Подборка видео лазерного гравера Sharplase в работе
При выборе лазерного станка сориентироваться в их различных типах и моделях и правильно оценить
возможности помогут видеоматериалы, наглядно демонстрирующие преимущества
и особенности гравировки лазером. Компания SharpLase Inc. на протяжении длительного времени – с 2009
года – размещает обучающие и информационные записи на
официальном YouTube канале, которые содержат видео лазерной гравировки. Не секрет, что просмотр
видео на YouTube не всегда удобен, поэтому более подробно ознакомиться
с гравировкой лазером в любой момент позволяет видео, представленное в данном разделе. Значительный
объем накопленных видеоматериалов дает возможность увидеть работу
лазерного станка, в том числе видео гравера по металлу.
В разделе собрано видео, содержащее информацию, которая будет полезна не только при выборе лазерного
гравировального станка, но и при его последующей эксплуатации.
Представленные материалы содержат обзоры станков, общий инструктаж по их использованию. Значительную
помощь в эксплуатации станка окажут размещенные видеоинструкции по
резке стекла лазером, а также по эксплуатации лазерных станков с ЧПУ. Кроме того, в разделе можно
ознакомиться с примерами работы лазерного гравера по стеклу и металлу.
Благодаря размещенному видео, можно получить наглядное представление об особенностях работы с теми
или иными материалами и получить максимум информации о специфике лазерной гравировки.
Значительный тематический материал позволяет найти практически любое видео лазерных граверов –
компанией накоплен уникальный видеоматериал, посвященный как непосредственно
лазерным станкам, так и особенностям работы с ними. Благодаря загрузке видео на YouTube в форматах
Full HD и HD, запись можно просмотреть как с компьютеров, так и с других устройств
без потери качества – Вы получите полное представление о работе лазерных станков и возможностях их
использования.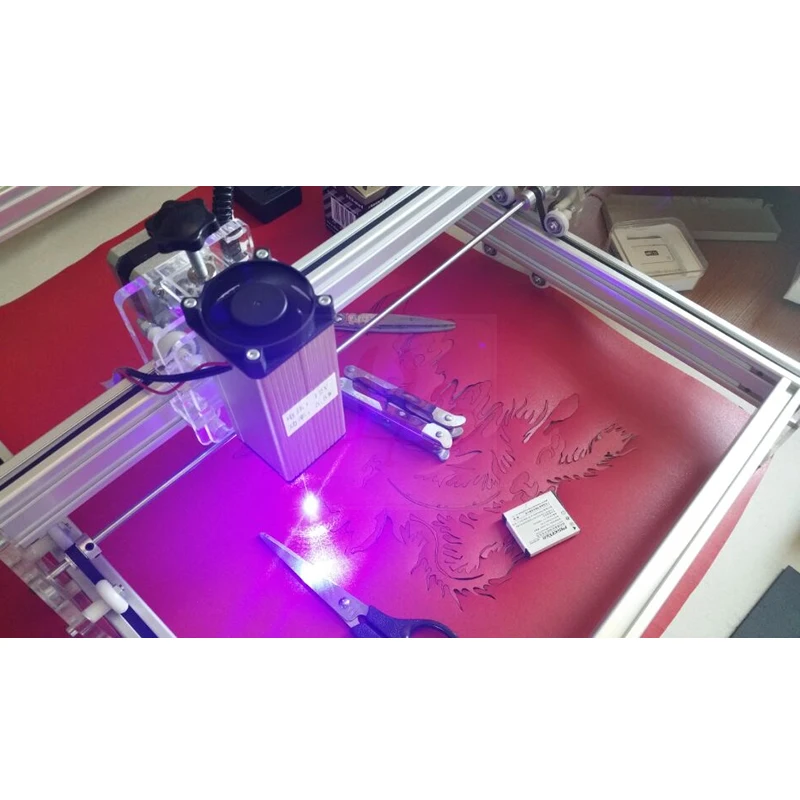 Поиск по ключевым словам, а также наличие автоматизированных систем
Поиск по ключевым словам, а также наличие автоматизированных систем
сортировки видео дают возможность без проблем найти интересующий материал. Важно отметить, что даже
если Вам не удалось найти необходимое видео о лазерной гравировке среди материалов,
представленных в данном разделе, Вы всегда можете обратиться к менеджерам нашей компании, которые
готовы помочь в поиске интересующего материала и оказать бесплатную консультационную
поддержку.
ТОП-15 ошибок на лазерном станке — видео и статья
Содержание
- Несоблюдение техники безопасности
- Неправильная юстировка
- Отсутствие компрессора
- Работа без системы охлаждения
- Настройка силы тока лазерной трубки
- Настройка фокусного расстояния
- Перетянутые или недотянутые ремни
- Плохо закреплённая линза
- Неправильно подготовленный файл для резки
- Работа без оптимизации реза
- Неправильные параметры резки
- Работа в чистовую
- Отсутствие ухода за станком
- Неправильная парковочная позиция
- Станок не включается
В этой статье мы представим вам ТОП-15 ошибок при работе на лазерных станках, начиная от самых серьёзных и очевидных до глупых и нелепых. Они могут съесть у вас немало времени, нервов и денег.
Они могут съесть у вас немало времени, нервов и денег.
Давайте начнём с самого очевидного – несоблюдение техники безопасности.
Несоблюдение техники безопасности
Если у вас есть лишние пальцы, глаза или деньги, то вы, конечно, можете пролистать этот пункт и перейти сразу к следующему. Но если нет, давайте поговорим.
Травмы, ожоги, причём как кожи, так и глаз, и лёгких, вывод из строя станка, комплектующих и пожар — это всё может случиться при несоблюдении техники безопасности.
Основное, на что стоит обратить внимание — заземление, вытяжка, стабилизатор и работа с правильными материалами. Например, нельзя резать ПВХ. На этом станке кто-то однажды попробовал это сделать.
Давайте посмотрим. Мы возьмём одну ламель. Вот так она выглядит.
Она вся покрыта ржавчиной, и это меньшая из бед, потому что вы можете получить ожог лёгких от работы с ПВХ.
Самое главное — никогда не оставляйте станок в работе без присмотра. 95 % пожаров происходит именно по этой причине.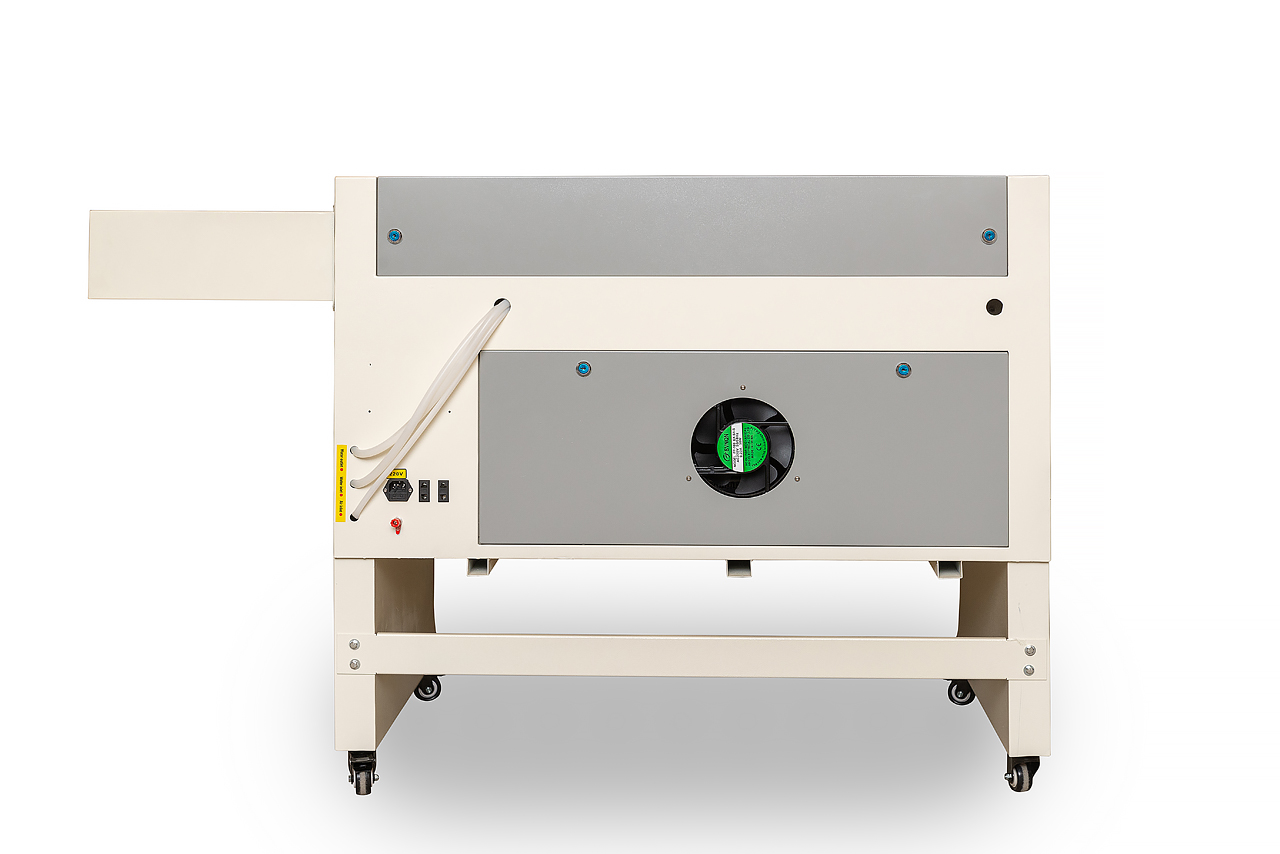 И в первые минуты пожар ещё можно успеть потушить.
И в первые минуты пожар ещё можно успеть потушить.
Всегда надо помнить про траекторию движения луча и желательно не попадать под него, потому что это может быть больно. И вообще лучше всегда работать с закрытой крышкой.
Неправильная юстировка
Юстировка — это настройка положения зеркал для корректной передачи лазерного луча от излучателя до материала.
Лазерный станок, как гитара, если не настроишь, нормально играть будет невозможно.
Неправильно настроенная юстировка ведёт за собой искажения в макете, понижение мощности, прорезающей способности, раздвоения луча, толстый или чёрный рез.
Как только появились проблемы с резкой, сразу нужно проверить юстировку. Чаще всего дело именно в ней.
А ещё проблемы бывают при отсутствии компрессора.
Отсутствие компрессора
Компрессор охлаждает линзу и выдувает продукты горения из зоны резки.
Чем мощнее подача воздуха, тем чище рез и тем он быстрее и качественнее. Без компрессора продукты горения остаются на линзе, лазерный луч их разогревает. Таким образом, линза быстрее выходит из строя, она перегревается и лопается. А разве вам это нужно?
Без компрессора продукты горения остаются на линзе, лазерный луч их разогревает. Таким образом, линза быстрее выходит из строя, она перегревается и лопается. А разве вам это нужно?
Работа без системы охлаждения
Работать совсем без системы охлаждения невозможно. Мы думаем, что все это прекрасно понимают. При перегреве трубки появляются микротрещины, она теряет в мощности и преждевременно выходит из строя.
Если вам нравится мастерить что-то своими руками, вы, конечно, можете придумывать пивные охладители, кулеры от девятки, вентиляторы и прочие хендмейд разработки.
Но нужно тщательно следить, чтобы в самодельный охладитель не попадал даже самый мелкий мусор, потому что он оседает на трубке и тоже негативно влияет на срок её службы. Если вы хотите работать без заморочек, то гораздо проще купить уже готовый чиллер. Например, CW-5000 и забыть о такой проблеме, как охлаждение.
Чиллер имеет замкнутый контур, и вода не контактирует с внешней средой. Главное, остаётся только раз в полгода менять воду и поглядывать на табло во время работы.
Главное, остаётся только раз в полгода менять воду и поглядывать на табло во время работы.
И самое главное — не забывайте включать систему охлаждения перед работой.
Настройка силы тока лазерной трубки
Если сила тока слишком высокая, то электроды лазерной трубки перегреваются, просаживается мощность. И месяца через три трубка выходит из строя. А если сила тока будет слишком слабой, то вы просто не используете ресурс мощности, заложенный в трубке.
Обязательно настраивайте силу тока в соответствие с заводскими рекомендациями.
Настройка фокусного расстояния
Неправильная настройка фокусного расстояния даёт потерю мощности, косой торец или нечёткий рисунок. Осуществляется настройка засчёт поднятия и опускания сопла.
Есть фокусные пластинки, которые идет в комплекте со станком, но они не всегда корректны, потому что, во-первых, истинное фокусное расстояние не всегда точно соответствует тому, что выставили на заводе. А, во-вторых, фокусное расстояние нужно настраивать в зависимости от задачи.
То есть, одно дело гравировка материала, а совсем другое — резка толстых материалов.
Перетянутые или недотянутые ремни
На самом деле, ремни всегда лучше слегка недотянуть, чем перетянуть. Слишком сильное перетяжение ремней чревато повышенным износом, дрожанием реза на поворотах, скрипом и в особо сложных случаях даже пропуском шагов.
Сильно недотянутые ремни дают нарушение геометрии изделий и нарушение качества гравировки.
По идее ремни не должны сильно болтаться, но вы должны без особых усилий мочь передвинуть рабочую голову руками. Если это даётся с большим трудом, просто немного ослабьте ремни.
Плохо закреплённая линза
Иногда случается так, что человек достаёт линзу, протирает её, вставляет обратно и толком не закрепляет её. Тогда рабочая голова движется, линзу потряхивает и получается неровный рез.
Неправильно подготовленный файл для резки
Это отдельная большая тема, но давайте пройдёмся по основным моментам. Лишние, наложенные друг на друга линии — это то, от чего нужно избавляться, потому что станок при работе будет дважды проходить по одному и тому же месту.
Лишние, наложенные друг на друга линии — это то, от чего нужно избавляться, потому что станок при работе будет дважды проходить по одному и тому же месту.
Разбитые на сотни маленьких отрезков файлы — такое случается при кривом экспортировании, например, из инженерных программ. К примеру, AutoCAD. Файл будет отображаться некорректно и вместо плавных линий вы будете получать просто ломаные отрезки.
И, конечно, не забывайте, что масштаб должен быть 1/1.
Работа без оптимизации реза
Оптимизация приоритетов резки задаёт, какие линии и, с какой последовательностью станок будет резать. К примеру, если вам нужно вырезать узор внутри круга, то сначала вы вырезаете сам узор, а потом уже круг. Если вы сделаете наоборот, получится так, что ваш узор может не совпасть с макетом.
Также, порой некоторые задачи выполняются часами, хотя при должной оптимизации этот процесс можно сократить в разы.
Неправильные параметры резки
Это мощность, скорость, ускорение и длина шага при гравировке. Неправильно подобранные параметры чреваты недорезкой или пережогом материала. Например, люди часто пренебрегают минимальной угловой мощностью.
Неправильно подобранные параметры чреваты недорезкой или пережогом материала. Например, люди часто пренебрегают минимальной угловой мощностью.
Если задать определенную скорость на резку, станок движется с непостоянной скоростью, у него есть ускорение и замедление, например, на углах и в местах поворотов. Если станок будет работать с одинаковой мощностью, он будет пережигать материал в местах соединения движения.
Чтобы этого не происходило нужно задавать минимальную мощность, и она будет изменяться пропорционально скорости.
Работа в чистовую
У вас всегда должен быть образец качества. Нужно закладывать материалы на опытный образец. И материалы под брак — 10-15 % от общего числа. Могут быть, например, проблемные места, типа сучков у фанеры, или сыграет просто человеческий фактор, например, вы случайно сдвинете материал и всё — образец испорчен.
Отсутствие ухода за станком
Казалось бы, банальная вещь, но многие этим пренебрегают — это уход за станком. Пыль и грязь, как мы все знаем, электропроводные, и если где-то происходит небольшой пробой контакта, то по этой пыли и грязи электричество уходит, куда — неизвестно.
Пыль и грязь, как мы все знаем, электропроводные, и если где-то происходит небольшой пробой контакта, то по этой пыли и грязи электричество уходит, куда — неизвестно.
Может пройти по всей трубке, попасть в корпус или ещё куда-то. 30 тысяч вольт при силе тока в 20-30 миллиампер для человека не сильно страшно, но тряхонёт — неприятно, но не смертельно.
Однако, даже при такой маленькой силе тока эти 30 тысяч вольт попадают по корпусу на электронные компоненты вашего станка, и они могут вывести их из строя. Электроника станка, как и любая друга, не любит пыль, которая может привести к короткому замыканию или перегреву оборудования.
Так что, протирая пыль с гравера и лазерной трубки, вы продлеваете им жизнь.
И не забывайте протирать ламели от смол и других продуктов горения, потому что в противном случае вы столкнётесь не только с гарью на обратной стороне материалов, но может также произойти возгорание.
Неправильная парковочная позиция
Часто люди, не читая инструкции и не до конца понимая, как работают программы, нажимают все галочки подряд и получают непредсказуемые результаты.
У лазерного гравера есть такая функция, как Docking point или парковочная позиция. В неё станок уходит после окончания обработки макета. Это может быть удобно, например, для смены материала после текущей работы.
Если эту точку задать вне координат рабочего стола, то по завершению макета олова попытается прийти туда игнорируя концевые датчики и размеры стола.
То есть, она просто будет долбиться о край, пока вы что-нибудь не предпримете или, пока она не сломается. Помните, что Docking point привязывается к макету. Если макет подгружен с ним в станок, то когда вы вернётесь к нему, он будет вести себя всё так же.
Вам нужно удалить все старые макеты, созданные с неправильной парковочной позиции.
Станок не включается
Самая распространённая неисправность — это следствие невнимательности оператора станка. Не подключенное питание, открытая крышка, не повёрнутый ключ, отключенный usb-провод и другие, казалось бы, очевидные моменты ставят в тупик.
Будьте внимательны и осторожны при работе со станками, читайте инструкции и соблюдайте рекомендации.
Если вы хотите, чтобы мы осветили одну из 15 ошибок поподробнее, напишите об этом в комментариях. Надеемся, что наша статья была для вас полезной.
Лазерный гравер на Arduino||Arduino-diy.com
Работа над этим проектом лазерного гравера на Arduino заняла около четырех месяцев.
Мощность гравера составляет 2 ватта, он не такой уж мощный, но может гравировать большинство пород дерева и пластик. Может резать пробковое дерево. Отлично подойдет для гравировки и резки деталей для ваших дальнейших проектов на Arduino. Надеюсь, приведенная инструкция вдохновит вас на создание подобного проекта или полной копии этого станка для лазерной резки.
