|
|
|
|
|
 Камчатский
Камчатский
| ||||||
 1/8″
1/8″ 1/4″
1/4″ 1/2″
1/2″ 1/2″
1/2″ГОСТ 9000-81 Основные нормы взаимозаменяемости. Резьба метрическая для диаметров менее 1 мм. Допуски
Текст ГОСТ 9000-81 Основные нормы взаимозаменяемости. Резьба метрическая для диаметров менее 1 мм. Допуски
Цена 5 коп.
ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
ОСНОВНЫЕ НОРМЫ ВЗАИМОЗАМЕНЯЕМОСТИ
РЕЗЬБА МЕТРИЧЕСКАЯ ДЛЯ ДИАМЕТРОВ МЕНЕЕ I мм
ДОПУСКИ
ГОСТ 9000-81 (СТ СЭВ 837-78)
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
УДК 621.882.082.1:621.755.1 -.006.354 Группа Г13
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Основные нормы взаимозаменяемости
РЕЗЬБА МЕТРИЧЕСКАЯ ДЛЯ ДИАМЕТРОВ МЕНЕЕ 1 мм
ГОСТ
9000-8!
Допуски
(СТ СЭВ 837—78)
Basic norms of interchangeability. Metric screw thread for diameters less than 1 mm. Tolerances
Metric screw thread for diameters less than 1 mm. Tolerances
Взамен
ГОСТ 9000—73 в части разд. 2
Постановлением Государственного комитета СССР по стандартам от 15 июня 1981 г. № 2945 срок введения установлен
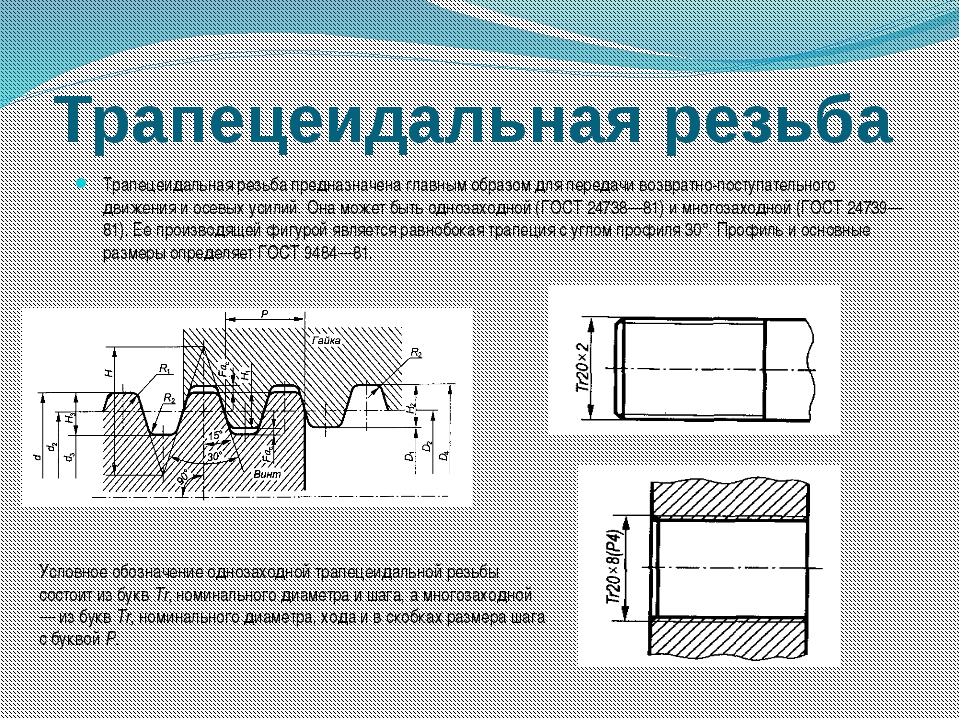
Настоящий стандарт распространяется на метрическую резьбу с профилем по ГОСТ 9150—81, диаметрами от 0,25 до 0,9 мм по ГОСТ 8724—81, основными размерами по ГОСТ 24705—81 и устанавливает допуски и предельные отклонения для посадок с зазором.
Стандарт полностью соответствует СТ СЭВ 837—78.
1.1. Обозначения, принятые в настоящем стандарте, приведены ниже:
d — наружный диаметр наружной резьбы; di — внутренний диаметр наружной резьбы; d2 — средний диаметр наружной резьбы,
D — наружный диаметр внутренней резьбы,
Dx — внутренний диаметр внутренней резьбы,
D2 — средний диаметр внутренней резьбы,
Р — шаг резьбы,
Н — высота исходного треугольника,
Ртах — наибольший радиус впадины наружной резь-
^d2’ ^Do ~ допуски диаметров tf, d2> Du
es — верхнее отклонение диаметров наружной резьбы,
ES — верхнее отклонение диаметров внутренней резьбы,
с 01.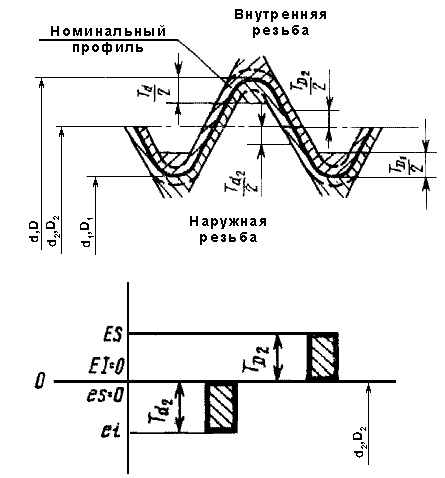 01.82
01.82
Несоблюдение стандарта преследуется по закону
1. ОСНОВНЫЕ ПОЛОЖЕНИЯ СИСТЕМЫ ДОПУСКОВ
бы
Издание официальное
Перепечатка воспрещена
Переиздание• Июль 1987 г.
© Издательство стандартов, 1987
ei — нижнее отклонение диаметров наружнойjpe3b-бы,
EI — нижнее отклонение диаметров внутренней резьбы,
#imin — наименьшая рабочая высота профиля,
#imax—наибольшая рабочая высота профиля.
1.2. Схемы полей допусков наружной и внутренней резьбы приведены на черт. 1.
Отклонения отсчитываются от номинального профиля резьбы в направлении, перпендикулярном оси резьбы.
1.3. Допуски диаметров резьбы устанавливаются по степеням точности, обозначаемыми цифрами. Степени точности Диаметров резьбы приведены в табл. 1.
Допуски среднего диаметра резьбы являются суммарными.
Допуски диаметров d\ и D не устанавливаются.
1.4. Положения полей допусков диаметров резьбы, определяемые основными отклонениями, приведены на черт. 1 и в табл. 2.
1 и в табл. 2.
Таблица 1
Вид резьбы | Диаметр резьбы | Степень точности |
Наружная резьба | d | 3; 5 |
dt | 5 | |
Внутренняя резьба | d2 | 3:, 4 |
Di | 5; 6 |
Положения полей допусков наружной резьбы
Положения полей допусков внутренней резьбы С основным отклонением G . С основным отклонением Н
Черт, 1
Таблица 2
Вид резьбы | Диаметр резьбы | Основное отклонение |
d | h | |
Наружная резьба | d2 | h |
d, | * | |
D | X 6 | |
Внутренняя резьба | G; H | |
D\ | * |
* Буквенные обозначения не предусмотрены.
2. ОБОЗНАЧЕНИЯ
2.1. Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра (степени точности и основного отклонения), помещаемого на первом месте, и степени точности диаметра выступов (наружного диаметра для наружной резьбы и внутреннего диаметра для внутренней резьбы).
Например:
5h4
Степень точности диаметра d
Поле допуска диаметра
4Н5
Степень точности диаметра Р\ Поле допуска диаметра Р2
2.2. В условном обозначении резьбы обозначение поля допуска резьбы должно следовать за обозначением размера резьбы.
Например: МО,5 — 5h4;
МО,5 — 4Н5.
2.3. Посадка в резьбовом соединении обозначается дробью, в числителе которой указывают обозначение поля допуска внутренней резьбы, а в знаменателе —- обозначение поля допуска наружной резьбы.
Например: МО,5 — 4Н5/5ИЗ.
3. ДОПУСКИ
3.1. Числовые значения допусков диаметров наружной и внутренней резьбы должны соответствовать указанным в табл.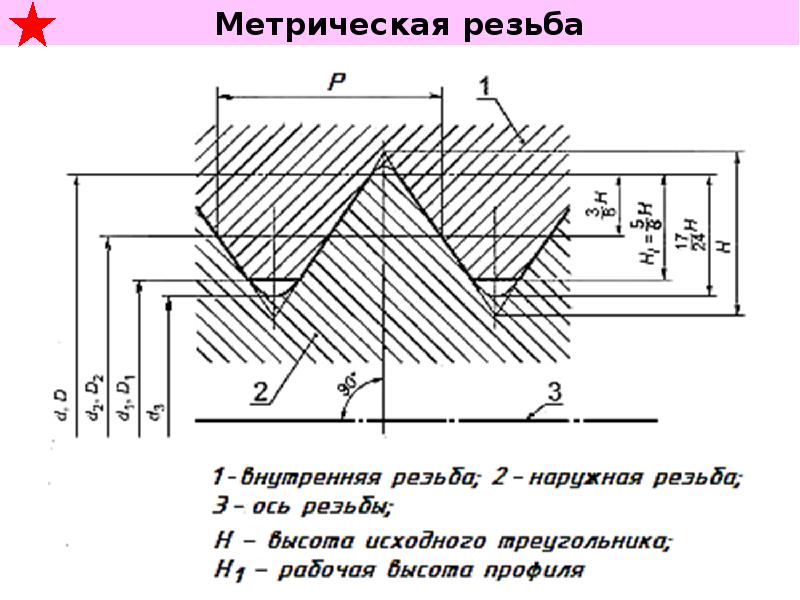 3.
3.
Таблица 3
Шаг Р, мм | Наружная резьба | Внутренняя резьба | ||||||
Степень точности | |||||||
3 5 5 3 4 5 | 6 | |||||||
Допуск, мкм | |||||||
т<*. | то, | ||||||
0,075 | 16 | 20 | 14 | 20 | 17 | — | |
0,08 | 16 | ■- | 20 | 14 | 20 | 17 | — |
0,09 | 18 | — | 22 | 16 | 22 | 22 | |
0,1 | 20 | — | 24 | 18 | 24 | 26 | 38 |
0,125 | 20 | 32 | 26 | 18 | 26 | 35 | 55 |
0,15 | 25 | 40 | 28 | 20 | 28 | 46 | 66 |
0,175 | 25 | 45 | 32 | 22 | 32 | 53 | 73 |
0. | 30 | 50 | 36 | 26 | 36 | . 57 | 77 81 |
0,225 | 30 | 50 | 40 | 30 | 40 | 61 |
 2
2Примечание. Числовые значения допусков установлены эмпирически.
4. ОСНОВНЫЕ ОТКЛОНЕНИЯ
4.1. Числовые значения основных отклонений диаметров d, D, d>2 и £>2 должны соответствовать указанным в табл. 4.
Таблица 4
Шаг Р. мм | Наружная резьба Внутренняя резьба | ||
Диаметр резьбы | |||
d; dj | Dj Да | Дj Дз | |||
Основное отклонение, мкм | |||
es | El | ||
h | G | H | |
0,075 | 0 | +6 | 0 |
0,08 | 0 | + 6 | 0 |
0,09 | 0 | +6 | 0 |
Продолжение табл, 4
Наружная резьба | | Внутренняя резьба | ||
Диаметр резьбы | |||
Шаг Л мм | et- di | 1 о-, о2 | D; D2 |
Основное отклонение, мкм | |||
es | EI | ||
h | G | н | |
0,1 | 0 | + 6 | 0 |
0,125 | 0 | + 8 | 0 |
0,15 | 0 | +8 | 0 |
0,175 | 0 | + 10 | 0 |
0,2 | 0 | + 10 | 0 |
0,225 | 0 | + 10 | 0 |
Примечание. эмпирически.
эмпирически.
4.2. Числовые значения основных отклонений диаметров й\ и D\ должны соответствовать указанным в табл. 5.
Таблица 5
Наружная резьба | | Внутренняя резьба | |
Диаметр резьбы | ||
Шаг Р, мм | d\ | 1 |
Основное отклонение, мкм | ||
es | EI | |
0,075 | +9 | + 9 |
< 0,08 | + 10 | + 10 |
0,09 | +п | + 11 |
0.1 | + 12 | + 12 |
0,125 | + 15 | + 15 |
0Д5 | + 18 | + 18 |
0,175 | + 21 | +21 |
0,2 | +25 | +25 |
0,225 | + 28 | +28 |
Примечания:
1. Основные отклонения, указанные в табл. 5, не зависят от основных отклонений среднего диаметра резьбы.
Основные отклонения, указанные в табл. 5, не зависят от основных отклонений среднего диаметра резьбы.
2. Основные отклонения, указанные в табл. 5, определяют внутренний диаметр резьбы по линии плоского среза на расстоянии 0,320744 Н (см. справочное приложение 2).
5. ФОРМА ВПАДИНЫ РЕЗЬБЫ
5.1. Реальный профиль впадины наружной резьбы ни в одной точке не должен выходить за линию плоского среза на расстоянии 0,32 Н от вершины исходного треугольника.
Реальный профиль впадины наружной резьбы следует располагать в зоне между линиями плоского среза на расстоянии 0,32 Н
jj
и — от вершины исходного треугольника (черт. 2). 8
Черт. 2
5.2. При закругленной форме впадины резьбы радиус закругления не должен превышать i?max=0,2Р (черт. 2).
Числовые значения наибольшего радиуса закругления впадины наружной резьбы (/?Шах) должны соответствовать указанным в табл. 6.
Таблица б
мм
Шаг Р | ^тах | Шаг Р | ^тах |
0,075 | 0,015 | 0,16 | 0,030 |
0,08 | 0,016 | 0,175 | 0,035 |
0,09 | 0,018 | 0,2 | 0,040 |
0,1 | 0,020 | ||
0,125 | 0,025 | 0,225 | 0,045 |
5. —от вершины исходного треугольника (черт, 3),
—от вершины исходного треугольника (черт, 3),
б. ПОЛЯ ДОПУСКОВ И ПОСАДКИ
6.1. Поля допусков наружной и внутренней резьбы и их соче тания в посадках должны соответствовать указанным в табл. 7.
Таблица 7
Наружная резьба | Внутренняя резьба | ‘Посадка |
Поле допуска | ||
5h4 | 3G5 | 3G5/5h4 |
3G6 | 3G6/5h4 | |
4Н5 | 4H5/5h4 | |
4Н6 | 4H6/5h4 | |
5h5 | 3G5 | 3G5/5h5 |
4Н5 | 4H5/5h5 |
Примечания:
1. Предельные Отклонения наружной и внутренней резьбы приведены в обязательном приложении 1.
2. Предельные значения рабочей высоты профиля Н\ приведены в справочном приложении 3.
ПРИЛОЖЕНИЕ 1 Обязательное
ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ РЕЗЬБЫ
Предельные отклонения диаметров наружной резьбы должны соответствовать указанным в табл. 1, предельные отклонения диаметров внутренней резьбы-указанным в табл. 2.
