Зон й о о е as рэ
с со Ж
£ я
о Е О СО
о as о
S 03 5 £ о тз X ж S о
* 3
я
о
X
о
«О
•<
3
S
со
X
*<
я
«я
h-sh nh
Способ сварки
сл | -Р | -Р | ею | ею | to | to | to | ,_t | ,_t | ||||||||||||
ON | оо | to | ON | to | оо | -Р | о | ON | to | оо | ел | ею | ею | ||||||||
О | о | о | о | О | о | о | о | О | о | о | ел | н— | о | оо | о | со | |||||
1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | | | 1 | 1 | о | 40 | оо | ~о | ON | 1 | 1 | 1 | II | ||
ON | сл | ■р | -Р | ею | ею | to | to | 1 | 1 | о | о | о | о | о | ел | -Р | ею | Jo | |||
О | ею | ел | о | -Р | О | ON | to | ОО | ■р | Н— | , | ел | ел | ел | |||||||
о | О | о | о | о | о | О | О | о | о | о | о | о |
р
W
2
а>
ЖЗ
Ё
2
2
Номин.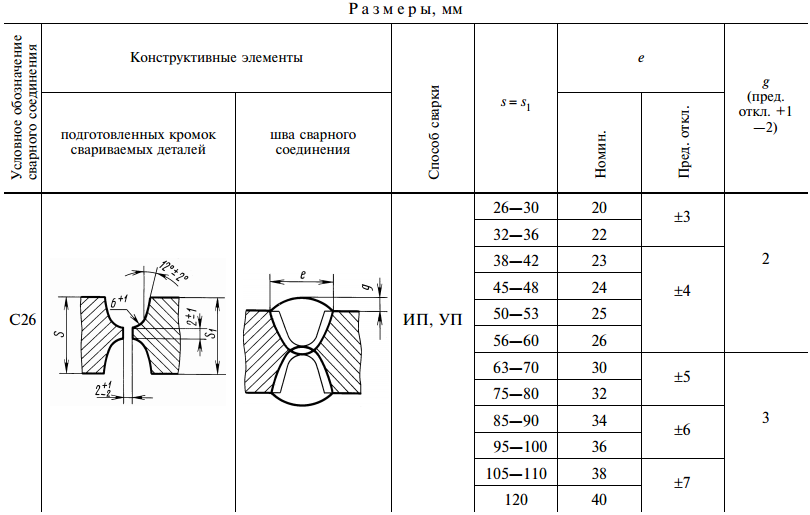 Размер для справок
Размер для справок
Размеры, мм
Таблица 31
Размеры, мм
Таблица 32
Таблица 33
Размеры, мм
Таблица 34
Размеры, мм
Таблица 35
ГОСТ 14771-Тб С. 27
Размеры, мм
28 ГОСТ 14771-76
Таблица 38
Размеры, мм
Таблица 39
Таблица 40
Размеры, мм
Таблица 41
Условное
обозначение
сварного
соединения
Конструктивные элементы
подготовленных кромок свариваемых деталей
шва сварного соединения
Способ
сварки
Номин.
Пред. откл.
Т1
тз
1
k\44WWi
0,8-3,0
3,2-5,5
ИНп, ИП, УП
6,0-20,0
22,0-40,0
+0,5
+ 1,0
+ 1,5
+2,0
Размеры, мм
Таблица 43
4- S
ая
Способ сварки
40 | оо | 04 | 4/1 | -Р | -Р | 40 | 40 | ГО | |||
0 1 | 0 1 | О 1 | 4о I | 04 I | ОО I | ГО I | 04 I | О I | -р 1 | оо 1 | го 1 |
1 40 | 1 оо | 1 | 1 04 | 1 04 | 1 4/1 | 1 -Р | 1 -Р | 1 40 | 1 го | 1 го | 1 |
4/1 | 4/1 | 4/1 | 4/1 | О | 4о | 4/1 | О | -Р | оо | го | 04 |
Номин.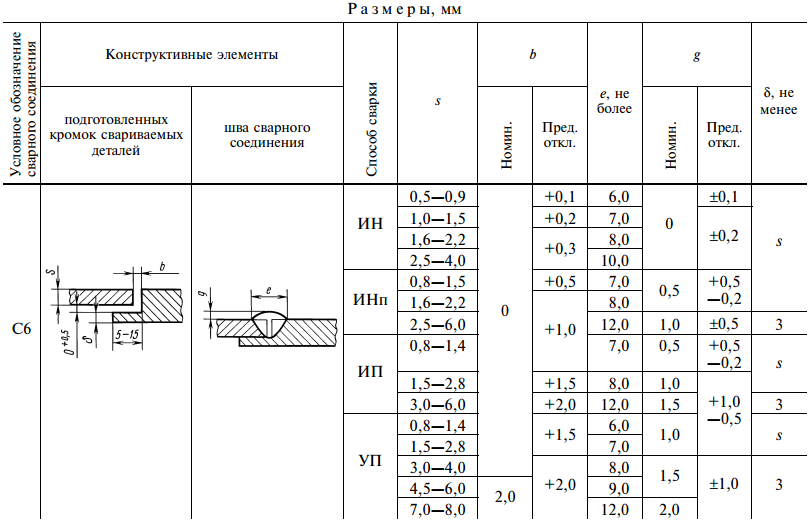
+
40
+
го
Пред. откл.
-Р
о
Номин.
1+
-Р
1+
40
14-
го
Пред. откл.
Н
р
о\
и
5
я
р
0
4/1
Оа
1
О
1+ л>
to ta
-Р
4/1
Размеры, мм
р
W
2
а>
Ъ
Е
Н
р
о\
и
5
я
р
-Р
-Р
С. 32 ГОСТ 14771-76
Таблица 46
Условное
обозначение
сварного
соединения
Конструктивные элементы
подготовленных кромок свариваемых деталей
шва сварного соединения
Способ
сварки
Номин.
Пред.
откл.
ИН
0,8-3,0
+0,2
3,0-12,0
3,2-4,0
ИНп
0,8-5,0
+0,5
5,0-16,0
3,0-20,0
5,5-10,0
+ 1,0
8,0-40,0
sf»s
0,8-2,0
+0,5
2,2-5,0
ИП, УП
5,5-10,0
+ 1,0
3,0-20,0
8,0-40,0
^Размер для справок
11,0-28,0
+ 1,5
12,0-100,0
30,0-60,0
+2
30,0-240,0
Размеры, мм
Таблица 47
Условное
обозначение
сварного
соединения
Конструктивные элементы
подготовленных кромок свариваемых деталей
шва сварного соединения
Способ
сварки
Номин. U
U
в*
1
И
S,SS
ИНп
0,8-5,0
+0,5
S’
5,5-10,0
+ 1,0
0,8-2,0
+0,5
ИП, УП
2,2-5,0
5,5-10,0
+ 1,0
3,0-12,0
5,0-16,0
3,0-20,0
8,0-40,0
3,0-20,0
8,0-40,0
11,0-28,0
+ 1,5
12,0-100,0
30,0-60,0
+2,0
30,0-240,0
Таблица 48
мм
(Измененная редакция, Изм. № 1, 2, 3).
5. При выполнении корня многослойного шва способом сварки, отличным от основного способа, которым проводится заполнение разделки кромок, значения конструктивных элементов сварного соединения необходимо выбирать по основному способу сварки. При этом обозначение способа сварки следует проводить дробью, в числителе которой дается обозначение способа сварки корня шва, а в знаменателе — обозначение основного способа сварки.
6. Для сварных соединений С12, С21, С23, С24, У7, У10,
Т7, имеющих толщину деталей s = 12 мм и более, а также для соединений С15, С16, С25, С27, У8, Т8, имеющих толщину деталей s = 20 мм и более, выполняемых способом сварки УП, допускается притупление с = (5+2) мм.
7. Сварка встык деталей неодинаковой толщины в случае разницы по толщине, не превышающей значений, указанных в табл. 48, должна проводиться так же, как деталей
одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Толщина тонкой | Разность толщин |
детали | деталей |
2-3 | 1 |
4-30 | 2 |
32-40 | 4 |
Св. 40 | 6 |
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 48, на детали, имеющей большую толщину Sj должен быть сделан скос с одной или двух сторон до толщины тонкой детали s, как указано на черт. 2 и 3. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
8. Размер и предельные отклонения катета углового шва К и К\ должны быть установлены при проектировании. При этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в приложении 4.
(Измененная редакция, Изм. № 3).
9. (Исключен, Изм. № 1).
10. (Исключен, Изм. № 3).
11. Допускается выпуклость или вогнутость углового шва до 30 % его катета, но не более 3 мм. При этом вогнутость не должна приводить к уменьшению значения катета Кп (черт. 4), установленного при проектировании.
Примечание. Катетом Кп является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет Кп принимается любой из равных катетов, при несимметричном шве — меньший.
(Измененная редакция, Изм. № 3).
12. Допускается перед сваркой смещение кромок относительно друг друга не более:
Допускается перед сваркой смещение кромок относительно друг друга не более:
0,2 s мм — для деталей толщиной до 4 мм;
0,1 s + 0,5 мм — для деталей толщиной 5—25 мм;
3 мм — для деталей толщиной 25—50 мм;
0,04 s + 1,0 мм — для деталей толщиной 50—100 мм;
0,01 s + 4,0 мм, но не более 6 мм — для деталей толщиной более 100 мм.
13. При сварке в углекислом газе электродной проволокой диаметром 0,8—1,4 мм допускается применять основные типы сварных соединений и их конструктивные элементы по ГОСТ 5264—80.
14. Минимальные значения катетов угловых швов приведены в приложении 1.
15. При применении сварки в углекислом газе взамен ручной дуговой сварки катет расчетного углового шва может быть уменьшен до значений, приведенных в приложении 2.
16. При сварке в углекислом газе электродной проволокой, обеспечивающей получение металла шва с более высоким временным сопротивлением разрыву, чем у основного металла, катет расчетного углового шва может быть уменьшен до значений, приведенных в приложении 3.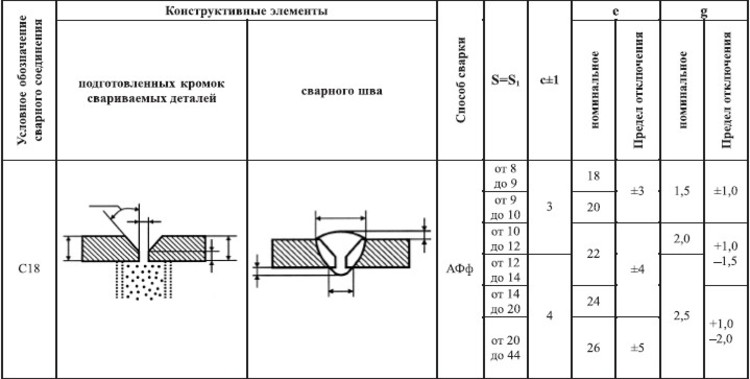
14—16. (Введены дополнительно, Изм. № 1).