Практически полный список необходимых материалов, STL файлы для печати узлов конструкции и схемы подключения электроники: Arduino, моторы, лазер и т.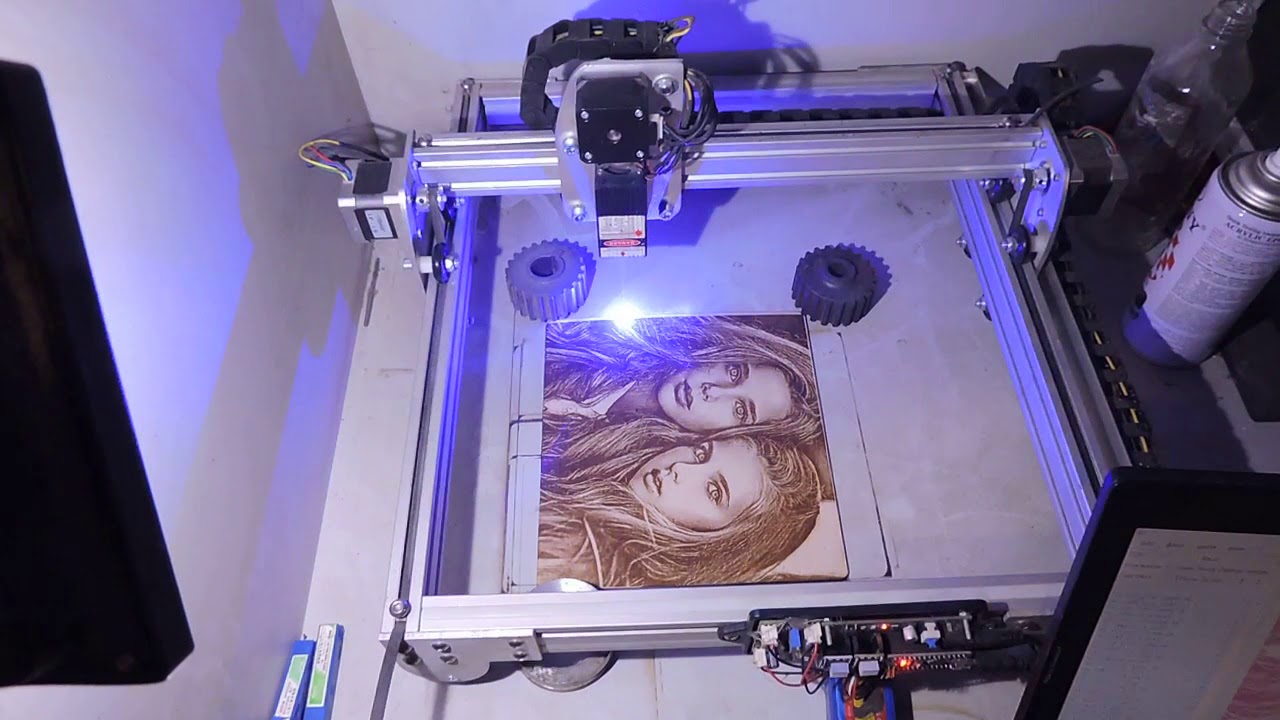 п. можно скачать здесь.
п. можно скачать здесь.
3-D модель лазерного гравера на Arduino в Inventor
Начало — разработка каркаса станка для лазерной резки в Autodesk Inventor.
Конструкция по ходу разработки несколько изменялась, однако рама осталась по сути такой же.
Печать на 3-D принтере и сборка оси Y
Первая деталь, которую надо напечатать на 3-D принтере выполняет следующие функции:
1. Установка шагового мотора для оси y.
2. Поддержка стальных валов оси y.
3. Скольжение вдоль одного из валов оси x.
После того как деталь готова, в отверстия надо установить две бронзовые втулки, которые служат в качестве опор скольжения. Для уменьшения трения, втулки желательно смазать. Отличный недорогой вариант опор, которые используются в 3-D принтерах и подобных мехатронных проектах.
В качестве направляющих используются простые стержни из нержавеющей стали 5/16″. Нержавеющая сталь хорошо подходит для подшипников скольжения, так что смазанные бронзовые втулки ходят очень легко. Изначально использовался кусок 36″, который был разрезан на две части по 18″.
Нержавеющая сталь хорошо подходит для подшипников скольжения, так что смазанные бронзовые втулки ходят очень легко. Изначально использовался кусок 36″, который был разрезан на две части по 18″.
motor gantry.stl
Завершение оси Y
В лазере используется диод М140 на 2 Вт. Диод продается в металлическом корпусе и контактами. Греются они достаточно сильно так, что пришлось предусмотреть охлаждение. Для этого был сделан алюминиевый блок радиаторов и использованы кулеры со старого контроллера робота. Кроме того, в блоке для лазера 1″ x 1″ сделано отверстие 31/64″ и добавлен болт к боковой грани. Блок также соединен с другой напечатанной на 3-D принтере деталью, которая будет перемещаться вдоль оси y. Движение передается с помощью зубчатого ремня.
Завершенный модуль лазера установлен на направляющие оси y. Другой конец был установлен на напечатанной детали таким образом, чтобы ремень был зафиксирован и корпусная деталь могла скользить вдоль направляющих оси x. На этом же этапе устанавливается шаговый двигатель, устанавливаются шкивы и зубчатые ремни.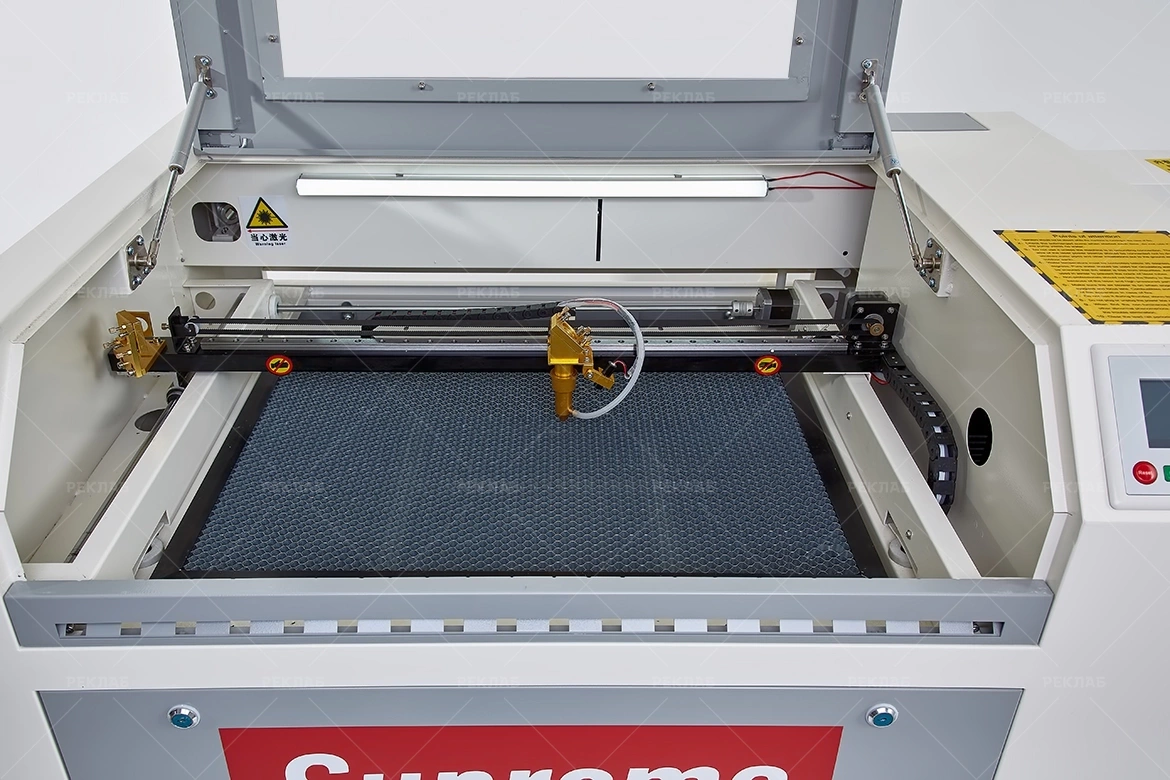
gantry2.stl
idler gantry.stl
clip.stl
pulley2.stl
Разработка основания и оси X
Основание было сделано из дерева. Самая ответственная часть — убедиться, что две направляющие по оси X параллельны. Вместо того, чтобы использовать два мотора для перемещения вдоль координаты X или использования сложной системы ремней/шкивов, был использован отдельный мотор для оси X и приводной ремень в центре по оси Y. Выглядит немного несуразно, но зато система простая и хорошо работает.
На первом этапе поперечная балка, которая соединяет ремень с осью y была держалась на простом суперклее. Не лучшее решение, от которого в дальнейшем пришлось отказаться и напечатать на 3-D принтере специальные кронштейны для крепежа.
idler plate.stl
Установка Arduino и проверка электроники
На первом рисунке ниже показан лазерный диод M140, который можно купить в DTR’s Laser Shop. Можно купить и более мощный диод, но цена, соответственно, тоже вырастет.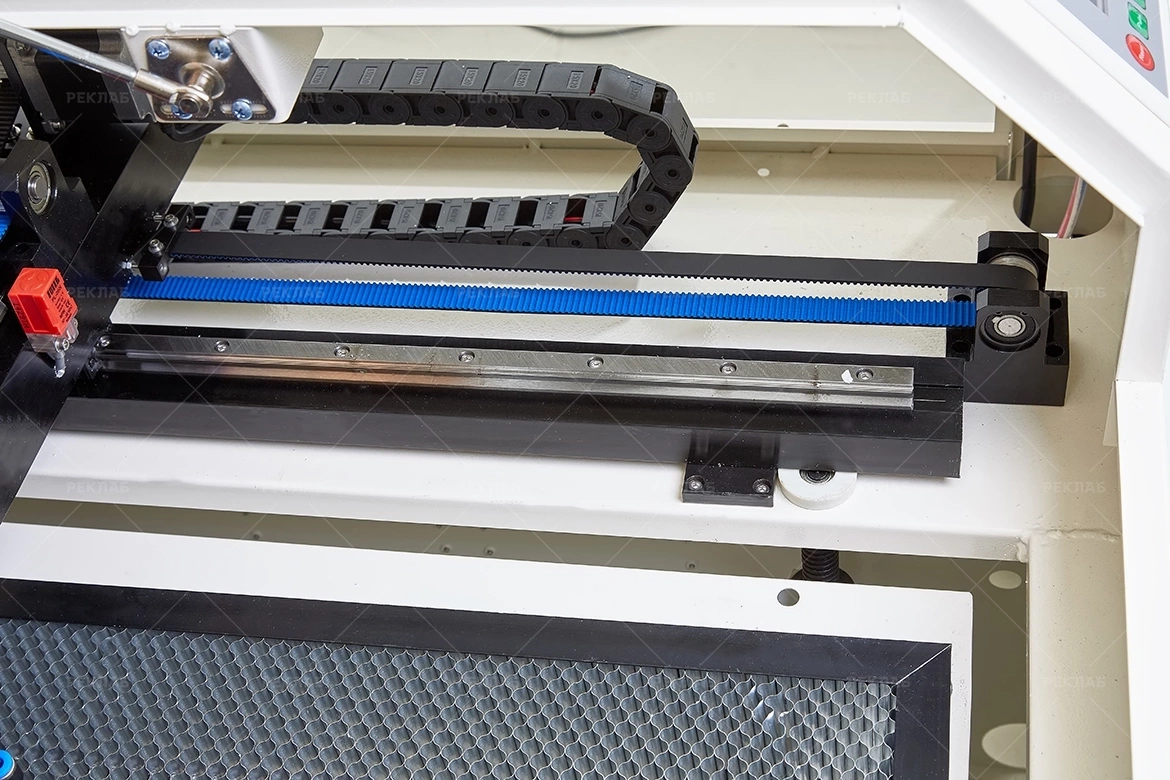 Кроме того, надо купить линзу для фокусировки и регулируемый источник питания. Так что были дополнительно куплены драйвер и линза G-2. Линза установлена на модель лазера с помощью термопасты.
Кроме того, надо купить линзу для фокусировки и регулируемый источник питания. Так что были дополнительно куплены драйвер и линза G-2. Линза установлена на модель лазера с помощью термопасты.
Важно! При работе с подобными лазерами надо использовать защитные очки!
Для проверки вся электроника (Arduino, блок питания, макетка, доайвера) была подключена за пределами основания лазерного гравировочного станка. Для охлаждения использовался кулер с персонального компьютера. Станок управляется с помощью платы Arduino Uno, который взаимодействует с grbl. Для передачи сигнала в режиме онлайн используется Universal Gcode Sender. Для преобразования векторных изображений в G-код используется Inkscape с плагином gcodetools. Для включения/выключения лазера используется контакт, который предназначен для управления направлением вращения шпинделя. Это один из самых простых вариантов с использованием gcodetools.
На третьем рисунке показан пример первой удачной гравировки. На этом этапе можно сказать, что лазерный гравировщик готов. Но для того, чтобы сделать его красивее и безопаснее, надо сделать для него корпус.
Но для того, чтобы сделать его красивее и безопаснее, надо сделать для него корпус.
Схема подключения лазерного гравера в pdf
На видео ниже показан один из первых запусков лазерного гравера на Arduino.
Корпус лазерного гравера
Боковые грани корпуса сделаны из фанеры с белым покрытием. Боковушки крепятся болтами. На задней грани пришлось сделать прямоугольное отверстие, так как шаговый двигатель немного выходит за пределы корпуса в крайнем положении. Кроме того, предусмотрены отверстия для охлаждения, кабелей питания и USB порта. Края передней и верхней частей корпуса сделаны из той же фанеры, центральная часть остается свободной для установки акриловых стенок. Над Arduino, драйверами и т.п., которые установлены на нижней части бокса установлена дополнительная деревянная платформа. Она служит базой для материала, который режется лазером.
На 5-й фотографии показан процесс резки акрила для корпуса.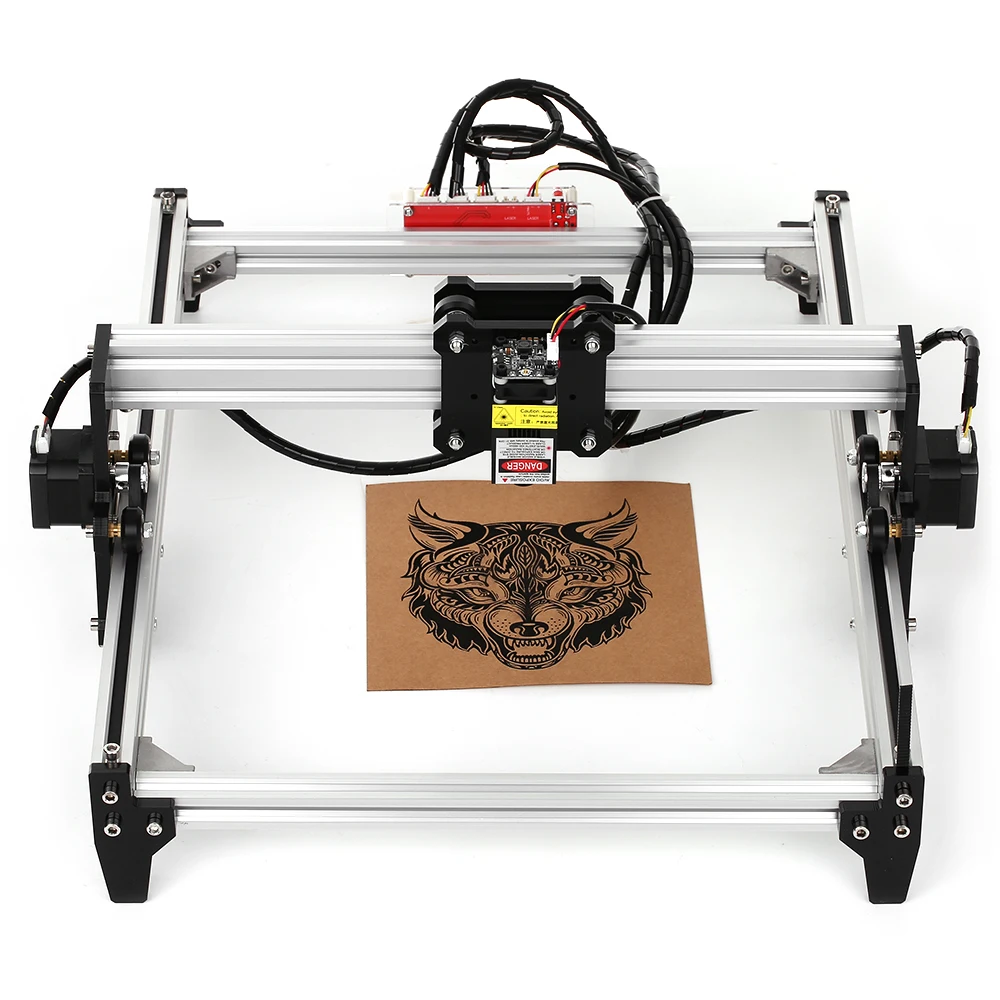 Акрил специально выбран оранжевого цвета, чтобы блокировать излучение от лазера. Не забывайте, что даже отраженные лучи подобного лазера могут серьезно повредить ваши глаза! Акриловые стенки установлены на петлях. Вуаля! Лазерный гравировщик готов! Выглядит он впечатляюще. Уверен, можно спокойно выставлять на витрину магазина!
Акрил специально выбран оранжевого цвета, чтобы блокировать излучение от лазера. Не забывайте, что даже отраженные лучи подобного лазера могут серьезно повредить ваши глаза! Акриловые стенки установлены на петлях. Вуаля! Лазерный гравировщик готов! Выглядит он впечатляюще. Уверен, можно спокойно выставлять на витрину магазина!
Запуск лазерного гравера на Arduino!
На фото выше приведены несколько примеров изделий, изготовленных на этом лазерном гравировщике. Конечно, Мона Лиза получилась не очень, но более простые вещи вроде черно-белого изображения дракона, выходят неплохо. Можно использовать этот станок и для лазерной резки. Например, можно резать пробковое дерево (шестерня вырезана именно из пробкового дерева).
На видео ниже показаны основные этапы проекта и гравировка на завершенном гравере.
Оставляйте Ваши комментарии, вопросы и делитесь личным опытом ниже. В дискуссии часто рождаются новые идеи и проекты!
В дискуссии часто рождаются новые идеи и проекты!
