Художественные ремесла и обучение : Чеканка по металлу обучение
Чеканка по металлу обучение
Для чеканки по металлу, применяется цветной металл — медь, латунь, алюминий и драгоценные металлы и так далее.
Чтобы сделать чеканку по металлу для этого понадобиться ваше желание и терпение и инструменты!
| разные чеканы |
Создание эскиза, рисунка
1. Вы
подыскиваете тему, которую вы хотели передать на свой металл создать свое
произведение искусств.
2. Эскиз
свой разрабатываете под чеканку, короче стилизация (упрощение рисунка под
чеканку), со временем, когда вы будите заниматься, с металлом, вы будите искать
свой стиль.
3. Создали
на бумаге свое произведение, которая должна выглядеть одной четкой линией (без
штрихов), чтобы вам было удобно переводить на металл через копировальную
бумагу.
4. Металл
вы протрите растворителем, «обезжирить», потом покрасить, белой гуашью,
водоэмульсионной краской (только не масленой краской), дайте просохнуть.
5. Потом
переводите свой рисунок через копировальную бумагу на металл, покрытый белой
краской, рисунок вы перевели.
6. Потом
покрываете его нит ро лаком прозрачным, чтобы ваш рисунок было виден, тонким
слоем (нужен лак который быстро высыхает, чтобы вам не ждать следующего дня
когда он высыхает). Ваш рисунок закрепляется, для того чтобы вы не стирать
руками, потому что ваши руки будит ложиться на металл, когда вы будите держать
чекан «расходник» и будите водить по своей работе, и будите стирать свой рисунок.
Есть еще способ — все также вы перевели свой рисунок на метал, а потом обведите
«острым конфарником» выдавливая на металле контуры рисунка, чтобы оставались
бороздки (черточки). И можете потом чеканить, не боясь, когда вы сотрете рисунок
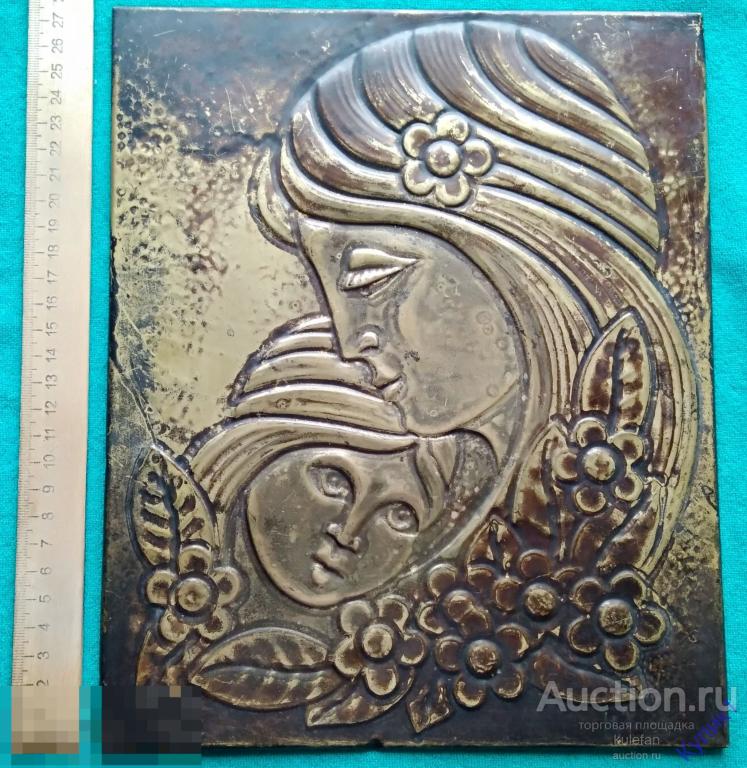
рукой при работе, у вас останутся на металле бороздки рисунка. Я делал вот эту
Я делал вот эту
работу. Но если вы делаете большую и сложную работу, лучше первый вариант.
| инструменты чеканы РАЗНЫЕ 6. РАСХОДНИК |
| мои инструменты |
| чеканка наружная сторона |
| чеканка внутренняя сторона |
| инструмент чеканы |
Чеканка по металлу и подготовка материла и
инструмента.
Для того чтобы
начинать заниматься чеканкой по металлу, вам нужно изготовить инструменты, из
прочного материала из «легированной» стали. Не пугайтесь это слово
«легированный», если у вас есть металлический прут, можно проверить его ударить
острым металлическим предметом, если вмятина слабая металл хороший. Для этого
вам нужно металлический прут из стали, разного диаметра, я использовал арматуру
в те времена очень прочный материал, от автомобиля клапана разных машин
легковых и грузовых, найти можно через своих близких и знакомых. Длина чекана
примерно от 12 до 15 см,
а диаметр желательно разный. Лучше их делать своими руками, так больше вы узнаете
о их изготовление.
Когда вы делаете
инструменты их нужно отпускать и закаливать можно паяльной лампой когда их
будите обтачивать под нужную форму, с начало их отпускаете нагреваете
наконечник до алого красного цвета остужаете и обрабатываете – обтачиваете,
металл хорошо поддается обработки. Когда вы закончите обрабатываете металл и
сделаете инструмент, тогда его нужно закалить. Для этого нагреваете паяльной
Для этого нагреваете паяльной
лампой до конца до ярко красного цвета, и опустить в машинное масло в
отработку.
| чекан расходник |
Главный первый
чекан – РАСХОДНИК, он похоже на отвертку, только края много закругленные, для
того чтобы когда вы бьете молоточком по чекану, он у вас скользил мягко рисовал
и проходил вперед оставлял ровное углубление. К этому нужно немного
приноровиться. Тренируйте себя, возьмите кусок пластины металла, я раньше
пользовался аллюминевой пластиной, она была дешевой, толщина примерно 3, 4, 5, мм. Тонкий металл можно
выдавливать без молотка и чекана, путем выдавливания руками самодельными
инструментами, но эта тема отдельная.
Этим чеканом, вы
обводите контур вашего рисунка, оставляя равномерное углубление. Ставите расходник
на линию рисунка и равномерно начинаете стучать молотком по
чекану, ваш мозг начинает понимать, как нужно стучать по чекану и какую силу
применять для удара, чтобы не разорвать металл и углубление должны быть
одинаково ровными, стараться делать без зазубрин. Стучать контур лучше на
Стучать контур лучше на
твердой деревянной поверхности, на
ровной гладкой доске, положите на доску, можете прихватить гвоздями края
металлической пластины к дереву, чтобы вам было удобно пройти контуры рисунка и
не сбивалось металлическая пластина. Когда вы обойдете весь рисунок
«расходником», потом вам нужно открепить
пластину от доски. На доске остался рисунок, доску можете обратно подстрогать
рубанком, и потом следующий заготовку делать на ней. Ваш металл стал упругим, и его повело в разные
стороны. Для этого делаете обжиг, прогреваете вашу металлическую пластину,
постепенно паяльной лампой до красного
цвета, всю пластину, смотрите не пережгите, как краснота появилась, переходите
на другой участок, и постепенно всю пластину обожгите, чтобы ваш металл дал отпуск,
он становиться мягким и гибким и податливым.
Потом вы можете обработать свою работу убрать
гарь и черноту, которая появилась, когда вы обжигали металл.
Вы можете этого и не делать, если вы начинающий, главная
ваша суть понять весь процесс работы. Я обтираю растворителем металл темный, но
Я обтираю растворителем металл темный, но
я вишу и без отбеливания. Ну а по правилам и лучшего варианта вы должны делать
вот так. Обрабатывают специальным раствором,
его изготавливают из 5 – 10% водным раствором серной кислоты. Будьте
внимательные с серной кислотой, она очень опасная и вредная. Главное вы
должны наливать серную кислоту в воду, если вы будите делать наоборот, то
ваш раствор закипит, и серная кислота будит разбрызгивать, и может повредить и
навредить вам. Наливать нужно тонкой струей и непрерывное помешивание
стеклянной палочкой. Корпус ванны делают из красной меди или свинца, и
желательно в железный кожух. Пользоваться нужно в перчатках и фартуке
специального изготовления. Укладывать или вынимать вашу работу, пользоваться
железными щипцами. Когда вы вынули, с раствора обязательно промойте, в
проточной водой и сушат. Работа становиться у вас чистой и светлой и будите
видеть, всю вашу работу все линии, не напрягая зрения. После просушки,
переходим к другой процедуре.
Прикрепляете на ровную деревянную доску
обработанная рубанком, чтобы поверхность была ровной и гладкой без всяких ям и
шероховатостей, специально вырезанная доска под вашу работу чуть больше, чтобы вы могли прикрепить ее
гвоздями, положите вашу работу из металла с лицевой стороны, где вы проходили расходником. Берете, чекан лощатник, и начинаете стучать, по чекану молоточком по
краям вашего контура рисунка опускаете вниз металл, метал вокруг вашего рисунка,
где вы проходили расходником, все зависит
от вашего рисунка и его сложности. Чекан лощатник
должен быть разного размера маленькие большие. Чтобы вам удобно было проходить
во всех местах, где нужно опустить металл. У вас должна развиваться интуиция,
где нужно опускать металл, а другие места оставлять, короче, по возрастанию
объема, нижний металл опускаете, верхней остается.
| чекан лощатник |
После того как вы
прошли чеканом лощатником ваши места где
металл должен быть опущен вниз. Переходим к следующей процедуре. Снимаете
Переходим к следующей процедуре. Снимаете
металл с деревянной доски. Смотрим на металл, если его сильно натянуло и
повело, обратно ожигаете свою работу из металла. Металл стал мягкий и
податливый.
У вас должна быть резиновая
пластина, размер по вашей возможности, чтобы ваша работа вмещалась на ней, на которой
вы будите выколачивать объем с обратной стороны вашей работы. Для этого нужно
вам найти резиновую пластину или упругий войлок, я пользуюсь резиновой
пластиной на рабочем столе, кусок транспортерной ленты для подачи угля, толщина
нормальная и не сильно упругая. Но вы можете использовать любую резиновую
пластину, я написал для примера, где я нашел.
Для этого вам нужен чекан, ПУРОШНИК конец похож на полусферу. Чекан пурошник нужен разного размера, если вам нужно
выбивать большой объем, тогда можно использовать деревянные чеканы, которые вы
можете изготовить сами из дерева. Бруски разного объема, концы должны быть
закруглены, как пурошник и легко можете выбивать большой объем. У вас большой
У вас большой
объем будит ровный, и красивый. Большие объемы с мелкими деталями, лучше делать
на специально приготовленной смоле. Делаете ящик…. ПРОДОЛЖЕНИЕ СЛЕДУЕТ заходите смотрите буду дополнять….
Смотрите видео обучение: Как сделать чеканку по металлу?
Как подготовить для чеканки металл чтобы сделать эскиз тигра урок № 1
Как сделать чеканку по металлу и как пользоваться чеканами урок №2
Чеканка по металлу обучение урок № 3. Продолжаем обучение мы весь рисунок проходим чеканом расходником, он рисует контурные линии. Расходник похож на отвертку, но края полукруглые и от полированные что он легко при ударе молотка скользил по поверхности
металла.
 youtube.com/embed/jX2T8NlzQeI»/>
youtube.com/embed/jX2T8NlzQeI»/>
Чеканка по металлу обучение урок № 4. Продолжаем делать чеканку рычащего тигра. Мы прошли все контуры расходником и теперь по контуру мы начинаем работать чеканом сапожком.
Как сделать чеканку по металлу алюминий и все цветные металлы урок № 5, и какой способ лучший для начинающих с наименьшими затратами времени? Мы продолжаем пятый урок, какие дополнительные материалы нужны для вашей чеканки?
Чеканка по металлу своими руками в домашних условиях: техника, материалы и инструменты
Выбивание рельефных изображений или надписей на поверхности металла называется чеканка по металлу. Этот вид прикладного искусства дизайнеры применяют для создания эксклюзивных декоративных предметов интерьера, украшений, посуды и пр. В прежние времена в казначействах были мастерские по чеканке монет.
В прежние времена в казначействах были мастерские по чеканке монет.
Основы процесса
Изображение создают ударами молотка по инструменту, приложенному к поверхности металла. Конфигурация оттиска зависит от формы рабочей части инструмента. Затем его последовательно переставляют и повторяют операцию до тех пор, пока не будет выбит весь рисунок. Сложные изображения чеканят несколькими инструментами с рабочей частью разной формы.
В зависимости от предпочтений чеканку металла выполняют в разных стилях:
- историческом;
- древнерусском;
- восточном;
- грузинском;
- марокканском;
- узбекском;
- современном.
Качество изображений зависит от степени подготовки чеканщика.
Независимо от стиля у каждого мастера свой «почерк» выполнения работы. Несмотря на кажущуюся сложность освоить чеканку по металлу своими руками нетрудно.
Сложные изображения чеканятся разными инструментами
Виды чеканки
В зависимости от формы предмета и сложности рисунка чеканка бывает:
- Ажурной, по виду похожей на металлические кружева.
 Работу начинают с высечения фона, затем по подготовленным линиям проводят завершающую высечку. Поскольку толщина ажурных перегородок невелика, при проведении отжига необходимо следить, чтобы они не расплавились. Ажурную чеканку часто наносят на объемные предметы как финишную отделку.
Работу начинают с высечения фона, затем по подготовленным линиям проводят завершающую высечку. Поскольку толщина ажурных перегородок невелика, при проведении отжига необходимо следить, чтобы они не расплавились. Ажурную чеканку часто наносят на объемные предметы как финишную отделку. - Контурной, которая чеканится на листовом металле без заранее нанесенного рельефа. Визуально такая чеканка схожа с гравировкой, но отличается от нее выпуклыми или вогнутыми формами. Этот способ применяют для изготовления декоративных элементов интерьеров и для нанесения орнамента на плоские поверхности.
- На объемных предметах. Самый трудный по выполнению вид чеканки, так как рисунок выбивают на изогнутой поверхности. Однако опытные мастера справляются с работой без особых затруднений.
- Рельефной. Ее также относят к категории сложных видов. Работу начинают с выколачивания контуров рисунка, затем изображение делают рельефным. На завершающем этапе выравнивают детали изображения и полируют.
 Работу начинают с высечения фона, затем по подготовленным линиям проводят завершающую высечку. Поскольку толщина ажурных перегородок невелика, при проведении отжига необходимо следить, чтобы они не расплавились. Ажурную чеканку часто наносят на объемные предметы как финишную отделку.