1, предельные отклонения диаметров внутренней резьбы-указанным в табл. 2.
Таблица 1
Номинальный диаметр резьбы ii. им | Шаг Р. мм | Поле допуска наружной резьбы | |||||||||
5h4 | 5h5 _i___ | ||||||||||
Диаметр резьбы | |||||||||||
4 | di | d. | 4 | di | d, | ||||||
Предельные отклонения, мкм | |||||||||||
es | ei | es | ei | es | es | ei | es | ei | es | ||
0,25 | 0,075 | 0 | -16 | о. | -20 | iL | — | — | — | — | |
0,3 | 0,08 | 0 | -16 | 0 | -20 | ill | **“ | — | — | — | |
0,35 | 0,09 | 0 | -18 | 0 | -22 | i!L | — | — | — | ||
0,4 | 0,1 | _ 0 | -20 | 0 | -24 | +12 | — | — | — | ||
0,45 | 0,1 | 0 | -20 | 0 | -24 | +12 | — | — | — | ||
0,5 | 0,125 | 0 | -20 | 0 | -26 | +15 | 0 | -32 | 0 | -26 | +15 |
0,55 | 0,125 | 0 | -20 | 0 | -26 | +15 | 0 | -32 | 0 ” | -26 | +15 |
0,6 | 0,15 | 0 | -25 | 0 | -28 | +18 | 0 | -40 | 0 | -28 | +18 |
0,7 | 0,175 | 0 | -25 | 0 | -32 | +21 | 0 | -45 | 0 | ‘ -32 | +21 |
0,8 | 0,2 | 0 | -30 | 0 | —36 | +25 | 0 | -50 | 0 | » -36 | +25 |
0,9 | 0,225 | 0 | -30 | 0 | —40 | +28 | 0 | -50 | 0 | -40 | +28 |
Примечание. Нижнее отклонение диаметра 4 не устанавливается, но косвенно ограничивается формой впадины наружной резьбы.
Нижнее отклонение диаметра 4 не устанавливается, но косвенно ограничивается формой впадины наружной резьбы.
п
Таблица 2 Л
0
1
л
Примечание. Верхнее отклонение диаметра D не устанавливается.
ПРИЛОЖЕНИЕ 2 Справочное
ВЗАИМОЗАМЕНЯЕМОСТЬ РЕЗЬБЫ ПО ГОСТ 9000—81 С МИНИАТЮРНОЙ РЕЗЬБОЙ ПО ИСО/Р 1501—70
В рекомендаций ИСО/Р 1501—70 для миниатюрных резьб (с диаметрами от 0,25 до 1,4 мм) предусмотрен специальный номинальный профиль резьбы (см. чертеж), отличающийся от номинального профиля метрической резьбы увеличенным срезом по внутреннему диаметру (0,320744 Н вместо 0,25Н). В связи с этим миниатюрные резьбы по ИСО/Р 1501—70 обозначаются буквой S, например: S0,5. Номинальному профилю S соответствует увеличенный номинальный внутренний диаметр резьбы (di=d—0,96 Р вместо d\=>d—1,08 Р) и боль* ший радиус закругления впадины наружной резьбы (/?Шах=0,2 Р вместо Л-0Л44Р).
В ГОСТ 9150—81 для резьб с диаметрами от 0,25 до 0,9 мм принят тот же номинальный профиль и обозначение буквой М, что и для метрических резьб с диаметром от 1 до 600 мм. ?max = 0,2Р.
?max = 0,2Р.
3. Допуски по всем диаметрам резьбы, основные отклонения по диаметрам d(D) и d2(D2) и обозначения полей допусков приняты в соответствии с ИСО/Р 1501—70.
Таким образом, резьбы по ИСО/Р 1501—70, обозначаемые буквой S, и резьбы по ГОСТ 9000—81, обозначаемые буквой Af, при одном и том же диаметре, шаге и поле допуска имеют одни и те же предельные диаметры и, следовательно, полностью взаимозаменяемы.
ft
-81
диаметра по ГОСТ 9000-81
Номинальный профиль по НСО/Р1501-70 (профиль $) и поля допусков внутреннего
KJ
ч
О
ft
>1
г
о
о
18
ПРИЛОЖЕНИЕ 3 Справочное
ПРЕДЕЛЬНЫЕ ЗНАЧЕНИЯ РАБОЧЕЙ ВЫСОТЫ ПРОФИЛЯ
Предельные значения рабочей высоты профиля Ни соответствующие посадкам, установленным в настоящем стандарте, приведены На чертеже и в таблице.
5hS 5HZ
Посадки | 305 | 4Н5 | 306 | 4H6 | 305 | 4H5 |
5h4 | 5h4 | 5h4 | 5h4 | &h5 | 51i5 | |
Шаг | Рабочая высота профиля, мкм | |||||
резьбы | ||||||
Р, мм | ^ImJn | ■^lmax | ^Imln | ^imln | ^lmai | |
0,076 | 19,5 | 36 | ||||
0,05 | 22 | 38,5 | — | — | — | — |
0,09 | 23 | 43 | — | _ | . | — |
0,1 | 25 | 48 | 19 | 48 | — | — |
0,125 | 32,5 | 60 | 22,5 | 60 | 26,5 | 60 |
0,15 | 36,5 | 72 | 26,5 | 72 | 29 | 72 |
0,175 | 45 | 84 | 35 | 84 | 35 | 84 |
0,2 | 52,5 | 96 | 42,5 | 96 | 42,5 | 96 |
0,225 | 62,5 | 108 | 52,5 | 108 | 52,5 | 108 |
 —
—Сдано в наб. Тир. 4000
Ордена «Знак
Редактор В. С. Аверина Технический редактор М. Я. Максимова Корректор В.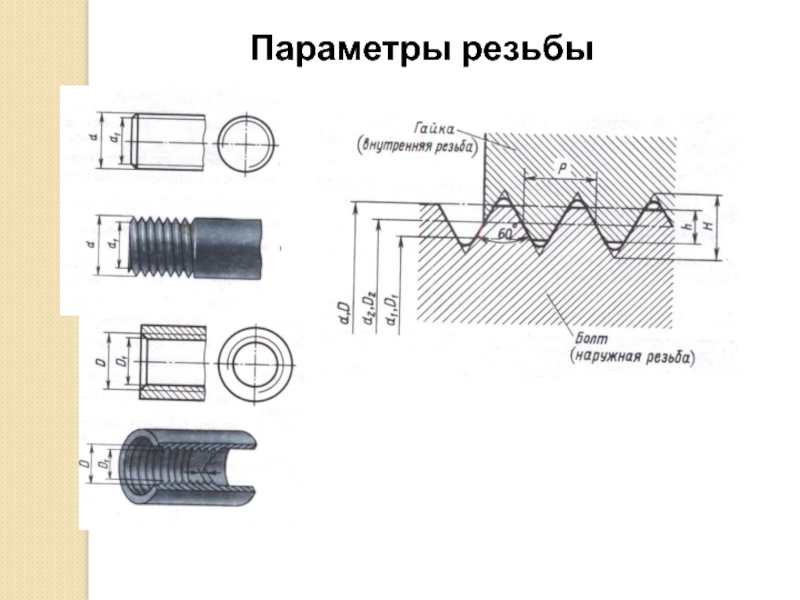 С. Смирнова
С. Смирнова
28.07.87 Подп. в печ, 16.09.87 1,0 уел. п> л. 1,0 уел. кр.-отт. 0,70 уч,-изд. л.
Цена 5 коп.
Почета» Издательство стандартов, 123840, Москва, ГСП, Новопресненский пер., 3 Тип. «Московский печатник». Москва, Лялин пер., 6. Зак. 1016
Трубные и дюймовые резьбы, ГОСТ, ISO, BS, JIS, DIN, ANSI
Трубные и дюймовые резьбы, ГОСТ, ISO, BS, JIS, DIN, ANSI
Мы, в ДПВА, считаем, что существует 2 стандарта трубных резьб: NPT (Американский) и BSP (Британский).
BSP- наиболее распространенный стандарт в Европе.По умолчанию, мы в РФ, говоря о трубной резьбе, подразумеваем BSP (в 99% случаев BSPP).
Внимание! В «нефтянке», NPT популярен как в РФ, так и в Европе. Это особый мир.
BSP конусная (BSPT) определяется стандартом ISO 7/1, цилиндрическая (BSPP) — ISO 228/1.
BSP цилиндрическая (BSPP) = DIN ISO 228/1,
BSP PL, JIS B0202 в общем случае стыкуется с соответствующий цилиндрической.
BSP (BSPT) конусная = DIN 2999 и JIS B0203 стыкуется как с соответствующей цилиндрической, так и ответной конусной резьбой.
Обозначения:
R — конусная
G -цилиндрическая
Обозначения и стандарты на дюймовые и трубные резьбы
| Наименование | Российский стандарт | Зарубежные стандарты | Российское обозначение | Зарубежные обозначения | Параметры резьбы | |||
| Угол профиля | Kонусность (2 tg f) | Условный проход | Число ниток на 1″ | |||||
| Трубная цилиндрическая резьба | ГОСТ 6357-81 | ISO R228 (между-народный) | G 1/2” | G 1/2” 1/2” BSP (BSPP) PF 1/2” (Япония) | 55° | – | 1/8” | 28 |
| 1/4” | 19 | |||||||
| 3/8” | ||||||||
| 1/2” | 14 | |||||||
| DIN 259 (Европа) | 3/4” | |||||||
| 1” | 11 | |||||||
| 1 1/4” | ||||||||
| 1 1/2” | ||||||||
| BS 2779 (Вели-кобритания) | 2” | |||||||
| 2 1/2” | ||||||||
| 3” | ||||||||
| 3 1/2” | ||||||||
| JIS B 0202 (Япония) | 4” | |||||||
| 5” | ||||||||
| 6” | ||||||||
| Трубная коническая резьба | ГОСТ 6211-81 | ISO R7 (междуна-родный) | R 1/2” (наружная) | R 1/2” 1/2” BSPT PT 1/2” (Япония) | 55° | 1:16 | 1/8” | 28 |
| 1/4” | 19 | |||||||
| 3/8” | ||||||||
| 1/2” | 14 | |||||||
| 3/4” | ||||||||
| DIN 2999 (Европа) | Rc 1/2” (внутренняя коническая) | 1” | 11 | |||||
| 1 1/4” | ||||||||
| 1 1/2” | ||||||||
| 2” | ||||||||
| 2 1/2” | ||||||||
| BS 21 (Вели-кобритания) | Rp 1/2” (внутренняя цилиндрическая) | 3” | ||||||
| 3 1/2” | ||||||||
| 4” | ||||||||
| 5” | ||||||||
| 6” | ||||||||
| Kоническая дюймовая резьба с углом профиля 60° | ГОСТ 6111-52 | ANSI B1.20.1 (США) | K 1/2” | 1/2” NPT | 60° | 1:16 | 1/16” | 27 |
| 1/8” | 18 | |||||||
| 1/4” | ||||||||
| 3/8” | 14 | |||||||
| 1/2” | ||||||||
| 3/4” | 11,5 | |||||||
| 1” | ||||||||
| 1 1/4” | ||||||||
| 1 1/2” | ||||||||
| Унифицированная цилиндрическая дюймовая резьба с крупным шагом | – | ANSI B1.1 (США) | – | 1/2” UNC | 60° | – | 1/4” | 20 |
| 5/16” | 18 | |||||||
| 3/8” | 16 | |||||||
| 7/16” | 14 | |||||||
| 1/2” | 13 | |||||||
| 9/16” | 12 | |||||||
| 5/8” | 11 | |||||||
| 3/4” | 10 | |||||||
| 7/8” | 9 | |||||||
| 1” | 8 | |||||||
| Унифицированная цилиндрическая дюймовая резьба с мелким шагом | 1/2” UNF | 60° | – | 1/4” | 28 | |||
| 5/16” | 24 | |||||||
| 3/8” | ||||||||
| 7/16” | 20 | |||||||
| 1/2” | ||||||||
| 9/16” | 18 | |||||||
| 5/8” | ||||||||
| 3/4” | 16 | |||||||
| 7/8” | 14 | |||||||
| 1” | 12 | |||||||
ГОСТ 20295-85 / Auremo
.
ГОСТ 26250-84
Группа В62
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
БУРОВЫЕ ТРУБЫ ДЛЯ ОБОЛОЧКИ СО СЪЕМНЫМ ПРИЕМНИКОМ
Технические условия
Трубы бурильные для скважинного инструмента со съемными колонными подъемниками. Технические характеристики
МКС 23.040.10
ОКП 13 4400
Дата введения 1986-07-01
Постановлением Госкомстандарта СССР от 03.08.84 N 2748 дата введения установлена 01.07,86
Ограничение ответственности Протоколом № 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
ИЗДАНИЕ
(апрель 2010 г.) с поправкой № 1, утвержденной в августе 1988 г. (МСУ 12 −88)
Настоящий стандарт распространяется на гладкие бесшовные стальные бурильные трубы, предназначенные для бурения разведочных скважин на оболочку из твердых полезных ископаемых со съемным керноприемником и резьбой труб.
(Измененная редакция, Ред. N 1).
1.ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Трубы изготавливаются по габаритам и массе, указанным в характеристиках 1 и табл.1.
Черт.1
________________
* Размеры для справки.
Черт.1
Таблица 1
| Размеры, мм | ||||||||||||||
Состояние. — диаметр трубы | Внутренний диаметр трубы | Толщина стенки | Длина трубы | Общая длина (расток — ки) под резьбу | Диаметр конической проточки в плоскости торца | Диаметр конической расточки в плоскости торца | Длина проточки | Теоретическая — масса каи 1 м труба, кг | ||||||
| Номин. | Пред. выключенный. | Номин. | Пред. выключенный. | Номин. | Пред. выключенный. | Номин. | Пред. выключенный. | Номин. | Пред. выключенный. | Номин. | Пред. выключенный. | |||
| 43 | 33,4 | +0,2 -0,4 | 4,8 | +0,4 -0,2 | 1500 3000 | +50-100 | 32 | 36,60 | -0,10 | К 39.15 | +0,10 | 4,5 | ± 0,5 | Из 4,52 |
| 55 | 45,4 | +0,2 -0,4 | 4,8 | +0,4 -0,2 | 1500 3000 4500 | +50-100 | 42 | 48,20 | -0,10 | 51,35 | +0,12 | 4,5 | ± 0,6 | 5,94 |
| 70 | 60,4 | +0,2 -0,4 | 4,8 | +0,4 -0,2 | 1500 3000 4500 | +50-100 | 42 | 63,20 | -0,12 | 66,35 | +0,12 | 4,5 | ± 0,6 | из 7.72 |
Примечания:
1. По желанию заказчика трубы диаметром 70 мм изготавливаются длиной 6000 и 9000 мм.
2. Допускается партия до 3% труб длиной 2250 и 4000 мм с предельными отклонениями мм.
3. Допускается расточка коническая (расточка) заменить на цилиндрическую — диаметром ().
1.2. Овальность и разношенной трубы следует принимать по размеру трубы с учетом предельных отклонений по внутреннему диаметру и толщине стенки.