Лазерный гравер GM-460 — цена, отзывы, характеристики с фото, инструкция, видео
Лазерный гравировальный станок GM-460 — это отличная альтернатива более дорогим моделям с большим полем обработки. Несмотря на свою стоимость данный лазерный гравер имеет весь набор функций для выпуска качественной продукции. Мощность лазерного СO2 излучателя GM-460 составляет 60 Вт., с водяным охлаждением с помощью помпы, оснащен 3-х дюймовым LCD монитором, который отображает скорость лазерной резки, мощность лазерной обработки, время задания, размер файла и дает возможность изменять параметры обработки во время работы. Скорость гравировки 0-6000 см/мин., скорость резки 0-5000 см/мин. Размер рабочего стола 0.40 x 0.60 м. Поддерживаемые форматы файла: BMP, PLT, DST, DXF, AI. Драйвер позволяет работать лазерному станку из программы CorelDraw, AutoCad и RDLaser, что позволяет оперативно работать с переменными данными (логотипы, тексты табличек, номерки, цифры, шрифты).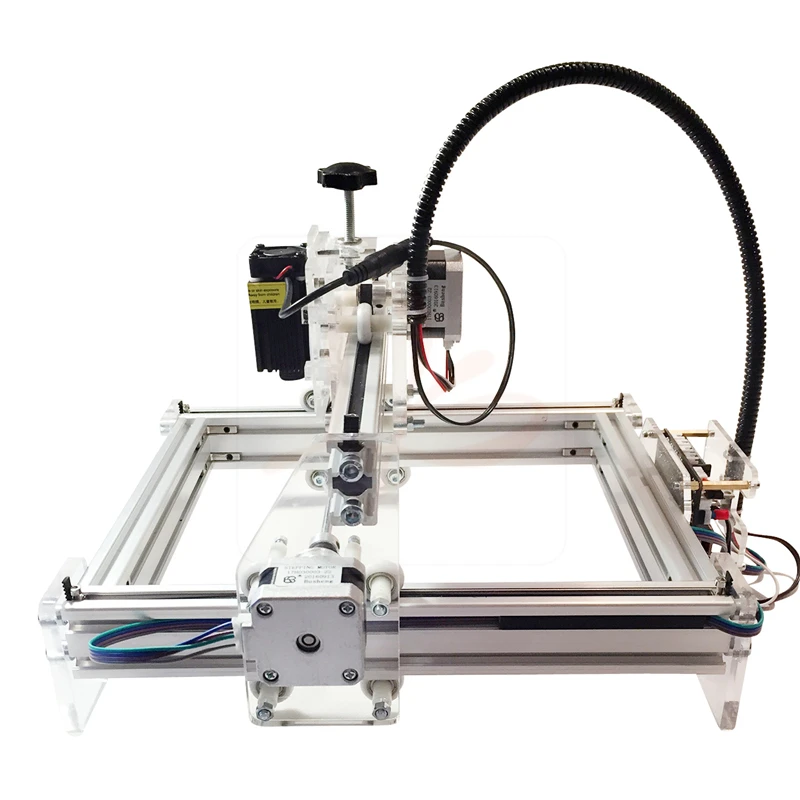 Можно гравировать и резать из одного файла, что очень экономит время и расширяет возможности. Все параметры задаются программно.
Можно гравировать и резать из одного файла, что очень экономит время и расширяет возможности. Все параметры задаются программно.
Лазерные граверы GM-460 отлично справляются в работе с такими материалами как: мрамор, базальт, керамика, дерево, акрил, стекло, плитка, гранит, двухслойные пластики, кожа и кожзаменители, ткань, резина и других неметаллических материалах. Данные станки получили широкое использование в изготовлении памятников, сувенирных изделий, в текстильном и рекламном производстве. Прост в управлении, не прихотлив в обслуживании, кнопка экстренного останова (кнопка «Стоп»), отключает питание от всех систем станка, что позволяет произвести быструю остановку в случае необходимости, тонированное стекло в верхней крышке станка, защищает органы зрения оператора при работе лазера, подсветка рабочего стола обеспечивает удобную и комфортную работу, в комплекте со станком идет алюминиевый сотовый стол, что дает возможность резать мелкие детали с более высоким качеством.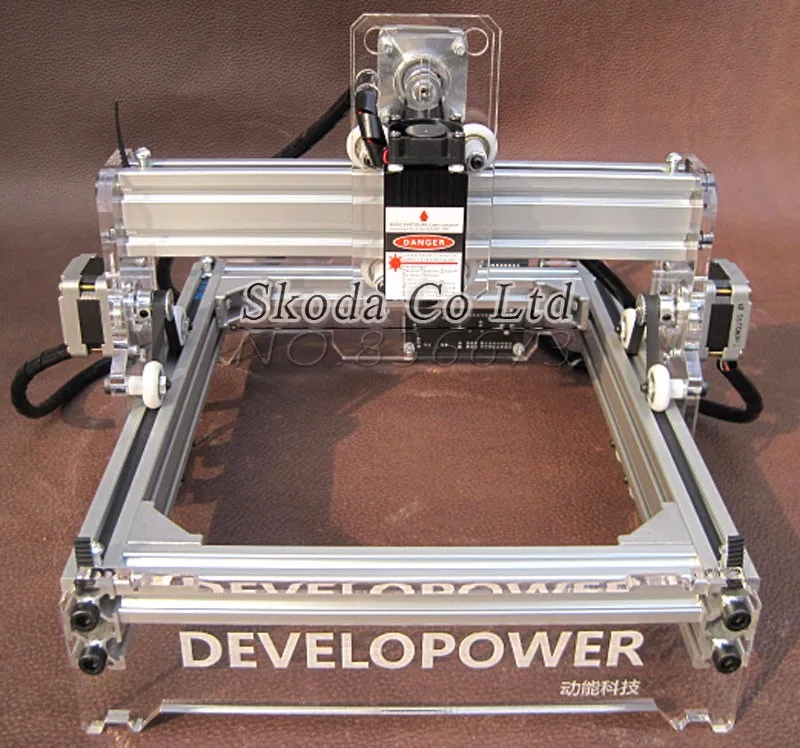
| Характеристика | Значение |
|---|---|
| Рабочая поверхность, мм: | 400х600 |
| Мощность лазера, Вт: | 60 |
| Скорость гравировки, мм/мин: | 0-2700 |
| Скорость резки, мм/мин: | 0-3600 |
| Мин.размер, мм: | Символы: 1.5×1.5, буквы: 0.8×0.8 |
| Разрешение, dpi: | 1000 |
| Электропитание: | AC220В, 50Гц/60Гц |
| Точность позиционирования, мм: | <0,1 |
| Программный интерфейс: | Плагин для CorelDraw |
| Рабочая температура, °С: | 0-45 |
| Влажность: | 5-95% |
| Габаритные размеры, см : | 107х75х67 |
| Масса GM-460 , кг: | 90 |
Комплектация
- Рабочая зона 400×600 мм
- Лазерная трубка 60вт W2
- Указатель красного света
- Сотовый рабочий стол
- Режим управления — шаговый двигатель
- Помпа
- Дымосос с гибким шлангом
- Система управления CorelLaser
Изготавливаем лазерный гравер своими руками
Лазерный гравер своими руками из dvd приводов с ЧПУ-управлением.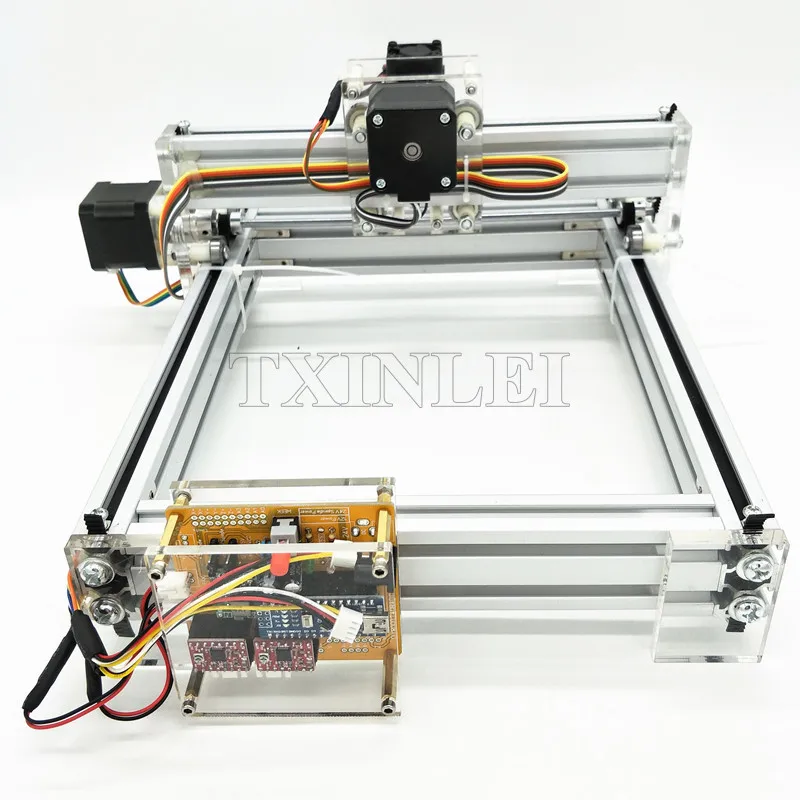
Шаг 1: Разбираем старые DVD-приводы
Для начала, нам понадобятся два оптических привода — CD или DVD. Нас интересует каретка с шаговым двигателем, направляющие и лазерные диоды. Эти каретки будут нашими осями X и Y, их нужно будет прочно закрепить перпендикулярно друг другу. Как это сделать — вопрос вашего воображения.
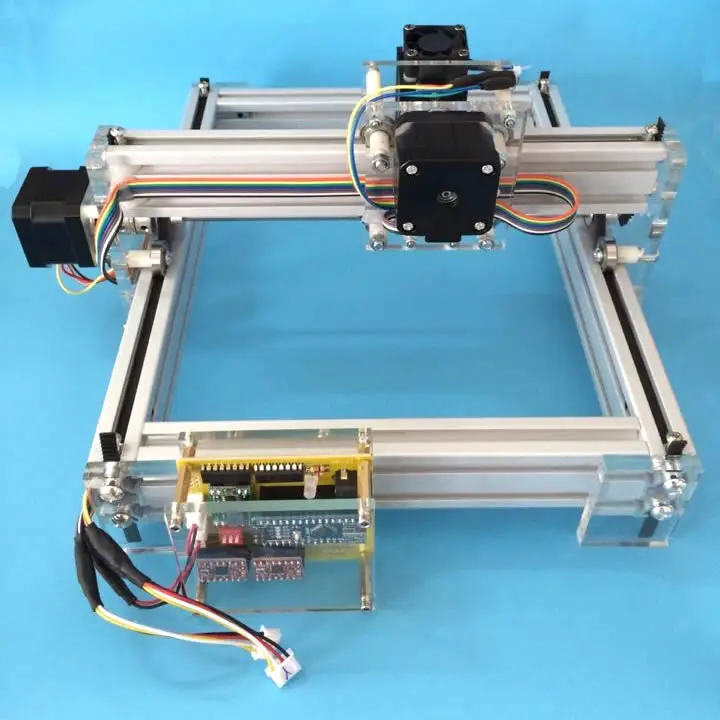
Шаг 2: Собираем основу
В моём распоряжении был алюмелевый уголок примерно метр длиной и акриловое стекло. Я сделал основу из них, прикрутив ось Y маленькими болтами к алюминию. Закрепите ось X на алюминиевом уголке при помощи распечатанных на 3D принтере кронштейнах. Также будет хорошо сделать резиновые ножки для базы.
Шаг 3: Лазер
Следующий шаг — работа с лазером. Если вы разобрали привод DVD RW, вы можете использовать для проекта его лазерный диод, просто соорудите небольшой движочек — у меня есть видео о том, как это сделать.
Я собираюсь использовать модуль лазера 1.5w 445nm, который я соорудил в этом видео.
Естественно, при длительной работе, настольному лазерному граверу потребуется охлаждение, для DVD может хватить и кусочка алюминия, но в моём случае потребуется активное охлаждение. Я распечатал кронштейны для крепежа лазерного диода с движком на радиаторе с вентилятором шириной 50мм, таким образом, я решил и проблему с выведением дыма от гравируемой поверхности. В этом проекте обязательно носите очки для защиты от лазера, они стоят копейки — не экономьте на своём здоровье.
Шаг 4: Электроника
В качестве мозга у нас будет Ардуино Нано(Ali или Amazon), также нам пригодится шаговый мотор A4988 (Ali или Amazon), MOSFET IRFZ44N (Ali или Amazon), пара резисторов 47 ohm и 10k (Ali или Amazon). Источник питания для моторов и лазера — 12V и минимум 3A (Ali или Amazon), питание на Ардуино подается напрямую через USB, я полагаю, что схема довольно проста. Наиболее внимательные из вас обратили внимание на радиатор — тот факт, что я купил движок лазера на одну li-ion батарейку около 4V, и использовал lm317 для понижения DC-DC вольтажа с 12V на 4V, конечно же, он очень грелся при силе тока в 700mA. Я собрал всё на макетной плате, но забыл записать видео, поэтому посмотрите, как всё было спаяно на плате. MOSFET не нуждается в охлаждении — он и так достаточно прохладный.
Я собрал всё на макетной плате, но забыл записать видео, поэтому посмотрите, как всё было спаяно на плате. MOSFET не нуждается в охлаждении — он и так достаточно прохладный.
Шаг 5: Программное обеспечение
Перед настройкой, нам нужно загрузить софт. Я использовал GRBL 1.1, исходники которого можно найти на GitHub. Нам нужна только папка «grbl», помещенная в zip-архив. Зайдите а ИДЕ Ардуино, далее Sketch — Include Library — Add .ZIP Library и выберите наш архив. Затем откройте пример, называющийся «grbl upload» и загрузите его на плату Ардуино. Также нам понадобится софт для отправки G-Code на гравировщик, я опробовал несколько вариантов и мне больше всего понравился «Laser GRBL». Выберите COM порт с Ардуино и скорость 115200, соединитесь и отправьте комманду , чтобы получить от платы ответ.
Шаг 6: Настройка шаговых двигателей
Возвращаясь к электронике, перед подключением, нам нужно правильно настроить питание для движочков, запитайте 12V, соедините Ардуино с ПК и замерьте вольтаж на потенциометрах. Вы можете рассчитать его по формуле
Вы можете рассчитать его по формуле
Vref = Текущая сила тока * 8 * 0,100 = Текущая сила тока / 1,25
Но, так как мы не знаем нужной силы тока для наших моторчиков, установите показатель примерно на 250mV и подключите моторчики. Один из моих движков грелся слишком сильно и я снизил напряжение до 130mV, второй наоборот, пропускал шаги, и я увеличил вольтаж до 350mV. 3 пина на моторчике отвечают за разрешение (размер шага), соедините их с +, и помните, что один из моих моторчиков не хотел работать с шагом 16 и мне пришлось выставить значение на 8. Во время настройки попробуйте также подвигать нашу конструкцию при помощи софта GRBL, используя стрелочки. Для экстренного выключения используйте стоп-кнопку с молнией.
Шаг 7: Установка программы
Следующим шагом будет установка программы. Соедините лазерный выжигатель с ПК и отправьте команду $$ — вы получите список параметров, которые хранятся в памяти Ардуино. Нас интересуют строчки со следующими номерами:
- 30 — максимальная широтно-импульсная модуляция лазера (PWM), с заданным параметром на пин d11 Ардуино будет подаваться 5V, вы можете оставить всё как есть, но я поменял его на 256, это делается путём отправки команды $ 30 = 256.

- 32 — режим лазера, вам нужно отправить туда «1», как и в предыдущем пункте, напишите $ 32 = 1,
- 100 — как много шагов нужно сделать мотору, чтобы пройти один миллиметр по оси X,
- 101 — то же самое для оси Y, эти два параметра должны быть рассчитаны, но для этого вам нужно знать шаг мотора. Просто нарисуйте что-нибудь и замерьте реальные размеры получившейся картинки и поменяйте параметры.
- строки 130 и 131 — максимальные расстояния по осям X и Y соответственно, оно составляет около 35 мм и зависит от движочка.
Для того чтобы настроить фокусировку лазера, нужно включить лазер. Для этого нужно отправить M3 S250 и G1 X0 S25 F50 — это запустить лазер на 10% мощности.
Шаг 8: Финальный
Последним важным шагом будет настройка пределов по осям лазера и места, которое при включении лазера будет считаться нулевыми координатами. Так что перед включением лазера нам нужно выставить максимальные значения по осям — вытяните оси Y и X в максимальное правое положение.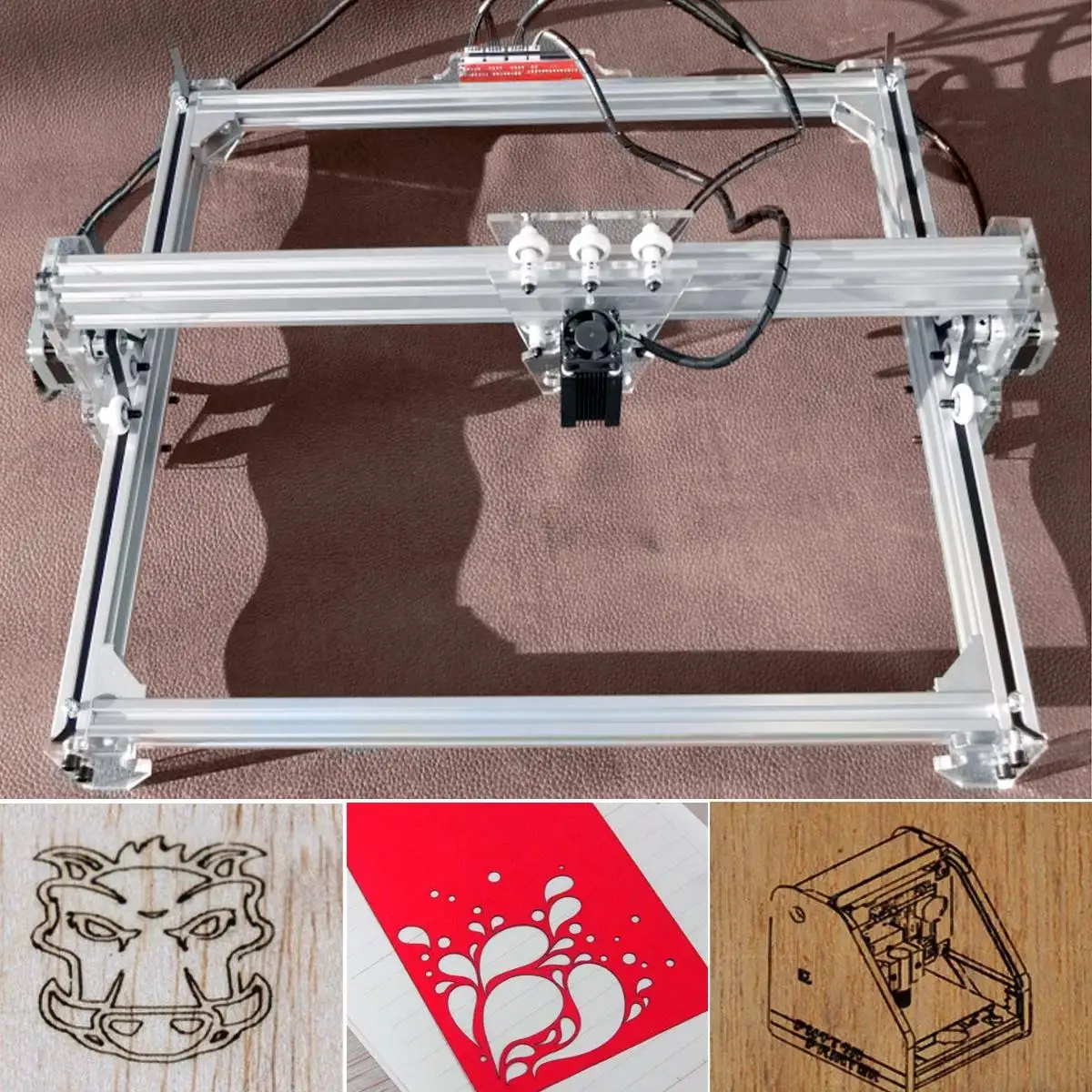 Загрузка картинок очень проста — выберите файл, он может быть как уже готовым G-Code, так и просто картинкой jpg, png или bmp.