Работу начинают с высечения фона, затем по подготовленным линиям проводят завершающую высечку. Поскольку толщина ажурных перегородок невелика, при проведении отжига необходимо следить, чтобы они не расплавились. Ажурную чеканку часто наносят на объемные предметы как финишную отделку.
Используемые материалы
Ювелирные изделия с чеканкой традиционно делают из серебра и золота. Большинство же мастеров работают с более дешевыми металлами:
- Медью толщиной от 0,3 до 1,5 мм. Она пластична, легко обрабатывается, в зависимости от марки со светлым или темным оттенком красного цвета. Медь и ее сплавы чаще других металлов используют для декорирования помещений.
- Красной медью, листы которой можно раскатывать до толщины 0,05 мм. За счет мягкости легко выполняется рельефная чеканка даже на объемных изделиях сложной формы. Высокая стойкость к коррозии позволяет устанавливать декоративные элементы из чеканной меди на фасадах домов.
- Латунью различных марок с золотисто-желтым цветом разных оттенков. Высокое (до 50%) содержание цинка повышает твердость, снижает податливость. Однако, несмотря на меньшую чем у меди пластичность латунь легко чеканится.
- Томпаком ― разновидностью латуни с низким (до 10%) содержанием цинка. Из-за большой доли меди металл получается красного цвета с желтым оттенком. Сплав с добавкой алюминия до 5% приобретает окраску, неотличимую от цвета золота. Из томпака делают значки, медали к юбилеям, дешевую бижутерию, декоративные элементы интерьеров.
- Алюминием и его сплавами. Металл легко чеканится, но из-за низкой температуры плавления нужно соблюдать осторожность при термообработке, чтобы рисунок не деформировался. Дюралюминий хорошо имитирует серебро, однако работать с ним сложно, так как из-за малой податливости при выбивании рельефа возможно растрескивание металла.
- Жестью, на которой начинающие отрабатывают навыки чеканки. Однако мастера также не пренебрегают этим доступным материалом.
- Черными низкоуглеродистыми металлами. Заготовки предварительно отжигают и протравливают для получения декопира, на котором чеканят изображения с крупным рельефом или рисунки с мелкими деталями.
- Кровельным железом для чеканки контурных изображений с неглубоким рельефом без фона и мелких деталей.
- Нержавеющей сталью толщиной от 0,5 до 0,8 мм. Металл красиво смотрится, однако из-за высокой прочности и плотной структуры трудно поддается выбиванию. Высокая стойкость к коррозии позволяет делать из нержавейки чеканные мемориальные доски и таблички на монументы, памятники.
- Мельхиором и нейзильбером ― никелевыми сплавами с большим содержанием меди (81 и 65% соответственно), поэтому они пластичны, легко полируются. Химической обработкой поверхность делают золотистой, серебристой или имитацию под старинную бронзу.
 Сплав с добавкой алюминия до 5% приобретает окраску, неотличимую от цвета золота. Из томпака делают значки, медали к юбилеям, дешевую бижутерию, декоративные элементы интерьеров.
Сплав с добавкой алюминия до 5% приобретает окраску, неотличимую от цвета золота. Из томпака делают значки, медали к юбилеям, дешевую бижутерию, декоративные элементы интерьеров. Металл красиво смотрится, однако из-за высокой прочности и плотной структуры трудно поддается выбиванию. Высокая стойкость к коррозии позволяет делать из нержавейки чеканные мемориальные доски и таблички на монументы, памятники.
Металл красиво смотрится, однако из-за высокой прочности и плотной структуры трудно поддается выбиванию. Высокая стойкость к коррозии позволяет делать из нержавейки чеканные мемориальные доски и таблички на монументы, памятники.На металле для чеканки не должно быть вмятин, царапин, пятен, расслоений. Если чеканка будет проводиться на смоляной подложке, потребуется битум №4 или 5, а для его удаления керосин или машинное масло. В качестве альтернативы использую пластилин, березовые или липовые чурбаки, войлочные или резиновые маты, свинцовые плиты. Шлифовку и полировку выполняют кварцевым песком и порошкообразной пемзой. Химическую обработку проводят:
- соляной, серной, азотной кислотами;
- поташом;
- сернокислой медью.
Оборудование и инструменты
Рабочее место чеканщика кроме верстака оборудуют слесарными тисами, электрическим точилом, шкафом или стеллажом для складывания инструментов, материалов, реактивов и пр. Набор оборудования дополняют:
- емкостью и электроплиткой для нагрева битума;
- двумя мешками 0,5х0,5 м из брезента с сухим мелкозернистым песком;
- ванночками для химических растворов;
- ящиком с древесными опилками для сушки заготовок;
- паяльной лампой для проведения отжига;
- резиновыми перчатками для проведения химической обработки;
- брезентовыми рукавицами для работы с горячими заготовками;
- металлической плитой для правки.
Основные инструменты для чеканки по металлу
Основные инструменты для чеканки называют чеканами. Их делают из высокоуглеродистой стали в виде квадратных или круглых стержней длиной 12 — 18 см разного сечения. Нижнюю часть называют боем. Средний участок утолщают, чтобы было удобней удерживать в руке. В зависимости от формы боя чеканам даны названия:
В зависимости от формы боя чеканам даны названия:
- трубочками создают округлые углубления;
- обводными проводят линии в виде ряда точек;
- канфарниками наносят контуры изображения;
- лощатниками с шероховатым или гладким боем выравнивают фон;
- пурошниками выполняют выколотку с задней стороны;
- сечками с полукруглым или прямым боем набивают фон;
- фигурными наносят отпечатки нестандартной формы.
Чеканы из твердой древесины выполняют те же функции что и металлические, но по размерам больше. Для работы с ними потребуется деревянный молоток (киянка). Такие чеканы используют для создания крупных рисунков с глубоким рельефом. Металлическими молотками выбивают крупные изображения и наносят удары по чекану. Поэтому одну сторону делают сферической, а другую плоской.
Разметку и механическую обработку выполняют:
- чертилкой, металлической линейкой, циркулем, угольником;
- ножницами и ножовкой по металлу;
- лобзиком при нанесении ажурной чеканки;
- пробойниками из инструментальной стали;
- напильниками с мелкой и крупной насечкой.

Технология чеканки
Работу выполняют в следующем порядке:
- на бумаге рисуют изображение в натуральную величину;
- по размерам эскиза от металлического листа отрезают пластину с припусками, которые нужны для крепления на подложке или при оформлении в рамке;
- заготовку отжигают с последующим выравниванием;
- на лицевую сторону наносят слой белой гуаши или краски;
- через копирку изображение наносят на металл, затем обводят чертилкой;
- на заготовке, закрепленной на подложке, сначала выбивают внешний контур рисунка и внутренние линии, затем детали рельефа.
На завершающем этапе проводят декоративную отделку:
- шлифовку, чтобы удалить неровности и шероховатости;
- полировку, после которой изделие приобретет законченный вид, а у металла повышается стойкость к коррозии;
- патинирование (состаривание) ― обработку сернистыми и хлорными растворами для имитации старины;
- окраску латунных и медных изделий металлизированными красками;
- оксидирование химическими растворами для придания поверхности цвета от зеленых до черных тонов;
- эмалировку стеклянными сплавами разных цветов применяют для декорирования небольших изделий или отдельных деталей;
- тауширование ― вбивание тонкой проволоки из другого металла, чтобы выделить контур или детали изображения.

Важно!
До начала декоративной обработки изделие промывают, обезжиривают, сушат в древесных опилках.
Процесс чеканки своими руками
Учиться искусству чеканки начинают с простых изображений, которые нетрудно найти через интернет в свободном доступе. После освоения навыков работы с разными типами чеканов переходят к сложным композициям. Для выполнения первых объемных изображений лучше выбрать медь.
Важно сразу научиться правильно вести чекан. Его держат, немного отклоняя назад, пальцами левой руки, не используя мизинец. Чтобы не ограничивать свободу движений руку держат на весу, не опираясь локтем на столешницу. Инструмент продвигают вперед после нанесения отпечатка нужной глубины. При выполнении чеканки по меди своими руками рекомендуют наносить на поверхность заготовки тонкий слой пластилина, чтобы чекан лучше скользил.
При выполнении чеканки по меди своими руками рекомендуют наносить на поверхность заготовки тонкий слой пластилина, чтобы чекан лучше скользил.
Чтобы улучшить пластичность, лист металла отжигают. Чеканку начинают с нанесения наружных контурных линий на лицевой поверхности. С изнанки контур вытягивают после набивки внутренних линий. Затем набивают и выравнивают основной рельеф. Работу завершают декоративной обработкой.
Поскольку финишную отделку выполняют токсичными веществами при работе в домашних условиях необходимо соблюдать правила техники безопасности обращения и хранения агрессивных жидкостей. Обработку проводят внутри вытяжного шкафа или обеспечивают эффективную вентиляцию помещения. Емкости с реактивами закрывают хорошо притертыми пробками.
В настоящее время чеканка очень популярна. Поэтому после освоения этого вида художественной обработки металла можно организовать прибыльное дело. Тематические рисунки можно легко найти в интернете и на их основе создавать оригинальные композиции.
ОГЛАВЛЕНИЕ Предисловие 3
ПРЕДИСЛОВИЕ ||||||||||||||||||||||||||||||||| |
 Сегодня изделия из чеканки находят самое широкое применение в быту, в художественном оформлении интерьеров общественных зданий, часто их можно видеть на различных выставках изобразительного и декоративноприкладного искусства.
Сегодня изделия из чеканки находят самое широкое применение в быту, в художественном оформлении интерьеров общественных зданий, часто их можно видеть на различных выставках изобразительного и декоративноприкладного искусства.
 Совершенствовать знания по этой профессии можно в художественных институтах, училищах и. профессионально-технических училищах, в которых есть специальность «художественная обработка металла». По для этого нужно хорошо учиться и хорошо уметь рисовать.
Совершенствовать знания по этой профессии можно в художественных институтах, училищах и. профессионально-технических училищах, в которых есть специальность «художественная обработка металла». По для этого нужно хорошо учиться и хорошо уметь рисовать. Техника металлопластики заключается в том, что барельефное изображение на тонком листе металла выдавливают специальными лопаточками, так называемыми давильниками.
Техника металлопластики заключается в том, что барельефное изображение на тонком листе металла выдавливают специальными лопаточками, так называемыми давильниками. е. получите все те навыки, которые помогут вам перейти к следующему, более сложному виду чеканки — рельефной.
е. получите все те навыки, которые помогут вам перейти к следующему, более сложному виду чеканки — рельефной.
 Так называется тиснение или выколотка рельефного изображения из листового металла на матрице. Отличительной особенностью ее является возможность изготовлять большое количество совершенно одинаковых изделий. Чаще всего этой техникой выполняют настенные декоративные плакетки.
Так называется тиснение или выколотка рельефного изображения из листового металла на матрице. Отличительной особенностью ее является возможность изготовлять большое количество совершенно одинаковых изделий. Чаще всего этой техникой выполняют настенные декоративные плакетки. Тогда-то и начали зарождаться многие виды художественной обработки металлов, в том числе и чеканка. Об этом свидетельствуют многочисленные археологические находки, обнаруженные при раскопках древних памятников материальной культуры на территории Египта и Мексики, Индии и Ирана, Китая и Греции. Так, древнегреческие мастера еще в VIII веке до н. э. в технике дифовки создавали замечательные по красоте статуи, которыми украшали площади, храмы и общественные здания.
Тогда-то и начали зарождаться многие виды художественной обработки металлов, в том числе и чеканка. Об этом свидетельствуют многочисленные археологические находки, обнаруженные при раскопках древних памятников материальной культуры на территории Египта и Мексики, Индии и Ирана, Китая и Греции. Так, древнегреческие мастера еще в VIII веке до н. э. в технике дифовки создавали замечательные по красоте статуи, которыми украшали площади, храмы и общественные здания. Уже в XII в. в Древней Руси появилась такая разновидность чеканки как басма — тиснение тонкого листа на деревянной или бронзовой матрице. Материалом для изготовления различных чеканных изделий являлись золото, сереб-
Уже в XII в. в Древней Руси появилась такая разновидность чеканки как басма — тиснение тонкого листа на деревянной или бронзовой матрице. Материалом для изготовления различных чеканных изделий являлись золото, сереб- Так, в Петербурге начал развиваться такой замечательный вид чеканки как дифовка — выколачивание из листового металла объемной скульптуры. Выдающимися памятниками русской культуры стали созданные С. Пименовым и В. Демут-Малиновским скульптурные группы для арки Главного Штаба и Александрйнского театра (ныне Ленинградский академический театр драмы им. А. С. Пушкина), а также многие другие замечательные работы русских скульпторов. На Урале и Северном Кавказе большое распространение получила чеканка разнообразных сосудов и оружия (цветная вклейка 3).
Так, в Петербурге начал развиваться такой замечательный вид чеканки как дифовка — выколачивание из листового металла объемной скульптуры. Выдающимися памятниками русской культуры стали созданные С. Пименовым и В. Демут-Малиновским скульптурные группы для арки Главного Штаба и Александрйнского театра (ныне Ленинградский академический театр драмы им. А. С. Пушкина), а также многие другие замечательные работы русских скульпторов. На Урале и Северном Кавказе большое распространение получила чеканка разнообразных сосудов и оружия (цветная вклейка 3). скульптурная группа «Рабочий и колхозница» (скульптор В. Мухина), увенчала советский павильон на Всемирной выставке в Париже (ныне установлена на ВДНХ СССР в Москве). Она стала своего рода символом первого в мире государства, строящего коммунизм, свободного и героического труда советских людей.
скульптурная группа «Рабочий и колхозница» (скульптор В. Мухина), увенчала советский павильон на Всемирной выставке в Париже (ныне установлена на ВДНХ СССР в Москве). Она стала своего рода символом первого в мире государства, строящего коммунизм, свободного и героического труда советских людей.
 Со свойствами и характеристиками этих металлов мы сейчас и познакомимся.
Со свойствами и характеристиками этих металлов мы сейчас и познакомимся.


 3), ручки прямые. Изготавливаются рукоятки из древесины твердых неслоистых пород дерева (березы, клена, ясеня, бука, граба). Готовую, уже отшлифованную рукоятку желательно положить на 8… 10 часов в льняное масло, олифу или покрыть лаком, затем высушить.