1.3. Допуск прямой трубы на любом участке длиной 1 м составляет 0,3 мм.
(Измененная редакция, Ред. N 1).
Для труб диаметром 55 или 70 мм в партии допускается не более 10% труб с допуском прямолинейности 0,5 мм на 1 м длины.
1,4. Размеры резьбы (внешняя и внутренняя) указаны в ад.2 и 3 и в табл.2.
Черт.2
________________
* Размеры для справки.
Черт.2
Черт.3
________________
* Размеры для справки.
Черт.3
Таблица 2
| Размеры, мм | ||||||
| Наименование размер | Норма для труб наружного диаметра | |||||
| 43 | 55 | 70 | ||||
| Номин. | Пред. оф. | Номин. | Пред. оф. | Номин. | Пред. оф. | |
Наружный диаметр внешней резьбы в основной плоскости | 38 862 | – | Пятьдесят одна тысяча сорок три | – | 66043 | — |
Внутренний диаметр наружной резьбы в основной плоскости | 37 362 | – | 49 243 | – | 64 243 | — |
Наружный диаметр внутренней резьбы в главной плоскости | 38 862 | – | 51 043 | – | 66043 | — |
Внутренний диаметр внутренней резьбы в главной плоскости | 37 462 | – | 49 343 | – | 64 343 | — |
Наружный диаметр наружной резьбы в плоскости торца | 38,1 | – | 50,0 | – | 65,0 | — |
Внутренний диаметр внутренней резьбы в плоскости торца | 37 637 | – | 49,550 | – | 64,550 | — |
Диаметр делительной окружности внутреннего выступа | 34 | – | 46,0 | – | 61,0 | — |
Расстояние между упорными поверхностями конической резьбы (внешней и внутренней) | 31 233 | ± 0,05 | 40 972 | ± 0,05 | 40 972 | ± 0,05 |
Длина резьбы с полным профилем, не менее | 28,0 | – | 38,0 | – | 38,0 | — |
Расстояние от внутреннего угла внешнего жесткого выступа до основной плоскости внешней резьбы | Семь тысяч шестьсот четыре | – | 8,626 | – | 8,626 | — |
Расстояние от конца трубы до главной плоскости внутренней резьбы | 5,604 | – | 6 626 | – | 6 626 | — |
| Шаг резьбы R | 6,0 | ± 0,03 | 8,0 | ± 0,03 | 8,0 | ± 0,03 |
Высота спирали внешней резьбы | 0,75 | ± 0,03 | 0,90 | ± 0,03 | 0,90 | ± 0,03 |
Высота круглой внутренней резьбы | 0,70 | ± 0,03 | 0,85 | ± 0,03 | 0,85 | ± 0,03 |
Ширина верхнего профиля, наружная резьба | 2 698 | – | 3 618 | – | 3 618 | — |
Ширина внешней резьбы траншеи | 2,9 | +0,10 | 3,9 | +0,12 | 3,9 | +0,12 |
Расстояние от вершины угла профиля внешней резьбы в стороне конуса резьбы большего диаметра до биссектрис углового профиля | 1,344 | – | 1,802 | – | 1,802 | — |
Ширина верхнего профиля внутренней резьбы | 2,725 | – | 3 645 | – | 3 645 | — |
Ширина внутренней резьбы траншеи | 2,9 | +0,10 | 3,9 | +0,12 | 3,9 | +0,12 |
Расстояние от вершины угла профиля внутренней резьбы со стороны конуса резьбы большего диаметра до биссектрис углового профиля | 1,368 | – | 1,830 | – | 1,830 | — |
Примечание.Углы упорного торцевого и квадратного уступа фрезерования, углы наклона боковых сторон профиля резьбы, угол и диаметр делительной окружности упорного выступа, внутренняя резьба, ширина бассейнов внешней и внутренней резьбы и радиусы скругления пики и впадины резьбы даны для конструкции режущего инструмента, а труба не контролируется.
(Измененная редакция, Ред. N 1).
1,5. Допуск совмещения поверхности резьбы по наружному диаметру и внешней поверхности трубы в плоскости упорного выступа (для наружной резьбы) или в плоскости упорного конца (для внутренней резьбы) в выражении:
0.4 мм — для труб диаметром 43 и 55 мм;
0,6 мм — для труб диаметром 70 мм.
1,6. Допуск биения поверхности упорного конца в направлении, перпендикулярном поверхности боковой стенки относительно внешней поверхности резьбы — 0,03 мм.
1,7. Допуски угла конуса ATD (СТ СЭВ 178-75) по внешнему диаметру внешней резьбы и внутреннему диаметру внутренней резьбы должны быть такими, как указано в табл.3.
Таблица 3
| мм | ||
| Наружный диаметр трубы | ATD | |
| для внешней резьбы | для внутренней резьбы | |
| 43 | +0,08 | -0,08 |
| 55 и 70 | +0,12 | -0,12 |
1.8. Трубы изготавливаются с правой резьбой.
Пример обозначения бурильной трубы номинальным наружным диаметром 55 мм, длиной 4500 мм
Труба бурильная 55х4500 ГОСТ 26250-84
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Труба изготавливается в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
2.2. Трубы из стали группы прочности Е в нормативной документации.Массовая доля серы и фосфора в стали не должна превышать 0,045% каждый.
2.3. Трубы необходимо термически обработать. Механические свойства стали должны соответствовать указанным в табл.4.
Таблица 4
2.4. На поверхности трубы не допускаются трещины, сколы, раковины, расслоения и закаты.
Допускаются отдельные вмятины, риски и другие дефекты, связанные с технологией производства, следы дефектов зачистки, если они не принимают толщину стенки за минимальный размер, и слой оксидов, не затрудняющий осмотр.
2,5. Поверхность резьбы, упорного плеча и торца должна быть гладкой, без вмятин, царапин и других дефектов. На поверхности расточки внутренней канавки и наружной резьбы допускаются следы нарезания резьбы.
2.6. Параметр шероховатости по ГОСТ 2789-73 не должен превышать:
.
20 мкм для поверхностных и торцевых выступов,
40 мкм — поверхность резьбы и остальные механически обработанные поверхности.
3. ПРАВИЛА ПРИЕМКИ
3.1. Трубы берут партиями. Партия должна состоять из труб одного типоразмера и сопровождаться одним документом о качестве по ГОСТ 10692-80 с добавлением: содержания серы и фосфора в стали принимать документ как производитель металла.
Количество туб в партии — не более 300.
3.2. Каждой трубе подчиняется контрольная поверхность, геометрические размеры труб и правильность выполнения резьбы.
3.3. Для контроля качества из партии взято:
одна труба
— для контроля механических свойств металла;
5% — для контроля биения поверхности резьбы относительно внешней поверхности трубы;
2% — для контроля стойкости к биению и конусности торцов и параметра шероховатости поверхностей;
две трубы — для контроля шага и высоты резьбы.
При наличии разногласий в оценке содержания серы и фосфора в стали для испытания берется одна труба.
3.4. При неудовлетворительных результатах испытаний хотя бы одного из показателей (кроме биения поверхности резьбы относительно наружного диаметра трубы) проводятся повторные испытания на удвоенном количестве труб, выбранных из той же партии. Результаты повторных тестов распространяются на всю партию.
При неудовлетворительных результатах контроля биения поверхности резьбы относительно наружного диаметра трубы подлежит контролю каждая труба из партии.
4.МЕТОДЫ ИСПЫТАНИЙ
4.1. Из каждой выбранной трубы вырезают по одному образцу для каждого испытания.
4.2. Содержание серы и фосфора в стали определяют по ГОСТ 12347-77 и 12345-2001 или другими методами, обеспечивающими требуемую точность.
Пробы отбирают по ГОСТ 7565-81.
4.3. Испытание на растяжение проводят на коротких продольных образцах по ГОСТ 10006-80. Скорость подвижной рукоятки:
до предела текучести не более 10 мм / мин,
до предела текучести не более 40 мм / мин.
Допускается контроль механических свойств неразрушающими и статистическими методами в нормативной документации.
Отличия в оценке результатов испытаний, проводимых по ГОСТ 10006-80.
4.4. Осмотр поверхности проводится визуально. Проверка глубины допустимых дефектов проводится с помощью прокладки или других средств.
4.5. Отклонение от прямолинейности трубок длиной 1 м испытательной линейкой длиной 1 м по ГОСТ 8026-92 и комплектом щупов для НД.
4.6. Контроль внутреннего диаметра проводят ограничителями-пробками 14810-69 по ГОСТ, ГОСТ 14812-69 и ГОСТ 21401-75.
Контроль толщины стенки трубы осуществляется микрометром по ГОСТ 6507-90.
Контрольную длину проводят рулеткой длиной 10 м по ГОСТ 7502-98.
4.7. Шаг и высота резьбы контроля в универсальном микроскопе в нормативной документации.
4.8. Контроль диаметров резьбы и расстояния между упорными поверхностями осуществляется датчиками ND.
При навинчивании резьбовых рабочих калибров с резьбовой трубой, а также при их надевании или введении в рабочие резьбовые калибры гладкий конец трубы должен располагаться между измерительными поверхностями калибра или совпадать с одной из них.
4.9. Контрольное биение поверхности резьбы относительно наружной поверхности трубы должно быть следующим: труба свинчивается специальной оправкой, резьба которой выполнена соосно с цилиндрическим хвостовиком.На цилиндрический хвостовик оправки следует насадить втулку с кронштейном для крепления индикатора часового типа по ГОСТ 577-68.
Вращая трубу и удерживая втулку-индикатор, измерьте радиальное биение внешней поверхности трубы относительно поверхности резьбы в плоскости упорного выступа или упорного наружного конца внутренней резьбы (п.4 и 5 ).
Черт.4
1 — труба; 2 — оправка
Прим.4
Черт.5
1 — труба; 2 — оправка
Прокат 5
Допускается применение других методов контроля, обеспечивающих соответствие требованиям настоящего стандарта.
4.10. Упор контрольной поверхности биения осуществляется индикатором часового типа по ГОСТ 577-68 при снятии трубы с машины или вращением трубы в специальном приспособлении (станке), центрирование трубы осуществляется относительно внешний диаметр резьбы.
Допускается применение других методов контроля, обеспечивающих соответствие требованиям настоящего стандарта.
4.11. Отклонение конуса по внешнему диаметру наружной резьбы и внутреннему диаметру внутренней резьбы измеряют с помощью гладкомеров (колец и заглушек) для НД и набора щупов для НД.
4.12. Испытание шероховатости поверхности согласно нормативной документации.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
5.1. Маркировка, упаковка, транспортировка и хранение должны соответствовать ГОСТ 10692-80 с дополнениями.
5.1.1. На каждую тубу на расстоянии 50-100 мм от торца ставят штамп с указанием: товарного знака производителя, размера, условного наружного диаметра и штамп отдела технического контроля.
5.1.2. Консервации подвергаются резьба и обработанные поверхности труб. Вариант защиты ВВ 4 по ГОСТ 9.014-78.
5.1.3. Упаковка труб выполняется в пакеты с использованием шестигранных колпачков, защищающих торцы пакетов, и специальных штифтов и пропущенных через центральную трубку пакета (рис.6). Между днищами заглушек и концами труб размещены защитные прокладки. Пакеты дополнительно плотно связываются в одном или двух местах проволокой по ГОСТ 3282-74. Количество труб в одной упаковке и примерные размеры приведены в табл.5.
Черт.6
— диаметр упаковки; — ширина упаковки; — длина тубуса в упаковке
1 — труба бурильная; 2 — колпачок; 3 — муфта; 4 — полоска лиственных пород
Черт.6
Таблица 5
| Условный наружный диаметр труб, мм | Количество труб в упаковке. | Размер упаковки, мм | |
диаметр | ширина | ||
| 43 | 37 | 318 | 276 |
| 55 | 19 | 294 | 256 |
| 70 | 19 | 376 | 326 |
5.1.4. Допускаются трубы, связанные в жгуты проволокой по ГОСТ 3282-74 или стальной лентой по ГОСТ 3560-73. Упаковка должна состоять из труб одного диаметра. Концы труб с одной стороны пакета должны находиться в одной вертикальной плоскости. Количество труб в упаковке должно быть не более 100 штук по длине пакетов, соединенных в двух местах на расстоянии 300-500 мм от конца при длине трубы 3000 мм и в трех местах (торцы и середина. ) с длиной трубы 4500 мм и более.
Резьбовые трубки должны быть защищены заглушками и колпачками (кольцами).
5.1.5. Пакеты, упакованные с шестигранными колпачками, и пакеты, упакованные проволокой (лентой), выравниваются в поперечном направлении не менее чем на два витка.
Мы не можем найти эту страницу
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}} *
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}}
{{addToCollection.description.length}} / 500
{{l10n_strings.TAGS}}
{{$ item}}
{{l10n_strings.PRODUCTS}}
{{l10n_strings.DRAG_TEXT}}
{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.LANGUAGE}}
{{$ select.selected.display}}
{{article.content_lang.display}}
{{l10n_strings.AUTHOR}}
{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$ select.selected.display}}
{{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}}
{{l10n_strings.CREATE_A_COLLECTION_ERROR}}
Переходник с резьбой 1/2 «NPT на M22: латунь (ATEX)
Переходник с наружной и внутренней резьбой: Exd / Exe, ATEX, IECEx, GOST-R, CSA
Серия адаптеров Redapt AD-U серии
обеспечивает метод согласования электрических резьбы на оборудовании, одобренном для использования в опасных зонах.Сертификат взрывозащиты обеспечивает сертификацию опасных зон и общую целостность установки. Изготовленный из шестигранного материала для облегчения установки, этот адаптер преобразует отверстия, подходящие для наружной резьбы размера 1/2 «NPT, в ступицу с внутренней резьбой M22 x 1,5.
Адаптеры серии AD-U сертифицированы в соответствии с концепциями защиты Exd «Взрывобезопасность» и Exe «Повышенная безопасность» для использования в зонах 1 и 2. Одобрены в соответствии с последними международными стандартами, ATEX (CENELEC), IECEx и GOST-R во взрывоопасных зонах. сертификаты имеются.Кроме того, могут быть предоставлены сертификаты утверждения CSA для использования в приложениях Класса I, Раздела 1 и Класса I, Зона 1 в Северной Америке и Канаде.
Хотя резьбовые переходники Redapt предназначены для использования в опасных зонах на нефтегазовых и нефтехимических установках, они также широко используются в промышленных и коммерческих приложениях, обеспечивая быстрое и простое решение при подключении к международным компонентам или оборудованию.