Черт. 1
Черт. 2
Черт. 3
Черт. 4
17. В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение номинального значения размера b до 4 мм. При этом соответственно может быть увеличена ширина шва е, е±.
18. Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30 % номинального значения.
19. При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до +5°. При этом соответственно может быть изменена ширина шва е, в\.
17—19. (Введены дополнительно, Изм. № 3).
ПРИЛОЖЕНИЕ 1 Рекомендуемое
мм
Предел текучести свариваемой стали, МПа | Минимальный катет углового шва для толщины более толстого из свариваемых элементов | |||||||
от 3 до 4 | св. 4 до 5 | св. | св. 10 до 16 | св. 16 до 22 | св. 22 до 32 | св. 32 до 40 | св. 40 до 80 | |
До 400 | 3 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
Св. 400 до 450 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
 5 до 10
5 до 10Примечание. Минимальное значение катета не должно превышать 1,2 толщины более тонкого элемента.
ПРИЛОЖЕНИЕ 2 Рекомендуемое
мм
Катет углового шва для способов сварки
Ручная дуговая | В углекислом газе проволокой марки Св—08Г2С диаметром от 1,4 до 2,0 мм взамен электродов типа | В углекислом газе проволокой марки Св—08Г2С диаметром от 0,8 до 1,2 мм взамен электродов типа | |||
Э42А и Э42 | Э46А и Э46 | Э50А и Э50 | Э42А и Э42 | Э46А и Э46 | |
4 | 3 | 3 | 3 | 4 | 4 |
5 | 3 | 4 | 4 | 4 | 5 |
6 | 4 | 4 | 5 | 5 | 6 |
7 | 5 | 5 | 6 | 6 | 7 |
8 | 5 | 6 | 6 | 7 | 8 |
9 | 6 | 7 | 7 | 8 | 8 |
10 | 7 | 7 | 8 | 9 | 9 |
11 | 7 | 8 | 10 | 9 | 10 |
12 | 8 | 10 | 12 | 10 | 11 |
13 | 10 | 12 | 13 | 11 | 12 |
14 | 10 | 13 | 14 | 12 | 13 |
15 | 13 | 14 | 15 | 13 | 14 |
16 | 14 | 15 | 16 | 14 | 15 |
17 | 14 | 16 | 17 | 14 | 16 |
18 | 15 | 17 | 18 | 15 | 17 |
19 | 16 | 18 | 19 | 16 | 18 |
20 | 17 | 19 | 20 | 17 | 19 |
Примечание. Приведенные данные не распространяются на соединения, выполняемые при сварке на удлиненном вылете электрода или на прямой полярности тока.
Приведенные данные не распространяются на соединения, выполняемые при сварке на удлиненном вылете электрода или на прямой полярности тока.
ПРИЛОЖЕНИЕ 3 Рекомендуемое
мм
Катет углового шва для отношения временного сопротивления разрыву металла шва к временному сопротивлению
разрыву основного металла
1,0 | 1,1 | 1,2 | 1,3 | 1,4 |
4 | 4 | 4 | 3 | 3 |
5 | 5 | 4 | 4 | 4 |
6 | 6 | 5 | 5 | 4 |
7 | 7 | 6 | 6 | 5 |
8 | 7 | 7 | 6 | 6 |
9 | 8 | 8 | 7 | 7 |
10 | 9 | 9 | 8 | 7 |
11 | 10 | 9 | 9 | 8 |
12 | 11 | 10 | 9 | 9 |
13 | 12 | 11 | 10 | 9 |
14 | 13 | 12 | 11 | 10 |
15 | 14 | 13 | 12 | 11 |
16 | 15 | 14 | 13 | 12 |
17 | 16 | 14 | 13 | 12 |
18 | 17 | 15 | 14 | 13 |
19 | 17 | 16 | 15 | 14 |
20 | 18 | 17 | 16 | 14 |
ПРИЛОЖЕНИЯ 1—3. (Введены дополнительно, Изм. № 1).
(Введены дополнительно, Изм. № 1).
ПРИЛОЖЕНИЕ 4 Рекомендуемое
мм
Номинальный размер катета углового шва | Предельные отклонения размера катета углового шва от номинального значения |
До 5 включ. | + 1,0 |
-0,5 | |
Св. 5 » 8 » | +2,0 |
-1,0 | |
» 8 » 12 » | +2,5 |
-1,5 | |
» 12 | +3,0 |
-2,0 |
ПРИЛОЖЕНИЕ 4. (Введено дополнительно, Изм. № 3).
Редактор В.Н. Копысов Технический редактор Л.А. Гусева Корректор М.В. Бучная Компьютерная верстка Л.А. Круговой
Подписано в печать 15.01.2007. Формат 60 х 84 У8. Бумага офсетная. Гарнитура Таймс. Печать офсетная. Уел. печ. л. 4,65. Уч.-изд. л. 4,20. Тираж 128 экз. Зак. 33. С 3576.
ФГУП «Стандартинформ», 123995 Москва, Гранатный пер. , 4. Набрано во ФГУП «Стандартинформ» на ПЭВМ.
, 4. Набрано во ФГУП «Стандартинформ» на ПЭВМ.
Отпечатано в филиале ФГУП «Стандартинформ» — тип. «Московский печатник», 105062 Москва, Лялин пер., 6
Оценка материалов системы разгрузки
LLTR. [LMFBR] (Технический отчет)
Ройт, У. Дж., И Ринг, П. Дж. Оценка материалов системы разгрузки LLTR. [LMFBR] . США: Н. П., 1979.
Интернет. DOI: 10,2172 / 6032284.
Ройт, У. Дж. И Ринг, П. Дж. Оценка материалов системы разгрузки LLTR.[LMFBR] . Соединенные Штаты. https://doi.org/10.2172/6032284
Roit, W. J., and Ring, P. J. Sat.
«Оценка материалов системы разгрузки LLTR. [LMFBR]». Соединенные Штаты. https://doi.org/10.2172/6032284. https://www.osti.gov/servlets/purl/6032284.
@article {osti_6032284,
title = {Оценка материалов системы разгрузки LLTR. [LMFBR]},
[LMFBR]},
author = {Ройт, В. Дж. и Ринг, П. Дж.},
abstractNote = {Объем подзадачи Y4, Восстановление реакции натрия / воды в рабочем пакете № SG037, Испытание и анализ большой реакции натрия / воды, состоит в том, чтобы установить процедуры очистки и восстановления установки LMFBR после событий реакции натрия / воды (SWR). В рамках аспектов восстановления в рамках этого объема работ проводится оценка поведения материалов парогенератора и разгрузочных систем после событий КСВ. Особое беспокойство вызывает возможность коррозионного растрескивания под напряжением (SCC), которое может возникнуть в парогенераторе и системе сброса давления при реакции натрий / вода (SWRPRS) во время или после событий SWR.Крупные программы испытаний на герметичность, проводимые в Инженерном центре энергетических технологий, предоставляют возможности для проведения необходимых работ по оценке материалов.},
doi = {10.2172 / 6032284},
url = {https://www.osti.gov/biblio/6032284},
журнал = {},
номер =,
объем =,
place = {United States},
год = {1979},
месяц = {9}
}
(PDF) Оценка геометрии сварочной ванны и скорости охлаждения при лазерной сварке
Оценка геометрии сварочной ванны и скорости охлаждения при лазерной сварке
211-6
Высокая скорость охлаждения во время сварки вызывает
относительно крупных зерен в расплаве зона и ЗТВ.
Рисунок 9: Диаграммы пиков, полученные с помощью XRD
Диаграммы пиков, полученные от производителя Philips,
Диаграммы XRD, используемые для оценки размера зерна
, показаны на рисунке 9. Средний размер зерна в зоне сварного шва
составляет оценивается по формуле Дебая-Шерера.
Было обнаружено, что размер зерна в зоне сварного шва
увеличивается с 27,60 мкм в центре сварного шва до
10,23 мкм в направлении ЗТВ, и аналогичные результаты
получены при изменении длительности импульса с 1 мс до
2 мс.
6. Выводы
Изображения, записанные с высокоскоростной камеры,
успешно используются для прогнозирования геометрии сварочной ванны.
Высокая скорость охлаждения сварочной ванны наблюдается из результатов
, полученных с помощью высокоскоростной камеры. Результаты
, полученные с помощью экспериментальных и аналитических методов
, показывают максимальное отклонение 5,77% по глубине проникновения
и 14,16% по ширине валика. Мощность и длительность импульса лазера
Мощность и длительность импульса лазера
существенно влияют на значение твердости
. Скорость охлаждения и геометрия сварного шва
, полученные экспериментальным и аналитическим методами
, находятся в хорошем соответствии. Размер зерна в зоне сварного шва
увеличился с 27,60 мкм в центре сварного шва
до 10,23 мкм в направлении ЗТВ. Эта работа может быть расширена
для онлайн-прогнозирования динамики и геометрии сварочной ванны
.
Благодарность
Авторы выражают благодарность BCUD, Университет
Пуна за финансовую поддержку для проведения этой исследовательской работы
(BCUD / OSD / 184 / 2009-10 / 03) и
также M / S Trumpf, Хинджевади, Пуна, за предоставленную установку для лазерной сварки
для проведения экспериментов.
Ссылки
Abels, P., Kaierle S., Kratzsch C. и Poprawe W.,
Schulz R. (1999) «Универсальная коаксиальная система управления процессом
система для лазерной обработки материалов», Труды
ICALEO ‘ 99, раздел E, стр. 99-108.
99-108.
Ахмад М., Мохаммад Р.Ф., Мохаммад Р.М., (2012),
Модифицированное уравнение Шеррера для более точной оценки
Размер нанокристаллитов с использованием XRD, World Journal of Nano
Science and Engineering, 2012, 2, 154- 160
Цао З.Н., Чжан Ю.М. и Ковачевич Р. (1995).
Численный динамический анализ подвижного сварного шва GTA
Бассейн. ASME Transaction, Технический журнал
Industry.
De A ,.Уолш К. А., Маити С. К., Бадешия Х. К.
Д. Х (2003), Прогнозирование скорости охлаждения и микроструктуры
в лазерных точечных швах, Наука и
Технология сварки и соединения, Том. 8, No. 6,
pp 391-399.
Эмиль Г. С. (1972), Упрощенный метод расчета
скоростей охлаждения в сварных металлах из низколегированной и низколегированной стали,
Приложение к исследованиям в области сварки, стр. 473–283.
Ханг Яо (2004) Диагностика геометрии сварного шва
Пулы в процессе лазерной сварки
Хариш Кумар Д. , Сомиредди А., Гурурадж К.(2012), Обзор
, Сомиредди А., Гурурадж К.(2012), Обзор
критических аспектов свариваемости аустенитной нержавеющей стали марки 316
, Международный журнал материаловедения и приложений
, Том 1, № 1, стр. 1-7.