3), ручки прямые. Изготавливаются рукоятки из древесины твердых неслоистых пород дерева (березы, клена, ясеня, бука, граба). Готовую, уже отшлифованную рукоятку желательно положить на 8… 10 часов в льняное масло, олифу или покрыть лаком, затем высушить.
 4, г, д) — чекан с плоским боем в виде круга, квадрата, прямоугольника, треугольника, овала. Грани у него слегка закругленные, чтобы при работе они не оставляли на металле вМятин. Служит для выравнивания и осаживания фона, других ровных поверхностей.
4, г, д) — чекан с плоским боем в виде круга, квадрата, прямоугольника, треугольника, овала. Грани у него слегка закругленные, чтобы при работе они не оставляли на металле вМятин. Служит для выравнивания и осаживания фона, других ровных поверхностей. С помощью сечки на металл наносятся тонкие линейные рисунки или вырубается (просекается) фон в просечной или ажурной чеканке.
С помощью сечки на металл наносятся тонкие линейные рисунки или вырубается (просекается) фон в просечной или ажурной чеканке. Размерами они значительно больше по сравнению с металлическими. Рабочую часть деревянного чекана делают наподобие металлического, тщательно выравнивают и шлифуют наждачной шкуркой. Применяют для осаживания чрезмерно выпуклых участков рельефа и выравнивания фона. Бить по деревянному чекану следует деревянной киянкой.
Размерами они значительно больше по сравнению с металлическими. Рабочую часть деревянного чекана делают наподобие металлического, тщательно выравнивают и шлифуют наждачной шкуркой. Применяют для осаживания чрезмерно выпуклых участков рельефа и выравнивания фона. Бить по деревянному чекану следует деревянной киянкой.
Открытый урок. Тема: «Художественная обработка металла. Чеканка».
ГУ «СШ №33 Целиноградского района»
Открытый урок
по технологии в 7 классе
на тему: «Художественная обработка металла. Чеканка».
Учитель технологии
Блажко А. Н.
2017г. с. Родина
Открытый урок.
Тема: «Художественная обработка металла. Чеканка».
Цели урока:
Образовательные цели урока: знать виды художественной обработки металлов, их применение, необходимые инструменты, правила безопасности при работе с тонколистовым металлом.
Развивающие цели урока: уметь работать с тонколистовым металлом по операционной карте, изготавливать чеканку, соблюдая правила безопасности, развивать познавательный интерес.
Воспитательные цели урока: воспитывать аккуратность при работе с металлом, бережное отношение к оборудованию.
Тип урока: комбинированный.
Объект труда: чеканка.
Оснащение: слайды, тонколистовой металл, картон, бумага для рисунка, учебная таблица по безопасности работы с тонколистовым металлом, образцы рисунков.
Инструменты: молоток, дюбель, линейка, карандаш, маркер, жесть.
Методические приемы: фронтальный опрос, иллюстрированный рассказ, «подбери необходимый инструмент» — игра, просмотр слайдов, работа с тетрадью, практическая работа с использованием операционной карты, индивидуальная помощь в процессе работы.
Ход урока:
Организацоинный момент:
проверка готовности учащихся к уроку.
тема урока записана на слайде.
определение темы, цели и задачи урока:
— какой материал мы изучаем (обрабатываем)? – металл.
— почти все о металле мы прошли осталась последняя тема. Каким видом обработки мы заканчивали изготовление изделий из древесины, чтобы оно было красивым?- художественной обработкой.
— художественная обработка бывает разной – значит мы должны познакомиться с их видами.
— чтоб пойти работать в мастерскую, что вы должны знать? – ПТБ
— в мастерской инструменты старые, работа должна получится красивой, что нужно для этого? – бережно и аккуратно выполнять работу.
Повторение пройденного материала:
фронтальный опрос:
— какие виды декоративно-прикладного искусства казахского народа вы знаете.
— Видов художественной обработки материалов много: Отделка древесины (деревоотделочники и мастера по выделке деревянных частей юрты), обработка кожи, косторезное, ювелирное, кузнечное ремесло, обработка камня и др.)
— Особую отрасль составляло тиснение с помощью штампов на коже и металле, этим занимались мужчины,
— Встречались ли вы с понятием пайцза? Легенда «Подвиг Рустама».
Слайд КАРТА
На границе второго тысячелетия, а точнее в 530-х до н.э. на территории нынешнего Южного Казахстана располагалось государство Хорасмия в котором проживали предки нынешних казахов сако-массагетские племена. Царицей саков была великая Томирис. Мужем Томирис был самый сильный и отважный батыр непобедимый Рустам, командовавший многотысячным войском и отдельной его частью «бессмертными» состоящей только из наилучших воинов-саков. Каждый из бессмертных носил на груди отличительный знак в виде золотой или серебряной пластины именуемой – пайцза.
Слайд пайцза.
В те времена на исторической арене появился один из первых завоевателей царь Персии – Кир, великий полководец, он был одержим целью — завладеть миром. Дальновидная Томирис предвидела планы Кира, в том числе и по завоеванию в будущем плодородных земель Хорасмии. По решению совета вождей Рустам и три тысячи бессмертных были посланы на службу наемниками к Киру, с целью ознакомления с военной службой в государстве будущего неприятеля. Рустам как полководец был на высоком счету у Кира, но его планы были раскрыты. Чтобы не погубить часть войска «бессмертных», Рустам принял решение о немедленном возвращении домой. По пути отступления малочисленное войско Рустама попало в западню устроенную Албанским князем дружественным Персии. Произошел кровопролитный бой, в котором погибла большая часть бессмертных……………
По возвращении Рустам вручил царице Томирис пайцзы погибших воинов. Томирис велела вынести из своей главной юрты самый большой сундук и прикрепить на него пайцзы героев. Главному казначею наполнить сундук драгоценностями и золотом, на которые будут содержаться семьи погибших воинов, и в дальнейшем пополнять его после каждого боевого похода. Выжившим и вернувшимся на родину воинам царица подарила по золотой пайцзе(которые в очень короткие сроки сделали искусные мастера), что стало впоследствии традицией. В последовавшей войне Кир был побежден. Воины, вернувшиеся из боевых походов, прикрепляли, свои пайцзы на сундуки своих жен и наполняли их трофеями.
Возможно с этой поры у саков предков нынешних казахов, появился новый вид декоративно-прикладного искусства называемый в наше время – чеканкой.
Слайд пайцзы.
Слайд Определение чеканки. Запись в тетрадь.
Слайд виды чеканки:
1.контурная чеканка (при помощи опускания фона,без выколотки рельефа)
2. плоскорельефная (низкий рельеф)
3. рельефная
4. объемная
5. ажурная (прорезная) чеканка
Слайд— металлы для чеканки.
— Знаете ли вы как выполняется чеканка?
— Какими инструментами?
— Как называется профессия человека который выполняет чеканку?
— какие виды металлов вы знаете? (черные и цветные),
— приведите примеры цветных металлов (медь, латунь, алюминий…),
— приведите примеры черных металлов (сталь и чугун)
— Какие металлы наиболее подходят для выполнения чеканки? Почему?
3. Объяснение новой темы:
Сегодня мы с вами продолжим знакомство с одним из видов художественной обработки металла – чеканкой.
Чеканка была известна еще в Древнем Египте, античной Греции и Риме, высокого совершенства она достигла в древнеказахском искусстве в 15-17 веках. В настоящее время чеканные панно вошли в оформление интерьеров общественных зданий, станций метро и т.д.
Так же как в России и в Казахстане чеканки применяются до настоящего времени в ювелирных изделиях, сундуках, только в национальном стиле, включая различные орнаменты.
Чеканки изготавливают из тонколистового металла, как цветного, так и черного (стали, если это простое декоративное изделие), желательно, чтобы металл был мягким.
Все изделия изготовленные ручным способом являются дорогостоящими.
Работы по выполнению чеканки выполняет мастер-чеканщик.
Слайд мастер-чеканщик.
Основным инструментом являются различные чеканы
(слайды).
При работе чекан (дюбель) держат в левой руке тремя пальцами, опираясь безымянным, мизинец свободен. Локоть должен быть на весу, что обеспечивает подвижность руки.
Чекан наклоняется слегка назад при ударах он легко будет двигаться вперед. В правой руке молоточек (желательно маленький). Какие удары будем наносить? (кистевые).
Чтобы чекан (дюбель) не испортил изделие его нужно сточить напильником и зачистить наждачной шкуркой.
Мы будем выполнять контурную чеканку – она наиболее выразительная и простая в изготовлении.
Вспомним правила ТБ с тонколистовым металлом.
Слайд.
При разрезании листового металла для чеканки или инкрустации ученики пользуются ручными ножницами. Вся работа по обрезанию заготовок производится обычно слесарными ножницами, длина которых не должна превышать 200-250 мм. Заготовки с криволинейными очертаниями обрезают специальными ножницами с изогнутыми лезвиями или обычными слесарными, вырубая мелкими зубилами (изготовленными из старых напильников) участки с крутыми изгибами. Нередко при резании металла одну из ручек ножниц зажимают в тиски. В таком случае одной рукой подается и направляется металл* (на этой руке должна быть надета рукавица), другой нажимают на подвижную ручку ножниц.
Практическая работа. Изготовление чеканки.
Вводный инструктаж. (Требования, которые необходимо соблюдать при выполнении работы: аккуратность, соблюдение правил ТБ, терпение, правильность рабочей позы, взаимопомощь, дисциплина, самоконтроль, саморегуляция).
Проверьте все ли необходимое для практической работы подготовлено. Возьмите инструкционную карту и проследите в каком порядке нужно выполнять работу.
работа учащихся: выполнение чеканки.
текущий инструктаж: в процессе работы оказывать необходимую помощь учащимся, указывая на их ошибки.
Физминутка. Ребята, вы наверное устали? Давайте прервемся и выполним небольшую разминку. Отложите инструменты и встаньте возле своих мест.
1. для глаз: посмотрите налево, направо, вверх, вниз, на кончик своего носа, вращение глазами по часовой, потом против часовой стрелки;
2. для шеи: наклоны головы влево, вправо, вперед, назад, вращение головой в одну, потом в другую сторону;
3. для плечевого пояса: руки на плечи – круговые движения плечами;
4. для кистей рук: круговые движения руками, сгибание и разгибание пальцев в кулак;
5. для мышц спины: потягивание с наклоном туловища назад и вперед;
6. для мышц ног: приседание.
заключительный инструктаж: проверить работы учащихся, указав на их ошибки, определить трудности. Если остается время выполнить частичную отделку: шлифовку, загнуть края. Можно закрепить на картон или деревянные подложки.
Подведение итогов урока, проверка выполнения практической работы, выставление оценок.
Урок по технологии на тему: «Чеканка» (7 класс)
Государственное общеобразовательное учреждение
средняя школа № 1 им. Г.М. Шубникова
Открытый урок
по технологии в 7 классе
на тему: «Художественная обработка металла. Чеканка».
Учитель технологии и черчения
Краснослабодцева З.С.
Байконур
7 а класс
Открытый урок.
Тема: «Художественная обработка металла. Чеканка».
Цели урока:
Образовательные цели урока: знать виды художественной обработки металлов, их применение, необходимые инструменты, правила безопасности при работе с тонколистовым металлом.
Развивающие цели урока: уметь работать с тонколистовым металлом по операционной карте, изготавливать чеканку, соблюдая правила безопасности, развивать познавательный интерес.
Воспитательные цели урока: воспитывать аккуратность при работе с металлом, бережное отношение к оборудованию.
Тип урока: комбинированный.
Объект труда: чеканка.
Оснащение: слайды, подкладные доски, тонколистовой металл, картон, бумага для рисунка, учебная таблица по безопасности работы с тонколистовым металлом, операционная карта на изготовление чеканки, образцы рисунков.
Инструменты: молоток, дюбель, линейка, карандаш, белила, кисточка, жесть.
Методические приемы: фронтальный опрос, иллюстрированный рассказ, «подбери необходимый инструмент» — игра, просмотр слайдов, работа с тетрадью, практическая работа с использованием операционной карты, индивидуальная помощь в процессе работы.
Ход урока:
Организацоинный момент:
проверка готовности учащихся к уроку.
тема урока записана на слайде.
определение темы, цели и задачи урока:
— какой материал мы изучаем (обрабатываем)? – металл.
— почти все о металле мы прошли осталась последняя тема. Каким видом обработки мы заканчивали изготовление изделий из древесины, чтобы оно было красивым?- художественной обработкой.
— художественная обработка бывает разной – значит мы должны познакомиться с их видами.
— чтоб пойти работать в мастерскую, что вы должны знать? – ПТБ
— в мастерской инструменты старые, работа должна получится красивой, что нужно для этого? – бережно и аккуратно выполнять работу.
Запишите тему урока в тетрадь.
Повторение пройденного материала:
фронтальный опрос:
— какие виды металлов вы знаете? (черные и цветные),
— приведите примеры цветных металлов (медь, латунь, алюминий…),
— приведите примеры черных металлов (сталь и чугун),
— почему сталь и чугун в народе часто называют железом? (сплав железа с углеродом),
— какие бывают виды сталей по составу (углеродистые и легированные), по применению (инструментальные, конструкционные, специальные), по качеству (высокого, обыкновенного и низкого качества). (можно примеры).
— как изменить свойство стали (термообработкой) — показ учебной таблицы.
— в каком виде выпускается на производстве металл? (тонколистовой и проволока),
— как это происходит? (способом проката) – показ слайда или учебной таблицы.
3. Объяснение новой темы: Виды тонколистового металла (слайды).
Записать в тетрадь: жесть (0,5 мм), станиоль (обертки шоколадок), золотая станиоль – сусальное золото (купола церквей), фольга (0.2 мм).
Сегодня мы с вами познакомимся с одним из видов художественной обработки металла – чеканкой. Видов художественной обработки много и некоторые из них вы знаете или слышали о них. ( чеканка, литье, ковка, мозаика с металлическим контуром – филигрань, ажурные изделия из проволоки и др.) Записать в тетрадь виды художественной обработки металла (слайды): ручное тиснение на фольге, пропильной металл, декоративные изделия из проволоки ,мозаика с металлическим контуром, филигрань, басма, чеканка.
Беседа о видах художественной обработки металла (тонколистового и проволоки) об их применении, показ образцов ювелирных изделий, чеканок, мозаики, филиграни.