Загрузка картинок очень проста — выберите файл, он может быть как уже готовым G-Code, так и просто картинкой jpg, png или bmp.
Видео компании Raymark Photonics
Волоконные лазерные маркираторы (граверы)
https://www.youtube.com/watch?v=4P7nMg_7d6s&list=PLBBCEsDLgeSGn4bACbeAHgVwVjweJvlUC&index=15; Волоконный лазерный гравер (маркиратор) закрытого типа RayMark Pandora; 0:29; Демонстрация новейшей модели в линейке волоконных станков RayMark. Модель Pandora поставляется в комплекте с излучателями мощностью 20, 30, 50 ВТ с увеличенным ресурсом службы до 100 000 часов.
https://www.youtube.com/watch?v=_UFc16-yxXE&list=PLBBCEsDLgeSGn4bACbeAHgVwVjweJvlUC&index=1; 3D гравировка на волоконном лазерном гравере RayMark 3D; 0:16; Гравировка 3D изображения на стали с помощью функции автофокусировки на станке.
https://www.youtube.com/watch?v=FC5-IBA55LM&list=PLBBCEsDLgeSGn4bACbeAHgVwVjweJvlUC&index=29; Нанесение QR-кода на металл волоконным лазером RayMark HIT 20 Вт; 1:22; На видео продемонстрирован процесс нанесения маркировки QR-кода на металлическую пластину.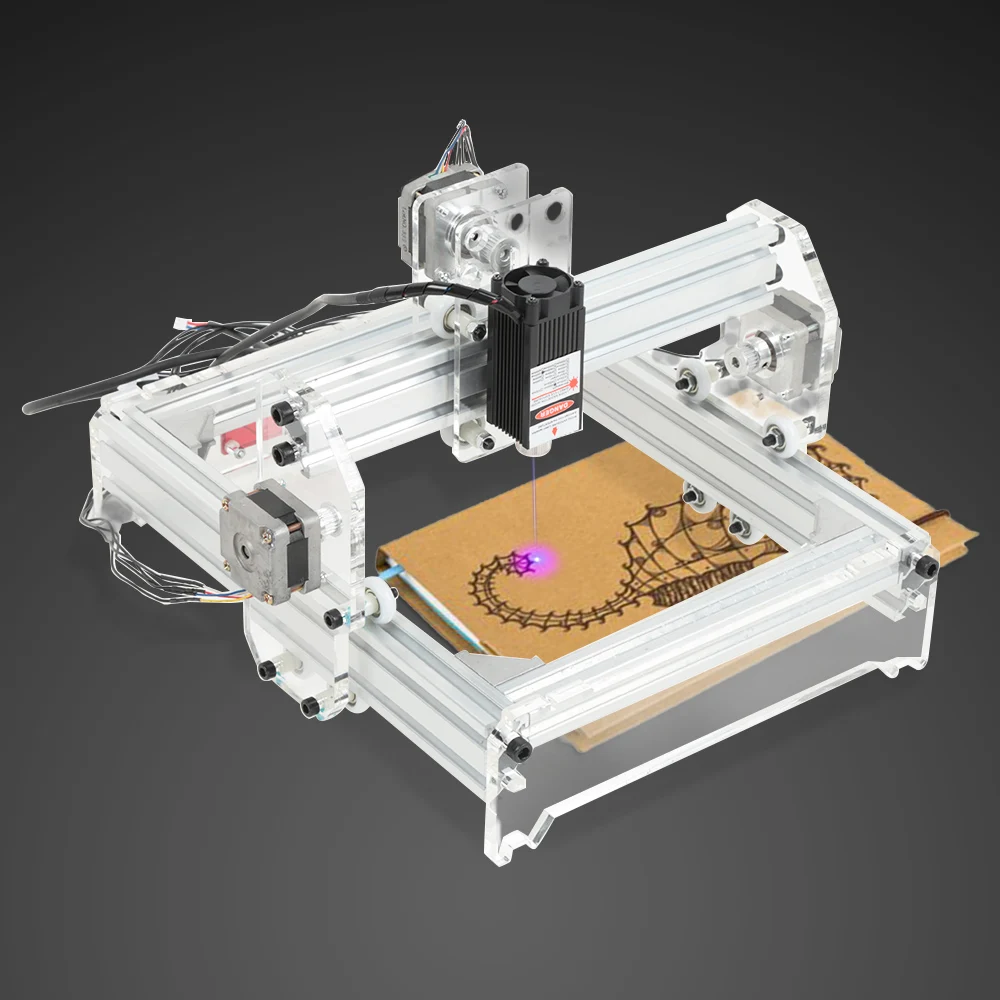 По этому же принципу станок может наносить штрих-код, серию и номер партии, дату и время.
По этому же принципу станок может наносить штрих-код, серию и номер партии, дату и время.
https://www.youtube.com/watch?v=wo_Ah5qGqLI&list=PLBBCEsDLgeSGn4bACbeAHgVwVjweJvlUC&index=2; 3D гравировка ангела на волоконном лазерном гравере RayMark 3D; 0:19; Гравировка 3D изображения на стали с помощью функции автофокусировки на станке.
https://www.youtube.com/watch?v=ADYKc-LiHAI&list=PLBBCEsDLgeSGn4bACbeAHgVwVjweJvlUC&index=32; Лазерный маркировщик RayMark HIT синхронизирован с 5 координатным манипулятором; 1:20; На видео показан процесс лазерной маркировки без участия человека. Лазерный модуль встроен в линию по производству электрофурнитуры. Лазер работает в режиме 24/7. Маркиратор мощностью 20 Вт в стандартной комплектации.
https://www.youtube.com/watch?v=WA6Tjtn-OPs&list=PLBBCEsDLgeSGn4bACbeAHgVwVjweJvlUC&index=3; Волоконный маркиратор с полем 500х500 мм RayMark G500; 1:59; На видео продемонстрирован принцип работы волоконного лазерного маркиратора RayMark G500.
https://www.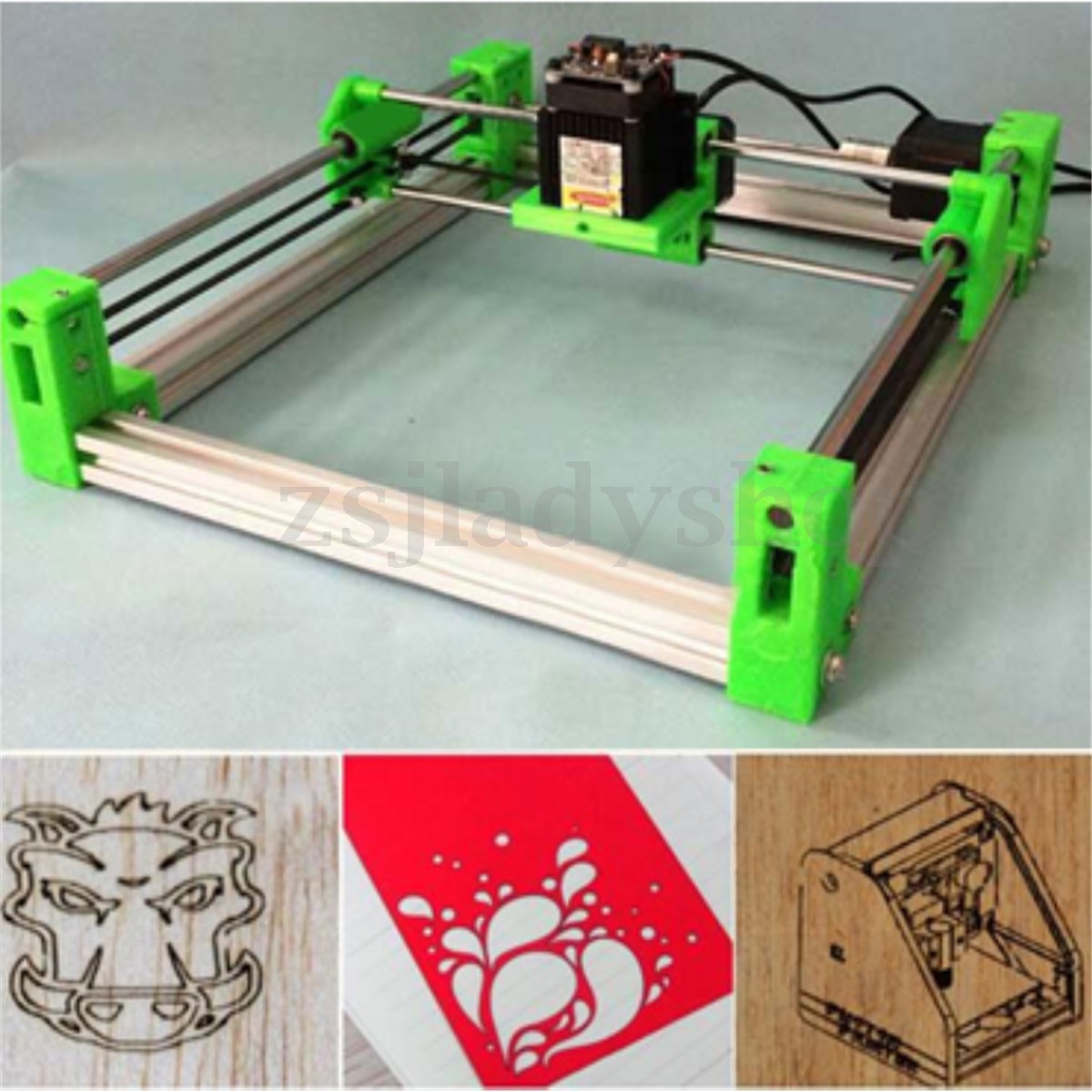 youtube.com/watch?v=0GStjHFQv7Y&list=PLBBCEsDLgeSGn4bACbeAHgVwVjweJvlUC&index=4; Изготовление клише на волоконном лазерном маркираторе RayMark HIT 30 ВТ; 2:20; На видео представлен процесс выполнения глубокой гравировки на стали при помощи лазерного маркиратора RayMark HIT 30 Вт.
youtube.com/watch?v=0GStjHFQv7Y&list=PLBBCEsDLgeSGn4bACbeAHgVwVjweJvlUC&index=4; Изготовление клише на волоконном лазерном маркираторе RayMark HIT 30 ВТ; 2:20; На видео представлен процесс выполнения глубокой гравировки на стали при помощи лазерного маркиратора RayMark HIT 30 Вт.
https://www.youtube.com/watch?v=OUJUEIG9Y5M&list=PLBBCEsDLgeSGn4bACbeAHgVwVjweJvlUC&index=5; Лазерная гравировка (маркировка) нержавеющей стали на станке RayMark HIT 20 Вт; 5:07; На видео продемонстрированы эффект при выборе различных настроек гравировки на волоконном лазерном маркираторе RayMark HIT мощностью 20 Вт.
https://www.youtube.com/watch?v=ncJhLwrQCGE&list=PLBBCEsDLgeSGn4bACbeAHgVwVjweJvlUC&index=6; Координатный стол для волоконного лазерного маркиратора RayMark HIT; 0:24; На видео продемонстрирован принцип работы автоматического координатного стола с ходом по оси Х 400 мм. Координатный стол является дополнительной комплектацией к станку RayMark HIT. Наиболее частой областью применения координатных столов является маркировка клавиатур.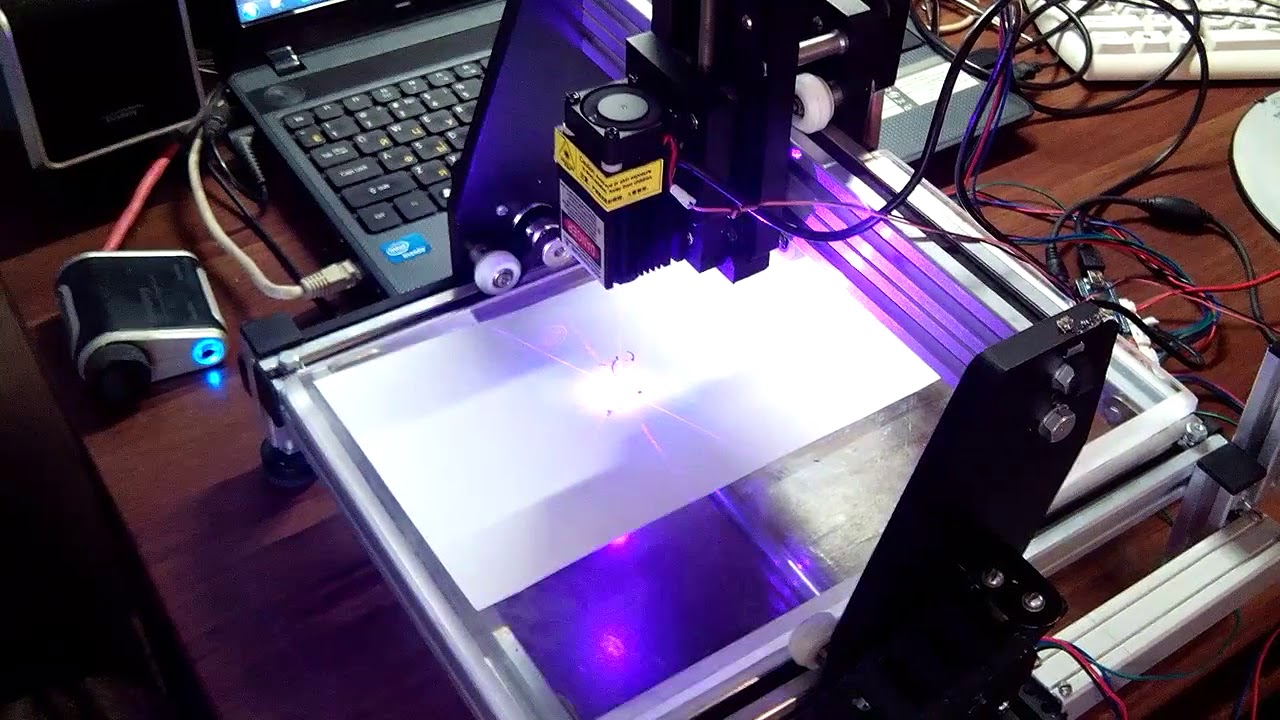
https://www.youtube.com/watch?v=Pomat9VXYvk&list=PLBBCEsDLgeSGn4bACbeAHgVwVjweJvlUC&index=7; Маркировка алюминиевого шильда с покрытием на станке RayMark HIT 20 Вт; 0:40; На видео продемонстрировано изготовление шильда на волоконном лазерном маркираторе RayMark HIT мощностью 20 Вт.
https://www.youtube.com/watch?v=xOjnB_X-2Ao&list=PLBBCEsDLgeSGn4bACbeAHgVwVjweJvlUC&index=8; Лазерная маркировка (гравировка) клавиатуры MacBook на станке RayMark HIT 20 ВТ; 0:55; На видео продемонстрирована лазерная маркировка клавиатуры MacBook на станке RayMark HIT 20 ВТ.
https://www.youtube.com/watch?v=DfpSh736hrk&list=PLBBCEsDLgeSGn4bACbeAHgVwVjweJvlUC&index=9; Лазерная гравировка кожи на волоконном маркираторе RayMark HIT 20; 0:49; На видео показан процесс гравировки на коже при помощи волоконного лазерного гравера RayMark HIT 20 Вт в стандартной комплектации.
https://www.youtube.com/watch?v=KArADT94oFw&list=PLBBCEsDLgeSGn4bACbeAHgVwVjweJvlUC&index=10; Лазерная маркировка логотипа на станке RayMark HIT 20 Вт; 1:38; На видео показан процесс маркировки логотипа на стальной пластине. Маркировка выполнена в трёх цветах: белый, коричневый и чёрный. Оборудование применялось в стандартной комплектации. Модель RayMark HIT 20 Вт.
Маркировка выполнена в трёх цветах: белый, коричневый и чёрный. Оборудование применялось в стандартной комплектации. Модель RayMark HIT 20 Вт.
https://www.youtube.com/watch?v=Qj2_bQp7HY8&list=PLBBCEsDLgeSGn4bACbeAHgVwVjweJvlUC&index=11; Лазерная маркировка фотографии на волоконном лазерном гравере RayMark HIT 20 ВТ; 1:37; На видео представлен процесс лазерной маркировки фотографии на металлическую пластину. Качество маркировки тем выше, чем выше качество фотографии. Маркировка выполнена на станке RayMark HIT 20 Вт.
https://www.youtube.com/watch?v=_dy-YflZ4ic&list=PLBBCEsDLgeSGn4bACbeAHgVwVjweJvlUC&index=12; Лазерная маркировка шильда на станке RayMark HIT 20 Вт; 1:27; На видео продемонстрирован процесс нанесения маркировки на металлический шильд. Использовался Лазерный маркировщик RayMark HIT 20 Вт в стандартной комплектации.
https://www.youtube.com/watch?v=4eu5qDutziY&list=PLBBCEsDLgeSGn4bACbeAHgVwVjweJvlUC&index=13; Поворотный стол для лазерного маркиратора (гравера) RayMark; 0:15; На видео демонстрируется принцип работы дополнительно комплектующей — поворотного стола для модели RayMark HIT и RayMArk PRO. На видео представлен станок RayMark HIT 20 Вт.