Ихван Н. М. Н., Джалил А., Мохамед Ф. и Прича
П. Ю., Nd: YAG-лазерная сварка для фотонных устройств
Упаковка, гл. 4, http://dx.doi.org/10.5772/50656.
Kratzsch, C., Abels P., Kaierle S., Poprawe R. и
Schulz W.(2000). Управление коаксиальным процессом при сварке
лазерным лучом специальных заготовок, Труды
SPIE, 3888, стр. 472–482.
Lhospitalier, S., S. Bres, P. Bourges, C. Dumont и
Lambertin (1998). «Термомеханические явления
, возникающие при лазерной сварке аустенитной нержавеющей стали
», Proceedings of ICALEO ’98, C, pp.
53–61.
MATLAB 7.0 и Statistics Toolbox 7.1, The Math
Works, Inc., Натик, Массачусетс, США.
Poorhaydari K., Patchett M., and Ivey G. , (2003)
, (2003)
Оценка скорости охлаждения при сварке пластин
с промежуточной толщиной, приложение к журналу
Welding Journal, октябрь 2005 г., стр. 149s-155s .
Sinha A, K, Kim D, Y, Ceglarek, D, (2013),
Корреляционный анализ вариации сварного шва
Патент США на метод выравнивания электронного луча по соседним поверхностям сегментов горной породы Патент на сверла (Патент № 4,564,738 от 14 января 1986 г.)
Это изобретение относится к способу и устройству, которые используются для соединения деталей путем сварки больших плоских поверхностей тех деталей, которые находятся в прилегании, путем бомбардировки этих поверхностей концентрированным пучком частиц высокой энергии, таких как пучок электронов или лазерный луч. .Одним из примеров такой заготовки является буровое долото того типа, который обычно используется для глубокого бурения нефтяных скважин. Эти сверла обычно состоят из сборки из трех сегментов, которые привариваются вдоль их стыковых поверхностей после зажима и выравнивания в подходящем приспособлении, которое является частью сварочного аппарата.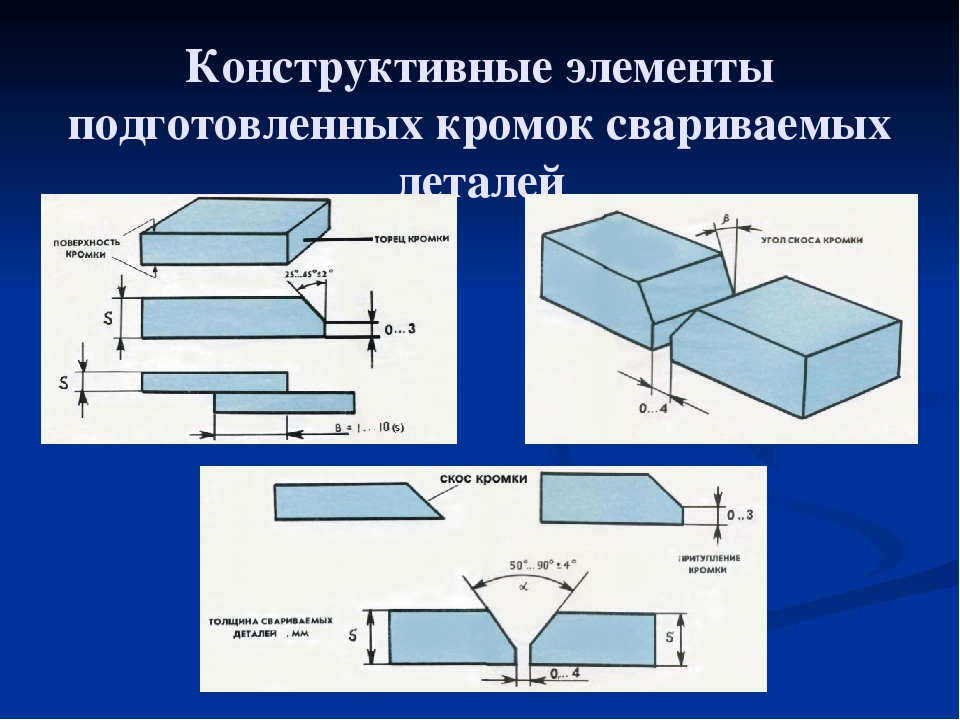 В сварочном аппарате, использующем электронный луч, три сегмента зажаты на поворотной платформе, имеющей горизонтальное вращение вокруг вертикальной оси, а электронно-лучевая пушка установлена на скользящем механизме, который позволяет перемещать пушку по двум осям, одной из которых является горизонтальная. и вторая вертикаль.Конечно, как горизонтальное, так и вертикальное движения могут выполняться одновременно, чтобы получить диагональное движение. Машина этого типа проиллюстрирована в патенте США No. № 4098448.
В сварочном аппарате, использующем электронный луч, три сегмента зажаты на поворотной платформе, имеющей горизонтальное вращение вокруг вертикальной оси, а электронно-лучевая пушка установлена на скользящем механизме, который позволяет перемещать пушку по двум осям, одной из которых является горизонтальная. и вторая вертикаль.Конечно, как горизонтальное, так и вертикальное движения могут выполняться одновременно, чтобы получить диагональное движение. Машина этого типа проиллюстрирована в патенте США No. № 4098448.
Уровень техники
Электронно-лучевая сварка требует высокой точности позиционирования луча над стыком из-за небольшого диаметра электронного луча, от 0,010 дюйма до, возможно, 0,050 дюйма, в зависимости от мощности, подаваемой лучом. Чем больше мощность, тем больше диаметр балки в типовой машине.Глубокое проникновение электронного луча также требует точного совмещения сварочного луча и соединения.
Для удовлетворительной сварки трех сегментов, составляющих буровое долото, необходимо, чтобы электронный луч, когда он движется относительно бурового долота, всегда проходил по траектории, проходящей через стыковые поверхности свариваемого соединения. Ранее при сварке сверл из-за различий в размерах одного сегмента от другого из-за допусков на изготовление и из-за различий в зажимном эффекте средств для зажима сегментов было обнаружено, что несовершенные и частично сварные соединения возникли из-за того, что путь электронного луча не проходил через всю поверхность, представленную плоскостью прилегающих поверхностей свариваемых деталей.Было обнаружено, что в то время как луч проходил через плоскость, которая проходила через вертикальную ось поворотной платформы, на которой были установлены детали, сами детали из-за производственных дефектов и различий в зажимах не имели своих соприкасающихся поверхностей в плоскости, которая проходила по вертикальной оси. Плоскость прилегающих поверхностей может наклоняться в одну или в другую сторону от вертикальной оси поворотного стола. В результате была произведена только частичная сварка поверхностей, что привело к необходимости повторной сварки или полной браковки частично сваренных сверл.Старые методы выравнивания балки по плоскости стыка были трудоемкими и грубыми и приводили к тому, что многие сварные швы не проходили контроль.
Ранее при сварке сверл из-за различий в размерах одного сегмента от другого из-за допусков на изготовление и из-за различий в зажимном эффекте средств для зажима сегментов было обнаружено, что несовершенные и частично сварные соединения возникли из-за того, что путь электронного луча не проходил через всю поверхность, представленную плоскостью прилегающих поверхностей свариваемых деталей.Было обнаружено, что в то время как луч проходил через плоскость, которая проходила через вертикальную ось поворотной платформы, на которой были установлены детали, сами детали из-за производственных дефектов и различий в зажимах не имели своих соприкасающихся поверхностей в плоскости, которая проходила по вертикальной оси. Плоскость прилегающих поверхностей может наклоняться в одну или в другую сторону от вертикальной оси поворотного стола. В результате была произведена только частичная сварка поверхностей, что привело к необходимости повторной сварки или полной браковки частично сваренных сверл.Старые методы выравнивания балки по плоскости стыка были трудоемкими и грубыми и приводили к тому, что многие сварные швы не проходили контроль.
ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Целью настоящего изобретения является создание способа совмещения электронного или другого высокоэнергетического луча с плоскостью желаемого сварного шва, представленного прилегающими поверхностями деталей, что в результате является положительным, что достигается за счет часть времени, обычно используемого старыми методами, и полностью автоматизирована в работе, не требуя суждения со стороны оператора, что могло бы привести к ошибке.
СВЯЗАННОЕ ИЗДЕЛИЕ
В прошлом делались попытки решить проблему совмещения лицевой поверхности сварного шва с плоскостью электронного луча чисто механическими средствами. Пример этого проиллюстрирован в патенте США No. № 4045040. Согласно описанию этого патента, машина для реализации изобретения должна быть оснащена патроном для поддержки и зажима трех отверстий под углом 120 °. сегменты, составляющие буровую коронку. Патрон, удерживающий сегменты, установлен на сложном механическом устройстве, включающем карданный шарнир и механизм поворота для выполнения ручного совмещения шва с балкой методом проб и ошибок. В этой установке важно, чтобы плоскость, проходящая через стыковые поверхности свариваемых сегментов, проходила через вертикальную ось зажимного устройства (вращающегося патрона), и в то же время плоскости всех трех сварочных поверхностей пересекались. на оси вращения поворотного патрона. Это необходимо, поскольку электронная пушка установлена на механизме скольжения, который позволяет пушке перемещаться только в вертикальном направлении. Три сварных шва, которые удерживают вместе три сегмента, выполняются последовательно путем поворота вращающегося патрона 120.степень. от одного шва к другому после завершения каждого сварного шва до тех пор, пока не будут сварены три шва. При установке и регулировке положения сегментов по отношению к электронной пушке требуется большая осторожность и навыки, что требует затрат времени и средств в дополнение к высокой стоимости необходимого сложного механического оборудования. Напротив, способ нового изобретения не требует дорогостоящего механического устройства для фиксации и регулировки, описанного в старом уровне техники.
В этой установке важно, чтобы плоскость, проходящая через стыковые поверхности свариваемых сегментов, проходила через вертикальную ось зажимного устройства (вращающегося патрона), и в то же время плоскости всех трех сварочных поверхностей пересекались. на оси вращения поворотного патрона. Это необходимо, поскольку электронная пушка установлена на механизме скольжения, который позволяет пушке перемещаться только в вертикальном направлении. Три сварных шва, которые удерживают вместе три сегмента, выполняются последовательно путем поворота вращающегося патрона 120.степень. от одного шва к другому после завершения каждого сварного шва до тех пор, пока не будут сварены три шва. При установке и регулировке положения сегментов по отношению к электронной пушке требуется большая осторожность и навыки, что требует затрат времени и средств в дополнение к высокой стоимости необходимого сложного механического оборудования. Напротив, способ нового изобретения не требует дорогостоящего механического устройства для фиксации и регулировки, описанного в старом уровне техники. Он не требует пробного подхода и приводит только к сварке горных долот в кратчайшие сроки.
Он не требует пробного подхода и приводит только к сварке горных долот в кратчайшие сроки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Способ работы, а также преимущества и полезность настоящего изобретения станут более очевидными из нижеследующего описания, рассматриваемого в связи с прилагаемыми чертежами, на которых фиг. 1 представляет собой вид сбоку аппарата для электронно-лучевой сварки, используемого для сварки горных коронок для бурения глубоких скважин.