Таблица технических данных:
| Метод защиты | Exd — Взрывобезопасность / Exe — Повышенная безопасность |
| Защита от проникновения поддерживается | IP66 / IP67 / IP68 на глубину до 2 метров Тип корпуса CSA (NEMA ) 4X 6P |
| Ударопрочность | 20 Нм |
| Предельный диапазон температур | от -50 ° C до 180 ° C, максимальная температура ограничена до 150 ° C для приложений Группы I |
| Материал | Латунь CZ121 |
| Покрытие | Нет |
| Материал уплотнительного кольца | Нет: Наружная резьба коническая. Следует использовать герметик для резьбовых соединений для поддержания желаемой степени защиты IP. |
| Соответствие стандартам | IEC 60079-0, IEC 60079-1, IEC 60079-7, IEC 61241-0, IEC 61241-1 |
| Сертификат CENELEC ATEX | SIRA00ATEX1094X I M2 , II 2 GD, Ex d I / IIC Mb Gb, Ex e I / IIC Mb Gb, Ex tb IIIC Db, IP6X |
| Сертификат IECEx | IECEx SIR 12.0016X Ex d I / IIC Mb / Gb , Ex e I / IIC Mb / Gb, Ex tb IIIC Db, IP6X |
| Сертификат ГОСТ-Р | RU? -GB.?? 06.? 00106 — Русский |
| Сертификат CSA | 1248014 ( LR 106084-2) Ex de I & IIC IP66 / 67/68 Класс I, зона 1 и 2, группы A, B, C и D. Класс I, раздел 1 и 2; Группы A, B, C и D; Класс II, Группы E, F и G; Класс III; CSA Тип корпуса 4x / 6P |
| Инструкции по установке | Английский |
| Техническое описание продукта | Техническое описание — Металлические переходники и переходники |
Ищете другой размер или материал? Другие Ex-фитинги?
Ознакомьтесь с нашей линией взрывозащищенных фитингов или позвоните по телефону (888) 835-0868
Стандартные детали | ||
Болты | ||
| Болт с шестигранной головкой — Класс продукции A и B | ISO 4014, EN 24014, DIN EN 24014, PN EN 24014, ANSI B 18.2.1 | |
| Болт с шестигранной головкой — класс продукта C | ISO 4016, EN 24016, DIN EN 24016, PN EN 24016 | |
| Болт с шестигранной головкой | ISO 4017, EN 24017, DIN EN 24017, PN-85 / М-82105, ГОСТ 7796-70 | |
| Болт с шестигранной головкой, мелкий шаг резьбы | ISO 8676, EN 28676, DIN EN 28676, PN-85 / M-82105, ГОСТ 7796-70 | |
| Фланец с шестигранной головкой Болт с головкой | ISO 4162, EN ISO 4162, DIN 6921, PN 82247 | |
| Винт с потайной головкой и внутренним шестигранником | ISO 10642, EN ISO 10642, DIN 7991, PN-EN ISO 10642 | |
| Болт с шестигранной головкой — Марка продукта B — Уменьшенный хвостовик | ISO 4015, EN 24015, DIN EN 24015, PN-EN 24015 | |
| Винт с шестигранной головкой под торцевой ключ | ISO 4762, EN ISO 4762, DIN EN ISO 4762, PN-EN ISO 4762 , ГОСТ 11738-84 | |
| Болт с квадратной головкой | PN-88 M-82121 | |
| DIN 478, PN-87 / M-82301 | ||
| Винт с накатанной головкой и низкой головкой | DIN 653, PN-88 / M-82457, ГОСТ 21332-75 | |
| с накаткой Винт с накатанной головкой и высокой головкой | DIN 653, PN-88 / M-82456, ГОСТ 21331-75 | |
| Болт из ниобии с потайной головкой и крестообразным шлицем H | ISO 7047, EN ISO 7047, DIN-EN ISO 7047, PN -EN ISO 7047, ГОСТ 17474-80 | |
| Болт из ниоба с потайной головкой и поперечной выемкой Z | ISO 7047, EN ISO 7047, DIN-EN ISO 7047, PN-EN ISO 7047, ГОСТ 17474-80 | |
| Винт с потайной головкой и шлицем | ISO 2010, EN ISO 2010, DIN-EN ISO 2010, PN-EN ISO 2010, ГОСТ 17474-80 | |
| Винт с потайной головкой и потайной головкой — с типом H | ISO 7046, EN ISO 7046 , DIN-EN ISO 7046, PN-EN ISO 7046, ГОСТ 17475-80 | |
| Винт с потайной головкой и шлицевой головкой | ISO 2009, EN ISO 2009, DIN-EN ISO 2009, PN-EN ISO 2009, ГОСТ 17475-80, ANSI B 18.6.3 | |
| Болт из ниоба с полукруглой головкой | DIN 604, PN-91 / M-82408, ГОСТ 7785-81 | |
| Болт из ниоба с полукруглой головкой | DIN 607, PN-91 / M-82410, ГОСТ 7783- 81 | |
| Рым-болт с резьбой до головы | PN-77 / M-82426 | |
| Рым-болт | DIN 444, PN-77 / M-82425, ГОСТ 14724-69 | |
| Набор шлицевых винт с конической головкой | ISO 7434, EN 27434, DIN-EN 27434, PN-EN 27434, ГОСТ 1476-93 | |
| Установочный винт с внутренним шестигранником и наконечником чашки | ISO 4029, EN ISO 4029, DIN-EN ISO 4029, PN-EN ISO 4029 | |
| Установочный винт с внутренним шестигранником и конусом | ISO 4027, EN ISO 4027, DIN-EN ISO 4027, PN-EN ISO 4027, ГОСТ 8878-93 | |
| Набор шестигранных головок Винт с Flat Point | ISO 4026, EN ISO 4026, DIN-EN ISO 4026, PN-EN ISO 4026 | |
| Установочный винт с внутренним шестигранником и Dog Point 9005 0 | ISO 4028, EN ISO 4028, DIN-EN ISO 4028, PN-EN ISO 4028, ГОСТ 11075-93 | |
| Болт с шестигранной головкой и длинной резьбой | DIN 609, PN-91 / M-82342 | |
| Болт с шестигранной головкой и короткой резьбой | PN-91 / M-82341 | |
| Установочный винт с квадратной головкой и конусом | PN-87 / M-82305 | |
| Подъемный рым-болт | DIN 580, PN-92 / M-82472, ГОСТ 4751-73 | |
| Болт с проушиной (мелкая резьба) | DIN 580, PN-92 / M-82472 | |
| Болты с квадратной головкой и квадратной головкой с большой головкой — тип Z | ISO 8677, DIN 603, PN-87 / M82406, ГОСТ 7802-81 | |
| Болты с полукруглой головкой и квадратной шейкой с большой головкой — тип P | DIN 603, PN-87 / M82406, ГОСТ 7802-81 | |
| Винт с буртиком и шестигранной головкой под ключ | ISO 7379, ANSI B 18.3.3M | |
| Болт | FIBRO 244.16, FIBRO 244.16, FIBRO 244.16 | |
Шайба | ||
| Плоская шайба — Обычная серия — Марка продукта A | ISO 7089, EN ISO 7089, DIN 125-1A, PN-78 / M-82005, ГОСТ 6958-78, ANSI B 18.22.1 | |
| Шайба плоская — нормальная серия — класс продукции C | ISO 7091, EN ISO 7091, DIN ISO 7091, PN ISO 7091, ГОСТ 6958-78, ANSI B 18.22.1 | |
| Шайба плоская с фаской — Нормальная серия — Марка продукта A | ISO 7090, EN ISO 7090, DIN 125-1B, PN-78 / M-82006, ГОСТ 11371-78 | |
| Плоская шайба — Большая серия — Часть 1: Марка продукта A | ISO 7093-1, EN ISO 7093-1, DIN 9021, PN ISO 7093-1, ГОСТ 9649-78 | |
| Плоская шайба — Большая серия — Часть 2: Марка продукта C | ISO 7093-2, EN ISO 7093-2, DIN ISO 7093-2, PN ISO 7093-2 | |
| Обычная Шайба — Очень большая серия — Класс продукта C | ISO 7094, EN ISO 7094, DIN ISO 7094, PN ISO 7094 | |
| Плоская шайба — Малая серия — Марка продукта A | ISO 7092, EN ISO 7092, DIN 433 , PN-78 / M-82007, ГОСТ 10450-78 | |
| Шайба пружинная стопорная | PN-77 / M-82008 | |
| Шайба пружинная стопорная световая | DIN 127, PN-77 / M-82008, ГОСТ 6402-70 | |
| Шайба стопорная зубчатая с внутренними зубьями | DIN 6797J, PN-82 / M-82023 | |
| Шайба стопорная зубчатая с наружными зубьями | DIN 6797A, PN-82 / M-82024 | |
| Шайба квадратная для деревянных конструкций | DIN 436, PN-59 / M-82010 | |
| Шайба квадратная коническая для U-образного профиля | DIN 434, PN-79 / M-82018, ГОСТ 10906 | |
| Квадрат шайба коническая для двутаврового профиля | DIN 435, PN-79 / M-82009 | |
| Шайба плоская для пальца с головкой | ISO 8738, EN 28738, DIN 1440, PN-EN 28738 | |
| Волнистая пружинная шайба | DIN 137, PN-82 / M-82037 | |
| Шайба для пружинных соединений | ISO 7416, EN ISO 7416 , DIN 6916, PN-82 / M-82039 | |
| Шайба стопорная с 1 выступом | DIN 93, PN-82M-82021, ГОСТ 13463-77 | |
| Шайба стопорная с 2 язычками | DIN 963, PN-82M -82022, ГОСТ 13464-77 | |
| Шайба сферическая C | DIN 6319, PN-78 / M-82026, ГОСТ 13438-68 | |
| Шайба сферическая D | DIN 6319, PN-78 / M-82026 | |
| Шайба пружинная стопорная для винтов с цилиндрической головкой | DIN 7980, ГОСТ 6402-70 | |
| Шайба пружинная, усиленная | DIN 128, ГОСТ 6402-70 | |
| Шайба стопорная зубчатая | DIN 6798J, ГОСТ 10462-81 | |
| Шайба стопорная зубчатая | DIN 6798A, GO СТ 10463-81 | |
| Шайба пружинная коническая | DIN 6796, ГОСТ 13439-68 | |
| Кольцо регулировочное | DIN 988 | |
| Шайба для металлоконструкций | DIN 7989 | |
Гайка | ||
| Шестигранная гайка — класс продукции A и B | ISO 4032, EN 24032, DIN-EN 24032, PN-EN 24032, ГОСТ 5915-70 | |
| Шестигранная гайка — класс продукта C | ISO 4034 , EN 24034, DIN-EN 24034, PN-EN 24034, ГОСТ 5915-70, ANSI B 18.2.2 | |
| Шестигранная гайка, форма 1, с метрической мелкой резьбой — марка продукта A и B | ISO 8673, EN 28673, DIN-EN 28673, PN-EN 28673, ГОСТ 5927-70 | |
| Шестигранник тонкий гайка (с фаской) — марка продукта A и B | ISO 4035, EN 24035, DIN-EN 24035, PN-EN 24035, ГОСТ 5916-70 | |
| Гайка шестигранная тонкая (скошенная) с метрической мелкой резьбой — Продукт марки А и В | ISO 8675, EN 28675, DIN-EN 28675, PN-EN 28675, ГОСТ 5916-70 | |
| Гайка шестигранная высокая | DIN 6330, PN-86 / M-82155, ГОСТ 15523-70 , ANSI B 18.2.2 | |
| Гайки шестигранные высокие Гайки шестигранные высокие с метрической мелкой резьбой | DIN 6330, PN-86 / M-82155, ГОСТ 15523-70 | |
| Шестигранная гайка с преобладающим моментом затяжки (с неметаллической вставкой) | ISO 10512, DIN 985, PN-52 / M-82175 | |
| Шестигранная гайка с фланцем | EN 1661, DIN-EN 1661, PN-EN 1661, ГОСТ Р 50592-93 | |
| Шестигранная гайка с фланцем | EN 1663, DIN-EN 1663, PN-EN 1663, ГОСТ 8918-69 | |
| Шестигранная гайка с фланцем | EN 1664, DIN-EN 1664, PN-EN 1664 | |
| Шестигранная гайка с преобладающим крутящим моментом с фланцем ( с неметаллической вставкой) — Класс продукта A и B | ISO 1666, EN 1666, DIN-EN 1666, PN-EN 1666 | |
| Шестигранная гайка с фланцем с мелкой резьбой | EN 1667, DIN-EN 1667, PN -EN 1667 | |
| Гайка шестигранная 1,5d с буртиком | DIN 6331, PN-87 / M-61272 | |
| Шестигранная гайка с фланцем | ISO 4161, EN-ISO 4161, DIN-ISO 4161, PN-ISO 4161 | |
| Квадратная гайка — тип 1 | DIN 557, PN-88 / M-82151 | |
| Квадратная гайка — тип 2 | DIN 562, PN-88 / M-82151 | |
| Тонкая гайка с насечкой | DIN 467, PN-91 / M-82462 | |
| Гайка высокая с насечкой | DIN 466, PN-91 / M -82461 | |
| Шестигранная шлицевая и корончатая гайка — тип Z | ISO 7035, EN-ISO 7035, DIN 935, PN-86 / M-82148, ГОСТ 5918-73 | |
| Шестигранная шлицевая и корончатая гайка — тип K | ISO 7035, EN-ISO 7035, DIN 935, PN-86 / M-82148, ГОСТ 5918-73 | |
| Тонкая корончатая гайка шестигранная, шлицевая и корончатая гайка — тип Z | ISO 7038, EN-ISO 7038, DIN 979, PN-86 / M-82159, ГОСТ 5919-73 | |
| Гайка корончатая шестигранная тонкая, шлицевая и корончатая гайка — тип K | ISO 7038, EN-ISO 7038, DIN 979, PN-86 / М-82159, ГОСТ 5919-73 90 050 | |
| Гайка шестигранная колпачковая | DIN 917, PN-88 / M-82182, ГОСТ 11860-85 | |
| Гайка шестигранная куполообразная | DIN 1587, PN-88 / M-82181, ГОСТ 11860-85 | |
| Барашковая гайка | DIN 315, PN-64 / M-82439, ГОСТ 3032-76 | |
| Подъемная рым-гайка | DIN 582, PN-92 / M-82472 | |
| Шестигранная гайка с преобладающим моментом затяжки | ISO 10511, EN ISO 10511, DIN ISO 10511, PN ISO 10511 | |
| Преобладающая шестигранная гайка с крутящим моментом и мелким шагом резьбы | ISO 10513, EN ISO 10513, DIN ISO 10513, PN ISO 10513 | |
| Преобладающая шестигранная гайка с крутящим моментом | ISO 7040, EN ISO 7040, DIN-EN ISO 7040, PN-EN ISO 7040 | |
| Преобладающая шестигранная гайка с крутящим моментом | ISO 7042, EN ISO 7042, DIN-EN ISO 7042, PN- EN ISO 7042 | |
Зенковка | ||
| C Зенковка для болта с внутренним шестигранником | DIN 974-1, PN-83 / M-82069, ГОСТ 12876-67 | |
| Зенковка для винтов с цилиндрической головкой и шлицем | PN-83 / M-82069 | |
| Зенковка для Винты с потайной головкой | ISO 7721, PN-87 / M-82068 | |
| Зенковка для винтов с потайной головкой | PN-87 / M-82068 | |
| Отверстие — высокое качество | DIN EN 20273, ГОСТ 11284- 75 | |
| Глухое отверстие | ГОСТ 12415-80 | |
| Отверстие удлиненное | ||
| Отверстие с лентой — желоб — метрическое | ISO 724, EN ISO 724, DIN-ISO 724, PN ISO 724, ГОСТ 24705 -81, ANSI B1.13M | |
| Отверстие с лентой — желоб — дюйм | ISO 725, EN ISO 725, DIN-ISO 725, PN ISO 725, ANSI B1.1 | |
| Отверстие с лентой — глухое | DIN 76-1, PN- 89 / M-82063 | |
| Зенковка для болтов с шестигранной головкой и шестигранных гаек без шайбы | DIN 974-2, ГОСТ 12876-67 | |
| Зенковка под винты с потайной головкой — высокое качество | DIN 74, ГОСТ 12876- 67 | |
Винты | ||
| Винт с цилиндрической головкой и шлицем — класс продукта A | ISO 1580, EN ISO 1580, DIN EN ISO 1580, PN EN ISO 1580, ГОСТ 17473-80 | |
| Винт с цилиндрической головкой и цилиндрической головкой — Марка продукта A | ISO 1207, EN ISO 1207, DIN EN ISO 1207, PN EN ISO 1207, ГОСТ 1491-80 | |
| Винт самонарезающий с потайной (плоской) головкой с крестообразным шлицем | ISO 7050, EN ISO 7050, DIN ISO 7050, PN EN ISO 7050, ГОСТ 1145-80 | |
| Саморезный винт с потайной (овальной) головкой и крестообразным шлицем | ISO 7051, EN ISO 7051, DIN ISO 7051, PN EN ISO 7051, ГОСТ 1146-80 | |
| Саморез с потайной головкой (общий тип головки) | ISO 1483, EN ISO 1483, DIN ISO 1483, PN EN ISO 1483 | |
| Самонарезающий винт с шестигранной головкой | ISO 1479, EN ISO 1479, DIN ISO 1479, PN EN ISO 1479 | |