На видео представлен станок RayMark HIT 20 Вт.
https://www.youtube.com/watch?v=0UDveKAH8fg&list=PLBBCEsDLgeSGn4bACbeAHgVwVjweJvlUC&index=14; Резка алюминия на волоконном лазерном гравере RayMark HIT 20 ВТ; 0:37; На видео представлен процесс резки алюминиевой пластины толщиной 0,5 мм на лазерном маркираторе RayMark HIT мощностью 20 Вт в комплекте с линзой 75*75 мм.
https://www.youtube.com/watch?v=C4bmfi8D6VI&list=PLBBCEsDLgeSGn4bACbeAHgVwVjweJvlUC&index=16; Скоростная лазерная маркировка Волоконный лазерный гравер RayMark HIT; 0:56; На видео показана максимальная скорость маркировки на волоконном лазерном станке RayMark HIT 20 Вт в комплекте с линзой 110х100 мм и сканаторами Sino Galvo.
https://www.youtube.com/watch?v=9ZfpbPfG2QA&list=PLBBCEsDLgeSGn4bACbeAHgVwVjweJvlUC&index=17; Смена линзы на волоконном лазерном маркираторе RayMark HIT; 5:20; На видео представлен один из этапов процесса обучения наших Клиентов после приобретения волоконного лазерного гравера RayMark HIT.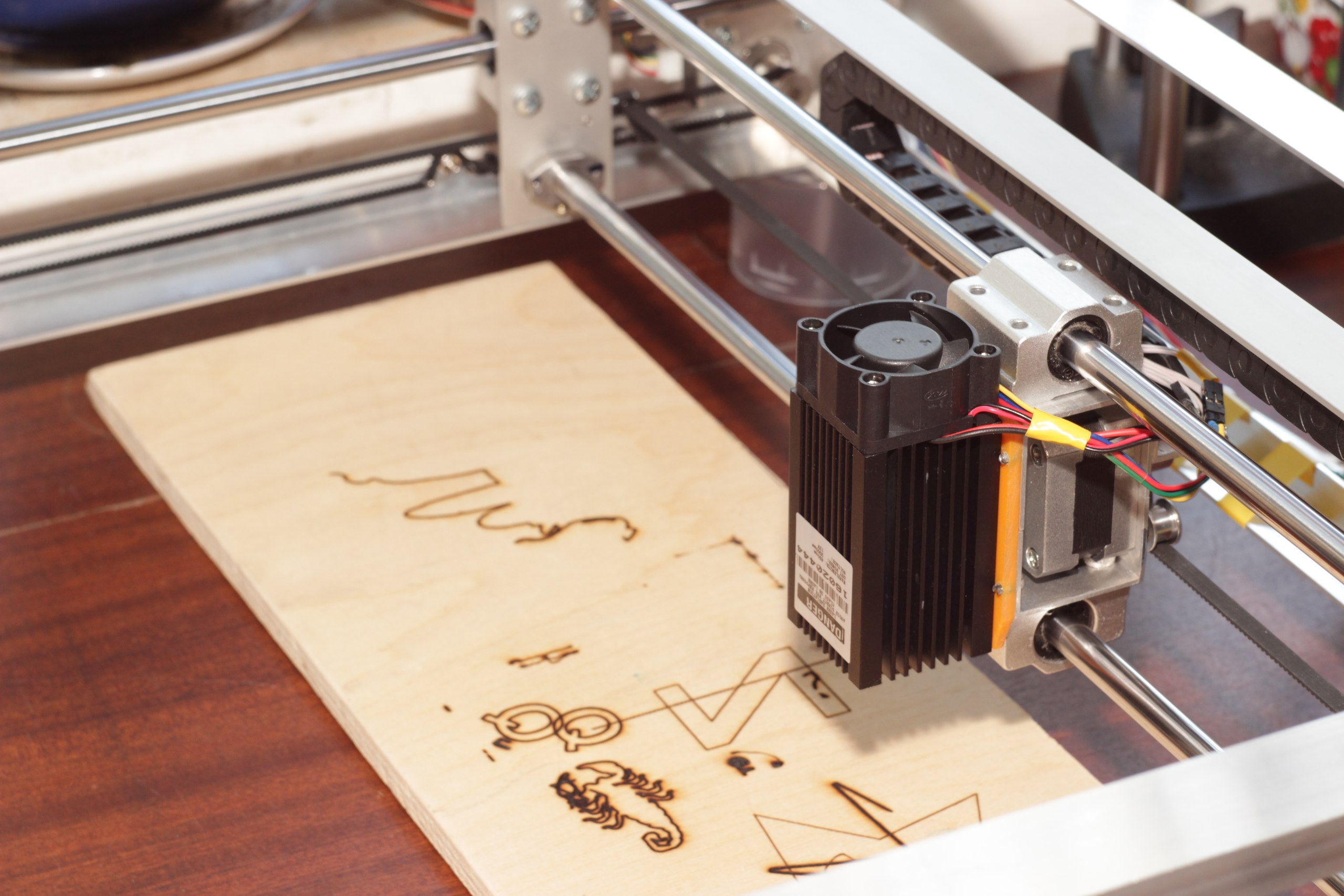
https://www.youtube.com/watch?v=jBlNuebPmSA&list=PLBBCEsDLgeSGn4bACbeAHgVwVjweJvlUC&index=18; Цветная лазерная гравировка (маркировка) RAYMARK; 3:24; На видео продемонстрирован процесс выполнения цветной гравировки на модели RayMark HIT в комплекте с изучателем MOPA.
https://www.youtube.com/watch?v=aRi1uHFQp6g&list=PLBBCEsDLgeSGn4bACbeAHgVwVjweJvlUC&index=19; Ювелирный вращательный привод на станке RayMark Gold; 0:14; На видео продемонстрирован основной принцип работы ювелирного автоматического вращательного привода, который является дополнительной комплектацией к станку RayMark Gold.
https://www.youtube.com/watch?v=7y6T6N4PTZ8&list=PLBBCEsDLgeSGn4bACbeAHgVwVjweJvlUC&index=30; Изготовление адресника (именника) для домашнего животного на лазерном станке RAYMARK HIT 20; 2:30; На видео продемонстрирован процесс нанесения надписи на металлический медальон с покрытием. Станок может работать с любыми металлами и сплавами
В видео использовался Лазерный маркировщик RayMark HIT 20 Вт в стандартной комплектации.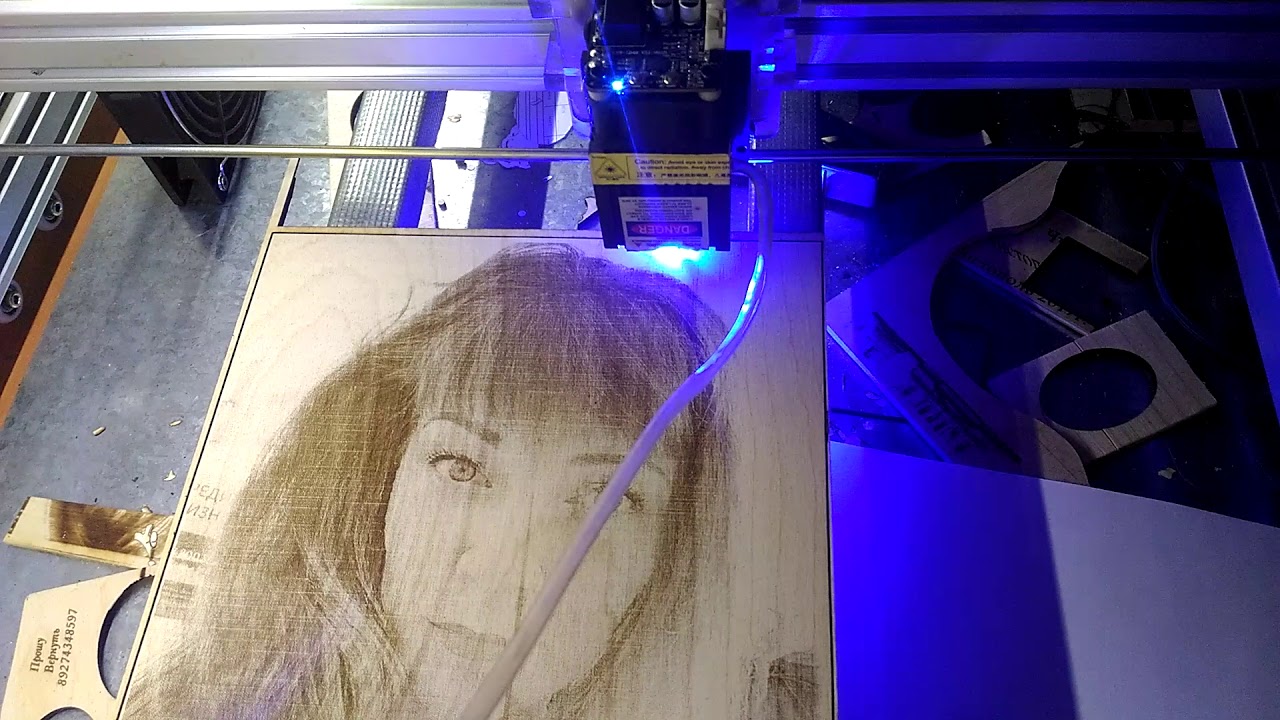
https://www.youtube.com/watch?v=heJ0dHEhI_c&list=PLBBCEsDLgeSGn4bACbeAHgVwVjweJvlUC&index=20; Скоростная маркировка на волоконном лазерном гравере RayMark HIT 30 Вт; 0:15; На видео продемонстрирован процесс выполнения скоростной маркировки при помощи упоров для рабочего стола и педали пуска лазера.
https://www.youtube.com/watch?v=Q-IgZXqUV24&list=PLBBCEsDLgeSGn4bACbeAHgVwVjweJvlUC&index=21; Лазерная маркировка на волоконном станке RayMark G500; 0:57; На видео продемонстрирован процесс маркировки металла на волоконном лазерном гравере с рабочим полем 500х500 мм. Мощность станка 20 Вт.
https://www.youtube.com/watch?v=mnvxFxfY5ZM&list=PLBBCEsDLgeSGn4bACbeAHgVwVjweJvlUC&index=22; Лазерная маркировка гравировка на блесне из стали; 4:11; На видео представлен процесс нанесения изображения на стальную изогнутую часть рыболовной блесны. Выполнена работа на станке RAYMARK GOLD 20 вт с линзой 110х110 мм.
https://www.youtube.com/watch?v=iA4kknuC6Ac&list=PLBBCEsDLgeSGn4bACbeAHgVwVjweJvlUC&index=27; Маркировка покрытия на волоконном гравере RAYMARK HIT 20; 6:28; На видео продемонстрирован процесс поверхностной маркировки анодированного покрытия.
https://www.youtube.com/watch?v=G037YNH_KUg&list=PLBBCEsDLgeSGn4bACbeAHgVwVjweJvlUC&index=28; Глубокая гравировка текста на волоконном лазере RAYMARK HIT 20; 1:57; Гравировка глубиной 0,4 мм. Мощность излучателя 20 Вт. Линза с рабочим полем 110х110 мм. 20 проходов.
https://www.youtube.com/watch?v=rHMC8X9snsc&list=PLBBCEsDLgeSGn4bACbeAHgVwVjweJvlUC&index=31; Изготовление шильдика из металла лазером RayMark HIT 20 Вт; 3:58; На видео продемонстрирован процесс нанесения маркировки на металлический шильд. Использовался Лазерный маркировщик RayMark HIT 20 Вт в стандартной комплектации.
https://www.youtube.com/watch?v=MI9pchUDyVg&list=PLBBCEsDLgeSGn4bACbeAHgVwVjweJvlUC&index=34; Единственный в Украине волоконный маркировщик длиной 2700 мм; 1:28; На видео представлен уникальный волоконный маркиратор для работы с изделиями длиной 2700 мм.
https://www.youtube.com/watch?v=Z4b0ebbbu_8&list=PLBBCEsDLgeSGn4bACbeAHgVwVjweJvlUC&index=35; Мощный волоконный лазерный гравер 50Вт с полем 500х500 мм нержавейка RayMark G500; 1:23; На видео продемонстирована работа мощного волоконного лазерного гравера Мощность станка 50Вт с полем 500х500 мм нержавейка RayMark G500.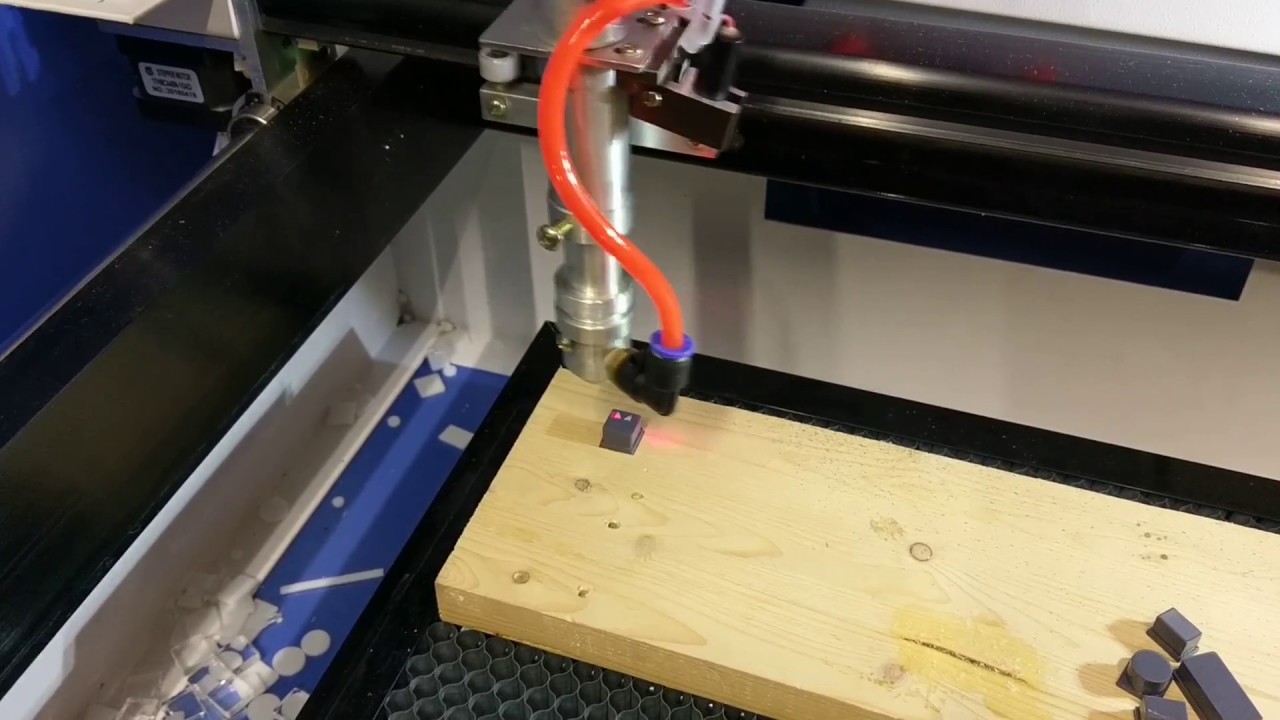
https://www.youtube.com/watch?v=_w7tX95WoTI&list=PLBBCEsDLgeSGn4bACbeAHgVwVjweJvlUC&index=36; Лазерная маркировка латуни белым цветом на станке Raymark HIT 20; 0:41; Латунь — самый сложный металл для гравировки ввиду её высокой отражающей способности. Лазерные граверы Raymark отлично справляются с задачей, так как оснащены новейшими излучателями и высоким диапазоном частот.
https://www.youtube.com/watch?v=H95DUQ17j88&list=PLBBCEsDLgeSGn4bACbeAHgVwVjweJvlUC&index=37; Лазерная гравировка на ложках на волоконном станке Raymark HIT 20; 0:53; Не каждый волоконный лазер способен сделать гравировку на криволинейной поверхности. Для этого необходима специальная линза. Важным является мастерство оператора в тонком подборе настроек для равномерного и нужного цвета.
https://www.youtube.com/watch?v=8GVZoN84YHw&list=PLBBCEsDLgeSGn4bACbeAHgVwVjweJvlUC&index=38; Лазерная маркировка по окрашенной поверхности на станке RayMark HIT 20 Вт; 0:46; Алюминиевая канистка. Покрыта краской. Лазерный луч изменяет покрытия на белый. Задача выполнена на волоконном гравере мощностью 20 Вт.
Лазерный луч изменяет покрытия на белый. Задача выполнена на волоконном гравере мощностью 20 Вт.
https://www.youtube.com/watch?v=zHin_sguv-0&list=PLBBCEsDLgeSGn4bACbeAHgVwVjweJvlUC&index=39; Портативный лазерный гравер по металлу Raymark Portable 20; 2:28; На видео продемонстрирован принцип работы волоконного лазерного маркиратора. Станок используется для гравировки крупногабаритных изделий или для гравировки в труднодоступных местах.
10 полезных советов по работе на лазерном гравере по дереву и фанере. Настройка лазерного гравера.
Всем привет, Друзья! С Вами 3DTool!
Станок лазерной резки СО2. 10 полезных советов для новичков по резке и гравировке фанеры и дерева.
Предисловие. Для части советов важно понимать разницу между векторными файлами и растровыми файлами. Векторные файлы представляют собой математические формулы, которые описывают линии, круги и т.д. Они создаются в таких программах, как Adobe Illustrator, Inkscape, AutoCAD и Corel.64.jpg) Растровые файлы представляют собой наборы отдельных пикселей, например цифровые фотографии, файлы Adobe Photoshop, JPG и т. Д. Вырезать на лазере вы можете только векторные файлы, а гравировать – оба вида. Для некоторых советов, перечисленных ниже нужно, чтобы ваш файл был векторным.
Растровые файлы представляют собой наборы отдельных пикселей, например цифровые фотографии, файлы Adobe Photoshop, JPG и т. Д. Вырезать на лазере вы можете только векторные файлы, а гравировать – оба вида. Для некоторых советов, перечисленных ниже нужно, чтобы ваш файл был векторным.
Каталог лазерных станков с ЧПУ
Совет №1. Подготовка к лазерной резке или гравировке.
Прежде чем мы перейдем к советам по резке и гравировке, давайте начнем с полезных советов по подготовке к ним:
Защита от дыма/нагара: если вы собираетесь гравировать что-либо, помните, что дым/нагар от гравировки может испачкать края гравируемой поверхности. Что бы этого избежать, наклейте на поверхность малярный скотч. Он не сильно повлияет на мощность лазера (можно немного увеличить мощность, если считаете, что это необходимо), но защитит материал вокруг гравируемой зоны от следов дыма. После нанесения гравировки просто снимите скотч.
После нанесения гравировки просто снимите скотч.
Предварительные настройки: Лазерный станок, который вы используете, наверняка имеет рекомендуемые настройки для резки или гравировки различных материалов и различной толщины. Вы можете загрузить эти настройки в свой компьютер или непосредственно плату управления станком лазерной резки и сохранить их в качестве предустановок. Обязательно назовите их как-нибудь осмысленно, чтобы в будущем их можно было легко идентифицировать. Таким образом, когда вы в следующий раз будете гравировать на коже или резать акрил толщиной 3 мм, вы можете просто найти и использовать предустановку для работы с данным материалом.
Тестовая резка заготовки: даже если у вас имеется предустановка для разреза материала, рекомендуется выполнить тестовый разрез прежде, чем запустить на выполнение основное задание. Нет ничего хуже, чем вынуть лист материала фанеры после реза лазером и обнаружить, что он не разрезал всё задуманное до конца. Рекомендуем создать маленький круг или квадрат (около 6 или 10 мм в ширину) и вырезать его в углу заготовки. Таким образом можно увидеть, нужно ли увеличивать или уменьшать мощность, прежде чем запустить базовое задание.