РИС. 2 представляет собой схематическое изображение основных частей электронно-лучевой пушки и устройства для определения шва с помощью электронного луча.
РИС. 3 представляет собой вид одного из трех сегментов, составляющих полное перфорационное буровое долото, когда три сегмента свариваются вместе, если смотреть с внутренних поверхностей, которые образуют сварное соединение.
РИС. 4A представляет собой вид снизу трех сегментов бурового долота в их относительных положениях на приспособлении, показывающий электронный луч, выровненный по центру вращения приспособления.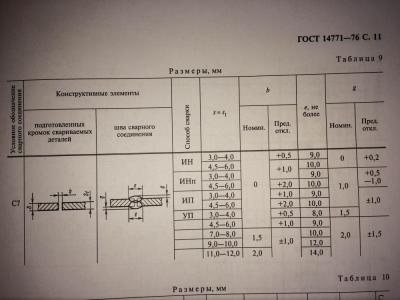
РИС. 4B показаны три сегмента с балкой, выровненной по плоскости стыкуемых кромок сегментов.
РИС. 5 схематично показан участок сварного соединения между двумя сегментами.
РИС. 6 и 7 — виды сверху фиг. 5.
РИС. 8 — вид в перспективе, который иллюстрирует относительное положение трех сегментов, составляющих буровую коронку.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА ОСУЩЕСТВЛЕНИЯ
РИС. 1 показан аппарат для электронно-лучевой сварки, который подходит для сварки горных долот. Вакуумная камера (1) оснащена механизмом вертикального скольжения (2) и механизмом горизонтального скольжения (3), на котором установлена электронно-лучевая пушка (4).Предусмотрены вертикальный привод и винтовой механизм (5), а также горизонтальный привод и винтовой механизм (6). Электронный луч (7), генерируемый электронной пушкой, проходит в сварочную камеру через щель шириной около 2 дюймов и длиной 20 дюймов, которая должным образом герметизирована по периферии, чтобы обеспечить поддержание надлежащего высокого вакуума в сварочной камере.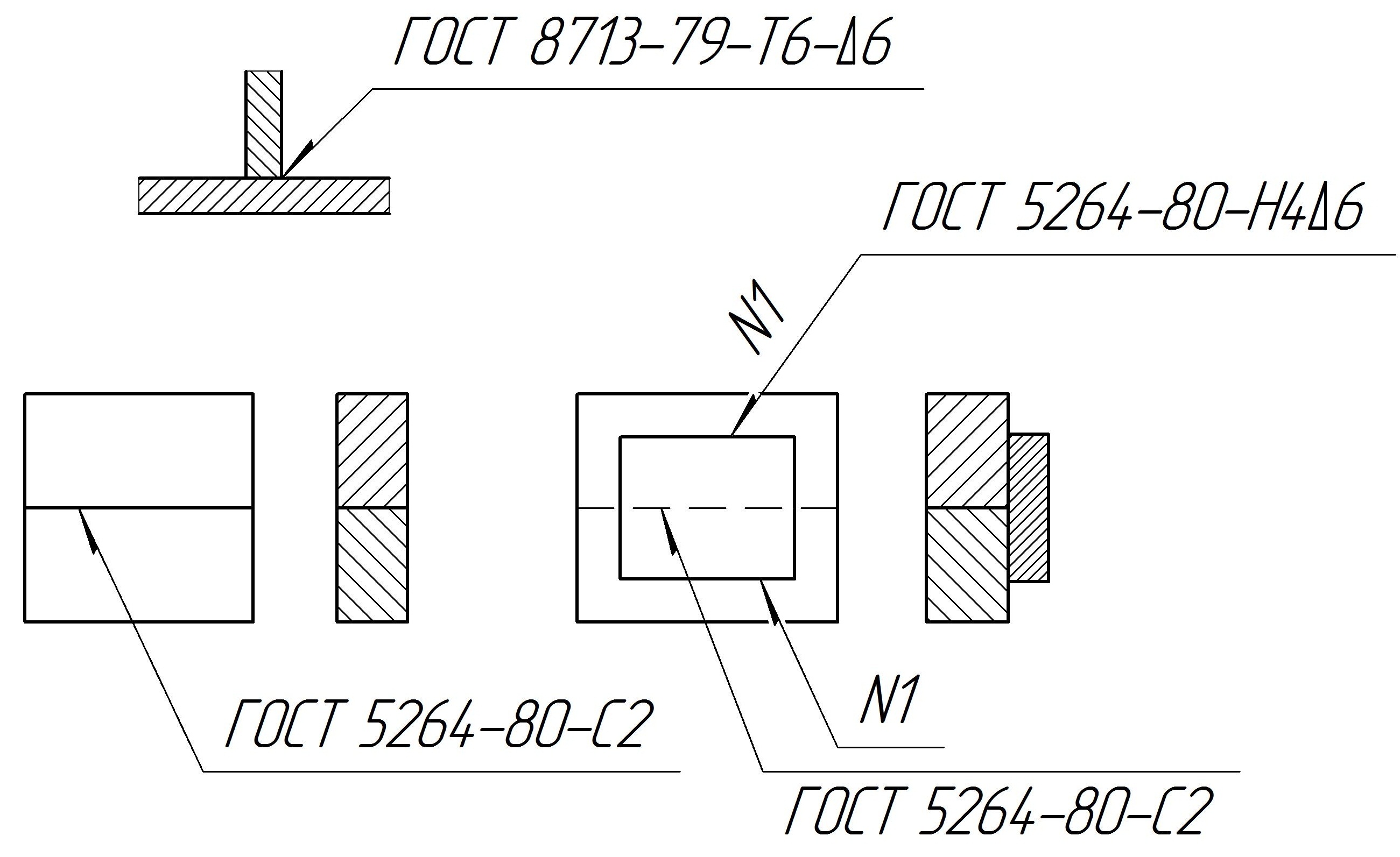 электронная пушка и в сварочной вакуумной камере. Узел привода поворотного стола (8) установлен под вакуумной камерой и функционирует через соответствующие поворотные уплотнения для приведения в действие поворотного стола (9) и приспособления (10), установленного на нем внутри вакуумной камеры.Преобразователи (11), функционирующие вместе с приводом, выдают сигналы, которые определяют угловое положение поворотной платформы в камере по отношению к заданной опорной оси. Преобразователи на горизонтальных и вертикальных поперечных салазках также определяют положение луча относительно заданных осей. Раздвижная дверь (13) предназначена для открывания и закрывания камеры и обеспечения входа внутрь для загрузки деталей. 120 ° С. конические сегменты (14), три из которых содержат сверло, устанавливаются на приспособлении (10), предназначенном для конкретного размера свариваемых сверл.Сегменты прижимаются подходящими средствами к приспособлению, а затем инструмент приспособления скатывается в вакуумную камеру и прикрепляется к поворотному столу.
электронная пушка и в сварочной вакуумной камере. Узел привода поворотного стола (8) установлен под вакуумной камерой и функционирует через соответствующие поворотные уплотнения для приведения в действие поворотного стола (9) и приспособления (10), установленного на нем внутри вакуумной камеры.Преобразователи (11), функционирующие вместе с приводом, выдают сигналы, которые определяют угловое положение поворотной платформы в камере по отношению к заданной опорной оси. Преобразователи на горизонтальных и вертикальных поперечных салазках также определяют положение луча относительно заданных осей. Раздвижная дверь (13) предназначена для открывания и закрывания камеры и обеспечения входа внутрь для загрузки деталей. 120 ° С. конические сегменты (14), три из которых содержат сверло, устанавливаются на приспособлении (10), предназначенном для конкретного размера свариваемых сверл.Сегменты прижимаются подходящими средствами к приспособлению, а затем инструмент приспособления скатывается в вакуумную камеру и прикрепляется к поворотному столу. Затем дверца (13) скользит, закрывается, аппарат откачивается до низкого давления, необходимого для электронно-лучевой сварки, и аппарат переводится в автоматический режим работы, чтобы заставить его следовать заданной программе, которая определяет ориентацию трех соприкасающихся пар. свариваемых поверхностей, а также определяет и управляет движением пушки так, чтобы электронный луч, генерируемый пушкой, попадал на плоскость между свариваемыми поверхностями по всему и полному пути, который должен пройти луч, чтобы полностью сварить стыковые грани соединяемых сегментов.
Затем дверца (13) скользит, закрывается, аппарат откачивается до низкого давления, необходимого для электронно-лучевой сварки, и аппарат переводится в автоматический режим работы, чтобы заставить его следовать заданной программе, которая определяет ориентацию трех соприкасающихся пар. свариваемых поверхностей, а также определяет и управляет движением пушки так, чтобы электронный луч, генерируемый пушкой, попадал на плоскость между свариваемыми поверхностями по всему и полному пути, который должен пройти луч, чтобы полностью сварить стыковые грани соединяемых сегментов.