| Шестигранник Самонарезающий винт с фланцевой головкой | ISO 10509, EN ISO 10509, DIN ISO 10509, PN ISO 10509 | |
| Самонарезающий винт с цилиндрической головкой и шлицем | ISO 1481, EN ISO 1481, DIN ISO 1481, PN EN ISO 1481 | |
| Самонарезающий винт с потайной (плоской) головкой и шлицем (тип с общей головкой) | ISO 1482, EN ISO 1482, DIN ISO 1482, PN EN ISO 1482 | |
Заклепки | ||
| Простая заклепка | ISO 1051 , DIN 660, PN 82952 , ГОСТ 10299-80 | |
| Заклепка с потайной головкой | ISO 1051, DIN 661, PN 82954, ГОСТ 10300-80 | |
| Заклепка с грибовидной головкой | PN 82957, ГОСТ 10301-80 | |
| Плоская с полукруглой головкой заклепка | PN 82958, ГОСТ 10302-80 | |
| Заклепка трубчатая с плоской головкой | DIN 7340, PN 82972, ГОСТ 12639-80 | |
| Заклепка трубчатая с полукруглой головкой | DIN 7340, PN 82973, ГОСТ 12638-80 | |
| Заклепка глухая с потайной головкой | ISO 1051, Nity, DIN EN ISO 15977, PN 8297, ГОСТ 15973-2005 | |
| Заклепка глухая с потайной головкой | ISO 1051, Nity, DIN EN ISO 15978, PN 8297, ГОСТ 15974-2005 | |
Манжеты вала | ||
| Внешнее стопорное кольцо | DIN 471, PN 85111 | |
| Внутреннее стопорное кольцо | DIN 472, PN 85111 | |
| DIN 6799, PN 85112 | ||
Штифты | ||
| Параллельный штифт | ISO 2338, EN ISO 2338, DIN EN ISO 2338, PN EN ISO 2338, ГОСТ 3128-70 | |
| Конический штифт | ISO 2339, EN 22339, DIN EN 22339, PN EN 22339 | |
| Параллельный штифт с внутренней резьбой | ISO 8733, EN ISO 8733, DIN EN ISO 8733, PN EN ISO 8733 | |
| Конический штифт с внутренней резьбой, шлифованный | ISO 8736, EN 28736, DIN EN 28736, PN EN 28736 | |
| Штифт с канавкой — центральная канавка половинной длины | ISO 8743, EN ISO 8743, DIN EN ISO 8743, PN EN ISO 8743 | |
| Штифт с канавкой — с конической канавкой по всей длине | ISO 8744, EN ISO 8744, DIN EN ISO 8744, PN EN ISO 8744 | |
| Штифт с канавкой — с конической канавкой половинной длины | ISO 8745 , EN ISO 8745, DIN EN ISO 8745, PN EN ISO 8745 | |
| Штифт с канавкой — с канавкой с обратным конусом половинной длины | ISO 8741, EN ISO 8741, DIN EN ISO 8741, PN EN ISO 8741 | |
| Штифт с канавкой — с канавкой на одну треть длины | ISO 8742 , EN ISO 8742, DIN EN ISO 8742, PN EN ISO 8742 | |
| Штифт с канавкой — по всей длине с параллельными канавками, с пилотом | ISO 8739, EN ISO 8739, DIN EN ISO 8739, PN EN ISO 8739 | |
| Штифт с канавками — по всей длине, с параллельными канавками, с фаской | ISO 8740, EN ISO 8740, DIN EN ISO 8740, PN EN ISO 8740 | |
| Штифт прямой пружинный — с прорезями, для тяжелых условий эксплуатации | ISO 8752, EN ISO 8752, DIN EN ISO 8752, PN EN ISO 8752 | |
| Пружинный прямой штифт — спиральный, стандартный режим работы | ISO 8750, EN ISO 8750, DIN EN ISO 8750, PN EN ISO 8750 | |
призматическая шпонка | ||
| призматическая шпонка с круглым конец | DIN 6885, PN-M-85005, ГОСТ 23360 | |
| Шпонка цилиндрическая с центральным отверстием половинной длины | DIN 6885, PN-M-85005 | |
| Шпонка цилиндрическая с круглым концом (один конец) | PN-M-85005, ГОСТ 23360 | |
| Шпонка цилиндрическая с круглым концом (фрикционная посадка) | PN-M-85005 | |
| Шпонка цилиндрическая с круглым концом, двойные отверстия (фрикционная посадка) | DIN 6885, PN-M-85005 | |
| Шпонка цилиндрическая с круглым концом (оба конца) (высокая) | PN-M-85001 | |
| Шпонка цилиндрическая с закругленными концами (оба конца) (низкая) | ISO 2491 , PN-M-85002 | |
| Шпоночная канавка на валу | ISO 2491, DIN 6885, PN-M-85005 | |
Штифты с канавкой | ||
| Штифт с подъемной головкой с головкой и (с или без отверстие под шплинт) | EN 22341, DIN EN 22341, PN-EN 22341 | |
| Clevi s шпилька без головки (с отверстием для шплинта или без него) | EN 22340, DIN EN 22340, PN-EN 22340 | |
шплинт | ||
| шплинт | EN ISO 1234, DIN EN ISO 1234, PN-EN ISO 1234 | |
Винтовые соединения | ||
| Соединение (болт и гайка с шестигранной головкой) | ||
| Соединение (зенковка + винт и гайка с внутренним шестигранником) | ||
| Соединение (винт с шестигранной головкой под ключ + гайка) | ||
Шпонка | ||
| Коническая шпонка с круглыми концами (оба конца) | ||
| Коническая шпонка с фаской | ||
| Коническая шпонка с круглым концом (один конец) | ||
| Шпонка с конической головкой | ||
| Плоская шпонка с закругленными концами (оба конца) | ||
| Плоская шпонка с фаской er | ||
| Шпонка с круглым концом (один конец) | ||
| Шпонка с плоской головкой | ||
Подшипники качения | ||
| Однорядный радиальный шарикоподшипник | ||
| Шарик Подшипник с одним щитком | ||
| Шарикоподшипник с двумя щитками | ||
| Шарикоподшипник с одним резиновым уплотнением | ||
| Шарикоподшипник с двумя резиновыми уплотнителями | ||
| Шарикоподшипник с коническим отверстием | ||
| Упорный шарикоподшипник с канавкой под стопорное кольцо на наружном кольце | ||
| Упорный шарикоподшипник с канавкой под стопорное кольцо на наружном кольце и шайбе | ||
| Радиально-упорный шарикоподшипник — односторонний — каталог 72 i 73 | ||
| Радиально-упорный шарикоподшипник — однонаправленный — каталог A70, A72 и A73 | ||
| Радиально-упорный шарикоподшипник — однонаправленный — каталог | ||
| Радиально-упорный шарикоподшипник — двунаправленный — каталог | ||
| Радиально-упорный шарикоподшипник — двунаправленный — QJ19, QJ10, QJ2 и QJ3 каталог | ||
| Радиально-упорный шарикоподшипник — двухсторонний | ||
| Самоустанавливающийся шарикоподшипник | ||
| Самоустанавливающийся шарикоподшипник с коническим отверстием | ||
| Однорядный цилиндрический роликоподшипник | ||
| Одинарный Рядный цилиндрический роликоподшипник, конструкция NJ | ||
| Однорядный цилиндрический роликоподшипник конструкции N | ||
| Однорядные цилиндрические роликоподшипники, конструкция NUP | ||
| Цилиндрические роликоподшипники без внутреннего кольца Модель RN | ||
| Однорядные упорный цилиндрический подшипник | ||
| Двухрядный упорный цилиндрический подшипник | ||
| Двухрядный цилиндрический роликоподшипник с полным комплектом цилиндров, конструкция NNU49 | ||
| Двухрядный цилиндрический роликовый подшипник с полным комплектом подшипников, конструкция NNU49K | ||
| Конструкция NN30 | ||
| Двухрядный цилиндрический роликоподшипник с полным комплектом деталей Модель NN30K | ||
| Многорядный цилиндрический роликоподшипник с сепаратором | ||
| Многорядный цилиндрический роликоподшипник без сепаратора | ||
| Двухрядный конический роликоподшипник | ||
| Двухрядный конический роликоподшипник с коническим отверстием | ||
| Двухрядный конический роликоподшипник с коническим отверстием и тянущим внутренним кольцом | ||
| Игольчатый упорный подшипник с желобом внутренним кольцом, с сепаратором | ||
| Игольчатый упорный подшипник с глухим внутренним кольцом, с сепаратором | ||
| Игольчатый упорный подшипник с углубленным внутренним кольцом, без сепаратора | ||
| Игольчатый упорный подшипник с глухим внутренним кольцом, без сепаратора | ||
| Конический роликоподшипник — метрический | ||
Заглушки | ||
| Заглушка с шестигранной головкой типа A | ||
| Заглушка с шестигранной головкой тип B | ||
Лубрикаторы | ||
| Смазочный ниппель конического типа — цилиндрическая резьба | ||
| Угловой Смазочный ниппель конического типа — коническая резьба | ||
| Угловой смазочный ниппель, конусного типа — цилиндрическая резьба | ||
Металлопродукция9 0050 | ||
Стальной профиль | ||
| L-образные равные углы ANSI | ASTM A36, ASTM A36, ASTM A36 | |
| Плоский стальной стержень (горячекатаный) | EN 10058: 2004U, DIN-EN 10058: 2004U, PN-EN 10058: 2004U | |
| L-образные равные углы | EN 10056-1: 2000, DIN-EN 10056-1: 2000, PN-EN 10056-1: 2000 | |
| П-образный (экономичный) | DIN 1026-2: 2002-10, PN-71 / H- | |
| П-образный (горячекатаный) | DIN 1026-1: 2000-3, PN- H- | |
| П-образная форма (предел текучести более 490 МПа) | PN-73 / H- | |
| Т-образная (горячекатаная) | EN 10055: 1999, DIN-EN 10055: 1999, PN-EN 10055: 1999 | |
| Z-образная форма | DIN 1027: 2004-04, PN- 73 / H- | |
| Двутавровая (горячекатаная) | DIN 1025-1 | |
| Горячекатаные двутавровые балки — Часть 5 Серия IPE | DIN 1025-5, PN-H- | |
| Горячекатаные двутавровые балки — часть 2 IPB-серия | DIN 1025-2 | |
| Горячекатаные двутавровые балки — часть 3 IPBI-серия | DIN 1025-3 | |
| Горячекатаные двутавровые балки — Часть 4 IPBv-серия | DIN 1025-4 | |
| H-образная форма (Горячекатаные широкополочные стальные балки — Размеры) | DIN 1025, PN-H- | |
| L-образная форма | EN 573, DIN-EN 573, PN-EN 573 | |
| I-образная | DIN 1025-5 | |
| Сварные квадратные конструкционные трубы s) | EN 10219-1: 1997, PN-EN 10219-1: 1997 | |
| Сварные круглые конструкционные трубы (холодногнутые сварные полые профили) | EN 10219-2: 2000, DIN-EN 10219-2 : 2000, PN-EN 10219-2: 2000 | |
| Сварные круглые конструкционные трубы (для прецизионных применений) | EN 10305-3: 2005, DIN-EN 10305-3: 2005, PN-EN 10305-3: 2005 | |
| Сварные квадратные конструкционные трубы | EN 10210-1: 2006, DIN-EN 10210-1: 2006, PN-EN 10210-1: 2006 | |
| Сварные круглые конструкционные трубы | EN 10210-2: 2006 , DIN-EN 10210-2: 2006, PN-EN 10210-2: 2006 | |
| Сварные прямоугольные конструкционные трубы | EN 10210-5: 2006, DIN-EN 10210-5: 2006, PN-EN 10210-5 : 2006 | |
Стальные стержни | ||
| Круглые стержни из нержавеющей стали (горячекатаные) | EN 10060: 2004U, DIN-EN 10060: 2004U, PN-EN 10060: 2004U | Квадратный стальной стержень (горячекатаный) | EN 10059: 2004U, DIN-EN 10059: 2004U, PN-EN 10059: 2004U |
| Шестигранный стальной стержень (горячекатаный) | EN 10061: 2004U, DIN-EN 10061: 2004U, PN-EN 10061: 2004U | |
Стержни | ||
| Круглый стальной стержень | EN 10017: 2006, DIN-EN 10017: 2006, PN-EN 10017: 2006 | |
Стальные трубы | ||
| Бесшовные стальные трубы для работы под давлением | EN 10216: 2004, DIN-EN 10216: 2004, PN-EN 10216: 2004 | |
| Труба из нелегированной стали для жидкостей (включая воду) | EN 10224: 2006, DIN-EN 10224: 2006, PN-EN 10224: 2006 | |
| Трубка из углеродистой стали, подходящая для привинчивания | PN-H-74200: 1998 | |
| общего назначения бесшовная стальная труба | PN-H-74220: 1984 | |
Строительство аппаратура | ||
Фланцы | ||
| Фланцы приварные встык ANSI 150 фунтов / кв.дюйм. до 12 дюймов | ANSI 150 фунтов / кв. дюйм | |
| Фланцы с приварной шейкой ANSI 300 фунтов / кв. Дюйм. До 12 дюймов | ANSI 300 фунтов / кв. Дюйм. | |
| Фланцы приварной шейки DIN 2632 | DIN 2632 | |
| Фланцы приварной шейки DIN 2633 | DIN 2633 | |
| Фланцы приварной шейки DIN 2634 | DIN 2634 | |
| Фланцы приварной шейки DIN 2635 | DIN 2635 | |
| Фланцы с приварной шейкой DIN 2636 | DIN 2636 | |
| Глухой фланец DIN 2527, форма B | DIN 2527 | |
| Плоский фланец для сварки DIN 2573, форма A | DIN 2573 | |
| Плоский фланец под приварку DIN 2576, форма A | DIN 2576 | |
| Фланцы внахлест Гладкие фланцы DIN 2641 | DIN 2641 | |
| Фланцы внахлест Гладкие фланцы DIN 2642 | DIN 2642 | |
| Приварные фланцы для сосудов под давлением DIN 28031 Формы A | DIN 28031 | |
| Приварные фланцы для сосудов под давлением DIN 28 032 Формы D | DIN 28032 | |
| Приварные фланцы для сосудов под давлением DIN 28036 | DIN 28036 | |
| Приварные фланцы с шейкой DIN-EN 1092-1 | EN 1092-1 | |
| Овальные фланцы | DIN 2561 | |
Торцы с торцами | ||
| Торосферические торцы с выпуклостями DIN 28011 | DIN 28011 | |
| Торосферические выпуклые концы DIN 28013 | DIN 28013 | |
Фитинги | ||
| Колено DIN 2605-1 45 ° | DIN 2605-1 | |
| Тройник DIN 2615, стиль A | DIN 2615 | |
| Эксцентриковый переходник с пониженным коэффициентом давления DIN 2616-1 | DIN 2616-1 | |
Трубы | ||
| Трубы из нержавеющей стали DIN 10297-1 | DIN 10297-1 | |
| Труба из нелегированной стали | EN 10224: 2006 | |
| Стальная бесшовная труба для работы под давлением | EN 10216: 2004 | |
| Труба из нержавеющей стали с резьбой | PN-H-74200: 1998 | |
Теплообменники | ||
| Теплообменник DIN 28184-1 — 2 балки | DIN 28184-1 | |
| Теплообменник DIN 28184-2 — 2 балки | DIN 28184-2 | |
Гидравлика и пневматика | ||
Приводы и управление | ISO 1219-1 | |
| Направление гидравлического источника энергии | ||
| Путь прохождения жидкости через клапан | ||
| Вращательное движение | ||
| Регулируемый насос, двигатель и т. Д. | ||
| Электрический | ||
| Замкнутый путь или порт | ||
| Противоположные линейные приводы Ограниченный угол движения | ||
| Индикация или контроль температуры | ||
| Первичный двигатель | ||
| Пружина | ||
| Ограничитель | ||
| Место для включения символа обратного клапана | ||
| Гибкий | ||
| Шток поршня | ||
| Вал | ||
| Вал — двухстороннее вращение 51 | 900 | |
| Позиционирование фиксатора Ограниченный угол движения | ||