В русском прикладном творчестве техника басмы зародилась в 10-11 веках. Она применялась для оковки различных изделий: рам для икон, переплетов книг, ларцов, сундуков и т.д. основу делали из древесины и на нее при помощи мелких гвоздей вбивали басму, сплошь закрывающую столярную конструкцию и превращающую изделие как бы в чеканное.
Сейчас для этой работы применяются матрицы (формы).
Чеканка же была известна еще в Древнем Египте, античной Греции и Риме, высокого совершенства она достигла в древнерусском искусстве в 15-17 веках. В настоящее время чеканные панно вошли в оформление интерьеров общественных зданий, станций метро и т.д.
Так же как в России и в Казахстане чеканки применяются до настоящего времени в ювелирных изделиях, сундуках, только в национальном стиле, включая различные орнаменты.
Чеканки изготавливают из тонколистового металла, как цветного, так и черного (стали, если это простое декоративное изделие), желательно, чтобы металл был мягким.
Все изделия изготовленные ручным способом являются дорогостоящими.
Работы с металлом выполняют люди разных профессий выберите из перечня профессий необходимые для изготовления чеканки: жестянщик, вальцовщик, волочильщик, слесарь- разметчик, инструментальщик, резчик металла, кузнец, штамповщик, сверловщик, сборщик.
Основным инструментом являются различные чеканы (слайды). Кроме него вам понадобятся и другие виды инструментов. Какие «попробуй угадай» — ребусы.
При работе чекан (дюбель) держат в левой руке тремя пальцами, опираясь безымянным, мизинец свободен. Локоть должен быть на весу, что обеспечивает подвижность руки.
Чекан наклоняется слегка назад при ударах он легко будет двигаться вперед. В правой руке молоточек (желательно маленький). Какие удары будем наносить? (кистевые).
Чтобы чекан (дюбель) не испортил изделие его нужно сточить напильником и зачистить наждачной шкуркой.
Мы будем выполнять плоскорельефную чеканку – она наиболее выразительная и простая в изготовлении.
Рассмотрим операционную карту:
№ п/п
Наименование операции
1
Изобразить рисунок без теней на листе бумаги. Оставляются поля 20 мм (для приклеивания).
2
Подготовить тонколистовой металл (вырезание ножницами по металлу, правка на правильной плите) оставляются поля 20 мм.
3
Опилить кромки заготовки напильником
4
Перевести рисунок на металл (покрыть белой краской, гуашью или белилами потом на нее положить копирку).
5
Выполнить чеканку по контуру рисунка (на подкладной доске или картоне).
6
Опускание фона с помощью чеканов-лощатников.
7
Отделка: затемнить и выполнить термообработку, патинировать, покрыть лаком, загнуть края.
Пояснение: некоторые отделочные работы мы, к сожалению, выполнить не сможем, т.к. для этого необходимо металл нагревать. У нас нет условий. И по ТБ школьникам не полагается выполнять эти работы. (аллергические реакции, ожоги и т.д)
Закрепление.
Назовите виды художественной обработки металла — ручное тиснение на фольге, пропильный металл, декоративные изделия из проволоки, мозаика с металлическим контуром, филигрань, басма, чеканка.
Приведите примеры изделий.
Какие инструменты, материал необходимы для изготовления чеканки.
Назовите порядок изготовления чеканки.
Вспомним правила ТБ с тонколистовым металлом.
При резании, правке, гибке, работе с молотком. (использовать учебные таблицы или видео).
Почему изделие должно быть без острых углов и кромок? С помощью какого инструмента их нужно удалить?
Если остается время рассказать о том, что для поделок можно применить консервные банки (слайды). Но категорически запрещено использовать банки от аэрозоля и бытовых отравляющих веществ – дихлофоса, карбофоса, лака для волос и т.д. ни в коем случае их нельзя разбирать и бросать в огонь.
Расписаться в журнале по ТБ.
2-й урок.
Практическая работа. Изготовление чеканки.
Вводный инструктаж. (На доске требования, которые необходимо соблюдать при выполнении работы: аккуратность, соблюдение правил ТБ, терпение, правильность рабочей позы, взаимопомощь, дисциплина, самоконтроль, саморегуляция).
Проверьте все ли необходимое для практической работы подготовлено. Возьмите инструкционную карту и проследите в каком порядке нужно выполнять работу.
работа учащихся: выполнение рисунка на листе бумаги, изготовление чеканки по карте.
текущий инструктаж: в процессе работы оказывать необходимую помощь учащимся, указывая на их ошибки.
Физминутка. Ребята, вы наверное устали? Давайте прервемся и выполним небольшую разминку. Отложите инструменты и встаньте возле своих мест.
1. для глаз: посмотрите налево, направо, вверх, вниз, на кончик своего носа, вращение глазами по часовой, потом против часовой стрелки;
2. для шеи: наклоны головы влево, вправо, вперед, назад, вращение головой в одну, потом в другую сторону;
3. для плечевого пояса: руки на плечи – круговые движения плечами;
4. для кистей рук: круговые движения руками, сгибание и разгибание пальцев в кулак;
5. для мышц спины: потягивание с наклоном туловища назад и вперед;
6. для мышц ног: приседание.
заключительный инструктаж: проверить работы учащихся, указав на их ошибки, определить трудности. Если остается время выполнить частичную отделку: шлифовку, загнуть края. Можно закрепить на картон или деревянные подложки.
Подведение итогов урока, проверка выполнения практической работы, выставление оценок.
Урок 3. рельеф и его виды. как придать поверхности фактуру и объём? — Технология — 3 класс
Технология. 3 класс
Урок № 3 «Рельеф и его виды. Как придать поверхности фактуру и объём?»
Вопросы:
- Что такое рельеф?
- Какие виды рельефа существуют?
Ключевые слова: Рельеф, барельеф, горельеф, контррельеф, фактура
Основная и дополнительная литература по теме урока: Е.А. Лутцева, Т.П. Зуева. Технология 3 класс. Учебник для общеобразовательных организаций – 4-е издание – 2016. М.: «Просвещение» — С. 18-27
Открытые электронные ресурсы по теме урока: Сайт центра технологического образования АО Издательство «Просвещение» (http://technology.prosv.ru)
Теоретический материал для самостоятельного изучения:
У скульптора небольшой выбор материалов для работы, их цветовые возможности невелики. Однако выразить настроение и характер образа ему помогают возможности фактуры материала и рельеф изображения.
Слово «рельеф» имеет французское происхождение и означает «выпуклое изображение на плоскости». Рельеф – это вид скульптуры, которая располагается на плоскости.
Фактура — природная особенность материала или поверхности предмета.
Фактура и рельеф являются видом поверхности. Однако рельеф – это скульптурная, сюжетная композиция созданная руками человека, а фактура – это природная особенность материала.
Рельеф сочетает в себе черты плоской и объемной статуи. У скульптора, работающего в рельефе, больше простора для фантазии, чем у мастера, создающего круглую скульптуру. Ведь в рельефе можно изобразить почти все, что доступно живописи и графике: горы, реки, деревья, облака на небе, дома. Именно в рельефе во все времена создавались многофигурные сюжетные композиции. Рельеф как разновидность скульптуры часто был связан с архитектурным сооружением. Великолепные рельефы украшали храмы Древнего Египта и Древней Греции, триумфальные арки Рима, средневековые соборы и дворцовые здания нового времени. Рельефы, будучи размещенными на стенах, порталах, потолках и арках, выполняют декоративные и сюжетные функции.
В зависимости от того, насколько фигуры возвышаются над поверхностью рельефы делятся на барельеф, горельеф и контррельеф.
Виды рельефа:
• Барельеф — изображение, немного выступающее над плоскостью. Барельеф часто используется на монетах и медалях, для внутреннего и внешнего украшения архитектурных сооружений.
• Горельеф — изображение, сильно выступающее над плоскостью. Горельефы часто используют для украшения архитектурных сооружений и декоративных изделий. Они позволяют отобразить многофигурные сцены, пейзажи.
• Контррельеф — изображение, врезанное вглубь, «вдавленное». Контуры и изображения словно процарапаны скульптором на поверхности того или иного материала.
Рельефы можно высекать из камня, лепить из пластичных материалов, вырезать из дерева, чеканить по металлу.
С древних времён люди в разных странах украшали свои жилища рельефами. А ещё они считали, что изображения фантастических страшных животных или особые узоры уберегут их жилища от злых духов.
Выполнить барельеф можно используя один из самых доступных материалов – пластилин.
Перед работой не забывай о правилах работы с пластилином.
1. Застели рабочее место клеенкой.
2. Во время работы пользуйся влажной салфеткой для вытирания.
3. Следи, чтобы пластилин не падал на пол и не попадал на одежду.
4. Если пластилин упал на пол или попал на одежду, то аккуратно соскреби его. Пятно потри влажной салфеткой.
5. После работы с пластилином вымой руки с мылом под теплой водой.
Для получения рельефов мастер использует разные приёмы. Приёмы часто ещё называют, художественными техниками.
Способы получения рельефов или приемы работы с пластилином.
1. Процарапывание;
2. Вдавливание;
3. Налеп;
4. Вырезание (многослойное).
В качестве инструментов можно использовать расчёску, формочки, зубочистки и т.д.
Использование стеков, ампулы шариковой ручки позволит выполнять декорирование или передать фактуру фантастического существа (чешуя, шерсть, колючки и др.)
Сегодня на уроке вы узнали что такое рельеф и фактура, какие существуют виды рельефов, научились использовать различные способы получения рельефов.
Разбор типового тренировочного задания
ТВ-5
Выберите из списка правильный ответ.
… – это разновидность выпуклого рельефа, в котором изображение выступает над плоскостью фона более, чем на половину объёма.
Варианты ответов:
Барельеф
Горельеф
Контррельеф
Рельеф
Стратегия выполнения задания:
1. Внимательно прочитайте вопрос, уловите его общее содержание, смысловую нагрузку, логику, последовательность.
2. Просмотрите сначала все варианты ответов, попробуйте обосновать фактами из изученного вами конспекта урока, объяснить и подтвердить каждую позицию знаниями.
3. Затем выберите верный ответ и проверьте себя.
Ответ: Горельеф
ТВ-6
Соотнесите изображение с видом рельефа.
Барельеф | |
Горельеф | |
Контррельеф |
Стратегия выполнения задания:
1. Внимательно прочитайте вопрос, уловите его общее содержание, смысловую нагрузку, логику, последовательность.
2. Просмотрите сначала все варианты ответов, попробуйте обосновать фактами из изученного вами конспекта урока, объяснить и подтвердить каждую позицию знаниями.
3. Затем добавьте подписи к видам рельефа.
Ответ: Варианты отражены верно
Чеканка на ногтях. Мк чеканка по металлу.
Чеканка на ногтях. Мк чеканка по металлу.
Техника чеканка пометаллу имитирует художественный рисунок на металлической фактуре, что особенно популярно осенью. Ногти под бижутерию.
Чеканку можно делать с любым материалом: глиттер, бархатный песок, пигменты и т. д на что хватит фантазии. По мокрому дотсом вырезаете. т. е. на липкий слой посыпаем пигментами, вырезаем узоры дотсем, мы сушим. Ещё очень здорово смотрится фольгой для литья
. Отпечатываете на весь ноготок, не просушивая делаете декор дотсом и в лампу, потом конечно все топом? Подслушаноманикюр.
Чеканка на ногтях, как делать. Техника создания эффекта драгоценного камня гель-лаком Masura
- Первым этапом проводим подготовку ногтевой пластины к покрытию гель-лаком: зашлифовываем ногтевую пластину и наносим обезжиривающее средство.
- Покрываем ногти базой под гель-лак и сушим в ультрафиолетовой лампе 2 минуты.
- Далее наносится черный гель-лак в качестве подложки и сушится в лампе также 2 минуты. Если использовать специальную черную базу, то под нее наносить прозрачную базу не требуется.
- Покрываем ногти гель-лаком Masura Драгоценные камни. Время полимеризации в лампе – 2 минуты.
- Наносим второй слой гель-лака Masura Драгоценные камни и подносим к нему магнит боковой стороной сначала вертикально на 1 секунду, а затем сразу горизонтально также на секунду. Вы моментально можете видеть, как магнитные частички создают красивейший перелив, мерцающий под разным углом наклона. Отправляем сушиться в лампе 2 минуты.
- Покрытие закрепляется прозрачным топом, который также сушится в лампе 2 минуты.
Примечание. Если вы используете базу и топ различных производителей, то внимательно изучите время полимеризации в разных видах ламп и в зависимости от их мощности, так как оно может отличаться.
Чеканка на ногтях пошагово. Техника создания эффекта драгоценного камня гель-лаком Masura
- Первым этапом проводим подготовку ногтевой пластины к покрытию гель-лаком: зашлифовываем ногтевую пластину и наносим обезжиривающее средство.
- Покрываем ногти базой под гель-лак и сушим в ультрафиолетовой лампе 2 минуты.
- Далее наносится черный гель-лак в качестве подложки и сушится в лампе также 2 минуты. Если использовать специальную черную базу, то под нее наносить прозрачную базу не требуется.
- Покрываем ногти гель-лаком Masura Драгоценные камни. Время полимеризации в лампе – 2 минуты.
- Наносим второй слой гель-лака Masura Драгоценные камни и подносим к нему магнит боковой стороной сначала вертикально на 1 секунду, а затем сразу горизонтально также на секунду. Вы моментально можете видеть, как магнитные частички создают красивейший перелив, мерцающий под разным углом наклона. Отправляем сушиться в лампе 2 минуты.
- Покрытие закрепляется прозрачным топом, который также сушится в лампе 2 минуты.
Примечание. Если вы используете базу и топ различных производителей, то внимательно изучите время полимеризации в разных видах ламп и в зависимости от их мощности, так как оно может отличаться.
Видео Чеканка на ногтях/Очень простой и стильный дизайн ногтей
Eastern Chasing and Repoussé Видео и электронная книга Виктории Лэнсфорд
Описание
Видео и электронная книга Eastern Repoussé и Chasing, часть серии учебных материалов «Методы металла мастеров бронзового века»
- Искусство молотка свободной рукой для создания детального скульптурного рельефа, известное как Восточный Репусс и чеканка, восходит к тысячелетиям древних египтян, греков и скифов.
- Желаете ли вы создать низкий или высокий рельеф, реалистичный или абстрактный дизайн, процесс восточного репуза даст вам полную гибкость и контроль для достижения ваших целей.