Устройство, которое используется для генерации электронного луча и которое также используется для определения точки падения электронного луча относительно внешнего края свариваемого соединения, показано на фиг. 2. Электронная пушка показана схематично и содержит эмиттер электронов (15), катодный электрод (16), анодный электрод (17), имеющий отверстие (18), через которое может проходить луч (19), электромагнитную фокусирующую катушку.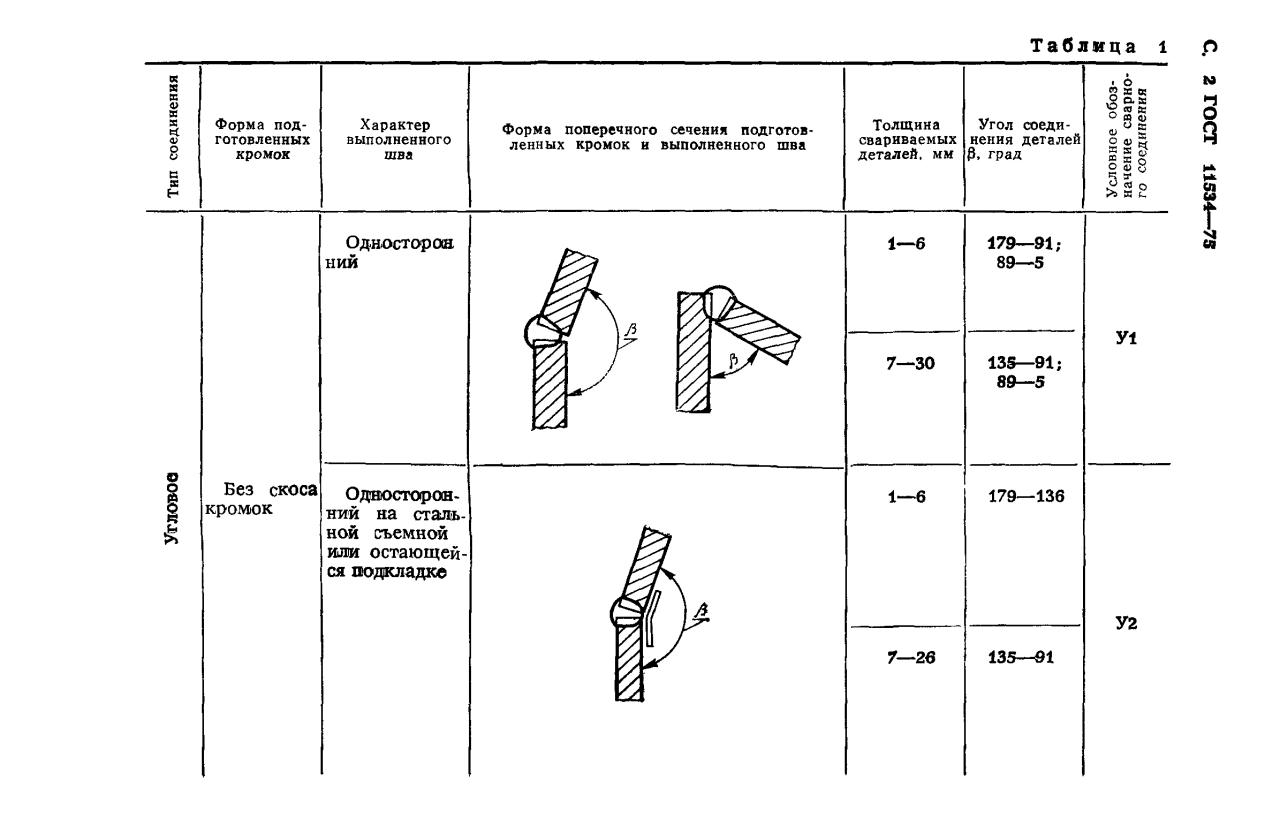 (20) и катушки электромагнитного отклонения (21).Электрод захвата вторичных электронов (22) установлен на изоляторах на нижней стороне электронной пушки. Электроны, испускаемые эмиттером электронов, электростатически фокусируются катодным и анодным электродами и проходят через отверстие в фокусирующей катушке, где они фокусируются на поверхности деталей. Катушки отклонения (21) используются для отклонения балки либо в продольном направлении, либо поперек шва между деталями. Пропуская подходящие токи через отклоняющие катушки, луч может перемещаться по шву движением, которое изменяется либо синусоидально, либо линейно за счет использования треугольной развертки или посредством круговой развертки за счет использования токов через два набора катушки отклонения, действующие под прямым углом друг к другу, которые меняются в зависимости от функций синуса и косинуса.Источник высокого напряжения (23) обеспечивает ускоряющий потенциал для ускорения электронов, испускаемых эмиттером электронов, которые направляются к работе через отверстия в центре различных элементов пушки, как описано выше, и источник смещения ( 24) контролирует силу тока, подаваемого на работу.
(20) и катушки электромагнитного отклонения (21).Электрод захвата вторичных электронов (22) установлен на изоляторах на нижней стороне электронной пушки. Электроны, испускаемые эмиттером электронов, электростатически фокусируются катодным и анодным электродами и проходят через отверстие в фокусирующей катушке, где они фокусируются на поверхности деталей. Катушки отклонения (21) используются для отклонения балки либо в продольном направлении, либо поперек шва между деталями. Пропуская подходящие токи через отклоняющие катушки, луч может перемещаться по шву движением, которое изменяется либо синусоидально, либо линейно за счет использования треугольной развертки или посредством круговой развертки за счет использования токов через два набора катушки отклонения, действующие под прямым углом друг к другу, которые меняются в зависимости от функций синуса и косинуса.Источник высокого напряжения (23) обеспечивает ускоряющий потенциал для ускорения электронов, испускаемых эмиттером электронов, которые направляются к работе через отверстия в центре различных элементов пушки, как описано выше, и источник смещения ( 24) контролирует силу тока, подаваемого на работу. Путем изменения отрицательного потенциала катодного электрода по отношению к эмиттеру ток, который достигает работы, можно регулировать до любого желаемого уровня во время операций сварки или поиска шва.Электронный луч (19) после попадания в изделие проходит через изделие и возвращается к положительной клемме источника питания высокого напряжения. Отрицательный вывод высоковольтного источника питания подключен к излучающему электроду. Когда электроны с высокой энергией в луче ударяются о поверхность заготовки, вторичные электроны (25) будут испускаться с рабочей поверхности и будут захвачены электродом захвата вторичных электронов (22). Производство вторичных электронов будет максимальным, когда луч попадает на поверхность заготовки, и будет минимальным, когда луч сфокусирован и хорошо отцентрирован по краям шва, прилегающего к двум заготовкам.Ток вторичных электронов, улавливаемый электродом, усиливается подходящим устройством, и его амплитуда отображается на экране электронно-лучевого осциллографа (26) в форме, показанной на (27).
Путем изменения отрицательного потенциала катодного электрода по отношению к эмиттеру ток, который достигает работы, можно регулировать до любого желаемого уровня во время операций сварки или поиска шва.Электронный луч (19) после попадания в изделие проходит через изделие и возвращается к положительной клемме источника питания высокого напряжения. Отрицательный вывод высоковольтного источника питания подключен к излучающему электроду. Когда электроны с высокой энергией в луче ударяются о поверхность заготовки, вторичные электроны (25) будут испускаться с рабочей поверхности и будут захвачены электродом захвата вторичных электронов (22). Производство вторичных электронов будет максимальным, когда луч попадает на поверхность заготовки, и будет минимальным, когда луч сфокусирован и хорошо отцентрирован по краям шва, прилегающего к двум заготовкам.Ток вторичных электронов, улавливаемый электродом, усиливается подходящим устройством, и его амплитуда отображается на экране электронно-лучевого осциллографа (26) в форме, показанной на (27).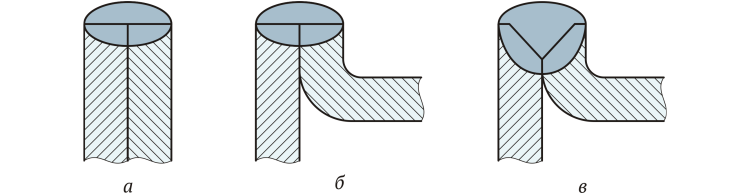 Более жирная точка указывает положение шва, а наличие точки в самой нижней части трассы указывает на то, что луч отцентрирован над швом. Принцип поиска шва описан в патентах США No. №3609288, выданный Альберту М. Скиаки 28 сентября 1971 года. Используя описанный метод, можно добиться очень точного выравнивания электронного луча относительно свариваемого соединения.
Более жирная точка указывает положение шва, а наличие точки в самой нижней части трассы указывает на то, что луч отцентрирован над швом. Принцип поиска шва описан в патентах США No. №3609288, выданный Альберту М. Скиаки 28 сентября 1971 года. Используя описанный метод, можно добиться очень точного выравнивания электронного луча относительно свариваемого соединения.
РИС. 3 представляет собой чертеж типичного сегмента, используемого при производстве буровой коронки. Вид сделан со стороны, обращенной к двум граням сегмента (28) и (29) соответственно, каждая из которых должна быть приварена к одной из сторон двух оставшихся сегментов, составляющих буровое долото. Фрезы (30) показаны на месте во время процедуры сварки.
РИС. 4A и 4B — виды снизу трех сегментов, когда они находятся в зажимном приспособлении сварочного аппарата.Поворотный стол, на котором установлены сегменты, снабжен штифтами, над которыми размещается выемка (31) в нижней части сегмента для обеспечения совмещения трех сегментов, один относительно другого.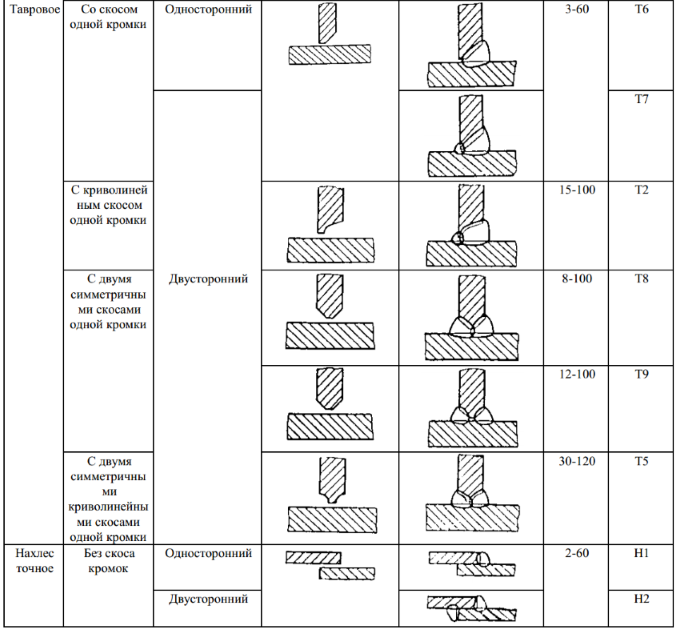 Теоретически сегменты должны быть выполнены так, чтобы они встречались в центре вращения (32) поворотного приспособления. Однако из-за допусков при изготовлении, износа приводных штифтов на поворотном столе и различий в зажимах было обнаружено, что три сегмента часто удерживаются, как показано на фиг.4A, при этом плоскость между двумя свариваемыми поверхностями немного смещена относительно центра вращения (32). Если электронный луч (19) расположен так, чтобы он проходил через центр вращения поворотного стола, можно легко увидеть, что поверхности сегментов не будут полностью приварены к центру бурового долота. Различные элементы машины, которые включают сервомеханизмы позиционирования, преобразователи и устройства кодирования, а также компьютерные элементы управления, функционируют во взаимодействии друг с другом в серии этапов, которые приводят к корректировке положения луча по отношению к плоскости соединения. сваривать так, чтобы балка совпадала с соединением, как показано на фиг.4B, хотя соединение не может проходить через центр вращения рабочего стола.
Теоретически сегменты должны быть выполнены так, чтобы они встречались в центре вращения (32) поворотного приспособления. Однако из-за допусков при изготовлении, износа приводных штифтов на поворотном столе и различий в зажимах было обнаружено, что три сегмента часто удерживаются, как показано на фиг.4A, при этом плоскость между двумя свариваемыми поверхностями немного смещена относительно центра вращения (32). Если электронный луч (19) расположен так, чтобы он проходил через центр вращения поворотного стола, можно легко увидеть, что поверхности сегментов не будут полностью приварены к центру бурового долота. Различные элементы машины, которые включают сервомеханизмы позиционирования, преобразователи и устройства кодирования, а также компьютерные элементы управления, функционируют во взаимодействии друг с другом в серии этапов, которые приводят к корректировке положения луча по отношению к плоскости соединения. сваривать так, чтобы балка совпадала с соединением, как показано на фиг.4B, хотя соединение не может проходить через центр вращения рабочего стола.