| Блокирующее устройство или элемент управления | ||
| Устройство для предотвращения остановки в мертвой точке | ||
| Неспецифическое управление | ||
| Кнопочное управление | Кнопочный регулятор | |
| Кнопочный регулятор | ||
| Рычажный регулятор | ||
| Педальный регулятор | ||
| Педальный регулятор | ||
| Плунжерный регулятор | ||
| Плунжерный регулятор с регулируемой длиной | ||
| Двухходовая пружина | ||
| Двухходовой роликовый регулятор | ||
| Роликовый регулятор | ||
| Электромагнитный регулятор с одной обмоткой | ||
| Соленоидный регулятор с двумя обмотками | ||
| Электромагнитный контроллер в сборе с двумя обмотками | ||
| Электродвигатель | ||
| Пьезоэлектрический компонент | ||
| Регулятор давления | ||
| Управляйте клапаном по области перепада давления | ||
| In внутренний пилотный путь | ||
| Внешний пилотный путь | ||
| Гидравлический пилот (прямой) (управление посредством приложения давления) | ||
| Гидравлический пилот (прямой) (управление путем сброса гидравлического давления) | ||
| Контроллер давления масла (через Control) (управление посредством приложения давления) | ||
| Контроллер давления масла (через управление) (управление путем сброса гидравлического давления) | ||
| Опосредованный регулятор давления масла (через Control) (управление через приложение давления) | ||
| Контроллер давления масла косвенно (через Control) (управление путем сброса гидравлического давления) | ||
| 2-ступенчатый пилотный гидравлический привод | ||
| Управляемый соленоидом пилотный клапан-выхлопная пилотная ступень | ||
| Электромагнитный пилотный клапан | ||
| Пневматический и пилотный клапан ge — Слив пилотного клапана | ||
| Управление соленоидом Гидравлическое управление пружиной с каналом Внешний слив питания пилотного клапана | ||
| Внешняя обратная связь | ||
| Внутренняя обратная связь | ||
| Гидравлический двигатель | ||
| Фиксированная мощность с одним направлением потока — насос | ||
| Двунаправленный двигатель с фиксированной производительностью — насос | ||
| Переменная производительность (с неопределенным механизмом управления в одном направлении потока) — насос / двигатель | ||
| Единица с фиксированной производительностью — направленный выход | ||
| Переменная производительность (с ручным механизмом управления в двух направлениях потока) — насос / двигатель | ||
| Гидравлический привод переменной скорости | ||
| Насос переменной скорости с компенсацией давления | ||
| Двигатель переменного насоса | ||
| Одноактивный цилиндр втягивания ng | ||
| Гидравлический цилиндр двойного действия | ||
| Телескопический гидроцилиндр двойного действия | ||
| Пневмо-гидравлический привод | ||
| Пневмо-гидравлический, непрерывный режим | ||
| Давление усилитель | ||
| Усилитель давления, непрерывный режим | ||
| Аккумулятор | ||
| Накопитель — жидкость, поддерживаемая под давлением инертным газом | ||
| Электродвигатель | ||
| Первичный двигатель, неэлектрический | ||
| Переходное положение | ||
| Положение напротив, крайнее положение | ||
| Крайнее положение напротив, среднее (нейтральное) | ||
| Распределительный клапан — с ручным управлением | ||
| Распределитель 2/2, — с рычажным управлением | ||
| Распределитель 2/2, — с рычажным управлением, с возвратной пружиной | ||
| Распределитель 3/2, — с роликовым управлением, с возвратная пружина | ||
| Распределитель 4/2, — с кнопочным управлением, с возвратной пружиной | ||
| Распределитель 3/3, — с электромагнитным управлением, с центрированием по пружине | ||
| Распределитель 4 / 3, — с кнопочным управлением, с пружинным центрированием | ||
| Направляющий регулирующий клапан 5/3, — 2-ступенчатый соленоид и повышающий давление, с пружинным центрированием | ||
| Направленный регулирующий клапан 2/2, — с предварительным опорным клапаном | ||
| Распределитель 3/2, — с электромагнитным управлением, с возвратной пружиной | ||
| Распределитель 5/2, — с регулятором давления тролль | ||
| Направляющий регулирующий клапан 4/3, предварительное управление | ||
| Направленный регулирующий клапан непрерывного действия (открыто), среднее (нейтральное) положение | ||
| Направленный регулирующий клапан непрерывного действия (закрыто), средний (нейтральный) ) положение | ||
| Сервоклапан | ||
| Отсечной клапан — свободный | ||
| Запорный клапан — подпружиненный | ||
| Запорный клапан — с пилотным управлением | ||
| Запорный клапан — с пилотным управлением, подпружиненный | ||
| Челночный клапан | ||
| Челночный клапан приоритета | ||
| Клапан быстрого выпуска | ||
| Клапан сброса давления, одноступенчатый (упрощенный символ) | ||
| Клапан сброса давления, двухступенчатый | ||
| Клапан последовательности давления 900 50 | ||
| Клапан сброса давления с электрическим управлением | ||
| Редукционный клапан — регулятор давления, одноступенчатый | ||
| Редукционный клапан — регулятор давления, двухступенчатый | ||
| Редукционный выпускной клапан | ||
| Дроссельный клапан | ||
| Задвижка | ||
| Регулируемый ограничительный клапан, — с механическим управлением против возвратной пружины | ||
| Односторонний ограничительный клапан | ||
| Регулирующий клапан серии | ||
| Регулирующий клапан с компенсацией потока (упрощенный символ) | ||
| Регулирующий клапан — с фиксированным выходом и выпускным отверстием для резервуара | ||
| Резервуар с вентиляцией, открытый в атмосферу | ||
| Резервуар с вентиляцией и входной трубой выше уровня жидкости | ||
| Резервуар под давлением | ||
| Фильтр или сетчатый фильтр | ||
| Воздушный фильтр | ||
| Индикатор давления | ||
| Манометр | ||
| Манометр дифференциального давления | ||
| Датчик уровня жидкости | ||
| Термометр | ||
| Индикатор расхода | ||
| Расходомер | ||
| Встроенный расходомер | ||
| Тахометр | ||
| Датчик крутящего момента | ||
| Реле давления | ||
| Аналоговый преобразователь | ||
| Пневматический источник энергии — направление | ||
| Регулируемый насос, двигатель и т. Д. | ||
| Отвод воздуха | ||
| Отвод воздуха (мгновенный) | ||
| Отвод воздуха — регулируемый (мгновенный) | ||
| Отверстие для выпуска воздуха — гладкое, без возможности подключения | ||
| Воздух выхлопное отверстие — резьбовое для подключения | ||
| Самоуплотняющаяся муфта (- подключенная, без механически открываемого обратного клапана) | ||
| Самоуплотняющаяся муфта (- не подключенная, с механически открываемыми обратными клапанами) | ||
| Угловое / поворотное соединение — одностороннее | ||
| Электродвигатель | ||
| Пьезоэлектрический компонент | ||
| Внешний пилотный путь | ||
| Пневматический пилот (прямой) (управление под давлением) | ||
| Пневматический пилот (прямой) (управление путем сброса пневматического давления) | ||
| Пневматический пилот (Направляющий клапан) (управление путем приложения давления) | ||
| Пневматический пилот (Направляющий клапан) (управление путем сброса пневматического давления) | ||
| Пневматический регулятор давления — косвенно (через Control) (рулевое управление посредством приложения давления) | ||
| Пневматический регулятор давления — косвенно (через Control) (рулевое управление посредством сброса гидравлического давления) | ||
| Комбинированное управление — посредством соленоида и пилота Клапан-выхлопная пилотная ступень | ||
| Пневматический двигатель | ||
| Пневматический двигатель — регулируемая мощность | ||
| Пневматический двигатель — фиксированная мощность — с двумя направлениями потока | ||
| Пневматический двигатель — регулируемая мощность — с двумя направлениями потока | ||
| Воздушный компрессор | ||
| Пневматический полуповоротный привод (качающийся двигатель) | ||
| Пневматический цилиндр выдвижения одностороннего действия | ||
| Пневматический втягивающий цилиндр одностороннего действия | ||
| Пневматический цилиндр двойного действия | ||
| Двойная неподвижная подушка на всей площади только сбоку — цилиндр | ||
| Регулируемая амортизация с обеих сторон — цилиндр | ||
| Телескопический одностороннего действия — цилиндр | ||
| Бесштоковый цилиндр | ||
| Пневматический ударный цилиндр | ||
| Тандем цилиндр | ||
| Шток с четырьмя двойными поршнями, встроенный в регулятор положения | ||
| Шток с двумя поршнями двойного действия, встроенный в регулятор положения | ||
| Бесштоковый цилиндр с регулируемым демпфированием, магнитный | ||
| Кабель цилиндр | ||
| Поршень двойного действия Шток с пневматическим тормозом | ||
| Привод пневматической рессоры | ||
| Ресивер резервного воздуха | ||
| Ресивер воздуха | ||
| Переходное положение | ||
| Направленный регулирующий клапан 3 / 2, — с роликовым управлением, с возвратной пружиной | ||
| Распределитель 4/2, — с кнопочным управлением, с возвратной пружиной | ||
| Распределитель 3/3, — с электромагнитным управлением, с пружинным центрированием | ||
| Направляющий регулирующий клапан 4/3, — с кнопочным управлением, с пружинным центрированием | ||
| Направленный регулирующий клапан 5/3, — 2-ступенчатый соленоид, повышающий давление, с пружинным центрированием | ||
| Направленный регулирующий клапан 3 / 2, — управляется соленоидом с возвратной пружиной | ||
| Распределительный клапан 5/2 — регулируется давлением в обоих направлениях | ||
| Запорный клапан — бесплатно | ||
| Отсечной клапан — свободный (упрощенный символ) | ||
| Запорный клапан — подпружиненный | ||
| Челнок Запорный клапан — с пилотным управлением (упрощенный символ) | ||
| Запорный клапан — с пилотным управлением, подпружиненный | ||
| Челночный клапан приоритета | ||
| Клапан быстрого выпуска | ||
| Отсечной клапан | ||
| Клапан делителя потока | ||
| Фильтр с дополнительным магнитным элементом | ||
| Фильтр с индикатором загрязнения | ||
| Фильтр с ручным сливом | ||
| Фильтр с сепаратором, автоматический слив | ||
| Фильтр с сепаратором, ручной слив | 90 051 | |
| Осушитель воздуха | ||
| Лубрикатор | ||
| Блок кондиционирования | ||
| Блок кондиционирования (упрощенный символ) | ||
| Охладитель — без изображения потоков охлаждающей жидкости | ||
| Охладитель — с указанием линий потока охлаждающей жидкости | ||
| Нагреватель (стрелки в ромбе указывают на ввод тепла) | ||
| Регулятор температуры | ||
| Счетчик импульсов с электрическим выходным сигналом | ||
| Импульсный счетчик с пневматическим выходным сигналом | ||
| Глушитель | ||
| Символы методы управления — одностороннее действие | ||
| Регулирующие клапаны с тремя и более положениями | ||
| Условные обозначения механизмов управления с тремя положениями | ||
| Управление давлением в среднем (нейтральном) положении | ||
| Непрямое управление элементами | ||
| Комбинированное управление — двумя независимыми регуляторами (соленоид кнопки опроса) | ||
| Комбинированное управление — двумя зависимыми регуляторами ( электромагнитный пилотный гидрораспределитель) | ||
| Предохранительный механизм, защита от перегрузки технологического потока | ||
| Предохранительный механизм, защита от перегрузки обратного технологического потока | ||
| Предохранительный механизм, защита от перегрузки каждого технологического потока | ||
| Предохранительный механизм, защита от перегрузок 2 направления технологических потоков | ||
| Предохранительный механизм, защита от перегрузок обратного застоя технологических потоков | ||
| Предохранительный механизм, защита от перегрузок обратного застоя-повторно повернуть технологические потоки | ||
| Предохранительный механизм, защита от перегрузок технологического и застоя | ||
| Остановка в технологическом потоке возможна обратном потоке | ||
| Остановка обратного потока возможна технологическом потоке | ||
| Остановка во всех потоках | ||
| Регулируется в технологическом потоке | ||
| Регулируется в обратном потоке | ||
| Регулируется во всем потоке | ||
| Поддержка после технологического потока | ||
| Поддержка после обратного потока | ||
| Поддержание после любого потока | ||
| Настройка менее точного технологического потока | ||
| Настройка менее точного обратного потока | ||
| Настройка менее точного всех потоков | ||
| Настройка точная и стабилизируется технологический поток | ||
| Точная настройка и стабилизация обратного потока | ||
| Точная настройка и стабилизация всех потоков | ||
| Защита в технологическом потоке | ||
| Защита в обратном потоке | ||
| Защита в целом поток | ||
| Блокада после технологического потока | ||
| Блокада после обратного потока | ||
| Блокада после любого потока | ||
| Механическое управление серводвигателем | ||
| Электрическое управление серводвигателем | ||
| Пропорциональные делители | ||
| Делители потока — одноступенчатые | ||