Рекомендуем создать маленький круг или квадрат (около 6 или 10 мм в ширину) и вырезать его в углу заготовки. Таким образом можно увидеть, нужно ли увеличивать или уменьшать мощность, прежде чем запустить базовое задание.
Совет №2: Важность слоев в графических редакторах
Некоторые советы, о которых пойдет речь ниже, требуют возможности гравировать/резать только часть файла или дизайна за один раз. Самый простой способ сделать это — поместить разные части вашего дизайна на разные слои одного файла. Большинство графических программ позволяют создавать слои, а затем включать и выключать их. Хотя вы, конечно, можете поместить все на один слой, разделение на несколько слоев дает вам несколько ключевых преимуществ:
1. Контроль очередности резов. У вашего лазерного станка скорее всего есть несколько вариантов управления порядком, в котором происходит рез, но удобнее всего контролировать очередность одним единственным способом: задать разные линии реза на отдельных слоях, чтобы включать и выключать каждый слой в нужном порядке.
2. Несколько слоев в одном файле. Вместо того, чтобы каждый дизайн или часть дизайна сохранять в отдельном файле, просто поместите их все в один файл и разбейте на отдельные слои. Затем просто запускайте нужные слои.
3. Создание подсказок и мишеней. Возможно, вы создали несколько подсказок для разметки вашего дизайна, или мишень для размещения нескольких одинаковых объектов. Чтобы их не вырезало на основном дизайне, поместите их на отдельный слой и просто отключите его.
Совет № 3: Приемы лазерной резки и гравировки по дереву.
Допустим, вы разработали логотип или изображение и хотите вырезать его на заготовке из цельного дерева. Дерево — отличный материал для гравировки, но нужно понимать разницу между гравировкой на цельном куске дерева и композитным материалом, таким как фанера или МДФ. В отличие от изготовленного материала, натуральное дерево не является однородным. Волокна в древесине представляют различные этапы роста в (зимой и летом), и каждое из них будет выжигаться по-разному. Обычно темные волокна тверже, а светлые части между ними мягче. Как видно из примера фотографии выше, на гравировке вы видите зебру. Если вам важен однородный вид гравировки, лучше всего взять хорошую фанеру, где верхний слой более предсказуем.
Волокна в древесине представляют различные этапы роста в (зимой и летом), и каждое из них будет выжигаться по-разному. Обычно темные волокна тверже, а светлые части между ними мягче. Как видно из примера фотографии выше, на гравировке вы видите зебру. Если вам важен однородный вид гравировки, лучше всего взять хорошую фанеру, где верхний слой более предсказуем.
Еще одна вещь, о которой следует помнить, это материалы с тонким шпоном хорошей древесины сверху. Гравировка часто прожигает тонкий шпон, обнажая то, что находится под ним. Удостоверьтесь, что древесина, которая находится под шпоном, выглядит хорошо, и что вы выжигаете весь шпон, чтобы у вас не было смеси шпона и поверхности под ним.
Совет № 4: Лазерная резка перекрывающихся обектов.
Часто, когда нужно вырезать несколько частей одновременно, велико искушение поместить их рядом друг с другом, что бы соседние одинаковые линии перекрывались друг другом для экономии листа материала.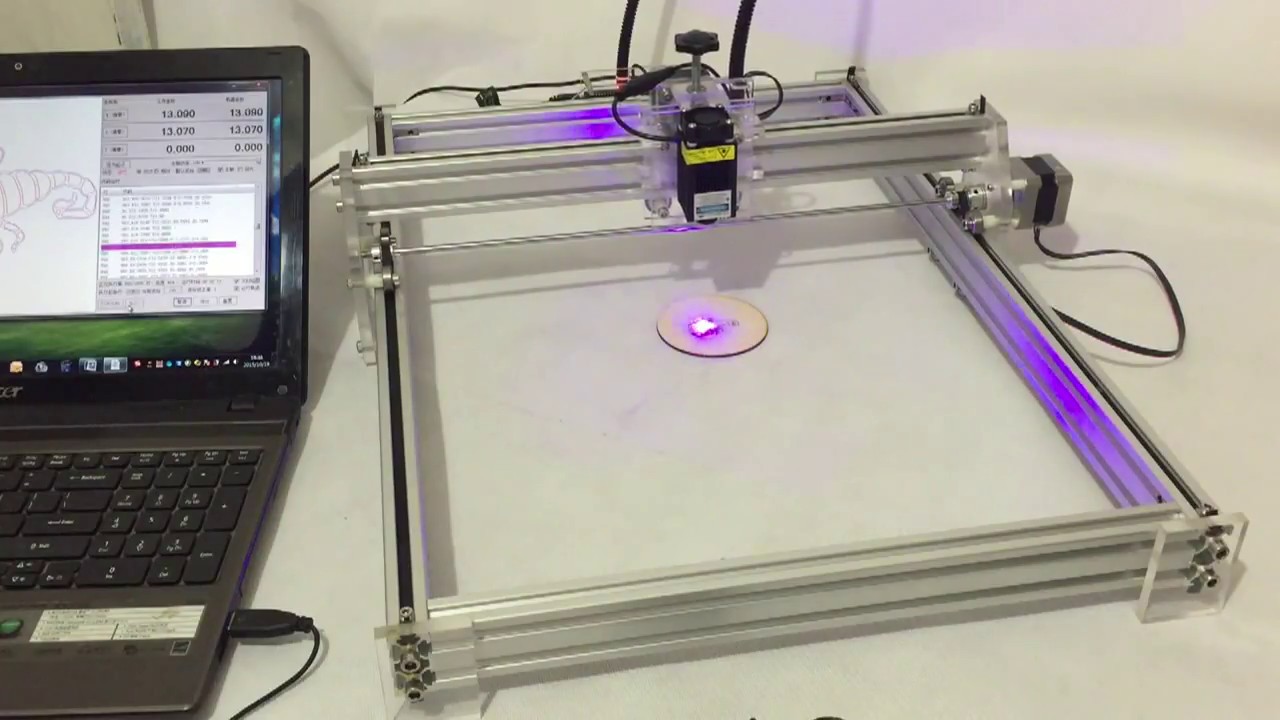 Это хорошая идея, но можно ее очень легко испортить.
Это хорошая идея, но можно ее очень легко испортить.
Например у вас заготовлено куча квадратов для резки. Если вы нарисуете два квадрата (по четыре стороны каждый), а затем прижмете их друг к другу, визуально будет только одна линия между ними. Проблема в том, что, хотя для вас это выглядит это как одна сплошная линия, компьютер все равно видит две. Конечным результатом является то, что линии будут обрезаны одна по другой. Это приведет к тому, что данный край, скорее всего будет выжженым, а не чистым. Так же потратится время на ненужный рез.
Способ исправить это — убрать одну из удвоенных линий. Нарисуйте один из квадратов 3-х сторонним, убрав одну боковую линию напротив первого квадрата и совместите их.
Совет № 5: Разница лазерной гравировки растрового изображения и векторного.
Основное различие между растровой гравировкой и векторной состоит в том, что для гравировки лазер перемещается слева направо по области гравировки, а затем перемещается вниз на минимальный шаг, повторяя до тех пор, пока не выгравирует изображение.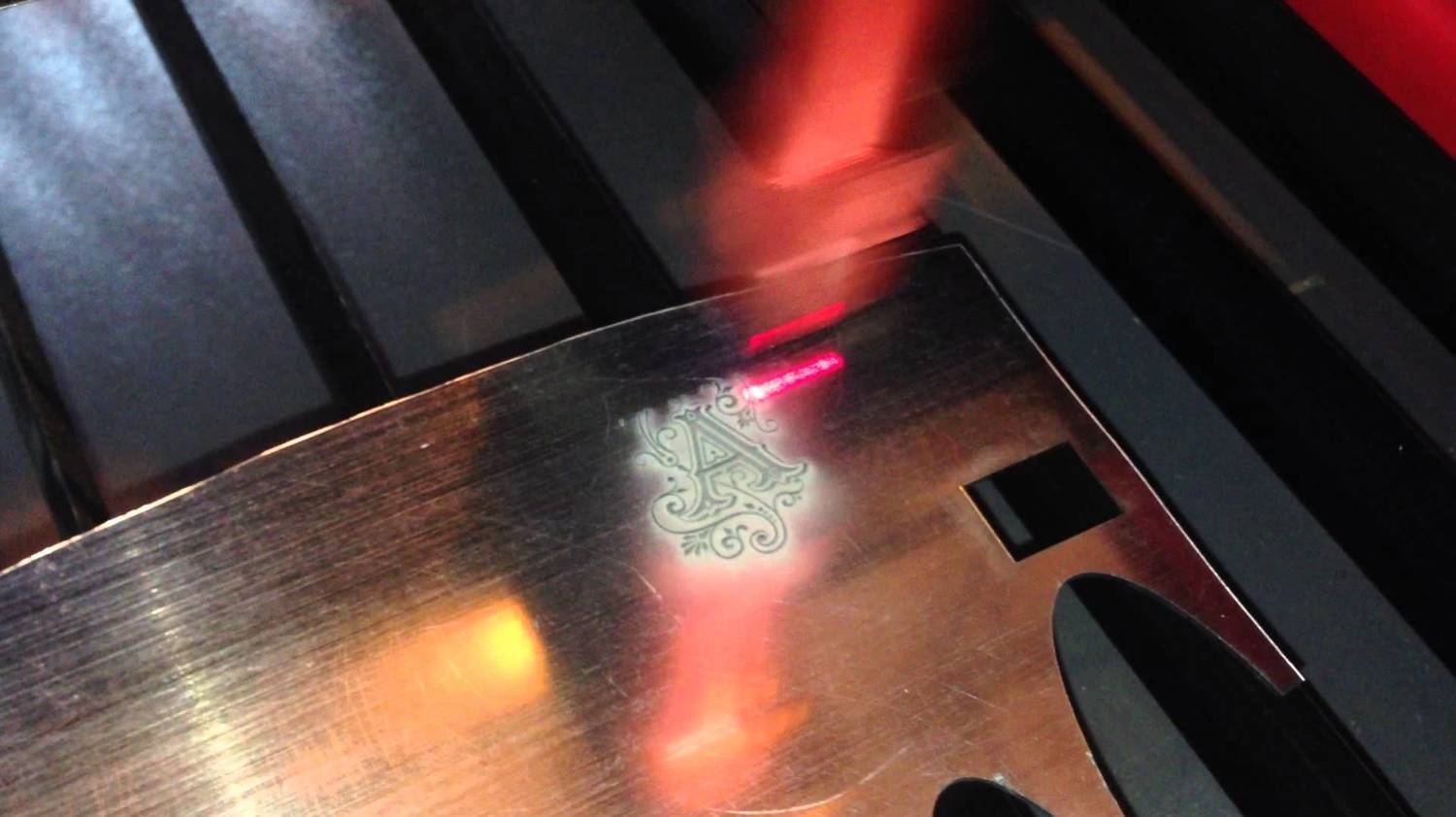 С векторным резом лазер просто движется вдоль линий. В результате растровая гравировка занимает намного больше времени, чем векторный рез.
С векторным резом лазер просто движется вдоль линий. В результате растровая гравировка занимает намного больше времени, чем векторный рез.
Итак, у вас есть рисунок. Например, кельтский узел, который представляет собой, в основном, просто линии. Конечно, вы можете запустить его как растровую гравировку. Преимущество состоит в том, что вы можете установить толщину линий какую хотите, и разные линии будут иметь разную толщину. Недостаток в том, что гравировка займет гораздо больше времени.
Если же файл векторный, есть быстрый способ создания линий без их разреза. Запустите ваш файл как векторную резку, но выключите питание и увеличьте скорость. Например, чтобы прорезать 3мм фанеру, мы ставим мощность лазера на 100% и скорость на 20%, но, чтобы на ней же нарисовать линию, уменьшаем мощность до 30% и скорость на 95%. Пытаясь прорезать материал, лазер просто выжигает на нем тонкую линию. Преимущество в том, что так будет намного быстрее, чем векторная гравировка. Недостатком является то, что линия будет очень тонкой, и вы не сможете изменить ее толщину.
Недостатком является то, что линия будет очень тонкой, и вы не сможете изменить ее толщину.
Совет № 6: Расфокусировка лазерного луча для получения более толстых векторных линий.
В последнем совете мы рассмотрели, как использовать векторное изображение, чтобы просто делать линии на материале для создания штриховых рисунков или дизайнов. Но недостатком этого метода является то, что линия очень тонкая. Но есть способ получить более толстые линии. Лазерный луч имеет очень узкую точку фокусировки, поэтому, если немного опустить материал ниже, лазер потеряет фокус и рассеется. Положите небольшой кусок дерева толщиной около 9,5 мм на материал, который вы используете, и сфокусируйте лазер на этом куске. Затем запускайте лазер на векторной настройке (с меньшей мощностью и более высокой скоростью). В результате получается гораздо более толстая линия, чем если бы лазер был правильно сфокусирован.
Есть 2 недостатка этого способа, о которых нужно знать при использовании этой техники работы. Один из них — линия немного неточная и не такая четкая, как при растровой гравировке. Во-вторых, в углах линий лазер делает небольшую паузу, так как меняет направление, поэтому углы прогорают немного глубже. Углы выглядят так, будто в них есть маленькие точки.
Один из них — линия немного неточная и не такая четкая, как при растровой гравировке. Во-вторых, в углах линий лазер делает небольшую паузу, так как меняет направление, поэтому углы прогорают немного глубже. Углы выглядят так, будто в них есть маленькие точки.
Совет № 7: Добавление векторной обводки к краю шрифта или гравируемого изображения
Обычно у вас должны получаться хорошие края на любой гравировке, которую делает ваш лазер (если вы не проверяете фокусировку). Но если вы хотите придать краям гравировки немного большую резкость, вот хороший совет: добавьте легкую векторную обводку по краю гравируемого изображения.
Вам понадобится изображение в виде векторного файла. Выберите его и добавьте тонкий штрих (обводку) по краям. Когда вы настраиваете лазер для обводки, уменьшите питание лазера и увеличьте скорость, чтобы он выжигал, но не прорезал края. После того, как лазер выполнит основную гравировку, он вернется и обожжет тонкую линию вокруг самого края.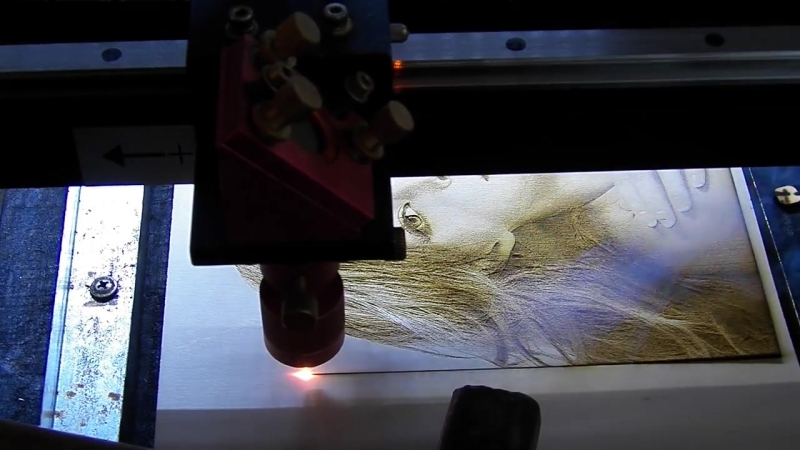
Этот эффект отлично подходит для разного рода надписей.
Каталог настольных лазерных станков — https://3dtool.ru/category/chpu/lazernye-stanki/lazernyy-graver/
Совет № 8: Лазерная резка дерева в целевой области.
Иногда вам нужно точно попасть в целевую область, которая не лежит в начальных координатах лазера. Например, имеется кусок пластика, из которого вы уже вырезали несколько фигур, но между старыми вырезами достаточно места, чтобы сделать другой, новый вырез. Как вы можете аккуратно вставить новый рез в оставшееся пространство?
Сначала измерьте целевую область и получите ее приблизительные размеры. Убедитесь, что есть достаточно места для того, что вы хотите вырезать. Затем разместите заготовку на сотовом столе лазерного станка и измерьте расстояние от нулевых координат лазера до целевой области. Например, прямоугольник 2. 5см на 5 см, расположенный на 6см ниже и на 2см левее от края. Затем в вашем файле используйте разметку, чтобы выделить целевую область и положение от начала координат на материале. Поместите свой рисунок или рез в целевой области. Убедитесь, что данная разметка не будет использоваться при резке. Если вы все правильно измерили, ваш вырез должен находится прямо в целевой области.
5см на 5 см, расположенный на 6см ниже и на 2см левее от края. Затем в вашем файле используйте разметку, чтобы выделить целевую область и положение от начала координат на материале. Поместите свой рисунок или рез в целевой области. Убедитесь, что данная разметка не будет использоваться при резке. Если вы все правильно измерили, ваш вырез должен находится прямо в целевой области.
Совет № 9: Одновременная лазерная гравировка многих объектов и использование шаблонов.
Допустим, у вас есть много деревянных подставок, на которых вы хотите выгравировать логотип. Вы можете помещать их по одному в начальных координатах лазера и гравировать один за другим. Но разве не было бы лучше расположить несколько штук одновременно и сделать так, чтобы станок лазерной резки выгравировал изображение на всех заготовках одновременно ?
Хитрость заключается в том, что нужно создать сетку, на которую можно выложить заготовки, и точно нанести на них лазерную гравировку.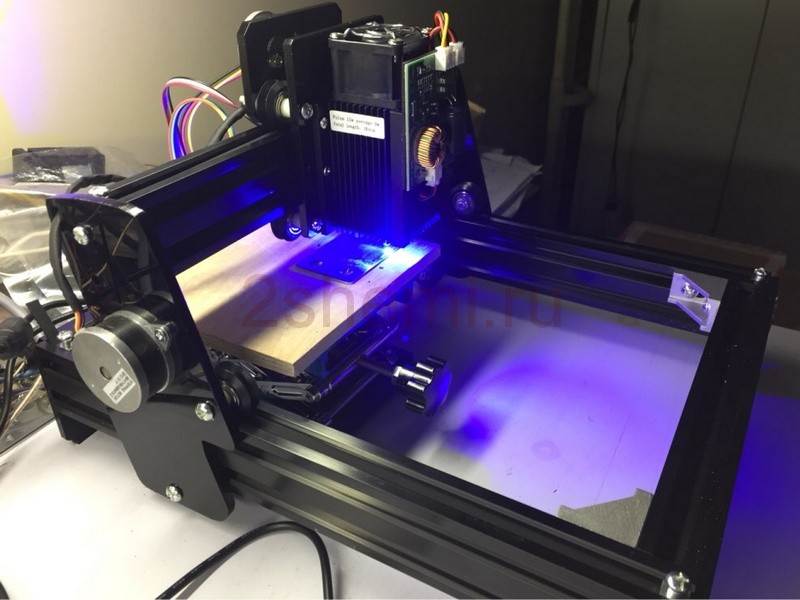 Создайте новый векторный файл размером с вашу рабочую зону лазера. Затем измерьте ваше изображение которые будет тиражировать на заготовках. Если вы можете получить его точную форму — это отличный вариант, но если это не возможно, то подойдет обычный круг или квадрат, главное, что бы края изображения точно входили в область квадрата или круга. Это будет вашей целевой формой. Создайте шаблон и поместите ваш рисунок (гравировку или вырез) в данную область. Теперь скопируйте шаблон и ваш рисунок и вставьте столько копий, сколько вы можете уместить в пространстве рабочей зоны лазера.