- Изучите древние техники восточной репутации и проработайте 4 проекта, которые проведут вас от линий и текстуры к одному из самых сложных рельефов.
- Научиться делать инструменты. Собственные инструменты Виктории были воспроизведены и также доступны для покупки.
Специальный «Разговор с мастерами», в котором Виктория берет интервью у своего учителя Георгия Гогишвилли и его учителя и отца Джемала Гогишвилли, обсуждая недавнюю историю техники, в то время как они демонстрируют работу в скульптурном масштабе - Purchase включает в себя загружаемую электронную книгу, чтобы держать соответствующие инструкции и пошаговые фотографии на вашей скамейке, членство в онлайн-форуме вопросов и ответов с Викторией, а также купон на скидку 10 долларов на наборы инструментов Eastern Repousse.(Смотрите бонусное видео после покупки через Vimeo).
- 4 проекта, различные уровни рельефа, изготовление инструментов (по желанию), расширенная информация о браслетах-манжетах, альтернативных материалах и т. Д.
- Продолжительность 5 ч. 20 мин. (Также доступен в виде DVD.)
Видео
Victoria делают даже сложные процессы обработки металлов доступными для студентов всех уровней подготовки ювелирных изделий и металлов, которые знакомы с пайкой серебром. Видео Vimeo по запросу доступны на любом устройстве, поддерживающем Vimeo, включая Mac / ПК, iOS, Android, Apple TV, Roku и другие.Учитесь в студии, на диване или в дороге. Видео можно загружать и смотреть со всех ваших устройств.
- Imagination Bodies Forth, книга художника в медном переплете с надписью от руки в восточном репуссе (фрагмент обложки)
Содержание
И.Введение
II. Скачать электронную книгу
III. Расходные материалы и поставщики
IV. Изготовление инструмента и подготовка питча
Изготовление инструментов
Инструменты для закупки
Подготовка стальных пластин, пластилина и чаши для смолы
V. Методы и проекты
Практика чеканки
Chasing Project
Базовый рельефный кулон
Создание плоскостей
Создание более высокого рельефа
VI. Дальнейшее обсуждение
Репусс с биметаллическими браслетами и браслетами мокуме-гане, обрамлением и манжетами
VII.Разговоры с Мастерами
Виктория берет интервью у своего учителя Георгия Гогишвилли и его учителя и отца Джемала Гогишвилли, обсуждая недавнюю историю техники, демонстрируя работу в скульптурном масштабе.
VIII. Галерея
Портфолио современных репуссе многих художников, в том числе Тома Мьюира, Нэнси Меган Корвин, Валентина Йоткова и Виктории Лансфорд.
Примерное время работы 5 часов 20 минут. Кодируется для всех регионов.
Bonus Online Q&A Support Forum: Покупка видео включает членство в специальном форуме для вопросов и ответов, поддерживаемом Victoria.
Ювелирное дело: Repoussé и Chasing — Сообщество производителей ювелирных изделий Ganoksin
Термины repoussé и chasing часто путают, и не без уважительной причины, поскольку эти две техники часто работают вместе. С таким же успехом можно подумать о «сползании и сползании», чтобы понять, насколько сложно дать четкое определение каждому процессу.В общем, мы можем думать о репуссе как о прежде всего рельефном процессе (трехмерно ориентированном), а преследование чаще как о технике глубокой печати (двухмерной или линейной).
Еще одно полезное разделение — думать о репуссе как о процессе, который создает рельеф без значительного изменения толщины исходного листа. Металл выталкивается и вытягивается, но, как показано на рисунке 10.35, его толщина остается той же. Это отличается от чеканки, когда способность металла сжиматься используется для создания рельефа.Некоторым областям разрешается оставаться на своей исходной высоте, в то время как прилегающие области уплотняются инструментами, чтобы сделать их ниже. Однако следует помнить, что эти две техники часто используются вместе.
Chasing имеет долгую историю использования в сочетании с литыми формами, где стальные штампы использовались для улучшения формы литого объекта. Это по-прежнему важная часть этого процесса. Репуссе, вероятно, был разработан не просто как декоративная техника, а потому, что контурная или гофрированная форма значительно прочнее плоской.Это означало, что можно было использовать более тонкий металл, что позволяло получать более крупные объекты или большую прибыль.
Эти техники имеют несколько общих свойств, в том числе то, что с ними можно работать с крошечными ювелирными изделиями, а также с большими архитектурными или скульптурными работами. В обоих случаях молотки используются для прижатия стальных инструментов, похожих на карандаши, к металлу, формирования или сжатия его, или того и другого. И репуссе, и чеканка могут быть легко обработаны на всех обычных ювелирных металлах, конечно, предлагая более ковкие металлы в качестве лучших кандидатов.Очень хорошо отзываются золото высокого карата, чистое серебро и медь, тогда как светлая латунь, нейзильбер и сталь требуют больших усилий.
Инструменты
Пуансоны
Инструменты, называемые пуансонами, используются как при репуссе, так и при чеканке, причем некоторые из них используются в обоих методах. Это стальные стержни различной толщины длиной около 10-15 см (4-6 дюймов), закаленные и отпущенные для сохранения своей формы на протяжении многих лет работы. Верхний конец, по которому ударяет молот, слегка скошен, чтобы в этой точке образовалась усеченная пирамида или конус.Это служит для фокусировки силы удара молотка.
| Рисунок 10.35 Формовка металла под напряжением и без напряжения. а) гравировка, б) штамповка, в) моделирование, г) начертание. |
Инструментальная сталь, обычно W1 или O1, разрезается по длине, формуется напильником и наждачной бумагой, затем закаляется и отпускается на конце до соломенно-желтого цвета. Хвостовик инструмента остается отожженным, что снижает удары по руке. Рабочий наконечник может принимать разные формы.Набор из 100 штампов не является чем-то необычным, учитывая, что для одного проекта часто требуется несколько размеров каждой формы. Некоторые из общих стилей показаны на рис. 10.36, но имейте в виду, что у каждого из них есть вариации, и каждый может потребоваться в нескольких размерах. Инструменты можно купить у поставщиков, но ювелиры, которые уделяют много времени этим методам, скоро обнаружат необходимость создавать особые формы для своих уникальных требований. Кажется, что каждый новый проект требует формы, которой почему-то не хватает, поэтому ваша коллекция ударов постоянно растет.
| Рисунок 10.36 Пуансоны различных форм и острые. a) и b) инструменты для облицовки c — e) моделирующие штампы, f) строгальный штамп, g) матирующий штамп, h) установочный штамп, i) полый или кольцевой штамп, j) шаблонный штамп, k и l) текстурированные или дизайнерские штампы . |
Когда требуется широкое плоское лезвие, заготовка инструмента может быть сначала подвергнута горячей ковке для получения заготовки необходимых размеров, а затем обработана напильником. Затем форма обрабатывается наждачной бумагой, чтобы гарантировать отсутствие острых краев или углов, которые могут разорвать лист, и, наконец, полируется.
Инструменты с квадратным или прямоугольным хвостовиком легче перемещать по металлу и более удобны в использовании. Подходящая длина инструмента — это личное дело каждого, но можно сказать, что если они такие маленькие, они теряются в руке, их трудно забить с уверенностью. Если они слишком длинные, они могут раскачиваться, что затрудняет точность.
Пуансоны общей формы делятся на следующие семейства, показанные на рисунке 10.36.
Вкладыши (также штампы для рисования или разметки)
Эти универсальные штампы используются для рисования линий, форм букв и контуров, которым позже придадут больший размер с помощью других инструментов (рис.10.36а и б). Наконечник инструмента имеет форму клина, но он «размягчен» или закруглен наждачной бумагой, чтобы он не прорезался. Широкие инструменты предпочтительнее для создания длинных прямых линий, потому что они, как правило, остаются прямыми. Узкие инструменты нужны в случаях, когда работаешь над небольшой конструкцией. Разновидностью этого инструмента является лайнер с плавной дугой, который используется для рисования изогнутых линий. Опять же потребуется несколько размеров.
Моделирующие штампы (штамповочные штампы)
Это, пожалуй, самая большая категория, поскольку в нее входят любые штампы, используемые для проталкивания металла (рисунок 10.36c, d и e). Их можно представить как пальцы, которые скульптор по металлическому рельефу использует для придания формы своему материалу. Большинство инструментов полируются, но большие формы могут остаться с наждачной бумагой, потому что слегка шероховатая поверхность будет лучше удерживать формируемый металл.
Строгальные пуансоны
Как следует из названия, эти пуансоны используются для сглаживания рельефа (или фона) так же, как строгальные молотки используются для сглаживания форм при подъеме. Эти удары (рисунок 10.36f) всегда хорошо отполированы и обычно имеют прямую стену, чтобы аккуратно доходить до области, где приподнятый участок соединяется с полом или основанием рельефа. При виде сверху строгальных пуансонов они могут быть квадратными, прямоугольными, круглыми, треугольными и так далее; опять же с идеей аккуратно проникнуть в укромные уголки, окружающие рельефное изображение.
Матирующие пуансоны
Эти полезные инструменты (рис. 10.36g) по форме напоминают строгальные пуансоны, но имеют другую поверхность, на которой нанесены текстуры или линии, оставляющие после себя характерную неотражающую или матовую поверхность.Они используются для создания контрастных областей тени, для маскировки следов, оставленных другими инструментами, и для создания поверхности, которая будет хорошо выдерживать обращение.
Матирующие пуансоны могут быть выполнены путем гравировки, вырезания, распиливания или нанесения рисунка меток на конец отожженной заготовки инструмента. Еще одно эффективное средство — сильно ударить мягкой заготовкой инструмента по старому напильнику — сталь оставит отпечаток на напильнике. Это делает инструмент полезным после того, как он был закален и отпущен.
Установочные пуансоны
Это специализированное семейство пуансонов (рисунок 10.36h) похожи на строгальные станки, за исключением того, что лицо установлено под углом, хотя и не обязательно таким крутым, как показано. При использовании по краю рисунка точка перехода между рельефом и полом делается очень четкой, что-то вроде обводки рисунка темной черной линией.
Полые пуансоны
Их тоже можно изготовить или купить (рисунок 10.36i). Они образуют закругленную бусину и наиболее эффективны при многократном использовании в непосредственной близости для создания общего рисунка.Его разновидность используется в японских металлоконструкциях и известна как узор с рыбьей икрой.
Пробойник (также называемый цепным инструментом)
Это показано на рисунке 10.36j и иллюстрирует не только конкретный инструмент, но и средства обеспечения равномерного зазора. В случае показанного инструмента (который может образовать неглубокую круглую воронку) первый удар создаст пару вмятин. Чтобы нанести второй удар, одна «ступня» инструмента помещается в существующую воронку, таким образом гарантируя равномерное расположение нового отпечатка.Продолжаем этот процесс, чтобы сделать декоративную линию или бордюр.
Марки
Это отдельная категория инструментов, которые на самом деле не являются инструментами для чеканки или восстановления, но будут перечислены здесь, потому что в общем виде они напоминают пуансоны (10.36l). И, как упоминалось ранее, возможно использование тиснения в сочетании с другими техниками рельефа.
Там, где штампы для чеканки и репуссирования создают различные формы в зависимости от того, как они используются, штампы имеют определенную форму и вдавливают ее в металл при ударе.В этом отношении их можно рассматривать как отношение к детским штампам. Изображение коровы можно использовать здесь или там, вверх ногами или вверх ногами, один раз или последовательно, но это всегда будет изображение коровы.
Пуансоны для дерева
Как вы могли догадаться, это не более чем альтернативные пуансоны, сделанные из кусков твердой древесины. У них есть тройное преимущество: они недороги, их легко формировать и не оставлять следов на работе. Они используются в любое время, но особенно удобны, когда требуются необычные формы, когда работа формируется вне чаши поля или когда требуются лишь тонкие корректировки.
Молоток для преследования
Даже самые лучшие удары будут неэффективными, если по ним не ударить должным образом молотком. Можно использовать любой небольшой молоток, но процесс значительно упрощается за счет использования инструмента, конструкция которого развивалась с 18 века, чтобы стать не только лучшим инструментом для этой работы, но и символом ручной работы ювелира с его типичной формой, которая проистекает из ( рисунок 10.37).
| Рисунок 10.37 Преследование пуансонами и молотком по чаше поля. |
Правильный молоток достаточно легкий, чтобы его можно было использовать в течение нескольких часов без напряжения, но достаточно тяжелый, чтобы выполнить свою задачу. Он закреплен на тонкой пружинящей ручке из крупнозернистой древесины гикори или яблони. Это позволяет молотку почти незаметно бить в руке пользователя, придавая повышенную силу каждому удару. Ручка вырезана так, чтобы удобно лежать в руке, гладко отшлифована и покрыта льняным маслом, чтобы сделать ее удобной.
Лицо молотка не закалено, что позволяет пуансону оставлять на нем микроскопические вмятины в момент контакта.Закаленный молоток устоит перед инструментом; удар под углом отклонил бы удар вбок. Торцевая поверхность молотка значительно больше, чем можно было бы ожидать для его веса, как правило, размером не менее 28 мм в поперечнике (1 1/4 дюйма)
Шаг
Репуссе и чеканка требуют, чтобы металл был хорошо закреплен на достаточно прочном поверхность для работы. В обоих случаях делает работу ювелирный пек. Он состоит из трех основных ингредиентов или категорий ингредиентов.
- Смола — первоначально остаток, полученный из древесных смол, но теперь также рассматривается как нефтепродукт.
- связующее — добавляется кирпичная пыль или сухая штукатурка, чтобы смола была более плотной.
- смазка — льняное масло, пчелиный воск или жир добавляются для смягчения смолы.
Смол можно купить готовым к употреблению или сделать из перечисленного выше сырья по рецепту, состоящему из 3 частей пека, 2 частей связующего и 1 части смазки. Эти ингредиенты смешиваются в выбрасываемой кастрюле при слабом огне и перемешиваются палочкой до однородного состояния.Смола может загореться, если она станет слишком горячей, поэтому не оставляйте кастрюлю без присмотра. (Помните те факелы из фильмов о Франкенштейне? Они были сделаны из смолы.)
Даже при покупке смолы у поставщика с хорошей репутацией, вероятно, потребуется настроить ее в соответствии с вашим личным стилем работы и климатом в вашем районе. Добавьте больше смазки или связующего, чтобы придать смоле необходимую консистенцию. На хорошей подаче удар шаровой головкой дает небольшое углубление без растрескивания поля.