| Делители потока — двухступенчатые | ||
| Отдельная станция для одного исполнения при одинаковом давлении безопасности | ||
| Индивидуально al станция для одной производительности при двух давлениях безопасности | ||
| Отдельная станция с двумя производительностью при одинаковой безопасности давления | ||
| Отдельная станция с двумя производительностью при двух давлениях безопасности | ||
| Двигатель постоянной мощности, — с одно направление потока | ||
| Элемент постоянной производительности — с двумя направлениями потока | ||
| Помпа переменной производительности — с одним направлением потока | ||
| Двигатель переменной производительности — с одним направлением потока | ||
| Элемент переменной производительности — с одним направлением потока | ||
| Элемент переменной производительности — с двумя направлениями потока | ||
| Двигатель с двумя направлениями потока, — с плавным переключением вместимости | ||
| Элементы вычислительной мощности | ||
| Калибр | ||
| Запорный клапан, соединение и ролик | ||
| Двигатель или насос с ограниченным углом поворота | ||
| Элемент управления | ||
| Кондиционеры | ||
| Цилиндр | ||
| Поршень | ||
| Некоторые способы управления | ||
| Торможение | ||
| Ресивер | ||
| Ресивер, аккумулятор | ||
| Открытый путь потока | ||
| Открытый путь первичного потока | ||
| Путь потока | ||
| Запорный путь потока | ||
| Два направления потока | ||
| Трехходовой поток | ||
| Трехходовой поток — отключение | ||
| Четыре направления потока | ||
| Четыре направления потока f низкая — внутренняя комбинация | ||
| Все пути потока — отключение | ||
| Пятиходовой поток | ||
Логические контуры жидкости, символы двоичной логики | ISO 5784-1 | |
| Логический элемент | ||
| Функции квалификатора символа И / ИЛИ цифры | ||
| Соединительные символы | ||
| Направление потока информации | ||
| Развертывание INPUT и OUTPUT | ||
| NOT | ||
| Отрицание входа | ||
| Блокировка входа | ||
| Блокировка входа — отрицание | ||
| Статика входа | ||
| Динамика входа, для которой динамическое состояние 1 означает переход от 0 to 1 | ||
| Динамический вход, для которого dy namic состояние 1 означает переход от 1 к 0 | ||
| » YES ‘ | ||
| ‘ NOT ‘ | ||
| ‘ AND ‘ | ||
| ‘ OR ‘ ‘ | ||
Маркировка | ||
Знаки стыков и сварочные процессы | ||
| Сварные, паяные и паяные соединения. Вид сварных швов | ISO 2553 | |
| Сварка и аналогичные процессы. | ISO 4063 | |
Метки | ||
| Шероховатость поверхности | ISO 1302 | |
| Допуск | ISO 1101 | |
| Быстрая выноска — изогнутая стрелка | ||
| Кромка | ISO 13715 | |
| Методы проецирования | ISO 5456 | |
| Конус | ISO 3040 | |
| Точка измерения | DIN 6773 | |
| Справочная стрелка | ISO 128 | |
| Центральное отверстие | ISO 6411 | |
| Зигзагообразная линия | ||
Схемы и обозначения соединений | ||
Схемы соединений | ||
| Соединение (болт и гайка с шестигранной головкой) | PN-81 / N- 01613 | |
| Винтовое соединение (только сверло) | ||
| Удлиненное отверстие | ISO 5261 | |
| Отверстия | ||
| Заклепки | ||
| Заклепочное соединение (только сверление) | ISO 5845 | |
Кабели и провода | ||
Гидравлические и пневматические линии | ||
| Рабочая линия | ||
| Управляющая линия | ||
| Тяговые элементы в собранном виде | ||
Типы линий — кабели | ||
| Flex | ||
| Циркуляция | ||
| Трубопровод, изолированный | ||
| Трубопровод с обогревом или охлаждением и изолированный | ||
| Изоляция | ||
| Трубопровод с подогревом или охлаждением | ||
| Параллельный | ||
| Параллельный | ||
| Трубопровод с рубашкой | ||
| Изоляционная обсадная труба | ||
| Неочищенная вода | ||
| Химические вещества | ||
| Воздух | ||
| Горючие газы | ||
| 900 газы | ||
| Твердое топливо | ||
| Горючие отходы | ||
| Прочие среды | ||
| Спираль | ||
| Упругий | ||
| Упругий крестик | ||
| Упругий крестик | ||
| Ребристая труба | ||
| Капиллярная | ||
| Капиллярная черточка | ||
| Жидкий металл | ||
| Труба 01 | ||
| Труба 02 | ||
| Труба 03 | ||
| Труба 04 | ||
| Труба 05 | ||
| Труба 06 | ||
| Труба 07 | ||
| Труба 08 | ||
| Труба 09 | ||
| Труба 10 | ||
| Труба 11 | ||
| Труба 12 | ||
| Труба 13 | ||
| Труба 14 | ||
| Труба 15 | ||
| Труба 16 | ||
| Труба 17 | ||
| Труба 18 | ||
| Пневматический | ||
| Пневматический 1 | ||
| Гидравлический 2 | ||
| Гидравлический 1 | ||
| Электромагнитный | ||
| Механический | ||
| Электро | 90 051 | |
| Electro 1 | ||
| Electro 2 | ||
| Electro 3 | ||
| Коаксиальная линия | ||
| Экранированная линия | ||
| Оптоволокно | ||
| Digital | ||
| Digital | Impuls 1 | |
| Impuls 2 | ||
Типы линий — общие | ||
| Платформа | ||
| Стенка | ||
| Beton | ||
| Шампанский кирпич | Заземление | |
| Заземление 2 | ||
| Заземление 3 | ||
| Сварка 1 | ||
| Сварка 2 | ||
| Сварка 3 | ||
| Сварка 4 | ||
| Сварка 4 | ||
| Сварка 5 | ||
| Сварной шов 6 | ||
| Зона 1 | ||
| Зона 2 | ||
| Лента 1 | ||
| Лента 2 |
ГОСТ 633-80 Трубы и муфты
| ГОСТ 633-80 НКТ |
НКТ используются для добычи нефти и газа.Трубки должны быть бесшовными, гладкими или высаженными и соединяться с соединениями с высоким уплотнением. Возможны соединения без муфты.
|
|
Настоящий стандарт распространяется на бесшовные стальные трубы гладкие и муфты с высаженными концами и муфты гладкие, высокогерметичные и муфты, а также на гладкие трубы с высаженными концами, используемые при эксплуатации нефти и газовые скважины.
Трубы, соответствующие этому стандарту, должны изготавливаться двух классов B и A в зависимости от точности и уровня качества.
Диапазон размеров трубок, типы соединений для двух марок приведены в Таблице 1.
Таблица 1 Диапазон размеров трубок марок A и B
Предельные допуски по размерам и массе приведены ниже:
Технические требования:
Наружные и на внутренней поверхности трубы не должно быть трещин, перехлестов, неровностей, полостей и включений.
Допускаются небольшие вмятины, царапины незначительного масштаба производства, если они выходят за пределы толщины стенки в заданных пределах.
Биение от высаженной детали до корпуса трубы должно быть плавным и плавным; толщина стенки должна быть в указанных пределах. Установленная часть длиной 85 мм от торцов не должна иметь дефектов.
Химический состав стали не указан, за исключением того, что содержание фосфора и серы не должно превышать 0,045% каждое.
Механические свойства металла НКТ и муфты приведены в таблице 2.
Механические свойства металла НКТ и муфты Таблица 2
Поверхности резьбы и уплотнения должны быть оцинкованы или обработаны фосфатом.Все НКТ, кроме класса ТВО, должны поставляться с муфтой (силовой свинчиванием) и нанесенными антикоррозийными и герметизирующими составами. При транспортировке НКТ и муфты должны быть заострены для защиты от коррозии. Специальные внутренние покрытия на НКТ класса А должны применяться по запросу.
Профиль резьбы для НКТ с гладким и с высаженным концом показан на рис. 1.
Рис. 1. Профиль с круглой резьбой для НКТ.
Размеры круглой резьбы для марок B и A приведены ниже.
Размеры резьбы приведены в таблицах 3, 4, 5 и 6.
Таблица 3 Размеры, мм круглой резьбы для труб с гладким концом марок B и A
Обозначения для таблицы 3
- Предельные допуски для номинальных размеров приведены ниже. Шаг, мм:
- — на длине 25,4 мм ± 0,75
- — на полнопрофильной резьбе ± 0,120
- Конус, мм на длине резьбы 100 мм:
- тело трубы (+0,66) — (0,22)
- муфта (+0,22) — (0,36)
Таблица 4 Размер, мм круглой резьбы для НКТ с внешней высадкой марок B и A
Условные обозначения для таблицы 4
High- уплотнение резьбовых соединений типа НКМ.
Профиль резьбы для НКТ.
Профиль резьбы для условного прохода от 60 до 102 мм показан на рисунке 2; для условного прохода 114 мм см. рис. 3. Размеры резьбы приведены в таблице 5.
- Рис.2. Профиль резьбы (тип НКМ 60-102)
- А- муфта; расстроенный конец;
- б — трубка; соска.
- Рис.3. Профиль резьбы (тип НКМ 114)
- а — муфта;
- б — трубка.
Скос C можно заменить округлением до 0.Радиус 2 мм.
Размеры соединительных деталей см. На рис. 4 и в таблице 6.
Рис. Нитки ты НКМ.
Предельные допуски резьбы приведены в таблице 7.
Натяг резьбы, измеренный как расстояние от базовой плоскости резьбового калибра до конца трубы, должен составлять 20–1,2 мм для номинального диаметра 60–102 мм и 24–2,5 мм для конечного отверстия. 114 мм.
Натяг резьбы для оцинкованной или фосфатно-обработанной муфты, измеренный с помощью калибра, должен составлять 5,0–1,2 мм для номинального диаметра 60–102 мм и 6.0-2,5 мм для условного прохода 114 мм.
Для силового свинчивания НКТ и оцинкованной или фосфатированной муфты натяг резьбы приведен ниже:
Силовой свинчивание НКТ и муфт должен гарантировать полный контакт конца трубы и упорной поверхности муфты. Трубка класса B может иметь зазор 0,5 мм между указанными выше поверхностями.
Таблица 5 Размеры резьбы для трубок с соединениями типа NKM с высоким уплотнением и соединениями NKB типа «пупок» классов B и A
Таблица 6 Размеры резьбовых соединений с высоким уплотнением для трубок
Условные обозначения для таблицы 6
Суставы щенка.
Профиль резьбы и размеры см. На рис. 2 и в таблице 5; детали размеров приведены на рис. 5 и в таблице 8. Предельные допуски см. в Talbe 7.
Натяжение резьбы для наружной резьбы, измеренное с использованием соответствующих резьбовых калибров с полным и неполным профилями резьбы, должно составлять 18 + 1,2 мм.
Рис. 5. Резьба типа НКБ.
Таблица 7 Предельные допуски для типов резьбы НКМ и НКБ, мм
Натяг резьбы для драгоценного конца, измеренный соответствующим калибром резьбы, должен составлять 5-1.2 мм.
Таблица 8 Размер труб с шарнирными соединениями классов B и A, мм
Условные обозначения для таблицы 8
Разброс толщины стенки как охватываемого, так и охватываемого концов не должен превышать 1,0 мм.
Ширина упорного ремня должна быть указана ниже: Резьба муфт должна быть соосной в пределах 0,75 мм в торцевой плоскости и в пределах 3 мм на длине одного метра. Соосность гладкого конца может быть увеличена до 1,0 мм, если этот параметр на длине одного метра равен 2,0 мм.
Поверхности резьбы, упорные ремни на трубах и муфтах не должны иметь заусенцев, ямок, неровностей и других дефектов, влияющих на прочность и герметичность.
Шероховатость поверхности резьбы не должна превышать 20 мкм.
Разброс толщины стенки муфт и резьбовых концов труб марки НКБ не должен превышать 0,1 мм для условных проходов 27 по ГОСТ 17410-78.
Классы D и K должны поставляться без неразрушающего контроля по специальному соглашению.
ГОСТ 633-80 Трубы и муфты
.
| ГОСТ 633-80 НКТ |
НКТ используются для добычи нефти и газа.Трубки должны быть бесшовными, гладкими или высаженными и соединяться с соединениями с высоким уплотнением. Возможны соединения без муфты.
|
|
Настоящий стандарт распространяется на бесшовные стальные трубы гладкие и муфты с высаженными концами и муфты гладкие, высокогерметичные и муфты, а также на гладкие трубы с высаженными концами, используемые при эксплуатации нефти и газовые скважины.
Трубы, соответствующие этому стандарту, должны изготавливаться двух классов B и A в зависимости от точности и уровня качества.
Диапазон размеров трубок, типы соединений для двух марок приведены в Таблице 1.
Таблица 1 Диапазон размеров трубок марок A и B
Предельные допуски по размерам и массе приведены ниже:
Технические требования:
Наружные и на внутренней поверхности трубы не должно быть трещин, перехлестов, неровностей, полостей и включений.
Допускаются небольшие вмятины, царапины незначительного масштаба производства, если они выходят за пределы толщины стенки в заданных пределах.
Биение от высаженной детали до корпуса трубы должно быть плавным и плавным; толщина стенки должна быть в указанных пределах. Установленная часть длиной 85 мм от торцов не должна иметь дефектов.
Химический состав стали не указан, за исключением того, что содержание фосфора и серы не должно превышать 0,045% каждое.
Механические свойства металла НКТ и муфты приведены в таблице 2.
Механические свойства металла НКТ и муфты Таблица 2
Поверхности резьбы и уплотнения должны быть оцинкованы или обработаны фосфатом.Все НКТ, кроме класса ТВО, должны поставляться с муфтой (силовой свинчиванием) и нанесенными антикоррозийными и герметизирующими составами. При транспортировке НКТ и муфты должны быть заострены для защиты от коррозии. Специальные внутренние покрытия на НКТ класса А должны применяться по запросу.
Профиль резьбы для НКТ с гладким и с высаженным концом показан на рис. 1.
Рис. 1. Профиль с круглой резьбой для НКТ.
Размеры круглой резьбы для марок B и A приведены ниже.
Размеры резьбы приведены в таблицах 3, 4, 5 и 6.