РИС. 5, 6 и 7 помогут проиллюстрировать, как балка совмещается со швом.
РИС. 8 показано в перспективе, как три сегмента удерживаются в зажимном приспособлении перед сваркой, и в общих чертах проиллюстрирована форма бурового долота.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
РИС. 5 показан в общем виде участок буровой коронки на одном из свариваемых стыков. Буровая коронка имеет верхнюю часть с радиусом R4 и нижнюю часть с радиусом R3.
Теперь обратимся к фиг. 5, предположим, что стержни (34) и (35) являются участками свариваемых сегментов. Предположим также, что ось, вокруг которой вращается поворотный стол (9), проходит через заднюю кромку плоскости, представленной смежными поверхностями двух свариваемых блоков. Как указывалось выше, электронно-лучевая пушка установлена на составном скользящем узле, который перемещает пушка в вертикальном направлении (Y) и / или горизонтальном направлении (ось X). В качестве первого шага необходимо совместить плоскость стыка с направлением луча. Предполагается, что детали крепятся к креплениям таким образом, чтобы задний край плоскости у основания был близок к центру вращения оси вращения стола, а расстояния R3 и R4 соответственно от центра поворота к внешним поверхностям деталей на высотах Y3 и Y4 соответственно.
Предполагается, что детали крепятся к креплениям таким образом, чтобы задний край плоскости у основания был близок к центру вращения оси вращения стола, а расстояния R3 и R4 соответственно от центра поворота к внешним поверхностям деталей на высотах Y3 и Y4 соответственно.
Ссылаясь на фиг. 6, вид сверху, предположим, что электронная пушка установлена так, что электронный луч направлен под прямым углом к оси X, и что детали установлены на приспособлении так, что плоскость свариваемого соединения находится под углом A1.степень. от перпендикуляра к поперечному движению салазок или оси X. Направляя электронный луч на внешнюю поверхность шва в точке Y4 и снова в точке Y3, и определяя расстояние по оси X между этими двумя точками, мы можем, используя следующую простую геометрию, (ПРИМЕЧАНИЕ: X4, X5 и X6 — показания положения пистолета вдоль поперечного суппорта.) ## EQU1 ## определяет положение, которое пистолет должен занять вдоль оси X, чтобы луч попадал в центр вращения стола. Затем пистолет можно переместить в это положение, X6, и поворачивать деталь до тех пор, пока луч не коснется внешнего края шва.Это гарантирует, что луч будет проходить по линии нижней части плоскости соединения, поскольку задний край или внутренний край деталей были размещены на нижнем конце близко к центру вращения и внешнему краю соединения. шов выровнен с лучом, который теперь направлен к центру вращения рабочего стола. Этот процесс может быть повторен в новом положении для уточнения коррекции в процессе итерации, если сустав не проходит через центр вращения.До сих пор мы с уверенностью определили положение пистолета X6, которое позволит балке пройти на всю глубину стыка к центру вращения стола. Вполне возможно, что детали были размещены таким образом, что плоскость шва не была перпендикулярна поверхности поворотного стола, а находилась в угловом положении на несколько градусов от перпендикуляра, так что если мы переместим пистолет в направлении, перпендикулярном к столу он не будет отслеживать шов и будет выходить за пределы шва на величину, зависящую от степени перемещения пистолета вверх. Для определения отклонения стыка от перпендикуляра предпринимаются следующие действия:
Для определения отклонения стыка от перпендикуляра предпринимаются следующие действия:
Определяются координаты точки на высоте Y4, но радиусе R3. Это выполняется путем определения с помощью искателя шва на высоте Y2 координат X2 / Y2, а затем путем экстраполяции продолжения прямой линии между X2 / Y2 и X3 / Y3 до X4 / Y4. Затем можно определить отклонение плоскости сварного шва на высоте Y4.
В процессе выравнивания используется устройство для поиска шва.Это электронная система, которая перемещает луч поперек шва и автоматически перемещает пистолет по отношению к шву, так что луч центрируется прямо над швом.
В приведенном выше описании с целью пояснения геометрии определение углового смещения вертикальной плоскости примыкающей поверхности отделено от плоскости, параллельной плоскости, которую будет описывать луч при движении параллельно оси вращения стола, и определение углового наклона плоскости стыкуемых поверхностей от вертикали.
В практическом варианте осуществления изобретения два вышеупомянутых определения были объединены в следующую серию шагов, которые приводят к определению пути, который должна пройти электронная пушка, так чтобы луч, генерируемый этой пушкой, проходил через всю поверхность. двух сегментов в упоре и полностью сваривает их. Определение пути, по которому следует идти, сохраняется в памяти компьютера. Затем эта информация направляется в подходящие сервоусилители и сервомеханизмы, которые управляют движением электронной пушки по двум осям, и это движение пушки в сочетании с подходящим управлением мощностью, подаваемой электронным лучом на изделие, завершает сварку сустав.
двух сегментов в упоре и полностью сваривает их. Определение пути, по которому следует идти, сохраняется в памяти компьютера. Затем эта информация направляется в подходящие сервоусилители и сервомеханизмы, которые управляют движением электронной пушки по двум осям, и это движение пушки в сочетании с подходящим управлением мощностью, подаваемой электронным лучом на изделие, завершает сварку сустав.
Шаги в общем процессе выравнивания следующие:
1. После загрузки сегментов, из которых состоят насадки, в приспособление, приспособление, удерживающее насадку, перемещается в сварочную камеру и закрепляется на поворотном столе.
2. Затем поворотный стол устанавливают так, чтобы один из швов находился в положении для сварки; то есть примерно по направлению луча.
3. Поперечная ось скольжения (ось X) расположена так, чтобы луч проходил через известный центр вращения стола.Пистолет располагается вдоль вертикальной оси так, чтобы луч попадал в точку, близкую к нижней части сегментов на Y2.
4. На искатель шва подается питание, и пистолет перемещается по оси X до тех пор, пока луч не попадет в шов. Положение пистолета измеряется с помощью энкодера, и это положение сохраняется в памяти компьютера как X2.
5. Затем пистолет поднимают на высоту Y3 на том же радиусе сегмента.
6. На искатель шва подается питание, и он перемещает пистолет по оси X до тех пор, пока луч не попадет в шов.
7. Датчик-датчик измеряет положение пистолета X3, и это показание сохраняется в памяти компьютера для дальнейшего использования.
8. Координаты точек в X2 / Y2 и X3 / Y3 обрабатываются в компьютере для интерполяции координат X4 / Y4 теоретической точки на высоте Y4.
9. Пистолет перемещается по осям X и Y в положение X4 / Y4.
10. Когда пистолет находится на высоте Y4, на искатель шва подается питание, и он определяет положение шва на периферии.
11. Датчик энкодера измеряет координаты в этой точке, X5, и сохраняет их в памяти.
12. Путем интерполяции определите линию длиной R4, которая проходит через X4 от X5 до точки, близкой к оси вращения.
13. Сохраните положение этой точки по оси X в X6. Это расчетный задний край плоскости стыка.
14. Расположите пистолет так, чтобы луч проходил через X6.
15. Отсканируйте шов с помощью искателя шва на высоте Y5 и совместите шов с балкой, вращая стол.
16. Сохраните положение поворотной оси, определенное энкодером, в памяти APT B6. Это положение оси вращения, в котором балка совмещена с шарниром.
17. Скопируйте измерения X6, Y6 и B6 и поместите в новые позиции памяти X10, Y10 и B10 для последующего использования.
18. Переместите пистолет вертикально по оси Y на высоту Y7, положение, которое соответствует Y2.
19. Просканируйте область шва с помощью искателя шва, пока пистолет не переместится в положение, в котором луч попадает в шов.
20. Передайте показание датчика положения поперечных салазок по оси X в APT X11.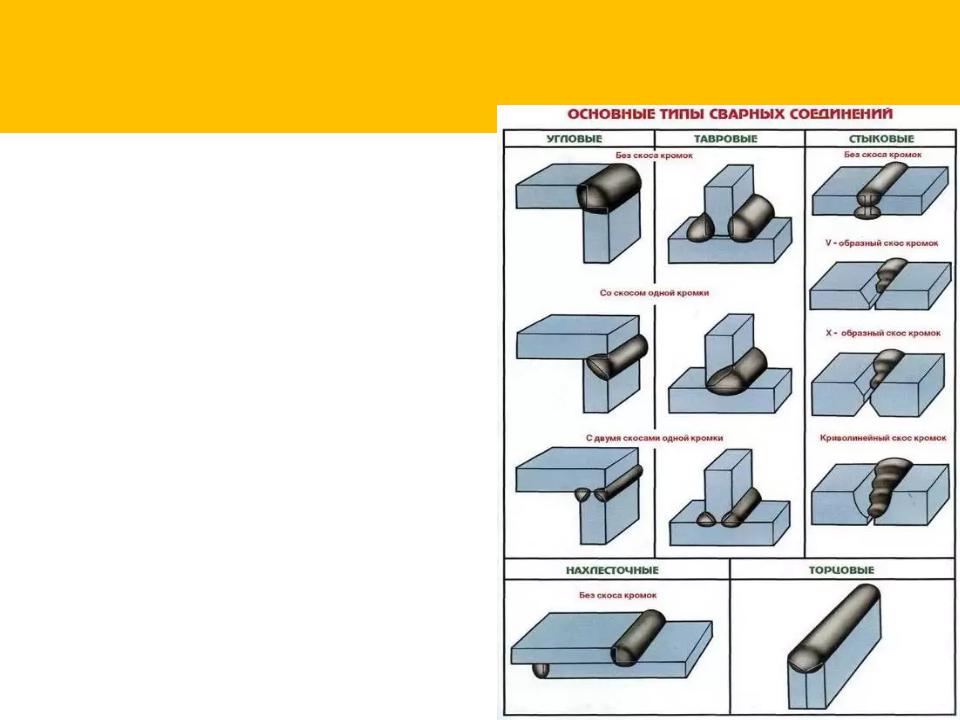
21. Переместите пистолет по вертикальной оси вверх до точки Y8, которая находится близко к вершине сегментов прямо под областью конуса.
22. Просканируйте область шва с помощью искателя шва, заставляя пистолет перемещать по оси X, пока луч не совместится со швом на высоте Y8.
23. Передайте измерение датчика положения оси X в APT X12.
24. С помощью процесса интерполяции проверьте, что точки APT X10 / Y10 находятся на прямой линии между точками APT X11 / Y11 и X12 / Y12.
25. Повторите вышеуказанные шаги для сварных швов №2 и №3.
Хотя описанный процесс относится к сварке буровых долот для использования при глубоком бурении нефтяных скважин, процесс не ограничивается этим единственным применением, но полезен везде, где детали больших размеров имеют прилегающие поверхности большой площади, требующие глубокого проникновения электронного луча подлежат сварке. Изобретение не должно ограничиваться деталями конструкции конкретного варианта его осуществления, проиллюстрированного чертежами, поскольку различные другие формы устройства, конечно, будут очевидны специалистам в данной области техники без отклонения от сущности изобретения или Объем притязаний.