Смола наливается в неглубокую коробку из листового металла (например, форму для выпечки) для работы с плоскими предметами, такими как противни, и в тяжелую стальную кастрюлю при работе с небольшими предметами. Кастрюля традиционно изготавливается из чугуна, что придает ей такой вес, который позволяет ей устойчиво стоять на скамейке. Чтобы сберечь смолу, горшок заполняют, по крайней мере, наполовину штукатуркой, цементом, свинцом или кусками кирпича, причем этот слой покрывают свежей смолой на глубине, достаточной для удержания работы. Горшок устанавливается на кожаную подушку или резиновую шину тележки таким образом, что его можно наклонять в любом направлении во время работы.Это позволяет удерживать инструмент в вертикальном положении, даже если угол удара по металлу находится под наклоном.
Хотя это и не так функционально, но можно также модифицировать другие полужесткие поверхности. Было обнаружено, что мягкое дерево, войлок, резина и кожа работают. В этих случаях изделие нельзя прикрепить к поверхности, поэтому полезно иметь помощника, который будет держать металл во время работы.
Punch Usage
Несмотря на набор инструментов, описанных выше, мы можем разделить действия репуссе всего на три категории: подкладка, моделирование и установка.
Подкладка
Подкладка, также называемая трафаретом, использует вырубки в форме долота для очерчивания формы для репуссе, рисования букв и создания линейного узора или орнамента. Используемые инструменты выглядят как тупые долота. При работе на твердой поверхности можно вырезать линию, которая очень напоминает выгравированную линию, хотя чеканка не позволяет легко сделать изящный ход от широкого к узкому. При работе на слегка податливой поверхности, такой как смола, лайнер создает фантомное изображение на обратной стороне.Это особенно полезно в качестве отправной точки для репутации.
| Рисунок 10.38 Правильное положение для удержания пуансона. |
Удары удобно удерживать между большим, указательным и средним пальцами, как показано на рисунке 10.38. Мизинец опирается на поле, чтобы поддерживать инструмент и удерживать руку. Инструмент держат не совсем вертикально, а скорее под небольшим наклоном. Это позволит без усилий продвигать инструмент по его траектории — при правильном наклоне.Если инструмент расположен слишком вертикально, он не сможет двигаться; если он наклоняется слишком сильно, он будет прыгать, оставляя промежутки между точками соприкосновения и образуя пунктирную линию. Метод проб и ошибок используется для определения правильного угла. Когда вы этого добиваетесь, кажется, что инструмент движется вперед сам по себе.
Удары молотком также должны происходить легко, рука и плечо должны быть достаточно расслаблены, чтобы вы могли продолжать в течение нескольких часов без усталости. Молоток должен двигаться от руки, а не от запястья или предплечья.Этот удар будет последовательно наносить крошечные сфокусированные удары до конца инструмента. Если вы хотите попробовать все не так, крепко возьмитесь за ручку, напрягите мышцы рук, позвольте вашему запястью покачиваться из стороны в сторону и положите указательный палец на ручку. Результатом будет разочарование и усталость!
По сравнению с гравировкой, чеканка освоить сравнительно легко. Однако это не означает, что в практике нет необходимости. Предлагается, чтобы новичок посвятил несколько часов вырезанию линейных шаблонов, показанных на рисунке 10.24. С опытом вы почувствуете почти волшебный эффект, когда инструменты, процесс и намерение безупречно сливаются воедино. Это того стоит!
| Рисунок 10.24 |
Repoussé
Этот процесс разгрузки, иногда называемый моделированием, в полной мере использует пластичность металла, чтобы выталкивать и вытягивать его в рельеф. Первый шаг — нарисовать желаемый контур на отожженном металлическом листе стойкими чернилами. Затем, когда металл находится на поле, он проходит или отслеживается с помощью лайнера.Это дает эффект начала рельефа, поскольку лист больше не является идеально плоским, а имеет неглубокий контур. Возможно, что более важно, когда лист нагревается и снимается с поля, будет видно, что изображение перенесено на обратную сторону.
Не отжигайте металл на этом этапе. Закаленные линии закрепят форму, поскольку области между ними агрессивно обрабатываются с шагом, чтобы придать им размер. Установите кусок обратно в смолу вверх дном, протягивая теплую смолу по краям металла здесь и там, чтобы зафиксировать ее на месте.
Круглые штампы для репуссе или ударные штампы используются для проталкивания металла на максимальную глубину. В зависимости от конструкции на этом этапе могут потребоваться большие инструменты и тяжелые молотки для быстрого перемещения металла. Хотя внимание уделено форме, доработка будет позже. Теперь намерение состоит в том, чтобы создать достаточную высоту, чтобы обеспечить материал для моделирования спереди, которое будет позже.
Можно использовать пластилин, чтобы снять слепок со спины, который даст представление о том, как развивается форма.Когда кажется, что вы приближаетесь к достаточной глубине, или когда металл достаточно затвердел, чтобы вырваться из смолы, удалите металл, растворите лишнюю смолу в керосине и отожгите изделие. На этом этапе может потребоваться также немного нагреть смолу, чтобы позволить ей стечь обратно на ровную поверхность. Будьте осторожны, чтобы не нагреть смолу до дыма или пузырей. Это указывает на то, что масло испаряется, что приведет к образованию хрупкой смолы.
Отожженная и очищенная деталь устанавливается обратно на поле, на этот раз правой стороной вверх, и продолжается работа с пуансонами для улучшения формы.Хотя мы обычно думаем о металле как о жестком материале, репуссе учит нас его огромной пластичности. Можно моделировать и «стирать» формы по мере того, как вы чувствуете свой путь в дизайн, процесс, к которому нужно привыкнуть.
Работа продолжается таким образом, переворачивая лист и работая попеременно спереди и сзади по мере развития рельефа. При необходимости отожгите и используйте любые штампы, чтобы придать желаемую форму.
Плоский лист, окружающий репуссированное изображение, неизбежно будет искажен и слегка оконтурен.Чтобы сгладить его, установите панель на твердую плоскую поверхность, например, наковальню, и обработайте фон деревянными пробойниками. Если эта область, пол рельефа, идеально ровный, создаст визуальный контраст, подчеркивающий рельеф. Также можно выпилить смоделированный участок из листа, в этом случае края слегка забиваются и гладко подпиливаются.
Альтернативная обработка, в которой смягчается переход от плоского фона к рельефу репусса, также является привлекательной.В этом случае округлые деревянные инструменты используются для сглаживания листа без ударов точно в том месте, где рельеф встречается с полом. В случае неглубокого рельефа все формирование может быть выполнено со спины, оставляя форму, которая смягчается, как фигура, задрапированная волнистой тканью.
Примеры Repoussé
Пример 1
| Рисунок 10.39 Серебряная брошь. Чеканный и тисненый дизайн. (Герханд Хербст, Веймар) |
| Рисунок 10.40 Этапы преследования броши. |
Брошь, показанная на рис. 10.39, показывает комбинацию репуссе и чеканки при использовании на небольшом предмете. Первый шаг — вырежьте кусок металла немного больше, чем предполагаемая брошка, и загните стороны примерно на 5 мм по периметру, рисунок 10.40a. Это придаст устойчивости форме во время моделирования. Маленькая коробочка заполнена смолой, при этом необходимо следить за тем, чтобы в ней не было пустот и пузырьков воздуха, и дайте детали остыть.
Плоская поверхность смолы нагревается, чтобы смягчить ее, затем ящик устанавливается на место смолой вниз, где он надежно соединяется с теплой смолой в чаше. Этот метод гарантирует, что лист металла полностью поддерживается смолой. Отсюда шаги следующие:
- Внешние канавки нарисованы на верхней поверхности коробки, которая фактически является передней частью броши, с подкладкой (рис. 10.39a и b).
- Затем поле нагревается достаточно, чтобы можно было поднять ящик.Его держат над чашей для смолы и нагревают ровно настолько, чтобы смола, оставшаяся в ящике, стекала обратно в чашу. Деталь очищается, и ее края сгибаются в противоположном направлении, образуя похожую коробку, но на этот раз так, что поверхность, которая была только сверху, теперь становится внутренним полом коробки. Его снова наполняют смолой и снова закрепляют в нагретой смоле чаши.
- Пока смола еще мягкая, переднюю сторону броши забивают строгальным молотком с короной, чтобы получилась неглубокая тарелка (рисунок 10.40c).
- Рисунок, в данном случае пара стилизованных животных, обведен линером на внутренней стороне этой формы блюда, как показано на рисунке 10.40d.
- Деталь вытаскивают из поля, очищают и обрабатывают сзади маленькими закругленными кулаками, чтобы увеличить объем, необходимый животным.
- После очистки и отжига. Фигура возвращается на поле, на этот раз правой стороной вверх. Передняя часть теперь закончена с использованием всех необходимых ударов, чтобы создать детали, текстуры и контрасты, которые наилучшим образом служат дизайну.На последнем этапе лишний лист отпиливается, а края сглаживаются напильником.
Пример 2
- Кусок листового металла обрабатывают кольями с помощью молотков или молотков для получения формы, подобной ложке.
- Терминальная колодка припаивается в области лба.
- «Заготовка» вдавливается в теплую смолу вверх ногами. Брови и складки щек выделены прорисованными линиями; область носа выталкивается закругленными пуансонами.
- Деталь снимается, очищается и устанавливается обратно в поле, на этот раз правой стороной вверх.Впадины для глаз и части между носом и подбородком отодвигаются с лицевой стороны формирующими штампами. Нос сформирован и смоделирован; обводненные контуры выкованы и уточнены.
- Деталь снова поднимают, очищают и возвращают на поле, где веки и губы обрабатываются с тыльной стороны. При необходимости нос дорабатывают дальше.
- В завершение детали выпиливаются проушины и рот, форма вырезается с фланца и прикрепляется задняя пластина.
| Рисунок 10.41 Серебряная маска. (Герхард Хербст, Веймар) |
Пример 3
| Рис. 10.42 Богато украшенная геральдика, сделанная как упражнение по преследованию. (Йоханнес Крецшмар, Дрезден) |
| Рисунок 10.43 Орнаментальные формы в стиле рококо. (Йоханнес Крецшмар, Дрезден) |
Две пластины, показанные на рисунках 10.42 и 10.43 иллюстрируют виды живых рельефов, которые можно создать с помощью простых шагов подкладки, моделирования и установки. Обратите внимание, что деталь на рисунке 10.42 показана с обратной стороны, но все же производит стимулирующий визуальный эффект.
| Рисунок 10.44 Серебряный кулон, чеканка произвольной формы. Немецкая работа 16 века. (Музей ремесел, Лейпциг) |
| Рисунок 10.45 Передвижной бритвенный набор.Чеканное серебро. Немецкая работа около 1870 года. (Частное собрание) |
| Рисунок 10.46 Ручка серебряной чеканной палочки (деталь). Китайская работа, 2-я половина 19 века. (Частная коллекция) |
Чтобы добиться такого пластичного изображения, нужна практика. Они также требуют времени даже для профессионального работника, что, вероятно, объясняет, почему репуссе является одной из тех традиционных техник, отнесенных к Списку исчезающих видов.В дополнение к тому факту, что нет лучшего способа обучения пластичности металла и даже не говоря уже о восхитительных эффектах, которые могут быть достигнуты, стоит отметить, что время, потраченное на работу с репуссе, особенно полезно для ювелира. Этот процесс представляет собой синтез дизайна, чувствительности, техники и ловкости рук. Нет ничего лучше, чем увидеть, как изображение оживает из листа металла. Каждый студент может разделить это волнение!
10+ отличных вещей, которые нужно знать о поиске металла | Ювелирные изделия
Если вам нравится обрабатывать металл руками, чеканка и чеканка для вас.Эти высокоэффективные, но не технологичные, эти двойные техники представляют собой суть перемещения металла в его самом элементарном виде: добавление объема и глубины вашему листу с каждым ударом молотка по выбранному вами инструменту. А поскольку вы просто выталкиваете кусок листа, вы можете создавать солидно выглядящие украшения, не увеличивая вес. Ваш законченный дизайн также будет выполнен без увеличения затрат на металл.
Различные пуансоны для различных эффектов
Как видите, существует множество различных инструментов для поиска, с которыми вы можете работать.Вот краткий обзор того, как Хелен Дриггс хранит свои удары в зависимости от того, какой эффект они производят на кусок металла.
«Подобно более крупным формующим инструментам, пробойники показывают вам, что они будут делать, если вы посмотрите на форму их лица», — объясняет Хелен. «Я держу пуансоны в маленьких баночках, чтобы я мог положить их на скамейку так, чтобы рабочий конец был обращен ко мне. Тогда я могу легко выбрать тот, который мне нравится.
«Итак, — продолжает она, — все вкладыши вместе, затем все полозья, подрезчики и т. Д.А какие они?
Читайте дальше.
“ Прямые штампы для лайнера создают резкие складки и используются в первую очередь для контуров дизайна. Вы должны иметь под рукой несколько вариантов ширины и толщины, чтобы эффективно работать в ограниченном пространстве или со сложными конструкциями.
“ Изогнутые штампы для вкладышей работают так же, как и прямые штампы, но предназначены для создания изогнутых или волнистых линий. Имеют несколько степеней изгиба: от резкого до пологого и от узкого до широкого.
“ Специальные штампы. Матирующие и текстурные штампы используются для создания контраста поверхности на чеканных формах. Обычно они используются на фоне или на фланце чеканной детали.
“ Установочные пуансоны можно использовать для чеканки и установки камня. Чаще всего они прямые и клиновидные. Часто у них очень острые или четкие края, которые следует размягчить наждачной бумагой, чтобы избежать образования вмятин на работе. Они используются в погоне за подрезкой формы ».
Есть еще куча других способов погоняться за ударами, но идею вы поняли.
В погоне не забывайте. . .
ФОТО: ДЖИМ ЛОУСОН
Теперь давайте посмотрим, что Хелен рекомендует использовать инструменты для преследования. Вот три основных совета, которые следует помнить всякий раз, когда вы берете в руки инструмент для охоты.
- «Толкай, не сокращай. Погоня — это не штамповка. Используйте чеканку, чтобы толкать металл, а не разрезать его.
- «Держите инструмент под углом, прямо над поверхностью работы. Удар будет действовать как острие отбойного молотка ».
- “Размер для вашей ручки.Используйте ленту для теннисных ракеток, чтобы утолщить стержень слишком узкого пуансона ».