Таблица 3 Размеры, мм круглой резьбы для труб с гладким концом марок B и A
Обозначения для таблицы 3
- Предельные допуски для номинальных размеров приведены ниже. Шаг, мм:
- — на длине 25,4 мм ± 0,75
- — на полнопрофильной резьбе ± 0,120
- Конус, мм на длине резьбы 100 мм:
- тело трубы (+0,66) — (0,22)
- муфта (+0,22) — (0,36)
Таблица 4 Размер, мм круглой резьбы для НКТ с внешней высадкой марок B и A
Условные обозначения для таблицы 4
High- уплотнение резьбовых соединений типа НКМ.
Профиль резьбы для НКТ.
Профиль резьбы для условного прохода от 60 до 102 мм показан на рисунке 2; для условного прохода 114 мм см. рис. 3. Размеры резьбы приведены в таблице 5.
- Рис.2. Профиль резьбы (тип НКМ 60-102)
- А- муфта; расстроенный конец;
- б — трубка; соска.
- Рис.3. Профиль резьбы (тип НКМ 114)
- а — муфта;
- б — трубка.
Скос C можно заменить округлением до 0.Радиус 2 мм.
Размеры соединительных деталей см. На рис. 4 и в таблице 6.
Рис. Нитки ты НКМ.
Предельные допуски резьбы приведены в таблице 7.
Натяг резьбы, измеренный как расстояние от базовой плоскости резьбового калибра до конца трубы, должен составлять 20–1,2 мм для номинального диаметра 60–102 мм и 24–2,5 мм для конечного отверстия. 114 мм.
Натяг резьбы для оцинкованной или фосфатно-обработанной муфты, измеренный с помощью калибра, должен составлять 5,0–1,2 мм для номинального диаметра 60–102 мм и 6.0-2,5 мм для условного прохода 114 мм.
Для силового свинчивания НКТ и оцинкованной или фосфатированной муфты натяг резьбы приведен ниже:
Силовой свинчивание НКТ и муфт должен гарантировать полный контакт конца трубы и упорной поверхности муфты. Трубка класса B может иметь зазор 0,5 мм между указанными выше поверхностями.
Таблица 5 Размеры резьбы для трубок с соединениями типа NKM с высоким уплотнением и соединениями NKB типа «пупок» классов B и A
Таблица 6 Размеры резьбовых соединений с высоким уплотнением для трубок
Условные обозначения для таблицы 6
Суставы щенка.
Профиль резьбы и размеры см. На рис. 2 и в таблице 5; детали размеров приведены на рис. 5 и в таблице 8. Предельные допуски см. в Talbe 7.
Натяжение резьбы для наружной резьбы, измеренное с использованием соответствующих резьбовых калибров с полным и неполным профилями резьбы, должно составлять 18 + 1,2 мм.
Рис. 5. Резьба типа НКБ.
Таблица 7 Предельные допуски для типов резьбы НКМ и НКБ, мм
Натяг резьбы для драгоценного конца, измеренный соответствующим калибром резьбы, должен составлять 5-1.2 мм.
Таблица 8 Размер труб с шарнирными соединениями классов B и A, мм
Условные обозначения для таблицы 8
Разброс толщины стенки как охватываемого, так и охватываемого концов не должен превышать 1,0 мм.
Ширина упорного ремня должна быть указана ниже: Резьба муфт должна быть соосной в пределах 0,75 мм в торцевой плоскости и в пределах 3 мм на длине одного метра. Соосность гладкого конца может быть увеличена до 1,0 мм, если этот параметр на длине одного метра равен 2,0 мм.
Поверхности резьбы, упорные ремни на трубах и муфтах не должны иметь заусенцев, ямок, неровностей и других дефектов, влияющих на прочность и герметичность.
Шероховатость поверхности резьбы не должна превышать 20 мкм.
Разброс толщины стенки муфт и резьбовых концов труб марки НКБ не должен превышать 0,1 мм для условных проходов 27 по ГОСТ 17410-78.
Классы D и K должны поставляться без неразрушающего контроля по специальному соглашению.
Расчет рабочих габаритов для проверки метрической резьбы
L ИЗМЕРЕНИЯ ВНУТРЕННИХ И УГЛОВЫХ
РАСЧЕТ РАБОЧИХ РАЗМЕРОВ ДЛЯ ПРОВЕРКИ МЕТРИЧЕСКОЙ РЕЗЬБЫ
G.С. Кудинова УДК 621.753.3.001.24
С 1 января 1983 г. в промышленности был внедрен ГОСТ 24997-81 «Калибры для метрической резьбы. Допуски», разработанный на основе СТ СЭВ 2647-80 того же. наименование, соответствующее ISO 1502. Этот стандарт полностью удовлетворяет отмененному ГОСТ 18107-72 в части калибров для метрической резьбы с пробелом. Отличие от СТ СЭВ 2647-80 состоит в том, что стандарт дополнен определенными положениями по расчету габаритов манометров, позволяющими полностью соотнести рабочие размеры манометров, рассчитанные по этому стандарту, с рабочими габаритами манометров по ГОСТ 18465. -73 «Калибры на метрическую резьбу от i до 68 мм: рабочие размеры» и ГОСТ 18466-73 «Калибры на метрическую резьбу от 68 до 200 мм: рабочие размеры».Таким образом, новый стандарт не требует пересмотра какой-либо конструкторской или технологической документации или изменения оборудования на заводах для изготовления манометров. Тем не менее, авторы стандарта затронули множество вопросов, касающихся расчета рабочих размеров по формулам, приведенным в стандарте. В этой статье я даю пояснения и рекомендации по расчету рабочих размеров и рассматриваю пример для конкретного калибра.
Общие аспекты расчета калибровочных диаметров.При расчете рабочих диаметров по формулам ГОСТ 24997-81 (таблицы i0 и ii) следует определить минимальный предельный размер для кольцевого калибра и максимальный предельный размер для заглушки (см. Примечание 3 к таблице i0 и примечание i. согласно Таблице Ii), т. е. номинальный диаметр кольцевого калибра уменьшается, а диаметр пробки увеличивается на половину допуска. Предельные отклонения будут односторонними: для кольцевых калибров положительные, для пробковых — отрицательные.
Внутренний диаметр пробкового калибра и наружный диаметр кольцевого калибра даны по формулам ГОСТ 24997-81 (согласно СТС ~ V и ISO) со ссылкой на канавку или радиус, а в ГОСТ 18465 -73 и ГОСТ 18466-73 значения даны соответственно для внутреннего и внешнего диаметров (см. Чертежи 1-4 в ГОСТ 24997-81), поэтому при расчете рабочих диаметров H / 6 и H / 12 в этих формулах должны быть исключены.Это отражено в пунктах 5 и 6 справочного приложения к ГОСТ 24997-81.
В соответствии с этим стандартом (примечание 2 в Таблице 5), можно ограничить количество калибров для данного размера резьбы для данного базового отклонения среднего диаметра путем разработки калибра прохода на основе допусков для самая низкая точность. Например, калибры с диапазоном допуска 8h проектируются на основе допуска точности 6, что подразумевается также в ГОСТ 18465-73 и ГОСТ 18466-73, в которых такие калибры с диапазонами допуска 6h и 8h объединены в один. линия.
Расчеты по изношенным калибрам. В ГОСТ 24997-81 приведены формулы для расчета среднего диаметра износа пробкового калибра ПР или НЭ. Износ по среднему диаметру может быть определен калибрами K-I и KI-NE соответственно. Следовательно, в ГОСТ 24997-81 (как и в СТ СЭВ и ИСО) не приводятся формулы, определяющие износ кольцевых калибров ПР и НЭ. Предельные значения износа по средним диаметрам (WGo и WNG) указаны в таблице 5 ГОСТ 24997-81, по которой можно рассчитать степень износа и размеры калибра K-I и KI-NE.При расчете последнего значения WGO и WNG следует брать из таблицы 5 для кольцевых калибров (см. Примечание 4 к таблице i0 в ГОСТ 24997-81).
Что касается износа внутреннего диаметра для кольцевых калибров PR или внешнего диаметра для пробковых PR, то в советских или международных стандартах нет рабочих формул. Степень износа указана в ГОСТ 18465-73 и ГОСТ 18466-73 на основе существующей практики изготовления и использования калибра.
При необходимости износ калибра может быть установлен либо по производственному допуску на соответствующий диаметр, либо по аналогии с ГОСТ 18465-73 и ГОСТ 18466-73.Поскольку ГОСТ 24997-81 и СТ СЭВ 2647-80 не устанавливают значения износа на проходных и упорных датчиках, это можно установить, уменьшив допуск TCp. Там —
Перевод из «Измерительной техники», № 9, стр. 11-14, сентябрь 1989 г.
850 0543-1972 / 89 / 3209-0850512.50 9 1990 Plenum Publishing Corporation
ТАБЛИЦА i. Кольцевой калибр, резьба M24 1,5-8g мм
Калибр
PR (1)
NE (II)
ТАБЛИЦА 2.
Внешний диаметр не менее «
di es d + TpL
24- -0.032 + 0,011 = —23,979
d + es d «PTpL
24-0,032 + 0,014 = = 23,982
Средний диаметр
Максимальный предельный размерl
d, + eS d —ZR — TR / 2
23,026—0,032 —0,008— —0,000 = 22,977
d = + esd = -Td = -TR
23,026—0,032—0,236— —0,023 = 22,735
предельное отклонение
— ITR
+0,018
+ TR
+0,023
Предельный размер для изношенного калибра
d, -I-esds — ZR + WGO
23.020—0,032—0,0081 «+ 0,021 = 23,007
d = -l-eS dz — T d = — —TR / 2″ r WNG
23,026—0,032—0,236—
— -O, Ol 15- = 0,0195 = 22,766
Внутренний диаметр
Максимальный предельный размер.
d = + esdt — TR / 2
22,376-0,032-0,009 = = 22,335
dl- ~ es a —T, ~ — — u = = t
—3TR / 2-2F = 23,020—0,032—0,236— -. 0,03,1 5—0,3 = 22,424
предельное отклонение
— [TR
-I-0,018
+ 2T R
+0,040
Контрольная заглушка Калибр, резьба M24 x 1.5-8g мм
Калибр
КПР-ПР (2), У-ПР (8)
КПР-НЕ (3)
K — I (6)
KNE-PR (12)
KNE- N ~ (Z3)
K. ~ -NE (16)
u- ~ (]. O)
Внешний диаметр
Максимальный предельный размер
d + es d -‘r TpL
24—0,032 +0,01 [= 23,979
d, -I-esd, — Z R + + TR / _ ‘+ 2Fcl- TpL / 2
23,026—0,032—0,008 + +, 0,009 + 0,3 + 0 , 0055 =
= 23.300
ds’Pes d -Z R + WGO + + 2Ft + TpL / 2
23,026—0,032—
— -0,008 + 0,021 +0,3+ +0.0056 = 23,312
d + es d + TpL — B 1 ~
24—0,013a + 0,014— 9 -4X021 = 23,961
d + es d -Td, + TpL
24-0,032— 0,236+ + 0,0fl4—23,746
d + es d -T d —TR / 2 + * WNo + TpL
24-0,032—0,236— — ‘O, O 115 + 0,0198 +
+ 0,014 = 23,754
d + e $ d —T d —TR / 2 + + TpL
24—0,032—0,236— —0,0118 + 0,014 = 23,734
предельное максимальное предельное отклонение размеров
-2TpL df + eSd —ZR — -, n + + T cp / 2
— 0,022
—TpL
—0.O11
—TpL
—0,011
-2TpL
—0,028
—2TpL
—0,028
—2TpL
— -0,028
-20002 — 2TpL
23.026—0.0T2—0.008— —0.018 + 0.0045 = 22.972
ds + eS d —ZR -t- TR / 2 + + TCp / 3
23,026 — 0,03t2— 0,008 + + 0. 009 + 0,003 = 22,998
I
d = + esdf — ZR 4-WGO + + Tcp / 3
23,026—0,032 — 0,008+ +0,021 + 0,003 = 23,010
I
d = + esd, —T ds — TR 12— —m + Tcp / 2
23,026 -, 0,032 —0,236— —0.0115—0,022 + 0,006 =
= 22,730 I
ds + es ds — T d = + Tcp / 3
23,026—0,032—0,236 + + 0,004 = 22,762
I
ds + eS d —T d, — TR / 2 + + WNG + T cpl3
28,026—0,0 ~ 2—0,236— —0,0118-1-0,0195 + 0,004 =
= 22,770
d = + esd, — T d —TR / 2
23,026—0,032—0,236— .— 0,0115 = 22,740
Средний диаметр xncernaz azameter
предельный предельный размер! не более отклонения для изношенного калибра
—2 / 3Tcp ds + es # —Z R —m— d, + es d t— ZR —m —T cpI2
—0.006 23,026—0,032—0,008— 22,376—0,032—0,008— —0,018—0,0045 = 22,964 -0,018 = 22,318
—2 / 3Tcl,
—0,006
— 2 / 3T cp
—0,000
d, q eS d —ZR —m
22,376 — ‘0,032—0,008— — -0,018 = 22,318
I
d, + es dt — — r R 12
22,376 — 0,032—0,009 =
= 22,335
-2 / 3Tcp ds JfeS ds — Td = —m— d, + eS dt — Tde — —Tcp / 2 —TR / 2-m
-0,008 23026-0,032-0,236-22.376-0,032-0,236- «-0,0115-0,022-0,006 = — 0,0115-0,022 = 22,074
= 22,718 i
-2 / 3Tcp __ d = + esd I —T de
— 0,008 22,376—0,032—0,238 ~ — -22,108
II
—2 / 3T cp
—0,008
da + eSde — T d, — TR / 2— —TCp
23,026—0,032—0,236— — 0,0115—0,012 = 22,734
d, 4-esdl — ‘fd =
99,376—0,032—0,236- — ~ 22,108
dt + esd, — T d,
2,2,376—0,032 — 0,236— = oo, 108
-213TOp
—0,008
B1 рассчитано согласно (i) .
851
Рис. I
~ 1? — ‘., O, os ~.
‘\ g / Рис. 2
ТАБЛИЦА 3. Калибр пробки, резьба M24 x 1,5-7H
Калибр
PR (21)
Максимальное предельное отклонение предельного размера наружного диаметра
—2TpL
— -0,022
—2TpL
~ 0,028
~ ximum предельный размер
D, + Z pL + T pLI2
23,026 + 0,012 + 0,0055 =
= 23,044
Средний диаметр I предельный I предельный размер для
манжета для отклонения
—TpL
—0,011
— TpL
— ~), 014
D, + Z pL — WO0
23,026 + 0,012—0,021 = = 23,020
D, + TD, + T pL / 2— —WNG
23,026 + 0,250 + 0,007— —0.015—23,268
D + Z pL + T pL
24 + 0,012 + 0,011 = 24,023
D, + TD + 3TpL / 2 + 2F *
23,026 + 0,260 + 0,021 + + 0,3—23,597 ‘
Di + TD + TpL
23,026 + 0,260 + 0,014— ~ 23,290
Внутренний диаметр не более
Dt
22,376
Dl
22,376
Впереди можно рассчитать рабочие размеры по ГОСТу 18465-73 и ГОСТ 18466-73 за счет уменьшения допуска по среднему диаметру для калибров контрольных пробок КПР-ПР, КНЕ-ПР, У-ПР, У-НЭ на 1/3 ТСп за счет предельного отклонения, которое принимается как 2/3 TCp.