% PDF-1.6
%
271 0 объект
>
эндобдж
270 0 объект
>
эндобдж
1092 0 объект
> поток
2010-11-24T08: 46: 22Z2010-12-02T07: 53: 44-05: 002010-12-02T07: 53: 44-05: 00 Подключаемый модуль Adobe Acrobat 8.11 Paper Capture Application / pdfuuid: 41929547-add8-4c5e-b48c -6bc096bd77dduuid: cc756c4d-8b36-4822-9c77-63c8e15d5883
конечный поток
эндобдж
352 0 объект
> / Кодировка >>>>>
эндобдж
272 0 объект
>
эндобдж
273 0 объект
>
эндобдж
274 0 объект
>
эндобдж
281 0 объект
>
эндобдж
282 0 объект
>
эндобдж
283 0 объект
>
эндобдж
284 0 объект
>
эндобдж
285 0 объект
>
эндобдж
346 0 объект
> / Font> / ProcSet [/ PDF / Text / ImageB] >> / Type / Page >>
эндобдж
347 0 объект
> / Font> / ProcSet [/ PDF / Text / ImageB] >> / Type / Page >>
эндобдж
348 0 объект
> / Font> / ProcSet [/ PDF / Text / ImageB] >> / Type / Page >>
эндобдж
349 0 объект
> / Font> / ProcSet [/ PDF / Text / ImageB] >> / Type / Page >>
эндобдж
350 0 объект
> / Font> / ProcSet [/ PDF / Text / ImageB] >> / Type / Page >>
эндобдж
351 0 объект
> / ProcSet [/ PDF / ImageB] >> / Тип / Страница >>
эндобдж
1091 0 объект
> поток
Hl
0 = SYpO9}
Goodner in Weld County, CO
Нефтегазовая недвижимость в Weld County, CO
- Colorado
- Weld County, CO
- Нефтегазовая недвижимость в Weld County, CO
- Goodner Нефтегазовая недвижимость
Обзор собственности
Ключевые точки данных для Goodner
| Округ | Велд Каунти, CO |
|---|---|
| Даты добычи | Январь 1999 — апрель 2020 |
| 903 Общая добыча нефти 50 | |
| Общая добыча газа | 389 659 MCF |
| Добыча нефти за последнее время | Нет прод. |
| Добыча газа в последнее время | Нет прод. |
| Скважины на участке | 4 |
Наши оценки для Goodner
ShaleAssessment ™
$ 2,161 *
MarketMultiple ™ 000
Ожидаемая выручка
** На основе 36-месячного кратного среднемесячной расчетной выручки
Операторы, связанные с Goodner
Ближайшие объекты недвижимости
Это 20 объектов, ближайших к объекту Goodner.
| Название объекта | Местоположение | Oil Prod. | Gas Prod. | Тов. Период | |||
|---|---|---|---|---|---|---|---|
| Conrad Federal | Weld County, CO | 0 BBLs | 0 MCF | Oct 2016 | |||
| Dickens F 32 | 9035 Weld | 0 MCF | апрель 2020 | ||||
| Frankie PC G 04-65HN | Weld County, CO | 220 BBLs | 4,895 MCF | 0 BBLs | 0 MCF | сентябрь 2019 | |
| Gemini K Federal 01-99HZ | Weld County, CO | 289 BBLs365 90 7 | MCF 90 7 | Март 2021 г. | |||
| Hays | Weld County, CO | 7 BBLs | 429 MCF | март 2021 г. | |||
| Генри 5 | Weld County, CO | 0 BBLs | 559 MCF | март 2021 г. | |||
| Holmes F32 | Weld County, CO | октябрь 2020 | |||||
| Исигуро | Weld County, CO | 130 BBLs | 3,055 MCF | март 2021 | |||
| Jerke | 748 MCF | фев 2021 г. | |||||
| Knaub | Weld County, CO | 1,049 BBLs | 25,060 MCF | фев 2021 | CO. BBL | 0 MCF | Апрель 2020 г. |
| Lehan | Weld County, CO | 311 MCF | февраль 2021 г. | ||||
| McCarthy | Weld County, CO | 167 BBLs | 5,622 MCF | 0 BBLs | 0 MCF | август 2017 | |
| Mercure | Weld County, CO | 0 BBLs | 0 MCF| 0 | | Weld County, CO | 0 BBLs | 0 MCF | март 2017 |
| Стюарт | Weld County, CO | 0 BBL3 903 | |||||
| Strohauer | Weld County, CO | 51 BBLs | 1,452 MCF | , февраль 2021 г. | |||
| Sylvester | Weld County, CO | 137 BBLs | 5,034 MCF | март 2021 г. |
Компании, работающие поблизости Гуднер собственность.
% PDF-1.7
%
377 0 объект
>
эндобдж
xref
377 117
0000000016 00000 н.
0000003819 00000 п.
0000004022 00000 н.
0000004066 00000 н.
0000004173 00000 н.
0000004209 00000 н.
0000005712 00000 н.
0000005859 00000 п.
0000005989 00000 п.
0000006128 00000 н.
0000006261 00000 п.
0000006398 00000 п.
0000006536 00000 н.
0000006675 00000 н.
0000006814 00000 н.
0000006953 00000 п.
0000007087 00000 н.
0000007221 00000 н.
0000007358 00000 н.
0000007553 00000 н.
0000007730 00000 н.
0000007931 00000 н.
0000008108 00000 п.
0000008307 00000 н.
0000008484 00000 н.
0000008685 00000 н.
0000008860 00000 н.
0000009055 00000 н.
0000009231 00000 п.
0000009961 00000 н.
0000010394 00000 п.
0000011102 00000 п.
0000011139 00000 п.
0000011823 00000 п.
0000011937 00000 п.
0000012049 00000 п.
0000012140 00000 п.
0000012233 00000 п.
0000012718 00000 п.
0000013130 00000 н.
0000018143 00000 п.
0000023033 00000 п.
0000023546 00000 п.
0000023659 00000 п.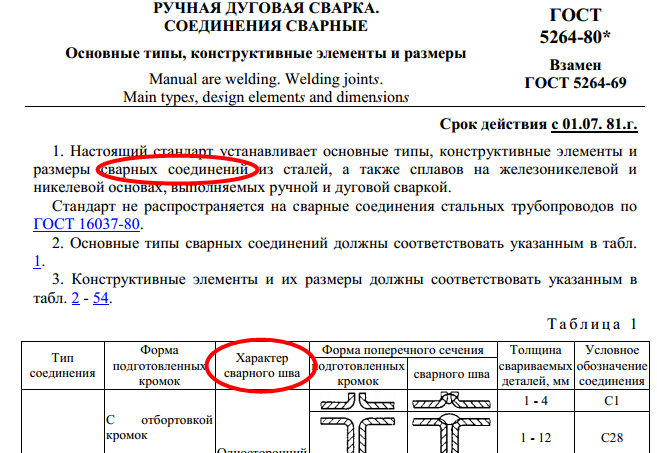
0000023791 00000 п.
0000024396 00000 п.
0000025009 00000 п.
0000025133 00000 п.
0000025616 00000 п.
0000026135 00000 п.
0000026703 00000 п.
0000026798 00000 п.
0000027039 00000 п.
0000032024 00000 п.
0000037240 00000 п.
0000037661 00000 п.
0000037836 00000 п.
0000042412 00000 п.
0000046927 00000 н.
0000051187 00000 п.
0000056128 00000 п.
0000058661 00000 п.
0000058693 00000 п.
0000063069 00000 п.
0000063101 00000 п.
0000066769 00000 п.
0000066801 00000 п.
0000069450 00000 п.
0000069482 00000 п.
0000074962 00000 п.
0000074994 00000 п.
0000075064 00000 п.
0000075148 00000 п.
0000076106 00000 п.
0000076366 00000 п.
0000076517 00000 п.
0000076544 00000 п.
0000076844 00000 п.
0000077434 00000 п.
0000077726 00000 п.
0000078048 00000 п.
0000080683 00000 п.
0000081041 00000 п.
0000084008 00000 п.
0000084301 00000 п.
0000124248 00000 н.
0000124287 00000 н.
0000151533 00000 н.
0000151572 00000 н.
0000179910 00000 н.
0000179949 00000 н.
0000216044 00000 н.
0000216083 00000 н.
0000224594 00000 н.
0000224633 00000 н.
0000261432 00000 н.
0000261471 00000 н.
0000261798 00000 н.
0000262124 00000 н.
0000266750 00000 н.
0000271376 00000 н.
0000274440 00000 н.
0000282254 00000 н.
0000285072 00000 н.
00002
00000 н.
00002
00002
00000 н.
0000290922 00000 н.
0000291024 00000 н.
0000291176 00000 н.
0000291369 00000 н.
0000291568 00000 н.
0000291762 00000 н.
0000291830 00000 н.
0000291898 00000 н.
0000292000 00000 н.
0000002636 00000 н.