В банк
ФОТО: Том и Кей Бенхэм
Том и Кей Бенхэм, которые на протяжении многих лет отвечают на ваши вопросы и дают советы по огранке драгоценных камней и обработке металлов в колонке Lapidary Journal Jewelry Artist’s Ask the Experts, в последние годы стали большими поклонниками чеканки и репуссирования.Как и в каждой задаче, к которой они подходят, Том и Кей действительно погрузились в эту тему и узнали о ней столько, сколько могли, и продолжают искать лучшее понимание и новые способы улучшить свои навыки преследования.
Традиционный способ обработки металла при чеканке — положить его на смягченную смолу, которая обеспечивает опору для металла с небольшой податливостью. «Одна из первых вещей, которые вам нужно знать, прежде чем пытаться преследовать, — говорят Том и Кей, — это как подготовить металл перед тем, как поместить его в котел для смолы, как удалить металл из поля, а затем как его подготовьте его, чтобы вернуться на поле для следующего раунда погони.”
The Gist
Вот основная процедура, которой они следуют для нанесения металла на смолу. «Чтобы подготовить металл, сначала нанесите легкий слой кулинарного спрея на одну сторону серебра или другого металла и отложите в сторону. Мы предпочитаем кулинарный спрей в качестве разделительного средства. Мы пробовали бальзам для губ и минеральное масло, но спрей для приготовления пищи особенно хорошо работает с зеленым оттенком зеленого цвета, который мы использовали во многих проектах.
«Нагрейте смолу, установив слабую тепловую пушку. Прогрейте металл, придерживая его за угол плоскогубцами.Быстро и осторожно положите металлическую поверхность распылителем вниз на теплую смолу. Используйте резиновые ручки плоскогубцев, чтобы вдавить металл в нагретую смолу, чтобы он хорошо застыл. Используйте влажные пальцы или смоченную в воде мешалку для краски, чтобы вдавить смолу вокруг серебра, но не поверх металла ».
В чем разница?
Эта серебряная манжета из серебра Argentium от Tom and Kay Benham демонстрирует измерение, созданное как чеканкой, так и репуссе. ФОТО: ДЖИМ ЛОУСОН
Что мы имеем в виду, говоря, что преследование и репуссе — это двойные техники? Они оба толкают металл, используя одну и ту же настройку: поместите инструмент для чеканки лицевой стороной вниз на металл и ударьте молотком по противоположному концу, чтобы сила вашего удара передавалась через инструмент в лист.
Разница в том, какой эффект вы увидите. Repoussé выталкивает металл с точки зрения зрителя, то есть поверхность обрабатывается сзади и выглядит как рельефная спереди, в то время как погоня толкает металл спереди, который кажется вдавленным внутрь или с более низким рельефом, чем исходная точка.
Так начни гоняться прямо сейчас
Откройте для себя инструменты для охоты, от базовых до специализированных, и дополнительные советы о том, как преследовать, научитесь многократно вытаскивать свой металл как из поля, так и за его пределы, а также находите вдохновляющие проекты, которые проведут вас через создание законченного украшения в нашей гоночной и коллекция репуссе!
Мерль,
Редактор, Граничный журнал Ювелирный художник
Приобретайте чеканные и репуссированные товары уже сегодня в нашем магазине!
Учебное пособие по технике Repoussé
Из этого урока по ювелирным украшениям вы узнаете, как обработать заднюю часть спинки для создания рельефа на металле этих двухцветных золотых колец.
Эти репуссированные кольца приобретают свою индивидуальную, совершенно уникальную органическую текстуру и форму благодаря использованию шариковых ударов и инструментов для вытягивания и обработки металла на обратной стороне для создания смелого стиля с высоким куполом. Очень гладкая поверхность или глубокая рельефная текстура — на любой вкус.
Это основная чаша с твердым смолом, которая используется для «рыхлых» работ по репуссе.
«Свободный» поясняется далее.Чаша — всего лишь одна из тех чугунных кастрюль.
Сначала я раскатываю кусок 18-каратного желтого золота толщиной от 0,75 до 1,5 мм, в зависимости от того, хочу ли я выложить сетку позже или установить в трубы и т. Д. Для мощения потребуется металл немного большей толщины. На фото показаны некоторые удары, которые я использую. Я делаю удары из 6-дюймовых гвоздей, или, как на картинке, боек пушки внизу.Обратите внимание на то, что ударник смягчился за счет отжига ударной стороны. Это справедливо для любых автомобильных или механических частей оборудования, которые используются в процессе обработки молотком, например, таких как клапаны для разглаживания предметов. И хотя это учебник «продвинутого» типа, никогда, никогда не забывайте надевать защитные очки.
Я рисую рисунок на золоте непосредственно карандашом. Если это сложный дизайн, я бы распылял легкий слой прозрачного лака, чтобы карандаш не стирался.Я не «расплавляю» золотую пластину на поле, как при традиционном репуссе этого типа колец. Этот «свободный» метод заимствован из репусса с использованием титана на груде ковровой плитки или куске дерева. Нет смысла пытаться переплавить титан в смоле. Вы должны бить так сильно, что поле отпускает слишком рано. Когда я перекрашиваю титан, я использую только ковровую плитку из мастерской и древесину среднего сорта. И толстые удары, и тяжелый молоток. И защитные очки.
Свободно перемещайтесь по карандашным линиям с одной стороны. Я не должен беспокоиться о том, чтобы сделать гладкую перфорированную линию.Маленькие неровности сделаны с помощью шарикового перфоратора 4 мм.
А потом с другой стороны. Центральную часть выковывают большим пуансоном, скажем, 6-8 мм, снова и снова, постоянно отжигая. Когда я отжигаю, мне очень нравится погружать горячий кусок в раствор слегка разбавленной аккумуляторной кислоты. (Серная кислота) Но пары мерзкие, и через некоторое время ваша одежда будет выглядеть как кружевная вышивка.
Бисульфат натрия справляется со своей задачей.
Бьется все больше и больше. Если, как на картинке, изделие начинает изгибаться антикластическим образом, то есть выпуклая часть на изнаночной стороне, отжиг и осторожная обработка молотком вернут его обратно к противоположному или правильному кругу. Повторяю… С большим отжигом.
Как это.Приходит время, когда вы решаете, что «сейчас» — время полностью завершить его.
Тогда приходит время отрезать края. Я использую черный маркер, чтобы сделать его шероховатый край, а затем прокалываю внешний край черного. Это дает мне возможность нажимать на кольцо, не касаясь «купола». Я также обрезал края, потому что так легче согнуть последнюю милю перед пайкой.
После того, как кольцо запаяно, оно нарезается на триблет с помощью шарикового пробойника. Я прорабатываю край с помощью шарикового перфоратора на тройнике. Я также придаю «куполу» более сбалансированную форму, постукивая внутрь и «обрушивая» купол на триблет. Мне нравится кованый вид, и действительно, на 18kt сложность не в том, чтобы полностью отполировать, а сделать его гладким….
Внутренний рукав из белого золота изготовлен по размеру.Не забудьте утрамбовать металл, прежде чем он согнется. Я использую смесь 77% чистого золота, 15,4% палладия и 7,6% чистого серебра, чтобы получить очень ковкое белое золото. Соединение выполняется с очень малым допуском, при этом для самого прочного соединения используется минимум припоя. Самое главное, что косяк. С учетом того, что изгиб и расширение появятся позже, вы не хотите, чтобы он начал рваться.
Втулка вставлена в кольцо 18kt, максимально плотная посадка.Также я убеждаюсь, что внешняя поверхность кольца из белого золота и внутренняя часть восстановленного изделия чистые и не содержат оксидов. Обратите внимание, что желтое золото еще не закончено. Скорее применяется фундаментальный принцип упрощения работы. А именно, если вы не хотите оставлять отметку на металле, не наносите ее туда. Обычно жесткое усилие менее точное, чем многие метчики среднего размера.
Шаровым ударом начинается обработка.Отныне отжигаю очень и очень часто. Мне нравится выравнивать паяные соединения, поэтому, если мне придется изменить размер позже, это упростит задачу. В данном случае под простыми подразумевается пайка белого и желтого золота. Таким образом, сначала можно спаять белое золото, а затем желтое золото. Подобрать размер нескольких металлов всегда немного сложнее.
Оригинальная полоса из белого золота подпиливается параллельно перед началом чистки. Если вы подпилите его до конуса по форме желтого золота, а затем начнете шлифование заново, то чистка будет неравномерной и, как правило, будет разрываться в нижней части конуса.
На этом этапе белое золото достаточно расклешено, и теперь я подпишу его на конус желтого золота. Ремешок из желтого золота плотно удерживается за счет раструба, но будьте осторожны, приправляя белое золото конусом. Два конуса могут закручиваться не параллельно, когда вы напиливаете, потому что центр вышел из строя и скручен вбок. Затем вы быстро перепиливаете и начинаете снова.
Теперь начнем пережигать белое золото. Малые метчики с полированным полукруглым молотком по отожженному золоту самые простые. У меня есть небольшой молоток с двумя разными патронами, которые я заточил и отшлифовал. Я также ударил по своей плоской стальной пластине, медленно сгибая кромку из белого золота и, надо сказать, все время отжигая …
Кромки на тройнике также загнуты с показанным профилем молотка.
Я попал с двух сторон по тройнику, сверху и снизу. Затем я переворачиваю кольцо и снова ударяю сверху вниз.
Пока он не станет плотным и плоским. Тщательная обработка молотком может сделать белое золото волнистым. На этом этапе я отжигаю и закаливаю в Bi-Carb и воде. Я окунаю его в кислоту только при комнатной температуре. (для фото) Никакой реальной причины, так как я все равно собираюсь просверлить в нем отверстия.
Белое золото отполировано полированным молотком и при этом оставлено. Я аккуратно удалил следы инструмента в желтом центре резиновым колесом, но оставил все неровности от ударов шара.
Кольцо выполнено в цыганском стиле. Это только одна возможность. Я успешно выполнил настройки трубки, когтей и мою любимую модель — pave. Различные дизайны можно увидеть в конце этого урока.
На этом рисунке показан другой дизайн. Впрочем, принцип тот же.
Однако на этот раз я напилил белое золото на конус, прежде чем закруглить его. Причина в том, что если дно достаточно широкое, паяное соединение не порвется.
Обточка (загиб) белого золота.Обратите внимание на следы на дереве. Он обеспечивает «податливую» поверхность и не выравнивает нижнюю сторону.
Как добраться. Почти готов накалить его на желтое золото
На этом развальцовка закончена, а затем просверливается отверстие для установки трубы. На картинке этого не видно, но есть разрыв между желтым и белым золотом.
Трубка запаяна. Припой из белого золота снизу и припоя из желтого золота сверху. Я знаю, что трубка выглядит немного «как труба», но после того, как она установлена подходящим камнем, она довольно хорошо приживается. Я использовал конический блок (17 градусов), чтобы придать трубке форму конуса. Таким образом, я могу установить камень на самую низкую высоту с наименьшим отверстием в корпусе кольца. Камень, так сказать, затмевает «след» трубы.
Ламинированное кольцо из серебра и меди, которое «одето» изнутри, чтобы не обесцветить кожу, как при изготовлении рукава, описанном в этом руководстве.
Другие интересные и сложные проекты
Если у вас есть какие-либо вопросы или вы хотите получать уведомления о новых опубликованных обучающих материалах, напишите мне по электронной почте.
Chaser — Центр ювелиров
Чеканщик — специалист по серебряному делу, который усовершенствовал дополнительные навыки чеканки и репуссе; приемы нанесения объемного орнамента на лицевую и изнаночную поверхность изделия.
Охотники используют инструменты, включая молотки и фасонные стальные штампы, для украшения лицевой стороны металлического предмета, придавая ему форму и форму.Репуссе или тиснение — это процесс обработки металла с обратной стороны для придания большего рельефа. Эти две техники часто чередуются, чтобы получить законченный дизайн. Чеканка работает в ковком металле, таком как
или же
медь
при желании украсить произведение. Их инструменты позволяют им поднимать, вдавливать или отодвигать металл без удаления какого-либо материала.
«Чеканка — одна из древнейших форм металлического декора. Золотая маска мумии Тутанхамона была сделана в этой технике.”
Какие личные качества пригодятся охотнику?
Чтобы быть чеканщиком, вам необходимо:
- Интересуюсь ремеслом, дизайном и работой с металлами
- Хорошо умеет работать руками — вам потребуется хорошая ловкость рук, так как вы будете использовать различные инструменты для создания замысловатых узоров
- Творческий и художественный — нужно уметь рисовать и переводить дизайн в металл. Также важно уметь преобразовывать двухмерные конструкции в подходящие трехмерные работы
- Комфортная работа на открытом огне и загрязнение, так как вы будете работать со смолой, смесью битума (гудрона) и гипса
- Терпеливый и самодисциплинированный, способный работать над проектом в течение продолжительных периодов времени
- Перфекционист
- Способен объяснить и рассказать о своей работе; для передачи ваших идей и требований
- Возможность адаптации и изготовления ваших собственных инструментов, когда это необходимо для работы
Охотники выиграют от наличия
фон, позволяющий лучше понять, как ведет себя металл.Также будет полезно, если вы знаете о других методах, таких как
гравировка
или полировка, которую можно использовать вместе с чеканкой. Вам нужно проявлять творческий подход не только к дизайну, но и к инструментам, которые вы используете. Известно, что исключительные чеканщики создают свои собственные удары, которые позволяют им создавать уникальные орнаменты.
Какой будет моя трудовая жизнь охотника?
Охотники работают в мастерской или студии, обычно за верстаком. Вы можете работать на себя или работать в компании.Если вы работаете в компании, вы являетесь частью команды, получаете зарплату и имеете фиксированный график работы, обычно с понедельника по пятницу.
Если вы работаете не по найму, у вас может быть мастерская дома или совместно с другими мастерами. Как надомный работник, работающий не по найму, вы будете напрямую взаимодействовать со своими клиентами, чтобы создавать индивидуальные изделия, или к вам может обратиться компания с дизайном, который вам будет поручено воплотить в металле. В качестве альтернативы вы можете решить создавать и продавать свои собственные изделия.Дизайнеры могут продавать свои изделия через галерею, торговую площадку или напрямую покупателям, например, на ярмарках ремесел. В этом случае вам нужно будет развить хорошие навыки ведения бизнеса, финансов, маркетинга и межличностного общения.