Создайте новый векторный файл размером с вашу рабочую зону лазера. Затем измерьте ваше изображение которые будет тиражировать на заготовках. Если вы можете получить его точную форму — это отличный вариант, но если это не возможно, то подойдет обычный круг или квадрат, главное, что бы края изображения точно входили в область квадрата или круга. Это будет вашей целевой формой. Создайте шаблон и поместите ваш рисунок (гравировку или вырез) в данную область. Теперь скопируйте шаблон и ваш рисунок и вставьте столько копий, сколько вы можете уместить в пространстве рабочей зоны лазера.
Совет: Оставьте немного места между шаблонами, чтобы заготовки не лежали плотно друг к другу.
Прежде чем запускать файл, не забудьте переместить сетку и шаблон на один слой, а свое изображение на другой слой. Затем отключить печать для слоя с вашим дизайном на нем.
Отрежьте кусок картона/фанеры под размер рабочей зоны лазера и поместите его в лазер. Теперь убедитесь, что только слой с шаблоном установлен для резки. Выгравируйте шаблон на картоне. Получится сетка, которая соответствует той, что в файле. Теперь поместите предметы, которые вы собираетесь выгравировать на шаблон, отмеченную на картоне. Не забудьте перефокусировать лазер на верхнюю часть того, что вы собираетесь гравировать. Теперь вы можете отключить печать слоя с мишенями и включить печать слоя непосредственно с дизайном.
Теперь убедитесь, что только слой с шаблоном установлен для резки. Выгравируйте шаблон на картоне. Получится сетка, которая соответствует той, что в файле. Теперь поместите предметы, которые вы собираетесь выгравировать на шаблон, отмеченную на картоне. Не забудьте перефокусировать лазер на верхнюю часть того, что вы собираетесь гравировать. Теперь вы можете отключить печать слоя с мишенями и включить печать слоя непосредственно с дизайном.
Пока вы не двигаете картон/фанеру, вы можете просто продолжать раскладывать на неё новые детали, нажимать на гравировку и повторять, пока не сделаете все свои заготовки.
Каталог станков лазерной резки больших размеров: https://3dtool.ru/category/chpu/lazernye-stanki/lazernyy-gravirovalnyy-stanok/
Совет № 10: Использование лазерной точки для моделирования выполнения задания без реза.
На некоторых лазерных станках имеется возможность включить лазерную указку, которая проецирует красную точку, указывающую, где будет работать лазерный луч.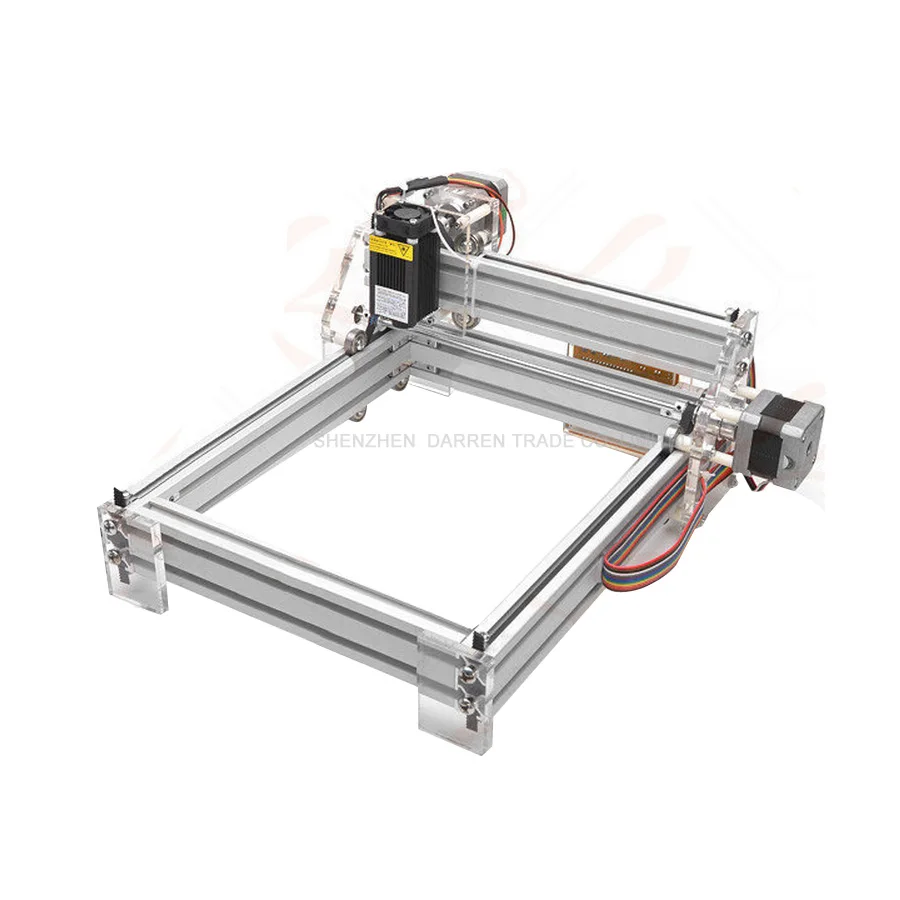 Это полезно для определения того, где лазер будет резать, прежде чем выполнять работу на самом материале. Просто отключите питание лазера и включите красную точку. Затем запустите файл и посмотрите, как двигается красная точка, как будто выполняем задание в холостом режиме.
Это полезно для определения того, где лазер будет резать, прежде чем выполнять работу на самом материале. Просто отключите питание лазера и включите красную точку. Затем запустите файл и посмотрите, как двигается красная точка, как будто выполняем задание в холостом режиме.
Следует помнить одну вещь: данный метод хорошо работает с векторными линиями, где лазер / красная точка следует по линиям, но не так хорошо с гравировками, когда лазер проходит вперед-назад по всей области гравировки. Если нужно использовать красную точку, чтобы выяснить, где заканчивается гравировка, можно нарисовать квадрат или круг вокруг гравируемого изображения, а затем просто с помощью красной точки в векторном режиме обвести данный квадрат. Либо, можно нарисовать горизонтальную и вертикальную линии из центра, как на рисунке выше.
Что ж, а на этом у нас все! Надеемся эта статья была для Вас полезна!
Связаться с нами вы можете любым удобным для Вас способом:
• По электронной почте: Sales@3dtool.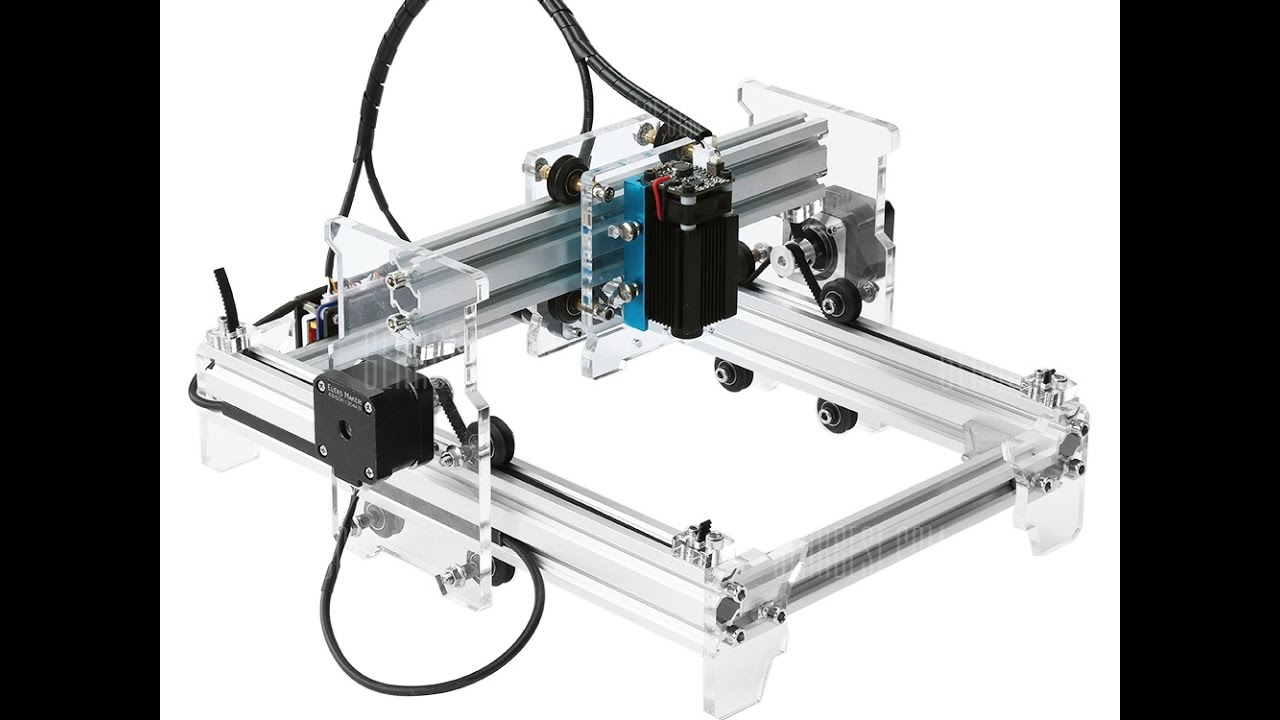 ru
ru
• По телефону: 8(800)775-86-69
• Или на нашем сайте: http://3dtool.ru
Так же, не забывайте подписываться на наш YouTube канал:
Подписывайтесь на наши группы в соц.сетях:
INSTAGRAM
ВКонтакте
Facebook
Компактный лазерный гравер
, Настольный лазерный гравер LaserPecker Mini Портативный лазерный гравер для лазерной резки с защитными очками для дизайна логотипа DIY, Art Craft Science Gold
Ваш браузер не поддерживает видео в формате HTML5.
Ух ты, простота использования, портативность и качество просто поражают меня! Мне нравится LaserPecker, и я много использовал его в первые две недели. Я — 100% -ный военный ветеринар, который занимается изготовлением гитар и другими изделиями из дерева. Я использую LaserPecker, чтобы делать нестандартные записи на грифе гитар и бас-гитар, и он отлично работает.
Я с легкостью записывал изображения прямо со своего iPhone XR через Bluetooth. Я просто использую редактор изображений, чтобы сделать их настоящими черно-белыми и расположить по центру, а также подогнать изображение по краям рисунка. Время от времени мне нужно немного изменить размер, это оттолкнет вас, если изображение не будет работать снова. Небольшое кадрирование обычно помогает … Я также обнаружил, что после загрузки изображения перейдите в настройки, чтобы включить центрирование лазера и выровнять точку в середине области, затем предварительный просмотр рисует только внешнюю область, чтобы убедиться, что она выровнена и размер правильно.Делая эти вещи, я уже не из сотен сильно выгорел.
По сравнению с другими блоками, которые стоят намного дороже, с рельсами или закрытыми блоками, этот блок настолько мобильный и простой в использовании, что их не сравнить. Я сожалею только о том, что теперь мне нужен новый блок … лол. Примерно от 250 до 350 долларов. Цена и производительность самые лучшие . ..
..
Парень, которого я в прошлом, никогда бы не поверил, что у меня будет компьютеризированный лазер, который я могу взять и использовать где угодно …. вау
Я действительно рекомендую LaserPecker, я Я никоим образом не связан с ними, кроме как счастливого покупателя.Они находятся в Китае, поэтому у них разное время работы, но когда я задал им вопрос, они очень быстро и вежливо ответили мне, и, кажется, им нравится их продукт и они гордятся им, что является приятным изменением в обслуживании клиентов по сравнению с современным. один заботится о вещах, которые обычно получают от службы поддержки или обслуживания клиентов.
Я надеюсь, что это поможет людям, и LaserPecker, потому что я хочу, чтобы они продолжали делать эти и выпускать новые в будущем.
Джереми Маурер он же JD Ozone
Практические инструкции по лазерной гравировке фотографий с помощью EngraveLab PhotoLaser Plus
С PhotoLaser Plus вы можете запечатлеть самые подробные воспоминания ваших клиентов о фотографиях — даже те, которые сложно воспроизвести с помощью лазера, например пейзажи, недоэкспонированные или переэкспонированные изображения.PhotoLaser Plus избавит вас от лишних догадок в ваших проектах по гравировке фотографий. После обработки фотографии просто распечатайте ее на лазере, используя предлагаемые нами настройки материала.
Давайте посмотрим, как работает этот процесс.
Подготовить фото
Начните с импорта фотографии в PhotoLaser Plus. Выберите опцию Импорт.
Затем выберите фотографию.
Теперь нажмите на рабочую область, чтобы разместить фотографию.
Затем измените размер изображения, чтобы оно соответствовало гравюре. В этом примере размер гравюры составляет 6 дюймов на 4 дюйма.
Изменив размер фотографии в соответствии с размером обрабатываемой детали, измените разрешение DPI до того же разрешения, которое вы будете использовать на лазере. В этом примере мы выгравируем эту фотографию с разрешением 600 точек на дюйм.Выберите параметр «Размер изображения» в меню «Изображение» в верхней части экрана.
Введите 600 для горизонтального и вертикального разрешения и нажмите «Применить».
Все, что осталось, это применить к фотографии предустановленные фильтры материалов и отправить фотографию на лазер.
Применить фильтры
Чтобы применить фильтры к вашему материалу, выберите «Photo Laser»> «Interactive» в меню Transform на верхнем экране.
При открытой панели «Фотолазер» вы можете увидеть исходную фотографию слева и образец постобработки фотографии с низким разрешением справа.
В правом нижнем углу панели убедитесь, что установлен флажок «Исключить белый», а также «Сохранить оригинал». Это упростит последующую обработку исходной фотографии для другого материала.
Затем щелкните значок «Открыть папку» и выберите из акрила, анодированного, гравируемого пластика, стекла, кожи, мрамора или дерева.
Обратите внимание на две настройки дерева в вариантах — «Большой» и «Маленький». Параметр small следует использовать для изображений размером менее 3 x 3 дюйма.
В этом примере выберите большой вариант, а затем кнопку «Открыть».
После того, как PhotoLaser завершит применение фильтров и обновит окно предварительного просмотра, нажмите кнопку «ОК», чтобы завершить процесс.
Печать на лазере
Теперь просто распечатайте фотографию из PhotoLaser Plus или экспортируйте фотографию с помощью функции «Экспорт изображения» и перенесите фотографию в свою любимую программу редактирования графики для некоторых окончательных дополнений.
В этом примере мы собираемся распечатать фотографию из PhotoLaser Plus, а затем показать вам одну из замечательных новых функций Fusion Pro — систему позиционирования камеры IRIS ™.
Выберите «Печать» в меню «Файл», затем выберите «Epilog Engraver» в параметрах принтера и нажмите «ОК».
С новым Fusion Pro и Dashboard просто перетащите иллюстрацию на кусок, который был помещен в систему. Настройте параметры материала и нажмите кнопку «Печать», чтобы отправить задание на лазер.
На лазере просто нажмите кнопку «Go», чтобы начать гравировку.
Еще никогда не было так просто воспроизвести любимые фотографии ваших клиентов с потрясающей детализацией. PhotoLaser Plus сокращает время, которое вы тратите на подготовку рисунков для лазера, и позволяет легко получать предсказуемые высококачественные результаты. С помощью лазерной системы Epilog и PhotoLaser Plus вы можете воспроизводить фотографии на дереве, мраморе, металлах с покрытием, акриле, стекле и многом другом.
Заинтересованы в аппарате Epilog Laser? Заполните форму на этой странице, чтобы получить полную брошюру о линейке продуктов с гравированными и вырезанными образцами, или позвоните по указанному ниже номеру для получения дополнительной информации.
Телефон: 0117911 4367
20 каналов YouTube для лазерной резки, которые будут открыты в 2021 году
БОДОР ЛАЗЕР
Китай О Youtuber Канал Bodor специализируется на видеороликах о станке для лазерной резки металла.
Частота 9 видео / месяц
С марта 2017 г.
Канал youtube.com/channel/UCcGE..+ Follow View Последние сообщения ⋅ Получить адрес электронной почты Контакт
Золотой лазер
Китай О компании Youtuber Golden Laser, ведущий поставщик станков для лазерной резки CO2, лазерных гравировальных станков Galvo, рулонных лазерных высекальных машин и волоконных лазерных станков.Сосредоточен на предоставлении интеллектуальных, цифровых и автоматизированных лазерных решений.
Частота 6 видео / месяц
С января 2010 г.
Канал youtube.com/user/Goldenlaser..+ Следить за просмотром последних сообщений ⋅ Получить адрес электронной почты Контакт
LaserStarTV
Риверсайд, Род-Айленд О компании Youtuber LaserStar Technologies — американский производитель источников и систем для лазерной сварки и лазерной маркировки. Главный поставщик для многих отраслей, включая: розничных продавцов и производителей ювелирных изделий, зуботехнические лаборатории, компании по производству медицинского оборудования, авиакосмическую промышленность, производство инструментов и штампов, ремонт пресс-форм, потребительские товары и многое другое.Мы надеемся познакомить наших подписчиков с новейшими технологиями лазерной сварки, маркировки и гравировки.
Частота 3 видео / квартал
С сентября 2011 г.
Канал youtube.com/user/LaserStarTV..+ Следить за просмотром последних сообщений ⋅ Получить адрес электронной почты Контакт
Лазер Trotec
Plymouth, MI О Youtuber Trotec Laser channel предоставляет советы по лазерной гравировке, лазерной резке и работе с материалами.
Частота 1 видео в неделю
С августа 2009 г.
Канал youtube.com / user / TrotecLaser .. + Follow Просмотр последних сообщений ⋅ Получить адрес электронной почты Контакт
Ричард | Wisely Laser
О YouTube На этом канале представлены видеоролики о лазерной маркировке, лазерной гравировке и многом другом.
Частота 1 видео в неделю
С августа 2013 г.
Канал youtube.com/channel/UCXVi..+ Follow View Последние сообщения ⋅ Получить адрес электронной почты Контакт
Дензил делает
Ванкувер, Британская Колумбия О Youtuber Я работаю с лазерными резаками с 2008 года, и этот канал предназначен для того, чтобы поделиться некоторыми своими творческими усилиями.