трейлер
] / Назад 1608621 >>
startxref
0
%% EOF
493 0 объект
> поток
h ޔ T {LU? k> hKWX # 0`Z4tx! LBCQ & * evZn (dct? laӐiE & ٔ mo5 [b
% PDF-1.7
%
5 0 obj
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
19 0 объект
>
поток
Q
конечный поток
эндобдж
20 0 объект
>
поток
q
п
0 68.031463 490.393737 697.322774 re
W
п
1 0 0 1 -48.188976 -70.866175 см
конечный поток
эндобдж
40 0 объект
>
поток
Q
конечный поток
эндобдж
41 0 объект
>
поток
q
п
0 0 595.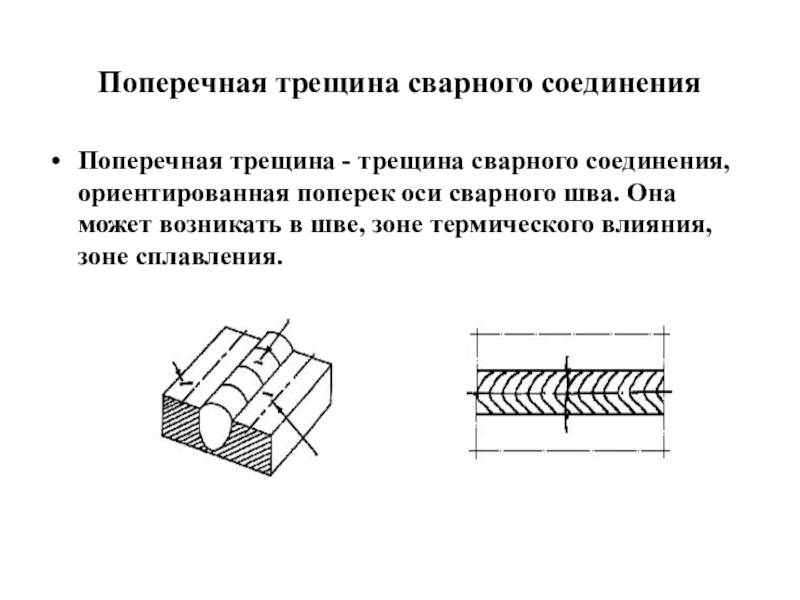 27559 841.88976 пере
27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
45 0 объект
>
поток
Q
конечный поток
эндобдж
49 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
53 0 объект
>
поток
Q
конечный поток
эндобдж
54 0 объект
>
поток
q
п
104.881853 68.031463 490.393737 697.322774 re
W
п
0.807975 0 0 0,807975 113,38579 76,5354 см
конечный поток
эндобдж
67 0 объект
>
поток
Q
конечный поток
эндобдж
68 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
72 0 объект
>
поток
Q
конечный поток
эндобдж
75 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
79 0 объект
>
поток
Q
конечный поток
эндобдж
80 0 объект
>
поток
q
п
0 68.031463 490.393737 697.322774 рэ
W
п
1 0 0 1 -48.188976 -70.866175 см
конечный поток
эндобдж
97 0 объект
>
поток
Q
конечный поток
эндобдж
98 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
102 0 объект
>
поток
Q
конечный поток
эндобдж
105 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
109 0 объект
>
поток
Q
конечный поток
эндобдж
110 0 объект
>
поток
q
п
104.881853 68.031463 490.393737 697.322774 re
W
п
1 0 0 1 42,519648-70,866175 см
конечный поток
эндобдж
112 0 объект
>
поток
Q
конечный поток
эндобдж
113 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
117 0 объект
>
поток
Q
конечный поток
эндобдж
120 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
124 0 объект
>
поток
Q
конечный поток
эндобдж
125 0 объект
>
поток
q
п
0 68.031463 490.393737 697.322774 рэ
W
п
1 0 0 1 -48.188976 -70.866175 см
конечный поток
эндобдж
136 0 объект
>
поток
Q
конечный поток
эндобдж
137 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
141 0 объект
>
поток
Q
конечный поток
эндобдж
144 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
148 0 объект
>
поток
Q
конечный поток
эндобдж
149 0 объект
>
поток
q
п
104.881853 68.031463 490.393737 697.322774 re
W
п
1 0 0 1 42,519648-70,866175 см
конечный поток
эндобдж
154 0 объект
>
поток
Q
конечный поток
эндобдж
155 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
159 0 объект
>
поток
Q
конечный поток
эндобдж
162 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
166 0 объект
>
поток
Q
конечный поток
эндобдж
167 0 объект
>
поток
q
п
0 68.031463 490.393737 697.322774 рэ
W
п
1 0 0 1 -48.188976 -70.866175 см
конечный поток
эндобдж
169 0 объект
>
поток
Q
конечный поток
эндобдж
170 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
174 0 объект
>
поток
Q
конечный поток
эндобдж
177 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
181 0 объект
>
поток
Q
конечный поток
эндобдж
182 0 объект
>
поток
q
п
104.881853 68.031463 490.393737 697.322774 re
W
п
1 0 0 1 42,519648-70,866175 см
конечный поток
эндобдж
184 0 объект
>
поток
Q
конечный поток
эндобдж
185 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
189 0 объект
>
поток
Q
конечный поток
эндобдж
192 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
196 0 объект
>
поток
Q
конечный поток
эндобдж
197 0 объект
>
поток
q
п
0 68.031463 490.393737 697.322774 рэ
W
п
1 0 0 1 -48.188976 -70.866175 см
конечный поток
эндобдж
199 0 объект
>
поток
Q
конечный поток
эндобдж
200 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
204 0 объект
>
поток
Q
конечный поток
эндобдж
207 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
211 0 объект
>
поток
Q
конечный поток
эндобдж
212 0 объект
>
поток
q
п
104.881853 68.031463 490.393737 697.322774 re
W
п
1 0 0 1 42,519648-70,866175 см
конечный поток
эндобдж
214 0 объект
>
поток
Q
конечный поток
эндобдж
215 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
219 0 объект
>
поток
Q
конечный поток
эндобдж
222 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
226 0 объект
>
поток
Q
конечный поток
эндобдж
227 0 объект
>
поток
q
п
0 68.031463 490.393737 697.322774 рэ
W
п
1 0 0 1 -48.188976 -70.866175 см
конечный поток
эндобдж
229 0 объект
>
поток
Q
конечный поток
эндобдж
230 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
234 0 объект
>
поток
Q
конечный поток
эндобдж
237 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
241 0 объект
>
поток
Q
конечный поток
эндобдж
242 0 объект
>
поток
q
п
104.881853 68.031463 490.393737 697.322774 re
W
п
1 0 0 1 42,519648-70,866175 см
конечный поток
эндобдж
252 0 объект
>
поток
Q
конечный поток
эндобдж
253 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
257 0 объект
>
поток
Q
конечный поток
эндобдж
260 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
264 0 объект
>
поток
Q
конечный поток
эндобдж
265 0 объект
>
поток
q
п
0 68.031463 490.393737 697.322774 рэ
W
п
1 0 0 1 -48.188976 -70.866175 см
конечный поток
эндобдж
267 0 объект
>
поток
Q
конечный поток
эндобдж
268 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
272 0 объект
>
поток
Q
конечный поток
эндобдж
275 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
279 0 объект
>
поток
Q
конечный поток
эндобдж
280 0 объект
>
поток
q
п
104.881853 68.031463 490.393737 697.322774 re
W
п
1 0 0 1 42,519648-70,866175 см
конечный поток
эндобдж
282 0 объект
>
поток
Q
конечный поток
эндобдж
283 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
287 0 объект
>
поток
Q
конечный поток
эндобдж
290 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
294 0 объект
>
поток
Q
конечный поток
эндобдж
295 0 объект
>
поток
q
п
0 68.031463 490.393737 697.322774 рэ
W
п
1 0 0 1 -48.188976 -70.866175 см
конечный поток
эндобдж
297 0 объект
>
поток
Q
конечный поток
эндобдж
298 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
302 0 объект
>
поток
Q
конечный поток
эндобдж
305 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
309 0 объект
>
поток
Q
конечный поток
эндобдж
310 0 объект
>
поток
q
п
104.881853 68.031463 490.393737 697.322774 re
W
п
1 0 0 1 42,519648-70,866175 см
конечный поток
эндобдж
317 0 объект
>
поток
Q
конечный поток
эндобдж
318 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
322 0 объект
>
поток
Q
конечный поток
эндобдж
325 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
329 0 объект
>
поток
Q
конечный поток
эндобдж
330 0 объект
>
поток
q
п
0 68.031463 490.393737 697.322774 рэ
W
п
1 0 0 1 -48.188976 -70.866175 см
конечный поток
эндобдж
332 0 объект
>
поток
Q
конечный поток
эндобдж
333 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
337 0 объект
>
поток
Q
конечный поток
эндобдж
340 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
344 0 объект
>
поток
Q
конечный поток
эндобдж
345 0 объект
>
поток
q
п
104.881853 68.031463 490.393737 697.322774 re
W
п
1 0 0 1 42,519648-70,866175 см
конечный поток
эндобдж
347 0 объект
>
поток
Q
конечный поток
эндобдж
348 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
352 0 объект
>
поток
Q
конечный поток
эндобдж
355 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
359 0 объект
>
поток
Q
конечный поток
эндобдж
360 0 объект
>
поток
q
п
0 68.031463 490.393737 697.322774 рэ
W
п
1 0 0 1 -48.188976 -70.866175 см
конечный поток
эндобдж
362 0 объект
>
поток
Q
конечный поток
эндобдж
363 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
367 0 объект
>
поток
Q
конечный поток
эндобдж
370 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
374 0 объект
>
поток
Q
конечный поток
эндобдж
375 0 объект
>
поток
q
п
104.881853 68.031463 490.393737 697.322774 re
W
п
1 0 0 1 42,519648-70,866175 см
конечный поток
эндобдж
377 0 объект
>
поток
Q
конечный поток
эндобдж
378 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
382 0 объект
>
поток
Q
конечный поток
эндобдж
385 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
389 0 объект
>
поток
Q
конечный поток
эндобдж
390 0 объект
>
поток
q
п
0 68.031463 490.393737 697.322774 рэ
W
п
1 0 0 1 -48.188976 -70.866175 см
конечный поток
эндобдж
392 0 объект
>
поток
Q
конечный поток
эндобдж
393 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
397 0 объект
>
поток
Q
конечный поток
эндобдж
400 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
404 0 объект
>
поток
Q
конечный поток
эндобдж
405 0 объект
>
поток
q
п
104.881853 68.031463 490.393737 697.322774 re
W
п
1 0 0 1 42,519648-70,866175 см
конечный поток
эндобдж
411 0 объект
>
поток
Q
конечный поток
эндобдж
412 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
416 0 объект
>
поток
Q
конечный поток
эндобдж
419 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
423 0 объект
>
поток
Q
конечный поток
эндобдж
424 0 объект
>
поток
q
п
0 68.031463 490.393737 697.322774 рэ
W
п
1 0 0 1 -48.188976 -70.866175 см
конечный поток
эндобдж
426 0 объект
>
поток
Q
конечный поток
эндобдж
427 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
431 0 объект
>
поток
Q
конечный поток
эндобдж
434 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
438 0 объект
>
поток
Q
конечный поток
эндобдж
439 0 объект
>
поток
q
п
104.881853 68.031463 490.393737 697.322774 re
W
п
1 0 0 1 42,519648-70,866175 см
конечный поток
эндобдж
454 0 объект
>
поток
Q
конечный поток
эндобдж
455 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
459 0 объект
>
поток
Q
конечный поток
эндобдж
462 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
466 0 объект
>
поток
Q
конечный поток
эндобдж
467 0 объект
>
поток
q
п
0 68.031463 490.393737 697.322774 рэ
W
п
1 0 0 1 -48.188976 -70.866175 см
конечный поток
эндобдж
474 0 объект
>
поток
Q
конечный поток
эндобдж
475 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
479 0 объект
>
поток
Q
конечный поток
эндобдж
482 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
486 0 объект
>
поток
Q
конечный поток
эндобдж
487 0 объект
>
поток
q
п
104.881853 68.031463 490.393737 697.322774 re
W
п
1 0 0 1 42,519648-70,866175 см
конечный поток
эндобдж
765 0 объект
>
поток
Q
конечный поток
эндобдж
766 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
770 0 объект
>
поток
Q
конечный поток
эндобдж
773 0 объект
>
поток
q
п
0 0 595.27559 841.88976 пере
W
п
1 0 0 1 0 0 см
конечный поток
эндобдж
777 0 объект
>
поток
Q
конечный поток
эндобдж
778 0 объект
>
поток
q
п
0 68.031463 490.393737 697.322774 рэ
W
п
1 0 0 1 -48.188976 -70.866175 см
конечный поток
эндобдж
781 0 объект
>
поток
Q
конечный поток
эндобдж
782 0 объект
>
поток
q
п
0 0 595.