В своей работе вы должны уметь соблюдать отраслевые требования по охране труда и технике безопасности; понимать правила безопасного хранения, обращения и утилизации вредных материалов, используемых в мастерской, включая риски, связанные с использованием смолы; знать, как безопасно эксплуатировать и обслуживать ваши машины и инструменты, а также научиться правильно обрабатывать ваши материалы.В качестве чеканщика вы будете использовать навыки и приемы, включая интерпретацию и выполнение рабочих чертежей; иметь возможность разобраться, какие материалы необходимы для вашего проекта; знание специфики использования инструментов для чеканки и способов их изготовления и ухода, включая закалку и отпуск; знание различных доступных типов питча и способов их использования для разных типов работы; погоня за образцами гипсов и рычание.
Вам будет полезно поддерживать практические знания истории и традиций преследования и преследования.Вы можете рассчитывать на работу со всеми типами
, золото, позолота, металл,
медь
, латунь, инструментальная сталь, смола, свинец и гипс. И вы узнаете, как использовать инструменты, включая молотки, пробойники, инструменты для измерения и маркировки, напильники, паяльное оборудование, средства индивидуальной защиты, инструменты для моделирования, заусенцы, сверла и инструменты для гравировки. При необходимости вы должны пройти обучение всем этим.
День из жизни охотника — Джессика Джу
Эскизы и эскизы к новому произведению чеканки.Поднимая серебряную посуду для погони
Рисование линий на серебре для чеканки.
Настройка площадки для столового серебра.
Некоторые из моих инструментов для охоты.
Погоня и отталкивание фигуры при закреплении на поле.
Обучение или квалификация: Как я могу стать охотником?
Чтобы стать чеканщиком, не требуется специальной академической квалификации. Охотники, как правило, начинают как обычные мастера по металлу, а затем совершенствуют свои навыки чеканки благодаря практической подготовке и опыту. Чтобы стать опытным охотником, требуются часы, а иногда и годы практики и настойчивости, поэтому вы должны постоянно учиться у более опытных.
Есть несколько способов начать свою деятельность в ювелирной, серебряной и смежных отраслях.Некоторые люди предпочтут сразу приступить к работе, в то время как другие могут пожелать приобрести свои навыки через ученичество или курсы в колледже, университете или учебном центре. Доступно очень мало квалификаций по конкретным навыкам, но многие курсы предоставляют введение в ряд творческих навыков. Чтобы узнать больше о различных вариантах и вашем потенциальном пути к творческой карьере в ювелирной отрасли, нажмите здесь.
Что я могу заработать как чеканщик?
Как подмастерье или обучающемуся, вы должны получать по крайней мере национальную минимальную заработную плату для вашего возраста, и эта ставка должна увеличиваться по мере того, как вы приближаетесь к завершению обучения.Ученики, проходящие традиционное обучение, могут начать зарабатывать около 12 000–13 000 фунтов стерлингов в год и приблизиться к 17–18 000 фунтов стерлингов к концу четырехлетнего обучения. После того, как вы закончите обучение, ваш заработок будет варьироваться в зависимости от ваших навыков и статуса занятости.
Преследование — это нишевый навык, и в Великобритании существует ограниченное количество практикующих чеканщиков. Если вы подумываете о том, чтобы стать охотником, возможно, вам стоит потренироваться в дополнительных навыках, например, в ювелирном деле.Это может помочь обеспечить более широкую занятость.
Заработная плата наемного охотника может начинаться от 22 000 до 25 000 фунтов стерлингов в год в первые несколько лет после обучения. Эта сумма может вырасти до 28 000–35 000 фунтов стерлингов для охотников в середине карьеры и может достигать 35–40 000 фунтов стерлингов для наиболее опытных и опытных охотников, работающих в ведущей компании по изготовлению серебра.
Если вы работаете не по найму, то работа охотника может хорошо оплачиваться, если у вас есть постоянные клиенты или постоянные источники работы, но это может быть затруднительно, если вы получаете специальное задание.Охотники часто работают на комиссионной основе и согласовывают плату за работу, за час или за день. Ставки на это будут зависеть от вашего опыта, типа или сложности изделия, а также размера или используемых материалов. Независимо от того, как вы работаете, ваша репутация чрезвычайно важна, поскольку ювелирная промышленность часто руководствуется рекомендациями из уст в уста и доверием.
В какие отраслевые членские организации я могу вступить?
Познакомьтесь с создателями
Очень важно, чтобы искусство преследования оставалось живым — потому что это делается полностью вручную, это очень необычно.
Примеры чеканных работ
Коллекция компании Goldsmiths ’Company включает более 8000 экземпляров антикварных, бытовых и современных серебряных, ювелирных украшений и художественных медалей, изготовленных в Великобритании с 1350 года по настоящее время. Компания продолжает закупать и заказывать изделия каждый год, и новые современные изделия должны демонстрировать новаторский дизайн в сочетании с безупречным мастерством. Изделия приобретаются как у признанных мастеров, так и у восходящих звезд.
Мириам Ханид, Radiance Centerpiece, 2017 © Коллекция: The Worshipful Company of Goldsmiths
Мириам Ханид, Radiance Centerpiece, 2017 © Коллекция: The Worshipful Company of Goldsmiths
Антуан Фехте, Ваза, 1847 г. © Коллекция: Благочестивая компания ювелиров
Антуан Фехте, Ваза, 1847 г. © Коллекция: Благочестивая компания ювелиров
Юсуке Ямамото, Sea Ice Bowl, 2018 © Коллекция: Worshipful Company of Goldsmiths
Майкл Ллойд, Золотая юбилейная чаша, 2002 © Коллекция: Worshipful Company of Goldsmiths
Поль де Ламери, Чайная корзина, 1747 г. © Коллекция Worshipful Company of Goldsmiths
Род Келли, Блюдо из розовой воды Diamond Jubilee, 2014 © Коллекция: The Worshipful Company of Goldsmiths
Дополнительная информация
Существует множество авторитетных источников информации, относящейся к ювелирной, серебряной и смежным отраслям.Если вы пытаетесь найти информацию о технических навыках, процессах, материалах, производителях или вдохновении, некоторые ресурсы, относящиеся к охоте, можно найти ниже:
Библиотека компании Goldsmiths ’относится к области изготовления золота и серебра, ювелирных изделий, пробирки и клеймения, драгоценных металлов, а также лондонского Сити и его гильдий. Библиотека включает более 8000 книг и более 15000 изображений, журналы, периодические издания и журналы, технические руководства, фильмы, специальные исследовательские коллекции, дизайнерские чертежи, созданные в начале и середине двадцатого века британскими или британскими мастерами, и тематические файлы на широком ряд отраслевых тем.Библиотека также отвечает за архивы компании, которые датируются 14 веком.
Книги, связанные с охотой, включают:
- Руперт Файнголд и Уильям Зейтц, Silversmithing, Wisconsin, Krause Publications, 1983
- Брайан Хилл и Эндрю Путленд, серебряное дело. Современное руководство по созданию, Рамсбери, The Crowood Press, 2014
- Тим МакКрайт, мастер по металлу, Мэн, Brynmorgen Press, 2004
В погоню за фильмом включены:
Оскар Саурин делает спиральный стакан
План урока Metal Repousse — Гуманитарные науки [2021]
Длина
1 — 1.5 часов
Материалы
- Алюминиевая фольга
- Картон (отлично подходят коробки для хлопьев)
- Клей (хорошо работает липкий клей)
- Доступ в Интернет
- Ножницы
- Sharpies (разные цвета)
- Лента
- Пряжа
Стандарты учебных программ
- Обратите внимание, что в каждом штате существуют разные стандарты для искусства. Пожалуйста, ознакомьтесь со стандартами вашего штата, чтобы обеспечить надлежащее выравнивание.
Инструкции
- Сообщите вашим ученикам, что они будут изучать термины «преследование» и «преследование». Спросите их, знаком ли кто-нибудь с этими терминами, изучал ли их ранее, смотрел демонстрацию или даже участвовал в художественных техниках в прошлом. Сообщите им:
Техника репусса (ре-пу-сай или ру-пу-сай) — метод украшения металла. Конструкции имеют рельефный или рельефный рельеф, поэтому они больше не прилегают к металлу.Репусс также известен как репуссаж, а обратная связанная техника известна как погоня. При воспроизведении мастер по металлу работает с тыльной стороны и толкает металл вперед. В чеканке слесарь делает прямо противоположное и работает с лицевой стороны. Это популярные техники для различных типов произведений искусства, включая миниатюрные, такие как ювелирные изделия, и большие работы, такие как скульптуры.
Вещество, называемое смолой, используется во время отталкивания и преследования. Это разновидность пластичной смолы сосновой смолы.Мастер по металлу нагревает смолу, чтобы сделать ее более мягкой и податливой для работы, а затем она в конечном итоге охлаждается и затвердевает. Для этого произведения искусства можно использовать различные металлы, и их дизайн часто бывает довольно замысловатым.
В конечном счете, репутация и погоня — это почти утраченные техники в сегодняшнем современном и быстро меняющемся мире, но все еще есть несколько мастеров, которые готовы тратить время и силы на создание своих шедевров из металла.
Инструменты, используемые мастерами репусса, могут включать:
- Паяльные лампы
- Файлы
- Молотки
- Вкладыши
- Металлы (алюминий, латунь, бронза, медь, золото, низкоуглеродистая сталь, серебро)
- Шаг
- Пуансоны
- Шлифовальные диски (различной зернистости)
- Марки
Примечание — инструменты, используемые этими мастерами по металлу, сильно различаются от одного художника к другому.Некоторые художники даже делают свои собственные инструменты, а другие художники «дорабатывают» инструменты, которые они покупают.
Задание, вопросы для обсуждения и исследование
Задание
Примечание для учителя — из-за опасных и беспорядочных инструментов, таких как паяльные лампы, инструменты для резьбы и высота звука, вероятно, не стоит заставлять новичков пытаться продвигаться вперед в вашем класс. Однако следующее занятие для новичков безопаснее и чище, и в нем по-прежнему используются те же базовые техники тиснения.
- Сообщите вашим ученикам, что они собираются делать свои собственные репуссные дизайны.
- Разделите их на пары и раздайте необходимые материалы.
- Разрежьте картон на квадраты размером примерно три на три дюйма.
- Используйте бутылки с клеем, чтобы нарисовать линии на квадратах. Будь креативным!
- Покройте клеевые линии пряжей, отрезая кусочки по ходу движения.
- Вырежьте квадрат из алюминиевой фольги размером пять на пять дюймов.
- Поместите фольгу на свое творение блестящей стороной к себе.
- А теперь самое сложное. Осторожно вдавите фольгу в пряжу и клей. Постепенно вы увидите, как начинает формироваться фигура ниже.
- Когда вы закончите, переверните свои творения и загните четыре края фольги на обратной стороне произведения искусства.
- Используйте цельный кусок ленты, чтобы закрепить эти края посередине.
- Переверните кусок и используйте Sharpies, чтобы раскрасить области между пряжей.Старайтесь не ставить рядом два одинаковых цвета. Не нажимайте слишком сильно, иначе фольга может порваться. Не волнуйтесь, если вы это сделаете, так как разрыв будет не так заметен.
- Попробуйте еще раз сделать другие творения разных форм и размеров.
- Наконец, поделитесь своими завершенными творениями с одноклассниками.
Необязательно — попросите настоящего мастера по изготовлению репусса посетить ваш класс и провести демонстрацию или совершить производственную поездку, чтобы посетить его в цехе металлообработки.
Вопросы для обсуждения
- Какие два наиболее известных примера репуза? (Статуя Свободы и погребальная маска Тутанхамона)
- Что буквально означает французское слово repousse? (продвигаться вперед)
- Что буквально означает французское слово «погоня»? (выгнать)
- Когда репуза была самой популярной? (XVI-XVIII вв.)
- Сколько лет техникам преследования и преследования? (около 5000 лет)
- Каково английское слово «репусс»? (тиснение)
- Что означает слово торевтика? (это другое слово для художественной обработки металла)
- Сколько металла теряется в процессе? (нет, так как металл просто переделывают)
Исследование
- Попросите учащихся найти дюжину примеров репутации и описать их характеристики.
- Предложите вашим ученикам найти и прочитать о трех современных мастерах репуза.
Расширение
- Двумя древними цивилизациями, создавшими искусство преследования и преследования, были месопотамцы и минойцы. Напишите одностраничный доклад, в котором будет сравнивать и противопоставлять некоторые из их изделий из металла.
Определение погони от Merriam-Webster
\ ˈChās
\
1а
: охота на диких животных
—Используется с
б
: преследование : преследование
Полиция поймала грабителей после скоростной погони на шоссе.
c
: ревностный или неистовый поиск желаемого
эта безумная погоня за славой — Джон Драйден
2
: что-то преследовали : карьер
Лисица была в погоне за охотником.
3
: участок незащищенной земли, используемый в качестве заповедника.
5
: последовательность (как в фильме), в которой персонажи преследуют друг друга.
В погонях фильма участвовали автомобили и вертолеты.
переходный глагол
1а
: следовать быстро : следовать
собака погоня кролик
c
: регулярно или настойчиво следовать с намерением привлечь или соблазнить
Он всегда гонялся за женщинами.
3
: искать
— часто используется с вниз детективами в погоне за уликами
4
: , чтобы заставить уехать или убежать : привод
выгнать собаку из сада
5
: , чтобы вызвать удаление (бейсбольного питчера) митингом
6
: для удара (бейсбольный мяч, выброшенный из зоны удара)
непереходный глагол
1
: для преследования животного, человека или предмета
погоня за материальным имуществом
2
: спешка, спешка
преследовали по всему городу в поисках места для проживания
переходный глагол
1а
: для нанесения орнамента (по металлу) вдавливанием молотком и инструментами без режущей кромки.
б
: сделать таким отступом
c
: для установки драгоценными камнями
б
: для обрезки резьбы резцом
б
: канал (как в стене), в котором что-то может лежать или проходить
: прямоугольная стальная или железная рама, в которой фиксируются материалы для высокой печати (как для печати).
\ ˈChās
\
Мэри Эллен 1887–1973 Американский педагог и писатель.
Лосось
\
ˈSa- mən
, ˈSal-
\
Портленд, 1808–1873 гг., Американский государственный деятель; главный судья У.S. Верховный суд (1864–1873 гг.)
.