Частота 2 видео / квартал
С января 2017 г.
Канал youtube.com/channel/UCfui..+ Follow View Последние сообщения ⋅ Получить адрес электронной почты Контакт
G · WEIKE Laser
Китай О Youtuber На этом канале представлены видеоролики, посвященные производству станков для лазерной резки, гравировки и маркировки.
Частота 4 видео в месяц
С июн 2017
Канал youtube.com / channel / UClcu .. + Follow Просмотр последних сообщений ⋅ Получить адрес электронной почты
Perfectlaser Китай
Китай О Youtuber На этом канале представлены видеоролики о таких продуктах, как лазерный гравировальный станок, лазерный станок для резки, маркировочный станок с волоконным лазером, станок для лазерной резки с волоконным лазером, станок для лазерной сварки и так далее.
Частота 10 видео / месяц
С сентября 2008 г.
Канал youtube.com/user/jiaxinlaser..+ Следить за просмотром последних сообщений ⋅ Получить адрес электронной почты Контакт
Coherent Inc
Санта-Клара, Калифорния О YouTube Coherent Inc.является одним из ведущих мировых поставщиков лазерных источников, лазерных инструментов и решений на основе лазеров, предлагая преимущества надежности и производительности для самого широкого спектра коммерческих и научных исследований.
Частота 3 видео в неделю
С июля 2009 г.
Канал youtube.com/user/CoherentInc..+ Следить за просмотром последних сообщений ⋅ Получить адрес электронной почты Контакт
GBOS ЛАЗЕР
Китай О Youtuber GBOS Laser Brand занимается исследованиями и разработками, инновациями, производством и продажей лазерных систем среднего и высокого класса.
Частота 1 видео в неделю
С мая 2010 г.
Канал youtube.com/user/gboslaser/v..+ Следить за просмотром последних сообщений ⋅ Получить адрес электронной почты Контакт
Jason XT ЛАЗЕР
Китай О Youtuber XT LASER является производителем станков для лазерной резки, станков для лазерной маркировки, станков для лазерной резки CO2 более 11 лет.
Частота 1 видео в неделю
С ноября 2013 г.
Канал youtube.com / channel / UClyk .. + Follow Просмотр последних сообщений ⋅ Получить адрес электронной почты Контакт
Senfeng лазерная резка и волоконный лазер
Китай О Youtuber На этом канале представлены видеоролики о станках для лазерной резки и волоконной лазерной резке.
Частота 2 видео в день
С июля 2014 г.
Канал youtube.com/channel/UC7xH..+ Follow View Последние сообщения Latest Получить адрес электронной почты Контакт
Лазер HSG
Китай О Youtuber HSG Laser предлагает видеоролики о станках для лазерной резки и производстве станков для лазерной сварки в Китае.
Частота 6 видео в неделю
С сентября 2013 г.
Канал youtube.com/channel/UC7in..+ Follow View Последние сообщения ⋅ Получить адрес электронной почты Контакт
Лазер Prakash
Фаридабад, Индия О компании Youtuber Prakash Industries производит широкий спектр оборудования с помощью нашего высокотехнологичного производственного подразделения и сильной многопрофильной группы исследований и разработок. Мы изо всех сил старались предоставить рынку новейшие решения в области лазерной резки, лазерной гравировки, лазерной маркировки и тампонной печати.
Частота 1 видео в месяц
С июля 2015 г.
Канал youtube.com/channel/UCUrn..+ Follow View Последние сообщения ⋅ Получить адрес электронной почты Контакт
Лазер Хана
Китай О Youtuber Han’s Laser Technology Industry Group Co., Ltd, открытая компания, основанная в 1996 году, теперь стала флагманом китайской национальной лазерной промышленности и всемирно известным производителем лазерного оборудования.
Частота 1 видео в месяц
С августа 2014 г.
Канал youtube.com / channel / UCdWT .. + Follow Просмотр последних сообщений ⋅ Получить адрес электронной почты Контакт
XTLASER
О Youtuber XTLASER — это объединение исследований и разработок, проектирования и производства оборудования для лазерной автоматизации.
Частота 4 видео в неделю
С октября 2013 г.
Канал youtube.com/channel/UCU3j..+ Follow View Последние сообщения ⋅ Получить адрес электронной почты Контакт
Лазер полного спектра
Лас-Вегас, NV О Youtuber Full Spectrum Laser — компания из Лас-Вегаса, специализирующаяся на инновационных бытовых и промышленных лазерных резаках, граверах и 3D-принтерах.
Частота 3 видео в неделю
С декабря 2010 г.
Канал youtube.com/user/FullSpectru..+ Следить за просмотром последних сообщений ⋅ Получить адрес электронной почты Контакт
z-tech лазеры
Калифорния, США О Youtuber Наша цель — предоставить нашим клиентам конкурентное преимущество за счет создания самого современного оборудования для лазерной сварки, маркировки и микрообработки, интенсивных программ обучения и технической поддержки со стороны самой опытной команды по лазерной обработке в мире. промышленность.
Частота 30 видео в год
С февраля 2015 г.
Канал youtube.com/channel/UC1wz..+ Следить за просмотром последних сообщений ⋅ Получить адрес электронной почты Контакт
УТРЕННИЙ ЛАЗЕР
Китай О Youtuber На этом канале представлены видеоролики о различных типах станков для лазерной резки.
Частота 11 видео / квартал
С октября 2008 г.
Канал youtube.com/user/morntech/vi..+ Follow View Последние сообщения ⋅ Получить адрес электронной почты Контакт
Лазерная вспышка
Shandong О компании Youtuber Liaocheng Hengchunyuan Machinery Equipment Co., Ltd — крупный производитель профессионального лазерного оборудования R&B в сочетании с оптическим, механическим и электрическим оборудованием. Благодаря высококачественным лазерным изделиям и услугам компания Hengchunyuan Machinery Equipment Co., Ltd быстро расширяет размер предприятия.
С июн 2014
Канал youtube.com/channel/UCncW..+ Follow View Последние сообщения ⋅ Получить адрес электронной почты Контакт
Станки для лазерного травления / гравировки и гравировки
И лазерное травление, и гравировка относятся к общей категории лазерной маркировки.Лазерное травление и гравировка похожи в том, что они создают стойкие следы, созданные, когда лазер удаляет материал с поверхности объекта.
Эти универсальные методы маркировки деталей можно использовать практически на любом материале, что делает их идеальным решением для различных отраслей, где требуются постоянные маркировки для идентификации и отслеживания деталей. Существует также ряд промышленных применений, где производители могут использовать лазерное травление и гравировку для маркировки следующего:
- Текст
- Логотипы
- Отметки даты или времени
- Серийные номера
- Штрих-коды
- Матричные коды 2D данных
- Другая важная производственная информация
В чем разница между лазерным травлением и лазерной гравировкой?
Как работают лазерное травление и гравировка?
Какие типы лазерных граверов оставляют эти следы?
В чем разница между лазерным травлением и лазерной гравировкой?
Термины «лазерное травление» и «лазерная гравировка» часто используются как синонимы, но между ними есть некоторые важные различия.
Ключевое различие между этими методами — глубина отметки. По мере того, как глубина лазерной гравировки увеличивается, часто считается, что гравировка , за которой следует глубокая гравировка .
Выбранный вами метод зависит от типа отметки, которую вы хотите получить. Например, для некоторых приложений постобработки, таких как цинкование, требуется большая глубина маркировки для обеспечения качества и читаемости маркировки. В некоторых отраслях промышленности также требуется особая глубина маркировки для соответствия нормативным стандартам.
| Лазерное травление | Глубина 0,0001 дюйма |
| Лазерная гравировка | Глубина 0,0001 — 0,005 дюйма |
| Глубокая лазерная гравировка | > 0,005 дюйма глубиной |
Как работают лазерное травление и гравировка?
Для создания стойких меток процессы лазерного травления и гравировки начинаются с луча концентрированной световой энергии.
Лазерный луч нацеливается на небольшую область материала, известную как точка фокусировки .
Тепло, генерируемое световой энергией, позволяет лазерному станку изменять поверхность материала, в то время как точка фокусировки обеспечивает воздействие только на определенную часть поверхности.
В результате получается гладкая, высококонтрастная, стойкая метка, которая может быть прочитана человеком (серийный номер) или машиной (штрих-код), выгравирована или выгравирована на поверхности детали.
В процессе лазерного травления эта отметка достигнет глубины около 0,0001 дюйма. В процессе лазерной гравировки глубина отметки обычно составляет до 0,005 дюйма.
Подмножество этого процесса, известное как глубокая лазерная гравировка, характеризуется отметкой глубиной более 0,005 дюйма. Эти знаки чрезвычайно долговечны и полезны для отраслей, где знаки должны выдерживать суровые условия.
Какие типы лазерных граверов оставят эти следы?
Помимо процесса маркировки, еще одним важным фактором получения необходимой вам окончательной маркировки является технология лазерной гравировки.Хотя многие переменные влияют на ваш выбор станка для лазерной гравировки, существует несколько общих технологий, используемых для лазерного травления и гравировки:
- Маркировочная машина с волоконным лазером
Маркирует широкий спектр материалов, включая сталь, титан, алюминий, медь, керамику и некоторые пластмассы. - Станок для лазерной маркировки CO2
Идеально подходит для упаковки из дерева, стекла, резины, пластика, картона и продуктов. - Станок для лазерной маркировки с диодной накачкой (Tiburon)
Ультракороткие импульсы позволяют получать более четкие метки для облегчения травления. - Зеленая лазерная маркировочная машина
Более короткая длина волны для термочувствительных материалов, включая пластик, стекло и керамику - УФ лазерная маркировочная машина
Минимизирует тепловые повреждения для быстрой, чистой, гигиенической маркировки - Рабочая станция для лазерной маркировки LightWriter
Простой и экономичный настольный лазерный гравер
Лазерные маркеры — Лазерная маркировка
Простые в использовании промышленные лазерные маркеры для нанесения чистых четких кодов на продукты
Лазерная маркировка — это метод бесконтактной печати, который маркирует или гравирует высококачественные одномерные или двухмерные штрих-коды, несколько строк текста, номер партии, коды партий, логотипы и т. Д. На различных продуктах для отслеживания и отслеживания.
Лазерные маркеры
обладают преимуществами по сравнению с другими технологиями, включая качество маркировки, долговечность и меньшее количество расходных материалов. Линия машин для лазерной маркировки Videojet включает лазерный маркер CO 2 , волоконный лазерный маркер и УФ-лазерный маркер с разной мощностью для работы с различными носителями и приложениями. Кроме того, Videojet даже предлагает обширный портфель лазерных аксессуаров, включая линзы и устройства поворота луча, чтобы упростить интеграцию в ваши производственные линии и максимизировать производительность лазера.
Высокопроизводительные CO
2 Лазерные маркеры
Лазерный маркер Videojet High Performance CO 2 со скоростью печати до 2100 символов в секунду является идеальным решением для высокоскоростных и массовых приложений в фармацевтической, табачной промышленности и производстве напитков
Light Duty CO
2 Лазерный маркер
Благодаря лазерной технологии разметки и большим полям для маркировки лазерный маркер Light Duty CO 2 обеспечивает отличное качество маркировки на бумаге, картоне, пластике и других материалах с максимальной скоростью до 500 символов в секунду с отличным качеством маркировки
Волоконный лазерный маркер
Со скоростью маркировки до 2000 символов в секунду (с лазерной головкой 6 мм) волоконно-оптические лазеры Videojet — идеальное решение для требовательных производственных графиков в отраслях промышленности, таких как маркировка запчастей, продуктов питания, напитков, товаров народного потребления (CPG) и фармацевтики, где требуется лазер система маркировки, чтобы идти в ногу со временем и обеспечивать высокий уровень контрастности кода, превосходя ваши ожидания по производительности
УФ лазерный маркер
Специально разработанный для материалов с высокой плотностью (HDPE), полиэтилена низкой плотности (LDPE) и синтетических волокон, таких как Tyvek, УФ-лазерный маркер идеально подходит для производителей фармацевтической, медицинской и косметической продукции, поскольку поверхность продукта остается неповрежденной, а код устойчив к абразивам, химикатам и процессам стерилизации
Лазерные маркеры Videojet для гравировки на бумаге, бутылок, твердых пластмасс и металлов, лазерная маркировка кондитерских изделий, картонных коробок для яиц, ящиков и других промышленных товаров для получения хорошо заметного кода на сверхвысоких скоростях без ущерба для скорости линии и качества печати .
Позвольте Videojet помочь вам выбрать правильный лазерный маркер, соответствующий вашим производственным целям и потребностям в производительности.
НАЖМИТЕ ЗДЕСЬ , чтобы просмотреть образец печати для лазерного кодирования и маркировки, или поговорите с нашим специалистом по лазерной маркировке по телефону (833) 270-0843
Самый большой портфель лазеров в отрасли
- 12 различных моделей лазеров на CO 2 моделей лазеров на выбор
- 7 различных твердотельных моделей на выбор
- 19 различных моделей лазерных маркеров на выбор: ультрафиолетовые, оптические и CO 2 вариантов лазеров
- Ведущие в отрасли 25 различные окна маркировки для CO 2 Маркировка (40 серия)
- Лучшие в отрасли 15 различных линз для лазерной маркировки CO 2 (40 серия) системы лазерной маркировки
- Лидирующий в отрасли объем обслуживания –250+ инженеров по обслуживанию на месте
- Лазерные маркеры Videojet самые универсальные лазеры на рынке!
Приложения:
- ТНП: напитки, продукты питания, косметика и др.
- Автомобильная промышленность: датчики, пластиковые компоненты, крышки, фитинги, крышки, этикетки, шланги, трубки и т. Д.
- Электрооборудование: (полупроводниковые) датчики, контроллеры, источники питания, электрические приборы и т. Д.
- Фармацевтика: блистерные упаковки, Стеклянные флаконы, хирургические перчатки, металлические крышки флаконов, монокартоны и т. Д.
- Экструзия пластика: уплотнения дверей и окон, изоляция, шланги для продуктов, трубки, трубы, профили и т. Д.
- Другое: изделия из стекла и керамики, дерево , фильтры, рекламные статьи, фрукты, сыр и т. д.
Видеоуроки — NEJE.SHOP
Модуль лазерной резки NEJE 40 Вт Техническое описание
NEJE master2 mini 10W / 2500mw (405NM) высокоскоростной лазерный гравер, резак, гравировальный станок
NEJE max 2 / 2s 460x810mm лазерный резак с ЧПУ, самый продвинутый настольный лазерный гравировальный станок
NEJE master 2 plus лазерный резак с ЧПУ, лазерный гравер, лазерный гравировальный станок.
Станок лазерной резки NEJE Master 2 MAX
Лазерный гравер NEJE Master 2 MINI
NEJE Станок для лазерной гравировки и резки
2020 НОВЫЙ комплект лазерного модуля 20 Вт
2 мм черная акриловая пластина для резки мастером 2 макс.
Резка массива дерева 3 мм мастером 2 макс.
ЛАЗЕРНЫЙ ГРАВЕР NEJE DK-BL 3000 МВт
NEJE BL 3000 МВт ЛАЗЕРНЫЙ ГРАВЕР
Создайте свой собственный лазерный гравировальный станок с помощью Arduino
Лазерная гравировка сколько душе угодно с помощью этого удобного проекта DIY.
Если видеоплеер не работает, вы можете щелкнуть по этой альтернативной ссылке на видео.
Кто не любит лазерную гравировку? К сожалению, большинству из нас для выполнения работы необходимо прибегать к услугам профессионалов.
К счастью, с помощью этого замечательного небольшого проекта DIY вы можете сделать свой собственный из некоторых распространенных электрических компонентов, некоторых старых записывающих устройств DVD и некоторых деталей, напечатанных на 3D-принтере!
Источник: The Wrench / YouTube
Как и в любом проекте подобного рода, вам понадобится несколько кусочков и бобов.Для этой сборки вам потребуется:
Имея все необходимые материалы, пора приступить к сборке.
Первый шаг — начать демонтировать ваши старые избыточные записывающие устройства DVD. Вы ищете механизм шагового двигателя и стержни внутри. Все остальное можно утилизировать на будущее — выбор за вами.
Источник: The Wrench / YouTube
Отрежьте все оставшиеся гибкие печатные платы и отложите их на будущее.
Затем распечатайте все необходимые 3D-детали.Вы можете найти их здесь (мы также включили ссылку в список необходимых материалов выше). Для дополнительной «крутизны» распечатайте различные части разными цветами — хотя это совершенно необязательно.
Распечатав 3D-детали, возьмите детали держателя направляющих и прикрепите к ним шаговые двигатели DVD, как показано на видео. Затем соберите детали кронштейна, которые будут удерживать и перемещать платформу и лазер после завершения.
Источник: The Wrench / YouTube
С этим комплектом возьмите основание.Закрепите на месте одну из сборок стержней DVD с помощью утилизированных стержней, как показано на видео.
Проверить движение кронштейна по рельсу, он должен двигаться свободно. Теперь возьмите части руки и прикрутите их к основанию, как показано.
Источник: The Wrench / YouTube
Теперь возьмите другой узел слайдера и прикрепите его к рычагам лазерного гравера. Еще раз используйте для этого утилизированные стержни.
Источник: The Wrench / YouTube
Затем возьмите несколько соединительных кабелей и подключите один конец проводов к основанию и кронштейну, ползункам.С этим комплектом возьмите лазерный держатель, напечатанный на 3D-принтере.
Источник: The Wrench / YouTube
Прикрепите немного суперклея или аналогичного клея к кронштейну на узле ползуна, установленном на рычаге. В этом, очевидно, позже будет находиться лазерный гравер.
Источник: The Wrench / YouTube
Затем возьмите X-пластину, приклейте несколько неодимовых магнитов и прикрепите ее к основному блоку слайдера, как показано на видео.
Источник: The Wrench / YouTube
Теперь вставьте лазер в держатель на лазерном гравировальном станке.Убедитесь, что он плотно и надежно удерживается на месте.
Теперь возьмите Arduino Nano и 3D-часть задней панели. Прикрепите плату Arduino Nano к задней панели.
Источник: The Wrench / YouTube
Затем возьмите моторный щит и подключите его к Arduino Nano, как показано на видео. Снова возьмите суперклей и прикрепите заднюю пластину к задней части устройства для лазерной гравировки.
Источник: The Wrench / YouTube
А теперь возьмите полевой МОП-транзистор, резисторы 10 кОм и 47 Ом. Припаяйте их к полевому МОП-транзистору, как показано на видео, а также подключите их.
Источник: The Wrench / YouTube
Суперклей к задней части лазерного гравера, как показано.
После этого подключите различные провода к Arduino Nano и модулю драйвера. Электрическая схема выглядит следующим образом:
Источник: The Wrench / Instructables
На этом лазерный гравировальный станок в основном готов. Теперь все, что вам нужно, — это крайне важный код, чтобы машина заработала.